


OM-240 438B/fre
2009−09
Procédés
EE
Description
Systeme de soudage automatique
™
Champion Elite
MANUEL DE L’UTILISATEUR
Hobart, votre partenaire soudage!
Félicitations et merci d’avoir choisi Hobart. Dès maintenant, vous pouvez
faire votre travail, comme il faut. Nous savons que vous n’avez pas le
temps de faire autrement.
Ce manuel de l’utilisateur est destiné à vous aider à profiter le mieux de
vos produits Hobart. Veuillez prendre le temps de lire les précautions de
sécurité. Elles vous aident à vous protéger contre des dangers éventuels au
travail. Hobart vous permet une installation rapide et l’exploitation facile.
Convenablement entretenu, le matériel Hobart
vous assure des performances fiables pendant
de longues années. Si la réparation de l’appareil
s’avère nécessaire, le chapitre sur le dépannage
vous aide à faire un diagnostic rapide. En vous
référant ensuite à la liste des pièces détachées,
Hobart est certifié conforme
au système d’assurance du
contrôle de la qualité ISO
9001:2000.
vous pouvez trouver exactement la (les)
pièce(s) nécessaire(s) au dépannage. Vous
trouverez également les informations
concernant la garntie et l’entretien de votre
appareil.
Chaque source de soudage Hobart bénéficie d’une
garantie “sans soucis”
Hobart fabrique une gamme complète de
machines à souder et d’équipements liés au
soudage. Pour des renseignements sur les autres
produits Hobart, adressez-vous à votre
distributeur local Hobart pour obtenir le
catalogue le plus récent sur toute la gamme, ou
les feuilles techniques de chaque produit.
Communiquez avec le distributeur Hobart de
votre région en composant le 1 877 HOBART1.
Hob_Thank_fre 7/03

Table des matières
SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE A VANT UTILISATION 1. . . . . . . . . . . . . . . . . . . . . . . . . .
1-1. Signification des symboles 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Dangers relatifs au soudage à l’arc 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Dangers existant en relation avec le moteur 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-4. Dangers liés à l’hydraulique 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Dangers liés à l’air comprimé 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenance 6. . . . .
1-7. Proposition californienne 65 Avertissements 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-8. Principales normes de sécurité 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-9. Information EMF 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 2 − DÉFINITIONS 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 3 − FICHE TECHNIQUE 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Fiche technique : soudage, puissance et moteur 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-2. Dimensions, poids et angles opératoires 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Dimensions des appareils munis d’un chariot en option 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Facteur de marche 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-5. Consommation d’essence (appareils avec moteur Subaru) 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-6. Consommation d’essence (appareils avec moteur Kohler) 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-7. Courbes Volts-Ampères 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8. Courbe de puissance de l’alternateur 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 4 − INSTALLATION 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Emplacement du numéro de série et de la plaque signalétique 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Installation de la génératrice de soudage 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Mise à la masse de la génératrice au châssis du camion ou de la remorque 15. . . . . . . . . . . . . . . . . . .
4-4. Vérifications avant démarrage du moteur (appareils avec moteur Subaru) 16. . . . . . . . . . . . . . . . . . . . .
4-5. Vérifications avant démarrage du moteur (appareils avec moteur Kohler) 17. . . . . . . . . . . . . . . . . . . . . .
4-6. Installation du tuyau d’échappement 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7. Branchement ou remplacement de l’accumulateur 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-8. Raccordement aux bornes de sortie de soudage 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-9. Sélection des diamètres des câbles de soudage 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 5 − FONCTIONNEMENT DE LA SOUDEUSE 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Commandes frontales 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Fonctionnement du moteur par temps froid 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Raccordements et réglages types pour le soudage par électrode enrobée 23. . . . . . . . . . . . . . . . . . . . .
SECTION 6 − FONCTIONNEMENT DES ÉQUIPMENTS AUXILIAIRES 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-1. Prises standard 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-2. Soudage et alimentation simultanés 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-3. Câblage de la fiche de 240 V livrée en option 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 7 − ENTRETIEN (APPAREILS AVEC MOTEUR SUBARU) 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-1. Étiquette d’entretien (appareils avec moteur Subaru) 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-2. Entretien courant (appareils avec moteur Subaru) 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-3. Entretien du filtre à air (appareils avec moteur Subaru) 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-4. Entretien du pare-étincelles livré en option (appareils avec moteur Subaru) 28. . . . . . . . . . . . . . . . . . . .
7-5. Remplacement de l’huile à moteur, du filtre à huile et du filtre à essence
(appareils avec moteur Subaru) 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-6. Réglage du régime du moteur (appareils avec moteur Subaru) 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-7. Protection contre les surcharges (appareils avec moteur Subaru) 31. . . . . . . . . . . . . . . . . . . . . . . . . . . .

Table des matières
SECTION 8 − ENTRETIEN (APP AREILS AVEC MOTEUR KOHLER) 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-1. Étiquette d’entretien (appareils avec moteur Kohler) 32. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-2. Entretien courant (appareils avec moteur Kohler) 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-3. Entretien du filtre à air (appareils avec moteur Kohler) 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-4. Remplacement de l’huile à moteur, filtre à huile et filtre à essence (appareils avec moteur Kohler) 35.
8-5. Réglage du régime du moteur (appareils avec moteur Kohler) 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-6. Protection contre les surcharges (appareils avec moteur Kohler) 37. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-7. Entretien du pare-étincelles livré en option (appareils avec moteur Kohler) 37. . . . . . . . . . . . . . . . . . . . .
SECTION 9 − DÉPANNAGE 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-1. Dépannage − soudage 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 10 − LISTE DES PIÈCES 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-1. Pièces de rechange recommandées 41. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 11 − SCHEMA ELECTRIQUE 42. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SECTION 12 − DIRECTIVES POUR L’ALIMENTATION AUXILIAIRE 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-1. Choix de l’équipement 44. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-2. Mise à la masse de la génératrice au châssis du camion ou de la remorque 44. . . . . . . . . . . . . . . . . . .
12-3. Mise à la terre pour alimenter les équipements de construction 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-4. Puissance requise par l’équipement? 45. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-5. Puissances approximatives requises pour les moteurs industriels 46. . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-6. Puissances approximatives requises pour les équipements de ferme/domestiques 46. . . . . . . . . . . . . .
12-7. Puissances approximatives requises pour les équipements de construction 47. . . . . . . . . . . . . . . . . . .
12-8. Puissance nécessaire pour démarrer le moteur 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-9. Quelle puissance peut fournir la génératrice? 48. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-10. Raccordements typiques à une alimentation de secours 49. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-11. Choix d’un câble de rallonge (Utiliser le câble le plus court possible) 50. . . . . . . . . . . . . . . . . . . . . . .
SECTION 13 − DIRECTIVES POUR LE SOUDAGE À L’ÉLECTRODE ENROBÉE (EE) 51. . . . . . . . . . . . . . .
GARANTIE
LISTE COMPLÈTE DES PIÈCES DÉTACHÉES − www.MillerWelds.com

SECTION 1 − CONSIGNES DE SÉCURITÉ − LIRE AVANT
UTILISATION
fre_rom_2009−08
Se protéger, ainsi que toute autre personne travaillant sur les lieux, contre les étincelles et le métal chaud.
1-1. Signification des symboles
DANGER! − Indique une situation dangereuse qui si on
l’évite pas peut donner la mort ou des blessures graves.
Les dangers possibles sont montrés par les symboles
joints ou sont expliqués dans le texte.
Indique une situation dangereuse qui si on l’évite pas
peut donner la mort ou des blessures graves. Les dangers possibles sont montrés par les symboles joints ou
sont expliqués dans le texte.
NOTE − Indique des déclarations pas en relation avec des blessures
personnelles.
1-2. Dangers relatifs au soudage à l’arc
Les symboles présentés ci-après sont utilisés tout au long du
présent manuel pour attirer votre attention et identifier les risques de danger. Lorsque vous voyez un symbole, soyez
vigilant e t suivez les directives mentionnées afin d’éviter tout
danger. Les consignes de sécurité présentées ci-après ne
font que résumer l’information contenue dans les normes de
sécurité énumérées à la section 1-8. Veuillez lire et respecter
toutes ces normes de sécurité.
L’installation, l’utilisation, l’entretien et les réparations ne
doivent être confiés qu’à des personnes qualifiées.
Au cours de l’utilisation, tenir toute personne à l’écart et plus
particulièrement les enfants.
UN CHOC ÉLECTRIQUE peut tuer.
Un simple contact avec des pièces électriques peut
provoquer une électrocution ou des blessures graves. L’électrode et le circuit de soudage sont sous
tension dès que l’appareil est sur ON. Le circuit
d’entrée et les circuits internes de l’appareil sont
également sous tension à ce moment-là. En soudage
semi-automatique ou automatique, le fil, le dévidoir, l e
logement des galets d’entraînement et les pièces
métalliques en contact avec le fil de soudage sont
sous tension. Des matériels mal installés ou mal mis
à la terre présentent un danger.
Ne jamais toucher les pièces électriques sous tension.
Porter des gants et des vêtements de protection secs ne compor-
tant pas de trous.
S’isoler de la pièce et de la terre au moyen de tapis ou d’autres
moyens isolants suffisamment grands pour empêcher le contact
physique éventuel avec la pièce ou la terre.
Ne pas se servir de source électrique à courant électrique dans les
zones humides, dans les endroits confinés ou là où on risque de
tomber.
Se servir d’une source électrique à courant électrique UNIQUE-
MENT si le procédé de soudage le demande.
Si l’utilisation d’une source électrique à courant électrique s’avère
nécessaire, se servir de la fonction de télécommande si l’appareil
en est équipé.
Des précautions de sécurité supplémentaires sont requises dans
des environnements à risque comme: les endroits humides ou
lorsque l’on porte des vêtements mouillés; sur des structures métalliques au sol, grillages et échafaudages; dans des positions
assises, à genoux et allongées; ou quand il y a un risque important
de contact accidentel avec la pièce ou le sol. Dans ces cas utiliser
les appareils suivants dans l’ordre de préférence: 1) un poste à
souder D C semi−automatique de type CV (MIG/MAG), 2) un poste
Indique des instructions spécifiques.
Ce groupe de symboles veut dire Avertissement! Attention! DANGER
DE CHOC ELECTRIQUE, PIECES EN MOUVEMENT, et PIECES
CHAUDES. Consulter les symboles et les instructions ci-dessous y
afférant pour les actions nécessaires afin d’éviter le danger.
à souder manuel (électrode enrobée) DC, 3) un poste à souder
manuel A C avec tension à vide réduite. Dans la plupart des cas, un
poste courant continu de type CV est recommandé. Et, ne pas travailler seul!
Couper l’alimentation ou arrêter le moteur avant de procéder à
l’installation, à la réparation ou à l’entretien de l’appareil.
Déverrouiller l’alimentation selon la norme OSHA 29 CFR
1910.147 (voir normes de sécurité).
Installer et mettre à la terre correctement cet appareil conformé-
ment à son manuel d’utilisation et aux codes nationaux,
provinciaux e t municipaux.
Toujours vérifier la terre du cordon d’alimentation − Vérifier et
s’assurer que le fil de terre du cordon d’alimentation est bien
raccordé à la borne de terre du sectionneur ou que la fiche du
cordon est raccordée à une prise correctement mise à la terre.
En effectuant les raccordements d’entrée fixer d’abord le conduc-
teur de mise à la terre approprié et contre-vérifier les connexions.
Les câbles doivent être exempts d’humidité, d’huile et de graisse;
protégez−les contre les étincelles et les pièces métalliques chaudes.
Vérifier fréquemment le cordon d’alimentation pour voir s’il n’est
pas endommagé ou dénudé − remplacer le cordon immédiatement
s’il est endommagé − un câble dénudé peut provoquer une électrocution.
Mettre l’appareil hors tension quand on ne l’utilise pas.
Ne pas utiliser des câbles usés, endommagés, de grosseur insuffi-
sante ou mal épissés.
Ne pas enrouler les câbles autour du corps.
Si la pièce soudée doit être mise à la terre, le faire directement
avec un câble distinct − ne pas utiliser le connecteur de pièce ou le
câble de retour.
Ne pas toucher l’électrode quand on est en contact avec la pièce,
la terre ou une électrode provenant d’une autre machine.
Ne pas toucher des porte électrodes connectés à deux machines
en même temps à cause de la présence d’une tension à vide doublée.
N’utiliser qu’un matériel en bon état. Réparer ou remplacer
sur-le-champ les pièces endommagées. Entretenir l’appareil
conformément à ce manuel.
Porter un harnais de sécurité quand on travaille en hauteur.
Maintenir solidement en place tous les panneaux et capots.
Fixer le câble de retour de façon à obtenir un bon contact métal-
métal avec la pièce à souder ou la table de travail, le plus près possible de la soudure.
Isoler la pince de masse quand pas mis à la pièce pour éviter le
contact avec tout objet métallique.
Il reste une TENSION DC NON NÉGLIGEABLE dans
les sources de soudage onduleur UNE FOIS le moteur
coupé.
Couper l’alimentation du poste et décharger les condensateurs
d’entrée comme indiqué dans la Section Maintenance avant de
toucher des composants.
OM-240 438 Page 1

LES PIÈCES CHAUDES peuvent
-
t
r
r
s
e
s
s
le
s
t
t
s
s
c
,
,
ut
s
provoquer des brûlures.
Ne pas toucher à mains nues les parties chau
des.
Prévoir une période de refroidissement avan
de travailler à l’équipement.
Ne pas toucher aux pièces chaudes, utiliser les outils recomman
dés et porter des gants de soudage et des vêtements épais pou
éviter les brûlures.
DES PIECES DE METAL ou DES
SALETES peuvent provoquer
des blessures dans les yeux.
Le soudage, l’écaillement, le passage de la pièce à la brosse en
fil de fer, et le meulage génèrent des étincelles et des particules
métalliques volantes. Pendant la période de refroidissement des
soudures, elles risquent de projeter du laitier.
Porter des lunettes de sécurité avec écrans latéraux ou un écran
facial.
LES FUMÉES ET LES GAZ peuvent être dangereux.
Le soudage génère des fumées et des gaz. Leu
inhalation peut être dangereux pour votre santé.
Eloigner votre tête des fumées. Ne pas respirer les fumées.
À l’intér ieur, ventiler la zone et/ou utiliser une v entilation for cée au
niveau de l’arc pour l’évacuation des fumées et des gaz de soudage.
Si la ventilation est médiocre, porter un respirateur anti-vapeurs
approuvé.
Lire et comprendre les spécifications de sécurité des matériaux
(MSDS) e t l es ins tr uct ions d u f abric ant c oncer nant l es m étaux , l es
consommables, les revêtements, les nettoyants et les dégraisseurs.
Travailler dans un espace fermé seulement s’il est bien ventilé ou
en portant un respirateur à alimentation d’air. Demander toujours à
un surveillant dûment formé de se tenir à proximité. Des fumées et
des gaz de soudage peuvent déplacer l’air et abaisser le niveau
d’oxygène provoquant des blessures ou des accidents mortels.
S’assurer que l’air de respiration ne présente aucun danger.
Ne pas souder dans des endroits situés à proximité d’opérations
de dégraissage, de nettoyage ou de pulvérisation. La chaleur et
les rayons de l’arc peuvent réagir en présence de vapeurs et former des gaz hautement toxiques et irritants.
Ne pas souder des métaux munis d’un revêtement, tels que l’acier
galvanisé, plaqué en plomb ou au cadmium à moins que le revêtement n’ait été enlevé dans la zone de soudure, que l’endroit soit
bien ventilé, et en portant un respirateur à alimentation d’air. Les
revêtements e t tous les métaux renfermant ces éléments peuvent
dégager des fumées toxiques en cas de soudage.
LES ACCUMULATIONS DE GAZ
risquent de provoquer des blessure
ou même la mort.
Fermer l’alimentation du gaz protecteur en cas
de non utilisation.
Veiller toujours à bien aérer les espaces confinés ou se servir
d’un respirateur d’adduction d’air homologué.
LES RAYONS DE L’ARC peuvent
provoquer des brûlures dans les
yeux et sur la peau.
Le rayonnement de l’arc du procédé de soudag
génère des rayons visibles et invisibles intense
(ultraviolets et infrarouges) susceptibles de provoquer des brûlure
dans les yeux et sur la peau. Des étincelles sont projetées pendant
soudage.
OM-240 438 Page 2
Porter un casque de soudage approuvé muni de verres filtrants
approprié pour protéger visage et yeux pour protéger votre visage
et vos yeux pendant le soudage ou pour regarder (voir ANSI Z49.1
et Z87.1 énuméré dans les normes de sécurité).
Porter des lunettes de sécurité avec écrans latéraux même sous
votre casque.
Avoir recours à des écrans protecteurs ou à des rideaux pour
protéger les autres contre les rayonnements les éblouissements
et les étincelles ; prévenir toute personne sur les lieux de ne pas
regarder l’arc.
Porter des vêtements confectionnés avec des matières résistan-
tes et ignifuges (cuir, coton lourd ou laine) et des bottes de
protection.
LE SOUDAGE peut provoquer un
incendie ou une explosion.
Le soudage effectué sur des conteneurs fermés tel
que des réservoirs, tambours ou des conduites peu
provoquer leur éclatement. Des étincelles peuven
être projetées de l’arc de soudure. La projection d’étincelles, de
pièces chaudes et des équipements chauds peut provoquer de
incendies et des brûlures. Le contact accidentel de l’électrode ave
des objets métalliques peut provoquer des étincelles, une explosion
un surchauffement ou un incendie. Avant de commencer le soudage
vérifier et s’assurer que l’endroit ne présente pas de danger.
Déplacer toutes les substances inflammables à une distance de
10,7 m de l’arc de soudage. En cas d’impossibilité les recouvrir
soigneusement avec des protections homologués.
Ne pas souder dans un endroit là où des étincelles peuvent tomber
sur des substances inflammables.
Se protéger et d’autres personnes de la projection d’étincelles et
de métal chaud.
Des étincelles et des matériaux chauds du soudage peuvent
facilement passer dans d’autres zones en traversant de petites
fissures et des ouvertures.
Surveiller tout déclenchement d’incendie et tenir un extincteur à
proximité.
Le soudage effectué sur un plafond, plancher, paroi ou séparation
peut déc l e n c h e r u n i n c e n d i e d e l ’ a u t r e c ô t é .
Ne pas effectuer le soudage sur des conteneurs fermés tels que
des réservoirs, tambours, ou conduites, à moins qu’ils n’aient été
préparés correctement conformément à AWS F4.1 (voir les normes de sécurité).
Ne soudez pas si l’air ambiant est chargé de particules, gaz, ou va-
peurs inflammables (vapeur d’essence, par exemple).
Brancher l e c â b l e d e m a s s e sur la pièce le plus près possible de la
zone de soudage pour éviter le transport du courant sur une
longue distance par des chemins inconnus éventuels en provoquant des risques d’électrocution, d’étincelles et d’incendie.
Ne pas utiliser le poste de soudage pour dégeler des conduites ge-
lées.
En cas de non utilisation, enlever la baguette d’électrode du porte-
électrode o u couper le fil à la pointe de contact.
Porter de s v êtements de protection dépourvus d’huile tels que des
gants en cuir, une chemise en matériau lourd, des pantalons sans
revers, des chaussures hautes et un couvre chef.
Avant de souder , retirer toute substance combustible de vos po-
ches telles qu’un allumeur au butane ou des allumettes.
Une fois le travail achevé, assurez−vous qu’il ne reste aucune tra-
ce d’étincelles incandescentes ni de flammes.
Utiliser exclusivement des fusibles ou coupe−circuits appropriés.
Ne pas augmenter leur puissance; ne pas les ponter.
Suivre les recommandations dans OSHA 1910.252(a)(2)(iv) et
NFPA 51B pour les travaux à chaud et avoir de la surveillance et un
extincteur à proximité.
LE BRUIT peut affecter l’ouïe.
Le bruit des processus et des équipements pe
affecter l’ouïe.
Porter des protections approuvés pour le
oreilles si le niveau sonore est trop élevé.

