

Page 1
JTM-949EVS
Вертикальный фрезерный станок
Язык: RUS
Паспорт станка
JPW (Tool) AG, Taemperlistrasse 7, CH-8117 Fällanden, Switzerland
www.jettools.com
Импортер и эксклюзивный дистрибьютор в РФ:
ООО «ИТА-СПб»
Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru Эл. Почта: neo@jettools.ru
Made in Taiwan /Сделано на Тайване
690501T
Июль-2017
Руководство по эксплуатации станка JET JTM-949EVS 1
Page 2
Декларация о соответствии ЕС
Изделие: Вертикальный фрезерный станок
JTM-949EVS
Артикул: 690501T
Торговая марка: JET
Изготовитель:
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность,
что данный продукт соответствует нормативным требованиям:
*2006/42/EC Директива о механическом оборудовании
*2004/108/EC Директива по электромагнитной совместимости
*2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Руководство по эксплуатации станка JET JTM-949EVS 2
Page 3
Инструкция по эксплуатации фрезерного станка JTM-949EVS
Уважаемый покупатель, большое спасибо за доверие, которое Вы оказали нам, купив наш новый станок
марки JET. Эта инструкция разработана для владельцев и обслуживающего персонала фрезерного станка по
металлу мод. JTM-949EVS с целью обеспечения надежного пуска в работу и эксплуатации станка, а также его
технического обслуживания. Обратите, пожалуйста, внимание на информацию этой инструкции по
эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по
технике безопасности, прежде чем Вы смонтируете станок, запустите его в эксплуатацию или будете
проводить работы по техническому обслуживанию. Для достижения максимального срока службы и
производительности Вашего станка тщательно следуйте, пожалуйста, нашим указаниям.
Оглавление
1. Гарантийные обязательства .................................. 3
1.1 Условия предоставления: ................................ 3
1.2 Гарантия не распространяется на: .................. 4
1.3 Гарантийный ремонт не осуществляется в
следующих случаях: ............................................... 4
2. Безопасность ........................................................... 4
2.1 Предписания оператору .................................. 4
2.2 Общие указания по технике безопасности .... 5
3. Спецификация станка............................................. 5
3.1 Технические характеристики........................... 5
3.2 Объем поставки ................................................ 6
3.3 Описание станка ............................................... 7
4. Установка и сборка ................................................. 7
4.1 Подготовка станка ............................................ 7
4.2 Габариты станка в сборе .................................. 9
4.3 Электрическое подключение .......................... 9
4.4 Смазка ............................................................... 9
5. Управление станком .............................................. 9
5.1 Панель управления ........................................ 10
5.2 Регулирование скорости ................................ 12
5.14 Работа с приводным стержнем – смена
инструмента .......................................................... 14
5.15 Зажим заготовки на рабочем столе ........... 15
6. Наладка и регулировка ........................................ 15
6.1 Наклон фрезерной головки влево/вправо .. 15
6.2 Наклон фрезерной головки вперед/назад .. 16
6.3 Передвижение хобота вперед/назад........... 16
6.4 Поворот хобота ............................................... 17
6.5 Регулировка клиньев ..................................... 17
6.6 Регулировка клина консоли .......................... 17
6.7 Регулировка клина салазок ........................... 17
6.8 Регулировка клина рабочего стола .............. 17
6.9 Регулировка выключения автоподачи ......... 17
6.10 Регулировка люфта ходового винта стола . 18
6.11 Регулировка люфта поперечной подачи .... 18
6.12 Регулировка люфта продольной подачи ... 18
7 Техническое обслуживание ................................. 19
7.1 Смазка ............................................................. 19
7.2 Периодичность технического обслуживания
............................................................................... 20
8 Рекомендуемые значения скоростей при
фрезеровании и сверлении .................................... 20
5.3 Тормоз шпинделя ........................................... 12
5.4 Рычаг переключения режима скорости ....... 12
5.5 Автоматическая подача пиноли .................... 12
5.6 Рычаг регулировки подачи ............................ 12
5.7 Рычаг выключения подачи ............................ 13
5.8 Управление направлением подачи .............. 13
5.9 Ручка грубой подачи ...................................... 13
5.10 Ручка блокировки пиноли ........................... 13
5.11 Маховик тонкой подачи .............................. 13
5.12 Шкала глубины и упор ................................. 13
5.13 Работа с автоматической подачей .............. 14
Руководство по эксплуатации станка JET JTM-949EVS 3
9. Электрическая схема станка ............................... 21
1. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
1.1 Условия предоставления:
Компания JET стремится к тому, чтобы ее продукты
отвечали высоким требованиям клиентов по
качеству и стойкости.
JET гарантирует первому владельцу, что каждый
продукт не имеет дефектов материалов и дефектов
обработки.
Jet предоставляет 2 года гарантии в соответствии с
нижеперечисленными гарантийными
обязательствами:
Гарантийный срок 2 (два) года со дня продажи.
Днем продажи является дата оформления товарно-
Page 4
транспортных документов и/или дата заполнения
Гарантийного талона.
Гарантийный, а также негарантийный и
послегарантийный ремонт производится только в
сервисных центрах, указанных в гарантийном
талоне, или авторизованных сервисных центрах.
После полной выработки ресурса оборудования
рекомендуется сдать его в сервис-центр для
последующей утилизации.
Гарантия распространяется только на
производственные дефекты, выявленные в
процессе эксплуатации оборудования в период
гарантийного срока.
В гарантийный ремонт принимается оборудование
при обязательном наличии правильно
оформленных документов: гарантийного талона,
согласованного с сервис-центром образца с
указанием заводского номера, даты продажи,
штампом торговой организации и подписью
покупателя, а также при наличии кассового чека,
свидетельствующего о покупке.
1.2 Гарантия не распространяется на:
сменные принадлежности (аксессуары), например:
сверла, буры; сверлильные и токарные патроны
всех типов и кулачки и цанги к ним; подошвы
шлифовальных машин и т.п. (см. список сменных
принадлежностей (аксессуаров) JET);
быстроизнашиваемые детали, например: угольные
щетки, приводные ремни, защитные кожухи,
направляющие и подающие резиновые ролики,
подшипники, зубчатые ремни и колеса и прочее.
Замена их является платной услугой;
оборудование JET со стертым полностью или
частично заводским номером;
шнуры питания, в случае поврежденной изоляции
замена шнура питания обязательна.
1.3 Гарантийный ремонт не осуществляется в
следующих случаях:
при использовании оборудования не по
назначению, указанному в инструкции по
эксплуатации;
при механических повреждениях оборудования;
при возникновении недостатков из-за действий
третьих лиц, обстоятельств непреодолимой силы, а
также неблагоприятных атмосферных или иных
внешних воздействий на оборудование, таких как
дождь, снег повышенная влажность, нагрев,
агрессивные среды и др.;
при естественном износе оборудования (полная
выработка ресурса, сильное внутреннее или
внешнее загрязнение, ржавчина);
при возникновении повреждений из-за
несоблюдения предусмотренных инструкцией
условий эксплуатации (см. главу «Техника
безопасности»);
при порче оборудования из-за скачков напряжения
в электросети;
при попадании в оборудование посторонних
предметов, например, песка, камней, насекомых,
материалов или веществ, не являющихся
отходами, сопровождающими применение по
назначению;
при повреждении оборудования вследствие
несоблюдения правил хранения, указанных в
инструкции;
после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных изменений,
несоблюдения правил смазки оборудования;
при повреждении оборудования из-за небрежной
транспортировки. Оборудование должно
перевозиться в собранном виде в упаковке,
предотвращающей механические или иные
повреждения и защищающей от неблагоприятного
воздействия окружающей среды.
Гарантийный ремонт частично или полностью
разобранного оборудования исключен.
Профилактическое обслуживание оборудования,
например: чистка, промывка, смазка, в период
гарантийного срока является платной услугой.
Настройка, регулировка, наладка и техническое
обслуживание оборудования осуществляются
покупателем.
По окончании срока службы рекомендуется
обратиться в сервисный центр для
профилактического осмотра оборудования.
Эта гарантия не распространяется на те дефекты,
которые вызваны прямыми или косвенными
нарушениями, невнимательностью, случайными
повреждениями, неквалифицированным
ремонтом, недостаточным техническим
обслуживанием, а также естественным износом.
Гарантия JET начинается с даты продажи первому
покупателю.
JET возвращает отремонтированный продукт или
производит его замену бесплатно. Если будет
установлено, что дефект отсутствует, или его
причины не входят в объем гарантии JET, то клиент
сам несет расходы за хранение и обратную
пересылку продукта.
JЕТ оставляет за собой право на изменение
деталей и принадлежностей, если это будет
признано целесообразным.
2. БЕЗОПАСНОСТЬ
2.1 Предписания оператору
Станок предназначен для обработки резанием
металлов и пластмасс.
