

Page 1

JPSG-2448TD
JPSG-2460TD
JPSG-2480TD
Плоскошлифовальный
станок
Язык: RUS
Паспорт станка
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden, Switzerland
Импортер и эксклюзивный дистрибьютор в РФ:
Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru
Made in Taiwan /Сделано на Тайване
www.jettools.com
ООО «ИТА-СПб»
Эл. Почта: neo@jettools.ru
-
Июнь-2017
Page 2
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Декларация о соответствии ЕС
Изделие: Плоскошлифовальный станок
JPSG-2448TD
JPSG-2460TD
JPSG-2480TD
Артикул: -
Торговая марка: JET
Изготовитель:
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность,
что данный продукт соответствует нормативным требованиям:
*2006/42/ECДиректива о механическом оборудовании
*2004/108/EC Директива по электромагнитной совместимости
*2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
2
Page 3
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Инструкция по эксплуатации плоскошлифовальных станков серии ТD
Уважаемый покупатель, большое спасибо за доверие, которое Вы оказали нам, купив наш
новый станок JET. Эта инструкция разработана для владельцев и обслуживающего персонала плоскошлифовального станка по металлу модели JPSG-2448, 2460, 2480 с целью
обеспечения надежного пуска в работу и эксплуатации станка, а также его технического
обслуживания. Обратите, пожалуйста, внимание на информацию в этой инструкции по
эксплуатации и прилагаемых документов. Полностью прочитайте эту инструкцию, особенно указания по технике безопасности, прежде чем Вы смонтируете станок, запустите
его в эксплуатацию или будете проводить работы по техническому обслуживанию. Для
достижения максимального срока службы и производительности Вашего станка тщательно
следуйте, пожалуйста, нашим указаниям.
Содержание
1. Г арантийные обязательства JET.........3
1.1 Общие требования техники безопас-
ности при работе на станке......................4
1.2 Требования техники безопасности при
использовании шлифовального круга......4
2. Описание характеристик станка...........6
2.1 Особенности станка............................6
2.2 Технические характеристики станка..7
2.3 Основные узлы станка......................12
2.5 Максимальный размер шлифуемого
изделия.....................................................12
2.6 Комплектующее оборудование........12
3.1 Фиксация станка................................14
3.2 Подъем станка краном......................14
3.3 Перемещение станка вилочным
погрузчиком..............................................15
4. Монтаж станка.....................................16
4.1 Размещение станка...........................16
4.2 Выставление уровня станка..............16
4.2 Установка гидравлической системы
продольной подачи..................................17
4.4 Подключение системы подвода
сож............................................................18
4.5 Подключение к электросети...............20
5. Работа на станке..................................21
5.1 Монтаж, демонтаж и балансировка
шлифовального круга..............................21
5.2 Закрепление заготовки......................24
5.3 Плоское шлифование.........................26
5.4 Шлифование боковых поверхностей
заготовки......................................................29
5.5 Шлифование вертикальных поверх-
ностей.......................................................32
5.6 Шлифование поверхностей под уг-
лом............................................................34
5.7 устранение неисправностей при
плоском шлифовании.............................36
5.8 Рекомендуемые характеристики
шлифовальных кругов для плоского
шлифования............................................39
5.9 Сравнение производительности раз-
личных шлифовальных кругов...............40
5.10 Выбор шлифовального круга..........40
5.11 Технические характеристики пористых шлифовальных кругов на
керамической связке...............................40
7. Техническое обслуживание станка....41
7.1 Общие сведения................................41
7.2 Система смазки.................................43
7.4 Система электрического управле-
ния............................................................45
7.5 Плановое техническое обслужива-
ние............................................................46
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА JET
Компания JET стремится к тому, чтобы ее
продукты отвечали высоким требованиям
клиентов по качеству и стойкости.
JET гарантирует первому владельцу, что
каждый продукт не имеет дефектов материалов и дефектов обработки, а
именно:
2 ГОДА ГАРАНТИИ JET В СООТВЕТСТВИИ С НИЖЕПЕРЕЧИСЛЕННЫМИ
ГАРАНТИЙНЫМИ ОБЯЗАТЕЛЬСТВАМИ
1.1 Гарантийный срок 2 (два) года со дня
продажи. Днем продажи является дата
оформления товарно-транспортных документов и/или дата заполнения
Гарантийного талона.
1.2 Гарантийный, а так же негарантийный
и послегарантийный ремонт производится только в сервисных центрах,
указанных в гарантийном талоне, или
авторизованных сервисных центрах.
1.3 После полной выработки ресурса
оборудования рекомендуется сдать его в
сервис-центр для последующей утилизации.
1.4 Гарантия распространяется только на
производственные дефекты, выявленные
3
Page 4
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
в процессе эксплуатации оборудования в
период гарантийного срока.
1.5 В гарантийный ремонт принимается
оборудование при обязательном наличии
правильно оформленных документов:
гарантийного талона, согласованного с
сервис-центром образца с указанием заводского номера, даты продажи, штампом
торговой организации и подписью покупателя, а так же при наличии кассового
чека, свидетельствующего о покупке.
1.6 Гарантия не распространяется на:
- сменные принадлежности (аксессуары),
например: сверла, буры, шлифовальные
круги; сверлильные и токарные патроны
всех типов и кулачки и цанги к ним; подошвы шлифовальных машин и т.п. (см.
список сменных принадлежностей (аксессуаров) JET);
- быстроизнашиваемые детали, например: угольные щетки, приводные ремни,
защитные кожухи, направляющие и подающие резиновые ролики, подшипники,
зубчатые ремни и колеса и прочее (см.
инструкцию по оценке гарантийности и
ремонта оборудования JET). Замена их
является платной услугой;
- оборудование JET со стертым полностью или частично заводским номером;
- шнуры питания, в случае поврежденной
изоляции замена шнура питания обязательна.
1.7 Гарантийный ремонт не осуществляется в следующих случаях:
- при использовании оборудования не по
назначению, указанному в инструкции по
эксплуатации;
- при механических повреждениях оборудования;
при возникновении недостатков из-за
действий третьих лиц, обстоятельств
непреодолимой силы, а так же неблагоприятных атмосферных или иных
внешних воздействий на оборудование,
таких как дождь, снег повышенная влажность, нагрев, агрессивные среды и др.;
- при естественном износе оборудования
(полная выработка ресурса, сильное
внутреннее или внешнее загрязнение,
ржавчина);
- при возникновении повреждений из-за
несоблюдения предусмотренных инструкцией условий эксплуатации (см.
главу «Техника безопасности»);
- при порче оборудования из-за скачков
напряжения в электросети;
- при попадании в оборудование посторонних предметов, например песка,
камней, насекомых, материалов или веществ, не являющихся отходами,
сопровождающими применение по
назначению;
- при повреждении оборудования вследствие несоблюдения правил хранения,
указанных в инструкции;
- после попыток самостоятельного
вскрытия, ремонта, внесения конструктивных изменений, несоблюдения правил
смазки оборудования;
- при повреждении оборудования из-за
небрежной транспортировки. Оборудование должно перевозиться в собранном
виде в упаковке, предотвращающей механические или иные повреждения и
защищающей от неблагоприятного воздействия окружающей среды.
1.8 Гарантийный ремонт частично или
полностью разобранного оборудования
исключен.
1.9 Профилактическое обслуживание
оборудования, например: чистка, промывка, смазка, в период гарантийного
срока является платной услугой.
1.10 Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
1.12 По окончании срока службы рекомендуется обратиться в сервисный центр
для профилактического осмотра оборудования.
Эта гарантия не распространяется на те
дефекты, которые вызваны прямыми или
косвенными нарушениями, невнимательностью, случайными повреждениями,
неквалифицированным ремонтом, недостаточным техническим обслуживанием,
а также естественным износом.
Гарантия JET начинается с даты продажи
первому покупателю.
JET возвращает отремонтированный
продукт или производит его замену бесплатно. Если будет установлено, что
дефект отсутствует или его причины не
входят в объем гарантии JET, то клиент
сам несет расходы за хранение и обратную пересылку продукта.
JЕТ оставляет за собой право на изменение деталей и принадлежностей, если
это будет признано целесообразным.
1.ОБЩИЕ ТРЕБОВАНИЯ ТЕХНИКИ
БЕЗОПАСНОСТИ
ТЕХНИКА БЕЗОПАСНОСТИ
4
Page 5
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Безопасность превыше всего!
Мы рады предоставить Вам информацию
для успешной эксплуатации плоскошлифовального станка, соблюдение правил
техники безопасности при работе и
предотвращения любых повреждений.
Мы предлагаем две инструкции:
1) Инструкция по эксплуатации.
2) Электрическая схема.
Пожалуйста, проверьте наличие всех
страниц в предлагаемой инструкции по
эксплуатации при получении станка.
Свяжитесь с Вашим поставщиком оборудования, если инструкция не полная.
Храните Инструкцию по эксплуатации
около станка, чтобы всегда была возможность ознакомиться с информацией в
ней в любое время.
Пожалуйста, руководствуйтесь здравым
смыслом, собственным опытом и требованиями инструкции при работе на
станке, чтобы обеспечить соблюдение
правил и норм техники безопасности.
1.1 Эксплуатация станка ---- Выполняйте
все пункты данной инструкции.
1.2 Эксплуатировать станок имеет право
только оператор, который имеет необходимый уровень квалификации для
работы на шлифовальных станках.
1.3 Прочитайте эту инструкцию перед
началом работы на станке.
1.4 Содержите рабочее место в чистоте,
своевременно удаляйте пятна масла и
СОЖ.
1.5 Не работайте в перчатках.
1.6 Работайте в специальной, подготовленной одежде, рукава должны быть
застегнуты, галстук снят.
1.7 Не касайтесь руками подвижных и
вращающихся элементов станка.
1.8 Не касайтесь и не открывайте при
работе электрошкафы или элементы,
имеющие знак «электричество».
1.9 Отключайте станок от сети питания
после окончания работы.
1.10 Убедитесь в достаточной освещенности зоны обработки.
1.11 Подготовьте и храните неподалеку
огнетушитель с диэлектрическим наполнителем (сухой порошок).
1.12 Немедленно остановите станок при
возникновении нештатной ситуации.
1.2 УРОВЕНЬ ШУМА И ПОЛОЖЕНИЕ
ОПЕРАТОРА
Для длительной и успешной эксплуатации станка необходимо требовать от
оператора станка, наладчика и механика
по обслуживанию соблюдения требований мер техники безопасности.
Соблюдение этих мер уменьшит опасность повреждения станка.
2.1 Станок предназначен для обработки
деталей из металла и его сплавов. Запрещается обрабатывать магний и
сплавы на его основе, существует опасность возгорания!
2.2 Запрещена эксплуатация станка в
местах скопления или хранения горючих
или взрывоопасных газов.
2.3 Не демонтируйте защитные приспособления или ограждения
предусмотренные конструкцией станка.
2.4 Внимательно прочитайте все пункты
инструкции и уясните их для себя перед
началом работы на станке.
2.5 Проверьте местонахождение всех
аварийных выключателей, кнопок остановки и органов управления станком
перед началом эксплуатации станка.
2.6 Определите местонахождение и
