

Page 1
Calibrating Gas Custody
Transfer Flow Computers
Gas custody transfer flow computers that calculate flow by measuring the
differential pressure across a flow restriction, such as an orifice plate, require
special calibration to perform at optimum accuracy. In custody transfer
applications where the buying and selling of commodities like natural gas is
involved, calibration checks are performed frequently as a matter of fiduciary
responsibility. For the purpose of this application note, the use of gas custody
transfer flow computers in the natural gas transmission industry is referenced.
Flow computers need multiple measurements to calibrate each device. In the
normal application, three measurements are made: volumetric flow, static
(line) pressure and temperature. A calculation is performed using this data to
determine the actual mass of the gas flowing through the pipeline.
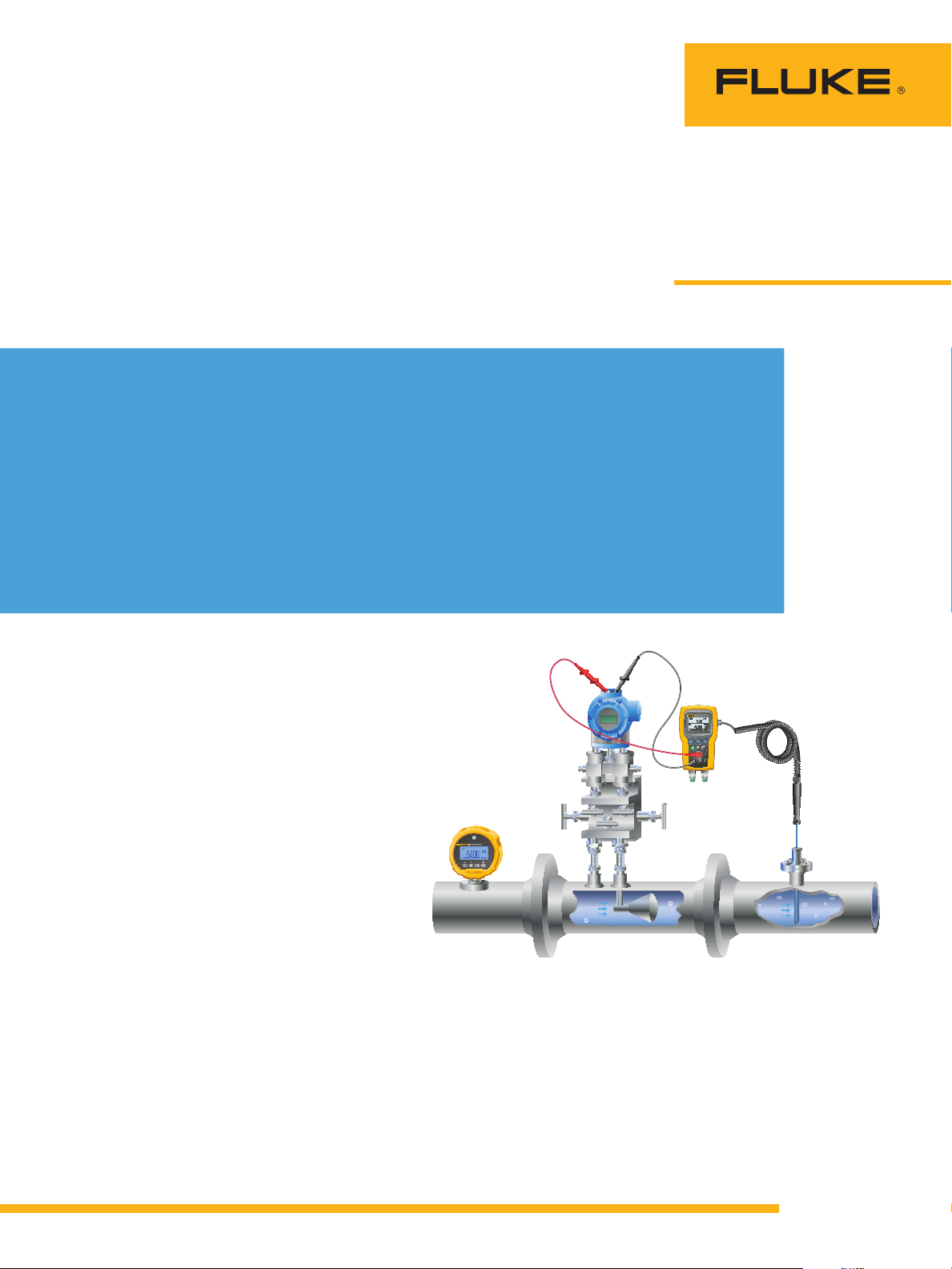
The Fluke 721 Precision Pressure Calibrator has
special features that support the complete calibration
of natural gas multi-variable electronic flowmeters
and other types of flow computers. With two internal
pressure ranges, external Fluke 750P pressure modules and an optional precision RTD probe, all of the
calibrations required for the flow computer can be
performed with just one instrument.
