

Page 1
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
РЕЙСМУСОВЫЙ СТАНОК JWP-209HH
ВМХ Тул Груп АГ (WMH Tool Group AG)
Банштрассе 24, CH-8603 Шверценбах
Рейсмусовый станок JWP-209HH
1. ОБЩИЕ УКАЗАНИЯ
Станок предназначен для строгания изделий из древесины. Нельзя обрабатывать изделия из
металла. Обработка других материалов недопустима, или может производиться только после
консультации с представителями компании.
Наряду с указаниями по технике безопасности, содержащимися в инструкции по эксплуата-
и особыми предписаниями Вашей страны необходимо принимать во внимание общеприня-
ции,
тые технические правила работы на деревообрабатывающих станках.
Каждое отклонение от этих правил при использовании рассматривается как неправильное
применение и продавец не несет ответственность за повреждения, произошедшие в результате
этого.
В станке нельзя производить никаких технических изменений.
Ответственность несет только пользователь.
Использовать
ны быть установлены все защитные приспособления и крышки.
Соединительный кабель (или удлинитель) от автомата защиты и от источника электропитания до станка должен быть не менее 4x2,5мм² (желательно медный, четырёхжильный, с сечением каждой жилы не менее 2,5 мм
При возникновении неисправностей в процессе эксплуатации станка не пытайтесь ставить не
оригинальные детали и узлы, не вносите конструктивных изменений и переделок в станок
Станок разрешается эксплуатировать лицам, которые ознакомлены с его работой, техническим обслуживанием и предупреждены о возможных опасностях.
Если Вы при распаковке обнаружили повреждения вследствие транспортировки, немедленно
сообщите
Не запускайте станок в работу!
об этом Вашему продавцу.
станок только в технически исправном состоянии. При работе на станке долж-
2
).
1
Page 2
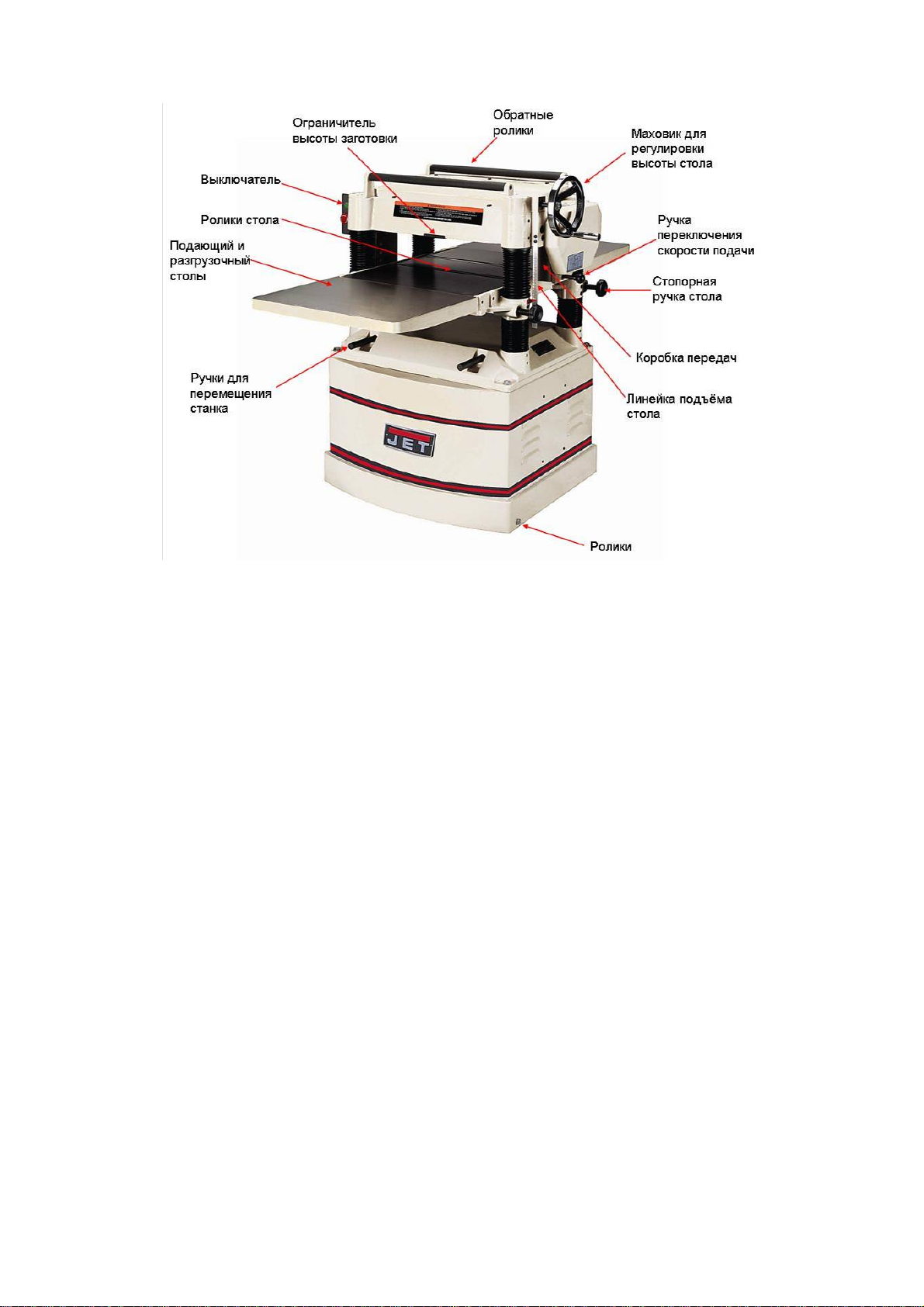
2. ОПИСАНИЕ СТАНКА JWP-209HH
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ JWP 209HH
Артикул № 1791316 Т
Модель JWP-209НН
Напряжение ................................... 380 В
Выходная мощность ....... 3,8 кВт/ S1 100%
Потребляемая мощность ... 7,2 кВт/ S6 40%
Соединительный провод 4x2,5мм²
Скорость вращения строгального вала
........................................ 5,000 (об/мин)
Диаметр строгального вала .............. 81 мм
Размер ножа (ДхШхТ) 15х15х2,5 мм
Количество ножей .............................. 132
Макс. ширина строгания ................ 500 мм
Макс. высота заготовки ................ 200 мм
Мин. длина
строгания ................... 170 мм
Глубина строгания по всей ширине
....................................................... 4 мм
Скорость подачи (м/мин) ............. 7 или 10
Диаметр вытяжного штуцера .......... 127 мм
Габаритные размеры
(ДхШхВ) ................... 1560х1050х1050 мм
Масса ........................................... 300 кг
*Примечание: Спецификация данной инструкции является общей информацией. Данные
технические характеристики были актуальны на момент издания руководства по эксплуатации.
Компания WMH Tool Group оставляет за собой
право на изменение конструкции и комплектации
оборудования без уведомления потребителя.
Настройка, регулировка, наладка и техническое обслуживание оборудования осуществляются
покупателем.
2
Page 3

4. УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Техника безопасности включает в себя также соблюдение инструкции по эксплуатации и
техническому обслуживанию, предоставленные изготовителем
Всегда храните инструкцию, предохраняя её от грязи и влажности, передавайте дальнейшим
пользователям.
Ежедневно перед включением станка проверяйте функционирование необходимых защитных
устройств.
Установленные дефекты станка или защитных устройств необходимо незамедлительно уст-
ранить
с помощью уполномоченных для этого специалистов.
Не включайте в таких случаях станок, выключите его из эл. сети.
Применяйте необходимые согласно предписаниям средства личной защиты.
Надевайте плотно прилегающую одежду, снимайте украшения, кольца и наручные часы.
Если у Вас длинные волосы, надевайте защитную сетку для волос или головной убор.
Для безопасного обращения
со строгальными ножами необходимо надевать подходящие за-
щитные перчатки.
Держите ножи заточенными и очищенными от ржавчины и смолы. Следите, чтобы зажимные
винты были надежно затянуты.
Удаляйте посторонних, особенно детей, из опасной зоны.
Перед строганием удалите из заготовок гвозди и другие инородные предметы.
Минимальные и максимальные размеры заготовок должны быть соблюдены.
работе с длинными заготовками используйте соответствующие удлинения стола, роли-
При
ковые опоры.
При строгании неудобных для обработки заготовок применяйте для крепления подходящие
вспомогательные средства.
НЕ ПЫТАЙТЕСЬ снять кожух во время работы станка. Нарушение этого правила может при-
вести к серьезным физическим увечьям.
Следить за тем, чтобы все заготовки при обработке надежно
удерживались и безопасно пе-
ремещались.
Нельзя строгать слишком маленькие заготовки.
Не эксплуатируйте станок при открытом кожухе редуктора. Если заграждения необходимо
снять для регулировки или обслуживания, их необходимо немедленно установить обратно сразу после выполнения нужных процедур и перед началом эксплуатации станка.
Удалять стружку и заготовки только при выключенном моторе и при
полной остановке стан-
ка.
По соображениям безопасности на этом станке необходимо работать, используя обе руки.
Во время работы держите руки подальше от подающих роликов и строгального вала.
Не разрешается работа на станке с использованием каких-либо подставок и лестниц.
Не оставляйте без присмотра работающий станок. Перед уходом с рабочего места
отключите
станок.
Строгальный вал должен достичь максимального числа оборотов, прежде чем начать строга-
ние.
Учитывайте время пробега строгального вала станка при торможении, оно не должно пре-
вышать 10 секунд.
Следите за тем, чтобы станок устойчиво стоял на твердом и ровном основании.
Станок должен быть установлен так, чтобы было достаточно места для его
обслуживания и
направления заготовок.
Следите за хорошим освещением.
Не используйте станок поблизости от горючих жидкостей и газов.
Принимайте во внимание возможности сообщения о пожаре и борьбе с огнем, например с
помощью расположенных на пожарных щитах огнетушителей.
Не применяйте станок во влажных помещениях и не подвергайте его воздействию дождя.
Постоянно обращайте
внимание на то, чтобы не образовывалось слишком много пыли – всегда применяйте подходящую вытяжную установку. Древесная пыль является взрывоопасной и
может быть вредной для здоровья.
Ваш станок должен быть заземлен. Если используется шнур или штекер, убедитесь, что каждое гнездо заземления подсоединяется к подходящему заземлению. Следуйте процедуре заземления, прописанной в
электротехнических правилах и нормах.
Работы на электрическом оборудовании станка разрешается проводить только квалифицированным электрикам
Не перегружайте станок. Он работает намного лучше и дольше, если его мощность используется надлежащим образом.
3
Page 4
Никогда не используйте станок, если включатель-выключатель не функционирует надлежащим образом.
Следите за тем, чтобы электрическая проводка не мешала рабочему процессу, и чтобы об
неё нельзя было споткнуться.
Удлинительный кабель необходимо полностью разматывать с барабана.
Немедленно заменяйте поврежденный сетевой кабель.
Необходимо постоянно обращать внимание на то, чтобы вентиляционные прорези
мотора
были всегда открытыми и чистыми.
Переоснащение, регулировку и очистку, производить только после полной остановки станка
и отключении эл. питания.
Поврежденные строгальные ножи должны быть немедленно заменены.
4.1 ВНИМАНИЕ опасности
Даже при правильном использовании станка возникают приведенные ниже опасности.
Опасность получения травмы от вращающегося ножа в рабочей зоне.
Опасность из-за
разрушения строгальных ножей.
Опасность ранения отлетевшими частями заготовок.
Опасность от шума и пыли. Обязательно надевайте средства личной защиты (защита глаз,
ушей и дыхательных путей). Применяйте вытяжные установки!
Опасность из-за разлетающихся частей заготовок.
Опасность поражения электрическим током при неправильной прокладке электрического ка-
беля.
5. ТРАНСПОРТИРОВКА И ПУСК В ЭКСПЛУАТАЦИЮ
Распаковка
5.1.
Аккуратно распакуйте и достаньте станок и
все свободные детали из коробок, проверьте их на наличие повреждений. Об обнаруженных повреждениях немедленно сообщите Вашему продавцу. Не выбрасывайте
упаковку, пока станок не будет установлен
и запущен в работу.
Сравните содержимое упаковки со списком
комплекта поставки. Если Вы обнаружите
недостающие детали
, немедленно сообщите об этом Вашему продавцу. Внимательно
прочитайте указания по монтажу, техническому обслуживанию и правила техники
безопасности.
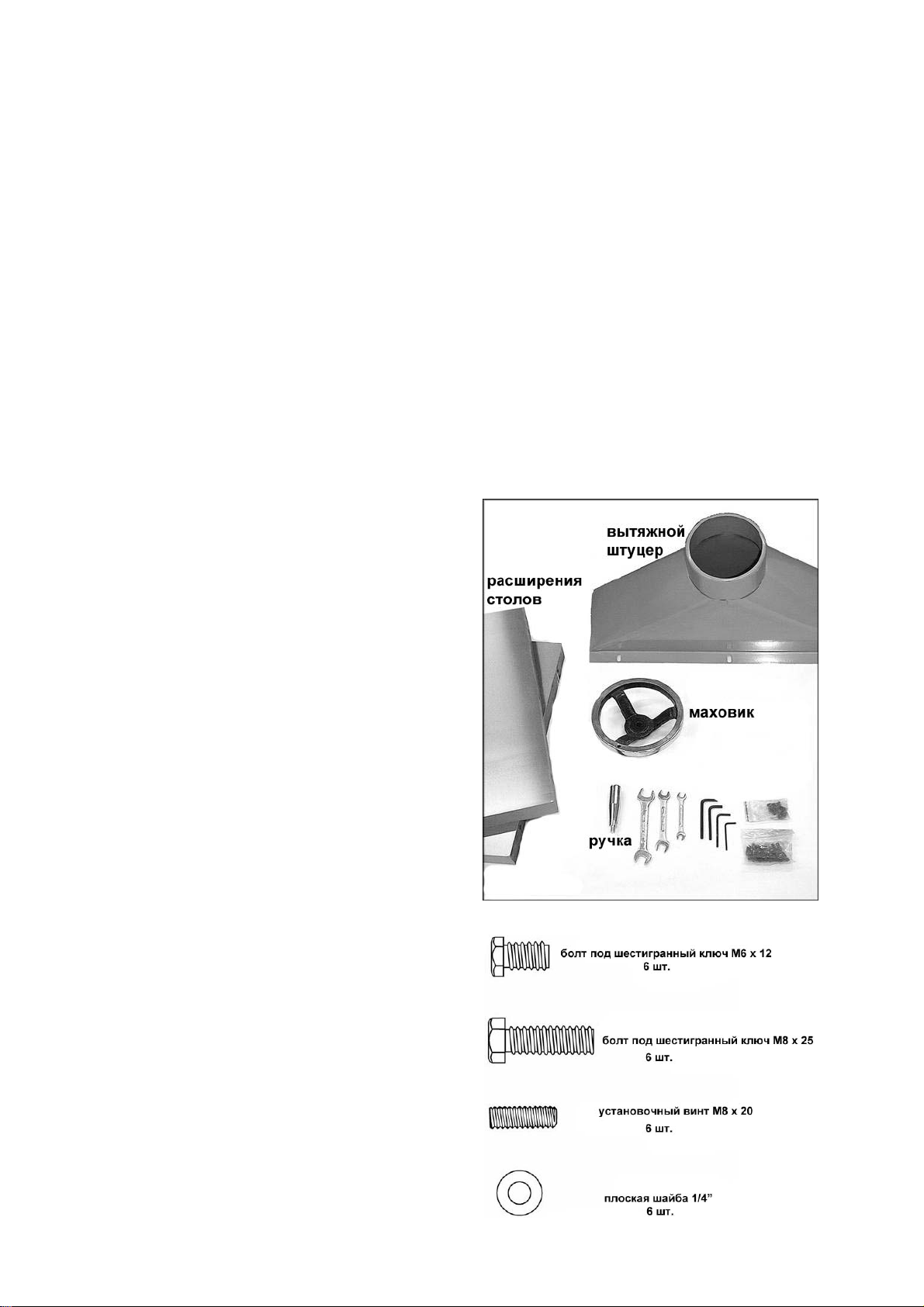
КОМПЛЕКТ ПОСТАВКИ JWP-209HH:
Станок -1 шт. (не показан)
Вытяжной штуцер – 1 шт.
Удлинения стола – 2 шт.
Маховик – 1шт.
Ручка – 1 шт.
Гаечные ключи– 3 шт.:
9 8-10 мм
9 12-14 мм
9 17-19 мм
Шестигранные ключи – 4 шт. (3,4,5,6 мм)
Мешок
с крепежом – 2 шт. (содержимое
мешка показано на рис. 3.)
Инструкция по эксплуатации (не показана)
1 шт.
Гарантийный талон (не показан) – 1 шт.
Рис. 2
4
Рис. 3
Page 5
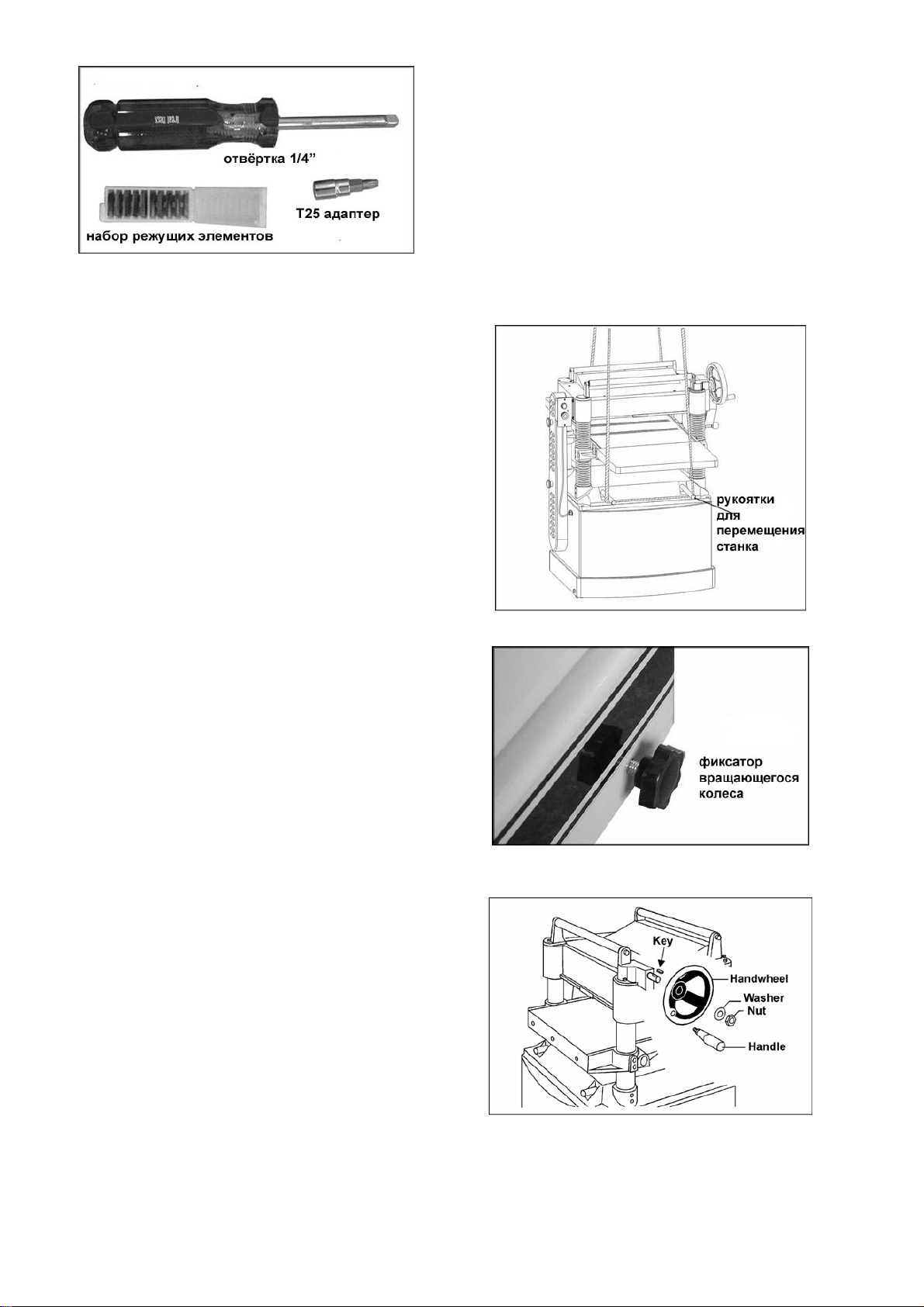
Рис. 4
5.2. Монтаж
Удалите винты, которыми станок прикручен к поддону для транспортировки, и
при помощи вилочного погрузчика или
тельфера снимите станок с поддона. Для
подъёма вилы и транспортировочные ремни
должны быть расположены под ручками
для перемещения станка (Рис. 5). Если
ручки для перемещения станка не используются, их можно задвинуть.
Станок
должен быть установлен на
прочное ровное основание.
Снимите защитное покрытие со стола,
роликов в столе, и отдельных предметов,
упакованных вместе со станком, включая
ручки.
Это покрытие можно удалить при помощи мягкой ткани, смоченной в керосине.
Не используйте ацетон, бензин, растворитель и другие легко воспламеняющиеся
жидкости! Не используйте абразивные ма
-
териалы, они могут повредить полированную поверхность.
Внимание: ножи очень острые! Во
время очистки ножей используйте защитные перчатки.
Рис. 5
Маховик
1. Снимите гайку и шайбу с оси редуктора
и поместите маховик на ось (Рис. 8),
убедившись, что она сориентирована
так, чтобы паз в маховике располагался
над шпонкой.
2. Наденьте плоскую шайбу и шестигран-
ную гайку на ось и затяните гаечным
ключом 19 мм.
3. Установите рукоятку в резьбовое отвер-
стие на
маховике, затяните при помощи
гаечного ключа 12 мм.
Рис. 6
Рис. 8
5
Page 6
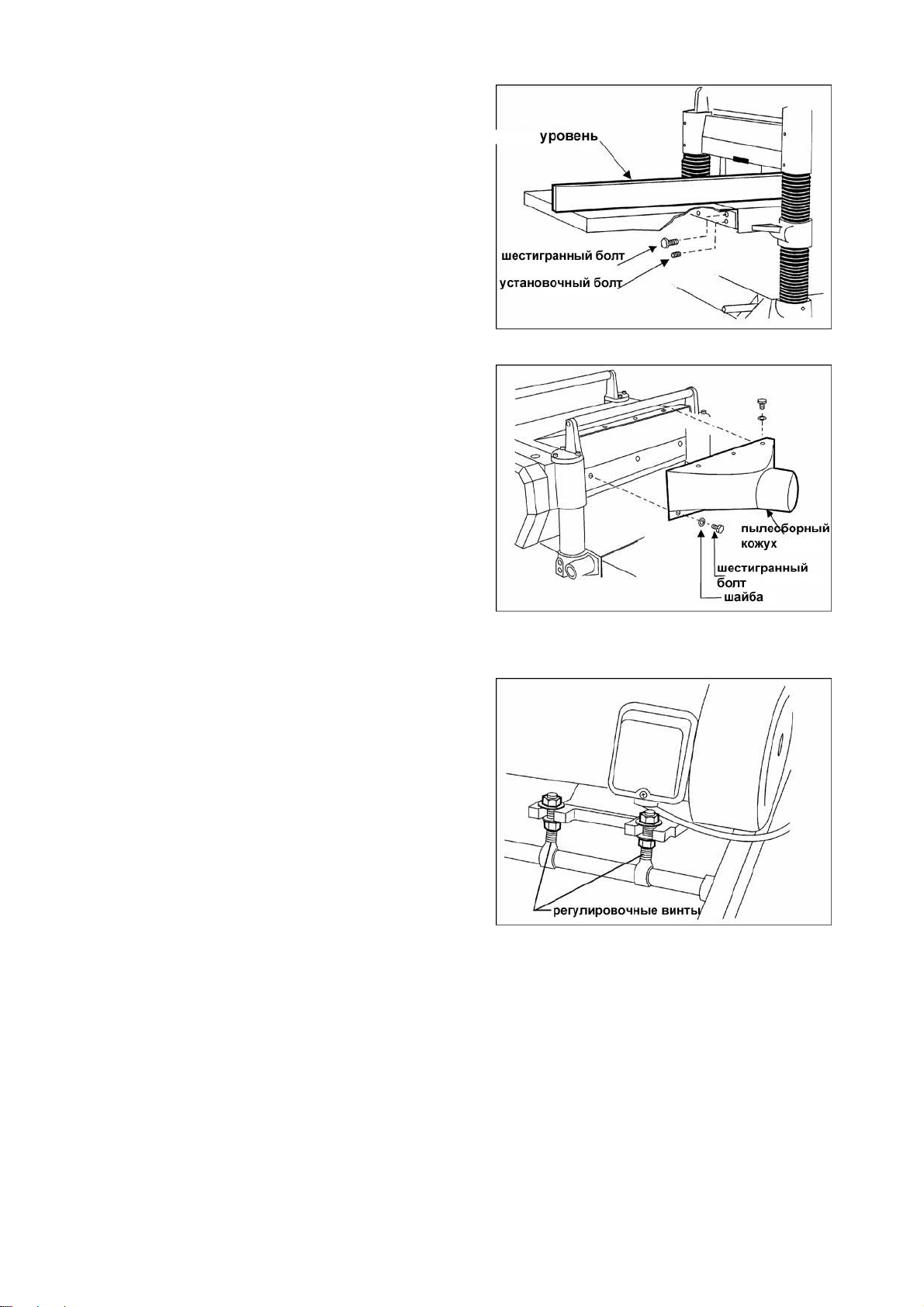
Удлинения стола
1. При помощи трёх шестигранных болтов
М8х25 (Рис. 9) и гаечного ключа 12 мм
прикрепите удлинения стола к основному
столу. Не затягивайте болты до конца.
2. При помощи уровня установите удлинение
стола с основным столом в одной плоскости.
3. При помощи шестигранного ключа 4 мм
вставьте установочные винты и
выставьте
стол.
4. Прикрепите удлинение стола с противопо-
ложной стороны. Выполните те же операции.
Пылесборный кожух
Используя гаечный ключ 10 мм, установите
пылесборный кожух с задней части корпуса
строгальной головы при помощи шести шестигранных болтов М6 х 12 и шести плоских шайб
¼”.
Рекомендуется использовать вытяжную установку, для удаления
стружки, из станка. Если
Вы не подключаете вытяжную установку к
станку, не устанавливайте пылесборный кожух на станок. Скапливание пыли внутри пылесборного кожуха может привести к заклиниванию роликов.
6. РЕГУЛИРОВКА
Рис. 9
Рис. 10
Необходимые инструменты:
9 Шестигранные ключи 3, 5, 6 и 10 мм
9 Гаечные ключи 12, 14 и 19 мм
9 Щупы для измерения зазоров
9 Уровень
9 Поверочный брусок (шаблон)
9 Крестовая отвёртка (Phillips)
Внимание! Перед работами по регулировке станка (кроме регулировки подачи)
отключите станок от электропитания.
Натяжение ремня
Первое время регулярно проверяйте натяжение ремня
. Пока они новые, ремни часто растягиваются. Если необходимо отрегулировать
натяжение ремня:
Рис. 12
1. Снимите кожух ремня и откройте заднюю
панель нижней тумбы станка.
2. При помощи ключа 19 мм ослабьте нижние
гайки регулировочных болтов двигателя
(Рис. 12).
3. Крутите верхние гайки, чтобы опустить
площадку двигателя, таким образом увеличиться натяжение ремня.
4. Проверьте натяжение ремня. Правильное
натяжение достигается, когда при легком
нажатии пальцам появляется небольшой
прогиб ремня примерно 1/4"(6мм) по центру между двумя шкивами.
5. Затяните нижние и верхние гайки (Рис.
12).
6
Page 7
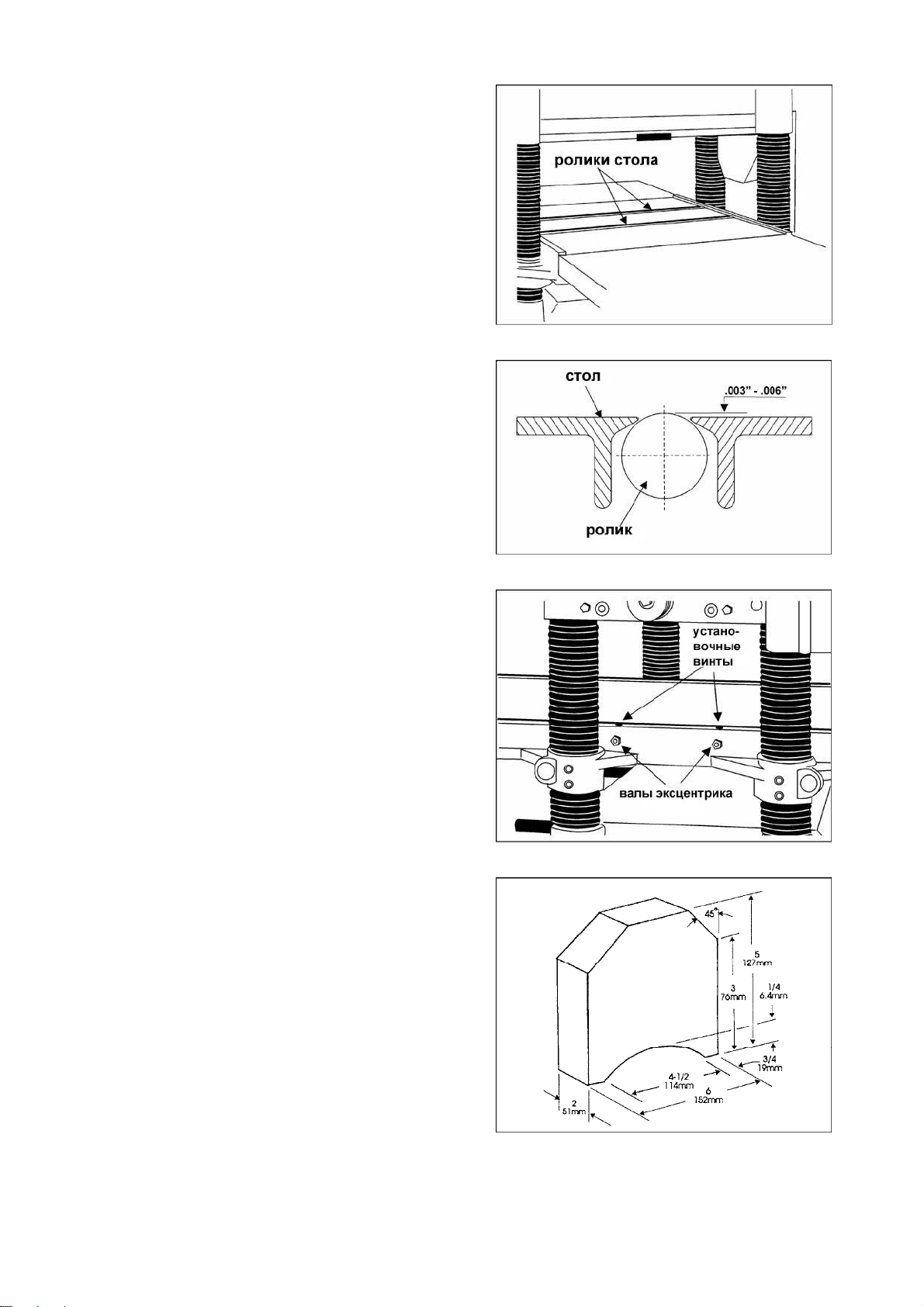
Ролики стола
Станок поставляется с двумя роликами в столе
(Рис. 13), которые вращаются, когда деталь
проходит через станок, таким образом, снижая
трение. Невозможно дать точные размеры
правильной установки высоты роликов стола,
потому что каждый тип древесины ведет себя
по-разному.
Как правило, когда строгаются грубые материалы, ролики стола рекомендуют
ставить в
верхнее положение. Когда строгаются гладкие
материалы, то ролики необходимо установить
в нижнем положении.
Примечание: Когда поднимаете ролики над
столом, допустимый диапазон от 0.003” до
0.006” (Рис. 14).
Ролики стола установлены на заводе для
среднего положения строгания, они параллельны по отношению к поверхности стола.
Для регулировки роликов, выполните следующее:
Отключите станок от сети.
1.
2. Приложите поверочный брусок через оба
ролика.
3. На одной стороне стола ослабьте винты
(Рис. 15) при помощи шестигранного ключа
3 мм и поверните эксцентрики, чтобы поднять или опустить ролики.
4. Когда вы добьётесь нужной высоты, затя-
ните винты.
5. Таким же образом отрегулируйте ролики с
противоположной
стороны стола.
ВАЖНО: Убедитесь, что высота переднего и
заднего роликов одинаковая. Ролики стола
всегда должны быть параллельны к его поверхности.
Строгальная голова
Станок был отрегулирован на заводе, но перед
началом работы его необходимо тщательно
проверить. Любые неточности, вызванные неаккуратным обращением во время перевозки
можно легко исправить, следуя
данным указа-
ниям.
Рис. 13
Рис. 14
Рис. 15
Чтобы проверить регулировки, вам понадобится поверочный брусок, щупы для выставления
зазоров, а также замерный блок из твердого
дерева собственного изготовления. Этот замерный блок можно сделать по следующим
размерам, показанным на Рис. 16.
Вам также будет необходимо снять кожух ремня, Вы можете провернуть строгальный вал
при помощи
шкива.
Рис. 16
7
Page 8
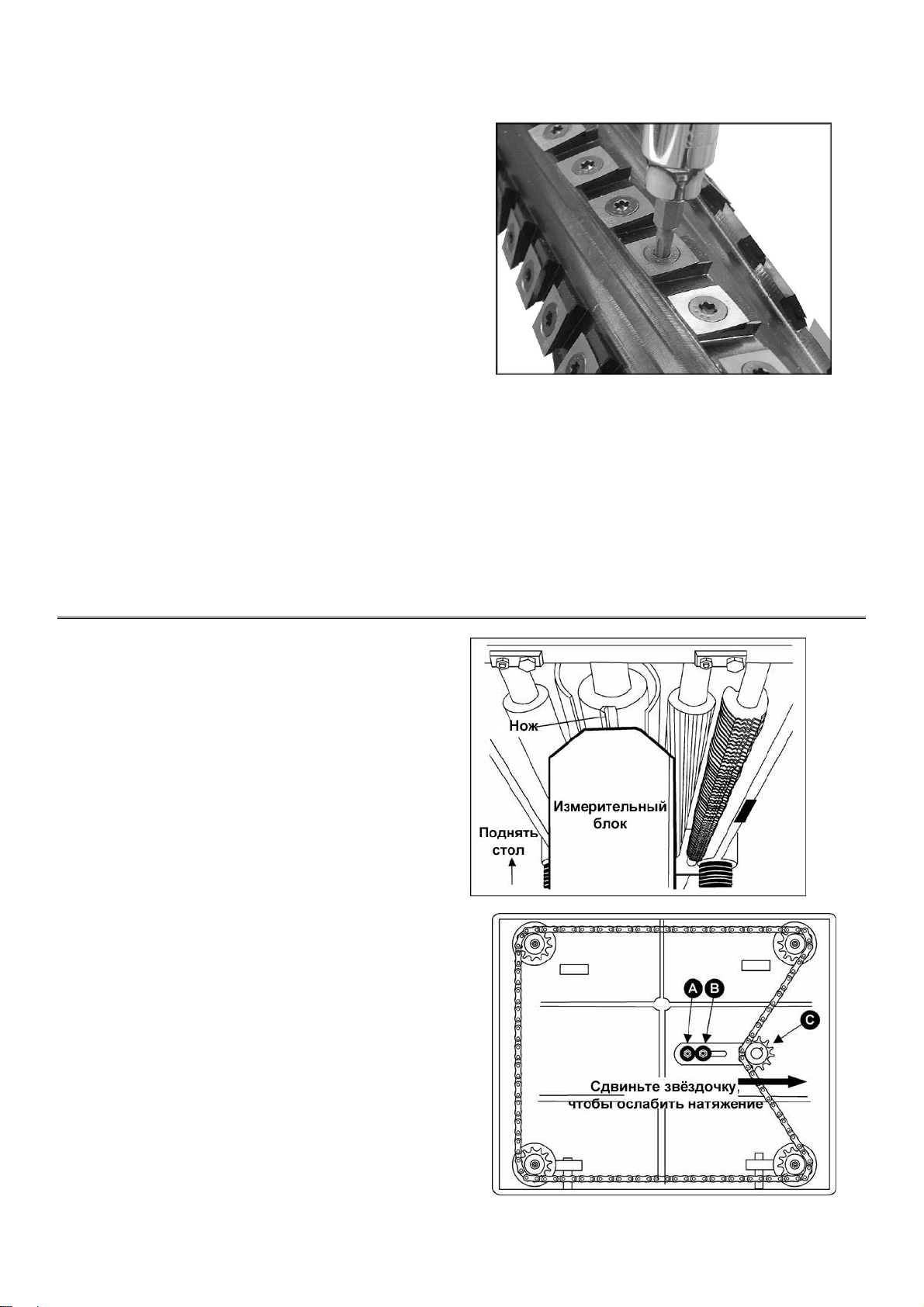
Замена или переустановка строгальных
ножей
Ножи строгального вала заточены с четырёх
сторон. Если режущая сторона затупилась,
достаточно снять строгальный нож, повернуть
его на 90⁰ острой стороной и закрепить.
Для выкручивания крепёжного винта строгального ножа используйте поставляемые со
станком отвертки звездочкой (Рис. 20). Рекомендуется поворачивать сразу все строгальные ножи
на одной спирали, это гарантирует
более качественную обработку поверхности.
Однако, в случае, если на отдельных строгальных ножах образовались зазубрины, поверните только повреждённые стороны.
На каждом ноже нанесена контрольная отметка, которая поможет поворачивая нож не путать грани в разные направления.
ВАЖНО: перед заменой или поворотом стро-
гальных
ножей, очистите крепёжный винт и
строгальный вал от пыли. Скопление пыли
между элементами вала может помешать правильной установке ножа, что повлияет на качество обрабатываемой поверхности детали.
Проверка параллельности рабочего стола
по отношению к
строгальному валу
Рис. 20
Перед установкой смажьте резьбу каждого
крепёжного винта машинным маслом, излишки
масла уберите.
Перед началом работы надёжно зафиксируйте
каждый крепёжный винт!
ВНИМАНИЕ: убедитесь, что все крепёжные винты надёжно зафиксированы. При
высокой скорости вращения незафиксированные строгальные ножи могут вылететь и нанести травму.
Рабочий стол устанавливается параллельно
строгальному валу на заводе, и дальнейшая
регулировка не требуется. Если ваш станок
стал на выходе придавать детали коническую
форму, то нужно проверить параллельность
рабочего стола по отношению к валу. Это делается следующим образом:
1. Отключите станок от источника питания.
2. Поместите шаблон (Рис. 21)
на рабочий
стол с одной стороны прямо под один из
краёв вала. Добейтесь лёгкого соприкосновения, приподняв стол.
3. Передвиньте шаблон в другую сторону на
противоположный край рабочего стола.
Расстояние между рабочим столом и краями ножей вала должно быть одинаковым.
Если рабочий стол не параллелен строгальному валу, выполните следующее
:
1. Отключите станок от источника питания.
2. Открутите болты, которые фиксируют ста-
нок на основании. Наклоните станок на
бок, чтобы было видно дно основания, как
показано на Рис. 22.
3. Открутите болт (А, Рис.22) и ослабьте болт
(В, Рис.22), которые позволят вам перемес-
тить звездочку (С, Рис. 22) достаточно,
чтобы ослабить натяжение
цепи.
Рис. 21
Рис. 22
8
Page 9
4. Снимите цепь с конкретной звездочки с то-
го угла основания, который должен быть
отрегулирован.
5. Поверните звездочку руками, чтобы отре-
гулировать данный угол в соответствии с
тремя остальными углами.
ПРИМЕЧАНИЕ: Поворачивая звездочку по часовой стрелке, вы увеличите расстояние между рабочим столом и углом вала; против часо-
стрелки – уменьшите это расстояние. Эта
вой
регулировка очень чувствительна, и обычно
нет необходимости поворачивать звездочку
более чем на один-два зуба.
6. Когда все регулировки установлены пра-
вильно, поместите цепь обратно на угловые звездочки, переместите звездочку (С,
Рис. 22) обратно, чтобы натянуть цепь, затяните болт (В, Рис.22), а также вкрутите
и
затяните болт (А, Рис.22).
Строгальная голова с валами вашего продольно-строгального станка (Рис. 23)
А ......... Гасящие отдачу планки
В ......... Вал подачи (рябуха)
С ......... Стружколоматель
D ......... Строгальный вал
Е ......... Ограничительная пластина
F ......... Вал разгрузки
Рис. 23
Гасящие отдачу планки
Гасящие отдачу планки (А, Рис. 23) помогают
предотвратить отбрасывание заготовки из
станка. Их необходимо периодически прове
-
рять, чтобы они были очищены от смолы и
клея, а также, чтобы они могли свободно
двигаться и правильно работать.
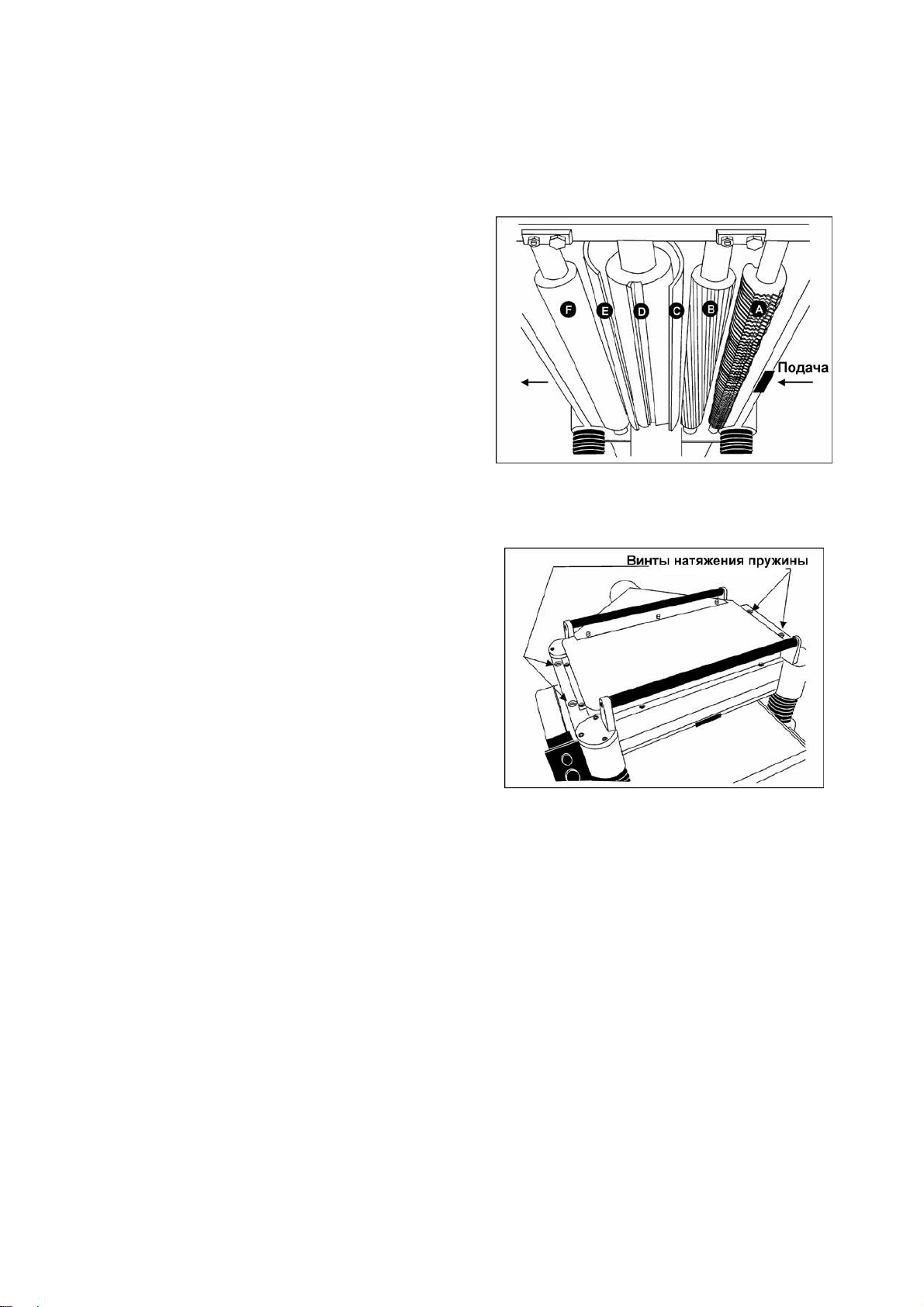
Регулировка давления пружины вала подачи и вала разгрузки
Вал подачи (В, Рис. 23) и Вал разгрузки (F,
Рис. 23) – это те детали строгальной головы
станка, которые двигают деталь по столу, при
строгании. Вал подачи и разгрузки вращаются
толкая заготовку, имеют специальную регулируемую пружину с обоих концов для придав
-
ливания заготовки к столу. Давление пружины на валы должно быть достаточным, чтобы
равномерно подавать материал в станок без
проскальзываний, но и не слишком плотно,
чтобы не повредить заготовку. Давление пружины должно быть одинаковым с обеих сторон каждого вала.
Чтобы отрегулировать давление пружины валов подачи и разгрузки,
поверните винты
(Рис. 24) при помощи шестигранного ключа.
Таким же образом поверните винты с противоположной стороны валов подачи и разгрузки.
Рис. 24
9
Page 10