функции этих выключателей перед выполнением операций на станке.
2.7 Во время работы надевайте защитные очки.
2.8 Удостоверьтесь, что все выключатели
находятся в положении «ВЫКЛ.» перед
началом работы.
2.9 Требуйте от оператора обязательно
балансировать шлифовальный круг перед его установкой на станке.
2.10 Проверьте направление вращения
шлифовального круга перед работой.
2.11 Дайте поработать шпинделю станка
на холостом ходу примерно 5 минут перед началом работы.
2.12 Проверьте, зафиксирована и удерживается ли должным образом на
магнитном столе деталь перед выполнением операции.
2.13 Остановите движение стола перед
регулировкой перемещения продольного
и поперечного перемещения стола.
2.14 Перед изменением процесса шлифования, убедитесь, что все элементы
станка остановились и неподвижны.
2.15 Никогда не используйте на станке
легковоспламеняющиеся или ядовитые
жидкости.
2.16 Шлифовальный круг этого станка
должен обеспечивать скорость резания
не менее 2300 м/мин.
2.17 Запрещается работать боковой стороной шлифовального круга.
5
Page 6
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
2.18 Соблюдайте требования предосторожности, описанные в других разделах
инструкции.
2.19 Пожалуйста, дождитесь полной
остановки станка перед его чисткой и
настройкой.
2.20 Не вносите никаких изменений в
электрические или механические части
станка.
2.21 Удостоверьтесь в достаточной квалификации и компетенции сотрудника,
обслуживающего электрическую часть
станка.
2.22 Не снимайте предупредительные и
информационные знаки со станка. Если
эти знаки нечитаемые или стерлись,
свяжитесь со своим поставщиком или
сервисным центром для их восстановления или замены.
2.23 Никогда не устанавливайте заготовки
большей длины, чем позволяют возможности рабочего стола станка.
2.24 Используйте соответствующее грузоподъемное оборудование при
установке станка.
2.25 Никогда не превышайте необходимое значение глубины обработки или
подачи.
2.26 Не оставляйте работающий станок
без присмотра.
2.27 Не позволяйте проводить монтаж и
балансировку шлифовального круга неподготовленному персоналу.
2.28 Никогда не отключайте подвод СОЖ
до полной остановки шпинделя станка.
2.29 Не обрабатывайте материал не
предназначенным для этого шлифовальным кругом.
2.30 Своевременно выполняйте правку
шлифовального круга во избежание его
засаливания.
УРОВЕНЬ ШУМА И ПОЛОЖЕНИЕ ОПЕРАТОРА
Уровень шума этого станка должен быть
не более 75 дБ. Проверка уровня шума:
Фоновый шум: не более 60 дБ.
2. ОПИСАНИЕ ХАРАКТЕРИСТИК
СТАНКА
2.1 ОСОБЕННОСТИ СТАНКА
Высокоточный шпиндель картриджного
типа:
Шпиндель опирается на 6 прецизионных
угловых шарикоподшипников (4 спереди
и 2 сзади). Перед сборкой подшипники
были предварительно нагружены и вы-
верены. Шпиндель вращается посредством двигателя класса V3, что позволяет
наилучшим образом осуществлять точное шлифование и работать на тяжелых
режимах.
Направляющие между столом и осью Х
состоят из двух V-образных направляющих. Обе направляющие оснащены
покрытием Turcite-B и точно отшлифованы для обеспечения стабильного
перемещения и высокой точности.
Направляющие по осям Y и Z состоят из
направляющих качения роликового типа
высокой жесткости и рассчитанных на
эксплуатацию в тяжелых условиях. Между роликовым блоком и направляющей
обеспечивается контакт качения, что минимизирует упругую деформацию и
увеличивает несущую способность
направляющих, позволяя осуществлять
точную обработку в услових повышенных
нагрузок. Жесткие литые детали: все
конструкционные элементы станка произведены из высококачественного чугуна,
закалены с последующим отпуском для
снятия остаточных напряжений. В сочетании с ребрами жесткости на литых
деталях это позволяет увеличить жесткость кострукции. Увеличенные размеры
колонны и станины: увеличенные размеры колонны и станины повышают
устойчивость и жесткость конструкции. С
внутренней стороны колонна усилена
ребрами жесткости в виде сот, что обеспечивает возможность работы в условиях
повышенных нагрузок.
В системе смазки используется насос, с
помощью которого циркулирующий под
давлением смазочный материал подается ко всем направляющим и винтам. Это
позволяет добиться превосходного эффекта от смазки.
Шариковые ходовые винты поперечной и
вертикальной подач:
Перемещение салазок вперед/назад
(поперечная подача) осуществляется посредством электродвигателя
переменного тока совместно с шарико-винтовой передачей, что обеспечивает
быстрое движение вперед и назад и автоматическую подачу.
Станок предназначен для эксплуатации в
закрытых помещениях с температурой от
10 до 35оС и относительной влажностью
не более 80%.
6
Page 7
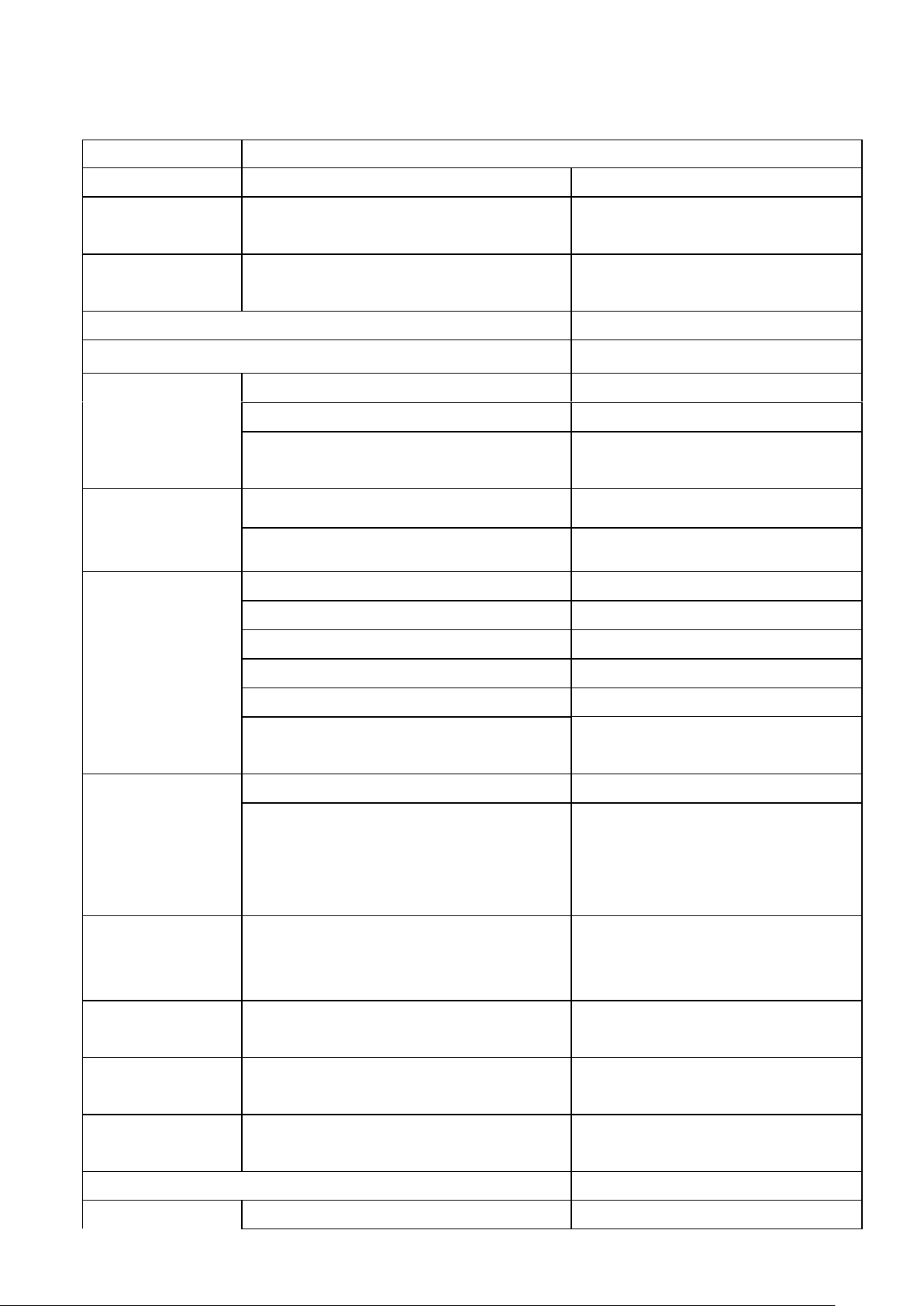
2.2 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА
ОПИСАНИЕ
JPSG -2448
Размер стола 600x1200 мм
Макс. длина шлифования
Продольное шлифование
1260 мм
Макс. ширина
шлифования
Поперечное шлифование
610 мм
Макс. расстояние ось шпинделя-стол
720 мм; 850 мм (опция)
Размеры стандартного магнитного стола
600x1200 мм
Продольное перемещение стола
Макс. ход гидравликой
1300 мм
Макс. ход вручную
1350 мм
Регулировка скорости перемещения
стола
5-20 м/мин
Поперечное перемещение салазок
Шаг автоматической подачи
1-25 мм
Макс. автоматическое перемещение
660 мм
Вертикальная подача
шлифовальной
бабки
Автоматическая подача
0,001-0,05 мм
Ступенчатая подача
0,001-0,05 мм
Скорость быстрого подъема (прим.)
460 мм/мин
Скорость медленного подъема (прим.)
6 мм/мин
Перемещение за один оборот маховика
5 мм
Перемещение на одно деление
нониуса
0,001 ммx1 /0,001 ммx2 /0,001 ммx4
Двигатель шпинделя
Частота вращения
1450 об/мин
Мощность двигателя
Стандартный: 4Р - 7,5 кВт,
По спец. заказу: 4Р - 11,25 кВт;
4Р - 15 кВт;
4Р - 18,75 кВт.
Стандартный
шлифовальный
круг
Наруж. х Ш х отверстия
405 ммx 50 ммx 127 мм
Гидравлический
привод
Мощность двигателя
6P - 5,625 кВт
Привод поперечной подачи
Мощность двигателя
2 кВт
Привод скоростного подъема
Мощность двигателя
2 кВт
Занимаемое пространство
4050x3550x2350 мм
Вес
нетто
6800 кг
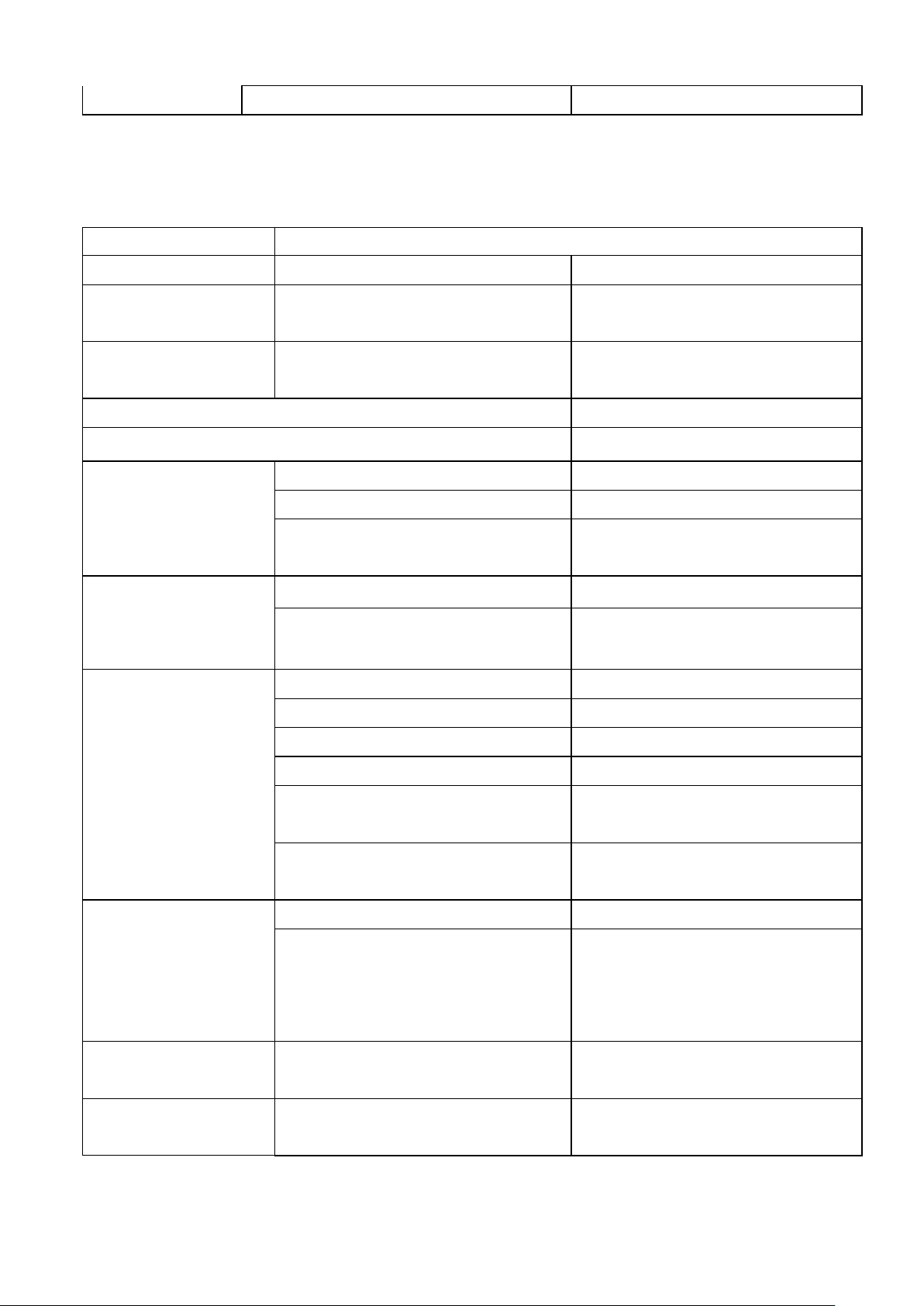
2.2.1 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДЛЯ МОДЕЛЕЙ JPSG-2448, JPSG -2460, JPSG 2480,
JPSG -24120
Page 8
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
брутто
7800 кг
ОПИСАНИЕ
JPSG -2460
Размер стола 600x1500 мм
Макс. длина шлифования
Продольное шлифование
1550 мм
Макс. ширина шлифования
Поперечное шлифование
610 мм
Макс. расстояние ось шпинделя-стол
720 мм; 850 мм (опция)
Размеры стандартного магнитного стола
600х750
Продольное перемещение стола
Макс. ход гидравликой
1600 мм
Макс. ход вручную
1650 мм
Регулировка скорости перемещения
стола
5-20 м/мин
Поперечное перемещение салазок
Шаг автоматической подачи
1-25 мм
Макс. автоматическое перемещение
660 мм
Вертикальная подача
шлифовальной бабки
Автоматическая подача
0,001-0,05 мм
Ступенчатая подача
0,001-0,05 мм
Скорость быстрого подъема (прим.)
460 мм/мин
Скорость медленного подъема (прим.)
6 мм/мин
Перемещение за один оборот маховика
5 мм
Перемещение на одно деление нониуса
0,001 ммx1 /0,001 ммx2 /0,001 ммx4
Электродвигатель
шпинделя
Частота вращения
1450 об/мин
Мощность двигателя
Стандартный: 4Р - 7,5 кВт,
По спец. заказу: 4Р - 11,25 кВт;
4Р - 15 кВт;
4Р - 18,75 кВт.
Стандартный шлифовальный круг
Наруж. х Ш х отверстия
405 ммx50 ммx 127 мм
Гидравлический привод
Мощность двигателя
6P - 5,625 кВт
ПРИМЕЧАНИЕ: Производитель станка оставляет за собой право изменять конструкцию, размеры, технические характеристики станка без предварительного уведомления потребителя.
Значения, приведенные в данной таблице, носят справочный характер.
8
Page 9
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Привод поперечной
подачи
Мощность двигателя
2 кВт
Привод скоростного
подъема
Мощность двигателя
2 кВт
Занимаемое пространство
4900х3500х2350
Вес
нетто
8200 кг
брутто
9200 кг
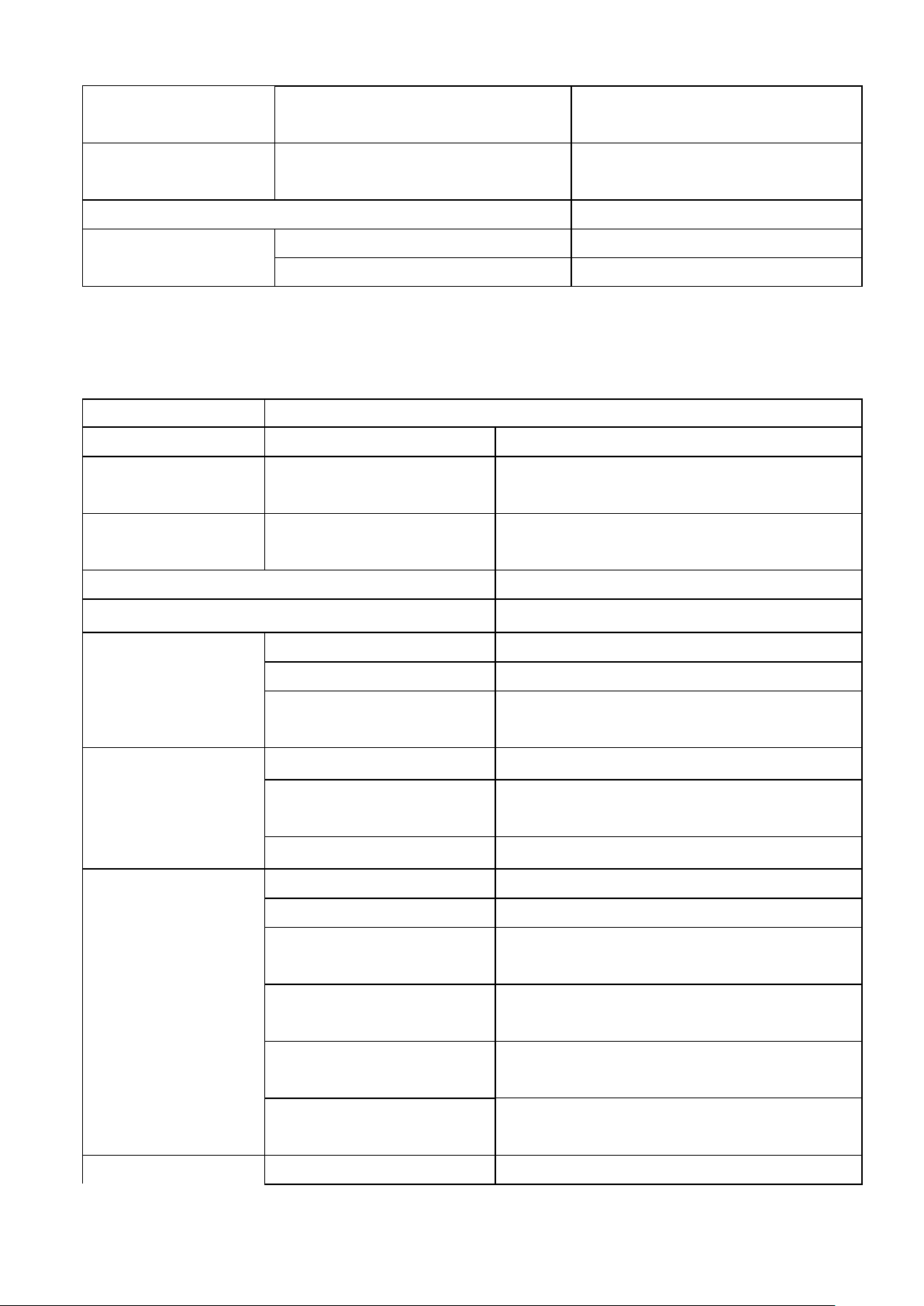
ОПИСАНИЕ
JPSG -2480
Размер стола 600x2000 мм
Макс. длина шлифования
Продольное шлифование
2050 мм
Макс. ширина шлифования
Поперечное шлифование
610 мм
Макс. расстояние ось шпинделя-стол
720 мм; 850 мм (опция)
Размеры стандартного магнитного стола
Продольное перемещение стола
Макс. ход гидравликой
2100 мм
Макс. ход вручную
2150 мм
Регулировка скорости перемещения стола
5-20 м/мин
Поперечное перемещение салазок
Шаг автоматической подачи
1-25 мм
Макс. автоматическое перемещение
660 мм
Вертикальная подача
шлифовальной бабки
Автоматическая подача
0,001-0,05 мм
Ступенчатая подача
0,001-0,05 мм
Скорость быстрого подъема
(прим.)
460 мм/мин
Скорость медленного подъема (прим.)
6 мм/мин
Перемещение за один оборот маховика
5 мм
Перемещение на одно деление нониуса
0,001 ммx1 /0,001 ммx2 /0,001 ммx4
Электродвигатель
Частота вращения
60 Гц, 1750 об/мин; 50 Гц, 1450 об/мин
ПРИМЕЧАНИЕ: Производитель станка оставляет за собой право изменять конструкцию, размеры, технические характеристики станка без предварительного уведомления потребителя.
Значения, приведенные в данной таблице, носят справочный характер.
9
Page 10
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
шпинделя
Мощность двигателя
Стандартный: 4Р - 7,5 кВт,
По спец. заказу: 4Р - 11,25 кВт;
4Р - 15 кВт;
4Р - 18,75 кВт.
Стандартный шлифовальный круг
Наруж. х Ш х отверстия
405 мм x 50 мм x 127 мм
Гидравлический привод
Мощность двигателя
6P - 5,625 кВт
Привод поперечной
подачи
Мощность двигателя
2 кВт
Привод скоростного
подъема
Мощность двигателя
2 кВт
Занимаемое пространство
5900х3500х2350
Вес
Вес нетто
10800 кг
Вес брутто
11800 кг
ОПИСАНИЕ
JPSG -24120
Размер стола 610x3000 мм
Макс. длина шлифования
Продольное шлифование
3050 мм
Макс. ширина шлифования
Поперечное шлифование
610 мм
Макс. расстояние ось шпинделя-стол
720 мм; 850 мм (опция)
Размеры стандартного магнитного стола
Продольное перемещение стола
Макс. ход гидравликой
3100 мм
Макс. ход вручную
3150 мм
Регулировка скорости перемещения
стола
5-20 м/мин
Поперечное перемещение салазок
Шаг автоматической подачи
1-25 мм
Макс. автоматическое перемещение
660 мм
Вертикальная подача
шлифовальной бабки
Автоматическая подача
0,001-0,05 мм
Ступенчатая подача
0,001-0,05 мм
Скорость быстрого подъема
460 мм/мин
Скорость медленного подъема
6 мм/мин
ПРИМЕЧАНИЕ: Производитель станка оставляет за собой право изменять конструкцию, размеры, технические характеристики станка без предварительного уведомления потребителя.
Значения, приведенные в данной таблице, носят справочный характер.
10
Page 11
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Перемещение за один оборот маховика
5 мм
Перемещение на одно деление нониуса
0,001 ммx1 /0,001 ммx2 /0,001 ммx4
Электродвигатель
шпинделя
Частота вращения
1450 об/мин
Мощность двигателя
Стандартный: 4Р - 7,5 кВт,
По спец. заказу: 4Р - 11,25 кВт;
4Р - 15 кВт;
4Р - 18,75 кВт.
Стандартный шлифовальный круг
Наруж. х Ш х отверстия
405 ммx 50 ммx 127 мм
Гидравлический привод
Мощность двигателя
6P - 5,625 кВт
Привод поперечной
подачи
Мощность двигателя
2 кВт
Привод скоростного
подъема
Мощность двигателя
2 кВт
Занимаемое пространство
Вес
нетто
14200 кг
брутто
15200 кг
ПРИМЕЧАНИЕ: Производитель станка оставляет за собой право изменять конструкцию, размеры, технические характеристики станка без предварительного уведомления потребителя.
Значения, приведенные в данной таблице, носят справочный характер.
11
Page 12
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
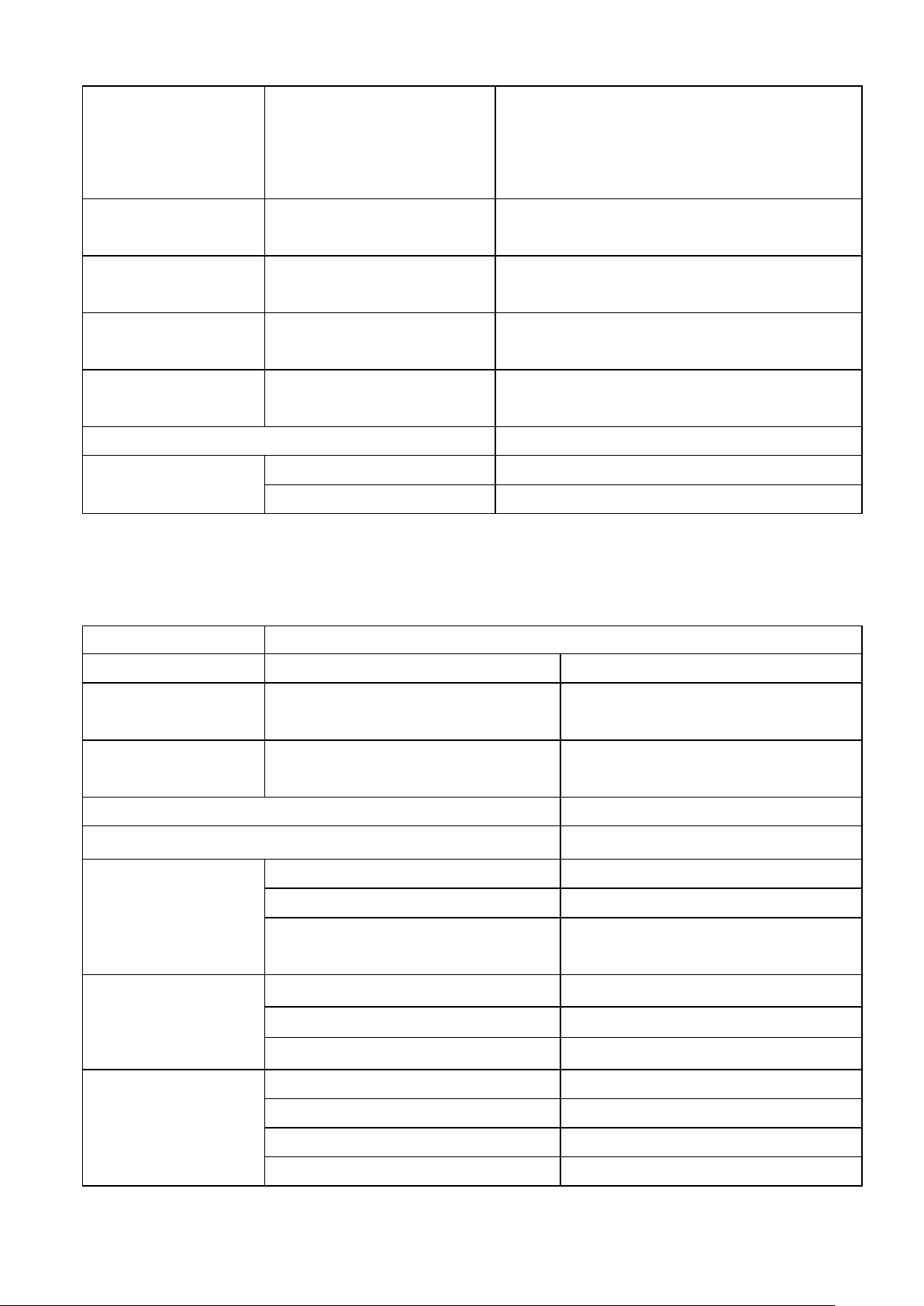
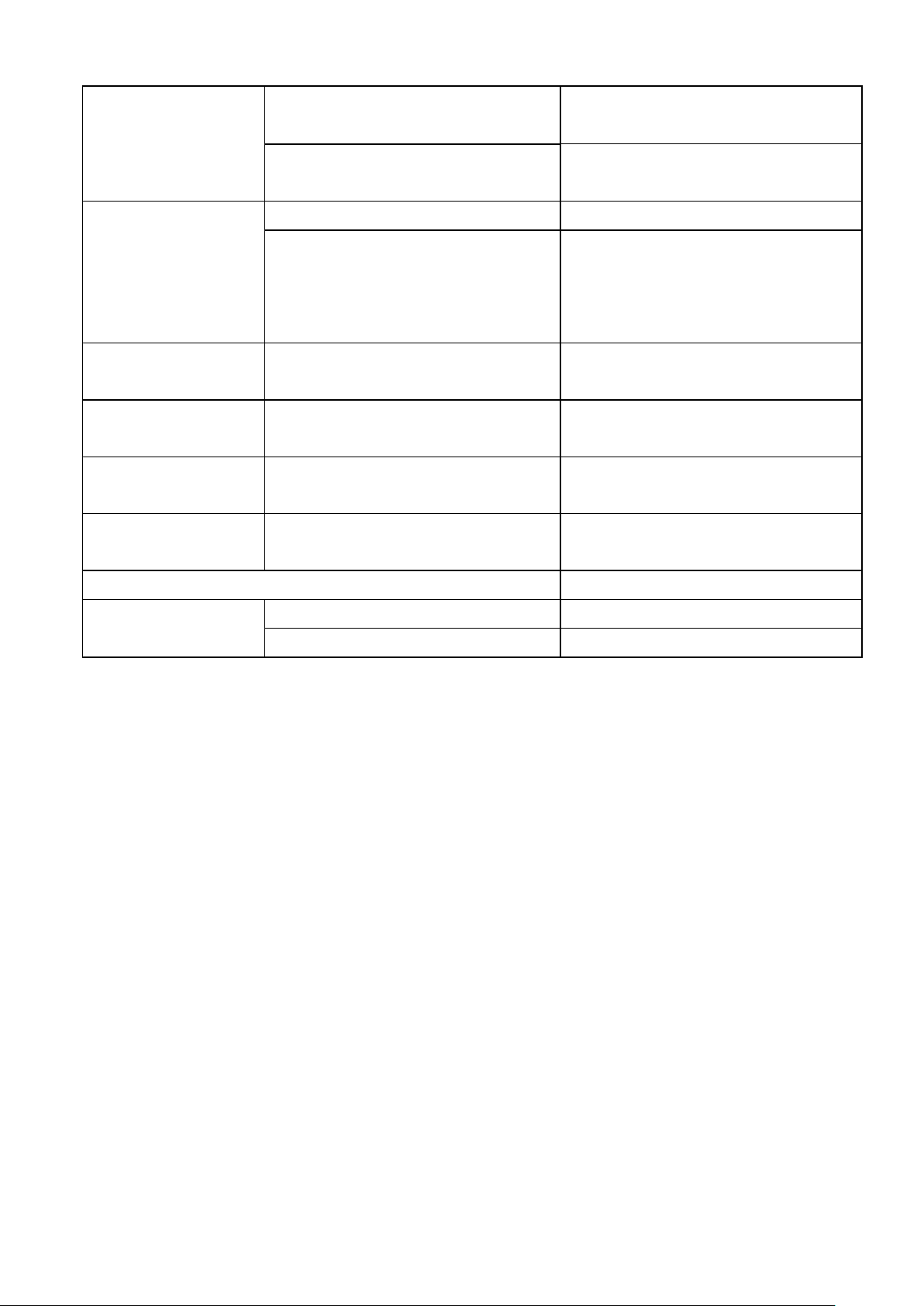
№
п/п
НАИМЕНОВАНИЕ
№
п/п
НАИМЕНОВАНИЕ
1
Система охлаждения
12
Гибкая защита вертикальных направляющих
2
Масляный бак
13
Защита двигателя
3
Гибкая защита поперечных
направляющих
14
Электрический шкаф
4
Устройство охлаждения масла
15
Гибкий шланг
5
Насосная станция
16
