

ERSA DIGITAL 2000 A
Soldeerstation
GEBRUIKSAANWIJZING
Omwille
van het
milieu
100%
recyclingpapier
Impressum
Alle rechten, ook vertalingen, voorbehouden. Niets uit deze uitgave mag worden
verveelvoudigd, opgeslagen in een automatisch gegevensbestand, of openbaar
gemaakt, in enige vorm of op enige wijze, hetzij elektronisch, mechanisch, door
fotokopieën, of op enige andere manier, zonder voorafgaande schriftelijke
toestemming van CONRAD ELECTRONIC NEDERLAND BV.
Nadruk, ook als uittreksel is niet toegestaan. Druk- en zetfouten voorbehouden.
Deze gebruiksaanwijzing voldoet aan de technische eisen bij het in druk gaan.
Wijzigingen in de techniek en uitvoering voorbehouden.
© Copyright 1995 by CONRAD ELECTRONIC NEDERLAND BV
Windmolenweg 42, 7548 BM Boekelo
Internet: www.conrad.nl E-mail: helpdesk@conrad.nl
Bestnr.: 82 32 82

Introductie
Hartelijk dank voor het kopen van dit product.
Lees deze gebruiksaanwijzing volledig en zorgvuldig door, voordat u dit
ERSA soldeerstation in gebruik neemt .
U dient zich beslist te houden aan de aanwijzingen betreffende de veiligheid
en het gebruik.
Bij vragen kunt u zich wenden tot onze Technische dienst:
Nederland 053 - 428 54 80
Ma - vr. 09:00 - 20:00 uur
E-mail: helpdesk@conrad.nl
3
Belangrijk! Beslist lezen!
Deze gebruiksaanwijzing is een integraal onderdeel van dit product.
Er staan belangrijke aanwijzingen in betreffende de ingebruikneming
en het gebruik. Lees deze handleiding zorgvuldig door! Bij schades,
die ontstaan door het niet in acht nemen van deze handleiding,
vervalt het recht op garantie! Wij zijn niet aansprakelijk voor
schades en letsel die daarvan het gevolg zijn.
Bewaar deze handleiding zorgvuldig!
Inhoudsopgave Pagina
Introductie 3
1. Gebruik waarvoor het product bedoeld is 4
2. Technische specificaties 6
3. Veiligheidsbepalingen 37
4. Ingebruikneming 8
5. Functiebeschrijving 11
6. Foutendiagnose en verhelpen van fouten 26
7. Onderhoud en verzorging 29
8. Reserve-onderdelen en besteldata 30
9. INDEX 34
10. Garantie 36
2
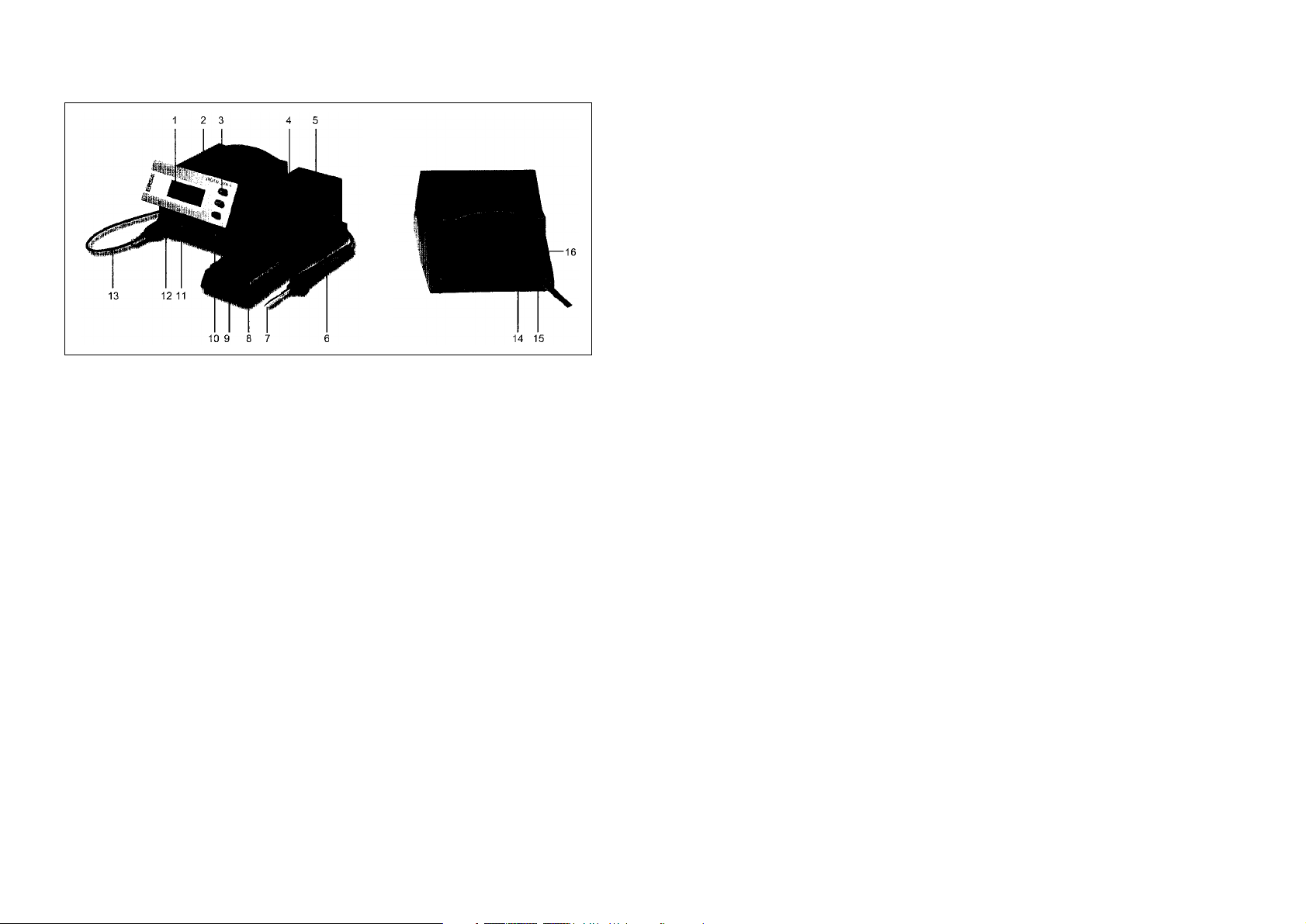
DIGITAL 2000
1. Display 9. Viscosespons
2. Stroomvoorzieningunit 10. Netschakelaar
3. Bedieningstoetsen 11. Potentiaalcompensatiebus
4. Houder voor soldeerbout 12. Steekverbinder soldeerbout
5. Soldeerpuntenmagazijn 13. Aansluitkabel soldeerbout
6. Soldeergereedschap 14. Zekering / zekeringhouder
7. Soldeerpunt 15. Netaansluitkabel
8. Sponshouder 16. Netaansluitstekker
1. Gebruik waarvoor het product bedoeld is
Hartelijk dank dat u besloten heeft dit hoogwaardige soldeerstation aan te
schaffen. ERSA stelt met de DIGITAL 2000 A een microprocessor- gestuurd
soldeerstation uit de topklasse ter beschikking. Dit station is ontworpen voor
toepassing bij industriële productie, reparatiebedrijven alsmede bij laboratoria.
1.1 Stroomvoorziening unit
Het gebruik van een microprocessor maakt een comfortabele bediening
mogelijk en verlegt de grenzen bij de functies die dit soldeerstation bevat. Via
een eenvoudig menu kunt u vier niet van elkaar afhankelijke gereedschapsinstellingen uitvoeren en opslaan.
4
U kunt bij de DIGITAL 2000 A werken met verschillende soldeerbouten.
Naast de universele soldeerbouten Power tool en Tech tool kunnen ook de
fijnsoldeerbout Micro tool en het desoldeerpincet voor het bewerken van
SMD componenten op het station aangesloten worden. De mogelijkheid om
de desoldeerbout X-tool aan te sluiten maakt het gereedschapsassortiment
compleet.
Door de veelvoudige functies, de hoge snelheid en regelprecisie is dit
soldeerstation bijzonder geschikt voor het gebruik bij productieprocessen
met hoge kwaliteitseisen.