Руководство по эксплуатации станка JET JTM-949EVS 4
Page 5
Обработка других материалов является
недопустимой или в особых случаях может
производиться после консультации с
производителем станка.
Запрещается обрабатывать магний -
высокая опасность возгорания!
Применение по назначению включает в себя также
соблюдение инструкций по эксплуатации и
техническому обслуживанию, предоставленных
изготовителем.
Станок разрешается обслуживать лицам, которые
ознакомлены с его работой и техническим
обслуживанием и предупреждены о возможных
опасностях.
Необходимо соблюдать также установленный
законом возраст.
Использовать станок только в технически
исправном состоянии.
При работе на станке должны быть смонтированы
все защитные приспособления и крышки.
Каждое отклоняющееся от этих правил
использование рассматривается как неправильное
применение. Изготовитель не несет
ответственности за повреждения, происшедшие в
результате этого. Ответственность несет только
пользователь.
2.2 Общие указания по технике безопасности
Металлообрабатывающие станки при
неквалифицированном обращении представляют
определенную опасность. Поэтому для безопасной
работы необходимо соблюдение имеющихся
предписаний по технике безопасности и
нижеследующих указаний.
Прочитайте и изучите полностью инструкцию по
эксплуатации, прежде чем Вы начнете монтаж
станка и работу на нем.
Храните инструкцию по эксплуатации, защищая ее
от грязи и влаги, рядом со станком и передавайте
ее дальше новому владельцу станка.
На станке не разрешается проводить какие-либо
изменения, дополнения и перестроения
Для защиты длинных волос необходимо надевать
защитный головной убор или косынку.
Работайте в плотно прилегающей одежде.
Снимайте украшения, кольца и наручные часы.
Носите защитную обувь, ни в коем случае не
надевайте прогулочную обувь или сандалии.
Используйте средства индивидуальной защиты,
предписанные для работы инструкцией.
При работе на станке не надевать перчатки.
Для безопасного обращения с полотнами пилы
используйте подходящие рабочие перчатки.
Станок должен быть установлен так, чтобы было
достаточно места для его обслуживания и подачи
заготовок.
Следите за хорошим освещением.
Следите за тем, чтобы станок устойчиво стоял на
твердом и ровном основании.
Следите за тем, чтобы электрическая проводка не
мешала рабочему процессу, и чтобы об нее нельзя
было споткнуться.
Содержите рабочее место свободным от
мешающих заготовок и прочих предметов.
Будьте внимательны и сконцентрированы.
Серьезно относитесь к работе.
Никогда не работайте на станке под воздействием
психотропных средств, таких как алкоголь и
наркотики. Принимайте во внимание, что
медикаменты также могут оказывать вредное
воздействие на Ваше состояние.
Удаляйте детей и посторонних лиц с рабочего
места.
Не оставляйте без присмотра работающий станок.
Перед уходом с рабочего места отключите станок.
Не используйте станок поблизости от мест
хранения горючих жидкостей и газов.
Принимайте во внимание возможности сообщения
о пожаре и борьбе с огнем, например, с помощью
расположенных на пожарных щитах
огнетушителей.
Не применяйте станок во влажных помещениях и
не подвергайте его воздействию дождя.
Соблюдайте минимальные и максимальные
размеры заготовок.
Удаляйте стружку и детали только при
остановленном станке.
Немедленно заменяйте поврежденный сетевой
кабель.
Работы по переоснащению, регулировке и очистке
станка производить только при полной остановке
станка и при отключенном сетевом штекере.
Немедленно заменяйте поврежденные полотна
пилы.
3. СПЕЦИФИКАЦИЯ СТАНКА
3.1 Технические характеристики
Двигатель и электрооборудование:
Тип двигателя ...................................................... TEFC
Мощность ....................................................... 2,24 кВт
Питание ................................................. 400В/3P/50Гц
Частота вращения ................................. 1500 об/мин
Полная нагрузка ...................................................... 5А
Уровень звукового давления (согласно EN 11202):
Холостой ход.................................................. 72 dB(A)
Обработка ..................................................... 80 dB(A)
Головка и шпиндель:
Руководство по эксплуатации станка JET JTM-949EVS 5
Page 6
Конус шпинделя ................................................ NT-40
Диаметр пиноли ...........................................85,75 мм
Диапазон скоростей, плавно ......................................
............................................ 60-500/500-4500 об/мин
Подача за один оборот шпинделя ................0,15 мм
Ход пиноли.......................................................127 мм
Наклон головки влево-вправо .............................. 90
Наклон головки вперед-назад .............................. 45
Расстояние шпиндель-стол ............................530 мм
Расстояние ось шпинделя-колонна ....... 132-460 мм
Рабочий стол и консоль:
Размер стола .......................................... 229-1245 мм
Перемещение стола по оси Х .........................784 мм
Перемещение стола по оси Y .........................305 мм
Перемещение стола по оси Z .........................402 мм
Кол-во Т-образных пазов .......................................... 3
Размеры Т-образных пазов ШхГ.............. 15,9х19 мм
Расстояние между Т-обр пазами ..................63,5 мм
Макс нагрузка на стол ....................................... 380 кг
Прочие размеры:
Ширина салазок ..............................................510 мм
Ширина колонны .............................................290 мм
Габариты в собранном виде..... 1670х1600х2170 мм
Масса станка нетто/брутто ................... 1100/1160 кг
*Примечание: Спецификация данной инструкции
является общей информацией. Данные
технические характеристики были актуальны на
момент издания руководства по эксплуатации.
Производитель оставляет за собой право на
изменение конструкции и комплектации
оборудования без уведомления потребителя.
Указанные значения звукового давления даны в
качестве справочной информации. Их превышение
не является признаком опасности для оператора.
Настройка, регулировка, наладка и техническое
обслуживание оборудования осуществляются
покупателем.
В технических характеристиках станков указаны
предельные значения зон обработки, для
оптимального подбора оборудования и
увеличения сроков эксплуатации выбирайте станки
с запасом.
Обслуживающий персонал должен иметь
соответствующий допуск на эксплуатацию и
проведение работ на оборудовании оснащенного
электродвигателем напряжением питания 400В,
50Гц.
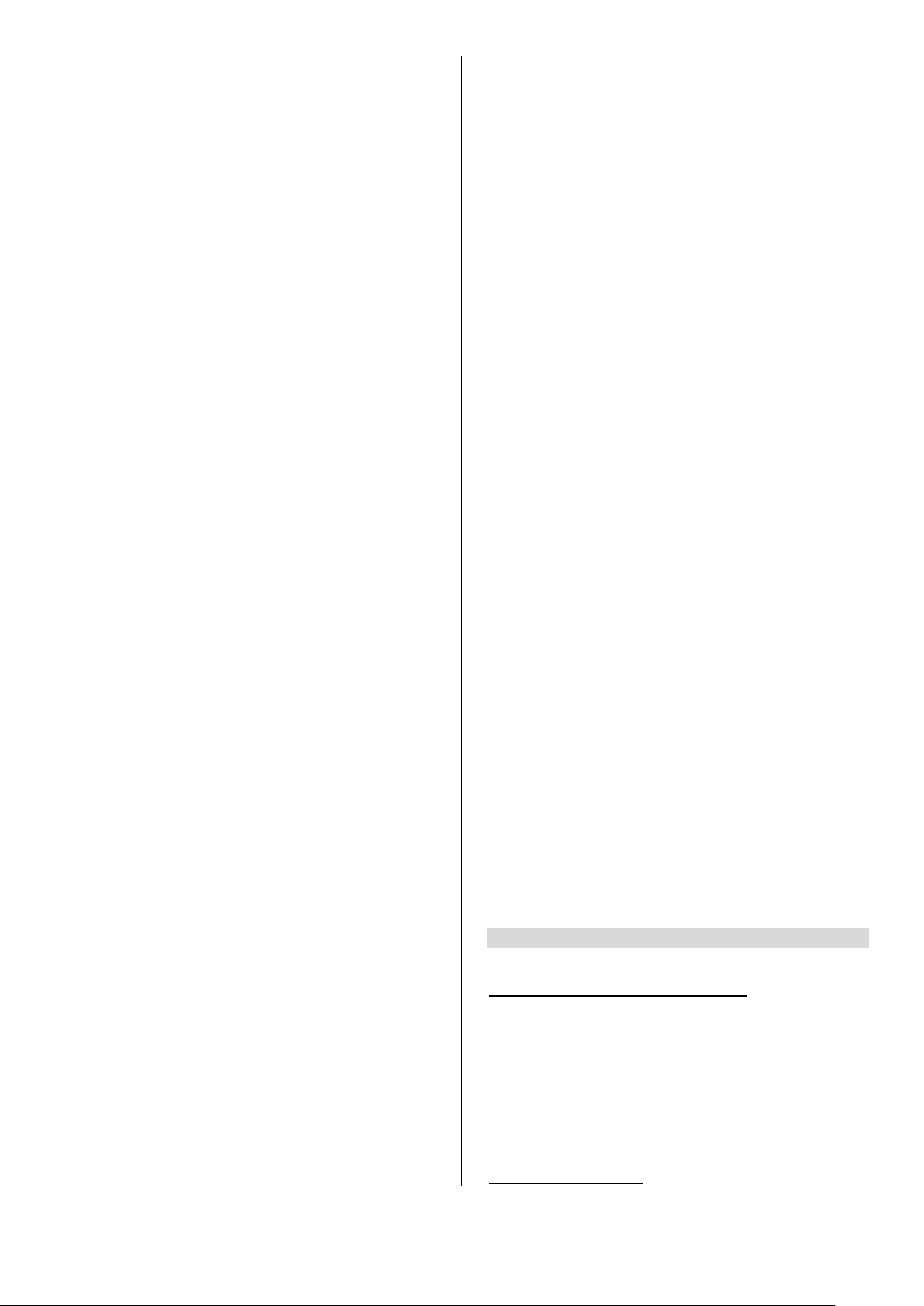
Гофрированный кожух
Приводной стержень
Регулировочные рукоятки стола (3 шт)
Инструментальный ящик, содержит:
Выравнивающие опоры (4 шт)
Набор шестигранных ключей (1.5-10мм) *
Торцевой ключ 17/19 мм*
Крестовая отвертка #2*
Шлицевая отвертка #2*
Масленка *
Подъемная рукоятка
Маховик
Рукоятка грубой подачи
Подъемное кольцо
Ключ от электрошкафа
Инструкция по эксплуатации
3.2 Объем поставки
Консольно-фрезерный станок (не показан)
Поддон для стружки (не показан)
Плоский кожух
Руководство по эксплуатации станка JET JTM-949EVS 6
Page 7
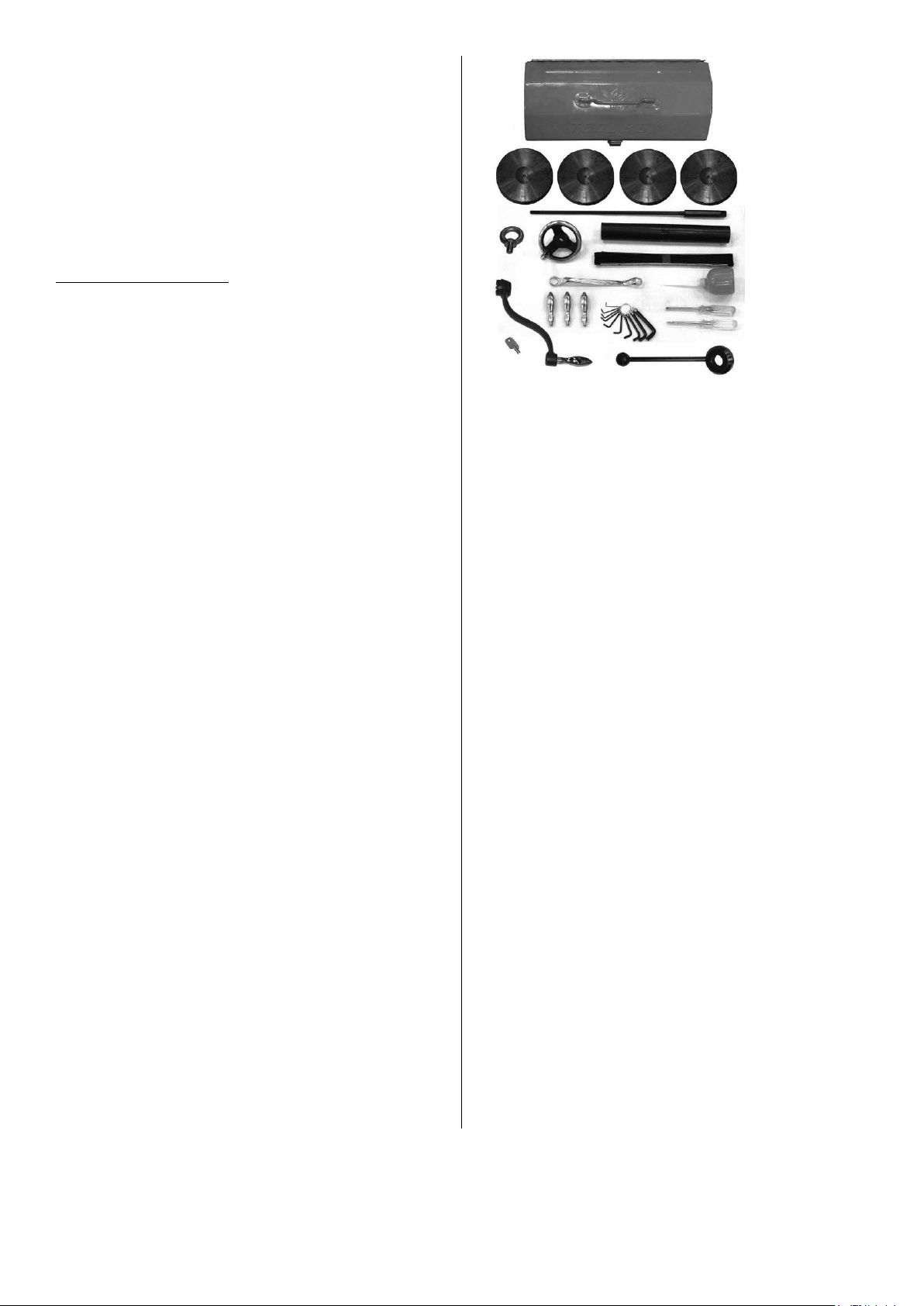
3.3 Описание станка
Рис.1
4. УСТАНОВКА И СБОРКА
Откройте контейнер, в котором поставлялся
станок, и проверьте наличие возможных
повреждений, полученных при доставке. Обо всех
повреждениях немедленно сообщите поставщику
или службе доставки. Не выбрасывайте упаковку и
поставляемые материалы до тех пор, пока
фрезерный станок не будет собран и налажена его
работа.
Сравните содержимое поставляемого ящика с
прилагаемым списком комплектации, чтобы
убедиться в том, что все детали в наличии. Если
потеряны некоторые детали, необходимо
сообщить об этом поставщику. Внимательно
прочитайте всю инструкцию по эксплуатации для
правильного монтажа, обслуживания и безопасной
эксплуатации.
Если станок поставляется с дополнительным
устройством подачи стола или устройством
цифровой индикации, изучите инструкции,
прилагаемые к этим дополнительным устройствам.
4.1 Подготовка станка
Удалите всю упаковку со станка, стоящего на
паллете.
Уберите комплектующие детали с паллеты или с
рабочего стола станка.
Убедитесь в том, что подъемное кольцо на
подвижном хоботе надежно затянуто.
Убедитесь в том, что зажимные рукоятки надежно
закрепляют подвижный хобот.
Удалите гайки и/или болты, закреплявшие станок
на паллете.
Установите подъемный кран или другой
подходящий подъемный механизм над центром
станка и проденьте стропы в подъемное кольцо.
Примечание: Станок весит 1130 кг – убедитесь в
том, что вся подъемная конструкция новая или в
отличном состоянии и имеет достаточный запас
прочности, учитывающий срок службы, сложность
подъема и т.д. При подъеме с помощью
подъемного кольца станок наклоняется вперед.
При желании можно минимизировать наклон, для
этого надо использовать дополнительную стропу,
удерживающую переднюю часть станка. При
использовании дополнительной стропы будьте
осторожны – стропа не должна повредить детали
на передней части станка. Убедитесь в том, что
станок находится в устойчивом положении и не
будет поворачиваться при подъеме.
Поднимите станок с паллеты на высоту,
достаточную для того, чтобы освободить станок от
крепежных приспособлений, удерживавших станок
на паллете. Затем вытяните паллету из-под станка.
НЕ ДОПУСКАЙТЕ попадания рук или ног в область
под станком при снятии его с паллеты!
Поставьте основание станка на место
предполагаемой установки, где станок будет
зафиксирован. Анкерные болты подходящего
Руководство по эксплуатации станка JET JTM-949EVS 7
Page 8

