

Page 1
JEB-45M
JEB-45MPMU
Оригинал:
GB
Operating Instructions
Перевод:
D
Gebrauchsanleitung
F
Mode d´emploi
RUS √
Инструкция по
эксплуатации
КРОМКООБЛИЦОВОЧНЫЕ СТАНКИ
Артикул: 333702
333703
JPW Tools AG, Tämperlistrasse 5, CH-8117 Fällanden,
Switzerland
Phone +41 44 806 47 48
Fax +41 44 806 47 58
www.jettools.com
Page 2

Уважаемый покупатель,
Большое спасибо за доверие, которое Вы оказали нам, купив оборудование марки JET! Данная инструкция была
составлена для владельцев и пользователей кромкооблицовочных станков JET JEB-45M и JEB-45MPMU с
целью обеспечения надежного пуска в работу, эксплуатации и технического обслуживания станка. Обратите
внимание на информацию данной инструкции и прилагаемых документов. Для достижения максимального срока
службы и производительности станка, а также для безопасной эксплуатации, внимательно прочитайте
инструкцию и тщательно следуйте нашим указаниям.
Содержание
1. Общая информация ................................................................................................................................................. 3
2. Описание станка ...................................................................................................................................................... 3
2.1 Уровень шума ................................................................................................................................................ 3
3. Техника безопасности .............................................................................................................................................. 3
3.1 Надлежащее применение ............................................................................................................................. 3
3.2 Общиме парвила безопасности .................................................................................................................... 4
4. Об иснтрукции .......................................................................................................................................................... 5
5. Описание станка ...................................................................................................................................................... 5
5.1 Технические характеристики ........................................................................................................................... 6
5.1 Стандартное и дополнительное оборудование ............................................................................................. 8
5.3 Основные узлы станка ..................................................................................................................................... 9
6. Установка .................................................................................................................................................................. 9
6.1 Транспортировка ....................................................................................................................................... 11
6.2 Установка................................................................................................................................................... 11
7. Эксплуатация станка .............................................................................................................................................. 15
7.1 Подача ленты ............................................................................................................................................ 15
7.1.А Настройка узла предварительного фрезерования (Только для станка JEB-45MPMU) .................... 16
7.2 Узел клеевой ванны .................................................................................................................................. 16
7.3 Настройка гильотинных ножниц ............................................................................................................... 19
7.4 Прижимные ролики ................................................................................................................................... 19
7.5 Торцевание ................................................................................................................................................ 20
7.6 Фрезерный узел ........................................................................................................................................ 22
7.7 Узел циклевки радиусов ........................................................................................................................... 23
7.8 Регулировка полировального узла .......................................................................................................... 24
7.9 Плоская цикля (опция) .............................................................................................................................. 25
7.10 Порядок работы ...................................................................................................................................... 27
8. Техническое обслуживание ................................................................................................................................... 27
8.1 Замена клея ............................................................................................................................................ 27
8.2 Замена режущего инструмента/ремня двигателя ............................................................................... 28
8.2 А Узел предварительного фрезерования (Только для станка JEB-45MPMU) ................................... 31
8.3 Очистка и смазка .................................................................................................................................... 32
8.4 Замена плавких предохранителей ........................................................................................................ 33
8.5 Устранение неисправностей ................................................................................................................. 34
7. Пневматическая схема .......................................................................................................................................... 35
2
Page 3

