

Page 1
3” Capacity (USA)
Magnetic Drilling
System (75mm UK/EU)
Evolution Bear 300
(ME7500)
®
P O W E R T O O L S
STEEL
®
Instruction
Manual
Manuel d’Instruction
Instruktionshandbuch
Manual de Instrucción
Handleiding
Read instructions before operating this tool.
Lisez le mode d’emploi avant d’utiliser cet outil.
Vor Benutzung des Werkzuegs bitte bedienungsanleitungen
sorgfaltig lesen.
Antes de utilizar esta herramienta, lean las instrucciones.
Lees instructies alvorens dit hulpmiddel in werking te stellen.
®
Page 2
2
Operating Instructions
Important
Please read these operating and safety instructions carefully and completely.
For your own safety, before using this equipment check that the voltage is
correct and that all handles and parts are rmly secured. If you are uncertain
about any aspect of using this equipment contact your distributor.
Please Keep These Instructions
Model Bear 300 (ME7500) Specications
Motor (4 Speed) (230v or 115v 50/60 Hz) (Watts): 1800
Maximum Cutter Diameter: 3” 75mm
Maximum Cutting Depth: 2” 50mm
Maximum Drill Diameter (Morse Taper No. 3): 1-1/4” 32mm
Maximum Tap Diameter: 15/16” 24mm
RPM No Load (Speed 1) (min-1): 210
RPM No Load (Speed 2) (min-1): 270
RPM No Load (Speed 3) (min-1): 410
RPM No Load (Speed 4) (min-1): 530
Recommended Maximum Duty Cycle (Minutes): 30
Sound Pressure Level (Under Load) (dB(A)): 104
Weight: 54lb 24.6kg
Max Dimensions (Rack Fully Raised): 24-3/8” x 11-7/16” x 13” 618 x 290 x 330
Min Dimensions (Rack Fully Lowered): 20-11/16” x 9-7/16” x 12-1/2” 526 x240 x 320
Magnet Dimensions: 4” x 2-9/16” x 7-7/8” 100 x 65 x 199
Magnetic Adhesion: 4950lb 2250kg f
Cutter Retainer Internal Diameter: 3/4” 19mm Weldon Shank
Standard Equipment Supplied With Unit: 1 Coolant Tank, 1 Coolant Pipe, 1
Guard, 1 Hex key 2.5mm, 1 Wrench 8mm, 3 Handles, 2 Buttery Screws, 2
Spring Washers, 1 Chain, 1 Drift, Carry Case.
Ear and eye protection MUST be worn while operating this equipment.
Do NOT touch the cutter while it is in motion. Always follow the Personal
Protection Equipment (PPE) recommendations while operating this tool.
This machine is designed specically for drilling holes in mild steel using the
appropriate cutters and accessories. It should NOT be modied and / or used
for any application other than for which it was intended, including powering other
equipment.
Ensure that the total work area can be viewed from the operating position. Use
barriers to keep people away. Do not operate the tool in explosive environments
– power tools create sparks that may ignite ammable materials or gases. Do
not operate the tool in damp or wet conditions or areas, as electric shocks may
result. Always use both hands to operate the tool. Always ensure that the material
you are working on is securely clamped.
• This tool is equipped with an approved cord and plug for its intended
Country of use. The green and yellow conductor in the cord is the grounding
wire, never connect this to a live terminal.
• Remove plug from power supply before replacement of the cutter, making
adjustments or other maintenance work.
• We recommend the use of genuine Evolution supplied cutters.
•
Inspect the machine and cutter before each use and do not use
deformed, cracked, worn or otherwise damaged cutters.
• Ensure the cutter is correctly mounted and do not stop by hand.
• Do not use cutters that do not comply with the characteristics specied in
these instructions.
•
Ensure that the gibs (dovetail slides) are correctly adjusted before
each use. This is essential for proper and safe operation of the
machine.
• Always keep the power cord away from moving parts of the tool.
• When you put the tool away, switch off the motor and ensure that all moving
parts have come to a complete standstill.
•
Never use the tool without the original protection guard system.
Magnetic Drill Safety
The drill’s magnetic adhesion depends on the thickness of the work piece. 1/2”
(12mm) is the optimum thickness for safe operation. Keep the magnet clean of
metal chips and other dirt and debris. These will seriously reduce the magnetic
Page 3
EC – Declaration of
Conformity
We, Evolution Power Tools Limited
Venture One
Longacre Close
Shefeld
S20 3FR
as the supplier of the product listed below:-
EVOLUTION 75mm Magnetic Drill
Part Number: ME75001/ME75002/ME75002EU
Voltage: 110/230v
Power: 1800W
Declare, under our sole responsibility that the equipment to which this
document relates, is in conformity with the following standards or other
normative documents:-
EN60335-1: 1994+A1+A2+A11-A16
EN55014-1: 2000+A1+A2
EN55014-2: 1997+A1
EN61000-3-2: 2000
EN61000-3-3: 1995+A1
EN61000-3-11: 2000
and thereby conforms to the protection requirements of Council Directive
73/23/EEC amended by 93/68/EEC relating to the Low Voltage
Directive, Council Directive 98/37/EEC relating to the Machine Directive
and Council Directive 89/336/EEC relating to the EMC Directive,
and is compliant with Council Directive 2002/95/EC in relation to the
Restriction of Hazardous Substances in electrical & electronic equipment
(RoHS). EU Directive 2002/95/EC restricts the use of the 6 substances
below in the manufacture of specic types of electrical equipment. Whilst
this restriction does not legally apply to components, it is recognized that
component ‘compliance’ is relevant to many customers.
Evolution Power Tools’ denition of RoHS Compliance:
• The product does not contain any restricted substances in
concentrations and applications banned by the directive
• and for components, the product is capable of being worked at
the higher temperatures required by lead-free soldering.
The restricted substances and maximum allowed concentrations in
homogenous materials are, by weight:
Lead – 0.1%
Mercury – 0.1%
PBB (Polybrominated Biphenyis) – 0.1%
PBDE (Polybrominated Diphenyl Ethers) – 0.1%
Hexavalent Chromium – 0.1%
Cadmium – 0.01%
Level of Sound pressure according to 86/188/EEC, 98/37/EEC &
2000/14/EC:-
Guaranteed Sound Power Level:
104.0 dB(A)
All Relevant technical documentation is held at Evolution Power Tools
Ltd, Shefeld (UK).
Authorised by:
Mr Matthew J Gavins
Managing Director
9
th
May 2007
32 3
Page 4

adhesion. Ensure that the magnet has adhered to the work piece rmly before
switching on the drill. The drill must be operated on its own electrical outlet with
a Residual Current Device as other units sharing an outlet could result in loss
of magnetic adhesion. Always use the supplied safety chain. Before each
use always check the coolant feed and level is sufcient. Never operate without
cutting coolant or paste. When drilling I beams with a curved surface, mount
the machine parallel to the work piece. Avoid operating the drill at greater than
a 45 degree angle. Over - head drilling is extremely hazardous and is not
recommended.
Machine Set Up:
Changing Tools & Adaptors
To insert a tool, turn the tool until the tang lines up and rmly push into place. It is
helpful to tap with a soft-faced mallet to fully engage the taper. If it is properly in
position, one will not be able to pull it back apart by hand.
To remove, line up the ejector slot of the arbor with the ejector slot in the gear
case, slide the ejector drift through the slot ensuring that it protrudes slightly, and
tap with a hammer to eject the tool. CAUTION: When removing, take care that
the cutting tool does not crash down and get damaged or injure anyone below.
Cutter Adaptor
This machine is equipped with a unique cutter adaptor system with built-in
coolant directly to the gearbox. No stop bar is needed. To install the cutter
adaptor, rst insert the taper end of the adaptor into the arbor of the machine as
described above. Attach the coolant tank to the slide and ensure that the tube is
attached properly.
Cutters
To insert a cutter, rst insert the pilot pin. Then slide the cutter into the adaptor,
align the proper at with the locking screw(s) and tighten securely with the
supplied hex wrench. CAUTION: Ensure that the locking screw is on a at of
the cutter and not just against the rounded shank. To remove cutter, reverse the
procedure. Ensure that the coolant feed tap is on and coolant feeds properly by
pushing the pilot pin. If it feeds too quickly or slowly, adjust the tap accordingly.
Keep the tap closed when not in use.
Twist Drills
NOTE: A pilot hole is necessary when drilling with larger twist drills. If a twist drill
is used, it is necessary to remove the arbor and support bracket and follow the
instructions below.
Arbor / Drill Chuck
If a different tool is in the machine, remove it as described above, then use the
included hex wrench to remove the three arbor support screws. Slide arbor
support off. Fit HTA53 chuck arbor and HTA54 chuck. Insert twist drill and tighten
with chuck key. Remove drill chuck as described above in ‘Changing Tools &
Adaptors’.
TAPPING
1. Select the proper speed according to the chart for the size of tap used.
2. Begin with forward direction of rotation with standard right hand threads.
(Opposite with left-hand threads).
3. Allow the tap to determine the feed rate. A light touch on the feed handle is
all that is needed once it is started in the hole.
4. When the desired thread is tapped, hit the red motor stop switch. Allow the
machine to come to a full stop. Then reverse direction and restart machine
by pressing the green motor switch to remove tap. Guide the tap back out
with the feed handle.
CAUTION: To avoid damage to the tap, always very carefully line the tap
up with the hole and ensure that the size of the hole is correct for the tap
to be used.
CAUTION: To avoid damage to the tap or machine, be very careful to stop the
machine in time to NOT allow the tap to bottom out. The motor continues to coast
for a while after being shut off, so plan for this and anticipate. This machine does
NOT have a clutch
Proper order of operations for normal tapping is as follows: magnet: on
– direction: forward – motor: on – motor: off – THEN: direction: reverse – motor:
on – motor: off - magnet: off.
τρυπάνι εξέρχεται μέσω του υλικού. Πάντοτε να έχετε μια μέθοδο για να
συγκεντρώνετε τα υπολείμματα υγρού γιατί, η εκτόξευσή του μπορεί να
προκαλέσει τραυματισμό. ΠΡΟΣΟΧΗ :Το τήγμα εκτοξεύεται στο τέλος
της διάτρησης και είναι πολύ καυτό.
ΠΡΟΕΙΔΟΠΟΙΗΣΗ: ΠΟΤΕ να μην λειτουργείτε 2-3/8” (60mm) ή
μεγαλύτερους κόφτες εκτός εάν το πάχος της πλάκας είναι το ιδανικό
13/16” (20mm) ΜΠΟΡΕΙ ΝΑ ΑΔΡΑΝΟΠΟΙΗΘΕΙ Ο ΜΑΓΝΗΤΗΣ.
ΠΡΟΣΟΧΗ: το μηχάνημα είναι εξοπλισμένο με ένα αντίστροφο
διακόπτη. Πάντοτε να είστε βέβαιοι για την σωστή διεύθυνση της
περιστροφής προτού το λειτουργήσετε. Λειτουργία με λανθασμένη
κατεύθυνση μπορεί να έχει ως αποτέλεσμα την βλάβη του κόφτη.
Επιλογή Ταχύτητας
Πριν από την διάτρηση επιλέξτε το επιθυμητό εύρος ταχύτητας
πιέζοντας, αρχικά στους ολισθαίνοντες διακόπτες του υπό ελατηριακή
τάση επιλογέα ταχύτητας και στη συνέχεια μετατοπίζοντας τους
επιλογείς, πάνω ή κάτω στον κατάλληλο συνδυασμό. Συμβουλευτείτε
το επικολημμένο διάγραμμα στο πρόσθιο μέρος του μηχανήματος για να
πετύχετε τον σωστό συνδυασμό για την επιθυμητή ταχύτητα (πιθανόν να
χρειαστεί να στρέψετε ελάχιστα τον άξονα (άτρακτο) ώστε οι ταχύτητες
να εμπλακούν σωστά. Ακολουθήστε τα συνιστώμενα εύρη ταχυτήτων
στο διάγραμμα ταχύτητας κοπής για να καθορίσετε το κατάλληλο εύρος
της ταχύτητας.
ΔΙΑΓΡΑΜΜΑ 4 ΤΑΧΥΤΗΤΩΝ
ΤΑΧΥΤΗΤΑ ΧΩΡΙΣ ΦΟΡΤΙΟ RPM ΚΟΦΤΕΣ ΚΟΧΛΙΕΣ
1 210 60~75mm 15~24mm
2 270 45~60mm 15mm ή λιγότερο
3 410 35~45mm δεν ισχύει
4 530 35mm ή λιγότερο δεν ισχύει
ΣΗΜΕΙΩΣΗ: Αυτές οι ταχύτητες αποτελούν μόνον γενικές
συστάσεις. Οι συγκεκριμένες ταχύτητες θα πρέπει να καθορίζονται
από το υλικό και την ταχύτητα κοπής που συνιστάται από τον
κατασκευαστή του εργαλείου κοπής.
ΠΡΟΣΟΧΗ: Βεβαιωθείτε ότι η εμπλοκή των ταχυτήτων είναι πλήρης και
ΠΑΝΤΟΤΕ να είστε βέβαιοι ότι το μηχάνημα έχει σταματήσει πλήρως
προτού προσπαθήσετε να αλλάξετε ταχύτητες. ΠΟΤΕ μην αλλάζετε
ταχύτητες όταν το μηχάνημα λειτουργεί!
Επιλέξτε την επιθυμητή κατεύθυνση περιστροφής. Ο διακόπτης αυτός
έχει 3 θέσεις: πάνω είναι προς τα εμπρός, στη μέση είναι ουδέτερο και
κάτω είναι η αντίθετη περιστροφή.
ΠΡΟΕΙΔΟΠΟΙΗΣΗ: Εάν το μηχάνημα έχει διακόπτη ανοικτό με
τον διακόπτη κατεύθυνσης στην ουδέτερη θέση, το μηχάνημα δεν
θα περιστραφεί αλλά θα είναι «ενεργοποιημένο», μόλις επιλεγεί
η πρόσθια ή η αντίστροφη, ο άξονας θα αρχίσει να στρέφεται!
Λαμβάνετε τα μέτρα σας για να αποφύγετε εκπλήξεις. Αυτός ΔΕΝ είναι
ο σωστός τρόπος λειτουργίας. Η σωστή σειρά λειτουργίας για συνήθη
διάτρηση (όχι κοχλιοτομή) είναι ως ακολούθως: μαγνήτης ανοικτός-
κατεύθυνση προς τα εμπρός – κινητήρας ανοικτός – κινητήρας κλειστός
– μαγνήτης κλειστός.
Ρύθμιση βραχιόνων (Γλίστρες Χελιδονουράς) Χαλάρωμα
Περιοδικά ελέγχετε, λιπαίνετε και ρυθμίζετε όπως χρειάζεται. Για να
ρυθμίσετε, χρησιμοποιήστε γαλλικό κλειδί για να ξεσφίξετε τα παξιμάδια
κλειδώματος Κάνοντας χρήση του εξάγωνου κλειδιού ρυθμίστε τις βίδες
ομοιόμορφα ενώ κινείτε τη χειρολαβή πάνω-κάτω έτσι ώστε να μην
υπάρχει χαλάρωση αλλά ούτε και κράτημα πουθενά σε όλο το πεδίο
διαδρομής. Σφίξτε ξανά τα παξιμάδια κλειδώματος.
Συντήρηση και Μηχανικές Βλάβες
Διατηρήστε το εργαλείο και το καλώδιό του καθαρά. Σε περίπτωση
μηχανικής ή ηλεκτρικής δυσλειτουργίας. αμέσως σβήστε το εργαλείο και
αποσυνδέστε το από την πρίζα. Πολλοί σπινθήρες πιθανόν να υποδηλώνει
την παρουσία ρύπων στον κινητήρα ή την φθορά στα καρβουνάκια.
Περιοδικά ελέγχετε τα καρβουνάκια για φθορά και αντικαταστήστε τα
όταν φθάσουν μέγεθος 6 χιλιοστά, επίσης ελέγξετε εάν το μηχάνημα
4 31
Page 5

