

GB Hydraulic Knockout Sets User Manual
To prevent injury, keep hands away from the punch
and die while punching holes. NOTE: To ensure ease
of assembly, keep all threads clean and lightly oiled.
Do not drop objects on hydraulic hoses. An impact on
the hose will weaken internal strands and lead to
premature failure.
Avoid dropping the cylinder. During punch operation,
support the cylinder to prevent it from falling after
punching is completed.
To prevent thread damage, be sure punch is threaded
onto the stud until the stud extends beyond the punch.
The following general instructions and guides will be
helpful in determining if you have properly connected
your hydraulic circuit:
1. Be sure all hydraulic connections, hoses, fittings, etc.,
are of the proper pressure rating and are fully
tightened. Always use hoses and fittings specified by
the manufacturer to insure correct pressure rated
connections. Seal all NPT pipe connections with a
high-grade pipe thread sealer.
Teflon tape is an excellent thread sealer; however, if
not properly applied, pieces may enter the hydraulic
system and cause malfunctioning or damage.
2. DO NOT over-tighten connections. Connections need
only be snug and leak free. Over-tightening can cause
premature thread failure and may cause high pressure
fittings or castings to split at lower than-rated-capacity.
3. Tighten all hydraulic couplers fully. Loose coupler
connections will cause complete or partial blockage of
oil flow from the pump to the cylinder.
4. Be sure all hydraulic hoses and fittings are connected
to the proper inlet and outlet ports of the pump
and cylinders.
Gardner
Bender
IMPORTANT: RECEIVING INSTRUCTIONS
Visually inspect all components for shipping damage.
If any shipping damage is found, notify carrier at once.
Shipping damage is NOT covered by warranty. The carrier
