

Page 1

Betriebsanleitung • Operating instructions
ERSA DIGITAL 2000 A
Page 2
Inhaltsverzeichnis
Contents1.
1. Einführung
2. Technische Daten
3. Sicherheitshinweise
4. Inbetriebnahme
5. Funktionsbeschreibung
6. Fehlerdiagnose und
Fehlerbehebung
7. Wartung und
Instandhaltung
8. Ersatzteile und
Bestelldaten
9. Garantie
10. Index
1. Introduction
2. Technical Data
3. Safety information
4. Commissioning
5. Functional description
6. Error diagnosis and
Remedy
7. Maintenance
8. Replacement parts and
ordering information
9. Warranty
10. Index
2
Page 3
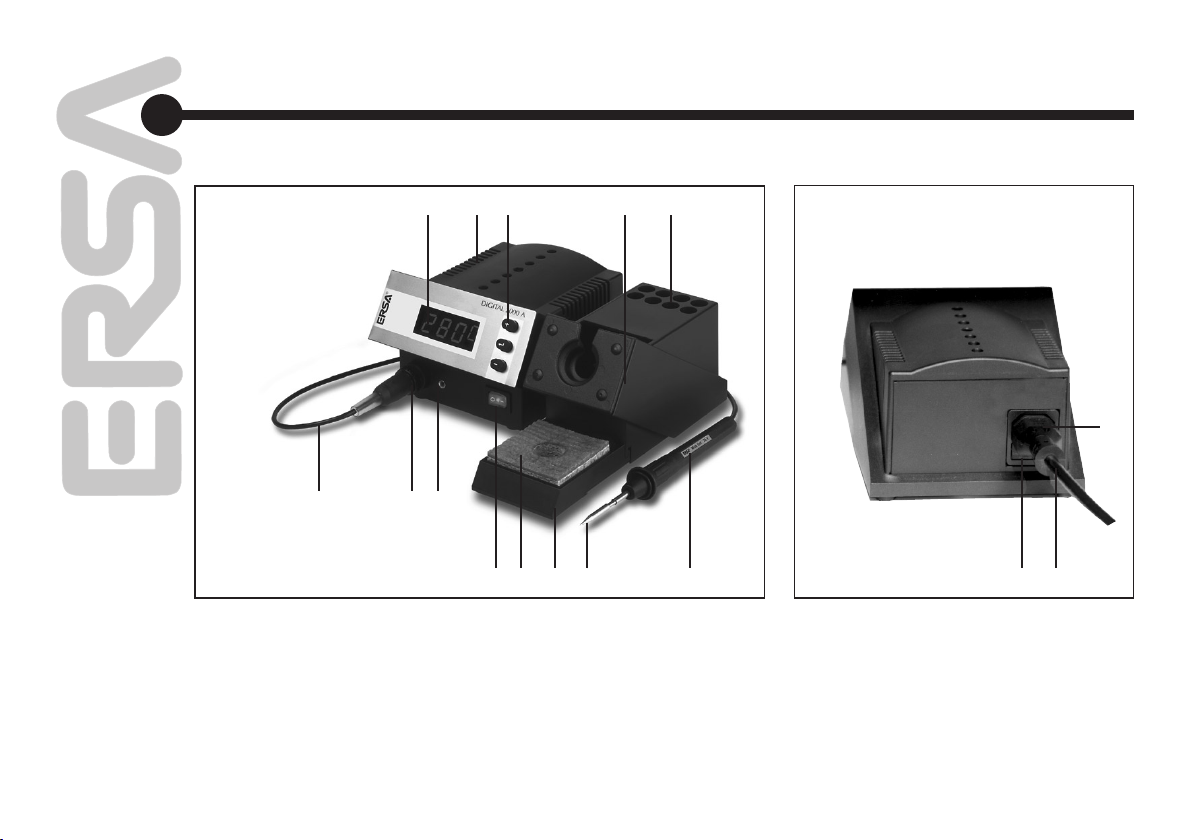
Abb. 1 / g. 1
DIGITAL 2000 A
DIGITAL 2000
1 2 3 4 5
16
13 12 11
10 9 8 7 6
1. Anzeige
2. Versorgungseinheit
3. Bedienungstasten
4. Ablageständer
5. Spitzenmagazin
6. Lötwerkzeug
7. Lötspitze
3
8. Schwammbehälter
9. Viskoseschwamm
10. Netzschalter
11. Potentialausgleichsbuchse
12. Steckverbinder Lötkolben
13. Anschlußleitung Lötkolben
14. Sicherung / Sicherungshalter
15. Netzanschlußleitung
16. Netzanschlußstecker
1. Display
2. Supply unit
3. Control buttons
4. Holder
5. Tip magazine
6. Soldering tool
7. Soldering tip
8. Sponge bin
9. Viscose sponge
10. Power switch
11. Potential equalization jack
12. Soldering iron plug
13. Soldering iron connecting cable
14. Fuse / fuse holder
15. Power cord
16. Power plug
14 15
Page 4
Einführung Introduction
1.4Einführung Introduction
Vielen Dank, dass Sie sich für den Erwerb dieser
hochwertigen Lötstation entschieden haben.