Клапан регулировки скорости продольного перемещения стола с ручным упрвлением
6
Гибкая защита продольных
направляющих
17
Клапан регулирования скорости продольной
подачи
7
Защитный экран
18
Консоль панели управления
8
Стол
19
Основание
9
Защита шлифовального круга
20
Устройство подачи СОЖ
10
Панель управления
21
Шпиндельная бабка
11
Защитный экран
22
Колонна
2.3 ОСНОВНЫЕ УЗЛЫ СТАНКА
2.3.1 МОДЕЛЬ 2480TD
12
Page 13
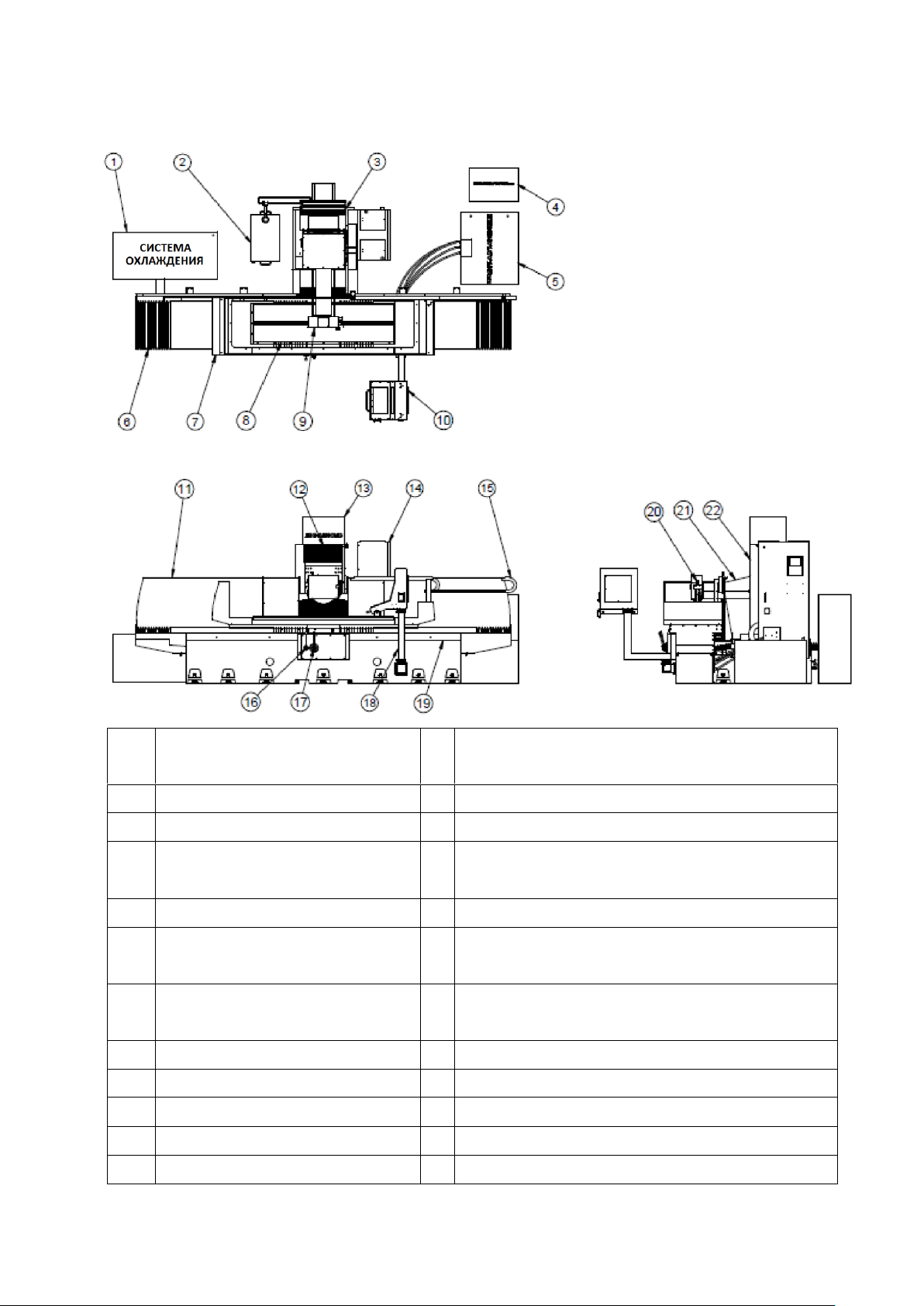
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
РАЗМЕР
МОДЕЛЬ
A B C D E F G H I
J
2448
3994
2500
747
747
3159
2200
2015
367
2131
2493,5
2460
4594
3100
2480
5594
4100
24120
7594
6100
2.4 НЕОБХОДИМАЯ ПЛОЩАДЬ
2.4.1 ДЛЯ МОДЕЛЕЙ СЕРИИ 24 TD
Требуется отвести под размещение станка место, размеры которого должны быть больше указанных в таблице значений.
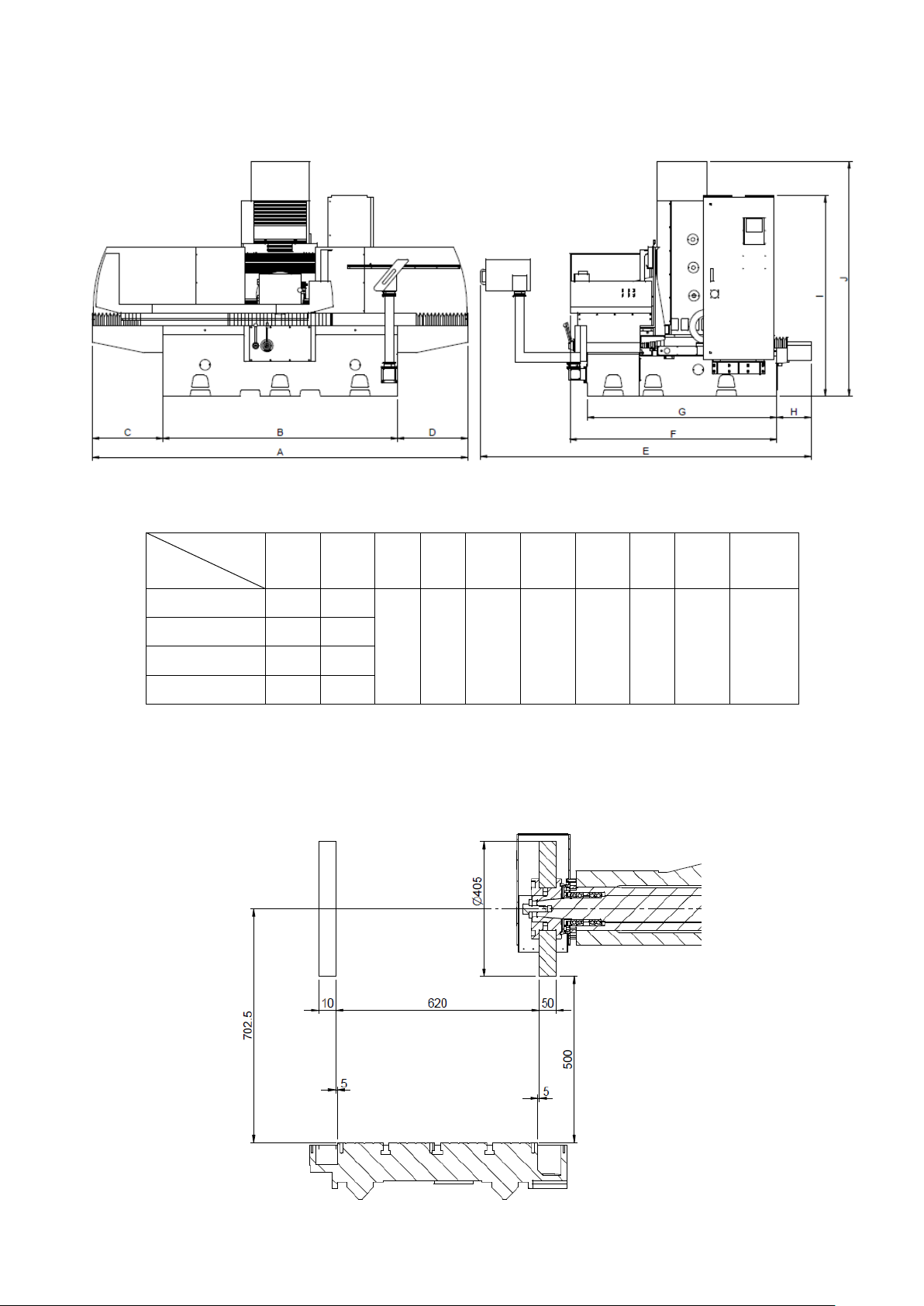
2.5 МАКСИМАЛЬНЫЙ РАЗМЕР ШЛИФУЕМОГО ИЗДЕЛИЯ
2.5.1 ДЛЯ МОДЕЛЕЙ СЕРИИ 24 TD
Единицы измерения: мм
13
Page 14
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Модель TD
2448
2460
2480
24120
(1). Макс. ш ирина шлиф ования
(мм)
600
600
600
600
(2). Макс. высота шлифования (мм)
465
465
465
465
(3). Макс. ход стола ( мм)
1300
1600
2100
3100
(4). Макс. нагр узк а на стол (кг )
1250
1450
1800
2100
(5). Разме ры магнитного стол а
(мм)
600x1200
600x1500
600x2000
600x3000
ПРИМЕЧАНИЕ: максимальная нагрузка на стол приведена без учета веса магнитного стола.
2.6 КОМПЛЕКТУЮЩЕЕ ОБОРУДОВАНИЕ
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ:
Ящик с инструментом ---------------1 комплект
Гайка для демонтажа
шлифовального круга ---------------1 комплект
Балансировочная оправка ------------------1 шт.
Шлифовальный круг --------------------------1 шт.
Фланец шлифовального круга ------------1 шт.
Краска для подкраски ---------1 банка каждого
Алмазный карандаш для правки круга -1 шт.
Автоматическая система смазки -1 комплект
Защитный экран -------------------------------1 шт.
3. ПЕРЕМЕЩЕНИЕ СТАНКА
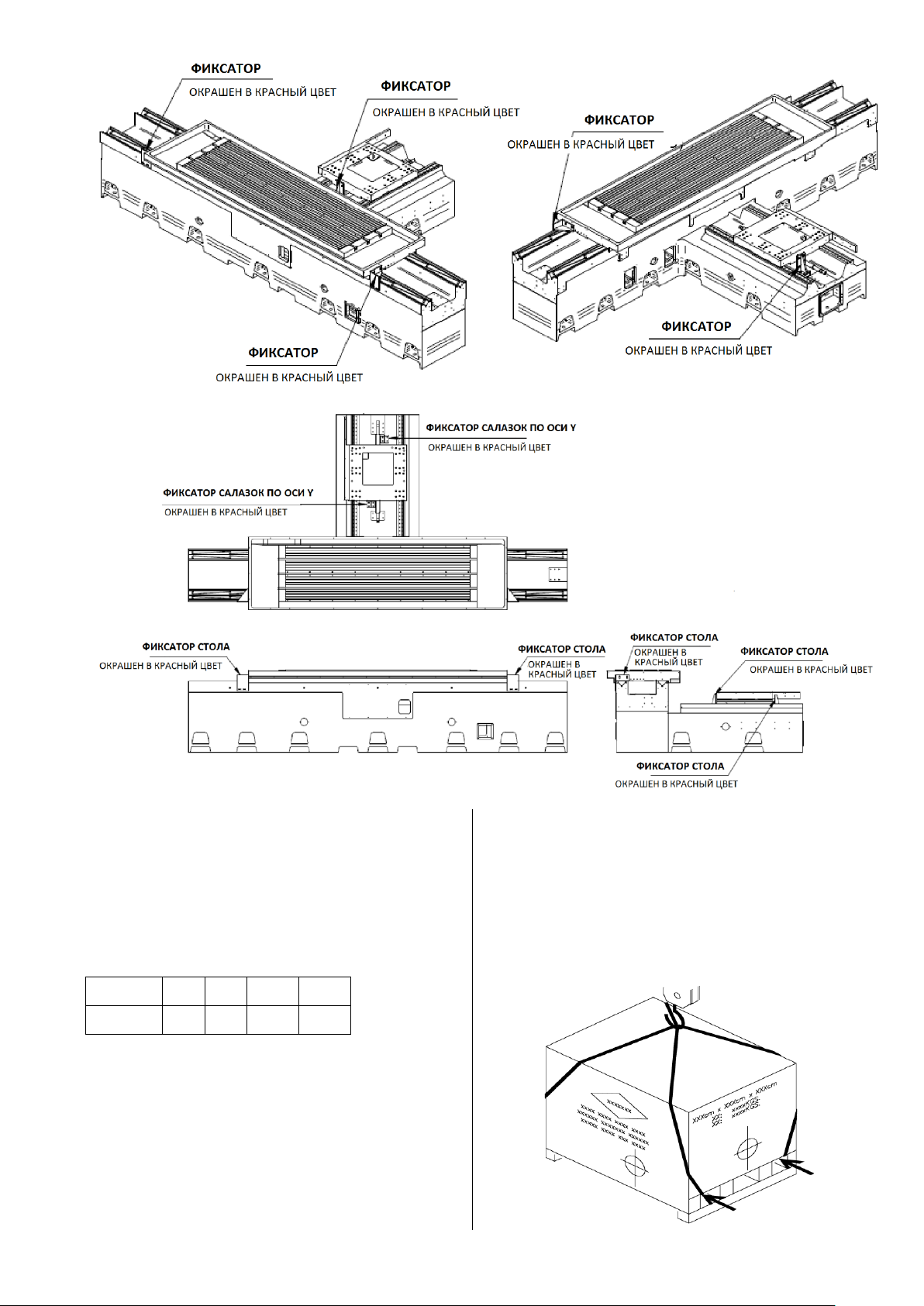
3.1 ФИКСАЦИЯ СТАНКА
Перед отгрузкой и перемещением станка
все подвижные его части были полностью
зафиксированы.
Детали L-образной формы применяются для
фиксации стола и салазок. Салазки также
прикреплены к станине с помощью фиксаторов. Способ фиксации показан на рисунке
ниже.
Когда станок установлен на нужное место,
необходимо снять все фиксаторы. Сохраняйте фиксаторы в специально отведенном
месте для дальнейшего использования.
14
Page 15
МОДЕЛЬ
2448
2460
2480
24120
ВЕС (кг)
6800
8200
10800
14200
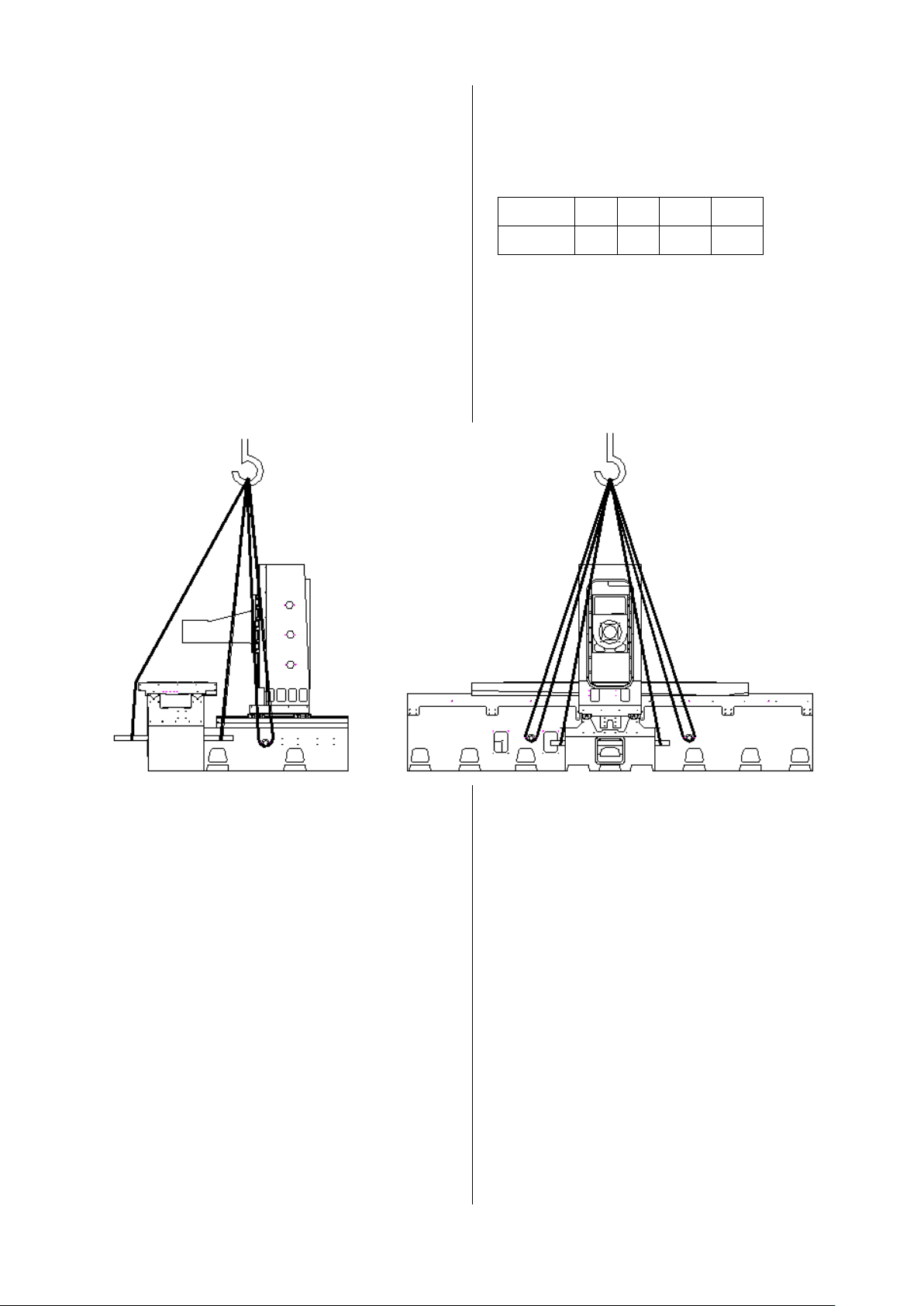
3.2 ПОДЪЕМ СТАНКА КРАНОМ
3.2.1 ПОДЪЕМ СТАНКА В УПАКОВКЕ
Вес упакованного станка (вес брутто) указан
на упаковке. В таблице ниже приводятся
справочные данные относительно веса
станка:
При использовании крана для подъема
станка, убедитесь, что его грузоподъемность
превосходит вес станка, указанный в таблице выше.
Грузоподъемность стальных канатов, используемых для подъема станка, должна
превышать вес станка, указанный в таблице
выше. Также следует проверить канаты на
предмет повреждений.
Как показано на рисунке ниже, необходимо
провести стальные канаты под дном упаковки и закрепить их на крюке крана.
Page 16
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
МОДЕЛЬ
2448
2460
2480
24120
ВЕС (кг)
6800
8200
10800
14200
При подъеме упакованного станка следите,
таблице ниже. Также следует проверить ка-
чтобы станок сохранял равновесие.
В процессе подъема соблюдайте технику
безопасности!
3.2.2 ПОДЪЕМ СТАНКА БЕЗ УПАКОВКИ
При использовании крана для подъема
станка, убедитесь, что его грузоподъемность
превосходит вес станка, указанный в таблице ниже. Грузоподъемность стальных
канатов, используемых для подъема станка,
должна превышать вес станка, указанный в
наты на предмет повреждений.
В таблице ниже приведен вес станка для
справок:
Как показано на рисунке ниже, проденьте
два конца стального каната через
рым-болты. Затем подвесьте канат за его
середину на крюк крана (требуется два
стальных каната).
При подъеме станка используйте ветошь
или картон, чтобы исключить контакт окрашенных поверхностей станка со стальными
канатами.
При подъеме станка без упаковки следите,
чтобы станок сохранял равновесие.
В процессе подъема соблюдайте технику
безопасности!
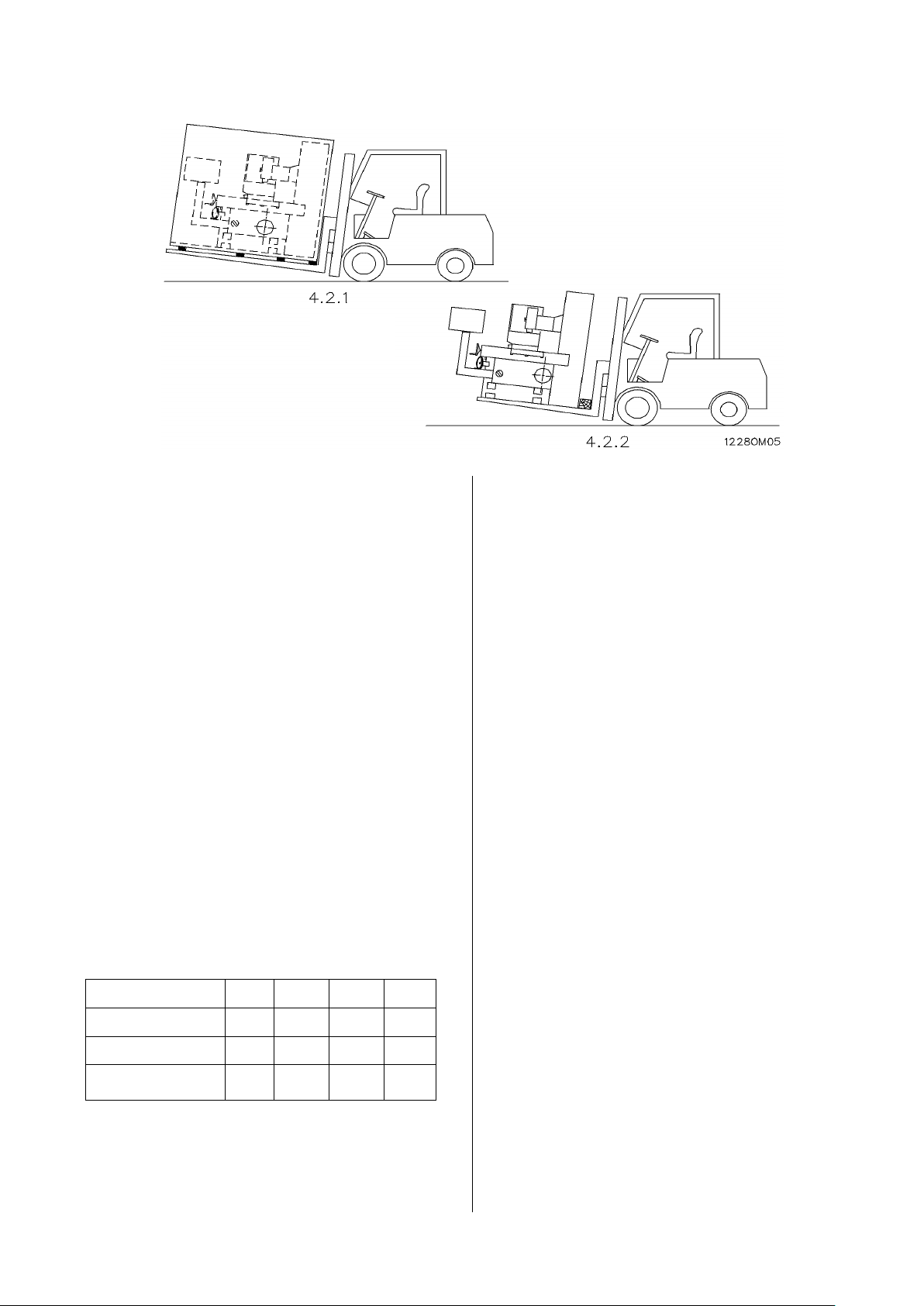
3.3 ПЕРЕМЕЩЕНИЕ СТАНКА ВИЛОЧНЫМ
ПОГРУЗЧИКОМ
ПЕРЕМЕЩЕНИЕ СТАНКА В УПАКОВКЕ
Центр тяжести станка указан на упаковке.
При подъеме станка в упаковке вилочным
погрузчиком убедитесь, что центр тяжести
станка расположен по центру. Если Вы перемещаете станок, убедитесь, что вилы
погрузчика выступают за центр тяжести
станка на 50 см.
Вес упакованного станка (вес брутто) указан
на упаковке. Также вес станка можно узнать
в разделе 3.2.
Грузоподъемность подъемного оборудования должна превышать вес груза, указанный
на упаковке. Предполагается, что груз не
будет подниматься на высоту более 12 см от
пола. При перемещении станка его следует
правильно разместить на вилочном погрузчике, как показано на рисунках ниже. Также
следите за устойчивостью станка и его цен-
16
Page 17
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
МОДЕЛЬ
2448
2460
2480
24120
Длина (мм)
4050
4650
5650
7850
Ширина (мм)
3550
3550
3550
3550
Высота (мм)
2500
2500
2500
2500
тром тяжести.
3.3.2 ПОДЪЕМ СТАНКА БЕЗ УПАКОВКИ
Грузоподъемность подъемного оборудования должна превышать вес станка.
Предполагается, что груз не будет подниматься на высоту более 12 см от пола.
Станок следует правильно расположить на
вилочном погрузчике, как показано на рисунке выше. Убедитесь, что вилы хорошо
поддерживают станину станка, и она достаточно устойчива.
Вес станка можно узнать в разделе 3.2.
4. МОНТАЖ СТАНКА
4.1 РАЗМЕЩЕНИЕ СТАНКА
4.1.1 ЗАНИМАЕМОЕ ПРОСТРАНСТВО
Размеры пространства, необходимого
для размещения станка каждой модели
няйте фиксаторы в специально отведенном
месте для дальнейшего использования при
перемещении станка.
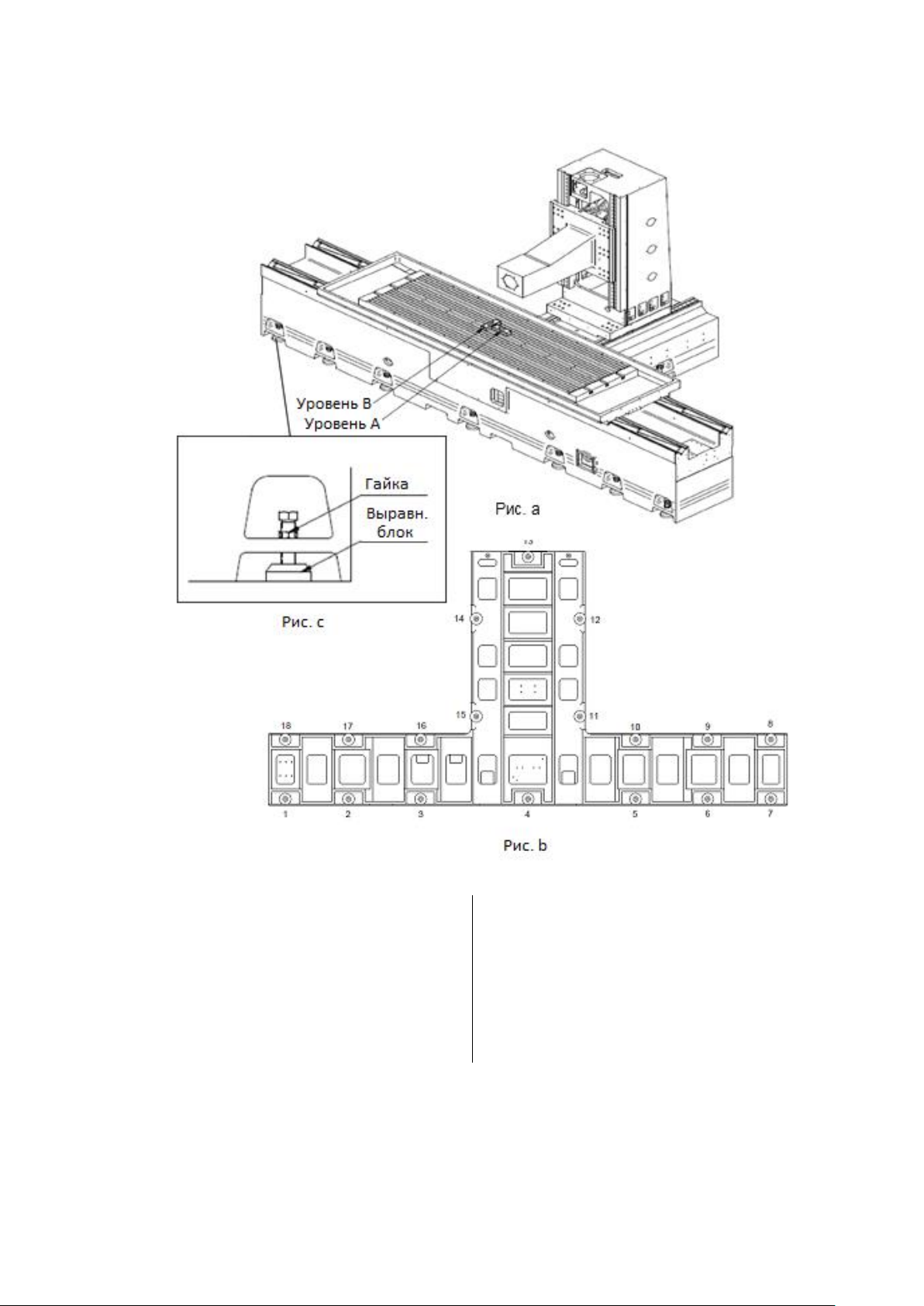
4.2 ВЫСТАВЛЕНИЕ УРОВНЯ СТАНКА
Тщательно очистите стол, затем поместите
на стол два точных уровня (А, В), показанные на рисунке ниже (а).
Отрегулируйте винты под станиной станка
так, чтобы смещение пузыря уровня (В) не
превышало 0,02 /1000 мм. Смотрите рисунок ниже (b).
Отрегулируйте винты (18, 8) так, чтобы
смещение пузыря уровня (А) не превышало
0,02 /1000 мм. Смотрите рисунок ниже (а).
Снова проверьте, чтобы смещение пузыря
уровней (А, В) не превышало 0,02 /1000 мм.
указаны в таблице ниже:
4.1.2 СНИМИТЕ ФИКСАТОРЫ СО СТАНКА
Когда станок привезен на рабочую площадку,
необходимо снять все фиксаторы. Сохра-
Смотрите рисунок ниже (а).
Затяните гайки (6) на регулировочных винтах (18, 13, 8), как показано на рисунке ниже
(с).
Затяните два вспомогательных винта для
выравнивающих винтов (1, 2, 3, 4, 5, 6, 7, 9,
10, 11, 12, 14, 15, 16, 17) (Рис. b) пока они не
коснутся выравнивающего блока (Рис. c).
Затем затяните гайки. Работы по выставле-
17
Page 18
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
нию уровня станка закончены.
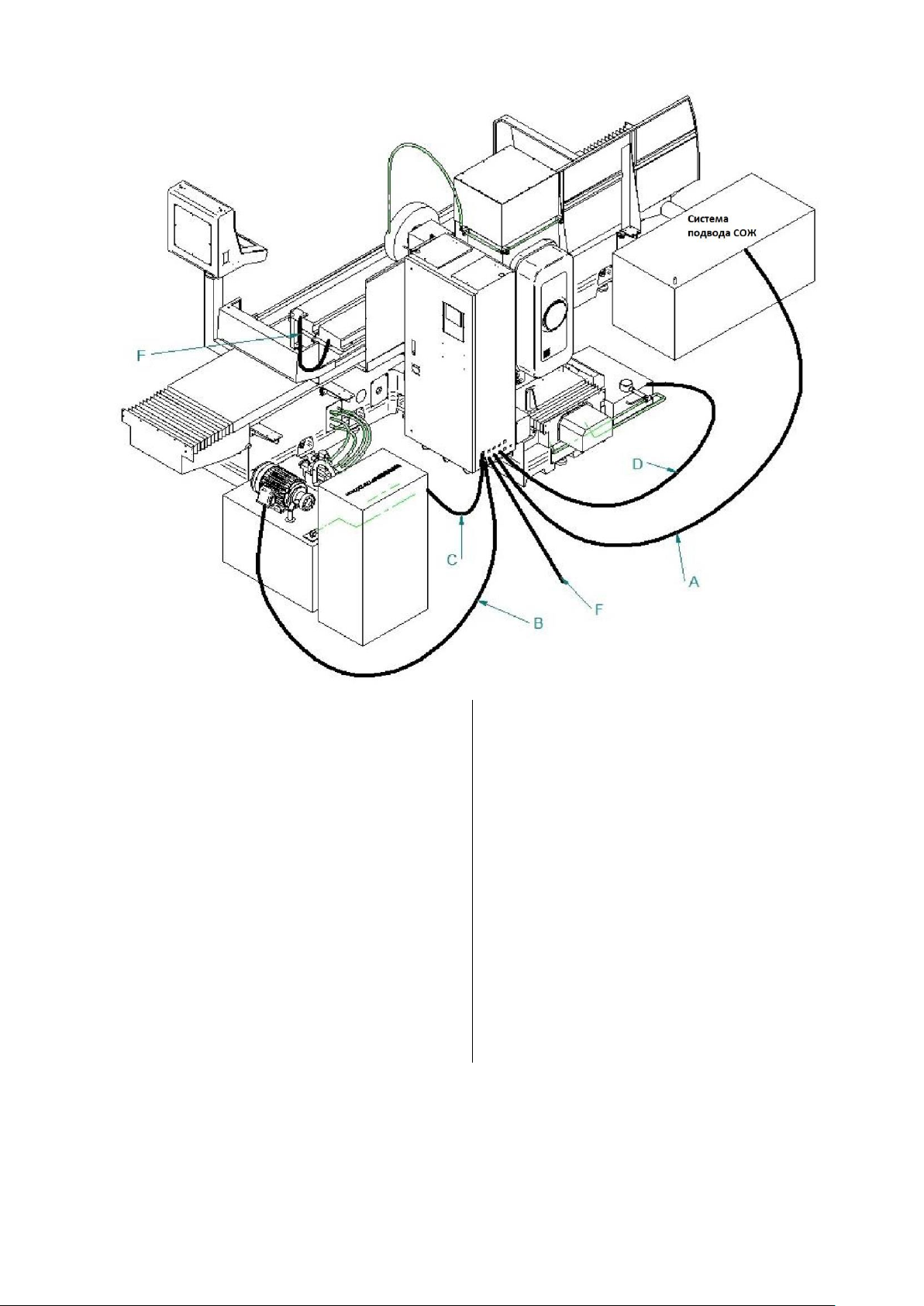
4.2 УСТАНОВКА ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ ПРОДОЛЬНОЙ ПОДАЧИ
Расположите масляный бак гидросистемы с
правой стороны станка, как показано на рисунке ниже. Подсоедините масляные шланги
(А, В) к масляному баку гидросистемы.
Подсоедините питающий шнур гидравлической системы к электрическому шкафу.
Заполните бак маслом на 80-85 % объема
бака (уровень масла по шкале D от 3/8 до
4/5).
18
Page 19
ФИРМА
МАРКА
ФИРМА
МАРКА
SUN
SUNVIS
916
SHELL
TELUS
32
SHOWA
A-R32
MOBIL
D.T.E 24
ESSO
NUTO H32
TEXACO
LUBE
TAC #2
BP
EVERGOL
HLP 32
ARAL
VITAM
GF 32
4.3.2 ПРИМЕЧАНИЯ
Емкость бака гидросистемы составляет 500
литров.
Замените масло по прошествии первых трех
месяцев с момента начала эксплуатации
станка (при загрузке 8 часов в день). В
дальнейшем меняйте масло раз в полгода.
Периодически проверяйте давление насоса
в насосной станции. Нормальное давление
находится в диапазоне 11-14 кг/см2.
Очищайте экранный фильтр в баке гидросистемы раз в полгода.
4.3.3 РЕКОМЕНДАЦИИ ПО ВЫБОРУ
МАСЛА ДЛЯ ГИДРАВЛИЧЕСКОЙ СИСТЕМЫ
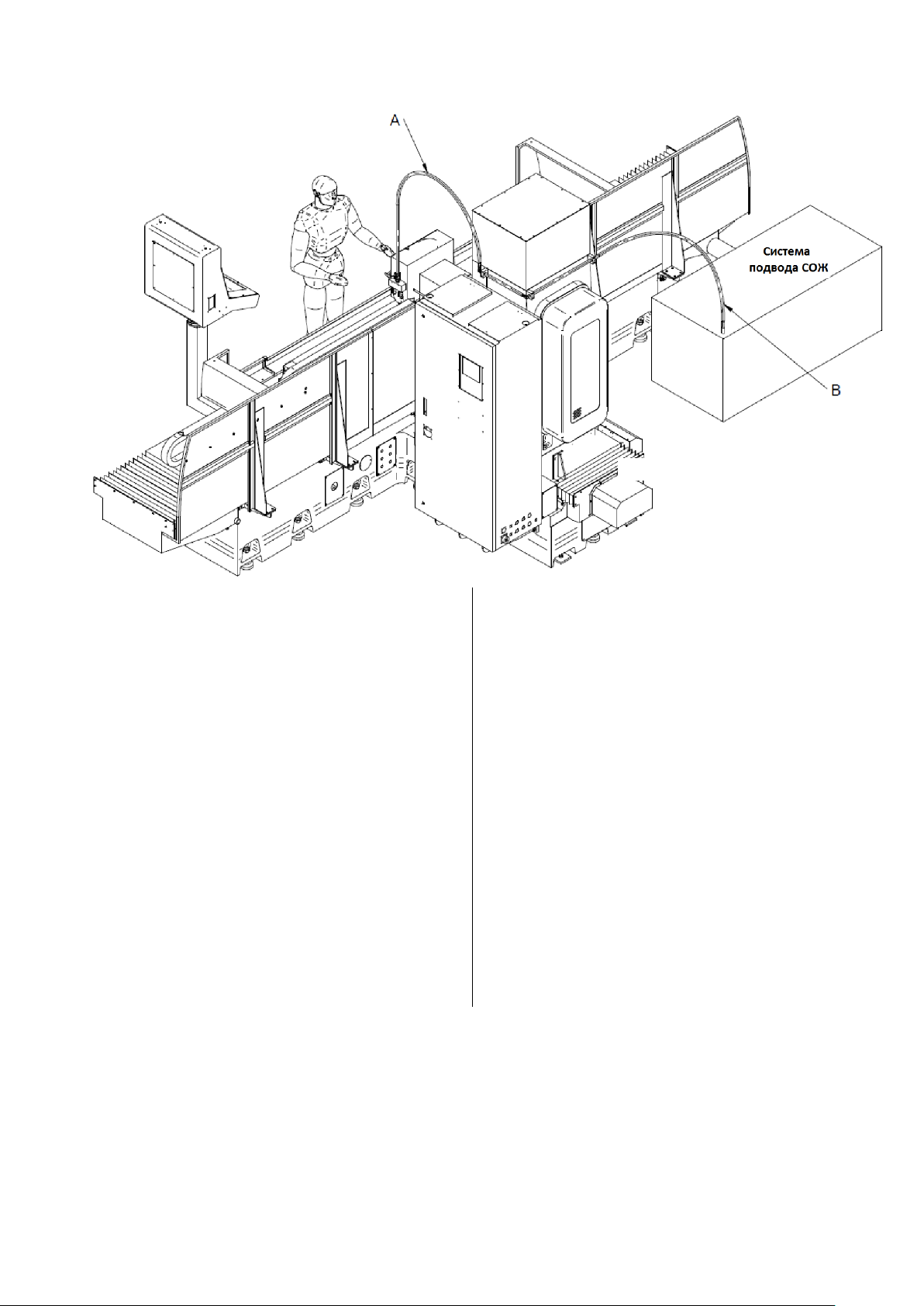
4.4 ПОДКЛЮЧЕНИЕ СИСТЕМЫ ПОДВОДА
СОЖ
4.4.1 РАЗМЕЩЕНИЕ И УСТАНОВКА СИСТЕМЫ ПОДВОДА СОЖ НА СТАНКАХ
СЕРИИ 24 TD
Перед подсоединением шлангов для подвода СОЖ (А, В) установите бак с
охлаждающей жидкостью слева от станка.
Направляющая втулка бака с охлаждающей
жидкостью должна находиться на одной
линии с каналом отвода СОЖ, как показано
на рисунке ниже.
ШЛАНГ А: подвижный шланг следует подсоединить к шаровому клапану сопла и к
соединителю на колонне станка.
ШЛАНГ В: направляющий шланг системы
охлаждения следует подключить к соединителю, расположенному в нижней части
колонны станка, и к выпускному отверстию
насоса.
Page 20
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
4.4.2 ПРИМЕЧАНИЯ ПО ЭКСПЛУАТАЦИИ
СИСТЕМЫ ПОДВОДА СОЖ
Используемые СОЖ должны соответствовать санитарным требованиям и
требованиям техники безопасности, не
причинять вреда здоровью персонала.
Выбирайте подходящую СОЖ для каждого
вида обрабатываемого материала и типа
шлифовального круга для осуществления
наиболее эффективного шлифования.
(Проконсультируйтесь с поставщиком масел
в Вашем регионе).
Отношение концентраций СОЖ и воды в
смеси может отличаться у разных поставщиков. Эту информацию можно получить у
поставщика масел. (Обычно отношение
концентрации СОЖ к концентрации воды в
смеси составляет 1:25-40).
Залейте смесь СОЖ и воды в бак.
Периодически меняйте СОЖ. Периодичность замены должна соответствовать
инструкциям поставщика масел. Следите,
чтобы СОЖ всегда была чистой для
обеспечения превосходного качества шлифования.
4.4.3 ОБЪЕМ БАКА СОЖ
Система подвода СОЖ с автоматической
подачей бумаги: 160 литров.
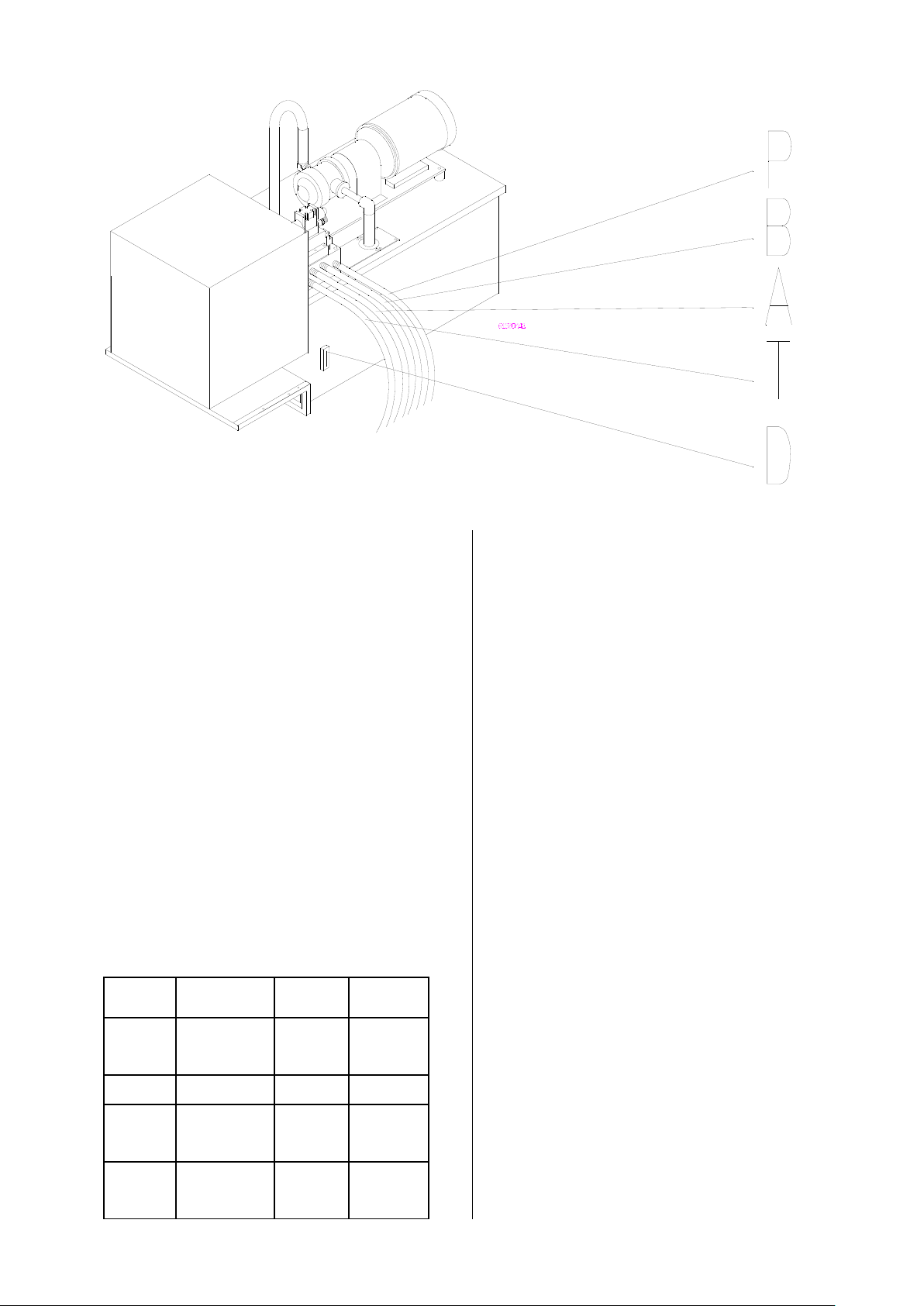
4.5 ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОСЕТИ
20
Page 21
инструкция по эксплуатации станка JET серии JPSG-xxxxТD
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
A Питающий провод для системы подвода
СОЖ и пылеулавливающей установки.
B Питающий провод для гидросистемы.
CПитающий провод для системы подвода
СОЖ.
D Питающий провод для системы смазки.
F Питающий провод для магнитного стола.
Главные питающие провода станка следует
подключить к источнику питания с соответствующим напряжением. Требуется
проверить главные провода на предмет
подключения к соответствующим разъемам.
После подключения питающих проводов
включите силовой выключатель, чтобы
проверить направление вращения электродвигателя – по часовой стрелке или нет.
Если нет, необходимо поменять любые два
из трехфазных питающих проводов (L1, L2,
L3).
5. РАБОТА НА СТАНКЕ
5.1 МОНТАЖ, ДЕМОНТАЖ И БАЛАНСИ-
РОВКА ШЛИФОВАЛЬНОГО КРУГА
5.1.1 МОНТАЖ И ДЕМОНТАЖ ШЛИФО-
ВАЛЬНОГО КРУГА
21
Page 22
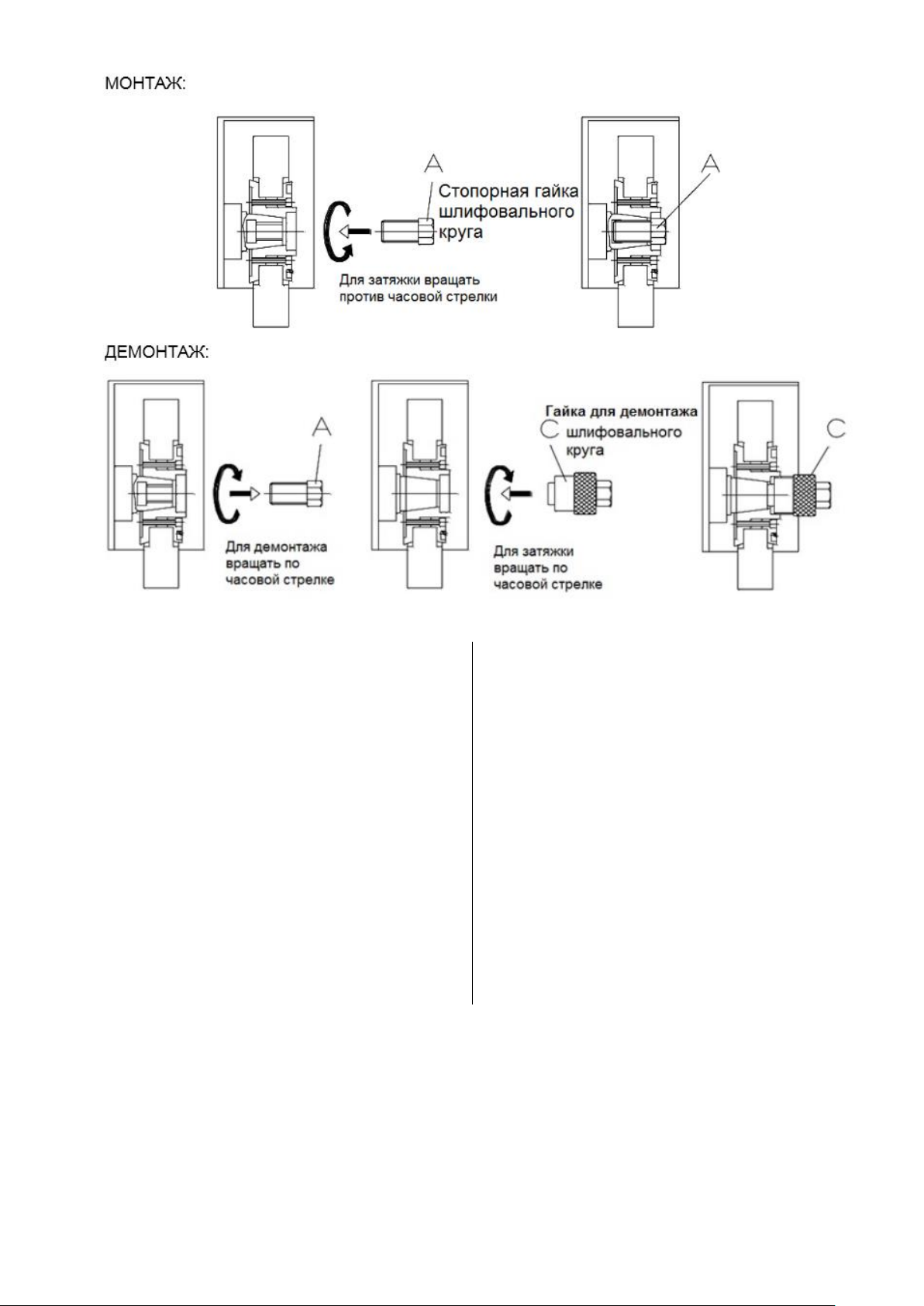
Гайка для демонтажа применяется для
монтажа/демонтажа шлифовальных кругов с
фланцем.
Перед монтажом шлифовального круга
необходимо проверить его состояние, очистить поверхности конуса шпинделя и
конусного отверстия фланца. Установите
шлифовальный круг на шпиндель, затем
затяните стопорную гайку (А) шлифовального круга, вращая ее против часовой
стрелке (воспользуйтесь гаечным ключом
для незначительной затяжки, т.к. стопорная
гайка (А) затянется сильнее, когда шпиндель
начнет вращаться по часовой стрелке).
Перед демонтажом шлифовального круга с
фланцем необходимо открутить стопорную
гайку (А). Вкрутите гайку для съема шлифовального круга (С) во фланец, пока она
не коснется шпинделя, затем воспользуйтесь гаечным ключом для закручивания ее
по часовой стрелке, что позволит снять
фланец со шпинделя. Теперь можно снять
шлифовальный круг.
5.1.2 БАЛАНСИРОВКА ШЛИФОВАЛЬНОГО
КРУГА
Page 23

