

Ingersoll-Rand 651513-XX-B User Manual
OPERATOR’S MANUAL 651513-XX-B
INCLUDING: SERVICE KITS, TROUBLESHOOTING, PARTS LIST,
DISASSEMBLY & REASSEMBLY.
AUTOMATIC GUNS
Models 651513-XX-B
READ THIS MANUAL CAREFULLY BEFORE INSTALLING,
OPERATING OR SERVICING THIS EQUIPMENT.
It is the responsibility of the employer to place this information in the hands of the operator. Keep for future reference.
RELEASED: 4-15-83
REVISED: 12-18-07
(REV. C)
SPECIFICATIONS
Material Inlet . . . . . . . . . . . . . . . . . . . . . . . . . 1/4 - 18 N.P.S.M.
Air Inlet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1/8 - 27 N.P.T.F. - 1
Diameter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2” (50.8 mm)
Length (without nozzle) . . . . . . . . . . . . . . . 6-11/32” (161.1 mm)
Weight . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17 oz. (482 grams)
Mounting Hole Diameter . . . . . . . . . . . . . . 33/64” (13.1 mm)
Maximum Operating Fluid Pressure . . . . 5000 p.s.i. (345 bar)
Minimum Air Pressure Required
@ 2000 p.s.i. (138 bar) Fluid Pressure . 50 p.s.i. (3.4 bar)
DESCRIPTION
The following model guns permit spraying or extruding of
material continuously or intermittently by using spring return. See chart below for characteristics of each model.
These unit are identical expect spray guns include a spray
guard which retains the TC-XXXX airless spray tip. They include a stainless steel head, aluminum air cylinder, a 1/4 18 N.P.S.M. material inlet, a 1/8 - 27 N.P.T.F. - 1 air inlet and a
needle shroud (17) for prolonged life. The compact design of
either gun allows mounting in a closely con ned area.
Model Material Includes Tips
651513-11-B Heavy Materials 66541-XX
651513-12-B Light Fluids 66504 Cap TC-XXXX
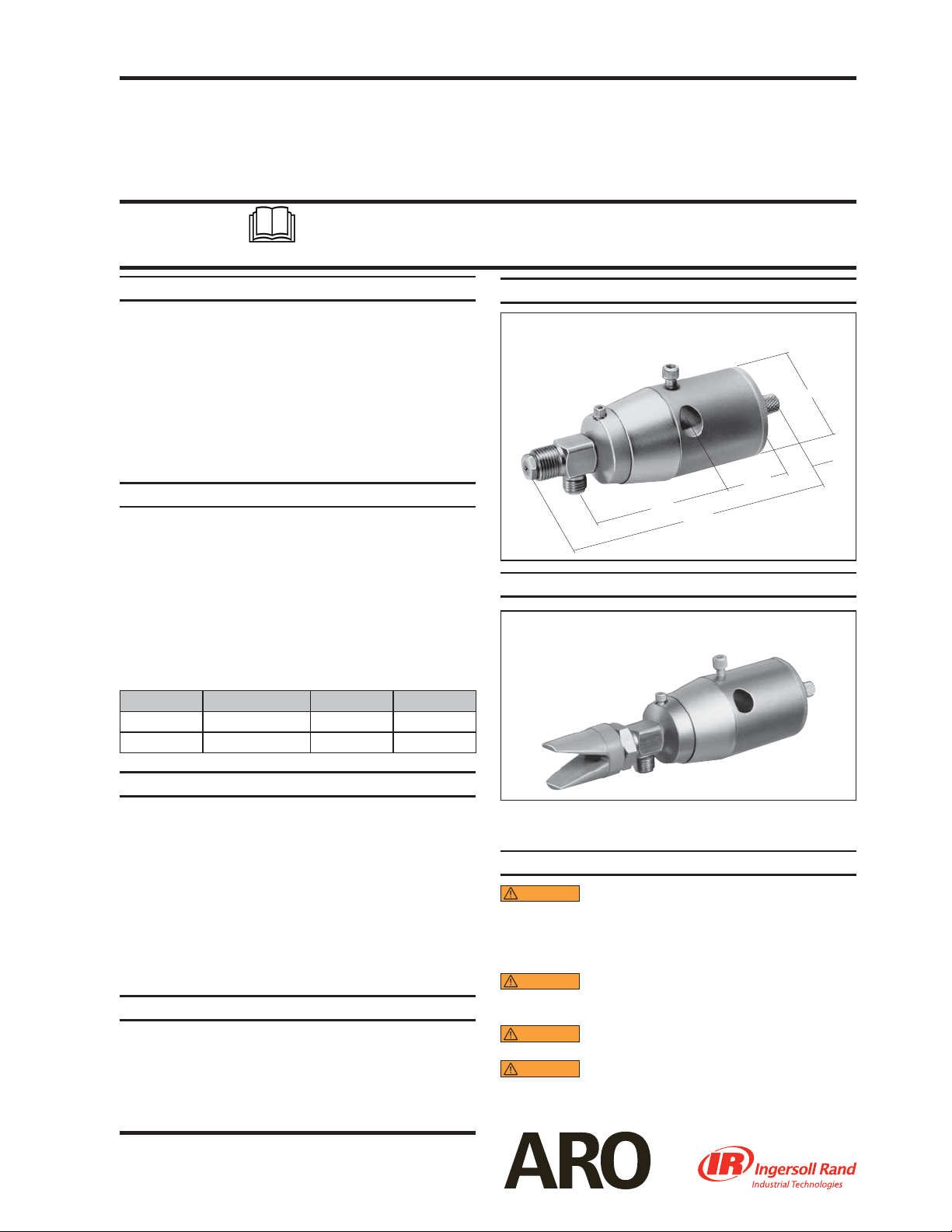
AUTOMATIC EXTRUSION GUNS
(Extrusion nozzle and retaining nut must be ordered separately.)