Регулировка высоты вала разгрузки
1. Отключите станок от электропитания.
2. Убедитесь, что ножи правильно установле-
ны, как это ранее описано в разделе «Замена или переустановка строгальных ножей».
3. Поместите измерительный блок (J, Рис. 26)
на стол прямо под строгальный вал (D, Рис.
26).
4. Используя щуп толщиной 0.02” (0.5 мм) (K,
Рис.26), расположенный в
верхней части
измерительного блока, поднимайте рабочий стол, пока нож не коснется щупа, когда нож находится в самом нижнем положении. Не изменяйте положение рабочего
стола, пока не отрегулируете вал разгрузки.
5. Сдвиньте измерительный блок (J, Рис. 27)
под один конец вала разгрузки (F, Рис. 27).
Нижняя часть вала разгрузки должна толь-
касаться вершины измерительного бло-
ко
ка. Если необходима регулировка вала разгрузки, ослабьте стопорную гайку (L, Рис.
27) и поверните винт (М, Рис. 27), пока вал
разгрузки не коснется измерительного
блока. Затем затяните стопорную гайку (L,
Рис.27).
6. Проверьте и отрегулируйте противополож-
ный конец вала разгрузки таким же образом.
Рис. 26
Регулировка высоты вала подачи
проверки вала подачи следуйте инструк-
Для
ции, описанной выше. Только используйте
щуп толщиной 0.004” (0.1 мм). Если необходима регулировка, используйте стопорную
гайку и винт с каждой стороны вала подачи.
Регулировка высоты стружколомателя
Стружколоматель ломает крупную стружку
сразу после того, как заготовка коснётся строгального вала. Для проверки высоты стружколомателя используйте измерительный
блок,
щуп толщиной 0.004” (0,1 мм) и следуйте описанным выше требованиям инструкции. Если
необходима регулировка высоты стружколомателя, выполните следующие действия:
1. Снимите кожух.
2. Ослабьте стопорный гайки (А, Рис. 28) с
обеих сторон стружколомателя и поверните
установочные винты, чтобы поднять или
опустить стружколоматель. Вращайте установочные винты одинаковое количество
раз.
3. Когда
стружколоматель коснётся измерительного блока, затяните стопорные гайки
(А, Рис. 28).
Рис. 27
Рис. 28
10
Page 11