размера и длины должны быть закреплены на
полу.
Рис.2
Примечание: До установки анкеров проверьте
соответствие отверстий основания схеме. При
установке станка оставляйте достаточное место не
только для самого станка, но и для оператора и
персонала, ремонтирующего станок, а также для
заготовок большого размера, которые могут
выступать за край станка.
Когда станок будет установлен на анкерные болты,
отрегулируйте его уровень с помощью установки
прокладок в углы, где это необходимо. Устройство
измерения уровня необходимо положить на
рабочий стол. Рабочий стол является базовой
поверхностью и должен быть отрегулирован в
ОБОИХ направлениях – продольном и поперечном.
Внимание! Фрезерный станок должен опираться
на все четыре опоры. Несоблюдение этого
требования может привести к смещению станины
и зажиму направляющих стола.
Когда уровень станка отрегулирован, закрепите
основание станка анкерными болтами.
ВАЖНО: Перед поднятием фрезерной головки,
прочитайте раздел 10.1, который содержит
рекомендации по подъему и установке фрезерной
головки.
Отвинтите каждую из четырех шестигранных гаек
(см. А, рис.18) примерно на четверть оборота
против часовой стрелки, чтобы головка могла
поворачиваться.
Используйте прилагаемый ключ, чтобы повернуть
гайку червяка и поднять головку в верхнее
положение. Нажимайте на двигатель в верхнем
направлении, чтобы помочь червячному
механизму.
Немного затяните болты на головке, но не
затягивайте слишком сильно.
С помощью уайт-спирита или другого очищающего
раствора очистите станок от антикоррозионного
покрытия везде, где оно нанесено. Это важно; если
не очистить станок, при движении стола или других
частей станка, антикоррозионное покрытие может
попасть в те части станка, где это не нужно.
Некоторые из последующих шагов, возможно, уже
сделаны на станке. В таком случае их можно
пропустить. В противном случае, следуйте
дальнейшим рекомендациям. Обратитесь к рис. 3,
чтобы прояснить месторасположение деталей.
Установите ручки продольной и поперечной
подачи на соответствующие оси, закрепив их с
помощью гаек.
Удалите антикоррозионное покрытие с приводного
стержня и втулки. Вставьте приводной стержень
вместе с установленной на нем втулкой в центр
шпинделя на через верхнюю часть станка.
Установите маховик тонкой подачи на ступицу и
нажимайте до тех пор, пока фиксаторы маховика
не совпадут с соответствующими отверстиями в
ступице, и поверхность маховика не сравняется с
поверхностью ступицы.
Вставьте ручку грубой подачи на ось и закрепите ее
Распакуйте и очистите ручку консоли. Установите
ее на соответствующую ось.
Установите резиновые защитные кожухи для
направляющих на передней и задней части стола.
Руководство по эксплуатации станка JET JTM-949EVS 8
Page 9