Figure 1
651513-11-B
2-3/8”
6-11/32”
1-29/32”
2”
31/32”
AUTOMATIC AIRLESS SPRAY GUNS
651513-12-B
(TC-XXXX tip must be ordered separately.)
OPERATION
Turn air to “ON” position at supply source. Air must be regulated at 60 p.s.i. (4 bar) to maintain proper performance.
STROKE ADJUSTMENT
For maximum uid ow and tip and needle life;
Turn knurled adjusting screw (23) counterclockwise until
1.
contact is lost between it and (15) nut.
Turn adjusting screw clockwise until contact is again
2.
made with the (15) nut.
Back out adjusting screw approximately 1/4 turn.
3.
Lock (23) adjusting screw in place by tightening (24) nut.
4.
MAINTENANCE
To maintain reliable performance, the gun should be ushed
out with a compatible solvent immediately following each
spray or extrusion period. This will decrease the chance of
material build-up within the gun which will cause poor functioning.
INGERSOLL RAND COMPANY LTD
P.O. BOX 151 y ONE ARO CENTER y BRYAN, OHIO 43506-0151
(800) 276-4658 y FAX (800) 266-7016
© 2007 CCN 81379786
Figure 2
OPERATING AND SAFETY PRECAUTIONS
WARNING
of equipment could result in serious injury. The possibility of injection into the esh is a potential hazard.
Never allow any part of the human body to come in
front of or in direct contact with the material outlet.
WARNING
injection should occur, contact a qualified physician
for immediate treatment of such injuries.
WARNING
SURE OF 5000 P.S.I. (345 BAR).
WARNING
AND THE AIR INLET BEFORE SERVICING THIS UNIT TO
REDUCE THE CHANCE OF ACCIDENTAL DISCHARGE.
HIGH PRESSURE DEVICE. Improper usage
AN INJECTION INJURY CAN BE SERIOUS. If
DO NOT EXCEED MAXIMUM WORKING PRES-
ALWAYS DISCONNECT THE MATERIAL LINE

INSTALLATION
ASSEMBLY
The automatic gun may be mounted on a 1/2” rod and held
in place by (21) set screw.
Connect 1/4 - 18 N.P.S.M. material line to uid inlet as shown.
