

OM-948 213 220B
May 2003
Processes
Semi-Automatic, Air-Cooled
Flux Cored (FCAW) And MIG
(GMAW) Welding Gun
H-9 Gun
Flux Cored (FCAW) W elding
MIG (GMAW) Welding (Optional)
Description
Visit our website at
www.HobartWelders.com
From Hobart to You
Thank you and congratulations on choosing Hobart. Now you can get the
job done and get it done right. We know you don’t have time to do it any
other way.
This Owner’s Manual is designed to help you get the most out of your
Hobart products. Please take time to read the Safety precautions. They
will help you protect yourself against potential hazards on the worksite.
We’ve made installation and operation quick
and easy. With Hobart you can count on years
of reliable service with proper maintenance.
And if for some reason the unit needs repair,
there’s a Troubleshooting section that will help
you figure out what the problem is. The parts
list will then help you to decide the exact part
Hobart is registered to the
ISO 9001:2000 Quality
System Standard.
you may need to fix the problem. Warranty and
service information for your particular model
are also provided.
Working as hard as you
do – every power source
from Hobart is backed by
the best warranty in the
business.
Hobart Welders manufactures a full line
of welders and welding related equipment.
For information on other quality Hobart products, contact your local Hobart
distributor to receive the latest full line catalog or individual catalog sheets.
To locate your nearest distributor or service agency call 1-877-Hobart1.
Hobart offers a Technical
Manual which provides
more detailed service and
parts information for your
unit. T o obtain a Technical
Manual, contact your local
distributor. Your distributor
can also supply you with
Welding Process Manuals
such as SMAW, GTAW,
GMAW, and GMA W-P.
TABLE OF CONTENTS
WARNING
This product, when used
for welding or cutting,
produces fumes or
gases which contain
chemicals known to the
State of California to
cause birth defects and,
in some cases, cancer.
(California Health &
Safety Code Section
25249.5 et seq.)
The following terms are
used interchangeably
throughout this manual:
Mig = GMAW
SECTION 1 –SAFETY PRECAUTIONS FOR FCA W AND GMAW WELDING GUNS – READ
1-1. Symbol Usage 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. FCAW And GMAW Gun Hazards 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
EMF INFORMATION 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 2 – SAFETY INFORMATION 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 3 – INSTALLATION 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Specifications 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Duty Cycle And Overheating 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Installing Gun Into Welding Power Source 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Threading Welding Wire 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 4 – OPERATION 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Operating The Gun 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 5 – MAINTENANCE & TROUBLESHOOTING 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Replacing Gun Contact Tip 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Cleaning Gun Liner 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Replacing Gun Liner 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Replacing Liner O-Ring 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-5. Replacing Switch And/Or Head Tube 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-6. Removing Gun From Welding Power Source 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-7. Routine Maintenance 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-8. Troubleshooting 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 6 – PARTS LIST 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
WARRANTY
BEFORE USING 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
OM-948