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
СПОСОБ БАЛАНСИРОВКИ ШЛИФОВАЛЬНОГО КРУГА
Установите стенд для балансировки на
устойчивую поверхность. Воспользуйтесь
точным уровнем, чтобы отрегулировать выравнивание направляющих стенда по
горизонтали.
Установите шлифовальный круг на стенд
для балансировки и дайте ему свободно
покататься вдоль направляющих, чтобы
определить нахождение его центра тяжести
“W”. Пометьте это место мелом.
Установите балансировочный груз (С) на
противоположной стороне от центра тяжести “W”. Проверните шлифовальный круг на
90° и определите, что тяжелее: “W” или “С”.
Вращайте шлифовальный круг, пока точки
“C” и “W” не окажутся в горизонтальном положении, затем проверьте, какая из точек
тяжелее. Если тяжелее точка “W”, устанавливайте два балансировочных грузика (K)
способом равных углов ближе к точке “C”
(более легкая) до тех пор, пока точки “C” и
“W” не окажутся в равновесии.
ПРИМЕЧАНИЕ:
Для получения обработанной поверхности с
низкой шероховатостью важно регулярно
проверять шлифовальный круг и периоди-
чески производить его балансировку.
Установите два балансировочных груза (K)
на той же окружности, что и “C”, под равными углами относительно груза “C”.
Выберите шлифовальный круг, соответ-
ствующий материалу заготовки и
произведите его балансировку.
23
Page 24