ERSA stellt mit der DIGITAL 2000 A eine mikroprozessorgeregelte Lötstation der Spitzenklasse
zur Verfügung. Sie ist für den Einsatz in der
industriellen Fertigung, den Reparaturbetrieb
sowie für den Laborbereich konzipiert.
1.1 Versorgungseinheit
Der Einsatz eines Mikroprozessors ermöglicht
eine komfortable Bedienung und setzt neue Maßstäbe bei den enthaltenen Funktionen der Lötstation. Über eine einfache Menüführung können fünf
voneinander unabhängige Werkzeugeinstellungen vorgenommen und abgespeichert werden.
Die DIGITAL 2000 A kann mit unterschiedlichen
Lötwerkzeugen betrieben werden. Neben den
Universallötkolben Power tool und Tech tool
können auch der Feinlötkolben Micro tool und
die Entlötpinzette zur Bearbeitung von SMD
Bauteilen an die Station angeschlossen werden.
Die Möglichkeit, den Entlötkolben X-Tool anzuschließen, komplettiert das Werkzeugsortiment.
Mittels einem Temperaturfühler als Tool (Pr5)
kann die Station auch für einfache Temperaturmessungen verwendet werden.
Durch ihre vielfältigen Funktionen, die hohe
Schnelligkeit und Regelgenauigkeit eignet sich
diese Lötstation besonders für den Einsatz in Fertigungsprozessen mit hohem Qualitätsanspruch.
We appreciate your decision to purchase this
high-quality soldering station. The DIGITAL
2000 A from ERSA is a top-of-the-line microprocessor-controlled soldering station. It is
designed for use in industrial production, repairs
and in laboratories.
1.1 Supply Unit
The use of a microprocessor facilitates
operation and sets new standards for the
functions available at the soldering station. Five
independent tool settings can be made and
saved by means of a simple menu guide.
The DIGITAL 2000 A can be operated with
various soldering tools. Besides the universal
soldering irons, Power tool and Tech tool, the
ne-pitch soldering iron Micro tool and the
desoldering Pincette can be connected to the
station for processing SMCs. The optionally
connectable X-tool desoldering iron rounds off
our range of tools. The soldering station can
be used for simple temperature measurements
when a temperature sensor is connected as tool
(Pr5).
A wide variety of functions, high speed and
control precision make this soldering station
especially suitable for manufacturing processes
subject to stringent quality requirements.
Page 5
1.
Ausstattungsmerkmale:
• Antistatikausführung
• Schutzisoliert
• Potentialausgleich
• Vollwellensteuerung
• 24 V Kleinspannung für Lötkolben
• Prüfzeichen VDE-GS, CE, VDE-EMV
1.2 Löt- und Entlötwerkzeuge
Tech tool
Der Tech tool ist ein leistungsstarkes, universell
einsetzbares Werkzeug, mit dem die meisten Lötaufgaben bewältigt werden können. Sein Anwendungsspektrum reicht von besonders feinen
Lötungen (SMD-Technik) bis zu solchen mit
erhöhtem Wärmebedarf (Kabel, Stecker und
Schalter usw.). Die Lötspitzen können ohne Zuhilfenahme von Werkzeugen auch im heißen Zustand
gewechselt werden.
Micro tool
Dieses Lötwerkzeug ist in erster Linie für den
Einsatz mit SMT-Komponenten gedacht. Die
schlanke Bauform und die feinen Spitzen machen
es besonders geeignet für Präzisionsarbeiten.
Equipment features:
• Antistatic design
• Safety insulated
• Potential equalisation
• Full-wave control
• 24 V small voltage for soldering irons
• VDE-GS, CE, VDE-EMC marks of conformity
1.2 Soldering and Desoldering Tools
Tech tool
The Tech tool is a heavy-duty, universally
applicable tool for performing most soldering
tasks. Its applications range from especially
ne-pitch soldering (SMD technology) to
soldering with major heat requirements (cables,
connectors, switches, etc.). The soldering tips can
be exchanged even when hot, without the assistance of other tools.
Micro tool
This soldering tool is designed primarily for SMT
components. The slender form and ne-pitch tips
make the tool especially suitable for precision
work.