1. Общая информация
Компания JET делает все возможное для обеспечения
наилучшего качества товара и соответствия стандартам
надежности. При возникновении любой проблемы,
связанной с работой станка, обратитесь
непосредственно к продавцу или в отдел сервисного
обслуживания, предоставив следующую информацию:
Номер модели станка
Серийный номер
Дата приобретения
Приблизительное количество рабочих часов
станка
Настройку и техническое обслуживание станка следует
производить только согласно предписаниям данной
инструкции.
2. Описание станка
Станки JEB-45M и JEB-45MPMU предназначены для
облицовки прямолинейных панелей в режиме
автоматической подачи, с нанесением клея
непосредственно на кромку панели, толщина ленты 0,4
– 3 мм.
Передний и задний торцовочный узел можно оснастить
фрезерным узлом и полировальным опционно.
Станок предназначен исключительно для выполнения
кромкооблицовочных работ в пределах размеров,
указанных в технических характеристиках.
Во время работы станка желательно использовать
хороший сжатый воздух и систему сбора пыли.
Подрезка свесов является единственной операцией,
которая сопровождается выбросом пыли. Подключите
станок к эффективной вытяжной установке,
производительность всасывания которой будет
1100 м3/ч при скорости потока воздуха не менее 20 м/с.
2.1 Уровень шума
OpU: уровень звукового давления на участке выхода
оператора.
3. Техника безопасности
3.1 Надлежащее применение
Перед работой на станке внимательно прочтите
инструкцию по эксплуатации, обращая внимание на все
рекомендуемые меры предосторожности.
Конструкция станка гарантирует максимальную
безопасность и эффективную работу.
Вы несете ответственность за свою безопасность.
Важно помнить, что работа со станочным
оборудованием подразумевает серьезные риски.
Надлежащее применение также включает в себя
соблюдение правил по работе и техническому
обслуживанию станка, содержащихся в данной
инструкции.
Управлять станком допускается персонал, хорошо
знакомый с принципом работы на станке, его
техническим обслуживанием и ремонтом, а также
ознакомленный с рисками.
Кромкооблицовочный станок сконструирован таким
образом, что к нему допускается только обученный и
опытный персонал. Если вы не знакомы с принципами
надлежащей и безопасной работы на станке, не
работайте на станке, пока не пройдете
соответствующее обучение. Разрешается работать на
станке только в полностью исправном состоянии.
При работе на станке все защитные механизмы должны
быть на своих местах.
В дополнение к правилам безопасности,
содержащимися в инструкции и государственных правил
безопасности, вы должны быть знакомы с общими
правилами безопасности при работе с
деревообрабатывающем оборудованием.
Любое иное применение выходит за рамки
надлежащего применения. В этом случае
производитель снимает с себя всю ответственность и
перекладывает ее исключительно на оператора.
Согласно нормам ISO3744/94-ISO 7960/95. Приложение:
При работе с уловителями пыли
AVG 73,6 (dB (A)), OpE 73,1 (dB (A)) OpU 73,7 (dB(A))
Расшифровка аббревиатур:
AVG: средний уровень звукового давления
OpE: уровень звукового давления на участке входа
оператора.
3
Page 4
3.2 Общие правила безопасности
заточен.
Сконцентрируйтесь на выполняемой работе, не
работайте на станке, если вы устали.
Запрещается эксплуатировать станок в опасной среде:
работать в сырых и влажных помещениях, подвергать
воздействию дождя.
Запрещается оставлять работающий станок без
присмотра.
Запрещается открывать защитную крышку во время
работы станка.
Необходимо соблюдать правила по возрастному
ограничению для операторов станка, установленные
законодательством. Также оператор должен иметь
соответствующую квалификацию для работы на данном
станке.
Причиной многих несчастных случаев является
неподходящая одежда и украшения (браслеты,
наручные часы, бусы и т.д.). Убедитесь, что одежда
застегнута на все пуговицы. Не работайте в галстуке,
приберите длинные волосы.
Необходимо поддерживать чистоту станка и рабочей
зоны вокруг него, а также обеспечить достаточное
освещение и вентиляцию рабочей зоны.
Станок следует использовать только для выполнения
работ, для которых он предназначен.
Используйте режущий инструмент в исправном
состоянии. В любом случае избегайте использование
молотка.
Винты, гайки и болты необходимо затянуть равномерно,
не перетягивая и не ослабляя соединения. Используйте
только прилагаемые инструменты, так как они не
предполагают изменения прилагаемого усилия при
затяжке. Запрещается использовать молоток для снятия
или фиксации инструмента.
Носите специальную обувь и защитные очки.
Перед включением питания убедитесь, что терминал PE
(Заземление) подключен.
Утилизация материалов и смазки должно производиться
согласно местным правилам.
Цех должен быть оснащен огнетушителем или другими
устройствами пожаротушения согласно местным
правилам.
Использование защитных устройств является
обязательным требованием. Запрещается снимать
защитные устройства, вносить изменения в их
конструкцию, а также использовать поврежденные
приспособления. При внесении в конструкцию защитных
устройств каких-либо изменений производитель не
несет ответственности за последствия, произошедшие
по причине данных изменений.
В некоторых случаях, при работе в условиях
повышенной опасности защитных устройств, которыми
оснащен станок, может быть недостаточно. Вы можете
самостоятельно изготовить и установить
дополнительные необходимые защитные
приспособления.
Все работы, связанные с электрооборудованием,
должны проводиться квалифицированным электриком.
Все работы по техническому обслуживанию должны
проводиться при отключенном и заблокированном
станке (главный переключатель должен находиться в
положении «О»), трубка подвода сжатого воздуха
должна быть отсоединена от крепежного фитинга.
После завершения технического обслуживания
включение станка должен производить уполномоченный
квалифицированный специалист.
Убедитесь, что инструмент отбалансирован и хорошо
Стойте напротив станка, чтобы занять правильное
рабочее положение.
Детали станка, которые нагреваются так сильно, что при
касании к ним можно получить ожег, должны быть
оснащены соответствующими предупреждающими
значками с видимой части детали. Всегда держитесь
вдали от нагревающихся деталей. При техническом
обслуживании нагревающихся деталей, оператор
должен использовать средства индивидуальной защиты
и держаться вдали от нагревающихся элементов,
обозначенных предупреждающими табличками, как
показано ниже. В дополнение, перед работой на станке
оператор должен знать температурный уровень для
каждого материала.
Пользователь должен учитывать данные поставщика
материала о возможном уровне нагрева, чтобы
понимать вредное воздействие. Пользователю следует
установить систему отвода вредных испарений.
4
Page 5
После удаления специальной оснастки защитные
устройства следует вернуть на свои места.
Устанавливаемая дополнительная специальная
оснастки, включающая необходимую модификацию
защитных устройств станка, должна закрывать все
опасные зоны станка. Поставщик и авторизированные
агенты несут ответственность за установку специальной
дополнительной оснастки только в том случае, если она
была сконструирована производителем.
Осторожно! Если предписания не будут
соблюдены, это может привести к травме и /или
повреждению оборудования.
Предупреждение! Прочитайте и уясните
содержимое инструкции перед сборкой и работой на
станке! Иначе может произойти тяжела травма!
4. Об инструкции
Инструкция составлена JPW Inc. и включает в себя
информацию о безопасном применении и техническом
обслуживании кромкооблицовочных станков моделей
JEB-45M и JEB-45MPMU.
Инструкция содержит предписания по установке,
технике безопасности, общей работе на станке,
техническому обслуживанию. Станок был
сконструирован так, чтобы он годами обеспечивал
бесперебойную работу, если будет эксплуатироваться в
соответствии с инструкцией.
Инструкция не содержит исчерпывающую информацию
по методам облицовки кромок, использованию
дополнительной оснастки, выбору материала и т.д.
Дополнительные знания модно получить от
квалифицированных работников и статей. Какие бы
методы вы не использовали, всегда в первую очередь
следите за своей собственной безопасностью.
Держите поблизости инструкцию для дальнейшей
информационной опоры. Передайте инструкцию новому
владельцу станка.
Ознакомьтесь со следующими знаками безопасности,
содержащимися в инструкции.
5
Page 6
5. Описание станка
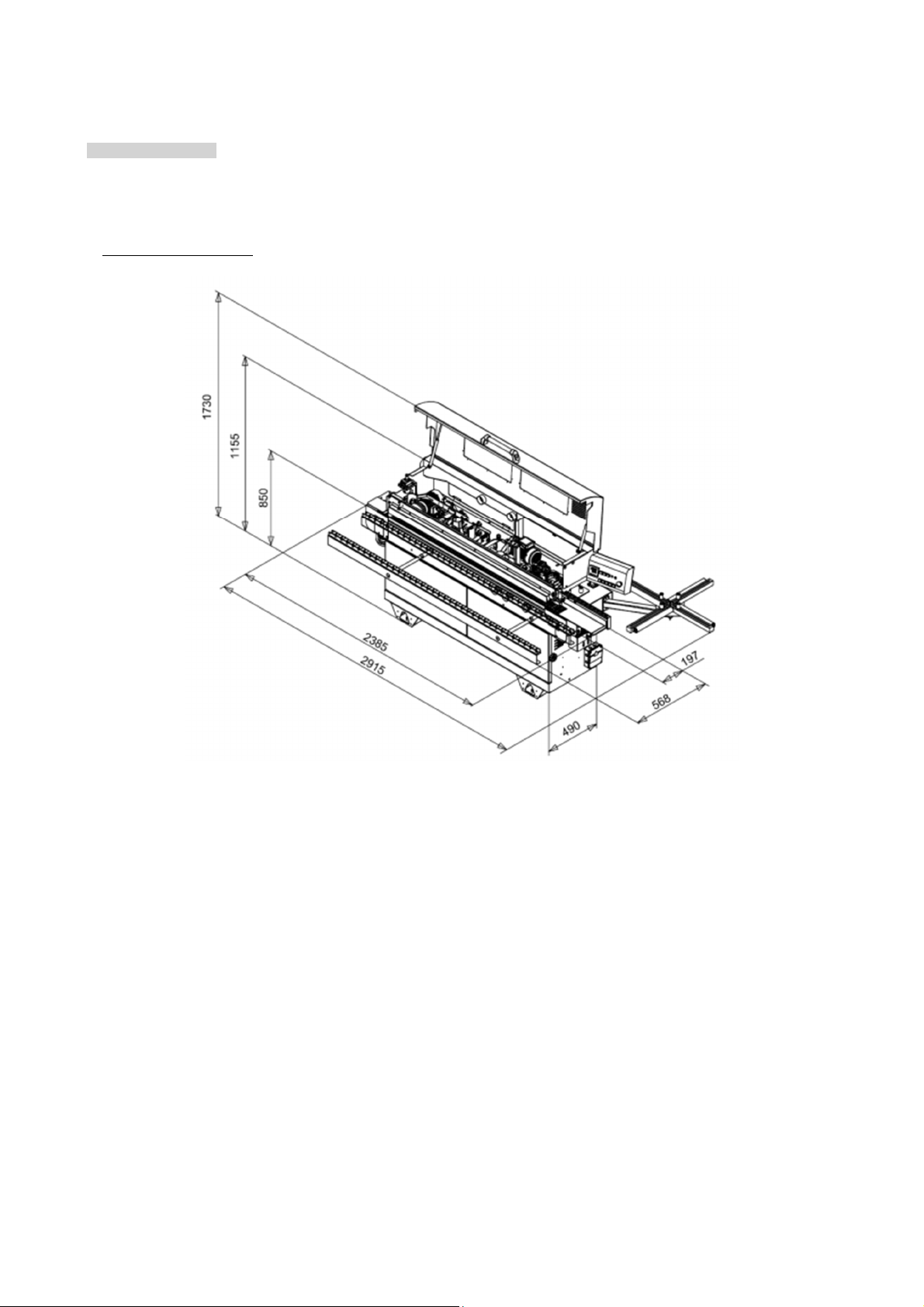
5.1 Технические характеристики
Модель ........................................................................................................................................................ …..JEB-45M
Артикул ............................................................................................................................................................... 333702
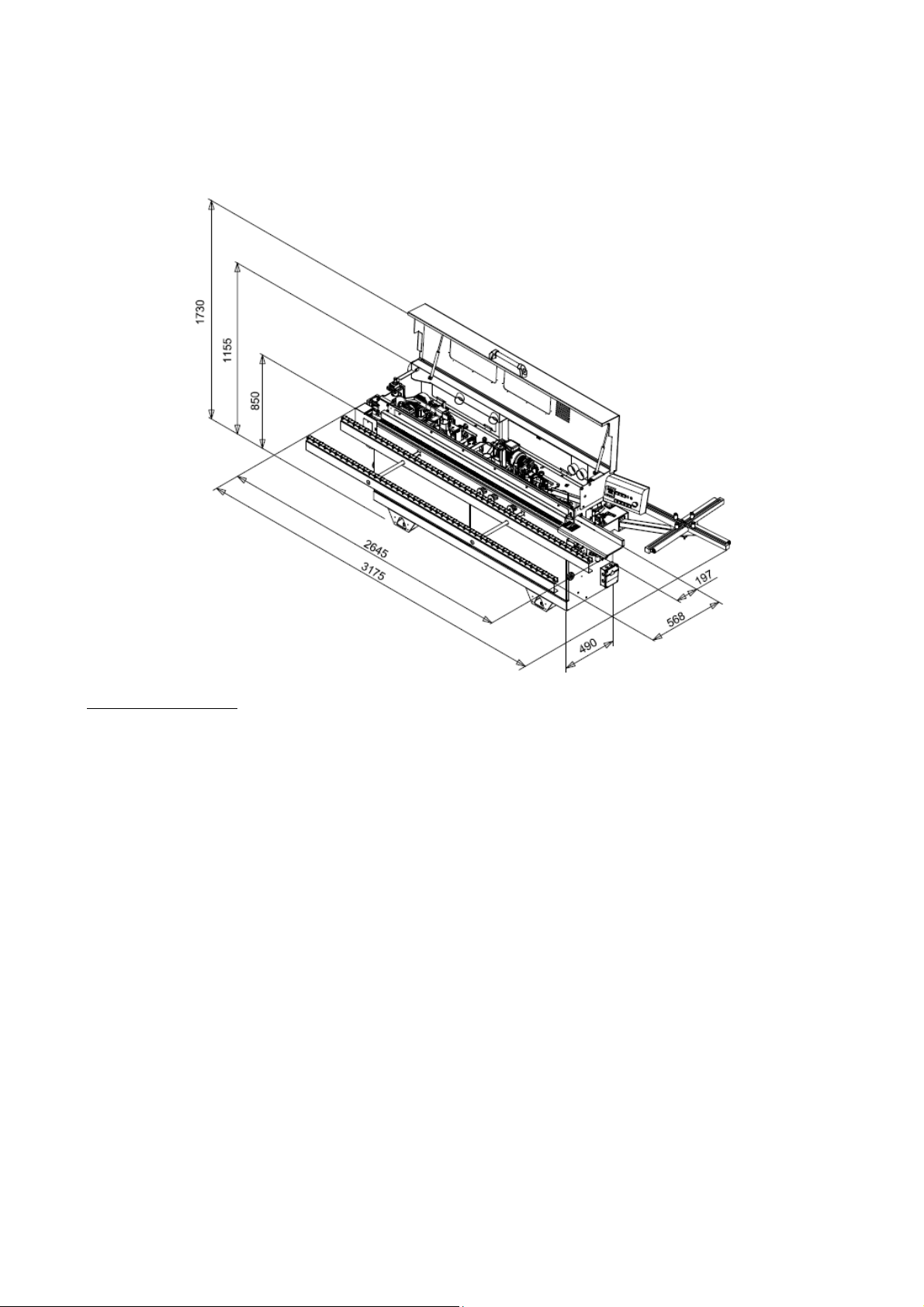
Габаритные размеры:
6
Page 7
Модель ..................................................................................................................................................... JEB-45MPMU
JEB-45MPMU
Артикул ............................................................................................................................................................... 333703
Общие характеристики:
Наименование JEB-45M
Подача 7 м/мин. 7 м/мин
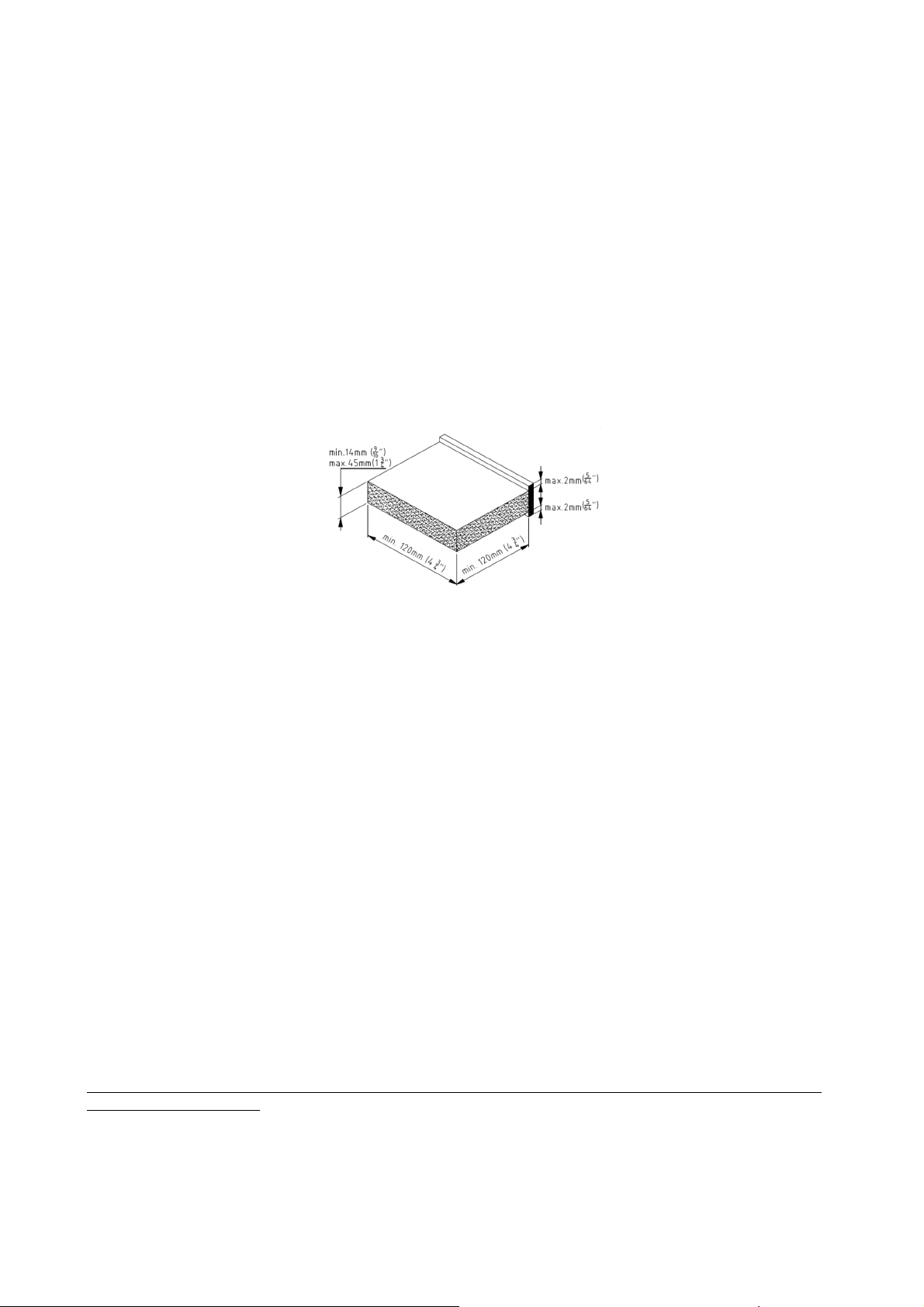
Толщина панелей 12-45 мм 12-45 мм
Толщина ленты 0.4 – 3 мм 0.4 – 3 мм
Мин. ширина панелей 90 мм 90 мм
Мин. длина панели 90 мм 90 мм
Высота рабочего стола 856 мм 856 мм
Ширина выдвижной опоры 560 мм 560 мм
Ø вытяжного штуцера Ø 100 мм Ø 100 мм
Общая установленная мощность 3.8 кВт 5.75 кВт
Габаритные размеры станка (ДхШхВ) 2910*1180*1200 мм 3200*1200*1200 мм
Вес, кг (со стандартным оснащением)) 440 кг /507 кг 500 кг /632 кг
Размер упаковки (ДхШхВ) 2250*720*1270мм 2820*720*1320 мм
Частота вращения узла предв. фрезерования - 9000 об/мин
Частота вращения фрез 10500 об/мин 10500 об/мин
Частота вращения торцовочного узла 8800 об/мин 8800 об/мин
7
Page 8
Частота вращения полировальных кругов 2800 об/мин 2800 об/мин
(кВт)
Мощность (кВт) каждого двигателя
Мощность двигателя подачи 0.75 (кВт)
Мощность двигателя узла нанесения клея 0.25 (кВт)
Мощность двигателя торцовочного узла 0.18 (кВт)
Мощность двигателя фрезерного узла 0.55 (кВт)
Мощность двигателя верхн. полировального узла 3ph-0.12 (кВт); 1ph-0.18 (кВт)
Мощность двигателя нижн. полировального узла 3ph-0.12 (кВт); 1ph-0.18 (кВт)
Мощность узла предварительного нагрева 0.4 (кВт)
Мощность подогрева клеевой ванны (5 элементов) 1.315 (кВт)
0.75 (кВт)
0.25 (кВт)
0.18 (кВт)
0.55 (кВт)
3 PH-0.12 (кВт); 1 PH-0.18
3 PH-0.12 (кВт); 1 PH-0.18
(кВт)
1.315 (кВт)
2.25 (кВт)– 1PH ; 1.5 (кВт) –
3PH
5.2 Стандартное и дополнительное оборудование
Применение ленты толщиной 0,4-3 мм в катушке
Устройство автоматической подачи панелей
Цифровой индикатор толщины панели
Подающий упор, регулируемый на толщину кромки
Узел подачи ленты
Клеевая ванна с тефлоновым покрытием, содержащая пять нагревательных элементов с механизированным
нанесением клея
2 прижимных ролика: 1-й плавающий, большого диаметра, 2-й хромированный
Автоматический торцовочный узел с передней/задней дисковой пилой и копирующими подкладками
Фрезерный узел с копирующими дисками для снятия свесов (сверху и снизу), с комплектом фрез Z4, частота
вращения 10000 об/мин, дополнительным инструментом для обработки 12° фасок и 2 мм радиусов, с цифровыми
индикаторами
Рабочий стол длиной 2000 мм с роликами и направляющей для заземляющего кабеля
Передняя выдвижная роликовая опора для больших заготовок
Вращающийся держатель катушки Ø800 мм
Задняя крышка с патрубком Ø100 мм для подключения централизованной вытяжной установки
Блок регулировки подачи сжатого воздуха с фильтрами
Обслуживающий инструмент (ключи)
Подающий упор с подогревом
Полировальный узел
Копирующие диски Ø100 мм (сверху и снизу) для фрезерования свесов кромки
Колеса для перемещения станка (опция)
В процессе совершенствования конструкции станка его комплектация может быть изменена без предварительного
уведомления потребителя.
5.3 Основные узлы станка
JEB-45M
8
Page 9
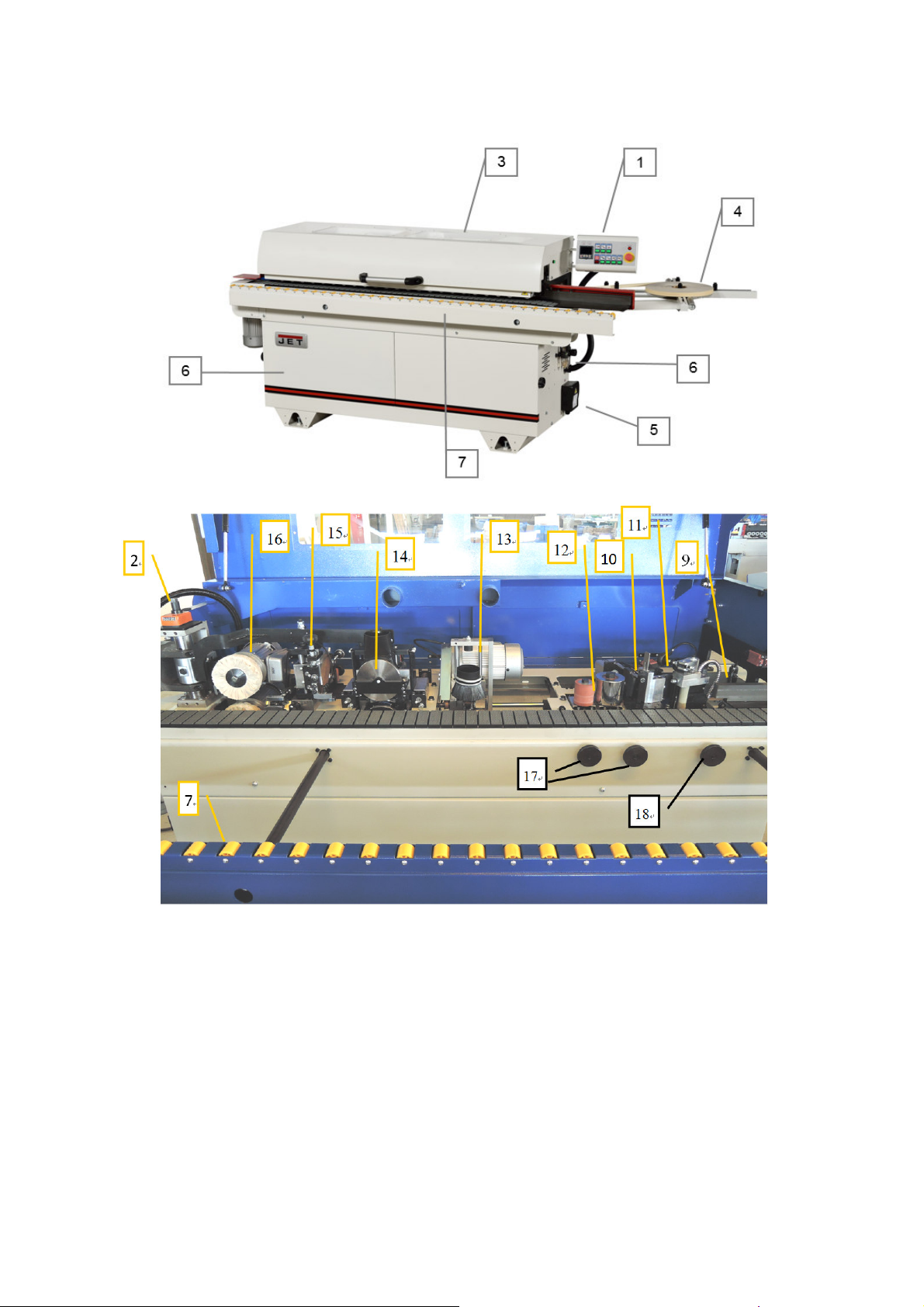
2. Маховик установки толщины
1. Панель управления
заготовки (панели)
5. Электрическая коробка 6. Устройство подачи панелей 7. Выдвижная роликовая опора 8. Корпус станка
3. Задняя крышка станка 4. Опорная платформа
для катушки с упорами
9. Точка загрузки ленты 10. Гильотина для отрезки
13. Торцовочный узел 14. Фрезерный узел 15. Узел циклевки радиусов 16. Полировальный узел
17. Ручка подачи прижимных роликов вперед/назад 18. Ручка подачи клеевого вала вперед/назад
11. Клеевая ванна 12. Прижимные ролики
ленты
9
Page 10
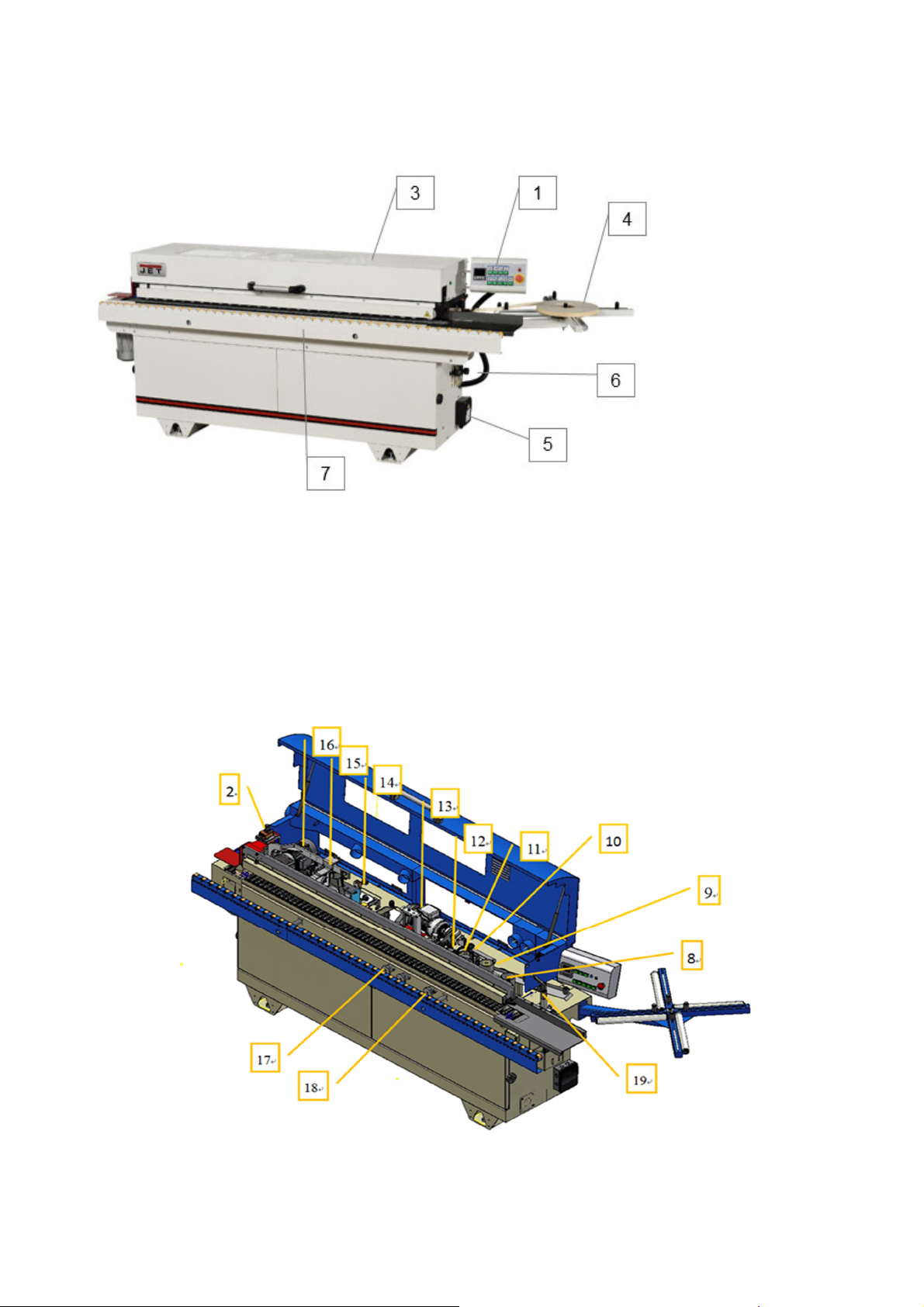
JEB-45MPMU
1. Панель управления 2. Маховик установки толщины
заготовки (панели)
5. Электрическая коробка 6. Устройство подачи панелей 7. Выдвижная роликовая опора 8. Узел
9. Точка загрузки ленты 10. Гильотина для отрезки
ленты
13. Торцовочный узел 14. Фрезерный узел 15. Узел циклевки радиусов
3. Задняя крышка станка 4. Опорная платформа
для катушки с упорами
предварительного
фрезерования
11. Клеевая ванна
12. Прижимные ролики
16. Полировальный узел
17. Ручка подачи прижимных роликов вперед/назад 18. Ручка подачи клеевого вала вперед/назад
19. Применение предварительного фрезерования
10
Page 11
6. Установка
6.1 Транспортировка
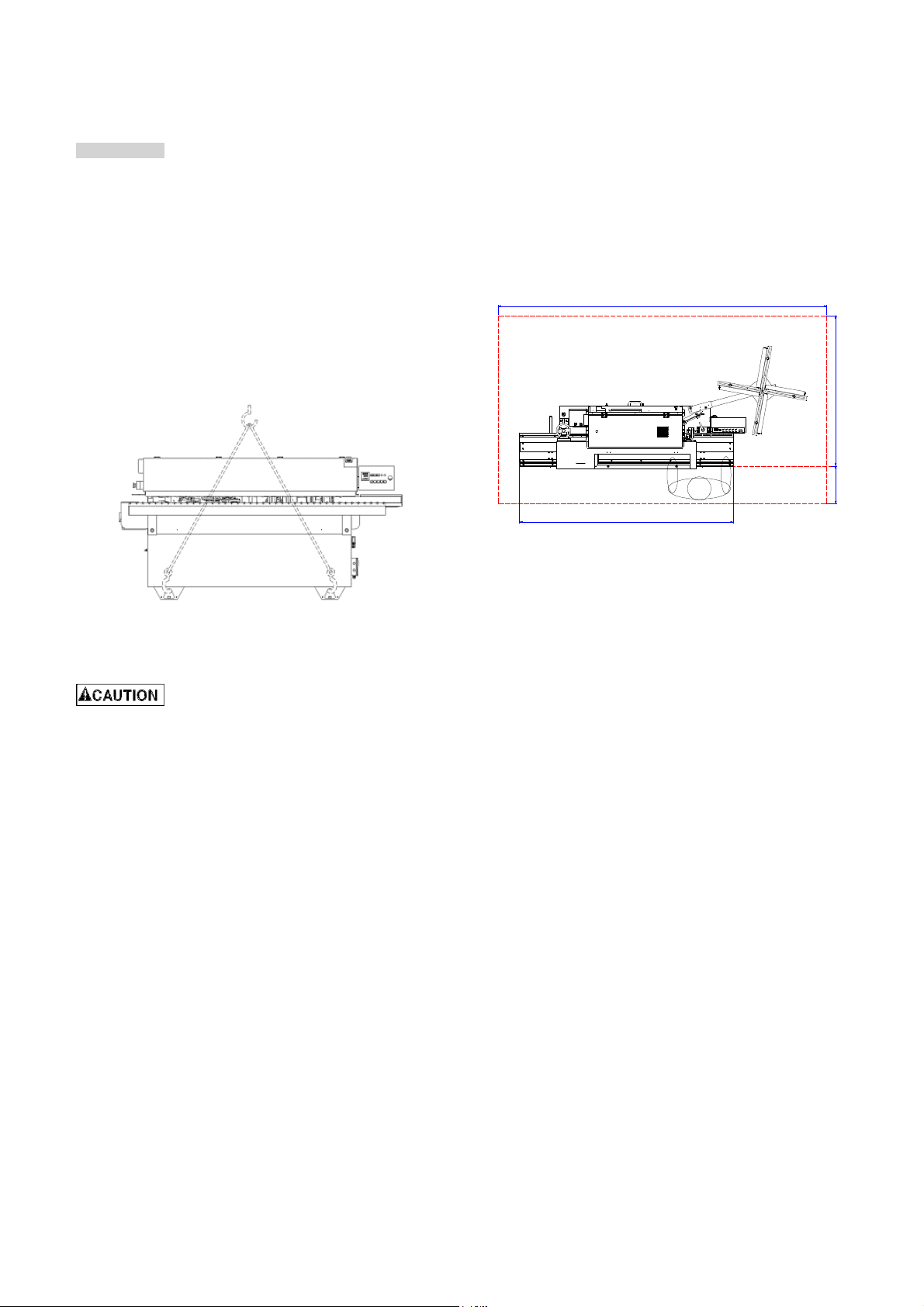
6.1.1 Подъем и транспортировка
Перед применением вилочного погрузчика для
транспортировки станка убедитесь, что его рама
подходит для этих целей. Чтобы избежать несчастных
случаев при транспортировке станка, убедитесь, что
станок прочно прикреплен к вилочному погрузчику при
помощи строп или других крепежных элементов.
Станок можно поднять за стропы или канаты,
подобранные с учетом веса станка, при помощи крюка.
См. рис. 6.1.1.
Рис. 6.1.1
6.1.2 Расположение станка
При извлечении станка из
транспортировочной паллеты действуйте с
осторожностью.
Станок поставляется в термоусадочном нейлоновом
защитном материале, некоторый узлы станка
отсоединены от станка.
Расположите станок в подходящем месте с учетом
габаритных размеров станка, требуемого места для
хранения материалов, загрузке, разгрузке, места для
оператора.
Основание станка следует установить на цельную
поверхность и выровнять.
Используйте водяной уровень (либо другой) для
проверки выравнивания рабочего стола в обоих
направлениях. Точность должна быть +- 0.25 м в
продольном направлении. Станок можно прикрутить к
полу при помощи винтов и отверстий в основании
станка.
Оператор должен занимать положение, при котором он
максимально быстро сможет дотянуться до всех
органов управления и аварийных выключателей станка.
Рабочая зона – это свободное пространство вокруг
станка, необходимое для его очистки, технического
обслуживания и нормальной эксплуатации (см. рис.
6.1.3)
A (3050 MM)
C (1400 MM) D (350 MM)
B (1998 MM)
Рис. 6.1.3
6.2 Установка
6.2.1 Установка частей, демонтированных для
транспортировки
1.
При транспортировке опорная платформа для
катушки может быть отсоединена от станка и
поставляться отдельно (рис.6 .2.1)
2.
Закрепите опору А на столе 2 винтами D.
3.
Поместите опорную платформу катушки B на опору
A, установив гайки в соответствующие позиции.
Затяните винт C.
4.
Сборка и регулировка вышеперечисленных узлов
достаточно проста, так как они уже были
проверены и отрегулированы на заводе перед
отправкой.
5.
Однако, регулировка этих деталей может быть
нарушена как в процессе транспортировки, так и
при установке их на станок.
Убедитесь в том, что клеевая ванна зафиксирована
для транспортировки.
Перед использованием станка, разблокируйте
клеевую ванну, открутив пластмассовую черную
гайку. Не откручивайте её полностью.
6.1.3 Положение оператора
11
Page 12