CAUTION: To avoid damage to the machine, ALWAYS allow the machine to
come to a full stop before reversing rotation.
General Operating Advice
Position the machine using the pilot pin as an aid to locating the center of the cut.
Switch on the magnet and check that the cutter is still in the correct position and
the machine is securely held to the work piece. With the motor head in the raised
position, switch on the motor and allow to come up to full speed. Turn the crank
handle to begin cutting. Use light pressure at rst to keep bit from wandering,
and then continue with normal pressure. Do not force the tool – let the speed of
the cutter do the work. Cutting performance will not improve by applying more
pressure on the tool and cutter and motor life will be reduced. Regulate the ow
of cutting coolant as required with the coolant feed tap. Use less pressure as the
cutter exits through the material. Always provide a method of catching the slug,
where the ejected slug may cause injury. CAUTION: the slug ejects at end of cut
and is very hot.
WARNING: NEVER operate 2-3/8” (60mm) or larger cutters unless the plate
thickness is optimum 13/16” (20mm) MAGNET LIFTING MAY RESULT.
CAUTION: machine is equipped with a reversing switch. Always ensure
that direction of rotation is correct before operating. Operating in the
wrong direction could result in damage to the cutter.
Gear Selection
Before drilling, select desired gear range by rst pushing in on spring-loaded
gear selector slider switch and then sliding selector up for high speed or down for
low speed. (It may be necessary to turn the arbor slightly in order for the gears
to mesh properly). Follow the recommended speed ranges on the cutting speed
chart to set the proper speed and gear range.
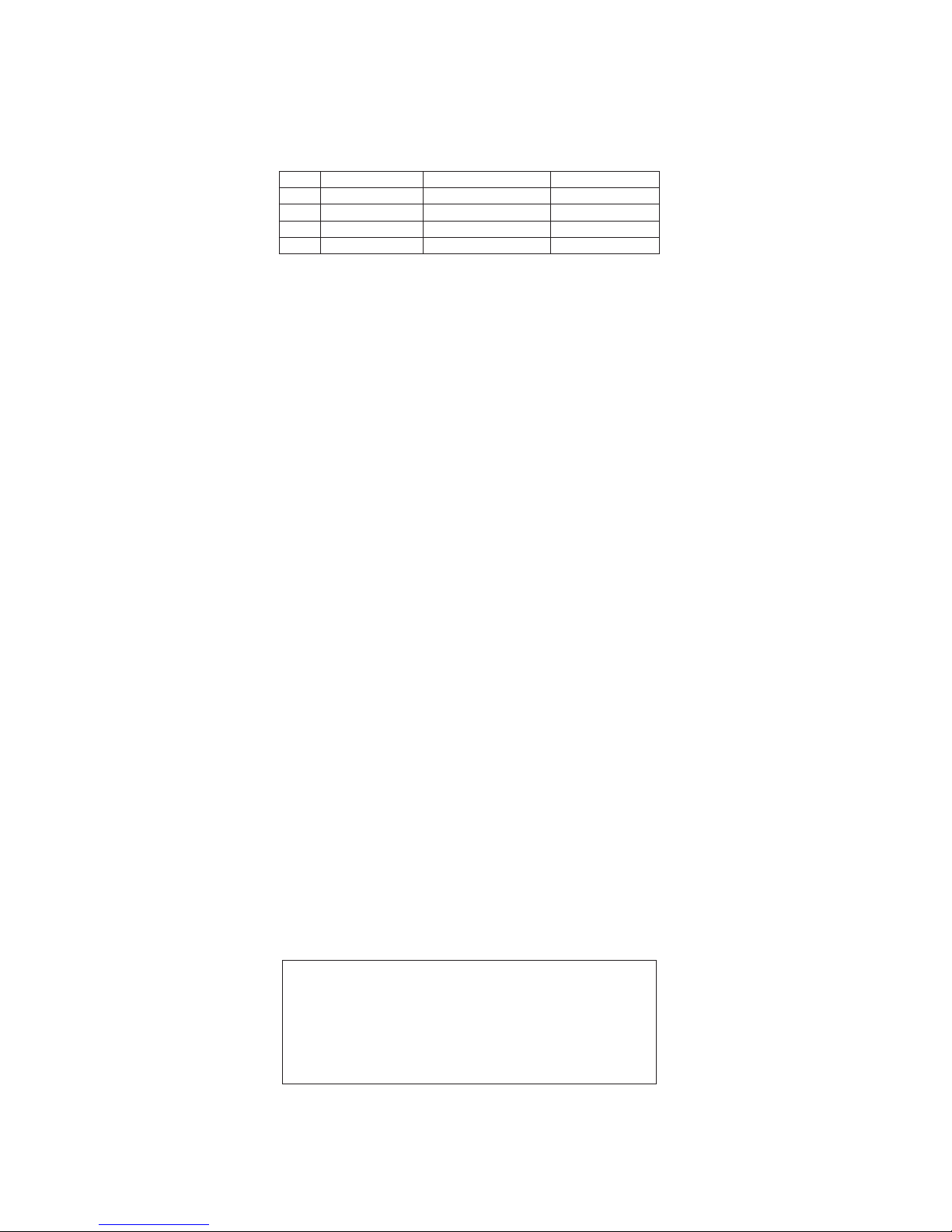
4 SPEED GEAR CHART
GEAR NO LOAD RPM CUTTERS TAPS
1 210 2-3/8” to 3” (60~75mm) 9/16” to 15/16” (15~24mm)
2 270 1-3/4” to 2-3/8” (45~60mm) 9/16” (15mm) or less
3 410 1-3/8” to 1-3/4” (35~45mm) N/A
4 530 1-3/8” (35mm) or less N/A
NOTE: These speeds are general recommendations only. Actual speeds
should be determined by the material and the cutting speed recommended
by the cutting tool manufacturer.
CAUTION: Ensure that that gears engage fully, and ALWAYS ensure that the
machine is fully stopped before attempting to change gears. NEVER change
gears on a running machine!
Select desired direction of rotation. This switch has 3 positions: up is forward,
middle is neutral, and down is reverse rotation.
WARNING: If the motor is switched on with the direction switch in the
neutral position, the machine will not turn but will be “live”, as soon as
either forward or reverse is selected, the arbor will begin turning! Take due
care to avoid surprises. This is NOT the proper order of operations. Proper
order of operations for normal drilling (not tapping) is as follows: magnet: on
– direction: forward – motor: on – motor: off – magnet: off.
Adjusting Gibs (Dovetail Slides) Free Play
Periodically check, lubricate, and adjust as necessary. To adjust, use the supplied
wrench to loosen the lock nuts. Using the supplied Hex key, adjust the screws
evenly whilst moving the handle up and down, so that there is no free play, yet no
binding anywhere through its range of travel. Re-tighten the lock nuts.
Maintenance And Troubleshooting
Keep tool and cord clean. In case of electrical or mechanical malfunction,
immediately switch off the tool and disconnect the plug. Excessive sparking may
indicate the presence of dirt in the motor or worn out carbon brushes. Periodically
check brushes for wear and replace when they reach 1/4” (6mm), also check that
the machine is well lubricated. For all other service and maintenance, take the
machine to an authorized service center, or to Evolution USA, Iowa, if bought in
the USA, after typically 40 drilling hours, dependent upon the type of workload
it has endured.
30 5
Page 6
Accessories – Genuine Evolution Supplied
HTA53 Chuck Arbor
HTA54 Chuck & Key 5/8“ (16mm)
HTA57 Countersink Bit 2“ (0-50mm)
HTAM24 Tapping Chuck
HTACOLL Tapping Collet
HTxxS Short 1“ (25 mm) Cutters Available 7/16“ - 3“ (12mm - 75mm)
HTxxL Long 2“ (50 mm) Cutters Available 7/16“ - 3“ (12mm - 75mm)
Notice: Normal wear and tear and damage caused by misuse is not
covered under the 12-Month guarantee.
Bedienungsanleitung
Wichtig
Bitte lesen Sie die Bedienungsanleitung und die Sicherheitshinweise
sorgfältig und vollständig durch. Zu Ihrer eigenen Sicherheit überprüfen
Sie bitte vor jeder Benutzung, dass die Spannung der Stromquelle mit
den Angaben auf dem Typenschild des Gerätes übereinstimmt, und dass
alle Handgriffe und Geräteelemente sicher montiert sind. Sollten Sie zu
irgendeinem Aspekt der Bedienung dieses Gerätes Fragen haben, wenden
Sie sich bitte an Ihren Händler.
Diese Bedienungsanleitung sorgfältig aufbewahren.
Technische Daten Modell Bear 300 (ME7500)
Motor (4 Gänge) (230V, 50Hz) (Watt): 1800
Maximaler Schneidwerkzeugdurchmesser: 75 mm
MaximaleSchnitttiefe: 50 mm
Maximale Bohrerstärke (Morsekegel MK-3): 32 mm
Maximale Stärke für Gewindebohrer: 24 mm
Leerlaufdrehzahl (1. Gang) (min-1): 210
Leerlaufdrehzahl (2. Gang) (min-1): 270
Leerlaufdrehzahl (3. Gang) (min-1): 410
Leerlaufdrehzahl (4. Gang) (min-1): 530
Empfohlene maximale Einschaltdauer (Minuten): 30
Schalldruckpegel (unter Last) (dB (A)): 104
Gewicht: 24.6 kg
Max. Abmessungen (Ständer voll angehoben): 618 mm x 290 mm x 330 mm
Mindestabmessungen (Ständer voll abgesenkt): 526 mm x 240 mm x 320 mm
Abmessungen des Magneten: 100 mm x 65 mm x 199 mm
Magnethaftkraft: 2250 kg f
Schneidwerkzeughalter, Innendurchmesser: 19 mm Weldon-Spannäche
Im Lieferumfang des Gerätes enthaltene Standardausrüstung:
1 Kühlschmiermitteltank, 1 Kühlschmiermittelleitung, 1 Schutzvorrichtung,
1 Innensechskantschlüssel 2,5 mm, 1 Schraubenschlüssel 8 mm, 3 Griffe,
2 Flügelschrauben, 2 Federscheiben, 1 Kette, 1 Austreibkeil, Tragekoffer.
Beim Arbeiten mit diesem Gerät MÜSSEN Gehörschutz und Schutzbrille
getragen werden. NICHT mit dem rotierenden Schneidwerkzeug in
Berührung kommen. Beim Arbeiten mit diesem Gerät ist stets die
Richtlinie über persönliche Schutzausrüstungen (PSA) zu beachten.
Dieses Gerät ist eigens zum Schneiden von Löchern in Weichstahl unter
Verwendung geeigneter Schneidwerkzeuge und Zubehörteile bestimmt. Es darf
NICHT modiziert und/oder für andere als den angegebenen Verwendungszweck
benutzt werden, insbesondere auch nicht als Antrieb für andere Geräte.
Stellen Sie sicher, dass von der Bedienerposition aus der gesamte Arbeitsbereich
eingesehen werden kann. Absperrungen verwenden, um unbeteiligte Personen
vom Arbeitsbereich fernzuhalten. Das Gerät nicht in explosionsgefährdeten
Bereichen benutzen, da Elektrowerkzeuge Funken erzeugen, die entammbare
Werkstoffe oder Gase in Brand setzen können. Nicht in feuchten oder nassen
Umgebungen bzw. Bereichen verwenden. Es besteht die Gefahr eines
elektrischen Schlages. Beim Arbeiten Gerät immer fest mit beiden Händen
halten.Vergewissern Sie sich stets, dass das zu bearbeitende Werkstück sicher
eingespannt ist.
στραβώσει. έχουν ρωγμές, έχουν φθαρεί ή έχουν υποστεί άλλη
βλάβη.
• Βεβαιωθείτε ότι το τρυπάνι είναι σωστά τοποθετημένο και να μην
το σταματάτε με το χέρι σας
.
• Να μην χρησιμοποιείτε τρυπάνια, τα οποία δεν είναι σύμφωνα
προς τεχνικά χαρακτηριστικά που καθορίζουν αυτές οι οδηγίες
χρήσεως.
• Βεβαιωθείτε ότι οι βραχίονες (γλύστρες χελιδονοουράς) είναι
σωστά ρυθμισμένες πριν από κάθε χρήση. Αυτό είναι
απαραίτητο για την καλή και ασφαλή λειτουργία του
μηχανήματος
.
• Πάντοτε να κρατάτε το καλώδιο μακριά από τα μετακινούμενα
μέρη του εργαλείου.
• Όταν αφήνετε το εργαλείο, να σβήνετε τον κινητήρα και να έχετε
βεβαιωθεί ότι όλα τα εν κινήσει τμήματα έχουν τελείως
σταματήσει.
• Μην χρησιμοποιείτε ποτέ το εργαλείο χωρίς το πρωτότυπο
σύστημα οδηγού προστασίας.
Ασφάλεια του Μαγνητικού Τρυπανιού
Η μαγνητική πρόσφυση του τρυπανιού εξαρτάται από το πάχος του
υλικού εργασίας. Οι 12χιλιοστά είναι το ελάχιστο πάχος για ασφαλή
λειτουργία. Διατηρείτε τον μαγνήτη καθαρό από μεταλλικά ρινίσματα
και άλλους ρύπους και θραύσματα. Αυτά θα μειώσουν σημαντικά την
μαγνητική πρόσφυση . Βεβαιωθείτε ότι ο μαγνήτης έχει καλή πρόσφυση
με το υλικό εργασίας προτού ανάψετε το τρυπάνι. Το τρυπάνι πρέπει να
λειτουργεί με τη δική του ηλεκτρική παροχή και με ένα ρελέ, καθώς, εάν
άλλες συσκευές μοιράζονται την ηλεκτρική παροχή, το αποτέλεσμα θα
είναι η μείωση της μαγνητικής πρόσφυσης. Πάντοτε να χρησιμοποιείτε
την αλυσίδα ασφαλείας που παρέχεται. Πριν από κάθε χρήση, πάντοτε
να ελέγχετε την παροχή του ψυκτικού και εάν το επίπεδο είναι αρκετό.
Ποτέ μην κάνετε χρήση χωρίς ψυκτικό. ή πάστα τρυπανιού. Όταν
τρυπάτε δοκούς με κυρτή επιφάνεια ρυθμίστε το μηχάνημα παράλληλα
προς το υλικό εργασίας. Αποφεύγετε να χειρίζεστε το τρυπάνι υπό
γωνία μεγαλύτερη των 45°. Η χρήση του τρυπανιού προς τα πάνω είναι
εξαιρετικά επικίνδυνη και δεν συνιστάται.
Εγκατάσταση του μηχανήματος
Αλλαγή Εργαλείων & Προσαρμοστών
Για να εισάγετε ένα εργαλείο στρέψατε το εργαλείο έως ότου ευθειάσουν
οι γραμμώσεις και σπρώξτε το δυνατά στην υποδοχή. Βοηθάει εάν το
χτυπήσετε ελαφρά με ένα πλατύστομο ξύλινο σφυρί ώστε να εφαρμόσει
πλήρως στον κοχλιοτόμο. Εάν έχει εφαρμόσει κατάλληλα στη θέση του,
δεν θα μπορεί κάποιος να το αποσυμπλέξει και να το τραβήξει έξω με
το χέρι.
Για να το αφαιρέσετε, ευθυγραμμίστε την αύλακα του εκτοξευτήρα
του άξονα με την αύλακα του εκτοξευτήρα στο κιβώτιο ταχυτήτων
μετακινήστε τον εκτοξευτήρα μετατόπισης μέσω αύλακας και
βεβαιωθείτε ότι λίγο προεξέχει και στη συνέχεια χτυπήστε το με ένα
σφυρί για να εκτοξευτεί το εργαλείο. ΠΡΟΣΟΧΗ: Κατά την αφαίρεση
να φροντίσετε ώστε το εργαλείο κοπής να μην πέσει με ορμή κάτω ώστε
να υποστεί βλάβη ή να τραυματίσει κάποιον πλησίον.
Προσαρμοστής Κόφτη
Το μηχάνημα είναι εξοπλισμένο με ένα μοναδικό σύστημα προσαρμοστή
κόφτη με ψυκτικό ενσωματωμένο άμεσα προς το κιβώτιο ταχυτήτων.
Χρειάζεται μπάρα No stop. Για την τοποθέτηση του προσαρμοστή του
κόφτη, πρώτα εισάγετε το κοχλιακό άκρο του προσαρμοστή μέσα στον
άξονα του μηχανήματος όπως περιγράφετε πιο πάνω. Προσαρμόστε ο
δοχείο στα πλάγια και βεβαιωθείτε ότι ο σωλήνας είναι προσαρμοσμένος
κατάλληλα.
Κόφτες
Για να εισάγετε έναν κόφτη, αρχικά εισχωρήστε την περόνη πιλότο. Στη
συνέχεια ολισθήστε τον κόφτη μέσα στον προσαρμοστή, ευθυγραμμίστε
τη σωστή πεπλατυσμένη επιφάνεια με την(ις) βίδα(ες) ασφαλείας και
σφίξτε την στέρεα με τον παρεχόμενο εξάγωνο κλειδί. ΠΡΟΣΟΧΗ:
Βεβαιωθείτε ότι η βίδα ασφαλείας είναι επί του πεπλατυσμένου μέρους
του κόφτη και όχι απλώς έναντι του στρογγυλεμένου τσοκ του τρυπανιού
Για την αφαίρεσε του κόφτη αντιστρέψτε την διαδικασία. Βεβαιωθείτε
ότι το βρυσάκι παροχής του ψυκτικού είναι ανοικτό και ότι η παροχή
του ψυκτικού είναι η κατάλληλη σπρώχνοντας την περόνη πιλότο. Εάν η
6
29
Page 7
Σημαντικό
. Ο
• Kabel und Gerätestecker dieses Gerätes sind für das Bestimmungsland
zugelassen. Die grüngelbe Ader des Gerätekabels ist der Erdungsleiter.
Den Erdungsleiter niemals an eine Strom führende Klemme anschließen.
• Vor dem Wechseln des Schneidwerkzeugs, Änderungen der Einstellungen
oder anderen Wartungsarbeiten immer zuerst den Gerätestecker aus der
Netzsteckdose ziehen.
• Wir empfehlen die ausschließliche Verwendung von
Originalschneidwerkzeugen der Marke Evolution.
• Gerät und Schneidwerkzeug vor jeder Benutzung kontrollieren. Keine
verbogenen, rissigen, abgenutzten oder anderweitig beschädigten
Schneidwerkzeuge verwenden.
• Vergewissern Sie sich, dass das Schneidwerkzeug korrekt eingesetzt ist.
Schneidwerkzeug nicht mit der Hand abbremsen.
• Κeine Schneidwerkzeuge verwenden, die nicht den in dieser
Bedienungsanleitung spezizierten Eigenschaften entsprechen.
• Vor jeder Verwendung korrekte Einstellung der Schwalbenschwanzführun
gen sicherstellen. Dies ist für den ordnungsgemäßen und sicheren Betrieb
des Geräts unerlässlich.
• Netzkabel stets von den beweglichen Geräteteilen fernhalten.
• Wenn Sie das Gerät ablegen, schalten Sie den Motor aus und vergewissern
Sie sich, dass alle beweglichen Teile zum völligen Stillstand gekommen
sind.
• Niemals ohne die Originalschutzvorrichtungen mit dem Gerät arbeiten.
Sicheres Arbeiten mit Magnetbohrmaschinen
Die magnetische Haftung der Bohrmaschine ist von der Dicke des Werkstücks
abhängig. Die Mindestdicke für sicheres Arbeiten beträgt 12 mm. Magnet von
Metallspänen und anderem Schmutz und Abfall freihalten. Verunreinigungen
können die magnetische Haftung erheblich beeinträchtigen. Vor Einschalten
der Bohrmaschine sicherstellen, dass der Magnet fest am Werkstück haftet.
Die Bohrmaschine muss an einer eigenen, mit einer Fehlerstromschutzschaltu
ng ausgestatteten Netzsteckdose betrieben werden, da der Anschluss weiterer
Geräte an die gleiche Netzsteckdose zu einem Verlust der magnetischen
Haftung führen könnte. Stets die mitgelieferte Sicherheitskette verwenden.
Vor jeder Benutzung sicherstellen, dass Kühlschmiermittelzufuhr und -füllstand
ausreichend sind. Niemals ohne Schneidkühlmittel bzw. Schneidpaste arbeiten.
Beim Bohren von I-Trägern mit gekrümmter Oberäche das Gerät parallel zum
Werkstück fest spannen. Die Arbeit mit der Bohrmaschine in einem Winkel
größer als 45 Grad ist zu vermeiden. Bohren über Kopf ist äußerst gefährlich
und wird nicht empfohlen.
Einstellungen am Gerät
Werkzeuge und Adapter wechseln
Einsetzen eines Werkzeuges: Werkzeug drehen, bis Kegellappen richtig
ausgerichtet ist, und kräftig in Position drücken. Unterstützend kann ein
Gummihammer mit weicher Oberäche verwendet werden, um den Kegel
vollständig einzurasten. Wenn das Werkzeug richtig eingeastet ist, kann es nicht
von Hand zurückgezogen werden.
Entfernen eines Werkzeuges: Austreibschlitz der Spindel mit Austreibschlitz im
Spindelkasten in Deckung bringen. Austreibkeil in Austreibschlitz stecken, bis
er auf der anderen Seite ein wenig herausragt. Mit Hammer auf Austreibkeil
schlagen, um Werkzeug auszuwerfen. VORSICHT: Beim Auswerfen darauf
achten, dass das Schneidwerkzeug nicht herunterfallen und beschädigt werden
oder Personen verletzen kann.
Schneidwerkzeugadapter
Dieses Gerät verfügt über ein besonderes Adaptersystem für Schneidwerkzeuge
mit eingebauter Kühlschmiermittelzufuhr direkt zum Getriebekasten. Es wird
keine Anschlagleiste benötigt. Um den Schneidwerkzeugadapter zu installieren,
zunächst wie oben beschrieben Kegelschaftende des Adapters in die Spindel
des Geräts einsetzen. Kühlschmiermitteltank an den Schlitten anschließen und
sicherstellen, dass der Schlauch richtig angebracht ist.
Schneidwerkzeuge
Zum Einsetzen eines Schneidwerkzeugs zunächst Führungszapfen einsetzen.
Dann Schneidwerkzeug in Adapter schieben, Abachung des Kegelschafts mit
Feststellschraube(n) ausrichten und diese mit mitgeliefertem Sechskantschlüssel
festziehen. VORSICHT: Darauf achten, dass die Feststellschraube auf einer
Abachung des Schafts aufsetzt und nicht auf einer Abrundung. Zum Entfernen
des Schneidwerkzeugs Vorgang umkehren. Um zu überprüfen, ob der Kühlsch
miermittelzufuhrhahn geöffnet ist und Kühlschmiermittel in ausreichender Menge
zugeführt wird, den Führungszapfen anstoßen. Wenn Kühlschmiermittelzufuhr
28 7
Page 8