SECTION 1 –SAFETY PRECAUTIONS FOR FCAW AND
,
l
e
n
GMAW WELDING GUNS – READ BEFORE USING
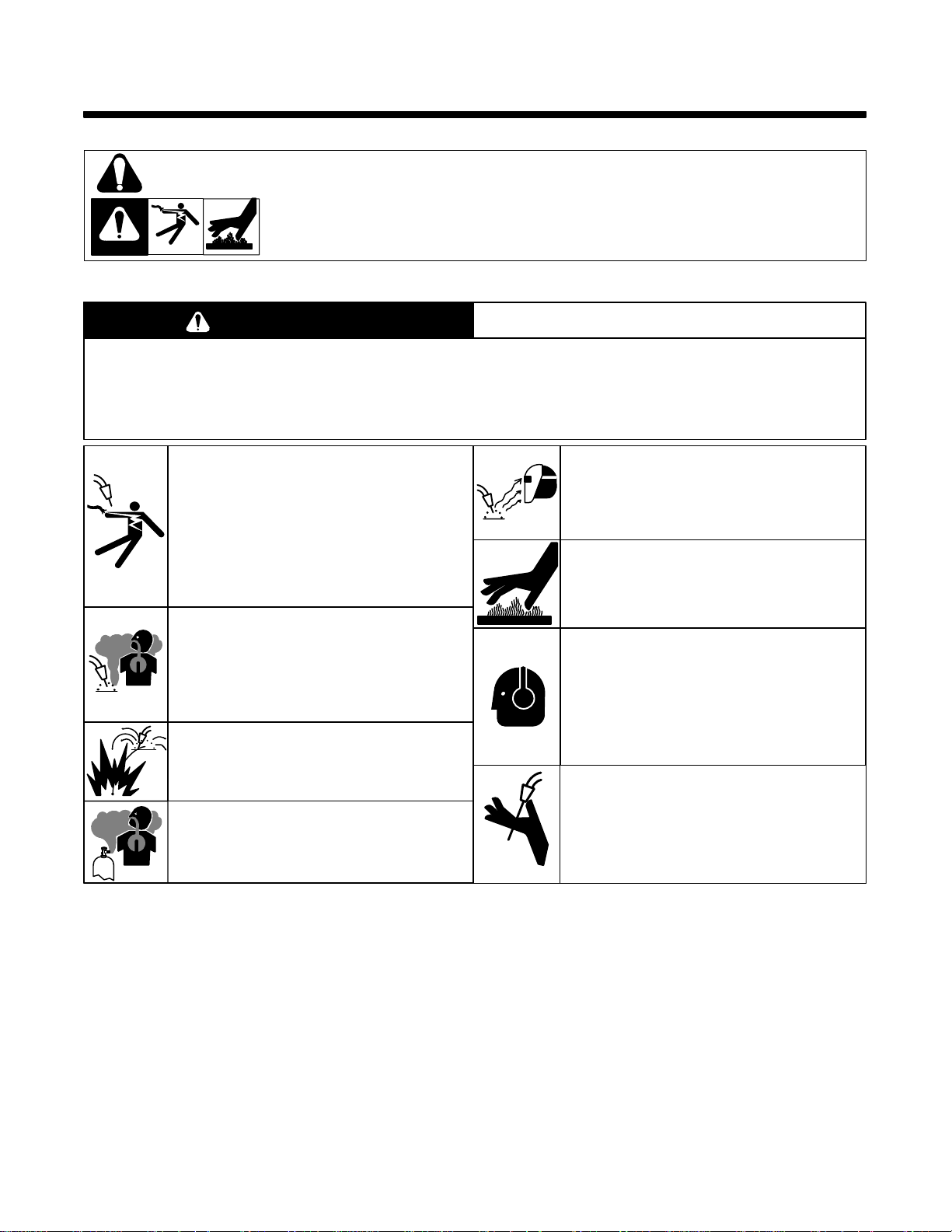
1-1. Symbol Usage
Means Warning! Watch Out! There are possible hazards with this
procedure! The possible hazards are shown in the adjoining symbols.
This group of symbols means Warning! Watch Out! Possible ELECTRIC SHOCK and HOT PARTS hazards.
Consult symbols and related instructions below for necessary actions to avoid the hazards.
1-2. FCAW And GMAW Gun Hazards
Y Marks a special safety message.
. Means NOTE; not safety related.
SR7_7/01
WARNING
PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY.
PACEMAKER WEARERS KEEP AWA Y UNTIL CONSULTING YOUR DOCTOR.
In welding, as in most jobs, exposure to certain hazards occurs. Welding is safe when precautions are taken. The safety
information given below is only a summary of the more complete safety information found in the wire feeder and welding power
source Owner’s Manuals. Read and follow all safety precautions.
HA VE ALL I NST ALLA TI ON, OPERATION, M AINTENANCE, A ND REPAIR W ORK PERFORMED ONL Y B Y Q UALIFIED P EOPLE.
ELECTRIC SHOCK can kill.
1. Always wear dry insulating gloves.
2. Insulate yourself from work and ground.
3. Do not touch live electrode or electrical parts.
4. Repair or replace worn, damaged, or cracked
gun or cable insulation.
5. Turn off welding power source before changing
contact tip or gun parts.
6. Keep all covers and handle securely in place.
GMAW WELDING can be hazardous.
ARC RAYS can burn eyes and skin.
1. Wear welding helmet with correct shade of filter.
2. Wear correct eye and body protection.
3. Cover exposed skin with spatter-resistant
clothing.
HOT SURFACES can burn skin.
1. Allow gun to cool before touching.
2. Do not touch hot metal.
3. Protect hot metal from contact by others.
FUMES AND GASES can be hazardous
to your health.
1. Keep your head out of the fumes.
2. Ventilate area, or use breathing device.
3. Read Material Safety Data Sheets (MSDSs) and
manufacturer’s instructions for material used.
WELDING can cause fire or explosion.
1. Do not weld near flammable material.
2. Do not weld on closed containers.
3. Watch for fire; keep extinguisher nearby.
BUILD UP OF GAS can injure or kill
1. Shut off shielding gas supply when not in use.
2. Always ventilate confined spaces or use
approved air-supplied respirator.
NOISE can damage hearing; SOME
APPLICATIONS, SUCH AS PULSING
are noisy.
1. Check for noise level limits exceeding those
specified by OSHA.
2. Use approved ear plugs or ear muffs if noise leve
is high.
3. Warn others nearby about noise hazard.
WELDING WIRE can cause punctur
wounds.
1. Keep hands and body away from gun tip whe
trigger is pressed.
OM-948 Page 1
EMF INFORMATION
NOTE
The following is a quotation from the General Conclusions Section of
the U.S. Congress, Office of Technology Assessment, Biological
Effects of Power Frequency Electric & Magnetic Fields –
Background Paper, OTA-BP-E-53 (Washington, DC: U.S.
Government Printing Office, May 1989): “. . . there is now a very large
volume of scientific findings based on experiments at the cellular
level and from studies with animals and people which clearly
establish that low frequency magnetic fields can interact with, and
produce changes in, biological systems. While most of this work is
of very high quality, the results are complex. Current scientific
understanding does not yet allow us to interpret the evidence in a
single coherent framework. Even more frustrating, it does not yet
allow us t o draw definite conclusions about questions of possible risk
or to offer clear science-based advice on strategies to minimize or