Черная пластмассовая гайка регулирует пружину
Рис. 6.2.2
-
клеевого ролика (при закручивании и откручивании),
может использоваться для перемещения клеевого
ролика вперед и назад.
Рис. 6.2.1
Для вывода потока конденсата достаточно сдвинуть
кран C вверх (рис. 6.2.2-1) с фильтром/регулятором под
давлением.
A
6.2.2 Подвод сжатого воздуха
Фильтр/регулятор давления с оттоком конденсата и
быстросъемный фитинг монтируются внутри основания
станка A (рис. 6.2.2). Убедитесь, что давление блока
подачи сжатого воздуха не менее 7 кг/см², воздух сухой
и профильтрован надлежащим образом.
ВСЕГДА ПОДКЛЮЧАЙТЕ СТАНОК К БЛОКУ ПОДАЧИ
СЖАТОГО ВОЗДУХА
Регулятор давления воздуха B устанавливается на 7
кг/см², (Рис.6.2.2-1).
Станок оборудован переключателем давления воздуха,
отрегулированным на 4 бар. Смотрите страницу 26.
При давлении менее 4 бар станок не включится.
Прежде чем, приступить к любой операции по
техническому обслуживанию, необходимо выключить
установку, заблокировать её, и также отсоединить
систему подачи сжатого воздуха, сняв крепежные
фитинги.
Никогда не смазывайте пневматическую станцию!!!
Пневматическая станция не нуждается в каком-либо
типе смазки.
Смазочное масло может повредить некоторые
компоненты пневмосистемы.
Смазка, в частности некоторые типы масел, могут
серьёзно повредить и нарушить функционирование
станка.
Никогда не добавляйте смазочное масло в чашу сбора
конденсата.
6.2.3 Электрическое подключение
ВНИМАНИЕ: ПОДКЛЮЧЕНИЕ ДОЛЖНО
ВЫПОЛНЯТЬСЯ ТОЛЬКО КВАЛИФИЦИРОВАННЫМ
ЭЛЕКТРИКОМ. НЕСОБЛЮДЕНИЕ ДАННОГО
ПРЕДПИСАНИЯ МОЖЕТ СТАТЬ ПРИЧИНОЙ
СЕРЬЕЗНЫХ ТРАВМ.
Проверьте соответствие напряжения и частоты сети
допустимым значениям на табличке корпуса станка.
Откройте клеммную коробку (рис. 6.2.3), чтобы
подключить кабели, как показано ниже. Для 3-фазной
сети напряжением 380 В, 5-жильный кабель (3 фазы, 1
нейтраль, 1 заземление).
Рис. 6.2.2
12
Page 13

