

Page 1

JPSG-0618H
Плоскошлифовальный
станок
Язык: RUS
Паспорт станка
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden, Switzerland
www.jettools.com
Импортер и эксклюзивный дистрибьютор в РФ:
ООО «ИТА-СПб»
Санкт-Петербург, ул. Софийская д.14, тел.: +7 (812) 334-33-28
Представительство в Москве: ООО «ИТА-СПб»
Москва, Переведеновский переулок, д. 17, тел.: +7 (495) 660-38-83
8-800-555-91-82 бесплатный звонок по России
Официальный вебсайт: www.jettools.ru Эл. Почта: neo@jettools.ru
Made in Taiwan /Сделано на Тайване
ITA2A618
Июль-2017
1
Page 2
Декларация о соответствии ЕС
Изделие: Плоскошлифовальный станок
Артикул: ITA2A618
Торговая марка: JET
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
Настоящим мы заявляем под свою полную ответственность,
что данный продукт соответствует нормативным требованиям:
*2006/42/EC Директива о механическом оборудовании
*2004/108/EC Директива по электромагнитной совместимости
*2006/95/EC Директива ЕС по низковольтному электрооборудованию
* 2011/65/EC Директива ЕС по ограничению использования опасных веществ
проект выполнен в соответствии со стандартами
** EN 13898, EN 60204-1, EN 50370-1, EN 50370-2
Техническую документацию составил Хансйорг Бруннер, отдел управления продукцией
инструкция по эксплуатации станка JET модели JPSG-0618H
JPSG-0618H
Изготовитель:
24 Февраля 2014 Эдуард Шарер, Генеральный директор
Компания JPW (Tool) AG, ул. Темперлиштрассе 5, CH-81 17 Фелланден, Швейцария
2
Page 3
инструкция по эксплуатации станка JET модели JPSG-0618H
Инструкция по эксплуатации плоскошлифовального станка JPSG-0618Н
Уважаемый покупатель, большое спасибо за доверие, которое Вы оказали нам, купив наш новый
станок JET. Эта инструкция разработана для владельцев и обслуживающего персонала плоскошлифовального станка по металлу модели JPSG-0618Н, с целью обеспечения надежного пуска в работу
и эксплуатации станка, а также его технического обслуживания. Обратите, пожалуйста, внимание на
информацию в этой инструкции по эксплуатации и прилагаемых документов. Полностью прочитайте
эту инструкцию, особенно указания по технике безопасности, прежде чем Вы смонтируете станок,
запустите его в эксплуатацию или будете проводить работы по техническому обслуживанию. Для
достижения максимального срока службы и производительности Вашего станка тщательно следуйте, пожалуйста, нашим указаниям.
Оглавление:
Гарантийные обязательства JET .................... 1
1.Техника безопасности .................................. 3
2.Описание станка ........................................... 5
3.Подготовка фундамента ............................. 12
4.Подъем краном и установка ....................... 13
5.Подготовка к работе ................................... 15
6.Работа на станке ........................................ 18
7.Выбор шлифовального круга ..................... 25
8.Обслуживание ............................................. 28
9.Описание электрической системы ............. 32
10.Электрическая схема ............................... 37
11.Деталировка электрической схемы ......... 39
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА JET
Компания JET стремится к тому, чтобы ее продукты отвечали высоким требованиям клиентов
по качеству и стойкости.
JET гарантирует первому владельцу, что каждый продукт не имеет дефектов материалов и
дефектов обработки, а именно:
2 ГОДА ГАРАНТИИ JET В СООТВЕТСТВИИ С
НИЖЕПЕРЕЧИСЛЕННЫМИ ГАРАНТИЙНЫМИ
ОБЯЗАТЕЛЬСТВАМИ.
1.1 Гарантийный срок 2 (два) года со дня продажи. Днем продажи является дата оформления
товарно-транспортных документов и/или дата
заполнения Гарантийного талона.
1.2 Гарантийный, а так же негарантийный и послегарантийный ремонт производится только в
сервисных центрах, указанных в гарантийном
талоне, или авторизованных сервисных центрах.
1.3 После полной выработки ресурса оборудования рекомендуется сдать его в сервис-центр
для последующей утилизации.
1.4 Гарантия распространяется только на производственные дефекты, выявленные в процессе
эксплуатации оборудования в период гарантийного срока.
1.5 В гарантийный ремонт принимается оборудование при обязательном наличии правильно
оформленных документов: гарантийного талона,
согласованного с сервис-центром образца с указанием заводского номера, даты продажи,
штампом торговой организации и подписью покупателя, а так же при наличии кассового чека,
свидетельствующего о покупке.
1.6 Гарантия не распространяется на:
- сменные принадлежности (аксессуары), например: сверла, буры; сверлильные и токарные патроны всех типов и кулачки и цанги к ним; подошвы шлифовальных машин и т.п. (см. список
сменных принадлежностей (аксессуаров) JET);
- быстроизнашиваемые детали, например:
угольные щетки, приводные ремни, защитные
кожухи, направляющие и подающие резиновые
ролики, подшипники, зубчатые ремни и колеса и
прочее (см. инструкцию по оценке гарантийности
и ремонта оборудования JET). Замена их является платной услугой;
- оборудование JET со стертым полностью или
частично заводским номером;
- шнуры питания, в случае поврежденной изоляции замена шнура питания обязательна.
1.7 Гарантийный ремонт не осуществляется в
следующих случаях:
- при использовании оборудования не по назначению, указанному в инструкции по эксплуатации;
- при механических повреждениях оборудования;
при возникновении недостатков из-за действий
третьих лиц, обстоятельств непреодолимой силы, а так же неблагоприятных атмосферных или
иных внешних воздействий на оборудование,
таких как дождь, снег повышенная влажность,
нагрев, агрессивные среды и др.;
- при естественном износе оборудования (полная выработка ресурса, сильное внутреннее или
внешнее загрязнение, ржавчина);
- при возникновении повреждений из-за несоблюдения предусмотренных инструкцией условий эксплуатации (см. главу «Техника безопасности»);
- при порче оборудования из-за скачков напряжения в электросети;
3
Page 4
- при попадании в оборудование посторонних
предметов, например песка, камней, насекомых,
материалов или веществ, не являющихся отходами, сопровождающими применение по назначению;
- при повреждении оборудования вследствие
несоблюдения правил хранения, указанных в
инструкции;
- после попыток самостоятельного вскрытия,
ремонта, внесения конструктивных изменений,
несоблюдения правил смазки оборудования;
- при повреждении оборудования из-за небрежной транспортировки. Оборудование должно
перевозиться в собранном виде в упаковке,
предотвращающей механические или иные повреждения и защищающей от неблагоприятного
воздействия окружающей среды.
1.8 Гарантийный ремонт частично или полностью разобранного оборудования исключен.
1.9 Профилактическое обслуживание оборудования, например: чистка, промывка, смазка, в
период гарантийного срока является платной
услугой.
1.10 Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
1.12 По окончании срока службы рекомендуется
обратиться в сервисный центр для профилактического осмотра оборудования.
Эта гарантия не распространяется на те дефекты, которые вызваны прямыми или косвенными
нарушениями, невнимательностью, случайными
повреждениями, неквалифицированным ремонтом, недостаточным техническим обслуживанием, а также естественным износом.
Гарантия JET начинается с даты продажи первому покупателю.
JET возвращает отремонтированный продукт
или производит его замену бесплатно. Если будет установлено, что дефект отсутствует или его
причины не входят в объем гарантии JET, то
клиент сам несет расходы за хранение и обратную пересылку продукта.
JЕТ оставляет за собой право на изменение деталей и принадлежностей, если это будет признано целесообразным.
1. ОБЩИЕ УКАЗАНИЯ ПО БЕЗОПАСНОСТИ
Перед установкой станка и началом работы
внимательно прочитайте инструкцию.
Станок разрешается обслуживать лицам, которые ознакомлены с его работой и техническим
обслуживанием и предупреждены о возможных
опасностях.
Во время работы носите защитные очки и защитную маску для лица.
Станок должен быть правильно заземлен.
Работайте в плотно прилегающей одежде. Снимайте галстуки, украшения, кольца и наручные
инструкция по эксплуатации станка JET модели JPSG-0618H
часы. Для защиты длинных волос необходимо
надевать головной убор или косынку. Не
надевайте перчатки.
Пол вокруг станка должен быть чистым от стружки, следите, чтобы на полу не были разлиты
смазки и масла.
Работайте на станке только с установленными
защитными приспособлениями. Если защитные
приспособления были сняты для технического
обслуживания, будьте предельно внимательны и
немедленно установите защитные приспособления на место.
Сохраняйте равновесие. Не наклоняйтесь над
подвижными частями, возможны серьезные травмы в результате падения на подвижные части.
Перед регулировкой или техническим обслуживанием станка отключайте его от сети.
Используйте соответствующий инструмент. Не
используйте инструмент для операции, для которой он не предназначен. Замените предохранительные таблички, если они износились.
Перед подключением станка к сети убедитесь,
что выключатель двигателя в положении OFF
«ВЫКЛ».
Не отвлекайтесь от работы. Внимательно следите за выполняемой операцией, иначе возможны
серьезные травмы.
Наблюдатели должны стоять на безопасном
расстоянии от станка.
Используйте только рекомендованные принадлежности, использование неоригинальных принадлежностей может быть опасным.
Не касайтесь подвижных частей станка (шлифовальный камень и т. д.).
Не работайте на станке в состоянии алкогольного или наркотического опьянения.
Если использовать некоторые смазочноохлаждающие жидкости не в соответствии с инструкцией, то содержащиеся в них химикаты могут навредить здоровью.
Внимательно изучите все предупредительные
таблички на станке.
Данная инструкция поможет Вам ознакомиться с
работой станка. Данная инструкция не является
руководством для обучения.
Не подавайте и не снимайте заготовку во время
вращения шлифовального круга и перемещения
стола.
Несоблюдение данных указаний может привести
к серьезным травмам.
ТЕХНИКА БЕЗОПАСНОСТИ
Безопасность превыше всего!
