

Page 1
Originalbedienungsanleitung 6
Original operating manual 8 Originál návodu k obsluze 30
ǶȘȐȋȐȕȈȓ ǸțȒȖȊȖȌșȚȊȈ ȗȖ
ȥȒșȗȓțȈȚȈȞȐȐ
28
Notice d’utilisation d’origine 10
Manual de instrucciones
original
Istruzioni per l’uso originali 14 Originaalkasutusjuhend 36
Originele gebruiksaanwijzing 16 Izvornik naputka za uporabu 38
Originalbruksanvisning 18
Alkuperäiset käyttöohjeet 20 Originali naudojimo instrukcija 42
Original brugsanvisning 22 Originalna navodila za uporabo 44
Originalbruksanvisning 24 Eredeti kezelési utasítás 46
Manual de instruções original 26 īnjǀıLjİǐ ǎįdžDŽǁİǐ ǒİLjǏLjıNjǎǘ 48
12
Oryginalna instrukcja eksploatacji
ǶȘȐȋȐȕȈȓȕȖ “ǸȢȒȖȊȖȌșȚȊȖ
ȏȈ ȘȈȉȖȚȈ”
OriŕinŅlŅ lietošanas
pamŅcŝba
32
34
40
472726_003
LR 32
Page 2
1.10
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1
1.9
1.8
2.1
2.2
2.3
2
2.5
2.4
Page 3
3.1
3.2
3.3
3.4
3
Page 4

9,5 mm
16 mm
4
32 mm
Page 5

5
FSV (2x)
1
=
2
6.1
6
6.3
6.4 6.66.2
A B
L1
Lz
R1
Rz
Page 6

D
Lochreihen-System
Die angegebenen Abbildungen befi nden sich
am Anfang der Bedienungsanleitung.
1 Bestimmungsgemäße Verwendung
Das Lochreihen-System dient zum Herstellen
von Lochreihen mit dem Rastermaß 32 mm in
Verbindung mit Festool-Oberfräsen.
2 Sicherheitshinweise
• Beachten Sie stets die Sicherheitshinweise
der Handoberfräse.
• Es dürfen nur folgenden Handoberfräsen in
das Lochreihen-System eingesetzt werden:
OF 900, OF 1000, OF 1010, OF 1400 (jeweils
sämtliche Ausführungen).
3 Montage
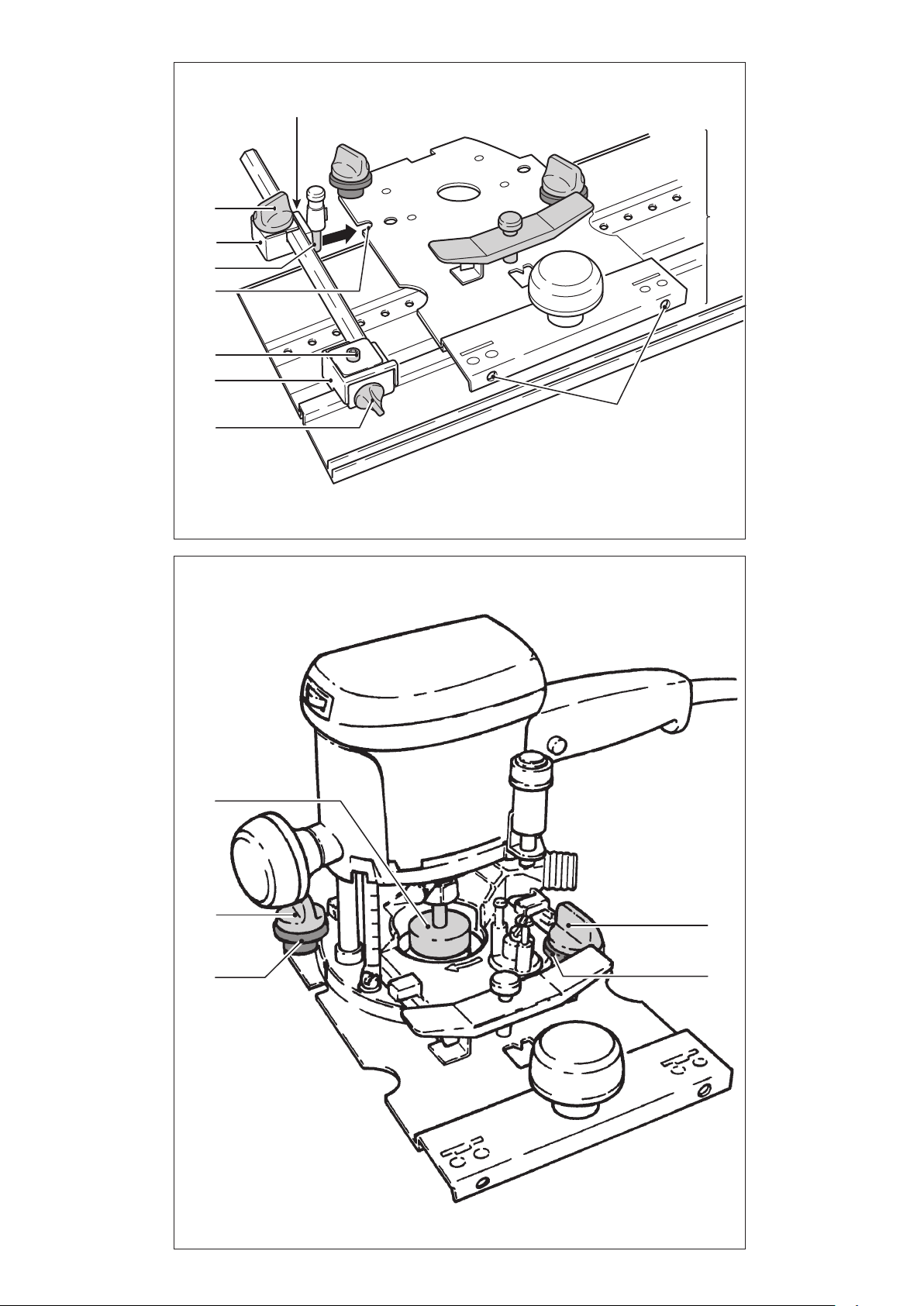
3.1 Führungsplatte
Stellen Sie das Führungsspiel der Führungsplatte auf der Führungsschiene ein, bevor Sie
die Oberfräse befestigen:
– Setzen Sie die Führungsplatte (1.9) auf eine
Führungsschiene.
– Stellen Sie die Führungsbacken (1.8) mit
einem Schraubendreher so ein, dass die
Führungsplatte spielfrei auf der Führungsschiene gleitet.
3.2 Seitenanschläge befestigen
– Setzen Sie die Seitenanschläge mit der
Nut des Führungsklotzes (1.6) auf die Führungsschiene.
– Klemmen Sie den Führungsklotz mit dem
Drehknopf (1.7) fest.
3.3 Seitenanschläge justieren
Diese Einstellung muss nur beim ersten Einsatz vorgenommen werden.
– Öffnen Sie den Drehknopf (1.1) des An-
schlagreiters (1.2).
– Verschieben Sie den Anschlagreiter, bis die
Nullmarkierungen von Anschlagreiter und
Anschlagstange (1.10) übereinstimmen.
– Schließen Sie den Drehknopf (1.1) des
Anschlagreiters.
– Öffnen Sie die Schraube (1.5).
– Schieben Sie die Führungsplatte an den
Seitenanschlag heran, bis der Stift (1.3)
des Anschlagreiters in die Nut (1.4) der
Führungsplatte eingreift.
– Ziehen Sie die Schraube (1.5) wieder an.
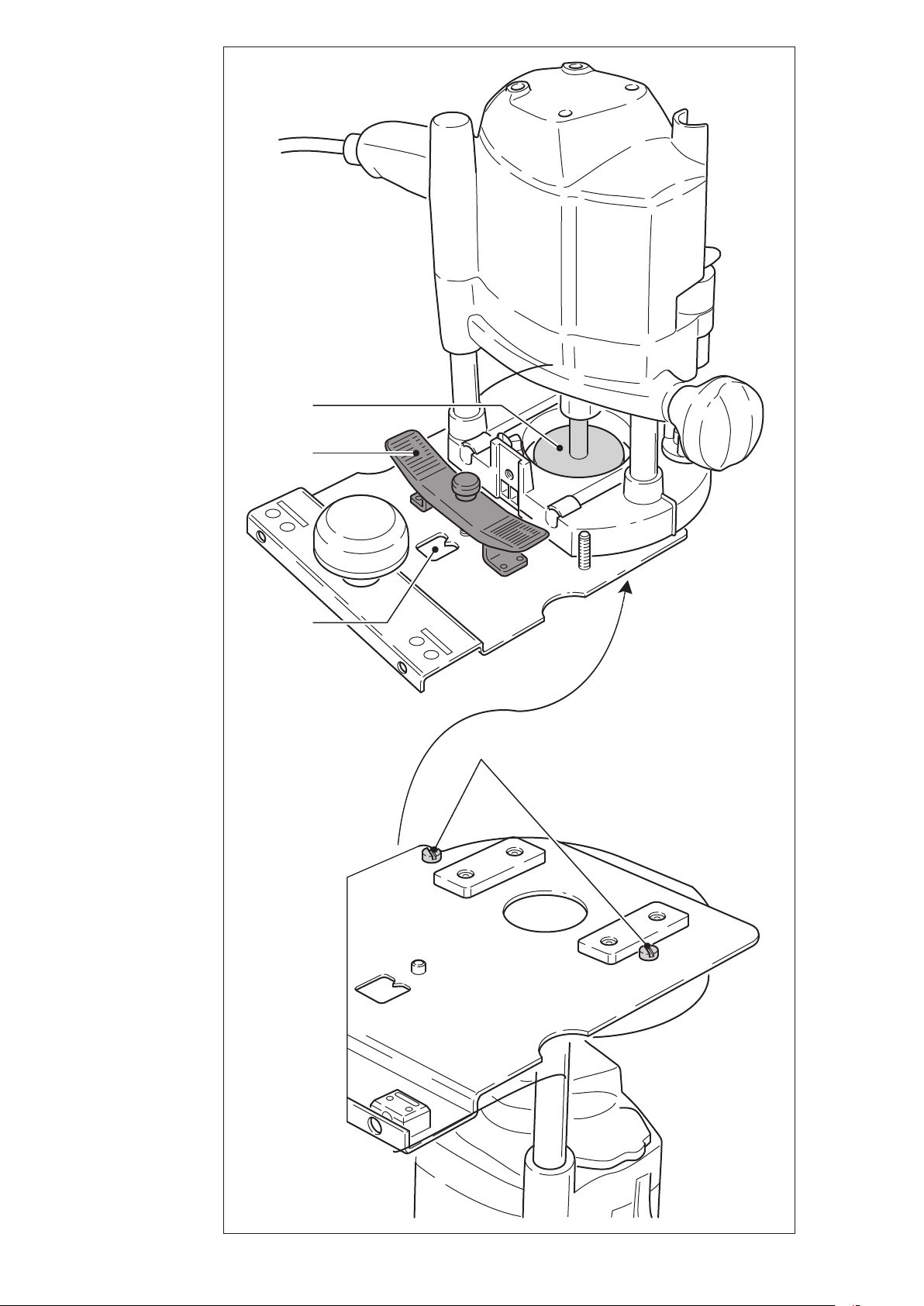
3.4 Oberfräse befestigen
a) OF 900, OF 1000, OF 1010
– Befestigen Sie den Zentrierdorn (2.1) in der
Spannzange der Oberfräse.
– Öffnen Sie die Drehknöpfe (2.2, 2.5).
– Zentrieren Sie die Oberfräse mit dem Zen-
trierdorn auf der Führungsplatte.
– Schließen die Drehknöpfen (2.2, 2.5),
so dass die Oberfräse mit den Spannelementen (2.3, 2.4) an der Führungsplatte
gespannt wird.
– Tauschen Sie den Zentrierdorn gegen einen
Dübellochbohrer aus.
b) OF 1400
– Befestigen Sie den Zentrierdorn (3.1) in der
Spannzange der Oberfräse.
– Entfernen Sie die Drehknöpfe (2.2, 2.5) und
die Spannelemente (2.3, 2.4).
– Zentrieren Sie die Oberfräse mit dem Zen-
trierdorn auf der Führungsplatte.
– Befestigen Sie die Oberfräse mit den
Schrauben (3.4) an der Führungsplatte.
– Tauschen Sie den Zentrierdorn gegen einen
Dübellochbohrer aus.
3.5 Längenanschläge befestigen (Bild
4)
Die beiden Längsanschläge sind an den Enden
der Führungsschiene zu befestigen. Durch die
Längsanschläge wird beim späteren Arbeiten
der Abstand zwischen der Werkstückkante
und der Mitte der ersten Bohrung festgelegt. Dieses Maß kann 9,5 mm, 16 mm oder
32 mm betragen.
Befestigung: siehe Bild 4.
4 Arbeiten mit dem FS-LR 32
Erste Lochreihe (Bild 6A):
– Stellen Sie die Anschlagreiter (6.2) der Sei-
tenanschläge auf den gewünschten Abstand
der Lochreihe von der Werkstückkante ein.
Die Skalen auf den Anschlagstangen (6.1)
zeigen den eingestellten Abstand ein. Durch
die Nonius-Skala auf dem Anschlagreiter
können Sie den Abstand auf 1/10 mm genau einstellen.
– Richten Sie die Führungsschiene mit den
Seitenanschlägen und dem Längsanschlag
(6.3) auf dem Werkstück aus.
– Befestigen Sie die Führungsschiene mit
den Schraubzwingen FSZ (6.4) auf dem
Werkstück.
– Empfehlung: Markieren Sie durch das
Sichtfenster (3.3) der Führungsplatte die
Position der ersten (R1) und letzten (Rz)
Dübellochbohrung auf der Führungsschiene. Dies erleichtert Ihnen die Bearbeitung
weiterer Werkstücke.
– Drücken Sie die Wippe (3.2) seitlich. Da-
durch wird der Bolzen in der Mitte der Wippe
aus der Bohrung in der Führungsschiene angehoben, und die Führungsplatte lässt sich
auf der Führungsschiene verschieben.
– Verschieben Sie die Führungsplatte mit
der Oberfräse an die gewünschte Position.
Lassen Sie die Wippe los, so dass der Bolzen
der Wippe in eine Bohrung der Führungsschiene einrastet.
– Sollten Sie am Ende der Führungsschiene
6
Page 7

Dübellöcher benötigen, können Sie den
Längenanschlag nach dem Festklemmen
der Führungsschiene auf dem Werkstück
entfernen.
– Bohren Sie nacheinander die Dübellöcher.
• Maschinenkunde,
• Kostenlose Baupläne zum Download,
• Wissenswertes rund ums Holz - Holz-
lexikon“
Zweite Lochreihe (Bild 6B):
– Drehen Sie entweder die Führungsschiene
oder das Werkstück um 180° drehen.
– Legen Sie das Werkstück am anderen Län-
genanschlag (6.5) an.
– Empfehlung: Übertragen Sie die Lage der
Dübellöcher der ersten Lochreihe für die
zweite Lochreihe (L1, Lz) auf die Führungs-
schiene.
– Bohren Sie die Dübellöcher der zweiten
Lochreihe.
Bei längeren Lochreihen können 2 Führungsschienen mit einem Längsanschlag
und den Verbindungsstücken FSV verbunden werden (siehe Bild 5).
„Weitere interessante Informationen
zum Arbeiten mit Ihrem Festool Werkzeug fi nden Sie auf der Internetseite
www.festool.de/fuer-zu-hause, z. B.:
• Anwendungsbeispiele – Tipps und
Tricks,
5 Bohrungen für Beschläge
Sollen Bohrungen für Beschläge (Scharniere,
Bänder, Riegel ...) zwischen zwei Dübellöcher
gesetzt werden, müssen Sie den Längenanschlag nach dem Bohren der Dübellöcher
umdrehen.
Die Ausrichtung der Führungsschiene erfolgt
wieder mit Seiten- und Längenanschlag.
6 REACh für Festool Produkte, deren
Zubehör und Verbrauchsmaterial:
REACh ist die seit 2007 in ganz Europa gültige
Chemikalienverordnung. Wir als „nachgeschalteter Anwender“, also als Hersteller von
Erzeugnissen sind uns unserer Informationspfl icht unseren Kunden gegenüber bewusst.
Um Sie immer auf dem neuesten Stand halten zu können und über mögliche Stoffe der
Kandidatenliste in unseren Erzeugnissen zu
informieren, haben wir folgende Website für
Sie eingerichtet: www.festool.com/reach
7
Page 8