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
рандаша под углом 5-10˚ от оси шпинделя.
5.1.3 ПРАВКА ШЛИФОВАЛЬНОГО КРУГА
Правка шлифовального круга алмазным
карандашом производится в случае скопления продуктов шлифования (шлама) на
поверхности шлифовального круга или если
поверхность круга неровная.
Установка приспособления для правки
должна обеспечивать наклон алмазного ка-
Когда алмазный карандаш притупится, по-
верните его под углом 90°, как показано на
рисунке ниже.
Не давайте большую глубину врезания за
один проход. Правильный способ правки:
начинать правку от центра шлифовального
круга к краям.
Рекомендуемая скорость правки:
F – скорость поперечной подачи (мм/мин);
d – диаметр шлифовального круга (мм);
N – частота вращения шлифовального круга (об/мин).
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА
Тип абразива должен соответствовать материалу обрабатываемой детали.
Шероховатость получаемой поверхности
детали определяется зернистостью абразива. (Например, зернистость 46, 60, 80, 100,
120, 150, 200 и т.д.) Чем больше зернистость,
тем ниже шероховатость обработанной по-
верхности с эффектом полирования.
Для обработки твердых материалов загото-
вок предполагается использование
шлифовальных кругов с мягким типом
24
Page 25

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
связки. Например, “H”. Для мягкого матери-
ПРИЗМА
ала требуется использование
шлифовального круга с твердым типом
связки: распространенные типы связок “H, I,
J,K”.
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА ДЛЯ
ШЛИФОВАНИЯ БЕЗ ОХЛАЖДЕНИЯ И С
ПРИМЕНЕНИЕМ СОЖ: связка шлифовального круга для шлифования без охлаждения
должна быть мягкой с пористой структурой;
связка шлифовального круга для шлифования с применением СОЖ должна быть
увеличена на одну ступень твердости, пористость должна быть уменьшена на одну
ступень.
Для осуществления фасонного шлифования
твердость шлифовального круга должна
быть выше, зернистость мелкая, пористость
В общем случае, данный тип заготовок
имеет достаточную площадь поперечного
сечения для закрепления с помощью маг-
нитного стола. Других приспособлений для
закрепления не требуется. Ниже приведены
инструкции по закреплению:
Удалите все заусенцы на параллельных
поверхностях заготовки.
Воспользуйтесь мелкозернистым точильным
камнем для удаления заусенцев и задиров
на поверхностях магнитного стола.
Используйте мягкую хлопчатобумажную ве-
тошь для очистки следов от пальцев на
поверхности магнитного стола. Также уда-
лите любые мелкие загрязнения и пыль.
Положите на стол тонкую бумагу, размер
которой превышает размеры заготовки.
низкая.
При выборе шлифовального круга для других сфер применения за дополнительной
информацией обратитесь к производителю
шлифовальных кругов.
5.2 ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ
Для достижения высокой точности шлифования одним из важных требований
является правильное жесткое закрепление
заготовки. Способ правильного закрепления
заготовки зависит от ее размера, формы и
материала. Принципиально заготовки классифицируются по четырем типам: плоские
заготовки (плита или призма), тонкие заготовки, короткие с малой площадью
обработки и заготовки из немагнитных ма-
Положите заготовку на бумагу и установите
ее на вставке стола.
Если заготовка незначительно сдвигается по
поверхности стола, во избежание сдвигов
следует положить под нее тонкую подложку.
Если установить подложку затруднительно,
то при увеличении магнитного поля стола
заготовка будет зафиксирована. Однако при
размагничивании стола заготовка снова
может сдвигаться.
Поднимите рычаг в положение подключения
для увеличения магнитного поля.
Попробуйте сдвинуть заготовку вручную,
чтобы проверить прочность ее закрепления
на магнитном столе.
5.2.2 ТОНКАЯ ЗАГОТОВКА
териалов.
Указания по закреплению различных типов
заготовок приведены ниже:
5.2.1 ПЛОСКАЯ ЗАГОТОВКА – ПЛИТА ИЛИ
Используйте соединительную плиту
Обычно тонкая заготовка удерживается
магнитным проводящим блоком. Так как
тонкая заготовка может деформироваться
при воздействии мощного магнитного потока
25
Page 26

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
стола, точная полярность соединительной
Проверьте заготовку на предмет прочного
плиты позволит ослабить магнитный поток,
входящий в заготовку. Это обеспечит прочное закрепление тонкой заготовки для
осуществления шлифования. Кроме того,
будет уменьшена деформация заготовки,
обусловленная мощным магнитным потоком.
Инструкции по использованию соединительной плиты для закрепления заготовки:
Тщательно проверьте поверхности магнитного стола на наличие заусенцев, затем
воспользуйтесь точильным камнем для их
удаления.
Тщательно очистите поверхности магнитного стола.
Выберите магнитный проводящий блок,
подходящий под размеры магнитного стола.
закрепления.
5.2.3 ТОНКИЕ МАЛЫЕ ЗАГОТОВКИ
ЗАКРЕПЛЕНИЕ ТОНКОЙ МАЛОЙ ЗАГО-
ТОВКИ
Этот тип заготовок следует устанавливать
на магнитной проводящей планке, это
предотвратит появление деформаций в за-
готовке из-за воздействия мощного
магнитного потока. Закрепите заготовку в
соответствии со следующими указаниями:
Смотрите пункты 1-6 в разделе 5.2.2.
Установите малую заготовку на магнитную
проводящую планку под углом 15-30°, как
показано на рисунке ниже. Это уменьшит
время контакта шлифовального круга с за-
готовкой. Также это может уменьшить
Очистите верхнюю и нижнюю поверхности
магнитного проводящего блока.
Положите тонкую бумагу в центре магнитного стола. Размер листа бумаги должен
превышать размеры магнитного проводящего блока.
Положите бумагу на магнитный проводящий
блок. Полярность блока должна совпадать с
полярностью стола. Учтите, что неправильное расположение блока может привести к
снижению удерживающей способности
приспособления.
Установите заготовку на магнитный проводящий блок и выровняйте ее. Если заготовку
можно сдвинуть, положите под нее тонкий
лист бумаги. Никогда не используйте немагнитные подложки, так как магнитный
нагревание шлифовального круга в каждом
направлении, что позволит избежать де-
формации заготовки.
Поднимите рычаг в положение подключения
для увеличения магнитного поля.
Проверьте заготовку на предмет прочного
закрепления.
ЗАКРЕПЛЕНИЕ КОРОТКОЙ МАЛОЙ ЗАГО-
ТОВКИ
Если короткая заготовка не опирается на три
магнитных вставки стола, это может приве-
сти к неполному закреплению. В этом
случае необходимо положить более тонкие
параллельные стальные полосы или бруски
в упор к торцам заготовки для ее опоры. Это
предотвратит проскальзывание заготовки во
время шлифования.
поток не сможет проникнуть в заготовку.
Поднимите рычаг в положение подключения
для увеличения магнитного поля.
26
Page 27