Мы рады предоставить Вам информацию для
успешной эксплуатации плоскошлифовального
станка, соблюдение правил техники безопасности при работе и предотвращения любых повреждений. Мы предлагаем две инструкции:
1) Инструкция по эксплуатации.
2) Электрическая схема.
4
Page 5
инструкция по эксплуатации станка JET модели JPSG-0618H
Пожалуйста, проверьте наличие всех страниц в
предлагаемой инструкции по эксплуатации при
получении станка. Свяжитесь с Вашим поставщиком оборудования, если инструкция не полная.
Храните Инструкцию по эксплуатации около станка, чтобы всегда была возможность ознакомиться
с информацией в ней в любое время. Пожалуйста,
руководствуйтесь здравым смыслом, собственным опытом и требованиями инструкции при работе на станке, чтобы обеспечить соблюдение
правил и норм техники безопасности.
Общие требования техники безопасности
1.1 Эксплуатация станка
1.2 Эксплуатировать станок имеет право толь-
ко оператор, который имеет необходимый уровень квалификации для работы на шлифовальных станках.
1.3 Прочитайте эту инструкцию перед началом
работы на станке.
1.4 Содержите рабочее место в чистоте, своевременно удаляйте пятна масла и СОЖ.
1.5 Не работайте в перчатках.
1.6 Работайте в специальной, подготовленной
одежде, рукава должны быть застегнуты, галстук
снят.
1.7 Не касайтесь руками подвижных и вращающихся элементов станка.
1.8 Не касайтесь и не открывайте при работе
электрошкафы или элементы, имеющие знак
«электричество».
1.9 Отключайте станок от сети питания после
окончания работы.
1.10 Убедитесь в достаточной освещенности
зоны обработки.
1.11 Подготовьте и храните неподалеку огнетушитель с токонепроводящим напонителем (сухой порошок).
1.12 Немедленно остановите станок при возникновении нештатной ситуации.
Меры безопасности при работе на станке
Для длительной и успешной эксплуатации станка необходимо требовать от оператора станка,
наладчика и механика по обслуживанию соблюдения требований мер техники безопасности.
Соблюдение этих мер уменьшит опасность повреждения станка.
2.1 Станок предназначен для обработки деталей из металла и его сплавов. Запрещается обрабатывать магний и сплавы на его основе, существует опасность возгорания!
2.2 Запрещена эксплуатация станка в местах
скопления или хранения горючих или взрывоопасных газов.
2.3 Не демонтируйте защитные приспособления или ограждения предумотренные конструкцией станка.
2.4 Внимательно прочитайте и поймите все
пункты инструкции перед началом работы на
станке.
2.5 Проверьте местонахождение всех аварийных выключателей, кнопок остановки и органов
управления станком перед началом эксплуатации станка.
2.6 Проверяйте местонахождение и функции
этих выключателей перед выполнением операций на станке.
2.7 Во время работы носите защитные очки.
2.8 Удостоверьтесь, что все выключатели
находятся в положении «ВЫКЛ.» перед началом
работы.
2.9 Требуйте от оператора обязательно балансировать шлифовальный круг перед его
установкой на станке.
2.10 Проверьте направление вращения шлифовального круга перед работой.
2.11 Дайте поработать шпинделю станка на холостом ходу примерно 5 минут перед началом
работы.
2.12 Проверьте, зафиксирована и удерживается
ли должным образом на магнитном столе деталь
перед выполнением операции.
2.13 Остановите движение стола перед регулировкой перемещения продольного и поперечного
перемещения стола.
2.14 Перед изменением процесса шлифования,
убедитесь, что все элементы станка остановились и неподвижны.
2.15 Никогда не используйте на станке легковоспламеняемые или ядовитые жидкости.
2.16 Шлифовальный круг этого станка должен
обеспечивать скорость резания не более 1800
м/мин.
2.17 Запрещается работать боковой стороной
шлифовального круга.
2.18 Соблюдайте требования предосторожности
других разделов инструкции.
2.19 Пожалуйста, дождитесь полной остановки
станка перед его уборкой и настройкой.
2.20 Не вносите никаких изменений в электрические или механические части станка.
2.21 Удостоверьтесь в достаточной квалификации и компетенции сотрудника, обслуживающего
электрическую часть станка.
2.22 Не снимайте предупредительные и
информационные знаки со станка. Если эти знаки нечитаемы или стерлись, свяжитесь со своим
поставщиком или сервисным центром для их
восстановления или замены.
2.23 Никогда не устанавливайте заготовки
большей длины, чем позволяют возможности
рабочего стола станка.
2.24 Используйте соответствующее грузоподъемное оборудование при установке станка.
2.25 Никогда не превышайте необходимое значение глубины обработки или подачи.
5
Page 6
2.26 Не оставляйте работающий станок без
присмотра.
2.27 Не позволяйте проводить монтаж и балансировку шлифовального круга неподготовленному персоналу.
2.28 Ни когда не отключайте подвод СОЖ до
полной остановки шпинделя станка.
2.29 Не обрабатывайте материал не предназначенным для этого шлифовальным кругом.
2.30 Своевременно выполняйте правку шлифовального круга воизбежание его засаливания.
2. ОПИСАНИЕ ШЛИФОВАЛЬНОГО СТАНКА
2.1 Введение к шлифовальному станку:
Ось Х станка (перемещение стола влево/вправо)
может осуществляться с помощью гидроцилиндра или вручную. Ось Y станка (перемещение
шпинделя вверх/вниз) может осуществляться с
помощью электродвигателя подъема/опускания
автоматически или вручную. Перемещение стола вперед/назад (ось Z) может выполняться автоматически электродвигателем постоянного
тока.
1. СТОЙКА:
Увеличенная по высоте стойка, выполненная с
ребрами жесткости в виде сот, идеально подходит для тяжелых и нагруженных работ.
2. КОНСТРУКЦИЯ:
Конструкция стола, каретки и основания выполнена из высококачественного чугунного литья и
снабжена ребрами жесткости.
3. ШПИНДЕЛЬ:
Увеличенный шпиндельный узел установлен на
4х предварительно нагруженных высокоточных
угловых шариковых подшипниках.
4. НАПРАВЛЯЮЩИЕ
Вертикальные, двойные поперечные и одиночные продольные плоские направляющие оснащены покрытием Турсит-Би (Turcite-B), обеспечивают стабильность перемещения и длительный срок службы.
5. АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ:
Все направляющие, ходовые винты оснащены
системой автоматической смазки для избежания
их износа.
6. ПОПЕРЕЧНАЯ ПОДАЧА:
Шарико-винтовая пара поперечного перемещения стола приводится в действие электродвигателем переменного тока.
7. ГИДРАВЛИЧЕСКИЙ СТОЛ:
Продольное перемещение стола может плавно
регулироваться в диапазоне 5-28 м/мин. Перемещение стола вручную осуществляется с помощью реечной передачи.
8. КОНЦЕВЫЕ ВЫКЛЮЧАТЕЛИ:
Установите в необходимое положение регулируемые (скрытые) концевые выключатели (ограни-
инструкция по эксплуатации станка JET модели JPSG-0618H
чители) продольного перемещения стола для
облегчения работы на станке.
9. РЕГУЛИРОВКА СКОРОСТИ СТОЛА:
Имеющаяся гидравлическая регулировка скорости стола позволяет оператору предварительно
задавать необходимую скорость перещения стола, что позволяет, эффективно использовать
рабочее движение стола все время.
10. МАХОВИКИ:
Маховики вертикального и поперечного перемещения снабжены скользящими нониусами, позволяющими установить их в нулевое положение
при любых положениях шпинделя и стола.
11. На данном станке могут быть обработаны
заготовки из перечисленных ниже материалов:
СТАЛИ (углеродистые и легированные), НЕРЖАВЕЮЩИЕ СТАЛИ, ЛИТЕЙНЫЕ ЧУГУНЫ
МЕДЬ, АЛЮМИНИЙ – немагнитные материалы.
Запрещается шлифование без применения СОЖ
и шлифование немагнитных материалов на магнитном столе.
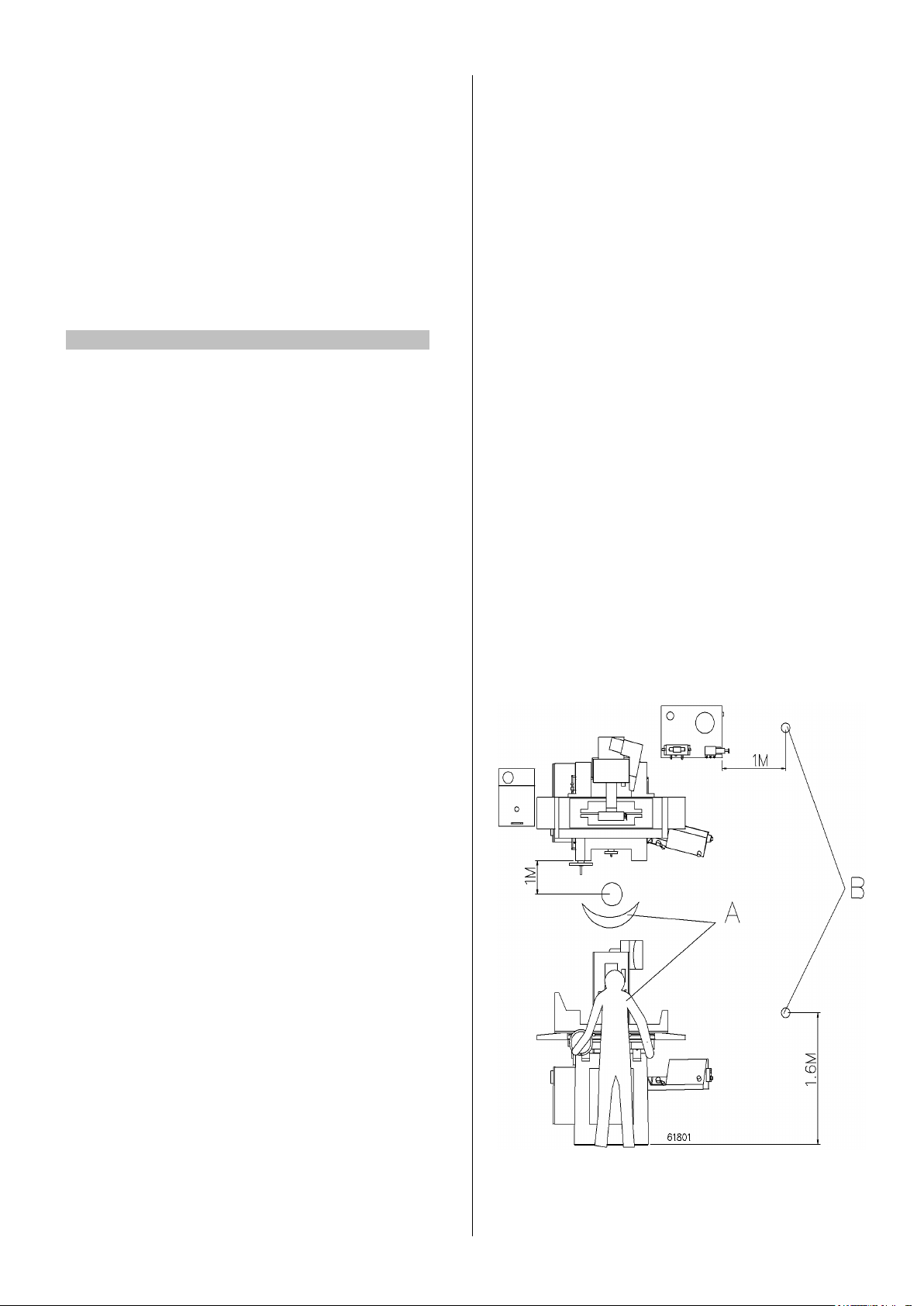
2.2 Уровень шума и положение оператора
Уровень шума этого станка должен быть не более 75 дБ. Проверка уровня шума:
(1) Фоновый шум: не более 60 дБ.
(2) Проверка уровня шума станка: На расстоя-
нии 1 метра от рабочего стола и на высоте 1,6
метра от пола.
(3) Контрольный прибор: Соответствующий требованиям IEC 651, шумометр для ТИПА 1.
Рис.2.3: Вид станка и положение оператора
6
Page 7
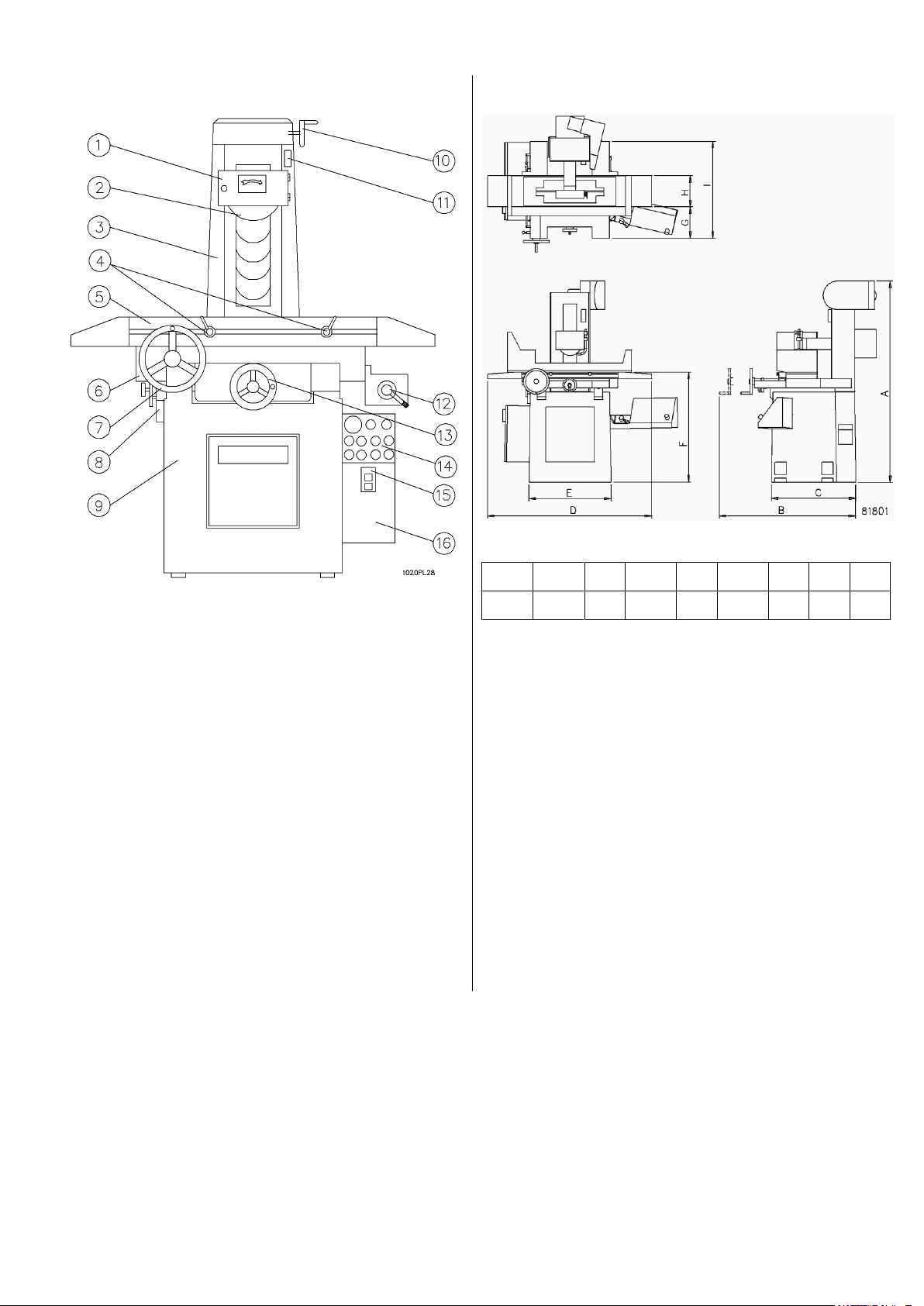
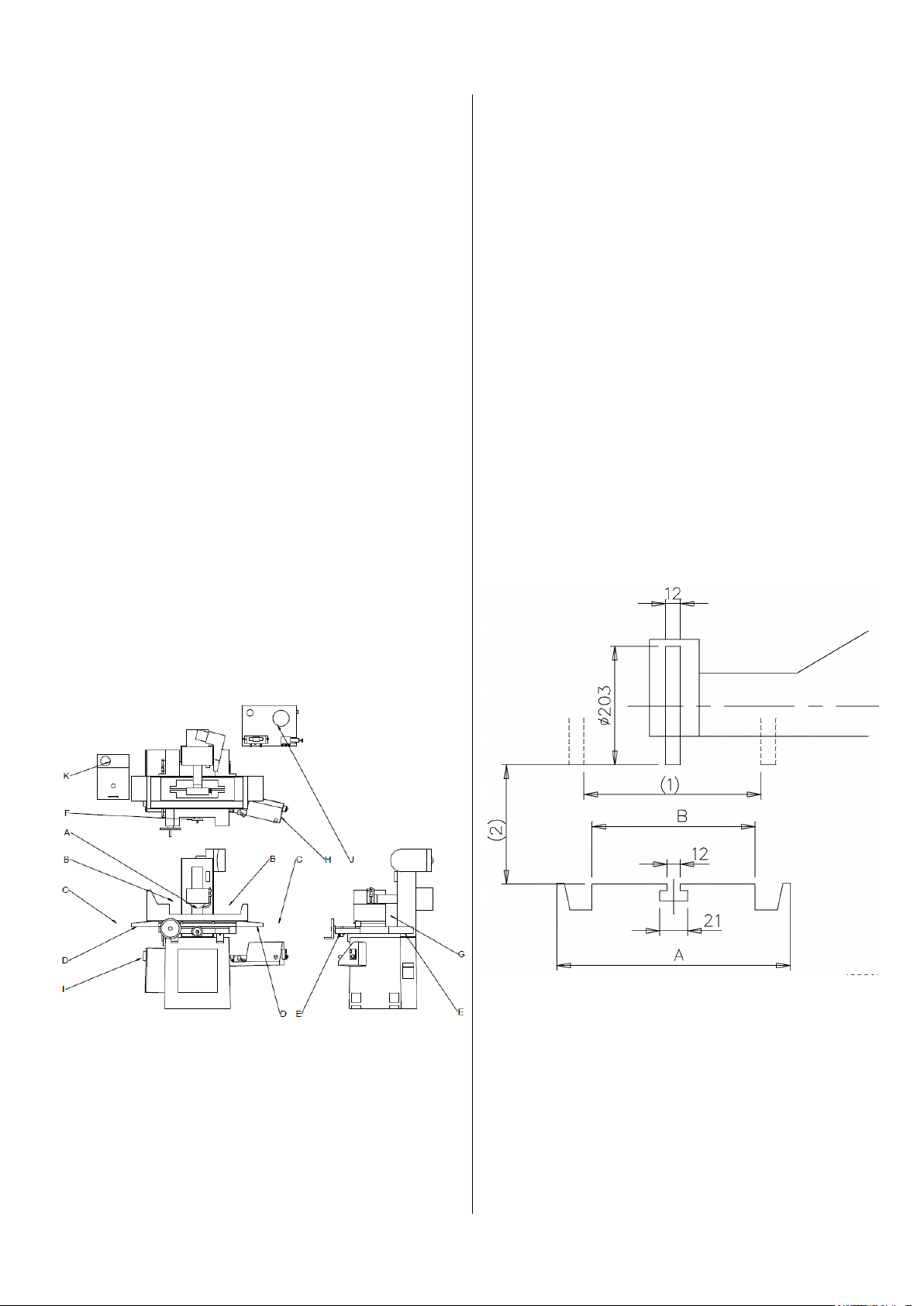
2.3 Основные узлы станка
A B C D E F G H I
1930
1105
645
1308
635
1010
230
280
695
инструкция по эксплуатации станка JET модели JPSG-0618H
2.4 Габаритные размеры и фундаментный план
1 .... Защитный кожух шлифовального суппорта
2 .... Шлифовальный круг
3 .... Стойка
4 .... Ограничители продольного перемещения
стола
5 .... Шлифовальный стол
6 .... Каретка стола
7 .... Маховик продольного перемещения
8 .... Ограничители поперечного перемещения
стола
9 .... Станина
10 .. Маховик перемещения шпинделя
11 .. Инструментальный шкаф
12 .. Управление продольным перемещением
стола
13 .. Управление поперечным перемещением
стола
14 .. Пульт управления
15 .. Выключатель СОЖ и вытяжки
16 .. Электрический шкаф
7
Page 8
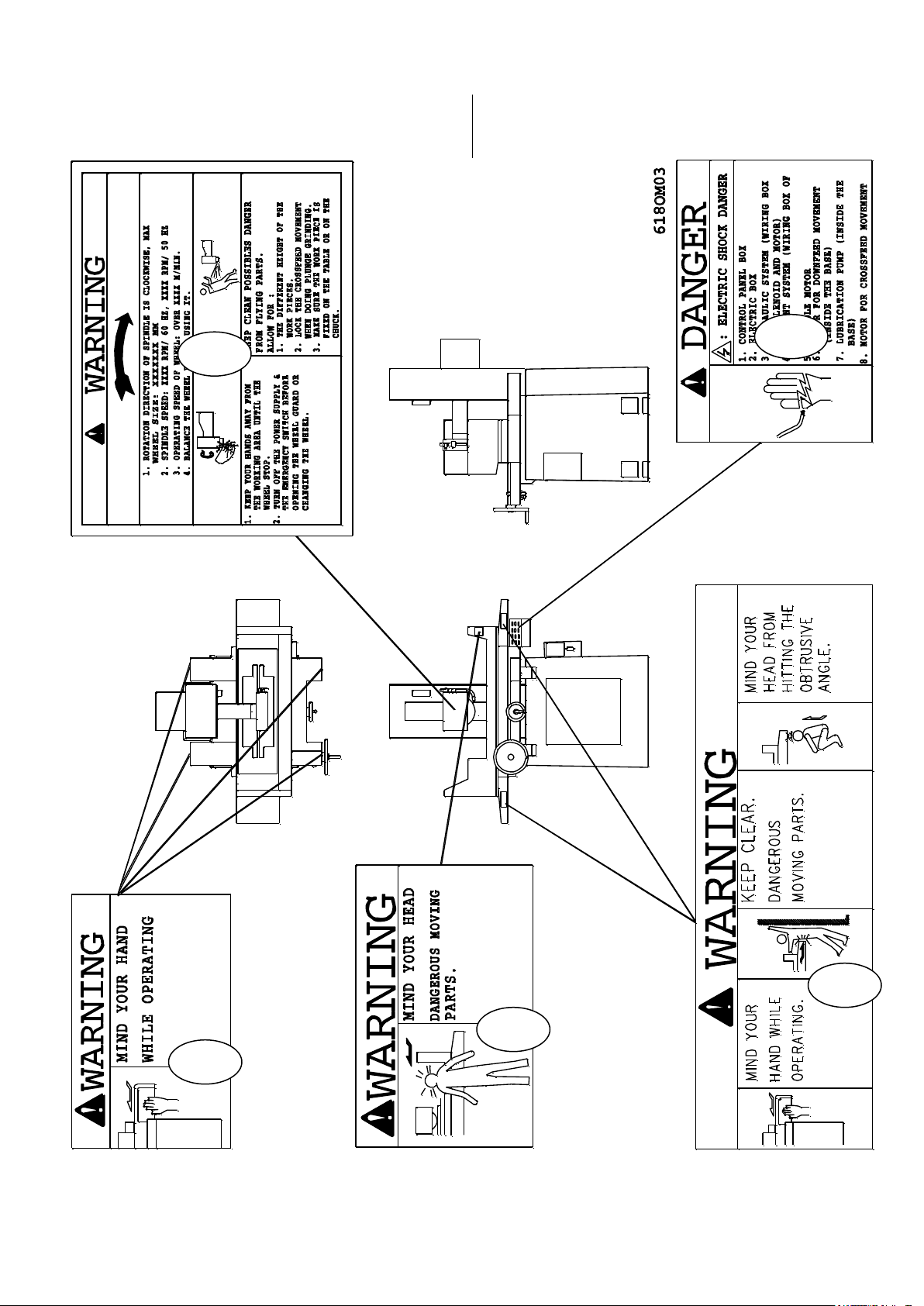
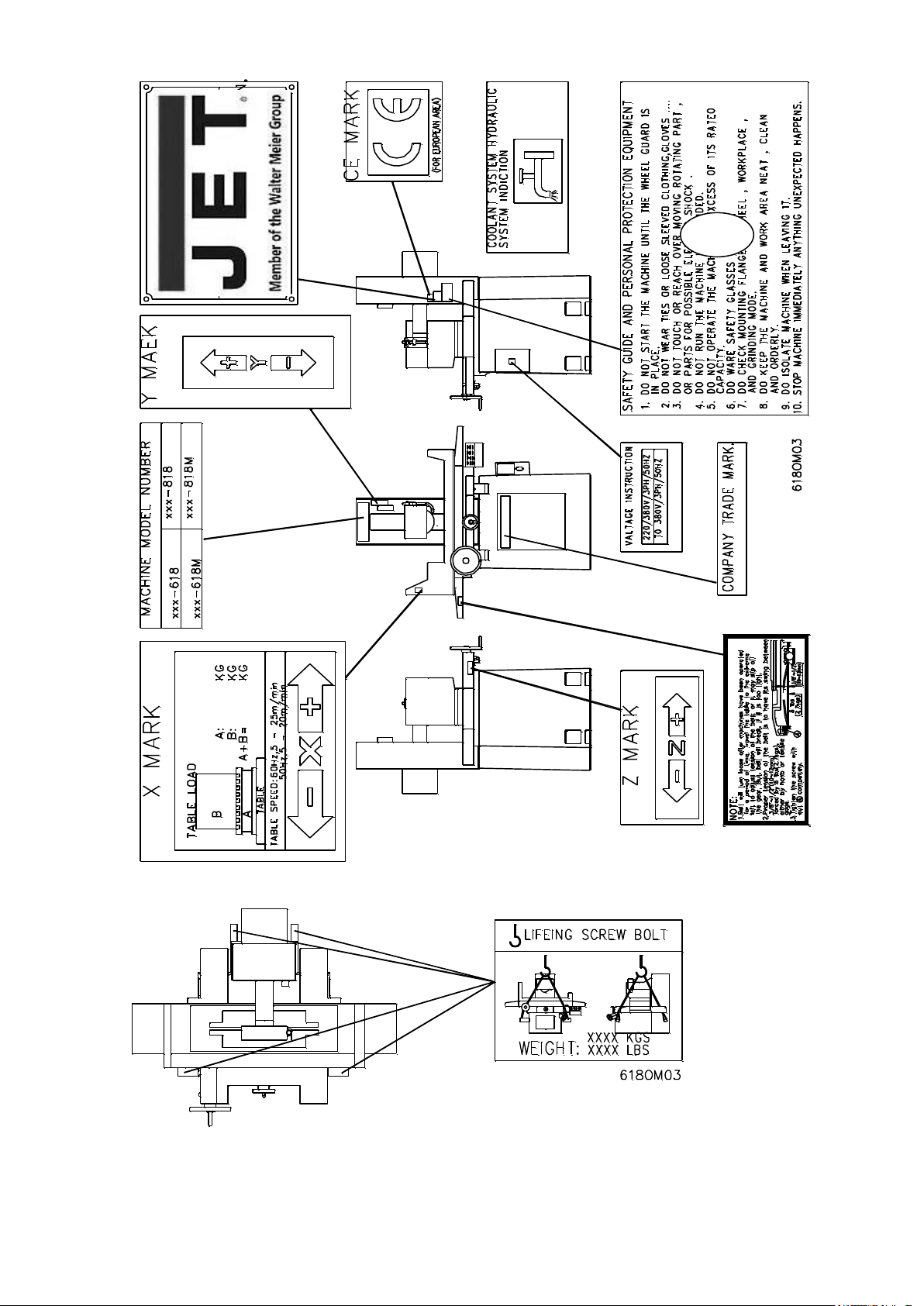
2.5: Предупредительные знаки
А
В
С D E
Предупредительные знаки на этом станке, предназначены для того, чтобы предупредить Вас о
возможных опасностях, эти знаки помогают Ва-
инструкция по эксплуатации станка JET модели JPSG-0618H
шей безопасности. Пожалуйста, прочитайте и
полностью поймите информацию предупредительных знаков перед работой
8
Page 9
инструкция по эксплуатации станка JET модели JPSG-0618H
ПРЕДУПРЕЖДЕНИЕ
1.Направление вращение шпинделя по часовой
стрелке, максимальный размер шлифовального
круга: 203 мм
2.Частота вращения шпинделя 2850 об/мин
50Гц
3.Рабочая скорость круга 1800 м/мин
4.Отбалансировать шлифовальный круг перед
установкой на станке
1.Берегите Ваши руки
в зоне обработки до
полной остановки
шлифовального круга
2.Отключите питание
станка прежде чем
выполнять работы по
настройке,
регулировке и замене
шлифовального круга.
Берегитесь
возможных
опасностей от
отлетающих частей:
1.Различная высота
установленных
заготовок.
2.Блокируйте
поперечное
перемещение стола
при шлифовании
врезанием.
3.Убедитесь, что
обрабатываемая
деталь надежно
фиксируется
магнитным столом.
ОПАСНОСТЬ
Опасность поражения электрическим
током
1.Пульт управления
2.Электрошкаф
3.Гидравлическая система (провода,
шкаф, соленоид, мотор)