4.2 Габариты станка в сборе
Длина
ответвления
Номер по стандарту AWG
Линия 600 Вольт
0 – 1,5M
No. 14
1,5 – 2M
No. 14
Более 2M
No. 12
Таблица 1
Для оборудования, расположенного вдали от
электрической распределительной коробки,
необходимо увеличить сечение проводов, чтобы
обеспечить подачу нужного напряжения на
двигатель.
Чтобы минимизировать потери напряжения и
предотвратить перегревание и сгорание двигателя,
используйте для параллельной цепи или для
удлинителей рекомендованные сечения проводов,
указанные в таблице:
Перед включением станка в сеть убедитесь, что
напряжение в сети соответствует техническим
требованиям станка.
Перед включением станка в сеть убедитесь в том,
что переключатель находится в положении ВЫКЛ.
(OFF).
Проверьте правильность вращения шпинделя в
диапазоне высоких оборотов. Шпиндель должен
вращаться по часовой стрелке, как показано на
передней части станка. Если шпиндель вращается
против часовой стрелки, отсоедините станок от
электросети и поменяйте местами два из трех
силовых вывода.
4.3 Электрическое подключение
Все работы, связанные с электроподключением,
должны производиться только
квалифицированными электриками!
Несоблюдение этого требования может привести к
серьезным травмам! Станок должен быть
заземлен для защиты оператора от удара
электрическим током.
4.4 Смазка
Не начинайте работу на станке до тех пор, пока не
будет нанесена смазка на все необходимые
участки. Несоблюдение этого требования может
привести к повреждению станка.
Перед началом работы обратитесь к разделу
«Смазка», чтобы убедиться, что смазка станка
произведена правильно и в полной мере.
5. УПРАВЛЕНИЕ СТАНКОМ
Фрезерный станок снабжен системой
автоматической подачи смазки. Убедитесь в том,
что в резервуаре содержится достаточное
количество смазки. Резервуар со смазкой
расположен в задней части станка.
Положение фрезерной головки может быть
отрегулировано для доступа к обрабатываемой
заготовке. Фрезерную головку можно расположить
под углом влево или вправо или под углом вперед
или назад. Фрезерная головка также может
поворачиваться на поворотной башне.
Подвижный хобот может двигаться назад или
вперед, чтобы обеспечить доступ инструмента к
Руководство по эксплуатации станка JET JTM-949EVS 9
Page 10