The Fluke 721 is available with two built-in
pressure ranges from from 16 psi/1 bar up to
5000 psi/345 bar. For this application, the
configuration with the low pressure sensor (P1)
16 psi/1 bar and high pressure sensor (P2) of
1500 psi/100 bar is frequently the best fit. Since the
Fluke 721 has an accuracy specification as a percent
of full scale, it is important to closely match the full
scale of the calibrator to the scale of the application
in order to get the best performance. (See sidebar
on system accuracy calculation and importance of
maintaining an adequate accuracy ratio).
In addition to the calibrator itself, a high and
low pressure calibration pressure source will be
needed. An accessory RTD probe is also required
for measuring temperature. An appropriate low
pressure source with 0.01 inH2O of resolution is
needed for the low pressure test, and a high pressure source such as a regulated nitrogen bottle or
hydraulic hand pump are required. One pump style
typically does not work well for both tests or extensive cleaning is required to switch from hydraulic
(oil or water) to pneumatic testing. High pressure
pumps typically do not have the desired resolution
for the low pressure test.
Application Note
PRESSURE
721
F1 F2 F3
V
mA
COM
CALIBRATOR
ZERO
30V
24mA
MAX
stream
7.21psi
Fluid
stream
Figure 1. Energ y is ex pressed in real, reactive, and apparent power.
Gas custody transfer
flow computer operational theory
Custody transfer flow computers are called by a
variety of names including electronic flowmeters
(EFMs) and multi-variable flow computers, but they
all feature some common principles of operation.
1. Volumetric flow measurement uses some type of
flow restriction such as an orifice plate to generate a pressure drop. The differential pressure
Fluid
From the Fluke Digital Library @ www.fluke.com/library
Page 2
created across this pressure drop is measured by
n
2
1
2
2
2
the flow computer as the primary measurement.
It is based on the principle that flow velocity is
proportional to the square root of the pressure
drop. The volumetric rate is then calculated from
the velocity by knowing the diameter of the pipe
in which the gas is flowing.
The measured pressure drop (differential) is
typically around 200 inches of water column
(“WC) or 8-10 psi.
2. To convert volumetric flow to mass flow you
also need to know the density of the mass per
volume of the flowing media. The flow computer makes this calculation using 2 additional
measurements, plus a range of factors/constants
based on the flowing media. The two additional
measurements are the static pressure of the gas
in the pipeline and the temperature of the gas in
the pipeline.
The static pressure in these applications
ranges widely from a low of about 300 psi /
20 bar to a high of about 2000 psi / 138 bar.
The temperature of the gas is usually at
ambient, so it is within the range of normal
environmental conditions.
3. A final consideration about flow computers is
how they are typically installed and used.
Industrial applications use either the analog
output of the flowmeter (4 to 20 mA) or a digital
output like the HART signal to get data from the
flowmeter to a control system or data acquisition
system.
This analog output is generally not used in
gas pipeline applications. Instead, the flowmeter
is a specialized device that operates standalone
to measure and record the total mass flow
through the pipeline. The total is periodically
“downloaded” from the flowmeter to be used in
an accounting of gas flow and custody transfer.
This information is also often sent through wirelessly to a central control point in operations.
The flowmeter may be packaged with other
electronic devices to be able to perform this
function or it may be purpose manufactured,
which is the most common type.
How to calibrate the flow computer
Each flow computer manufacturer has created
a proprietary method of calibration, but they all
use the same general technique, which will be
described here.