4.Система подвода СОЖ (провода,
насос)
5.Мотор шпинделя
6.Мотор вертикального перемещения
(внутри станины)
7.Насос системы смазки (внутри
станины)
8.Мотор поперечного перемещения
ПРЕДУПРЕЖДНИЕ
Контролируйте положение рук
при работе
ПРЕДУПРЕЖДНИЕ
Контролируйте положение
головы Опасность повреждения
подвижными частями
ПРЕДУПРЕЖДНИЕ
Контролируйте положение рук
при работе
Не стойте на пути
Опасность от движущихся частей
станка
Контролируйте положение
головы
Можно удариться о
выступающие части
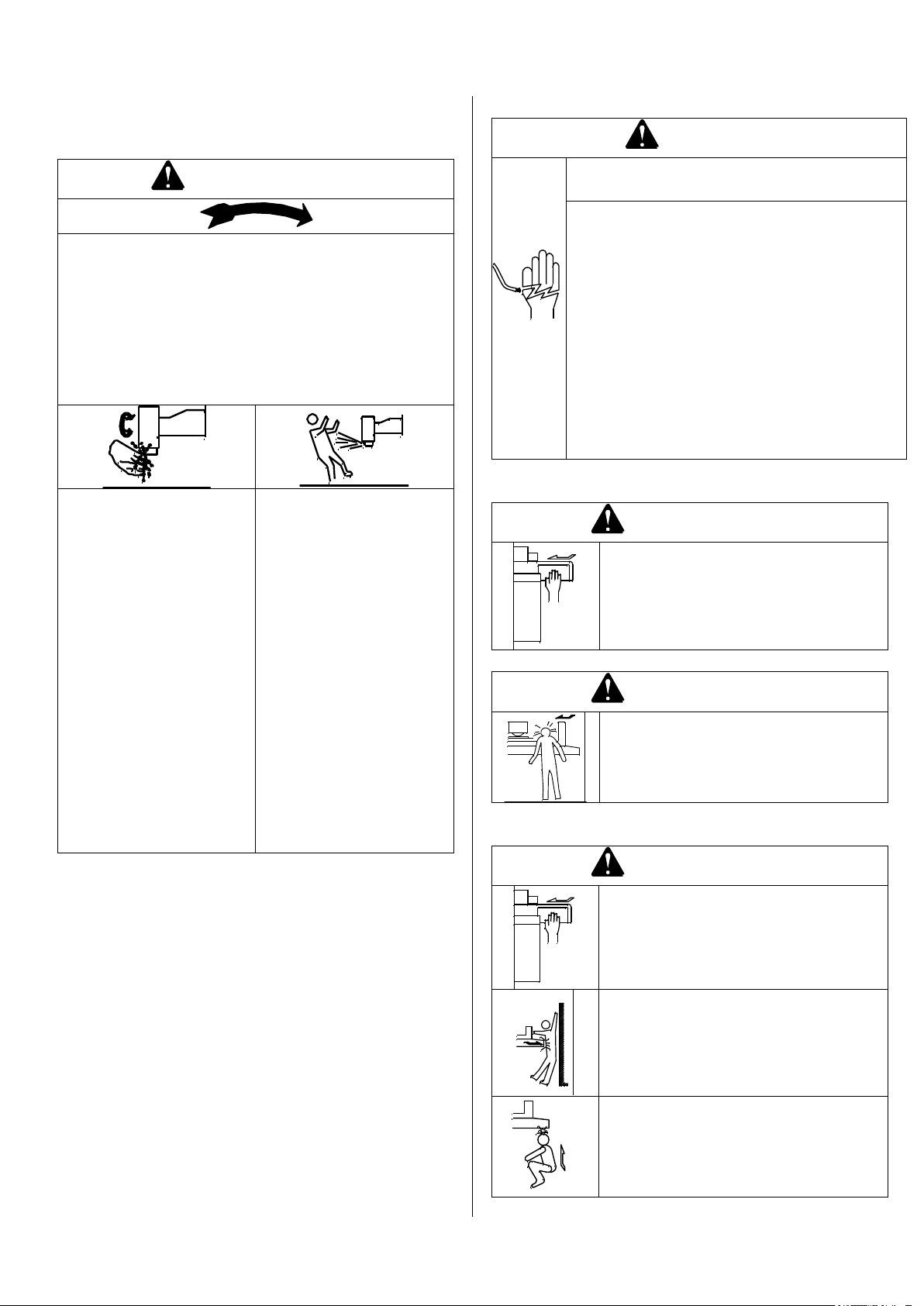
2.5: Предупредительные знаки (продолжение)
А.
В.
С. ВНИМАНИЕ!
D.
Е.
9
Page 10
инструкция по эксплуатации станка JET модели JPSG-0618H
F
10
Page 11
инструкция по эксплуатации станка JET модели JPSG-0618H
F. Инструкция по безопасности и средствам
личной защиты:
1.Не включайте станок при снятой защите
шлифовального круга.
2.Не применяйте изношенные или незатянутые
оправки.
3.Не касайтесь руками или телом вращающихся
или перемещающихся узлов станка,
электрических проводов и разъемов.
4.Не оставляйте без присмотра работающий в
автоматическом режиме станок.
5.Не устанавливайте на станке детали
размерами больше допустимых.
6.Одевайте защитные очки и обувь.
7.Проверяйте установочные фланцы,
шлифовальный круг, заготовку и режимы
шлифования.
8.Содержите рабочую зону и пространство около
станка в чистоте и порядке.
9.Отключайте станок когда уходите.
10.Немедленно отключайте станок, если что-то
случилось.
2.6 Потенциальные опасные зоны
Этот станок предназначен для обработки шлифованием стальных деталей, и имеет много
электрических устройств и электрического оборудования. Запрещается открывать защитные
крышки и экраны, а также находится в опасной
близости от них при работе или обслуживании
станка.
D.Риск удара:
Удар по голове двигающимся столом.
Е.Риск прижатия:
Рука в зоне перемещения салазок стола.
F.Риск захвата одежды:
Незастегнутая или свободная одежда может попасть между подвижными частями станка.
G.Риск прижатия:
Перемещение шпиндельной головки.
Н.Риск удара током:
Если оператор без соответствующей подготовки
откроет пульт управления.
I.Риск удара током:
Если оператор без соответствующей подготовки
откроет электрошкаф.
J.Риск удара током:
Если оператор без соответствующей подготовки
снимет крышку мотора или соединительные
провода или крышку электромагнита масляного
бака.
K.Риск удара током:
Если оператор без соответствующей подготовки
откроет крышку клеммной коробки бака СОЖ.
2.7: Рабочая зона
Опасные зоны станка
А.Риск порезаться:
Рука в зоне резания вращающегося на шпинделе шлифовального круга.
В.Риск удариться:
Удар по голове в рабочей зоне столом станка.
С.Риск прижатия:
Двигающийся стол может прижать проходящего
человека.
ПОМНИТЕ: Нагрузка на стол не учитывает вес
зажимных приспособлений.
1) Максимальная ширина шлифования ..... 168 мм
2) Максимальная высота шлифования ...... 208 мм
3) Максимальная длина шлифования ....... 480 мм
4) Максимальная нагрузка на стол ................45 кг
5) Скорость перемещения стола ......... 5-23 м/мин
6) Размер магнитного стола ............... 150х450 мм
А Габаритная ширина стола ...................... 210 мм
В Опорная ширина стола ........................... 154 мм
11
Page 12
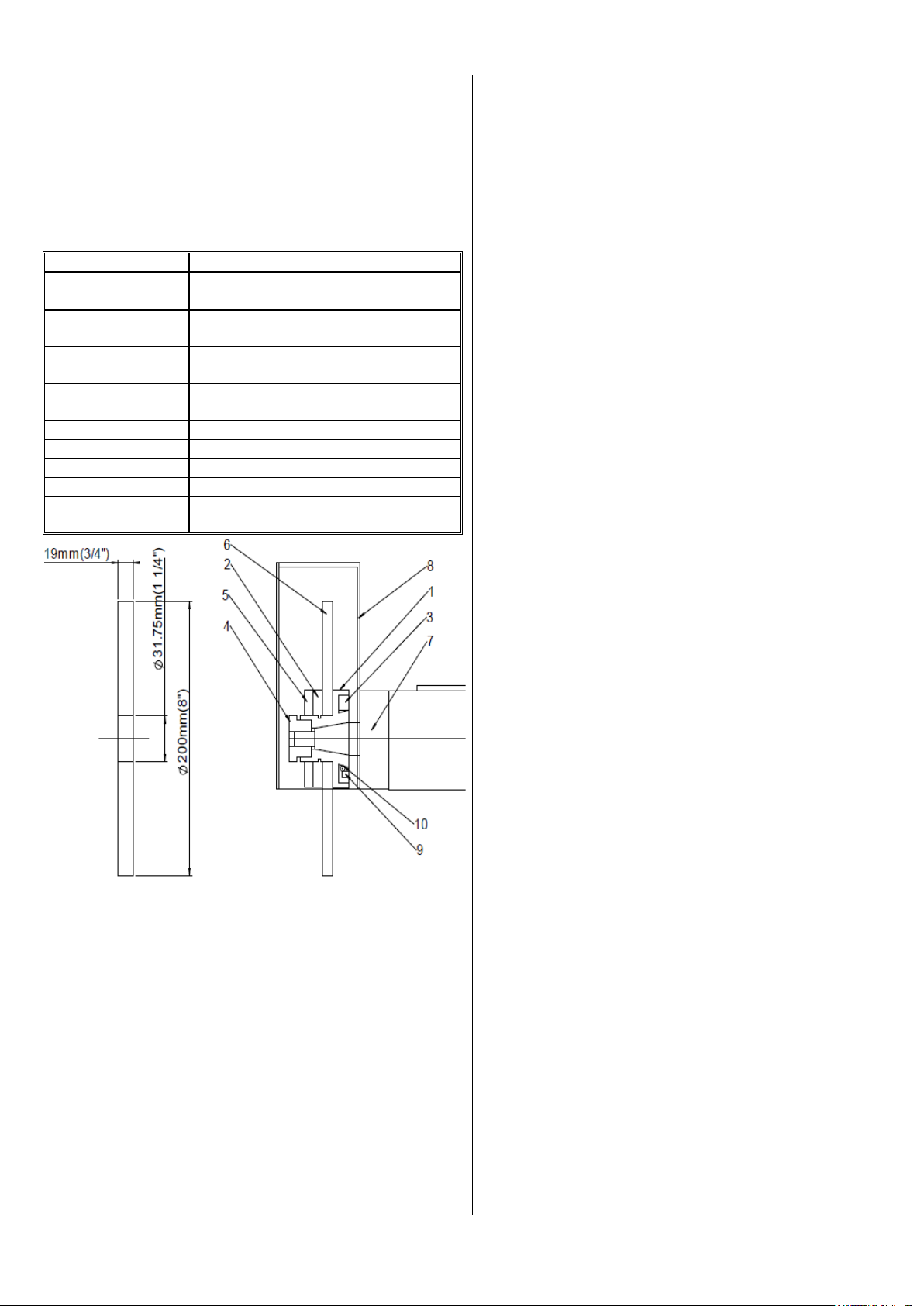
2.8 Спецификация шлифовального круга и
№
Описание
№ детали
кол.
Примечание
1
Фланец
№100114
1 2
Блок фланца
№100116-1
1
3
Балансировоч
ный блок
№100119
3
4
Гайка фланца
№100115-2
1
1/2”x12NC,левая
резьба
5
Зажимная
шайба
№100117-1
1
6
Шлифкруг
1 200/12/31.75
7
Шпиндель
№1011
1
8
Кожух круга
№1012
1
Толщина 3 мм
9
Винт 3
M4x0.7Px4L(мм)
10
Шарик
3 Твердость:
60HRc, 4мм
шпинделя
(1) Спецификация круга:
Наружний диаметр: Ø203 мм
Внутренний диаметр: Ø31,75 мм
Ширина: 12 мм — 19 мм
Скорость вращения круга около 1800 м/мин.
(2) Фланцы соответствуют ISO-R666.
2.9 Технические характеристики станка
Размер стола ....................................... 152х450 мм
Макс. продольный ход стола ..................... 480 мм
Макс. поперечный ход стола ...................... 168 мм
Макс. расстояние ось шпинделя-стол ....... 460 мм
Размер магнитного стола .................... 150х450 мм
Продольное перемещение стола:
- гидравлическое ......................................... 480 мм
- ручное ....................................................... 510 мм
Скорость движения стола .................... 5-23 м/мин
Поперечное перемещение стола:
- автоматическое ступенчатое .................. 1-10 мм
- максимальное автоматическое................ 180 мм
- максимальное ручное .............................. 195 мм
- перемещение за оборот маховика .............. 5 мм
- цена деления нониуса ............................. 0,02 мм
инструкция по эксплуатации станка JET модели JPSG-0618H
Вертикальное перемещение суппорта:
- перемещение за оборот маховика .............. 1 мм
- цена деления нониуса ........................... 0,005 мм
Шлифовальный шпиндель:
- частота вращения ............................ 2850 об/мин
- мощность ................................................... 1,5 кВт
Размер шлифовального круга:
- стандартный ............................. 203х12х31,75 мм
- максимальный .......................... 203х19х31,75 мм
Размеры упаковки ................. 1940х1400х1930 мм
Масса станка (примерно) .............................. 820 кг
*Примечание: Спецификация данной
инструкции является общей информацией.
Данные технические характеристики были
актуальны на момент издания руководства по
эксплуатации. Производитель оставляет за
собой право на изменение конструкции и
комплектации оборудования без уведомления
потребителя.
Настройка, регулировка, наладка и
техническое обслуживание оборудования
осуществляются покупателем.
В технических характеристиках станков указаны
предельные значения зон обработки, для оптимального подбора оборудования и увеличения
сроков эксплуатации выбирайте станки с запасом.
Станок предназначен для эксплуатации в закрытых
помещениях с температурой от 10 до 35˚С и относительной влажностью не более 80%.
Во избежание преждевременного выхода электродвигателя станка из строя и увеличения ресурса его работы необходимо: регулярно очищать электродвигатель от стружки и пыли; контролировать надежность контактов присоединенных силовых кабелей; контролировать соответствие сечения силового или удлинительного
кабеля.
Обслуживающий персонал должен иметь соответствующий допуск на эксплуатацию и
проведение работ на оборудовании оснащенного электродвигателем напряжением
питания 380В, 50Гц.
2.10 Стандартная комплектация
Электромагнитный стол
Шлифовальный круг с фланцами и съемником
Балансировочный стенд с оправкой
Автоматическая система смазки
Система подвода СОЖ с магнитным сепаратором
Алмазный карандаш для правки круга
Поперечная подача на IDG
Лампа местного освещения
Защитный экран
Регулировочные опоры
12
Page 13
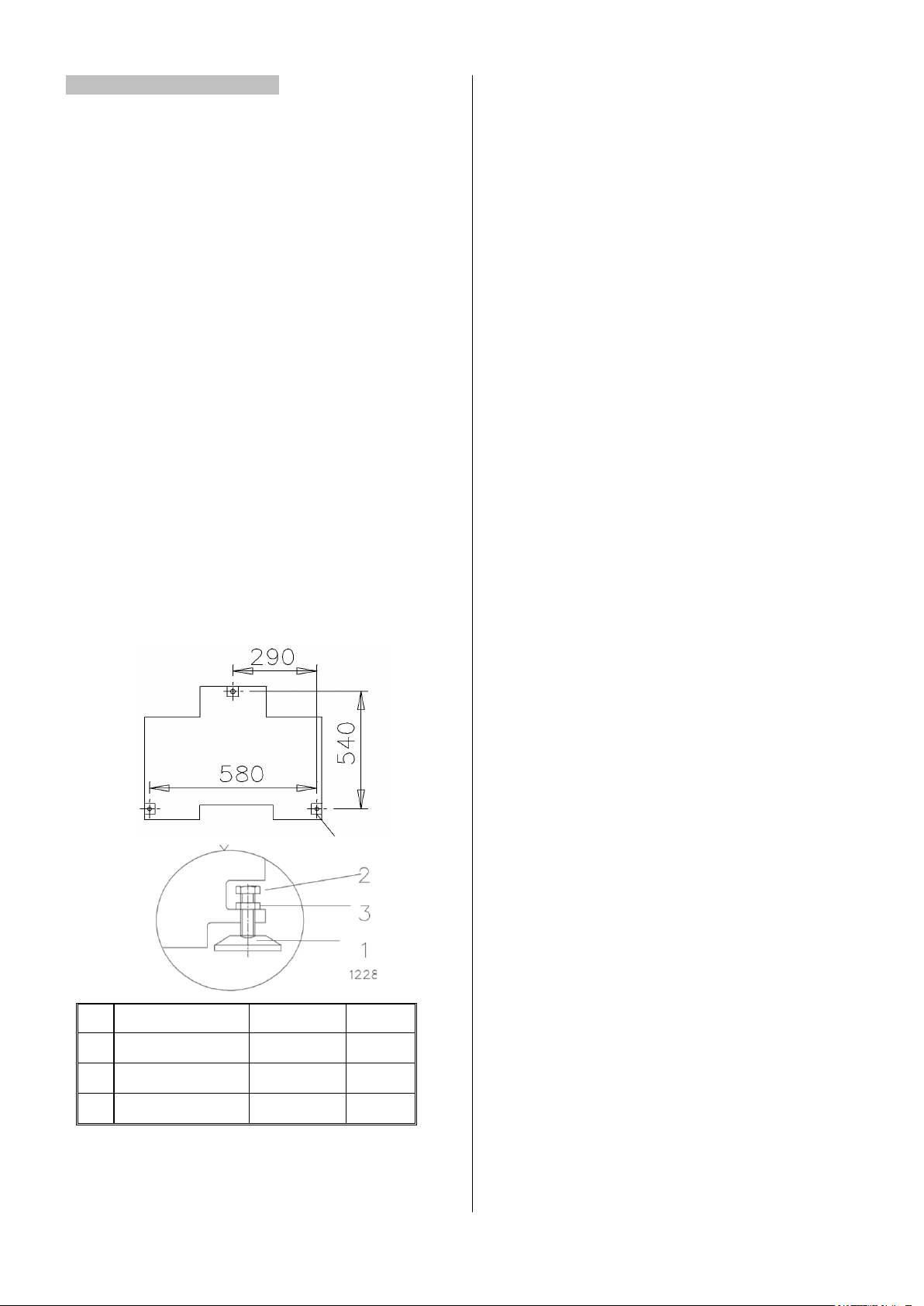
3. ТРЕБОВАНИЕ СТАНКА
№
наименование
артикул
кол.
1
Опора
100506-1
3
2
Винт
100505
3
3
Гайка
M22х2,5P
3
3.1: Необходимая площадь
Минимальное пространство для станка:
Для удобства работы на станке, проведения мероприятий по его облуживанию, а также учета
перемещения его подвижных элементов необходимое пространство должно составлять, не менее: длина 1810 мм, ширина 1133 мм, высота
1660 мм.
ВНИМАНИЕ: запрещается эксплуатация станка в
помещениях с взрывоопасными средами.
3.2. Требования к фундаменту
Твердая, ровная, стабильная поверхность является залогом точности работы станка. Нагрев
солнечными лучами и вибрация также влияют на
точность результатов работы.
Требования к размещению:
(1) Фундамент должен выдерживать нагрузку
более чем 2т/м
(2) Избегайте размещения в зоне попадания
солнечных лучей.
(3) Избегайте размещения рядом с оборудованием вызывающим вибрацию, например прессами.
(4) Обеспечьте хорошую вентиляцию.
(5) Устанавливайте станок на подготовленном
фундаменте.
(6) Фундаментный план:
2
.
ВНИМАНИЕ: Станок должен быть отрегулирован
по высоте, допустимый перекос не более
0,02/1000 мм.
инструкция по эксплуатации станка JET модели JPSG-0618H
3.3: Требование окружающей среды
Станок не оснащен специальными взрывозащищающими устройствами электрических элементов, поэтому не должен эксплуатироваться во
взрывоопасной окружающей среде.
Основные требования:
1) Диапазон температур: 5-40˚С, однако, если
необходимо получение точных и стабильных
результатов обработки, рекомендуется температура около 20˚С.
2) Относительная влажность 30-95%, не допускается появление росы или конденсата.
3) Максимально возможная высота над уровнем
моря – согласовывается с заводомизготовителем.
4) Не допускается наличие в воздухе пыли, паров веществ вызывающих коррозию, солей или
окислителей.
5) Не допускается любых типов вибрации.
6) Не допускается попадания прямых солнечных
лучей.
7) Не допускается воздействие электромагнитных излучений.
8) Уровень освещения не менее 300 Люкс.
3.4 Требования электрической цепи
1) Напряжение: 3 фазы, переменный ток, обеспечивается клиентом, номинальное напряжение
0,9-1,1.
2) Частота 50 Гц, номинальная частота 0,99-1,01.
3) Напряжение для электромагнитного стола:
Макс.110В.
4) Потребление электроэнергии: 3 КВА
5) Сечение проводов: 3,5 мм
3.5 Спецификация СОЖ, гидравлического масла
и масла для смазки
1) Тип и концентрация СОЖ зависит от типа обрабатываемого материала, условий обработки и
жесткости воды в регионе.
Не используйте легковоспламеняющиеся или
вредные для здоровья жидкости.
Необходимый объем СОЖ: 40 л.
Производите замену применямой СОЖ ЕЖЕМЕСЯЧНО
2) Гидравлическое масло: ISO CB32 или HL32
Необходимый объем гидравлического масла: 72л.
Производите замену каждые ШЕСТЬ МЕСЯЦЕВ!
3) Масло для смазки
Необходимый объем: 2 л.
Проверяйте уровень масла ЕЖЕДНЕВНО!
Примечание: Заболевания кожи могут быть вызваны постоянным контактом с маслами, чистыми и отработанными. Необходимо следовать
нижеперечисленным мерам предосторожности:
1.Избегайте ненужного контакта с маслами.
2.Носите защитную одежду.
2
(L1, L2, L3, PE).
13
Page 14