avoid potential risks.”
Considerations About Welding And The Effects Of Low Frequency Electric And
Magnetic Fields
To reduce magnetic fields in the workplace, use the following
procedures:
1. Keep cables close together by twisting or taping them.
2. Arrange cables to one side and away from the operator.
3. Do not coil or drape cables around the body.
4. Keep welding power source and cables as far away as practical.
5. Connect work clamp to workpiece as close to the weld as
possible.
About Pacemakers:
The above procedures are among those also normally
recommended for pacemaker wearers. Consult your doctor for
complete information.
mod10.1 4/93
OM-948 Page 2
SECTION 2 – SAFETY INFORMATION
Read all safety messages throughout this manual.
Obey all safety messages to avoid injury.
Learn the meaning of WARNING and CAUTION.
1 2
2
WARNING
ELECTRIC SHOCK can kill.
3
• Do not touch live electrical parts.
• Disconnect input power before
installing or servicing.
5
6
7
WARNING
NOTE
Turn Off switch when using high frequency.
4
SECTION 3 – INSTALLATION
3-1. Specifications
Air-Cooled Welding Gun For FCAW And GMA W Welding
Note: Using gasless flux cored wire reduces gun duty cycle.
CAUTION
MOVING PARTS can injure.
• Keep away from moving parts.
• Keep all panels and covers closed
when operating.
READ SAFETY BLOCKS at start of
Section 3-1 before proceeding.
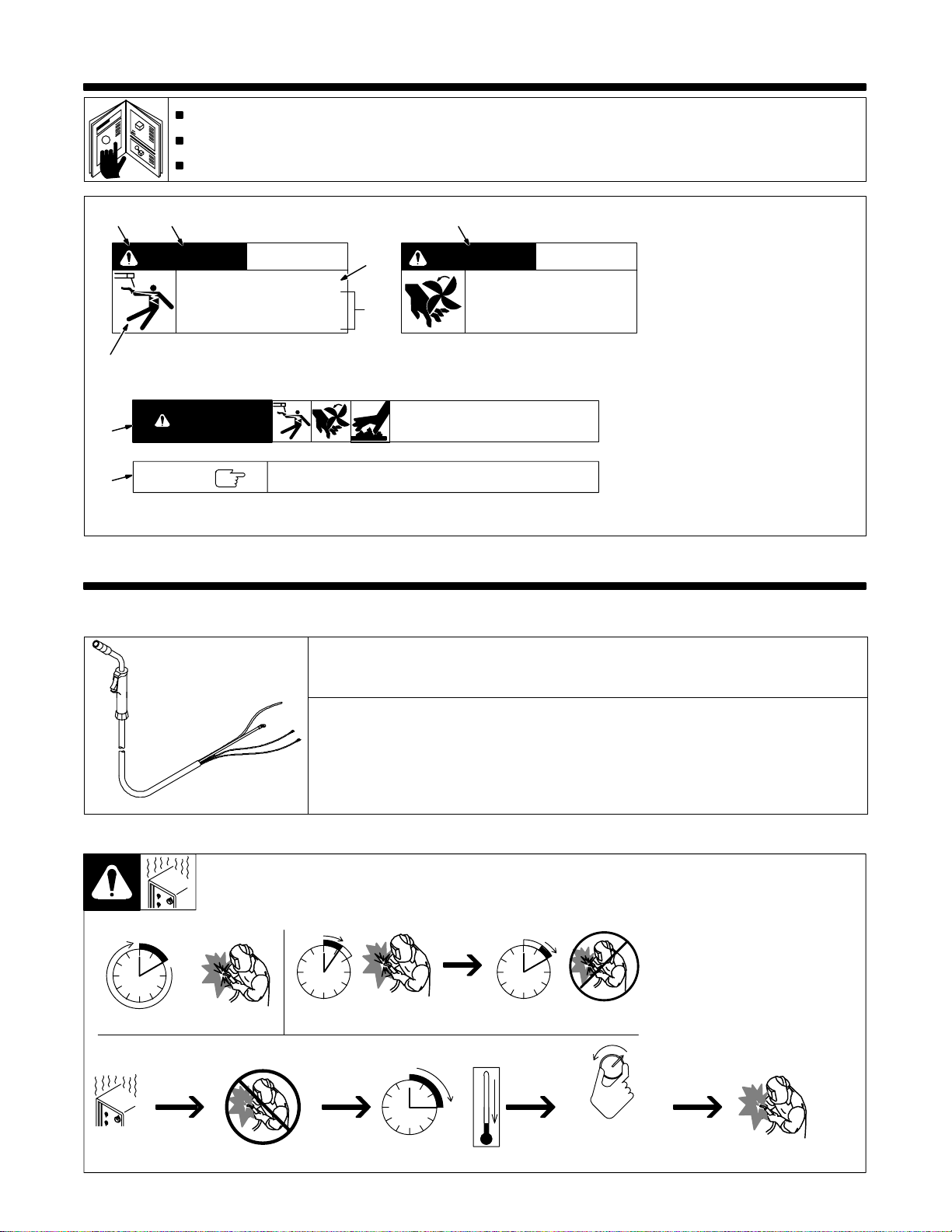
1 Safety Alert Symbol
2 Signal Word
WARNING means possible death
or serious injury can happen.
CAUTION means possible minor
injury or equipment damage can
happen.
3 Statement Of Hazard And
Result
4 Safety Instructions To Avoid
Hazard
5 Hazard Symbol (If Available)
6 Safety Banner
Read safety blocks for each
symbol shown.
7 NOTE
Special instructions for best
operation – not related to safety.
H-9 Feeds .030 To .035 in (0.8 To 0.9 mm) Flux Cored Wire Or .024 To .030 in (0.6 To 0.8 mm) Hard Wire
Duty Cycle Rating:
100%: 40 A With Flux Cored Wire
100%: 100 A With CO
60%: 100 A With Mixed Gases
Weight With 8 ft (2.4 m) Power Cable: 2.2 lb (1.0 kg)
803 495-A
3-2. Duty Cycle And Overheating
See Section 3-1. Specifications for amperage
rating an d d u t y c y c l e .
100%dutycycle
Continuous Welding
Overheating
6 Minutes Welding 4 Minutes Resting
0
Minutes
Shielding Gas
2
60%dutycycle
15
Duty Cycle is percentage of 10
minutes that unit can weld at rated
load without overheating.
Y Exceeding duty cycle can
damage unit and void
warranty.
A or V
OR
Reduce Duty Cycle
sduty1 5/95
OM-948 Page 3
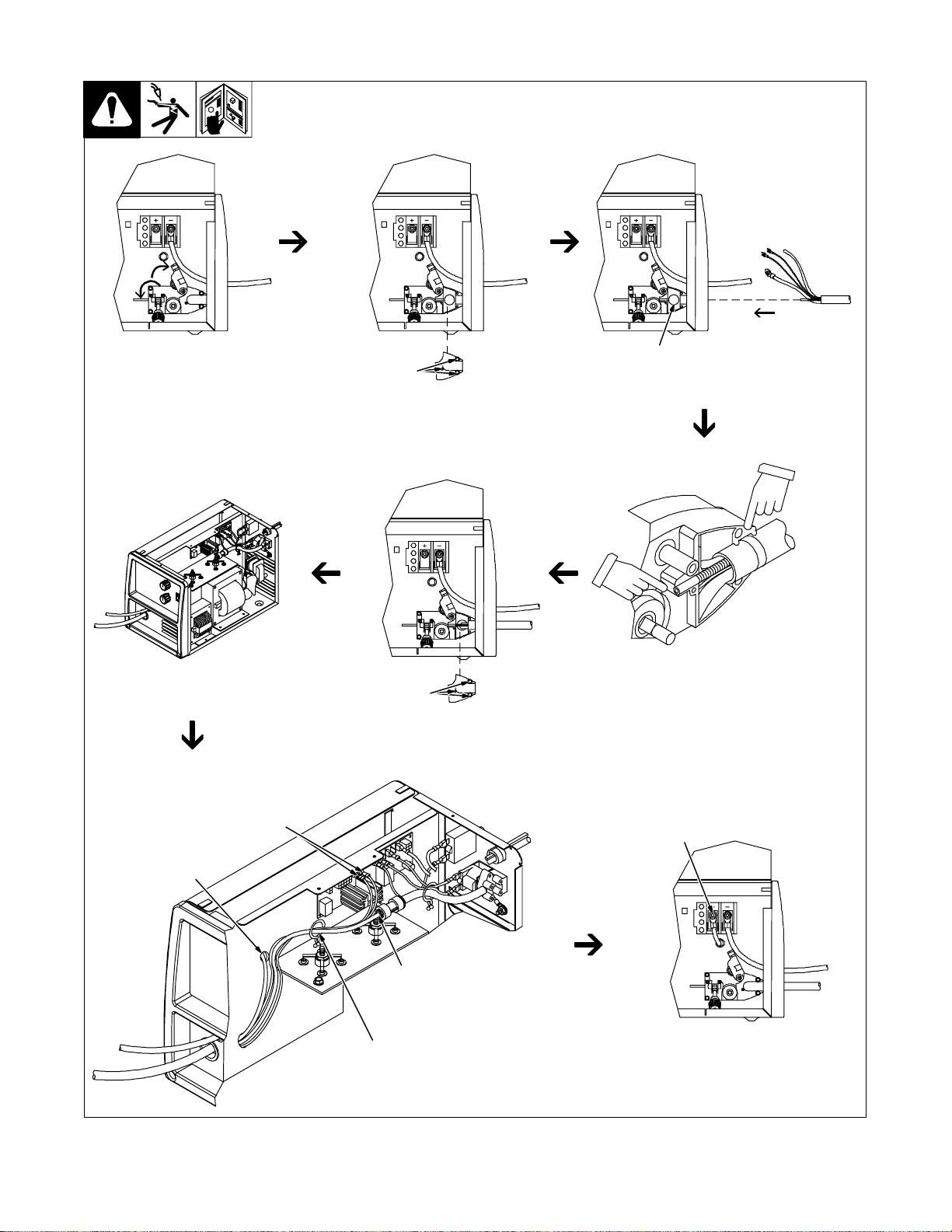
3-3. Installing Gun Into Welding Power Source
Open pressure assembly.
. If existing gun requires removal, see Section 5-6.
Remove screws (3) from
cover, and remove cover
from wire drive assembly.
Y Turn off welding power source.
Insert gun cable through opening in front
panel. Route weld cable, trigger leads, and
gas hose through opening in drive housing.
Remove wrapper from
unit.
Reinstall cover and
secure with screws (3).
. Route wires, cable, and hose to avoid contact
with sharp edges, hot surfaces, or moving parts.
Connect trigger leads to
RC3 and RC4 on PC1.
Route weld cable through
opening in baffle.
Connect gas hose to adapter
(if unit is not equipped with
gas solenoid valve, secure
hose to wiring harness).
Secure leads and hose
with cable tie(s).
Install cable end into drive housing with
retaining ring between the two locating ribs.
Position liner in groove so that black tubing
end is flush with back of groove.
Connect weld cable
to weld terminal.
Reinstall wrapper onto unit.
. Thread wire according to
Section 3-4.
803 497-A / Ref. 803 378-A
OM-948 Page 4