Регулировка высоты ограничительной
пластины
Ограничительная пластина предохраняет заготовку от подъёма после прохождения под
строгальным валом. Проверьте высоту ограничительной пластины при помощи измерительного блока и щупа толщиной 0.008” (0,2 мм).
Если необходимо отрегулировать высоту ограничительной пластины, выполните следующие
действия:
1. Снимите верхний кожух.
2. Ослабьте стопорный гайки (В, Рис
. 29) с
обеих сторон ограничительной пластины и
поверните регулирующие винты прижима,
насколько необходимо.
3. Когда ограничительная пластина коснётся
верхушки измерительного блока, затяните
стопорные гайки (В, Рис. 29).
Пластина для отвода стружки
Пластина для отвода стружки (С, Рис. 29) предотвращает попадание стружки в вал разгрузки. Пластина для отвода стружки должна быть
выставлена
приблизительно на 1/16” (1,6 мм)
от верхушки ножей. Убедитесь, что передний
край пластины скошен таким образом, чтобы
соответствовать форме строгального вала.
Рис. 29
Контроль скорости подачи
Станок оборудован зубчатым валом подачи и
цельным валом разгрузки. Когда включается
станок, вращаются валы для движения заготовки. Валы, двигающие заготовку, автоматически замедляются при увеличении нагрузки
на электродвигатель
для безопасного строгания. Вал подачи приводятся в действие цепью
(А, Рис. 30) и звездочками (В, Рис. 30), которые приводятся в движение от строгального
вала через редуктор с масляной ванной (С,
Рис. 30).
Внимание! Не меняйте скорость подачи во
время движения заготовки. Это может
привести к повреждению коробки передач.
Замена аксессуаров
для самой низкой
скорости подачи
Самую низкую скорость подачи для вашего
продольно-строгального станка (5 метров в
мин. и 6.3 метра в мин.) может быть получена
путем замены нижней звездочки (коробки скоростей) и цепи (Рис. 31).
Рис. 30
Рис. 31
11
Page 12