3.используйте защитные экраны.
4.Не надевайте одежду, пропитанную или загрязненную маслом.
5.После работы тщательно вымойте части тела,
имевшие контакт с маслом.
6.Регулярно производите замену масла.
7.Утилизируйте правильно отработанное масло
и СОЖ.
4. Подъем краном
4.1.1 Подъем станка в упаковке
(1) Вес упаковки брутто составляет 970 кг.
(2) Грузоподъемность крана должна превышать
вес поднимаемого груза.
(3) Подготовьте подходящие стропы.
(4) Перепроверьте стропы перед началом работ
по подъему.
(5) Разместите стропы, как показано на Рис.4.1.1.
(6) При подъеме грузчики должны держаться
отдельно от станка, недопускать появления людей под поднимаемым грузом или в опасной
близости от него.
(7) Грузчики должны иметь соотвествующую
квалификацию и допуск к проведению работ.
Рис.4.1.1
Примечание: Для подъема мы рекомендуем
следующее:
1.Все грузоподъемное оборудование должно
быть проверено только одним человеком.
2.Разложите стропы в хорошо освещенном месте.
3.Проверьте обе стропы на предмет поврежде-
ний или надрывов.
4.Стропы должны быть проверены по всей длине.
4.1.2 Перемещение станка
(1) Масса станка около 820 кг.
(2) Грузоподъемность крана должна превышать
вес перемещаемого груза.
(3) Подготовьте подходящие стропы.
(4) Пожалуйста, перепроверьте стропы перед
началом работ по перемещению.
(5) Проверьте положение строп как на Рис.4.1.2
снова, чтобы не позволить им повредить части
станка.
инструкция по эксплуатации станка JET модели JPSG-0618H
(6) Перепроверьте еще раз все крепления и
фиксаторы, смотри Рис.4.3.
(7) Проверьте подъемный крюк.
(8) При перемещении грузчики должны держаться отдельно от станка, недопускать появления
людей под поднимаемым грузом или в опасной
близости от него.
(9) Грузчики должны иметь соотвествующую
квалификацию и допуск к проведению работ.
Рис.4.1.2
4.2 Перемещение вилочным погрузчиком
4.2.1 Перемещая станок в неразобранной транспортной упаковке при помощи вилочного погрузчика, проверьте:
(1) Вес брутто станка в упаковке составляет 970кг
(2) Грузоподъемность погрузчика должна
превышать вес перемещаемого груза.
(3) Способ транспортировки показан на
Рис.4.2.1, длина вил погрузчика должна быть
достаточной, чтобы они проходили по всей
длине станка.
(4) Не поднимайте упаковку выше чем на 120 мм.
(5) Оператор погрузчика должен иметь
соответствующую квалифицикацию и допуск к
работам.
Рис.4.2.1
4.2.2 Перемещая станок без упаковки при помощи вилочного погрузчика, пожалуйста, проверьте:
14
Page 15