is responsible for all repair or replacement costs resulting
from damage in shipment.
Instruction
Sheet
Hydraulic
Knockout Sets
IMPORTANT — USER SAFETY AND PROTECTION: In setting up systems to fit your operations, take care to select the
proper components and design to insure appropriate integration with your operations and existing equipment. Observe
safety measures to avoid the risk of personal injury and property damage from your application or system.
GB ELECTRICAL CANNOT BE RESPONSIBLE FOR DAMAGE OR INJURY CAUSED BY UNSAFE USE, MAINTENANCE OR APPLICATION OF ITS PRODUCTS. Please contact GB ELECTRICAL for guidance when you are in
doubt as to the proper safety precautions to be taken in designing and setting up your particular application.
NOTE: The hydraulic cylinder in the knockout punch set
is built and tested in compliance with ANSI B30.1. Use
the cylinder to this specification.
To protect your warranty, use only Enerpac Hydraulic Oil.
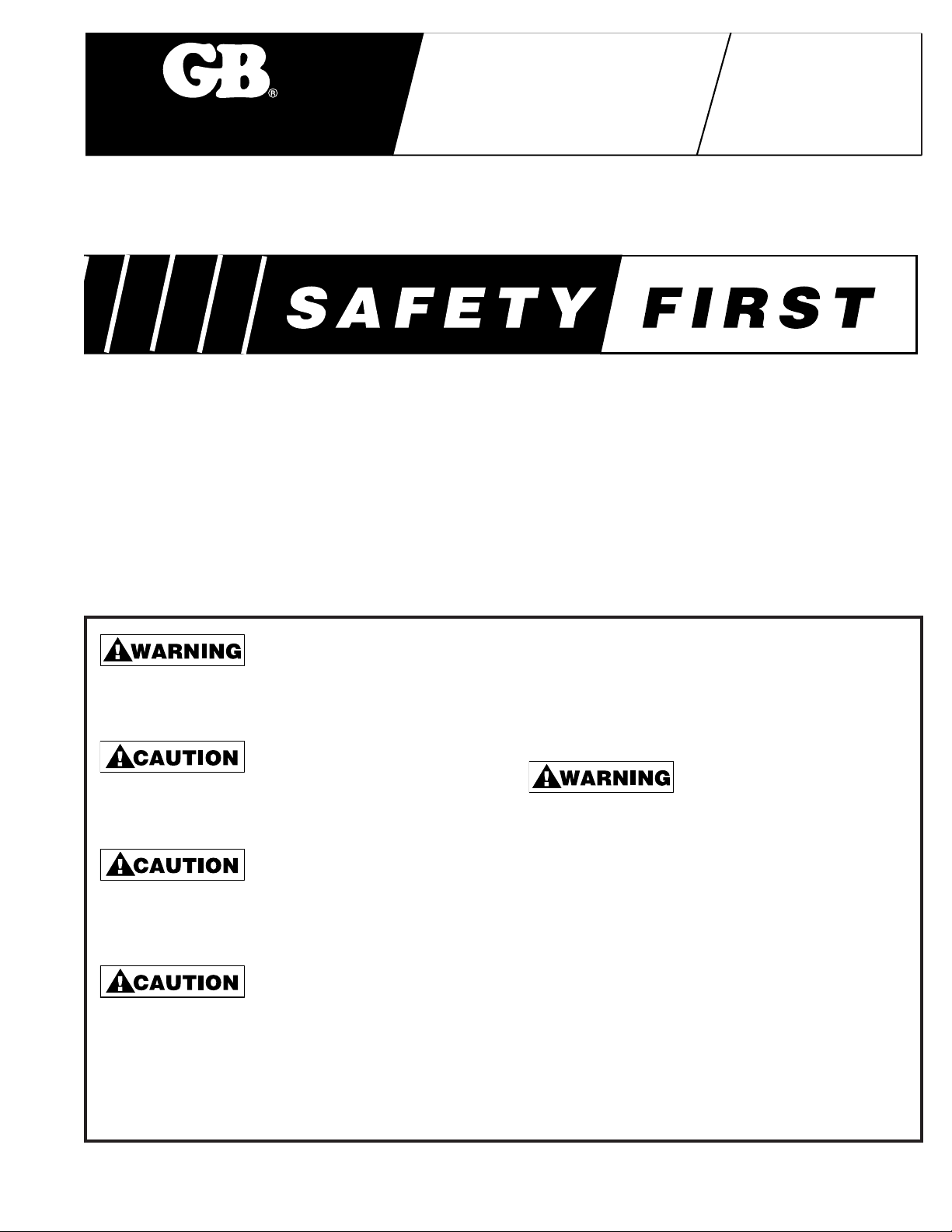
Lines on
die line up
with
cross lines
Center
Cross Lines
6" Long
Dotted line
indicates
knock-out
die
Drilling Guide Holes
1. Mark the center position; drill a 1⁄8” pilot hole. Enlarge
the hole with a 7⁄16” drill to provide pull rod clearance.
a. If working to close tolerances, mark the center
position by scribing cross lines shown in figure 1.
b. When assembling the punch to the pull rod, align
the cross marks with the four marks on the outer
die surface.
NOTE: If pre-punched knockouts are already in the
desired location, drilling a guide hole is not required.
2. For larger holes 3⁄4” to 3”, the 1⁄2” punch is used to
make the guide hole.
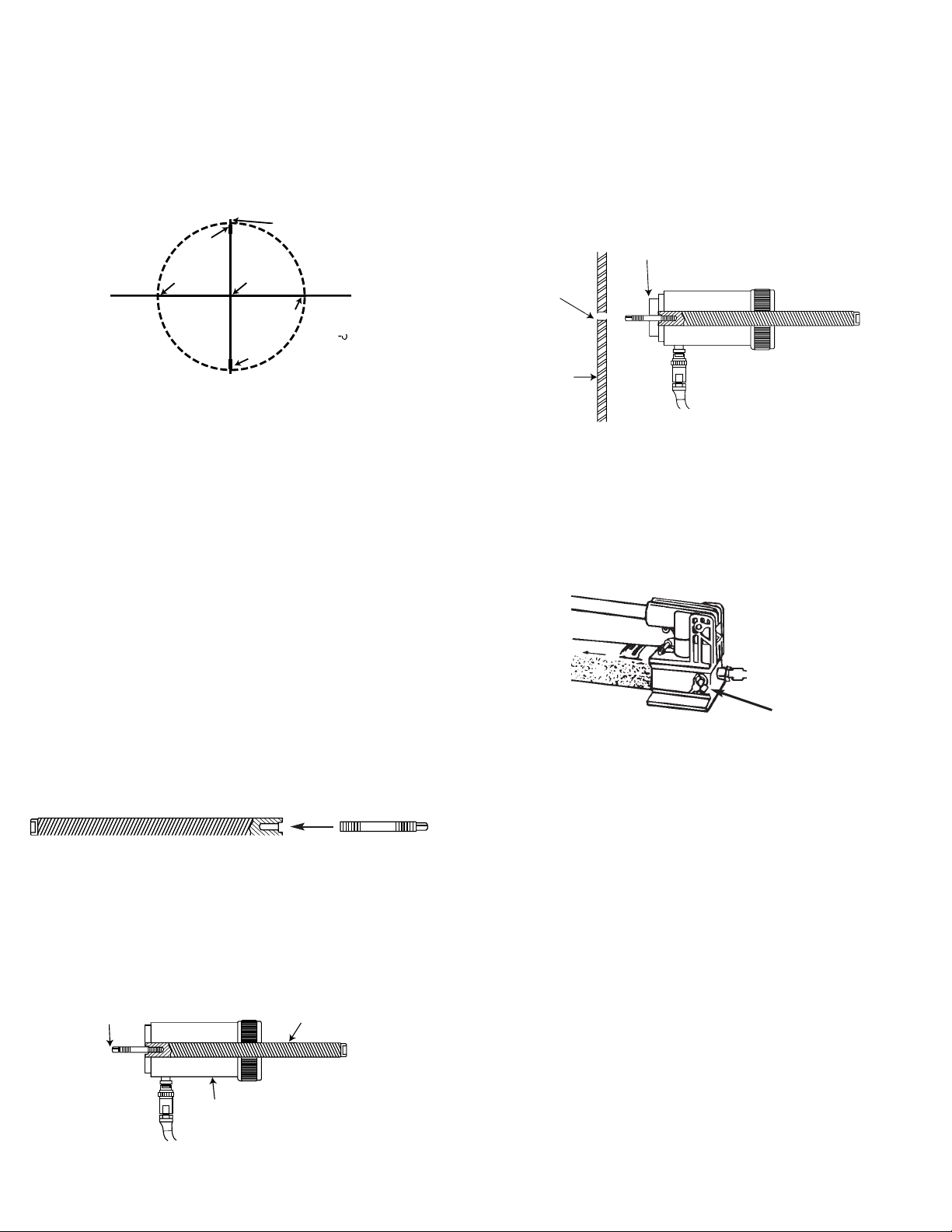
Punching 1⁄2" Holes
1. Thread the pull stud into the pull rod end until firmly
seated. (Figure 2)
NOTE: The pull stud is only used with the 1⁄2” punch.