Обратные ролики
Два возвратных ролика в верхней части станка служат удобной опорой для перемещения материала. Они экономят время и усилия оператора, когда заготовку возвращают на повторное
рейсмусование.
Регулировка глубины строгания
Шкала глубины съёма поверхности имеет дюймовую и метрическую разметку (А, Рис. 32),
диапазон разреза от 0 до 8” (204 мм). Расстояние движения
вверх-вниз контролируется маховиком (В, Рис. 32). Один оборот маховика равен 0.059 “ (1.5 мм). Перед тем как двигать стол
вверх-вниз ослабьте стопорные барашки (С, Рис. 32). После получения желаемого положения
стола затяните стопорные барашки (С, Рис. 32).
Рис. 32
Всегда закручивайте стопорные барашки перед началом работы строгального станка.
Макс. деление шкалы 1/8” (3 мм). Указатель максимальной высоты заготовки (D, Рис. 32)
служит для ограничения глубины съёма поверхности по всей ширине строгания от 4,8 мм до 3
мм.
Необходимо проверить, точно ли отрегулирована шкала от указателя. Выполните следующие действия:
1. Подключите станок к сети и
включите.
2. При помощи штангенциркуля точно измерьте толщину заготовки.
3. Поднимите или опустите стол так, чтобы на шкале читалось толщина заготовки минус 1/16”
(1,6 мм). Подавайте заготовку через станок.
4. Поднимите стол еще на 1/16” (1,6 мм). Переверните заготовку и обработайте другую сторо-
ну.
5. Измерьте толщину заготовки при помощи штангенциркуля и сравните с
делениями на шкале. Если шкалу необходимо отрегулировать, ослабьте винты и поднимите или опустите шкалу. Затем зафиксируйте винты.
12
Page 13

ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Смазка
Внимание: перед проведением работ по
техническому обслуживанию отключайте
станок от источника электропитания.
Чтобы убедиться, что станок правильно отрегулирован, все болты затянуты, ремни в хорошем состоянии, в электрическом оборудовании не скопилась пыль и стружка, а также не
износились и не разболтались электрические
соединения, требуется периодическое и
сис-
тематическое обслуживание.
Накопившиеся опилки и другой мусор могут
вызвать сбои в работе станка. Периодическая
очистка не только рекомендуется, но и является обязательной для качественной работы
строгального станка.
Точно устанавливаемые детали, например,
посадочные места для ножей строгального вала – крепёжные винты, должны очищаться при
помощи ткани или щетки, а также негорючим
растворителем, и освобождаться от застрявших инородных тел.
Удаляйте смолу и стружку с валов и стола
при помощи мягкой ветоши и растворителя.
Периодически проверяйте цепи на предмет
правильного натяжения и соответственно ре
-
гулируйте их, если это необходимо.
Стол необходимо держать в чистоте и очищенным от смолы и ржавчины. Некоторые
пользователи предпочитают наносить на него
восковое покрытие. Другим вариантом является порошок талька. Он заполняет поры литейной формы и формирует барьер от влаги. Этот
метод обеспечивает гладкую поверхность сто-
позволяет легко удалять кольца ржавчи-
ла и
ны с его поверхности. Также важен тот факт,
что порошок талька не пачкает дерево и не
портит полировку в отличие от воска.
Учитывайте, что строгальные ножи, обрезиненные валы привода движения заготовки,
плоские, поликлиновые, клиновые и другие
ремни, а также цепи, используемые в конструкции станка
, относятся к деталям быстроизнашивающимся (расходные материалы) и требуют периодической замены. Гарантия на такие детали не распространяется. Защитные
кожуха, отдельные детали из пластика и алюминия, используемые в конструкции станка,
выполняют предохранительные функции. Замене по гарантии такие детали не подлежат.
Подшипники строгального вала закрытого
типа – никакая
дополнительная смазка не
требуется.
Смазка коробки передач
Машинное масло в редукторе необходимо
заменять каждые 2,500 часов. Для этого подходит многоцелевой смазочный материал для
редукторов.
Чтобы заменить масло в редукторе:
1. Открутите сливную пробку (А, Рис. 33) при
помощи ключа 14 мм и крышку заливной
горловины (В, Рис. 33). Слейте грязное
масло.
2. Затяните сливную
пробку (А, Рис. 33).
3. Залейте через отверстие чистое масло (В,
Рис. 33).
4. Затяните крышку заливной горловины (В,
Рис. 33).
Рис. 33
13
Page 14

Номера в последнем столбце являются номерами рисунков, соответствующих данной записи.
№ Позиция Интервал Подходящий тип смазки Номер рисунка
Приводная
1
цепь
Коробка пере-
2
дач
Возвратные
3
ролики
Червячная пе-
4
редача
Регулярно Консистентная смазка 33
Через 2,500
часов работы
Стандартное трансмиссионное
масло
33
Регулярно SAE-30 35
Регулярно Консистентная смазка 36
5 Ходовой винт Регулярно Консистентная смазка 36
Сжатый стер-
6
жень
Регулярно SAE-30 36
7 Цепь стола Регулярно Консистентная смазка 37
8 Ролики подачи Регулярно SAE-30 38
Рис. 35
Рис. 37
Рис. 36
Рис. 38
14
Page 15

ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Неисправность Причина Устранение
Неправильно отрегулированы
ролики стола.
Сильный шум во время работы
(ПРИМЕЧАНИЕ: шум невозможно полностью устранить,
но можно максимально снизить.)
Недостаточная опора длинной
заготовки.
Неравномерный прижим заготовки.
Затупились строгальные элементы.
Части заготовки неправильно
соединены.
Древесина для строгания име-
Неровная текстура
ет большую влажность.
Затупились строгальные эле-
менты.
Строгальные элементы сильно
врезаются в заготовку.
Прерывистая структура
Строгальные элементы режут
против волокон древесины.
Затупились строгальные элементы.
Затупились строгальные элементы.
Шероховатая / рельефная
структура
Строгальные элементы сильно
врезаются в заготовку.
Древесина для строгания имеет большую влажность.
Затупились строгальные эле-
менты.
Округлая, блестящая поверхность
Скорость подачи слишком ма-
ла.
Глубина врезания слишком
мала.
Слабый прижим подающего
вала.
Стол станка слишком шерохоПлохая подача заготовки
ватый или грязный.
Проскальзывание клинового
ремня на электродвигателе.
Поверхность выходного вала
слишком гладкая.
Отрегулируйте высоту роликов.
Для поддержки длинных заготовок используйте расширения стола.
Отрегулируйте давление роликов подачи.
Поверните или замените режущие элементы.
Соедините части заготовки во
время прохождения через
станок.
Удалите влагу из дерева путем
его сушки или возьмите другую заготовку.
Поверните или замените строгальные элементы.
Отрегулируйте глубину съёма.
Строгайте вдоль структуры
древесины.
Поверните или замените строгальные элементы.
Поверните или замените строгальные элементы.
Отрегулируйте глубину съёма.
Удалите влагу из дерева путем
его сушки или возьмите другую заготовку.
Поверните или замените строгальные элементы.
Увеличьте скорость подачи.
Увеличьте глубину.
Отрегулируйте прижим заготовки. Если вал имеет большую выработку, замените его.
Очистите смолу и стружку,
покройте стол воском.
Натяните клиновой ремень.
Слегка зачистите поверхность
выходного вала крупной
шкуркой.
15
Page 16

ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ / Проблемы механики и электрики станка
JWP-209HH
Неисправность Причина Устранение
Неравномерное снятие поверхности по сторонам
Толщина доски не соответствует указателю на шкале
станка
Строгальный вал не выровнен
по отношению к столу.
Рейсмусовый стол не выстав-
лен относительно строгальной
головы.
Шкала глубины врезания по-
казывает неправильно.
Нет питания.
Отрегулируйте положение
стола.
Отрегулируйте положение
стола.
Отрегулируйте глубину на
шкале станка. Для большей
точности используйте световое табло панели управления.
Проверьте, подключен ли станок к питанию.
Когда происходит перегрузка
станка на участке прерывателя цепи, для перегрузки станку требуется время, чтобы ос-
Автоматическое отключение
при перегрузке залипает.
тыть. Дайте станку, как следует остыть, прежде чем попробовать перезапустить его.
Если проблема остаётся, проверьте пускатель и эл. защиту
двигателя внутри распределительной коробки.
Одна из причин отключения
станка в результате перегруз-
Станок не запускается, перезапускается или постоянно
разъединяет прерыватель цепи или выбивает предохранители
Станок регулярно отключает-
ся.
ки, не связанная с электрикой
станка – строгальные элементы сильно врезаются в заготовку.
Если сильное врезание режущих элементов не является
причиной.
Проверьте правильность и надёжность всех электрических
соединений. Все электрические соединения, кроме двигателя, проверены и протестированы на заводе. Поэтому
Плохая проводка
особое внимание необходимо
уделить соединениям двигателя, поскольку именно там
наибольшая вероятность сбоя.
Если проблема продолжается,
повторно проверьте заводские
соединения.
16
Page 17

Неисправность Причина Устранение
Поломка двигателя. Если вы подозреваете полом-
ку двигателя, то квалифицированный электрик может
проверить функционирование
двигателя или можно снять
двигатель и отдать его в специализированную ремонтную
мастерскую для тестирования.
Проверьте, правильно ли подсоединены и надёжно ли за-
Неправильное подключение.
фиксированы все электрические соединения. Если необходимо, подкорректируйте.
Поломка выключателя. Если вы подозреваете полом-
ку выключателя, то либо попросите квалифицированного
электрика проверить функционирование выключателя,
либо замените выключатель
на новый.
ПРИНАДЛЕЖНОСТИ
1791212 четырёхгранные ножи (набор из 10 шт.)
17
Page 18

Список деталей
Cutterhead Assembly
18
Page 19

Parts List: Cutterhead Assembly
Index No. Part No. Description Size Qty
1 ............... 6012204 ................... Nut ....................................................................... 5/16-18NC .................. 2
2 ............... 6292622 ................... Knife Locking Bar * .............................................. .................................... 4
3 ............... 6284811 ................... Belt (model 209) .................................................. .................................... 3
................. 209HH-1003 ............ Belt (model 209HH) ............................................. .................. .................. 3
4 ............... 6292696 ................... Bolt ....................................................................... .................................... 2
5 ............... 6292639 ................... Hex Head Bolt ...................................................... M8 x 1.25P x 20L ....... 2
6 ............... 6292631 ................... Washer ................................................................ 8 x 30 x 3 .................... 1
7 ............... 6292660 ................... Hex Head Bolt With Washer ................................ M6 x 1.25P x 20L ..... 16
8 ............... 6292621 ................... Knife * .................................................................. .................................... 4
9 ............... 6292698 ................... Hex Nut ................................................................ 5/16”-18NC ................. 2
10 ............. 6292630 ................... Machined Pulley .................................................. .................................... 1
11 ............. 6292633 ................... Motor Pulley ......................................................... .......... .......................... 1
12 ............. 6292672 ................... Collector Tube ..................................................... .................................... 1
13 ............. 6292654 ................... Hex Head Bolt ...................................................... M6 x 1.0P x 12L ....... 10
14 ............. 6292653 ................... Washer ................................................................ 1/4 ............................. 12
15 ............. TS-1482011 ............. Hex Cap Screw .................................................... M6 x 1.0P x 10L ......... 6
16 ............. 6292670 ................... Upper Cover ........................................................ .................................... 1
17 ............. 6292814 ................... Flat Washer ......................................................... 8.5 x 23 x2T ................ 4
18 ............. 7292675 ................... Hex Cap Screw .................................................... M6 x 1.0P x 16L ......... 9
19 ............. 6292682 ................... Handwheel ........................................................... ........... ......................... 1
20 ............. 6292684 ................... Handle ................................................................. .................................... 1
21 ............. 6292620 ................... Spring * ................................................................ .................................... 8
22 ............. 6292663 ................... Chip Deflector ...................................................... .................................... 1
23 ............. 6292652 ................... Plate Spring ......................................................... .................................... 3
24 ............. 6292640 ................... Set Screw ............................................................ M6 x 1.0P x 16 ........... 9
25 ............. 6292662 ................... Plate Spring ......................................................... 0.6 ............................... 1
26 ............. 6292637 ................... Screw ................................................................... M22 x 1.5P x 20 ......... 4
27 ............. 6292720 ................... Collar ................................................................... .................................... 1
28 ............. 6292716 ................... Bracket ................................................................. .................................... 1
29 ............. 6292717 ................... Shaft .................................................................... .................................... 1
30A ........... 209HH-IPA............... Idle Pulley Assembly – model 209HH (index no. 14,30,31,91,112) ......... 1
30 ............. 6292715 ................... Idle Pulley ............................................................ .................................... 2
31 ............. 6292714 ................... Shaft .................................................................... .................................... 2
32 ............. 6292693 ................... Safety Hatch ........................................................ .................................... 1
33 ............. 6292690 ................... Spring Pin ............................................................ 6 Dia x20 .................... 2
34 ............. 6292689 ................... Cover ................................................................... .................................... 1
35 ............. 6292694 ................... Socket Head Cap Screw ..................................... M8 x 1.25P x 40L ....... 1
36 ............. 6292719 ................... Spring .................................................................. .................................... 1
37 ............. 6292718 ................... Hanger ................................................................. .................................... 1
38 ............. 6292817 ................... Round Head Screw.............................................. M6 x 1.0P x 12L ......... 1
39 ............. 6292818 ................... Hex Head Bolt ...................................................... M8 x 1.25P x 18L ....... 4
41 ............. 6296255 ................... Safety Hatch ........................................................ .................................... 1
43 ............. 6292618 ................... Set Screw ............................................................ M10 x 1.5P x 12L ....... 8
44 ............. TS-1524031 ............. Set Screw ............................................................ M8 x 1.25P x 12L ....... 5
45 ............. 6292617 ................... Casting Head ....................................................... .................................... 1
46 ............. 6292659 ................... Shaft .................................................................... ......
47 ............. 6292705 ................... Rivet ..................................................................... .................................... 4
48 ............. 6292641 ................... Hex Nut ................................................................ M6 x 1.0P ................... 8
49 ............. 6292661 ................... Set Screw ............................................................ M6 x 1.0 x 20L ............ 2
50 ............. 6292669 ................... Flat Head Machine Screw ................................... M6 x 0.8P x 8L ........... 2
51 ............. 6292668 ................... Cut Limiter Plate .................................................. .................................... 1
52 ............. 6292687 ................... Cut Limiter Pointer ............................................... .................................... 1
53 ............. 6292685 ................... Scale .................................................................... .................................... 1
54 ............. BB-6206ZZ .............. Bearing ................................................................ 6206ZZ-2NSE............. 1
55 ............. 6292629 ................... Key ....................................................................... 8 x 8 x 36 .................... 1
56 ............. 6292619 ................... Cutterhead * ......................................................... .................................... 1
* Index Nos. 2, 8, 21 and 56 are used only on the Model 209 Planer.
.............................. 2
19
Page 20