8
zu schnell oder zu langsam erfolgt, Zufuhrhahn entsprechend regulieren. Bei
Nichtbenutzung Zufuhrhahn geschlossen halten.
Spiralbohrer
HINWEIS: Beim Bohren mit größeren Spiralbohrern wird ein Führungsloch
benötigt. Bei Verwendung eines Spiralbohrers Spindelführungslager entfernen
und nachstehende Anweisungen befolgen.
Spindel / Bohrfutter
Ein eventuell im Gerät bendliches Werkzeug wie oben beschrieben
entfernen. Dann die drei Spindelführungsschrauben mit dem mitgelieferten
Sechskantschlüssel herausdrehen. Spindelführungslager herunterschieben.
Bohrfutterspindel HTA53 und Bohrfutter HTA54 anbringen. Spiralbohrer
einstecken und mit Bohrfutterschlüssel fest anziehen. Entfernen des Bohrfutters
wie unter „Werkzeuge und Adapter wechseln“ beschrieben.
GEWINDEBOHREN
1. Passenden Gang wählen entsprechend der Größe des
Gewindebohrers (siehe Tabelle).
2. Für Standard-Rechtsgewinde mit Drehrichtung „vorwärts“ beginnen
(umgekehrte Drehrichtung für Linksgewinde).
3. Überlassen Sie es dem Gewindebohrer, die orschubgeschwindigkeit
zu regulieren. Sobald der Gewindebohrer in der Bohröffnung greift,
reicht für das weitere Bohren ein leichtes Berühren des Vorschubgriffs
aus.
4. Wenn das Gewinde wie gewünscht gebohrt ist, den roten
Motorstoppschalter betätigen. Motorstillstand abwarten. Drehrichtung
umkehren und Gerät durch Betätigen des grünen Motorschalters
starten, um den Gewindebohrer herauszudrehen. Gewindebohrer mit
dem Vorschubgriff aus dem Material herausführen.
VORSICHT: Um Beschädigungen des Gewindebohrers zu vermeiden,
den Gewindebohrer stets sorgfältig an der Bohrung ausrichten
und sicherstellen, dass die Größe der Bohrung dem verwendeten
Gewindebohrer entspricht.
VORSICHT: Um Beschädigungen an Gewindebohrer und Gerät zu vermeiden,
Gerät unbedingt rechtzeitig vor Erreichen des Anschlags stoppen. Hierbei
berücksichtigen, dass der Motor nach Betätigen des Stoppschalters noch ein
wenig nachläuft. Gerät verfügt NICHT über eine Kupplung.
Die korrekte Reihenfolge der Arbeitsschritte bei normalem Gewindebohren
ist wie folgt: Magnet: an – Drehrichtung: vorwärts – Motor: an – Motor: aus
– DANACH: Drehrichtung: rückwärts – Motor: an – Motor: aus – Magnet: aus.
VORSICHT: Um Beschädigungen am Gerät zu vermeiden, vor Umkehren der
Drehrichtung IMMER Motorstillstand abwarten.
Allgemeine Bedienungshinweise
Positionieren Sie das Gerät unter Verwendung des Führungszapfens als Hilfsmittel
zur Bestimmung der Schnittmitte. Magnet einschalten und kontrollieren, ob sich
das Schneidwerkzeug noch immer an der richtigen Stelle bendet und das Gerät
sicher am Werkstück haftet. Motor mit dem Motorkopf in angehobener Stellung
einschalten und warten, bis der Motor mit voller Geschwindigkeit läuft. Kurbelgriff
drehen und mit dem Schneiden beginnen. Anfangs leichten Druck ausüben, um
ein Wandern des Bohrers zu vermeiden. Danach mit normalem Druck fortfahren.
Keinen übermäßigen Druck auf das Elektrowerkzeug ausüben. Lassen Sie
die schnellen Bewegungen des Schneidwerkzeugs die Arbeit machen. Durch
mehr Druck auf das Elektrowerkzeug wird die Schneidleistung nicht verbessert,
jedoch reduziert sich hierdurch die Lebensdauer von Schneidwerkzeug und
Motor. Schneidkühlmittelstrom mithilfe des Kühlmittelzufuhrhahns regulieren.
Druck verringern, sobald das Schneidwerkzeug das Material durchdrungen hat.
Stets Vorkehrungen zum Auffangen des Metallrests treffen, insbesondere falls
der ausgeworfene Metallrest eine Verletzungsgefahr darstellt. VORSICHT: Der
Metallrest wird am Ende des Schnitts ausgeworfen und ist sehr heiß.
WARNUNG: NIEMALS 60-mm-Schneidwerkzeuge oder größere
Schneidwerkzeuge verwenden, es sei denn, die Plattendicke ist optimal
(20 mm). KANN ZU ABHEBEN DES MAGNETEN FÜHREN.
VORSICHT: Gerät verfügt über Drehrichtungsumkehrschalter. Vor dem
Betrieb stets die Einstellung der Drehrichtung überprüfen. Einschalten
bei falsch eingestellter Drehrichtung kann zur Beschädigung des
Schneidwerkzeugs führen.
Assicurarsi sempre che la direzione di marcia sia quella corretta prima
di iniziare a forare. Operare in direzione non corretta può danneggiare
l’utensile.
Cambio di velocità
Prima di iniziare a forare selezionare la velocità agendo sull’apposito selettore:
premere il pulsante a molla e posizionarlo verso l’alto per selezionare la velocità
più elevata o verso il basso per selezionare la velocità più bassa. Attenzione:
potrebbe essere necessario ruotare leggermente l’albero per consentire agli
ingranaggi di entrare correttamente in presa. Seguire la tabella seguente per
selezionare le velocità più consone ai fori che devono essere praticati.
Tabella velocità ME 7500
Marcia
Velocità a vuoto
Diametro Fresa Diametro Svasatore
1 210 60~75mm 15~24mm
2 270 45~60mm 15 o <15mm
3 410 35~45mm -
4 530 35 o <35mm -
IMPORTANTE:
Le velocità in tabella sono puramente indicative. La velocità di foratura
effettiva deve essere determinata in base al materiale da forare e dalle
indicazioni del produttore delle frese.
ATTENZIONE:
Assicurarsi che la marcia sia correttamente ingranata e controllare SEMPRE che
l’albero sia assolutamente fermo prima di cambiare marcia. NON cambiare MAI
marcia con macchina in movimento.
AVVERTENZA: A motore acceso e comando direzione di marcia in posizione
NEUTRA l’albero NON gira: si metterà in moto non appena il comando sarà
posizionato in marcia avanti o marcia indietro. Fare molta attenzione onde
evitare sorprese. Comunque questa non è la procedura operativa corretta!
La procedura corretta per eseguire forature (NON SVASATURE) è la seguente:
1. Accensione magnete. 2. Direzione di marcia: avanti. 3. Accensione motore. 4.
Spegnimento motore. 5. Spegnimento magnete.
REGOLAZIONE DELLE GUIDE
Vericare e lubricare periodicamente le guide a coda di rondine preposte
allo scorrimento del carrello e, se necessario, effettuarne la regolazione. La
registrazione della corsa del carrello si effettua agendo sulle viti di regolazione
posizionate lungo le guide di scorrimento. Utilizzare l’apposita chiave a forchetta
per allentare i dadi di bloccaggio. Regolare le viti in modo uniforme muovendo il
carrello su e giù e curando che lo scorrimento del carrello non presenti intoppi o
sia troppo lasco. A regolazione avvenuta, serrare i dadi di bloccaggio.
Manutenzione e controlli di funzionamento
Curare la pulizia dell’elettroutensile, del cavo di alimentazione e della valigetta
rimuovendo ogni residuo di sfridi. In caso di malfunzionamenti elettrici o
meccanici spegnere immediatamente l’elettroutensile e scollegare la spina. La
produzione eccessiva di scintille può essere segno di sporcizia nel motore o
di carboncini consumati. Controllare lo stato dei carboncini e sostituirli quando
raggiungono la lunghezza di 6 mm. Per qualsiasi altro intervento di manutenzione
rivolgersi al Distributore per la manutenzione periodica dell’elettroutensile in base
anche al carico di lavoro cui l’elettroutensile è stato sottoposto (tipicamente ogni
40 ore di funzionamento effettivo.
Accessori - Evolution originali
HTA53 Adattatore per mandrino
HTA54 Mandrino con chiave di servizio
HTA57 Svasatore 0- 50 mm
HTAM24 Mandrino svasatore
HTACOLL Collarino per svasatore
HTxxS Frese serie corta 25 mm, diametro 12 - 75 mm
HTxxL Frese serie lunga 50 mm, diametro 12 - 75 mm
Attenzione: L’usura normale, le rotture e i danni causati da utilizzo
improprio NON sono coperti dalla garanzia di 12 mesi.
27
Page 9
Gangwahl
Vor dem Bohren gewünschten Gangbereich wählen. Hierzu federgespannte
Gangwahl-Schieberegler niederdrücken und nach oben oder unten schieben.
Die den verfügbaren Gängen entsprechenden Schalterstellungen sind auf dem
Etikett auf der Gerätevorderseite abgebildet. (Gegebenenfalls Spindel ein wenig
drehen, damit die Gänge richtig einrasten). Drehzahl und Gang entsprechend
den Empfehlungen der Drehzahltabelle wählen.
DREHZAHLTABELLE 4-GANG-GETRIEBE
GANG U/MIN OHNE LAST SCHNEIDWERKZEUGE GEWINDEBOHRER
1 210 60 bis 75 mm 15 bis 24 mm
2 270 45 bis 60 mm 15 mm oder weniger
3 410 35 bis 45 mm entfällt
4 530 35 mm oder weniger entfällt
HINWEIS: Diese Drehzahlen sind als allgemeine Empfehlungen zu
verstehen. Die tatsächliche Gangwahl sollte abhängig vom Material und
von der für das jeweilige Schneidwerkzeug vom Hersteller empfohlenen
Drehzahl erfolgen.
VORSICHT: Auf vollständiges Einrasten der Gänge achten. Vor Gangwechsel
IMMER vollständigen Stillstand des Geräts abwarten. NIEMALS bei laufendem
Motor Gänge wechseln!
Wahl der Drehrichtung. Schalter verfügt über drei Stellungen: Oben bedeutet
vorwärts, Mitte ist Neutralstellung, unten bedeutet rückwärts.
WARNUNG: Wenn sich der Drehrichtungsschalter beim Anschalten des
Motors in Neutralstellung bendet, wird das Gerät „aktiv”, obwohl sich die
Spindel nicht dreht. Sobald eine Drehrichtung (vorwärts oder rückwärts)
ausgewählt wird, beginnt sich die Spindel zu drehen! Vermeiden Sie
Überraschungen. Dieses Vorgehen wird NICHT empfohlen. Die korrekte
Reihenfolge der Arbeitsschritte bei normalem Bohren (nicht Gewindebohren)
ist wie folgt: Magnet: an – Drehrichtung: vorwärts – Motor: an – Motor: aus
– Magnet: aus.
Spiel der Schwalbenschwanzführungen einstellen
Schwalbenschwanzführungen in regelmäßigen Abständen kontrollieren,
schmieren und bei Bedarf nachjustieren. Zum Justieren die Sicherungsmuttern
mit dem mitgelieferten Schraubenschlüssel lösen. Die Schrauben mit dem
mitgelieferten Innensechskantschlüssel unter gleichzeitigem Auf- und
Abwärtsbewegen des Griffes gleichmäßig derart einstellen, dass auf dem
gesamten Arbeitsweg des Griffes weder freies Spiel bleibt noch eine Blockierung
entsteht. Sicherungsmuttern wieder anziehen.
Wartung und das Finden und Beseitigen von Störungen
Elektrowerkzeug und Kabel sauber halten. Im Falle einer elektrischen oder
mechanischen Fehlfunktion das Gerät sofort ausschalten und den Gerätestecker
aus der Netzsteckdose ziehen. Übermäßige Funkenbildung ist möglicherweise ein
Anzeichen für Schmutz im Motor bzw. abgenutzte Kohlebürsten. Die Kohlebürsten
in regelmäßigen Abständen auf Verschleiß kontrollieren und austauschen, sobald
sie auf 6 mm abgenutzt sind. Ebenso ist eine gute Schmierung des Geräts zu
gewährleisten. Für alle anderen Kundendienst- und Wartungsarbeiten das Gerät
zu einem autorisierten Kundendienstzentrum bringen (bzw. zu Evolution, Iowa,
USA, sofern das Gerät in den USA erworben wurde). Routinemäßige Wartungen
des Gerätes sollten abhängig von der Art der Arbeitsbelastung gewöhnlich alle
40 Betriebsstunden erfolgen.
Original Evolution Zubehörteile
HTA53 Bohrfutterspindel
HTA54 Bohrfutter und Schlüssel 16mm
HTA57 Spitzsenker 0 - 50mm
HTAM24 Gewindebohrfutter
HTACOLL Spannzangen für Gewindebohrer
HTxxS Kurze (25mm) Schneidwerkzeuge, lieferbar 12mm - 75mm
HTxxL Lange (50mm) Schneidwerkzeuge, lieferbar 12mm - 75mm
Hinweis: Normaler Verschleiß und durch falsche Bedienung verursachte
Beschädigungen fallen nicht unter die zwölfmonatige Garantie.
26 9
Page 10
Consignes d’utilisation
Important
Lire attentivement ces consignes d’utilisation et de sécurité jusqu’à la n. Par
mesure de sécurité, avant d’utiliser cet équipement, vérier que la tension
électrique est correcte et que toutes les poignées et pièces sont bien xées.
En cas du moindre doute sur l’utilisation de cet équipement, contacter le
revendeur.
Conservez ces consignes
Caractéristiques du modèle Bear 300 (ME7500)
Moteur (4 Vitesses) (230V, 50Hz) (W) : 1800
Diamètre de fraise maximum : 75mm
Profondeur de coupe maximum : 50mm
Diamètre maximum de la Fraise (Cône Morse No. 3): 32mm
Diamètre Maximum du Taraud: 24mm
Vitesse de rotation sans charge (Vitesse 1) (min-1) : 210
Vitesse de rotation sans charge (Vitesse 2) (min-1) : 270
Vitesse de rotation sans charge (Vitesse 3) (min-1) : 410
Vitesse de rotation sans charge (Vitesse 4) (min-1) : 530
Cycle d’utilisation recommandé maximum (minutes) : 30
Niveau de pression sonore (en charge) (dB(A)) : 104
Poids : 24.6 kg
Dimensions maxi. (bâti soulevé) : 618 x 290 x 330
Dimensions mini. (bâti abaissé) : 526 x 240 x 320
Dimensions : 100 x 65 x 199
Adhérence magnétique : 2250 kg f
Diamètre intérieur du porte-fraise : 19 mm (queue Weldon)
Equipement standard fourni avec cet équipement : 1 réservoir de liquide
d’arrosage, 1 tuyau de liquide d’arrosage, 1 carter de protection, 1 clé
six pans 2,5mm, 1 clé de serrage 8 mm, 3 poignées, 2 vis à papillons,
2 rondelles élastiques, 1 chaîne, 1 chasse-cône, un coffret de transport.
IL EST IMPERATIF de se protéger les yeux et les oreilles pendant
l’utilisation de cet équipement. NE PAS toucher la fraise lorsqu’elle
est en mouvement. Toujours suivre les recommandations concernant
l’équipement de protection individuel (EPI) pendant l’utilisation de cet
équipement.
Cette machine est conçue spéciquement pour percer des trous dans de l’acier
doux en utilisant des fraises et des accessoires appropriés. Elle NE DOIT être ni
modiée ni utilisée pour des applications autres que celles pour lesquelles elle
est prévue, notamment entraîner d’autres équipements.
Veiller à ce que toute la zone de travail soit visible de la position de travail. Mettre
des barrières pour tenir les personnes à distance. Cet outil ne doit pas être
utilisé dans un environnement explosif – un outil électrique crée des étincelles
qui peuvent enammer des matériaux ou des gaz inammables. Ne pas utiliser
cet outil dans des conditions ou des zones humides, car il pourrait y avoir des
chocs électriques. Toujours utiliser les deux mains pour faire fonctionner cet outil.
Veiller à ce que le matériau à percer est bien xé.
• Cet outil est muni d’un cordon d’alimentation et d’une prise approuvés
pour l’usage auquel il est destiné. Le conducteur vert et jaune du
cordon est le l de mise à la terre, et ne doit
jamais être raccordé à
une borne de tension.
• Débrancher la prise de l’alimentation électrique avant de remplacer la
fraise, de faire des réglages ou d’autres opérations de maintenance.
• Il est recommandé d’utiliser des fraises fournies par Evolution.
• Avant chaque utilisation, examiner la machine et la fraise. Ne pas
utiliser une fraise qui est déformée, ssurée, usée ou endommagée
d’une manière quelconque.
• Veiller à ce que la fraise soit montée correctement et ne pas l’arrêter à la
main.
• Ne pas utiliser de fraises qui ne soient pas conformes aux caractéristiques
spéciées dans les présentes consignes.
• Avant chaque utilisation, veiller à ce que les cales de guidage
(glissières en queue d’aronde) soient ajustées correctement. Ceci
est essentiel pour le bon fonctionnement en toute sécurité de la
machine.
• Le cordon d’alimentation doit toujours être à distance des organes mobiles
l’elettroutensile in aree bagnate o in condizioni di alta umidità per evitare il rischio
di cortocircuiti. Utilizzare l’elettroutensile operando sempre con entrambe le mani.
Assicurarsi sempre che il materiale da tagliare sia opportunamente ssato.
• Questo elettroutensile è equipaggiato con cavo di alimentazione e spina
adatti alle normative del vostro paese. Il conduttore giallo/verde è il
collegamento a terra: non collegare MAI questo conduttore alla corrente.
• Staccare sempre la spina prima di cambiare la lama, effettuare regolazioni
o qualsiasi intervento di manutenzione.
• Si raccomanda di utilizzare esclusivamente frese originali Evolution.
• Controllare elettroutensile e frese prima di ogni utilizzo e non
utilizzare frese deformate, crepate, consumate o in qualche modo
danneggiate.
•
Assicurarsi che la fresa sia montata correttamente e non tentare mai di
arrestarla con le mani
• Non utilizzare frese che non corrispondano alle caratteristiche indicate
in queste istruzioni.
• Assicurarsi che le guide di scorrimento (a coda di rondine) del
carrello siano correttamente regolate prima di ogni utilizzo. Questo
è fondamentale per lavorare in condizioni di assoluta sicurezza.
• Tenere il cavo di alimentazione lontano dalle parti in movimento
dell’elettroutensile.
• Prima di riporre l’elettroutensile controllare che l’interruttore sia spento e
vericare che le parti in movimento siano effettivamente ferme.
• Non utilizzare mai l’elettroutensile senza le protezioni originali.
SICUREZZA DELLE UNITÀ DI FORATURA
La forza di aderenza magnetica dipende dallo spessore del pezzo da forare. Lo
spessore ottimale per operare in piena sicurezza è 20 mm. Curare sempre la
pulizia del magnete asportando eventuali sfridi, residui di lavorazione o sporcizia:
la loro presenza ridurrebbe sensibilmente la forza di aderenza. Assicurarsi che il
magnete abbia aderito fermamente al pezzo da forare prima di mettere in moto
l’elettroutensile. L’unità di foratura deve essere collegata ad una presa RCD
(Residual Current Device) autonoma, non condivisa con altre apparecchiature,
in quanto la condivisione potrebbe comportare una perdita di forza di aderenza.
Utilizzare sempre la catena di sicurezza.
Prima di ogni utilizzo vericare sempre il livello del liquido lubro-refrigerante e
controllarne il usso. Non lavorare mai senza liquido o pasta lubrorefrigenrante.
In caso di foratura di pezzi con prolo curvo (tubi ecc), montare l’elettroutensile in
posizione longitudinale rispetto alla lunghezza del pezzo. Evitare di operare con
angolazioni superiori a 45°. La foratura sopra-testa può essere molto pericolosa
e pertanto non è consigliabile.
MESSA IN FUNZIONE: Montaggio/Smontaggio frese
Cambio utensile e adattatore
Per inserire un utensile ruotare l’utensile no a che il codolo non raggiunga la
sua posizione naturale. Può essere utile aiutarsi con un martello di gomma per
facilitarne il corretto e completo inserimento. Quando l’utensile è posizionato
correttamente sarà praticamente impossibile disinserirlo a mano.
Per disinserirlo allineare la feritoia di disinserimento dell’albero con quella posta
sulla scatola del cambio, far scorrere la deriva del disinseritore lungo la sua sede
in modo che fuoriesca leggermente e battere leggermente con un martello per
estrarre l’utensile. ATTENZIONE: Durante la rimozione non far cadere l’utensile
per evitare che si danneggi e non causare danni a persone.
Adattatore per frese
La macchina è equipaggiata con un adattatore esclusivo per il bloccaggio
delle frese con sistema di lubro-refrigerazione integrato. Non sono necessarie
sbarre di bloccaggio. Il montaggio avviene inserendo prima l’estremità conica
dell’adattatore nell’albero come descritto precedentemente. Poi montare il
serbatoio della soluzione lubrorefrigerante e collegare correttamente il tubetto
di alimentazione.
Frese
Per montare la fresa inserire innanzitutto la punta di centraggio. Quindi inserire
la fresa nell’adattatore; allineare una delle facce piane dell’alberino della fresa
alla vite o alle viti di bloccaggio; bloccare la fresa serrando a fondo con la chiave
esagonale in dotazione. ATTENZIONE: Assicurarsi che le viti di bloccaggio
lavorino correttamente sulla faccia piana e non sulla supercie arrotondata
10 25
Page 11
Importante
distributore.
de l’outil.
• Lorsque l’outil est rangé, mettre le moteur hors tension et veiller à ce que
tous les organes mobiles soient complètement à l’arrêt.
•
Ne jamais utiliser l’outil sans le système de protection d’origine.
Sécurité de la perceuse magnétique
L’adhérence magnétique de la perceuse dépend de l’épaisseur de la pièce à
percer. Pour un fonctionnement en toute sécurité, l’épaisseur doit être au optimal
de 12 mm. L’aimant doit toujours être exempt de limaille et autres poussières
et débris car cela réduit considérablement l’adhérence magnétique. Veiller à ce
que l’aimant adhère bien à la pièce avant de brancher la perceuse. La perceuse
doit fonctionner sur sa propre prise de courant avec un dispositif de courant
résiduel car si cette prise était partagée avec d’autres appareils, cela pourrait
entraîner une perte d’adhérence magnétique. Toujours utiliser la chaîne
de sécurité fournie. Avant chaque utilisation, vérier que l’alimentation et le
niveau du liquide d’arrosage sont satisfaisants. Ne jamais utiliser sans pâte ou
liquide d’arrosage. Pour le fraisage d’un prolé en I à surface courbe, monter la
machine parallèlement à la pièce à percer. Eviter d’utiliser la perceuse à un angle
de plus de 45 degrés. Le fraisage en plongée est extrêmement dangereux et
déconseillé.
Conguration de la machine:
Changements des Outils et Adaptateurs
Pour insérer un outil, tournez l’outil jusqu’à ce que le tenon s’aligne et poussez
le fermement à sa place. Il est utile de taper avec un maillet à revêtement doux
pour engager complètement le taraud. S’il est correctement dans sa position, il
ne pourra pas être tiré, à part à la main.
Pour le retirer, alignez l»encoche d’éjection de l’arbre avec l’encoche d’éjection
du carter d’engrenages, faites glisser le chasse-cône par l’encoche en vous
assurant qu’il dépasse légèrement, et taper avec un marteau pour éjecter l’outil.
ATTENTION : Lors de l’enlèvement, faites attention que l’outil de perçage ne
tombe pas et ne soit pas abîmé ou ne blesse personne en dessous.
Adaptateur de fraise
Cette machine est équipée d’un système unique d’adaptateur de fraise, avec
liquide de refroidissement intégré directement dans la boite de vitesse. Aucune
barre porte-butée n’est nécessaire. Pour installer l’adaptateur de fraise, insérez
d’abord l’extrémité de l’adaptateur dans l’arbre de la machine, comme décrit cidessous. Attachez le réservoir de liquide de refroidissement au coulisseau et
assurez vous que le tube est attaché correctement.
Fraises
Pour insérer une fraise, insérez d’abord la tige guide. Faites ensuite glisser
la fraise dans l’adaptateur, aligner le méplat qui convient avec la (les) vis de
verrouillage et serrer solidement avec la clé hexagonale fournie. ATTENTION :
Assurez vous que la vis de verrouillage est sur un méplat de la fraise, et non pas
seulement contre la tige arrondie Pour retirer la fraise, inversez la procédure.
Assurez vous que le robinet d’alimentation en liquide de refroidissement est en
marche et que le liquide avance correctement en poussant la tige guide. S’il
avance trop rapidement ou trop lentement, ajustez le robinet en conséquence.
Fermez le robinet lorsque la machine n’est pas en fonctionnement.
Forêts hélicoïdaux
NOTE : Un trou de guidage est nécessaire lors de perçage avec des forêts
hélicoïdaux plus larges. Si un forêt hélicoïdal est utilisé, il est nécessaire de
retirer l’arbre et le palier support et de suivre les instructions ci-dessous.
Arbre / Mandrin porte-mèches
Si un outil différent est dans la machine, retirer le comme décrit ci-dessus.
Utilisez ensuite la clé hexagonale fournie pour retirer les trois vis de soutien de
l’arbre. Faite glisser le support de l’arbre à l’extérieur. Mettez en place la queue
de montage HTA53 et le mandrin HTA54. Insérez le forêt hélicoïdal et serrez
avec la clé à mandrin. Retirez le mandrin porte-mèches comme décrit ci-dessus
dans ‘Changement des Outils & Adapteurs’.
TARAUDAGE
1. Sélectionnez la vitesse qui convient d’après le tableau pour la taille
de taraud utilisé.
2. Commencez avec le sens de rotation vers l’avant avec letés
traditionnels à droite. (Opposés aux letés à gauche).
3. Laissez le taraud déterminer le rythme d’avance. Un léger contact
avec la poignée d’avance est tout ce qui est nécessaire une fois
que le trou est commencé.
24 11
Page 12

4. Lorsque le letage désiré est mis en place, appuyez sur le bouton rouge
d’arrêt du moteur. Laissez la machine s’arrêter complètement. Inversez alors la
direction et redémarez la machine en pressant le bouton vert du moteur pour
retirer le taraud. Guidez le taraud vers l’extérieur avec le levier d’avance.
ATTENTION : An de ne pas endommager le taraud, alignez toujours
attentivement le taraud avec le trou et assurez vous que la taille du trou
est sufsante pour que le taraud soit utilisé.
ATTENTION : An d‘éviter d’endommager le taraud ou la machine, soyez très
attentif d’éteindre la machine à temps pour que le taraud n’atteigne PAS son
point le plus bas. Le moteur continue de tourner pendant un moment après
avoir été éteint, prévoyez et anticipez donc ceci. Cette machine N’A PAS
d’embrayage.
L’ordre correct des opérations pour un taraudage normal est comme suit : Aimant
: on – direction : vers l’avant – moteur : on – moteur : off – PUIS : direction :
inversée – moteur : on – moteur : off - Aimant : off.
ATTENTION : An d’éviter d’endommager la machine, laissez TOUJOURS la
machine s’arrêter complètement avant d’inverser la rotation.
Conseil d’utilisation
Positionner la machine en utilisant la goupille de guidage pour pouvoir trouver
le centre du perçage. Brancher l’aimant et vérier que la fraise est toujours à la
position correcte et que la machine est bien xée à la pièce à percer. La tête du
moteur étant à la position élevée, mettre le moteur sous tension et attendre qu’il
arrive à sa vitesse normale. Tourner la manivelle pour commencer le perçage.
Exercer d’abord une pression légère pour que le foret ne s’écarte pas, puis
continuer avec la pression normale. Ne pas pousser l’outil – laisser la vitesse de
la fraise faire le travail. La performance du fraisage n’est pas améliorée par une
plus grande pression exercée sur l’outil, mais la durée de vie de la fraise et du
moteur sera réduite. Réguler le débit du liquide d’arrosage comme nécessaire à
l’aide du robinet d’alimentation du liquide d’arrosage. Réduire la pression lorsque
la fraise sort du matériau. Toujours prévoir un moyen de recueillir le bouchon,
car le bouchon éjecté peut entraîner des dommages corporels. ATTENTION : le
bouchon éjecté à la n du perçage est très chaud.
AVERTISSEMENT : N’utilisez JAMAIS de fraises de 60mm ou plus à moins
que l’épaisseur de la tôle ne soit optimal 20mm L’AIMANT POURRAIT SE
SOULEVER
ATTENTION : La machine est équipée d’un bouton d’inversion. Assurez
vous toujours que le sens de rotation est correct avant utilisation.
L’utilisation dans le mauvais sens pourrait endommager la fraise.
Sélection des Vitesses
Avant de percer, sélectionnez la vitesse désire en appuyant d’abord sur les
boutons de sélection de vitesse tendus par un ressort, puis en faisant glisser les
sélecteurs vers le haut ou le bas dans la combinaison voulue. Reportez vous au
tableau collé sur le devant de la machine pour réaliser la combinaison correcte
pour la vitesse désirée. (Il peut être nécessaire de faire tourner l’arbre légèrement
an que les vitesses s’enclenchent correctement). Suivez les gammes de vitesse
sur le tableau de vitesse de fraisage pour sélectionner la vitesse et la gamme de
vitesse correctes.
TABLEAU 4 VITESSES
VITESSSE TPM A VIDE FRAISES TARAUDS
1 210 60~75mm 15~24mm
2 270 45~60mm 15mm ou moins
3 410 35~45mm N/A
4 530 35mm ou moins N/A
NOTE : Ces vitesses ne sont que des recommandations. La vitesse réelle
doit être déterminée par le matériau et la vitesse de la fraise recommandée
par le fabriquant des outils de fraisage.
ATTENTION : Assurez vous que les vitesses s’enclenchent complètement,
et assurez vous TOUJOURS que la machine est totalement arrêtée avant
d’essayer de changer de vitesse. NE changez JAMAIS de vitesse sur une
machine en fonctionnement.
Sélectionnez le sens de rotation voulu. Cet interrupteur a 3 positions. En haut
Algemene Gebruiksaanwijzingen
Gebruik makend van de zoekpen positioneert u de machine om het centrum
van de snede te vinden. Zet de magneet aan en controleer of de snijder
op de goede positie staat en dat de machine op een veilige manier wordt
vastgehouden ten opzichte van het werkoppervlak. Terwijl u de motor
rechtovereind houdt zet u deze aan en laat u deze op volle kracht komen.
Draai het slingerhandvat om te beginnen met snijden. Gebruik lichte druk in
het begin om te voorkomen dat het boorijzer verschuift en voer vervolgens de
druk langzaam op tot normaal. Forceer het gereedschap niet, laat de snelheid
van de snijder het werk doen. De prestatie van het snijden wordt niet beter van
het meer druk uitoefenen op het gereedschap en het doet de levenslengte van
de motor en de snijder ook geen goed. Regel de stroming van het koelvloeistof
zoals vereist met de koelvloeistof voedingstap. Oefen minder druk uit op het
moment dat de snijder door het materiaal gaat. Zorg er altijd voor dat u een
methode hebt om de prop op te vangen, daar de uitgeworpen prop schade
kan toebrengen. Let op: de prop komt er aan het eind uit en is zeer heet!
WAARSCHUWING: gebruik NOOIT snijders van 2-3/8” (60mm) of groter
tenzij de dikte van de plaat 13/16” (20mm) is. MAGNEETLIFTING KAN
ANDERS PLAATS VINDEN.
WAARSCHUWING: machine is uitgerust met een omkeerknop. Vergewis
u er altijd van dat de draairichting correct is voordat u begint te werken.
Werken in de verkeerde richting kan resulteren in schade aan de snijder.
Selecteren van de versnelling
Voordat u gaat boren, selecteert u eerst de gewenste versnelling door te drukken
op de veerdruk versnellingskeuze en schuift u de kiezer op en neer in de juiste
combinatie. Verwijs naar het label op de voorkant van de machine om de juiste
combinatie qua snelheid te vinden. (Het kan noodzakelijk zijn om de spil iets te
draaien zodat de tandwieltjes goed matchen) Volg de aanbevolen snelheid serie
op de kaart voor de snelheid van het snijden en selecteer de jusite snelheid en
versnellingsstand.
4 VERSNELLINGEN KAART
Versnelling Onbelast Snijder Aftakking
1 210 60 ~ 75 mm 15 ~ 24 mm
2 270 45 ~ 60 mm 15 mm of minder
3 410 35 ~ 45 mm N.V.T
4 530 35 mm of minder N.V.T
LET OP: deze snelheden dienen alleen als algemene aanwijzing. Echte
snelheden dienen bepaald te worden door het materiaal en de aanbevolen
snelheid door de boorfabrikant.
WAARSCHUWING: zorg ervoor dat de tandwieltjes volledig verbonden zijn en
zorg er ALTIJD voor dat de machine volledig gestopt is voordat u probeert u
probeert tandwieltjes te veranderen. Verander de tandwieltjes NOOIT terwijl de
machine aan staat.
Selecteer de gewenste draairichting. Deze knop heeft 3 posities: omhoog is
voorwaarts, midden is neutraal en naar beneden is tegengesteld draaien.
WAARSCHUWING: indien de motor aan staat met de richtingschakelaar in
de neutrale positie, dan draait de machine niet, maar dan staat die ‘live’.
Zodra voorwaarts of achterwaarts is geselecteerd begint de spil te draaien!
Doe zeer voorzichtig om verrassingen te vermijden! Dit is eigenlijk NIET de
juiste gebruiksaanwijzing! De goede volgorde om normaal te kunnen boren (niet
aftakken) is als volgt: magneet: aan – richting: voorwaarts – motor: aan – motor:
uit – magneet: uit.
De zwaluwstaartslede aanpassen
Check, smeer en pas regelmatig aan indien nodig. Om aan te passen gebruikt
u de bijgeleverde moersleutel om de moerslootjes los te draaien. Door de
bijgeleverde Hex sleutel te gebruiken kunt u de schroevenbouten gelijk
aandraaien. Dit kan door de handgreep op en neer te bewegen zodat u geen
speelruimte overhoud, maar dat het ook niet zo is dat het blokkeert wanneer u
het beweegt. Maak de opsluitmoertjes opnieuw vast.
Onderhoud en reparaties
Houd het gereedschap en het snoer schoon. In het geval dat zich elektrische
of mechanische problemen voordien dient u onmiddellijk het gereedschap uit
12 23
Page 13

pour vers l’avant, au milieu pour neutre et en bas pour rotation inversée.
AVERTISSEMENT : Si le moteur est mis en marche avec le bouton de
direction dans la position neutre, la machine ne tournera pas mais
sera «allumée». Dès que rotation vers l’avant ou rotation inversée sera
sélectionnée, l’arbre commencera à tourner. Faites attention pour éviter les
surprises. Ceci n’est pas l’ordre de fonctionnement correct. L’ordre correct
des opérations pour un perçage normal (pas taraudage) est comme suit : aimant
: on – direction : vers l’avant – moteur : on – moteur : off – aimant : off.
Réglage du jeu des cales de réglage (glissières à queue d’aronde)
Les vérier, lubrier et ajuster à intervalles réguliers comme nécessaire. Pour
le réglage, utiliser la clé fournie pour desserrer les contre-écrous. Utiliser la clé
six pans fournie pour ajuster les trois vis uniformément tout en faisant monter et
descendre la poignée de façon à ce qu’il n’y ait pas de jeu, mais aussi pas de
grippage sur toute la course. Resserrer les contre-écrous.
Maintenance et dépistage des pannes
L’outil et le cordon d’alimentation doivent toujours être propres. En cas de
dysfonctionnement électrique ou mécanique, l’outil doit être immédiatement mis
hors tension et la prise débranchée. S’il y a beaucoup d’étincelles, cela peut
indiquer la présence de saletés dans le moteur ou l’usure des balais de charbon.
Vérier l’état des balais à intervalles réguliers et les remplacer lorsqu’ils font 6 mm.
Vérier également que la machine est bien lubriée. Pour toute autre réparation et
opération de maintenance, la machine doit être conée à un centre de réparation
agréé ou à Evolution USA, Iowa, si elle a été achetée aux Etats-Unis, normalement
au bout de 40 heures de perçage, ou en fonction du type travail qui a été effectué.
Accessoires – Pièces d’origine Evolution fournies
HTA53 Arbre Porte-mandrin
HTA54 Mandrin et clé 16mm
HTA57 Fraise conique 0 - 50mm
HTAM24 Mandrin porte-taraud
HTACOLL Pinces de serrage
HTxxS Fraises courtes 25mm disponibles 12 mm – 75 mm
HTxxL Fraises longues 50mm disponibles 12 mm – 75 mm
Avis : L’usure normale et l’endommagement dû à un mauvais emploi ne
sont pas couverts par la garantie de 12 mois.
Instrucciones de funcionamiento
Importante
Le rogamos que lea todas estas instrucciones de funcionamiento y de
seguridad cuidadosamente. Por su propia seguridad, compruebe que la
tensión es correcta antes de usar este equipo y que todos los asideros y
piezas están rmemente asegurados. Si no está seguro sobre algún aspecto
de este equipo, póngase en contacto con su distribuidor.
Guarde estas instrucciones
Ficha técnica del modelo Bear 300 (ME7500)
Motor (4 velocidades) (230v 50Hz) (vatios): 1800
Diámetro máximo del cutter: 75mm
Prof. máxima de corte: 50mm
Máximo diámetro de taladraje (Rosca Morse Nº 3): 32mm
Máximo tamaño de la rosca: 24mm
RPM sin carga (Veloc. 1) (min-1): 210
RPM sin carga (Veloc. 2) (min-1): 270
RPM sin carga (Veloc. 3) (min-1): 410
RPM sin carga (Veloc. 4) (min-1): 530
Ciclo de trabajo máximo recomendado (minutos): 30
Nivel de presión acústica (en carga) (dB(A)): 104
Peso: 24.6kg
Dimensiones máximas (rack totalmente elevado): 618 x 290 x 330
Dimensiones mínimas (rack totalmente bajado): 526 x 240 x 320
Dimensiones magnéticas: 100 x 65 x 199
Adhesión magnética: 2250kg f
Diámetro interno del retén del cutter: 3/4” 19mm Pata Weldon
22 13
Page 14