заготовке, расположенной за пределами рабочего
стола впереди или сзади.
5.1 Панель управления
Панель управления расположена на кронштейне с
правой стороны станка. Вид панели и функции
кнопок см. на рис. 4.
Рис.4
A – Цифровой индикатор числа оборотов в минуту.
B – Переключатель направления вращения
двигателя: Может находится в двух позициях: FWD
(прямое) and REV (реверс). При установке
переключателя в позицию FWD шпиндель
вращается по часовой стрелке. Используйте этот
режим для работы со стандартным инструментом с
правым направлением винтовых канавок.
Режим прямого вращения FWD используется
только при включении коробки скоростей в режим
малых оборотов. При переключении коробки
скоростей в режим высоких оборотов, должен
быть включен реверс двигателя (REV), чтобы
обеспечить правостороннее вращение.
Информация о позициях переключателя
содержится в таблице 2.
Трехфазный двигатель управляется
переключателем. Двигатель может переключаться
с прямого (FWD) на реверсивное (REV) вращение и
обратно во время своей работы. Двигатель меняет
направление вращения после изменения
положения переключателя. Переключение
направления вращения на высоких оборотах
может привести к натяжению зубчатого
приводного ремня, но это не приведет к
повреждению двигателя или коробки скоростей.
C – Переключатель СОЖ: предназначена для
дополнительно насоса подачи СОЖ. Провода
должны быть присоединены к контактам U2, V2 и
W2 на клеммной колодке.
D – Индикатор питания: показывает поступление
напряжения на станок.
E – Переключатель скорости: устанавливает
скорость шпинделя.
F – Переключатель шпинделя: включает вращение
шпинделя.
G – Переключатель аварийной остановки:
Отключает все элементы управления станка. Для
последующего включения станка поверните
переключатель по часовой стрелке и запустите
станок6. Работа по наладке и регулировке
С помощью угломера проверьте дополнительно
правильность установки угла.
Руководство по эксплуатации станка JET JTM-949EVS 10
Page 11

Ручка
управления
Действие
Рычаг
переключения
на режим
высоких/
низких
скоростей
низкая
нейтр.
высок.
Рычаг
подачи
пиноли
вкл.
выкл.
Рычаг
выключения
подачи
вкл.
выкл.
Рычаг
выбора
подачи
пиноли
Ручка
выбора
направлен
ия подачи:
выдвин.
среднее
положение
задвин.
Переключатель
двигателя
Высокая скорость
вращения шпинделя
Реверс.
REV
Низкая скорость
вращения
шпинделя
Прямое
FWD
Высокая скорость
вращения шпинделя с
автоматической
подачей вниз
Выберите
значение
подачи
Реверсивно
е
REV
Низкая скорость
вращения шпинделя с
автоматической
подачей вниз
Выберите
значение
подачи
Прямое
FWD
Высокая скорость
вращения шпинделя с
автоматической
подачей вверх
Выберите
значение
подачи
Реверсивно
е
REV
Низкая скорость
вращения шпинделя с
автоматической
подачей вверх
Выберите
значение
подачи
Прямое
FWD
Подача рычагом
Тонкая подача с
помощью маховика
Свободное вращение
шпинделя для
позиционирования или
обработки
Рычаг переключения на режим
высоких/низких скоростей
Диапазон скоростей
60-500 об/мин
500/4500 об/мин
*Положения переключателя направления вращения двигателя указаны для работы с правым инструментом
(инструмент, при работе с которыми требуется вращение двигателя по часовой стрелке). Если вы используете
левый инструмент, переключайте направление вращения на противоположное, показанное в таблице
Руководство по эксплуатации станка JET JTM-949EVS 11
Page 12

5.2 Регулирование скорости
Переключатель скорости на панели управления
управляет скоростью главного двигателя.
Количество оборотов двигателя в минуту показано
на дисплее.
5.3 Тормоз шпинделя
Рычаг тормоза шпинделя находится в верхней
левой части фрезерной головки (Рис.5). Чтобы
включить тормоз, опустите рычаг вниз. Тормоз
шпинделя применяют только после установления
переключателя двигателя в позицию Выкл. (OFF).
При работающем двигателе шпиндель не
остановится.
Рис.5
5.4 Рычаг переключения режима скорости
Привод фрезерной головки может осуществляться
как напрямую (при высоких оборотах), так и через
зубчатую передачу во фрезерной головке (при
низких оборотах). Выбор способа привода
осуществляется изменением положения рычага.
подача не применяется. Это предотвращает
излишний износ червячного редуктора.
Не двигайте рычаг включения автоматической
подачи до полной остановки двигателя.
Переключайте рычаг с осторожностью. Если
зубчатые колеса не вошли в зацепление, запустите
двигатель на мгновение и дождитесь его полной
остановки перед переключением рычага.
Рис.7
Рычаг включения автоматической подачи пиноли
расположен в правой части фрезерной головки. Он
используется для включения и отключения
механизма автоматической подачи пиноли.
Чтобы включить автоматическую подачу, вытяните
рычаг и поверните его в нужное положение. Рычаг
зафиксируется в новом положении, войдет в
зацепление с механизмом автоматической подачи.
Механизм будет перемещать шпиндель вверх или
вниз. Механизм автоматической подачи не
управляет шпинделем, когда рычаг не находится в
зацеплении с механизмом подачи.
Рис.6
Рычаг переключения режима расположен в
нижней правой части фрезерной головки (Рис. 6).
Положение рычага ближе к оператору является
режимом высокой скорости. Положение рычага в
сторону от оператора является режимом низкой
скорости. Среднее положение рычага является
нейтральным.
Внимание! Не переключайте рычаг при
работающем двигателе. Поворачивайте шпиндель
вручную, чтобы облегчить смену положения
рычага.
5.5 Автоматическая подача пиноли
Внимание! Не используйте автоматическую подачу
при оборотах свыше 3000 об/мин.
Рекомендуется отключать червячный редуктор
автоматической подачи, если автоматическая
5.6 Рычаг регулировки подачи
Рычаг регулировки подачи (Рис. 8) используется
для установки значения подачи на один оборот
при автоматической подаче. Возможен выбор
одного из трех значений подачи. Возможные
позиции рычага показаны на индикаторной
табличке под рычагом регулировки подачи.
Чтобы выбрать нужное значение подачи, потяните
за рычаг и поверните в нужное положение, рычаг
зафиксируется.
Рис.8
Примечание: Рычаг снабжен пружиной – чтобы
повернуть рычаг, сначала вытяните его.
Руководство по эксплуатации станка JET JTM-949EVS 12
Page 13