5
Page 6
Einführung Introduction
1.
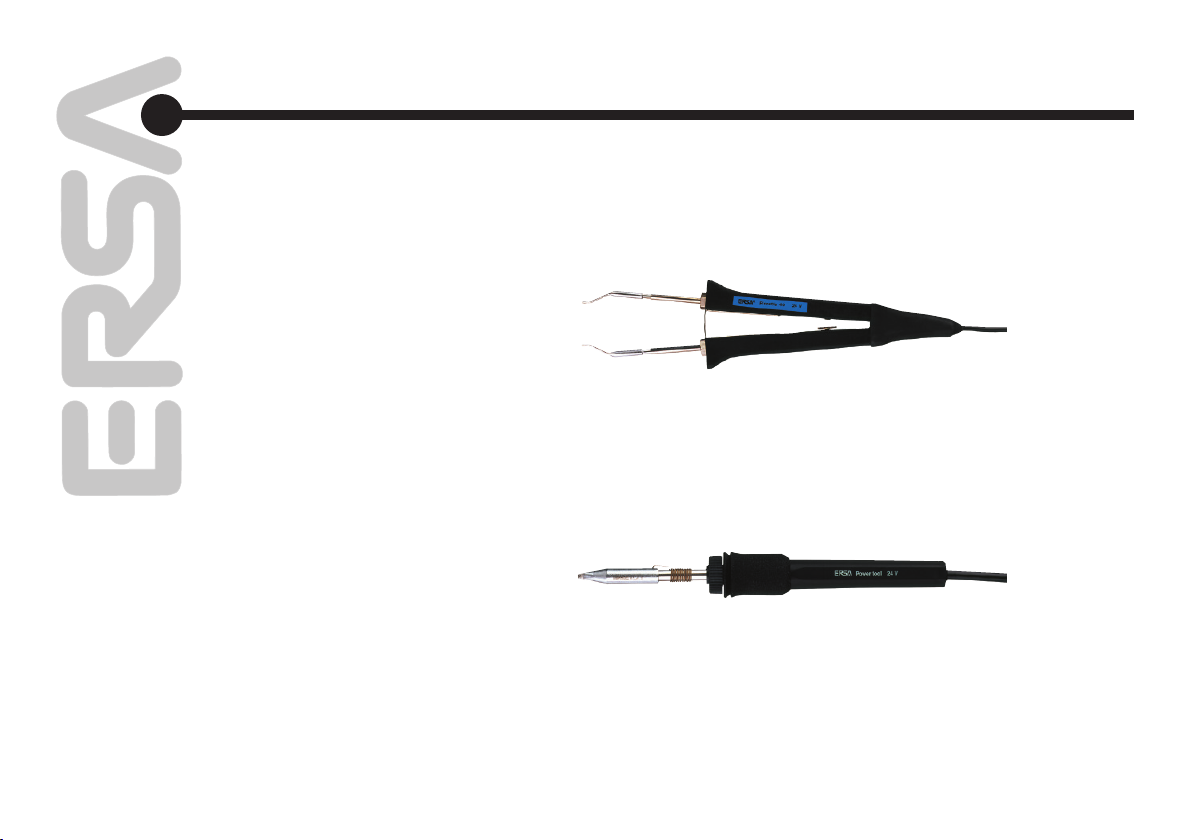
SMD-Entlötpincette 40
Die Pinzette ist zum Auslöten von SMTKomponenten gedacht. Für dieses Werkzeug
stellt ERSA ein umfangreiches Spitzensortiment
zur Verfügung, mit dem Sie von 0201 bis PLCC
84 alle gängigen Bauelemente entlöten können.
Power tool
Der Power tool ist ein sehr robuster Lötkolben
mit hoher Wärmeleistung. Er eignet sich hervorragend zum Löten von Schaltern, Kabeln, Steckverbindern und für alle Lötarbeiten mit hohem
Wärmebedarf.
SMD desoldering Pincette 40
The Pincette is designed for desoldering SMT
components. ERSA provides an extensive range
of tips for this tool, for desoldering all current
components from 0201 to PLCC 84.
Power tool
The Power tool is an extremely sturdy soldering
iron with high thermal output. The tool is
superbly suited for soldering switches, cables
and connectors, and for all soldering operations
with major heat requirements.
6
Page 7
Einführung Introduction1.
