

Page 1
Festool GmbH
Seen at Ideal Tools.
Wertstraße 20
D-73240 Wendlingen
Tel.: 07024/804-0
Telefax: 07024/804-608
http://www.festool.com
MFS 400
MFS 700
Bedienungsanleitung/Ersatzteilliste*) 4
Operating Instructions/Spare parts list*) 4 - 5
Mode d’emploi/Liste de pièces de rechange*) 5
Instrucciones de servicio/Lista de piezas de repuesto*) 6
Istruzioni d’uso/Elenco parti di ricambio*) 6 - 7
Gebruiksaanwijzing/Lijst met reserveonderdelen*) 7 - 8
Bruksanvisning/Reservdelslista*) 8
Käyttöohje/Varaosaluettelo*) 8 - 9
Driftsvejledning/Reservedelsliste*) 9
Bruksanvisning/Reservedelsliste*) 10
Instruções de uso/Lista de peças sobresselentes*) 10 - 11
Руководство по эксплуатации/Перечень запасных частей*) 11 - 12
Návod k obsluze/Seznam náhradních dílù*) 12
468 009_001
Instrukcja obs³ug/Lista czêœci zamiennych*) 12 - 13
Page 2
Seen at Ideal Tools.
Page 3

Seen at Ideal Tools.
Page 4

Multi-Frässchablone
Seen at Ideal Tools.
Montage
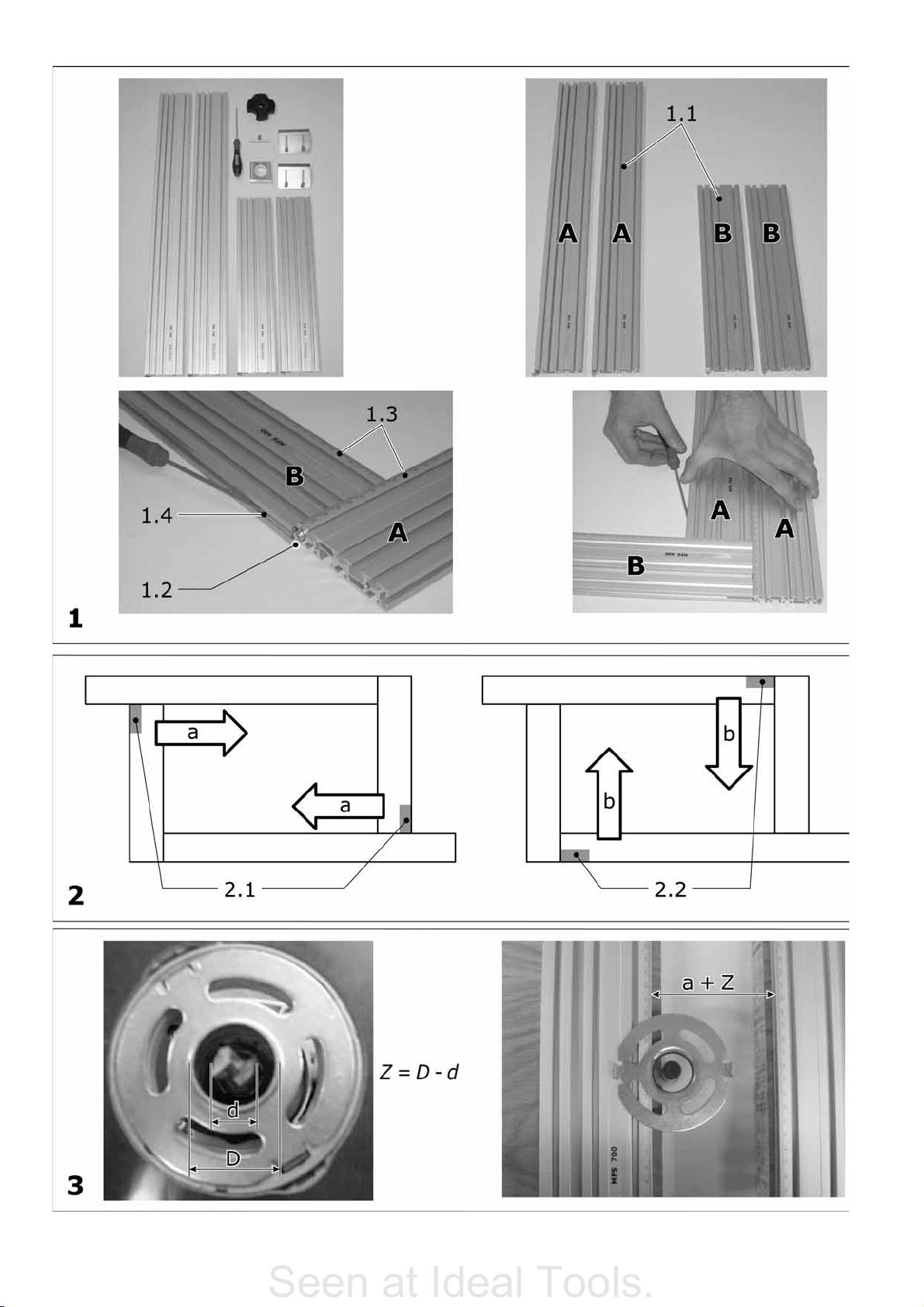
Die Profi le A und B (1.1) sind wie folgt zu montieren:
- Profi l B wird mittels des Nutensteins in die seitliche Nut (1.2) von Profi l A geschoben. Dabei
müssen beide Skalen nach innen zeigen (1.3).