GB
Hole drilling system
The specifi ed illustrations can be found at
the beginning of the operating instructions.
1 Intended use
The hole drilling system is used for drilling
rows of holes with spacing of 32 mm in conjunction with Festool routers.
2 Safety instructions
• Please always observe the safety instruc-
tions of the hand-held router.
• Only the following hand-held routers may
be used in the hole drilling system: OF
900, OF 1000, OF 1010, OF 1400 (all versions in each case).
3 Assembly
3.1 Guide plate
Set the guide play of the guide plate on the
guide rail before you secure the router:
– Place the guide plate (1.9) on a guide
rail.
– Set the guide jaws (1.8) with a screwdriv-
er so that the guide plate slides free of
play on the guide rail.
3.2 Securing lateral stops
– Place the lateral stops with the groove of
the guide block (1.6) on the guide rail.
– Clamp the guide block fi rmly with the ro-
tary knob (1.7).
3.3 Adjusting lateral stops
This setting only has to be made once before
initial use.
– Open the rotary knob (1.1) of the stop
slide (1.2).
– Push the stop slide until the zero markings
on the stop slide and stop rod (1.10) are
aligned.
– Close the rotary knob (1.1) of the stop
slide.
– Open the screw (1.5).
– Slide the guide plate towards the lateral
stop until the pin (1.3) of the stop slide
engages in the groove (1.4) of the guide
plate.
– Tighten the screw (1.5) fi rmly again.
3.4 Securing the router
a) OF 900, OF 1000, OF 1010
– Secure the centring pin (2.1) in the collet
of the router.
– Open the rotary knobs (2.2, 2.5).
– Centre the router with the centring pin on
the guide plate.
– Close the rotary knobs (2.2, 2.5) so that
the router is clamped with the clamping
elements (2.3, 2.4) on the guide plate.
– Replace the centring pin with a dowel drill
bit.
b) OF 1400
– Secure the centring pin (3.1) in the collet
of the router.
– Remove the rotary knobs (2.2, 2.5) and
clamping elements (2.3, 2.4).
– Centre the router with the centring pin on
the guide plate.
– Secure the router with the screws (3.4) on
the guide plate.
– Replace the centring pin with a dowel drill
bit.
3.5 Securing the longitudinal stops
(Fig. 4)
Both longitudinal stops must be secured to
the ends of the guide rail. During subsequent work, the longitudinal stops defi ne the
distance between the workpiece edge and
the middle of the fi rst bore. This dimension
can be 9.5 mm, 16 mm or 32 mm.
Fastening: see Fig. 4.
4 Working with the FS-LR 32
First track of holes (Fig. 6A):
– Set the stop slide (6.2) of the lateral stops
to the desired distance between the track
of holes and the workpiece edge. The
scales on the stop rods (6.1) indicate the
set distance. The vernier scale on the stop
slide allows you to set the distance to an
accuracy of 1/10 mm.
– Align the guide rail with lateral stops and
longitudinal stop (6.3) on the workpiece.
– Secure the guide rail with screw clamps
FSZ (6.4) on the workpiece.
– Recommendation: Mark the position of the
fi rst (R1) and last (Rz) dowel bore on the
guide plate through inspection glass (3.3)
of the guide plate. This makes it easier for
you to process other workpieces.
– Press the rocker (3.2) laterally. This raises
the pin in the centre of the rocker out of
the bore and the guide plate can be pushed
on the guide rail.
– Push the guide plate with router into the
desired position. Release the rocker so
that the rocker pin engages in a bore on
the guide rail.
– If you require dowel holes at the end of
the guide rail, you can remove the longitudinal stop after clamping the guide rail on
the workpiece.
– Drill the dowel holes one after the other.
Second track of holes (Fig. 6B):
– Turn either the guide rail or workpiece
180°.
– Place the workpiece against the other lon-
gitudinal stop (6.5).
– Recommendation: Transfer the position of
8
Page 9

the dowel holes of the fi rst track of holes
onto the guide rail for use with the second
track of holes (L1, Lz).
– Drill the dowel holes of the second track of
holes.
For longer hole series, 2 guide rails can
be joined with one longitudinal stop and
FSV connecting elements (see Fig. 5).
5 Bores for hardware
If bores for hardware (hinges, fastenings,
locking bolts ...) have to be placed between
two dowel holes, the longitudinal stop must
be turned around after the dowel holes have
been drilled.
The alignment of the guide rail is carried
out again using the lateral and longitudinal
stop.
6 REACH for Festool products, their accessories and consumables
REACh is a European Chemical Directive that
came into effect in 2007. As “downstream
users” and product manufacturers, we are
aware of our duty to provide our customers
with information. We have set up the following website to keep you updated with all the
latest news and provide you with information on all the materials used in our existing
products: www.festool.com/reach
9
Page 10

F
Système pour pistes perforées
Les illustrations indiquées se trouvent au début du mode d‘emploi.
1 Utilisation conforme
Le système de pistes perforées sert à la réalisation de pistes perforées de trame 32 mm
avec les défonceuses Festool.
2 Informations de sécurité
• Respectez en permanence les consignes de
sécurité de la défonceuse à main.
• Seules les défonceuses à main suivantes
doivent être utilisées dans le système de
pistes perforées : OF 900, OF 1000, OF
1010, OF 1400 (toutes les versions de chaque modèle).
3 Montage
3.1 Plaque de guidage
Réglez le jeu de guidage de la plaque de guidage sur le rail de guidage avant de fi xer la
défonceuse :
– Positionnez la plaque de guidage (1.9) sur
un rail de guidage.
– Réglez les joues de guidage (1.8) à l‘aide
d‘un tournevis de façon à ce que la plaque
de guidage coulisse sans jeu sur le rail de
guidage.
3.2 Fixation des butées latérales
– Placez les butées latérales avec la rainure
de la plaquette de guidage (1.6) sur le rail
de guidage.
– Serrez la plaquette de guidage avec la mo-
lette (1.7).
3.3 Ajustement des butées latérales
Ce réglage ne doit être réalisé qu‘à la première utilisation.
– Ouvrez la molette (1.1) du curseur (1.2).
– Décalez le curseur jusqu‘à ce que les re-
pères zéro du curseur et de la tige butée
(1.10) coïncident.
– Fermez la molette (1.1) du curseur.
– Ouvrez la vis (1.5).
– Déplacez la plaque de guidage contre la
butée latérale jusqu‘à ce que la broche
(1.3) du curseur s‘engage dans la rainure
(1.4) de la plaque de guidage.
– Resserrez la vis (1.5).
3.4 Fixation de la défonceuse
a) OF 900, OF 1000, OF 1010
– Fixez la broche de centrage (2.1) dans la
pince de serrage de la défonceuse.
– Desserrez les molettes (2.2, 2.5).
– Centrez la défonceuse avec la broche de
centrage sur la plaque de guidage.
– Serrez les molettes (2.2, 2.5) de façon à
ce que la défonceuse soit bloquée avec les
éléments de serrage (2.3, 2.4) sur la plaque de guidage.
– Remplacez la broche de centrage par une
fraise pour tourillon.
b) OF 1400
– Fixez la broche de centrage (3.1) dans la
pince de serrage de la défonceuse.
– Enlevez les molettes (2.2, 2.5) et les élé-
ments de serrage (2.3, 2.4).
– Centrez la défonceuse avec la broche de
centrage sur la plaque de guidage.
– Fixez la défonceuse sur la plaque de gui-
dage avec les vis (3.4).
– Remplacez la broche de centrage par une
fraise pour tourillon.
3.5 Fixation des butées de longueur (fi -
gure 4)
Les deux butées en longueur doivent être
fi xées aux extrémités du rail de guidage. Les
butées en longueur permettent, lors d‘une
opération ultérieure, de défi nir la distance
entre le bord de la pièce et le centre du premier trou. Cette cote peut être de 9,5 mm,
16 mm ou de 32 mm.
Fixation : voir fi g. 4.
4 Opération avec le FS-LR 32
Première piste perforée (fi g. 6A) :
– Réglez les curseurs (6.2) des butées la-
térales à la distance souhaitée de la piste
perforée depuis le bord de la pièce. Les
verniers sur les tiges butées (6.1) indiquent la distance réglée. Le vernier situé
sur le curseur vous permet de régler la
distance à 1/10 mm près.
– Ajustez le rail de guidage avec les butées
latérales et la butée en longueur (6.3) sur
la pièce à travailler.
– Fixez le rail de guidage avec les serre-
joints FSZ (6.4) sur la pièce à travailler.
– Recommandation : à travers la fenêtre
(3.3) de la plaque de guidage, repérez
la position du premier (R1) et du dernier
(Rz) trou de tourillon sur le rail de guidage. Cela vous facilite le travail sur d‘autres
pièces.
– Poussez la bascule (3.2) sur le côté. Cela
soulève l‘axe au centre de la bascule du
trou à l‘intérieur du rail de guidage, et la
plaque de guidage peut être déplacée sur
le rail de guidage.
– Décalez la plaque de guidage avec la dé-
fonceuse sur la position souhaitée. Relâchez la bascule de façon à ce que l‘axe de
la bascule s‘engage dans un trou du rail de
guidage.
– Si des trou de tourillons sont nécessaires à
l‘extrémité du rail de guidage, vous pouvez
enlever la butée de longueur après avoir
bloqué le rail de guidage sur la pièce.
10
Page 11
– Percez les trous successivement.
Deuxième piste perforée (fi g. 6B) :
– Tournez le rail de guidage ou la pièce à
travailler de 180°.
– Placez la pièce à travailler sur une autre
butée de longueur (6.5).
– Recommandation : reportez la position
des trous de la première piste perforée sur
le rail de guidage pour la deuxième piste
perforée (L1, Lz).
– Percez les trous de la deuxième piste per-
forée.
Pour des pistes perforées plus longues,
il est possible d’assembler 2 rails de guidage avec une butée longitudinale et les
pièces de liaison FSV (voir fi gure 5).
5 Perçage pour ferrures
Si les trous des ferrures (charnières, bandes, verrous ...) doivent être placés entre
deux trous de tourillon, vous devez retourner la butée de longueur après le perçage
des trous des tourillons.
L‘alignement du rail de guidage s‘effectue à
nouveau avec la butée latérale et la butée
de longueur.
6 REACh pour les produits Festool, leurs
accessoires et les consommables
REACh est le nom de la directive sur les
produits chimiques applicable à l’ensemble
de l’Europe depuis 2007. En notre qualité
d’« utilisateur en aval », en l’occurrence de
fabricant de produits, nous sommes tenus
à un devoir d’information vis-à-vis de notre
clientèle. Afi n de vous tenir systématique-
ment informés des dernières nouveautés
ainsi que des substances susceptibles de fi -
gurer sur la liste des candidats et rentrant
dans la composition de nos produits, nous
avons créé le site Internet suivant : www.
festool.com/reach
11
Page 12

E
Sistema de pistas de perforaciones
Las fi guras indicadas se encuentran al co-
mienzo del manual de instrucciones.
1 Uso conforme a la destinación
El sistema de pistas de perforaciones tiene
como fi nalidad realizar pistas de perforacio-
nes con una retícula de 32 mm en combinación con una fresadora Festool.
2 Instrucciones de seguridad
• Observe en todo momento las indicaciones
de seguridad de la fresadora manual.
• El sistema de pistas de perforaciones es
compatible únicamente con las siguientes
fresadoras manuales (en todas sus versiones): OF 900, OF 1000, OF 1010, OF
1400.
3 Montaje
3.1 Placa guía
Antes de fi jar la fresadora, coloque el jue-
go de guiado de la placa guía en el riel de
guía:
– Apoye la placa guía (1.9) sobre un riel de
guía.
– Con la ayuda de un destornillador, apriete
las mordazas de guía (1.8) hasta que el
riel de guía se deslice sin juego.
3.2 Fijación de los topes laterales
– Monte los topes laterales con la ranura del
taco guía (1.6) en el riel de guía.
– Apriete bien el taco con el botón giratorio
(1.7).
3.3 Ajuste de los tope laterales
Este ajuste sólo debe realizarse al usar el
sistema por primera vez.
– Mueva el botón giratorio (1.1) para abrir el
tope de apoyo (1.2).
– Desplace el tope de apoyo hasta hacer co-
incidir la marca 0 del tope de apoyo con la
de la barra de tope (1.10).
– Mueva ahora el botón giratorio (1.1) en
sentido contrario para cerrar el tope de
apoyo.
– Afl oje el tornillo (1.5).
– Deslice la placa guía por el tope late-
ral hasta que la espiga (1.3) del tope de
apoyo entre en la ranura (1.4) de la placa
guía.
– Vuelva a apretar el tornillo (1.5).
3.4 Fijación de la fresadora
a) OF 900, OF 1000, OF 1010
– Sujete el mandril de centraje (2.1) con la
pinza de la fresadora.
– Mueva las ruedas giratorias (2.2, 2.5) para
abrirlas.
– Centre la fresadora con el mandril de cen-
traje en la placa guía.
– Mueva los botones giratorios (2.2, 2.5) en
sentido contrario hasta que la fresadora
quede inmovilizada por los elementos de
sujeción (2.3, 2.4) en la placa guía.
– Cambie el mandril de centraje por una
broca para orifi cios de taco.
b) OF 1400
– Sujete el mandril de centraje (3.1) con la
pinza de la fresadora.
– Retire los botones giratorios (2.2, 2.5) y
los elementos de sujeción (2.3, 2.4).
– Centre la fresadora con el mandril de cen-
traje en la placa guía.
– Afi ance la fresadora con los tornillos (3.4)
a la placa guía.
– Cambie el mandril de centraje por una
broca para orifi cios de taco.
3.5 Fijación de los topes longitudinales
(Figura 4)
Los dos topes longitudinales deben fi jarse en
sendos extremos del riel de guía. Los topes
longitudinales sirven para determinar la distancia entre el canto de la pieza de trabajo y
el centro del primer orifi cio, con vistas a un
trabajo futuro. La medida resultante puede
ser de 9,5 mm, 16 mm o de 32 mm.
Fijación: véase la fi gura 4.
4 Trabajo con el FS-LR 32
Primera pista de perforaciones (fi gura
6A):
– Ajuste los topes de apoyo (6.2) de los to-
pes laterales hasta obtener la distancia requerida entre la pista de perforaciones y
la pieza de trabajo. Las escalas graduadas
de las barras de tope (6.1) señalan la distancia ajustada. La escala nonio del tope
de apoyo permite aumentar la precisión de
esta distancia en 1/10 mm.
– Alinee el riel de guía con la pieza de traba-
jo utilizando los topes laterales y los longitudinales (6.3).
– Fije el riel de guía a la pieza de trabajo con
los sargentos FSZ (6.4).
– Recomendación: utilice la mirilla (3.3) de
la placa guía para marcar la posición del
primer (R1) y el último (Rz) orifi cio del
taco en el riel de guía. Ello le ahorrará trabajo con futuras piezas.
– Presione el balancín (3.2) por los laterales.
El perno del centro del balancín sobresaldrá así por el orifi cio del riel de guía, per-
mitiendo a la placa guía desplazarse.
– Desplace la placa guía con la fresadora
hasta la posición deseada. Deje suelto el
balancín para que su perno pueda acomodarse en un orifi cio del riel de guía.
– Si precisa de más orifi cios de taco en el
extremo del riel de guía, puede retirar el
12
Page 13

tope longitudinal, una vez sujeto el riel de
guía a la pieza de trabajo.
– Perfore los orifi cios de taco de forma con-
secutiva.
Segunda pista de perforaciones (fi gura
6B):
Gire el riel de guía o la pieza de trabajo 180°.
–
– Coloque la pieza de trabajo en otro tope
longitudinal (6.5).
– Recomendación: traslade al riel de guía la
posición de los orifi cios de taco de la pri-
mera pista de perforación para perforar la
segunda pista (L1, Lz).
– Perfore los orifi cios de taco de la segunda
pista de perforación.
Para líneas de orifi cios largas pueden
unirse 2 rieles de guía con un tope longitudinal y con las piezas de unión FSV
(véase fi gura 5).
5 Orifi cios para herrajes
En caso de que entre dos orifi cios de taco
haya que practicar orifi cios complementarios
para herrajes (bisagras, cintas, cerrojos ...),
es necesario girar el tope longitudinal una
vez perforados los orifi cios de taco.
Debe volver a alinearse el riel de guía con los
topes lateral y longitudinal.
6 Normativa REACh para productos
Festool, incluyendo accesorios y material de consumo
La normativa REACh, vigente desde 2007
en toda Europa, regula el uso de productos químicos. Nosotros, como “usuarios intermedios”, es decir, como fabricantes de
productos, somos conscientes de nuestra
obligación de mantener informados a nuestros clientes. A fi n de mantenerle siempre al
día de nuestras novedades y de informarle
sobre las posibles sustancias utilizadas en
nuestros productos, hemos creado para usted la siguiente página web: www.festool.
com/reach
13
Page 14

I
Sistema per fori in linea
Le fi gure indicate nel testo si trovano all’in-
zio delle istruzioni per l‘uso.
1 Utilizzo conforme
Il sistema per fori in linea serve per creare
serie di fori con un passo di 32 mm in combinazione con le fresatrici verticali Festool.
2 Informazioni per la sicurezza
• Osservare sempre le avvertenze di sicurez-
za della fresatrice verticale manuale.
• Nel sistema per fori in linea possono essere
utilizzate esclusivamente le seguenti fresatrici verticali manuali: OF 900, OF 1000,
OF 1010, OF 1400 (tutte le versioni di ogni
modello).
3 Montaggio
3.1 Piastra di guida
Regolare il gioco della piastra di guida sul
binario di guida, prima di fi ssare la fresatrice
verticale:
– Inserire la piastra di guida (1.9) su un bi-
nario di guida.
– Regolare con un cacciavite le ganasce di
guida (1.8), in modo tale che la piastra di
guida scorra senza gioco sul binario di gui-
da.
– Aprire le manopole (2.2, 2.5).
– Centrare la fresatrice verticale con l‘albero
di centraggio sulla piastra di guida.
– Chiudere le manopole (2.2, 2.5) in modo
tale che la fresatrice verticale venga fi ssa-
ta alla piastra di guida con gli elementi di
serraggio (2.3, 2.4).
– Sostituire l‘albero di centraggio con una
punta per fori per tasselli.
b) OF 1400
– Fissare l‘albero di centraggio (3.1) nella
pinza portautensili della fresatrice verticale.
– Rimuovere le manopole (2.2, 2.5) e gli
elementi di serraggio (2.3, 2.4).
– Centrare la fresatrice verticale con l‘albero
di centraggio sulla piastra di guida.
– Fissare la fresatrice verticale con le viti
(3.4) alla piastra di guida.
– Sostituire l‘albero di centraggio con una
punta per fori per tasselli.
3.5 Fissaggio delle battute longitudinali
(fi g. 4)
Le due battute longitudinali devono essere
fi ssate alle estremità del binario di guida.
Mediante le battute longitudinali, durante il
lavoro successivo verrà stabilita la distanza tra il bordo del pezzo in lavorazione e il
centro del primo foro. Questa distanza può
essere di 9,5 mm, 16 mm o 32 mm.
Fissaggio: vedere fi gura 4.
3.2 Fissaggio delle battute laterali
– Inserire le battute laterali con la scanala-
tura del ceppo di guida (1.6) sul binario di
guida.
– Serrare il ceppo di guida con la manopola
(1.7).
3.3 Regolazione delle battute laterali
Questa regolazione deve essere effettuata
solo al primo impiego.
– Aprire la manopola (1.1) dello scorrevole
della battuta (1.2).
– Spostare lo scorrevole della battuta fi no
a far coincidere la tacca dello zero dello
scorrevole della battuta con la tacca dello
zero dell‘asta della battuta (1.10).
– Chiudere la manopola (1.1) dello scorre-
vole della battuta.
– Aprire la vite (1.5).
– Avvicinare la piastra di guida alla battuta
laterale fi no a far ingranare il perno (1.3)
dello scorrevole della battuta nella scana-
latura (1.4) della piastra di guida.
– Serrare nuovamente la vite (1.5).
3.4 Fissaggio della fresatrice verticale
a) OF 900, OF 1000, OF 1010
– Fissare l‘albero di centraggio (2.1) nella
pinza portautensili della fresatrice vertica-
le.
4 Lavorare con il FS-LR 32
Prima serie di fori (fi gura 6A):
– Regolare gli scorrevoli (6.2) delle battute
laterali sulla distanza desiderata tra la serie
di fori e il bordo del pezzo in lavorazione.
Le scale graduate sulle aste della battuta
(6.1) indicano la distanza impostata. Mediante la scala del nonio sullo scorrevole
della battuta si può impostare la distanza
con una precisione di 1/10 mm.
– Allineare con il pezzo in lavorazione il bi-
nario di guida con le battute laterali e la
battuta longitudinale (6.3).
– Fissare il binario di guida sul pezzo in lavo-
razione con il morsetto FSZ (6.4).
– Consiglio: segnare tramite l‘apertura (3.3)
della piastra di guida la posizione del primo (R1) e dell‘ultimo (Rz) foro per tasselli
sul binario di guida. Questo accorgimento
faciliterà la lavorazione dei pezzi successivi.
– Premere lateralmente il pulsante a bilico
(3.2). In questo modo, il perno al centro
del pulsante si solleva dal foro nel binario
di guida, ed è possibile spostare la piastra
di guida sul binario di guida.
– Spostare la piastra di guida con la fresa-
trice verticale nella posizione desiderata.
Rilasciare il pulsante a bilico, in modo che
14
Page 15

il perno del pulsante si innesti in un foro
del binario di guida.
– Se si ha ancora bisogno di fori per tasselli
oltre l‘estremità del binario di guida, dopo
il bloccaggio del binario di guida è possi-
bile rimuovere la battuta longitudinale dal
pezzo in lavorazione.
– Eseguire in sequenza i fori per tasselli.
Seconda serie di fori (fi gura 6B):
– Ruotare di 180° il binario di guida o il pez-
zo in lavorazione.
– Appoggiare il pezzo in lavorazione sull‘al-
tra battuta longitudinale (6.5).
– Consiglio: per la seconda serie di fori (L1,
Lz), riportare sul binario di guida la posi-
zione dei fori per tasselli della prima serie
di fori.
– Eseguire i fori per tasselli della seconda
serie di fori.
Per le serie di fori più lunghe è possibile
eseguire giunzioni con 2 binari di guida
con un riscontro longitudinale e gli elementi di giunzione FSV (v. fi g. 5).
5 Fori per elementi in metallo
Se si devono eseguire fori per elementi in
metallo (cerniere, nastri, chiavistelli ...) tra
due fori per tasselli, è necessario ruotare la
battuta longitudinale dopo l‘esecuzione dei
fori per tasselli.
Il binario di guida viene nuovamente allineato mediante la battuta laterale e la battuta
longitudinale.
6 REACh per prodotti Festool, gli accessori e il materiale di consumo
REACh è l’ordinanza sulle sostanze chimiche valida in tutta Europa dal 2007. Noi, in
quanto „utenti fi nali“, ovvero in quanto fab-
bricanti di prodotti, siamo consapevoli del
nostro dovere di informazione nei confronti
dei nostri clienti. Per potervi tenere sempre
aggiornati e per informarvi delle possibili sostanze appartenenti alla lista di candidati e
contenute nei nostri prodotti, abbiamo organizzato il seguente sito web per voi: www.
festool.com/reach
15
Page 16