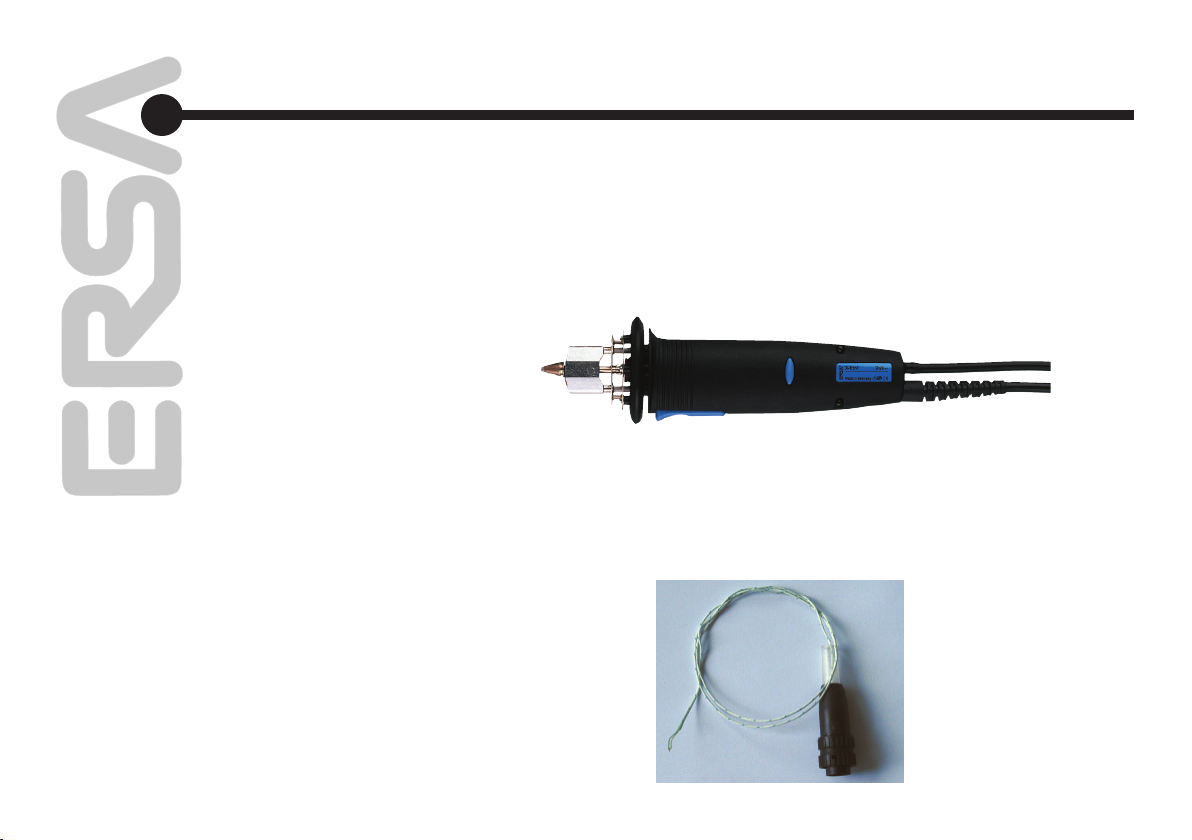
X-Tool
Der X-Tool ist ein Hochleistungswerkzeug zum
konventionellen Entlöten von Bauelementen. Ein
einfacher Wechsel der Entlötspitze ermöglicht
es, den X-Tool an alle Entlötaufgaben schnell
anzupassen. Weitere Hinweise zum Arbeiten mit
dem X-Tool entnehmen Sie bitte der Betriebsanleitung „ERSA X-Tool“ (3BA00023-00).
Temperaturfühler
Über den Temperaturfühler können in Verbindung mit der Lötstation einfache Temperaturmessungen durchgeführt werden. Verschiedene
Fühler decken dabei eine Vielzahl von Einsatzmöglichkeiten ab.
X-tool
The X-tool is a heavy-duty tool for the conventional desoldering of components. By simply
exchanging the desoldering tips, you can quikkly adapt the X-tool to any desoldering task. For
further information on working with the X-tool,
please consult the „ERSA X-Tool“ Operating
Instructions (3BA00023-00).
Temperature sensor
The soldering station can be used for simple
temperature measurements when a temperature
sensor is connected as tool. Different sensor
types cover a wide range of applications.