Uitrustingskenmerken:
• Antistatische uitvoering
• Beschermende isolatie
• Potentiaalcompensatie
• Besturing via massieve as
• 24 V laagspanning voor soldeerbout
• Controleteken VDE-GS, CE, VDE-EMV
1.2 Soldeer- en desoldeergereedschap
Tech tool
De Tech tool is een universeel toepasbaar stuk gereedschap met vele mogelijkheden, waarmee u de meeste soldeerwerkzaamheden de baas kunt. Het
toepassingsspectrum ervan loopt van zeer fijne solderingen (SMD- techniek)
tot solderen met verhoogde warmtebehoefte (kabels, stekkers en schakelaars
enz.) De soldeerpunten kunnen zonder hulpmiddelen ook in hete toestand
omgewisseld worden.
Micro tool
Dit soldeergereedschap is in eerste instantie bedoeld voor gebruik bij SMTcomponenten. De slanke vorm en de fijne punten maken dit stuk gereedschap bijzonder geschikt voor precisiewerkzaamheden.
SMD- desoldeerpincet 40
Het pincet is bedoeld voor het desolderen van SMT- componenten. Voor dit
stuk gereedschap heeft ERSA een omvangrijk puntenassortiment ter
beschikking, waarmee u van 0201 tot PLC84 alle gangbare componenten
kunt desolderen.
5
Fig. 1
DIGITAL 2000 A

Power tool
De Power tool is een zeer robuuste soldeerbout met grote warmtecapaciteit.
Hij is uitermate geschikt voor het solderen van kabels, steekverbindingen en
voor alle soldeerwerkzaamheden waarvoor grote warmte nodig is.
X-tool
De X-tool is een stuk gereedschap met enorme prestaties voor het
conventioneel desolderen van componenten. Het makkelijk verwisselen van
de soldeerpunt maakt het mogelijk de X-tool snel aan te passen aan alle
soldeerwerkzaamheden. Verdere aanwijzingen voor het werken met de
X-tool vindt u in de handleiding “ERSA X-tool” (3BA00023-00).
2. Technische specificaties
Soldeerstation DIGITAL 2000 A
Elektronicastation DIG 203 A
Voedingsspanning: 230 V~, 50-60 Hz
Secundaire spanning: 24 V~
Vermogen: 80 W
Regeltechniek: SENSOTRONIC met digitaal PID gedrag
Temperatuurbereik: traploos 50 °C - 450 °C
Functieaanduiding: 4- cijferig LED display met menubesturing
Toevoer: 2m PVC met contactdoos
Uitvoering: beschermende isolatie, antistatisch volgens
MIL-SPEC/ESA- standaard
Zekering: 400 mA, traag
Soldeerbout Power tool
Spanning: 24 V~
Vermogen: 105 W / 280 °C - 80 W / 350 °C
Verwarmingscapaciteit: 290 W
Opwarmtijd: ca. 40 s (tot 280 °C)
Gewicht (zonder kabel): ca. 50 g
Kabel: 1,5 m zeer flexibel, hittebestendig, antistatisch
Uitvoering: antistatisch volgens MIL- SPEC/ ESA- standaard
6
Soldeerbout Tech tool
Spanning: 24 V ~
Vermogen: 70 W / 280 °C - 60 W / 350 °C
Verwarmingscapaciteit: 130 W
Opwarmtijd: ca. 12 s (tot 280 °C)
Gewicht (zonder kabel): ca. 50 g
Kabel: 1,5 m zeer flexibel, hittebestendig, antistatisch
Uitvoering: antistatisch volgens MIL- SPEC/ ESA- standaard
Soldeerbout Micro tool
Spanning: 24 V ~
Vermogen: 30 W / 280 °C - 20 W / 350 °C
Verwarmingscapaciteit: 65 W
Opwarmtijd: ca. 50 s (tot 280 °C)
Gewicht (zonder kabel): ca. 25 g
Kabel: 1,2 m zeer flexibel, hittebestendig, antistatisch
Uitvoering: antistatisch volgens MIL- SPEC/ ESA- standaard
SMD- desoldeerpincet 40
Spanning: 24 V ~
Vermogen: 2 x 30 W / 280 °C - 2 x 20 W / 350 °C
Verwarmingscapaciteit: 130 W
Opwarmtijd: afhankelijk van type punt
Gewicht (zonder kabel): ca. 75 g
Kabel: 1,2 m zeer flexibel, hittebestendig, antistatisch
Uitvoering: antistatisch volgens MIL- SPEC/ ESA- standaard
Desoldeerapparaat X-tool
Spanning: 24 V ~
Verwarmingscapaciteit: 260 W
Opwarmtijd: afhankelijk van type punt
Gewicht (incl. kabel
en punt): ca. 240 g
Verwarmingselementen: twee stuks à 60 W (bij 350 °C)
Temperatuurmeting: Ni-CrNi- thermo- element
Startvacuum: tot 800 mbar
Afstand greep tot
soldeerpunt: ca. 70 mm
Uitvoering: antistatisch
7
3. Veiligheidsbepalingen
Lees s.v.p. voor u dit apparaat in gebruik neemt de meegeleverde veiligheidsbepalingen op pagina 37 van deze gebruiksaanwijzing.
4. Ingebruikneming
4.1 Voor u het apparaat in gebruik neemt
Controleer s.v.p. of de inhoud van de verpakking compleet is. Deze dient te
bestaan uit:
•Voedingsunit
• Aansluitkabel
• Soldeerapparaat met soldeer- resp. desoldeerpunt
• Standaard met viscosespons
•Deze gebruiksaanwijzing, veiligheidsbepalingen
• bij X- tool: gebruiksaanwijzing X-tool (3BA00023-00)
Als de hierboven vermelde componenten beschadigd of niet compleet zijn,
wendt u dan tot Conrad Electronic Nederland (053 - 428 54 80).
Let op: de soldeerpunt kan max. 450 °C heet worden. Brandbare
voorwerpen, vloeistoffen en gassen weghouden buiten het werkbereik van de soldeerbout. De soldeerpunt niet met de huid of met
hittegevoelige materialen in verbinding brengen. Als u de soldeerbout (tool) niet gebruikt, leg hem dan steeds op de houder.
Om een soldeerbout en soldeerpunt veilig en permanent te kunnen gebruiken,
dient u beslist op de volgende punten te letten:
• Sla de soldeerbout niet tegen harde voorwerpen, omdat het verwarmingselement van keramiek breekbaar is. Soldeertin er niet afslaan.
• Controleer, voor u de soldeerbout in gebruik neemt, of de punt goed
bevestigd is (Tech tool: kartelmoer aandraaien; Power Tool: veer inhaken;
Micro tool en desoldeerpincet: punten er tot aan de aanslag insteken).
•Voor het solderen de punt op de vochtige viscosespons afvegen.
• Na het solderen de punt niet afvegen.
• Soldeerpunt alleen afvegen op de vochtige viscosespons, anders
wordt de punt snel onbruikbaar.
8
• Soldeerbout nooit zonder punt gebruiken.
Alleen bij gebruik van het desoldeerpincet:
• De krachtbegrenzing zo instellen, dat bij het vastgrijpen van de
component de pootjes niet verbuigen. Als ze te sterk verbogen
worden, kunnen de opwarmelementen beschadigd worden.
4.2 De eerste keer inschakelen
Lees deze gebruiksaanwijzing s.v.p. eerst helemaal door, voor u het apparaat
in gebruik neemt.
Voor de ingebruikneming handelt u volgens onderstaande stappen:
• Controleer, of de netspanning overeenkomt met de waarde die is
aangegeven op het typeplaatje.
• Zet de schakelaar op 0.
• Steek de aansluitkabel in de aansluitbus aan de achterzijde van het
apparaat.
• Spons goed vochtig maken en in de sponshouder leggen.
• Soldeerapparaat aansluiten op de stroomvoorzieningunit en in de
houder leggen.
• Apparaat inschakelen (schakelaar op I zetten).
• Nu is het soldeerstation klaar voor gebruik.
Na afloop van de displaytest (alle aanduidingelementen lichten gelijktijdig
kort op) wordt de werkelijke temperatuur van de soldeerpunt getoond. U
kunt nu met de soldeerbout werken.
4.3 Aanwijzingen voor het solderen
• De te solderen plekken moeten steeds schoon en vetvrij zijn.
• De soldeertijden moeten steeds zo kort mogelijk zijn, maar de te
solderen plek moet wel voldoende en gelijkmatig verwarmd worden,
om een goede soldeerverbinding te garanderen.