Les CHAMPS ÉLECTROMAGNÉTIQUES (CEM)
a-
z
ant
c
s
-
-
.
ns
e
nur
Placer les bouteilles debout en les fixant dans un support station-
peuvent affecter les implants médicaux.
Les porteurs de stimulateurs cardiaques
et autres implants médicaux doivent rester
à distance.
Les porteurs d’implants médicaux doivent consulter
leur médecin et le fabricant du dispositif avant de s’approcher
de la zone où se déroule du soudage à l’arc, du soudage
par points, du gougeage, de la découpe plasma
ou une opération de chauffage par induction.
Si des BOUTEILLES sont endomm
gées, elles pourront exploser.
Des bouteilles de gaz protecteur contiennent du ga
sous haute pression. Si une bouteille est endomm
gée, elle peut exploser. Du fait que les bouteilles de gaz fo
normalement partie du procédé de soudage, les manipuler ave
précaution.
Protéger les bouteilles de gaz comprimé d’une chaleur excessive,
des chocs mécaniques, des dommages physiques, du laitier, des
flammes ouvertes, des étincelles et des arcs.
Tenir les bouteilles éloignées des circuits de soudage ou autres
Ne jamais placer une torche de soudage sur une bouteille à gaz.
Une électrode de soudage ne doit jamais entrer en contact avec
Ne jamais souder une bouteille pressurisée − risque d’explosion.
Utiliser seulement des bouteilles de gaz protecteur, régulateurs,
Ne pas tenir la tête en face de la sortie en ouvrant la soupape de la
Maintenir le chapeau de protection sur la soupape, sauf en cas
Utiliser les équipements corrects, les bonnes procédures et su ffi-
Lire et suivre les instructions sur les bouteilles de gaz comprimé,
1-3. Dangers existant en relation avec le moteur
naire ou dans un porte-bouteilles pour les empêcher de tomber ou
de se renverser.
circuits électriques.
une bouteille.
tuyaux et raccords convenables pour cette application spécifique;
les maintenir ainsi que les éléments associés en bon état.
bouteille.
d’utilisation ou de branchement de la bouteille.
samment de personnes pour soulever et déplacer les bouteilles.
l’équipement connexe et le dépliant P-1 de la CGA (Compressed
Gas Association) mentionné dans les principales normes de sécurité.
L’EXPLOSION DE LA BATTERIE
peut provoquer des blessures.
Toujours porter une protection faciale, de
gants en caoutchouc et vêtements de protec
tion lors d’une intervention sur la batterie.
Arrêter le moteur avant de débrancher ou de brancher les câbles
de batterie.
Eviter de provoquer des étincelles avec les outils en travaillant sur
la batterie.
Ne pas utiliser le poste de soudage pour charger les batteries ou
des véhicules de démarrage rapide.
Observer la polarité correcte (+ et −) sur les batteries.
Débrancher le câble négatif (–) en premier lieu. Le rebrancher en
dernier lieu.
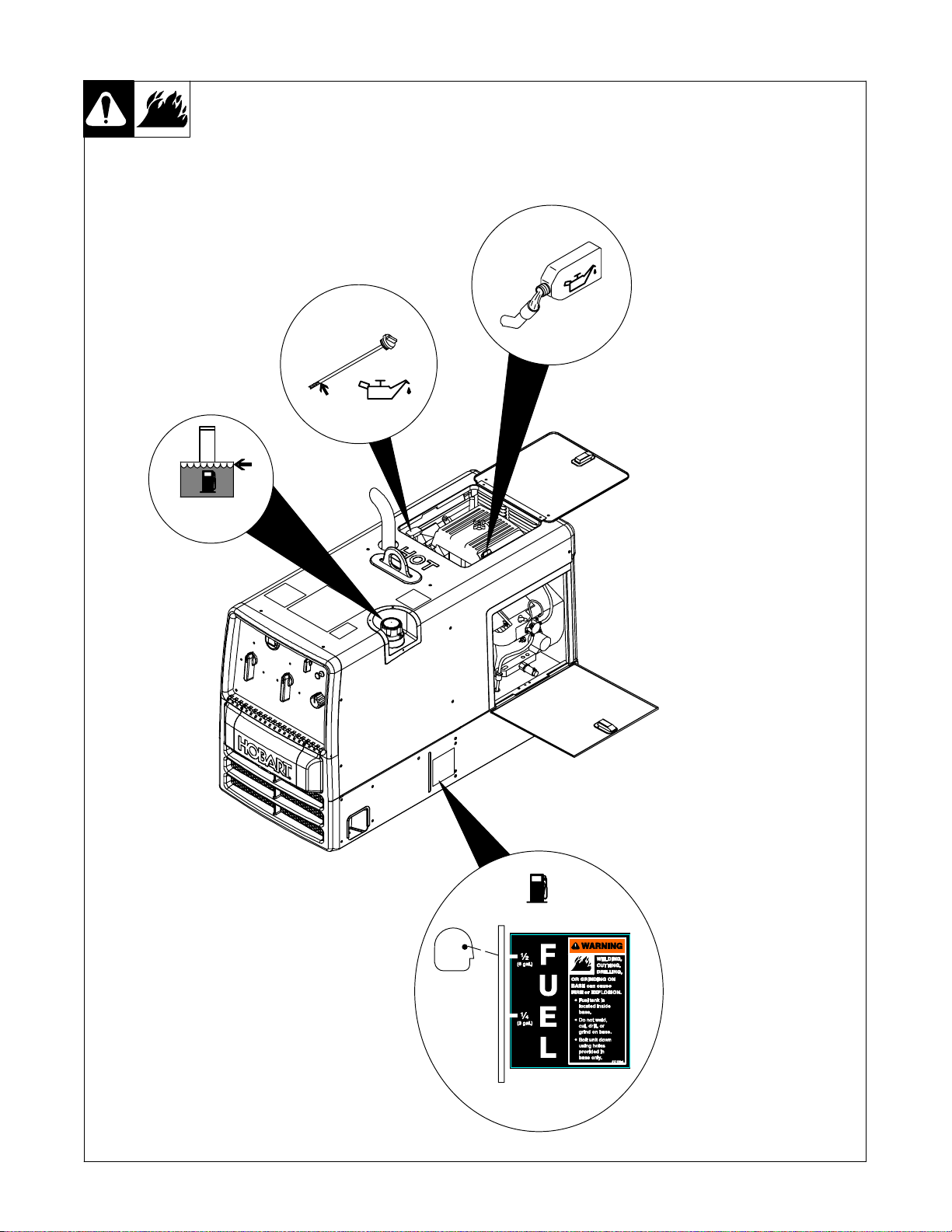
LE CARBURANT MOTEUR peut pro
voquer un incendie ou une explosion
Arrêter le moteur avant de vérifier le niveau d e
carburant o u d e faire le plein.
Ne pas faire le plein en fumant ou proche d’une source d’étincel-
les ou d’une flamme nue.
Ne pas faire le plein de carburant à ras bord; prévoir de l’espace
pour son expansion.
Faire attention de ne pas renverser de carburant. Nettoyer tout
carburant renversé avant de faire démarrer le moteur.
Jeter les chiffons dans un récipient ignifuge.
Toujours garder le pistolet en contact avec le réservoir lors du
remplissage.
Les PIÈCES MOBILES peuvent causer
des blessures.
S’abstenir d e toucher des parties mobiles telles
que des ventilateurs, courroies et rotors.
Maintenir fermés et verrouillés les portes, panneaux,
recouvrements et dispositifs de protection.
Arrêter le moteur avant d’installer ou brancher l’appareil.
Lorsque cela est nécessaire pour des travaux d entretien et de
dépannage, faire retirer les portes, panneaux, recouvrements ou
dispositifs de protection uniquement par du personnel qualifié.
Pour empêcher tout démarrage accidentel pendant les travaux
d’entretien, débrancher le câble négatif (−) de batterie de la borne.
Ne pas approcher les mains, cheveux, vêtements lâches et outils
des organes mobiles.
Remettre en place les portes, panneaux, recouvrements ou
dispositifs d e protection à la fin des travaux d’entretien et avant de
mettre l e moteur en marche.
Avant d’intervenir, déposer les bougies ou injecteurs pour éviter la
mise en route accidentelle du moteur.
Bloquer le volant moteur pour éviter sa rotation lors d’une
intervention sur le générateur.
LES ÉTINCELLES À L’ÉCHAPPEMENT
peuvent provoquer un incendie.
Empêcher les étincelles d’échappement du
moteur d e provoquer un incendie.
Utiliser uniquement un pare-étincelles
approuvé − voir codes en vigueur.
LES PIÈCES CHAUDES peuvent
provoquer des brûlures.
Ne pas toucher des parties chaudes à mai
nues.
Prévoir une p é r i o d e d e r e f r o i d i s s ement avant d
travailler à l’équipement.
Ne pas toucher aux pièces chaudes, utiliser les outils recomma
dés et porter des gants de soudage et des vêtements épais po
éviter les brûlures.
LA VAPEUR ET LE LIQUIDE DE
REFROIDISSEMENT CHAUD peuvent
provoquer des brûlures.
Il est préférable de vérifier le liquide de refroi-
dissement une fois le moteur refroidi pour éviter
de se brûler.
Toujours vérifier le niveau de liquide de refroidissement dans le
vase d’expansion (si présent), et non dans le radiateur (sauf si précisé autrement dans la section maintenance du manuel du
moteur).
Si le moteur est chaud et que le liquide doit être vérifié, opérer com-
me suivant.
Mettre des lunettes de sécurité et des gants, placer un torchon sur
le bouchon du radiateur.
Dévisser le bouchon légèrement et laisser la vapeur s’échapper
avant d’enlever le bouchon.
OM-240 438 Page 3

L’utilisation d’un groupe autonome
S
u
l
.
à l’intérieur PEUT VOUS TUER EN
QUELQUES MINUTES.
Les fumées d’un groupe autonome contient du
monoxyde de carbone. C’est un poison invisible et inodore.
JAMAIS utiliser dans une maison ou garage,
même avec les portes et fenêtres ouvertes.
Uniquement utiliser à l’EXTERIEUR, loin des portes, fenêtres et
bouches aération.
1-4. Dangers liés à l’hydraulique
L’ACIDE DE LA BATTERIE peut provoquer des brûlures dans les YEUX et
sur la PEAU.
Ne pas renverser la batterie.
Remplacer une batterie endommagée.
Rincer immédiatement les yeux et la peau à l’eau.
LA CHALEUR DU MOTEUR peut provoquer un incendie.
Ne pas placer l’appareil sur, au-dessus ou à
proximité de surfaces inflammables.
Tenir à distance les produits inflammables de l’échappement.
Les ÉQUIPEMENTS HYDRAULIQUE
peuvent provoquer des blessures o
même la mort.
Une installation ou une utilisation incorrecte
de cet appareil pourrait conduire à des dégâts
matériels ou corporels. Seul un personne
qualifié est autorisé à installer , faire fonctionner
et réparer cet appareil conformément à son
manuel d’utilisation, aux normes industrielles
et aux codes nationaux, d’état ou locaux.
Ne pas dépasser le débit nominal ou la capacité de la pompe
hydraulique ou de tout équipement du circuit hydraulique.
Concevoir le circuit hydraulique de telle sorte que la défaillance
d’un composant hydraulique ne risque pas de provoquer
un accident matériel ou corporel.
Avant d’intervenir sur le circuit hydraulique, couper l’alimentation
électrique, verrouiller et étiqueter l’appareil, détendre la pression
et s’assurer que le circuit hydraulique ne peut être remis sous
pression par inadvertance.
Ne pas intervenir sur le circuit hydraulique lorsque l’appareil
fonctionne. Seul un pers onnel qualifié et appliquant les consignes
du fabricant est autorisé le faire.
Ne pas modifier ou altérer la pompe hydraulique ou
les équipements fournis par le fabricant. Ne pas débrancher,
désactiver ou neutraliser les équipements de sécurité du circuit
hydraulique.
Utiliser uniquement des composants et accessoires homologués
par le fabricant.
Se tenir à l’écart de tout point présentant un danger de pincement
ou d’écrasement créé par l’équipement raccordé au circuit
hydraulique.
Ne pas intervenir sous ou autour d’un équipement qui n’est
soutenu que par la pression hydraulique. Soutenir l’équipement
de façon appropriée par un moyen mécanique.
Le LIQUIDE HYDRAULIQUE risque de
provoquer des blessures ou même la mort
Pour intervenir sur un circuit hydraulique, porter un équipement
de protection tel que des lunettes de sécurité, des gants de cuir,
une chemise et un pantalon en tissu résistant, des chaussures
montantes et une coiffe.
Pour rechercher des fuites, utiliser un morceau de papier ou
de carton, jamais les mains nues. En cas de détection de fuite,
ne pas utiliser l’équipement.
Le LIQUIDE HYDRAULIQUE est INFLAMMABLE. Ne pas
intervenir sur des composants hydrauliques à proximité
d’étincelles ou de flammes; ne pas fumer à proximité de liquide
hydraulique.
Remettre les portes, panneaux, recouvrements ou dispositifs
de protection quand l’entretien est terminé et avant de mettre
en marche l’appareil.
En cas de pénétration d’un QUELCONQUE liquide dans la peau,
celui−ci doit être retiré chirurgicalement sous quelques heures par
un médecin familiarisé avec ce type de blessure, faute de quoi
la gangrène pourrait apparaître.
Les PIÈCES MOBILES peuvent causer
des blessures.
S’abstenir d e toucher des parties mobiles telles
que des ventilateurs, courroies et rotors.
Maintenir fermés et verrouillés les portes,
panneaux, recouvrements et dispositifs
de protection.
Ne pas approcher les mains, cheveux, vêtements lâches et outils
des organes mobiles.
Avant d’intervenir sur le circuit hydraulique, couper l’alimentation
électrique, verrouiller et étiqueter l’appareil, détendre la pression
et s’assurer que le circuit hydraulique ne peut être remis sous
pression par inadvertance.
Demander seulement à un personnel qualifié d’enlever
les dispositifs de sécurité ou les recouvrements pour effectuer,
s’il y a lieu, des travaux d’entretien et de dépannage.
Remettre en place les portes, panneaux, recouvrements ou
dispositifs de protection à la fin des travaux d’entretien et avant
de mettre le moteur en marche.
Avant d’intervenir sur le circuit hydraulique,
Détendre la pression avant de débrancher ou
Avant d’utiliser l’appareil, contrôler
OM-240 438 Page 4
couper l’alimentation électrique, verrouiller
et étiqueter l’appareil, détendre la pression
et s’assurer que le circuit hydraulique ne peut
être remis sous pression par inadvertance.
de brancher des canalisations hydrauliques.
les composants du circuit hydraulique,
les branchements et les flexibles en recherchant
tout signe de détérioration, de fuite et d’usure.
LES PIÈCES ET LIQUIDES CHAUDS
peuvent provoquer des brûlures.
Ne pas toucher les pièces chaudes à main nue
ni laisser des liquides chauds entrer en contact
avec la peau.
Prévoir une période de refroidissement avant d’intervenir
sur l’équipement.
Ne pas toucher aux pièces chaudes, utiliser les outils
recommandés et porter des gants de soudage et des vêtements
épais pour éviter les brûlures.