В отличие от других элементов управления станка,
рычаг легче переключается при работающем
двигателе и при включенном рычаге включения
автоматической подачи.
5.7 Рычаг выключения подачи
Рычаг выключения подачи (А, Рис. 9) расположен
на левой части головки за маховиком тонкой
подачи (В, рис. 9). Рычаг вводит в зацепление
предохранительную муфту и вал-шестерню, если
его повернуть влево.
Рис.9
Рычаг выключения подачи остается в зацеплении
до тех пор, пока упор пиноли (С, рис.12) не
соприкоснется с микрометрической
регулировочной гайкой (А, рис. 1), что приведет к
автоматическому выходу из зацепления муфты,
или пока ее не расцепят вручную перемещением
рычага вправо.
5.8 Управление направлением подачи
Управление направлением подачи (В, Рис. 10)
определяет движение вверх, вниз или отсутствие
перемещения. Положение ручки зависит от
направления вращения шпинделя (см. Раздел
Переключатель двигателя). Положение ручки
можно менять при работающем двигателе или
выключенном. Если ручку сложно переключать,
поверните маховик тонкой подачи (А, Рис.10)
назад и вперед, чтобы помочь ручке
зафиксироваться.
Нейтральное положение ручки находится между
задвинутыми выдвинутым.
Внимание! Если ручка управления подачей не
используется, рекомендуется оставлять ее в
нейтральном положении
5.9 Ручка грубой подачи
Ручка грубой подачи (А, Рис.11) расположена на
правой стороне головки. Ручка грубой подачи
используется при операциях сверления, не
требующих высокой точности и для перемещения
пиноли на определенную глубину. Возвратная
пружина вернет шпиндель в исходное положение
автоматически после того, как ручка
высвободиться.
Рис.11
5.10 Ручка блокировки пиноли
Ручка блокировки пиноли (В, Рис. 11) расположена
на правой стороне головки. Поверните рукоятку по
часовой стрелке, чтобы зафиксировать пиноль в
нужном положении. Чтобы освободить пиноль,
поверните рукоятку против часовой стрелки.
5.11 Маховик тонкой подачи
Когда задано управление Маховиком тонкой
подачи (А, Рис. 10), он может использоваться для
ручного управление подачей пиноли как вверх, так
и вниз.
Внимание! Снимите маховик тонкой ручной
подачи, если он не используется. Несоблюдение
данного требования может привести к серьезным
травмам.
Рис.10
Если шпиндель вращается по часовой стрелке, то
задвигание ручки определяет подачу вниз, а
выдвигание вверх. Если шпиндель вращается
против часовой стрелки, то выдвигание ручки
определяет подачу вниз, а задвигание вверх.
Руководство по эксплуатации станка JET JTM-949EVS 13
5.12 Шкала глубины и упор
Шкала глубины и упор используются при
сверлильных операциях для установки глубины
просверливаемого отверстия. Шкала глубины
расположена на передней части головки. Шкала
состоит из Микрометрической регулировочной
гайки (А), зажимной гайки (В), Упора пиноли (C),
Винта упора пиноли (D) и Шкалы (E).
Page 14

Рис.12
Направление
вращения
шпинделя
Направление
подачи
Положение
ручки
Вниз
Внутрь
CW (по часовой
стрелке)
Вверх
Наружу
CCW (против
часовой стрелки)
Вниз
Наружу
Вверх
Внутрь
Микрометрическая регулировочная гайка
устанавливается на нужное значение глубины и
фиксируется в этом положении с помощью
зажимной гайки. Упор пиноли ограничивает
движение пиноли.
Регулировка хода пиноли производится путем
поворота микрометрической гайки.
5.13 Работа с автоматической подачей
Регулировка Выключения автоматической подачи
устанавливает положение, дойдя до которого, пиноль
отключится при автоматической подаче.
Убедитесь в том, что маховик тонкой ручной
подачи снят со станка. Несоблюдение данного
требования может привести к серьезным травмам.
Переместите регулировочную гайку так, чтобы
шпиндель имел достаточно места для
перемещения.
С помощью Ручки подачи пиноли (J) сместите
пиноль в положение, где подача должна
прекратиться.
Включите Рычаг выключения подачи (D) путем
выдвижения его из головки.
Установите Микрометрическую регулировочную
гайку (H) напротив Упора пиноли (G).
Продолжайте поворачивать Микрометрическую
регулировочную гайку (H) до тех пор, пока Рычаг
выключения подачи (D) не щелкнет.
Затяните Зажимную гайку (I).
Убедитесь в том, что Фиксатор пиноли (K)
расцеплен, повернув против часовой стрелки.
Включите шпиндель
Выберите величину подачи на панели управления.
Установите Рычаг регулировки подачи (B) на
нужную величину подачи в зависимости от
инструмента и материала.
Установите Рычаг подачи пиноли (F) в положение
включен.
Выберите направление подачи с помощью Ручки
направления подачи (C) , установив ее в
положение согласно таблице 3:
Табл.3
Включите Рычаг выключения подачи (D), вытянув
его из головки.
Примечание: Так как размеры инструментов,
покрытия, условия охлаждения, материалы могут
изменяться, не существует определенных
рекомендованных значений частоты вращения
шпинделя или значений подачи. Используйте
универсальные заводские инструкции с данными
для фрезерных и сверлильных операций. Или
обратитесь к поставщику инструмента,
охлаждающих систем или материалов для
конкретных рекомендаций.
ВАЖНО: Автоматическая подача может
использоваться для сверления отверстий до 9,5 мм
(низкоуглеродистая сталь). Для сверления
диаметров больше 9,5 мм используйте ручную
подачу.
Предохранительная муфта настроена на заводеизготовителе на вертикальную нагрузку на пиноль
до 90, 7 кг, приспособлена для сверл диаметром
до 9,5 мм. Не пытайтесь регулировать давление
муфты.
Рис. 13
5.14 Работа с приводным стержнем – смена
инструмента
Ослабьте приводной стержень, повернув его на
два - три оборота (против часовой стрелки)
прилагаемым ключом за шестигранник (Рис. 14).
Руководство по эксплуатации станка JET JTM-949EVS 14
Page 15