In these proprietary calibrations, the manufac-
turer has provided a software application, which
runs on a notebook computer (PC). The PC is connected to the serial port or USB port of the flow
System Accuracy Determination
In order to effectively calibrate an instrument, the
calibrator used must be more accurate than the
instrument by some factor. The factor will vary
according to the application, but it should be as
large as is practical. The minimum factor is generally considered to be 3 to 4 times. The common
term for expressing this factor is Test Uncertainty
Ratio or TUR. If the calibrator is 4 times more accurate than the device being tested it is referred to as
having a TUR of 4:1.
The rationale behind this comes from a technique for the statistical analysis of the error in a
system. This technique is called Root Square Sum
or RSS. To determine the error in a system you take
the square root of the sum of the errors squared
for all elements in the system. Note that this is not
the maximum possible error in a system, but is the
largest error which is statistically likely.
This formula describes the calculation, where Et
is the total error and E1, etc. are the errors of the
individual components of the system.
2
=+++EEEE
t
By using a TUR of 4:1, the effect of the error
in the calibrator is reduced to a small percentage
of the error of the instrument under test and can
...
therefore generally be disregarded. As an alternative to having a calibrator with the appropriate
ratio, users may elect to de-rate the performance
of the instrument to a value four times that of the
calibrator.
For example, using a calibrator with ±0.05%
accuracy would have a TUR of 4:1 testing an
instrument with an accuracy of ±0.2%. Due to
the continual advances in instrument technology,
calibration technology may, from time to time,
fail to provide the necessary TUR to calibrate to
the instrument manufacturer’s rated specification.
Alternately you can tighten the test tolerance to
80% of the desired specification to gain the same
confidence using a technique called guardbanding.
The fundamental concept of guardbanding is to
restrict the Pass/Fail limits applied to a calibration
test based on a defined criterion. The purpose of
guardbanding is to control the risk of accepting an
out-of-tolerance unit, or rejecting an in-tolerance
unit. Without guardbanding the result of a test will
be Pass or Fail. With guardbanding the result of a
test will be Pass, Fail, or Indeterminate. A Pass or
Fail test result without guardbanding may change
to a result of Indeterminate with guardbanding.
For more information on guardbanding refer to the
application note “Guardbanding with Confidence”
at www.fluke.com/guardbanding.
2 Fluke Corporation Calibrating Gas Custody Transfer Flow Computers
Page 3

computer. In this way, the software both instructs
the user to connect appropriate signals to the flow
computer (either pressure or temperature) and communicates that information to the flow computer so
that calibration errors can be corrected.
Note: This procedure is a generic description of the calibration process using the Fluke-721-1615 as an example. The actual procedure
will vary based on the original equipment manufacturer’s design and
instructions, test equipment used and on local process and policy.
Detailed Procedure
1. Setup
a. Turn on the calibrator and make sure that
you see three measurements, usually [P1],
[P2], and [RTD]. If you only see two measurements, press F1 [P1/P2] until three
measurements appear. If you see three measurements, but not [RTD], press F2 [mA/V/
RTD] until [RTD] appears. Refer to the user
guide for more information about calibrator
setups.
b. If needed, set the upper display (P1) to use
inches of water column (in H2O 60°F) as the
engineering unit, the middle display (p2)
to use psi as the engineering unit and the
bottom display (RTD) to use °F as the engineering unit. Refer to the user guide for more
information about setting engineering units.
Note: Once the calibrator has been configured to use these
settings, they become the default unless subsequently changed
by the user.
c. If necessary, zero both pressure displays
while vented to atmosphere. Refer to the user
guide for information about zeroing the pressure displays.
d. Isolate the flow computer from the process. (It
is normally installed with a 5 valve manifold.
Closing the valves on the process side of
the manifold will isolate it from the process).
Be sure to follow local policy and procedure
when performing this step.
F1 F2 F3
ZERO
V
mA
30V
24mA
MAX
COM
Figure 2. Sample set-up for Fluke 721 to low pressure side of
flow computer.