LIRE LES INSTRUCTIONS.
r
r
,
Lire et appliquer les instructions sur
les étiquettes et le Mode d’emploi avant
l’installation, l’utilisation ou l’entretien
de l’appareil. Lire les informations de sécurité
au début du manuel et dans chaque section.
1-5. Dangers liés à l’air comprimé
Un ÉQUIPEMENT PNEUMATIQUE risque
de provoquer des blessures ou même
la mort.
Une installation ou une utilisation incorrecte de
cet appareil pourrait conduire à des dégâts
matériels ou corporels. Seul un personnel
qualifié est autorisé à installer, utiliser et
entretenir cet appareil conformément à son
manuel d’utilisation, aux normes industrielles et
aux codes nationaux, d’état ou locaux.
Ne pas dépasser le débit nominal ou la capacité du compresseur
ou de tout équipement du circuit d’air comprimé. Concevoir
le circuit d’air comprimé de telle sorte que la défaillance
d’un composant ne risque pas de provoquer un accident
matériel ou corporel.
Avant d’intervenir sur le circuit d’air comprimé, couper
l’alimentation électrique, verrouiller et étiqueter l’appareil,
détendre la pression et s’assurer que le circuit d’air ne peut être
mis sous pression par inadvertance.
Ne pas intervenir sur le circuit d’air comprimé lorsque l’appareil
fonctionne. Seul un personnel qualifié est autorisé, et appliquant
les consignes du fabricant.
Ne pas modifier ou altérer le compresseur ou les équipements
fournis par le fabricant. Ne pas débrancher, désactiver ou
neutraliser les équipements de sécurité du circuit d’air
comprimé.
Utiliser uniquement des composants et accessoires
homologués par le fabricant.
Se tenir à l’écart de tout point présentant un danger de pincement
ou d’écrasement créé par l’équipement raccordé au circuit d’air
comprimé.
Ne pas intervenir sous ou autour d’un équipement qui n’est
soutenu que par la pression pneumatique. Soutenir l’équipement
de façon appropriée par un moyen mécanique.
MÉTAL CHAUD provenant du décou-
page ou du gougeage à l’arc risque de
provoquer un incendie ou une explo-
sion.
Ne pas découper ou gouger à proximité de
produits inflammables.
Attention aux risques d’incendie: tenir un extincteur à proximité.
L’AIR COMPRIMÉ risque de provoque
des blessures ou même la mort.
Avant d’intervenir sur le circuit d’air comprimé,
couper l’alimentation électrique, verrouiller
et étiqueter l’appareil, détendre la pression
et s’assurer que le circuit d’air ne peut être mis
sous pression par inadvertance.
Détendre la pression avant de débrancher ou
de brancher des canalisations d’air.
Avant d’utiliser l’appareil, contrôler
les composants du circuit d’air comprimé,
les branchements et les flexibles en
recherchant tout signe de détérioration, de fuite
et d’usure.
Ne pas diriger un jet d’air vers soi−même ou vers autrui.
N’utiliser que les pièces de rechange recommandées par le
constructeur.
Effectuer l’entretien en respectant les manuels d’utilisation,
les normes industrielles et les codes nationaux, d’état et locaux.
Pour intervenir sur un circuit d’air comprimé, porter un équipement
de protection tel que des lunettes de sécurité, des gants de cuir,
une chemise et un pantalon en tissu résistant, des chaussures
montantes et une coiffe.
Pour rechercher des fuites, utiliser de l’eau savonneuse ou
un détecteur à ultrasons, jamais les mains nues. En cas
de détection de fuite, ne pas utiliser l’équipement.
Remettre les portes, panneaux, recouvrements ou dispositifs
de protection quand l’entretien est terminé et avant de mettre
en marche l’appareil.
En cas d’injection d’air dans la peau ou le corps, demander
immédiatement une assistance médicale.
L’INHALATION D’AIR COMPRIMÉ risque
de provoquer des blessures ou même
la mort.
Ne pas inhaler d’air comprimé.
Utiliser l’air comprimé uniquement pour
découper o u gouger ainsi que pour l’outillage
pneumatique.
Une PRESSION D’AIR RÉSIDUELLE
ET DES FLEXIBLES QUI FOUETTENT
risquent de provoquer des blessures.
Détendre l a pression pneumatique des outils et
circuits avant d’entretenir, ajouter ou changer
des accessoires et avant d’ouvrir le bouchon
de vidange ou de remplissage d’huile
du compresseur.
Les PIÈCES MOBILES peuvent cause
des blessures.
S’abstenir d e toucher des parties mobiles telles
que des ventilateurs, courroies et rotors.
Maintenir fermés et verrouillés les portes
panneaux, recouvrements et dispositifs
de protection.
Ne pas approcher les mains, cheveux, vêtements lâches et outils
des organes mobiles.
Avant d’intervenir sur le circuit d’air comprimé, couper
l’alimentation électrique, verrouiller et étiqueter l’appareil,
détendre la pression et s’assurer que le circuit d’air ne peut être
mis sous pression par inadvertance.
Demander seulement à un personnel qualifié d’enlever
les dispositifs de sécurité ou les recouvrements pour effectuer,
s’il y a lieu, des travaux d’entretien et de dépannage.
Remettre en place les portes, panneaux, recouvrements ou
dispositifs de protection à la fin des travaux d’entretien et avant
de mettre le moteur en marche.
DES PIÈCES CHAUDES peuvent
provoquer des brûlures graves.
Ne pas toucher de pièces chaudes
du compresseur ou du circuit d’air.
Prévoir une période de refroidissement
avant d’intervenir sur l’équipement.
Ne pas toucher aux pièces chaudes, utiliser les outils
recommandés et porter des gants de soudage et
des vêtements épais pour éviter les brûlures.
OM-240 438 Page 5

LIRE LES INSTRUCTIONS.
e
de
né-
z,
t
Lire et appliquer les instructions sur
les étiquettes et le Mode d’emploi avant
l’installation, l’utilisation ou l’entretien
de l’appareil. Lire les informations de sécurité
au début du manuel et dans chaque section.
N’utiliser que les pièces de rechange recommandées par le
constructeur.
Effectuer l’entretien en respectant les manuels d’utilisation,
les normes industrielles et les codes nationaux, d’état et locaux.
1-6. Dangers supplémentaires en relation avec l’installation, le fonctionnement et la maintenanc
Risque D’INCENDIE OU
D’EXPLOSION.
Ne pas placer l’appareil sur, au-dessus ou
à proximité de surfaces inflammables.
Ne pas installer l’appareil à proximité de pro-
duits inflammables.
Ne pas surcharger l’installation électrique − s’assurer que l’ali-
mentation est correctement dimensionnée et protégée avant de
mettre l’appareil en service.
LA CHUTE DE L’ÉQUIPEMENT
peut provoquer des blessures.
Utiliser l’anneau de levage pour lever l’appareil
et les accessoires correctement installées
seuls, PAS les bouteilles de gaz. Ne pas dépasser le poids nominal maximal de l’œilleton
(voir les spécifications).
Utiliser un équipement de levage de capacité suffisante pour
lever l’ap p a r e i l .
En utilisant des fourches de levage pour déplacer l’unité, s’assu-
rer que les fourches sont suffisamment longues pour dépasser
du côté opposé de l’appareil.
Tenir l’équipement (câbles et cordons) à distance des véhicules
mobiles lors de toute opération en hauteur.
Suivre les consignes du Manuel des applications pour l’équation
de levage NIOSH révisée (Publication Nº94−110) lors d u levage
manuelle de pièces ou équipements lourds.
LE SURCHAUFFEMENT peut
endommager le moteur électrique.
Arrêter ou déconnecter l’équipement avant
démarrer ou d’arrêter le moteur .
Ne pas laisser tourner le moteur trop lentement sous risque d’e
dommager le moteur électrique à cause d’une tension et d’une fr
quence trop faibles.
Ne pas brancher de moteur de 50 ou de 60 Hz à la prise de 100 H
s’il y a lieu.
LES ÉTINCELLES PROJETÉES
peuvent provoquer des blessures.
Porter un écran facial pour protéger le visage e
les yeux.
Affûter l’électrode au tungstène uniquement à
la meuleuse dotée de protecteurs. Cette manœuvre est à exécuter dans un endroit sûr lorsque l’on porte l’équipement homologué de protection du visage, des mains et du corps.
Les étincelles risquent de causer un incendie − éloigner toute
substance inflammable.
Les PIÈCES MOBILES peuvent
causer des blessures.
Ne pas s’approcher des organes mobiles.
Ne pas s’approcher des points de coincement
tels que des rouleaux de commande.
LES FILS DE SOUDAGE peuvent
provoquer des blessures.
Ne pas appuyer sur la gâchette avant d’en
avoir reçu l’instruction.
Ne pas diriger le pistolet vers soi, d’autres per-
sonnes ou toute pièce mécanique en engageant l e fil de soudage.
L’EMPLOI EXCESSIF peut
SURCHAUFFER L’ÉQUIPEMENT.
Laisser l’équipement refroidir ; respecter le fac-
teur de marche nominal.
Réduire le courant ou le facteur de marche
avant de poursuivre le soudage.
Ne pas obstruer les passages d’air du poste.
LES CHARGES ÉLECTROSTATIQUES peuvent endommager les
circuits imprimés.
Établir la connexion avec la barrette de terre
avant de manipuler des cartes ou des pièces.
Utiliser des pochettes et des boîtes antistatiques pour stocker,
déplacer ou expédier des cartes de circuits imprimes.
UNE REMORQUE QUI BASCULE peut
provoquer des blessures.
Utiliser les supports de la remorque ou des
blocs pour soutenir le poids.
Installer convenablement le poste sur la remor-
que comme indiqué dans le manuel s’y rapportant.
LIRE LES INSTRUCTIONS.
Lire et appliquer les instructions sur
les étiquettes et le Mode d’emploi avant
l’installation, l’utilisation ou l’entretien
de l’appareil. Lire les informations de sécurité
au début du manuel et dans chaque section.
N’utiliser que les pièces de rechange recommandées par le
constructeur.
Effectuer l’entretien en respectant les manuels d’utilisation,
les normes industrielles et les codes nationaux, d’état et locaux.
OM-240 438 Page 6

LE RAYONNEMENT HAUTE FRÉ-
QUENCE (H.F.) risque de provoquer
des interférences.
Le rayonnement haute fréquence (H.F.) peut
provoquer des interférences avec les équipements de radio−navigation et de communication, les services de sécurité et les ordinateurs.
Demander seulement à des personnes qualifiées familiarisées
avec des équipements électroniques de faire fonctionner l’installation.
L’utilisateur est tenu de faire corriger rapidement par un électri-
cien qualifié les interférences résultant de l’installation.
Si le FCC signale des interférences, arrêter immédiatement l’ap-
pareil.
Effectuer régulièrement le contrôle et l’entretien de l’installation.
Maintenir soigneusement fermés les portes et les panneaux des
sources de haute fréquence, maintenir les éclateurs à une distance correcte et utiliser une terre et un blindage pour réduire les
interférences éventuelles.
Veiller à ce que tout l’équipement de la zone de soudage soit
Pour réduire la possibilité d’interférence, maintenir les câbles de
Veiller à souder à une distance de 100 mètres de tout équipe-
Veiller à ce que ce poste de soudage soit posé et mis à la terre
En cas d’interférences après avoir pris les mesures précéden-
1-7. Proposition californienne 65 Avertissements
LE SOUDAGE À L’ARC risque de
provoquer des interférences.
L’énergie électromagnétique risque de provo-
quer des interférences pour l’équipement électronique sensible tel que les ordinateurs et
l’équipement commandé par ordinateur tel que
les robots.
compatible électromagnétiquement.
soudage aussi courts que possible, les grouper, et les poser
aussi bas que possible (ex. par terre).
ment électronique sensible.
conformément à ce mode d’emploi.
tes, il incombe à l’utilisateur de prendre des mesures supplémentaires telles que le déplacement du poste, l’utilisation de câbles blindés, l’utilisation de filtres de ligne ou la pose de protecteurs dans la zone de travail.
Les équipements de soudage et de coupage produisent des
fumées et des gaz qui contiennent des produits chimiques
dont l’É tat de Californie reconnaît qu’ils provoquent des malformations congénitales et, dans certains cas, des cancers.
(Code de santé et de sécurité de Californie, chapitre 25249.5
et suivants)
Les batteries, les bornes et autres accessoires contiennent
du plomb et des composés à base de plomb, produits chimiques dont l’État de Californie reconnaît qu’ils provoquent des
cancers et des malformations congénitales ou autres
problèmes de procréation. Se laver les mains après manipulation.
1-8. Principales normes de sécurité
Safety i n W elding, Cutting, and Allied Processes, ANSI Standard Z49.1,
de Global Engineering Documents (téléphone : 1-877-413-5184, site
Internet : www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for W elding
and Cutting, American Welding Society Standard AWS F4.1, de Global
Engineering Documents (téléphone : 1-877-413-5184, site internet :
www.global.ihs.com).
National Electrical C o d e , NFPA Standard 70, de National Fire Protection Association, Quincy, MA 02269 (téléphone : 800-344-3555, site
Internet : www.nfpa.org et www.sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
de Compressed Gas Association, 4221 Walney Road, 5th Floor , Chantilly, VA 20151 (téléphone : 703-788-2700, site Internet :
www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W1 17.2, de Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (téléphone :
800-463-6727, site internet : www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protection, ANSI Standard Z87.1, de American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (téléphone : 212-642-4900,
site Internet : www.ansi.org).
Pour les moteurs à essence :
Les gaz d’échappement des moteurs contiennent des produits chimiques dont l’État de Californie reconnaît qu’ils
provoquent des cancers et des malformations congénitales
ou autres problèmes de procréation.
Pour les moteurs diesel :
Les gaz d’échappement des moteurs diesel et certains de
leurs composants sont reconnus par l’État de Californie comme provoquant des cancers et des malformations
congénitales ou autres problèmes de procréation.
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, de National Fire Protection Association,
Quincy, MA 02269 (téléphone : 1-800-344-3555 site Internet :
www.nfpa.org).
Pour les normes relatives aux circuits hydrauliques, contacter: National
Fluid Power Association, Publications Department, 3333 North Mayfair
Road, Suite 211, Milwaukee, WI 53222−3219 (tél.: (414) 778−3344,
site web: www.nfpa.com).
OSHA, Occupational Safety and Health Standards for General Industry, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, de U.S. Government Printing Office, Superintendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(téléphone : 1-866-512-1800) (il y a 10 bureaux régionaux ede OSHA−
le téléphone de la région 5, Chicago, est 312-353-2220, site Internet :
www.osha.gov).
U.S. Consumer Product Safety Commission (CPSC), 4330 East West
Highway, Bethesda, MD 20814 (téléphone : 301-504-7923, site internet
: www.cpsc.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The National Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (télé[hone : 1-800-232-4636, site internet:
www.cdc.gov/NIOSH).
OM-240 438 Page 7

1-9. Informations relatives aux CEM
Le courant électrique qui traverse tout conducteur génère des champs
électromagnétiques (CEM) à certains endroits. Le courant de soudage
crée un CEM autour du circuit et du matériel de soudage. Les CEM
peuvent créer des interférences avec certains implants médicaux
comme des stimulateurs cardiaques. Des mesures de protection pour
les porteurs d’implants médicaux doivent être prises: par exemple, des
restrictions d’accès pour les passants ou une évaluation individuelle
des risques pour les soudeurs. Tous les soudeurs doivent appliquer les
procédures suivantes pour minimiser l’exposition aux CEM provenant
du circuit de soudage:
1 Rassembler les câbles en les torsadant ou en les attachant avec
du ruban adhésif ou avec une housse.
2 Ne pas se tenir au milieu des câbles de soudage. Disposer les
câbles d’un côté et à distance de l’opérateur.
3 Ne pas courber et ne pas entourer les câbles autour de votre
corps.
4 Maintenir la tête et le torse aussi loin que possible du matériel du
circuit de soudage.
5 Connecter la pince sur la pièce aussi près que possible de la
soudure.
6 Ne pas travailler à proximité d’une source de soudage, ni
s’asseoir ou se pencher dessus.
7 Ne pas souder tout en portant la source de soudage ou le
dévidoir.
En ce qui concerne les implants médicaux :
Les porteurs d’implants doivent d’abord consulter leur médecin avant
de s’approcher des opérations de soudage à l’arc, de soudage par
points, de gougeage, du coupage plasma ou de chauf fage par induction. Si le médecin approuve, il est recommandé de suivre les
procédures précédentes.
OM-240 438 Page 8

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
)
)
SECTION 2 − DÉFINITIONS
2-1. Définition des symboles
h
Arrêter le moteur
Démarrer le
moteur
Huile à moteur Essence Batterie (moteur) Moteur
Papillon d’air
Positif Négatif
Heures
Rapide (régime,
soudage-courant)
Consulter le guide
d’utilisation A
Vérifier le jeu aux
soupapes
Secondes Temps
Rapide / Lent
(régime - ralenti)
Ampères
Ne pas changer de
procédé durant le
soudage
Courant alternatif
(CA)
V
Lent (ralenti)
Volts
Raccordement
pour pièce à
souder
Puissance
Terre protégée
(terre)
s
Disjoncteur Température
Arc de soudage
(électrode)
Électrode enrobée
(SMAW)
SECTION 3 − FICHE TECHNIQUE
3-1. Fiche technique : soudage, puissance et moteur
Cet appareil utilise un moteur de modèle Subaru EH-65ou de modèle Kohler CH-23. Ce guide décrit les différences qui existent entre les modèles.
Mode de
soudage
CC/AC 50 − 225 A
CC/DC 50 − 210 A
Plage des
courants de
soudage
Courant
de soudage
nominal
225 A, 25 V ,
facteur de
marche 100%
210 A, 25 V ,
facteur de
marche 100%
Tension
maximale
d’ouverture de
circuit
80
80
Puissance nominale de la
génératrice
Crête : 11 k VA/kW
Régime continu :
9.5 kVA/kW
Monofásica, 92/46 A,
120/240 V CA, 60 Hz
(pendant l’arrêt de soudage
Contenance
d’essence
Réservoir
12 galons (45 l
Moteur
Moteur à essence Subaru
EH-65 refroidi à l’air, 2 cy-
lindres, 4 cycles, 23 CV
ou
Moteur à essence Kohler
CH-23 refroidi à l’air,
2 cylindres, 4 cycles,
23 CV
OM-240 438 Page 9

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
3-2. Dimensions, poids et angles opératoires
! Ne pas excéder les angles
d’inclinaison, car cela pourrait endommager le moteur
ou renverser l’appareil.
! Ne pas déplacer ou faire fonc-
tionner l’appareil à un endroit
où il peut se renverser.
Poids: 562 lb (254 kg)
Charge nominale maximale sur
l’œilleton de levage : 1280 lb
(580 kg)
20°
Dimensions du cadr e d e s u p p o r t
20°
20°
20°
OM-240 438 Page 10
244 029-A / 244 030-A / 244 031-A

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
3-4. Facteur de marche
3-3. Dimensions des appareils munis d’un chariot en option
Dimensions
Toutes les options avec
Hauteur
chariot:
1079 mm (42 1/2 po)
(Jusqu’au dessus de la
poignée)
Largeur de la cage de
A
B
C
D
protection:
660 mm (26 po)
Largeur du chariot:
813 mm (32 po)
Longueur de la cage de
protection:
1219 mm (48 po)
Longueur du chariot:
1156 mm (45 1/2 po)
250
225
C
A
B
1
A
B
8 Facteur de marche 100%
Le facteur de marche équivaut au
pourcentage de 10 minutes
pendant lequel l’appareil peut
souder sans surchauffe à la charge
nominale.
C
Cet appareil a une valeur nom-
inale pour la soudure de 225
ampères d e c.c./c.a. ou de 210
ampères de c.c./c.a. continu.
NOTE − Le dépassement du facteur de marche peut endommager
AC/CC
l’appareil et annuler la garantie.
210
200
AMPÈRES-SOUDAGE
150
10 15 20 25 30 40 50 60 70 80 90100
FACTEUR DE MARCHE %
DC/CC
284 311-A
OM-240 438 Page 11