Equipo estándar suministrado con la unidad: 1 tanque de refrigerante, 1 tubería de
refrigerante, 1 Guarda, 1 llave hexagonal 2,5mm, 1 llave inglesa 8mm, 3 asideros, 2
tornillos de mariposa, 2 arandelas, 1 cadena, 1 Deslizamiento, caja de transporte.
DEBERÁ LLEVARSE protección ocular y auditiva mientras opera este
equipo. NO TOQUE el cutter mientras esté en movimiento. Siga las
recomendaciones para Equipos de Protección Personal (EPP) mientras
opera esta herramienta.
Esta máquina está diseñada especícamente para hacer agujeros en acero
dulce usando los cutres y accesorios apropiados. NO DEBERÍA modicarse
y/o utilizarse para cualquier otro tipo de aplicación excepto para el que ha sido
diseñado, incluyéndose como fuerza motriz de otro equipo.
Asegúrese de que el área total de trabajo puede verse desde la posición de
operación. Utilice barreras para mantener a las personas alejadas. No ponga
en marcha la herramienta en ambientes explosivos, ya que las herramientas
motorizadas crean chispas que pueden provocar ignición de materiales
inamables o gases. No ponga en marcha la herramienta en condiciones de
humedad o en presencia de agua, ya que pueden ocurrir descargas eléctricas.
Use ambas manos para poner en marcha la herramienta. Cerciórese siempre
que el material en el que está trabajando están amarrado con total seguridad.
Esta herramienta está equipada con un cable y enchufe aprobados para su uso
en el país de utilización. El conductor verde y amarillo del cable es el cable de
toma a tierra y nunca ha de conectarlo a un terminal vivo.
• Saque el enchufe de su punto de alimentación antes de recambiar el
cutre, realizando los ajustes u otras tareas de mantenimiento.
• Recomendamos el uso de cutters Evolution genuinos.
• Inspeccione la máquina y el cutter antes de cada uso y no utilice
cutters deformados, agrietados, desgastados o dañados de algún
modo.
• Cerciórese de que el cutter está montado correctamente y no detenga con
la mano.
• No utilice cutters que no cumplan con las características especicadas en
estas instrucciones.
• Asegúrese de que las chavetas de sostén (deslizadores a cola de milano)
están ajustados correctamente antes de cada uso. Esto es fundamental
para que la máquina funcione debidamente y sin riesgos.
• Mantenga alejado el cable de alimentación de las piezas móviles de la
herramienta.
• Cuando vaya a dejar la máquina en descaso, apague el motor y
cerciórese de que todas las piezas móviles se han detenido
completamente.
• No utilice nunca la herramienta sin el sistema original de guarda para
protección.
Seguridad con los taladros magnéticos
La adhesión magnética del taladro depende del grosor de la pieza de trabajo.
12mm es el grosor mínimo para un funcionamiento seguro. Mantenga el imán
libre de virutas metálicas y de otro tipo de suciedad ya que podría reducir
seriamente la adhesión magnética. Cerciórese de que el imán se ha adherido a
la pieza de trabajo rmemente antes de conectar el taladro. Éste debe operarse
desde su propia toma eléctrica con un dispositivo de corriente residual, ya que
si hay otras unidades compartiendo la toma se podría provocar una pérdida de
la adhesión magnética. Use siempre la cadena de seguridad suministrada.
Antes de cada uso, compruebe siempre la entrega de refrigerante y que el nivel
sea el correcto. Nunca ponga el aparato en marcha sin refrigerante o pasta de
corte. Cuando se disponga a taladrar vigas de supercie curvada, monte la
máquina en paralelo a la pieza de trabajo. Evite operar el taladro más allá de
un ángulo de 45 grados. Taladrar por encima de la cabeza es extremadamente
peligroso y no se recomienda.
Conguración de la máquina:
Cambio de herramientas y adaptadores
Para insertar una herramienta, gire la herramienta hasta que las líneas de marca
queden alineadas rmemente en su lugar. Golpear suavemente con un martillo
blando ayudará a engranar el roscados. Si quede en su posición adecuada, no
se podrá tirar de el hacia atrás manualmente para separarlo.
Para extraerlo, alinee la ranura del eyector del árbol con la ranura de la
carcasa del engranaje, deslice el deslizador del eyector a través de la ranura
Gewicht: 24.6kg
Maximale afmetingen (rek volledig rechtop): 618 x 290 x 330
Minimale afmetingen (rek volledig ingeklapt): 526 x 240 x 320
Afmetingen magneet: 100 x 65 x 199
Magnetische aankleving: 2250kg f
Binnendiameter boorkop: 3/4” 19mm Weldon Shank
Standaard uitrusting wordt geleverd met 1 koelvloeistoftank, 1 koelvloeistofpijp, 1
beschermer, 1 Hex sleutel 2.5mm, 1 moersleutel 8mm, 3 handvaten,
2 vlinderschroeven, 2 veerringen, 1 ketting, 1 verloop, draagkoffer.
Oor en oogbescherming moeten ten alle tijde gedragen worden tijdens het
werken met de uitrusting. Raak de snijder niet aan als hij beweegt. Volg
altijd de Persoonlijke Beveiligingsuitrusting (PB) instructies op als met
het apparaat werkt.
Dit apparaat is speciek ontwikkeld voor het boren van gaten in zacht staal,
gebruik makende van de hiervoor bedoelde apparatuur en accessoires. Het dient
NIET aangepast of gebruikt te worden voor andere doeleinden dan waarvoor het
product bestemd is.
Draagt u er zorg voor dat het gehele werkgebied overzichtelijk is vanaf uw
werkplek. Zet uw werkgebied af zodat andere mensen er niet bij kunnen. Gebruik
het gereedschap niet in explosief gevoelige omgevingen, het product veroorzaakt
namelijk vonkjes die vlambare materialen of gassen kunnen doen ontsteken.
Gebruik het gereedschap niet in vochtige of natte omstandigheden,daar
elektrische schokken zich voor kunnen doen. Gebruik altijd uw beiden handen.
Zorg er altijd voor dat al het materiaal waar u mee werkt veilig is bevestigd.
• Dit gereedschap is uitgerust met een geaccordeerde snoer en stekker en
is afgestemd op het land van gebruik. De groengele geleider in het snoer
is de aarding, verbind deze
nooit met een pool under spanning.
• Verwijder de stekker uit het stopcontact voordat u een snijder vervangt,
aanpassingen maakt of ander onderhoudswerk verricht.
• We raden u aan gebruik te maken van de door Evolution bijgeleverde
snijders.
• Inspecteer de machine en de snijder elke keer voordat u het gebruikt
en maak nimmer gebruik van een misvormde, gespleten, versleten of
anderszins beschadigde snijder.
• Draag er zorg voor dat de snijder correct gemonteerd is en stop het
nimmer met de hand.
• Gebruik geen snijders die niet overeenkomen met de karakteristieken van
het gereedschap.
• Verzeker u ervan dat de zwaluwstaartschuif goed is aangepast alvorens u
begint. Dit is essentieel voor goed en veilig gebruik van de machine.
• Houdt de elektriciteitssnoer altijd uit de buurt van bewegende objecten van
het gereedschap.
• Wanneer u het gereedschap opbergt, vergewis u er dan van dat de motor
is uitgezet en dat alle bewegende onderdelen niet langer bewegen.
• Gebruik nimmer het gereedschap zonder het originele
beveiligingssysteem.
Magnetische veiligheid voor het boren
De magnetische aankleving van de boor hangt af van de dikte van het werkblad.
12mm is de minimale dikte om veilig te kunnen werken. Zorg er voor dat de
magneet altijd schoon blijft van metalen schilfers en andere viezigheid en
puinresten. Deze zorgen er namelijk voor dat de magnetische aankleving
aanzienlijk minder is. Zorg er tevens voor dat de magneet stevig tegen het
werkoppervlak aankleeft voordat u de boor aanzet. De boor moet direct
op een eigen stekkerdoos aangesloten zijn omdat er bij tussenkomst van
een stekkerdoos minder magnetische aankleving anders plaatsvindt. Maak
altijd gebruik van de bijgeleverde veiligheidsketting. Controleer altijd de
hoeveelheid koelvloeistof voor gebruik om u er van te vergewissen dat u genoeg
hebt. Werk nooit zonder koelvloeistof bestemd voor het snijden of zonder
plaksel. Indien u wilt boren in een balk met een gebogen oppervlakte, houdt
dan de hoogte van de machine parallel aan die van het werkoppervlak. Ontwijk
het gebruik van de boor met hoeken groter dan 45 graden. Boren boven die
breedtegraad is extreem gewaagd en is af te raden.
Instellen van de machine:
Het veranderen van gereedschap en adapters
Om een gereedschap in te voegen, draai je het gereedschap totdat de tang in lijn
staat en stevig op zijn plaats gedrukt wordt. Het helpt als je er met de zachte kant
14 21
Page 15

Belangrijk
revendeur.
asegurándose de que sobresale ligeramente y golpee con un martillo para
expulsar la herramienta. PRECAUCIÓN: Al extraer, tenga cuidado para que no
se caiga la fresa y se dañe o lesione a cualquier persona que haya debajo.
Adaptador para la fresa
Esta máquina está equipada para un sistema adaptador para la fresa único con
refrigeración incorporada directamente al engranaje. NO se necesita ninguna
barra de tope. Para instalar el adaptador de la fresa, inserte en primer lugar el
extremo de la rosca del adaptador en el árbol de la máquina como se ha descrito
anteriormente. Acople el tanque de refrigerante al deslizador y asegúrese de que
el tubo está acoplado debidamente.
Fresas
Para insertar una fresa, inserte en primer lugar el pasador piloto. A continuación,
deslice la fresa en el adaptador, alinee el plano adecuado con el o los tornillos de
bloqueo y apriete para asegurar con la llave que se suministra. PRECAUCIÓN:
Asegúrese de que el tornillo de bloqueo está en un plano de la fresa y que no
está solamente apoyado en el eje redondeado. Si la alimentación es demasiado
rápida o lenta, ajuste la rosca según sea necesario. Mantenga la rosca cerrada
cuando no se use.
Barrenas
NOTA: Es necesario un oricio piloto cuando se disponga a taladrar con
barrenas de mayor tamaño. Si va a utilizar una barrena, tendrá que quitar el
árbol y la escuadra de soporte y seguir las instrucciones siguientes.
Árbol / Torno
Si hay una herramienta diferente en la máquina, extráigala como se ha descrito
anteriormente y, a continuación, use la llave que se incluye para extraer los tres
tornillos de soporte del árbol. Deslice el soporte del árbol para extraerlo. Instale
el árbol del torno HTA53 y el torno HTA54. Inserte la barrena y apriete con una
llave par torno. Extraiga el torno del taladro como se ha descrito anteriormente
en la sección “Cambio de herramientas y adaptadores”.
ROSCADO
1. Seleccione la velocidad adecuada de acuerdo con la tabla de
especicaciones de tamaño de la rosca usada.
2. Comience con una dirección hacia delante de rotación con
roscas estándar de mano derecha. (Al contrario con roscas de
mano izquierda).
3. Deje que la rosca determine el ritmo de alimentación. Sólo se
necesita un ligero toque en el asidero de alimentación una vez
que haya arrancado en el oricio.
4. Cuando se haya roscado la rosca deseada, golpee el interruptor
rojo de tope del motor. Deje que la máquina se detenga
completamente. A continuación, cambie la dirección y reinicie la
máquina presionando el interruptor verde del motor para extraer
la rosca. Guíe la rosca hacia el exterior con el asidero de
alimentación.
PRECAUCIÓN: Para evitar daños a la rosca, siempre alinee muy
cuidadosamente la rosca con el oricio y asegúrese de que el tamaño del
oricio es el correcto para la rosca que va a utilizar.
PRECAUCIÓN: Para evitar daños a la rosca o a la máquina, tenga mucho
cuidado para detener la máquina a tiempo y NO permita que la rosca llegue
hasta el fondo. El motor continuará rodando durante un breve período de tiempo
después de haberse apagado. Le aconsejamos que planea esta circunstancia y
anticipe su ocurrencia. Esta máquina NO tiene embrague.
El mejor orden para las operaciones de roscado normal son las siguientes:
electroimán: activado – dirección: hacia adelante – motor: activado – motor:
desactivado – ENTONCES: dirección: marcha atrás – motor: activado – motor:
desactivado - electroimán: desactivado.
PRECAUCIÓN: Para evitar daños a la máquina, permita SIEMPRE que la
máquina se detenga totalmente antes de invertir la rotación.
Consejos generales para el funcionamiento
Coloque la máquina usando el pasador piloto como ayuda para localizar el centro
del corte. Active el imán y verique que todo el cutter está en posición correcta
y que la máquina queda soportada con seguridad a la pieza de trabajo. Con el
cabezal del motor en posición elevada, encienda el motor y permita que llegue a
20 15
Page 16

su plena velocidad. Gire el asidero para comenzar a cortar. Presione levemente
en un inicio para que la broca no se desvíe y, seguidamente, prosiga con presión
normal. No fuerce la herramienta: deje que la velocidad del cutter haga el trabajo.
No mejorará el corte aplicando más presión en la herramienta, sino que reducirá
la vida útil del cutter y del motor. Regule el ujo del refrigerante de corte según se
necesite con el grifo de suministro de refrigerante. Presione menos según vaya
saliendo el cutter por el material. Proporcione siempre un método de recoger el
lingote cuando su salida pueda causar lesiones. PRECAUCIÓN: el lingote se
expulsa al nal del corte y está muy caliente.
ADVERTENCIA: NUNCA ponga en funcionamiento fresas de 2-3/8” (60mm)
o de tamaño superior a menos que el grosor de la placa sea el óptimo 13/16”
(20mm) PODRÍA PROVOCAR UN LEVANTAMIENTO DEL ELECTROIMÁN.
PRECAUCIÓN: La máquina va equipada con un interruptor de inversión
de la dirección. Asegúrese siempre que la dirección de la rotación sea
la correcta antes de ponerla en marcha. El funcionamiento en sentido
contrario puede provocar daños al interruptor.
Selección de marchas
Antes de taladrar, seleccione la gama de engranajes deseados empujando en
primer lugar los interruptores selectores deslizadores activados por carga de
muelle. Consulte la etiqueta de la tabla de la parte frontal de la máquina para
dar con la combinación correcta para esa velocidad. (Tal vez sea necesario girar
el árbol ligeramente para hacer que los dientes engranen correctamente). Siga
las gamas de velocidad recomendadas de la tabla de velocidad de corte para
ajustar la velocidad adecuada y la gama de engranajes.
TABLA DE ENGRANAJES DE 4 VELOCIDADES
VITESSSE TPM A VIDE FRESA ROSCA
1 210 60~75mm 15~24mm
2 270 45~60mm 15mm o inferior
3 410 35~45mm N/D
4 530 35mm o inferior N/D
NOTA: Estas velocidades son recomendaciones generales únicamente.
Las velocidades reales deberían ser determinadas por el material y por
la velocidad de corte recomendada por el fabricante de herramientas y
fresas.
PRECAUCIÓN: Asegúrese de que los dientes se engranan totalmente y
asegúrese SIEMPRE de que la máquina está totalmente detenida antes de
intentar cambiar las marchas. ¡NUNCA cambie los engranajes con la máquina
en marcha!
Seleccione la dirección deseada de la rotación. Este interruptor tiene 3
posiciones: arriba es hacia delante, la del medio es el punto muerto y abajo es
la rotación en sentido invertido.
ADVERTENCIA: Si el motor está activado con el interruptor de dirección
en posición de punto muerto, la máquina no girará sino que estará “viva”
¡tan pronto como se seleccione la marcha hacia delante o hacia atrás, el
árbol comenzará a girar! Tenga cuidado para evitar sorpresas. Éste NO es el
orden adecuado de funcionamiento. El orden adecuado de funcionamiento
para taladrar normalmente (no roscado) es el siguiente: electroimán: activado –
dirección: hacia adelante – motor: activado – motor: desactivado – electroimán:
desactivado.
Ajuste de la holgura de las chavetas (deslizadores a cola de milano)
Compruebe periódicamente, lubrique y ajuste según sea necesario. Para
ajustar, use la llave inglesa que se suministra para aojar las contratuercas. Use
la llave hexagonal que se suministra para ajustar los tornillos de modo nivelado
mientras mueve el asidero hacia arriba y hacia abajo para que no haya excesiva
holgura pero tampoco que se quede pegado en su carrera. Vuelva a apretar las
contratuercas.
Mantenimiento y solución de problemas
Mantenga limpia la herramienta y el cable. En caso de un mal funcionamiento
eléctrico o mecánico, apague inmediatamente la herramienta y desconecte
el enchufe. Una presencia excesiva de chispas puede indicar la presencia de
suciedad en el motor o de cepillos desgastados. Compruebe periódicamente
los cepillos por si estuviesen desgastados y recámbielos cuando alcancen los
6mm. Compruebe también que la máquina esté bien lubricada. Para cualquier
Arbor/Chuck breboquim
Se uma peca diferente esta na maquina, retire com descrito acima,depois use
a chave incluida e retire os tres parafusos de apoio do arbor. Deslize o apoio
arbor for. Coloque HT A53 chuck arbor e HTA54 chuck. Insire a broca de rosca
e aperte com a chave chuck. Retire o breboquim chuck como descrito acima em
‘Troca de pecas e adaptadores’
TORNEANDO
1. Selecione a velocidade apropriada de acordo com o quadro para saber o
tamanho que vai usar.
2. Comece com a rotacao em estreita direcao com roscas gerais a mao direita
. (Oposto com roscas a mao esquerda).
3. Permita que a a torneira determine a velocidade do fornecedor. Um toque
leve no torneira do fornecedor e so o que e necessario uma vez que tenha
comecado o oricio.
4. Quando a rosca desejada e torneada, toque no botao vermelho do motor.
Permita a maquina pare completamenta. Depois faca direcao oposta e
recomece a maquina apertando o botao verde do motor para retirar a torneira.
Guie a torneira para fora com a manivela do fornecedor.
PRECAUCAO: Para evitar dano a torneira ,sempre com cuidado alinhe a
torneira com o boraco e conrme que o tamaanho do buraco e correcto
para a torneira a ser usada.
PRECAUCAO: Para evitar danos a torneira ou a maquina, tenha muito cuidado
em parar a maquina a tempo para NAO permitie que a torneira nao saia for a. O
motor continua a rodar por algum tempo depois de a desligar por isso conte com
isto e antecipe. Esta maquina NAO tem embreagem.
A propria ordem de operacoes normal para tornear e a seguinte.: Imen:ligado-
direcao:em frente –motor:ligado-motor desligado – Depois: direcao: para tras-
motor: ligado –motor: desligado – imen : desligado.
PRECAUCAO: Para evitar dano a maquina ,SEMPRE permita que a maquina
pare completamente antes de fazer rotacao inversa.
Conselhos Gerais de Operacao
Coloque a maquina ao centro use a cavilha piloto para o ajudar a encontrar o
centro. Ligue o magnetico e veja se a broca esta devidamente segura a peca
que vai curtar. Com o motor em posicao erguida ligue o motor ate estar com
a forca toda vire a asa para comecar a cortar. Use forca moderada no inicio
para evitar que a broca se mexa pode depois continuar com forca normal. Nao
esforce o aparelho deixe que a forca da broca faca o trabalho. Nao obtera
melhores resultados se usar forca, o que pode causar danos ao motor. Regule
o refregerante quando for necessario. Use memos forca quando estiver quase
acabar o trabalho tenha atencao com a peca do centro pode causar ferimentos
ATENCAO a parte central que foi curtada esta muito quente.
AVISO: Nunca opere 2-3/8 (60mm) ou serras maiores a nao ser que a
grossura do prate sejam maiores 13/16 (20mm) O RESULTADO PODE SER
EM O IMEN SE SOLTAR.
PRECAUCAO: a maquina esta equipado com um botao de marcha atras.
Conrme sempre que a rotacao esta correcta antes de a usar. Se a operar
na direcao errada pode danicar a serra.
Selecao de Mudancas
Antes de perfurar selecione a mudanca desejada empurre primeiro para dentro o
selecionador da mudanca e depois deslize o selecionador para cima e para baixo
na combinacao propria. Rera-se ao quadro na frente da maquina para alcancar
a combinacao correcta da velocidade desejada. (Talvez seja necessario virar
ligeiramente o arbor em ordem de as mudancas entrarem propriamente). Siga
as diferentes velocidades recomendada no quadro de velocidades de cortar
para marcar a velocidade propria e a varedade de mudancas.
QUADRO DE MUDANCAS 4 VELOCIDADES
MUDANCA SEM CARGA RPM SERRAS TORNEIRAS
1 210 60~75mm 15~24mm
2 270 45~60mm 15mm ou menos
3 410 35~45mm N/A
4 530 35mm ou menos N/A
16 19
Page 17

otra tarea de servicio y mantenimiento, lleve la máquina a un centro de servicio
autorizado o a Evolution USA, Iowa (si la ha adquirido en los Estados Unidos)
después de 40 horas de taladrado, dependiendo del tipo de carga de trabajo al
que haya sometido la máquina.
Accesorios – Suministros genuinos Evolution
HTA53 Árbol del torno
HTA54 Torno y llave 16mm
HTA57 Broca ahondada 0 - 50mm
HTAM24 Torno de roscado
HTACOLL Collares de roscado
HTxxS Disponibles cutters cortos de (25mm ) 12 mm – 75 mm
HTxxL Disponibles cutters largos (50mm) 12mm – 75mm
Advertencia: El desgaste normal y daños causados por un mal
uso de la máquina no están cubiertos por la garantía de 12 meses.
Instrucoes
Importante
Por favor leia as instrucoes todas com atencao como usar e os cuidados a ter
com este aparelho. Para a sua seguranca vereque se a currente electrica
e correcta e que todas as pecas estao devidamente seguras. Se nao esta
certo em como usar este equipamento contact o seu distribuidor.
POR FAVOR GUARDE ESTAS INSTRUCOES
Detalhes do modelo Bear 300 (ME7500)
Motor (4 velocidades) (230v 50Hz) (watts): 1800
Diametro maximo de perfuracao 75mm
Corte maximo em profundidade 50mm
Diametro Maximo do breboquim (Morse Afunilado No 3): 32mm
Diametro Maximo da Buxa: 24mm
RPM Sem Carga (Velocidade 1) (1-min) 210
RPM Sem Carga (Velocidade 2) (1-min) 270
RPM Sem Carga (Velocidade 3) (1-min) 410
RPM Sem Carga (Velocidade 4) (1-min) 530
Tempo maximo recomendado (minutos) 30
Nivel de pressao sonora (Under Load) (db(A) 104
Peso 24.6kg
Dimencoes maximas 618 x 290 x 330
Dimencoes minimas 526 x 240 x 320
Dimencoes magneticas 100 x 65 x 199
Adesao magnetica 2250kg f
Diametro interno peca interior 3/4” 19mm Weldon Shank
Equipamento normalmente incluido 1 Recipiente refrescante, 1 Tubo de
Refrescante 1 Protector, 1 Chave Hex 2.5mm, 1 Chave 8mm 3 Punhos,
2 Parafusos tipo borboleta, 2 Vedantes, 1 Corrente, 1 Drift, e a sua caixa propria.
Protecao dos olhos e ouvidos DEVE ser usada durante o uso deste
equipamento. NAO toque na broca enquanto em uso. Siga sempre as
recomendacoes feitas pela Protecao Pessoal do Equipamento (PPE)
durante o uso deste aparelho.
Esta maquina foi especicamente desenhada para fazer furos em ferro brando use
sempre as brocas e acessorios apropriados. NAO deve ser alterado ou usado para
outros ns que nao sejam apropriados, incluindo no uso de outro equipamento.
Mantenha a area de trabalho totalmente livre de obstaculos e de pessoas.Nao
use este aparelho em areas aonde existem explosivos e possivel que se facam
chispas o que podem causar incendios. Nao use este aparelho em zonas
humidas devido a possivel ocurrencia de choques electricos. Quando usar este
aparelho use sempre as duas maos, verique sempre que todo o material que
esta a usar esta devidamente seguro.
• Esta herramienta está equipada con un cable y enchufe aprobados para
su uso en el país de utilización. El conductor verde y amarillo del cable es
18 17
Page 18