The 1⁄2” punch is used to make guide holes for larger
punch sizes.
2. Attach the pull rod to the cylinder by inserting the pull
stud into the plunger opening and threading until the
pull stud extends beyond the coupler end of the
cylinder. (Figure 3)
Figure 2
Figure 3
3. Attach the hydraulic hose to the hand pump and to
the hydraulic cylinder.
4. Slide the 1⁄2” die over the pull stud, flat side toward
the cylinder.
5. Insert the pull stud through the guide hole (Figure 4).
Attach the 1⁄2” punch to the pull stud. Turn the punch
until it is completely threaded onto the pull stud.
6 Close the pump release valve by turning it clockwise
(Figure 5). Holding the punch set in position, work the
pump handle until the punch completely penetrates
the metal.
NOTE: When you use the hand pump it must sit level or
with the hose end down.
7. Remove the punch set from the hole. Turn pump
release valve counterclockwise to open. Remove punch
from pull stud. Slide the die off the pull stud. To remove
the slug, turn die over and tap lightly on a solid object.
Punching Holes 3⁄4" Through 3"
1. Drill a 7⁄16” or 1⁄2” pilot hole; install the 1⁄2” punch and
make guide hole. See “Punching 1/2” holes”.
2. Remove the 1⁄2” punch and die. Also remove the
pull stud.
3 Select the punch set needed. Slide the die over the
pull rod (Figure 6).
4. Place the pull rod into the 1⁄2” guide hole; thread the
punch onto the pull rod. Be sure the pull rod extends
beyond the punch.
5. Operate the hand pump until the punch penetrates
the metal. Open the pump release valve. Remove the
punch and die from the pull stud. Remove the slug.
Pump Release Valve
Figure 5
Drilling of Guide Hole
Figure 1
Thread through center hole of cylinder
Figure 4
Release Valve
2
Pull Rod
Cylinder
Pre-drill
7
⁄16” or 1⁄2”
Hole
Metal
Box
Die
 Loading...
Loading...