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
3-5. Consommation d’essence (appareils avec moteur Subaru)
Pour un soudage type exécuté
avec des électrodes 7018 de 1/8 po
(125 A, à un facteur de marche de
20 %), la durée de fonctionnement
est d’environ 20 heures.
Le soudage à 150 A à un facteur de
marche de 40 % consomme
environ 3/4 gal à l’heure, soit une
durée de fonctionnement d’environ
16 heures.
AMPERES-SOUDAGE, FACTEUR DE MARCHE 100%
PUISSANCE KVA, FACTEUR DE MARCHE 100%
3-6. Consommation d’essence (appareils avec moteur Kohler)
244 036-A
Pour un soudage type exécuté
avec des électrodes 7018 de 1/8 po
(125 A, à un facteur de marche de
20 %), la durée de fonctionnement
est d’environ 20 heures.
Le soudage à 150 A à un facteur de
marche de 40 % consomme
environ 3/4 gal à l’heure, soit une
durée de fonctionnement d’environ
16 heures.
OM-240 438 Page 12
AMPERES-SOUDAGE, FACTEUR DE MARCHE 100%
PUISSANCE KVA, FACTEUR DE MARCHE 100%
202 094-A

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
3-7. Courbes Volts-Ampères
A. Mode CC/AC
80
70
60
50
40
AC VOLTS
30
C
20
10
0
0
50 100 150 200 250 300 350 400
B. Mode CC/DC
80
70
60
50
40
30
DC VOLTS
C
20
Les courbes volt-ampère indiquent
la tension et l’ampérage minimum
et maximum de sortie possibles de
l’appareil. Les courbes pour
d’autres réglages se placent entre
les courbes indiquées.
RANGES
A = 85−225
B = 70−150
A
C = 50−100
B
AC AMPERES
RANGES
A = 85−225
B = 70−150
C = 50−100
A
B
10
0
0
50 100 150 200 250 300 350 400
DC AMPERES
3-8. Courbe de puissance de l’alternateur
240 426-A / 240 427-A
La courbe de puissance de
l’alternateur montre la puissance
disponible en ampères aux prises.
240 425-A
OM-240 438 Page 13

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
.
.
r
.
a
s
r
e
e
e
s
-
r
r
4-2. Installation de la génératrice de soudage
SECTION 4 − INSTALLATION
4-1. Emplacement du numéro de série et de la plaque signalétique
Le numéro de série et les données signalétiques de ce produit se trouvent à l’arrière. La plaque signalétique permet de déterminer l’alimentation électrique requise et/ou la puissance nominale. Consigner le numéro de série dans la zone prévue à cet effet sur le dos de couverture du présent guide
afin de pouvoir vous y référer ultérieurement.
Manutention
OU
Emplacement / Espace de circulation d’air
OU
460 mm
460 mm
460 mm
460 mm
Fixation
460 mm
OU
! Ne pas déplacer ou faire
fonctionner l’appareil dans un
endroit où il peut se renverser
! Ne pas soulever le poste aux
extrémités
! Ne pas souder sur le châssis
Souder le châssis peut cause
l’enflammation ou l’explosion
du réservoir de carburant
Fixer le group autonome de
soudage en utilisant les trous
prévus dans l’embase.
! Toujours fixer solidement le
groupe de soudage sur le
véhicule de transport ou sur l
remorque et se conformer à
tous les DOT et tous les autre
codes en vigueur.
NOTE − Ne pas installer le générateu
là où la circulation d’air est restreint
ou le moteur peut surchauffer
Voir la section 3-2 pour la charg
nominale de l’oeillet de levage.
Fixation:
! Ne pas monter le groupe en n
supportant la base que par le
quatre trous de montage. Utili
ser des traverses pour le sup
porter et éviter d’endommage
la base.
9 Embase de la génératrice
Monter le groupe sur une surface
plane ou utiliser des traverses pou
supporter la base, voir Section 3-2.
OM-240 438 Page 14
1
install2 2008-01 − Ref. 800 652 / Ref. 800 477-A / 803 274-A / 804 712

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
r
t
-
-
-
-
r
.
ie
4-3. Mise à la masse de la génératrice au châssis du camion ou de la remorque
! Toujours relier le bâti du groupe
au châssis du véhicule pou
éviter les chocs électriques e
les risques d’électricité stati
que.
! Voir aussi la fiche de sécurité
AWS No29, Mise à la terre des
groupes autonomes de sou
dage montés sur remorque ou
sur chariot.
! Les emballages d’embases, les
cales de transport, et certains
chariots isolent le générateur de
soudage du châssis du véhi
cule. Toujours relier la borne de
terre au métal nu du véhicule
comme indiqué.
! Si le poste n’a pas de différen
tiel, utiliser un câble de rallonge
protégé par un différentiel.
10 Borne de terre des équipements
(sur le panneau avant)
11 Câble de terre (non fourni)
12 Châssis métallique du véhicule
Connecter le câble de l’appareil de la
borne de terre de l’équipement au
châssis métallique du véhicule. Utilise
un fil de cuivre isolé de 6 mm2 ou plus
GND/PE
1
2
3
Bâti de la génératrice relié électr
quement au châssis du véhicul
par contact métal sur métal.
rot_grnd 2008-01 − 800 652-D
OM-240 438 Page 15
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
4
-
.
-
-
-
-
r
-
-4. Vérifications avant démarrage du moteur (appareils avec moteur Subaru)
Vérifier le niveau des fluides chaque
jour. Le moteur doit être froid et placé
sur une surface de niveau. À l’expédition, l’appareil contient de l’huile
10W30.
Suivre les instructions de rodage
dans le guide technique du mo
teur.
Remplir d’huile
Vérifier le niveau d’huile
Plein
Plein
Essence
NOTE − Cet appareil est muni d’un
manocontact basse pression d’huile
Toutefois, certaines conditions peu
vent causer l’endommagement du
moteur avant l’arrêt. Vérifier le niveau
d’huile souvent et ne pas se fier à l’ac
tion du manocontact.
Essence
Pour faciliter l’amorçage du circuit
carburant lors du démarrage initial,
remplir le réservoir d”essence propre
(voir le libellé de l’étiquette
d’entretien). Maintenir le col de remplissage toujours vide pour permettre
la dilatation. Vérifier chaque jour le niveau d’essence du moteur à froid
avant démarrage.
Huile
Ne pas dépasser le repère
«Plein» de la jauge. La pompe à
essence risque de fonctionner ir
régulièrement en cas de remplis
sage excessif du carter.
Après le remplissage d’essence, vérifier le niveau d’huile de l’appareil sur
une surface de niveau. Si la jauge d’huile n’indique pas le plein niveau (repère FULL), ajouter de l’huile (voir l’énoncé de l’étiquette d’entretien).
Pour améliorer le démarrage pa
temps froid :
Maintenir la batterie en bonne
condition. Entreposer la batterie
dans une zone tempérée.
Utiliser une qualité d’huile appro
priée au temps froid.
OM-240 438 Page 16
244 032-A / 217 015-A

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
4
-5. Vérifications avant démarrage du moteur (appareils avec moteur Kohler)
Vérifier le niveau des fluides
chaque jour. Le moteur doit être
froid et placé sur une surface de niveau. À l’expédition, l’appareil
contient d e l’huile 10W30.
Suivre les instructions de
rodage dans le guide technique
du moteur.
NOTE − Cet appareil est muni d’un
Full
Full
Gasoline
manocontact basse pression d’huile. Toutefois, certaines conditions
peuvent causer l’endommagement
du moteur avant l’arrêt. Vérifier le
niveau d’huile souvent et ne pas se
fier à l’action du manocontact.
Essence
Pour faciliter l’amorçage du circuit
carburant lors du démarrage initial,
remplir le réservoir d”essence
propre (voir le libellé de l’étiquette
d’entretien). Maintenir le col de
remplissage toujours vide pour
permettre la dilatation. Vérifier
chaque jour le niveau d’essence du
moteur à froid avant démarrage.
Huile
Ne pas dépasser le repère
«Plein» de la jauge. La pompe
à essence risque de fonctionner irrégulièrement en cas de
remplissage excessif du carter.
Après le remplissage d’essence,
vérifier le niveau d’huile de
l’appareil sur une surface de niveau. Si la jauge d’huile n’indique
pas le plein niveau (repère FULL),
ajouter de l’huile (voir l’énoncé de
l’étiquette d’entretien).
Pour améliorer le démarrage
par temps froid :
Maintenir la batterie en bonne
condition. Entreposer la
batterie dans une zone
tempérée sans contact avec
une surface en béton.
Utiliser une qualité d’huile
appropriée au temps froid.
244 033-A / 217 015-A
OM-240 438 Page 17

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
4
4-6. Installation du tuyau d’échappement
! Le retour de flamme créé par le
moteur peut causer des
brûlures ou autres blessures
graves. Ne pas diriger la sortie
du tuyau d’échappement vers le
panneau de commande. Se tenir
loin de la sortie du tuyau.
! Pointer la sortie du tuyau
d’échappement dans la direction désirée, mais toujours loin
du panneau frontal et du sens
de circulation.
S’assurer de bien serrer les
écrous des colliers de fixation du
Outils nécessaires :
1/2 po
tuyau d’échappement. Collier fourni avec le tuyau d’échappement.
803 751 / Ref. 281 080-A
-7. Branchement ou remplacement de l’accumulateur
! Brancher le câble (−)en
dernier
+
−
Pour brancher l’accumulateur, ouvrir
la porte de visite du côté droit
du moteur.
13 Pièce d e retenue de
l’accumulateur
Pour remplacer l’ acc umulateur, retirer
le panneau arrière, le déflecteur et la
pièce de retenue de l’accumulateur.
Pendant l’installation de l’accumulateur, s’assurer que ses câbles
de ne soient pas pincés.
Outils nécessaires :
3/8, 1/2 po
−
+
1
244 033-A / 244 034-A/ Ref. S-0756-D
OM-240 438 Page 18

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
4-8. Raccordement aux bornes de sortie de soudage
2
6
3
4
5
1
! Arrêter le moteur.
! Tout branchement incorrect
des câbles de soudage peut
causer une élévation excessive de chaleur et un incendie ou
endommager la machine.
Ne rien placer entre la borne de
câble de soudage et la barre de
cuivre. S’assurer que la borne de
câble et la barre de cuivre sont
propres.
14 Installation correcte
15 Installation incorrecte
16 Borne de sortie de soudage
17 Écrou de la borne de sortie de
soudage (fourni)
18 Borne de câble de soudage
19 Barre de cuivre
Déposer l’écrou fourni de la borne de
sortie de soudage. Faire glisser la
borne de câble de soudage sous la
borne de sortie de soudage et, avec
l’écrou, bloquer la borne de câble
contre la barre de cuivre.
20 Borne de câble de soudage
21 Barre de cuivre
Pour une électrode positive de courant direct (ÉPCD), raccorder le câble
de travail à la borne de travail et le
câble de porte−électrode à la borne
d’électrode.
Pour la polarité directe, inverser les
polarités.
Utiliser le sélecteur de procédé pour
choisir le type de sortie de soudage
(voir la Section 5-1).
Voir Section 5-3 pour les raccor-
dements de procédés et
réglages types.
78
Outils nécessaires:
3/4 po
244 029-A / 281 080-A / 803 778-B
OM-240 438 Page 19

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
Notes
4-9. Sélection des diamètres des câbles de soudage*
NOTE − La longueur totale du circuit de soudage (voir tableau ci−dessous) est la longueur combinée des deux câbles de soudage. Par exemple, si
la source de soudage est à 100ft (30m) de la pièce à souder, la longueur totale du circuit soudage est de 200ft (2 câbles de 100ft ou 60m). Utilisez
la colonne 200ft (60m) pour déterminer la section de câble appropriée.
La section est donnée en AWG et entre parenthèses en mm2.
Diamètre du câble de soudage** et longueur totale du câble (cuivre) dans le
circuit de soudage ne dépassant pas***
Bornes de soudage
! Couper le courant
avant tout raccordement aux bornes de
soudage.
! Ne pas utiliser des
câbles usés, endommagés, de grosseur
insuffisante ou mal
épissés.
100 pi (30 m) ou
moins
Ampères
au
soudage
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
Facteur
de
marche
10 − 60%
Facteur
de
marche 60
− 100%
150 pi
(45 m)
200 pi
(60 m)
250 pi
(70 m)
300 pi
(90 m)
Facteur de marche 10 − 100%
350 pi
(105 m)
2 ch. 2/0
(2x70)
400 pi
(120 m)
2 ch. 2/0
(2x70)
* Ce tableau sert de guide général et ne peut convenir à toutes les applications. Si un câble surchauffait (odeur perceptible), utiliser un câble
du plus grand diamètre suivant.
**Le diamètre du câble de soudage (AWG) se base sur une chute maximale de 4 volts ou une densité de courant d’au moins 300 mils
circulaires par ampère.
( ) = mm2 pour le système métrique S-0007-E
***Pour les distances plus grandes que celles indiquées dans ce guide, veuillez contacter un représentant technique au 920-735-4505.
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
500 2/0 (70) 3/0 (95) 4/0 (120)
2 ch. 2/0
(2x70)
2 ch. 2/0
(2x70)
2 ch. 2/0
(2x70)
2 ch. 3/0
(2x95)
2 ch. 2/0
(2x70)
2 ch. 3/0
(2x95)
2 ch. 3/0
(2x95)
2 ch. 4/0
(2x120)
2 ch. 3/0
(2x95)
2 ch. 3/0
(2x95)
2 ch. 4/0
(2x120)
3 ch. 3/0
(3x95)
2 ch. 3/0
(2x95)
2 ch. 4/0
(2x120)
2 ch. 4/0
(2x120)
3 ch. 3/0
(3x95)
OM-240 438 Page 20

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
SECTION 5 − FONCTIONNEMENT DE LA SOUDEUSE
5-1. Commandes frontales
4
3
5
1
2
6
1 Commande moteur (ENGINE)
Utiliser cette commande pour démarrer le
moteur, en sélectionner la vitesse et l’arrêter.
À la position RUN/IDLE, le moteur tourne au
ralenti sans charge et à la vitesse soudage-courant sous charge. À la position RUN, le
moteur tourne à la vitesse soudage-courant.
2 Commande papillon d’air (CHOKE)
Utiliser cette commande pour modifier le mélange air-carburant du moteur.
Pour démarrer : tirer la manette du papillon
complètement vers l’extérieur et mettre le
sélecteur « ENGINE » à la position START.
Relâcher l e sélecteur « ENGINE » et pousser
lentement sur la manette du papillon lorsque le
moteur démarre.
Si le moteur ne démarre pas, laisser le
moteur s’arrêter complètement avant
d’essayer un autre démarrage.
Pour arrêter : mettre le sélecteur «ENGINE»
à la position OFF.
3 Compteur horaire du moteur / Jauge de
carburant / Commande du ralenti
Compteur horaire : Moteur arrêté, mettre le
commutateur de commande du moteur à la position Run/Idle pour voir le nombre d’heures de
fonctionnement du moteur.
4 Sélecteur de procédé de soudage
(WELD PROCESS)
NOTE − Ne pas changer de procédé durant le
soudage.
Utiliser cette commande pour sélectionner le
type de procédé de soudage.
Utiliser la p o s i t ion de soudure de c.c. (+) pour
l’électrode positive de courant direct (ÉPCD).
Utiliser la position de c.a. pour le courant
alternatif.
5 Sélecteur plage brute
(COARSE RANGE)
NOTE − Ne pas changer de procédé durant le
soudage.
281 080-A
Utiliser cette commande pour sélectionner la
plage d’intensité du courant de soudage.
Pour assurer les meilleurs résultats
d’amorçage d’arc durant l’utilisation
simultanée des puissances de soudage et
d’appoint, régler la commande « FINE
CONTROL » à 7 et plus.
6 Réglage fin (FINE CONTROL)
Utiliser cette commande pour régler le courant
« AMPERAGE » de soudage à l’intérieur de la
plage s é l e c t i o n n é e p a r l e sélecteur « CORSE
RANGE ». O n peut faire ce réglage pendant le
soudage.
Régler cette commande à 10 pour obtenir le
maximum de puissance d’appoint.
La sortie de soudage devrait atteindre 110 A
DC d’après le réglage indiqué (80% de 70 à
150 A). Les réglages indiqués caractérisent le
soudage avec une électrode 7018 (1/8).
Voir les Sections 5-3 pour les raccorde-
ments de procédés et réglages types.
OM-240 438 Page 21

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
5-2. Fonctionnement du moteur par temps froid
.
.
-
it
-
-
-
-
r
-
r
t
a
Notes
1 Commutateur de commande du moteur
Givrage du carburateur
En cas de givrage du carburateur, le moteur tombe en−dessous du ralenti normal et cale
Ce givrage se produit au voisinage du point de congélation et par forte humidité relative
1
Rarement mis
sous tension
Fréquemment
mis sous
tension
Ref. 240 947
Le givre se forme sur le papillon des gaz et l’alésage du carburateur. En général, le m o
teur redémarre sans difficulté mais recale rapidement.
Traiter le carburant avec un produit antigivrant (isopropanol).
Mettre le commutateur de commande du moteur à la position “ RUN ”.
Ne mettre le commutateur de commande du moteur à “ RUN ” que lorsqu’on prévo
mettre fréquemment le moteur sous tension.
Givrage du reniflard
Le reniflard du carter d’huile ou la conduite d’impulsion givrent par temps très froid (tem
pérature constamment inférieure à −17,8C/0F). Lorsque le moteur tourne trop long
temps au ralenti, l’humidité s’accumule dans l’huile qui s’échappe par les segments de
piston et passe dans le carter. Cela peut provoquer le givrage de la conduite à dépres
sion, du tuyau du reniflard ou du carburateur. Ce givrage nuit au bon fonctionnement du
moteur. À cause du givre qui se forme dans les conduites, le moteur peut ne pas démar
rer tant que sa température est inférieure au point de congélation.
Mettre le moteur sous tension et en réduire le temps de marche au ralenti pour évite
qu’il ne cale.
Utiliser une pompe à carburant électrique pour éviter le givrage de la conduite d’im
pulsion.
Poser un nécessaire de fonctionnement par temps froid.
Kohler [ 1 (800) 544−2444] et Subaru [1 (800) 277−6246] proposent des nécessaires de
fonctionnement par temps froid, que l’utilisateur peut installer lui−même. Ces nécessai
res prélèvent de l’air chaud à proximité du silencieux, l’envoient dans le carburateur pou
empêcher l’arrivée d’air froid, et élever la température du moteur tant au ralenti qu’à hau
régime.
Lorsque la température ambiante dépasse 7_C (45_F), remettre le débit d’air à l
normale.
OM-240 438 Page 22