•Voor het solderen de soldeerpunt even licht afvegen aan de vochtige
spons, zodat de punt weer een metalen glans heeft. Daardoor vermijdt
9
u, dat geoxideerd soldeer of verbrande vloeimiddelresten op de te
solderen plek terechtkomen.
• Soldeerplek verwarmen, door de soldeerpunt gelijkmatig met soldeeroog (pad) en aansluiting van de component in contact te brengen.
• Soldeertin toevoeren (b.v. ERSA soldeertin Sn60Pb40 volgens DIN
1707 met vloeimiddelkern)
• Soldeerprocedure herhalen.
•Van tijd tot tijd de soldeerpunt afvegen op de vochtige spons. Vuile
soldeerpunten verlengen de soldeertijd.
• Na de laatste soldering de soldeerpunt niet afvegen. Het resterende
soldeertin beschermt de soldeerpunt tegen roest.
Indien gewenst ontvangt u gratis een gedetailleerde beschrijving van het
soldeerproces “Fine-Pitch Installation” van ERSA.
4.4 Aanwijzingen voor het desolderen met pincet
• Maak de schone en vetvrije soldeerplekken van de te desolderen
componenten vochtig met een penseel met vloeimiddel.
• Desoldeerpincet uit de standaard halen.
•Voor het desolderen de uiteinden van het pincet licht afvegen aan de
vochtige spons, zodat ze weer een metaalglans krijgen. Daardoor
wordt vermeden, dat geoxideerd soldeer of verbrande vloeimiddelresten op de soldeerplek terechtkomen. Met nieuw soldeer enigszins
bevochtigen, om een goede warmteoverdracht tussen de uiteinden van
het pincet en de aansluitpins van de componenten te krijgen.
Aanwijzing:
Om te voorkomen dat de uiteinden van het pincet na het reinigingsproces passief worden, moeten deze uiteinden door ze zorgvuldig te
ontvetten of opnieuw vertinnen met soldeer weer vochtig gemaakt
worden. Passiviteit van de uiteinden zorgt voor lange desoldeertijden.
•Breng het geopende desoldeerpincet naar het te desolderen onderdeel
en maak door het pincet enigszins te sluiten voldoende warmtecontact
met de soldeerplekken.
* Na het smelten van het soldeer het onderdeel van de printplaat
verwijderen en op een hittebestendige ondergrond leggen.
Geen componenten aan de spons afvegen.
10
Let op!
Bij gelijmde onderdelen het soldeerpincet niet krachtig ronddraaien.
De keramische verwarmingslichamen kunnen daardoor beschadigd
worden. U dient zo lang warmte toe te voeren, tot de lijm zacht is
geworden en het onderdeel gemakkelijk verwijderd kan worden.
• Als u even stopt met werken, leg dan het desoldeerpincet in de houder.
• De uiteinden van het pincet moeten steeds van soldeer voorzien zijn.
• Op aanvraag sturen wij u graag gratis een gedetailleerde procesbeschrijving “SMD desolderen” van ERSA.
5. Functiebeschrijving
5.1 De programma’s
De DIGITAL 2000 A beschikt over vier van elkaar onafhankelijke programma’s.
In deze programma’s zijn de instellingen voor de verschillende tools
(soldeergereedschappen) opgeslagen en deze kunnen door de gebruiker
veranderd worden. Het oproepen van een programma maakt het mogelijk,
het station snel om te schakelen op een andere tool of aan te passen aan
verschillende soldeerwerkzaamheden.
De aparte tools zijn volgens tabel 1 steeds vast verbonden met een
programma. Het station herkent automatisch, als een bepaald gereedschap
aangesloten wordt en wisselt in het programma met de voor dit gereedschap
opgeslagen instellingen. De instellingen worden direct geactiveerd. U hoeft
derhalve niet opnieuw temperaturen of parameters in te stellen.
Programma Tool
PR1 Micro tool
PR2 Tech tool
PR3 Power tool
PR4 Pincet 40
Tabel 1: Programma - Gereedschap toewijzing
Het automatisch wisselen van het programma vindt alleen plaats als u van
gereedschap verandert. De programma’s kunnen echter ook naar keuze
handmatig via de (+) en (-) toetsen veranderd worden, terwijl er een tool
aangesloten is.
11
Zolang er geen ingestelde waarden en parameters ingevoerd zijn, gelden de
instellingen af fabriek. Het veranderen van de instellingen wordt in de
volgende hoofdstukken beschreven.
Het gebruik van de ERSA Tool Selector
De ERSA Tool Selector maakt het mogelijk vier verschillende soldeer- en
desoldeergereedschappen wisselend via de DIGITAL 2000 A te gebruiken.
Bij het omschakelen op de Tool Selector herkent de DIGITAL 2000 A het desbetreffende gereedschap en voert de programmaverandering automatisch
uit. Daardoor is dit station ideaal voor toepassing van de Tool Selector.
5.1.1 Programmakeuze
De keuze van een programma geschiedt volgens het volgende schema (zie
afb. 2: verloopschema programmakeuze).
5.1.2 Beschrijving van het verloopschema
Via de (+) en (-) toetsen komt de gebruiker uit de aanduiding van de werkelijke
waarden naar de programma- aanduiding. Nu kan via dezelfde toetsen het
gewenste programma (Pr1 tot Pr4) gekozen worden. Met de ENTER toets
springt u terug naar de aanduiding van de werkelijke waarden. De parameters
van het gekozen programma worden onmiddellijk geladen en actief. Als de
ENTER toets niet ingedrukt wordt, dan springt het station automatisch na 8
sec terug naar de weergave van de werkelijke waaden. Ook in dit geval worden
dan de parameters van het ingestelde programma geladen en direct actief.
Afb. 2
12
5.2 Het menusysteem
Het bedieningsconcept van de DIGITAL 2000 A maakt het mogelijk met
slechts 3 bedieningstoetsen alle instelmogelijkheden eenvoudig te benutten.
Het instellen gebeurt voor alle vier programma’s op dezelfde manier. Als
parameters voor een programma eenmaal ingevoerd zijn, kan het station
door een simpele omschakeling op een ander programma snel omgeschakeld
worden voor verschillende, vaak weerkerende soldeerwerkzaamheden.
Omstandige veranderingen van aparte parameters zijn niet noodzakelijk.
Voor het instellen van een programma moet dit eerst, zoals in hoofdstuk 5.1
beschreven, ingesteld worden. Alle navolgende veranderingen van
instelwaarden en parameters hebben nu betrekking op dit programma.
De bediening van het menu vindt plaats via de 3 toetsen +, -, ENTER.
Instellingen worden automatisch opgeslagen en zijn direct actief. Na 8 sec
schakelt het station zelfstandig weer over op de aanduiding van de werkelijke
waarden (temperatuuraanduiding) (zie afb. 3). Op het display verschijnt in
drie cijfers steeds de actuele soldeerpunttemperatuur en met het vierde cijfer de
temperatuureenheid C (Celsius) of
F (Fahrenheit).
Afb.3
Ter oriëntering binnen de menustructuur wordt in de vierde regel van het display
steeds en bij het menupunt horend symbool knipperend weergegeven.
Symbool Menupunt
˚ Instellen van de gewenste temperatuur
U Instellen van de eenheid (unit)
S Instellen standby- tijd
OTip offset
c Kalibreerfunctie
E Energiefunctie
P Instellen password
Tabel 2: Menupunt-symbool-toewijzing
13
Inschakelen
Weergave werkelijke waarden
Weergave programma
Programma kiezen
of 8 sec
of 8 sec

5.2.1 Instellen parameters
In afb. 4 wordt het schema voor het instellen van de parameters weergegeven.
5.2.2 Beschrijving van het verloopschema
Uitgaand van de aanduiding van de werkelijke waarde wordt het eerstvolgende menupunt bereikt via de ENTER toets. De volgorde van de menupunten (parameterinstellingen) is weergegeven in het verloopschema van
afb. 4. De betreffende parameterinstelling gebeurt met de + en - toetsen.
Door de ENTER- toets twee keer aan te klikken (dubbelklik) kunt u vanuit elk
menupunt terugspringen naar de weergave van de werkelijke waarde.
Het in de vierde regel weergegeven symbool voor het desbetreffende menupunt knippert. Als er binnen 8 sec geen weergave plaatsvindt, schakelt het
station terug naar de weergave van de werkelijke waarde. Alle parameterinstellingen worden opgeslagen en zijn direct actief.