NL
Gatenrijsysteem
De vermelde afbeeldingen staan aan het begin van de handleiding.
1 Reglementair gebruik
Het gatenrijsysteem is bestemd voor het
maken van gatenrijen met de rastermaat 32
mm in combinatie met Festool-bovenfrezen.
2 Veiligheidsinstructies
• Neem altijd de veiligheidsinstructies voor
het gebruik van de handbovenfrees in
acht.
• In het gatenrijsysteem mogen alleen de
volgende handbovenfrezen, in alle uitvoeringen, worden gebruikt: OF 900, OF 1000,
OF 1010, OF 1400.
3 Montage
3.1 Geleideplaat
Stel voordat u de bovenfrees bevestigt de
geleidespeling van de geleideplaat op de geleiderail in:
– Plaats de geleideplaat (1.9) op een gelei-
derail.
– Stel de geleidebekken (1.8) met een
schroevendraaier zó in dat de geleideplaat
spelingsvrij over geleiderail glijdt.
3.2 Zijaanslagen bevestigen
– Plaats de zijaanslagen met de groef van
het geleideblok (1.6) op de geleiderail.
– Klem het geleideblok met de draaiknop
(1.7) vast.
3.3 Zijaanslag afstellen
De aanslagen hoeven alleen bij het eerste
gebruik te worden ingesteld.
– Open de draaiknop (1.1) van de aanslagrui-
ter (1.2).
– Verschuif de aanslagruiter tot de nulmar-
keringen van de aanslagruiter en de aan-
slagstang (1.10) met elkaar overeenstem-
men.
– Sluit de draaiknop (1.1) van de aanslagrui-
ter.
– Open de schroef (1.5).
– Schuif de geleideplaat naar de zijaanslag
tot de stift (1.3) van de aanslagruiter in de
groef (1.4) van de geleideplaat valt.
– Haal de schroef (1.5) weer aan.
3.4 Bovenfrees bevestigen
a) OF 900, OF 1000, OF 1010
– Bevestig de centreerdoorn (2.1) in de
spantang van de bovenfrees.
– Open de draaiknoppen (2.2, 2.5).
– Centreer de bovenfrees met de centreer-
doorn op de geleideplaat.
– Sluit de draaiknoppen (2.2, 2.5), zodat
de bovenfrees met behulp van de opspanvoorziening (2.3, 2.4) op de geleideplaat
wordt gespannen.
– Vervang de centreerdoorn door een deu-
velboor.
b) OF 1400
– Bevestig de centreerdoorn (3.1) in de
spantang van de bovenfrees.
– Verwijder de draaiknoppen (2.2, 2.5) en
de opspanvoorzieningen (2.3, 2.4).
– Centreer de bovenfrees met de centreer-
doorn op de geleideplaat.
– Bevestig de bovenfrees met de schroeven
(3.4) aan de geleideplaat.
– Vervang de centreerdoorn door een deu-
velboor.
3.5 Lengte-aanslagen bevestigen (afbeelding 4)
De beide lengte-aanslagen dienen aan de
uiteinden van de geleiderail te worden bevestigd. Met behulp van de lengte-aanslagen
wordt bij latere werkzaamheden de afstand
tussen de rand van het werkstuk en het midden van het eerste boorgat vastgelegd. Dit
kan 9,5 mm, 16 mm of 32 mm zijn.
Bevestiging: zie afbeelding 4.
4 Werken met de FS-LR 32
Eerste gatenrij (Afbeelding 6A):
– Stel de aanslagruiter (6.2) van de zijaan-
slag op de gewenste afstand van de gatenrij van de rand van het werkstuk in. De
schalen op de aanslagstangen (6.1) geven
de ingestelde afstand aan. Door de Nonius-schaal op de aanslagruiter kunt u de
afstand op 1/10 mm exact instellen.
– Stel de geleiderail met de zijaanslagen en
de lengte-aanslag (6.3) af op het werkstuk.
– Bevestig de geleiderail met de schroef-
klemmen FSZ (6.4) op het werkstuk.
– Aanbeveling: Markeer via het kijkglas
(3.3) van de geleideplaat de positie van
het eerste (R1) en laatste (Rz) deuvelgat
op de geleiderail. Hierdoor kunt u andere
werkstukken gemakkelijker bewerken.
– Druk op de zijkant van de kanteltoets
(3.2). Hierdoor wordt de bout in het midden van de kanteltoets uit het boorgat van
de geleiderail getild en kan de geleideplaat
op de geleiderail worden verschoven.
– Schuif de geleideplaat met de bovenfrees
in de gewenste positie. Laat de kanteltoets
los, zodat de bout van de kanteltoets in
een boorgat van de geleiderail inklikt.
– Wanneer u aan het einde van de geleide-
rail deuvelgaten nodig heeft, kunt u de
lengte-aanslag verwijderen nadat de geleiderail op het werkstuk is vastgeklemd.
– Boor achtereenvolgens de deuvelgaten.
16
Page 17

Tweede gatenrij (Afbeelding 6B):
– Draai de geleiderail of het werkstuk 180°.
– Leg het werkstuk tegen de andere lengte-
aanslag (6.5) aan.
– Aanbeveling: Breng de positie van de deu-
velgaten van de eerste gatenrij voor de
tweede gatenrij (L1, Lz) over op de gelei-
derail.
– Boor de deuvelgaten van de tweede ga-
tenrij.
Bij langere gatenrijen kunnen 2 geleiderails met een lengteaanslag en het
verbindingsstuk FSV worden verbonden
(zie afbeelding 5).
5 Boorgaten voor beslagen
Dienen er boorgaten voor beslagen (scharnieren, hengsels, grendels ...) tussen twee
deuvelgaten te worden gemaakt, draai de
lengte-aanslag na het boren van de deuvelgaten dan om.
De geleiderail wordt weer met de zij- en de
lengte-aanslag afgesteld.
6 REACh voor producten, accessoires
en verbruiksmateriaal van Festool
REACh is de sinds 2007 in heel Europa toepasselijke chemicaliënverordening. Wij als
„downstream-gebruiker“, dus als fabrikant
van producten, zijn ons bewust van onze informatieplicht tegenover onze klanten. Om u
altijd over de meest actuele stand van zaken
op de hoogte te houden en over mogelijke
stoffen van de kandidatenlijst in onze producten te informeren, hebben wij de volgende website voor u geopend: www.festool.
com/reach
17
Page 18

S
Hålradssystem
De angivna fi gurerna befi nner sig början på
bruksanvisningen.
1 Bestämmelser för maskinens användning
Hålradssystemet kan du använda för att
göra hålrader med 32 mm hålavstånd med
Festools handöverfräsar.
2 Säkerhetsanvisningar
• Följ alltid säkerhetsanvisningarna för
handöverfräsen.
• Det är bara följande handöverfräsar som
får användas med hålradssystemet: OF
900, OF 1000, OF 1010, OF 1400 (samtliga
i alla utföranden).
3 Montering
3.1 Riktplattan
Ställ in riktplattans styrspel på styrgejden
innan du fäster handöverfräsen:
– Sätt riktplattan (1.9) på styrskenan.
– Ställ in styrbackarna (1.8) med skruvmej-
sel, så att riktplattan glider utan spel på
styrskenan.
3.2 Fästa sidoanslagen
– Sätt på sidoanslagen genom att lägga
styrklotsspåret (1.6) på styrskenan.
– Dra åt styrklotsen med vredet (1.7).
3.3 Ställa in sidoanslagen
Du behöver bara göra inställningen vid första användningen.
– Lossa vredet (1.1) på anslagslöparen
(1.2)
– Skjut anslagslöparen tills nollmarkeringen
på anslagslöparen och anslagsstången
(1.10) stämmer överens.
– Dra åt vredet (1.1) på anslagslöparen.
– Lossa skruven (1.5).
– Skjut riktplattan mot sidoanslaget tills stif-
tet (1.3) på anslagslöparen greppar i rikt-
plattspåret (1.4).
– Dra åt skruven (1.5) igen.
3.4 Fästa handöverfräsen
a) OF 900, OF 1000, OF 1010
– Fäst centrerdornen (2.1) i chucken på
handöverfräsen.
– Lossa vreden (2.2, 2.5).
– Centrera handöverfräsen med centrerdor-
nen på riktplattan.
– Dra åt vreden (2.2, 2.5) så att handöver-
fräsen spänns fast av spännelementen
(2.3, 2.4) mot riktplattan.
– Byt ut centrerdornen mot en plugghåls-
fräs.
b) OF 1400
– Fäst centrerdornen (3.1) i chucken på
handöverfräsen.
– Ta bort vreden (2.2, 2.5) och spännele-
menten (2.3, 2.4).
– Centrera handöverfräsen med centrerdor-
nen på riktplattan.
– Fäst handöverfräsen med skruvarna (3.4)
på riktplattan.
– Byt ut centrerdornen mot en plugghåls-
fräs.
3.5 Fästa längdanslagen (bild 4)
De båda längdanslagen ska fästas på riktplattans ändar. Längdanslagen håller avståndet
mellan arbetsstyckets kant och första hålets
mitt när du jobbar senare. Avståndet kan
vara 9,5 mm, 16 mm eller 32 mm.
Infästning: se bild 4.
4 Jobba med FS-LR 32
Första hålraden (bild 6A):
– Ställ in sidoanslagens anslagslöpare (6.2)
på det avstånd från arbetsstyckets kant
där du vill ha hålraden. Skalan på anslagsstången (6.1) visar inställt avstånd. Du
kan ställa in avståndet med 1/10 mm noggrannhet med nonieskalan på anslagslöparen.
– Rikta in styrskenan på arbetsstycket med
sidoanslagen och längdanslaget (6.3).
– Fäst styrskenan med skruvtvingarna FSZ
(6.4) på arbetsstycket.
– Rekommendation: Markera läget för för-
sta (R1) och sista (Rz) plugghålet på styrskenan genom öppningen (3.3) i riktplattan. Det hjälper dig när du ska bearbeta
nästa arbetsstycke.
– Tryck vippan (3.2) i sidled. Det lyfter
sprinten i mitten på vippan ur hålet i styrskenan så att riktplattan kan skjutas längs
styrskenan.
– Skjut riktplattan med handöverfräsen till
det läge du vill ha den. Lossa vippan, så
att sprinten i vippan tar i något av hålen i
styrskenan.
– Behöver du göra plugghål i slutet av styr-
skenan, så kan du ta av ländanslaget när
du klämt fast styrskenan på arbetsstycket.
– Fräs plugghålen efter varandra.
Andra hålraden (bild 6B):
– Vrid antingen styrskenan eller arbets-
stycket 180°.
– Lägg arbetsstycket vid det andra
längdanslaget (6.5).
– Rekommendation: För över lägena för
plugghålen i första hålraden till andra hålraden (L1, Lz) på styrskenan.
– Fräs plugghålen i andra hålraden.
Vid längre hålrader kan 2 styrskenor
kopplas samman med ett längdanslag
18
Page 19

och förbindningsstyckena FSV (se bild
5).
5 Beslagsfräsning
Om beslagshålen (gångjärn, band, reglar
…) ska ligga mellan två plugghål, måste du
vrida längdanslaget efter att du fräst plugghålen.
Rikta styrskenan med sido- och längdanslagen igen.
6 REACh för Festool-produkter, tillbehör och förbrukningsmaterial
REACh är den kemikalieförordning som sedan 2007 gäller i hela Europa. I egenskap
av ”nedströmsanvändare”, dvs tillverkare av
produkter, är vi medvetna om den informationsplikt som vi har gentemot våra kunder.
För att hela tiden hålla kunderna uppdaterade och informera om eventuella ämnen i
våra produkter som återfi nns på den sk kan-
didatlistan, har vi tagit fram denna webbsida: www.festool.com/reach
19
Page 20

FIN
Reikärivijärjestelmä
Tekstissä viitataan kuviin, jotka löytyvät
käyttöohjekirjan alusta.
1 Käyttötarkoituksen mukainen käyttö
Reikärivijärjestelmää käytetään reikärivien
tekemiseen rasterimitalla 32 mm yhdessä
Festool-yläjyrsimien kanssa.
2 Turvallisuusohjeita
• Noudata aina käsiyläjyrsimen turvallisuus-
ohjeita.
• Vain seuraavia käsiyläjyrsimiä voidaan
käyttää reikärivijärjestelmän kanssa: OF
900, OF 1000, OF 1010, OF 1400 (kulloinkin kaikki versiot).
3 Asennus
3.1 Ohjainlevy
Säädä ohjainlevyn ohjausvälys ohjainkiskolla, ennen kuin kiinnität yläjyrsimen:
– Aseta ohjainlevy (1.9) ohjainkiskolle.
– Säädä ohjainleuat (1.8) ruuvitaltalla niin,
että ohjainlevy liukuu välyksettä ohjain-
kiskolla.
3.2 Sivurajoittimien kiinnitys
– Aseta sivurajoittimet paikoilleen ohjain-
kappaleen (1.6) lovi ohjainkiskolla.
– Lukitse ohjainkappale paikalleen kiertonu-
pilla (1.7).
3.3 Sivurajoittimien säätö
Tämä säätö täytyy tehdä vain ensimmäisen
käyttökerran yhteydessä.
– Avaa rajoitinluistin (1.2) kiertonuppi
(1.1).
– Siirrä rajoitinluistia, kunnes rajoitinluistin
ja rajoitintangon (1.10) nollamerkinnät
ovat kohdakkain.
– Sulje rajoitinluistin kiertonuppi (1.1).
– Avaa ruuvi (1.5).
– Työnnä ohjainlevy sivurajoittimeen kiinni,
niin että rajoitinluistin tappi (1.3) tarttuu
ohjainlevyn loveen (1.4).
– Kiristä ruuvi (1.5).
b) OF 1400
– Kiinnitä keskiöintituurna (3.1) yläjyrsimen
istukkaan.
– Ota kiertonupit (2.2, 2.5) ja kiinnitysosat
(2.3, 2.4) pois.
– Keskitä yläjyrsin keskiöintituurnalla oh-
jainlevylle.
– Kiinnitä yläjyrsin ruuveilla (3.4) ohjainle-
vyyn.
– Korvaa keskiöintituurna tapinreikäporalla.
3.5 Pitkittäisrajoittimien kiinnitys
(kuva 4)
Molemmat pitkittäisrajoittimet on kiinnitettävä ohjainkiskon päihin. Pitkittäisrajoittimilla
määrätään myöhemmin työskentelyn yhteydessä työkappaleen reunan ja ensimmäisen
reiän keskipisteen välinen etäisyys. Tämä
mitta voi olla 9,5 mm, 16 mm tai 32 mm.
Kiinnitys: ks. kuva 4.
4 Työskentely FS-LR 32:n kanssa
Ensimmäinen reikärivi (kuva 6A):
– Säädä sivurajoittimien rajoitinluisti (6.2)
niin, että saat reikäriville haluamasi etäisyyden työkappaleen reunasta. Rajoitintankojen (6.1) asteikot ilmoittavat asetetun etäisyyden. Rajoitinluistilla olevan
noonio-asteikon avulla voit säätää etäisyyden 1/10 mm tarkkuudella.
– Kohdista ohjainkisko sivurajoittimilla ja
pitkittäisrajoittimella (6.3) työkappaleelle.
– Kiinnitä ohjainkisko ruuvipuristimilla FSZ
(6.4) työkappaleelle.
– Suositus: Merkitse ohjainlevyn katselu-
aukon (3.3) läpi ensimmäisen (R1) ja viimeisen (Rz) tapinreikäporauksen paikka
ohjainkiskolle. Tämä helpottaa muiden
työkappaleiden työstöä.
– Paina keinuvipua (3.2) sivulta. Siten kei-
nuvivun keskellä oleva pultti nousee ohjainkiskon reiästä, jolloin ohjainlevyä voidaan siirtää ohjainkiskolla.
– Siirrä ohjainlevy yhdessä yläjyrsimen
kanssa haluamaasi kohtaan. Päästä keinuvivusta irti, niin että keinuvivun pultti
lukkiutuu ohjainkiskon reikään.
– Jos tarvitset tapinreikiä ohjainkiskon
päässä, voit poistaa pitkittäisrajoittimen
sen jälkeen kun ohjainkisko on kiinnitetty
työkappaleelle.
– Poraa tapinreiät peräkkäin.
3.4 Yläjyrsimen kiinnitys
a) OF 900, OF 1000, OF 1010
– Kiinnitä keskiöintituurna (2.1) yläjyrsimen
istukkaan.
– Avaa kiertonupit (2.2, 2.5).
– Keskitä yläjyrsin keskiöintituurnalla oh-
jainlevylle.
– Sulje kiertonupit (2.2, 2.5), niin että saat
kiinnitettyä yläjyrsimen kiinnitysosilla
(2.3, 2.4) ohjainlevylle.
– Korvaa keskiöintituurna tapinreikäporalla.
20
Toinen reikärivi (kuva 6B):
– Käännä joko ohjainkiskoa tai työkappalet-
ta 180° verran.
– Aseta työkappale kiinni toiseen pitkittäis-
rajoittimeen (6.5).
– Suositus: Jäljennä ensimmäisen reikärivin
tapinreikien sijainti toiselle reikäriville (L1,
Lz) ohjainkiskolla.
– Poraa toisen reikärivin tapinreiät.
Pitempien reikärivien yhteydessä voit
yhdistää 2 ohjainkiskoa pitkittäisvas-
Page 21

teella ja liitoskappaleilla FSV (katso
kuva 5).
5 Reiät heloituksille
Jos kahden tapinreiän väliin halutaan tehdä
reiät heloituksille (saranat, sideraudat, salvat ...), siinä tapauksessa pitkittäisrajoitin
täytyy kääntää tapinreikien poraamisen jälkeen.
Ohjainkiskon suuntaus tapahtuu jälleen
sivu- ja pitkittäisrajoittimella.
6 REACh Festool-tuotteille, niiden tarvikkeille ja kulutusmateriaaleille
REACh on vuodesta 2007 lähtien koko Euroopassa voimassaoleva kemikaaleja koskeva
asetus. Käytämme kemikaaleja tuotteidemme valmistuksessa ja olemme tietoisia tiedotusvelvollisuudestamme asiakkaillemme.
Olemme avanneet asiakkaitamme varten
seuraavan Web-sivuston, josta voit aina
katsoa viimeisimmät tiedot tuotteissamme
mahdollisesti käytettävistä aineista: www.
festool.com/reach
21
Page 22