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
l
-
r
-
-
r
-
-
5-3. Raccordements et réglages types pour le soudage par électrode enrobée
! Arrêter le moteur.
Ce Section sert de guide généra
Pour assurer les meilleurs résultats
d’amorçage d’arc et de rendement
durant l’usage simultané des
puissances de soudage et d’appoint,
régler la commande «FI N E
CONT ROL» à 7 et plus.
et ne peut convenir à toutes les
applications.
Le panneau de commande indi
que les réglages types pour le
soudage par une électrode 7018
(1/8 po). Consulter le tableau don
né ci-dessous pour sélectionne
le courant de soudage par d’au
tres types d’électrodes.
1 Pince de pièce à souder
2 Porte-électrode
Raccorder l e câble de retour à la borne
«WORK» et l e câble du porte-électrode à la borne « ELECTRODE » de la
soudeuse.
S’assurer d’utiliser des câbles de
soudage ayant le diamètre appro
Réglages types pour l’électrode 7018 (1/8 po)
prié, (voir Section 4-9 ).
Pour le m eilleur rendement, régler le
sélecteur « COARSE RANGE » à
la plus faible plage qui assure le
courant de soudage désiré. Utilise
la commande « FINE CONTROL »
pour régler le courant désiré à l’inté
rieur de la plage sélectionnée. Le
réglage approprié de cette com
mande est de 7 et plus.
Réglages types pour l’électrode
7018 (1/8 po) :
> Mettre le sélecteur «WELD
PROCESS» à la position
+STICK.
> Mettre le sélecteur «COARSE
RANGE» à la position 60-140
(1/8”).
> Régler la commande « FINE
CONTROL » à 7 et plus pour assurer les meilleurs résultats.
POSITION
DEEP
ALL
DEEP
ALL
LOW
ALL
MED
ALL
LOW
ALL
FLAT
HORIZ
FILLET
LOW
LOW
ALL
LOW
ALL
Outils nécessaires:
244 029-A / 281 080-A / 087 985-A / Ref. S-0653
Tableaux de sélection des électrodes
(sous du capot)
ELECTRODE
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
DIAMETER
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
50
100
150
1
200
RANGE
AMPERAGE
250
300
350
400
2
450
AC
DC*
ELECTRODE
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
PENETRATION
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
3/4 po
USAGE
OM-240 438 Page 23

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
SECTION 6 − FONCTIONNEMENT DES ÉQUIPMENTS
AUXILIAIRES
6-1. Prises standard
16
2
5
7
3
4
244 029-A / 281 080-A
! Si l’appareil n’est pas muni de pri-
ses à disjoncteur différentiel, utiliser un prolongateur protégé par un
disjoncteur différentiel.
La puissance de la génératrice
diminue avec l’augmentation du
courant de soudage.
Régler la commande
« FINE CONTROL » R1 à 10 pour une
puissance d’appoint maximale.
1 Prise RC1, 240 V 50 A CA
La prise RC1 fournit un courant
monophasé de 60 Hz à la vitesse
soudage-courant. La puissance maximale
fournie est de 11 kVA/kW.
2 Prise duplex RC2, 120 V 20 A CA
3 Prise duplex RC3, 120 V 20 A CA
OM-240 438 Page 24
RC2 et RC3 délivrent du courant 60 Hz
monophasé au régime de soudage/alimentation. La puissance maximale des
prises RC2 ou RC3 est de 2,4 kV A/kW.
4 Prise duplex RC5, 240 V 50 A CA
La prise RC5 fournit un courant monophasé de 60 Hz à la vitesse soudage-courant.
La puissance maximale fournie est de 11
kVA/kW.
5 Protecteur supplementaire CB1
CB1 protège des surcharges les prises
RC1, RC2, RC3 et RC5, contre les surcharges. Si CB1 s’ouvre, les prises ne
fonctionnent plus. Mettre l’interrupteur en
position de marche pour réinitialiser le
coupe-circuit.
6 Protecteur supplementaire CB2
7 Supplementary Protector CB3
CB2 protège RC2 et CB3 protège RC3
contre les surcharges. Si un protecteur
supplementaire s’ouvre, la prise ne fonctionne pas.
La sortie combinée de toutes les prises se
limite à l a valeur nominale du générateur
Appuyer sur le bouton pour réarmer le
protecteur supplementairet. Si un protecteur supplementaire déclenche en
permanence, contacter un agent
d’entretien agréé.
EXAMPLE : s i l’appel de courant par chaque prise duplex de 120 V est de 20 A, u n
courant de 2 6 A seulement est disponible
à la prise de 240 V :
2 x (120 V x 20 A) + (240 V x 26 A) = 11
kVA/kW

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
6-2. Soudage et alimentation simultanés
Courant de soudage en
Puissance totale en watts
Ampérage prise 120 V pleine
ampères
250 2200 18 9
180 3500 29 14
125 5200 43 21
90 8000 66 33
0 11,000 92 46
6-3. Câblage de la fiche de 240 V livrée en option
7
Courant en ampères disponible
Prise* 240 V Chaque prise duplex
0
5
10
15
20
25
30
35
40
V x A = Watts
*Une charge de 240 V ou deux charges
de 120 V .
de 120 V
20
20
20
20
20
15
10
5
0
4
120V
120V
240V
puissance
3
4
Ampérage prise 240 V pleine
Cette fiche peut être câblée pour
une charge de 240 V à 2 fils ou une
charge de 120/240V à 3 fils. Voir le
schéma électrique.
1 Fiche câblée pour charge à 3
fils, sous 120/240 V
Lorsque la fiche est câblée pour
des charges de 120 V, chaque prise
duplex partage une charge avec l a
moitié d’une prise de 240 V .
1
6
2
3
2 Fiche câblée pour charge à 2
fils, sous 240 V
3 Borne neutre (argent)
4 Borne charge 1 (laiton)
5 Borne charge 2 (laiton)
6 Borne de terre (vert)
7 Courant en ampères
disponible, en utilisant une
5
fiche de 120/240 V
puissance
120 V
AC
240 V
AC
240V
120 V
AC
56
Outils nécessaires :
plug1 11/03 − 120 813-D
OM-240 438 Page 25

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
7-1. Étiquette d’entretien (appareils avec moteur Subaru)
SECTION 7 − ENTRETIEN (APPAREILS AVEC
MOTEUR SUBARU)
OM-240 438 Page 26
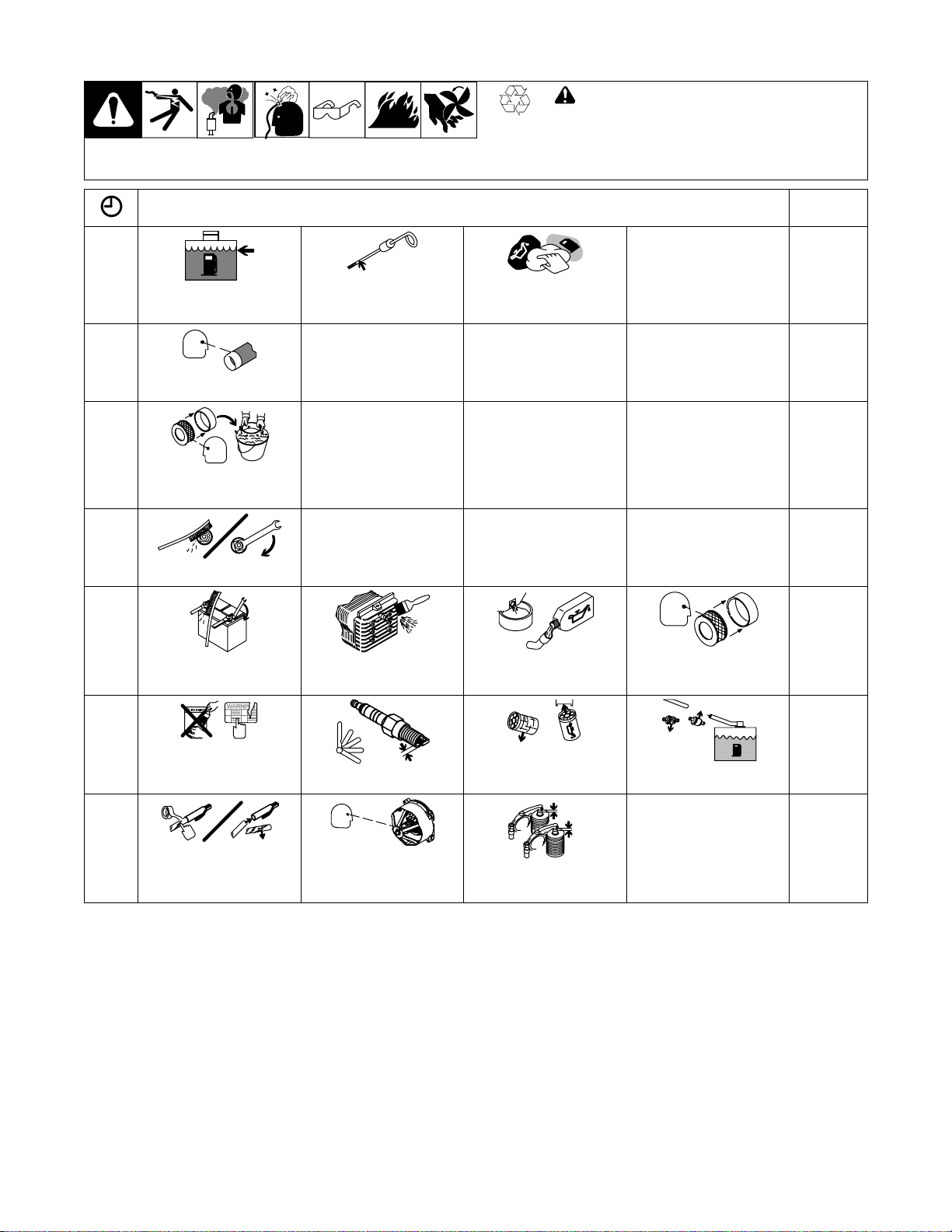
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
r.
r
7-2. Entretien courant (appareils avec moteur Subaru)
Recycler les
fluides du
compresseur
d’air.
! Arrêter le moteur avant d’effectuer l’entretien.
Consulter l’étiquette d’entretien du compresseu
Dans des conditions de service intenses, effectue
l’entretien du compresseur d’air plus souvent.
Toutes
les 8
heures
Toutes
les 20
heures
Toutes
les 25
heures
Toutes
les 50
heures
Toutes
les 100
heures
= Vérifier = Change = Nettoyer = Remplacer
* Travail à confier à un agent d’entretien agréé.
Le niveau du carburant Le niveau d’huile Les éclaboussures des
huile et carburant
Écran pare−étincelles
L’élément mousse du
filtre à air
Les bornes de soudage
Reference
Section 4-4
Section 7-4
Section 7-3
Manuel du
moteur,
Section 7-3,
7-5
Toutes
les 200
heures
Toutes
les 500
heures
Les connexions de batterie
Étiquettes illisibles Écartement de la bougie Filtre d’huile Filtre à carburant
Câbles de soudage Bagues collectrices*
Système de refroidisse-
ment
Balais*
Huile Élément du filtre à air
L’écartement des
soupapes
Manuel du
moteur,
Section 7-5
Manuel du
moteur
OM-240 438 Page 27

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
7-3. Entretien du filtre à air (appareils avec moteur Subaru)
! Arrêter le moteur.
NOTE − Ne pas faire fonctionner le
moteur sans filtre à air ou avec un
élément encrassé.
1 Manchon
1
Laver le manchon au moyen d’une
solution d’eau savonneuse. Laisser
le manchon sécher complètement
2
à l’air.
Répandre uniformément une
cuillère à table d’huile SAE 30 dans
le manchon. Chasser par
compression tout excédant d’huile.
2 Élément
Remplacer l’élément s’il est sale,
huileux o u endommagé.
oil
aircleaner3 11/04 − 803 070 / S-0759
7-4. Entretien du pare-étincelles livré en option (appareils avec moteur Subaru)
! Arrêter le moteur et laisser
refroidir.
1 Pare-étincelles
Nettoyer et vérifier l’écran.
Remplacer le pare-étincelles si les
fils de l’écran sont brisés ou
manquants.
1
Outils nécessaires :
OM-240 438 Page 28
1/4 po.
244 029-A / Ref. 801 682

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
7-5. Remplacement de l’huile à moteur, du filtre à huile et du filtre à essence (appareils
avec moteur Subaru)
Remplir d’huile
Vérifier le n i veau d’huile
Plein
! Arrêter le moteur et laisser
refroidir.
1 Purge d’huile
2 Filtre à huile
Remplacer l’huile à moteur et le
filtre à huile selon les instructions
du guide d’utilisation du moteur.
NOTE − Fermer la purge et installer
son bouchon avant d’ajouter de
l’huile et démarrer le moteur.
Remplir le carter avec de l’huile
neuve jusqu’au repère FULL de la
jauge (voir Section 4-4).
3 Filtre à essence
4 Conduit d’essence
Remplacer l e conduit s’il est fissuré
ou usé. Installer un nouveau filtre.
Essuyer tout excédent d’essence.
Démarrer le moteur et vérifier s’il y
a des fuites d’essence.
! Arrêter le moteur, serrer les
raccords au besoin et
essuyer tout excédent
essence.
2
Outils nécessaires :
3
4
1
244 032-A / Ref. 281 080-A / S-0842
OM-240 438 Page 29
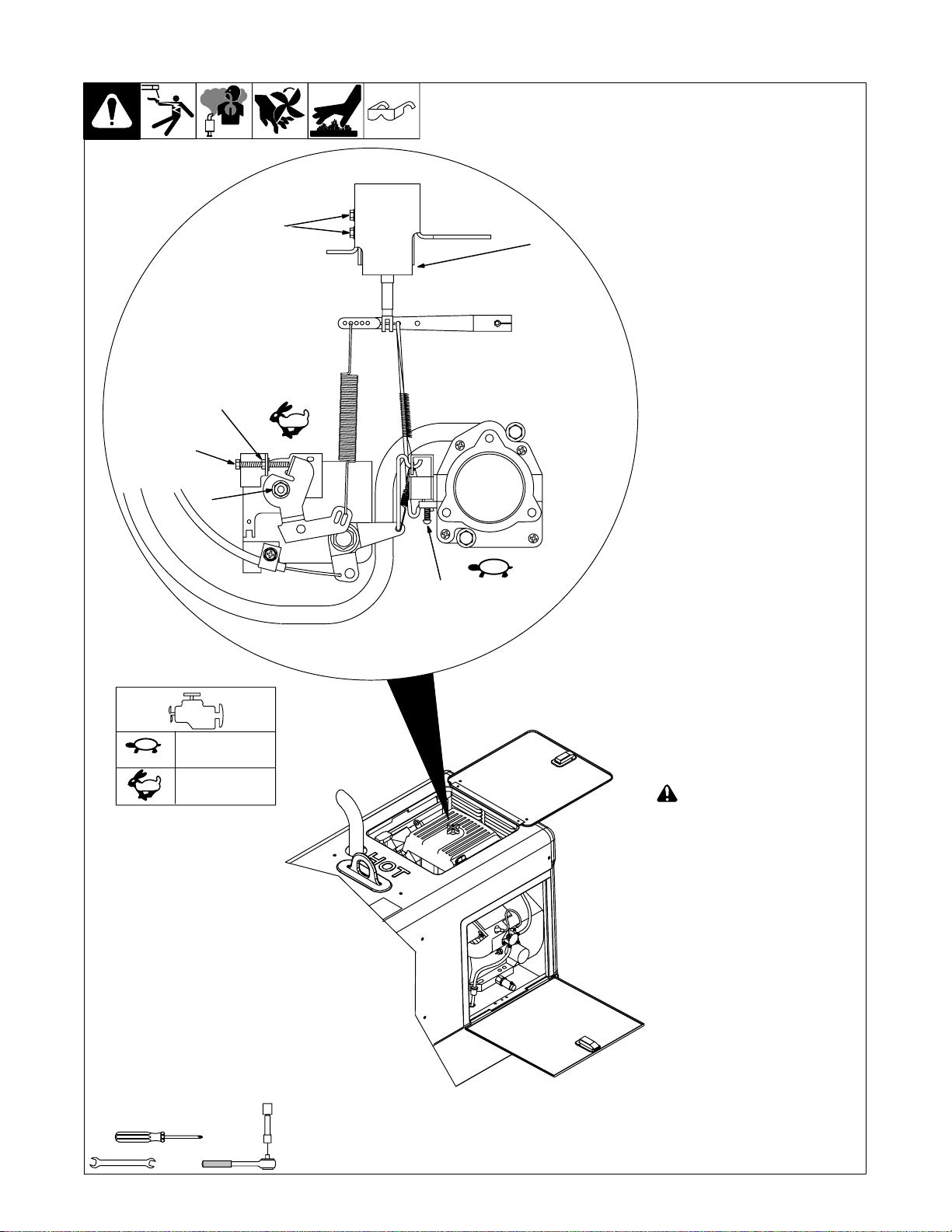
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
7-6. Réglage du régime du moteur (appareils avec moteur Subaru)
Après sa mise au point, vérifier le
régime du moteur à l’aide d’un
tachymètre (voir le tableau). S’il est
nécessaire, régler le régime
comme suit :
Démarrer l e moteur et faire tourner
jusqu’à réchauffement.
Déposer le panneau arrière et
l’épurateur d’air pour pouvoir régler
le ralenti. Déposer le couvercle supérieur pour pouvoir régler la vitesse soudage/courant.
Réglage du ralenti
Mettre l e sélecteur « ENGINE » à la
position RUN/IDLE.
1 Solénoïde du papillon d’air
2 Vis de montage
3 Vis de réglage du ralenti
Desserrer les vis de montage.
Régler la position du solénoïde
pour faire tourner le moteur au
ralenti. S’il est nécessaire,
desserrer la vis de réglage du
ralenti pour mettre le solénoïde à la
position appropriée. Serrer les vis
de montage. S’assurer du
fonctionnement aisé de la tringlerie
du solénoïde.
Tourner la vis de réglage du ralenti
pour des réglages fins.
Réglage de la vitesse soudagecourant
Mettre l e sélecteur « ENGINE » à la
position RUN.
4 Contre−écrou
5 Écrou de blocage
6 Vis de réglage de la vitesse
Desserrer le contre-écrou et l’écrou
de blocage. Tourner la vis de
réglage jusqu’à ce que le moteur
atteigne la vitesse soudagecourant. Serrer le contre-écrou
ensuite l ’écrou de blocage.
! Arrêter le moteur.
Reposer l’épurateur d’air, le panneau d’extrémité et le couvercle supérieur.
4
6
5
2200 − 2300 rpm
(36.6 − 38.3 Hz)
3675 − 3750 rpm
(61.3 − 62.5 Hz)
2
3
1
soudage-courant
Outils nécessaires :
8 mm
OM-240 438 Page 30
10 mm
244 032-A