3-4. Threading Welding Wire
Tools Needed:
1 Wire Spool
2 Welding Wire
3 Inlet Wire Guide
4 Pressure Adjustment Knob
5 Drive Roll
6 Gun Cable
Lay gun cable out straight.
4
1
2
5
3
6
. Hold wire tightly to keep it
from unraveling.
6 in
(150 mm)
Open pressure assembly. Push wire thru guides into gun liner;
Pull and hold wire; cut off end.
continue to hold wire.
4 in
(102 mm)
. Rotate pressure adjustment
Tighten
knob in a clockwise direction
until drive roll is tight against
the welding wire. Adjust
drive roll pressure just tightly
enough to prevent wire from
slipping on or against drive
roll during operation.
INPUT
POWER
Be sure that wire is positioned
in proper feed roll groove.
Close and tighten pressure
assembly, and let go of wire.
Press gun trigger until wire comes
out of gun.
Remove gun nozzle and contact tip.
. Tip adapter may also require removal
to allow wire to feed out end of gun.
Be sure that contact tip matches wire diameter.
Reinstall tip adapter, if applicable, contact tip
and nozzle.
Turn power on.
Tighten
WOOD
Feed wire to check drive roll pressure.
Tighten knob enough to prevent slipping.
Cut off wire. Close door .
Ref. 803 444-A / Ref. 205 837
OM-948 Page 5