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Тонкая заготовка установлена на соединительную планку под углом.
5.2.4 ЗАГОТОВКИ ИЗ НЕМАГНИТНЫХ
МАТЕРИАЛОВ
Поскольку заготовки из немагнитных материалов не могут быть закреплены
посредством магнитного потока стола, следует применить другие способы
закрепления, описанные ниже.
Этот тип заготовок следует закреплять с
помощью тисков магнитного стола или
напрямую крепить на столе станка.
В зависимости от формы заготовки ее можно закрепить с помощью тисков или
двустороннего клеящего вещества
Заготовка может быть закреплена между
двумя тонкими параллельными металлическими полосами, установленными на
магнитном столе.
поверхности до нужной чистоты, затем до
нужного размера. Поэтому правильный вы-
бор шлифовального круга и способа
закрепления заготовки – это два важных
фактора при производстве плоского шли-
фования. Ниже приведен порядок действий
при плоском шлифовании:
Выберите подходящей шлифовальный круг
в зависимости от типа заготовки, затем
установите его на шпиндель станка.
При необходимости произведите баланси-
ровку и правку шлифовального круга.
Проверьте магнитный стол на предмет за-
усенцев и удалите их с помощью точильного
камня. Если стол сильно поцарапан, отпо-
лируйте его с помощью шлифовального
круга.
5.3 ПЛОСКОЕ ШЛИФОВАНИЕ
5.3.1 ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЙ
ПРИ ПЛОСКОМ ШЛИФОВАНИИ
Наиболее распространенной операцией,
выполняемой на шлифовальном станке,
является шлифование плоских поверхностей. Операция заключается в шлифовании
Удалите все заусенцы с поверхности заго-
товки.
Положите тонкий лист бумаги в центре маг-
нитного стола. Размер листа должен
превышать размеры заготовки.
Закрепите заготовку и увеличьте магнитное
поле стола.
Проверьте прочность закрепления заготов-
27
Page 28

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Шлифовальный круг заходит за край заготовки на 25 мм
с каждой стороны.
Нахлест между шлифовальным кругом и торцом
заготовки около 3 мм.
ки.
вальный круг примерно на 0,125 мм так,
Отрегулируйте положение концевого упора
перемещения стола таким образом, чтобы
центр шлифовального круга выступал за
край заготовки на 25 мм с обеих сторон.
Смотрите рисунок ниже (слева).
Настройте величину поперечной подачи.
Обычно величина подачи составляет
0,075-1,25 мм.
Отрегулируйте положение стола вручную
так, чтобы нахлест между стороной шлифовального круга и заготовкой составлял 3
мм, как показано на рисунке ниже (справа).
чтобы он не касался заготовки. Другой спо-
соб: включите шлифовальный станок, затем
отрегулируйте пусковой рычаг для запуска
возвратно-поступательного движения стола.
Осторожно опускайте шлифовальный круг,
пока он не коснется наиболее выступающей
точки заготовки, и не появятся искры.
Произведите ускоренную поперечную пода-
чу заготовки поперек торцу шлифовального
круга и проверьте, где находится наиболее
выступающая точка поверхности заготовки.
Опустите шлифовальную бабку на
0,05-0,125 мм для осуществления чернового
шлифования. Если глубина шлифования
слишком велика, нужно уменьшить скорость
подачи стола.
Убедитесь, что СОЖ поступает в достаточ-
ном количестве для очистки поверхности
шлифовального круга и охлаждения заго-
товки.
Настройте поперечную подачу для осу-
ществления чернового шлифования.
Убедитесь, что шлифовальный круг полно-
стью выходит за пределы заготовки.
Отрегулировать это следует до установки
глубины шлифования во избежание повре-
ждения поверхностей шлифовального круга.
Произведите несколько проходов чернового
шлифования, пока размер заготовки не бу-
дет почти равен нужному значению.
Произведите точную правку шлифовального
круга.
Воспользуйтесь правильной полосой для
снятия небольших фасок с обеих сторон
Включите шлифовальный станок. Осторожно опускайте шлифовальную бабку, пока
шлифовальный круг не коснется заготовки, и
не появятся искры. Поднимите шлифо-
шлифовального круга. Это уменьшит риски
от шлифовального круга на шлифованной
детали.
Опускайте шлифовальный круг, пока он не
коснется поверхности заготовки и не по-
28
Page 29

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
явятся искры. Затем снова опустите круг на
приведен ниже:
0,0125-0,025 мм для осуществления чистового шлифования.
Отрегулируйте скорость поперечной подачи
стола соответствующим образом, чтобы
получить нужную чистоту поверхности.
Произведите чистовое шлифование.
Без регулировки опускания, произведите
окончательную поперечную подачу путем
изменения направления поперечной подачи
на обратное, пока не исчезнут искры. Также
удостоверьтесь, что шлифовальный круг
полностью выходит за пределы заготовки.
Отключите подачу СОЖ, затем отключите
перемещение стола.
Дайте шлифовальному кругу повращаться
около 30 секунд для окончательного удаления СОЖ с круга. Остановите станок.
После окончания шлифования первой по-
верхности заготовки, вращайте маховик
поперечной подачи, чтобы отвести стол от
шлифовального круга. Не меняйте положе-
ние шлифовальной бабки и упора стола при
обратном ходе.
На боковой стороне магнитного стола ка-
рандашом отметьте положение заготовки.
Снимите заготовку с магнитного стола,
чтобы удалить все заусенцы.
Тщательно очистите магнитный стол и заго-
товку.
Измерьте толщину заготовки и определите
величину снимаемого слоя материала.
Положите на магнитный стол тонкий лист
бумаги, убедитесь, что толщина листа такая
же, как и при шлифовании первой поверхЕсли требуется произвести шлифование
только одной поверхности, отключите магнитное поле стола. Поднимите одну сторону
заготовки, чтобы снять магнитное поле, затем снимите заготовку во избежание
повреждения поверхности магнитного стола.
Если необходимо прошлифовать обратную
сторону заготовки, выполните шлифование
параллельной поверхности до нужного
размера в соответствии с приведенными
ниже указаниями.
5.3.2 ШЛИФОВАНИЕ ПАРАЛЛЕЛЬНОЙ
ПОВЕРХНОСТИ ЗАГОТОВКИ
После окончания шлифования первой поверхности можно использовать ее в
качестве базовой плоскости для шлифова-
ности.
Установите заготовку на магнитный стол,
руководствуясь карандашными отметками,
затем увеличьте магнитное поле стола.
Если после шлифования первой поверхно-
сти положение шлифовальной бабки
осталось неизменным, то можно произво-
дить черновое шлифование.
Произведите несколько проходов чернового
шлифования, пока допуск на размер заго-
товки по отношению к окончательному
размеру не составит 0,025 мм или 0,05 мм.
Сделайте правку шлифовального круга.
Произведите чистовое шлифование.
Снимите заготовку с магнитного стола, за-
тем измерьте ее толщину.
Очистите стол и заготовку. Снова установите
ния параллельной поверхности. Если
состояние шлифовального станка не изменилось, шлифование параллельной
поверхности на нужный размер будет произведено быстро и точно. Порядок действий
заготовку на магнитный стол.
Опускайте шлифовальную бабку для шли-
фования, пока не получите нужный размер
заготовки.
29
Page 30

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
5.4 ШЛИФОВАНИЕ БОКОВЫХ ПОВЕРХ-
соблюдать определенный порядок действий.
НОСТЕЙ ЗАГОТОВКИ
5.4.1 НАЗНАЧЕНИЕ ШЛИФОВАНИЯ БО-
КОВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ
Верхняя, нижняя, левая, правая, передняя и
задняя поверхности плоской или прямоугольной заготовки должны шлифоваться с
точным соблюдением перпендикулярности и
параллельности граней. Это значит, что при
шлифовании большой поверхности на
нужный размер четыре боковые грани заготовки, а также ее нижняя и верхняя грани
тоже должны быть прошлифованы с целью
соблюдения перпендикулярности и параллельности граней. Эти поверхности будут
использоваться в качестве базовых при
разметке и сверлении отверстий.
Обычно в первую очередь шлифуется
большая поверхность, затем поверхность
параллельная ей. Эти отшлифованные по-
верхности будут использоваться в качестве
базовых при шлифовании боковых граней.
5.4.4 ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ
Использование угловой пластины: самый
быстрый и наиболее удобный способ за-
крепления заготовки при шлифовании ее
боковых поверхностей и торцов – исполь-
зовать угловую пластину для прижима
отшлифованной поверхности. Это обеспе-
чит точное соблюдение перпендикулярности
граней. Если заготовка небольшая, то за
один установ можно обработать две смеж-
ные поверхности.
5.4.2 ПРИПУСКИ НА ШЛИФОВАНИЕ
Для любой поверхности, которую необходимо отшлифовать, требуется знать
припуски на обработку. Припуски позволят
удалить следы строгания и фрезерования, а
также отшлифовать поверхность на точный
размер. Чистота и точность поверхности
может изменяться в зависимости от метода
шлифования, поэтому требуемые припуски
на шлифование отличаются для разных
методов. В общем случае припуск на шлифование каждой поверхности должен
составлять как минимум 0,25 мм, что гарантирует удаление следов от предыдущей
обработки резанием и получение точной
перпендикулярности и параллельности поверхностей.
Прижим заготовки с помощью угловой пла-
стины:
Удалите все заусенцы с заготовки.
Тщательно очистите магнитный стол и уг-
ловую пластину.
Положите на магнитный стол тонкий лист
бумаги, размеры которого немного превы-
шают размеры угловой пластины.
Положите угловую пластину одной стороной
на магнитный стол, как показано на рисунке
ниже (слева). Число на заготовке показыва-
ет порядок шлифования.
Уприте заготовку в угловую пластину.
Установите заготовку таким образом, чтобы
отшлифованная поверхность уперлась в
угловую пластину, а одна из боковых или
торцевых поверхностей опиралась на маг-
5.4.3 ОЧЕРЕДНОСТЬ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ
Если необходимо отшлифовать все поверхности прямоугольной заготовки, следует
нитный стол.
Отрегулируйте положение заготовки так,
чтобы верхняя и одна из боковых сторон
выступали за пределы угловой пластины как
минимум на 12,5 мм. Если выполнить это
30
Page 31

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Заготовка прижата к угловой пластине
Обработка первой боковой поверхности
условие не получается, вставьте между
магнитным столом и нижней гранью заготовки плитку с параллельными гранями,
как показано на рисунке ниже (слева).
Удерживайте заготовку, чтобы она упиралась в угловую пластину, затем увеличьте
магнитное поле стола.
Для прижима заготовки к угловой пластине
используйте струбцины. Убедитесь, что положение струбцины не препятствует
движению шлифовального круга. Между
струбциной и заготовкой поместите мягкую
алюминиевую или бронзовую прокладку, что
позволит избежать повреждения отшлифованной поверхности струбциной.
Отключите магнитное поле стола. Не изменяя закрепленного положения заготовки,
установите основание угловой пластины на
магнитный стол, как показано на рисунке
ниже (справа).
Увеличьте магнитное поле стола. Пластина с
прижатой заготовкой будет закреплена на
магнитном столе.
При необходимости воспользуйтесь двумя
дополнительными струбцинами для закрепления заготовки с другой стороны во
избежание ее смещения во время обработки.
5.4.5 ШЛИФОВАНИЕ БОКОВЫХ ИЛИ
ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВКИ
Порядок действий при шлифовании смеж-
ных поверхностей: так как заготовка прижата
к угловой пластине, можно произвести
шлифование первой боковой поверхности и
поверхности, прилегающей к ней. Порядок
действий приведен ниже:
Поднимите шлифовальную бабку на 12,5 мм
выше верхней части заготовки.
Если используется устройство автоматиче-
ской поперечной подачи стола,
отрегулируйте положение упора так, чтобы
центр шлифовального круга выходил за
пределы заготовки примерно на 25 мм с
каждого края.
Вращайте маховик поперечной подачи,
чтобы образовался нахлест поверхности
шлифовального круга с поверхностью заго-
товки, равный примерно 3 мм.
Включите станок. Опускайте шлифовальную
бабку до тех пор, пока круг не коснется за-
готовки и не появится небольшое
количество искр.
Вращайте маховик поперечной подачи,
чтобы отвести заготовку от шлифовального
круга.
31
Page 32

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Для предотвращения касания шлифоваль-
полнительных струбцины, однако, следует
ным кругом нижней точки поверхности
заготовки следует поднять круг примерно на
0,125 мм.
Вручную подводите стол, пока заготовка
полностью не пройдет через вращающийся
шлифовальный круг. Попытайтесь определить наивысшую точку поверхности
заготовки. Затем снова поднимите шлифовальный круг примерно на 0,125 мм.
Шлифуйте боковую сторону заготовки, пока
все следы предыдущей обработки резанием
не будут удалены. Рекомендуемая глубина
шлифования при черновом проходе –
0,075-0,175 мм, при чистовом проходе –
0,0125-0,025 мм.
Когда шлифование первой боковой поверхности будет закончено, остановите станок,
удостовериться, что они не будут препят-
ствовать шлифованию.
Повторите шаги А-Н для шлифования вто-
рой боковой стороны. Стороны должны
получиться строго перпендикулярными.
Снимите угловую пластину и заготовку со
вспомогательными деталями с магнитного
стола. Затем снимите заготовку с угловой
пластины.
5.4.6 ШЛИФОВАНИЕ ТРЕТЬЕЙ И ЧЕТ-
ВЕРТОЙ БОКОВЫХ ПОВЕРХНОСТЕЙ
Первую и вторую отшлифованные поверх-
ности возьмите за базовые, затем
произведите шлифование третьей и чет-
вертой боковых поверхностей. Установите
заготовку отшлифованной поверхностью на
как показано на рисунке выше (справа).
Уберите струбцину с правой стороны заготовки.
Отключите магнитное поле стола. Снимите
угловую пластину и заготовку со всеми
вспомогательными деталями. Учтите, что
нельзя изменять условия закрепления заготовки.
Тщательно очистите магнитный стол и угловую пластину.
Установите на магнитный стол зажатую заготовку и угловую пластину торцевой
стороной. Смежные поверхности, которые
надо обработать следует расположить
сверху, как показано на рисунке выше
(справа).
Используйте две струбцины, чтобы прижать
магнитный стол и обрабатывайте смежные
поверхности для достижения точной пер-
пендикулярности граней. Порядок действий
при шлифовании приведен ниже:
Тщательно очистите поверхности магнитно-
го стола, заготовки и угловой пластины.
Положите на магнитный стол тонкий чистый
лист бумаги.
Установите заготовку отшлифованной сто-
роной на магнитный стол.
Если толщина заготовки более 25 мм, а ее
длины хватает, чтобы опереть заготовку на
три полярных держателя стола, тогда заго-
товка будет прочно удерживаться на
магнитном столе, как показано на рисунке
ниже (слева).
Если толщина заготовки менее 25 мм и
заготовку и угловую пластину, как показано
на рисунке выше (справа).
Снимите две струбцины с верхней части
заготовки.
При необходимости используйте две до-
длины не хватает для опоры на три поляр-
ных держателя, требуется дополнительно
закрепить заготовку в целях предотвраще-
ния ее смещения в процессе шлифования,
как показано на рисунке ниже (справа).
32
Page 33

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Заготовка закреплена на магнитном столе для
шлифования торцевых поверхностей
Тонкая малая заготовка прижата с помощью угловой
пластины для шлифования торцевых поверхностей
Установите заготовку на магнитный стол
отшлифованной поверхностью.
Установите угловую пластину на магнитный
стол. Высота угловой пластины не должна
превышать высоту заготовки. Если угловая
пластина слишком высокая, подложите под
заготовку прямоугольную плитку таким образом, чтобы заготовка стала выше угловой
пластины.
Удерживайте рукой заготовку в упор к угловой пластине. Другой рукой увеличьте
магнитное поле стола.
Используйте струбцины для прижима заготовки к угловой пластине. Убедитесь, что
струбцины не препятствуют шлифованию.
Отшлифуйте третью боковую сторону заготовки на нужный размер.
Повторите шаги А-D для шлифования четвертой поверхности.
5.5 ШЛИФОВАНИЕ ВЕРТИКАЛЬНЫХ ПО-
ВЕРХНОСТЕЙ
5.5.1 ЗНАЧИМОСТЬ ШЛИФОВАНИЯ ВЕР-
ТИКАЛЬНЫХ ПОВЕРХНОСТЕЙ
В некоторых случаях возникает необходи-
мость шлифования вертикальной
поверхности без изменения положения за-
готовки.
5.5.2 ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ
При шлифовании вертикальной поверхности
требуется внимательно закреплять заготовку.
Убедитесь, что вертикальная поверхность,
которую необходимо отшлифовать, парал-
лельна направлению движения стола.
5.5.3 ПОДРЕЗ НА ПЛОСКОМ ШЛИФО-
ВАЛЬНОМ КРУГЕ
При использовании плоского шлифоваль-
ного круга для получения надлежащего
зазора между кругом и заготовкой боковую
сторону шлифовального круга следует сде-
лать вогнутой от наружной окружности к
фланцу. Это так называемый «подрез», ко-
торый обеспечивает зазор при шлифовании
вертикальной поверхности, как показано на
рисунке ниже (слева). При наличии подреза
33
Page 34

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Боковая сторона шлифовального круга имеет
вогнутую форму.
Канавка для выхода шлифовального
круга.
заготовку можно подавать к шлифовальному
вертикальных поверхностей. Также необхокругу без заклинивания или смещения заготовки на магнитном столе.
5.5.4 КАНАВКА ДЛЯ ВЫХОДА ШЛИФОВАЛЬНОГО КРУГА
Перед шлифованием вертикальной поверхности необходимо обработать в месте
стыка вертикальной и горизонтальной поверхностей канавку для выхода
шлифовального круга. Это обеспечит нужный зазор между углом кромки
шлифовального круга и заготовкой. Смотрите рисунок ниже (справа).
димо отбалансировать шлифовальный круг,
выправить его по контуру.
Установите алмазный карандаш на маг-
нитный стол. Придайте боковой стороне
круга вогнутую форму, отступив 1,5 мм от
наружного диаметра. Высота подреза
должна быть больше, чем высота поверх-
ности, которую нужно отшлифовать.
Удалите все заусенцы с поверхности заго-
товки.
Очистите магнитный стол, затем закрепите
заготовку. Положите тонкий лист бумаги
между заготовкой и столом.
Отрегулируйте параллельность поверхно-
стей заготовки и стола.
Воспользуйтесь для регулировки часовым
индикатором. Если заготовка слишком мала,
положите вокруг нее металлические бруски
или прямоугольные пластины для фиксации
заготовки во избежание ее смещения в
процессе шлифования.
Отрегулируйте упорную планку магнитного
стола и удерживайте заготовку в упор к
планке или прямоугольной пластине.
Увеличьте магнитное поле. Проверьте заго-
товку на предмет прочного закрепления,
затем проверьте, соблюдена ли парал-
лельность поверхностей (смотрите пункт Е).
Настройте положение упора при обратном
ходе стола таким образом, чтобы заготовка
перемещалась за пределы поверхности
шлифовального круга на 25 мм с каждой
стороны.
Включите станок. Придвиньте заготовку к
5.5.5 ПОРЯДОК ДЕЙСТВИЙ ПРИ ШЛИФОВАНИИ ВЕРТИКАЛЬНОЙ
ПОВЕРХНОСТИ
Установите шлифовальный круг, предназначенный специально для шлифования
вогнутой поверхности шлифовального круга.
Опустите шлифовальный круг так, чтобы
расстояние до поверхности заготовки со-
ставляло 0,075 мм.
Медленно перемещайте стол. Деталь
34
Page 35