14
5.2.3 Verkorte procedure
Om het instellen van de parameters eenvoudiger te maken, is de dubbelklikfunctie ingevoerd. Zodra er een parameterinstelling binnen het verloopschema
uitgevoerd is (zie afb. 4), kunt u via een dubbelklik op de ENTER- toets
terugkeren naar de weergave van de werkelijke waarde. Het station slaat dit
menupunt nu op. Als u nu opnieuw dubbelklikt tijdens de weergave van de
werkelijke waarde, kunt u nu direct teruggaan naar het als laatste gekozen
menupunt. Het doorlopen van het gehele menu vervalt daardoor.
5.3 Beschrijving van de functies
5.3.1 Gewenste waarde functie (°)
De invoering van de gewenste temperatuurwaarde op de soldeerpunt
geschiedt in het eerste menupunt (zie verloopschema afbeelding 4) via de (+)
en (-) toetsen. De verschillende soldeerbouten bezitten verschillende
temperatuurbereiken. Deze kunt u uit tabel 3 halen.
Gereedschap Onderste temperatuurgrens Bovenste temperatuurgrens
Tech tool 50 °C / 120 °C 450 °C / 850 °F
Power tool 50 °C / 120 °C 450 °C / 850 °F
Micro tool 150 °C / 300 °F 450 °C / 850 °F
Pincet 40 150 °C / 300 °F 450 °C / 850 °F
Tabel 3: Temperatuurbereiken van de verschillende soldeerbouten
5.3.2 Temperatuureenheid functie (U)
Deze functie is bedoeld voor het instellen van de gewenste temperatuureenheid (°C of °F) via de (+) en (-) toetsen.
5.3.3 Standby functie (S)
Deze functie schakelt het soldeerstation over op parate toestand (standby),
als het langer dan de ingestelde tijdsduur niet gebruikt wordt. Het doel van
deze functie is het sparen van de soldeerpunt en een reductie van het
energiegebruik.
15
In standby- toestand wordt de temperatuur van de soleerpunt verlaagd tot
200 °C (390 °F). De instelling van de standby- tijd geschiedt in stappen van
1 minuut. Het instelbereik loopt van 0 - 60 min, waarbij bij de invoer van de
0 de standby- functie gedeactiveerd is.
Als het station zich in de standby- toestand bevindt, dan begint het display
te knipperen. Door het indrukken van een willekeurige toets keert het station
terug naar de oorspronkelijk ingestelde normale werking.
Als er kleine soldeerplekken bewerkt worden, moet de standby- functie
uitgeschakeld worden. In dit geval is het mogelijk dat de warmteafvoer aan
de soldeerpunt te gering is om een soldering te registreren. Het station zou
dan de soldeertemperatuur ongewild laten dalen tot de standbye temperatuur.
Beperkingen van de standby- functie:
De standby- functie werkt met de Tech tool en de Power tool zonder
beperkingen.
Daarentegen maakt het tijdgedrag van de Micro tool en het pincet het niet
mogelijk te herkennen dat u aan het solderen bent. Daarom dient u het
soldeerstation na afloop van de standbye tijd met deze beide gereedschappen
steeds in standby werking te schakelen.
Tip Nummer
422 ED 1
422 FD3 2
422 FD1 3
422 FD4 4
422 FD2 5
422 FD5 6
422 FD6 7
422 FD7 8
422 FD8 9
422 FD9 10
422 QD5 11
422 QD1 12
422 QD6 13
422 QD3 14
422 QD4 15
422 QD2 16
16
422 QD7 17
422 QD8 18
422 QD9 19
422 QD10 20
422 RD1 21
422 RD2 22
422 RD3 23
422 SD 24
422 MD 25
Tabel 4: Tip offset nummers voor het pincet 40
5.4 Tip Offset functie (O)
Door de verschillende gewichten en geometrische vormen van de soldeerpunten (tips) is het temperatuurgedrag ervan verschillend. De Tip Offset is er
voor bedoeld de temperatuurmeting aan te passen aan de op dat moment
gebruikte soldeerpunt. De instelling van de toegepaste soldeerpunt gebeurt
in de vorm van een nummer. Omdat het station de aangesloten soldeerbout
zelfstandig herkent, kent het station met de keuze van dit nummer de
complete combinatie van bout en punt. Op deze manier kan de
temperatuurregistratie en regeling optimaal aangepast worden.
Tabel 5: Tip Offset nummers voor de Micro tool
Tabel 5:
Tip Nummer
212 BD 1
212 CD 1
212 ED 1
212 KD 1
212 MS 1
212 SD 1
17

Tabel 6: Tip Offset nummers voor de Tech tool
Tabel 6:
Tip Nummer
612 SD 1
612 DU 1
612 BD 1
612 AD 1
612 KD 1
612 ED 1
612 GD 1
X-tool 2
Tabel 7a
Tip Offset
832 DU 1
832 SD 1
832 BD 1
832 KD 1
832 CD 1
832 ED 1
832 VD 2
832 GD 2
832 MD 2
832 LD 2
8332 C8 2
832 C14 2
832 C16 2
832 C18 2
832 C20/ 2
7,62
832 C20/ 2
12,7
Tabel 7a: Tip offset nummers voor de Power tool
Tabel 7b:
Tip Nummer
842 VD 1
18
842 SD 1
842 KD 1
842 BD 3
842 CD 3
842 ED 3
842 YD 4
842 ID 4
842 JD 4
Tabel 7b: Tip Offset nummers voor de Power tool
Gebruik van de X- tool:
De X- tool lijkt qua opbouw op een Tech tool. Daarom wordt deze bout ook
door het station als Tech tool herkend. Omdat de X- tool echter een van de
Tech tool afwijkende regelverhouding bezit, moet er een regelaanpassing
plaatsvinden. Dit geschiedt via het Tip Offset nummer (zie tabel 6).
Let op:
Als er op een station met een X- tool gewerkt is, dan moet, voor er
een Tech tool aangesloten wordt, de Tip Offset volgens tabel 6
veranderd worden. De Tech tool zou anders niet optimaal geregeld
worden.
Verdere aanwijzingen betreffende het gebruik van de X- tool kunt u halen uit
de gebruiksaanwijzing “ERSA X- tool” (3BA00023-00).
5.3.5 Kalibreerfunctie (c)
Deze functie is bedoeld voor het kalibreren van de soldeerpunttemperatuur.
Dit maakt het compenseren van weergegeven waarde en daadwerkelijke
temperatuur van de soldeerpunt mogelijk. Het instelbare kalibreerbereik
bedraagt ± 50 °C (± 120 °F).
Hoe het precies gaat bij het kalibreren leest u in hoofdstuk 5.8.
5.3.6 Energiefunctie (E)
De energiefunctie maakt het de gebruiker mogelijk het regelgedrag van het
station te beïnvloeden, waardoor het op- en naverwarmingsgedrag van het
station aangepast kan worden aan het desbetreffende toepassingsgebied. Er
zijn drie instellingen mogelijk (waarden 1 - 3).