DK
Hulrækkesystem
De angivne illustrationer fi ndes i starten af
betjeningsvejledningen.
1 Bestemmelsesmæssig anvendelse
Hulrækkesystemet er beregnet til fremstilling af hulrækker med spring på 32 mm ved
hjælp af Festool-overfræsere.
2 Sikkerhedshenvisninger
• Overhold altid sikkerhedshenvisningerne
til overfræseren.
• Der må kun bruges følgende overfræsere
i hulrækkesystemet: OF 900, OF 1000, OF
1010, OF 1400 (inkl. samtlige udførelser).
3 Montering
3.1 Føringsplade
Indstil føringspladens spillerum på føringsskinnen, før overfræseren fastgøres:
– Sæt føringspladen (1.9) på en føringsskin-
ne.
– Indstil føringsbakkerne (1.8) sådan med
en skruetrækker, at føringspladen løber
uden spillerum på føringsskinnen.
3.2 Fastgørelse af sideanslag
– Sæt sideanslagene på føringsskinnen med
styreklodsens (1.6) not.
– Fastspænd styreklodsen med drejeknap-
pen (1.7).
3.3 Justering af sideanslag
Denne indstilling skal kun foretages første
gang.
– Åbn drejeknappen (1.1) på anslagsrytte-
ren (1.2).
– Forskyd anslagsrytteren, indtil nulmarke-
ringerne på anslagsrytteren og anslags-
stangen (1.10) fl ugter med hinanden.
– Luk drejeknappen (1.1) på anslagsrytte-
ren.
– Åbn skruen (1.5).
– Skub føringspladen op mod sideanslaget,
indtil stiften (1.3) på anslagsrytteren går
ind i noten (1.4) på føringspladen.
– Tilspænd skruen (1.5) igen.
3.4 Fastgørelse af overfræser
a) OF 900, OF 1000, OF 1010
– Fastgør centrerdornen (2.1) i overfræse-
rens spændetang.
– Åbn drejeknapperne (2.2, 2.5).
– Centrer overfræseren på føringspladen
med centrerdornen.
– Luk drejeknapperne (2.2, 2.5), så over-
fræseren spændes fast på føringspladen
med spændeelementerne (2.3, 2.4).
– Udskift centrerdornen med et dyvelbor.
b) OF 1400
– Fastgør centrerdornen (3.1) i overfræse-
rens spændetang.
– Fjern drejeknapperne (2.2, 2.5) og spæn-
deelementerne (2.3, 2.4).
– Centrer overfræseren på føringspladen
med centrerdornen.
– Fastgør overfræseren på føringspladen
med skruerne (3.4).
– Udskift centrerdornen med et dyvelbor.
3.5 Fastgørelse af længdeanslag (fi g.
4)
De to længdeanslag skal fastgøres i føringsskinnens ender. Med længdeanslaget fastlægges senere afstanden mellem arbejdsemnets kant og midten af det første hul. Dette
mål kan være 9,5 mm, 16 mm eller 32 mm.
Fastgørelse: se ill. 4.
4 Arbejde med FS-LR 32
Første hulrække (ill. 6A):
– Indstil sideanslagenes anslagsrytter (6.2)
til den ønskede afstand mellem hulrækken
og arbejdsemnets kant. Skalaerne på anslagsstængerne (6.1) viser den indstillede
afstand. Med noniusskalaen på anslagsrytteren kan afstanden indstilles præcist ned
til 1/10 mm.
– Juster føringsskinnen på arbejdsemnet
med sideanslagene og længdeanslaget
(6.3).
– Fastgør føringsskinnen på arbejdsemnet
med skruetvingerne FSZ (6.4).
– Anbefaling: Marker positionen af første
(R1) og sidste (Rz) dyvelhul på føringsskinnen ved hjælp af føringspladens
skueglas (3.3). Det letter bearbejdningen
af de næste arbejdsemner.
– Tryk på vippen (3.2) i siden. Bolten i mid-
ten af vippen går så ud af hullet i føringsskinnen, og føringspladen kan forskydes
på føringsskinnen.
– Skub føringspladen i den ønskede position
sammen med overfræseren. Slip vippen,
så bolten i vippen går i hak i et af føringsskinnens huller.
– Skal der laves dyvelhuller i slutningen af
føringsskinnen, kan længdeanslaget fjernes efter at have fastspændt føringsskinnen på arbejdsemnet.
– Bor dyvelhullerne efter hinanden.
Anden hulrække (ill. 6B):
– Drej enten føringsskinnen eller arbejdsem-
net 180°.
– Læg arbejdsemnet op mod det andet
længdeanslag (6.5).
– Anbefaling: Overfør dyvelhullernes positi-
on fra første hulrække til anden hulrække
(L1, Lz) på føringsskinnen.
– Bor dyvelhullerne i anden hulrække.
22
Page 23

Ved længere hulrækker kan to føringsskinner samles med et længdeanslag
og samlestykkerne FSV (se fi g. 5).
5 Huller til beslag
Skal der bores huller til beslag (hængsler,
bånd, rigler ...) mellem to dyvelhuller, skal
længdeanslaget vendes om efter boring af
dyvelhullerne.
Føringsskinnen justeres igen med side- og
længdeanslag.
6 REACh til Festool produkter, tilbehør
og forbrugsmateriale
Kemikalieloven REACH trådte i kraft i 2007
og er gældende i hele Europa. Som ”downstream-bruger” af kemikalier, dvs. producent
af produkter, tager vi vores informationspligt
over for kunderne alvorligt. På følgende
hjemmeside fi nder du altid aktuelle infor-
mationer om de stoffer fra kandidatlisten,
som vores produkter kan indeholde: www.
festool.com/reach
23
Page 24

N
Hullradsystem
De oppgitte illustrasjoner fi nnes ved begyn-
nelsen av bruksanvisningen.
1 Forskriftsmessig bruk
Hullradsystemet er beregnet til produksjon
av hullrader med modulstørrelse 32 mm
kombinert med Festool-overfres.
2 Sikkerhetshenvisninger
• Ta hensyn til sikkerhetsreglene for hånd-
overfresen.
• Kun følgende håndoverfreser kan brukes
i hullradsystemet: OF 900, OF 1000, OF
1010, OF 1400 (samtlige i alle utførelser).
3 Montasje
3.1 Føringsplate
Still inn føringsplatens klaring på føringsskinnen før du fester overfresen:
– Plasser føringsplaten (1.9) på en førings-
skinne.
– Still inn føringskjevene (1.8) med en skru-
trekker, slik at føringsplaten glir lett på fø-
ringsskinnen uten dødgang.
3.2 Feste sideanlegget
– Sett på sideanleggene ved å legge førings-
klossporet (1.6) på føringsskinnen.
– Trekk til føringsklossen med dreiebryteren
(1.7).
3.3 Stille inn sideanleggene
Du trenger bare å foreta innstillingen ved
første gangs bruk.
– Åpne dreiebryteren (1.1) på anslagsholde-
ren (1.2).
– Flytt anslagsholderen til nullmarkeringen
på anslagsholderen og anslagsstangen
(1.10) stemmer overens.
– Skru fast dreiebryteren (1.1) på anslags-
holderen.
– Løsne skruen (1.5).
– Skru fast føringsplaten mot sideanslaget
til stiften (1.3) på anslagsholderen går i
inngrep i sporet (1.4) i føringsplaten.
– Trekk skruen (1.5) godt til igjen.
3.4 Feste overfresen
a) OF 900, OF 1000, OF 1010
– Fest senterdoren (2.1) i spennhylsen på
overfresen.
– Løsne skruene (2.2, 2.5).
– Sentrer overfresen med senterdoren på
føringsplaten.
– Skru igjen dreiebryterne (2.2, 2.5), slik at
overfresen spennes på føringsplaten ved
hjelp av strammeelementet (2.3, 2.4).
– Bytt ut senterdoren med en plugghullfres.
b) OF 1400
– Fest senterdoren (3.1) i spennhylsen på
overfresen.
– Ta bort dreiebryterne (2.2, 2.5) og stram-
meelementene (2.3, 2.4).
– Sentrer overfresen med senterdoren på
føringsplaten.
– Fest overfresen med skruene (3.4) på fø-
ringsplaten.
– Bytt ut senterdoren med en plugghullfres.
3.5 Feste lengdeanslag (fi gur 4)
Begge lengdeanslagene skal festet på føringsskinnens ender. Når du arbeider senere,
holder lengdeanslagene avstanden mellom
emnekanten og midten av det første hullet.
Avstanden kan være på 9,5 mm, 16 mm eller 32 mm.
Feste: se bilde 4.
4 Arbeide med FS-LR 32
Første hullrad (bilde 5A):
– Still inn sideanslagets anslagsholder (5.2)
på avstanden fra emnekanten til der du vil
plassere hullraden. Skalaen på anslagsstangen (5.1) viser innstilt avstand. Du
kan stille inn avstanden nøyaktig på 1/10
mm med noniusskalaen på anleggsholderen.
– Rett føringsskinnen inn mot emnet med
sideanleggene og lengdeanslagene (5.3).
– Fest føringsskinnen med skrutvingen FSZ
(5.4) på emnet.
– Anbefaling: Marker posisjonen for første
(R1) og siste (Rz) plugghull på føringsskinnen gjennom vinduet i føringsplaten
(3.3). Det hjelper deg når du skal bearbeide neste emne.
– Trykk vippen (3.2) til siden. Dermed løftes
bolten i midten av vippen ut av hullet i føringsskinnen, og føringsplaten kan skyves
ut av føringsskinnen.
– Skyv føringsplaten med overfresen til øn-
sket posisjon. Løsne vippen, slik at bolten
som sitter på vippen går i inngrep i et hull
i føringsskinnen.
– Dersom du må lage plugghull på enden av
føringsskinnen, kan du ta av lengdeanslaget etter at du har klemt fast føringsskinnen på emnet.
– Bor plugghullene i rekkefølge.
Andre hullrad (bilde 5B):
– Drei enten føringsskinnen eller emnet
180°.
– Plasser emnet ved det andre lengdeansla-
get (5.5).
– Anbefaling: Overfør plasseringen av plugg-
hullene på den første hullraden til den andre hullraden (L1, Lz) på føringsskinnen.
– Bor plugghullene i den andre hullraden.
24
Page 25

Ved lengre hullrekker kan to føringsskinner forbindes med et parallellanslag
og skjøteleddene FSV (se bilde 5).
5 Beslagboringer
Dersom beslagsboringene (hengsler, bånd,
sper rer ...) skal plasseres mellom to plugghull, må du dreie lengdeanslaget etter at du
har boret plugghullet.
Side- og lengdeanslaget brukes til å justere
føringsskinnen igjen.
6 REACh for Festool-produkter, tilbehør
og forbruksmateriell
REACh har siden 2007 vært gjeldende kjemikalievedtekt over hele Europa. Som produsent av produkter som inneholder kjemikalier, er vi bevisst på vår informasjonsplikt
overfor kundene. For at vi alltid skal kunne
holde deg oppdatert og gi deg informasjon
om mulige stoffer i våre produkter som fi n-
nes på listen, har vi opprettet følgende nettside: www.festool.com/reach
25
Page 26

P
Sistema de perfuração em linha
As fi guras indicadas encontram-se no início
das instruções de operação.
1 Utilização em conformidade
O sistema de perfuração em linha, em conjunto com as tupias verticais Festool, serve
para efectuar fi las de furos com a medida de
retícula de 32 mm.
2 Avisos de segurança
• Observe sempre as indicações de seguran-
ça da tupia vertical manual.
• Só se devem utilizar as seguintes tupias
verticais manuais no sistema de perfuração em linha: OF 900, OF 1000, OF 1010,
OF 1400 (respectivamente, todas as versões).
3 Montagem
3.1 Batente-guia
Ajuste a folga do batente-guia no trilho-guia,
antes de fi xar a tupia vertical:
– Coloque o batente-guia (1.9) num trilho-
guia.
– Ajuste as placas de guia (1.8) com uma
chave de parafusos, de modo a que o
batente-guia deslize sem folga sobre o
trilho-guia.
3.2 Fixar os batentes laterais
– Coloque os batentes laterais com a ra-
nhura da sapata-guia (1.6) sobre o trilho-
guia.
– Fixe a sapata-guia com o botão giratório
(1.7).
3.3 Ajustar os batentes laterais
Este ajuste apenas precisa ser efectuado na
primeira utilização.
– Desaperte o botão giratório (1.1) do posi-
cionador (1.2).
– Desloque o posicionador até que as mar-
cas zero do posicionador e da barra de ba-
tente (1.10) coincidam.
– Aperte o botão giratório (1.1) do posicio-
nador.
– Desenrosque o parafuso (1.5).
– Aproxime o batente-guia ao batente late-
ral, até que o perno (1.3) do posicionador
entre na ranhura (1.4) do batente-guia.
– Aperte novamente o parafuso (1.5).
3.4 Fixar a tupia vertical
a) OF 900, OF 1000, OF 1010
– Fixe o pino de centrar (2.1) na pinça de
fi xação da tupia vertical.
– Desaperte os botões giratórios (2.2, 2.5).
– Centre a tupia vertical no batente-guia
através do pino de centrar.
– Aperte os botões giratórios (2.2, 2.5), de
forma a fi xar a tupia vertical no batente-
guia através dos elementos de fi xação
(2.3, 2.4).
– Substitua o pino de centrar por uma broca
de bucha.
b) OF 1400
– Fixe o pino de centrar (3.1) na pinça de
fi xação da tupia vertical.
– Retire os botões giratórios (2.2, 2.5) e os
elementos de fi xação (2.3, 2.4).
– Centre a tupia vertical no batente-guia
através do pino de centrar.
– Fixe a tupia vertical no batente-guia, com
os parafusos (3.4).
– Substitua o pino de centrar por uma broca
de bucha.
3.5 Fixar batentes de comprimento
(imagem 4)
Os dois batentes longitudinais devem ser
fi xos nas extremidades do trilho-guia. Em
trabalhos posteriores, os batentes longitudinais permitem determinar a distância entre o bordo da peça a trabalhar e o centro
do primeiro furo. Este medida pode ser de
9,5 mm, 16 mm ou 32 mm.
Fixação: ver fi gura 4.
4 Trabalhar com FS-LR 32
Primeira fi la de furos (fi gura 6A):
– Ajuste os posicionadores (6.2) dos baten-
tes laterais para a distância pretendida
entre a fi la de furos e o bordo da peça a
trabalhar. As escalas nas barras de batente (6.1) indicam a distância ajustada. O
escala de nónio no posicionador permitelhe ajustar a distância com uma precisão
de 1/10 mm.
– Ajuste o trilho-guia com os batentes late-
rais e o batente longitudinal (6.3) sobre a
peça a trabalhar.
– Fixe o trilho-guia na peça a trabalhar com
os sargentos FSZ (6.4).
– Recomendação: através da janela de ob-
servação (3.3) do batente-guia, assinale
a posição do primeiro (R1) e último (Rz)
orifício da bucha no trilho-guia. Isto permite trabalhar mais facilmente as outras
peças.
– Pressione o mecanismo oscilante (3.2) de
lado. O perno no centro do mecanismo oscilante é deste modo levantado para fora
do orifício no trilho-guia e é possível deslocar o batente-guia sobre o trilho-guia.
– Desloque o batente-guia com a tupia ver-
tical para a posição pretendida. Solte o
mecanismo oscilante, de modo a que o
perno engate num orifício do trilho-guia.
– Se necessitar de orifícios de bucha na ex-
tremidade do trilho-guia, pode retirar o
batente de comprimento depois de fi xar o
trilho-guia na peça a trabalhar.
26
Page 27

– Fure sucessivamente os orifícios de bu-
cha.
Segunda fi la de furos (fi gura 6B):
– Rode o trilho-guia ou a peça a trabalhar
em 180°.
– Aplique a peça a trabalhar no outro baten-
te de comprimento (6.5).
– Recomendação: transfi ra a posição dos
orifícios de bucha da primeira fi la de furos
para a segunda fi la de furos (L1, Lz) no
trilho-guia.
– Efectue os furos dos orifícios de bucha da
segunda fi la de furos.
Em caso de fi las de orifícios mais com-
pridas, 2 trilhos-guia podem ser ligados
a um batente longitudinal e aos elementos de união FSV (ver fi gura 5).
5 Furos para ferragens
Se for necessário aplicar furos para ferra-
gens (dobradiças, cintas, trincos ...) entre
dois orifícios de bucha, terá de virar o batente de comprimento depois de furar os orifícios de bucha.
O alinhamento do trilho-guia volta a ser
efectuado através do batente lateral e de
comprimento.
6 REACh para produtos Festool, respectivos acessórios e material de desgaste
REACh é, desde 2007, o regulamento relativo a produtos químicos, válido em toda
a Europa. Nós, enquanto “utilizadores subjacentes”, ou seja, fabricante de produtos,
estamos conscientes do nosso dever de informar os nossos clientes. Para o manter
sempre actualizado e para o informar sobre
possíveis materiais da lista de candidatos
aos nossos produtos, criámos o seguinte website para si: www.festool.com/reach
27
Page 28