3 фазы L1,L2,L3 , нейтраль N, заземление PE.
Рис. 6.2.3
Рис. 6.2.4
Индикатор
готовности
Кнопка
Используйте кабель, соответствующий общей
установленной мощности. Закройте клеммную коробку.
Проверьте направление вращения
1. Подождите, пока температура в клеевой ванне
достигнет 185 C°
2. Запустите подачу на медленном ходу, используя
переключатель Вкл.-Выкл. A (Рис. 9). Запустите ремень
транспортера.
Он должен вращаться в том же направлении, что и
подача панели. Если это не так, поменяйте местами
две из трех фаз (L1, L2, L3 380/3).
(См. рис. 8)
1. Запрещается подключать нейтраль к заземлению
и контактам L1, L2, L3.
2. неправильное подключение (например, перепутана
фаза с нейтралью или неподключенная нейтраль)
может причинить непоправимый ущерб
нагревательным элементам и двигателю.
3. Основной источник питания должен иметь
нейтраль и эффективную линию заземления.
4. Доступ к плавким предохранителям
осуществляется через клеммную коробку.
5. Для максимальной безопасности во время этих
операций, основной источник питания должен быть
отключен.
6.2.4 Панель управления
Оптимизированное программное обеспечение,
интегрированное в ПЛК, способно проверять
функциональность станка и циклов.
ПЛК выполняет
регулирование температуры клеевой ванны
запуск/останов всех двигателей (рис. 6.2.4)
Терморегулятор контролирует температуру в
клеевой ванне
резервная температура (установлена на 150°C)
рабочая температура (установлена на 190°C)
Селекторные переключатели Вкл./Выкл. (рис. 6.2.4)
A - кнопка Вкл./Выкл. нагреваемого подающего упора.
B- кнопка Вкл./Выкл. переднего/заднего торцовочного
узла.
C- кнопка Вкл./Выкл. гильотинных ножниц для отрезки
ленты от катушки. Включена: отрезка ленты от катушки
и отрезка от полос.
Кнопка аварийной остановки Emergency Button
(рис. 6.2.4)
Cлужит для экстренной остановки всех функций станка.
После нажатия она блокируется в нажатом положении,
для сброса потяните ее.
Безопасность при аварийных ситуациях с
электрикой
Станок оснащен 2-мя электрическими аварийными
контактами. Если один из них открыт, двигатели во всех
узлах останавливаются, а пневматическая система
опустошается. Температура клея остается неизменной.
Система аварийного отключения срабатывает в
следующих 2 случаях:
1. Нажата красная аварийная кнопка на панели
управления
2. Открыто устройство подачи панелей
6.2.5 Подключение вытяжной установки
Перед первым использованием станка или после
внесения каких-либо изменений проверьте
скорость подачи воздуха.
Перед первым использованием вытяжной
установки проверьте ее настройки. Ежедневно
проверяйте установку на предмет неисправности.
Проверка производительности установки должна
осуществляться раз месяц.
Перед каждым сеансом работы на станке
подключайте к нему вытяжную установку.
Шланги установки должны быть
электропроводящими и заземленными во
избежание накопления статического
электричества.
аварийного выкл.
13
Page 14