19
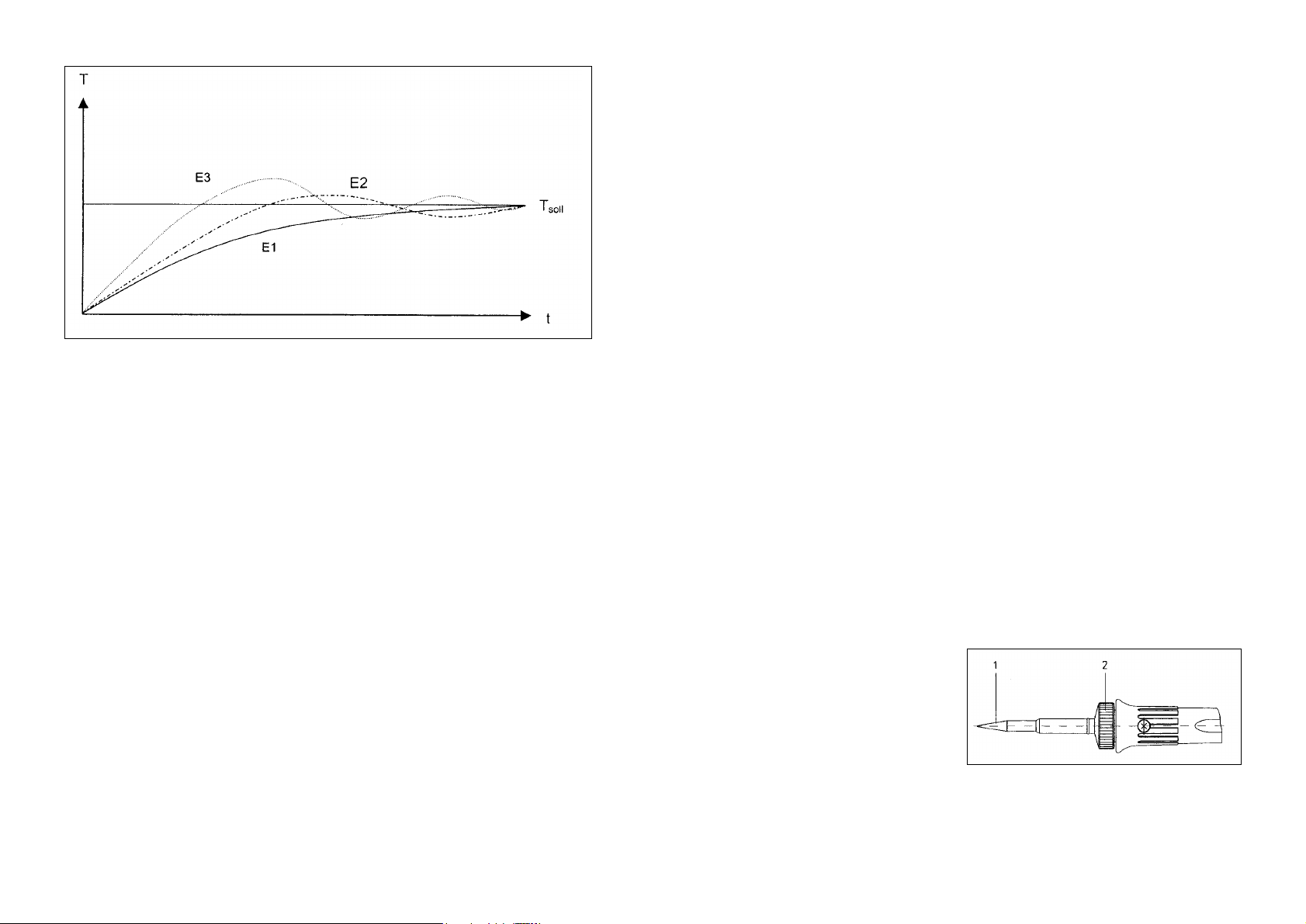
Afb. 5: Regelgedrag van de aparte energiewaarden (schematisch)
E1: minimaal naverwarmen.
Voor soldeerwerkzaamheden met geringe warmtebehoefte.
E2: sterker naverwarmen.
Voor soldeerwerkzaamheden met verhoogde warmtebehoefte.
E3: maximaal naverwarmen.
Voor soldeerwerkzaamheden met zeer hoge warmtebehoefte.
5.3.7 Passwordfunctie (P)
Via de passwordfunctie kan het station beschermd worden tegen het per
ongeluk en ombevoegd veranderen van de parameters. Als password is een
getal tussen 0 en 999 mogelijk. De waarde 0 (display 000) geeft aan dat de
passwordfunctie niet actief is. Na het invoeren van een getal en de overname
met de ENTER toets verschijnen er drie strepen (display - - -). Vanaf dit
tijdstip is het station beveiligd. Alle instellingen kunnen echter wel ingezien
worden.
Voor het deactiveren van het password worden in het desbetreffende menu
weer drie strepen weergegeven (display - - -). Nu moet het password
ingevoerd en met ENTER bevestigd worden. Als het password juist is,
verschijnen er op het display weer drie nullen (display 000), bij een foutieve
invoer blijven de strepen staan.
20
Het password is voor alle vier programma’s hetzelfde, d.w.z. het kan vanuit
elk programma geactiveerd resp. gedeactiveerd worden. Deze functie vormt
daardoor in vergelijking met de andere functies een uitzondering, omdat de
functie onafhankelijk is van het programma.
Ondanks een geactiveerd password kan het programma via de tool selector
(0) en ook handmatig gewisseld worden. Op deze manier kunnen alle
instellingen ook daarna gebruikt worden.
5.4 Vervangen van een soldeerpunt
De soldeerpunt of desoldeerpunt moet, als deze versleten is of als u een
andere soldeerpunt wenst te gebruiken, verwisseld worden.
Let op!
Gebruik alle soldeergereedschappen slechts korte tijd zonder
soldeerpunt!
Tech tool
Het vervangen van de soldeerpunt is ook in hete toestand zonder gereedschap mogelijk.
• Losmaken van de soldeerpunt (pos. 1 / afb. 6) door de kartelmoer naar
links te draaien (pos. 2 / afb. 6).
• Punt verwijderen en in de houder of op een hittebestendige
ondergrond leggen.
• Aansluitend nieuwe punt er opschroeven door de kartelmoer naar
rechts te draaien.
X- tool
De desoldeerpunt kan met behulp
van de op de standaard bevestigde
punthouder verwisseld worden.
Handel voor het verwisselen van de desoldeerpunt zoals beschreven in de
gebruiksaanwijzing “ERSA X- tool” (3BA00023-00).
21
Afb. 6

• Andere soldeerpunt / desoldeerhulpstukken met het puntverwisselingspincet (afb. 10a / 10b) tegen de veerklemkracht in tot aan de aanslag
er opschuiven en uitrichten
• Alleen bij het verwisselen van de desoldeerpunt: verdraaizekering
(indien aanwezig) op de juiste plaats brengen en bevestigen,
krachtbegrenzing met kartelschroef instellen (afb. 9)
• Soldeerstation inschakelen.
5.5 Instellingen af fabriek
In onderstaande tabellen vindt u de instellingen af fabriek van de verschillende programma’s.
Programma Pr1 Pr2 Pr3 Pr4
Ingestelde 285 325 360 385
temperatuur
Eenheid °C °C °C °C
Standby (min) 00510
Tip offset 1111
Kalibrering 0000
Energie 1111
Micro tool Tech tool Power tool Pincet 40
Tabel 8: Instellingen af fabriek
Overige instellingen:
Programma Pr1
Password = 0 (gedeactiveerd)
23
Power tool
Het vervangen van de soldeerpunt is met behulp van een vlaktang ook
mogelijk als de punt heet is.
•Veerspanner uit de puntopening trekken (pos. 1 / afb. 7) en de punt er
met een vlaktang aftrekken (pos. 2 / afb. 7).
• De hete soldeerpunt op een hittebestendige ondergrond of op de
houder leggen.
• Nieuwe punt er opsteken, bij het er op schuiven er op letten, dat de
nop van het verwarmingselement in de sleuf van de soldeerpunt ligt
(afb. 8). Daardoor wordt de punt in de juiste positie gebracht en
beveiligd tegen verdraaien.
•Veerspanner weer in de spitsopening verankeren.
Om een goede elektrische en warmtegeleidende eigenschap te verkrijgen,
moet de soldeerpunt er af en toe uitgehaald worden en moet de u de schacht
van het verwarmingselement met een messing borsteltje schoonmaken.
Micro tool, SMD - desoldeerpincet 40
Het verwisselen van de soldeerpunt / desoldeerhulpstukken is met behulp
van het punt- verwisselingspincet ook mogelijk als ze heet zijn.
• Soldeerstation uitschakelen
• Soldeerpunt / desoldeerhulpstuk grijpen met het puntverwisselingspincet en voorzichtig naar voren er aftrekken.
• De hete soldeerpunt / desoldeerhulpstukken op een hittebestendige
ondergrond of in de houder leggen
22
Afb. 9 Afb. 10a Afb. 10b

5.8 Soldeerstation kalibreren
Er staan op de DIGITAL 2000 A twee kalibreerfuncties tot uw beschikking. De
beide functies zijn al in 5.3.4 Tip Offset functie (O) en in 5.3.5 Kalibreerfunctie
(c) genoemd.
Om het soldeerstation correct te kalibreren, is de volgende procedure noodzakelijk:
Als eerste stap moet de op de tool gebruikte punt ingevoerd worden (zie hfst.
5.3.4 Tip Offset functie (O). Daarna kan het station de juiste spitstemperatuur
bepalen, regelen en weergeven. Als de Tip Offset niet juist aangegeven
wordt, kan de soldeerpunt tijdelijk onbruikbaar worden.