7
Page 8
Technische Daten Technical Data
2.8Technische Daten Technical Data
Lötstation DIGITAL 2000 A
Elektronikstation DIG 203 A
Versorgungsspannung: 230 V~, 50-60 Hz
Sekundärspannung: 24 V~
Leistung: 80 W
Regeltechnik: SENSOTRONIC mit
digitalem PID Verhalten
Temperaturbereich:
stufenlos 50° C – 450° C / 122° F – 842° F
Funktionsanzeige: 4-stelliges LED Display
mit Menüsteuerung
Zuleitung: 2m PVC mit Gerätesteckdose
Ausführung: schutzisoliert, antistatisch
nach MIL-SPEC/ESA-Standard
Sicherung: 400 mA, träge
Lötkolben Power tool
Spannung: 24 V~
Leistung: 105 W / 280°C (536° F) – 80 W /
350° C (662° F)
Anheizleistung: 290 W
Anheizzeit: ca. 40 s (auf 280°C / 536° F)
Gewicht (ohne Zuleitung): ca. 50 g
Zuleitung: 1,5 m hochexibel,
hitzebeständig, antistatisch
Ausführung: antistatisch nach MIL-SPEC/
ESA-Standard
DIGITAL 2000 A soldering station
DIG 203 A electronics station
Supply voltage: 230 V~, 50-60 Hz
Secondary voltage: 24 V~
Output: 80 W
Control technology: SENSOTRONIC
with digital PID behaviour
Temperature range:
continuous, 50° C – 450° C / 122° F – 842° F
Function display: 4-character LED display
with menu control
Cable: 2m PVC with device socket
Design: safety insulated according to
MIL-SPEC/ESA standard
Fuse: 400 mA, delayed-action
Power tool soldering iron
Voltage: 24 V~
Output: 105 W / 280°C (536° F) – 80 W /
350° C (662° F)
Heat up rating: 290 W
Heat up time: approx. 40 s (to 280°C)
Weight (without cable): approx. 50 g
Cable: 1.5 m ultra-exible, heat-resistant,
antistatic
Design: antistatic according to MIL-SPEC/
ESA standard
Page 9
2.9Technische Daten Technical Data
Lötkolben Tech tool
Spannung: 24 V~
Leistung: 70 W / 280° C (536° F) – 60 W /
350° C (662° F)
Anheizleistung: 130 W
Anheizzeit: ca. 12 s (auf 280°C)
Gewicht (ohne Zuleitung): ca. 50 g
Zuleitung: 1,5 m hochexibel,
hitzebeständig, antistatisch
Ausführung: antistatisch nach MIL-SPEC/
ESA-Standard
Lötkolben Micro tool
Spannung: 24 V~
Leistung: 30 W / 280° C (536° F) – 20 W /
350° C (662° F)
Anheizleistung: 65 W
Anheizzeit: ca. 50 s (auf 280°C)
Gewicht (ohne Zuleitung): ca. 25 g
Zuleitung: 1,2 m hochexibel,
hitzebeständig, antistatisch
Ausführung: antistatisch nach MIL-SPEC/
ESA-Standard
Tech tool soldering iron
Voltage: 24 V~
Output: 70 W / 280° C (536° F) – 60 W /
350° C (662° F)
Heat up rating: 130 W
Heat up time: approx. 12 s (to 280°C)
Weight (without cable): approx. 50 g
Cable: 1.5 m ultra-exible, heat-resistant,
antistatic
Design: antistatic according to MIL-SPEC/
ESA standard
Micro tool soldering iron
Voltage: 24 V~
Output: 30 W / 280° C (536° F) – 20 W /
350° C (662° F)
Heat up rating: 65 W
Heat up time: approx. 50 s (to 280°C)
Weight (without cable): approx. 25 g
Cable: 1.2 m ultra-exible, heat-resistant,
antistatic
Design: antistatic according to MIL-SPEC/
ESA standard
Page 10
2.10Technische Daten Technical Data
SMD-Entlöt-Pincette 40
Spannung: 24 V~
Leistung: 2 x 30 W / 280° C (536° F) –
2 x 20 W / 350° C (662° F)
Anheizleistung: 130 W
Anheizzeit: spitzenabhängig
Gewicht (ohne Zuleitung): ca. 75 g
Zuleitung: 1,2 m hochexibel,
hitzebeständig, antistatisch
Ausführung: antistatisch nach MIL-SPEC/
ESA-Standard
Entlötgerät X-Tool
Spannung: 24 V~
Anheizleistung: 260 W
Anheizzeit: spitzenabhängig
Gewicht (inkl. Kabel und Spitze): ca. 240 g
Heizelemente: zwei Stück à 60 W
(bei 350° C / 662° F)
Temperaturmessung: Ni-CrNi-Thermoelement
Startvakuum: bis zu 800 mbar
Weg Griff-Entlötspitze: ca. 70 mm
Ausführung: antistatisch
SMD desoldering Pincette 40
Voltage: 24 V~
Output: 2 x 30 W / 280° C (536° F) –
2 x 20 W / 350° C (662° F)
Heat up rating: 130 W
Heat up time: tip-dependent
Weight (without cable): approx. 75 g
Cable: 1.2 m ultra-exible, heat-resistant,
antistatic
Design: antistatic according to MIL-SPEC/
ESA standard
X-tool desoldering device
Voltage: 24 V~
Heat up rating: 260 W
Heat up time: tip-dependent
Weight (incl. cable and tip): approx. 240 g
Heating elements: 2, 60 W each
(at 350° C / 662° F)
Temperature measurement:
Ni-CrNi thermocouple
Starting vacuum: up to 800 mbar
Distance from handle to soldering tip:
approx. 70 mm
Design: antistatic
Page 11
2.11Sicherheitshinweise Safety information
Temperaturfühler
Temperaturmessung:
Ni-CrNi-Thermoelement (Typ K)
FE-CuNi-Thermoelement (Typ J)
Messbereich (Raumtemperatur):
Typ K: 50° – 600° C (122° – 1112° F)
Typ J: 50 ° – 500° C (122° – 932° F)
Messgenauigkeit ab Werk: <1% ± 1° C
Temperatur sensor
Temperature measurement:
Ni-CrNi thermocouple (type K)
FE-CuNi thermocouple (type J)
Measuring range (room temperature):
K-type: 50° – 600° C (122° – 1,112° F)
J-type: 50 ° – 500° C (122° – 932° F)
Measuring accuracy ex works: <1% ± 1° C
Page 12
3.