Настройка толщины
6.2.6 Настройка устройства подачи панелей
1. Сначала проверьте толщину панели.
(Примечание: если толщина панели настроена
неверно, рабочий цикл изменится, что может привести
к повреждению заготовки.)
Если толщина панели превышает установленное
значение, защитное устройство отключит станок. Если
толщина панели меньше установленного значения, это
может стать причиной повреждения станка или
привести к некачественной облицовке кромок.
2. При помощи ключа поверните шестигранную
гайку для задания положения прижимной планки (вы
можете проверить величину на экране).
3. Убедитесь, что положения верхней фрезы,
верхней цикли и верхнего полировального узла
отрегулированы по высоте установки прижимной
планки.
панелей
14
Page 15

7. Эксплуатация станка
Рис
. 7.1.1
Рис
. 7.1.2
Гильотинные ножницы
7.1 Подача ленты
Рис. 7.1.4
Рис. 7.1.3
Этот узел выполняет функцию подачи ленты и обеспечивает ее касание с заготовкой перед первым прижимным
роликом.
1. Проверьте толщину и ширину ленты.
2. Заведите ленту в направляющую А (рис. 7.1.1), затем с помощью ручки B (рис. 7.1.2) произведите регулировку по
высоте облицовываемого материала (убедитесь, что подаче ленты ничего не мешает).
3. С помощью ручки С (рис. 7.1.2) отрегулируйте высоту, чтобы не допустить смещения ленты перед гильотинными
ножницами (убедитесь, что подаче ленты ничего не мешает).
4. При использовании новой катушки ленты ее передний конец необходимо провести вручную, пока она не
достигнетточки отрезки (рис. 7.1.3).
Заготовка движется через концевой выключатель, который находится сразу за подающим блоком D (рис.7.1.4). Это
действие перемещает ролик, подающий ленту, E (Рис.7.1.2) при помощи зубчатой передачи. Таким образом, лента
подается точно к заготовке.
[ Примечание]
[ПРИ НЕПРАВИЛЬНОЙ УСТАНОВКЕ ЛЕНТА МОЖЕТ БЫТЬ ПРИКЛЕЕНА К ЗАГОТОВКЕ НЕНАДЛЕЖАЩИМ ОБРАЗОМ]
15
Page 16