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
7-7. Protection contre les surcharges (appareils avec moteur Subaru)
! Arrêter le moteur. Débran-
cher le câble de la borne
négative (−) de la batterie.
1 Fusible F1 (voir la liste des
pièces)
F1 protège l’enroulement d’excitation de la soudeuse contre la
surcharge. Si F1 ouvre le circuit, la
sortie de soudage s’arrête ou
devient faible.
2 Fusible F2 (voir la liste des
pièces)
F2 protège l’enroulement d’excitation de la puissance d’appoint
contre la surcharge. Si F2 ouvre le
circuit, la puissance d’appoint
s’arrête ou devient faible.
3 Fusible F6 (voir la liste des
pièces)
F6 protège le filage du moteur
contre la surcharge. Si F6 ouvre le
circuit, le moteur ne tourne pas.
Remplacer tout fusible qui a sauté.
Réinstaller l e couvercle avant de faire fonctionner la soudeuse.
NOTE − De façon générale, si un
fusible saute, cela révèle un
problème plus grave. Contacter un
représentant de service agréé.
21
Les fusibles F1 et F2 sont
montés sur support,
derrière l e panneau latéral
gauche.
3
Le fusible F6 est inté-
gré au faisceau, derrière la porte latérale
gauche.
Outils nécessaires :
3/8 po
244 029-A
OM-240 438 Page 31

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
8-1. Étiquette d’entretien (appareils avec moteur Kohler)
SECTION 8 − ENTRETIEN (APPAREILS AVEC
MOTEUR KOHLER)
OM-240 438 Page 32

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
r.
r
8-2. Entretien courant (appareils avec moteur Kohler)
Recycler les
fluides du
compresseur
d’air.
! Arrêter le moteur avant d’effectuer l’entretien.
Consulter l’étiquette d’entretien du compresseu
Dans des conditions de service intenses, effectue
l’entretien du compresseur d’air plus souvent.
Toutes
les 8
heures
Toutes
les 20
heures
Toutes
les 25
heures
Toutes
les 50
heures
Toutes
les 100
heures
= Vérifier = Change = Nettoyer = Remplacer
* Travail à confier à un agent d’entretien agréé.
Le niveau du carburant Le niveau d’huile Les éclaboussures des
huile et carburant
Écran pare−étincelles
L’élément mousse du
filtre à air
Les bornes de soudage
Reference
Section 4-5
Section 8-7
Section 8-3
Manuel du
moteur,
Section 8-3,
8-4
Toutes
les 200
heures
Toutes
les 500
heures
Les connexions de batterie
Étiquettes illisibles Écartement de la bougie Filtre d’huile Filtre à carburant
Câbles de soudage Bagues collectrices*
Système de refroidisse-
ment
Balais*
Huile Élément du filtre à air
Manuel du
moteur,
Section 8-4
Manuel du
moteur
OM-240 438 Page 33

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
Notes
8-3. Entretien du filtre à air (appareils avec moteur Kohler)
! Arrêter le moteur.
NOTE − Ne pas faire fonctionner le
moteur sans filtre à air ou avec un
élément encrassé.
1 Manchon
Laver le manchon au moyen d’une
solution d’eau savonneuse. Laisser
1
le manchon sécher complètement
à l’air.
Répandre uniformément une
2
cuillère à table d’huile SAE 30 dans
le manchon. Chasser par
compression tout excédant d’huile.
2 Élément
Remplacer l’élément s’il est sale,
huileux o u endommagé.
oil
aircleaner3 11/04 − 802 772 / S-0759
Travaillez
comme un
professionnel !
Les professionnels
soudent et
coupent en
toute sécurité.
Lire les règles
de sécurité au début
de ce manuel.
OM-240 438 Page 34

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
8-4. Remplacement de l’huile à moteur, filtre à huile et filtre à essence (appareils avec
moteur Kohler)
plein
4
! Arrêter le moteur et laisser
refroidir.
1 Purge d’huile
2 Flexible 1/2 DI x 7 po
3 Filtre à huile
Remplacer l’huile à moteur et le
filtre à huile selon les instructions
du guide d’utilisation du moteur.
! Fermer la purge et installer
son bouchon avant d’ajouter
de l’huile et démarrer le
moteur.
Remplir le carter avec de l’huile
neuve jusqu’au repère FULL de la
jauge (voir Section 4-5).
4 Filtre à essence
5 Conduit d’essence
Remplacer l e conduit s’il est fissuré
ou usé. Installer un nouveau filtre.
Essuyer tout excédent d’essence.
Démarrer le moteur et vérifier s’il y
a des fuites d’essence.
! Arrêter le moteur, serrer les
5
raccords au besoin et
essuyer tout excédent
essence.
Outils nécessaires :
3
2
1
244 033-A / S-0842
OM-240 438 Page 35

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
8-5. Réglage du régime du moteur (appareils avec moteur Kohler)
Après sa mise au point, vérifier le
régime du moteur à l’aide d’un
tachymètre (voir le tableau). S’il est
2200 − 2300 rpm
(36.6 − 38.3 Hz)
3675 − 3750 rpm
(61.3 − 62.5 Hz)
1
5
4
3
Top View
2
nécessaire, régler le régime
comme suit :
Démarrer l e moteur et faire tourner
jusqu’à réchauffement. Régler la
commande « FINE CONTROL »
à 10.
Déposer le panneau arrière et
l’épurateur d’air pour pouvoir régler
le ralenti. Déposer le couvercle supérieur pour pouvoir régler la vitesse soudage/courant.
Réglage du ralenti
Mettre l e sélecteur « ENGINE » à la
position RUN/IDLE.
1 Solénoïde du papillon d’air
2 Vis de montage
3 Vis de réglage du ralenti
Desserrer les vis de montage.
Régler la position du solénoïde
pour faire tourner le moteur au
ralenti. S’il est nécessaire,
desserrer la vis de réglage du
ralenti pour mettre le solénoïde à la
position appropriée. Serrer les vis
de montage. S’assurer du
fonctionnement aisé de la tringlerie
du solénoïde.
Tourner la vis de réglage du ralenti
pour des réglages fins.
Réglage de la vitesse soudagecourant
Mettre l e sélecteur « ENGINE » à la
position RUN.
4 Écrou de réglage de la vitesse
5 Écrou de blocage
Desserrer l’écrou de blocage.
Tourner l’écrou de réglage jusqu’à
ce que le moteur tourne à la vitesse
soudage-courant. Serrer l’écrou de
blocage.
! Arrêter le moteur.
Reposer l’épurateur d’air, le panneau d’extrémité et le couvercle supérieur.
soudage-courant
OM-240 438 Page 36
Outils nécessaires :
1/4, 3/8 po
244 033-A / 244 034-A

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
8-6. Protection contre les surcharges (appareils avec moteur Kohler)
! Arrêter le moteur.
Débrancher l e câble de la borne négative (−) de la batterie.
21
3
Le fusible F6 est intégré au faisceau,
derrière l a porte latérale gauche.
Les fusibles F1 et F2 sont
montés sur support, derrière le panneau latéral
gauche.
Outils nécessaires :
3/8 po
1 Fusible F1 (voir la liste des
pièces)
F1 protège l’enroulement
d’excitation de l a soudeuse contre l a
surcharge. Si F1 ouvre le circuit, la
sortie de soudage s’arrête ou
devient faible.
2 Fusible F2 (voir la liste des
pièces)
F2 protège l’enroulement
d’excitation de la puissance
d’appoint contre la surcharge. Si F2
ouvre le circuit, la puissance
d’appoint s’arrête ou devient faible.
3 Fusible F6 (voir la liste des
pièces)
F6 protège le filage du moteur contre
la surcharge. Si F6 ouvre le circuit,
le moteur ne tourne pas.
Remplacer tout fusible qui a sauté.
Réinstaller le couvercle avant de
faire fonctionner la soudeuse.
De façon générale, si un fusible
saute, cela révèle un problème
plus grave. Contacter un
représentant de service agréé.
8-7. Entretien du pare-étincelles livré en option (appareils avec moteur Kohler)
! Arrêter le moteur et laisser
refroidir.
1 Pare-étincelles
Nettoyer et vérifier l’écran.
Remplacer le pare-étincelles si les
fils de l’écran sont brisés ou
manquants.
1
Outils nécessaires :
1/4 po
244 029-A
244 029-A / Ref. 801 682-A
OM-240 438 Page 37

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
.
SECTION 9 − DÉPANNAGE
9-1. Dépannage − soudage
Problème Mesures correctives
Sortie de soudage faible ou
nulle; sortie de la puissance
de la génératrice adéquate.
Pas de sortie de soudage ou
de puissance de la génératrice.
Sortie de soudage faible. Vérifier le fusible F1 et le remplacer s’il a sauté (voir Section 7-7 ou 8-6).
Sortie de soudage forte. Vérifier le réglage des commandes.
Sortie de soudage erratique. Vérifier le réglage des commandes.
Vérifier le réglage des commandes.
Vérifier les raccordements de soudage.
Vérifier le fusible F1 et le remplacer s’il a sauté (voir Section 7-7 ou 8-6).
Faire vérifier par un représentant de service agréé les balais, bagues collectrices, condensateur C1, et
redresseurs intégrés SR2 et SR3.
S’assurer de débrancher tout équipement des prises avant de démarrer l’appareil.
Vérifier les fusibles F1 et F2 et les remplacer s’ils ont sauté (voir Section 7-7 ou 8-6).
Vérifier le raccordement de la fiche PLG6.
Faire vérifier par un représentant de service agréé les balais, bagues collectrices, condensateur C1, et
redresseurs intégrés SR2 et SR3.
Vérifier le réglage des commandes.
Vérifier la vitesse du moteur et la régler s’il est nécessaire (voir Section 7-6 or 8-5).
Faire l’entretien du filtre à air selon les instructions du guide d’utilisation du moteur.
Faire vérifier par un représentant de service agréé les balais, bagues collectrices, condensateur C1, et
redresseurs intégrés SR2 et SR3.
Vérifier la vitesse du moteur et la régler s’il est nécessaire (voir Section 7-6 or 8-5).
Serrer et nettoyer les raccordements à l’électrode et la pièce à souder.
Utiliser des électrodes bien entreposées au sec pour le soudage par électrode enrobée et TIG.
Défaire tout enroulement excessif des câbles de soudage.
Nettoyer et serrer les raccordements intérieurs et extérieurs de la soudeuse.
Vérifier la vitesse du moteur et la régler s’il est nécessaire (voir Section 7-6 or 8-5).
Faire vérifier par un représentant de service agréé les balais, bagues collectrices et redresseurs intégrés SR2, SR3.
9-2. Dépannage - puissance de la génératrice
Problème Mesures correctives
Puissance de la génératrice
faible ou nulle aux prises AC ;
sortie de soudage adéquate.
Pas de puissance de la génératrice ni de sortie de soudage
OM-240 438 Page 38
Réarmer les disjoncteurs (voir Section 6-1).
Vérifier le fusible F2 et le remplacer s’il a sauté (voir Section 7-7 ou 8-6).
Vérifier le raccordement de la fiche PLG6.
Faire vérifier par un représentant de service agréé les balais, bagues collectrices et redresseur intégré SR3.
S’assurer de débrancher tout équipement des prises avant de démarrer l’appareil.
Vérifier les fusibles F1 et F2 et les remplacer s’ils ont sauté (voir Section 7-7 ou 8-6).
Vérifier le raccordement de la fiche PLG6.
Faire vérifier par un représentant de service agréé les balais, bagues collectrices et redresseurs intégrés SR2
et SR3.
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
x
Courant de faible intensité au
prises AC de la génératrice
Courant élevé aux prises AC Vérifier la vitesse du moteur et la régler s’il est nécessaire (voir Section 7-6 or 8-5).
Courant erratique aux prisesACVérifier le niveau d’essence.
Vérifier le fusible F2 et le remplacer s’il a sauté (voir Section 7-7 ou 8-6).
Augmenter le réglage de la commande « FINE CONTROL » R1 au maximum.
Vérifier la vitesse du moteur et la régler s’il est nécessaire (voir Section 7-6 or 8-5).
Vérifier le filage et les raccordements de la prise.
Faire vérifier par un représentant de service agréé les balais et bagues collectrices.
9-3. Dépannage - moteur
Problème Mesures correctives
Le moteur ne tourne pas. Vérifier le fusible F6 et le remplacer s’il a sauté (voir Section 7-6 ou 8-6).
Vérifier la tension fournie par la batterie.
Vérifier les raccordements aux bornes de la batterie et les serrer s’il est nécessaire.
Vérifier les raccordements aux fiches PLG4 et PLG8.
Faire vérifier par un représentant de service agréé le sélecteur « ENGINE » S2.
Le moteur ne démarre pas. Vérifier le niveau d’essence.
Vérifier la tension fournie par la batterie.
Vérifier les raccordements aux bornes de la batterie et les serrer s’il est nécessaire.
Vérifier le niveau d’huile (voir Section 4-4 or 4-5).
Vérifier le manocontact basse pression d’huile.
Faire vérifier par un représentant de service agréé le solénoïde de coupure d’essence FS1 et diode D8.
Le moteur démarre mais
s’arrête lorsque le sélecteur
« ENGINE » est remis à la
position RUN.
Le moteur s’arrête en cours de
fonctionnement normal.
La batterie se décharge entre
utilisations.
Vérifier le niveau d’huile.
Vérifier le contenu du carter et le remplir d’une huile ayant la viscosité appropriée à la température de service,
s’il est nécessaire.
Vérifier le manocontact basse pression d’huile (voir la liste des pièces pour l’emplacement).
Vérifier le niveau d’essence.
Vérifier le niveau d’huile (voir Section 4-4 or 4-5).
Vérifier le manocontact basse pression d’huile (voir la liste des pièces pour l’emplacement)
Recharger la batterie périodiquement (à chaque trimestre environ).
Remplacer la batterie.
Vérifier le régulateur de tension et les raccordements selon les instructions du guide d’utilisation du moteur.
Faire vérifier par un représentant de service agréé le solénoïde de coupure d’essence FS1.
Nettoyer la batterie, ses bornes et cosses à l’aide d’une solution d’eau et de bicarbonate de soude; rincer à l’eau
potable.
Recharger l a batterie périodiquement (à chaque trimestre environ).
Remplacer la batterie.
Vérifier le régulateur de tension et les raccordements selon les instructions du guide d’utilisation du moteur.
Le moteur tourne au ralenti
sans atteindre la vitesse de
soudage.
Faire vérifier par un représentant de service agréé le module de ralenti automatique PC1 et le transformateur
de courant CT1.
OM-240 438 Page 39

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
t
Problème
Vitesses de moteur
irrégulières et fonctionnement
avec ratés.
Le moteur ne retourne pas à la
vitesse de ralenti.
À température voisine du poin
de congélation, le moteur démarre et retourne au ralenti,
mais cale au bout de quelques
minutes.
Par temps très froid, le moteur
démarre et retourne au ralenti,
mais cale au bout de quelques
minutes.
Mesures correctives
Régler la tringlerie du papillon d’air s’il est nécessaire. Vérifier le solénoïde du papillon TS1 pour assurer un
fonctionnement fluide.
Vérifier l e niveau d’huile. Veiller à ce qu’il ne dépasse pas le repère «Plein» de la jauge. La pompe à essence risque
de fonctionner irrégulièrement en cas de remplissage excessif du carter.
Mettre au point le moteur selon les instructions du guide d’utilisation du moteur.
Débrancher les charges des puissances de soudage et d’appoint.
Vérifier la tringlerie du papillon pour assurer un fonctionnement fluide et sans blocage.
Faire vérifier par un représentant de service agréé le module de ralenti PC1, le transformateur de
courant CT1, le sélecteur « ENGINE » S2 et le solénoïde du papillon TS1.
Traiter le carburant avec un antigivrant à base d’isopropanol.
Mettre le commutateur de commande du moteur à la position “ RUN ” et laisser le moteur fonctionner pendant
un certain temps.
Installer le nécessaire de fonctionnement par temps froid fourni par le constructeur du moteur.
OM-240 438 Page 40

Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
Pièce
Dia
té
SECTION 10 − LISTE DES PIÈCES
10-1. Pièces de rechange recommandées
Mkgs.
F1, F2 169296 Fuse, Mintr Gl 25. Amp 125 Volt 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
F6 215621 Fuse, 30 Amp Ato Type (Subaru and Kohler) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
No
Pièces de rechange recommandées
215984 Filter, Fuel In−line .250 (Kohler)1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
230015 Tune−up & Filter Kit, Kohler (Includes) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
230016 Air Filter Element, Kohler 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
066698 Oil Filter, Kohler 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
215985 Filter, Fuel w/Clamps & 1/4 in Fuel Line 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
067007 Spark Plug 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
230017 Air Filter Wrapper 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
237857 Filter, Fuel In−line .250 (Subaru) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
199062 Tune−up & Filter Kit, Subaru (Includes) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
198755 Element, Air Filter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
198754 Filter, Oil 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
241408 Filter, Fuel w/Clamps 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
198777 Spark Plug 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Description
Pour la liste complète des pièces détachées, visiter le site www.HobartWelders.com
Quanti
OM-240 438 Page 41