4-1. Operating The Gun
SECTION 4 – OPERATION
1 Trigger Switch
When pressed, energized wire
feeds and shielding gas flows.
1
Ref. 803 495-A
OM-948 Page 6

SECTION 5 – MAINTENANCE & TROUBLESHOOTING
5-1. Replacing Gun Contact Tip
Y Turn off welding power source.
1 Nozzle
Remove nozzle.
2 Contact Tip
3 Tip Adapter
Cut off welding wire at contact tip.
Remove contact tip from tip adapter,
and install new contact tip. Reinstall
nozzle.
Y Turn off welding power source.
1 Nozzle
2 Contact Tip
3 Adapter
Tools Needed:
5-2. Cleaning Gun Liner
1
2
3
Head
Tube
3
2
1
Ref. 803 496-B
8 mm
Tools Needed:
Remove nozzle. Cut off wire
at contact tip, and remove
contact tip and tip adapter.
Open pressure assembly. Retract
wire from liner onto spool.
. Hold wire tightly to keep it
from unraveling. Secure
end of wire at spool.
Remove screws (3) from
cover, and remove cover
from wire drive assembly.
8 mm
Lay gun cable out straight,
and blow out liner.
Reassemble drive cover
and gun in reverse order
from taking it apart.
. Thread wire according to
Section 3-4.
803 496-B / 803 497-A
OM-948 Page 7

5-3. Replacing Gun Liner
Y Turn off welding power source.
Tools Need e d :
8 mm
Head
Tube
Remove nozzle. Cut off wire
at contact tip, and remove
contact tip and tip adapter.
Open pressure assembly. Retract
wire from liner onto spool.
2 mm
8 mm / 10 mm
. Hold wire tightly to keep it
from unraveling. Secure
end of wire at spool.
Remove screws (3) from
cover, and remove cover
from wire drive assembly.
Black tubing end of
liner.
Loosen liner setscrew
with allen wrench.
Pull end of liner out from
housing groove, and pull
liner out of gun cable.
Twist handle locking ring counterclockwise
1/4 turn and slide it down cable. Separate
gun handle by lifting top rear portion up and
sliding forward over head tube.
Black tubing end of liner.
Lay gun cable straight on a flat
surface. Insert bare end of liner
(end without black tubing) into
wire drive end of cable. Push
liner toward gun. If necessary,
twist cable to ease installation.
803 496-B / 803 497-A
OM-948 Page 8

5-3. Replacing Gun Liner (Continued)
When liner exits cable at gun
handle, guide liner into head
tube. Continue to push liner until
it exits end of head tube.
2 mm
Reinstall cable end into drive
housing with retaining ring between
the two locating ribs. Position liner in
groove so that black tubing end is
flush with back of groove.
3/4 in (19 mm)
Reassemble gun by placing
head tube into bottom section of
handle.
8 mm
Be sure that cable is straight.
Tighten liner setscrew with
allen wrench. Cut liner so
that 3/4 in (19 mm) sticks out
of head tube.
Reinstall cover onto wire
drive assembly, and secure
with screws (3).
Slide top portion of handle over
head tube.
Lower top portion of handle onto
bottom of handle. Slide locking
ring over rear of handle, and
secure with by twisting ring
clockwise 1/4 turn.
Thread welding wire through
gun (see Section 3-4). Reinstall
adapter, contact tip, and nozzle.
OM-948 Page 9

5-4. Replacing Liner O-Ring
Y Turn off welding power source.
Tools Need e d :
8 mm
Head
Tube
Remove nozzle. Cut off wire
at contact tip, and remove
contact tip and tip adapter.
Open pressure assembly. Retract
wire from liner onto spool.
2 mm
8 mm / 10 mm
. Hold wire tightly to keep it
from unraveling. Secure
end of wire at spool.
Remove screws (3) from
cover, and remove cover
from wire drive assembly.
Black tubing end of
liner.
Loosen liner setscrew
with allen wrench.
Pull end of liner out from
housing groove, Lay gun
cable straight on a flat
surface. Pull liner until it
exits the head tube. It is not
necessary to completely
remove liner from gun.
Twist handle locking ring counterclockwise
1/4 turn and slide it down cable. Separate
gun handle by lifting top rear portion up and
sliding forward over head tube.
2 mm
Loosen collar setscrew with
allen wrench. Remove collar
and O-ring. Install replacement
O-ring, reinstall collar, and
tighten setscrew.
O-Ring
Collar
803 496-B / 803 497-A
OM-948 Page 10

5-3. Replacing Liner O-Ring (Continued)
Push liner toward gun. If necessary,
twist cable to ease installation.
Guide liner into head tube. Continue
to push liner until it exits end of
head tube.
2 mm
Reinstall cable end into drive
housing with retaining ring between
the two locating ribs. Position liner in
groove so that black tubing end is
flush with back of groove.
3/4 in (19 mm)
Reassemble gun by placing
head tube into bottom section of
handle.
8 mm
Be sure that cable is straight.
Tighten liner setscrew with
allen wrench. Cut liner so
that 3/4 in (19 mm) sticks out
of head tube.
Reinstall cover onto wire
drive assembly, and secure
with screws (3).
Slide top portion of handle over
head tube.
Lower top portion of handle onto
bottom of handle. Slide locking
ring over rear of handle, and
secure with by twisting ring
clockwise 1/4 turn.
Thread welding wire through
gun (see Section 3-4). Reinstall
adapter, contact tip, and nozzle.
OM-948 Page 11