RUS
Система для сверления рядов отверстий
Прилагаемые иллюстрации находятся в
начале руководства по эксплуатации.
1 Применение по назначению
Система для сверления рядов отверстий
предназначена для сверления рядов отверстий с шагом 32 мм в комбинации с
вертикальными фрезерами Festool.
2 Указания по технике безопасности
• При работе с ручным вертикальным фре-
зером всегда соблюдайте указания по
технике безопасности.
• К использованию в комбинации с си-
стемой для сверления рядов отверстий
допускаются только следующие ручные вертикальные фрезеры: OF 900, OF
1000, OF 1010, OF 1400 (вкл. все виды
их исполнения).
3 Монтаж
3.1 Направляющая пластина
Перед креплением вертикального фрезера отрегулируйте зазор направляющей
пластины на шине-направляющей:
– Установите направляющую пластину
(1.9) на шину-направляющую.
– Отрегулируйте параллельные упоры
(1.8) с помощью отвертки таким об-
разом, чтобы направляющая пластина
скользила по шине-направляющей без
зазора.
3.2 Крепление боковых упоров
– Установите боковые упоры с пазом на-
правляющей колодки (1.6) на шину-
направляющую.
– Прочно закрепите направляющую ко-
лодку с помощью винта-барашка (1.7).
3.3 Регулировка боковых упоров
Регулировка необходима только при первом использовании боковых упоров.
– Отпустите винт-барашек (1.1) ограни-
чителя (1.2).
– Передвигайте ограничитель до тех пор,
пока его нулевые метки не совпадут
с нулевыми метками упорной планки
(1.10).
– Затяните винт-барашек (1.1) ограничи-
теля.
– Выверните винт (1.5).
– Придвигайте направляющую пластину к
боковому упору до тех пор, пока штифт
(1.3) ограничителя не попадет в паз
(1.4) направляющей пластины.
– Затяните винт (1.5).
3.4 Крепление вертикального фрезера
a) OF 900, OF 1000, OF 1010
– Закрепите центрирующий штифт (2.1) в
цанговом зажиме вертикального фрезера.
– Отпустите винты-барашки (2.2, 2.5).
– Отцентрируйте вертикальный фрезер
на направляющей пластине с помощью
центрирующего штифта.
– Затяните винты-барашки (2.2, 2.5) та-
ким образом, чтобы вертикальный фрезер закреплялся на направляющей пластине с помощью зажимов (2.3, 2.4).
– Замените центрирующий штифт на свер-
ло для разделки гнезд под вставные
шипы.
b) OF 1400
– Закрепите центрирующий штифт (3.1) в
цанговом зажиме вертикального фрезера.
– Выверните винты-барашки (2.2, 2.5) и
зажимы (2.3, 2.4).
– Отцентрируйте вертикальный фрезер
на направляющей пластине с помощью
центрирующего штифта.
– Закрепите вертикальный фрезер на на-
правляющей пластине с помощью винтов (3.4).
– Замените центрирующий штифт на свер-
ло для разделки гнезд под вставные
шипы.
3.5 Крепление продольных упоров
(рис. 4)
Оба продольных упора должны быть установлены на концах шины-направляющей.
С их помощью при дальнейшей работе
устанавливается расстояние между кромкой заготовки и центром первого отверстия. Это расстояние может составлять
9,5 мм, 16 мм или 32 мм.
Крепление: см. рис. 4.
4 Работа с помощью системы FS-LR
32
Первый ряд отверстий (рис. 6A):
– С помощью ограничителя (6.2) боковых
упоров установите нужное расстояние
от кромки заготовки до рядов отверстий.
Установленное расстояние указывается
с помощью разметки на упорной планке
(6.1). С помощью нониуса на ограничителе Вы можете отрегулировать расстояние с точностью до 0,1 мм.
– Выровняйте шину-направляющую от-
носительно боковых и продольного (6.3)
упоров на заготовке.
– Закрепите шину-направляющую на за-
готовке с помощью струбцин FSZ (6.4).
– Рекомендация: Через смотровое окошко
(3.3) направляющей пластины отметьте
28
Page 29

на шине-направляющей позиции пер-
вого (R1) и последнего (Rz) гнезд под
вставные шипы. Это упростит обработку
других заготовок.
– Отожмите балансир (3.2) в сторону.
Благодаря этому болт, установленный в
центре балансира, слегка приподнимет-
ся из отверстия на шине-направляющей
и станет возможным передвижение
направляющей, пластины на шине-
направляющей.
– Установите направляющую пласти-
вместе с вертикальным фрезером в
ну
нужную позицию. Отпустите балансир,
чтобы болт зафиксировался в отверстии
шины-направляющей.
– При необходимости разделки гнезд
под вставные шипы на конце шины-
направляющей продольный упор после
закрепления шины-направляющей на
заготовке можно снять.
– Поочередно просверлите гнезда под
вставные шипы.
Второй ряд отверстий (рис. 6B):
– Разверните шину-направляющую или
заготовку на 180°.
– Закрепите заготовку на другом продоль-
ном упоре (6.5).
– Рекомендация: для упрощения выпол-
нения второго ряда отверстий (L1, Lz)
перенесите на шину-направляющую
разметку для первого ряда гнезд под
вставные шипы.
– Просверлите второй ряд гнезд под встав-
ные шипы.
В случае более длинных рядов отверстий 2 шины-направляющие можно
соединить одним продольным упором
и соединительными элементами FSV
(см. рис. 5).
5 Отверстия под фурнитуру
При необходимости сверления отверстий
под фурнитуру (шарнирные соединения,
петли, защелки ...) между двумя гнездами под вставные шипы после их разделки
продольный упор следует развернуть.
Выравнивание шины-направляющей про
исходит с помощью бокового и продольного упоров.
6 REACh для изделий Festool, их
оснастки и расходных материалов
С 2007 года директива REACh является
регламентом по химическим веществам,
действующим на территории всей Европы.
Выступая в роли «привлекаемого участника» этого регламента, мы, как производители изделий, принимаем на себя обязательство предоставлять соответствующую
информацию нашим клиентам. Чтобы
держать вас в курсе последних событий и
предоставлять информацию о веществах,
которые включены в список вышеупомянутого регламента и которые могут использоваться в наших изделиях, мы создали специальный веб-сайт: www.festool.
com/reach
-
29
Page 30

CZ
Systém pro řady otvorů
Uváděné obrázky jsou umístěny na začátku
návodu k obsluze.
1 Používání k určenému účelu
Systém pro řady otvorů slouží ve spojení
s horními frézkami Festool k vrtání řad otvorů v 32mm rastru.
2 Bezpečnostní pokyny
• Vždy dodržujte bezpečnostní pokyny pro
ruční horní frézku.
• Se systémem pro řady otvorů se smí pou-
žívat pouze následující ruční horní frézky:
OF 900, OF 1000, OF 1010, OF 1400 (vždy
všechna provedení).
3 Montáž
3.1 Vodicí deska
Než upevníte horní frézku, nastavte vůli vedení vodicí desky na vodicí liště:
– Nasaďte vodicí desku (1.9) na vodicí lištu.
– Vodicí čelisti (1.8) nastavte pomocí šrou-
bováku tak, aby vodicí deska bez vůle
klouzala po vodicí liště.
3.2 Upevnění bočních dorazů
– Boční dorazy nasaďte drážkou vodicího
hranolku (1.6) na vodicí lištu.
– Vodicí hranolek zajistěte otočným knofl í-
kem (1.7).
3.3 Kalibrace bočních dorazů
Toto nastavení je nutno provádět pouze při
prvním použití.
– Povolte otočný knofl ík (1.1) dorazového
jezdce (1.2).
– Posuňte dorazový jezdec tak, aby značky
nuly dorazového jezdce souhlasily s dora-
zovou tyčí (1.10).
– Utáhněte otočný knofl ík (1.1) dorazového
jezdce.
– Povolte šroub (1.5).
– Posuňte vodicí desku k bočnímu dorazu
tak, aby kolík (1.3) bočního dorazu zapadl
do drážky (1.4) vodicí desky.
– Šroub (1.5) opět utáhněte.
b) OF 1400
– Upevněte středicí trn (3.1) do upínací kleš-
tiny horní frézky.
– Odstraňte otočné knofl íky (2.2, 2.5) a upí-
nací prvky (2.3, 2.4).
– Pomocí středicího trnu vystřeďte horní
frézku na vodicí desce.
– Upevněte horní frézku pomocí šroubů
(3.4) k vodicí desce.
– Středicí trn vyměňte za kolíkový vrták.
3.5 Upevnění podélných dorazů (obrázek 4)
Oba podélné dorazy se připevňují na koncích
vodicí lišty. Pomocí podélných dorazů se při
pozdější práci stanoví vzdálenost mezi hranou obrobku a středem prvního otvoru. Tato
vzdálenost může činit 9,5 mm, 16 mm nebo
32 mm.
Upevnění: viz obrázek 4.
4 Práce s FS-LR 32
První řada otvorů (obrázek 6A):
– Dorazové jezdce (6.2) bočních dorazů na-
stavte na požadovanou vzdálenost řady
otvorů od hrany obrobku. Stupnice na dorazových tyčích (6.1) ukazují nastavenou
vzdálenost. Pomocí nonia na dorazovém
jezdci můžete vzdálenost nastavit s pře-
ností 1/10 mm.
– Vyrovnejte vodicí lištu s bočními dorazy
a podélným dorazem (6.3) na obrobku.
– Upevněte vodicí lištu pomocí šroubových
truhlářských svorek FSZ (6.4) k obrobku.
– Doporučení: Průzorem (3.3) na vodicí des-
ce označte polohu prvního (R1) a posledního (Rz) otvoru pro kolík na vodicí liště.
Usnadní vám to práci s dalšími obrobky.
– Stiskněte na straně kolébkový spínač
(3.2). Čep ve středu kolébkového spínače
se tím nazdvihne z otvoru ve vodicí liště
a vodicí desku lze posunovat po vodicí liště.
– Posuňte vodicí desku s horní frézkou do
požadované polohy. Uvolněte kolébkový
spínač a jeho čep zaskočí do otvoru ve vodicí liště.
– Pokud potřebujete otvory na kolíky na
konci vodicí lišty, můžete podélný doraz po
upevnění vodicí lišty k obrobku odstranit.
– Vyvrtejte postupně otvory na kolíky.
3.4 Upevnění horní frézky
a) OF 900, OF 1000, OF 1010
– Upevněte středicí trn (2.1) do upínací kleš-
tiny horní frézky.
– Povolte otočné knofl íky (2.2, 2.5).
– Pomocí středicího trnu vystřeďte horní
frézku na vodicí desce.
– Utáhněte otočné knofl íky (2.2, 2.5) tak,
aby byla horní frézka upnutá upínacími
prvky (2.3, 2.4) k vodicí desce.
– Středicí trn vyměňte za kolíkový vrták.
30
Druhá řada otvorů (obrázek 6B):
– Buď otočte vodicí lištu nebo obrobek
o 180°.
– Přiložte obrobek k dalšímu podélnému do-
razu (6.5).
– Doporučení: Přeneste polohu otvorů na
kolíky z první řady otvorů na druhou řadu
otvorů (L1, Lz) na vodicí liště.
– Vyvrtejte druhou řadu otvorů na kolíky.
K delším řadám otvorů mohou být
upevněny 2 vodicí lišty s podélným do-
Page 31

razem a se spojovacími díly FSV (viz
obr. 5).
5 Otvory pro kování
Pokud mají být vyvrtány otvory pro kování
(kloubové závěsy, závěsy, panty, ...) mezi
dvěma otvory na kolíky, musíte podélný doraz po vyvrtání otvorů na kolíky otočit.
Vyrovnání vodicí lišty se opět provádí pomocí
bočního a podélného dorazu.
6 Adresa pro výrobky Festool, jejich
příslušenství a spotřební materiál
REACh je nařízení o chemických látkách,
platné od roku 2007 v celé Evropě. Jako následný uživatel, tedy jako výrobce výrobků
jsme si vědomi své informační povinnosti
vůči zákazníkům. Abychom vás mohli vždy
informovat o nejnovějším vývoji a o možných látkách ze seznamu látek v našich výrobcích, vytvořili jsme pro vás následující
webovou stránku: www.festool.com/reach
31
Page 32

PL
System do wiercenia rzędów otworów
Wymienione ilustracje znajdują się na początku instrukcji eksploatacji.
1 Zastosowanie zgodne z przeznaczeniem
System służy do wiercenia rzędów otworów
w odstępach do 32 mm w połączeniu z frezarką górnowrzecionową Festool.
2 Uwagi dotyczące bezpieczeństwa
• Zawsze należy przestrzegać zaleceń bez-
pieczeństwa dla frezarki górnowrzecionowej.
• Wraz z systemem do wiercenia rzędów
otworów mogą być stosowane wyłącznie
następujące frezarki górnowrzecionowe:
OF 900, OF 1000, OF 1010, OF 1400 (każ-
dorazowo wszystkie modele).
3 Montaż
3.1 Płyta prowadząca
Przed przymocowaniem frezarki górnowrzecionowej należy ustawić luz płyty prowadzą-
cej na szynie prowadzącej:
– Nasadzić płytę prowadzącą (1.9) na szynę
prowadzącą.
– Ustawić szczęki prowadzące (1.8) za po-
mocą śrubokręta w taki sposób, aby płyta
prowadząca bezluzowo ślizgała się na szy-
nie prowadzącej.
3.2 Mocowanie prowadnic bocznych
– Nasadzić prowadnice boczne wpustem
klocka prowadzącego (1.6) na szynę pro-
wadzącą.
– Zacisnąć klocek prowadzący pokrętłem
(1.7).
3.3 Nastawianie prowadnic bocznych
Ustawienie to trzeba wykonać tylko przy
pierwszym użyciu.
– Odkręcić pokrętło (1.1) konika prowadni-
cowego (1.2).
– Przesunąć konik prowadnicowy w taki spo-
sób, aby zgadzały się znaczniki zerowe ko-
nika i drążka prowadnicowego (1.10).
– Dokręcić pokrętło (1.1) konika prowadni-
cowego.
– Odkręcić śrubę (1.5).
– Dosunąć płytę prowadzącą do prowadnicy
bocznej tak, aby trzpień (1.3) konika pro-
wadnicowego wszedł we wpust (1.4) płyty
prowadzącej.
– Ponownie dokręcić śrubę (1.5).
3.4 Mocowanie frezarki górnowrzecionowej
a) OF 900, OF 1000, OF 1010
– Zamocować czop centrujący (2.1) w
uchwycie zaciskowym frezarki górnowrze-
cionowej.
– Odkręcić pokrętła (2.2, 2.5).
– Wycentrować frezarkę górnowrzecionową
za pomocą czopu centrującego w stosunku
do płyty prowadzącej.
– Dokręcić pokrętła (2.2, 2.5) w taki sposób,
aby frezarka górnowrzecionowa elementa-
mi mocującymi (2.3, 2.4) była przymoco-
wana do płyty prowadzącej.
– Wymienić czop centrujący na wiertło do
wiercenia otworów pod kołki.
b) OF 1400
– Zamocować czop centrujący (3.1) w
uchwycie zaciskowym frezarki górnowrze-
cionowej.
– Usunąć pokrętła (2.2, 2.5) i elementy mo-
cujące (2.3, 2.4).
– Wycentrować frezarkę górnowrzecionową
za pomocą czopu centrującego w stosunku
do płyty prowadzącej.
– Przymocować frezarkę górnowrzecionową
śrubami (3.4) do płyty prowadzącej.
– Wymienić czop centrujący na wiertło do
wiercenia otworów pod kołki.
3.5 Mocowanie prowadnic wzdłużnych
(ilustracja 4)
Obie prowadnice wzdłużne należy przymo-
cować na końcach szyny prowadzącej. Przy
późniejszych pracach prowadnica wzdłużna
ustala odległość pomiędzy krawędzią obrabianego elementu i środkiem pierwszego
otworu. Wymiar ten może wynosić 9,5 mm,
16 mm lub 32 mm.
Mocowanie: patrz rysunek 4.
4 Praca za pomocą FS-LR 32
Pierwszy rząd otworów (rysunek 6A):
– Ustawić koniki prowadnicowe (6.2) pro-
wadnic bocznych na wymagany rozstaw
rzędów otworów od krawędzi obrabianego
elementu. Skale na drążkach prowadnico-
wych (6.1) wskazują ustawiony rozstaw.
Za pomocą noniusza na koniku prowadni-
cowym można ustawić rozstaw z dokład-
nością do 1/10 mm.
– Ustawić szynę prowadzącą za pomocą pro-
wadnic bocznych i prowadnicy wzdłużnej
(6.3) na elemencie obrabianym.
– Przymocować szynę prowadzącą za pomo-
cą ścisków stolarskich FSZ (6.4) na ele-
mencie obrabianym.
– Zalecenie: Zaznaczyć poprzez wizjer (3.3)
płyty prowadzącej pozycję pierwszego
(R1) i ostatniego (Rz) otworu pod kołek
na szynie prowadzącej. Ułatwia to obróbkę
kolejnych elementów.
– Nacisnąć bocznie wahacz (3.2). Spowodu-
je to uniesienie trzpieni w środku wahacza
z otworu w szynie prowadzącej, i możli-
wość przesuwania płyty prowadzącej na
szynie prowadzącej.
32
Page 33