- Die Profi le A und B sind über die seitliche Schraube zu verbinden (1.4). In gleicher Weise sind
die restlichen Profi le zu montieren.
- Die beiden L-Formen werden in gleicher Weise wie die Einzelprofi le zur Gesamtschablone zusammengesetzt und mit der seitlichen Schraube fi xiert (1.4).
- Die Schablone wird am Profi l A zusammengeschoben und das Profi l B ausgerichtet (1.5).
Rechteckige Ausschnitte erstellen
- Das Maß a wird durch Lösen der Schrauben (2.1) und Verschieben der Profi le in Pfeilrichtung
a eingestellt. Bei Erreichen des gewünschten Maß sind die Schrauben wieder zu fi xieren.
- Das Maß b wird durch Lösen der Schrauben (2.2) und Verschieben der Profi le in Pfeilrichtung
b eingestellt. Bei Erreichen des gewünschten Maß sind die Schrauben wieder zu fi xieren.
- Für das tatsächliche Einstellmaß auf der Schablone muss ein Zumaß Z zu Maß a und b addiert
werden: Z = D (Durchmesser Kopierring) - d (Durchmesser Fräser)
Abkippschutz
Der Abkippschutz (4.3) wird bei großfl ächigen Ausfräsungen in den Kopierring eingesetzt (4.1).
Der Höhenunterschied zwischen Frästisch und Werkstück wird somit ausgeglichen und ermöglicht ein kippfreies Führen der Oberfräse auf der Schablone (4.2). Der Abkippschutz kann mit
Kopierringen des Durchmessers 24, 27, 30 und 40 mm verwendet werden.
Winkelanschläge
Mit den Winkelanschlägen kann die Schablone auf dem Werkstück ausgerichtet oder parallel
verschoben werden. Diese werden in die unteren Nuten des Profi ls eingesetzt.
Kreisfräsen
- Der Kreisfräseinsatz wird in die innere Nut des Profi ls gesetzt (5.1). Anschließend werden die
Profi le zusammengeschoben.
- Schieben Sie den Kreisfräseinsatz in eine der Endlagen (5.2) und fi xieren Sie die dortige
Schraube (5.3). Wiederholen Sie dies mit der Gegenseite.
- Setzen Sie den Zentrierdorn in die innerste Nut (5.4) bis auf Anschlag ein und verschrauben
Sie ihn.
- Im Zentrum des zu fräsenden Kreises wird eine 8 mm Bohrung erstellt, in der anschließend
der Zentrierdorn eingesetzt wird (5.5).
- Der Kreisfräseinsatz muss auf den gewünschten Radius in Abhängigkeit des verwendeten Fräsers (5.6) eingestellt werden.
- Die Oberfräse ist mit einem 30 mm Kopierring aufzusetzen und der Radius abzufahren (5.7).
Routing template
Assembly
Profi les A and B (1.1) should be assembled as follows:
- Profi le B is pushed by means of the sliding block into the later groove (1.2) of profi le A. Both
scales must face inward (1.3).
- Profi les A and B must be connected via the later screw (1.4). Install the remaining profi les in
the same manner.
- The two L-shapes are joined in the same way as the individual profi les to the complete template
and secured with the lateral screw (1.4).