Рис. 14
Ударьте мягким молотком по верхней части
стержня, чтобы освободить оправку из конуса.
Снимите инструмент с оправки.
Вставьте новый инструмент в оправку.
Затяните приводной стержень прилагаемым
ключом. Поверните стержень. Инструмент готов к
работе.
Ослабьте четыре больших шестигранных гайки,
закрепляющих фрезерную головку на переходнике
подвижного хобота станка (см. рис. 16). Достаточно
повернуть гайки на 1/4 оборота, чтобы сдвинуть
головку.
ПРИМЕЧАНИЕ: При повороте фрезерной головки
более чем на 10 градусов придерживайте головку,
чтобы перенести часть веса с латунных червячных
колес на руки. Это значительно увеличит срок
службы червячных колес.
5.15 Зажим заготовки на рабочем столе
На рабочем столе имеется Т-образные пазы
размером 16 мм для закрепления заготовки.
Остановите двигатель, установив переключатель
двигателя в положение STOP.
Расположите заготовку на рабочем столе.
Закрепите заготовку при помощи прижимов Тобразного паза, стержней и ступенчатых опор, если
это необходимо (Рис.15).
Рис. 15
6. НАЛАДКА И РЕГУЛИРОВКА
6.1 Наклон фрезерной головки влево/вправо
Внимание! Перед перемещением фрезерной
головки, убедитесь в том, что основание станка
надежно прикреплено к полу. При перемещении
фрезерной головки центр тяжести смещается
настолько, что это может привести к
опрокидыванию станка и повлечь серьезные
травмы оператора и повреждение оборудования.
Рис. 16
Поверните накидную гайку (B, Рис. 16) чтобы
наклонить фрезерную головку влево или вправо, в
зависимости от необходимости. Для установки
головки под нужным углом пользуйтесь шкалой,
расположенной на переходнике хобота.
Примечание: Шкалы на переходнике хобота и
головке даны только для ориентации. При работах,
требующих высокой точности, необходимо
пользоваться часовым индикатором, чтобы
контролировать точность положения фрезерной
головки (90° относительно рабочего стола по оси Х
и по оси Y). Учтите, что передняя часть стола
установлена немного выше задней, обычно
примерно на 0,012 мм.
Внимание! При закреплении гаек, затягивайте их в
два этапа, используя перекрестную схему затяжки.
Несоблюдение данного требования может
привести к деформации поверхности переходника
подвижного хобота.
Затяните четыре шестигранные гайки. Производите
затяжку в два этапа, используя
динамометрический гаечный ключ. Применяйте
перекрестную схему затяжки при закреплении
гаек. Момент затяжки изначально должен быть
3,45 кгс*м.
Перед окончательной затяжкой убедитесь в том,
что фрезерная головка перпендикулярна рабочему
столу.
Установите индикатор на оправку и закрепите с
помощью приводного стержня (см. рис. 18).
Переключите шпиндель в нейтральное положение
Руководство по эксплуатации станка JET JTM-949EVS 15
Page 16

Установите щуп индикатора на рабочий стол.
Обнулите индикатор.
Поверните шпиндель на 180 градусов (во время
вращения приподнимайте щуп индикатора во
избежание его попадания в Т-образный паз).
Следите за шкалой индикатора. Значение на
индикаторе всегда должно оставаться на нуле.
Если это не так, ослабьте четыре шестигранные
гайки и переустановите фрезерную головку.
Еще раз проверьте перпендикулярность с
помощью индикатора. Повторяйте процедуру до
тех пор, пока индикатор не будет оставаться в
нулевом положении в обоих положениях.
Внимание! Производите затяжку гаек в два этапа и
по перекрестной схеме. Несоблюдение этого
требования может привести к деформации
поверхности переходника подвижного хобота.
Затяните четыре шестигранные гайки. Затягивайте
в два этапа, используя динамометрический ключ.
Применяйте перекрестную схему затяжки гаек. На
первом этапе момент затяжки должен быть равен
3,45 кгс*м, окончательный момент затяжки
должен быть равен 6,9 кгс*м.
6.2 Наклон фрезерной головки вперед/назад
Установка головки под углом:
Ослабьте три зажимных болта переходника хобота
(А, Рис.17). Достаточно ослабить болты на 1/2
оборота, чтобы фрезерную головку можно было
наклонять.
Рис. 17
Придерживайте фрезерную головку рукой.
Приподнимайте шпиндель вверх при изменении
угла.
Поверните накидную гайку переходника хобота (B,
Рис. 17) при наклоне головки вперед или назад.
Для установки головки под требуемым углом
воспользуйтесь шкалой на переходнике
подвижного хобота.
Возвращение фрезерной головки в вертикальное
положение:
При возврате головки в вертикальное положение
поддерживайте головку, приподнимая шпиндель
вверх, пока поворачиваете накидную гайку.
Убедитесь, что фрезерная головка
перпендикулярна рабочему столу.
Руководство по эксплуатации станка JET JTM-949EVS 16
Установите индикатор часового типа на оправку и
закрепите с помощью приводного стержня (см.
рис. 18).
Рис. 18
Установите привод шпинделя в нейтральное
положение.
Установите щуп индикатора на рабочий стол.
Обнулите индикатор.
Поверните шпиндель на 180 градусов (во время
поворота приподнимите щуп индикатора рукой во
избежание его попадания в Т-образный паз).
Следите за показаниями индикатора. Указатель
индикатора всегда должен находиться в нулевом
положении. Если указатель отклоняется, ослабьте
четыре шестигранные гайки и переустановите
фрезерную головку.
Еще раз проверьте перпендикулярность с
помощью индикатора. Повторяйте процедуру,
описанную выше, до тех пор, пока показания
индикатора не будут на нуле в обоих позициях.
Когда индикатор будет показывать нулевое
значение, затяните зажимные болты переходника
подвижного хобота.
6.3 Передвижение хобота вперед/назад
Ослабьте обе ручки (A, Рис. 19), которые
фиксируют подвижный хобот на его
направляющих. [Шестигранные гайки на модели
JTM-1050EVS2.]
Page 17

Рис. 20
Рис. 19
Поверните шестерню хобота (B, рис. 19) с помощью
ключа, чтобы продвинуть хобот по направляющим.
Когда подвижный хобот перемещен в нужное
положение, плотно затяните ручки (A, рис. 19) [или
шестигранные гайки].
6.4 Поворот хобота
Убедитесь в том, что основание станка надежно
закреплено на полу перед перемещением
подвижного хобота. При перемещении
подвижного хобота центр тяжести смещается, и
станок может перевернуться, что может привести к
серьезным травмам оператора и повреждению
оборудования.
Ослабьте четыре зажимных болта револьверной
головки (C, рис.19), которые закрепляют хобот на
верхней части основания. Чтобы поворотная башня
могла перемещаться, достаточно ослабить винты
на 1/2 оборота.
Примечание: Осторожно придерживайте рукой
поворотную башню, чтобы предотвратить слишком
быстрое ее перемещение.
Поворачивайте хобот до тех пор, пока шпиндель не
окажется в нужном положении. Используйте шкалу
на поворотной башне, чтобы определить угол
поворота.
Затяните четыре зажимных болта поворотной
башни (C, рис. 19).
6.5 Регулировка клиньев
Рабочий стол, салазки и консоль снабжены
регулировочными клиньями. Регулировка клиньев
может понадобиться в случае возникновения
вибраций при отключенном механизме
блокировки, или при возникновении вибраций в
тех случаях, когда показатели скорости шпинделя,
шаг зубьев или глубина резания не должны
приводить к вибрации.
ПРИМЕЧАНИЕ: При регулировке клиньев всегда
начинайте с регулировки консоли, затем салазок,
последним регулируется рабочий стол.
6.6 Регулировка клина консоли
Регулировочный винт клина консоли (А, рис. 20)
расположен на задней части консоли, там, где она
соприкасается со станиной. Удалите чехол для
направляющих и скребок, чтобы открыть доступ к
винту регулировочного клина. Затягивайте винт до
тех пор, пока не почувствуете легкое
сопротивление при повороте рукоятки консоли.
6.7 Регулировка клина салазок
Регулировочный винт клина салазок расположен с
левой стороны передней части салазок (B, Рис. 20).
Затягивайте винт до тех пор, пока не почувствуете
легкое сопротивление при повороте рукоятки
поперечной подачи.
6.8 Регулировка клина рабочего стола
Регулировочный винт клина рабочего стола (C, рис.
20) расположен с левой стороны в нижней части
стола. Затягивайте винт до тех пор, пока не
почувствуете легкое сопротивление при повороте
рукоятки продольного перемещения стола.
6.9 Регулировка выключения автоподачи
Обратитесь к рис. 21
Механизм рычага выключения подачи требует
регулировки при износе или при замене какого-
либо компонента механизма.
Ослабьте регулировочную зажимную гайку
Откручивайте регулировочный винт до тех пор,
пока он не освободиться из рычага и перестанет
соприкасаться с нижней частью штифта
выключения подачи.
Используйте ручку грубой подачи, чтобы
переместить пиноль в нижнее положение так,
чтобы упор пиноли коснулся микрометрической
гайки. Остановите пиноль в этом положении.
Вытяните ручку подачи, чтобы включить систему
автоматической подачи.
Поворачивайте регулировочный винт выключения
подачи до тех пор, пока не отключится
автоматическая подача.
Затяните регулировочный винт отключения
подачи.
Руководство по эксплуатации станка JET JTM-949EVS 17
Page 18