– Przesunąć płytę prowadzącą wraz z frezar-
ką górnowrzecionową na wybraną pozycję.
Zwolnić wahacz, tak aby trzpienie wahacza
weszły w otwór szyny prowadzącej.
– Jeśli zachodzi potrzeba wykonania otwo-
rów pod kołki na końcu szyny prowadzą-
cej, można usunąć prowadnicę wzdłużną
po zaciśnięciu szyny prowadzącej na obrabianym elemencie.
– Wywiercić kolejno otwory pod kołki.
Drugi rząd otworów (rysunek 5B):
– Przekręcić szynę prowadzącą lub obrabia-
ny element o 180°.
– Przyłożyć obrabiany element do drugiej
prowadnicy wzdłużnej (5.5).
– Zalecenie: Przenieść położenie otworów
pod koł
rzęd otworów (L1, Lz) na szynę prowadzącą.
– Wywiercić otwory pod kołki drugiego rzędu
otworów.
ki z pierwszego rzędu dla drugiego
Przy wykonywaniu dłuższych rzędów
otworów można połączyć 2 szyny prowadzące z jedną prowadnicą wzdłużną
i elementami łączącymi FSV (patrz rysunek 5).
5 Otwory pod okucia
Jeśli mają być wykonane otwory pod okucia
(zawiasy, taśmy, zasuwy ...) pomiędzy dwo-
ma otworami pod kołki, to po wywierceniu
otworów pod kołki trzeba przekręcić prowadnicę wzdłużną.
Ustawianie szyny prowadzącej znowu od-
bywa się za pomocą prowadnicy bocznej i
wzdłużnej.
6 Rozporządzenie REACh dla produktów
fi rmy Festool, ich wyposażenia i mate-
riałów eksploatacyjnych
REACh jest to rozporządzenie o substancjach
chemicznych, które obowiązuje w całej Europie od 2007 r. Firma nasza, jako „użytkownik
końcowy“, a zatem jako producent wyrobów
jest świadoma obowiązku informowania naszych klientów. W celu dostarczania naszym
klientom najnowszych informacji oraz informowania o możliwych substancjach z listy
kandydatów w wyrobach naszej fi rmy, utwo-
rzyliśmy następującą stronę internetową:
www.festool.com/reach
33
Page 34

BG
Система за пробиване на редове от отвори
Указаните изображения се намират в многоезичното Ръководство по обслужването.
1 Използуване по предназначението
Системата за пробиване на редове от отвори заедно с оберфрезите на Festool служи за изработване на редове от отвори със
стъпка на растера 32 мм.
2 Указания за безопасност
• Спазвайте
винаги указанията за безо-
пасност при работа с ръчна оберфреза.
• В системата за пробиване на редове от
отвори могат да бъдат поставяни само
следните ръчни оберфрези: OF 900, OF
1000, OF 1010, OF 1400 (съответно за
всички модели).
3 Монтаж
3.1 Водещ плот
Преди да затегнете оберфрезата регулирайте хлабината на водещия плот върху
направляващата релса:
– Поставете водещия плот (1.9) върху на-
правляващата релса.
– Регулирайте с отвертка направляващите
челюсти (1.8) по такъв начин, че водещия плот да се плъзга без хлабина върху направляващата релса.
3.2 Закрепване на страничните огра-
ничители
– Поставете страничните ограничители с
канала на водещата колодка (1.6) върху
направляващата релса.
– Затегнете здраво водещата колодка с
копчето за регулиране (1.7).
3.3 Регулиране на страничните огра-
ничители
Тази регулировка трябва да се прави само
при първото пускане в действие.
– Отворете копчето за регулиране (1.1) на
опорния плъзгач (1.2).
– Преместете опорния плъзгач докато
съвпаднат нулевите деления на опорния
плъзгач и линията за опори (1.10).
– Затворете на копчето за регулиране
(1.1) на опорния плъзгач.
– Отворете винта (1.5).
– Избутайте водещия плот до страничния
ограничител до влизане на щифта (1.3)
на опорния плъзгач в канала (1.4) на
водещия плот.
– Затегнете отново здраво винта (1.5).
3.4 Закрепване на оберфрезата
a) OF 900, OF 1000, OF 1010
– Затегнете центриращият дорник (2.1) в
затегателните челюсти на оберфрезата.
– Отворете копчетата за регулиране (2.2,
2.5).
– Центрирайте оберфрезата с помощта на
центриращият дорник върху водещия
плот.
– Затворете копчетата за регулиране (2.2,
2.5) по такъв начин, че оберфрезата да
се закрепи със затегателните елементи
(2.3, 2.4) към водещия плот.
– Сменете центриращият дорник със
свредло за пробиване на дюбелни гнезда.
b) OF 1400
– Затегнете центриращият дорник (3.1) в
затегателните челюсти на оберфрезата.
– Свалете копчето за регулиране (2.2, 2.5)
и затегателните елементи (2.3, 2.4).
– Центрирайте оберфрезата
с помощта на
центриращият дорник върху водещия
плот.
– Затегнете оберфрезата с на винтовете
(3.4) към водещия плот.
– Сменете центриращият дорник със
свредло за пробиване на дюбелни гнезда.
3.5 Закрепване на надлъжните ограничители (фиг. 4)
Двата надлъжни ограничители трябва да
бъдат закрепени към крайщата на направляващата релса. С помощта на надлъжните ограничители по-късно при работа се
определя разстоянието между ръба на обработваемия детайл и средата на първия
отвор. Този размер могат да бъде 9,5 мм,
16 мм или 32 мм.
Закрепване: виж фиг. 4.
4 Работа с FS-LR 32
Първи ред от отвори (фиг. 6A):
– Регулирайте опорния плъзгач (6.2) на
страничните ограничители до исканото разстояние на редове от отвори от
ръба на обработваемия детайл. Скалите
върху линиите за опори (6.1) показват
регулираното разстояние. Посредством
скалата на нониуса на опорния плъзгач
разстоянието може да бъде регулирано
с точност 1/10 мм.
– Центровайте направляващата релса със
страничните ограничители и надлъжния
ограничител (6.3) към детайла.
– Закрепете направляващата релса с вин-
товите стяги FSZ (6.4) към обработваемия детайл.
– Препоръка: Маркирайте посредством
контролното прозорче (3.3) на водещия
плот положението първия (R1) и последния (Rz) отвор за дюбел върху направляващата релса. Това ще Ви облекчи
при работата със следващите детайли.
– Натиснете настрани кобилицата (3.2).
34
Page 35

По този начин болтът в средата на коби-
лицата се повдига от отвора в направ-
ляващата релса и водещия плот могат
да бъде преместван по направляващата
релса.
– Преместете водещия плот с оберфреза-
та до исканото положение. Отпуснете
кобилицата така, че нейният болт коби-
лицата да се фиксира в един отвор
направляващата релса.
– Ако Ви трябват отвори за дюбели на края
на направляващата релса, то в такъв
случай Вие след затягане на направля-
ващата релса върху детайла можете да
свалите надлъжния ограничител.
– Пробийте един след друг отворите за
дюбели.
на
с една опора-водач за надлъжно рязане и със съединителните елементи
FSV (виж фиг. 5).
5 Отвори за обковки
Ако между два отвора за дюбели трябва
да има отвори за обковки (шарнири, ленти, резета ...), то в такъв случай Вие след
пробиването на отворите за дюбели трябва да обърнете надлъжния ограничител.
Центрирането на направляващата релса
става отново с помощта на страничния и
надлъжния ограничители.
Втори ред отвори (фиг. 6B):
– Завъртете на 180° направляващата рел-
са или
– Поставете обработваемия детайл на
другия надлъжен ограничител (6.5).
– Препоръка: Пренесете положението на
отворите за дюбели от първия ред на
втория ред от отвори (L1, Lz) върху на-
правляващата релса.
– Пробийте отворите за дюбели на втория
ред.
обработваемия детайл.
При по-дълги редове от отвори 2 водещи шини могат да бъдат съединени
6 REACh за продукти Festool, техните
принадлежности и консумативи:
REACh е валидната от 2007г. за цяла Европа «Разпоредба за химикалите». Ние като
„последващ потребител“, т.е. като производител на изделия, съзнаваме нашето
задължение да информираме нашите клиенти. За да можем да Ви информираме за
актуалното състояние и за възможни материали от списъка на кандидатите в нашите
изделия, ние създадохме за Вас следната
страница в Интернет: www.festool.com/
reach
35
Page 36

EST
Augureasüsteem
Nimetatud joonised leiate mitmekeelsest kasutusjuhendist.
1 Ettenähtud kasutusotstarve
Augureasüsteem on ette nähtud koos Festooli ülafreesidega 32 mm sammuga auguridade tegemiseks.
2 Ohutusjuhised
• Järgige alati ülafreesi kasutusjuhiseid.
• Koos augureasüsteemiga tohib kasuta-
da üksnes järgmisi ülafreese: OF 900, OF
1000, OF 1010, OF 1400 (kõiki mudeleid).
3 Paigaldus
3.1 Juhttald
Enne ülafreesi kinnitamist reguleerige välja
juhttalla lõtk:
– Asetage juhttald (1.9) juhtsiinile.
– Reguleerige juhtpakid (1.8) kruvikeeraja
abil välja nii, et juhttald libiseb juhtsiinil
ilma lõtkuta.
3.2 Külgjuhikute kinnitamine
– Asetage külgjuhikud juhtklotsi (1.6) soon-
ga juhtsiinile.
– Fikseerige juhtklots pöördnupuga (1.7).
3.3 Külgjuhikute rihtimine
See seadistus on vajalik üksnes esmakordsel
kasutamisel.
– Keerake lahti juhikudetaili (1.2) pöörd-
nupp (1.1).
– Nihutage juhikudetaili, kuni juhikudetaili
ja juhikuvarda (1.10) nullmärgistused on
kohakuti.
– Keerake juhikudetaili pöördnupp (1.1) kin-
ni.
– Keerake lahti kruvi (1.5).
– Nihutage juhttalda vastu külgjuhikut, kuni
juhikudetaili tihvt (1.3) haakub juhttalla
soonde (1.4).
– Keerake kruvi (1.5) uuesti kinni.
3.4 Ülafreesi kinnitamine
a) OF 900, OF 1000, OF 1010
– Kinnitage tsentreerimistorn (2.1) ülafreesi
kinnitustsangi.
– Keerake lahti pöördnupud (2.2, 2.5).
– Tsentreerige ülafrees tsentreerimistorniga
juhttallal.
– Keerake kinni pöördnupud (2.2, 2.5), nii
et ülafrees kinnitub kinnituselementidega
(2.3, 2.4) juhttalla külge.
– Vahetage tsentreerimistorn välja tüübliau-
gupuuri vastu.
b) OF 1400
– Kinnitage tsentreerimistorn (3.1) ülafreesi
kinnitustsangi.
– Eemaldage pöördnupud (2.2, 2.5) ja kin-
nituselemendid (2.3, 2.4).
– Tsentreerige ülafrees tsentreerimistorniga
juhttallal.
– Kinnitage ülafrees kruvidega (3.4) juhttal-
la külge.
– Vahetage tsentreerimistorn välja tüübliau-
gupuuri vastu.
3.5 Paralleeljuhikute kinnitamine (joonis 4)
Kaks paralleeljuhikut tuleb kinnitada juhtsiini otstesse. Paralleeljuhikutega määratakse
hilisemal töötamisel kindlaks vahemaa tooriku serva ja esimese puuraugu keskpunkti
vahel. See mõõt võib olla 9,5 mm, 16 mm
või 32 mm.
Kinnitamine: vt joonist 4.
4 Töö seadmega FS-LR 32
Esimene augurida (joonis 6A):
– Seadke külgjuhikute juhikudetail (6.2)
soovitud kaugusele tooriku serva ja augurea vahel. Juhikuvarrastel (6.1) olevad
skaalad näitavad reguleeritud vahemaad.
Juhikudetaili Nonius-skaala abil saab vahemaad reguleerida 1/10 mm täpsusega.
– Rihtige juhtsiin külgjuhikute ja paralleelju-
hiku (6.3) abil toorikul välja.
– Kinnitage juhtsiin pitskruvidega FSZ (6.4)
tooriku külge.
– Soovitus: Märgistage juhttalla akna (3.3)
kaudu esimese (R1) ja viimase (Rz) tüübliaugu asend juhtsiinil. See kergendab
järgmiste toorikute töötlemist.
– Suruge detaili (3.2) külgsuunas. See ker-
gitab detaili keskel olevat polti juhtsiini
avast kõrgemale ja juhttalda saab juhtsiinil nihutada.
– Nihutage juhttald koos ülafreesiga soovi-
tud asendisse. Laske detail lahti, nii et polt
fi kseerub juhtsiini ühte avasse.
– Kui juhtsiini otsas peaks vaja minema
tüübliauke, võite paralleeljuhiku pärast
juhtsiini kinnitamist toorikul eemaldada.
– Puurige üksteise järel tüübliaugud.
Teine augurida (joonis 6B):
– Pöörake kas juhtsiini või toorikut 180°.
– Asetage toorik teise paralleeljuhiku vastu
(6.5).
– Soovitus: Kandke esimese augurea tüübli-
aukude asend üle juhtsiinile teise augurea
jaoks (L1, Lz).
– Puurige teise augurea augud.
Pikemate auguridade puhul võib 2 juhtsiini ühendada paralleeljuhiku ja ühendusdetailidega FSV (vt joonis 5).
5 auku liistude jaoks
Kui kahe tüübliaugu vahele on vaja auke
liistude jaoks (šarniirid jmt), tuleb paralleeljuhik pärast tüübliaukude puurimist ümber
pöörata.
36
Page 37

Juhtsiini rihtimine toimub taas külg- ja paralleeljuhiku abil.
6 REACh Festool toodete, lisatarvikute
ja materjalide kohta
REACh on alates aastast 2007 kogu Euroo-
pas kehtiv kemikaalide määrus. Tootjatena
oleme teadlikult klientide teavitamise kohustusest. Et Teid alati kõigega kursis hoida ja
anda Teile teavet võimalike meie toodetes
sisalduvate ainete kohta, lõime Teie jaoks
järgmise veeibisaidi: www.festool.com/
reach
37
Page 38

HR
Sustav perforiranih traka
Navedene slike nalaze se u višejezičnoj uputi
za uporabu.
1 Namjenska uporaba
Sustav perforiranih traka služi za izradu perforiranih traka rasterskom mjerom 32 mm
u kombinaciji sa Festool-ovim vertikalnim
glodalicama.
2 Sigurnosne upute
• Poštivajte uvijek sigurnosna upozorenja za
ručnu vertikalnu glodilicu.
• Uporaba sustava perforiranih traka dopu-
štena je samo u sljedećim ručnim vertikalnim glodalicama: OF 900, OF 1000, OF
1010, OF 1400 (za sve izvedbe ovih modela).
3 Montaža
3.1 Vodeća ploča
Prije nego što pričvrstite vertikalnu glodalicu, namjestite na vodilici zračnost vođenja
za vodeću ploču:
– Postavite vodeću ploču (1.9) na vodilicu.
– Namjestite vodeće čeljusti (1.8) odvija-
čem tako da vodeća ploča klizi po vodilici
bez zračnosti.
3.2 Pričvršćivanje bočnih graničnika
– Stavite bočne graničnike s utorom vodeće
papuče (1.6) na vodilicu.
– Pritegnite vodeću papuču pomoću zakret-
nog gumba (1.7).
3.3 Justiranje bočnih graničnika
Ovo namještanje mora se vršiti samo prilikom prve uporabe.
– Popustite zakretni gumb (1.1) graničnog
kliznika (1.2).
– Vršite pomak graničnog kliznika sve dok
oznaka ništice graničnog kliznika i granič-
ne šipke (1.10) nisu u ravnini.
– Pritegnite zakretni gumb (1.1) graničnog
kliznika.
– Popustite vijak (1.5).
– Gurajte vodeću ploču u smjeru bočnog
graničnika sve dok zatik (1.3) na granič-
nom klizniku ne zahvaća u utor (1.4) vo-
deće ploče.
– Pritegnite ponovo vijak (1.5).
3.4 Pričvršćivanje vertikalne glodalice
a) OF 900, OF 1000, OF 1010
– Pričvrstite trn za centriranje (2.1) u zate-
zna kliješta vertikalne glodalice.
– Popustite zakretne gumbe (2.2, 2.5).
– Centrirajte vertikalnu glodalicu pomoću
trna za centriranje na vodećoj ploči.
– Pritegnite zakretne gumbe (2.2, 2.5) tako
da zatezni elementi (2.3, 2.4) pritegnu
vertikalnu glodalicu na vodećoj ploči.
– Zamjenite trn za centriranje sa svrdlom za
bušenje rupa za moždanike.
b) OF 1400
– Pričvrstite trn za centriranje (3.1) u zate-
zna kliješta vertikalne glodalice.
– Uklonite zakretne gumbe (2.2, 2.5) i zate-
zne elemente (2.3, 2.4).
– Centrirajte vertikalnu glodalicu pomoću
trna za centriranje na vodećoj ploči.
– Pričvrstite vertikalnu glodalicu vijcima
(3.4) za vodeću ploču.
– Zamjenite trn za centriranje sa svrdlom za
bušenje rupa za moždanike.
3.5 Pričvršćivanje uzdužnih graničnika
(sliku 4)
Oba uzdužna graničnika valja pričvrstiti na
krajevima vodilice. Svrha uzdužnih granič-
nika je određivanje razmaka između bridi
izratka i sredine prve perforacije kod kasnijih radova. Ova dimenzija može biti 9,5 mm,
16 mm ili 32 mm.
Pričvršćenje: vidi sliku 4.
4 Rad sa FS-LR 32
Prva perforirana traka (slika 6A):
– Justirajte granični kliznik (6.2) bočnih
graničnika na željeni razmak perforirane
trake do bridi izratka. Ljestvice na granič-
nim šipkama (6.1) pokazuju namješteni
razmak. Zahvaljujući nonijskoj ljestvici na
graničnom klizniku možete razmak justirati precizno na 1/10 mm.
– Vršite izravnjanje vodilice na izratku po-
moću bočnih graničnika i uzdužnog graničnika (6.3).
– Pričvrstite vodilicu na izratku pomoću vij-
čanih stezaljki FSZ (6.4).
– Preporuka: Obilježite kroz promatračko
okance (3.3) na vodećoj ploči poziciju prve
(R1) i zadnje (Rz) rupe za moždanike na
vodilici. To vam olakšava obradu daljnjih
izradaka.
– Pritisnite njihaljku (3.2) bočno. Time se
svornjak u sredini njihaljke podiže iz perforacije na vodilici, što omogućava pomicanje vodeće ploče na vodilici.
– Pomaknite vodeću ploču pomoću vertikal-
ne glodalice na željenu poziciju. Pustite
njihaljku, tako da svornjak njihaljke uskoči
u jednu od perforacija na vodilici.
– Ukoliko vam na kraju vodilice nedostaje
rupa za moždanike, uzdužni graničnik mo-
žete ukloniti nakon što ste vodilicu pritegnuli na izratku.
– Izbušite rupe za moždanike jednu za dru-
gom.
Druga perforirana traka (slika 6B):
– Zaokrenite ili vodilicu, ili izradak za 180°.
38
Page 39