Met behulp van de kalibreerfunctie (zie hfst. 5.3.5 Kalibreerfunctie (c) ) wordt
de daadwerkelijke spitstemperatuur exact in overeenstemming gebracht met
de weergegeven temperatuur. Bij de kalibrering moet beslist de volgende
procedure aangehouden worden:
•Invoer van de gewenste temperatuur (zie hfst. 5.3.1 gewenste
temperatuur functie (B)).
•Tip Offset van de gewenste punt invoeren (zie hfst. 5.3.4 Tip Offset (O)).
•In het menupunt kalibrering de waarde met de (+) en (-) toetsen op 0
stellen.
•Terugspringen naar de werkelijke waarde en wachten, tot de getoonde
waarde stabiel is.
• Bepalen van de temperatuur van de soldeerpunt met een gekalibreerde
meter (b.v. ERSA DTM 100).
•Vergelijken van beide aangegeven waarden.
• Berekening van het temperatuurverschil volgens de formule
∆T
DIGITAL 2000A
- ∆ T
meter
• Instellen van het berekende temperatuurverschil ∆ T (met voorteken)
met de (+) en (-) toetsen in het menupunt kalibrering.
Aanwijzing:
Om meetfouten te vermijden moet u letten op rustige luchtomstandigheden.
25
Het is mogelijk, het station terug te zetten naar de hierboven vermelde
fabrieksinstellingen. Daartoe moet het station eerst uitgeschakeld worden.
Nu drukt u de ENTER- toets in. Terwijl u de ENTER- toets ingedrukt houdt,
moet het station ingeschakeld worden, tot de displaytest (alle segmenten
lichten kort op) beëindigd is.
5.6 Password terugzetten
Voor het geval u het password vergeten bent, kan dit, zoals in 5.5 beschreven,
eveneens weer gewist worden. Daarbij gaan alle door de gebruiker
ingevoerde parameters verloren.
5.7 Werken met gevoelige componenten
Sommige componenten kunnen door elektrostatische ontlading beschadigd
worden (let op de waarschuwingen op de verpakkingen of vraag het aan de
fabrikant of leverancier). Ter bescherming van deze componenten is een
ESD- veilige werkplek (ESD = elektrostatische ontlading) zeer geschikt.
Het soldeerstation kan zonder problemen in een dergelijke omgeving
geïntegreerd worden. Via de potentiaalcompensatiebus (Pos. 1 / afb. 11) kan
de soldeerpunt kan de soldeerpunt hoogohmig (220 kΩ) met de geleidende
ondergrond verbonden worden.
Het soldeerstation is volledig antistatisch uitgevoerd en voldoet bovendien
aan de eisen van de Amerikaanse militaire standaard.
De soldeerpunten zijn bij aflevering direct met de veiligheidsaarddraad van
het net verbonden.
24
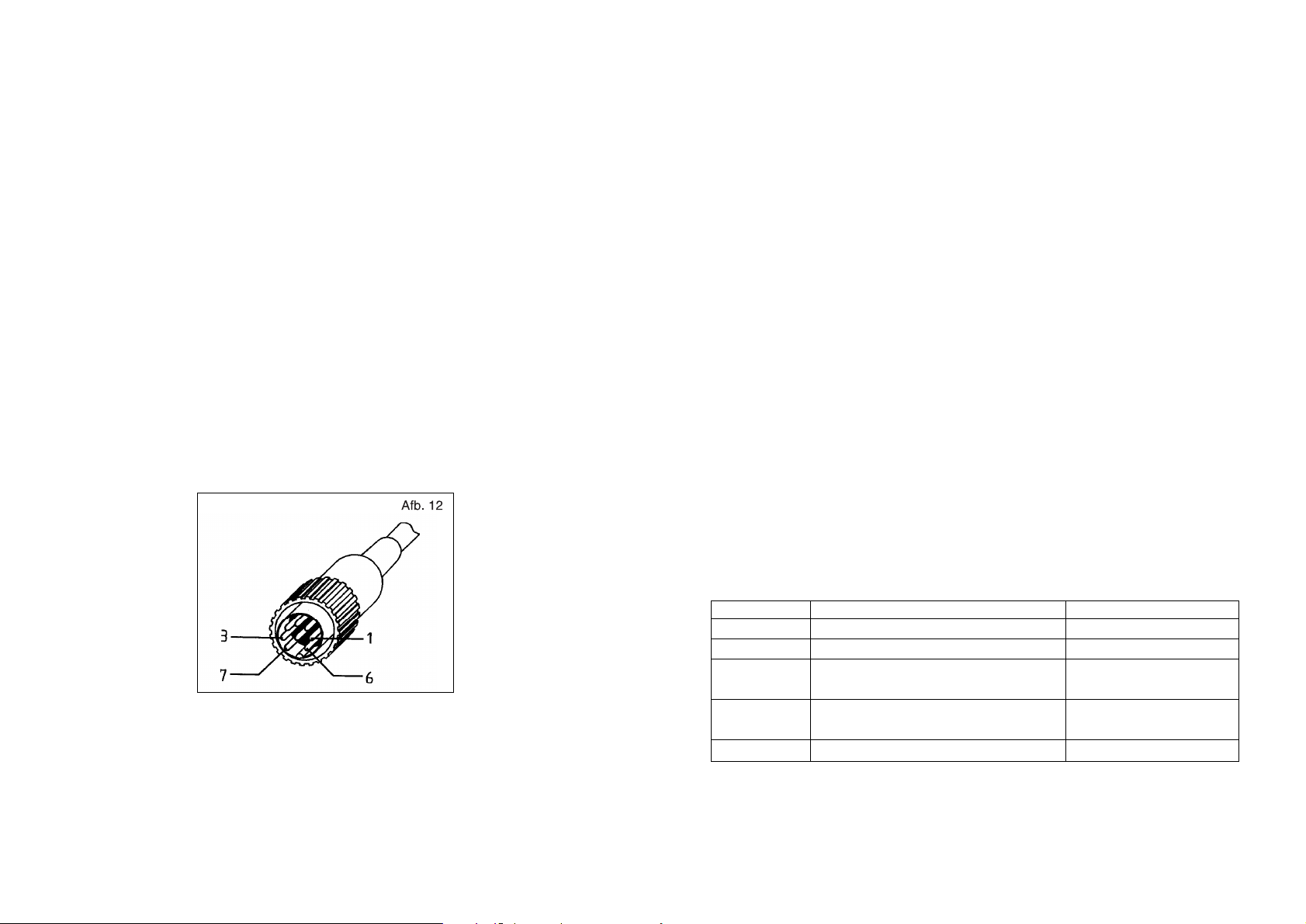
Doorgangstest thermosensor
Tussen meetpunt 7 en 3 moet minder dan 10Ω doorgangsweerstand meetbaar
zijn. Bij onderbreking dient het verwarmingselement vervangen te worden
(zien onder).
6.2 Foutmeldingen
De DIGITAL 2000 A voert zelfstandig foutdiagnoses uit. Het resultaat van een
diagnose wordt als foutcode afgegeven. Daarbij verschijnt de lettervolgorde
“Err” in de eerste drie cijfers van het display. In het vierde cijfer wordt gelijktijdig de foutcode weergegeven. U kunt de foutcodes uit tabel 9 halen.
6.3 Overige fouten
Er kunnen nog andere fouten voorkomen, die op mogelijke defecten van het
soldeergereedschap wijzen. Dit zijn:
• Het station geeft permanent alleen de kamertemperatuur aan. In dit
geval is er bij de thermo- element geregelde soldeerbout (Power tool,
Tech tool) een defect aan het verwarmingselement of in het snoer er
naar toe aanwezig.
• Het station geeft permanent een te hoge werkelijke waarde aan. Deze
fout kan optreden bij het gebruik van een pincet 40. Schakel in dit geval
het station uit en vervang dit stuk gereedschap door een intact
exemplaar.
Tabel 9: Foutcodes van de DIGITAL 2000 A
Aanduiding Beschrijving van de fout Maatregel
Err 2 Kalibreerwaarden beschadigd Station laten repareren
Err 6 Tool kan niet gedefinieerd worden Tool laten repareren
Err 7 Thermosensor of kabel defect/
oververhit Tool laten repareren
Err 8 Verwarmingselement of kabel
defect /oververhit Tool laten repareren
Err 9 Ingestelde parameters beschadigd Station resetten
• Het station geeft permanent een te hoge werkelijke temperatuur aan.
Deze fout kan voorkomen bij het gebruik van een pincet 40. Schakel in
dit geval het station uit en vervang de tool door een intact exemplaar.