Connect 3-way valve and air line to 1/8 - 27 N.P.T.F. air inlet
on side of gun body (see gure 3, below).
Pilot Operated,
Spring Return
3-Way Valve
Material Outlet
Air Inlet
Air Motor
Metering Console
Figure 3
DISASSEMBLY
Remove (17) cover.
1.
Loosen (24) nut and remove (23) adjusting screw.
2.
Remove (13) cap.
3.
Remove (14) “O” ring.
4.
Remove (22) spring.
5.
Hold (15) nut and loosen (18) collet nut. CAUTION: Do
6.
not scratch (19) piston rod or burr (18) collet nut.
Loosen (4) cap screw.
7.
Unthread (7) gun body and adapter assembly from (1)
8.
body.
Push (18) collet nut, with (16) piston, out of (1) body.
9.
Unthread (18) collet nut from (19) piston rod.
10.
Remove (2) “O” ring from (16) piston.
11.
Remove (15) nut from (19) piston rod, using wrench ats
12.
on piston rod.
Remove (20) “O” ring.
13.
Remove (9) guard and tip (models 651513-12-B only).
14.
Remove (12) washer.
15.
Remove (11) screw, (25) screw, (27) ball seat and (26) gas-
16.
ket.
Remove the (8) ball and stem assembly.
17.
Remove (10) washer.
18.
Unthread (3) retaining screw and remove from (7) gun
19.
body and adapter assembly.
Remove the two (5) at packings and two (6) packings.
20
.
Replace the (10) washer.
1.
Put the (8) ball and stem assembly into the (7) gun body
2.
and adapter assembly.
Assemble (26) gasket and (27) ball seat into (11) screw,
3.
securing with (25) screw.
Thread (11) screw into (7) gun body and adapter assem-
4.
bly and tighten into body. NOTE: The (9) guard is used on
the spray type models only. When assembling an extrusion type gun, insert an extrusion tip assembly instead.
Put the (12) washer inside (9) guard (see note) and thread
5.
into (7) gun body and adapter assembly and tighten.
Put a small amount of grease in hole and on outside di-
6.
ameter of (5 and 6) packings.
Put one of the new (6) packings onto the wire of the
7.
(8) ball and stem assembly (see gure 4, page 3, for correct installation).
Put the two (5) at packings onto the wire of (8) ball and
8.
stem assembly.
Put the remaining new (6) packing onto the wire of (8)
9.
ball and stem assembly (see gure 4, page 3 for correct
installation).
Slide the (3) retaining screw over the wire of the (8) ball
10.
and stem assembly. Push the packings into the cavity of
the (7) gun body and adapter assembly.
Thread (3) retaining screw into (7) gun body and adapter
11.
assembly.
12.
Push (8) ball and stem assembly into (11) screw until ball
seats against (27) ball seat. Then tighten (3) retaining screw.
Caution: Do not bend (8) ball and stem assembly.
13.
Thread (7) gun body and adapter assembly into (1) body,
until it is in position shown in gure 4, page 3.
14.
Tighten (4) cap screw.
15.
Put (2) “O” ring onto the (16) piston.
16.
Put (20) “O” ring onto the (19) piston rod.
17.
Put (19) piston rod through (16) piston. Thread (15) nut
onto (19) piston rod and tighten, using ats provided.
18.
Thread (18) collet nut into (19) piston rod loosely.
19.
Lubricate (2 and 20) “O” rings and push (16) piston into (1)
body. Do not force into (1) body. CAUTION: Make sure the
(8) ball and stem assembly wire enters the (18) collet nut.
20.
Push the (16) piston until it bottoms in the (1) body.
21.
Push the (16) piston back out o the bottom of (1) body,
approximately 1/32”. NOTE: Make sure (8) ball and stem
assembly is still seated against (27) ball seat.
22.
Tighten (18) collet nut by holding (15) nut. Do not move
piston from position given in step (21).
23.
Replace (22) spring, securing with (13) cap.
24.
Replace (23) adjusting screw and (24) nut.
Page 2 of 4 651513-XX-B (en)
 Loading...
Loading...