– Prislonite izradak uz drugi uzdužni granič-
nik (6.5).
– Preporuka: Izvršite prijenos položaja rupa
za moždanike od prve perforirane trake za
drugu perforiranu traku (L1, Lz) na vodili-
cu.
– Izbušite rupe za moždanike druge perfori-
rane trake.
Kod duljih perforiranih nizova je moguće 2 vodilice povezati uzdužnim graničnikom i veznim elementima FSV (vidi
sliku 5).
5 Perforacije za okove
Ako je predviđeno postavljanje bušotina za
okove (zglobnice, šarke, zapori ...) između
dviju rupa za moždanike, onda morate uz-
dužni graničnik preokrenuti nakon bušenja
rupa za moždanike.
Izravnanje vodilice vrši se ponovo bočnim i
uzdužnim graničnikom.
6 REACh za Festoolove proizvode, pribor i potrošni materijal istih
REACh je kratica za Uredbu o kemikalijama
koja je od 2007. na snazi diljem Europe. Mi
kao „pridodani korisnik“, znači kao proizvođač proizvoda, svijesni smo toga da našim
kupcima moramo pružati odgovarajuće informacije.Da bi vam uvijek mogli pružati
aktualne informacije i obavijestiti vas o možebitnim materijalima iz popisa kandidata,
uredili smo za vas sljedeći nastup u internetu: www.festool.com/reach
39
Page 40

LV
Caurumu rindu sistēma
Lietošanas instrukcijā iekļautie attēli komentēti vairākās valodās.
1 Izmantošana atbilstoši pielietojamī-
bai
Caurumu rindu sistēma ir paredzēta caurumu rindu izveidei ar soli 32 mm izmantošanai ar “Festool” virsfrēzēm.
2 Drošības norādījumi
• Vienmēr ievērojiet virsfrēzes lietošanas
drošības norādījumus.
• Caurumu rindu sistēmā drīkst ievietot ti-
kai šāda tipa virsfrēzes: OF 900, OF 1000,
OF 1010, OF 1400 (ar visiem attiecīgajiem
modeļiem).
3 Montāža
3.1 Vadotnes plāksne
Pirms virsfrēzes nostiprināšanas noregulējiet
vadotnes plāksnes brīvkustību uz vadsliedes:
– Novietojiet vadotnes plāksni (1.9) uz
vadsliedes.
– Vadsliedes iespīl
ēšanas skrūves (1.8) ar
skrūvgriezi noregulējiet tā, lai vadotnes
plāksne pa vadsliedi pārvietotos bez brīvkustības.
3.2 Sānu atturu piestiprināšana
– Uzlieciet sānu atturus ar vadotnes kluča
(1.6) rievu uz vadsliedes.
– Nostipriniet vadotnes kluci ar grozāmo
rokturi (1.7).
3.3 Sānu atturu regulēšana
Šī regulēšana jāveic tikai pirmajā lietošanas
reizē.
– Atskrūvējiet attura elementa (1.2) grozā-
mo rokturi (1.1).
– Pārvietojiet attura elementu, līdz tā nulles
atzīme sakrīt ar attura stieņa (1.10) nulles atzīmi.
– Pieskrūvējiet attura elementa grozāmo
rokturi (1.1).
– Atskrūvējiet skrūvi (1.5).
– Pārvietojiet vadotnes plāksni sānu attura
virzienā, līdz attura elementa tapa (1.3)
ieiet vadotnes plāksnes rievā (1.4).
– Atkal cieši pieskrūvējiet skrūvi (1.5).
3.4 Virsfrēzes piestiprināšana
a) OF 900, OF 1000, OF 1010
– Iestipriniet centrurbi (2.1) virsfrēzes pat-
ronā.
– Atskrūvējiet grozāmos rokturus (2.2,
2.5).
– Novietojiet virsfrēzi ar centrurbi vadotnes
plāksnes centrā.
– Pieskrūvējiet grozāmos rokturus (2.2,
2.5), lai virsfrēze būtu piespiesta pie va-
dotnes plāksnes ar piespiešanas elementiem (2.3, 2.4).
– Apmainiet centrurbi pret dībeļu urbi.
b) OF 1400
– Iestipriniet centrurbi (3.1) virsfrē-
zes patronā.
– Izskrūvējiet un izņemiet grozāmos roktu-
rus (2.2, 2.5) un piespiešanas elementus
(2.3, 2.4).
– Novietojiet virsfrēzi ar centrurbi vadotnes
plāksnes centrā.
– Piestipriniet virsfrēzi pie vadotnes plāk-
snes ar skrūvēm (3.4).
– Apmainiet centrurbi pret dībeļu urbi.
3.5 Gala atturu piestiprināšana (4. attēlu)
Abi gala atturi jāpiestiprina abos vadsliedes
galos. Ar gala atturiem vēlāk tiek uzstādīts
attālums starp sagataves malu un pirmā urbuma centru. Šis attālums var būt 9,5 mm,
16 mm vai 32 mm.
Piestiprināšana: sk. 4. zīm.
4 Darbs ar FS-LR 32
Pirmā caurumu rinda (6.A zīm.):
– Noregulējiet sānu attura elementu (6.2)
vajadzīgajā caurumu rindas attālumā no
sagataves malas. Iestatīto attālumu var
nolasīt pēc attura stieņa (6.1) skalām. Izmantojot attura elementa nonija skalu, šo
attālumu var iestatīt ar precizitāti līdz 1/10
mm.
– Novietojiet vadsliedi ar sānu atturiem un
gala atturi (6.3) uz sagataves.
– Piestipriniet vadsliedi pie sagataves ar ie-
spīlēšanas pierīci FSZ (6.4).
– Padoms: Izmantojot vadotnes plāksnes
skatlodziņu (3.3), atzīmējiet pirmā (R1)
un pēdējā (Rz) dībeļa urbuma vietu uz
vadsliedes. Tas jums atvieglos turpmāku
sagataves apstrādi.
– Nospiediet svārsteni (3.2) tā sānos. Tādā
veidā tapa svārsteņa vidū tiek izcelta no
vadsliedes urbuma un vadotnes plāksni
var pārbīdīt pa vadsliedi.
– Pārvietojiet vadotnes plāksni ar virsfrēzi
vajadzīgajā stāvoklī. Atlaidiet svārsteni,
lai svārsteņa tapa fi ksētos vadsliedes ur-
bumā.
– Ja dībeļu urbumi jāizveido vadsliedes galā,
pēc vadsliedes iespīlēšanas pie sagataves
gala atturi var noņemt.
– Izurbiet dībeļu urbumus pēc kārtas.
Otrā caurumu rinda (6.B zīm.):
– Apgrieziet vadsliedi vai sagatavi par 180°.
– Pielieciet sagatavi pie otra gala attura
(6.5).
– Padoms: Pārnesiet pirmās rindas dībeļu
urbumu vietas otrajai rindai (L1, Lz) uz
vadsliedes.
40
Page 41

– Izurbiet otrās rindas dībeļu urbumus.
Garākām caurumu rindām 2 vadsliedes
var savienot ar garenisko atturi un savienojuma detaļām FSV (sk. 5. attēlu).
5 Urbumi furnitūrai
Ja starp diviem dībeļu urbumiem jāizveido
urbumi furnitūrai (eņģēm, aizbīdņiem u.c.),
pēc dībeļu urbumu izurbšanas gala atturis
jāapgriež otrādi.
Vadsliede atkal jāuzstāda ar sānu un gala
atturiem.
6 REACh Festool ražojumiem, to piederumiem un patērējamiem materiāliem
Kopš 2007. gada visā Eiropā ir stājusies
spēkā ķīmisko vielu regula REACH. Mēs kā
„blakuslietotājs“, proti, izstrādājumu ražotājs, apzināmies savu pienākumu sniegt informāciju mūsu klientiem. Lai jūs vienmēr
būtu lietas kursā, un mēs informētu jūs par
iespējamām vielām no kandidātu saraksta, kuras izmantojam savos izstrādājumos,
esam izveidojuši šādu tīmekļa vietni:www.
festool.com/reach
41
Page 42

LT
Skylių eilių sistema
Šie paveikslėliai pateikiami daugiakalbėje
naudojimo instrukcijoje.
1 Naudojimas pagal paskirtį
Skylių eilių sistema skirta kartu su Festool
vertikalaus frezavimo mašina pagaminti skylių eiles, kurių rastro dydis yra 32 mm.
2 Saugos reikalavimai
• Visuomet laikykitės rankinio vertikalaus
frezavimo prietaiso saugos reikalavimų.
• Į skylių eilių sistemą leidžiama įstatyti tik
šiuos rankinio vertikalaus frezavimo prietaisus: OF 900, OF 1000, OF 1010, OF
1400 (su atitinkamai visa įranga).
3 Montavimas
3.1 Vedimo plokštė
Prieš pritvirtindami vertikalaus frezavimo
prietaisą, stūmimo plokštės vediklius uždėkite ant stūmimo bėgių:
– Stūmimo plokštę (1.9) uždėkite ant vieno
stūmimo bėgio.
– Stabdymo trinkeles (1.8) atsuktuvu taip
nustatykite, kad stūmimo plokštė neklibė-
dama slystų ant bėgio.
3.2 Šoninių atramų tvirtinimas
– Uždėkite šonines atramas su stūmiklio
(1.6) grioveliu ant stūmimo bėgio.
– Sukamąja rankenėle (1.7) priveržkite stū-
miklį.
3.3 Šoninių atramų nustatymas
Šį nustatymą reikia atlikti tik prieš pirmą
naudojimą.
– Atsukite stūmiklio atramos (1.2) sukamąją
rankenėlę (1.1).
– Stūmiklio atramą stumkite tol, kol stūmiklio
atramos nulio žymė sutaps su atramos strypeliu (1.10).
– Užsukite stūmiklio atramos sukamąją ran-
kenėlę (1.1).
– Atsukite varžtą (1.5).
– Stūmimo plokštę pristumkite prie šoni-
nės atramos, kol stūmiklio atramos kaištis
(1.3) atsidurs stūmimo plokštės griovelyje
(1.4).
– Vėl priveržkite varžtą (1.5).
3.4 Vertikalaus frezavimo prietaiso
tvirtinimas
a) OF 900, OF 1000, OF 1010
– Centravimo virbalą (2.1) įtvirtinkite į verti-
kalaus frezavimo prietaiso žnyples.
– Atsukite apvalias rankenėles (2.2, 2.5).
– Išcentruokite su centravimo virbalu ver-
tikalaus frezavimo prietaisą ant stūmimo
plokštės.
– Užsukite sukamąsias rankenėles (2.2, 2.5)
taip, kad vertikalaus frezavimo prietaisas
su tvirtinimo elementais (2.3, 2.4) būtų
priveržtas prie stūmimo plokštės.
– Centravimo virbalą pakeiskite spraustų
skylių grąžtu.
b) OF 1400
– Centravimo virbalą (3.1) įtvirtinkite į verti-
kalaus frezavimo prietaiso žnyples.
– Nuimkite sukamąsias rankenėles (2.2,
2.5) ir priveržimo elementus (2.3, 2.4).
– Išcentruokite su centravimo virbalu ver-
tikalaus frezavimo prietaisą ant stūmimo
plokštės.
– Vertikalaus frezavimo prietaisą varžtais
(3.4) pritvirtinkite prie stūmimo plokštės.
– Centravimo virbalą pakeiskite spraustų
skylių grąžtu.
3.5 Išilginių atramų tvirtinimas (4 iliustraciją)
Abi išilginės atramos tvirtinamos stūmimo
bėgio galuose. Išilginės atramos vėliau dirbant nustato atstumą tarp ruošinio briaunos
ir pirmos skylės vidurio. Šis dydis gali būti
9,5 mm, 16 mm arba 32 mm.
Tvirtinimas: žr. 4 paveikslėlį.
4 Darbas su FS-LR 32
Pirmoji skylių eilė (6A paveikslėlis):
– Šoninių atramų stumdomas dalis (6.2) nu-
statykite atitinkamai pagal pageidaujamą
skylių eilės atstumą nuo ruošinio briaunos.
Ant atramų strypų (6.1) esančios skalės rodo nustatytą atstumą. Ant atramos
stumdiklių esanti papildoma skalė leidžia
nustatyti atstumą 1/10 mm tikslumu.
– Uždėkite stūmimo bėgį su šoninėmis atra-
momis ir išilgine atrama (6.3) ant ruošinio.
– Pritvirtinkite stūmimo bėgį su veržikliais
FSZ (6.4) ant ruošinio.
– Rekomenduojame: per stūmimo plokštės
kiau rymę (3.3) pasižymėkite pirmos (R1)
ir paskutinės (Rz) kiaurymės padėtį ant
stūmimo bėgio. Tai jums palengvins kitų
ruošinių apdorojimą.
– Šone paspauskite supiklį (3.2). Taip su-
piklio viduryje esantis kaištis bus iškeltas
iš stūmimo bėgio kiaurymės ir stūmimo
plokštę bus galima perstumti ant stūmimo
bėgio.
– Perstumkite stūmimo plokštę kartu su ver-
tikalaus frezavimo prietaisu į pageidaujamą padėtį. Atleiskite supiklį, kad jo kaištis
galėtų užsifi ksuoti stūmimo bėgio kiaury-
mėje.
– Jeigu jums stūmimo bėgio gale reikėtų
skylių, pritvirtinę stūmimo bėgį ant ruošinio galite nuimti išilginę atramą.
– Vieną po kitos išgręžkite spraustų skyles.
42
Page 43

Antroji skylių eilė (6B paveikslėlis):
– Arba stūmimo bėgį, arba ruošinį persukite
180° kampu.
– Pridėkite ruošinį prie kitos išilginės atramos
(6.5).
– Rekomenduojame: nustatykite pirmos
skylių eilės spraustų skylių padėtį antrajai
skylių eilei (L1, Lz) ant stūmimo bėgio.
– Išgręžkite antros eilės spraustų skyles.
Jeigu skylių eilės yra ilgesnės, galima
sujungti 2 kreipiančiąsias liniuotes su
išilgine atrama ir FSV jungiamaisiais
elementais (žr. 5 pav.).
5 Kiaurymės sutvirtinimams
Jeigu norėtumėte išgręžti kiaurymes sutvirtinimams (šarnyrams, juostoms, skląsčiams
...) tarp dviejų spraustų skylių, turėtumė-
te išgręžę spraustų skyles persukti išilginę
atramą.
Stūmimo bėgio išlyginimas atliekamas taip
pat su šonine ir išilgine atrama.
6 REACh „Festool“ produktams, jų reikmenims ir eksploatacinėms medžiagoms
REACh yra nuo 2007 m. visoje Europoje galiojantis nutarimas dėl cheminių medžiagų.
Mes, kaip „gretutinis vartotojas“, t.y. kaip
produktų gamintojas, sąmoningai įsipareigojame teikti mūsų klientams informaciją.
Tam, kad Jūs visada būtumėte informuoti
apie naujienas ir mūsų gaminiuose naudojamas galimas medžiagas, mes Jums sukūrė-
me šį interneto tinklalapį: www.festool.com/
reach
43
Page 44

SLO
Sistem za izdelovanje vrstnih lukenj
Imenovane slike se nahajajo v večjezičnih
navodilih za uporabo.
1 Uporaba v skladu z namembnostjo
Sistem je namenjen izdelovanju vrstnih lukenj z rastrom 32 mm v kombinaciji z namiznimi rezkalniki Festool.
2 Varnostna opozorila
• Pri delu upoštevajte varnostna navodila
ročnega namiznega rezkalnika.
• V kombinaciji s sistemom za izdelovanje
vrstnih lukenj je dovoljena samo uporaba
naslednjih ročnih namiznih rezkalnikov: OF
900, OF 1000, OF 1010, OF 1400 (v vseh
izvedbah).
3 Montaža
3.1 Vodilna plošča
Preden pritrdite namizni rezkalnik, nastavite
zračnost vodenja vodilne plošče po vodilni
tračnici:
– Vodilno ploščo (1.9) postavite na vodilno
tračnico.
– Vodilno čeljust (1.8) nastavite s pomočjo
izvijača tako, da vodilna plošča drsi po vo-
dilni tračnici brez zračnosti.
3.2 Pritrjevanje vzporednih prislonov
– Postavite vzporedni proslon z utorom vo-
dilne klade (1.6) na vodilno tračnico.
– Zategnite vodilno klado z vrtljivim gum-
bom (1.7).
3.3 Justiranje vzporednih prislonov
Ta nastavitev je potrebna samo pred prvo
uporabo.
– Odvijte vrtljivi gumb (1.1) jahača prislona
(1.2).
– Premaknite jahač prislona tako, da se po-
krijeta ničelni oznaki jahača prislona in pa-
lice prislona (1.10).
– Privijte vrtljivi gumb (1.1) jahača prislo-
na.
– Odvijte vijak (1.5).
– Potisnite vodilno ploščo proti stranskemu
prislonu, da vprime čep (1.3) jahača pri-
slona v utor (1.4) vodilne plošče.
– Ponovno zategnite vijak (1.5).
3.4 Pritrjevanje namiznega rezkalnika
a) OF 900, OF 1000, OF 1010
– Pritrdite centrirni trn (2.1) v vpenjalne
klešče namiznega rezkalnika.
– Odvijte vrtljiva gumba (2.2, 2.5).
– S pomoč
jo centrirnega trna centrirajte na-
mizni rezkalnik na vodilni plošči.
– Privijte vrtljiva gumba (2.2, 2.5) tako, da
bo namizni rezkalnik z vpenjalnima ele-
mentoma (2.3, 2.4) vpet na vodilno ploščo.
– Zamenjajte centrirni trn s svedrom za mo-
znične izvrtine.
b) OF 1401
– Pritrdite centrirni trn (3.1) v vpenjalne
klešče namiznega rezkalnika.
– Odstranite vrtljiva gumba (2.2, 2.5) in
vpenjalna elementa (2.3, 2.4).
– S pomočjo centrirnega trna centrirajte na-
mizni rezkalnik na vodilni plošči.
– Z vijakoma (3.4) pritrdite namizni rezkal-
nik na vodilno ploščo.
– Zamenjajte centrirni trn s svedrom za mo-
znične izvrtine.
3.5 Pritrjevanje vzdolžnih prislonov
(sliko 4)
Oba vzdolžna prislona pritrdite na konca
vodilne tračnice. S pomočjo vzdolžnega prislona se pri kasnejšem delu določa razdalja
med robom obdelovanca in središčem prve
izvrtine. Ta mera je lahko 9,5 mm, 16 mm
ali 32 mm.
Pritrjevanje: glejte sl. 4.
4 Delo z FS-LR 32
Prva vrsta lukenj (slika 6A):
– Nastavite jahača (6.2) vzporednih prislo-
nov na želeno razdaljo vrste lukenj od roba
obdelovanca. Nastavljeno razdaljo kaže
skala na palici prislona (6.1). S pomočjo
nonija na jahaču prislona lahko nastavite
razdaljo z natančnostjo 1/10 mm.
– Poravnajte vodilno tračnico z vzporednima
prislonoma in vzdolžnim prislonom (6.3)
na obdelovancu.
– Pritrdite vodilno tračnico na obdelovanec s
primeži FSZ (6.4).
– Priporočilo: S pomočjo opazovalnega
okenca (3.3) vodilne plošče si označite položaj prve (R1) in zadnje (Rz) izvrtine za
moznik na vodilni tračnici. Tako si boste
olajšali obdelavo ostalih obdelovancev.
– Pritisnite gugalnico (3.2) vstran. Pri tem
se čep v sredini gugalnice dvigne iz izvrtine v vodilni tračnici in vodilno ploščo lahko
premaknete na vodilno tračnico.
– Premaknite vodilno ploščo z namiznim
rezkalnikom v želeni položaj. Sprostite gugalnico, tako da se čep gugalnice zaskoči v
izvrtini v vodilni tračnici.
– Če potrebujete luknje za moznike na kon-
cu vodilne tračnice, lahko po vpenjanju
vodilne tračnice na obdelovanec odstranite
vzdolžni prislon.
– Eno za drugo izvrtajte luknje za moznike.
Druga vrsta lukenj (slika 6B):
– Zavrtite vodilno tračnico ali obdelovanec
za 180°.
– Položite obdelovanec na drugi vzdolžni pri-
slon (6.5).
44
Page 45