5-5. Replacing Switch And/Or Head Tube
Y Turn Off welding power source.
Twist handle locking ring counterclockwise
1/4 turn and slide it down cable. Separate
gun handle by lifting top rear portion up and
sliding forward over head tube.
Remove nozzle, contact tip, and adapter.
Secure head tube in vice. Loosen cable
connector. Remove from vice and turn
head tube out by hand.
Hand-tighten head tube into cable
connector. Place head tube in vice and
tighten until cable connector is tight.
Slide trigger assembly forward
and out of lower portion of handle.
Disconnect leads. Install new
switch and connect leads (polarity
is not important). Reassemble in
reverse order. If replacing head
tube, continue to end of figure.
Reassemble gun by placing
head tube into bottom section of
handle.
8 mm
OM-948 Page 12
Thread welding wire through
gun (see Section 3-4). Reinstall
adapter, contact tip, and nozzle.
Lower top portion of handle onto
bottom of handle. Slide locking
ring over rear of handle, and
secure with by twisting ring
clockwise 1/4 turn.
Tools Needed:
Slide top portion of handle over
head tube.
8 mm, 11/16 in
803 496-B / 803 498-A
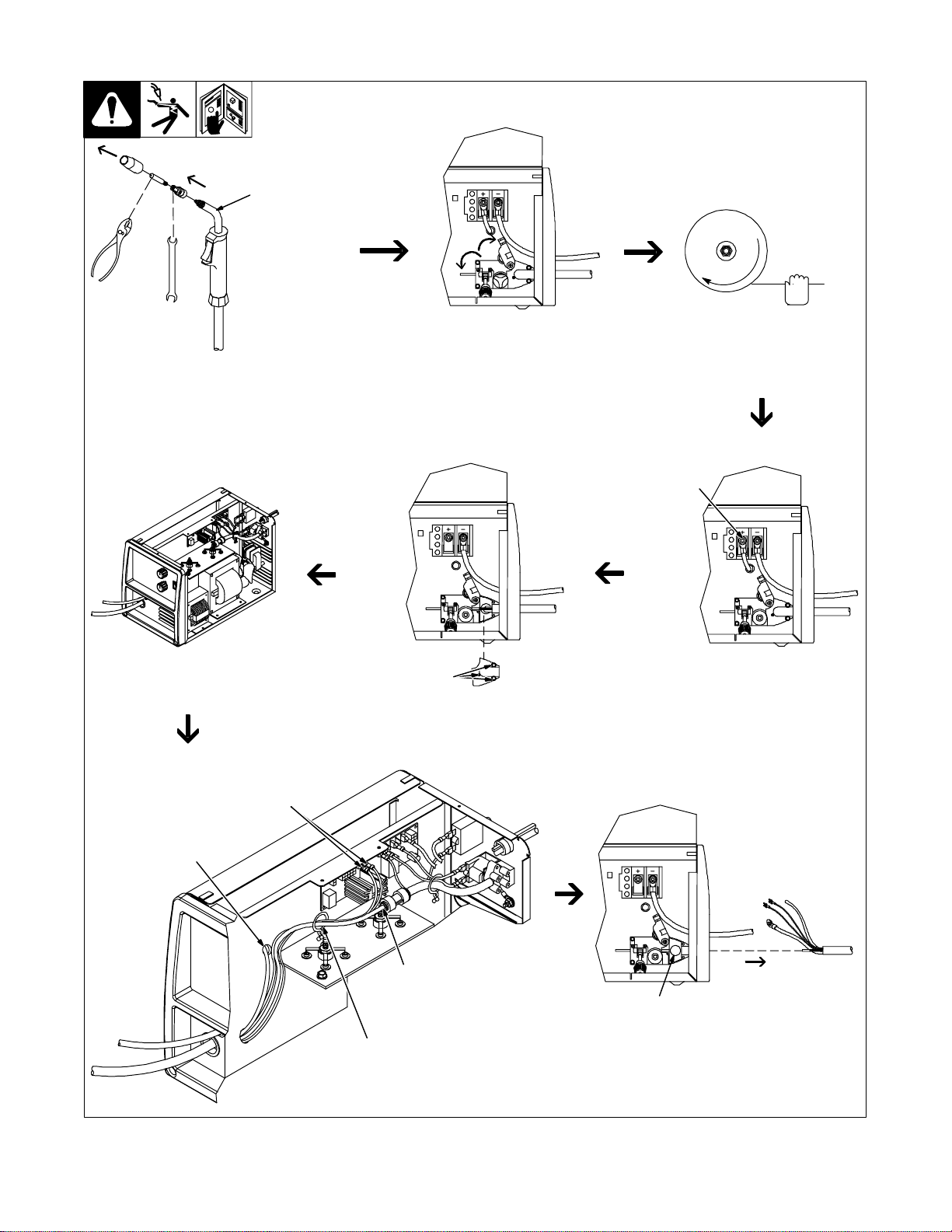
5-6. Removing Gun From Welding Power Source
Head
Tube
8 mm
Remove nozzle. Cut off wire
at contact tip, and remove
contact tip and tip adapter.
Open pressure assembly. Retract
wire from liner onto spool.
Y Turn off welding power source.
. Hold wire tightly to keep it
from unraveling. Secure
end of wire at spool.
Disconnect weld
cable from weld
terminal.
Remove wrapper from
unit.
Disconnect trigger leads from
RC3 and RC4 on PC1.
Pull weld cable through
opening in baffle.
Remove screws (3) from
cover, and remove cover
from wire drive assembly.
Disconnect gas hose from
adapter (if unit is not
equipped with gas solenoid
valve, loosen hose from
wiring harness).
Remove leads and
hose from cable tie(s).
Pull weld cable, trigger leads, and gas hose
through opening in drive housing. Pull gun
cable out through opening in front panel. To
reinstall gun see Section 3-3.
803 497-A / Ref. 803 378-A
OM-948 Page 13