M a g n e t i c D r i l l i n g S y s t e m
S e r v i c e P a r t s L i s t
Bear 300 (ME7500)
REV.
1.01
®
89
54
14
20
27
14
14
21
26
22
34
29
32
14
46
19
17
16
18
14
15
14
42
45
44
43
94
929193
90
95
55
51
50
53
52
99
96
97
98
101
102
6
13
12
28
10
41
40
39
12
37
5
3
4
9
7
1
35
36
59
100
126
56
63
62
61
57
58
65
64
103
104
68
67
66
69
70
78
60
71
73
72
75
74
105
106
79
80
81
107
108
85
84
87
86
88
77
76
2
30
33
109
23
24
25
110
111
113
47
125
47
60
52
79
60
115
67
116
112
77
77
4
TO 126
117
118
TO 42
TO 126
TO 126
TO 57
TO 121
TO 126
119
120
65
121
60
82
58
122
123
124
11
127
31
14
23
24
25
8
Page 19

el cable de toma a tierra y nunca ha de conectarlo a un terminal vivo.
• Saque el enchufe de su punto de alimentación antes de recambiar
el cutre, realizando los ajustes u otras tareas de mantenimiento.
• Recomendamos el uso de cutters Evolution genuinos.
• Inspeccione la máquina y el cutter antes de cada uso y no utilice
cutters deformados, agrietados, desgastados o dañados de algún
modo.
• Cerciórese de que el cutter está montado correctamente y no detenga con
la mano.
• No utilice cutters que no cumplan con las características especicadas en
estas instrucciones.
• Asegúrese de que las chavetas de sostén (deslizadores a cola de milano)
están ajustados correctamente antes de cada uso. Esto es fundamental
para que la máquina funcione debidamente y sin riesgos.
• Mantenga alejado el cable de alimentación de las piezas móviles de la
herramienta.
• Cuando vaya a dejar la máquina en descaso, apague el motor y erciórese
de que todas las piezas móviles se han detenido completamente.
• No utilice nunca la herramienta sin el sistema original de guarda para
protección.
Cuidados a ter com o Furador Magnetico
A adesao magnetica deste aparelho depende da grossura do material que vai
usar. 12 mm e o minimo de grossura para se utilizar com seguranca. Mantenha
o magnetico limpo de qualquer lixo. Isto ira reduzir seriamente a adesao
magnetica. Antes de ligar o furador repare bem se esta bem seguro ao material
que vai usar. Este aparelho deve estar ligado a uma tomada propria nao utilize
outros aparelhos nesta tomada pois a perda de potencia ira causar danos no
metodo de adesao magnetica. Use sempre a corrente de seguranca que
incluimos.Antes de iniciar veja sempre o nivel de refregerante e a quantidade.
Nao utilizar sem o refregerante ou a massa. Se for para cortar supercies com
curvas coloque a maquina pararela ao que vai curtar. Evite usar o furador a mais
de 45 graus em angulo. Usar o furador de cima e Extremamente Perigoso por
isso nao o recomendamos.
Montar a maquina
Troca de Pecas e Adaptadores
Para inserir uma peca vire a peca ate as linhas se alinharem e puxe rmamente
ate estar no lugar. Ajuda se bater levemente com um martelo de burracha ate
estar totalmente enroscado.Se estiver na posicao propria ,nao sera possivel de
a puxar para fora sem ser a mao.
Para retirar, alinhe a abertura do ejetor do arbor com a abertura do ejetor do
compartimento das mudancas,deslize o ejetor atraves da abertura assegure que
sai fora ligeiramente, e bata com um martelo ate ejetar a peca. PRECAUCAO:
Quando retirar, tenha cuidado que a peca de cortar nao cai fora e se danica ou
aleija alguem.
Serra Adaptador
Esta maquina esta equipada com um sistema unico de serra com um sistema de
refregeracao embutido directamente na caixa das mudancas.Nao necessita da
alavanca de paragem. Para instalar o adaptador da serra, insira primeiro o fundo
do parafuso do adaptador no arbor da maquina como descrito acima.Prenda o
tanque do refregerante ao lado e conrme que o tubo esta xo correctamente.
Serras
Para inserir uma serra, insira primeiro o ponteiro piloto. Depois deslize a serra
dentro do adaptador, alinhe a parte lisa com os parafuso(s) fecho e aperte
com rmeza com a chave inglesa incluida. PRECAUCAO: Assegure que o
parafuso fecho esta alinhado com a parte lisa da serra e nao so contra ao
tubo redondo. Para retirar a serra inverta o procedimento. Assegure que a
torneira fornecedora do refregerador esta aberta e que o refregerante esta a ser
fornecido propriamente empurrando o ponteiro piloto. Se esta a fornecer muito
rapido ou lentamente ajuste a torneira adequadamente. Mantenha a tornada
fechada quando nao esta em uso.
Brocas de Rosca
NOTE: Um furo piloto e necessario quando perfurar com brocas de rosca
maiores. Se uma broca de rosca e usada, e necessario retirar o arbor e a
raquete de apoio e seguir as instrucoes seguintes.
otra tarea de servicio y mantenimiento, lleve la máquina a un centro de servicio
autorizado o a Evolution USA, Iowa (si la ha adquirido en los Estados Unidos)
después de 40 horas de taladrado, dependiendo del tipo de carga de trabajo al
que haya sometido la máquina.
Accesorios – Suministros genuinos Evolution
HTA53 Árbol del torno
HTA54 Torno y llave 16mm
HTA57 Broca ahondada 0 - 50mm
HTAM24 Torno de roscado
HTACOLL Collares de roscado
HTxxS Disponibles cutters cortos de (25mm ) 12 mm – 75 mm
HTxxL Disponibles cutters largos (50mm) 12mm – 75mm
Advertencia: El desgaste normal y daños causados por un mal
uso de la máquina no están cubiertos por la garantía de 12 meses.
Instrucoes
Importante
Por favor leia as instrucoes todas com atencao como usar e os cuidados a ter
com este aparelho. Para a sua seguranca vereque se a currente electrica
e correcta e que todas as pecas estao devidamente seguras. Se nao esta
certo em como usar este equipamento contact o seu distribuidor.
POR FAVOR GUARDE ESTAS INSTRUCOES
Detalhes do modelo Bear 300 (ME7500)
Motor (4 velocidades) (230v 50Hz) (watts): 1800
Diametro maximo de perfuracao 75mm
Corte maximo em profundidade 50mm
Diametro Maximo do breboquim (Morse Afunilado No 3): 32mm
Diametro Maximo da Buxa: 24mm
RPM Sem Carga (Velocidade 1) (1-min) 210
RPM Sem Carga (Velocidade 2) (1-min) 270
RPM Sem Carga (Velocidade 3) (1-min) 410
RPM Sem Carga (Velocidade 4) (1-min) 530
Tempo maximo recomendado (minutos) 30
Nivel de pressao sonora (Under Load) (db(A) 104
Peso 24.6kg
Dimencoes maximas 618 x 290 x 330
Dimencoes minimas 526 x 240 x 320
Dimencoes magneticas 100 x 65 x 199
Adesao magnetica 2250kg f
Diametro interno peca interior 3/4” 19mm Weldon Shank
Equipamento normalmente incluido 1 Recipiente refrescante, 1 Tubo de
Refrescante 1 Protector, 1 Chave Hex 2.5mm, 1 Chave 8mm 3 Punhos,
2 Parafusos tipo borboleta, 2 Vedantes, 1 Corrente, 1 Drift, e a sua caixa propria.
Protecao dos olhos e ouvidos DEVE ser usada durante o uso deste
equipamento. NAO toque na broca enquanto em uso. Siga sempre as
recomendacoes feitas pela Protecao Pessoal do Equipamento (PPE)
durante o uso deste aparelho.
Esta maquina foi especicamente desenhada para fazer furos em ferro brando use
sempre as brocas e acessorios apropriados. NAO deve ser alterado ou usado para
outros ns que nao sejam apropriados, incluindo no uso de outro equipamento.
Mantenha a area de trabalho totalmente livre de obstaculos e de pessoas.Nao
use este aparelho em areas aonde existem explosivos e possivel que se facam
chispas o que podem causar incendios. Nao use este aparelho em zonas
humidas devido a possivel ocurrencia de choques electricos. Quando usar este
aparelho use sempre as duas maos, verique sempre que todo o material que
esta a usar esta devidamente seguro.
• Esta herramienta está equipada con un cable y enchufe aprobados para
su uso en el país de utilización. El conductor verde y amarillo del cable es
18 17
Page 20

Arbor/Chuck breboquim
Se uma peca diferente esta na maquina, retire com descrito acima,depois use
a chave incluida e retire os tres parafusos de apoio do arbor. Deslize o apoio
arbor for. Coloque HT A53 chuck arbor e HTA54 chuck. Insire a broca de rosca
e aperte com a chave chuck. Retire o breboquim chuck como descrito acima em
‘Troca de pecas e adaptadores’
TORNEANDO
1. Selecione a velocidade apropriada de acordo com o quadro para saber o
tamanho que vai usar.
2. Comece com a rotacao em estreita direcao com roscas gerais a mao direita
. (Oposto com roscas a mao esquerda).
3. Permita que a a torneira determine a velocidade do fornecedor. Um toque
leve no torneira do fornecedor e so o que e necessario uma vez que tenha
comecado o oricio.
4. Quando a rosca desejada e torneada, toque no botao vermelho do motor.
Permita a maquina pare completamenta. Depois faca direcao oposta e
recomece a maquina apertando o botao verde do motor para retirar a torneira.
Guie a torneira para fora com a manivela do fornecedor.
PRECAUCAO: Para evitar dano a torneira ,sempre com cuidado alinhe a
torneira com o boraco e conrme que o tamaanho do buraco e correcto
para a torneira a ser usada.
PRECAUCAO: Para evitar danos a torneira ou a maquina, tenha muito cuidado
em parar a maquina a tempo para NAO permitie que a torneira nao saia for a. O
motor continua a rodar por algum tempo depois de a desligar por isso conte com
isto e antecipe. Esta maquina NAO tem embreagem.
A propria ordem de operacoes normal para tornear e a seguinte.: Imen:ligadodirecao:em frente –motor:ligado-motor desligado – Depois: direcao: para trasmotor: ligado –motor: desligado – imen : desligado.
PRECAUCAO: Para evitar dano a maquina ,SEMPRE permita que a maquina
pare completamente antes de fazer rotacao inversa.
Conselhos Gerais de Operacao
Coloque a maquina ao centro use a cavilha piloto para o ajudar a encontrar o
centro. Ligue o magnetico e veja se a broca esta devidamente segura a peca
que vai curtar. Com o motor em posicao erguida ligue o motor ate estar com
a forca toda vire a asa para comecar a cortar. Use forca moderada no inicio
para evitar que a broca se mexa pode depois continuar com forca normal. Nao
esforce o aparelho deixe que a forca da broca faca o trabalho. Nao obtera
melhores resultados se usar forca, o que pode causar danos ao motor. Regule
o refregerante quando for necessario. Use memos forca quando estiver quase
acabar o trabalho tenha atencao com a peca do centro pode causar ferimentos
ATENCAO a parte central que foi curtada esta muito quente.
AVISO: Nunca opere 2-3/8 (60mm) ou serras maiores a nao ser que a
grossura do prate sejam maiores 13/16 (20mm) O RESULTADO PODE SER
EM O IMEN SE SOLTAR.
PRECAUCAO: a maquina esta equipado com um botao de marcha atras.
Conrme sempre que a rotacao esta correcta antes de a usar. Se a operar
na direcao errada pode danicar a serra.
Selecao de Mudancas
Antes de perfurar selecione a mudanca desejada empurre primeiro para dentro o
selecionador da mudanca e depois deslize o selecionador para cima e para baixo
na combinacao propria. Rera-se ao quadro na frente da maquina para alcancar
a combinacao correcta da velocidade desejada. (Talvez seja necessario virar
ligeiramente o arbor em ordem de as mudancas entrarem propriamente). Siga
as diferentes velocidades recomendada no quadro de velocidades de cortar
para marcar a velocidade propria e a varedade de mudancas.
QUADRO DE MUDANCAS 4 VELOCIDADES
MUDANCA SEM CARGA RPM SERRAS TORNEIRAS
1 210 60~75mm 15~24mm
2 270 45~60mm 15mm ou menos
3 410 35~45mm N/A
4 530 35mm ou menos N/A
16 19
Page 21

NOTE: Estas velocidades sao somente recomendacoes em geral.
Velocidades normais devem ser determinadas pelo material e a velocidade
de cortar recomendado pelo fabricante da peca de cortar.
PRECAUCAO: Conrme que as mudancas entram completamente e conrme
SEMPRE que a maquina esta completamente parada antes de tentar mudar de
mudancas. NUNCA mude de mudancas com a maquina a trabalhar.
Selecione a direcao de rotacao desejada . Este botao tem 3 posicoes: para cima
e em frente, no meio e neutro, e para baixo e para tras.
ATENCAO: Se o motor estiver ligado com o botao virado na direcao neutra,
a maquina nao virara mas estara “pronta” logo que se escolha ir para a
frente ou para tras, o arbor comecara a virar! Tome cuidado para evitar
surpresas. Isto nao e a ordem propria de funcionamente. A propria ordem
de funcionamento para perfuracao normal (nao rosca)e a seguinte:imen:ligadodirecao:em frente-motor:ligado –motor: desligado-imen: desligado
Ajustamente das brocas (Dovetail Slides) Free Play
Examine, lubrique e ajuste sempre que for necessario. Para fazer qualquer
ajustamento use a chave inglesa que incluimos, com esta aperte os parafusos e
faca outras reparacoes necessarias.
Manutencao e Reparacao
Mantenha sempre o aparelho e a corda limpa. Em caso de qualquer avaria
desligue imediatamente o aparelho e retire a xa da tomada. Se existirem chispas
pode ser que seja devido a lixo no motor ou nas escovas. Examine as escobas
periodicamente devem ser substituidas quando chegam aos 6mm ao mesmo
tempo verique se o aparelho esta bem lubricado. Para qualquer outro servico
e manutencao apos 40 horas de utilizacao leve a maquina a um representante
autorizado ou Evolution USA, lowa, se foi comprado no USA, depend do tipo de
travalho que tenha executado.
Acessorios-Pecas Incluidas - Evolution
HTA53 Conjuntor Arbor
HTA54 Chave 16mm
HTA57 Countersink Bit 0 - 50mm
HTAM24 Conjunto do torneador
HTACOLL Colete do torneador
HTxxS Short (25mm) existem brocas de 12mm - 75mm
HTxxL Long (50mm) existem brocas de 12mm - 75mm
Note: Que qualquer estrago feito pela falta de cuidado com o
aparelho nao esta coverto pela garantia dos 12 Meses.
Gebruiksaanwijzing
Belangrijk
Lire attentivement ces consignes d’utilisation et de sécurité jusqu’à la n. Par
mesure de sécurité, avant d’utiliser cet équipement, vérier que la tension
électrique est correcte et que toutes les poignées et pièces sont bien xées.
En cas du moindre doute sur l’utilisation de cet équipement, contacter le
revendeur.
Conservez ces consignes
Specicaties van het Model Bear 300 (ME7500)
Motor (4 snelheden) (230v 50Hz) (Watt): 1800
Maximale boordiameter: 75mm
Maximale snijdiepte: 50mm
Maximale dril middellijn (Machinekegel nr 3): 32mm
Maximale aftak middellijn: 24mm
Onbelast (snelheid 1) (min-1): 210
Onbelast (snelheid 2) (min-1): 270
Onbelast (snelheid 3) (min-1): 410
Onbelast (snelheid 4) (min-1): 530
Aangevolen maximale inschakelduur (Minuten): 30
Geluidsdrukniveau (onder belasting) 104
asegurándose de que sobresale ligeramente y golpee con un martillo para
expulsar la herramienta. PRECAUCIÓN: Al extraer, tenga cuidado para que no
se caiga la fresa y se dañe o lesione a cualquier persona que haya debajo.
Adaptador para la fresa
Esta máquina está equipada para un sistema adaptador para la fresa único con
refrigeración incorporada directamente al engranaje. NO se necesita ninguna
barra de tope. Para instalar el adaptador de la fresa, inserte en primer lugar el
extremo de la rosca del adaptador en el árbol de la máquina como se ha descrito
anteriormente. Acople el tanque de refrigerante al deslizador y asegúrese de que
el tubo está acoplado debidamente.
Fresas
Para insertar una fresa, inserte en primer lugar el pasador piloto. A continuación,
deslice la fresa en el adaptador, alinee el plano adecuado con el o los tornillos de
bloqueo y apriete para asegurar con la llave que se suministra. PRECAUCIÓN:
Asegúrese de que el tornillo de bloqueo está en un plano de la fresa y que no
está solamente apoyado en el eje redondeado. Si la alimentación es demasiado
rápida o lenta, ajuste la rosca según sea necesario. Mantenga la rosca cerrada
cuando no se use.
Barrenas
NOTA: Es necesario un oricio piloto cuando se disponga a taladrar con
barrenas de mayor tamaño. Si va a utilizar una barrena, tendrá que quitar el
árbol y la escuadra de soporte y seguir las instrucciones siguientes.
Árbol / Torno
Si hay una herramienta diferente en la máquina, extráigala como se ha descrito
anteriormente y, a continuación, use la llave que se incluye para extraer los tres
tornillos de soporte del árbol. Deslice el soporte del árbol para extraerlo. Instale
el árbol del torno HTA53 y el torno HTA54. Inserte la barrena y apriete con una
llave par torno. Extraiga el torno del taladro como se ha descrito anteriormente
en la sección “Cambio de herramientas y adaptadores”.
ROSCADO
1. Seleccione la velocidad adecuada de acuerdo con la tabla de
especicaciones de tamaño de la rosca usada.
2. Comience con una dirección hacia delante de rotación con
roscas estándar de mano derecha. (Al contrario con roscas de
mano izquierda).
3. Deje que la rosca determine el ritmo de alimentación. Sólo se
necesita un ligero toque en el asidero de alimentación una vez
que haya arrancado en el oricio.
4. Cuando se haya roscado la rosca deseada, golpee el interruptor
rojo de tope del motor. Deje que la máquina se detenga
completamente. A continuación, cambie la dirección y reinicie la
máquina presionando el interruptor verde del motor para extraer
la rosca. Guíe la rosca hacia el exterior con el asidero de
alimentación.
PRECAUCIÓN: Para evitar daños a la rosca, siempre alinee muy
cuidadosamente la rosca con el oricio y asegúrese de que el tamaño del
oricio es el correcto para la rosca que va a utilizar.
PRECAUCIÓN: Para evitar daños a la rosca o a la máquina, tenga mucho
cuidado para detener la máquina a tiempo y NO permita que la rosca llegue
hasta el fondo. El motor continuará rodando durante un breve período de tiempo
después de haberse apagado. Le aconsejamos que planea esta circunstancia y
anticipe su ocurrencia. Esta máquina NO tiene embrague.
El mejor orden para las operaciones de roscado normal son las siguientes:
electroimán: activado – dirección: hacia adelante – motor: activado – motor:
desactivado – ENTONCES: dirección: marcha atrás – motor: activado – motor:
desactivado - electroimán: desactivado.
PRECAUCIÓN: Para evitar daños a la máquina, permita SIEMPRE que la
máquina se detenga totalmente antes de invertir la rotación.
Consejos generales para el funcionamiento
Coloque la máquina usando el pasador piloto como ayuda para localizar el centro
del corte. Active el imán y verique que todo el cutter está en posición correcta
y que la máquina queda soportada con seguridad a la pieza de trabajo. Con el
cabezal del motor en posición elevada, encienda el motor y permita que llegue a
20 15
Page 22

Gewicht: 24.6kg
Maximale afmetingen (rek volledig rechtop): 618 x 290 x 330
Minimale afmetingen (rek volledig ingeklapt): 526 x 240 x 320
Afmetingen magneet: 100 x 65 x 199
Magnetische aankleving: 2250kg f
Binnendiameter boorkop: 3/4” 19mm Weldon Shank
Standaard uitrusting wordt geleverd met 1 koelvloeistoftank, 1 koelvloeistofpijp, 1
beschermer, 1 Hex sleutel 2.5mm, 1 moersleutel 8mm, 3 handvaten,
2 vlinderschroeven, 2 veerringen, 1 ketting, 1 verloop, draagkoffer.
Oor en oogbescherming moeten ten alle tijde gedragen worden tijdens het
werken met de uitrusting. Raak de snijder niet aan als hij beweegt. Volg
altijd de Persoonlijke Beveiligingsuitrusting (PB) instructies op als met
het apparaat werkt.
Dit apparaat is speciek ontwikkeld voor het boren van gaten in zacht staal,
gebruik makende van de hiervoor bedoelde apparatuur en accessoires. Het dient
NIET aangepast of gebruikt te worden voor andere doeleinden dan waarvoor het
product bestemd is.
Draagt u er zorg voor dat het gehele werkgebied overzichtelijk is vanaf uw
werkplek. Zet uw werkgebied af zodat andere mensen er niet bij kunnen. Gebruik
het gereedschap niet in explosief gevoelige omgevingen, het product veroorzaakt
namelijk vonkjes die vlambare materialen of gassen kunnen doen ontsteken.
Gebruik het gereedschap niet in vochtige of natte omstandigheden,daar
elektrische schokken zich voor kunnen doen. Gebruik altijd uw beiden handen.
Zorg er altijd voor dat al het materiaal waar u mee werkt veilig is bevestigd.
• Dit gereedschap is uitgerust met een geaccordeerde snoer en stekker en
is afgestemd op het land van gebruik. De groengele geleider in het snoer
is de aarding, verbind deze
nooit met een pool under spanning.
• Verwijder de stekker uit het stopcontact voordat u een snijder vervangt,
aanpassingen maakt of ander onderhoudswerk verricht.
• We raden u aan gebruik te maken van de door Evolution bijgeleverde
snijders.
• Inspecteer de machine en de snijder elke keer voordat u het gebruikt
en maak nimmer gebruik van een misvormde, gespleten, versleten of
anderszins beschadigde snijder.
• Draag er zorg voor dat de snijder correct gemonteerd is en stop het
nimmer met de hand.
• Gebruik geen snijders die niet overeenkomen met de karakteristieken van
het gereedschap.
• Verzeker u ervan dat de zwaluwstaartschuif goed is aangepast alvorens u
begint. Dit is essentieel voor goed en veilig gebruik van de machine.
• Houdt de elektriciteitssnoer altijd uit de buurt van bewegende objecten van
het gereedschap.
• Wanneer u het gereedschap opbergt, vergewis u er dan van dat de motor
is uitgezet en dat alle bewegende onderdelen niet langer bewegen.
• Gebruik nimmer het gereedschap zonder het originele
beveiligingssysteem.
Magnetische veiligheid voor het boren
De magnetische aankleving van de boor hangt af van de dikte van het werkblad.
12mm is de minimale dikte om veilig te kunnen werken. Zorg er voor dat de
magneet altijd schoon blijft van metalen schilfers en andere viezigheid en
puinresten. Deze zorgen er namelijk voor dat de magnetische aankleving
aanzienlijk minder is. Zorg er tevens voor dat de magneet stevig tegen het
werkoppervlak aankleeft voordat u de boor aanzet. De boor moet direct
op een eigen stekkerdoos aangesloten zijn omdat er bij tussenkomst van
een stekkerdoos minder magnetische aankleving anders plaatsvindt. Maak
altijd gebruik van de bijgeleverde veiligheidsketting. Controleer altijd de
hoeveelheid koelvloeistof voor gebruik om u er van te vergewissen dat u genoeg
hebt. Werk nooit zonder koelvloeistof bestemd voor het snijden of zonder
plaksel. Indien u wilt boren in een balk met een gebogen oppervlakte, houdt
dan de hoogte van de machine parallel aan die van het werkoppervlak. Ontwijk
het gebruik van de boor met hoeken groter dan 45 graden. Boren boven die
breedtegraad is extreem gewaagd en is af te raden.
Instellen van de machine:
Het veranderen van gereedschap en adapters
Om een gereedschap in te voegen, draai je het gereedschap totdat de tang in lijn
staat en stevig op zijn plaats gedrukt wordt. Het helpt als je er met de zachte kant
14 21
Page 23