Bitte beachten Sie vor der Inbetriebnahme
unbedingt die beiliegenden Sicherheitshinweise.
Before commissioning, be sure to note the
enclosed safety information.
12
Page 13
Inbetriebnahme Commissioning
4.
4.1 Vor der Inbetriebnahme
Bitte prüfen Sie den Inhalt der Verpackung auf
Vollständigkeit. Er besteht aus:
• Versorgungseinheit
• Netzanschlusskabel
• Lötwerkzeug mit Löt- bzw. Entlötspitze
• Ablageständer mit Viskoseschwamm
• diese Betriebsanleitung, Sicherheitshinweise
• bei X-Tool: Betriebsanleitung X-Tool
(3BA00023-00)
Sollten die aufgezählten Komponenten beschädigt oder nicht vollständig sein, so setzen Sie
sich bitte mit Ihrem Lieferanten in Verbindung.
Achtung:
Die Lötspitze wird bis zu 450°C (842°F) heiß.
Brennbare Gegenstände, Flüssigkeiten und
Gase aus dem Arbeitsbereich des Lötkolbens
entfernen. Die Lötspitze nicht mit der Haut oder
hitzeempndlichen Materialien in Verbindung
bringen. Bei Nichtgebrauch das Lötwerkzeug
(Tool) stets in den Ablageständer legen.
4.1 Before Commissioning
Please check that the contents of the package
are complete. Contents:
• Supply unit
• Mains lead
• Soldering tool with soldering or desoldering tip
• Holder with viscose sponge
• These Operating Instructions,
Safety Information
• With X-tool: X-Tool Operating Instructions
(3BA00023-00)
Should the above components be damaged or
incomplete, please contact your supplier.
Important:
The soldering tip is heated up to 450°C (842°F).
Remove any combustible objects, uids and
gasses from the operating area of the soldering iron. Do not allow the soldering tip to
come into contact with the skin or sensitive
material. When not using the soldering tool,
always place it in the holder.
13
Page 14
Inbetriebnahme Commissioning
4.14Inbetriebnahme Commissioning
Für einen sicheren und dauerhaften Einsatz
eines Lötwerkzeuges und der Lötspitze sind die
folgenden Punkte unbedingt zu beachten:
• Den Lötkolben bitte nicht gegen harte Gegen stände schlagen, da der Keramikheizkörper
zerbrechlich ist. Zinn nicht abschlagen.
• Vor Verwendung des Lötkolbens prüfen, ob
die Lötspitze richtig befestigt ist (Tech tool:
Rändelmutter anziehen; Power tool Feder ein haken; Micro tool und Entlötpinzette: Spitzen
bis zum Anschlag einstecken).
• Vor dem Löten die Spitze auf dem feuchten
Schwamm abstreifen.
• Nach dem Löten die Spitze nicht abstreifen.
• Lötspitze nur am feuchten Schwamm ab streifen, ansonsten wird die Spitze schnell
unbrauchbar.
• Lötkolben niemals ohne Spitze gebrauchen.
Nur bei Einsatz der Entlötpinzette:
• Kraftbegrenzung so einstellen, dass sich beim
Greifen des Bauteils die Schenkel nicht ver biegen. Bei zu starker Biegung können die
Heizkörper beschädigt werden.
Observe the following points for safe and
long-lasting use of the soldering tool and
soldering tip:
• Do not strike the soldering iron against hard
objects, as the ceramic heating element is
fragile. Do not knock off tin.