2. Differential pressure calibration
a. The differential pressure calibration is
performed using atmospheric pressure as a
reference, so the low pressure connection of
the flow computer or pressure transmitter is
vented and the high pressure connection on
the flow computer or transmitter is connected
to the low pressure port on the calibrator.
b. Connect the notebook computer (PC) to the
flow computer serial or USB port. Use the PC
to initiate the calibration process.
c. The PC will instruct the user to apply one or
more test pressures to the flow computer or
transmitter. For example, on a device with a
full scale differential measurement of 200”
WC, the test pressures may be 0, 100 and
200” WC. In each case, it is not necessary to
provide the exact pressure called for since the
user will also be prompted to enter the actual
pressure applied at each test point.
d. Set the hand pump pressure/vacuum con-
trol to the pressure mode and close the vent
valve. Squeeze the pump handles until the
desired pressure is generated. The vernier
or fine pressure control of the pump can be
used to adjust the pressure up or down in
small amounts. NOTE: 200” WC is approximately 7.2 psi. Since the pump can easily
exceed this pressure, it may be best to apply
repeated short squeezes of the pump to
allow for better control. The rate of pressure
increase will be affected by the volume of the
test system with faster increases when the
volume is lower.
e. When the differential calibration is complete,
open the pump vent control and disconnect the calibrator from the flow computer or
transmitter.
3. Static pressure calibration
a. For the static pressure calibration, the test
pressure will normally be applied to either
the same high pressure port or both the
high and low pressure ports simultaneously.
Refer to the manufacturer’s instructions for
details on the exact method of connection
to perform this test. Connect the high pressure sensor input (p2) to the appropriate port
on the flow computer or transmitter and to
the high pressure test source such as hand
pump or nitrogen bottle. NOTE: if the source
has 2 ports, one can be connected to the (p2)
input and the other to the port on the flow
computer/transmitter.
b. The PC will instruct the user to apply one or
more test pressures to the flow computer/
transmitter. For example, on a device with
3 Fluke Corporation Calibrating Gas Custody Transfer Flow Computers
Page 4

a full scale static pressure measurement of
1500 psi, the test pressures may be 0, 750
and 1500 psi. In each case, it is not necessary to provide the exact pressure called for
since the user will be prompted to enter the
actual pressure applied at each test point.
c. Use the high pressure test source to generate
the called for pressures and enter observed
data when prompted.
d. When the calibration is complete, carefully
vent the system and disconnect the and
pressure source.
4. Temperature calibration
a. Calibration of the temperature measurement
on the flow computer is done with a single
temperature point at the pipeline operating
temperature.
b. A test thermowell is provided adjacent to the
in service measuring RTD connected to the
flow computer or temperature transmitter.
Insert the calibrator probe into the test thermowell and allow time for the measurement
to reach a stable value.
Note: Inserting the probe can be done prior to the pressure
calibrations if local conditions permit. That allows sufficient
time to reach stability.
c. This calibration is based on the concept
that the same temperature is measured at
both thermowells and, therefore, the measured values should be identical. The PC will
prompt the user to enter the value observed
on the calibrator.
d. Remove the RTD from the test thermowell.
The calibration is complete.
5. Wrap up
a. Follow local policy and procedures and
manufacturer’s instructions for returning the
flow computer to service.
b. If the flow computer has transmitters for
measurement of differential pressure, static
pressure and temperature the flow computer
interprets the transmitters scaled mA output
via its mA analog inputs. In this instance, if
the calibration is unsuccessful, the individual
transmitters may need calibration and adjustment to remove errors. One last source of
errors to consider in this configuration, which,
is often overlooked is the mA input A/D of the
flow computer which typically has an offset
and gain adjustment.
4 Fluke Corporation Calibrating Gas Custody Transfer Flow Computers
Fluke. The Most Trusted Tools
in the World.
Fluke Corporation
PO Box 9090, Everett, WA 98206 U.S.A.
Fluke Europe B.V.
PO Box 1186, 5602 BD
Eindhoven, The Netherlands
For more information call:
In the U.S.A. (800) 443-5853 or
Fax (425) 446-5116
In Europe/M-East/Africa +31 (0) 40 2675 200 or
Fax +31 (0) 40 2675 222
In Canada (800)-36-FLUKE or
Fax (905) 890-6866
From other countries +1 (425) 446-5500 or
Fax +1 (425) 446-5116
Web access: http://www.fluke.com
©2014 Fluke Corporation.
Specifications subject to change without notice.
Printed in U.S.A. 3/2014 6002276A_EN
Modification of this document is not permitted
without written permission from Fluke Corporation.
 Loading...
Loading...