5-7. Routine Maintenance
-
gized; wir e f e e d s u n e v e n l y.
Y Turn Off welding power source before maintaining.
Each Spool Of Wire
Replace
Cracked
Parts
5-8. Troubleshooting
Trouble Remedy
Wire does not feed; wire is not ener
Blow Out
Gun
Casing
Clean
Nozzle
And Check
Contact Tip
3 Months
Control
Cord
Check contact tip. Check for kinks in gun cable.
Check contact tip. Check for kinks in gun cable. Blow out gun liner (see Section 5-2).
Check for secure gun trigger lead connections at PC1 (see Section 3-3).
Check, and if necessary, replace gun trigger switch (see Section 5-5).
Gas
Hose
Gun Cable
Weld porosity.
Wire feeding stops or does not feed
properly during welding.
Remove weld spatter buildup in nozzle.
Make sure inner head tube is tight in cable connector.
Check shielding gas flow/supply.
Replace liner O-ring (see Section 5-4).
Straighten gun cable and/or replace damaged parts (see Section 5-2 or 5-3).
Adjust drive roll pressure (see Section 3-4).
Change to proper drive roll groove (see welding power source manual).
Readjust hub tension (see weld power source manual).
Clean or replace liner if dirty or plugged (see Section 5-2 or 5-3).
Replace drive roll or pressure bearing if worn or slipping (see welding power source manual).
OM-948 Page 14

8 – See Table 6-1
Part
Item
ty
6
SECTION 6 – PARTS LIST
1
2
3
4
7
5
4
4
803 499-B
Figure 6-1. H-9 Gun
No.
No.
195 157
Figure 6-1. H-9 Gun
Description
Quanti
1 169 715 NOZZLE, slip type .500 orf flush 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 169 716 ADAPTER, contact tip 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 210 969 TUBE, head 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 211 450 HANDLE, top/bottom/cap 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 214 738 O-RING 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 211 449 SWITCH, trigger 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 210 970 LINER, monocoil .023/.035 wire x 8ft 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ♦087 299 TIP, contact scr .023 wire x 1.125. . . . . . . . . . . . . . . . .
8 000 067 TIP, contact scr .030 wire x 1.125 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ♦000 068 TIP, contact scr .035 wire x 1.125. . . . . . . . . . . . . . . . .
♦OPTIONAL
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
Table 6-1. Contact Tip Options
HOBART PART NO. DESCRIPTION REMARKS
196 134 Tip, contact scr .023 wire Pkg of 5
196 131 Tip, contact scr .030 wire Pkg of 5
196 132 Tip, contact scr .035 wire Pkg of 5
196 137 Nozzle, slip type .500 orf flush Qty 1
196 135 Adapter, contact tip Qty 1
WELD-IT PART NO. DESCRIPTION REMARKS
770 174 Tip, contact scr .023 wire Pkg of 5
770 177 Tip, contact scr .030 wire Pkg of 5
770 180 Tip, contact scr .035 wire Pkg of 5
OM-948 Page 15

Notes
Work like a Pro!
Pros weld and cut
safely. Read the
safety rules at
the beginning
of this manual.