27
6. Foutendiagnose en het verhelpen van fouten
6.1 Algemene fouten
Als het soldeerstation niet naar verwachting functioneert, controleer dan
s.v.p. de volgende punten:
• Is er spanning aanwezig? (aansluitkabel juist met het apparaat en
wandcontactdoos verbinden).
• Is de zekering defect? Denk er beslist aan dat een defecte zekering ook
een aanwijzing kan zijn voor een dieper liggende oorzaak van de fout.
Het simpelweg vervangen van de zekering is daarom in het algemeen
niet voldoende.
• Is de soldeerbout op correcte wijze met de stroomvoorzieningsunit
verbonden?
Als na het controleren van bovenstaande punten de soldeerpunt niet
opwarmt, dan kunnen de verwarmingsweerstand en de temperatuursensor
(alleen bij Tech tool en Power tool) met een weerstandmeter gecontroleerd
worden op doorgang (afbeelding 12).
Doorgangstest verwarmingselement
Tussen meetpunt 1 en 6 moet minder dan 6 Ω (bij koude soldeerbout) doorgangsweerstand meetbaar zijn. Bij een onderbreking moet het verwarmingselement vervangen worden (zie onder).
26

X-tool
Handel voor het vervangen van de verwarmingselementen zoals beschreven
in de handleiding “ERSA X-tool” (3BA00023-00).
7. Onderhoud en verzorging
7.1 Belangrijke werkzaamheden
Aanwijzing:
Gebruik alleen originele ERSA verbruiks- en reserveonderdelen, om
een correct functioneren en garantie te krijgen!
• Zorg ervoor, dat de soldeer- en desoldeerpunt steeds vertind is.
•Wis de soldeer- en desoldeerpunt, indien nodig, voor het desolderen af
aan een vochtige spons, om oud soldeer en vloeimiddelresten te
verwijderen.
• Om een goede elektrische en warmtegeleiding te verkrijgen, moet u de
soldeerpunt af en toe verwijderen en de schacht van het verwarmingselement met een koperen borsteltje schoonmaken.
• Let er op, dat ventilatiespleten hun werking niet verliezen doordat zich
stof er in ophoopt.
29
6.4 Vervangen van verwarmingselement
Schakel voor het vervangen van een verwarmingselement het apparaat uit
via de netschakelaar en trek de stekker uit het soldeergereedschap. Laat het
apparaat een paar minuten afkoelen.
Tech tool
• Gripbevestigingsschroef (pos. 1 / afb. 13)
losschroeven.
• Grip (pos. 2 / afb. 13) er aftrekken.
• Steekverbinding (pos. 4 / afb. 13) tussen
verwarmingselement en kabel losmaken.
•Verwarmingskop (pos. 3 / afb. 13) vervangen.
• Steekverbinding tussen verwarmingselement en
kabel weer tot stand brengen.
•Grip (pos. 2 / afb. 13) op verwarmingskop
(pos. 3 / afb. 13) schuiven.
• Gripbevestigingsschroef (pos. 1 / afb. 13)
weer vastschroeven.
Micro Tool
Deze gereedschappen kunt u beter niet zelf repareren. als deze defect zijn
stuurt u deze op naar Conrad Electronic BV, Technische Dienst te Boekelo.
Power tool
• Soldeerbout loskoppelen van het station.
• Afgekoelde punt (pos. 1 / afb. 13) en bevestiging van de punt (pos. 2 /
afb. 14) van verwarmingselement trekken.
• Gripbevestigingsschroef (pos. 4 / afb. 14) er uitdraaien.
• Grip (pos. 3 / afb. 14) er aftrekken.
• Soldeerverbinding tussen verwarmingselement (pos. 3 / afb. 14) en
aansluitdraden (pos. 6 / afb. 14) lossolderen.
•Verwarmingselement (pos. 3 / afb. 14) resp. aansluitkabel (pos. 8 / afb.
14) vervangen.
• Soldeerverbinding tussen verwarmingselement en aansluitdraden (afb.
15) weer tot stand brengen. Let op! Aders “wit” en “rood” mogen niet
verwisseld worden!
• Montage in omgekeerde volgorde.
28

SMD- desoldeerpincet 40, 24V, 2 x 20W,
Antistatisch, met punten 422 ED 430 EDJ
Desoldeerbout X-Tool, 24V, antistatisch,
met desoldeerpunt 722 ED 12 720 ENJ
Houder voor Power tool, Tech tool of
Micro tool A 29
Houder voor SMD- desoldeerpincet 40 A 30
Houder voor X-Tool A 36
Gereedschap voor verwisselen van punten 3ZT00164
Punten- / desoldeerpuntenhouder kompleet,
voorzien van 4 soldeerpunten type 212 en
8 sets punten type 422 SMD 8012
Vervangende onderdelen:
Verwarmingselement voor Power tool,
24 V, 80 W 84100J
Verwarmingselement voor Tech tool,
24 V, 60 W 64100J
Verwarmingselement voor Micro tool,
24 V, 80 W 21100J
Verwarmingselement (paar) voor SMDdesoldeerpincet 40, 24 V, 20 W 42100J
Verwarmingselement voor X-Tool met
thermo- element 72100J011
Verwarmingselement voor X-Tool zonder
thermo- element 72100J012
Viscosespons voor houder 0003B
Verdere onderdelen voor de X-tool zie gebruiksaanwijzing “ERSA” X-Tool
(3BA00023-00).
31
8. Reserveonderdelen en besteldata
Benaming Bestelnummer
Stations:
Elektronicastation DIGITAL 2000 A,
80 W, antistatisch, kompleet met soldeerbout
Power Tool DIG 20 A 84
Elektronicastation DIGITAL 2000 A,
80 W, antistatisch, kompleet met soldeerbout
Tech tool DIG 20 A 64
Elektronicastation DIGITAL 2000 A,
80 W, antistatisch, kompleet met soldeerbout
Micro tool DIG 20 A 27
Elektronicastation DIGITAL 2000 A,
80 W, antistatisch, kompleet met SMDdesoldeerpincet 40 DIG 20 A 43
Elektronicastation DIGITAL 2000 A,
80 W, antistatisch, kompleet met
desoldeergereedschap X-tool DIG 20 AT
Aparte onderdelen:
Elektronicastation DIGITAL 2000 A,
230/24 V, 80 W, antistatisch DIG 203 A
Compressorunit voor X-tool, antistatisch CU 103 A
Soldeerbout Power tool, 24V, 80W,
antistatisch met punt 842 CD 840 CDJ
Soldeerbout Tech tool, 24V, 80W,
antistatisch met punt 812 AD 640 ADJ
Soldeerbout Micro tool, 24V, 20W,
antistatisch met punt 212 BD 270 BDJ
30

Power tool
ERSADUR Versterkte ERSADUR IC inzetstukken
soldeerpunten soldeerpunten voor desolderen
832 BD 832 GD 832 C8/7,62
832 CD 832 LD 832 C14/7,62
832 ED 832 MD 832 C16/7,62
832 KD 832 VD 832 C18/7,62
832 SD 832 C20/7,62
832 UD* 832 C20/12,7
832 PW
* Let op! Voor het opwarmen beschermende slanghuls verwijderen!
Andere soldeerpunten op aanvraag!
Power tool ERSADUR soldeerpunten
842 UD* 842 YD 842 ED
842 SD 842 CD 842 ID
842 BD 842 KD 842 JD
* Let op! Voor het opwarmen beschermende slanghuls verwijderen!
Andere soldeerpunten op aanvraag!
33
Tech tool Micro tool X-tool
ERSADUR ERSADUR ERSADUR
soldeerpunten soldeerpunten desoldeerpunten
612 SD* 212 SD* 722 EN 0818
612 UD 212 BD* 722 EN 0823
612 BD 212 CD 722 EN 1020
612CD 212 ED 722 EN 1023
612 AD 212 KD 722 EN 1223
612 KD 212 MS 722 EN 1529
612 ED 212 VD 722 EN 1548
612 GD 722 EN 2332
612 TW 722 EN 2348
* Let op! Voor het opwarmen beschermende slanghuls verwijderen!
Andere soldeerpunten op aanvraag!