Parts List: Cutterhead Assembly
Index No. Part No. Description Size Qty
58 ............. 6292636 ................... Spring .................................................................. .................................... 4
59 ............. 6292635 ................... Bushing ................................................................ .................................... 4
60 ............. 6292638 ................... Plate ..................................................................... .................................... 4
61 ............. 6292658 ................... Lock Washer ........................................................ ............ ........................ 2
62 ............. 6292657 ................... Pressure Plate ..................................................... .................................... 1
63 ............. 6292646 ................... Outfeed Roller ...................................................... .................................... 1
64 ............. 6292642 ................... Key ....................................................................... 5 x 5 x 23 .................... 2
65 ............. 6292647 ................... Sprocket ............................................................... .................................... 1
66 ............. 6292644 ................... Washer ................................................................ 6.2 x 20 x 3T ............... 2
67 ............. 6292645 ................... Hex Head Bolt ...................................................... M6 x 1.0P x 16L ......... 2
68 ............. 6292656 ................... Bracket ................................................................. .................................... 1
69 ............. 6292655 ................... Shaft .................................................................... .................................... 1
70 ............. 6292650 ................... Chip Breaker ........................................................ ........... ......................... 1
71 ............. 6292643 ................... Sprocket ............................................................... 31T ............................. 1
72 ............. 6292649 ................... Retaining Ring ..................................................... STW-12 ...................... 2
73 ............. 6292667 ................... Retaining Ring ..................................................... .................................... 2
74 ............. 6292665 ................... Collar ................................................................... .................................. 56
75 ............. 6292664 ................... Anti-kickback Finger ............................................ .................................. 55
76 ............. 6292648 ................... Locking Bolt ......................................................... .................................... 1
77 ............. 6292666 ................... Shaft .................................................................... .................................... 1
78 ............. 6292651 ................... Nut ....................................................................... M12 x 1.75P ............... 2
79 ............. 6292634 ................... Infeed Roller ........................................................ .......... .......................... 1
80 ............. 6292706 ................... Chain .................................................................. 06B ............................. 1
81 ............. 6292673 ................... Roller Stand ......................................................... .................................... 3
82 ............. 6292674 ................... Roller ................................................................... .................................... 2
83 ............. 6292678 ................... Gear Box Worm ................................................... ............... ..................... 1
84 ............. 6292677 ................... Hex Socket Cap Screw ........................................ M6 x 1.0P x 50L ......... 3
85 ............. 6292676 ................... Worm ................................................................... .................................... 1
86 ............. 6292681 ................... Key ....................................................................... 4 x 4 x 10 .................... 1
87 ............. 6292679 ................... Bearing ................................................................ 6201Z ......................... 1
88 ............. 6292680 ................... Retaini ng Ring ..................................................... RTW-32 ...................... 1
89 ............. 6292713 ................... Collar ................................................................... .................................... 1
90 ............. 6292683 ................... Washer ................................................................ 1/2 .............................. 1
91 ............. 6292813 ................... Hex Socket Cap Screw ........................................ M6 x 1.0P x 10L ......... 1
92 ............. 6292821 ................... Hex Socket Cap Screw ........................................ M5 x 0.8P x 10L ......... 3
93 ............. 6292815 ................... Hex Head Bolt ...................................................... M6 x 1.0P x 16L ......... 5
94 ............. 209-1094 .................. Sponge ................................................................ .................................... 2
95 ............. 209-1095 .................. Pulley Guard ........................................................ .................................... 1
96 ............. 209-1096 .................. Pulley Cover ........................................................ .................................... 1
97 ............. 209-1097 .................. Strain Relief, Momentary Switch Cord ................. .................................... 1
98 ............. TS-1540031 ............. Hex Nut ................................................................ M5 x 0.8P ................... 2
99 ............. TS-1550031 ............. Flat Washer ......................................................... 5 x 12 x 0.8T ............... 4
100 ........... 209-1100 .................. Switch Box ........................................................... .................................... 1
101 ........... 209-1101
102 ........... 209-1102 .................. Switch, On ........................................................... .................................... 1
103 ........... 209-1103 .................. Switch Plate ......................................................... .................................... 1
104 ........... TS-1481041 ............. Hex Cap Screw .................................................... M5 x 0.8P x 16L ......... 2
105 ........... 209-1105 .................. Cord ..................................................................... .................................... 1
106 ........... 6012192 ................... Warning Label ...................................................... .................................... 1
107 ........... 6292820 ................... Label .................................................................... .................................... 1
108 ........... 6292819 ................... Label, Lubrication ................................................ .................................... 1
109 ........... 1791275 ................... Helical Cutterhead ** ........................................... .................................... 1
110 ........... 1791212 ................... Knife Insert (set of 10) ** ..................................... ......................... total 132
111 ........... 15HH-2102 .............. Knife Insert Screw ** ............................................ ................................ 132
112 ........... 209HH-1112 ............ Bracket ................................................................. ............ ........................ 1
113 ........... TS-2361081 ............. Lock Washer ........................................................ M8 ............................... 1
114 ........... TS-1490051 ............. Hex Cap Screw .................................................... M8 x 1.25P x 30 ......... 1
** Index Nos. 109, 110 and 111 are used only on the Model 209HH helical cutterhead.
.................. Switch, Off ........................................................... .................................... 1
20
Page 21

Base Assembly
21
Page 22

Parts List: Base Assembly
Index No. Part No. Description Size Qty
1 ............... 6292649 ................... Ring, Retaining .................................................... STW-12 ...................... 1
2 ............... 6292742 ................... Gear ..................................................................... 24T ............................. 1
3 ............... 6292740 ................... Retaini ng Ring ..................................................... RTW-38 ...................... 1
4 ............... 6292739 ................... Bushing ................................................................ .................................... 1
5 ............... 6292738 ................... Nut ....................................................................... .................................... 4
6 ............... 6292741 ................... Key ....................................................................... 4 x 4 x 10 .................... 1
7 ............... 6292737 ................... Lead Screw .......................................................... .......... .......................... 1
8 ............... 6292758 ................... Expansion Bend ................................................... .................................... 8
9 ............... 209-309 .................... Machined Screw .................................................. M5 x 2.12P x 10L ..... 30
10 ............. 6292756 ................... Pipe Band ............................................................ .................................. 16
11 ............. 6292735 ................... Column ................................................................ .................................... 1
12 ............. 6292755 ................... Retaining Ring, ETW-19 ...................................... .................................... 4
13 ............. 6292754 ................... Crane Post ........................................................... .......... .......................... 4
14 ............. 6285855 ................... Bearing ................................................................ 6202ZZ ....................... 4
15 ............. 6292744 ................... Retaining Ring, RTW-35 ...................................... .................................... 4
16 ............. 6292746 ................... Sprocket ............................................................... 10T ............................. 4
17 ............. 209-317 .................... Flat Washer ......................................................... 10 x 19 x 1.5T ............. 4
18 ............. 6292627 ................... Hex Nut ................................................................ M10 x 1.25P ............... 4
19 ............. 6292747 ................... Flat Washer ......................................................... 8.2 x 22 x 3 T ............... 2
20 ............. 6292748 ................... Hex Head Bolt ...................................................... M8 x 1.25P x 25L ....... 2
21 ............. 6292618 ................... Set Screw ............................................................ M10 x 1.5P x 12 ......... 8
22 ............. 6292753 ................... Chain ................................................................... 40 x 166P ................... 1
23 ............. 6292749 ................... Bracket ................................................................. .................................... 1
24 ............. 6292750 ................... Shaft .................................................................... .................................... 1
25 ............. 6292751 ................... Sprocket ............................................................... 10T ............................. 1
26 ............. 6292752 ................... Retaining Ring ..................................................... STW-15 ...................... 1
27 ............. 6292736 ................... Lead Screw .......................................................... ........... ......................... 1
28 ............. 6292734 ................... Column ................................................................ .................................... 3
29 ............. 6292733 ................... Base ..................................................................... .................................... 1
30 ............. 209-330 .................... Gasket ................................................................. .................................... 1
31 ............. 209-331 .................... Screw ................................................................... M5 x 0.8P x 18L ......... 2
22
Page 23