7.1.А Настройка узла предварительного фрезерования (Только для станка JEB-25MPMU)
Раздел содержит информацию о том, как запустить и как остановить узел.
Ослабить
Затянуть
Планка
Черная Г-образная планка внизу – предварительное фрезерование не производится
Планка
вверх
Черная Г-образная планка вверху – предварительное фрезерование на 1 мм
Регулировка
Запуск предварительного фрезерования:
Поверните регулировочную ручку против часовой стрелки, чтобы ослабить --> Поднимите черную Г-образную планку -->
Поверните регулировочную ручку по часовой стрелке, чтобы затянуть.
Останов предварительного фрезерования:
Поверните регулировочную ручку против часовой стрелки, чтобы ослабить --> Опустите вниз черную Г-образную планку
--> Поверните регулировочную ручку по часовой стрелке, чтобы затянуть.
7.2 Узел клеевой ванны
ВНИМАНИЕ: выключите станок и убедитесь, что он отключен от источника питания.
16
Page 17

Рис
. 7
.2.1
Клеевая ванна имеет функцию распределения термоклея на заготовке, которая будет облицовываться.
Терморегулятор на ПЛК проверяет нагрев и функционирование клеевой ванны.
Для правильного использования следуйте приведенным ниже инструкциям:
1. Заполните клеевую ванну приблизительно на 1 см ниже её края.
2. Убедитесь, что тип используемого клея соответствует условиям и техническим характеристикам станка.
Предлагаемый клей:
JOWAT JOWAT 280.30 200°C
EMMBI INTERNATIONAL Polybond 3072 200°C
DOURS KS 205 200°C
3. Настройте электронный термостат на температуру, соответствующую одному из предложенных производителем
клеев (обычно он отрегулирован на 190°C на заводе).
4. Распределитель клея начинает вращаться автоматически, когда температура достигает 185°C. Количество
наносимого клея можно регулировать, поворачивая ручку L (Рис.7.2.2). (вращение по часовой стрелке увеличивает
количество, вращение против часовой стрелки уменьшает).
Во время облицовки проверяйте уровень клея в ванне, и при необходимости наполняйте ванну до уровня,
отмеченного точкой 1.
5. Ручка K (Рис.7.2.2) используется для перемещения клеевой ванны вперед-назад. Она затянута на заводе, чтобы
избежать повреждений при транспортировке.
При использовании станка при помощи панели проверьте и поверните ручку, пока клей не коснется поверхности
кромки панели.
7.2.1 Регулировка количества наносимого клея (Рис. 7.2.2)
Поверните ручку L против часовой стрелки, чтобы увеличить количество клея.
Поверните ручку L по часовой стрелке, чтобы уменьшить количество клея
Рекомендуется увеличивать количество клея постепенно.
Рис. 7.2.2
7.2.2 Терморегулятор
Когда главный переключатель находится в положении "Вкл", терморегулятор управляет нагревательным элементом
для нагрева клеевой ванны до температуры 180°C.
По достижении температуры 185°C (предварительный нагрев) появляется возможность движения клеевого вала
(заводские настройки).
Экран дисплея при включении основного питания:
17
Page 18

Вверху: показывает текущую температуру
Актуальная
Заданная
температура
Внизу: показывает установленную
температуру=190°C
Увеличение и уменьшение температуры
1. Нажмите , нижняя часть начнет мигать,
2. Нажмите кнопку , чтобы перемещаясь выбрать цифру, нажимая кнопки вверх/вниз, чтобы
увеличить или уменьшить отображаемую температуру. Затем нажмите снова, чтобы завершить настройку.
Мы рекомендуем начинать процедуру облицовки только тогда, когда клеевая ванна достигла необходимой
температуры в 190°C. (В зависимости от клея вы выбираете температуру около 190-200°C).
После настройки определенной температуры панель управления запомнит последнюю вводимую температуру
автоматически. Если подающее устройство не запускается, подождите пока терморегулятор подаст команду на
подогрев ванны до “резервной температуры”.
температура
Рис. 7.2.3
Режим ожидания – (Настройка по умолчанию 150°C)
>> Во время этого режима будет гореть лампа
Когда запускается режим ожидания?
1. Станок находится во включенном состоянии, но не производит
кромкооблицовку в течение 30 минут. В этом случае станок
автоматически переключится в режим ожидания. (Настройка по
умолчанию 150°C ).
2. Когда станок сколько-то поработал, после 20 минут простоя он
7.2.3 Смазка распределителя клея
Каждые 30 рабочих часов необходимо смазывать распределитель клея с помощью шприца для смазки (поставляется со
станком)see (рис.7.2.5) вставляя наконечник в отверстие A (рис. 7.2.6).
Рекомендуется использовать смазочный материал Arexons GC300.
перейдет в режим ожидания автоматически.
18
Page 19

ВНИМАНИЕ: нерегулярная смазка может привести к серьезным повреждениям и к необходимости замены клеевой
Рис
. 7.2.6
A
Рис
. 7.4.1A
Рис
. 7.4.1C
ванны.
Для перезагрузки работы станка удерживайте кнопку “Выкл.” (OFF) на панели управления в течение 10 секунд.
7.3 Настройка гильотинных ножниц (Рис. 7.3.1)
Гильотинные ножницы отрезают ленту на определенном расстоянии от
края панели. Ножницы используются для отрезки ленты в бобинах
толщиной 3 мм из АБС-пластика, меламина, ПВХ, шпона и полиэстера.
Настройка ножниц производится через панель управления, срабатывание
ножниц в процессе работы происходит автоматически.
7.4 Прижимные ролики
Прижимные ролики обеспечивают лучшее прилегание ленты к заготовке.
На опорной плите располагаются 2 ролика, положение которых
регулируется в зависимости от толщины ленты.
1. Поверните ручки прижимного ролика по часовой стрелке, чтобы ослабить ленту с задней стороны (давление
сместится назад). См. рис. 7.4.1A.
2. Вставьте кусок ленты (которую вы собираетесь использовать для облицовки) в свободное пространство.(Рис.
7.4.1B)
3. Поверните ручки прижимных роликов против часовой стрелки (прижимные ролики переместятся вперед), чтобы
зафиксировать вставленную ленту и избежать падения вниз, когда будет вставлена правильная толщина ленты.
ОСТОРОЖНО: если настройка этого узла произведена неправильно, это может привести к некачественному
приклеиванию ленты и неудовлетворительным результатам облицовки.
Рис. 7.2.5
Рис. 7.3.1
Рис. 7.4.1B
19
Page 20

7.5 Торцевание
Торцовочный узел предназначен для обрезки лишнего материала с
переднего и заднего концов заготовки. Узел включается с помощью кнопки
«Вкл.» (ON) и на панели управления.
7.5.1 Торцевание – настройка выступа ленты
Обратите особое внимание на описание настройки ниже. Указанные величины являются
рекомендуемыми, и следует проверить их непосредственно на панели.
Расстояние между копирующей подкладкой и пильным диском устанавливается на заводе и определяет длину выступа.
Как правило, на заводе устанавливают нулевое значение. При замене или переустановке пильного диска может
потребоваться повторная регулировка.
Настройка производится как при помощи диска, так и при помощи двигателя. Может производиться прямое торцевание
(под 0°). Двигатель установлен на опору и скользит по горизонтальным направляющим. Приводится в движение
пневмопоршнями.
Когда подрезка задней/передней части ленты не удовлетворительная (остается неподрезанная часть ленты или
косой срез), следует отрегулировать упор.
1. Проверьте вертикальность упора при помощи панели.
2. При помощи деревянного блока приподнимите и зафиксируйте торцовочный узел.
3. Отрегулируйте винты упора при помощи торцевого ключа для переднего упора.
Ниже таблица, в которой приведены рекомендованные действия для настройки.
Будьте аккуратны, когда берете в руки пильные диски, чтобы избежать травмы и повреждения режущих кромок.
[ Примечание]
Замена пильных дисков в части 8.2.1
20
Page 21

Передний упор Задний упор
Положение переднего упора и ленты Оценка и рекомендации
Стандартное
Завинтить
Отрегулируйте винты согласно направлениям стрелок
Отвинтить
Отвинтить
Завинтить
Положение заднего упора и ленты Оценка и рекомендации
Отрегулируйте винты согласно направлениям стрелок
Стандартное
Завинтить
Отрегулируйте винты согласно направлениям стрелок
Отвинтить
Отвинтить
Отрегулируйте винты согласно направлениям стрелок
Завинтить
21
Page 22

7.6 Фрезерный узел
Функция фрезерного узла – отрезать излишки ленты с обеих сторон панели, образуя прямой или радиусный профиль.
Узел можно настраивать 2 способами: 1. Осевая настройка (фрез), 2. Вертикальная настройка (копирующие диски).
Фрезерный узел включается с помощью кнопки
Стандартное оборудование фрезерного узла включает в себя
2 фрезы – верхнюю и нижнюю, которые плавают и повторяют
повернхность панели при помощи 2 копирующих подкладок
(Рис. 7.6.1).
При изменении высоты податчика панели под высоту
обрабатываемой панели, всота верхней фрезы регулируется
автоматически при помощи фиксирующей планки (Рис. 7.6.1).
[ Настройка ]
1. Используйте щупы для проверки толщины ленты
2. Поверните ручку на задней стороне, чтобы установить величину,
отвечающую толщине ленты (Рис. 7.6.2).
[ Примечание ]
Вытяжной штуцер диаметром 127 мм, его можно присоединить к
Максимальная высота съема ленты – 2 мм с каждой стороны. (Рис. 7.6.3)
центральной системе отвода пыли. Работы следует производить
обязательно с эффективной системой отвода пыли (с минимальной скоростью потока 20 м/с).
Фрезы следует подбирать по следующим параметрам:
Рис. 7.6.2
Рис. 7.6.1
Диаметр 75 мм
Макс. ширина фрезы 13 мм
Диаметр шпинделя 12 мм
Макс. вес каждой фрезы 150 г
Макс. частота вращения 10000 об/мин
[Примечание ] См. часть 6 для замены фрез
22
Рис. 7.6.3
Page 23