van een houten hamer op slaat om het te verbinden. Als het goed in positie staat
is men niet in staat om het met de hand terug te trekken.
Om te verwijderen, zet de uitwerpgleuf van de spil gelijk met de uitwerpgleuf van
de versnelling. Glijdt de uitwerpdrift door de gleuf zodat het iets naar voren steekt
en sla met een hamer om het gereedschap er uit te krijgen. VOORZICHTIG: bij
het verwijderen dient u erop te letten dat het snijdgereedschap niet kapot gaat,
beschadigd raakt of dat iemand gewond raakt.
Snij adaptor
Deze machine is uitgerust met een uniek snijdaanpassing systeem met
ingebouwde koelstof direct bij de versnellingsbox. Een vergrendeling is niet
nodig. Om de snijdaanpassing te installeren dient u eerst het einde van de
spits in de spil van de machine te doen zoals hierboven beschreven. Bevestig
de koelstoftank aan het glijblok en vergewis u ervan dat de buis goed is
vastgemaakt.
Snijders
Om een snijder in te voegen dient u eerst een proefpin in te voegen. Schuif
vervolgens de snijder in de adapter, breng deze in lijn met de sluitschroef en
verbindt voorzichtig met de zeskantige stiftsleutel. VOORZICHTIG: zorg ervoor
dat de sluitschroef vlak ligt op de snijder en niet gewoon tegen het been aanzit.
Om de snijder te verwijderen draait u de procedure om. Zorg ervoor dat de
koelstof toevoer aan is en dat de koelvloeistof toevoer goed verloopt door op
de proefpin te drukken. Als het te snel of te langzaam aanvoert, pas dan de tap
correct aan. Houd de tap gesloten als u het niet gebruikt.
Spiraalboren
LET OP: een proefholte is noodzakelijk indien u drilt met een grotere spiraalboor.
Indien een spiraalboor gebruikt wordt is het noodzakelijk om de spil en de
steunbeugel te verwijderen en onderstaande instructies op te volgen.
Spil / Boorkop
Indien zich een ander instrument bevindt in de machine, verwijder deze dan
zoals boven beschreven en gebruik vervolgens de zeskante stiftsleutel om de
drie ondersteunende spil schroeven te verwijderen. Schuif de steunspil eraf. Pas
de HTA53 klauwplaat spil en de HTA54 klauwplaat. Voeg de spiraalboor in en
maak het vast met de klauwplaat sleutel. Verwijder de boorplaat zoals boven
beschreven in “Verander gereedschap en opladers”.
Aftakking
1. Selecteer de juiste snelheid zoals aangegeven op de kaart voor de
grootte van de gebruikte aftakking.
2. Begin in voorwaartse richting te draaien met standaard rechthandse
schroefdraden. (Tegenovergesteld met linkerhandse schroefdraden)
3. Laat de aftakking bepalen wat de aanvoer snelheid is. Een lichte
aanraking met het aanvoer handvat is al dat nodig is zodra het
eenmaal begonnen is in een holte.
4. Zodra de gewenste doorboring afgetakt is drukt u de rode stop knop
in. Laat de machine volledig tot rust komen. Verander vervolgens
in tegengestelde richting en herstart de machine door op de
groene start knop te drukken om de aftakking eraf te halen. Leid de
aftakking er uit met het aanvoer handvat.
VOORZICHTIG: om schade aan de aftakking te vermijden dient u de
aftakkraan altijd in lijn te brengen met de holte en u er van te vergewissen
dat de grootte van de holte overeen komt met de aftakkraan die u
gebruikt.
VOORZICHTIG: om schade te voorkomen aan de aftakkraan of aan de machine,
dient u er op te letten dat u de machine op tijd uitzet om te vermijden dat de
aftakking vastloopt. The motor glijdt nog enige tijd door nadat hij afgezet is,
dus houd hier rekening mee en plan dit in. The machine beschikt niet over een
koppeling.
De correcte volgorde om op een normale manier af te kunnen takken is als volgt:
Magneet: aan – richting: voorwaarts – motor: aan – motor: uit – DAN: richting:
tegenovergesteld – motor: aan – motor: uit – magneet: uit.
VOORZICHTIG: om schade aan de machine te voorkomen dient u de machine
altijd eerst volledig tot stoppen te brengen voordat u de omgekeerde draaifunctie
kunt gebruiken.
pour vers l’avant, au milieu pour neutre et en bas pour rotation inversée.
AVERTISSEMENT : Si le moteur est mis en marche avec le bouton de
direction dans la position neutre, la machine ne tournera pas mais
sera «allumée». Dès que rotation vers l’avant ou rotation inversée sera
sélectionnée, l’arbre commencera à tourner. Faites attention pour éviter les
surprises. Ceci n’est pas l’ordre de fonctionnement correct. L’ordre correct
des opérations pour un perçage normal (pas taraudage) est comme suit : aimant
: on – direction : vers l’avant – moteur : on – moteur : off – aimant : off.
Réglage du jeu des cales de réglage (glissières à queue d’aronde)
Les vérier, lubrier et ajuster à intervalles réguliers comme nécessaire. Pour
le réglage, utiliser la clé fournie pour desserrer les contre-écrous. Utiliser la clé
six pans fournie pour ajuster les trois vis uniformément tout en faisant monter et
descendre la poignée de façon à ce qu’il n’y ait pas de jeu, mais aussi pas de
grippage sur toute la course. Resserrer les contre-écrous.
Maintenance et dépistage des pannes
L’outil et le cordon d’alimentation doivent toujours être propres. En cas de
dysfonctionnement électrique ou mécanique, l’outil doit être immédiatement mis
hors tension et la prise débranchée. S’il y a beaucoup d’étincelles, cela peut
indiquer la présence de saletés dans le moteur ou l’usure des balais de charbon.
Vérier l’état des balais à intervalles réguliers et les remplacer lorsqu’ils font 6 mm.
Vérier également que la machine est bien lubriée. Pour toute autre réparation et
opération de maintenance, la machine doit être conée à un centre de réparation
agréé ou à Evolution USA, Iowa, si elle a été achetée aux Etats-Unis, normalement
au bout de 40 heures de perçage, ou en fonction du type travail qui a été effectué.
Accessoires – Pièces d’origine Evolution fournies
HTA53 Arbre Porte-mandrin
HTA54 Mandrin et clé 16mm
HTA57 Fraise conique 0 - 50mm
HTAM24 Mandrin porte-taraud
HTACOLL Pinces de serrage
HTxxS Fraises courtes 25mm disponibles 12 mm – 75 mm
HTxxL Fraises longues 50mm disponibles 12 mm – 75 mm
Avis : L’usure normale et l’endommagement dû à un mauvais emploi ne
sont pas couverts par la garantie de 12 mois.
Instrucciones de funcionamiento
Importante
Le rogamos que lea todas estas instrucciones de funcionamiento y de
seguridad cuidadosamente. Por su propia seguridad, compruebe que la
tensión es correcta antes de usar este equipo y que todos los asideros y
piezas están rmemente asegurados. Si no está seguro sobre algún aspecto
de este equipo, póngase en contacto con su distribuidor.
Guarde estas instrucciones
Ficha técnica del modelo Bear 300 (ME7500)
Motor (4 velocidades) (230v 50Hz) (vatios): 1800
Diámetro máximo del cutter: 75mm
Prof. máxima de corte: 50mm
Máximo diámetro de taladraje (Rosca Morse Nº 3): 32mm
Máximo tamaño de la rosca: 24mm
RPM sin carga (Veloc. 1) (min-1): 210
RPM sin carga (Veloc. 2) (min-1): 270
RPM sin carga (Veloc. 3) (min-1): 410
RPM sin carga (Veloc. 4) (min-1): 530
Ciclo de trabajo máximo recomendado (minutos): 30
Nivel de presión acústica (en carga) (dB(A)): 104
Peso: 24.6kg
Dimensiones máximas (rack totalmente elevado): 618 x 290 x 330
Dimensiones mínimas (rack totalmente bajado): 526 x 240 x 320
Dimensiones magnéticas: 100 x 65 x 199
Adhesión magnética: 2250kg f
Diámetro interno del retén del cutter: 3/4” 19mm Pata Weldon
22 13
Page 24

Algemene Gebruiksaanwijzingen
Gebruik makend van de zoekpen positioneert u de machine om het centrum
van de snede te vinden. Zet de magneet aan en controleer of de snijder
op de goede positie staat en dat de machine op een veilige manier wordt
vastgehouden ten opzichte van het werkoppervlak. Terwijl u de motor
rechtovereind houdt zet u deze aan en laat u deze op volle kracht komen.
Draai het slingerhandvat om te beginnen met snijden. Gebruik lichte druk in
het begin om te voorkomen dat het boorijzer verschuift en voer vervolgens de
druk langzaam op tot normaal. Forceer het gereedschap niet, laat de snelheid
van de snijder het werk doen. De prestatie van het snijden wordt niet beter van
het meer druk uitoefenen op het gereedschap en het doet de levenslengte van
de motor en de snijder ook geen goed. Regel de stroming van het koelvloeistof
zoals vereist met de koelvloeistof voedingstap. Oefen minder druk uit op het
moment dat de snijder door het materiaal gaat. Zorg er altijd voor dat u een
methode hebt om de prop op te vangen, daar de uitgeworpen prop schade
kan toebrengen. Let op: de prop komt er aan het eind uit en is zeer heet!
WAARSCHUWING: gebruik NOOIT snijders van 2-3/8” (60mm) of groter
tenzij de dikte van de plaat 13/16” (20mm) is. MAGNEETLIFTING KAN
ANDERS PLAATS VINDEN.
WAARSCHUWING: machine is uitgerust met een omkeerknop. Vergewis
u er altijd van dat de draairichting correct is voordat u begint te werken.
Werken in de verkeerde richting kan resulteren in schade aan de snijder.
Selecteren van de versnelling
Voordat u gaat boren, selecteert u eerst de gewenste versnelling door te drukken
op de veerdruk versnellingskeuze en schuift u de kiezer op en neer in de juiste
combinatie. Verwijs naar het label op de voorkant van de machine om de juiste
combinatie qua snelheid te vinden. (Het kan noodzakelijk zijn om de spil iets te
draaien zodat de tandwieltjes goed matchen) Volg de aanbevolen snelheid serie
op de kaart voor de snelheid van het snijden en selecteer de jusite snelheid en
versnellingsstand.
4 VERSNELLINGEN KAART
Versnelling Onbelast Snijder Aftakking
1 210 60 ~ 75 mm 15 ~ 24 mm
2 270 45 ~ 60 mm 15 mm of minder
3 410 35 ~ 45 mm N.V.T
4 530 35 mm of minder N.V.T
LET OP: deze snelheden dienen alleen als algemene aanwijzing. Echte
snelheden dienen bepaald te worden door het materiaal en de aanbevolen
snelheid door de boorfabrikant.
WAARSCHUWING: zorg ervoor dat de tandwieltjes volledig verbonden zijn en
zorg er ALTIJD voor dat de machine volledig gestopt is voordat u probeert u
probeert tandwieltjes te veranderen. Verander de tandwieltjes NOOIT terwijl de
machine aan staat.
Selecteer de gewenste draairichting. Deze knop heeft 3 posities: omhoog is
voorwaarts, midden is neutraal en naar beneden is tegengesteld draaien.
WAARSCHUWING: indien de motor aan staat met de richtingschakelaar in
de neutrale positie, dan draait de machine niet, maar dan staat die ‘live’.
Zodra voorwaarts of achterwaarts is geselecteerd begint de spil te draaien!
Doe zeer voorzichtig om verrassingen te vermijden! Dit is eigenlijk NIET de
juiste gebruiksaanwijzing! De goede volgorde om normaal te kunnen boren (niet
aftakken) is als volgt: magneet: aan – richting: voorwaarts – motor: aan – motor:
uit – magneet: uit.
De zwaluwstaartslede aanpassen
Check, smeer en pas regelmatig aan indien nodig. Om aan te passen gebruikt
u de bijgeleverde moersleutel om de moerslootjes los te draaien. Door de
bijgeleverde Hex sleutel te gebruiken kunt u de schroevenbouten gelijk
aandraaien. Dit kan door de handgreep op en neer te bewegen zodat u geen
speelruimte overhoud, maar dat het ook niet zo is dat het blokkeert wanneer u
het beweegt. Maak de opsluitmoertjes opnieuw vast.
Onderhoud en reparaties
Houd het gereedschap en het snoer schoon. In het geval dat zich elektrische
of mechanische problemen voordien dient u onmiddellijk het gereedschap uit
12 23
Page 25

te zetten en de stekker uit het stopcontact te halen. Excessieve vonken kunnen
duiden op de aanwezigheid van viezigheid in de motor of versleten koolborstels.
Controleer de borstels regelmatig en vervang ze zodra ze een dikte van 6mm
bereiken. Controleer tevens of de machine goed doorgesmeerd is. Voor alle
andere onderhoudszaken raken wij u aan de machine mee te nemen naar een
hiervoor bestemde en erkende winkel, of naar Evolution Iowa in de Verenigde
Staten. Dit gebeurt meestal na 40 drilboor uren, afhankelijk van het type werk dat
de machine heeft doorstaan.
Accessoires – Origineel Evolution bijgeleverd
HTA53 Spankop spil
HTA54 Klem & Sleutel 16mm
HTA57 Verzinkboor / boorijzer Bit 0 - 50mm
HTAM24 Aftak klauwplaat
HTACOLL Aftak spantang
HTxxS Kort (25mm) Snijders beschikbaar 12 mm – 75 mm
HTxxL Lang (50mm) Snijders beschikbaar 12 mm – 75 mm
Let op: Schade die ontstaat door misbruik van het gereedschap valt niet
onder de 12-maanden garantie.
Istruzioni d’uso
Importante
Leggere attentamente e integralmente le istruzioni d’uso. Per la vostra
sicurezza, prima di iniziare ad operare controllare che la tensione
dell’eletttroutensile sia corretta e che manopole e comandi siano integri. In
caso di dubbio su ogni aspetto dell’uso di questo elettroutensile contattare il
distributore.
Conservare queste istruzioni d’uso
Caratteristiche Tecniche ME7500
Tensione 220 Volt
Potenza assorbita 1800 Watt
Diametro max di taglio 75 mm
Profondità max di taglio 50 mm
Diametro max punta normale 32mm
Diametro max 24 mm
Velocità a vuoto in 1a marcia 210 g/m
Velocità a vuoto in 2a marcia 270 g/m
Velocità a vuoto in 3a marcia 410 g/m
Velocità a vuoto in 4a marcia 530 g/m
Duty Cycle: 30 min.
Pressione sonora: 104 DbA
Peso 24,6 kg
Dimensioni max (carrello completamente sollevato) 618x290x330 mm
Dimensioni min (carrello completamente abbassato) 526x240x320 mm
Dimensioni magnete 100x65x199 mm
Potenza magnete 2250 kg
Diametro interno attacco Weldon 19 mm
La fornitura comprende: 1 recipiente con lubro-refrigerante, 1 tubetto, paratia di
protezione, 1 chiave esagonale 2,5 mm, 1 chiave a forchetta 8 mm, 3 manopole,
2 viti a farfalla, 2 rondelle a molla, 1 catena di bloccaggio, 1 valigetta.
NORME DI SICUREZZA
Occhiali di protezione e tappi per le orecchie DEVONO essere utilizzati
lavorando con questo elettroutensile. NON TOCCARE la lama quando è in
movimento. Seguire scrupolosamente le norme vigenti sulla sicurezza sul
lavoro durante l’utilizzazione di questo elettroutensile.
Questo elettroutensile è stato progettato per forare acciaio dolce utilizzando
utensili e accessori appropriati. NON può essere modicato e/o utilizzato per
applicazioni diverse da quella per cui è stato progettato, ivi compreso l’utilizzo
con utensili diversi da quelli indicati.
Assicurarsi che l’area di lavoro sia completamente visibile dalla postazione in cui
si opera. Utilizzare opportuni sbarramenti per i non addetti ai lavori. Non utilizzare
l’elettroutensile in aree a rischio di esplosione: le scintille generate potrebbero
innescare incendi o esplosioni di sostanze o gas inammabili. Non utilizzare
de l’outil.
• Lorsque l’outil est rangé, mettre le moteur hors tension et veiller à ce que
tous les organes mobiles soient complètement à l’arrêt.
•
Ne jamais utiliser l’outil sans le système de protection d’origine.
Sécurité de la perceuse magnétique
L’adhérence magnétique de la perceuse dépend de l’épaisseur de la pièce à
percer. Pour un fonctionnement en toute sécurité, l’épaisseur doit être au optimal
de 12 mm. L’aimant doit toujours être exempt de limaille et autres poussières
et débris car cela réduit considérablement l’adhérence magnétique. Veiller à ce
que l’aimant adhère bien à la pièce avant de brancher la perceuse. La perceuse
doit fonctionner sur sa propre prise de courant avec un dispositif de courant
résiduel car si cette prise était partagée avec d’autres appareils, cela pourrait
entraîner une perte d’adhérence magnétique. Toujours utiliser la chaîne
de sécurité fournie. Avant chaque utilisation, vérier que l’alimentation et le
niveau du liquide d’arrosage sont satisfaisants. Ne jamais utiliser sans pâte ou
liquide d’arrosage. Pour le fraisage d’un prolé en I à surface courbe, monter la
machine parallèlement à la pièce à percer. Eviter d’utiliser la perceuse à un angle
de plus de 45 degrés. Le fraisage en plongée est extrêmement dangereux et
déconseillé.
Conguration de la machine:
Changements des Outils et Adaptateurs
Pour insérer un outil, tournez l’outil jusqu’à ce que le tenon s’aligne et poussez
le fermement à sa place. Il est utile de taper avec un maillet à revêtement doux
pour engager complètement le taraud. S’il est correctement dans sa position, il
ne pourra pas être tiré, à part à la main.
Pour le retirer, alignez l»encoche d’éjection de l’arbre avec l’encoche d’éjection
du carter d’engrenages, faites glisser le chasse-cône par l’encoche en vous
assurant qu’il dépasse légèrement, et taper avec un marteau pour éjecter l’outil.
ATTENTION : Lors de l’enlèvement, faites attention que l’outil de perçage ne
tombe pas et ne soit pas abîmé ou ne blesse personne en dessous.
Adaptateur de fraise
Cette machine est équipée d’un système unique d’adaptateur de fraise, avec
liquide de refroidissement intégré directement dans la boite de vitesse. Aucune
barre porte-butée n’est nécessaire. Pour installer l’adaptateur de fraise, insérez
d’abord l’extrémité de l’adaptateur dans l’arbre de la machine, comme décrit ci-
dessous. Attachez le réservoir de liquide de refroidissement au coulisseau et
assurez vous que le tube est attaché correctement.
Fraises
Pour insérer une fraise, insérez d’abord la tige guide. Faites ensuite glisser
la fraise dans l’adaptateur, aligner le méplat qui convient avec la (les) vis de
verrouillage et serrer solidement avec la clé hexagonale fournie. ATTENTION :
Assurez vous que la vis de verrouillage est sur un méplat de la fraise, et non pas
seulement contre la tige arrondie Pour retirer la fraise, inversez la procédure.
Assurez vous que le robinet d’alimentation en liquide de refroidissement est en
marche et que le liquide avance correctement en poussant la tige guide. S’il
avance trop rapidement ou trop lentement, ajustez le robinet en conséquence.
Fermez le robinet lorsque la machine n’est pas en fonctionnement.
Forêts hélicoïdaux
NOTE : Un trou de guidage est nécessaire lors de perçage avec des forêts
hélicoïdaux plus larges. Si un forêt hélicoïdal est utilisé, il est nécessaire de
retirer l’arbre et le palier support et de suivre les instructions ci-dessous.
Arbre / Mandrin porte-mèches
Si un outil différent est dans la machine, retirer le comme décrit ci-dessus.
Utilisez ensuite la clé hexagonale fournie pour retirer les trois vis de soutien de
l’arbre. Faite glisser le support de l’arbre à l’extérieur. Mettez en place la queue
de montage HTA53 et le mandrin HTA54. Insérez le forêt hélicoïdal et serrez
avec la clé à mandrin. Retirez le mandrin porte-mèches comme décrit ci-dessus
dans ‘Changement des Outils & Adapteurs’.
TARAUDAGE
1. Sélectionnez la vitesse qui convient d’après le tableau pour la taille
de taraud utilisé.
2. Commencez avec le sens de rotation vers l’avant avec letés
traditionnels à droite. (Opposés aux letés à gauche).
3. Laissez le taraud déterminer le rythme d’avance. Un léger contact
avec la poignée d’avance est tout ce qui est nécessaire une fois
que le trou est commencé.
24 11
Page 26

Important
revendeur.
équipement.
jamais être raccordé à
l’elettroutensile in aree bagnate o in condizioni di alta umidità per evitare il rischio
di cortocircuiti. Utilizzare l’elettroutensile operando sempre con entrambe le mani.
Assicurarsi sempre che il materiale da tagliare sia opportunamente ssato.
• Questo elettroutensile è equipaggiato con cavo di alimentazione e spina
adatti alle normative del vostro paese. Il conduttore giallo/verde è il
collegamento a terra: non collegare MAI questo conduttore alla corrente.
• Staccare sempre la spina prima di cambiare la lama, effettuare regolazioni
o qualsiasi intervento di manutenzione.
• Si raccomanda di utilizzare esclusivamente frese originali Evolution.
• Controllare elettroutensile e frese prima di ogni utilizzo e non
utilizzare frese deformate, crepate, consumate o in qualche modo
danneggiate.
•
Assicurarsi che la fresa sia montata correttamente e non tentare mai di
arrestarla con le mani
• Non utilizzare frese che non corrispondano alle caratteristiche indicate
in queste istruzioni.
• Assicurarsi che le guide di scorrimento (a coda di rondine) del
carrello siano correttamente regolate prima di ogni utilizzo. Questo
è fondamentale per lavorare in condizioni di assoluta sicurezza.
• Tenere il cavo di alimentazione lontano dalle parti in movimento
dell’elettroutensile.
• Prima di riporre l’elettroutensile controllare che l’interruttore sia spento e
vericare che le parti in movimento siano effettivamente ferme.
• Non utilizzare mai l’elettroutensile senza le protezioni originali.
SICUREZZA DELLE UNITÀ DI FORATURA
La forza di aderenza magnetica dipende dallo spessore del pezzo da forare. Lo
spessore ottimale per operare in piena sicurezza è 20 mm. Curare sempre la
pulizia del magnete asportando eventuali sfridi, residui di lavorazione o sporcizia:
la loro presenza ridurrebbe sensibilmente la forza di aderenza. Assicurarsi che il
magnete abbia aderito fermamente al pezzo da forare prima di mettere in moto
l’elettroutensile. L’unità di foratura deve essere collegata ad una presa RCD
(Residual Current Device) autonoma, non condivisa con altre apparecchiature,
in quanto la condivisione potrebbe comportare una perdita di forza di aderenza.
Utilizzare sempre la catena di sicurezza.
Prima di ogni utilizzo vericare sempre il livello del liquido lubro-refrigerante e
controllarne il usso. Non lavorare mai senza liquido o pasta lubrorefrigenrante.
In caso di foratura di pezzi con prolo curvo (tubi ecc), montare l’elettroutensile in
posizione longitudinale rispetto alla lunghezza del pezzo. Evitare di operare con
angolazioni superiori a 45°. La foratura sopra-testa può essere molto pericolosa
e pertanto non è consigliabile.
MESSA IN FUNZIONE: Montaggio/Smontaggio frese
Cambio utensile e adattatore
Per inserire un utensile ruotare l’utensile no a che il codolo non raggiunga la
sua posizione naturale. Può essere utile aiutarsi con un martello di gomma per
facilitarne il corretto e completo inserimento. Quando l’utensile è posizionato
correttamente sarà praticamente impossibile disinserirlo a mano.
Per disinserirlo allineare la feritoia di disinserimento dell’albero con quella posta
sulla scatola del cambio, far scorrere la deriva del disinseritore lungo la sua sede
in modo che fuoriesca leggermente e battere leggermente con un martello per
estrarre l’utensile. ATTENZIONE: Durante la rimozione non far cadere l’utensile
per evitare che si danneggi e non causare danni a persone.
Adattatore per frese
La macchina è equipaggiata con un adattatore esclusivo per il bloccaggio
delle frese con sistema di lubro-refrigerazione integrato. Non sono necessarie
sbarre di bloccaggio. Il montaggio avviene inserendo prima l’estremità conica
dell’adattatore nell’albero come descritto precedentemente. Poi montare il
serbatoio della soluzione lubrorefrigerante e collegare correttamente il tubetto
di alimentazione.
Frese
Per montare la fresa inserire innanzitutto la punta di centraggio. Quindi inserire
la fresa nell’adattatore; allineare una delle facce piane dell’alberino della fresa
alla vite o alle viti di bloccaggio; bloccare la fresa serrando a fondo con la chiave
esagonale in dotazione. ATTENZIONE: Assicurarsi che le viti di bloccaggio
lavorino correttamente sulla faccia piana e non sulla supercie arrotondata
10 25
Page 27