(1) Масса станка составляет 820 кг
Фиксаторы
(2) Грузоподъемность погрузчика должна
превышать вес перемещаемого груза.
(3) Способ транспортировки показан на
Рис.4.2.2, длина вил погрузчика должна быть
достаточной, чтобы они проходили по всей
длине станка
(4) Перепроверьте еще раз все крепления и
фиксаторы, смотри Рис.4.3.
(5) Оператор погрузчика должен иметь соответствующую квалифицикацию и допуск к работам.
Рис.4.2.2
4.3 Фиксаторы станка
Перед любым перемещением станка, необходимо зафиксировать его подвижные части, это
позволит избежать смещения центра тяжести
станка и перемещения рабочего стола.
На Рис.4.3 показано место установки 3х
фиксирующих винтов - M8х1,25P.
Сохраняйте фиксаторы, для возможного использования в будущем при транспортировке!
Рис.4.3
4.4 Установка станка.
4.4.1 Окружающая среда для установки.
Окружающая среда в месте установки может
оказать существенное влияние на точность работы станка. Т.к. задача плоскошлифовального
инструкция по эксплуатации станка JET модели JPSG-0618H
станка выполнять обработку деталей с высокой
точностью, необходимо быть внимательным к
условиям, в которых будет работать станок.
Основными причинами влияющими на точность
работы являются: вибрация и значения
температуры. Если необходимо получить точность обработки, мы рекомендуем поддерживать
температуру 20˚С±2˚С.
4.4.2 Установка
Установите станок на подготовленный
фундамент или покрытие, способное
выдерживать нагрузку более 2 тонны на м
2
,
см.Рис.3.2. С помощью молотка установите
регулировочные вырывнивающие блоки, и
убедитесь, что они надежно поддерживают
станок.
4.5 Выравнивание станка по высоте.
Необходимо выполнять эту операцию очень
аккуратно и точно, т.к. первая установка
повлияет на точность и долговечность работы
станка, а также на точность обрабатываемых
деталей.
Необходимая точность применяемого для этой
регулировки уровня должна быть не менее
0,02/1000 мм. Ниже описана
последовательность регулировки:
(1): На Рис.4.5 показана схема проверки.
Убедитесь, что стол станка находится в среднем
положении. Поместите точный уровень на столе
станка, в двух взаимноперпендикулярных
положениях, сначала в поперечном (А), затем в
продольном (В).
(2): Проверьте выполнение пункта 4.4.2
инструкции, отрегулируйте винты № 4,5, так,
чтобы пузырь датчика уровня (B) оказался в
центре, затем отрегулируйте винт №1, так,
чтобы пузырь датчика уровня (A) оказался в
центре уровня.
(3): Зафиксируйте положение винтов №1,4,5
контргайками №6.
(4): (для станков JPSG-1020AH/1224АН).
(5): Вращайте маховик продольного
перемещения, отведите стол в крайние
положения влево и вправо, проверьте, что
смещение пузыря датчика уровня (В) не
превышает 0,02/1000 мм.
(6): Вращайте маховик поперечного
перемещения, отведите стол в крайние
положения вперед и назад, проверьте, что
смещение пузыря датчика уровня (А) не
превышает 0,02/1000 мм.
(7): Если пузырь уровня в пункте (5) и/или (6)
смещается больше чем 0,02/1000 мм,
пожалуйста, повторите еще раз
последовательность действий (1), (2), (3) и (4).
15
Page 16

(8): Используйте молоток, чтобы удалить из-под
отрегулированного по высоте станка опорные
блоки.
Рис.4.5
5. ПОДГОТОВКА СТАНКА К РАБОТЕ
5.1: Удалить впитывающий гель и убрать транспортное антикоррозионное покрытие:
Для предотвращения появления ржавчины при
транспортировке, на обработанные поверхности
станка нанесен слой транспортной антикоррозионной смазки, в некоторых местах станка размещены пакетики с впитывающим влагу гелем.
Коричневая пленка на поверхности станка является защитой от ржавчины. Промасленной пленкой закрыты: конец шпинделя, поверхность стола и т.п. Впитывающий гель размещен в электрическом шкафу, коробке, на шпинделе, столе и
т.п. После установки станка, пожалуйста, соберите все пакетики с гелем и с помощью чистой
тряпки, смоченной дизелем, удалите со станка
антикоррозионное покрытие. Не используйте при
этом жидкости, которые могут разъесть металл
или повредить лакокрасочное покрытие.
ВНИМАНИЕ: ВПИТЫВАЮЩИЙ ГЕЛЬ НЕ СЪЕДОБЕН! НЕ ЕШЬТЕ ЕГО ТОВАРИЩИ ДОРОГИЕ!
Он изготовлен на основе кремниевой кислоты.
5.2: Демонтаж фиксаторов
См. пункт 4.3 инструкции, чтобы снять фиксирующие перемещение стола винты, после оконча-
инструкция по эксплуатации станка JET модели JPSG-0618H
тельной установки станка. Не выбрасывайте
фиксаторы, т.к. они пригодятся в случае необходимости переместить станок в другое место.
5.3 Заливка смазывающего масла
Заполните смазочным маслом перед использованием. Мы рекомендуем к применению нижеперечисленне масла (или их аналоги после согласования со службой сервиса):
MOBIL: VACTRA, 1.
GULF: slide-way 32.
ESSO: FEBIS, K32.
CASTROL: BD Magna 32.
SHELL: TONNA, T32.
Объем бака для смазывающего масла составляет 2 литра.
5.4: Заливка масла гидравлической системы
Пожалуйста, проверьте Рис.5.4, где показаны
заливное и сливное отверстия масла гидравлической системы станка. Во-первых, пожалуйста,
установите гидравлический резервуар около
станка справа. Во-вторых, соедините гидравлические трубы согласно Рис.5.4. Труба A для выхода масла, и труба B для подачи масла. Поскольку гидравлический резервуар пуст, пожалуйста, заполните его маслом для гидравлических систем. Объем бака гидросистемы составляет 72 литра, пожалуйста, залейте, приблизительно 60 литров, чтобы по шкале уровня масла
D уровень масла достиг 4/5.
Мы рекомендуем к применению нижеперечисленне масла для гидравлической системы (или
их аналоги после согласования со службой сервиса):
ESSO: UNIVIS 32
BP:ENERGO SHF32
SHELL: TELUS 32
TOTAL: EQUIVIS ZS32
MOBIL:D.T.E. 24 SHOWA: A-R32
CASTROL: HYSPIN, AWH32
Чтобы гарантировать работоспособность гидравлической системы, пожалуйста, выполняйте:
(1) Первая замена масла должна быть произведена через 3 месяца.
(2) Последующие замены масла должны быть
каждые 6 месяцев.
(3) Проверьте давление насоса в пределах 16
2
кг/см
.
(4) Заменяйте фильтр гидравлического резерву-
ара каждые шесть месяцев.
Пожалуйста, утилизируйте отработанные масла
и другие технические жидкости в соответствии с
требованиями действующего законодательства.
16
Page 17

инструкция по эксплуатации станка JET модели JPSG-0618H
f. Рекомендуемые бренды СОЖ:
SUN, SHOWA, ESSO, BP, SHELL, MOBIL,
CASTROL, ARAL,
Например: CASTROL SYNTILO, R coolant или
MOBIL SOLVAC 1535 СОЖ для шлифования
черных металлов.
3. Объем системы подвода СОЖ:
Объем бака системы подвода СОЖ с магнитным
сепаратором 40 литров.
4. Пожалуйста, утилизируйте отработанные
СОЖ и масла в соответствии с требованиями
действующего законодательства.
5. Когда Вы замените старую СОЖ в баке,
пожалуйста, подключите сначала насос подачи
СОЖ для перекачки к другому резервуару
шлангом В.
Рис.5.4
5.5 Подключение системы подвода СОЖ
1. Бак системы подвода СОЖ необходимо
установить с левой стороны станка,
присоедините (А, В) как показано на Рис.5.5.
2. СОЖ:
a. Пожалуйста, используйте ту СОЖ, которая
соответствует требованиям действующего
законодательства по охране окружающей среды
и не наносит вреда человеку.
b. Консультируйтесь с местными поставщиками
нефтепродуктов о подходящей СОЖ, исходя из
типа материала, условий обработки и жесткости
воды в Вашем регионе.
c. Для разведения водорастворимых СОЖ
руководстуйтесь рекомендациями поставщиков
СОЖ (в среднем необходимо разбавлять
концентрат СОЖ водой в пропорции 15 - 25:1).
d. Всегда доливайте в бак только должным
образом подготовленную СОЖ, вместо того,
чтобы доливать воду или концентрат поотдельности.
e. Заменяйте КАЖДЫЙ МЕСЯЦ весь объем
СОЖ в системе, это очень важно для
качественной обработки.
5.6 Подключение к сети
Пожалуйста, проверьте напряжение и частоту
согласно пункта 3.2 инструкции. Подключите питание гидравлической системы, системы подвода СОЖ и электромагнитной системы.
Максимальное потребление электроэнергии 3
КВА. Пожалуйста, используйте формулу, чтобы
вычислить электрический ток:
KVA x 1000 А: Электрический ток
A = ────── (АМПЕР) V: напряжение
V x √3 KVA: Полный расход энергии
Отношение напряжения, полного расхода энергии и электрического тока.
Для напряжения 380В необходим ток 10А.
Пожалуйста, проверьте местный закон о размере линии электроэнергии. Если нет никакой линии PE в сети питания, пожалуйста, используйте
заземленную медную полосу. Сопротивление
заземления должно составить 100 ОМ. Пожа-
17
Page 18