SECTION 11 − SCHEMA ELECTRIQUE
Mise en garde
Danger
d’électrocution
Ne jamais toucher les pièces électriques sous tension.
Couper l’alimentation ou arrêter le moteur avant de
procéder à l’entretien de l’appareil.
Ne pas faire fonctionner sans les capots.
L’installation, l’utilisation et la maintenance doivent être
effectuées par des personnes qualifiées.
OM-240 438 Page 42
Figure 11-1. Schéma des connexions pour la génératrice de soudage

OM-240 438 Page 43
240 424-A

SECTION 12 − DIRECTIVES POUR L’ALIMENTATION
1
st
s
s
-
1
AUXILIAIRE
Les vues dans cette section ont l’intention de représenter tous les groupes autonomes de soudage. Votre groupe peut différer de ceux illustrés.
2-1. Choix de l’équipement
1 Prises d’alimentation auxiliaire
− Neutre raccordé au châssis
2 Fiches à 3 broches de
l’équipement avec châssis à la
masse
3 Fiches à 2 broches de
l’équipement à double isolation
S’assurer que l’équipement e
marqué par le symbole ou le
mots ”double isolation”.
1
2
3
N’utiliser la prise à 2 broche
que si l’équipement est double
ment isolé.
OU
gen_pwr 2008−01 − ST-800 577
2-2. Mise à la masse de la génératrice au châssis du camion ou de la remorque
Toujours relier le bâti du groupe
1
2
GND/PE
3
au châssis du véhicule pour
éviter les chocs électriques et
les risques d’électricité
statique.
Voir aussi la fiche de sécurité
AWS No29, Mise à la terre des
groupes autonomes de soudage montés sur remorque ou sur
chariot.
1 Borne de terre des équipements
(sur le panneau avant)
2 Câble de terre (non fourni)
3 Châssis métallique du véhicule
Connecter le câble de l’appareil de la
borne de terre de l’équipement au
châssis métallique du véhicule. Utiliser
un fil de cuivre isolé de 6 mm2 ou plus.
Bâti de la génératrice relié électri-
quement au châssis du véhicule
par contact métal sur métal.
Les emballages d’embases, les
cales de transport, et certains
chariots isolent le générateur de
soudage du châssis du véhi-
cule. Toujours relier la borne de
terre au métal nu du véhicule
comme indiqué.
Si le poste n’a pas de différen-
tiel, utiliser un câble de rallonge
protégé par un différentiel.
800 652-D
OM-240 438 Page 44

1
2-3. Mise à la terre pour alimenter les équipements de construction
1
1 Borne de terre des
1 2
TERRE/PE
2 Câble de terre
Utiliser un fil de cuivre isolé de
6 mm2 ou plus.
3 Dispositif de terre
Utiliser le dispositif de terre
2
3
équipements
comme prescrit par les règlements.
Mettre la génératrice à la
terre du système pour
alimenter les circuits d’un
bâtiment (habitation, atelier,
ferme).
Voir aussi la fiche de sécurité
AWS No29, Mise à la terre des
groupes autonomes de soudage montés sur remorque
ou sur chariot.
ST-800 576-B
2-4. Puissance requise par l’équipement?
1 Charge résistive
2
1
3
3
VOLTS 115
AMPERES
Hz
4,5
60
Une ampoule est une charge résistive
qui absorbe une puissance constante.
2 Charge non-résistive
Un équipement à moteur est une
charge non-résistive qui demande
environ six fois plus de puissance au
démarrage du moteur qu’en utilisation
(voir la Section 12-8).
3 Caractéristiques
Les caractéristiques mentionnent la
tension (volts), le courant (ampères)
ou la puissance (watts) absorbés par
l’équipement.
AMPÈRES x VOLTS = WATTS
EXEMPLE 1 : Si une perceuse absor-
be 4,5 ampères à 115 volts, calculer
sa puissance absorbée en watts.
4,5 A x 115 V = 520 W
La charge appliquée par la perceuse
est de 520 watts.
EXEMPLE 2: Si trois spots de 200
watts sont utilisés avec la perceuse
de l’exemple 1, additionner les charges individuelles pour calculer la
charge totale.
(3 x 200 W) +520 W = 1120 W
La charge totale appliquée par les
trois spots et la perceuse est de 1120
watts.
S-0623
OM-240 438 Page 45

12-5. Puissances approximatives requises pour les moteurs industriels
Moteurs industriels Caractéristiques
À enroulement auxiliaire de démarrage 1/8 CV 800 300
1/6 CV 1225 500
1/4 CV 1600 600
1/3 CV 2100 700
1/2 CV 3175 875
Démarrage par condensateur/marche par
induction
Démarrage par condensateur/marche par
condensateur
Charge de ventilateur 1/8 CV 1000 400
1/3 CV 2020 720
1/2 CV 3075 975
3/4 CV 4500 1400
1 CV 6100 1600
1-1/2 CV 8200 2200
2 CV 10550 2850
3 CV 15900 3900
5 CV 23300 6800
1-1/2 CV 8100 2000
5 CV 23300 6000
7-1/2 CV 35000 8000
10 CV 46700 10700
1/6 CV 1400 550
1/4 CV 1850 650
1/3 CV 2400 800
1/2 CV 3500 1100
Puissance de démarrage
(Watts)
Puissance de
fonctionnement (Watts)
12-6. Puissances approximatives requises pour les équipements de ferme/domestiques
Équipement de ferme/domestique Caractéristiques
Dégivreur d’abreuvoir 1000 1000
Épurateur de céréales en grain 1/4 CV 1650 650
Courroie transporteuse portable 1/2 CV 3400 1000
Ascenseur à grain 3/4 CV 4400 1400
Refroidisseur de lait 2900 1100
Machine à traire (Pompe à vide) 2 CV 10500 2800
MOTEURS DE FERME 1/3 CV 1720 720
Std. (p.ex. courroies transporteuses, 1/2 CV 2575 975
Vis d’alimentation, Air 3/4 CV 4500 1400
Compresseurs) 1 CV 6100 1600
1-1/2 CV 8200 2200
2 CV 10550 2850
3 CV 15900 3900
5 CV 23300 6800
À couple élevé (p.ex. Évacuateur mécanique 1-1/2 CV 8100 2000
de fumier, dessileuse, 5 CV 23300 6000
Ensileuse, mangeoires automatiques) 7-1/2 CV 35000 8000
10 CV 46700 10700
Malaxeur 3-1/2 cu. ft. 1/2 CV 3300 1000
Haute Pression 1,8 gal/min 500 PSI 3150 950
Laveuse 2 gal/min 550 PSI 4500 1400
2 gal/min 700 PSI 6100 1600
Réfrigérateur ou congélateur 3100 800
Pompe de puits 1/3 CV 2150 750
1/2 CV 3100 1000
Pompe de citerne 1/3 CV 2100 800
1/2 CV 3200 1050
OM-240 438 Page 46
Puissance de démarrage
(Watts)
Puissance de
fonctionnement (Watts)

12-7. Puissances approximatives requises pour les équipements de construction
Équipements de construction Caractéristiques
Perceuse à main 1/4 pouce 350 350
3/8 pouce 400 400
1/2 pouce 600 600
Scie circulaire 6-1/2 pouces 500 500
7-1/4 pouces 900 900
8-1/4 pouces 1400 1400
Scie de table 9 pouces 4500 1500
10 pouces 6300 1800
Scie à ruban 14 pouces 2500 1100
Meuleuse sur bâti 6 pouces 1720 720
8 pouces 3900 1400
10 pouces 5200 1600
Compresseur à air 1/2 CV 3000 1000
1 CV 6000 1500
1-1/2 CV 8200 2200
2 CV 10500 2800
Tronçonneuse électrique 1-1/2 CV , 12 pouces 1100 1100
2 CV , 14 pouces 1100 1100
Scie à dresser électrique Standard 9 pouces 350 350
Pour travaux lourds
12 pouces
Motoculteur électrique 1/3 CV 2100 700
Taille-haie électrique 18 pouces 400 400
Spots HID 125 100
Halogénures métalliques 313 250
Mercure 1000
Sodium 1400
Vapeur 1250 1000
Pompe immergée 400 gph 600 200
Pompe centrifuge 900 gph 900 500
Polisseuse 3/4 CV , 16 pouces 4500 1400
1 CV , 20 pouces 6100 1600
Nettoyeur à haute pression 1/2 CV 3150 950
3/4 CV 4500 1400
1 CV 6100 1600
Bétonnière 55 gal 1/4 CV 1900 700
Aspirateur industriel 1,7 CV 900 900
2-1/2 CV 1300 1300
Puissance de démarrage
(Watts)
500 500
Puissance de
fonctionnement (Watts)
OM-240 438 Page 47

12-8. Puissance nécessaire pour démarrer le moteur
1
Single-Courant de démarrage nécessaire pour un moteur à induction monophasé
Code de démarrage du moteur G H J K L M N P
KVA/CV 6,3 7,1 8 9 10 11,2 12,5 14,0
1 Code de démarrage du moteur
2 Puissance de fonctionnement
3 Puissance du moteur
4 Tension du moteur
4
1
VOLTS AMPERES
3
CODE 60
CV
MOTEUR C.A.
230 2,5
M
1/4HzPHASE
2
1
Pour trouver le courant de
démarrage:
Étape 1 : Trouver le code et utiliser le
tableau pour trouver kVA/CV. Si le
code n’est pas mentionné, multiplier
le courant par six pour trouver le
courant de démarrage.
Étape 2 : Trouver la puissance en CV
du moteur et la tension.
Étape 3: Déterminer le courant de
démarrage (voir exemple).
Le courant de sortie de la génératrice
de soudage doit être au moins le
double du courant de fonctionnement du moteur.
KVA/CV x CV x 1000) / Volts =
Courant de démarrage.
EXEMPLE: Calculer le courant de
démarrage requis pour un moteur
230 V, 1/4 CV ayant le code de démarrage M .
Volts = 230 CV = 1/4 Sur base du tableau, l e code M représente en kVA/
CV = 1 1,2
(11,2 x 1/4 x 1000) / 230 = 12,2 A
Le démarrage du moteur demande
12,2 ampères.
S-0624
2-9. Quelle puissance peut fournir la génératrice?
1 Limiter la charge à 90% de la
puissance de la génératrice
1
2
OM-240 438 Page 48
Toujours démarrer les charges
non-résistives (moteurs) par ordre
décroissant de puissance, et les
charges résistives en dernier.
2 Règle des 5 secondes
Si le moteur ne démarre pas dans
les 5 secondes, couper l’alimentation pour éviter d’endommager le
moteur. Le moteur demande plus
de puissance que la génératrice ne
peut délivrer.
Ref. ST-800 396-A / S-0625

12-10.Raccordements typiques à une alimentation de secours
123 4
Alimentation
réseau public
Commutateur
de transfert bi-
directionnel
5
Charges
essentielles
Coupe-circuit
(si nécessaire).
Sortie de la
génératrice
de soudage
Laisser seulement des personnes qualifiées effectuer les
connexions suivant la réglem e n tation et les consignes de sécurité applicable.
Installer et mettre à la terre correctement cet appareil conformément à son manuel d’utilisation
et aux codes nationaux, provinciaux et municipaux.
Un équipement fourni par le client
est nécessaire si la génératrice sert
d’alimentation de secours en cas
d’urgence ou de panne de courant.
1 Alimentation réseau public
2 Commutateur de transfert
bidirectionnel
Le commutateur transfère la charge
électrique de l’alimentation réseau public à la génératrice. Retransférer la
charge électrique à l’alimentation réseau public lorsque le service est rétabli.
Monter le commutateur correct (fourniture client). La puissance du commuta-
teur doit être égale ou supérieure au
disjoncteur de secteur.
3 Coupe-circuit
Monter le commutateur adéquat (fourni
par le client) lorsque le code électrique
l’exige.
4 Sortie de la génératrice de soudage
La tension de sortie de la génératrice et
le câblage doivent être compatibles
avec la tension de service normale et le
câblage du système.
Connecter la génératrice à l’aide du
câblage, temporaire ou permanent, adéquat pour l’installation.
Mettre hors tension ou débrancher tous
les équipements raccordés à la génératrice avant de démarrer ou d’arrêter le
moteur. Pendant le démarrage ou l’arrêt,
le faible régime du moteur entraîne une
baisse de tension et de fréquence.
5 Charges essentielles
La sortie de la génératrice peut ne pas
suffire à tous les besoins d’électricité
des installations. Si la génératrice produit une tension insuf fisante pour répondre à tous les besoins, ne connecter que
les charges essentielles (pompes,
congélateurs, appareils de chauffage,
etc., − voir la section 12-4).
OM-240 438 Page 49

12-11.Choix d’un câble de rallonge (Utiliser le câble le plus court possible)
Longueur d e câble pour des charges en 120 volts
Si le poste n’a pas de différentiel, utiliser un câble de rallonge protégé par un différentiel.
Longueur maximale autorisée du câble en pieds (m) selon la taille du conducteur (AWG)*
Courant
(Ampères)
5 600 350 (106) 225 (68) 137 (42) 100 (30)
7 840 400 (122) 250 (76) 150 (46) 100 (30) 62 (19)
10 1200 400 (122) 275 (84) 175 (53) 112 (34) 62 (19) 50 (15)
15 1800 300 (91) 175 (53) 112 (34) 75 (23) 37 (11) 30 (9)
20 2400 225 (68) 137 (42) 87 (26) 50 (15) 30 (9)
25 3000 175 (53) 112 (34) 62 (19) 37 (11)
30 3600 150 (46) 87 (26) 50 (15) 37 (11)
35 4200 125 (38) 75 (23) 50 (15)
40 4800 112 (34) 62 (19) 37 (11)
45 5400 100 (30) 62 (19)
50 6000 87 (26) 50 (15)
*La taille du conducteur se fonde sur une chute de tension de 2% au maximum
Longueur de câble pour des charges en 120 volts
Charge (Watts) 4 6 8 10 12 14
Si le poste n’a pas de différentiel, utiliser un câble de rallonge protégé par un différentiel.
Longueur maximale autorisée du câble en pieds (m) selon la taille du conducteur (AWG)*
Courant
(Ampères)
5 1200 700 (213) 450 (137) 225 (84) 200 (61)
7 1680 800 (244) 500 (152) 300 (91) 200 (61) 125 (38)
10 2400 800 (244) 550 (168) 350 (107) 225 (69) 125 (38) 100 (31)
15 3600 600 (183) 350 (107) 225 (69) 150 (46) 75 (23) 60 (18)
20 4800 450 (137) 275 (84) 175 (53) 100 (31) 60 (18)
25 6000 350 (107) 225 (69) 125 (38) 75 (23)
30 7000 300 (91) 175 (53) 100 (31) 75 (23)
35 8400 250 (76) 150 (46) 100 (31)
40 9600 225 (69) 125 (38) 75 (23)
45 10,800 200 (61) 125 (38)
50 12,000 175 (53) 100 (31)
*La taille du conducteur se fonde sur une chute de tension de 2% au maximum
OM-240 438 Page 50
Charge (Watts) 4 6 8 10 12 14

SECTION 13 − DIRECTIVES POUR LE SOUDAGE À
L’ÉLECTRODE ENROBÉE (EE)
13-1. Procédé de soudage à l’électrode enrobée (EE)
Outils nécessaires : Équipement nécessaire :
Source de courant de soudage à
courant fermé (CC)
5
4
2
3
! Le courant de soudage est établi
dès que l’électrode touche la
pièce.
! Le courant de soudage peut en-
dommager les pièces électroniques dans les véhicules. Débrancher les deux câbles de batterie avant de souder sur un véhicule. Placer la pince de masse le
plus près possible de la soudure.
Toujours porter des vêtements de
protection appropriés.
1 Pièce
S’assurer que la pièce à souder est
propre avant de souder.
2 Pince de masse
3 Électrode
Une électrode de petit diamètre
demande moins de courant qu’une grosse. Suivez les recommandations du fabricant d’électrodes pour régler le courant de soudage (voir la Section 13-2).
4 Porte-électrode isolé
5 Position du porte-électrode
6 Longueur de l’arc
La longueur d’arc est la distance entre
l’électrode et la pièce. Un arc court avec
l’ampérage correct émet un son net, craquant.
7 Laitier
Utiliser un marteau à piquer et une
brosse de fer pour éliminer le laitier. Vérifier le cordon de soudure avant de faire
une nouvelle passe de soudage.
6
1
7
stick 2008−05fre − ST-151 593
OM-240 438 Page 51

13-2. Tableau de choix de l’électrode et de l’ampérage
13-3. Amorçage de l’arc
RANGE
AMPERAGE
ELECTRODE
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
DIAMETER
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
50
100
150
200
250
300
350
400
450
NI-CL
AC
DC*
ELECTRODE
EP
6010
EP
6011
EP,EN
6013
EP,EN
7014
EP
7018
EP,EN
7024
EP
EP
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
POSITION
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
PENETRATION
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
LOW
USAGE
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
Ref. S-087 985-A
1
1 Électrode
2 Pièce
3 Arc
Technique d’amorçage au grattage
2
Frotter l’électrode sur la pièce comme
pour allumer une allumette; lever légèrement l’électrode quand elle touche la
pièce. Si l’arc s’éteint, l’électrode a été
3
levée trop haut. Si l’électrode se colle à
la pièce, la libérer d’un rapide mouvement de torsion.
1
Technique d’amorçage par touches
Amener l’électrode directement sur la
pièce; puis lever légèrement pour amorcer l’arc. Si l’arc s’éteint, l’électrode a été
levée trop haut. Si l’électrode se colle à
2
la pièce, la libérer d’un rapide mouvement de torsion.
3
S-0049/S-0050
OM-240 438 Page 52