Gearbox Assembly
23
Page 24

Parts List: Gearbox Assembly
Index No. Part No. Description Size Qty
1 ............... 6292788 ................... Socket Head Cap Screw ..................................... M6 x 1.0P x 25L ......... 5
2 ............... 6292785 ................... Pin ........................................................................ 8 x20 ........................... 2
3 ............... 6292787 ................... Cover ................................................................... .................................... 1
4 ............... 6292765 ................... Bearing ................................................................ 6201 ............................ 4
5 ............... 6292768 ................... Key ....................................................................... 5 x 5 x12 ..................... 1
6 ............... 6292767 ................... Shaft .................................................................... 18T ............................. 1
7 ............... 6292766 ................... Gear ..................................................................... 47T ............................. 1
8 ............... 6292762 ................... Gear ..................................................................... 16T ............................. 1
9 ............... 6292761 ................... Bearing ................................................................ 6204ZZ ....................... 2
10 ............. TS-1503041 ............. Socket Head Cap Screw ..................................... M6 x 1.0P x 16L ......... 1
11 ............. 6292764 ................... Flat Washer ......................................................... .................................... 1
12 ............. 6292790 ................... Hex Socket Cap Screw ........................................ M8 x 1.25P x 50L ....... 4
13 ............. TS-1482031 ............. Hex Head Bolt ...................................................... M6 x 1.0P x 16L ......... 1
14 ............. 6292779 ................... Sprocket ............................................................... 12T ............................. 1
................. 6292791 ................... Sprocket ............................................................... 18T ............................. 1
15 ............. 6292780 ................... Chain ................................................................... 06B x 50P ................... 1
................. 6292792 ................... Chain (model 209 only) ....................................... 06B x 52P ................... 1
................. 209HH-415 .............. Chain (model 209HH only) .................................. 06B x 53P ................... 1
................. 6292822 ................... Low Speed Gear Kit (includes #14-6292779 and #15-6292780)
16 ............. 6292784 ................... Knob .................................................................... .................................... 1
17 ............. 6292654 ................... Hex Head Bolt ...................................................... M6 x 1.0P x 12L ......... 1
18 ............. 6292769 ................... Gear ..................................................................... 71T ............................. 1
19 ............. 6292770 ................... Key ....................................................................... 5 x 5 x 10 .................... 1
20 ............. 6292774 ................... Key ....................................................................... 6 x 6 x 40 .................... 1
21 ............. 6292771 ................... Shaft .................................................................... 18T ............................. 1
22 ............. 6292763 ................... Hex Socket Cap Screw ........................................ M6 x 1.0P x 20L ......... 1
23 ............. 6292778 ................... Oil Seal ................................................................ SC24 x 47 x 6 ............. 1
24 ............. 6292775 ................... Ball .......................................................................
25 ............. 6292776 ................... Spring .................................................................. .................................... 1
26 ............. 6292777 ................... Shaft .................................................................... .................................... 1
27 ............. 6292772 ................... Gear Assembly .................................................... .................................... 1
28 ............. 6292786 ................... Piece Packing ...................................................... .................................... 1
29 ............. 6292789 ................... Oil Plug ................................................................ PT1/4”-19 .................... 2
30 ............. 6292759 ................... Gear Box .............................................................. .................................... 1
31 ............. 6292760 ................... Oil Seal ................................................................ .................................... 1
32 ............. 6292783 ................... Oil Ring ................................................................ .................................... 1
33 ............. 6292782 ................... Handle ................................................................. .................................... 1
34 ............. 6292781 ................... Clutch ................................................................... .................................... 1
∅ 6 .............................. 1
24
Page 25

Stand Assembly
Parts List: Stand Assembly
Index No. Part No. Description Size Qty
1 ............... 6292807 ................... Strain Relief ......................................................... .................................... 1
2 ............... 6292804 ................... Key ....................................................................... .................................... 1
3 ............... 6292802 ................... Hex Nut ................................................................ M8 x 1.25P ................. 4
4 ............... TS-1550061 ............. Flat Washer ......................................................... 8.5 x 16 x 1.5T ............ 4
5 ............... 6292651 ................... Hex Nut ................................................................ M12 x 1.75P ............... 8
6 ............... 6292683 ................... Washer ................................................................ 1/2 ............................. 12
7 ............... 6292799 ................... Adjust ing Bolt ....................................................... .................................... 2
8 ............... 6292798 ................... Collar ................................................................... .................................... 1
9 ............... 6292711 ................... Set Screw ............................................................ M8 x 1.25P x 8L ......... 5
10 ............. 6292797 ................... Motor Mount (model 209 only) ............................. .................................... 1
................. 209HH-5010 ............ Motor Mount (model 209HH only) ....................... .................................... 1
11 ............. TS-1550061 ............. Washer ................................................................ 8.5 x 23 x 2T ............... 4
12 ............. TS-1490071 ............. Hex Head Bolt ...................................................... M8 x 1.25P x 40L ....... 4
13 ............. 6292796 ................... Bar ....................................................................... .................................... 2
14 ............. 6292794 ................... Cover ................................................................... .................................... 1
15 ............. 6292795 ................... Machine Screw .................................................... M6 x 1.0P x 20 ........... 4
25
Page 26

Parts List: Stand Assembly
Index No. Part No. Description Size Qty
16 ............. 209-5016B ............... Magnetic Switch ................................................... 5HP 1PH 230V ........... 1
................. JWP208-087E ......... Magnetic Switch ................................................... 5HP 3PH 230/460V .... 1
17 ............. 6296136 ................... Pan Head Machine Screw ................................... #10-24NC x 1/2L ........ 2
18 ............. 209-5018 .................. Lock Knob ............................................................ 5/16-18NC x 3/4 ......... 2
19 ............. 209-5019 .................. Stand (model 209 only) ....................................... .................................... 1
................. 209HH-5019 ............ Stand (model 209HH only) .................................. .................................... 1
20 ............. TS-1490031 ............. Hex Cap Screw .................................................... M8 x 1.25P x 20 ......... 4
21 ............. 209-5021 .................. Wheel ................................................................... .................................... 4
22 ............. TS-1541031 ............. Nylon Hex Nut ...................................................... M8 ............................... 4
23 ............. 209-5023 .................. Motor (209) .......................................................... 5HP, 1Ph, 230V .......... 1
................. 209-5023F ............... Motor Fan (not shown) ........................................ .................................... 1
................. 209-5023FC ............. Motor Fan Cover (not shown) .............................. .................................... 1
................. 209-5023CS ............ Centrifugal Switch (not shown) ............................ .................................... 1
................. 209-5023SC ............ Start Capacitor (not shown) ................................. .................................... 1
................. 209-5023RC ............ Running Capacitor (not shown) ........................... .................................... 1
................. 209-5023A ............... Motor (209) .......................................................... 5HP, 3Ph, 230/460V ... 1
................. 209-5023F ............... Motor Fan (not shown) ........................................ .................................... 1
................. 209-5023FC ............. Motor Fan Cover (not shown) .............................. .................................... 1
................. 209HH-5023 ............ Motor (209HH) ..................................................... 5HP, 1Ph, 230V .......... 1
................. 209HH-5023F .......... Motor Fan (not shown) ........................................ .................................... 1
................. 209HH-5023FC ....... Motor Fan Cover (not shown) .............................. .................................... 1
................. 209HH-5023CS ....... Centrifugal Switch (not shown) ............................ .................................... 1
................. 209HH-5023SC ....... Start Capacitor (not shown) ................................. .................................... 1
................. 209HH-5023RC ....... Running Capacitor (not shown) ........................... ............................ ........ 1
................. 209HH-5023A .......... Motor (209HH) ..................................................... 5HP, 3Ph, 230/460V ... 1
................. 209HH-5023F .......... Motor Fan (not shown) ........................................ .................................... 1
................. 209HH-5023FC ....... Motor Fan Cover (not shown) .............................. .................................... 1
24 ............. 209-524 .................... Switch Plate ......................................................... .................................... 1
25 ............. 209-1097 .................. Strain Relief, Momentary Switch Cord ................. .................................... 1
26 ............. 209-526 .................... Power Cord .......................................................... .................................... 1
27 ............. 209-527 .................... Cord, Motor to Switch .......................................... .................................... 1
28 ............. 6292805 ................... Hex Head Bolt ...................................................... M12 x 1.75P x 60L ..... 4
29 ............. 6292757 ................... Machined Screw .................................................. M5 x 0.8P x 8L ........... 4
31 ............. TS-0810012 ............. Slotted Round Head Machine Screw................... #10-24 x 1/4................ 1
32 ............. 209-5032 .................. Grounding Cord ................................................... .................................... 1
33 ............. 209-5033 .................. Cord Connection .................................................. .................................... 1
34 ............. 209-5034 .................. Screw ................................................................... M5 x 0.8P x 6.............. 4
35 ............. 209-5035 .................. Star Washer ......................................................... M5 ............................... 2
36 ............. 209-5036 .................. Strain Relief ......................................................... ................................... . 1
37 ............. 209-5037
38 ............. 209-5038 .................. Junction Box Cover ............................................. .................................... 1
39 ............. PM2000-105 ............ Powermatic Name Plate ...................................... .................................... 1
40 ............. PM2700-440 ............ Wide Stripe .......................................................... ...................... sold per ft.
41 ............. PM2700-441 ............ Narrow Stripe ....................................................... ...................... sold per ft.
42 ............. TS-0813022 ............. Pan Head Screw .................................................. 1/4-20 x 3/8 ................. 2
.................. Junction Box ........................................................ .................................... 1
26
Page 27

Parts List: Table Assembly
Index No. Part No. Description Size Qty
1 ............... 6292724 ................... Eccentric Shaft ..................................................... .................................... 4
2 ............... 6292679 ................... Bearing ................................................................ 6201Z ......................... 4
3 ............... 6292722 ................... Roll ....................................................................... .................................... 2
4 ............... 6292728 ................... Knob .................................................................... .................................... 2
5 ............... 6292727 ................... Locksmith ............................................................. .................................... 2
6 ............... TS-1523041 ............. Set Screw ............................................................ M6 x 1.0P x 12L ......... 4
7 ............... 6292724 ................... Eccentric Shaft ..................................................... .................................... 4
8 ............... 6292729 ................... Socket Head Cap Screw ..................................... M8 x 1.25P x 16L ....... 8
9 ............... 6292726 ................... Locking Bolt ......................................................... .................................... 2
10 ............. 6292725 ................... Locking Bar .......................................................... .......... .......................... 2
11 ............. 209-2011 .................. Table .................................................................... .................................... 1
12 ............. 209-2012 .................. Extension ............................................................. ................................... . 2
13 ............. TS-1490041 ............. Hex Cap Screw .................................................... M8 x 1.25P x 25L ....... 6
14 ............. TS-1504041 ............. Socket Head Cap Screw ..................................... M8 x 1.25P x 20L ....... 6
27
Page 28

Electrical Connections – 3 Phase, 380 Volt only
28
 Loading...
Loading...