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
должна только коснуться шлифовального
стине воспользуйтесь СИНУСНОЙ ЛИкруга, появятся искры.
Произведите черновое шлифование вертикальной поверхности, оставив припуск на
чистовое шлифование 0,05 мм. При каждом
проходе перемещайте стол в поперечном
направлении на 0,0125 мм.
При необходимости воспользуйтесь правильной лентой, чтобы немного выправить
боковую поверхность шлифовального круга.
Шлифуйте поверхность до нужного размера.
Подача стола около 0,0025-0,0075 мм на
один проход.
Снова проверьте размер после шлифования,
перед тем как снять заготовку с магнитного
стола.
5.6 ШЛИФОВАНИЕ ПОВЕРХНОСТЕЙ ПОД
НЕЙКОЙ и концевой мерой длины: этот
способ позволяет быстро изменять угол
наклона заготовки на угловой пластине.
УСТРОЙСТВО СИНУСНОЙ ЛИНЕЙКИ: си-
нусная линейка состоит из прямоугольного
бруска и двух роликов равного диаметра на
его основании. Ролики изготовлены из за-
каленной стали, точно отшлифованы и
отполированы. Расстояние между роликами
обычно составляет 125 мм. Брусок изготов-
лен из инструментальной стали, закален,
отшлифован и отполирован с высокой точ-
ностью. Устанавливая под один из роликов
на конце бруска концевую меру, можно вы-
ставить любой угол. Синусная линейка и
концевая мера должны использоваться на
достаточно ровной поверхности.
УГЛОМ
5.6.1 СПОСОБЫ ШЛИФОВАНИЯ ПО-
ВЕРХНОСТЕЙ ПОД УГЛОМ
Обычно для шлифования поверхностей под
углом применяют два способа:
Установите заготовку под нужным углом.
Используйте для шлифования плоскую боковую поверхность плоского шлифовального
круга.
Установите заготовку прямо. Произведите
правку круга на нужный угол для шлифования поверхности под углом.
5.6.2 ЗАКРЕПЛЕНИЕ ЗАГОТОВКИ ПОД
ЗАДАННЫМ УГЛОМ
Заготовку закрепляют исходя из ее формы и
нужного угла закрепления. Заготовка может
ПРИНЦИП РАБОТЫ СИНУСНОЙ ЛИНЕЙКИ:
прямоугольный брусок синусной линейки
представляет собой гипотенузу прямо-
угольного треугольника. Концевая мера
образует противолежащий катет нужного
угла. Угловая пластина служит основанием
треугольника.
Соответствующая высота противолежащего
катета (общая высота плитки) между 0 и 90
градусами вычисляется по правилу прямо-
угольного треугольника. Ниже приведены
вычисления по нахождению общей высоты
плитки:
Синус искомого угла = Противолежащий ка-
тет/Гипотенуза = Общая высота
плитки/Длина синусной линейки. Например,
если используется 125 мм линейка, тогда
закрепляться с помощью различных приспособлений, таких как угловая пластина,
синусная плита, регулируемая угловая пластина, регулируемые поворотные тиски и т.д.
Для закрепления заготовки на угловой пла-
синус угла = Общая высота плитки/125.
Общая высота плитки = 125*синус угла.
ПРИМЕР: возьмем 125 мм синусную линейку,
необходимо выставить угол 15°, и найти
общую высоту плитки. Общая высота плитки
35
Page 36

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
= 125*sin 15° =125*0,25882 = 32,3525 мм.
позволяют наклонять и поворачивать загоЗначения синуса для любого угла можно
найти в таблицах Брадиса.
Инструкции по установке угла более 60°:
Если поверхность заготовки необходимо
расположить под углом более 60°, сначала
нужно вычислить дополнительный угол, для
этого нужно вычесть угол шлифования из
90°. Для регулировки синусной линейки используйте общую высоту плитки,
соответствующую дополнительному углу.
Когда заготовка будет закреплена на угловой пластине, переверните угловую
пластину на другую сторону. Таким образом,
будет получен нужный угол.
МАГНИТНАЯ СИНУСНАЯ ПЛИТА: представляет собой широкую синусную линейку
с собственным магнитным полем. Исполь-
товку для выставления сложного угла. При
шлифовании без угла наклона перед за-
креплением заготовки требуется повернуть
основание тисков до положения в 0°.
5.6.3 ПРАВКА ШЛИФОВАЛЬНОГО КРУГА
НА НУЖНЫЙ УГОЛ
Обычно для правки шлифовального круга на
нужный угол применяется два способа.
Первый способ: применение синусного
устройства для правки, приподнятого с по-
мощью плитки. Второй способ: используется
угловое правящее устройство со шкалой,
проградуированной от 0° до 90°, что позво-
ляет править шлифовальный круг на любой
нужный угол. Если данные приспособления
недоступны, можно выставить нужный угол с
зуется для закрепления заготовки при
шлифовании под углом. Нужный угол выставляется с помощью концевой меры,
устанавливаемой с одной стороны линейки.
СОСТАВНАЯ СИНУСНАЯ ПЛАСТИНА И
ПЛИТА: подходят для закрепления заготовки
при шлифовании комбинированных углов.
Составная синусная плита состоит из двух
наборов плиток для выставления комбинированных углов.
РЕГУЛИРУЕМАЯ УГЛОВАЯ ПЛАСТИНА: заготовка крепится на угловой пластине со
шкалой, это позволяет выставлять угол
шлифования. При необходимости высокой
точности шлифования это приспособление
не используется.
РЕГУЛИРУЕМЫЕ ПОВОРОТНЫЕ ТИСКИ:
помощью синусной линейки и прямоуголь-
ной плитки, затем закрепить ее на угловой
пластине. Таким образом, алмазный каран-
даш будет направляться для правки
поверхности круга на выставленный угол.
Порядок действий при правке шлифоваль-
ного круга на нужный угол:
Отрегулируйте положение алмазного ка-
рандаша под нужным углом.
Очистите магнитный стол, затем установите
алмазный карандаш.
Отрегулируйте положения основания ал-
мазного карандаша и магнитного стола так,
чтобы они были перпендикулярны друг дру-
гу.
Перемещайте стол до тех пор, пока кончик
карандаша не будет располагаться по цениспользуются для зажима заготовки при
шлифовании под углом. Основание тисков
снабжено цепью, позволяющей регулировать угол от 0° до 90°.
УНИВЕРСАЛЬНЫЕ ПОВОРОТНЫЕ ТИСКИ:
тральной линии шлифовального круга.
Убедитесь, что угол, на который будет пра-
виться круг, выставлен правильно.
Прочно зажмите устройство для правки во
избежание продольного смещения.
36
Page 37

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Вращайте маховик поперечной подачи для
верхностью шлифовального круга.
приближения алмазного карандаша к шлифовальному кругу.
Включите станок, затем опускайте шлифовальную бабку, пока шлифовальный круг не
коснется карандаша.
Перемещайте карандаш в поперечном
направлении от ближней стороны круга.
При каждом поперечном перемещении карандаша, шлифовальный круг следует
опускать на 0,005-0,0075 мм.
Продолжайте правку шлифовального круга
на нужный угол до требуемой формы.
5.6.4 ШЛИФОВАНИЕ ПОВЕРХНОСТИ ПОД
УГЛОМ
Шлифование поверхности под углом: как
уже было сказано выше, шлифование заго-
Прочно зафиксируйте салазки, что позволит
избежать смещения в процессе шлифова-
ния.
Включите станок, затем опускайте шлифо-
вальный круг до тех пор, пока он не коснется
заготовки, и не появятся искры.
Медленно перемещайте стол и найдите
высшую точку заготовки, в которой проис-
ходит ее касание со шлифовальным кругом.
За каждый проход шлифовальный круг
опускается на 0,025-0,05 мм. Шлифуйте по-
верхность заготовки до приближения к
окончательному размеру.
Произведите правку шлифовального круга,
затем выполните чистовое шлифование.
5.7 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ПРИ
товки под углом может быть произведено
плоской стороной шлифовального круга, при
этом заготовка устанавливается под заданным углом. Или же можно сформировать
нужный угол шлифовального круга, затем
опускать его к заготовке для осуществления
врезного шлифования. Так называемое
врезное шлифование – это вид шлифования,
при котором шлифовальный круг приближается к заготовке в радиальном
направлении. Если заготовка закреплена
под нужным углом, шлифование осуществляется плоской поверхностью
шлифовального круга и ничем не отличается
от обычного плоского шлифования. Шлифование поверхности под углом
осуществляется в соответствии со следую-
ПЛОСКОМ ШЛИФОВАНИИ
5.7.1 ДВЕ ПРИЧИНЫ ВОЗНИКНОВЕНИЯ
НЕИСПРАВНОСТЕЙ ПРИ ШЛИФОВАНИИ
Существует множество факторов, влияющих
на конечный результат шлифования. Опе-
ратор станка должен знать, на какие детали
следует обращать внимание. Кроме того,
оператор должен понимать причину неис-
правности и попытаться найти решение
проблемы. Ниже приведены две основные
причины возникновения неисправностей при
шлифовании:
НЕИСПРАВНОСТИ СТАНКА: подшипники
шпинделя должны быть прецизионными.
Все подвижные детали требуют надлежа-
щей смазки для обеспечения плавности
хода. Конструкция станка должна быть дощим порядком действий:
Закрепите заготовку на магнитном столе или
другом зажимном приспособлении.
Переместите салазки станка таким образом,
чтобы заготовка оказалась под угловой по-
статочно жесткой для получения высокой
чистоты поверхности. Станок должен быть
установлен вдали от внешних источников
вибрации, таких как железнодорожные пути
или штамповочный пресс.
37
Page 38

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
НЕПОЛАДКИ В РАБОТЕ СТАНКА: правиль-
Слишком интенсивное шлифование очень
ность выбора шлифовального круга.
Правильность выбора способа правки
шлифовального круга. Наличие/отсутствие
металлической пыли в СОЖ. Засаленность
рабочей поверхности шлифовального круга.
Полное понимание оператором конструкции
станка, способов осуществления поперечного перемещения и подачи, способов
обработки и т.д.
5.7.2 ЧАСТО ВСТРЕЧАЮЩИЕСЯ НЕИСПРАВНОСТИ, ПРИЧИНЫ И МЕТОДЫ
УСТРАНЕНИЯ
НЕИСПРАВНОСТЬ: Прерывистое шлифование вызвано неотбалансированным
шлифовальным кругом. Внешние вибрации.
Поверхность шлифовального круга засале-
малой площади приводит к концентрации
тепла
МЕТОДЫ УСТРАНЕНИЯ: Увеличьте ско-
рость подачи стола. Уменьшите глубину
шлифования. Увеличьте скорость подачи и
расход СОЖ для охлаждения заготовки.
ПОВЕРХНОСТИ ЗАГОТОВКИ НЕ ПАРАЛ-
ЛЕЛЬНЫ
ПРИЧИНЫ: Частичный перегрев. Снятие
остаточных напряжений. Загиб или закру-
чивание заготовки.
МЕТОДЫ УСТРАНЕНИЯ: Уменьшите удер-
живающую силу магнитного стола.
Установите заготовку на магнитный стол
искривленной стороной. Переверните заго-
товку и подложите под нее лист бумаги.
Прошлифуйте заготовку несколько раз без
на, вибрирует при шлифовании. МЕТОДЫ
УСТРАНЕНИЯ: Отбалансировать, выправить шлифовальный круг. Станок должен
быть установлен вдали от внешних источников вибрации.
БЕСПОРЯДОЧНО РАСПОЛОЖЕННЫЕ
РИСКИ ИЛИ V-ОБРАЗНЫЕ СЛЕДЫ
ПРИЧИНЫ: Металлическая пыль в СОЖ.
Попадание пыли с защитной крышки шлифовального круга. Недостаточное
количество СОЖ. Попадание пыли с магнитного стола при снятии заготовки.
МЕТОДЫ УСТРАНЕНИЯ: Очистите внутреннюю и внешнюю поверхности защитной
крышки круга. Очистите СОЖ. Очистите
магнитный стол перед снятием заготовки.
Залейте достаточное количество СОЖ.
сильной нагрузки, затем переверните заго-
товку для последующего шлифования и
получения ровной поверхности.
ПОВЕРХНОСТИ ЗАГОТОВКИ НЕ ПЛОСКИЕ
ПРИЧИНЫ: Частичный перегрев. Остаточ-
ные напряжения. Загиб или закручивание
заготовки.
МЕТОДЫ УСТРАНЕНИЯ: Используйте
меньшую прижимную силу магнитного стола.
Установите заготовку на магнитный стол
искривленной стороной вверх. Положите
под заготовку лист бумаги. Прошлифуйте
заготовку несколько раз без сильной
нагрузки, затем переверните заготовку и
прошлифуйте снова. Поочередно шлифуйте
стороны заготовки, пока не получите плос-
кие поверхности.
ПРИЖОГИ И ИЗМЕНЕНИЕ ЦВЕТА ЗАГОТОВКИ
ПРИЧИНЫ: Недостаточная площадь шлифования. Шлифовальный круг слишком
твердый или слишком мелкозернистый.
38
Page 39

ПРИЧИНЫ
НЕИСПРАВНОСТИ
Прижоги или сетка рисок
Низкая ч
истота поверхности
заготовки
Следы ви
браций
Царапины «Затупленый» шлиф
овальный
круг
Засаленный шлифовальный
круг
Поверхности заготовки не па-
раллельны
Заготовка скользит по маг-
нитному столу
‧Работа станка
Загрязненная
СОЖ
╳ ╳
Недостаточное
количество СОЖ
╳
╳
Неподходящая
СОЖ
╳
╳
Магнитный стол
загрязнен или
имеет заусенцы
╳
╳
Недостаточная
удерживающая
сила
╳
Слабая фиксация
╳
╳
Заготовка скользит по магнитному
столу
╳
Алмазный карандаш затупился
╳
Шлифовальный
круг слишком
сильно
правлен
╳
╳ ╳ ╳
Слишком длинная
Поверхность
шлифования
╳
Ослаблена защитная крышка
╳
5.7.3 АНАЛИЗ НЕИСПРАВНОСТЕЙ ПРИ ПЛОСКОМ ШЛИФОВАНИИ
В таблице ниже приведены дефекты при плоском шлифовании, и причины их возникновения:
Page 40

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Шлифовальный
круг слишком
мелкозернистый
╳
╳
╳
Слишком плотная
структура
шлифовального
круга
╳
╳
Связка слишком
твердая
╳ ╳ ╳ ╳ ╳ ╳
Связка слишком
мягкая
╳
╳
Настройка станка
Неправильное
положение магнитного стола
╳
Алмазный карандаш ослаблен или
сломан
╳
╳
Отсутствие магнитного поля
стола
╳
Вибрации
╳
Состояние заготовки
Напряжения в результате
термической обработки
╳
Слишком тонкая
╳
Стандартные
характеристики
шлифовального
круга
Горизонтальный шпиндель (1
й
, 5й и 7й типы)
Вертикальный шпиндель (2й тип)
D T H D T H D T W
180
13,16,19
31.75
50.80
255
32
50.80
76.20
205
205
75
100
25
32
5.8 РЕКОМЕНДУЕМЫЕ ХАРАКТЕРИСТИКИ ШЛИФОВАЛЬНЫХ КРУГОВ ДЛЯ ПЛОСКОГО
ШЛИФОВАНИЯ
Характеристики шлифовальных кругов, приведены в таблице ниже:
40
Page 41

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Материал
заготовки
205
13,16,19
25
31.75
50.80
305
32,38,5
0
76.20
127.00
305
355
125,150
125,150
32,38
32,38
255
13,16,19
25
50.80
76.20
355
32,38,5
0
127.00
405
405
125,150
125,150
32,38
32,38
305
13,16,19
25
76.20
127.0
0
405
32,98,5
0
127.00
203.30
Для изогнутой формы
тип связки следует
увеличить на одну
ступень
Тип шлифовального круга (Абразив и
способ производства)
Сопротиление
аразивному
износу
Расстояние
между зернами
Влияние
охлаждения
Влияние
правки
CBN, DIA (полимерный, металлический,
электролитическое железо)
◎ ◎ ╳
╳
CBA
◎
◎
△
△
AG, CA (керамика)
△
╳ ○ ○
A, GC (пористая керамика)
△
◎ ◎ ◎
5.9 СРАВНЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ РАЗЛИЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ
В таблице ниже приведена производительность различных шлифовальных кругов.
Сравнение производительности различных шлифовальных кругов
Расшифровка символов: ◎ Высокая, ○ Средняя, △ Ниже средней, ╳ Низкая
5.10 ВЫБОР ШЛИФОВАЛЬНОГО КРУГА
Выбор шлифовального круга для глубокого шлифования с низкой скоростью
подачи:
ТИП АБРАЗИВА: используйте абразив высокой или средней твердости. Для
высоколегированных сталей рекомендуется
использовать абразив GC высокой твердости, это снизит износ круга и продлит срок
его службы.
РАЗМЕР ЗЕРНА: размер зерна может быть
меньше на 2 ступени по сравнению с размером зерна для обычного плоского
шлифования.
ТИП СВЯЗКИ: обычно рекомендуется использовать особо мягкий тип связки. Для
высокопрочных материалов следует ис-
пользовать немного более твердую связку.
СТРУКТУРА: при выборе процентного со-
держания абразива 32%-36% для более
мелкого размера зерна снижение межзер-
нового пространства компенсируется грубой
структурой. Выбор круга с пористой струк-
турой обеспечит его более эффективную
правку и увеличит эффект охлаждения.
5.11 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ПОРИСТЫХ ШЛИФОВАЛЬНЫХ КРУГОВ
НА КЕРАМИЧЕСКОЙ СВЯЗКЕ
41
Page 42

Материал заготовки
Общие критерии выбора
Крупная заготовка. Необходима правка круга.
Высокая мощность станка.
Жаропрочный сплав на основе
никеля
RA 80 D 15 V 51P.P10
RA 60 C 15 V 51P.P10
Нержавеющая сталь (аустенитная)
RA 60 E 15 V 51P.P10
Нержавеющая сталь (аустенитная) закаленная
PA 80 Dс15 V 51P.P10
Высоколегированная инструментальная сталь-SKD, SKH
незакаленная
RA 60 E 14 V 51P.P10
Высоколегированная сталь-SKD,
SKH (закаленная)
DA 46 H 10 V 99P.P10(NOTE 1)
DA 46 H 12 V 99P.P10
DA 46 G 13 V 99P.P10
DA 80 C+ , 15 V 51P.P10
Сверхтвердый сплав
GC 120 5D 13 V 99P.P10
Ферромагнитный сплав (сендаст)
GC 120 E 12 V 99P.P10
Металлокерамический сплав (на
основе железа)
PA 80 C 15 V 51P.P10
Сталь общего назначения (незакаленная)
WA 60 F 14 V 51P.P10
Сталь общего назначения (закаленная)
WA 80 D+ , 15 V 51P.P10
RA 80 C+ , 15 V 51P.P10
В таблице ниже приведены различные технические характеристики пористых шлифовальных
кругов на керамической связке, рекомендованные Japan NORITAKE.
Технические характеристики пористых шлифовальных кругов на керамической связке
ПРИМЕЧАНИЕ: шлифовальные круги, используемые производителем станка.
DA 46 H 10 V 99P.P10 подходит для 8” и 9” шлифовального круга
DA 46 H 12 V 99P.P10 подходит для 12” шлифовального круга
DA 46 G 13 V 99P.P10 подходит для 14” шлифовального круга
Page 43

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
NO.
Меню
Описание функции
1
Кнопка выбора языка
2
Кнопка выбора языка
3
1. Для отображения выбранного языка
2 Нажмите кнопку выбора языка в течение 3 секунд,
чтобы сохранить выбор языка
1
2
3
6. Описание экрана интерфейса
6.1 Экран включения питания
43
Page 44

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Главная
Установка
данных
Установка
оси Y
1
2
5
авариный
сигнал
Параметры
Сброс аварийных
Целевая точка
Оставшееся расстояние
Стартовая точка
Целевая точка
Точка подъема
6.1 Описание экрана интерфейса
6.1.1 Описание функций экрана (Передняя сторона, фасад)
точка на оси Y, по достижении
которой производится подъём шлифовального круга
точка на оси Y, с которой
начинается шлифование
Нажмите на 2 секунды на це-
левой точке
44
Page 45

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
№.
Функция клавиши
Описание клавиши
1
ВЕРНУТЬСЯ НА
ГЛАВНУЮ СТРАНИЦУ
ИЛИ НА КОНТРОЛЬНЫЙ
ДИСПЛЕЙ
1. Эта клавиша действует на любом дисплее.
2. Нажмите эту клавишу на главном дисплее управления для включения питания на дисплее, что дает
доступ к дисплею изменения языка.
2
Отображение задания
данных на оси Y
1. Эта клавиша действует на основном дисплее
управления.
2. Экран настройки данных шлифования по оси Y
обеспечивает различные настройки, такие как целевая
точка, точка подъема, объем окончательной шлифовки, прерывистое количество выхаживания при
шлифовании и начальная точка шлифования.
3
Отображение данных
по установке шлифования
1. Этот клавиша действует на дисплее управления.
2. Для входа на главную страницу управления.
4
Дисплей сообщений
об ошибке
1. Эта клавиша действует на основном дисплее
управления.
2. На дисплее сообщения об ошибке отображается
информация об аварийном сигнале и записывается
время возникновения сигнала тревоги.
5
НАСТРОЙКА ПАРАМЕТРОВ СИСТЕМЫ И
ДИСПЛЕЙ УПРАВЛЕНИЯ
1. Данная клавиша ключ действует на основном
дисплее управления
2. Настройка параметров системы и дисплей управления предоставляет различные функции, такие как
параметры (данные) оператора, параметр (данные)
персонала техобслуживания, установка пароля, системное время и дата, регулировка яркости и т. д.
3. Дисплей состояния машинного ввода-вывода будет
отображать состояние сигнала контроля входа - выхода станка, обеспечивая удобную работу по
Лимит движения
Лимит движения
45
Page 46