- The template is pushed together at profi le A and profi le B is aligned (1.5).
Creating rectangular cutouts
- Dimension a is set by releasing the screws (2.1) and shifting the profi les in arrow direction a.
When the desired dimension has been achieved, lock the screws again.
- Dimension b is set by releasing the screws (2.2) and shifting profi le in arrow direction b. When
the desired dimension has been achieved, lock the screws again.
- For the actual setting dimension of the template, an additional dimension Z must be added to
dimension a and b: Z = D (copying ring diameter) - d (router diameter).
4
Page 5

Tilt protection
Seen at Ideal Tools.
The tilt protection (4.3) is inserted in the copying ring for large surface cuts (4.1). The height
differential between router table and workpiece is thus compensated, allowing tilt-free guidance
of the router on the template (4.2). The tilt protection can be used with copying rings of diameters 24, 27, 30 and 40 mm.
Angle guides
With the angle guides, the template can be aligned or parallel shifted on the workpiece. They
are inserted in the lower groove of the profi le.
Circle routing
- The circle routing insert is inserted in the inner groove of the profi le (5.1). Then the profi les
are pushed together.
- The circle routing insert must be pushed into one of the limit positions (5.2) where the screw
must be secured (5.3). Repeat this for the opposite side.
- The centring mandrel is inserted into the inside groove (5.4) as far as the stop and screw fi tted.
- In the midpoint of the circle to be routed, an 8-mm hole is drilled into which the centring
mandrel is inserted (5.5).
- The circle routing insert must be set to the desired radius depending on the router (5.6) used.
- Mount the router with a 30-mm copying ring and move over the radius (5.7).
Gabarit de fraisage
Montage
Monter les profi lés A et B (1.1) de la manière suivante :
- A l’aide du coulisseau, glisser le profi lé B dans la rainure latérale (1.2) du profi lé A. Pour ce,
les 2 échelles graduées doivent être tournées vers l’intérieur (1.3).
- Assembler les profi lés A et B à l’aide de la vis latérale (1.4). De la même manière, monter les
profi lés restants.
- Assembler les 2 formes en L au gabarit global (de la même manière que les profi lés seuls) et
les fi xer avec la vis latérale (1.4).
- Glisser le gabarit contre le profi lé A et orienter le profi lé B (1.5).
Faire des découpes en angle droit
- Régler la dimension a en desserrant les vis (2.1) et en déplaçant les profi lés dans le sens de
la fl èche a. Une fois la bonne dimension obtenue, bloquer les vis.
- Régler la dimension b en desserrant les vis (2.2) et en déplaçant les profi lés dans le sens b de
la fl èche. Une fois la bonne dimension obtenue, bloquer les vis.
- Ajouter une mesure supplémentaire Z aux mesures a et b pour obtenir la mesure de réglage
effective sur le gabarit: Z = D (diamètre de la bague de copiage) - d (diamètre de la fraise)
Dispositif anti-basculement
Pour des fraisages de grandes surfaces, le dispositif anti-basculement (4.3) est inséré dans la
bague de copiage (4.1). La différence de hauteur entre la table de fraisage et la pièce à travailler est ainsi compensée et cela garantit un guidage de la défonceuse sur le gabarit (4.2) sans
risque de basculement. Il est possible d’utiliser le dispositif anti-basculement avec des bagues
de copiage de 24, 27, 30 et 40 mm de diamètre.
Butée angulaire
Les butées angulaires permettent d’orienter le gabarit sur la pièce à travailler ou à la déplacer
de manière parallèle. Celles-ci sont utilisées dans les rainures inférieures du profi lé.
Fraises circulaires
- Le guide d’outils pour arc de cercle est placé dans la rainure intérieure du profi lé (5.1). Les
profi lés sont ensuite réunis.
- Pousser le guide d’outils pour arc de cercle dans l’une des positions extrêmes (5.2) et bloquer
les vis présentes (5.3). Répéter l’opération avec le côté opposé.
- Amener la broche de centrage dans la rainure la plus centrale (5.4) jusqu’en butée et la visser.
- Réaliser un forage de 8 mm au centre du cercle de fraisage, puis y placer la broche de centrage
(5.5).
- Régler l’angle souhaité du guide d’outils pour arc de cercle en fonction de la fraise (5.6) utilisée.
- Doter la défonceuse d’une bague de copiage de 30 mm et partir du rayon (5.7).
5
 Loading...
Loading...