• Before using the soldering iron, check whether
the soldering tip is correctly mounted (Tech
tool: tighten knurled nut. Power tool: hook
in spring. Micro tool and desoldering Pincette:
insert tips up to stop).
• Before soldering, wipe the tip on the moist
sponge.
• Do not wipe the tip after soldering.
• Wipe the soldering tip only on a moist sponge,
otherwise the tip will quickly become
unusable.
• Never use the soldering iron without a tip.
Only when using the desoldering Pincette:
• Set force limiter, so that the arms do not bend
when gripping the component. Excessive
bending can damage the heating element.
Page 15
4.15Inbetriebnahme Commissioning
4.2 Erstes Einschalten
Bitte lesen Sie diese Betriebsanleitung vor der
ersten Inbetriebnahme vollständig durch.
Für die Inbetriebnahme gehen Sie nach den
folgenden Schritten vor.
• Überprüfen Sie, ob die Netzspannung mit
dem auf dem Typenschild angegebenem
Wert übereinstimmt.
• Netzschalter auf 0 stellen.
• Netzanschlusskabel in die Netzanschluss buchse an der Rückseite des Gerätes stecken.
• Schwamm gut anfeuchten und in den
Schwammbehälter legen.
• Lötwerkzeug an die Versorgungseinheit
anschließen und im Ablageständer ablegen.
• Netzstecker in die Steckdose stecken.
• Gerät einschalten (Netzschalter auf I stellen).
• Nun ist die Lötstation einsatzbereit.
Nach Ablauf des Anzeigetests (alle Anzeigeelemente leuchten für einen kurzen Moment
gleichzeitig auf) wird die Ist-Temperatur der
Lötspitze angezeigt. Sie können nun mit der Lötstation arbeiten.
4.2 Switching On for the First Time
Please read through these Operating
Instructions completely before commissioning.
Procedure for commissioning:
• Check whether the mains voltage matches
the value specied on the nameplate.
• Set mains switch to 0.
• Insert mains lead in the mains connection
socket at the back of the device.
• Moisten sponge well and place in the sponge
container.
• Connect soldering tool to the supply unit and
place in holder.
• Insert mains plug in the socket.
• Switch on device (set mains switch to I).
• The soldering station is now ready for
operation.
After the display test has been run through (all
display elements briey light up simultaneously),
the actual temperature of the soldering tip is
displayed. You can now work with the soldering
station.
Page 16
4.16Inbetriebnahme Commissioning
4.3 Hinweise zum Löten
• Die Lötstellen müssen stets sauber und
fettfrei sein.
• Die Lötzeiten sollen möglichst kurz sein,
jedoch muss die Lötstelle ausreichend und
gleichmäßig erwärmt werden, um eine gute
Lötverbindung zu gewährleisten.
• Vor dem Löten die Lötspitze am feuchten
Schwamm leicht abwischen, so daß sie wieder
metallisch glänzt. Dadurch wird vermieden, daß
oxidiertes Lot oder verbrannte Flußmittelreste
an die Lötstelle gelangen.
• Lötstelle erwärmen, indem die Lötspitze
gleichermaßen mit Lötauge (Pad) und Bauteil anchluss in Kontakt gebracht wird.
• Lötdraht zuführen (z.B. ERSA-Lötdraht
Sn60Pb40) nach DIN 1707 mit Flussmittel seele).
• Lötvorgang wiederholen.
• Von Zeit zu Zeit die Lötspitze am feuchten
Schwamm abstreifen. Verunreinigte Lötspitzen
verlängern die Lötzeiten.
• Nach dem letzten Lötvorgang die Lötspitze
nicht abwischen. Das Restlot schützt die
Lötspitze vor Oxidation.
Auf Wunsch erhalten Sie kostenlos eine
detaillierte Prozessbeschreibung „Fine-Pitch
Installation“ von ERSA.
4.3 Instructions for soldering
• The soldering joints must always be clean and
grease-free.
• Soldering times should be as short as
possible, but the soldering joint must be suf ciently and uniformly warmed in order to ensure
a good soldering connection.
• Before soldering, lightly wipe the soldering tip
on the damp sponge so that it again has a
metallic shine. This helps keep the soldering
joint from being contaminated by oxidized
solder or burnt ux.
• Heat the soldering joint by bringing it in
equal contact with the pad and component
connection.
• Add solder wire (e.g. ERSA Sn60Pb40 solder
wire with ux core according to DIN 1707).
• Repeat soldering procedure.
• From time to time, wipe the soldering tip on the
damp sponge. Dirty soldering tips lengthen
soldering times.