Освободите упор пиноли, чтобы включить
механизм автоматической подачи с помощью
рычага выключения подачи.
Используйте рукоятку грубой подачи, чтобы
задвинуть упор пиноли обратно, чтобы он
соприкасался с микрометрической гайкой.
Рис 21
Примечание: Автоматическая подача должна
отключиться, когда упор пиноли толкнет
микрометрическую гайку. Если автоматическая
подача не отключается, повторите предыдущие
шаги.
Включите автоматическую подачу и переместите
упор пиноли в верхнее положение. Убедитесь в
том, что механизм обратного хода также
отключает автоматическую подачу. Если
автоматическая подача не отключается, еще раз
отрегулируйте механизм до тех пор, пока
автоматическая подача не будет отключаться в
верхнем положении.
Проверьте исправность работы с помощью
рукоятки грубой подачи. Если механизм работает
правильно, включите приводной двигатель и
механизм автоматической подачи. Убедитесь, что
рычаг включения автоматической подачи
правильно включается и выключается при
включенном двигателе.
6.10 Регулировка люфта ходового винта стола
Обратитесь к рисунку 22.
Рабочий стол фрезерного станка перемещается с
помощью ходового винта и гайки в обоих
направлениях (продольном и поперечном). Для
обеспечения правильной работы необходим зазор
между ходовым винтом и гайкой, что приводит к
образованию люфта. Вторая гайка ходового винта
необходима для компенсации основной части
люфта. Следующие инструкции помогут получить
допустимый люфт.
6.11 Регулировка люфта поперечной подачи
Используйте рукоятку поперечной подачи, чтобы
сдвинуть рабочий стол максимально назад.
Удалите гофрированный защитный кожух.
Откройте два щита защиты от стружки, чтобы
отвинтить регулировочную гайку (гайка,
находящаяся в задней части держателя, не
регулируется, - только передняя гайка регулировочная).
Ослабьте два стопорных винта гайки.
Слегка поверните гайку, чтобы затянуть ее
напротив противоположной гайки.
Затяните два стопорных винта.
Используйте рукоятку поперечной подачи, чтобы
переместить рабочий стол в среднее положение.
Если это необходимо, повторите шаги для
установки надлежащего люфта
Установите индикатор, чтобы проверить величину
люфта поперечной подачи. Осторожно двигайте
рукоятку поперечной подачи вперед и назад и
наблюдайте за индикатором. Значение люфта
должно быть в диапазоне от 0,08 мм до 0,127 мм.
Если это необходимо, повторите шаги для
установки надлежащего люфта.
Установите гофрированный кожух.
6.12 Регулировка люфта продольной подачи
Обратитесь к рис. 22.
Только одна из гаек ходового винта является
регулировочной, другая гайка зафиксирована.
Обычно гайка, расположенная слева, является
регулировочной. Это можно определить, осмотрев
гайку с нижней стороны стола.
Ослабьте два стопорных винта гайки.
Слегка поверните гайку, чтобы зафиксировать ее
напротив противоположной гайки.
Затяните два стопорных винта.
Используйте рукоятку продольной подачи, чтобы
переместить рабочий стол в среднюю позицию.
Установите индикатор, чтобы проверить величину
продольного люфта. Осторожно двигайте рукоятку
продольной подачи вперед и назад и наблюдайте
за индикатором. Значение люфта должно быть в
диапазоне от 0,08 мм до 0,127 мм.
Руководство по эксплуатации станка JET JTM-949EVS 18
Page 19

№
Описание/тип смазки
Частота
А
Крышка подшипника
шпинделя/ Mobil DTE Oil Light,
или подобная
Ежедневно
В
Система смазки/ Mobil Vactra
Oil #2, или подобная
Добавляйте по
необходимости.
В процессе
работы каждый
час тяните ручку
смазочной
системы
С
Смазочный ниппель ходового
винта консоли/ Mobilith AW2,
или подобная
Раз в неделю
D
Смазочный ниппель заднего
зубчатого зацепления/
Mobilith AW1, или подобная
Раз в неделю
7 ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Перед любыми действиями со станком отключите
его от сети или отключите главный переключатель.
Несоблюдение данного требования может
привести к серьезным травмам.
7.1 Смазка
Фрезерный станок снабжен системой
автоматической смазки. Система смазывает
ходовые винты и направляющие. Масленка и
ниппель для смазки, расположенные во фрезерной
головке, обеспечивают смазку подшипников
шпинделя и зубчатых зацеплений. На рис. 23 и 24
показаны места станка, требующие смазки и точки
доступа для смазки.
Рис.23
Руководство по эксплуатации станка JET JTM-949EVS 19
Page 20

V скорость резания (мм/мин)
Материал
Тяжелый
режим
Обычный режим
обработки
Чугун
30-40
45-90
Ковкий чугун
37-45
45-90
Низкоуглеродис
тая сталь
60-90
75-105
Среднеуглерод
истая сталь
454-67
52-75
Высокоуглерод
истая сталь
24-37
55-75
Стальная
отливка
24-30
55-75
Алюминий
240-300
300-360
Латунь
105-180
150-300
Бронза
52-75
75-90
Магниевые
сплавы
240-300
300-600
Цинковые
сплавы
120-240
210-450
Рекомендуемая скорость
сверления (об/мин)
Отверстие 5 мм
1000-1500
Отверстие 10
мм
500-800
Отверстие 13
мм
300-500
Отверстие 20
мм
150-300
Рис.24
7.2 Периодичность технического обслуживания
Во время эксплуатации периодически очищайте
станок от стружки и обрезков с помощью щетки и
пылесоса.
Периодически включайте в работу ходовые винты
консоли и рабочего стола, передвигая их в крайние
положения, чтобы равномерно распределить
смазку (особенно если используется
централизованная система смазки).
Периодически наносите легкое машинное масло
на рабочий стол и другие открытые металлические
поверхности для предотвращения коррозии.
Периодически снимайте вентиляционные панели
для проверки износа или повреждений шкивов и
ремней. ПРИМЕЧАНИЕ: Следует периодически
менять скорость для предотвращения
образования канавок на поверхностях шкивов.
8 РЕКОМЕНДУЕМЫЕ ЗНАЧЕНИЯ
СКОРОСТЕЙ ПРИ ФРЕЗЕРОВАНИИ И
СВЕРЛЕНИИ
Рекомендуемая скорость резания (мм/мин)
V=πDN/1000
Таблица 4
Руководство по эксплуатации станка JET JTM-949EVS 20
Page 21

9. ЭЛЕКТРИЧЕСКАЯ СХЕМА СТАНКА
Руководство по эксплуатации станка JET JTM-949EVS 21
 Loading...
Loading...