– Priporočilo: Prenesite lego prve vrste lu-
kenj za moznike na vodilno tračnico za
drugo vrsto lukenj (L1, Lz).
– Izvrtajte drugo vrsto lukenj za moznike.
Pri dolgih vrstah lukenj, lahko 2 vodilni
tirnici povežete z vzdolžnim prislonom
in povezovalnimi kosi FSV (glejte sliko
5).
5 Izvrtine za okovje
Če želite med dve luknji za moznike izvrtati
luknje za okovje (tečaji, šarniri, zapahi ...),
morate po vrtanju izvrtin za moznike obrniti
vzdolžni prislon.
Vodilno tračnico lahko spet poravnate z
vzporednim in vzdolžnim prislonom.
6 REACh za izdelke Festool, njihov pribor in potrošni material:
REACh je od leta 2007 po vsej Evropi veljavna uredba o kemikalijah. Mi, kot „uporabnik v nadaljevanju“, torej, kot izdelovalec
proizvodov, se zavedamo obveznosti informiranja naših uporabnikov. Da bi jih lahko
vedno seznanjali z najnovejšim stanjem in
o možnih snoveh seznama kandidatov v naših izdelkih, smo ustvarili naslednjo spletno
stran: www.festool.com/reach
45
Page 46

H
Sorozatfúró-rendszer
A hivatkozott ábrák a többnyelvű használati
utasításban találhatók.
1 Rendeltetésszerű felhasználás
A Festool-felsőmaróval használva a sorozatfúró-rendszer 32 mm raszterméretű lyuksorok előállítására szolgál.
2 Biztonsági utasítások
• Mindig tartsa be a kézi felsőmaró biztonsá-
gi utasításait.
• A sorozatfúró-rendszerben csak a követ-
kező kézi felsőmarókat szabad használni:
OF 900, OF 1000, OF 1010, OF 1400 (a
mindenkori teljes kivitel).
3 Beszerelés
3.1 Vezetőlap
A felsőmaró rögzítése előtt állítsa be a vezetőlap játékát a vezetősínen:
– Helyezze a vezetőlapot (1.9) egy vezető-
sínre.
– Egy csavarhúzó segítségével állítsa be
úgy a vezetőpofát (1.8), hogy a vezetőlap
holtjátékmentesen csússzon a vezetősí-
nen.
3.2 Oldalvezetők rögzítése
– Helyezze oldalvezetőket a vezetőpofa hor-
nyával (1.6) a vezetősínre.
– A forgatható gombbal szorítsa be a veze-
tőpofát (1.7).
3.3 Oldalvezetők beállítása
A beállítást csak az első használatkor kell elvégezni.
– Nyissa az ütközőtolóka (1.2) forgatható
gombját (1.1).
– Tolja addig az ütközőtolókát, míg az ütkö-
zőtolóka és az ütközőrúd (1.10) nulla jele
egymással fedésbe kerül.
– Zárja az ütközőtolóka forgatható gombját
(1.1).
– Engedje ki a csavart (1.5).
– Tolja a vezetőlapot az oldalvezetőhöz, míg
az ütközőtolóka csapja (1.3) bekapcsol a
vezetőlap hornyába (1.4).
– Húzza meg ismét a csavart (1.5).
3.4 Felsőmaró rögzítése
a) OF 900, OF 1000, OF 1010
– Rögzítse a felsőmaró befogópatronában a
központozó csapot (2.1).
– Engedje ki a forgatható gombokat (2.2,
2.5).
– A központozó csap segítségével centríroz-
za a felsőmarót a vezetőlapon.
– Zárja a forgatható gombokat (2.2, 2.5)
úgy, hogy a felsőmarót a befogóelemek
(2.3, 2.4) a vezetőlaphoz szorítják.
– Cserélje ki a központozó csapot egy
tiplihúzóra.
b) OF 1400
– Rögzítse a felsőmaró befogópatronában a
központozó csapot (3.1).
– Távolítsa el a forgatható gombokat (2.2,
2.5) és a befogóelemeket (2.3, 2.4).
– A központozó csap segítségével centríroz-
za a felsőmarót a vezetőlapon.
– A csavarok segítségével (3.4) rögzítse a
felsőmarót a vezetőlapon.
– Cserélje ki a központozó csapot egy
tiplihúzóra.
3.5 A hosszütköző rögzítése (4. ábra)
Mindkét hosszütközőt rögzíteni kell a vezető-
sín végeihez. A további munkavégzés során
a hosszütközők segítségével határozza meg
a munkadarab széle és az első furat közepe
közötti távolságot. Ennek mérete 9,5 mm,
16 mm vagy 32 mm lehet.
Rögzítés: lásd 4. ábra
4 Munkavégzés az FS-LR 32 géppel
Első lyuksor (6A ábra):
– Állítsa be az oldalvezető ütközőtolókáját
(6.2) arra a távolságra, amelyet a lyuksor
és a munkadarab széle között szeretne elérni. Az ütközőrudak (6.1) mércéi mutatják a beállított távolságot. Az ütközőtolóka
nóniusz-mércéjén 1/10 mm pontossággal
beállíthatja a távolságot.
– Az oldalvezető és a hosszütköző (6.3) se-
gítségével igazítsa be a vezetősínt a munkadarabon.
– Rögzítse a vezetősínt a munkadarabhoz az
FSZ pillanatszorító (6.4) segítségével.
– Ajánlás: A vezetőlap ablakán (3.3) keresz-
tül jelölje be a vezetősínen az első (R1) és
az utolsó (Rz) tiplifuratot. Ezzel megkönynyíti a további munkadarabok megmunkálását.
– Tolja oldalra a himbát (3.2). Ezáltal a him-
ba közepén található csapszeget kiemeli a
vezetősínen lévő furatból, és a vezetőlapot
eltolhatja a vezetősínen.
– Tolja a vezetőlapot a felsőmaróval a kívánt
pozícióba. Engedje el a himbát, úgy hogy
a himba csapszege bekattanjon a vezető-
sín valamelyik furatába.
– Ha szükség van csaplyukakra a vezetősín
végén, akkor a hosszütközőt eltávolíthatja, miután a vezetősínt befogta a munkadarabon.
– Fúrja ki egymás után a csaplyukakat.
Második lyuksor (6B ábra):
– A vezetősínt vagy a munkadarabot forgas-
sa el 180 fokkal.
– Helyezze a munkadarabot a hosszütköző
(6.5) másik végéhez.
– Ajánlás: Vigye át az első lyuksor csaplyu-
46
Page 47

kainak helyzetét a vezetősínre a második
lyuksor (L1, Lz) számára.
– Fúrja ki a második lyuksor csaplyukait.
Hosszabb sorozatfúrásnál összeköthető
2 vezetősín egy hosszütközővel és az
FSV összekötődarabokkal (lásd az 5.
ábrát).
5 Furatok vasalatokhoz
Ha vasalatokon (zsanér, szalag, tolóretesz
...) szeretne két csaplyuk közé furatot készíteni, akkor a csaplyukak kifúrását követően
meg kell fordítania a hosszütközőt.
A vezetősín beállítása ismét az oldal- és
hosszütköző segítségével történik.
6 REACh a Festool termékeire, azok
tartozékaira és a felhasznált anyagokra
vonatkozóan
A REACH a vegyi anyagok regisztrálásáról,
értékeléséről, engedélyezéséről és korlátozásáról szóló, 2007-től egész Európában érvényes rendelet. Mi a folyamatban szereplő
alkalmazóként, azaz termékelőállítóként tudatában vagyunk az ügyfeleinkkel szemben
fennálló információs kötelezettségünknek.
Azért, hogy Önt mindig naprakész információkkal láthassuk el a termékeinkben használni tervezett új anyagokról, a következő
honlapot készítettük Önnek: www.festool.
com/reach
47
Page 48

GR
Σύστημα κατασκευής σειρών οπών
Οι αναφερόμενες εικόνες βρίσκονται στις πολύγλωσσες οδηγίες χειρισμού.
1 Χρήση σύμφωνα με το σκοπό προορισμού
Το σύστημα κατασκευής σειρών οπών σας
εξυπηρετεί για να κατασκευάζετε τρύπες σε
σειρές με μια μεταξύ τους απόσταση 32 mm
σε συνδυασμό με κάθετες φρέζες Festool.
2 Υποδείξεις ασφαλείας
• Προσέχετε πάντοτε τις υποδείξεις ασφαλεί-
ας της κάθετης φρέζας χειρός.
• Επιτρέπεται να χρησιμοποιηθούν μόνο οι
ακόλουθες κάθετες φρέζες χειρός στο σύστημα κατασκευής σειρών οπών: OF 900,
OF 1000, OF 1010, OF 1400 (κάθε φορά
όλες οι εκδόσεις).
3 Συναρμολόγηση
3.1 Πέλμα
Ρυθμίστε τον τζόγο οδήγησης του πέλματος
στη ράγα οδηγό, προτού στερεώσετε την κάθετη φρέζα:
– Τοποθετήστε το πέλμα (1.9) πάνω στη
ράγα οδηγό.
– Ρυθμίστε τις σιαγόνες οδήγησης (1.8) με
ένα κατσαβίδι έτσι, ώστε το πέλμα να γλι-
στρά χωρίς τζόγο πάνω στη ράγα οδηγό.
3.2 Στερέωση των πλευρικών αναστολέων
– Τοποθετήστε τους πλευρικούς αναστολείς
με το αυλάκι του τάκου οδήγησης (1.6)
πάνω στη ράγα οδηγό.
– Σφίξτε τον τάκο οδήγησης με το περιστρο-
φικό κουμπί (1.7).
3.3 Ρύθμισης των πλευρικών αναστολέων
Αυτή η ρύθμιση πρέπει να γίνει μόνο κατά
την πρώτη χρήση.
– Λύστε το περιστροφικό κουμπί (1.1) του
καβαλάρη αναστολέα (1.2).
– Σπρώξτε τον καβαλάρη αναστολέα, ώσπου
να ταυτίζονται τα μηδενικά μαρκαρίσματα
του καβαλάρη αναστολέα και της ράβδου
αναστολής (1.10).
– Σφίξτε το περιστροφικό κουμπί (1.1) του
καβαλάρη αναστολέα.
– Λύστε τη βίδα (1.5).
– Σπρώξτε το πέλμα κοντά στον πλευρικό
αναστολέα, ώσπου ο πείρος (1.3) του κα-
βαλάρη αναστολέα να περάσει στο αυλάκι
(1.4) του πέλματος.
– Στερεώστε ξανά τη βίδα (1.5).
3.4 Στερέωση της κάθετης φρέζας
a) OF 900, OF 1000, OF 1010
– Στερεώστε τον πείρο κεντραρίσματος (2.1)
στο σφιγκτήρα (τσοκ) της κάθετης φρέζας.
– Λύστε τα περιστροφικά κουμπιά (2.2,
2.5).
– Κεντράρετε την
κάθετη φρέζα με τον πείρο
κεντραρίσματος στο πέλμα.
– Σφίξτε τα περιστροφικά κουμπιά (2.2,
2.5), έτσι ώστε να σφίξει η κάθετη φρέζα
με τους σφιγκτήρες (2.3, 2.4) στο πέλμα.
– Αντικαταστήστε τον πείρο κεντραρίσματος
με ένα τρυπάνι για τρύπες καβιλιών.
b) OF 1400
– Στερεώστε τον πείρο κεντραρίσματος (3.1)
στο σφιγκτήρα (τσοκ) της κάθετης φρέζας.
– Αφαιρέστε τα
περιστροφικά κουμπιά (2.2,
2.5) και τους σφιγκτήρες (2.3, 2.4).
– Κεντράρετε την κάθετη φρέζα με τον πείρο
κεντραρίσματος στο πέλμα.
– Στερεώστε την κάθετη φρέζα με τις βίδες
(3.4) στο πέλμα.
– Αντικαταστήστε τον πείρο κεντραρίσματος
με ένα τρυπάνι για τρύπες καβιλιών.
3.5 Στερέωση των παράλληλων οδηγών
(εικόνα 4)
Οι δύο παράλληλοι οδηγοί πρέπει να στερεωθούν στο τέλος της ράγας οδηγού. Με
τους παράλληλους οδηγούς καθορίζετε για
τις επόμενες εργασίες την απόσταση μεταξύ
της ακμής του επεξεργαζόμενου κομματιού
και της μέσης της πρώτης τρύπας. Αυτή η
απόσταση μπορεί να ανέρχεται στα 9,5 mm,
16 mm ή 32 mm.
Στερέωση: βλέπε εικόνα 4.
4 Εργασία με το FS-LR 32
Πρώτη σειρά οπών (εικόνα 6A):
– Τοποθετήστε τους καβαλάρηδες αναστο-
λείς (6.2) των πλευρικών αναστολέων
στην επιθυμητή απόσταση των σειρές των
οπών από την ακμή του επεξεργαζόμενου
κομματιού. Οι κλίμακες στις ράβδους αναστολής (6.1) δείχνουν τη ρυθμισμένη απόσταση. Με την κλίμακα βερνιέρου στον καβαλάρη αναστολέα μπορείτε να ρυθμίσετε
ακριβώς την απόσταση στο 1/10 mm.
– Ευθυγραμμίστε τη ράγα οδηγό με τους
πλευρικούς αναστολείς και τον παράλληλο
οδηγό (6.3) στο επεξεργαζόμενο κομμάτι.
– Στερεώστε τη ράγα οδηγό με τους σφι-
γκτήρες FSZ (6.4) πάνω στο επεξεργαζόμενο κομμάτι.
– Σύσταση: Σημαδέψτε μέσα από το παρά-
θυρο ελέγχου (3.3) του πέλματος τη θέση
της πρώτης (R1) και της τελευταίας (Rz)
τρύπας της καβίλιας πάνω στη ράγα οδηγό. Αυτό διευκολύνει την
επεξεργασία των
άλλων επεξεργαζόμενων κομματιών.
– Πιέστε το ζυγό (3.2) πλάγια. Έτσι σηκώνε-
ται ο πείρος στη μέση του ζυγού από την
τρύπα στη ράγα οδηγό και το πέλμα μπορεί
να μετατοπιστεί πάνω στη ράγα οδηγό.
48
Page 49

– Μετατοπίστε το πέλμα μαζί με την κάθε-
τη φρέζα στην επιθυμητή θέση. Αφήστε
το ζυγό ελεύθερο, έτσι ώστε ο πείρος του
ζυγού να περάσει μέσα σε μια τρύπα της
ράγας οδηγού.
– Σε περίπτωση που στο τέλος της ράγας
οδηγού χρειάζεστε τρύπες καβιλιών, μπο-
ρείτε να απομακρύνετε τον παράλληλο
οδηγό,
πάνω στο επεξεργαζόμενο κομμάτι.
– Ανοίξτε διαδοχικά τις τρύπες των καβι-
λιών.
Δεύτερη σειρά οπών (εικόνα 6B):
– Στερέψτε τη ράγα οδηγό ή στρέψτε το επε-
ξεργαζόμενο κομμάτι κατά 180°.
– Τοποθετήστε το επεξεργαζόμενο κομμάτι
στον άλλο παράλληλο οδηγό (6.5).
– Σύσταση: Μεταφέρετε τη θέση των τρυπών
των καβιλιών της
τη δεύτερη σειρά οπών (L1, Lz) πάνω στη
ράγα οδηγό.
– Ανοίξτε τις τρύπες των καβιλιών της δεύτε-
ρης σειρά οπών.
μετά το σφίξιμο της ράγας οδηγού
πρώτης σειράς οπών για
Σε περίπτωση μεγάλων σειρών οπών
μπορούν να συνδεθούν 2 ράγες οδηγοί
με έναν παράλληλο οδηγό και τα τεμάχια σύνδεσης FSV (βλέπε εικόνα 5).
5 Τρύπες για στοιχεία σύνδεσης και μανδάλωσης
Όταν πρέπει να γίνουν τρύπες για στοιχεία
σύνδεσης και μανδάλωσης (μεντεσέδες, ταινίες, σύρτες ...) ανάμεσα σε δύο τρύπες για
καβίλιες, πρέπει να
οδηγό μετά το άνοιγμα των τρυπών για τις
καβίλιες.
Η ευθυγράμμιση της ράγας οδηγού πραγματοποιείται ξανά με τον πλευρικό και τον παράλληλο οδηγό.
6 REACh για προϊόντα Festool, τα εξαρτήματα και τα αναλώσιμα υλικά τους:
REACh είναι η διάταξη περί χημικών που
ισχύει από το 2007 σε όλη την
ως «μεταγενέστερος χρήστης», δηλ. ως κατασκευαστής προϊόντων πληρούμε την υποχρέωσή μας για πληροφόρησης των πελατών
μας. Για να μπορούμε να σας ενημερώνουμε
πάντοτε σωστά και να σας πληροφορούμε για
τις πιθανές ουσίες του καταλόγου υποψήφιων ουσιών στα προϊόντα μας, δημιουργήσαμε για σας την ακόλουθη ιστοσελίδα: www.
festool.com/reach
γυρίσετε τον παράλληλο
Ευρώπη. Εμείς
49
Page 50

5051525354
Page 51

Page 52

Page 53

Page 54

 Loading...
Loading...