7.6.1 Регулировка копировального диска фрезерного узла
Рис
. 7.7.1
Обратите особое внимание на описание настройки ниже. Указанные величины являются
рекомендуемыми, и следует проверить их непосредственно на панели.
[ Примечание ] Настройки были отрегулированы на заводеизготовителе перед поставкой станка.
Для верхнего диска (Рис. 7.6.4)
1. Ослабьте 2 гайки, обведенные кругом на рис. (только ослабьте, не
извлекайте)
2. При помощи торцевого ключа отрегулируйте винты (M5X0.8),
обведенные квадратом на рис., тем самым отрегулировав высоту
диска
3. Затяните 2 гайки после завершения настройки
Для нижнего диска (Рис. 7.6.5)
1.
Ослабьте 2 гайки, обведенные кругом на рис. (только ослабьте, не извлекайте)
2.
При помощи торцевого ключа отрегулируйте винты (M5X0.8), обведенные квадратом на рис., тем самым
отрегулировав высоту диска
3.
Затяните 2 гайки после завершения настройки
Рис. 7.6.4
7.7 Узел циклевки радиусов
ОСТОРОЖНО: данный узел можно использовать только
для обработки ПВХ. Убедитесь, что узел точно отрегулирован. При
использовании неподходящего материала или неправильной
регулировке узла можно повредить сам узел циклевки и заготовку.
Главным образом радиус определяется горизонтальной
копирующей подкладкой D (Рис. 7.7.1).
[ Настройка ]
1. Используйте щупы, что проверить толщину ленты.
2. Поверните ручку назад, чтобы настроить требуемую величину толщины ленты (Рис. 7.6.2)
Для настройки глубины резания:
1. Отключите станок и убедитесь, что он не включится снова. Откройте
заднюю крышку.
2. Ослабьте 2 винта А (Рис. 7.7.1), затем отрегулируйте глубину
резания с помощью ручки В Производите регулировку до тех пор,
пока отображаемое значение не будет совпадать с толщиной
используемой ленты.
[Примечание] Для компенсации бокового зазора сначала произведите
регулировку заготовки.
Рис. 7.6.5
3. Затяните 2 винта А (Рис. 7.7.1)
4. Проверьте правильность регулировки и при необходимости
повторите ее.
Отведение цикли: Если циклю необходимо отвести от заготовки,
открутите винт С, чтобы снять верхнюю и нижнюю цикли.
23
Page 24

7.8 Регулировка полировального узла
Данный узел предназначен для полировки кромки после обрезки свесов и торцевания. Включение и выключение узла
осуществляется с помощью соответствующей кнопки на панели управления.
Частота вращения полировального круга составляет 3000 об/мин.
Полировальные круги вращаются в направлении, противоположном движению панели.
В стандартную комплектацию входят 2 полировальных узла (верхний и нижний), угол наклона составляет
приблизительно 10°.
При выборе полировальных кругов следует учесть следующие
параметры:
− Максимальный допустимый диаметр 120 мм
− Диаметр крепежного шпинделя 20 мм
− Максимальный вес каждого круга 200 г
− Максимальная частота вращения 3000 об/мин
Регулировка верхнего полировального узла
1. Отключите станок и убедитесь, что он не включится снова.
Откройте заднюю крышку.
2. Ослабьте стопорный винт А (Рис.7.8.1)
3. Установите узел в нужное положение и/или наклоните его. После
этого затяните винт А (Рис. 7.8.1)
Регулировка нижнего полировального узла
Рис. 7.8.1
1. Отключите станок и убедитесь, что он не включится снова.
Откройте заднюю крышку.
2. Ослабьте стопорный винт В (Рис. 7.8.2)
Установите узел в нужное положение и/или наклоните его. После
этого затяните винт В (Рис. 7.8.2)
Рис.7.8.2
ВНИМАНИЕ: чрезмерное количество клея загрязняет
фрезерный узел, а также может повредить полировальные круги. Полировальные узлы должны быть отрегулированы
таким образом, чтобы оказывать на полируемую кромку лишь незначительное давление. Слишком сильное давление
создаст дополнительную нагрузку на двигатели и приведет к неудовлетворительному качеству обработки.
Замена полировальных кругов
Чтобы заменить круги, выполните следующие шаги:
1. Отключите станок и убедитесь, что он не включится снова.
Откройте заднюю крышку.
2. Ослабьте винт А ( Рис. 7.8.3)
3. Вытяните фланец В ( Рис. 7.8.3)
4. Снимите круги.
5. Установите новый комплект кругов (из 3 шт.) согласно схеме
(Рис. 7.8.3)
6. Хорошо затяните стопорный винт A (Рис. 7.8.3).
Рис. 7.8.3
24
Page 25

[ Примечание ]
За раз снимайте только один комплект кругов, чтобы не перепутать их по позициям.
Винт нижнего узла имеет ЛЕВУЮ резьбу.
Техническое обслуживание узла: очистка и смазка
Регулярно (несколько раз в день) проверяйте состояние полировального узла и убирайте отходы, которые могут
препятствовать его исправной работе.
Важно!!! При установке или регулировке кругов проследите, чтобы 2/3 размера круга приходилось на заготовку, и
только 1/3 – на упор. Это необходимо, чтобы избежать чрезмерного трения круга об упор, что приводит к быстрому
износу кругов и перегреву двигателя
7.9 Плоская цикля (опция)
Смещение инструмента вперед/назад
1. Ослабьте винты с помощью шестигранного ключа.
2. Для регулировки поворачивайте ручку:
− По часовой стрелке (назад) – инструмент
смещается вниз
− Против часовой стрелки (вперед) –
инструмент смещается вверх
3. Затяните винты с помощью шестигранного ключа
(регулировка верхней части производится
аналогично).
Смещение всего узла вверх/вниз
ВНИМАНИЕ: данный узел уже
установлен в наиболее подходящее положение,
поэтому его повторная регулировка не предполагается
1. Ослабьте гайки с помощью двух гаечных
ключей.
2. Ослабьте верхнюю гайку.
3. Ослабьте нижнюю гайку.
4. Поворачивайте ручку до тех пор, пока узел не
встанет в нужное положение.
5. Затяните нижнюю гайку.
25
Page 26

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
6. Затяните верхнюю гайку. Регулировка
завершена. (Регулировка нижней части
производится аналогично.)
ЗАВОДСКАЯ РЕГУЛИРОВКА
Верхний узел: копирующая подкладка выровнена с
подающими роликами
Нижний узел: копирующая подкладка расположена на
2 мм выше подающего стола
Замена цикли
1. С помощью шестигранного ключа ослабьте
крепежный винт цикли.
2. Замените инструмент.
3. Снова затяните винт.
26
Page 27

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
7.10 Порядок работы
Работы по облицовке кромок не представляют особой
сложности, тем не менее необходимо учитывать
некоторые требования, соблюдение которых поможет
выполнить работу наиболее эффективно и
качественно.
Все требования представлены в 4 подгруппах:
1. Требования к обрабатываемой заготовке
2. Требования к используемой для облицовки ленте
3. Требования к термоклею
4. Требования по регулировке станка
Требования к обрабатываемой заготовке
Рекомендуется использовать достаточно
плотные качественные заготовки.
Срез заготовки должен быть чистым и
качественным, без сколов. Допускается
отклонение от прямолинейности реза минимум
+0,1 мм/погонный метр.
Область облицовки должна быть сухой и
очищенной от пыли.
Срез должен идти ровно под углом 90° как
вдоль панели, так и по ее толщине.
Панели должны храниться при такой же
температуре, при которой производится их
облицовка.
Требования к используемой для облицовки ленте
Используйте качественную ленту.
Храните ленту в сухом месте.
Не рекомендуется использовать ленту с тонким
покрытием PVD, так как ее нанесение затруднено.
Требования к термоклею
Используйте термоклей, соответствующий
характеристикам станка, а также тщательно
соблюдайте рекомендации производителя.
Проверьте, чтобы клей распределялся по панели
равномерно.
Для определения необходимого количества клея
проведите различные испытания, регулируя ручку L
(Рис. 7.2.2)
Клей не должен переливаться через край клеевой
ванны, иначе это приведет к загрязнению режущего
инструмента.
Проверьте дату изготовления, указанную на
упаковке (свойства клея со временем ухудшаются).
Требования по регулировке станка:
Включите главный переключатель станка и запустите
все его функции (см. раздел 6.2.3). Также включите
вытяжную установку. Проведите работы по облицовке в
целях испытания станка, обращая внимания на
следующие пункты:
Высота податчика панели должна совпадать с
толщиной заготовки
Температура плавления клея (см. раздел 7.2)
Боковой прижим.
Подача заготовки (см. раздел 7.1)
Регулировка положения режущего инструмента.
Фрезерный узел.
Произведите настройку, опираясь на указанные части
инструкции.
8. Техническое обслуживание
8.1 Замена клея
Риск получения ожогов
1. Выключите станок. Клеевая ванна должна быть
холодной.
2. Деревянной палочкой, размером приблизительно
4x1 см, приподнимите одну сторону клея.
ЗАПРЕЩАЕТСЯ использовать металлические
инструменты (Рис. 8.1.1).
3. Потяните блок клея с помощью плоскогубцев.
4. Будьте внимательны, чтобы не обжечься.
Вытяните блок (Рис. 8.1.2).
5. Подождите, пока клеевая ванна полностью
остынет, и уберите все остатки клея (Рис. 8.1.3).
[Примечание]
Не смешивайте с клеем древесную стружку или
древесную пыль.
Чтобы избежать ухудшения свойств клея, всегда
проверяйте регулирующий термостат и количество
оставшегося клея.
Так как качественная обработка кромки зависит от
многих факторов, таких как тип ленты, тип заготовки,
качество обрезки, температура окружающей среды и
т.д., необходимо провести различные испытания,
чтобы определить правильные настройки
27
Page 28

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
Рис. 8.1.1
3. Торцевым ключом затяните винты пильного
диска и при помощи ключа ослабьте винт A.
4. Снимите шайбу B, изношенный пильный диск,
распорную втулку C и второй изношенный диск
один за другим, затем замените их на новые
пильные диски (Рис. 8.2.2).
5. Установите распорную втулку, новый пильный
диск, B и винты последовательно, чтобы
завершить замену.
Рис. 8.2.1
Рис. 8.2.2
Рис. 8.1.2
Рис. 8.1.3
8.2 Замена режущего инструмента / ремня
двигателя
Будьте осторожны при работе с
пильными дисками и фрезами. Надевайте
защитные перчатки.
8.2.1 Замена пильных дисков торцовочного узла
1. Отключите станок и убедитесь, что он не
включится снова.
2. Отсоедините пылеотводящий шланг и вытяжной
штуцер.
Убедитесь в правильном направлении зубьев пильного
диска, как на схеме (Рис. 8.2.3)
8.2.2 Замена ремня торцовочного узла
1. Снимите защитную крышку, ослабив винты A (Рис.
8.2.4.).
2. Снимите изношенный ремень и замените его на
новый.
3. Установите крышку на место.
Проверка натяжения ремня
Рис. 8.2.3
28
Page 29