dell’alberino della fresa. Per smontare la fresa operare con procedura inversa.
Assicurarsi che il rubinetto del liquido lubro-refrigerante sia aperto e controllarne
la regolarità del usso spingendo verso l’alto la punta di centraggio. Se il usso
è troppo ricco o troppo povero regolare di conseguenza il rubinetto. Chiudere
accuratamente il rubinetto a macchina ferma.
Punte normali
ATTENZIONE: effettuare sempre un foro pilota prima di forare con una punta
di grande diametro. Per utilizzare una punta normale occorre prima smontare
l’albero porta-frese e il suo supporto-guida, quindi seguire le istruzioni qui di
seguito riportate.
Albero/Mandrino
Per smontare l’albero porta-fresa svitare le tre viti di bloccaggio del supporto
-guida e rimuoverlo completamente. Montare il portamandrino HTA53 e quindi il
mandrino HTA54. Per lo smontaggio seguire la procedura indicata nel paragrafo
“Cambio utensile/adattatore”.
Foratura con svasatore
1. Selezionare la velocità più appropriata rispetto al diametro dell’utensile
seguendo le indicazioni della tabella riportata più avanti.
2. Iniziare a forare con rotazione in avanti con utensili normali destrorsi.
(Operare in direzione inversa con utensili sinistrorsi).
3. Lasciare che sia l’utensile stesso a determinare la velocità di vanzamento.
Una leggera pressione sulle manopole di avanzamento è sufciente per
operare correttamente non appena l’utensile ha iniziato a tagliare.
4. Non appena effettuato il foro fermare il motore agendo sul pulsante rosso.
Attendere il completo arresto dell’albero. Quindi invertire la direzione di
marcia e riavviare la macchina agendo sul pulsante verde per slare la
fresa sollevando il carrello.
ATTENZIONE: per evitare di danneggiare l’utensile avvicinarla sempre con
molta attenzione al materiale ed assicurarsi che la dimensione della fresa
sia corretta rispetto al foro.
Attenzione: per evitare di danneggiare la fresa e/o la macchina fare molta
attenzione a fermare il motore in tempo in modo che la fresa NON fuoriesca
completamente dal pezzo dopo aver effettuato il foro. Tenere conto che il
motore girerà ancora per qualche istante dopo lo spegnimento e anticipare di
conseguenza l’arresto. La macchina NON è fornita di frizione.
La corretta sequenza operativa per la fresatura normale è la seguente: 1.
Accensione magnete. 2. Direzione di marcia: avanti. 3. Accensione motore. 4.
Spegnimento motore. QUINDI E NON PRIMA: 5. Inversione direzione di marcia.
6. Accensione motore. 7. Spegnimento motore. 8. Spegnimento magnete
ATTENZIONE: per evitare di danneggiare la macchina attendere SEMPRE
l’arresto completo della macchina PRIMA di invertire la marcia.
NORME DI UTILIZZO
Piazzare la macchina posizionando la punta di centraggio al centro della zona
da forare. Accendere il magnete e vericare ancora che, dopo l’accensione, la
fresa si trovi in posizione corretta e la macchina sia sicuramente ancorata al
pezzo da forare. Con il carrello in posizione sollevata, mettere in moto e dare
tempo al motore di andare a regime. Azionare la manopola per iniziare a forare,
applicando una pressione moderata per evitare che la punta si sposti dal centro,
e continuare con pressione normale. Non forzare l’utensile: lasciare che
sia la velocità della punta ad effettuare il lavoro. La pressione eccessiva
pregiudica la durata di fresa e motore e NON migliora velocità e prestazioni.
Regolare il usso del liquido lubro-refrigerante a seconda delle esigenze agendo
sul rubinetto apposito. Ridurre la pressione, non appena la fresa fuoriesce dal
materiale forato. Si raccomanda l’utilizzo di Cyclone, il raccogli-sfridi magnetico,
per pulire utensile ed area di lavoro. Gli sfridi possono essere causare ferite.
Attenzione: non toccare gli sfridi con le mani, subito dopo la foratura: il materiale
può essere molto caldo.
IMPORTANTE: NON operare MAI con frese diametro 60 mm o superiore
se il materiale da forare eccede lo spessore ottimale indicato nelle
caratteristiche tecniche: 20 mm. QUESTO POTREBBE CAUSARE IL
DISTACCO DEL MAGNETE.
ATTENZIONE: la macchina è fornita di comando inversione di marcia.
Gangwahl
Vor dem Bohren gewünschten Gangbereich wählen. Hierzu federgespannte
Gangwahl-Schieberegler niederdrücken und nach oben oder unten schieben.
Die den verfügbaren Gängen entsprechenden Schalterstellungen sind auf dem
Etikett auf der Gerätevorderseite abgebildet. (Gegebenenfalls Spindel ein wenig
drehen, damit die Gänge richtig einrasten). Drehzahl und Gang entsprechend
den Empfehlungen der Drehzahltabelle wählen.
DREHZAHLTABELLE 4-GANG-GETRIEBE
GANG U/MIN OHNE LAST SCHNEIDWERKZEUGE GEWINDEBOHRER
1 210 60 bis 75 mm 15 bis 24 mm
2 270 45 bis 60 mm 15 mm oder weniger
3 410 35 bis 45 mm entfällt
4 530 35 mm oder weniger entfällt
HINWEIS: Diese Drehzahlen sind als allgemeine Empfehlungen zu
verstehen. Die tatsächliche Gangwahl sollte abhängig vom Material und
von der für das jeweilige Schneidwerkzeug vom Hersteller empfohlenen
Drehzahl erfolgen.
VORSICHT: Auf vollständiges Einrasten der Gänge achten. Vor Gangwechsel
IMMER vollständigen Stillstand des Geräts abwarten. NIEMALS bei laufendem
Motor Gänge wechseln!
Wahl der Drehrichtung. Schalter verfügt über drei Stellungen: Oben bedeutet
vorwärts, Mitte ist Neutralstellung, unten bedeutet rückwärts.
WARNUNG: Wenn sich der Drehrichtungsschalter beim Anschalten des
Motors in Neutralstellung bendet, wird das Gerät „aktiv”, obwohl sich die
Spindel nicht dreht. Sobald eine Drehrichtung (vorwärts oder rückwärts)
ausgewählt wird, beginnt sich die Spindel zu drehen! Vermeiden Sie
Überraschungen. Dieses Vorgehen wird NICHT empfohlen. Die korrekte
Reihenfolge der Arbeitsschritte bei normalem Bohren (nicht Gewindebohren)
ist wie folgt: Magnet: an – Drehrichtung: vorwärts – Motor: an – Motor: aus
– Magnet: aus.
Spiel der Schwalbenschwanzführungen einstellen
Schwalbenschwanzführungen in regelmäßigen Abständen kontrollieren,
schmieren und bei Bedarf nachjustieren. Zum Justieren die Sicherungsmuttern
mit dem mitgelieferten Schraubenschlüssel lösen. Die Schrauben mit dem
mitgelieferten Innensechskantschlüssel unter gleichzeitigem Auf- und
Abwärtsbewegen des Griffes gleichmäßig derart einstellen, dass auf dem
gesamten Arbeitsweg des Griffes weder freies Spiel bleibt noch eine Blockierung
entsteht. Sicherungsmuttern wieder anziehen.
Wartung und das Finden und Beseitigen von Störungen
Elektrowerkzeug und Kabel sauber halten. Im Falle einer elektrischen oder
mechanischen Fehlfunktion das Gerät sofort ausschalten und den Gerätestecker
aus der Netzsteckdose ziehen. Übermäßige Funkenbildung ist möglicherweise ein
Anzeichen für Schmutz im Motor bzw. abgenutzte Kohlebürsten. Die Kohlebürsten
in regelmäßigen Abständen auf Verschleiß kontrollieren und austauschen, sobald
sie auf 6 mm abgenutzt sind. Ebenso ist eine gute Schmierung des Geräts zu
gewährleisten. Für alle anderen Kundendienst- und Wartungsarbeiten das Gerät
zu einem autorisierten Kundendienstzentrum bringen (bzw. zu Evolution, Iowa,
USA, sofern das Gerät in den USA erworben wurde). Routinemäßige Wartungen
des Gerätes sollten abhängig von der Art der Arbeitsbelastung gewöhnlich alle
40 Betriebsstunden erfolgen.
Original Evolution Zubehörteile
HTA53 Bohrfutterspindel
HTA54 Bohrfutter und Schlüssel 16mm
HTA57 Spitzsenker 0 - 50mm
HTAM24 Gewindebohrfutter
HTACOLL Spannzangen für Gewindebohrer
HTxxS Kurze (25mm) Schneidwerkzeuge, lieferbar 12mm - 75mm
HTxxL Lange (50mm) Schneidwerkzeuge, lieferbar 12mm - 75mm
Hinweis: Normaler Verschleiß und durch falsche Bedienung verursachte
Beschädigungen fallen nicht unter die zwölfmonatige Garantie.
26 9
Page 28

8
Assicurarsi sempre che la direzione di marcia sia quella corretta prima
di iniziare a forare. Operare in direzione non corretta può danneggiare
l’utensile.
Cambio di velocità
Prima di iniziare a forare selezionare la velocità agendo sull’apposito selettore:
premere il pulsante a molla e posizionarlo verso l’alto per selezionare la velocità
più elevata o verso il basso per selezionare la velocità più bassa. Attenzione:
potrebbe essere necessario ruotare leggermente l’albero per consentire agli
ingranaggi di entrare correttamente in presa. Seguire la tabella seguente per
selezionare le velocità più consone ai fori che devono essere praticati.
Tabella velocità ME 7500
Marcia
Velocità a vuoto
Diametro Fresa Diametro Svasatore
1 210 60~75mm 15~24mm
2 270 45~60mm 15 o <15mm
3 410 35~45mm 4 530 35 o <35mm -
IMPORTANTE:
Le velocità in tabella sono puramente indicative. La velocità di foratura
effettiva deve essere determinata in base al materiale da forare e dalle
indicazioni del produttore delle frese.
ATTENZIONE:
Assicurarsi che la marcia sia correttamente ingranata e controllare SEMPRE che
l’albero sia assolutamente fermo prima di cambiare marcia. NON cambiare MAI
marcia con macchina in movimento.
AVVERTENZA: A motore acceso e comando direzione di marcia in posizione
NEUTRA l’albero NON gira: si metterà in moto non appena il comando sarà
posizionato in marcia avanti o marcia indietro. Fare molta attenzione onde
evitare sorprese. Comunque questa non è la procedura operativa corretta!
La procedura corretta per eseguire forature (NON SVASATURE) è la seguente:
1. Accensione magnete. 2. Direzione di marcia: avanti. 3. Accensione motore. 4.
Spegnimento motore. 5. Spegnimento magnete.
REGOLAZIONE DELLE GUIDE
Vericare e lubricare periodicamente le guide a coda di rondine preposte
allo scorrimento del carrello e, se necessario, effettuarne la regolazione. La
registrazione della corsa del carrello si effettua agendo sulle viti di regolazione
posizionate lungo le guide di scorrimento. Utilizzare l’apposita chiave a forchetta
per allentare i dadi di bloccaggio. Regolare le viti in modo uniforme muovendo il
carrello su e giù e curando che lo scorrimento del carrello non presenti intoppi o
sia troppo lasco. A regolazione avvenuta, serrare i dadi di bloccaggio.
Manutenzione e controlli di funzionamento
Curare la pulizia dell’elettroutensile, del cavo di alimentazione e della valigetta
rimuovendo ogni residuo di sfridi. In caso di malfunzionamenti elettrici o
meccanici spegnere immediatamente l’elettroutensile e scollegare la spina. La
produzione eccessiva di scintille può essere segno di sporcizia nel motore o
di carboncini consumati. Controllare lo stato dei carboncini e sostituirli quando
raggiungono la lunghezza di 6 mm. Per qualsiasi altro intervento di manutenzione
rivolgersi al Distributore per la manutenzione periodica dell’elettroutensile in base
anche al carico di lavoro cui l’elettroutensile è stato sottoposto (tipicamente ogni
40 ore di funzionamento effettivo.
Accessori - Evolution originali
HTA53 Adattatore per mandrino
HTA54 Mandrino con chiave di servizio
HTA57 Svasatore 0- 50 mm
HTAM24 Mandrino svasatore
HTACOLL Collarino per svasatore
HTxxS Frese serie corta 25 mm, diametro 12 - 75 mm
HTxxL Frese serie lunga 50 mm, diametro 12 - 75 mm
Attenzione: L’usura normale, le rotture e i danni causati da utilizzo
improprio NON sono coperti dalla garanzia di 12 mesi.
27
Page 29

ΟΔΗΓΙΕΣ ΧΡΗΣΕΩΣ
Σημαντικό
Παρακαλούμε διαβάστε αυτές τις οδηγίες χρήσεως και ασφαλείας
προσεκτικά και πλήρως. Για τη δική σας ασφάλεια, προτού
χρησιμοποιήσετε αυτή τη συσκευή ελέγξατε ότι η ηλεκτρική τάση
είναι η σωστή και ότι όλες οι χειρολαβές και τα εξαρτήματα είναι
στέρεα προσαρμοσμένα. Εάν δεν είστε βέβαιοι για οποιοδήποτε
τμήμα αυτής της συσκευής απευθυνθείτε στον αντιπρόσωπό σας
Παρακαλούμε κρατήστε αυτές τις οδηγίες
Μοντέλο Bear 300 (ME7500) Τεχνικά χαρακτηριστικά
Κινητήρας (4 ταχυτήτων) (230v 50Hz) (Watts): 1800
Μέγιστη Διάμετρος Τρυπανιού : 75χιλιοστά
Μέγιστο βάθος κοπής: 50χιλιοστά
Μέγιστη Διάμετρος Τρυπανιού (Morse Taper No. 3): 32χιλιοστά
Μέγιστη Διάμετρος Κοχλιοτόμου: 24χιλιοστά
Στροφές ανά λεπτό χωρίς φορτίο (Ταχύτητα 1) (ελαχ-1): 210
Στροφές ανά λεπτό χωρίς φορτίο (Ταχύτητα 2) (ελαχ-1): 270
Στροφές ανά λεπτό χωρίς φορτίο (Ταχύτητα 3) (ελαχ-1): 410
Στροφές ανά λεπτό χωρίς φορτίο (Ταχύτητα 4) (ελαχ-1): 530
Συνιστώμενος Μέγιστος Κύκλος Λειτουργίας (Λεπτά): 30
Επίπεδο Θορύβου με πίεση (Υπό φορτίο) (dB(A)): 104
Βάρος: 24.6kg
Μέγιστες διαστάσεις (Οδοντωτός πλήρως ανυψωμένος): 618 x 290 x 330
Ελάχιστες Διαστάσεις (Οδοντωτός πλήρως κατεβασμένος): 526 x 240 x 320
Διαστάσεις Μαγνήτη: 100 x 65 x 199
Μαγνητική Πρόσφυση : 2250kg f
Υποδοχή Τρυπανιού Εσωτερική Διάμετρος : 3/4” 19χιλιοστά Weldon Shank
Στάνταρτ Εξοπλισμός που παρέχεται μαζί με το εργαλείο: 1 Δοχείο
Ψυκτικού, 1 Σωλήνας Ψυκτικού, 1 Οδηγός, 1 Εξάγωνο κλειδί
2.5χιλιοστών, 1 Γαλλικό κλειδί 8χιλιοστών, 3 Χειρολαβές, 2 Βίδες
με πεταλούδα, 2 γκρόβερ, 1 Αλυσίδα, 1 Ολίσθηση, 1 Βαλίτσα.
Ωτασπίδες και προστατευτικά γυαλιά ΠΡΕΠΕΙ να
χρησιμοποιούνται όταν λειτουργείτε αυτή τη συσκευή. ΜΗΝ
ΑΓΓΙΖΕΤΕ το τρυπάνι όταν βρίσκεται σε κίνηση. Πάντοτε
να ακολουθείτε τις συστάσεις των Εξαρτημάτων Προσωπικής
Προστασίας (PPE) όταν λειτουργείτε αυτό το εργαλείο.
Αυτό το μηχάνημα έχει ειδικά σχεδιαστεί για να ανοίγει τρύπες σε μέτριας
σκληρότητας μέταλλο κάνοντας χρήση των κατάλληλων τρυπανιών και
εξαρτημάτων. ΔΕΝ θα πρέπει να τροποποιείται και/ή να χρησιμοποιείται
για οποιαδήποτε άλλη εφαρμογή εκτός από αυτήν την οποία προορίζεται,
συμπεριλαμβανομένης και της μετάδοσης κίνησης σε άλλες συσκευές.
Βεβαιωθείτε ότι όλος ο χώρος εργασίες μπορεί να είναι ορατός από
την θέση του χειρισμού. Χρησιμοποιείτε περιοριστικούς φραγμούς
για κρατάτε του μη έχοντας εργασία μακρά. Μην λειτουργείτε το
εργαλείο σε περιβάλλον με εκρηκτικά υλικά –ηλεκτροκίνητα εργαλεία
δημιουργούν σπινθήρες που μπορεί να προκαλέσουν ανάφλεξη
εύφλεκτων υλικών ή αερίων. Μην λειτουργείτε το εργαλείο σε συνθήκες
υγρές ή χώρους με αυξημένη υγρασία καθώς μπορεί να προκληθούν
ηλεκτροσόκ. Πάντοτε να χειρίζεστε το εργαλείο και με τα δυο χέρα σας.
Πάντοτε να έχετε βεβαιωθεί ότι το υλικό επί του οποίου εργάζεστε είναι
καλά στερεωμένο.
• Το εργαλείο είναι εφοδιασμένο με ένα καλώδιο και φις
εγκεκριμένα από το κράτος όπου πρόκειται να χρησιμοποιηθεί
. Ο
αγωγός με χρώμα πράσινο-κίτρινο στο καλώδιο αποτελεί την
γείωση, και ποτέ να μην τον συνδέετε με ένα ηλεκτροφόρο
ακροδέκτη.
• Να βγάλετε το φις από την πρίζα προτού αντικαταστήσετε
το τρυπάνι, κάνετε ρυθμίσεις ή για οποιαδήποτε άλλη εργασία
συντήρησης
.
•
Συστήνουμε τη χρήση γνήσιων ανταλλακτικών τρυπανιών Evolution
που διατίθενται .
• Επιθεωρήστε το μηχάνημα και το τρυπάνι πριν από κάθε
χρήση και να μην χρησιμοποιείτε τρυπάνια που έχουν
• Kabel und Gerätestecker dieses Gerätes sind für das Bestimmungsland
zugelassen. Die grüngelbe Ader des Gerätekabels ist der Erdungsleiter.
Den Erdungsleiter niemals an eine Strom führende Klemme anschließen.
• Vor dem Wechseln des Schneidwerkzeugs, Änderungen der Einstellungen
oder anderen Wartungsarbeiten immer zuerst den Gerätestecker aus der
Netzsteckdose ziehen.
• Wir empfehlen die ausschließliche Verwendung von
Originalschneidwerkzeugen der Marke Evolution.
• Gerät und Schneidwerkzeug vor jeder Benutzung kontrollieren. Keine
verbogenen, rissigen, abgenutzten oder anderweitig beschädigten
Schneidwerkzeuge verwenden.
• Vergewissern Sie sich, dass das Schneidwerkzeug korrekt eingesetzt ist.
Schneidwerkzeug nicht mit der Hand abbremsen.
• Κeine Schneidwerkzeuge verwenden, die nicht den in dieser
Bedienungsanleitung spezizierten Eigenschaften entsprechen.
• Vor jeder Verwendung korrekte Einstellung der Schwalbenschwanzführun
gen sicherstellen. Dies ist für den ordnungsgemäßen und sicheren Betrieb
des Geräts unerlässlich.
• Netzkabel stets von den beweglichen Geräteteilen fernhalten.
• Wenn Sie das Gerät ablegen, schalten Sie den Motor aus und vergewissern
Sie sich, dass alle beweglichen Teile zum völligen Stillstand gekommen
sind.
• Niemals ohne die Originalschutzvorrichtungen mit dem Gerät arbeiten.
Sicheres Arbeiten mit Magnetbohrmaschinen
Die magnetische Haftung der Bohrmaschine ist von der Dicke des Werkstücks
abhängig. Die Mindestdicke für sicheres Arbeiten beträgt 12 mm. Magnet von
Metallspänen und anderem Schmutz und Abfall freihalten. Verunreinigungen
können die magnetische Haftung erheblich beeinträchtigen. Vor Einschalten
der Bohrmaschine sicherstellen, dass der Magnet fest am Werkstück haftet.
Die Bohrmaschine muss an einer eigenen, mit einer Fehlerstromschutzschaltu
ng ausgestatteten Netzsteckdose betrieben werden, da der Anschluss weiterer
Geräte an die gleiche Netzsteckdose zu einem Verlust der magnetischen
Haftung führen könnte. Stets die mitgelieferte Sicherheitskette verwenden.
Vor jeder Benutzung sicherstellen, dass Kühlschmiermittelzufuhr und -füllstand
ausreichend sind. Niemals ohne Schneidkühlmittel bzw. Schneidpaste arbeiten.
Beim Bohren von I-Trägern mit gekrümmter Oberäche das Gerät parallel zum
Werkstück fest spannen. Die Arbeit mit der Bohrmaschine in einem Winkel
größer als 45 Grad ist zu vermeiden. Bohren über Kopf ist äußerst gefährlich
und wird nicht empfohlen.
Einstellungen am Gerät
Werkzeuge und Adapter wechseln
Einsetzen eines Werkzeuges: Werkzeug drehen, bis Kegellappen richtig
ausgerichtet ist, und kräftig in Position drücken. Unterstützend kann ein
Gummihammer mit weicher Oberäche verwendet werden, um den Kegel
vollständig einzurasten. Wenn das Werkzeug richtig eingeastet ist, kann es nicht
von Hand zurückgezogen werden.
Entfernen eines Werkzeuges: Austreibschlitz der Spindel mit Austreibschlitz im
Spindelkasten in Deckung bringen. Austreibkeil in Austreibschlitz stecken, bis
er auf der anderen Seite ein wenig herausragt. Mit Hammer auf Austreibkeil
schlagen, um Werkzeug auszuwerfen. VORSICHT: Beim Auswerfen darauf
achten, dass das Schneidwerkzeug nicht herunterfallen und beschädigt werden
oder Personen verletzen kann.
Schneidwerkzeugadapter
Dieses Gerät verfügt über ein besonderes Adaptersystem für Schneidwerkzeuge
mit eingebauter Kühlschmiermittelzufuhr direkt zum Getriebekasten. Es wird
keine Anschlagleiste benötigt. Um den Schneidwerkzeugadapter zu installieren,
zunächst wie oben beschrieben Kegelschaftende des Adapters in die Spindel
des Geräts einsetzen. Kühlschmiermitteltank an den Schlitten anschließen und
sicherstellen, dass der Schlauch richtig angebracht ist.
Schneidwerkzeuge
Zum Einsetzen eines Schneidwerkzeugs zunächst Führungszapfen einsetzen.
Dann Schneidwerkzeug in Adapter schieben, Abachung des Kegelschafts mit
Feststellschraube(n) ausrichten und diese mit mitgeliefertem Sechskantschlüssel
festziehen. VORSICHT: Darauf achten, dass die Feststellschraube auf einer
Abachung des Schafts aufsetzt und nicht auf einer Abrundung. Zum Entfernen
des Schneidwerkzeugs Vorgang umkehren. Um zu überprüfen, ob der Kühlsch
miermittelzufuhrhahn geöffnet ist und Kühlschmiermittel in ausreichender Menge
zugeführt wird, den Führungszapfen anstoßen. Wenn Kühlschmiermittelzufuhr
28 7
Page 30