SMD- desoldeerpincet 40
Inzetstukken voor het desolderen
422 ED 422 FD7 422 QD5
6 mm/SOIC 8 25mm/SOIC 40 10mm/PLCC20
422 FD1 422 FD8 422 QD6
10mm/SOIC 16 27,5mm 15mm/QFP,
TQFP, TTQFP 80T25
422 FD2 422 FD9 422 QD7
15mm/SOIC 24 40 mm 30mm/PLCC84
422 FD3 422 QD1 422 RD1
7,5mm SOIC 12/SOT 23 12,5mm/PLCC 28 22,5 x 16,5mm /
QFP 100
422 FD4 422 QD2 422 RD2
12,5mm/SOIC 20 25mm/PLCC 68 15 x 12,5mm/PLCC 32
422 FD5 422 QD3 422 MD
17,5mm/SOIC 28 17,5mm/PLCC48 MELF/MINIMELF
422 FD6 422 QD4 422 SD
20mm/SOIC 32 20mm/PLC52 MICROMELF
* Let op! Voor het opwarmen beschermende slanghuls verwijderen!
Andere soldeerpunten op aanvraag!
32

R Regelverhouding van de aparte energiewaarden 20
S Standby 15
Stekkerbezetting 26
T Tabel 1 (toewijzing programma gereedschap) 11
Tabel 2 (toewijzing parametersymbolen) 13
Tabel 3 (temperatuurbereiken van de soldeerbouten) 15
Ta bel 4 (Tip Offset nr. pincet 40) 16
Ta bel 5 (Tip Offset nr. Micro tool) 17
Ta bel 6 (Tip Offset nr. Tech tool) 18
Ta bel 7 (Tip offset nr. Power tool) 18
Tabel 8 (Instellingen af fabriek) 23
Tabel 9 (foutcodes van de DIGITAL 2000 A) 27
Tech tool 5, 7, 21, 28
Technische specificaties 6
Temperatuurbereiken van de verschillende soldeerbouten 15
Temperatuureenheid 15
Temperatuurinstelling 15
Tip Offset 17
Toewijzingstabel menupunt- symbool 13
Toewijzingstabel programma- gereedschap 11
Tool selector 12
V Vervangen van punten 21
Vervangende onderdelen 31
Verwarmingselement vervangen 28
X X-tool 6, 7, 21, 29
35
9. INDEX
A Aanwijzingen betreffende de veiligheid 37
B Bestelgegevens 30
D Desoldeerpincet 57, 22, 28
E Eenheid 15
Eerste keer inschakelen 9
Energiefunctie 19
F Foutcodes 27
Foutdiagnose 26
Foutmeldingen 27
Functies 11
I Ingebruikneming 8
Instellen gewenste waarde 15
Instellen parameters verkorte procedure 15
Instellen parameters verloopschema 14
Instellingen vooraf 23
Introductie 3
K Kalibreerfunctie 19
Kalibreren 25
M Menusysteem 13
Micro tool 5, 7, 22, 28
O Onderhoud en verzorging 29
P Password resetten 24
Passwordfunctie 20
Power tool 6, 22, 28
Programma wisselen 12
Programmakeuze verloopschema 12
Programma’s 12
34

37
Aanwijzingen betreffende de veiligheid voor
ERSA warmtegereedschap
Werken zonder gevaar met dit warmtegereedschap is slechts mogelijk,
als u de desbetreffende gebruiksaanwijzing en de aanwijzingen
betreffende de veiligheid volledig leest en de daarin voorkomende
aanwijzingen strikt opvolgt.
0. Gebruik
Bij gebruik waarvoor het gereedschap niet bedoeld is en veranderingen in
het gereedschap vervallen alle aanspraken op garantie en aansprakelijkheid
van de kant van de fabrikant.
1. Controleer voor gebruik alle componenten.
Laat beschadigde onderdelen alleen door een vakman of door de fabrikant
repareren. Als reparaties onvakkundig gebeuren, kunnen er ongevallen voor
de gebruiker ontstaan. Gebruik bij eventuele reparaties steeds originele
ERSA- onderdelen.
2. Warmtegereedschap wordt heet.
Controleer voor het opwarmen van het gereedschap of de inzet (b.v. soldeerpunt, modelleerinzet enz.) op de juiste wijze met het gereedschap verbonden
is. Het hete inzetstuk mag niet met huid, haren of met hittegevoelige en
brandbare materialen in contact gebracht worden. Let op een voldoende
hittebestendige ondergrond.
3. Houd onbevoegden weg.
Overtuig u ervan dat onbevoegden, vooral kinderen, geen toegang hebben
tot het warmtegereedschap.
4. Brandgevaar!
Verwijder voor het opwarmen van het warmtegereedschap brandbare voorwerpen, vloeistoffen en gassen uit het werkbereik van uw gereedschap.
Leg het gereedschap bij iedere onderbreking van de werkzaamheden in de
daarvoor bedoelde houder. Koppel uw elektrische warmtegereedschappen
na gebruik los van het elektriciteitsnet.
5. Laat uw hete gereedschap nooit onbeheerd achter.
Denk er daarbij aan, dat ook na het uitschakelen van het apparaat het inzet-
10. Garantie
ERSA heeft deze gebruiksaanwijzing met grote zorgvuldigheid samengesteld.
Er kan echter geen garantie gegeven worden betreffende de inhoud, volledigheid en kwaliteit van de gegevens in deze handleiding. De inhoud wordt
bijgehouden en aangepast aan de actuele omstandigheden.
Alle in deze gebruiksaanwijzing gepubliceerde data alsmede gegevens
betreffende producten en procedures zijn door ons met toepassing van de
meest moderne technische hulpmiddelen naar beste weten bepaald. Deze
gegevens zijn niet bindend en ontslaan de gebruiker niet van zijn eigen
verantwoordelijkheid bij het controleren voor gebruik van het apparaat.
Wij zijn niet verantwoordelijk voor het schenden van octrooirechten van
derden voor toepassingen en procédés zonder uitdrukkelijke en schriftelijke
bevestiging vooraf.
Technische veranderingen betreffende verbetering van dit product voorbehouden.
In het kader van de wettelijke mogelijkheden is de aansprakelijkheid voor
directe schade, indirecte schade en schade aan derden, die voortkomen uit
de aankoop van dit product uitgesloten.
Alle rechten voorbehouden. Deze gebruiksaanwijzing mag niet, ook niet
gedeeltelijk, zonder schriftelijke toestemming van de ERSA GmbH
geproduceerd, overgedragen of in een andere taal vertaald worden.
36

39
stuk enige tijd nodig heeft om tot een ongevaarlijke temperatuur af te koelen.
6. Houd uw werkplek netjes.
Wanordelijkheid op de werkplek verhoogt het risico van ongevallen.
7. Loodhoudend soldeer is giftig.
Loodhoudend soldeer, dat in uw lichaam terechtkomt, werkt toxisch.
Eten, drinken en roken zijn daarom streng verboden. Na het werken met
loodhoudend soldeer moet u om voornoemde redenen uw handen grondig
wassen.
8. Soldeerafval is klein chemisch afval.
Let bij het verwijderen van nevenproducten van uw soldeerwerkzaamheden
op de plaatselijke voorschriften betreffende afvalverwerking.
9. Ventilatie en afzuiging.
Materialen en hulpmaterialen kunnen schadelijk zijn voor uw gezondheid.
Zorg voor voldoende ventilatie en afzuiging. Let ook op de desbetreffende
veiligheidsgegevens.
10. Bescherm de aansluitkabels (geldt niet voor niet elektrische apparaten, b.v. op gas werkend gereedschap). Gebruik de aansluitkabel niet om de
stekker er uit te trekken of voor het dragen van het apparaat. Let er op, dat
de aansluitkabels niet in aanraking komen met hitte, olie of scherpe kanten.
Beschadigde aansluitkabels kunnen brand, kortsluiting en elektrische schok
veroorzaken.
11. Houd rekening met de invloed van de omgeving.
Bescherm uw gereedschap tegen alle vloeistoffen en tegen vochtigheid.
Anders bestaat er gevaar voor vuur of een elektrische schok.
12. Onderhoud uw gereedschap goed.
Bewaar uw ERSA apparaat steeds veilig, niet bereikbaar voor kinderen en
droog. Let op eventuele onderhoudsvoorschriften. Controleer uw apparaat
regelmatig. Gebruik uitsluitend originele ERSA onderdelen en accessoires.
13. Nationale en internationale voorschriften.
U dient zich te houden aan nationale en internationale voorschriften op het
gebied van veiligheid, gezondheid en werk.
38
 Loading...
Loading...