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
Рис. 8.2.4
Рис.
8.2.6
Рис.
8.2.7
1. Чтобы натянуть ремень необходимо ослабить 4
крепежных винта на двигателе. (Рис. 8.2.4).
1. Доступ к 4 винтам можно осуществить торцевым
ключом с внутр. шестигранником, повернув
зубчатый шкив, пока 2 отверстия В не совпадут с 4
винтами двигателя. (Рис. 8.2.5).
2. Не ослабляйте слишком сильно винты, потяните
двигатель по стрелке, чтобы натянуть ремень. (Рис.
8.2.5).
3. После натяжения ремня, затяните 4 винта
двигателя.
4. Зафиксируйте защитную крышку на своем месте.
[ Примечание ]
Обратите внимание, чтобы крышка не прикасалась
к другим деталям станка.
5. Проверьте, чтобы во время подъема торцовочного
узла, не было помех.
[ Примечание]
Убедитесь, что зубья фрез расположены в правильном
направлении. (У верхней и нижней фрезы они разные).
Рис. 8.2.5
8.2.3 Замена инструмента фрезерного узла
1. Отключите станок и убедитесь, что он не включится
снова.
2. Отсоедините пылеотводящий шланг и вытяжной
штуцер при помощи отвертки. (Рис. 8.2.6).
3. При помощи шестигранного ключа ослабьте винты
на каждой фрезе.
4. Снимите фрезу и замените ее на новую.
Рис. 8.2.8
29
Page 30

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
Расположение ремня
Рис.
8.2.10
Рис.
8.2.9
Рис.
8.2.11
Рис.
8.2.12
Замена ремня
1. При помощи ключа ослабьте гайку A (Рис. 8.2.10)
2. При помощи торцевого ключа отрегулируйте гайку B
(Рис. 8.2.10), чтобы ослабить ремень.
3. Замените ремень
[ Примечание ]
Запомните, как был установлен ремень. Его следует
установить правильно, чтобы избежать ненадлежащей
работы или повреждения деталей станка.
4. Затяните гайку A (Fig 8.2.10), чтобы зафиксировать
установку.
8.2.4 Замена инструмента узла циклевки
1. Отключите станок и убедитесь, что он не включится
снова. Отсоедините от станка систему подвода
сжатого воздуха и стравите оставшийся воздух.
2. Ослабьте винт А (Рис. 8.2.13) снимите 2 шайбы,
затем с помощью шестигранного ключа выколотите
циклю В (Рис. 8.2.12).
3. Установите в канавку новую циклю.
4. Установите 2 шайбы, затем затяните винты, чтобы
зафиксировать положение инструмента.
5. Выполните шаги 2-4 для замены инструмента
нижнего узла циклевки.
6. Процедура замены циклевочного инструмента
завершена.
30
Page 31

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
Шайбы
Рис. 8.2.13
8.2.А Узел предварительного фрезерования (Только для станка JEB-45MPMU)
[ Примечание ] :
: Удаление узла
: Установка узла
Замена фрезы
31
Page 32

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
[ ПРИМЕЧАНИЕ ] :
Убедитесь в правильном направлении лезвий
инструмента
Красный винт = левая фреза / Черный винт = правая
фреза. Не закрепляйте в противоположном сочетании
Ослабление правой фрезы – против часовой стрелки
Ослабление левой фрезы – по часовой стрелке
8.3 Очистка и смазка
Очистка
Периодически станок необходимо очищать. Установите главный переключатель в положение 0/«Выкл» (OFF) и
заблокируйте. Отсоедините трубку подачи сжатого воздуха.
a) Очистите прижимные ролики и малые ролики на основании от остатков клея с помощью подходящего
растворителя.
[ Примечание ] Прежде чем прикасаться к деталям для обработки растворителем, убедитесь, что они холодные.
b) Убедитесь, что в пылеулавливающих кожухах фрезерного узла не накапливаются остатки пыли.
c) Очистите растворителем скользящие стержни узлов верхней и нижней фрезы и передние отрезные ножи.
Смазка
Перед началом проверки, технического обслуживания или смазки убедитесь, что главный переключатель
находится в положении 0/«Выкл» и заблокирован, а трубка подачи сжатого воздуха отсоединена.
Обычно смазка не нужна, так как используются шарикоподшипники закрытого типа, смазанные на весь срок службы.
Скользящие втулки смазываются автоматически, а втулки шарикоподшипников не требуют смазки, необходимо очищать
только скользящие стержни. Цепь и звездочки подающего механизма облицовочной ленты и распределитель клея
необходимо смазывать как минимум раз в год.
Узел гильотинных ножниц: см. Рис. 8.3.1
Клеевая ванна: см. раздел 8.2
Рис. 8.3.1
32
Page 33

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
Рис.
8.4.1
8.4 Замена плавких предохранителей, сброс прерывателей
Для замены предохранителей необходимо получить доступ к распределительной коробке (см. Рис. 8.4.1, Рис.8.4.2) и
выполнить следующие действия:
Замена предохранителей
1. Выключите основной источник питания.
2. Установите главный переключатель в положение 0/«Выкл» (OFF) и заблокируйте его.
3. Отсоедините шланг подачи сжатого воздуха.
4. Открутите винты, которые блокируют электрическую панель.
5. Откройте коробку (Рис. 8.4.1)
6. Замените сгоревшие предохранители A (Рис. 8.4.2) и в обратной последовательности повторите
вышеуказанные операции.
Сброс автоматических предохранителей от перегрузки
1. Выключите основной источник питания.
2. Установите главный переключатель в положение 0/«Выкл» (OFF) и заблокируйте его.
3. Повторно установите положения «Вкл» (ON) автоматических переключателей B (Рис. 8.4.2).
Примечание: Если по-прежнему необходимо сбросить автоматический предохранитель, важно убедиться,
что:
1. Установлено правильное значение.
2. Движущиеся детали, соединенные с двигателями, свободно перемещаются.
3. Температура двигателя не слишком высокая (80 ~ 90°C).
4. Двигатели быстро тормозят.
5. Автоматический предохранитель исправен.
Важно, чтобы предохранитель проверил квалифицированный специалист.
Примечание: доступ к распределительной коробке предусмотрен только для специального технического
обслуживания квалифицированным электриком или уполномоченным техническим персоналом производителя.
Для станка JEB-45 M
Рис. 8.4.2
33
Page 34

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
Рис.
8.4.1
A
B
Для станка JEB-45 MPMU
Рис. 8.4.2
8.5 Устранение неисправностей
Неисправность Возможная причина Решение
Дисплей не загорается
При нажатии на кнопку запуска
двигатель не включается
Лента не подается должным
образом
Двигатели не запускаются,
пильные диски не вращаются
Основной электрический кабель,
предохранители плохо соединены.
1. Аварийное выключение не было
сброшено, дверцы не закрыты.
2. Не достигнута рабочая температура
3. Сработали переключатели защиты от
перегрузок
1. Лента не была заведена между
нейлоновым и резиновым роликом
2. Упор ленты не был отрегулирован по
высоте
3. Не достаточное давление воздуха
1. Аварийное выключение не было
сброшено
2. Не была достигнута рабочая
температура
3. Сработали переключатели защиты от
перегрузок
4. Зубчатый ремень поврежден
Проверьте кабели, предохранители,
соединения.
1. Сбросьте кнопку аварийного
выключения, закройте дверцы.
2. Проверьте терморегулятор, см.
раздел 7.2
3. Проверьте и верните их в исходное
положение
1. См. раздел 7.1
2. Отрегулируйте упор ленты, см. рис.
7.1.2
3. См. раздел 6.2
1. Сбросьте все кнопки
2. Проверьте терморегулятор, см.
раздел 7.2
3. Проверьте и верните их в исходное
положение
4. Замените ремень
34
Page 35

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
Обрезка не прямая
При фрезеровании получаются
неровные кромки
Двигатель запускается, но
режущие головки не
включаются или теряют свои
обороты (об/мин) при
фрезеровании
Бок панели обрезан
Лента обломана или
оторвана/вытянута
Полировальный инструмент
размазывает клей по панели
Полировальный инструмент
стирает кромку в углах
Приложение:
Не отрегулированы копирующие
подкладки
Копирующие подкладки не
отрегулированы по отношению к
толщине кромки
1. Проверьте ремень на предмет
повреждений, а также его натяжение
2. При фрезеровании получаются
неровные кромки
Копирующие подкладки плохо
отрегулированы – нарушена
перпендикулярность.
Скорость опускания торцовочного узла
слишком быстрая
1. Слишком много клея
2. Неподходящий тип клея
Полировальный инструмент
неправильно отрегулирован
Отрегулируйте копирующие подкладки,
см. раздел 7.5
Отрегулируйте копирующие диски
и/или произведите осевую регулировку
по отношению к толщине кромки, см.
раздел 7.6
1. Замените поврежденный ремень
или натяните его, см. часть 8.2
2. замените ножи, см. раздел 8.2.3
Отрегулируйте копирующие подкладки,
см. раздел 7.5
Для снижения скорости отрегулируйте
ручку пневмосистемы с задней
стороны станка
1. отрегулируйте количество клея, см.
раздел 7.2
2. См. раздел 7.2 “Рекомендуемый
клей”
Отрегулируйте положение
полировального инструмента, см.
раздел 7.8
Пневматическая схема
Примечание: пневматическая схема предназначена только для использования
квалифицированными специалистами или уполномоченным техническим персоналом производителя. Эта схема не
разрешает Вам как-либо изменять пневматические части или логическое функционирование.
Для станка JEB-45 M
35
Page 36

ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ДЛЯ КРОМКООБЛИЦОВОЧНОГО СТАНКА JEB-45
Для станка JEB-45 MPMU
36
 Loading...
Loading...