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
обнаружению и устранению неисправностей для персонала, обслуживающего систему.
Блок 1
Блок 2
Блок 3
раз
6.2. Описание вспомогательных окон
6.2-1 Окно цифровой клавиатуры: 5.2-2 Окно клавиатуры ввода пароля:
6.3. ОПИСАНИЕ ЭКРАНА ИНТЕРФЕЙСА
6.3-1 Стартовая страница – основной дисплей управления
46
Page 47

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
№.
Индикаторный блок
Описание функций
1
Отображение сообщения об ошибке.
2
1. Дисплей относительной координаты для
оси Y-
2. Нажмите клавишу для сброса
координат оси Y. Или нажмите позицию значения координат для отображения окна
цифровой клавиатуры, что позволяет
напрямую вводить или изменять текущее
значение координаты..
3
Для отображения значения относительной
координаты оси Z.
2. Нажмите клавишу для сброса значения координаты оси Z.
★ Изменение направления оси Z:
A. Переместите Z-ось в положение измене-
ния передняя направления, затем нажмите
кнопку для установки положения изменения переднего направления. В
это время загорается индикаторная лампочка.
B. Переместите ось Z в положение изменения заднего направления, затем нажмите
кнопку, чтобы установить положение изменения заднего направления. В это время
загорается индикаторная лампочка.
4
Целевая точка перемещения по оси Y.
5
Расстояние от текущего положения оси Y до
целевого положения.
Описание основной страницы дисплея управления
Основной дисплей управления /Блок 1
47
Page 48

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
№
Индикаторный блок
Описание функций
1
Для отображения условий грубой шлифовки.
2
Для отображения окончательной шлифовки.
3
Для установки времени прерывистой шлифовки - выхаживания.
4
Для установки времени прерывистой шлифовки - выхаживания
5
Для установки оси Y - с поднятием или без
поднятия после завершения шлифования.
6
Точка на оси Y, по достижении которой про-
изводится подъём шлифовального круга
7
Точка на оси Y, с которой начинается шли-
фование
8
Нажмите на 2 секунды на целевой точке
9
№
Индикаторный блок
Описание функций
01
Для возврата на главную страницу
02
Для настройки хода шлифования по оси Y.
03
Для настройки хода шлифования по оси Y.
04
Для отображения записи сообщения об ошибке.
05
Для установки системного параметра и управления.
Целевая точка
Сброс аварийного сигнала
Основной контрольный дисплей /Блок 2
ОСНОВНОЙ КОНТРОЛЬНЫЙ ДИСПЛЕЙ / Блок 3
48
Page 49

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Параметр пользователя
Параметр системы
Выбор языка
Принудительная смазка
Установка времени
Ввод/вывод
Настройка
Введение данных в дисплей установки параметров / Блок 3
Нажмите 2 секунды, чтобы войти в меню выбора языка
49
Page 50

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
год
число
часы
мин.
сек.
Установить (задать)
Установка времени
Введение данных на дисплее задания времени
Выход
для изменения даты и времени нажмите и подержите
50
Page 51

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Дисплей: отображение ввода пароля оператора (6060)
51
Page 52

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
After wheel is stopped (0: Yes, 1: No)
Остановка шлифовального камня по
окончании шлифования(0: вкл., 1: выкл.)
Y-axis-inch drop into effective operation (0:
auto, 1: hand/auto)
Опускание шлифовального камня к стартовой точке (0: автоматически, 1:
вручную/автоматически)
Lubrication on if power
Подачи СОЖ включается при подаче питания
Lubrication off timer
Таймер отключения подачи СОЖ (мин.)
Lubrication on timer
Таймер влючения подачи СОЖ (сек.)
Дисплей ввода пароля персонала техобслуживания для входа в систему (75369) DISPLAY
52
Page 53

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Ручной ввод . Ускорение
Грубое шли-
Окончательное
Значение сейчас
Подъем
Высокая скорость по оси Y
Низкая скорость по оси Y
Cкорость обратного хода по оси
предыдущ
Вход – выход
Низкая скорость
53
Page 54

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Настройка системы
1 Подача СОЖ во время обработки (0: LOW=вкл., 1:Low = выкл
По умолчанию 0
2
Плавный пуск двигателя гидростанции (0: выкл., 1: вкл.)
По умолчанию 1
3
Ось Х: положение стола после остановки (0: справа, 1: слева)
По умолчанию 1
4
Изменение положения стола по оси Z относительно оси Y во
время шлифования (0: не менее ширины шлифовального круга;
1: менее ширины шлифовального круга)
По умолчанию 1
5
Ось Y: шлифование до целевой точки производится с подачей 1
мкм (0:1: не разрешается)
По умолчанию 0
6
Прерывистая подача по Оси Y (0:1: не разрешается)
По умолчанию 0
7
Нет искры, заготовка не установлена подача по оси Y
(0:1: не разрешается)
По умолчанию 0
8
Ось Z: положение стола после остановки на том же месте
(0:1: не разрешается)
По умолчанию 0
9
Автоматическое начало работы привода шлифовального круга
(0 – работа, 1: не запуска)
По умолчанию 0
следующ
Настройки системы
54
Page 55

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Для непрерывных движений скорректировать
вместе с параметром
максимальной скорости
для окончательного
Для непрерывных
движений скорректи-
ровать вместе с
параметром макси-
мальной скорости для
Для толчкового движения скорректировать
вместе со значением
толчковой подачи для
Для толчкового движе-
ния необходимо
отрегулировать вместе
с величиной толчковой
Самая высокая скорость
по оси Z настраивается
вручную этими кнопка-
55
Page 56

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Время остановки и воз-
врата по оси X означает
время обратного вращения
после остановки и касания
ограничительного выклю-
Время задержки пробега по оси
Z означает задержку времени
из-за толчковой подачи по оси
Z после того, как ось X касается
56
Page 57

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
№.
Индикаторный блок
Описание функции
1
Нажмите серой столбец для установки
целевой точки.
2
Нажмите синюю колонку, чтобы установить точку подъема.
3
Нажмите желтую колонку для установки допуска толщины для
окончательного шлифования.
4
Нажмите красную колонку для установки количества прерываний для
шлифовки в режиме выхаживания
5
Нажмите зеленую колонку для установки начального положения.
6
При выполнении грубого шлифования
зеленый участок будет мигать.
6.3-2 ОПИСАНИЕ ДИСПЛЕЯ УСТАНОВКИ ПЕРЕМЕЩЕНИЯ ПРИ ШЛИФОВАНИИ
(ВВОД ЧЕРЕЗ КЛАВИШУ )
57
Page 58

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
7
При выполнении окончательного
шлифования желтый участок будет
мигать.
Записи
6.3-3 ОПИСАНИЕ ДИСПЛЕЯ СООБЩЕНИЯ ОБ ОШИБКЕ (ВВОД ЧЕРЕЗ КЛАВИШУ )
58
Page 59

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
№
ПУНКТЫ
ОПИСАНИЕ ФУНКЦИИ
2
Код сообщения
об ошибке
Код сообщения об ошибке соответствует сообщению об ошибке.
1
Время когда
произошла
ошибка
Указание времени, когда произошла проблема
3
Содержание
сообщения об
ошибке
Содержание сообщения об ошибке обеспечивает удобство при
определении и устранении неисправностей.
4
Очистка списка
В случае появления сообщения об ошибке, и оператор исправил
проблемы, необходимо нажать клавишу RESET, чтобы завершить
процедуру устранения неисправностей.
1
3
2
4
59
Page 60

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Х00 Фаза А
Х10 контактов холодное замерзание
Х01 Фаза В
Х11Электромагнитное железо
Х02 Х крупный план слева
Х012 анормальное [состояние?] двигателя оси Y
Х 03 крупный план справа
Х13 анормальное [состояние?] двигателя оси Z
Х04 пропорционально, подтвердить
Х14 ручной маховик оси y
Х05 давление подтвердить
Х15 ручной маховик оси Z
Х06 ось Z перед пределом
Х16 по 1 единице (на 1 единицу?)
NO.
Пункты
Описание функции
1
Лампы-индикаторы
Это лампы мониторинга машинного входящего/исходящего сигнала. Если выполняются внешние функции, приведены в
действие сигнальные переключатели и кнопи, то загорится красная лампочка. Если они не приведены в действие, красная лампа
гаснет.
2
Точки входных
сигналов
Это точки входного сигнала (X00 ~ X07, X10 ~ X17, X20-1 ~ X27-1,
X20-2 ~ X27-2, X20-3 ~ X27-3, X20-4 ~ X27-4, X20-5 ~ X27-5). Всего
5 страниц.
3
Наименование
функции
Каждая точка входного сигнала соответствует его функции (переключателю или кнопке)
1 2 3
6.3-4 ОПИСАНИЕ ДИСПЛЕЯ МОНИТОРИНГА ВВОДА/ВЫВОДА (ВВОД ЧЕРЕЗ КЛАВИШУ
)
60
Page 61

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
Х07 после предела Z
Х17 по 10 единиц ((на 10 единицу)
= вкл =выкл мониторинг входных/выходных сигналов машины
NO.
Пункты
Описание функций
1
Лампы-индикаторы
Это контрольные лампы машинного ввода-вывода. Если внешняя
функция, устройство и катушка приведены в действие и под
напряжением, загорится красная лампочка. Если не приведены,
то красная лампа гаснет.
2
Точки выходных
сигналов
Это точки выходного сигнала (Y00 ~ YO7, Y10 ~ Y17, Y20 ~ Y27,
Y30 ~ Y37, Y40 ~ Y47). Всего 3 страницы.
3
Наименование
функции
Каждый выходной сигнал соответствует его функции (устройству
или катушке).
Y0 Пульсирующий сигнал оси Y
Y10 х скан 1
Y01
Y11 х скан 2
Y02 Пульсирующий сигнал оси Z
Y12 х скан 3
Y03
Y13 х скан 4
Y04 Сигнал направления оси Y
Y14 х скан 5
Y05 Сигнал направления оси Z
Y15 х скан 6
Y06 левое SSR (?)
Y16 х скан 7
Y07 правое SSR
Y17
= вкл =выкл мониторинг входных/выходных сигналов машины
1 3 2
61
Page 62

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
6.4. Приложение
6.4-1-1 Главная страница включения питания:
6.4-1-2 ОСНОВНОЙ ДИСПЛЕЙ МОНИТОРИНГА ШЛИФОВАНИЯ (КОНТРОЛЯ ЗА ШЛИФО-
ВАНИЕМ) :
62
Page 63

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
6.4-1-3 ДИСПЛЕЙ УСТАНОВКИ ДАННЫХ ДЛЯ ШЛИФОВАНИЯ НА ОCИ Y:
6.4-1-4 ОТОБРАЖЕНИЕ СООБЩЕНИЯ ОБ ОШИБКЕ:
6.4-1-5 ДИСПЛЕЙ КОНТРОЛЯ (МОНИТОРИНГА МАШИННОГО ВВОДА/ВЫВОДА: ВВОД,
63
Page 64

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
ВСЕГО 5 СТРАНИЦ)
6.4-1-6 5 ДИСПЛЕЙ КОНТРОЛЯ (МОНИТОРИНГА МАШИННОГО ВВОДА/ВЫВОДА: ВЫВОД,
ВСЕГО 5 СТРАНИЦ
64
Page 65

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
6.4-1-7 ДИСПЛЕЙ УПРАВЛЕНИЯ СИСТЕМА - ПОЛЬЗОВАТЕЛЬ:
6.4-1-8 НАСТРОЙКА ДАННЫХ СИСТЕМЫ - НАСТРОЙКА УСТАНОВКИ (ПОЛЬЗОВАТЕЛЯ):
65
Page 66

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
7. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
СТАНКА
7.1 ОБЩИЕ СВЕДЕНИЯ
При ежедневной очистке станка не используйте сжатый воздух.
Предохраняйте линейные направляющие от
попадания металлической пыли. При шлифовании без применения СОЖ
рекомендуется использовать пылеуловитель.
При очистке двигателя шпинделя используйте вакуумное вытяжное устройство. Не
проводите очистку сжатым воздухом.
Периодически проверяйте провода на
предмет ослабления.
Проверяйте горизонтальный уровень станка
как минимум раз в год.
Если в процессе работы возникнет ка-
кой-либо нехарактерный шум, немедленно
остановите станок и произведите проверку.
Каждый день перед включением станка
необходимо проверять уровень масла для
смазки и в гидравлической системе.
Проводите плановое техническое обслужи-
вание станка. Периодически меняйте
смазочное и гидравлическое масла.
С целью обеспечения защиты здоровья
оператора и получения высокой чистоты
обработанной поверхности следите за чи-
стотой СОЖ.
66
Page 67

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
7.2 ГИДРАВЛИЧЕСКАЯ СИСТЕМА
67
Page 68

7.2.1 НАСТРОЙКА ГИДРАВЛИЧЕСКОЙ
При эксплуатации нового станка замените
СИСТЕМЫ
ВИДЫ РЕГУЛИРОВОЧНЫХ ВИНТОВ:
A: Рукоятка регулирования давления
В1, В2: Правый/левый регулировочный винт
изменения ударной силы (амортизация).
Перед отгрузкой станка давление было от-
гидравлическое масло после первых трех
месяцев работы. Впоследствии производите
замену масла каждые 3 месяца или раз в
полгода.
Регулярно проверяйте, прочно ли затянуты
коннекторы масляных шлангов, а также
наличие/отсутствие протечки.
Регулярно проверяйте уровень масла в баке.
Уровень масла должен достигать 1/3-2/3
высоты контрольного окна уровня масла.
Если масла не хватает, долейте его в бак.
Всегда содержите насосную станцию и дви-
гатель гидросистемы в чистоте, защищайте
от попадания металлической пыли.
Регулярно проверяйте все детали гид-
равлической системы на предмет
ослабления или повреждений.
регулировано надлежащим образом. Не
производите регулировку давления без
необходимости.
Предел максимальной скорости перемещения стола 25 м/мин (60 Гц), и 20 м/мин (50
Гц).
В1, В2: используются для регулировки усилий амортизации, если они различны в
правом/левом направлении или в случае
чрезмерной ударной силы.
7.2.2 ПРИМЕЧАНИЯ
Используйте только подходящее гидравлическое масло, убедитесь, что масло
достаточно чистое для обеспечения надлежащей работы станка.
7.3 СИСТЕМА СМАЗКИ
7.3.1 ОСНОВНЫЕ УЗЛЫ СИСТЕМЫ
СМАЗКИ СТАНКОВ СЕРИЙ 2448-24120 TD
A: Масляный шланг для смазки направля-
ющих стола
B: Масляный шланг для смазки направля-
ющих качения оси Y
C: Масляный шланг для смазки ШВП оси Y
D: Масляный шланг для смазки направля-
ющих качения оси Z
E: Масляный шланг для смазки ШВП оси Z
F: Масляный бак
G: Клапан регулирования потока масла
(маслораспределитель)
Page 69

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
69
Page 70

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
7.3.2 РЕГУЛИРОВКА ПОТОКА МАСЛА
Откройте нижнюю защитную крышку, расположенную на тыльной стороне станка.
Найдите позицию Н, показанную на рисунке
выше (Клапан регулирования потока масла).
Проверьте поток масла в магистралях А, В,
С.
Ослабьте гайку на регулировочном винте с
помощью гаечного ключа, затем отрегулируйте поток масла с помощью шлицевой
отвертки. (Для уменьшения или прекращения потока закручивайте винт по часовой
стрелке. Для увеличения потока закручивайте винт против часовой стрелки).
После завершения регулировки слегка затяните гайку.
Станок стандартно оснащен автоматической
3. Недостаточное давление масла.
4. Сбой электропитания масляного насоса.
5. Масляный насос поврежден.
7.4 СИСТЕМА ЭЛЕКТРИЧЕСКОГО УПРАВ-
ЛЕНИЯ
7.4.1 ПАНЕЛЬ УПРАВЛЕНИЯ:
Всегда проверяйте все кнопки, переключа-
тели и т.д. на панели управления на предмет
повреждений. Также следите, чтобы кнопки
и переключатели исправно функциониро-
вали.
Всегда содержите панель управления в чи-
стоте.
Убедитесь, что каждая из индикаторных
ламп исправно горит и индикация соответ-
ствует текущему состоянию.
системой смазки. После запуска станка
смазочное масло будет поступать ко всем
направляющим и к винту вертикальной подачи.
7.3.3 МАРКИ И СОРТА СМАЗОЧНЫХ МАСЕЛ
1. ESSO FEBIS K#53
2. FULL-BORE HD#32
3. MOBIL ISO VG32(SW32)
4. CPC Slideway lubrication oil #32
5. SHELL TONNA S#32
6. BP MACCURAT D#32
7.3.4 ИНДИКАТОРНЫЕ ЛАМПЫ СИСТЕМЫ
СМАЗКИ НА ПУЛЬТЕ УПРАВЛЕНИЯ
Когда индикаторные лампы системы смазки
светятся, это означает, что процесс подачи
7.4.2 ЭЛЕКТРИЧЕСКИЙ ШКАФ
Содержите все электронные компоненты
электрического шкафа в комплекте. Также
содержите электрический шкаф в чистоте.
Всегда храните запасной плавкий предо-
хранитель в электрическом шкафу.
Периодически проверяйте электрические
провода на предмет ослабления или обры-
ва.
Предохраняйте электрический шкаф от по-
падания металлической пыли, СОЖ и
масла.
7.4.3 ПРОЧЕЕ
Периодически проверяйте электрические
провода на предмет ослабления или обры-
ва.
масла в норме.
Если индикаторные лампы не горят, это
может означать:
1. Не запускается масляный насос.
2. Забита сетка фильтра.
Проверяйте провода каждого из электро-
двигателей на предмет ослабления.
Проверяйте, в нормальном ли состоянии
находятся все электрические устройства.
7.5 ПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУ-
70
Page 71

инструкция по эксплуатации станка JET серии JPSG-xxxxТD
ЖИВАНИЕ
охлаждения.
7.5.1 ЕЖЕДНЕВНОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Проверьте, достаточное ли количество
смазочного масла.
Проверьте все кнопки и переключатели на
предмет нормального функционирования.
Проверьте, достаточное ли количество гидравлического масла.
Проверьте количество СОЖ в баке системы
охлаждения.
Проверьте, чистый ли станок.
Проверьте поверхность магнитного стола на
отклонение от плоскостности.
В процессе работы станка проверьте, нет ли
нехарактерных шумов, и в исправном ли
состоянии находится станок.
Проверьте шлифовальный круг на предмет
Проверьте, чистый ли станок.
Проверьте поверхность магнитного стола на
отклонение от плоскостности.
В процессе работы станка проверьте, нет ли
нехарактерных шумов.
Проверьте шлифовальный круг на предмет
надлежащей балансировки.
Проверьте, прочно ли затянуты коннекторы
масляных шлангов, а также нали-
чие/отсутствие протечек.
Проверьте уровень масла в баке гидроси-
стемы. Уровень масла должен достигать
1/3-2/3 высоты контрольного окна уровня
масла. Если масла не хватает, незамедли-
тельно долейте его в бак.
Содержите насосную станцию и двигатель
гидросистемы в чистоте, защищайте от понадлежащей балансировки.
Проверьте наличие неисправностей в работе других деталей.
7.5.2 ЕЖЕМЕСЯЧНОЕ ОБСЛУЖИВАНИЕ
Проверьте, достаточное ли количество
смазочного масла. Если масла недостаточно,
немедленно долейте его в бак. При необходимости замените масло.
Проверьте все кнопки и переключатели на
предмет нормального функционирования.
Проверьте, достаточное ли количество гидравлического масла. Производите замену
масла каждые 3-6 месяцев.
Проверьте количество СОЖ в баке системы
падания металлической пыли.
Проверьте все детали станка на предмет
ослабления или повреждений.
Содержите все электронные компоненты
электрического шкафа в комплекте. Также
содержите электрический шкаф в чистоте.
Проверьте электрические провода на пред-
мет ослабления или обрыва. Предохраняйте
электрический шкаф от попадания метал-
лической пыли, СОЖ и масла.
Проверьте наличие неисправностей в ра-
боте других деталей.
Свяжитесь с нами, если у Вас возникли ка-
кие-либо вопросы или возникла ситуация, не
приведенная в списках выше.
71
 Loading...
Loading...