Wichtig
-1
): 210
-1
): 270
-1
): 410
-1
): 530
στραβώσει. έχουν ρωγμές, έχουν φθαρεί ή έχουν υποστεί άλλη
βλάβη.
• Βεβαιωθείτε ότι το τρυπάνι είναι σωστά τοποθετημένο και να μην
το σταματάτε με το χέρι σας
.
• Να μην χρησιμοποιείτε τρυπάνια, τα οποία δεν είναι σύμφωνα
προς τεχνικά χαρακτηριστικά που καθορίζουν αυτές οι οδηγίες
χρήσεως.
• Βεβαιωθείτε ότι οι βραχίονες (γλύστρες χελιδονοουράς) είναι
σωστά ρυθμισμένες πριν από κάθε χρήση. Αυτό είναι
απαραίτητο για την καλή και ασφαλή λειτουργία του
μηχανήματος
.
• Πάντοτε να κρατάτε το καλώδιο μακριά από τα μετακινούμενα
μέρη του εργαλείου.
• Όταν αφήνετε το εργαλείο, να σβήνετε τον κινητήρα και να έχετε
βεβαιωθεί ότι όλα τα εν κινήσει τμήματα έχουν τελείως
σταματήσει.
• Μην χρησιμοποιείτε ποτέ το εργαλείο χωρίς το πρωτότυπο
σύστημα οδηγού προστασίας.
Ασφάλεια του Μαγνητικού Τρυπανιού
Η μαγνητική πρόσφυση του τρυπανιού εξαρτάται από το πάχος του
υλικού εργασίας. Οι 12χιλιοστά είναι το ελάχιστο πάχος για ασφαλή
λειτουργία. Διατηρείτε τον μαγνήτη καθαρό από μεταλλικά ρινίσματα
και άλλους ρύπους και θραύσματα. Αυτά θα μειώσουν σημαντικά την
μαγνητική πρόσφυση . Βεβαιωθείτε ότι ο μαγνήτης έχει καλή πρόσφυση
με το υλικό εργασίας προτού ανάψετε το τρυπάνι. Το τρυπάνι πρέπει να
λειτουργεί με τη δική του ηλεκτρική παροχή και με ένα ρελέ, καθώς, εάν
άλλες συσκευές μοιράζονται την ηλεκτρική παροχή, το αποτέλεσμα θα
είναι η μείωση της μαγνητικής πρόσφυσης. Πάντοτε να χρησιμοποιείτε
την αλυσίδα ασφαλείας που παρέχεται. Πριν από κάθε χρήση, πάντοτε
να ελέγχετε την παροχή του ψυκτικού και εάν το επίπεδο είναι αρκετό.
Ποτέ μην κάνετε χρήση χωρίς ψυκτικό. ή πάστα τρυπανιού. Όταν
τρυπάτε δοκούς με κυρτή επιφάνεια ρυθμίστε το μηχάνημα παράλληλα
προς το υλικό εργασίας. Αποφεύγετε να χειρίζεστε το τρυπάνι υπό
γωνία μεγαλύτερη των 45°. Η χρήση του τρυπανιού προς τα πάνω είναι
εξαιρετικά επικίνδυνη και δεν συνιστάται.
Εγκατάσταση του μηχανήματος
Αλλαγή Εργαλείων & Προσαρμοστών
Για να εισάγετε ένα εργαλείο στρέψατε το εργαλείο έως ότου ευθειάσουν
οι γραμμώσεις και σπρώξτε το δυνατά στην υποδοχή. Βοηθάει εάν το
χτυπήσετε ελαφρά με ένα πλατύστομο ξύλινο σφυρί ώστε να εφαρμόσει
πλήρως στον κοχλιοτόμο. Εάν έχει εφαρμόσει κατάλληλα στη θέση του,
δεν θα μπορεί κάποιος να το αποσυμπλέξει και να το τραβήξει έξω με
το χέρι.
Για να το αφαιρέσετε, ευθυγραμμίστε την αύλακα του εκτοξευτήρα
του άξονα με την αύλακα του εκτοξευτήρα στο κιβώτιο ταχυτήτων
μετακινήστε τον εκτοξευτήρα μετατόπισης μέσω αύλακας και
βεβαιωθείτε ότι λίγο προεξέχει και στη συνέχεια χτυπήστε το με ένα
σφυρί για να εκτοξευτεί το εργαλείο. ΠΡΟΣΟΧΗ: Κατά την αφαίρεση
να φροντίσετε ώστε το εργαλείο κοπής να μην πέσει με ορμή κάτω ώστε
να υποστεί βλάβη ή να τραυματίσει κάποιον πλησίον.
Προσαρμοστής Κόφτη
Το μηχάνημα είναι εξοπλισμένο με ένα μοναδικό σύστημα προσαρμοστή
κόφτη με ψυκτικό ενσωματωμένο άμεσα προς το κιβώτιο ταχυτήτων.
Χρειάζεται μπάρα No stop. Για την τοποθέτηση του προσαρμοστή του
κόφτη, πρώτα εισάγετε το κοχλιακό άκρο του προσαρμοστή μέσα στον
άξονα του μηχανήματος όπως περιγράφετε πιο πάνω. Προσαρμόστε ο
δοχείο στα πλάγια και βεβαιωθείτε ότι ο σωλήνας είναι προσαρμοσμένος
κατάλληλα.
Κόφτες
Για να εισάγετε έναν κόφτη, αρχικά εισχωρήστε την περόνη πιλότο. Στη
συνέχεια ολισθήστε τον κόφτη μέσα στον προσαρμοστή, ευθυγραμμίστε
τη σωστή πεπλατυσμένη επιφάνεια με την(ις) βίδα(ες) ασφαλείας και
σφίξτε την στέρεα με τον παρεχόμενο εξάγωνο κλειδί. ΠΡΟΣΟΧΗ:
Βεβαιωθείτε ότι η βίδα ασφαλείας είναι επί του πεπλατυσμένου μέρους
του κόφτη και όχι απλώς έναντι του στρογγυλεμένου τσοκ του τρυπανιού
Για την αφαίρεσε του κόφτη αντιστρέψτε την διαδικασία. Βεβαιωθείτε
ότι το βρυσάκι παροχής του ψυκτικού είναι ανοικτό και ότι η παροχή
του ψυκτικού είναι η κατάλληλη σπρώχνοντας την περόνη πιλότο. Εάν η
6
29
Page 31

παροχή είναι πολύ γρήγορη ή αργή ρυθμίστε το βρυσάκι αναλόγως, Να
έχετε το βρυσάκι κλειστό όταν δεν χρησιμοποιείται.
Τρυπάνια Περιστροφής
ΣΗΜΕΙΩΣΗ : Μια τρύπα-οδηγός είναι απαραίτητη εάν χρησιμοποιείτε
μεγαλύτερα τρυπάνια περιστροφής. Εάν χρησιμοποιείται ένα τρυπάνι
περιστροφής, είναι απαραίτητο να αφαιρέσετε τον άξονα και τον
βραχίονα στήριξης και να ακολουθήσετε τις κατωτέρω οδηγίες.
Άξονας/Τσοκ Τρυπανιού
Εάν ένα διαφορετικό εργαλείο είναι προσαρμοσμένο στο μηχάνημα,
αφαιρέστε το όπως περιγράφεται πιο πάνω, στη συνέχεια χρησιμοποιήστε
το παρεχόμενο εξάγωνο κλειδί για να αφαιρέσετε τις τρεις στηρικτικές
βίδες του άξονα προς τα έξω. Προσαρμόστε τον άξονα του τσοκ HTA53
και του τσοκ HTA54. Εισάγετε το τρυπάνι περιστροφής και σφίξτε το με
το κλειδί του τσοκ. Αφαιρέστε το τσοκ τρυπανιού όπως περιγράφεται πιο
πάνω στην «Αλλαγή Εργαλείου και Προσαρμοστών».
ΚΟΧΛΙΟΤΟΜΗ
1. Επιλέξτε την κατάλληλη ταχύτητα συμφώνως προς
το διάγραμμα για το μέγεθος του κοχλιοτόμου που
χρησιμοποιείται .
2. Αρχίστε με κατεύθυνση περιστροφής προς τα εμπρός για
τα στάνταρτ δεξιόστροφα βήματα (το αντίθετο για τα
αριστερόστροφα βήματα).
3. Αφήστε τον κοχλιοτόμο να καθορίσει την συχνότητα
τροφοδότησης. Μια ελαφρά επαφή με το χερούλι
τροφοδότησης είναι το μόνο που χρειάζεται μόλις αρχίσει η
διάνοιξη της τρύπας.
4. Όταν το επιθυμητό βήμα έχει επιτευχθεί , χτυπήστε τον
κόκκινο διακόπτη stop του κινητήρα. Αφήστε το μηχάνημα
να σταματήσει τελείως. Στη συνέχεια αντιστρέψτε την
κατεύθυνση και επαναλειτουργήστε το μηχάνημα πιέζοντας
τον πράσινο διακόπτη του κινητήρα για να αφαιρέσετε τον
κοχλιοτόμο. Οδηγήστε τον κοχλιοτόμο προς τα έξω με το
χερούλι τροφοδότησης.
ΠΡΟΣΟΧΗ: Για να αποφύγετε βλάβη στον κοχλιοτόμο, πάντοτε να
ευθυγραμμίζετε πολύ προσεκτικά τον κοχλιοτόμο με την τρύπα και
να βεβαιώνεστε ότι ο μέγεθος της τρύπας είναι σωστό για κοχλιοτόμο
που χρησιμοποιείται.
ΠΡΟΣΟΧΗ: Για να αποφύγετε βλάβη στον κοχλιοτόμο ή στο μηχάνημα,
να είστε πολύ προσεκτικοί να σταματήσετε το μηχάνημα εγκαίρως ώστε
να ΜΗΝ επιτρέψετε στον κοχλιοτόμο να διαπεράσει τον πυθμένα.
Ο κινητήρας συνεχίζει την ροπή του για λίγο μετά το κλείσιμο της
λειτουργίας του και έτσι αυτό να το προγραμματίζετε και να το
αναμένετε. Το μηχάνημα ΔΕΝ έχει συμπλέκτη.
Η σωστή σειρά των λειτουργιών για τη συνήθη κοχλιοτομή είναι ως
ακολούθως: μαγνήτης ανοικτός-κατεύθυνση προς τα εμπρός –κινητήρας
ανοικτός-κινητήρας κλειστός-ΣΤΗ ΣΥΝΕΧΕΙΑ αντίστροφη κατεύθυνσηκινητήρας ανοικτός-κινητήρας κλειστός-μαγνήτης κλειστός.
ΠΡΟΣΟΧΗ: Για να αποφευχθεί βλάβη του μηχανήματος ΠΑΝΤΟΤΕ
να το αφήνετε να σταματήσει τελείως προτού αντιστρέψετε την
περιστροφή.
Συμβουλές Χειρισμού
Τοποθετήστε το μηχάνημα κάνοντας χρήση της βελόνης-πιλότου
ως βοήθημα για τον εντοπισμό του κέντρου διάτρησης. Ανάψτε τον
μαγνήτη και ελέγξατε ότι το τρυπάνι είναι ακόμη στη σωστή θέση και
ότι το μηχάνημα είναι στερεωμένο ασφαλώς επί του υλικού εργασίας.
Μη την κεφαλή του κινητήρα στην ανυψωμένη θέση ανάψτε τον
κινητήρα και αφήστε τον να αποκτήσει την πλήρη ταχύτητα. Γυρίστε
τον χειροστρόφαλο για να αρχίσετε τη διάτρηση. Ασκείστε ελαφρά
πίεση στην αρχή ια να αποφύγετε την παρεκτροπή του τρυπανιού και
στη συνέχεια συνεχίστε με φυσιολογική πίεση. Μην πιέζετε το εργαλείο
–αφήστε την ταχύτητα του τρυπανιού να κάνει τη δουλειά. Η απόδοση
της διάτρησης δεν θα βελτιωθεί με την άσκηση περισσότερες πίεσης επί
του εργαλείου και η διάρκεια ζωής του κινητήρα και του τρυπανιού θα
μειωθεί. Ρυθμίστε τη ροή του ψυκτικού διάτρησης όπως απαιτείται από
την βαλβίδα παροχής του ψυκτικού. Ασκείστε λιγότερη πίεση καθώς το
CAUTION: To avoid damage to the machine, ALWAYS allow the machine to
come to a full stop before reversing rotation.
General Operating Advice
Position the machine using the pilot pin as an aid to locating the center of the cut.
Switch on the magnet and check that the cutter is still in the correct position and
the machine is securely held to the work piece. With the motor head in the raised
position, switch on the motor and allow to come up to full speed. Turn the crank
handle to begin cutting. Use light pressure at rst to keep bit from wandering,
and then continue with normal pressure. Do not force the tool – let the speed of
the cutter do the work. Cutting performance will not improve by applying more
pressure on the tool and cutter and motor life will be reduced. Regulate the ow
of cutting coolant as required with the coolant feed tap. Use less pressure as the
cutter exits through the material. Always provide a method of catching the slug,
where the ejected slug may cause injury. CAUTION: the slug ejects at end of cut
and is very hot.
WARNING: NEVER operate 2-3/8” (60mm) or larger cutters unless the plate
thickness is optimum 13/16” (20mm) MAGNET LIFTING MAY RESULT.
CAUTION: machine is equipped with a reversing switch. Always ensure
that direction of rotation is correct before operating. Operating in the
wrong direction could result in damage to the cutter.
Gear Selection
Before drilling, select desired gear range by rst pushing in on spring-loaded
gear selector slider switch and then sliding selector up for high speed or down for
low speed. (It may be necessary to turn the arbor slightly in order for the gears
to mesh properly). Follow the recommended speed ranges on the cutting speed
chart to set the proper speed and gear range.
4 SPEED GEAR CHART
GEAR NO LOAD RPM CUTTERS TAPS
1 210 2-3/8” to 3” (60~75mm) 9/16” to 15/16” (15~24mm)
2 270 1-3/4” to 2-3/8” (45~60mm) 9/16” (15mm) or less
3 410 1-3/8” to 1-3/4” (35~45mm) N/A
4 530 1-3/8” (35mm) or less N/A
NOTE: These speeds are general recommendations only. Actual speeds
should be determined by the material and the cutting speed recommended
by the cutting tool manufacturer.
CAUTION: Ensure that that gears engage fully, and ALWAYS ensure that the
machine is fully stopped before attempting to change gears. NEVER change
gears on a running machine!
Select desired direction of rotation. This switch has 3 positions: up is forward,
middle is neutral, and down is reverse rotation.
WARNING: If the motor is switched on with the direction switch in the
neutral position, the machine will not turn but will be “live”, as soon as
either forward or reverse is selected, the arbor will begin turning! Take due
care to avoid surprises. This is NOT the proper order of operations. Proper
order of operations for normal drilling (not tapping) is as follows: magnet: on
– direction: forward – motor: on – motor: off – magnet: off.
Adjusting Gibs (Dovetail Slides) Free Play
Periodically check, lubricate, and adjust as necessary. To adjust, use the supplied
wrench to loosen the lock nuts. Using the supplied Hex key, adjust the screws
evenly whilst moving the handle up and down, so that there is no free play, yet no
binding anywhere through its range of travel. Re-tighten the lock nuts.
Maintenance And Troubleshooting
Keep tool and cord clean. In case of electrical or mechanical malfunction,
immediately switch off the tool and disconnect the plug. Excessive sparking may
indicate the presence of dirt in the motor or worn out carbon brushes. Periodically
check brushes for wear and replace when they reach 1/4” (6mm), also check that
the machine is well lubricated. For all other service and maintenance, take the
machine to an authorized service center, or to Evolution USA, Iowa, if bought in
the USA, after typically 40 drilling hours, dependent upon the type of workload
it has endured.
30 5
Page 32

τρυπάνι εξέρχεται μέσω του υλικού. Πάντοτε να έχετε μια μέθοδο για να
συγκεντρώνετε τα υπολείμματα υγρού γιατί, η εκτόξευσή του μπορεί να
προκαλέσει τραυματισμό. ΠΡΟΣΟΧΗ :Το τήγμα εκτοξεύεται στο τέλος
της διάτρησης και είναι πολύ καυτό.
ΠΡΟΕΙΔΟΠΟΙΗΣΗ: ΠΟΤΕ να μην λειτουργείτε 2-3/8” (60mm) ή
μεγαλύτερους κόφτες εκτός εάν το πάχος της πλάκας είναι το ιδανικό
13/16” (20mm) ΜΠΟΡΕΙ ΝΑ ΑΔΡΑΝΟΠΟΙΗΘΕΙ Ο ΜΑΓΝΗΤΗΣ.
ΠΡΟΣΟΧΗ: το μηχάνημα είναι εξοπλισμένο με ένα αντίστροφο
διακόπτη. Πάντοτε να είστε βέβαιοι για την σωστή διεύθυνση της
περιστροφής προτού το λειτουργήσετε. Λειτουργία με λανθασμένη
κατεύθυνση μπορεί να έχει ως αποτέλεσμα την βλάβη του κόφτη.
Επιλογή Ταχύτητας
Πριν από την διάτρηση επιλέξτε το επιθυμητό εύρος ταχύτητας
πιέζοντας, αρχικά στους ολισθαίνοντες διακόπτες του υπό ελατηριακή
τάση επιλογέα ταχύτητας και στη συνέχεια μετατοπίζοντας τους
επιλογείς, πάνω ή κάτω στον κατάλληλο συνδυασμό. Συμβουλευτείτε
το επικολημμένο διάγραμμα στο πρόσθιο μέρος του μηχανήματος για να
πετύχετε τον σωστό συνδυασμό για την επιθυμητή ταχύτητα (πιθανόν να
χρειαστεί να στρέψετε ελάχιστα τον άξονα (άτρακτο) ώστε οι ταχύτητες
να εμπλακούν σωστά. Ακολουθήστε τα συνιστώμενα εύρη ταχυτήτων
στο διάγραμμα ταχύτητας κοπής για να καθορίσετε το κατάλληλο εύρος
της ταχύτητας.
ΔΙΑΓΡΑΜΜΑ 4 ΤΑΧΥΤΗΤΩΝ
ΤΑΧΥΤΗΤΑ ΧΩΡΙΣ ΦΟΡΤΙΟ RPM ΚΟΦΤΕΣ ΚΟΧΛΙΕΣ
1 210 60~75mm 15~24mm
2 270 45~60mm 15mm ή λιγότερο
3 410 35~45mm δεν ισχύει
4 530 35mm ή λιγότερο δεν ισχύει
ΣΗΜΕΙΩΣΗ: Αυτές οι ταχύτητες αποτελούν μόνον γενικές
συστάσεις. Οι συγκεκριμένες ταχύτητες θα πρέπει να καθορίζονται
από το υλικό και την ταχύτητα κοπής που συνιστάται από τον
κατασκευαστή του εργαλείου κοπής.
ΠΡΟΣΟΧΗ: Βεβαιωθείτε ότι η εμπλοκή των ταχυτήτων είναι πλήρης και
ΠΑΝΤΟΤΕ να είστε βέβαιοι ότι το μηχάνημα έχει σταματήσει πλήρως
προτού προσπαθήσετε να αλλάξετε ταχύτητες. ΠΟΤΕ μην αλλάζετε
ταχύτητες όταν το μηχάνημα λειτουργεί!
Επιλέξτε την επιθυμητή κατεύθυνση περιστροφής. Ο διακόπτης αυτός
έχει 3 θέσεις: πάνω είναι προς τα εμπρός, στη μέση είναι ουδέτερο και
κάτω είναι η αντίθετη περιστροφή.
ΠΡΟΕΙΔΟΠΟΙΗΣΗ: Εάν το μηχάνημα έχει διακόπτη ανοικτό με
τον διακόπτη κατεύθυνσης στην ουδέτερη θέση, το μηχάνημα δεν
θα περιστραφεί αλλά θα είναι «ενεργοποιημένο», μόλις επιλεγεί
η πρόσθια ή η αντίστροφη, ο άξονας θα αρχίσει να στρέφεται!
Λαμβάνετε τα μέτρα σας για να αποφύγετε εκπλήξεις. Αυτός ΔΕΝ είναι
ο σωστός τρόπος λειτουργίας. Η σωστή σειρά λειτουργίας για συνήθη
διάτρηση (όχι κοχλιοτομή) είναι ως ακολούθως: μαγνήτης ανοικτόςκατεύθυνση προς τα εμπρός – κινητήρας ανοικτός – κινητήρας κλειστός
– μαγνήτης κλειστός.
Ρύθμιση βραχιόνων (Γλίστρες Χελιδονουράς) Χαλάρωμα
Περιοδικά ελέγχετε, λιπαίνετε και ρυθμίζετε όπως χρειάζεται. Για να
ρυθμίσετε, χρησιμοποιήστε γαλλικό κλειδί για να ξεσφίξετε τα παξιμάδια
κλειδώματος Κάνοντας χρήση του εξάγωνου κλειδιού ρυθμίστε τις βίδες
ομοιόμορφα ενώ κινείτε τη χειρολαβή πάνω-κάτω έτσι ώστε να μην
υπάρχει χαλάρωση αλλά ούτε και κράτημα πουθενά σε όλο το πεδίο
διαδρομής. Σφίξτε ξανά τα παξιμάδια κλειδώματος.
Συντήρηση και Μηχανικές Βλάβες
Διατηρήστε το εργαλείο και το καλώδιό του καθαρά. Σε περίπτωση
μηχανικής ή ηλεκτρικής δυσλειτουργίας. αμέσως σβήστε το εργαλείο και
αποσυνδέστε το από την πρίζα. Πολλοί σπινθήρες πιθανόν να υποδηλώνει
την παρουσία ρύπων στον κινητήρα ή την φθορά στα καρβουνάκια.
Περιοδικά ελέγχετε τα καρβουνάκια για φθορά και αντικαταστήστε τα
όταν φθάσουν μέγεθος 6 χιλιοστά, επίσης ελέγξετε εάν το μηχάνημα
4 31
Page 33

έχει λιπανθεί καλά. Για όποιο άλλο σέρβις και συντήρηση πηγαίνετε
το μηχάνημα σε έναν εξουσιοδοτημένο κέντρο συντήρησης ή στο
Evolution USA, Iowa, εάν έχει αγοραστεί στις ΗΠΑ, τυπικά μετά από
40 ώρες διάτρησης ανάλογα και με τον τύπο του φόρτου εργασίας που
έχει αντιμετωπίσει
Εξαρτήματα Εξοπλισμού – Γνήσια Evolution Παρεχόμενα
HTA53
Τσοκ Άξονα
HTA54
Τσοκ & Κλειδί Τσοκ 16χιλιοστά
HTA57
Ανταλλακτικό φρέζας 0-50χιλιοστά
HTAM24
Τσοκ Κοχλιοτομής
HTACOLL
Δακτύλιοι (Κολάρα) Κοχλιοτομής
HTxxS
Κοντα (25χιλιοστά) Τρυπάνια διαθέσιμα 12 – 75χιλιοστα
HTxxL Long (50χιλιοστά) Τρυπάνια διαθέσιμα 12 – 75χιλιοστά
Ειδοποίηση : Φυσιολογική φθορά και βλάβη που προκαλείται από
κακό χειρισμό δεν καλύπτεται από την εγγύηση των 12 μηνών
EC – Declaration of
Conformity
We, Evolution Power Tools Limited
Venture One
Longacre Close
Shefeld
S20 3FR
as the supplier of the product listed below:-
EVOLUTION 75mm Magnetic Drill
Part Number: ME75001/ME75002/ME75002EU
Voltage: 110/230v
Power: 1800W
Declare, under our sole responsibility that the equipment to which this
document relates, is in conformity with the following standards or other
normative documents:-
EN60335-1: 1994+A1+A2+A11-A16
EN55014-1: 2000+A1+A2
EN55014-2: 1997+A1
EN61000-3-2: 2000
EN61000-3-3: 1995+A1
EN61000-3-11: 2000
and thereby conforms to the protection requirements of Council Directive
73/23/EEC amended by 93/68/EEC relating to the Low Voltage
Directive, Council Directive 98/37/EEC relating to the Machine Directive
and Council Directive 89/336/EEC relating to the EMC Directive,
and is compliant with Council Directive 2002/95/EC in relation to the
Restriction of Hazardous Substances in electrical & electronic equipment
(RoHS). EU Directive 2002/95/EC restricts the use of the 6 substances
below in the manufacture of specic types of electrical equipment. Whilst
this restriction does not legally apply to components, it is recognized that
component ‘compliance’ is relevant to many customers.
Evolution Power Tools’ denition of RoHS Compliance:
• The product does not contain any restricted substances in
concentrations and applications banned by the directive
• and for components, the product is capable of being worked at
the higher temperatures required by lead-free soldering.
The restricted substances and maximum allowed concentrations in
homogenous materials are, by weight:
Lead – 0.1%
Mercury – 0.1%
PBB (Polybrominated Biphenyis) – 0.1%
PBDE (Polybrominated Diphenyl Ethers) – 0.1%
Hexavalent Chromium – 0.1%
Cadmium – 0.01%
Level of Sound pressure according to 86/188/EEC, 98/37/EEC &
2000/14/EC:-
Guaranteed Sound Power Level:
104.0 dB(A)
All Relevant technical documentation is held at Evolution Power Tools
Ltd, Shefeld (UK).
Authorised by:
Mr Matthew J Gavins
Managing Director
9
th
May 2007
32 3
Page 34

3” Capacity (USA)
Magnetic Drilling
System (75mm UK/EU)
Evolution Bear 300
(ME7500)
®
P O W E R T O O L S
STEEL
®
Instruction
Manual
Manuel d’Instruction
Instruktionshandbuch
Manual de Instrucción
Handleiding
Read instructions before operating this tool.
Lisez le mode d’emploi avant d’utiliser cet outil.
Vor Benutzung des Werkzuegs bitte bedienungsanleitungen
sorgfaltig lesen.
Antes de utilizar esta herramienta, lean las instrucciones.
Lees instructies alvorens dit hulpmiddel in werking te stellen.
www.evolutionpowertools.com
®
P O W E R T O O L S
H07101
 Loading...
Loading...