13-4. Position du porte-électrode
1
1 Vue longitudinale de l’angle de
travail
2 Vue latérale de l’angle
d’électrode
10°-30°
90° 90°
Soudures bord à bord
1
45°
45°
Soudures d’angle
10°-30°
2
2
13-5. Mauvaises caractéristiques du cordon de soudure
4
2
3
S-0060
1 Projections importantes
2 Cordon rugueux et irrégulier
3 Petit cratère pendant le
soudage
4 Mauvais recouvrement
5 Faible pénétration
1
13-6. Bonnes caractéristiques du cordon de soudure
1
5
1 Peu de projections
2 Cordon régulier
3 Cratère modéré pendant le
soudage
Souder u n nouveau cordon ou couche pour chaque épaisseur de 3,2
mm des métaux à assembler .
4 Pas de recouvrement
5 Bonne pénétration dans le
métal de base
5234
OM-240 438 Page 53
S-0053-A
S-0052-B

13-7. Conditions affectant la forme du cordon de soudure
Angle trop petit Angle trop grandAngle correct
10° - 30°
Angle de l’électrode
Tiré
La forme du cordon de soudure
est déterminée par l’angle d’électrode, l a longueur de l’arc, la
vitesse de déplacement et l’épaisseur du métal de base.
Longueur de l’arc
Trop court Normal Trop long
Vitesse de déplacement
Lente Normale Rapide
13-8. Mouvement de l’électrode pendant le soudage
1
3
2
Projections
S-0061
En principe, une passe de sou-
dure à la racine est suffisante
pour la plupart des joints de
soudure étroits. En revanche,
une passe large balancée ou
des passes multiples conviennent davantage pour les joints
de soudure larges ou pour le
pontage des soudures.
1 Soudure à la racine −
Mouvement stable le long du
cordon de soudure.
2 Passe balancée − Mouvement
bilatéral le long du cordon de
soudure.
3 Oscillations
Utiliser les balancements pour cou-
vrir une zone large en une passe de
l’électrode. Les balancements ne
doivent pas dépasser 2-1/2 fois le
diamètre de l’électrode.
OM-240 438 Page 54
S-0054-A

13-9. Raccord abouté
1
1/16 pouce
(1,6 mm)
3
13-10.Soudure à recouvrement
30°
1 Soudure par points
2
4
Empêcher les bords du raccord de
se rapprocher devant l’électrode en
soudant par points les pièces en place avant la soudure finale.
2 Soudure à rainure carrée
Convient pour les pièces jusqu’à
5 mm d’épaisseur.
3 Soudure à rainure en V unique
Convient pour les pièces de 5 à
19 mm d’épaisseur. Tailler un biseau
avec un équipement de découpe à
l’oxyacétylène ou par pla s m a . E n l e ver les dépôts de la pièce après découpe. Une meuleuse convient aussi pour préparer les biseaux.
Pratiquer des biseaux d’un angle de
30 degrés sur les pièces pour un
soudage à rainure en V.
4 Soudure à double rainure en V
Convient pour les pièces d’une
épaisseur supérieure à 5 mm.
S-0662
2
Soudure d’angle monocouche Soudure d’angle multicouche
13-11.Raccords en T
45°
ou moins
2
1
30°
Ou moins
1
2
30°
Ou moins
1
3
3
1 Électrode
2 Soudure d’angle monocouche
Déplacer l’électrode en un mouve-
ment circulaire.
3 Soudure d’angle multicouche
Souder une deuxième couche
quand une soudure plus large s’impose. Éliminer le laitier avant de faire une nouvelle passe. Souder les
deux côtés du raccord pour une robustesse maximale.
S-0063 / S-0064
1 Électrode
2 Soudure d’angle
Garder l’arc court et avancer à vites-
se constante. Maintenir l’électrode
comme indiqué pour assurer la fusion
dans le coin. Aplanir le coin de la surface de soudure.
1
Pour une solidité maximale, souder
les deux côtés de la section verticale.
3 Dépôts multicouches
Souder une deuxième couche ou da-
vantage quand une soudure d’angle
large s’impose. Utiliser une des passes illustrées à la Section NO TAG.
Éliminer le laitier avant d’effectuer
une nouvelle passe.
S-0060 / S-0058-A / S-0061
OM-240 438 Page 55

13-12.Essai de soudage
1 Étau
3
3
2 à 3 pouces
(51-76 mm)
1/4 pouce
(6,4 mm)
Causes possibles Mesures correctives
Longueur d’arc trop grande. Réduire la longueur d’arc.
L’électrode produit de la vapeur. Utiliser une électrode sèche.
Pièce encrassée. Éliminer toute graisse, huile, humidité, rouille, peinture, laitier et saleté de la surface à souder
2
1
Porosité − petits trous ou cavités résultant des poches de gaz dans le métal de soudure.
avant de souder.
2 à 3 pouces
(51-76 mm)
2
1
2 Raccord soudé
3 Marteau
Frapper l e raccord dans la direc-
tion indiquée. Un bon raccord plie
mais ne casse pas.
S-0057-B
Projections excessives − dispersion de particules de métal liquide qui se solidifient autour du cordon de soudure.
Causes possibles Mesures correctives
Ampérage trop élevé pour l’électrode. Diminuer l’ampérage ou choisir une électrode plus grosse.
Longueur d’arc trop grande ou tension trop
élevée
Causes possibles Mesures correctives
Apport de chaleur insuffisant. Augmenter l’ampérage. Choisir une électrode plus grosse et augmenter l’ampérage.
Technique de soudage impropre. Mettre le cordon aux endroits appropriés du joint pendant le soudage.
Pièce encrassée. Éliminer toute graisse, huile, humidité, rouille, peinture, laitier et saleté de la surface à souder
Réduire la longueur d’arc ou la tension.
Fusion incomplète − le métal de soudure ne fond pas complètement avec le métal de base ou un
cordon précédent.
Ajuster l’angle de travail ou élargir le joint pour atteindre le fond pendant le soudage.
Maintenir momentanément l’arc sur les parois latérales du joint en utilisant la technique du balan-
cement.
Maintenir l’arc sur l’arête avant du bain de fusion.
avant de souder.
OM-240 438 Page 56

Absence de pénétration − fusion superficielle entre le métal d’apport et le métal de base.
Absence de
pénétration
Causes possibles Mesures correctives
Préparation impropre du joint. Le matériau est trop épais. Le joint sera formé et préparé de manière à pouvoir accéder dans le
Technique de soudage impropre. Maintenir l’arc sur l’arête avant du bain de fusion.
Apport de chaleur insuffisant. Augmenter l’ampérage. Choisir une électrode plus grosse et augmenter l’ampérage.
Pénétration
excessive
Causes possibles Mesures correctives
Apport excessif de chaleur. Réduire l’ampérage. Utiliser une électrode plus fine.
Bonne pénétration
fond du joint.
Réduire la vitesse de déplacement.
Pénétration excessive − le métal d’apport fond à travers le métal de base et il est suspendu sous
le joint.
Bonne pénétration
Augmenter et/ou maintenir une vitesse de déplacement constante.
Fusion traversante − le métal d’apport fond complètement à travers le métal de base, d’où formation de trous sans métal.
Causes possibles Mesures correctives
Apport excessif de chaleur. Réduire l’ampérage. Utiliser une électrode plus fine.
Augmenter et/ou maintenir une vitesse de déplacement constante.
Ondulation d u cordon − métal d’apport non parallèle et ne couvrant pas le joint formé par le métal
de base.
Causes possibles Mesures correctives
Main instable. Se servir des deux mains. Pratiquer cette technique.
Déformation − retrait du métal d’apport pendant le soudage qui induit un déplacement du métal de
base.
Le métal de base se déforme dans
le sens du cordon de soudure
Causes possibles Mesures correctives
Apport excessif de chaleur. Utiliser une pince de rétention pour maintenir le métal de base en place.
Effectuer des soudures de pointage provisoires le long du joint avant de commencer le soudage.
Choisir un ampérage plus faible adapté à l’électrode.
Augmenter la vitesse de déplacement.
Souder de petits segments et laisser refroidir entre les soudures.
OM-240 438 Page 57

Notes

Des questions sur la
garantie?
Communiquez avec
le distributeur Hobart
de votre région en
composant le
1 877 HOBART1.
Service
Vous recevez toujours la
réponse fiable et rapide
dont vous avez besoin.
Dans la plupart des cas,
les pièces de rechange
arrivent chez vous en 24
heures.
Soutien technique
Vous cherchez des réponses à des questions
gênantes ayant trait au
soudage ? Adressezvous à votre distributeur
ou call 1−800−332−3281.
Le distributeur et l’équipe
Hobart sont à votre entière disposition pour offrir
leur expertise combinée
afin de remédier à toute
difficulté.
GARANTIE
En vigueur le 1er Janvier 2009
La GARANTIE 5/3/1 s’applique à tous les modèles de matériel de soudage, des sources de
coupage plasma et soudeuses par points de Hobart, portant le numéro de série précédé de “LK”
ou plus récent.
Cette garantie limitée remplace toutes les garanties antérieures de Hobart et exclut toutes les autres garanties
L’entretien des produits Hobart est assuré par les ateliers d’entretien Hobart et Miller autorisés.
GARANTIE LIMITEE − En vertu des dispositions et des
conditions ci-après, Hobart/MILLER Electric Mfg. Co., Appleton,
Wisconsin, garantit au premier acheteur que le nouvel
équipement Hobart vendu après la date d’entrée en vigueur de
cette garantie limitée est libre de tout vice de matériau et de
main-d’œuvre au moment de son expédition par Hobart. CETTE
GARANTIE REMPLACE EXPRESSEMENT TOUTES LES
AUTRES GARANTIES EXPRESSES OU IMPLICITES, Y
COMPRIS LES GARANTIES DE QUALITE LOYALE ET
MARCHANDE ET D’APTITUDE.
Au cours des périodes de garantie indiquées ci-après
Hobart/MILLER s’engage à réparer ou à remplacer tous les
composants et pièces défectueuses sous garantie résultant de
tels vices de matériau et de main-d’œuvre. Notification doit être
adressée par écrit à Hobart/MILLER dans les trente (30) jours
suivant la survenance d’un défaut ou d’une défaillance de ce
genre, ce qui amènera Hobart/MILLER à donner des instructions
concernant la procédure à suivre en matière de réclamation de la
garantie.
Hobart/MILLER s’engage à répondre aux réclamations
concernant du matériel sous garantie énuméré ci-dessous en cas
de survenance d’une défaillance de ce genre au cours de ces
périodes de garantie. Toutes les périodes de garantie
commencent à courir à partir de la date de livraison au premier
utilisateur acheteur, ou un an suivant l’expédition du matériel à un
distributeur de l’Amérique du Nord, ou dix huit mois suivant
l’expédition du matériel à un distributeur international.
1. 5 ans — Pièces et main-d’œuvre
* Redresseurs de puissance d’origine, c’est à dire les
thyristors, diodes et modules de redresseurs séparés
* Transformateurs
* Stabilisateurs
* Réacteurs
2. 5 ans — Pièces et main-d’œuvre
* Systèmes d’entraînement
* Cartes de circuit imprimé
* Rotors, stators et balais
* Module de ralenti
* Électrovannes
* Interrupteurs et commandes
* Transformateur de soudeuse par points
3. 1 an — Pièces et main-d’œuvre sauf si spécifié autrement
(90 jours pour usage industriel)
* Pistolets entraînés par moteur
* Électrodes TIG et pistolets MIG
* Relais
* Contacteurs
* Régulateurs
* Systèmes de refroidissement à eau
* Débit-litres et Contrôleurs de débit (pas de main
d’oeuvre)
* Unités HF
* Organes de roulement/remorques
* Torches de découpage au plasma
* Commandes à distance
* Pièces de rechange (pas de main-d’œuvre) − 90 jours
* Accessoires
* Options sur site
(NOTE: Les options sur site bénéficient de la garantie
pour la durée résiduelle de la garantie de l’équipement
sur lequel elles sont installées ou pour une période
minimum d’un an - celle qui est la plus grande.)
4. Les moteurs, les batteries et
garantie du fabricant.
les pneus sont couverts par la
expresses ou implicites.
La garantie limitée Hobart 5/3/1 ne s’applique pas aux :
Les composants consommables comme les tubes contacts,
1.
les buses de coupage, les bagues collectrices, les galets
d’entraînement, les diffuseurs de gaz, les buses de torche ou
les électrodes, les câbles de soudage, les tenailles, les
pointes et tout autre article altéré par suite d’usure normale
(Exceptions: les balais, collecteurs, et relais sont garanti sur
les génératrices de soudage commandées par moteur
Hobart.)
2. Articles fournis par Hobart/MILLER, mais fabriqués par des
tiers, tels que des moteurs ou des accessoires du
commerce. Ces articles sont couverts par la garantie du
fabricant, s’il y a lieu.
3. Equipements modifiés par une partie autre que
Hobart/MILLER, ou équipements dont l’installation, le
fonctionnement n’ont pas été conformes ou qui ont été
utilisés de manière abusive par rapport aux normes
industrielles, ou équipements n’ayant pas reçu un entretien
nécessaire et raisonnable, ou équipements utilisés pour des
besoins sans rapport avec les spécifications du matériel.
LES PRODUITS HOBART SONT PROPOSES A L’ACHAT ET A
LA MISE EN ŒUVRE P AR DES UTILISATEURS DU COMMERCE
ET DE L’INDUSTRIE ET DES PERSONNES FORMEES ET
EXPERIMENTEES DANS L’UTILISATION ET L’ENTRETIEN DU
MATERIEL DE SOUDAGE.
En cas de demande formée dans le cadre de cette garantie
Hobart/MILLER se réserve le droit de choisir l’une des solutions, à
savoir soit (1) la réparation ou (2) le remplacement, ou dans des
cas appropriés avec l’autorisation écrite de Hobart/MILLER, (3) le
remboursement des frais de réparation ou de remplacement
d’une station d’entretien agréée par Hobart/MILLER ou (4) le
paiement du ou une note crédit pour le prix d’achat (sous
déduction d’une dépréciation raisonnable fondée sur l’utilisation
effective) après le retour du matériel aux risques et périls et aux
frais du client. La réparation ou le remplacement proposé en
variante par Hobart/MILLER s’entend F.O.B., usine d’Appleton,
Wisconsin, ou F.O.B. une station d’entretien agréée indiquée par
Hobart/MILLER. Par conséquent, il n’y aura aucune
compensation ou remboursement des frais de transport.
DANS LA MESURE OU CELA EST AUTORISE PAR LA LOI, LES
REMEDES PREVUS DANS LES PRESENTES SONT LES
SEULS ET UNIQUES REMEDES PROPOSES. EN AUCUN CAS
HOBART/MILLER NE SERA TENU RESPONSABLE POUR DES
DOMMAGES DIRECT, INDIRECT, SPECIAL, INCIDENT OU
SUBSEQUENT (COMPRENANT LA PERTE DE BENEFICE),
PEU IMPORTE QU’ILS SOIENT FONDES SUR UN CONTRAT,
UN ACTE DELICTUEL OU TOUT AUTRE THEORIE LEGALE.
HOBART/MILLER EXCLUT ET REJETTE TOUTE GARANTIE
EXPRESSE NON PREVUE DANS LES PRESENTES ET TOUTE
GARANTIE IMPLICITE, CONDITION DE GARANTIE OU
DECLARATION CONCERNANT LES PERFORMANCES, ET
TOUT REMEDE POUR RUPTURE DE CONTRAT OU TOUT
AUTRE THEORIE LEGALE QUI, DANS LE CADRE DE CETTE
DISPOSITION EST SUSCEPTIBLE D’APPARAITRE
IMPLICITEMENT, PAR APPLICATION DE LA LOI, USAGE
COMMERCIAL OU AU COURS DES NECOCIATIONS, Y
COMPRIS TOUTE GARANTIE IMPLICTE DE QUALITE LOYALE
ET MARCHANDE OU D’ADAPTATION POUR UNE DEMANDE
PARTICULIERE EN RELATION AVEC N’IMPORTE QUEL ET
TOUS LES EQUIPEMENTS FOURNIS PAR HOBART/MILLER.
Certains états aux U.S.A. n’autorisent pas de limitations dans la
durée de la garantie, ou l’exclusion de dommages accessoire,
indirect, particulier ou conséquent, de sorte que la limitation ou
l’exclusion précitée ne s’applique pas dans votre cas. Cette
garantie prévoit des droits légaux spécifiques, d’autres droits
peuvant exister, mais varier d’un état à l’autre.
Au Canada, la législation dans certaines provinces prévoit des
garanties ou des remèdes supplémentaires autres que ceux
spécifiés dans les présentes, et dans la mesure où ils ne sont pas
susceptibles d’annulation, les limitations et les exclusions
indiquées ci-dessus ne s’appliquent pas. Cette garantie limitée
prévoit des droits légaux spécifiques, d’autres droits peuvant
exister, mais varier d’une province à l’autre.
hobart_warr_fre2009−01

Informations propriétaire
Veuillez remplir le formulaire ci-dessous et conservez-le dans vos dossiers.
Nom du modèle Numéro de série/style
Date d’achat (Date du livraison de l’appareil au client d’origine)
Distributeur
Adresse
Ressources disponibles
Veuillez toujours préciser le NOM DU MODÈLE et le NUMÉRO DE SÉRIE/STYLE.
Pour connaître l’emplacement
d’un distributeur, d’un détaillant
ou d’un point de service aprèsvente :
Composez le 1 877 Hobart1 ou visitez notre
site Web à l’adresse www .HobartWelders.com
Adressez-vous à l’agent de transport
en cas de :
Disponibles chez votre distributeur :
Équipement de soudure et consommables
Options et Accessoires
Équipement de protection
Entretien et réparation
Pièces de rechang
Formation (cours, vidéocassettes, docu-
mentation)
Manuels techniques (renseignements sur
l’entretien et les pièces)
Schémas de câblage
Guides du procédé de soudage
Déposer une réclamation de dommages/intérêts pendant l’expédition
Hobart Welding Products
An Ill inoi s Tool Works Company
600 West Main Street
Troy, OH 45373 USA
Pour obtenir de l’assistance technique :
Composez le 1 800 332−3281
Pour obtenir de la documentation ou
connaître le concessionnaire le plus près :
Composez le 1 877 Hobart1
Pour toute aide concernant le dépôt et le
réglage de réclamations, adressez-vous à
votre distributeur et/ou au Service transport du fabricant du matériel.
TRADUCTION DES INSTRUCTIONS ORIGINELLES − IMPRIME AUX USA © 2009 Hobart Welding Products 2009−01
 Loading...
Loading...