луйста, проверьте рисунок ниже, чтобы подключить кабели питания.
1. Подключите кабель питания системы СОЖ
(A), разъем маркирован _А_.
2. Подключите кабель питания гидравлической
системы (B), разъем маркирован _B_.
3. Подключите кабель электромагнитного стола
(C), к контактам (89), (90) в электрической
коробке, постоянное напряжение составляет
110В.
4. Подключите кабель внешнего питания (D) к
контактам L1, L2, L3, PE. Не соединяйте
нейтральную линию с контактом PE. Если у Вас
нет линии PE, пожалуйста, установите заземленную медную полосу вместо этого.
5. Проверка правильности подключения фазы:
шпиндель должен вращаться по часовой стрелке, когда Вы нажмете на кнопку пуска шпинделя,
или если Вы нажмете на кнопку включения насо-
са СОЖ, то она должна политься......и т.д. Это
все признаки правильного подключения фазы.
Если фаза подключена не правильно, нажмите
кнопку аварийного отключения питания немедленно и выключите главный выключатель. Затем
переставьте контакты L1 и L3.
инструкция по эксплуатации станка JET модели JPSG-0618H
5.7 Перепроверьте перед началом работы
Для Вашей безопасности, пожалуйста, проверьте следующие шаги, прежде, чем начать работать в первый раз.
(1) Залейте достаточный объем масла в резервуар для смазки.
(2) Залейте достаточный объем масла для гидравлической системы в бак.
(3) Залейте достаточный объем СОЖ в бак.
(4) Снимите фиксаторы стола станка.
(5) Удалите всю транспортную и антикоррозий-
ную смазку на станке.
(6) Удалите весь впитывающий гель со станка.
(7) Подключите кабели питания гидравлической
системы к электрической сети станка.
(8) Подключите кабели питания системы СОЖ к
электрической сети станка.
(9) Подключите кабели питания электромагнит-
ного стола к электрической сети станка.
(10) Удостоверьтесь, что регулятор скорости
стола находится в положении ВЫКЛ.
(11) Проверьте положение кнопки АВАРИЙНОГО
ВЫКЛЮЧЕНИЯ (E-STOP).
(12) Проверьте установку шлифовального круга
на шпинделе станка.
(13) Проверьте соответствие напряжения и частоты.
(14) Проверьте силовые кабели питания.
(15) Проверьте фазировку подключения.
(16) Проверьте, что регулировочные винты
обеспечивают положение стола в пределах
0,02/1000 мм.
(17) Проверьте, закрыта ли крышка шлифовального круга.
5.7.1:Демонтаж станка
Демонтаж станка выполняется в обратной последовательности монтажа.
18
Page 19

6.РАБОТА НА СТАНКЕ
№
Артикул
Описание
1
С-23-25R1B
Кнопка аварийного останова
отключает все моторы и функ-
ции
2
С90-25-30V
Лампа индикации питания
показывает напряжение
3
С50-22В1А1В
Режим работы стола:
(А) вправо–автоматический
(В) влево - ручной
4
С36-25R
Останов шпинделя
останавливает вращение
5
С36-25G
Включение шпинделя
запускает вращение
6
С36-25G
Выключение гидравлики
останавливает гидронасос
7
С36-25G
Включение гидравлики
запускает гидронасос
8
С44-1А01А
Ускоренное перемещение
шпинделя вверх/вниз
9
С47-22В2А2В
(А) Ручная поперечная подача
(ручной режим)
(В) Автоподача стола
10
С79-VR105A
Плавная регулировка поперечной подачи
выбор значения шага попереч-
ной подачи в автоматическом
режиме
11
С45-3А03А
Ускоренное перемещение попе-
речной подачи
№
Артикул
Описание
1
РВ3
С-36-25R1B
Кнопка останова шпинделя
отключает вращение
2
РВ2
С30-25G-24V
Кнопка включения шпинделя
включает вращение
3
РВ7
С36-25R1В
Отключение гидросистемы
отключает гидронасос
4
РВ6
С30-25G24V
Включение гидросистемы
включает гидронасос
5
РВ5
С36-25R1B
Отключение подачи СОЖ
отключает насос СОЖ
6
РВ4
С36-25G24V
Включение подачи СОЖ
включает насос СОЖ
7-1
SW4-2
С101-PW2A
для других моделей
7-2
SW4-1
С101-PW2A
для других моделей
8-1
SW2-2
C101-PW2
Ускоренное перемещение
включение
8-2
SW3-2
С36-25G24VR
Ускоренное перемещение
выключение
9-1
SW2-1
С101-PW2
Ручная поперечная подача
9-2
SW2-2
С101-PW2
Автоматическая поперечная
подача
10
VR2
С79-VR105A
Плавная регулировка поперечной подачи
выбор значения шага попереч-
ной подачи в автом. режиме
11
VR3
V99-VR500KB
Регулировка размагничивания
стола
12
VR4
C99-VR50KB
Регулировка намагничивания
стола
13
SW1
C93-30SW2A1B
Режим работы магнитного стола
(намагничивание-отключенразмагничивание)
14
РВ1
С23-25R1B
Кнопка аварийного останова
останавливает моторы и все
функции станка
6.1 Панель управления
инструкция по эксплуатации станка JET модели JPSG-0618H
6.2 : Панель управления, исполнение 2
19
Page 20

6.5 Работа шлифовального станка
Требования к работе подходят для любых плоскошлифовальных станков. Необходимо иметь
представление о последовательности действий
при работе на станке. Следуйте пошагово требованиям инструкции, чтобы иметь представление о правильных приемах работы и благополучной эксплаутации станка. Запоминайте все
действия.
6.5.1 Операционные меры безопасности
# Знать, как остановить станок до начала работы
на нем.
# Остановить станок немедленно, если происходит что-то нехарактерное.
# Никогда не превышайте допустимые возможностями станка величины срезаемого слоя.
# Никогда не пытайтесь шлифовать вручную.
# Не используйте фланцы шлифовального круга,
не проверив их совместимость с Walter Meier AG
# Все защитные приспособления и кожухи долж-
ны быть установлены на своих местах, дверцы
шкафов закрыты.
# Запрещается просовывать руки в рабочую зону
станка при двигающемся столе и/или вращающемся шпинделе.
# Отключите станок от сети питания, если необходимо покинуть рабочее место.
# Не обрабатывайте материалы не предназначенным для этого шлифовальным кругом.
Примечание: Непреднамеренное использование
Ни в коем случае станок не должен использоваться, для шлифования нижеперечисленных
материалов, поскольку в процессе обработки
возможно возникновение ядовитых паров, пыли
или самовоспламеняющиеся отходов:
Углерод, сплавы Магния, Пластмассы, Керамика,
легковоспламеняющиеся жидкости, шлифование
без применения СОЖ.
6.5.2: Предосторожности при работе на станке
(1) Пожалуйста, отключайте станок от сети перед проведением работ по установке или демонтажу шлифовального круга.
(2) Не работайте на станке без установленной
защиты шлифовального круга. Никогда не открывайте защиту при вращающемся шлифовальном круге.
(3) Никогда не помещайте руки в рабочую зону
при вращающемся шлифовальном круге.
(4) Убедитесь, что обрабатываемая деталь
удерживается на электромагнитном столе должным образом.
(5) Запрещается брать или подавать руками обрабатываемую деталь.
(6) Удостоверьтесь, что ширина, длина, и масса
детали не превышает возможности станка.
инструкция по эксплуатации станка JET модели JPSG-0618H
(7) Используйте правильное условие эксплуатации шлифовального круга и содержите его заточеным.
(8) Пожалуйста, контролируйте положение ваших рук и одежды во время работы станка.
(9) Не подключайте самостоятельно силовые
кабели, если Вы не знакомы с электрооборудованием и не имеете соответствующую квалификацию, существует опасность поражения электрическим током. Неправильное подключение
может привести также к повреждению электрических элементов станка или перемещению не в
том направлении.
(10) Дайте поработать вновь установленному
шлифовальному кругу в течение 5 минут на холостом ходу. При проверке не стойте в опасной зоне
возможного разлета осколков. Приступайте к работе только после проведения такой проверки.
(11) НЕ шлифуйте без применения СОЖ.
(12) Запрещается превышать максимальные
значения угловых скоростей шлифовального
круга.
(13) Перед запуском шпинделя убедитесь, что
защитный экран шлифовального круга закрыт.
(14) Не задавайте слишком высокую скорость
подачи, это может привести к уменьшению частоты вращения и приведет к нагреву детали.
(15) Снимайте шлифовальный круг со шпинделя,
если не планируете им работать. Бережное и
аккуратное обращение позволит продлить срок
его службы.
(16) Удостоверьтесь, что вращение шлифовального круга соответствует правильному, указанному на защитном экране.
(17) Проверьте все выключатели и кнопки, чтобы
видеть, что они находятся в положении
«ВЫКЛ.», перед началом работы на станке.
(18) Оператор должен носить защитные очки во
время работы.
(19) Остановите гидроподачу продольного перемещения стола при регулировке величины продольного перемещения.
(20) Отключите питание шпинделя после окончания работы и затем начинайте очищать стол.
(21) Не правьте боковые стороны круга (за исключением профильной заточки).
6.6 Тест вращения круга
Если Вы хотите установить новый круг, рекомендуем провести тест на вращение, чтобы удостовериться в его безопасности. Последовательность проведения теста ниже:
(1) Проверка защитного экрана:
Убедитесь, что экран закрыт после замены круга,
вверните крепежный винт экрана.
(2) Проверка и регулировка шланга подачи СОЖ:
Пожалуйста, проверьте правильность положения
носика шланга СОЖ после замены круга. Пра-
20
Page 21

вильно ли подается СОЖ на шлифовальный
круг. Проверьте надежность крепления носика
шланга.
(3) Проверьте перед началом работы:
Рукой немного прокрутите шлифовальный круг,
чтобы убедиться, что с ним все в порядке.
(4) Проведите тест на вращение круга:
Перед включением, пожалуйста, проверьте расположение людей. Очень опасно стоять в
направлении вращения круга, так как есть вероятной разрушения проверяемого круга и разлета
его осколков. Закройте защитный экран и вверните винт экрана. Нажмите кнопки «ВКЛ»/
«ВЫКЛ.» для кратковременного раскручивания
шпинделя. Постепенно раскручивайте шпиндель. Дайте поработать шпинделю чуть больше
3 минут, в это время проверьте, есть ли вибрация при вращении, нехарактерные шумы, вибрация круга, ненормальные значения электрического тока или давления в гидравлической системе.
(5) Правка круга
Если тест на вращение пройден, тогда установите устройство для правки шлифовального круга
в приспособление и выполните правку. Более
подробно об этом будет описано ниже.
(6) Проверка круга
После правки остановите круг, вращая его рукой,
проверьте на отстутствие повреждений, трещин
или сколов. Тест на вращение надо опроводить
обязательно. Безопасность круга может быть
проверена по внешнему виду или по звуку. Однако необходимо выполнять все перечисленные
выше действия. Разлетающиеся осколки не проверенного круга могут нанести серьезные травмы.
6.7 Движение стола (Продольное перемещение)
1. Перемещение стола осуществляет гидравлическая система. Стол перемещается равномерно
и плавно.
2. По соображениям безопасности имеется две
блокировки включения гидравлической системы:
Блокировка 1:
Запуск гидравлической системы может осуществляться только после включения электромагнитного пола стола, в положении «ВКЛ.». Эта
блокировка, препятствует незакрепленным деталям соскальзывать с магнитного стола станка,
если оператор забыл включить электромагнитное поле перед шлифованием.
Блокировка 2:
Поверните рукоятку регулировки скорости стола
в положение «ВЫКЛ.», это позволит запустить
гидравлическую систему.
3. Оптимальное значение недобега и перебега
шлифовального круга составляет 15-25 мм
(Рис.6.7а).
инструкция по эксплуатации станка JET модели JPSG-0618H
Рис.6.7а
Продольное перемещение стола регулируется
двумя переставляемыми упорами (Рис.6.7b).
Рис.6.7b
4. Чтобы переместить стол маховиком, вытащите A и удерживая его, нажмите и вращайте маховик (Рис.6.7d). Чтобы расцепить маховик, вытащите его. Не забудьте отжать маховик после
его использования.
21
Page 22

6.8 Перемещение каретки (поперечное перемещение)
1. Движение каретки осуществляет винт шариковинтовой пары и электродвигатель постоянного
тока, управляемые контроллером PC, поперечное перемещение может осуществляться вручную с помощью маховика. Автоматический шаг
подачи при шлифовании и регулировка постоянной скорости подачи в зависимости от условий
обработки осуществляется на контрольной панели.
2.a. Для лучшей обработки (точность, плоскостность) это важно для шлифования, чтобы обработать оба края деталей рекомендуется учитывать заход и выход шлифовального круга 1-5 мм
(Рис.6.8а).
инструкция по эксплуатации станка JET модели JPSG-0618H
Рис.6.8с
3. Каждые 3~6 месяцев, очищайте остатки масла
на шариковом винте, после чего смажьте новым,
через пресс-масленку (Рис.6.8d).
Рис.6.8а
2.b. Необходимое поперечное перемещения
стола регулируется двумя переставляемыми
упорами (DOG) (Рис.6.8b).
Рис.6.8b
2.c. Для поперечного перемещения стола вручную, отключите спначала автоматическую поперечную подачу, затем вращая маховик переместитестол в поперечном направлении (Рис.6.8с).
Автоматическая поперечная подача функционирует только при работающем гидравлическом
столе.
Рис.6.8d
6.9 :Ручной импульсный генератор вертикального перемещения шпинделя
С описываемой моделью плоскошлифовального
станка не поставляется.
6.10 Установка/снятие шлифовального круга.
ПРЕДУПРЕЖДЕНИЕ:
Отключите станок перед установкой или снятием
шлифовального круга.
1. Установка собранных круга и фланца.
Очистите посадочную поверхность шпинделя и
внутреннее отверстие фланца, затем установите
фланец с кругом на шпинделе станка. Наверните
гайку фланца А (против часовой стрелки), чтобы
закрепить круг и фланец на шпинделе.
22
Page 23

размер
зерна
10
12
14
16
20 - 24
диаметр
зерна, мм
2,0
1,7
1,4
1,2
1,0
0,8
0,7
размер
зерна
30
36
46
54
60
70
80
диаметр
зерна, мм
0,6
0,5
0,3
0,3
0,25
0,2
0,17
размер
зерна
90
100
120
-
150
180
220
диаметр
зерна, мм
0,14
0,12
0,10
0,08
0,07
0,06
0,05
2. Снятие круга и фланцев
Сначала открутите гайку А. Затем вверните
съемную гайку (С), чтобы стянуть фланец с кругом со шпинделя станка. Используйте рожковый
закрытый или шестигранные ключи или головки
в качестве инструмента.
инструкция по эксплуатации станка JET модели JPSG-0618H
c. Из-за твердости и хрупкости алмаза, не давайте большую глубину врезания за один проход. Правильным будет начинать правку круга от
его центра к фланцам (краям).
d. Рекомендуемые скорости правки:
F=2,5*1000/D*N
F-скорость поперечной подачи мм/мин
D-диаметр шлифовального круга (4) мм
N-частота вращения шпинделя об/мин
6.11 Правка шлифовального круга
a. Правка шлифовального круга алмазным ка-
рандашом производится в случае засаливания
наружней рабочей поверхности круга продуктами шлифования (шламом) или в случае потери
геометрической точности рабочей поверхности
круга вследствие неравномерного износа при
работе.
b. Установка приспособления для правки должна
обеспечивать наклон алмазного карандаша под
углом 5-10˚ относительно вертикальной оси круга. Когда алмазный карандаш притупится, просто
поверните его под небольшим углом, см.м рис
6.12 Балансировка шлифовального круга
Для получения чистой и качественной поверхности детали, шлифовальный круг необходимо
периодически проверять и балансировать. В
стандартной комплектации поставляется шлифовальный круг отбалансированный на заводеизготовителе.
Последовательность действий при балансировке:
1. Дайте свободно покататься кругу на стенде,
чтобы узнать, где находится центр тяжести «W»,
отметьте это место мелом.
2. Вставьте балансировочный грузик на противоположной от «W» стороне «C», поверните круг
на 90˚, чтобы узнать, что тяжелее «W» или «C».
3. Вставьте дополнительные балансировочные
грузики «К» на более тяжелой стороне, на той же
дуге, что и «C».
4. Поверните круг на 90˚, чтобы проверить баланс, если баланс не достигнут, немного сместите грузики «К» до его достижения.
23
Page 24