Notes

Notes

Warranty Questions?
Call
1-877-HOBART1
for your local
Hobart distributor.
Service
Y ou always get the fast,
reliable response you
need. Most replacement
parts can be in your
hands in 24 hours.
Support
Need fast answers to the
tough welding questions?
Contact your distributor or
call 1-800-332-3281. The
expertise of the distributor
and Hobart is there to
help you, every step of
the way.
Effective January 1, 2002
5/3/1 WARRANTY applies to all Handler 135 and 175 models, Airforce 250, 250A, and 375 models,
and Champion 10,000 models.This warranty also applies to the Beta-Mig 1800, Champ 1435, 2060,
8500 models, Ironman 250, Stickmate models, Tigmate models, and HSW-15 and HSW-25 spot
welder models effective with Serial No. KK200262 and newer.
This limited warranty supersedes all previous Hobart warranties and is exclusive with
Hobart products are serviced by Hobart or Miller Authorized Service Agencies.
LIMITED WARRANTY – Subject to the terms and conditions
below, Hobart/Miller Electric Mfg. Co., Appleton, Wisconsin,
warrants to its original retail purchaser that new Hobart
equipment sold after the effective date of this limited warranty is
free of defects in material and workmanship at the time it is
shipped by Hobart. THIS WARRANTY IS EXPRESSLY IN LIEU
OF ALL OTHER WARRANTIES, EXPRESS OR IMPLIED,
INCLUDING THE WARRANTIES OF MERCHANT ABILITY AND
FITNESS.
Within the warranty periods listed below, Hobart/Miller will repair
or replace any warranted parts or components that fail due to
such defects in material or workmanship. Hobart/Miller must be
notified in writing within thirty (30) days of such defect or failure, at
which time Hobart/Miller will provide instructions on the warranty
claim procedures to be followed.
Hobart/Miller shall honor warranty claims on warranted
equipment listed below in the event of such a failure within the
warranty time periods. All warranty time periods start on the date
that the equipment was delivered to the original retail purchaser,
or one year after the equipment is sent to a North American
distributor or eighteen months after the equipment is sent to an
International distributor.
1. 5 Years — Parts and Labor
* Original Main Power Rectifiers
* Transformers
* Stabilizers
* Reactors
* Rotors, Stators and Brushes
2. 3 Years — Parts and Labor
* Drive Systems
* PC Boards
* Idle Module
* Solenoid Valves
* Switches and Controls
* Spot Welder Transformer
3. 1 Year — Parts and Labor Unless Specified
(90 days for industrial use)
* Motor-Driven Guns
* MIG Guns/TIG Torches
* Relays
* Contactors
* Regulators
* Water Coolant Systems
* Flowgauge and Flowmeter Regulators (No Labor)
* HF Units
* Running Gear/Trailers
* Plasma Cutting Torches
* Remote Controls
* Replacement Parts (No labor)
* Accessories
* Field Options
(NOTE: Field options are covered for the remaining
warranty period of the product they are installed in, or
for a minimum of one year — whichever is greater.)
4. Engines, batteries and tires are warranted separately by the
manufacturer.
no other guarantees or warranties expressed or implied.
Hobart’s 5/3/1 Limited W arranty shall not apply to:
1. Consumable components such as contact tips, cutting
nozzles, slip rings, drive rolls, gas diffusers, plasma
torch tips and electrodes, weld cables, and tongs and
tips, or parts that fail due to normal wear.
2. Items furnished by Hobart/Miller, but manufactured by
others, such as engines or trade accessories. These items
are covered by the manufacturer’s warranty, if any.
3. Equipment that has been modified by any party other than
Hobart/Miller, or equipment that has been improperly
installed, improperly operated or misused based upon
industry standards, or equipment which has not had
reasonable and necessary maintenance, or equipment
which has been used for operation outside of the
specifications for the equipment.
HOBART PRO D U CTS ARE INTENDED FOR PURCHASE A N D
USE BY COMMERCIAL/INDUSTRIAL USERS AND PERSONS
TRAINED AND EXPERIENCED IN THE USE AND
MAINTENANCE OF WELDING EQUIPMENT.
In the event of a warranty claim covered by this warranty, the
exclusive remedies shall be, at Hobart’s/Miller’s option: (1) repair;
or (2) replacement; or, where authorized in writing by
Hobart/Miller in appropriate cases, (3) the reasonable cost of
repair or replacement at an authorized Hobart/Miller service
station; or (4) payment of or credit for the purchase price (less
reasonable depreciation based upon actual use) upon return of
the goods at customer’s risk and expense. Hobart’s/Miller’s
option of repair or replacement will be F.O.B., Factory at
Appleton, Wisconsin, or F.O.B. at a Hobart/Miller authorized
service facility as determined by Hobart/Miller. Therefore no
compensation or reimbursement for transportation costs of any
kind will be allowed.
TO THE EXTENT PERMITTED BY LAW, THE REMEDIES
PROVIDED HEREIN ARE THE SOLE AND EXCLUSIVE
REMEDIES. IN NO EVENT SHALL HOBART/MILLER BE
LIABLE FOR DIRECT, INDIRECT, SPECIAL, INCIDENTAL OR
CONSEQUENTIAL DAMAGES (INCLUDING LOSS OF
PROFIT), WHETHER BASED ON CONTRACT , TORT OR ANY
OTHER LEGAL THEORY.
ANY EXPRESS WARRANTY NOT PROVIDED HEREIN AND
ANY IMPLIED WARRANTY, GUARANTY OR
REPRESENTATION AS TO PERFORMANCE, AND ANY
REMEDY FOR BREACH OF CONTRACT TORT OR ANY
OTHER LEGAL THEORY WHICH, BUT FOR THIS PROVISION,
MIGHT ARISE BY IMPLICATION, OPERATION OF LAW,
CUSTOM OF TRADE OR COURSE OF DEALING, INCLUDING
ANY IMPLIED WARRANTY OF MERCHANTABILITY OR
FITNESS FOR PARTICULAR PURPOSE, WITH RESPECT TO
ANY AND ALL EQUIPMENT FURNISHED BY
HOBART/MILLER IS EXCLUDED AND DISCLAIMED BY
Hobart/Miller.
Some states in the U.S.A. do not allow limitations of how long an
implied warranty lasts, or the exclusion of incidental, indirect,
special or consequential damages, so the above limitation or
exclusion may not apply to you. This warranty provides specific
legal rights, and other rights may be available, but may vary from
state to state.
In Canada, legislation in some provinces provides for certain
additional warranties or remedies other than as stated herein,
and to the extent that they may not be waived, the limitations and
exclusions set out above may not apply. This Limited Warranty
provides specific legal rights, and other rights may be available,
but may vary from province to province.
hobart retail 6/02
Owner’s Record
Please complete and retain with your personal records.
Model Name Serial/Style Number
Purchase Date (Date which equipment was delivered to original customer.)
Distributor
Address
City
State Zip
Resources Available
Always provide Model Name and Serial/Style Number.
To locate a Distributor,
retail or service location:
Call 1-877-Hobart1 or visit our website at
www.HobartWelders.com
For technical assistance:
Call 1-800-332-3281
Contact the Delivering Carrier to:
Contact your Distributor for:
Welding Supplies and Consumables
Options and Accessories
Personal Safety Equipment
Service and Repair
Replacement Parts
Training (Schools, Videos, Books)
Technical Manuals (Servicing Information
and Parts)
Circuit Diagrams
Welding Process Handbooks
File a claim for loss or damage during
shipment.
For assistance in filing or settling claims, contact
your distributor and/or equipment manufacturer’s
Transportation Department.
Hobart Welding Products
An Ill inoi s Tool Works Company
600 West Main Street
Troy, OH 45373 USA
For Technical Assistance:
Call1-800-332-3281
For Literature Or Nearest Dealer:
Call 1-877-Hobart1
PRINTED IN USA 2003 Hobart Welding Products. 1/03
 Loading...
Loading...