При работе с различными материалами, заменяйте шлифовальный круг вместе с фланцем,
чтобы сэкономить время при балансировке и
переналадке станка.
6.13 Установка круга на фланце
(1) Выбор шлифовального круга и звуковой тест
Определитесь, какой шлифовальный круг подходит для вашей операции, проверьте:
а. наличие трещин, повреждений, сколов на круге
b. имеется ли на круге какая-либо маркировка
производителя или наклейка
с. нет ли чего между кругом и фланцем
d. не перекошена ли форма круга
Если при осмотре подходят только (b), (c), круг
можно принимать в работу, если (а), (d), отложите круг.
Звуковой тест: Проверьте, хорош круг или нет.
Легко стукните по кругу деревянным молотком,
прислушайтесь, имеется ли какой-либо металлический звук, стукните в другое место, есть ли
отличие в звуке? Различные звуки получаются в
результате наличия в круге внутренних трещин.
(2) Сборка фланца
(a) Очистите и проверьте фланец
Подтвердите нижеперечисленные пункты перед
использованием фланца.
a. Наружний диаметр фланца больше чем 1/3
внутреннего диаметра круга?
b. Материал фланца из легированной стали? Он
имеет следы механической обработки? Выполнена ли балансировка?
c. Посадочный диаметр фланца такой же, как
внутренний диаметр шлифовального круга?
d. Если Вы хотите использовать фланцы другого
поставщика, пожалуйста, согласуйте это с нами.
После проверки положите фланец как показано
на Рис.6.13.1. Проверьте все части: балансировочные грузики, фиксирующие винты.
инструкция по эксплуатации станка JET модели JPSG-0618H
Рис.6.13.1
Проверьте соответствие резьбы установочного
винта и гайки, посадочные поверхности фланца,
балансировочных грузиков и конического отверстия. Если что-то не совпадает, замените фланец.
b Установите круг на фланец
Проверьте, имеется ли какая-либо маркировка
или наклейки. Установите круг на фланец как на
Рис.6.13.2 не нажимайте на круг со слишком
большим усилием. Удалите крошки и сколы в
отверстии круга, для насаживания его без усилия и сопротивления.
Рис.6.13.2
c Вставка крышки фланца
Удостоверьтесь, что не повредили неподвижный
фланец, одевая крышку фланца. Проверьте,
совпадают ли оси болтов и отверстий Рис.6.13.3.
Рис.6.13.3
(d) Поворот крышки фланца
Пожалуйста, попытайтесь повернуть крышку
фланца (Рис.6.13.4) и посмотрите, может ли он
поворачиваться плавно. Также проверьте параллельность внутренней поверхности крышки и
фланца.
24
Рис.6.13.4
Page 25

(e) Контроль зазора между кругом и фланцем
Снимите крышку фланца, выдвиньте круг. Демонтируйте крышку фланца, выдвиньте круг в
сторону фланца, как на Рис.6.13.5, используя
щуп, проверьте величину зазора между шлифовальным кругом и фланцем, Рис.6.13.6.
Рис.6.13.5 Рис.6.13.6
(f) Регулировка равномерности зазора
Используя щуп толщиной вполовину меньшей от
используемого выше для проверки правильности
установочного положения круга относительно
фланца. Равномерный зазор по всей окружности
гарантированно обеспечивает соосность круга и
фланца.
(g) Предварительная фиксация
Установите крышку фланца как на Рис.6.13.7,
вставьте винты в соответствующие отверстия.
Немного затяните винты как на Рис.6.13.8. Производите последовательную затяжку в соответствии со схемой на Рис.6.13.9.
Рис.6.13.7 Рис.6.13.8
Рис.6.13.9
(h) Затяжка
В соответствии с Рис.6.13.10, используйте динамометрический ключ, затяните винты фланца.
инструкция по эксплуатации станка JET модели JPSG-0618H
Сначала закрутите винты с усилием 2/3 от рекомендуемого, немного подтяните во второй и
окончательно затяните в третий подход.
Информацию по расчету необходимого крутящего момента можно найти в специализированной
литературе. Быстрота и точность установки
шлифовального круга на фланце достигается
только в результате практического опыта и получения навыков.
Основные принципы этой операции:
1. Не устанавливайте фланец неправильным
способом Рис.6.13.11.
Рис.6.13.11
2. Пожалуйста, проверьте пункт 6.11. (A), уста-
новка круга на фланце.
3. Очистите перед сборкой сопрягаемые поверхности круга и фланца. Отрегулируйте зазор
между кругом и фланцем, сделайте его равномерным по всей длине окружности перед тем,
как зафиксировать круг.
4. Используйте динамометрический ключ для
создания соответствующего усилия затяжки винтов. Выполняйте затяжку винтов в указанной на
схеме последовательности за несколько приемов.
5. Если усилие затяжки очень мало, шлифовальный круг будет проскальзывать на фланце, что
может разрушить круг и нанести травмы.
6. Если усилие затяжки чрезмерно, это приведет
к деформации фланца и его неспособности сжимать круг, и, как следствие, разрушение круга.
7. При работе наклейки на кругах могут впитывать воду и размываться через некоторое время.
Рекомендуем через 1-2 дня после начала эксплуатации круга, подтянуть винты фланца. Если
вы не хотите этого делать – удаляйте наклейки с
кругов перед их установкой.
ПРЕДУПРЕЖДЕНИЕ:
НА ОБЕИХ СТОРОНАХ ШЛИФОВАЛЬНЫХ КРУГОВ ИМЕЮТСЯ ДВА ЛИСТА ВПИТЫВАЮЩЕЙ
БУМАГИ, ИСПОЛЬЗУЕМОЙ В КАЧЕСТВЕ ГИБКОЙ ПОДУШКИ МЕЖДУ КРУГОМ ФЛАНЦЕМ.
Рис.6.13.10
25
Page 26

инструкция по эксплуатации станка JET модели JPSG-0618H
Order
of
marking
0 1 2 3 4 5 6
Type of
abrasive *
Nature of
abrasive
Grain
size
Grade
Structure *
Nature
of bond
Type of
bond etc. *
Example
51
A
36 L 5 V 23
Aluminum abrasives
A
Silicon carbide abrasives
C
Coarse
Medium
Fine
Very fine
8
30
70
220
10
36
80
240
12
46
90
280
14
54
100
320
16
60
120
400
20
150
500
24
180
600
Spacing from the closest to
the most open
0 8 1 9 2
10 3 11 4 12 5 13 6 14 7 Etc.
V
Vitrified
S
Silicate
R
Rubber
B
Resigned
(Synthetic
resins)
BF
Resigned
(Synthetic
resins)
Reinforced
E
Shellac
Mg
Magnesia
Soft Medium Hard
A B C D E F G H I J K L M N O P Q R S T U V W X Y
Z
* Optional symbols
The symbols 0 and 6 are the manufacture’s own
7. ВЫБОР И ХРАНЕНИЕ ШЛИФОВАЛЬНОГО КРУГА
7.1 Подбор круга
26
Page 27

7.2 Таблица применения шлифовальных кругов
Обрабатываемый материал
твердость по Роквеллу (HRC)
Wheel
Specs
С
Т
А
Л
И
Углеродистая сталь
Листовая сталь
Углеродистая сталь
Углеродистая сталь
Трубная
Углеродистая сталь
Трубная
Углеродистая сталь
Трубная
HRC 25 и ниже
WA 46H
WA 46J
HRC 25 и ниже
WA 46J
Легированная сталь
Никелево-хромистая сталь
Никелево-хромистая легированная
Хромистая сталь
Хромомолибденовая сталь
Алюминий-Хромоникелевый сплав
Сталь
Высокоуглеродистая сталь
Подшипниковая сталь
Нержавеющая сталь
Инструментальная углеродистая сталь
HRC 55 и ниже
WA 46J
HRC 55 и ниже
WA 46I
Инструментальная
сталь
Быстрорежущая инструментальная сталь
Легированная инструментальная сталь
HRC 60 и ниже
WA 46I
HRC 60 и ниже
WA 46H
Нержавеющая сталь
Нержавеющая сталь
Жаропрочная сталь
WA 46I
WA 36J
Ч
У
Г
У
Н
Литейный
чугун
Серый чугун
C46J
Специальный серый чугун
GC461
Морозостойкий чугун
…
Ковкий чугун
WA46K
Цветные
металлы
Латунь
C30J
Бронза
A46K
Алюминиевые сплавы
C30J
Твердый сплав
GC60-100HI
инструкция по эксплуатации станка JET модели JPSG-0618H
Вышеуказанные таблицы носят информативный,
справочный характер, т.к. принятые обозначения
абразивных материалов в разных странах могут
иметь существенные различия
27
Page 28

7.3 Хранение шлифовальных кругов:
минм
nd
V /1800
1000
2850*203*
1000
**
1. Способы хранения кругов:
(a) Рекомендуем хранить круги на специальных
стеллажах. Тяжелые круги большого диаметра
располагать внизу, легкие и маленькие в вверху.
Недопускайте выкатывания кругов из/на полках.
(b) Оснастите полки противооткатными упорами,
чтобы заблокировать круги от падения. Храните
круги в вертикальном положении
(c) Если вы хотите хранить круги в горизонтальном положении, согласуйте этот вопрос с поставщиком кругов.
a) При горизонтальном хранении проложите круги впитывающей бумагой.
b) Уточните у поставщика кругов максимальную
высоту и количество кругов в стопке.
2. Место хранения кругов
В помещении для хранения шлифовальных кругов не должно быть перепадов температур и высокой влажности. Старайтесь сначала использовать более старые круги. Необходимо соблюдать некоторые правила хранения:
Не катайте круги.
Не бросайте круги.
Не стучите по кругам.
7.4 Звуковой тест круга
Звуковой тест:
Очень важно проверить, есть ли какие-либо
скрытые дефекты или трещины у круга. Для выполнения теста необходимо держать круг пальцами одной руки или надеть круг на деревянную
палку. Используйте деревянный молоток или
ручку отвертки, постукивайте ими по кругу на
расстоянии 20-50 мм от внешнего края круга.
Разнородное звучание говорит о наличии скрытого дефекта.
инструкция по эксплуатации станка JET модели JPSG-0618H
Порядок действий:
(1) Используйте деревянный молоток или ручку
отвертки как инструмент.
(2) Область удара показана на рисунке, влево и
врпаво подуглом 45˚ на расстоянии 2-5- мм от
внешнего края круга.
(3) Проверьте все поверхности круга на предмет
трещин или сколов.
(4) Круг издает металлический звук при отстутствии внутренних дефектов и трещин.
Глухой звук говорит о наличии внутренних дефектов и трещин.
(5) Круги на основе смолистых связок при дефектах звучат еще глуше.
(6) Если звук одинаковый по всей поверхности
круга, значит круг не имеет внутренних дефектов.
(7) Круг будет издавать неправильный звук, если
внутренняя структура рыхлая или он имеет недопустимую влажность.
(8) Круг можно нечаянно повредить, если Вы
слишком сильно стучите по нему при проведении звукового теста. Поэтому старайтесь не прикладывать значительных физических усилий при
этом. Проверьте, что на круге не появилось трещин ПОСЛЕ проведения теста.
Не допускайте падения кругов на землю и не
перекатывайте их, для транспортировки используйте тележку.
Круги можно повредить неправильным хранением. Старайтесь хранить их вертикально, или
прокладывайте их впитывающей бумагой при
горизонтальном складировании.
7.5 Выбор круга и расчет скорости (D:203 мм)
Удостоверьтесь, что периферийная скорость
круга больше, чем скорость вращения стандартного шпинделя (на этом станке 2850 об/мин / 50
Гц) перед выбором шлифовального круга.
где: V: периферийная скорость круга составляет
1800 м/мин
28
Page 29

8. Техническое обслуживание
Когда
№
Пункт
метод
способ обслуживания
Перед
работой
1
Все элементы станка чистые?
осмотр
очистить
2
Закрыт кожух шлифовального круга?
осмотр
выполнить
3
Все переключатели в порядке?
нажать
проверить, доп. п.6
4
Шлифовальный круг?
осмотр
нет повреждений, 3 см недоходит до детали
5
Система смазки выключена, направляющие в порядке?
осмотр
смазать направляющие маслом
6
Достаточное количество СОЖ?
осмотр
выше минимального уровня
7
Детали закреплены?
нажать
детали закреплены надежно
Во время
работы
1
Нормальное потребление электрического тока?
осмотр
2
Есть ли ненормальный звук круга или
подшипников?
слушать
по собственному опыту
3
Есть ли ненормальная вибрация станка?
потрогать
по собственному опыту
4
Отлетают искры при шлифовании?
осмотр
по собственному опыту
5
Электромагнитный стол в порядке при
шлифовании?
осмотр
по собственному опыту
После
работы
1
Уровень масла системы смазки?
осмотр
выше минимального уровня
2
Положение всех переключателей?
осмотр
в положении «ВЫКЛ.»
3
Шлифовальный круг
осмотр
нет повреждений, 3 см недоходит до детали
4
Уровень СОЖ?
осмотр
выше минимального уровня
5
Чистые поверхности станка?
осмотр
отключить питание, очистить
рабочий стол
6
Положение главного выключателя?
осмотр
в положении «ВЫКЛ.»
зона
основные положения
замечание
Appearance
(1) Круг отбалансирован?
(2) Наличие ржавчины или повреждения
конуса шпинделя?
(3) Обмотка провода в порядке?
(4) Наличие ржавчины или повреждения
направляющих стола?
(5) Наличие износа или повреждения уплот-
нительных манжет?
(6) Наличие ржавчины или повреждения
фланца?
Если изоляция провода повреждена
(3), проверьте внутри.
Проверьте маслосъемник (5) наличие
пятен?
* Если (7) имеет кривизну стола или
магнитного стола, подшлифуйте
(7) Наличие кривизны рабочего стола или
магнитного стола?
(8) Наличие предупреждающих знаков и
табличек на станке?
8.1 : Ежедневное обслуживание оператором
инструкция по эксплуатации станка JET модели JPSG-0618H
ПОМНИТЕ: При возникновении ненормальных звуков во время работы необходимо немедленно отключить станок.
8.2 Ежемесячное обслуживание
29
Page 30

инструкция по эксплуатации станка JET модели JPSG-0618H
Электрич
еская
часть
(1) Крышка выключателя в порядке?
(2) Нет ли воды или пыли в электрошкафу?
(3) Блок соединения выключателя повре-
жден?
(4) Проверьте предохранители в электрош-
кафе?
(5) Заземление установлено? (в случае,
если питание не использует РЕ линию).
(6) Изоляция мотора и проводов поврежде-
на?
(7) Контакты проводов затянуты? (включая
провода заземления).
(8) Перегорали предохранители?
(9) Все перелючатели в порядке?
(10) Все лампы в порядке?
(11) Есть ли нехарактерные значения по
электрическому току и вольметру?
(12) Мотор издает нехарактерные звуки или
нагревается?
(13) Электромагнитный стол в порядке?
(14) Все лампы светятся?
* Проверяйте с (1) по (8) при «ВЫКЛ.».
* Если (3) поврежден, исправьте.
* Применение предохранителей мень-
шего диапазона приведет к их епергоранию (4).
* Заземление должно иметь сопротивление 100 Ом, пункт (5).
* Любое повреждение (6) снижает сопротивление, сопротивление изоляции,
котрое должно быть выше 1 МОм .
* Затяните соединительный контакты
(7) при плохом соединении идет их
нагрев.
* Выключатели удерживаются в нажа-
том положении.
* Проверить (13) размагничивающее
устройство.
Смазка
маслом
(1) В бачке для масла достаточное количество масла?
(2) Используемое масло не загрязнено?
(3) Количество масла достаточное для рабо-
ты системы?
(4) Масло пригодно для смазки направляю-
щих и винтов?
(5) Подача масла перекрыта?
(6) Давление масла гидросистемы достаточ-
ное?
(7) Имеются утечки масла из соединитель-
ных трубок?
(8) Фильтр заполнен?
(9) Регулярно меняется СОЖ? Что ее за-
грязняет?
* Проверьте место подачи масла (1)
где хранится нужное масло, в необходимом объеме, сейчас, для замены. А
также проверьте уровень масла.
* Обратите внимание на цвет масла в
емкости.
* Проверьте уровень. Смазочное масло
растекается нормально?
* Обратите внимание на (5) системы
смазки.
* Проверьте есть ли странные звуки
или вибрация при работе помпы.
30
Page 31

8.3: Регулировка давления масла гидросистемы
A: Регулятор давления масла
B1, B2: Реверсивное движение стола регулиров-
ка для одной стороны (ускорение).
C1, C2: Клапан регулировки длины обратного
хода стола (тормозной путь).
D: Регулятор реверсивного движения стола
(эффект обе стороны вместе).
1. Все клапаны должным образом отрегулирова-
ны на заводе-изготовителе. Если в этом нет
необходимости, не изменяйте заводские
настройки! Чтобы увеличить давление немного
вверните винт, чтобы уменьшить давление немного выверните винт.
инструкция по эксплуатации станка JET модели JPSG-0618H
Ограничение скорости стола: 23 м/мин для частоты 50Гц.
2. Клапаны B1, B2, используются для регулировки обратного давления прямого и обратного продольного движения стола, обеспечивают плавность перемещения стола. Помните, если нет
необходимости, не изменяйте заводские
настройки этих клапанов, регулировка необходима если имеется заметное различие прямого
и обратного хода стола.
3. Клапаны C1, C2 регулируют тормозной путь
длину поперечного стола. Только тогда, перемещение в обе стороны имеет существенное
различие, необходимо выполнять регулировку.
Регулировка по часовой стрелке сокращает расстояние, регулировка против часовой стрелки
увеличивает расстояние. На заводеизготовителе выставлено значение 35-65 мм.
4. Клапан D регулирует силу импульса. Этот
клапан можно регулировать только после того,
как отрегулированы все остальные. Регулировка
клапана по часовой стрелке уменьшает импульс,
против часовой стрелки – увеличивает. Обращаем Ваше внимание, что регулировка клапана D
моментально изменяет силу импульса.
31
Page 32

8.4 Трубопроводы гидравлической системы
инструкция по эксплуатации станка JET модели JPSG-0618H
32
Page 33

8.5 Устранение неисправностей при шлифовании
ПРОБЛЕМА
ПРИЧИНА
РЕШЕНИЕ
Волнистость плоскости детали
Вибрация станка
1. Проверить станок по уровню и стойкость фундамента к
воздействию.
2. Проверить шпиндель.
Разбалансирован
круг
1. Править круг еще раз.
2. Балансировать круг.
Круг очень твердый
1. Использовать мягкий круг.
2. Использовать круг с крупным зерном.
3. Уменьшить величину подачи.
Незначительные
задиры поверхности
Неправильная
эксплуатация
1. Править круг. Выставить круг параллельно детали.
Если не помогло, проверить параллельность инструмента для правки.
2. Уменьшить поперечную подачу.
3. Блокировать детали препятствущие скольжению.
Неправильная
правка круга
1. Уменьшить скорость при правке.
2. Затянуть инструмент для правки.
3. Использовать соответствующую скорость правки.
4. Не править на большую глубину за раз.
Прижоги и трещины
Неправильная
эксплуатация
1. Уменьшить значение подачи.
2. Использовать соответствующую поперечную скорость.
Неправильная
термообработка
Повторно термообработать
Неподходящий
круг
1. Применять круг с мелким зерном и частыми правками.
2. Использовать мягкие крупнозернистые круги.
Плохое качество
поверхности, круг
засаливается, деталь имеет прижоги
Круг очень твердый
1. Увеличить скорость и поперечную подачу стола.
2. Уменьшить частоту вращения круга (уменьшить диа-
метр или ширину круга).
3. Использовать острый инструмент для правки круга.
4. Выбрать круг с грубым зерном.
Круг темнеет и зерно выпадает
Круг очень мягкий
1. Уменьшить скорость и поперечную подачу стола.
2. Увеличить частоту вращения круга (увеличить диа-
метр круга, если это возможно).
3. Править круг.
инструкция по эксплуатации станка JET модели JPSG-0618H
9.1 КОНСТРУКТИВНЫЕ ТРЕБОВАНИЯ
ЭЛЕКТРИЧЕСКОЙ СИСТЕМЫ
Требование электричества
(1) Напряжение: 3 Фазы, переменный ток, отклонение от номинального напряжения: ±10%.
(2) Частота: 50 HZ, 0,99 – 1,01 номинальной частоты.
(3) Напряжение для электромагнитного стола:
макс. постоянный ток 90В
(4) Потребление электроэнергии: 4 КВА
(5) Сечение соеденительного провода: 3,5 мм2
(L1, L2, L3, PE).
ПРЕДУПРЕЖДЕНИЕ:
Пожалуйста, не соединяйте разъем PE, если
есть нейтральная линия в линии электроэнергии.
Если у линии электропередачи нет линии PE,
пожалуйста, установите другой основанный
медный бар, и электрическое сопротивление
должно быть ниже, чем 100 ОМ.
33
Page 34

9.2 СХЕМА ЗАЗЕМЛЕНИЯ.
инструкция по эксплуатации станка JET модели JPSG-0618H
34
Page 35

9.3 СХЕМА АВАРИЙНОГО ОТКЛЮЧЕНИЯ.
инструкция по эксплуатации станка JET модели JPSG-0618H
35
Page 36

инструкция по эксплуатации станка JET модели JPSG-0618H
9.4 КОМПОНОВКА КОНЦЕВЫХ И БЕЗКОНТАКТНЫХ ВЫКЛЮЧАТЕЛЕЙ
36
Page 37

9.5 ПОДКЛЮЧЕНИЕ ГЛАВНОГО ВЫКЛЮЧАТЕЛЯ
где:
А...... Кабель системы СОЖ.
В...... Кабель гидравлической системы.
С ..... Выход электромагнитного стола
D ..... Главный вход.
инструкция по эксплуатации станка JET модели JPSG-0618H
37
Page 38

10. СХЕМА ЭЛЕКТРИЧЕСКОЙ ЦЕПИ
MODEL: JPSG-0618H
инструкция по эксплуатации станка JET модели JPSG-0618H
38
Page 39

инструкция по эксплуатации станка JET модели JPSG-0618H
MODEL: JPSG-0618H
39
Page 40

инструкция по эксплуатации станка JET модели JPSG-0618H
11. СПЕЦИФИКАЦИЯ ЭЛЕКТРИЧЕСКОЙ СЧХЕМЫ
11.1: Спецификация контрольной станции (Европейский регион)
ELCTICAL PART NO. SYMBOLIC SUPPLIER
SUPPLIERS Remark
CODE NO REFERNCE
------------------------------------------------------------------------------
K1M C49-RAB18T10 24VAC 50/60 HZ RIKEN RAB-18T10 UL
K2M C46-RAB09T01 24VAC 50/60 HZ RIKEN RAB-0901 UL
K3M C46-RAB09T01 24VAC 50/60 GZ RIKEN RAB-0901 UL
K4M C46-RAB09T01 24VAC 50/60 HZ RIKEN RAB-0901 UL
K5M C46-RAB09T01 24VAC 50/60 HZ RIKEN RAB-0901 UL
K6M C46-RAB09T01 24VAC 50/60 HZ RIKEN RAB-0901 UL
K7M C46-RAB09T01 24VAC 50/60 HZ RIKEN RAB-0901 UL
KIM-1 C53-RA1-T20 AC1 10A RIKEN RA1-T20 UL
K2M-1 C54-RA1-T40 AC1 10A RIKEN RA1-T40 UL
K7M-1 C54-RA1-T20 AC1 10A RIKEN RA1-T20 UL
OL1 13 -18 A T E GV2-RS20 UL, VDE
OL2 6 - 10 A T E GV2-RS14 UL, VDE
OL3 1-1.6 A T E GV2-RS06 UL, VDE
OL4 1.6-2.5 A T E GV2-RS07 UL, VDE
OL5 2.5-4 A T E GV2-RS08 UL, VDE
OL1-1 AC15 120VA/240VA T E GV2-AM11 VDE
OL2-1 AC15 120VA/240VA T E GV2-AM11 VDE
OL3-1 AC15 120VA/240VA T E GV2-AM11 VDE
OL4-1 AC15 120VA/240VA T E GV2-AM11 VDE
OL5-1 AC15 120VA/240VA T E GV2-AM11 VDE
K1 C33-MY4-12V 12VDC OMRON MY4-DC12V UL, CSA
K2 C31-MY2-12V 12VDC OMRON MY2-DC12V UL, CSA
K3 C31-MY2-12V 12VDC OMRON MY4-DC12V UL, CSA
Q1 3P SW 32A 600V BRETHER 15KW AC23 VDE
A1 110VAC 5A CHUCK CONTROL 90VDC
A2 ESG-16002 MOTOR CONTROL ESD-16002
A3 2A-16003 COSSFEED CONTROL 2A16003
T1 C08-380VA1PH 380V/1PH 380VA/1PH
T2 C09-250VA3PH 250/3PH
40
Page 41

инструкция по эксплуатации станка JET модели JPSG-0618H
11.2: Спецификация панели управления (Европейский регион)
OPERATION
NO NO
----------------------------------------------------------------------------- 1 H7 C58-12W24V TEND TPN-12
2 S0 C25-22R1B MODELLER RPV+K01 UL, VDE
3 S1 C20-161A1BG1 FUJI AH164-TL UL, VDE
4 S2 C20-161A1BR1 FUJI AH164-TL UL, VDE
5 S16 C20-16ABABG1 FUJI AH164-TL UL, VDE
6 S15 C20-161A1BR1 FUJI AH164-TL UL, VDE
7-1 S4E C19-162A2BW3 FUJI AH164-TL UL, VDE
7-2 S5 C19-162A2BW4 FUJI AH164-TL UL, VDE
8 R2 C79-VR105A COSMOS RV24YN CE
9 S15E C19-2A2BW1 FUJI AH164-TL UL, VDE
10 S16E C20-1A1BW1 FUJI AH164-TL UL. VDE
11 S17E C19-2A2BW2 FUJI AH164-TL UL, VDE
12 S18E C20-1A1BW2 FUJI AH164-TL UL, VDE
13 S8 C03-5SW-2
14 S13E C20-161A1BR2 FUJI AH164-TL UL, VDE
15 S12E C20-161A1BG2 FUJI AH164-TL UL, VDE
16 R3 C79-VR105A COSMOS RV24YN CE
17 C20-161A1B3 FUJI AH164-TL UL , VDE
18 H10 C58-12R12V TEND TPN-12
19 S14 C04-12SW-1
20 DIP-81801
21 DIP-81801
22 DIP-81801
23 DIP-81801
24 H8 C58-12G24V TEND TPN-12
25 H9 C58-12R24V TEND TPN-12
26 C108-8LEDR
27 C108-8LEDG
28 C99-VR500KB
29 V99-VR50KB
30 C93-30SW2A1B FUJI AH30-3P UL, VDE
ELECTRICAL
PAET NO SUPPLER
REFERNCE
SUPPLIERS
Remark
41
Page 42

инструкция по эксплуатации станка JET модели JPSG-0618H
11.3: Спецификация концевых и безконтактных выключателей
PART NO. TECHICAL DATA SUPPLIER
SUPPLIERS REFERENCE
SPECS Remark
----------------------------------------------------------------------------- S20 15A 125VAC OMRON S21-Z-15G1308 1NO, 1NC UL, CSA
S21 5A 250V AC HIGHLY S21-TZ-8104
S22 5A 250V AC HIGHLY S21-TZ-8104
B1 12-24VDC 100mA HIGHLY S17-0.5P-1
B2 12-24VDC 100mA HIGHLY S17-0.5P-1
B3 12-24VDC 100mA HIGHLY S17-0.5P-1
11.4: Спецификация мотора
PART NO. TECHICAL DATA SUPPLIER
SUPPLIERS REFERENCE
SPECS Remark
----------------------------------------------------------------------------- M1 2HP 2P
M2 1HP 6P
M3 40W 220V 6P
M4 AC 5IK40A-SW
M6 DC 2A VEXTA PH296-03B
M7 110V PUMP 110V PUMP
Y2 DC24V SOL D24 (DC24V)
Y3 DC24V SOL D24 (DC24V)
11.5: Проверка и эксплуатация
1. Визуально проверить работу магнитного вы-
ключателя
Проверка
1) Проверить визуально:
<Магнит выключен>
Когда магнитный выключатель будет включен,
подпружиненный подвижный контакт и корпус
реле будут на одной высоте.
тами или подвижными частями, может быть причиной плохого контакта.
2. Проверка предохранителей
В керамическом предохранителе плавкий элемент не виден.
Если есть сомнения в работоспособности керамического предохранителя, его можно проверить
только с помощью мультиметра.
<Магнит включен>
Когда магнитный выключатель будет выключен,
подпружиненный подвижный контакт будет выступеть примерно на 4 мм из корпуса реле.
ПОМНИТЕ: Может быть такая ситуация, когда
флажок опорная пружина отошел несмотря на
то, что магнитный пускатель отключен. Пыль или
иное инородное тело, попавшее между контак-
В предохранителе со стеклянной трубкой виден
плавкий элемент.
42
 Loading...
Loading...