• Do not wipe off the soldering tip after the last
soldering operation. The residual solder
protects the soldering tip from oxidation.
You can receive a detailed process description
‚Fine-Pitch Installation‘ free of charge upon
request from ERSA.
Page 17
4.
17
4.4 Hinweise zum Entlöten mit Pinzette
• Die sauberen und fettfreien Lötstellen der zu
entlötenden Bauteile mit einem Pinsel mit
Flussmittel benetzen.
• Entlötpinzette aus dem Ablageständer
nehmen.
• Vor dem Entlöten die Entlöteinsätze am
feuchten Schwamm leicht abstreifen, so dass
sie wieder metallisch glänzen. Dadurch wird
vermieden, dass oxidiertes Lot oder verbrannte
Flussmittelreste an die Lötstelle gelangen. Mit
neuem Lot leicht benetzen, um einen guten
Wärmeübergang zwischen den Entlötein sätzen und den Anschlusspins der Bauteile
herzustellen.
Hinweis:
Um zu verhindern, dass die Entlöteinsätze
nach dem Reinigungsprozess passiv werden,
müssen die Entlöteinsätze duch sofortiges Entlöten oder Neuverzinnen mit Lötdraht wieder
benetzt werden. Passivität der Entlöteinsätze
bewirkt lange Entlötzeiten.
• Geöffnete Entlötpinzette an das zu entlötende
Bauteil führen und durch leichten Schließdruck
ausreichenden Wärmekontakt mit den Lötstel len herstellen.
• Nach dem Schmelzen des Lotes Bauteil von
der Leiterplatte abheben und auf hitzebestän diger Unterlage ablegen. Kleine Bauteile am
Schwamm abstreifen.
4.4 Instructions for desoldering using
tweezers
• Using a small brush, wet the clean and grease free soldering joints of the components to be
desoldered with ux.
• Take the desoldering tweezers from the sol dering iron holder.
• Before soldering, lightly wipe the desoldering
inserts on the damp sponge so that they again
have a metallic shine. This will prevent oxidized
solder or burnt ux residue from contaminating
the soldering joint. Lightly wet with new solder
in order to achieve a good heat transfer
between the desoldering inserts and the
component pins.
Note:
In order to prevent the desoldering inserts from
becoming passive after the cleaning process,
they must be wetted by immediate desoldering
or by again tin-coating them with solder wire.
Passive desoldering inserts result in longer
desoldering times.
• Place the open desoldering tweezers on the
component to be desoldered and close them
slightly in order to establish sufcient thermal
contact with the soldering joints.
• After melting the solder, remove the compo nent from the printed-circuit board and place it
on a heat-resistant pad. Wipe small compo nents on the sponge.
Page 18
Inbetriebnahme Commissioning
4.
Achtung:
Bei geklebten Bauteilen die Entlötpinzette
nicht kraftschlüssig verdrehen. Die keramischen Heizkörper können dadurch beschädigt werden. Dem Bauteil so lange Wärme
zuführen, bis der Kleber erweicht ist und das
Bauteil leicht abgenommen werden kann.
• Bei Arbeitspausen die Enlötpinzette in den
Ablageständer legen.
Die Entlöteinsätze müssen stets verzinnt sein.
Auf Wunsch erhalten Sie kostenlos eine detaillierte Prozessbeschreibung „SMD Entlöten“ von
ERSA.
Caution:
In the case of components bonded with adhesive, do not forcefully twist them as this could
damage the ceramic heater. Apply heat to the
component until the adhesive is softened and
the component can easily be removed.
• Replace the desoldering tweezers in the
soldering iron holder when not in use.
The desoldering inserts must always be tincoated.
You can receive a detailed process description
‘SMD Removal‘ free of charge upon request from
ERSA.
18
Page 19

Funktionsbeschreibung Functional description
5.
Tabelle 1: Programm - Werkzeug Zuordnung
Table 1: Program - tool assignment
5.1 Die Programme
Die DIGITAL 2000 A verfügt über fünf voneinander unabhängige Programme. In diesen
Programmen sind die Einstellungen für die
verschiedenen Tools (Lötwerkzeuge) gespeichert
und können vom Benutzer geändert werden.
Das Aufrufen eines Programms ermöglicht es,
die Station schnell auf ein anderes Lötwerkzeug
umzustellen oder an unterschiedliche Lötaufgaben anzupassen.
Die einzelnen Tools sind gemäß Tabelle 1 jeweils
fest mit einem Programm verknüpft. Die Station
erkennt automatisch, wenn ein bestimmtes Tool
angeschlossen wird und wechselt in das Programm mit den für dieses Tool hinterlegten Einstellungen. Die Einstellungen werden sofort aktiv. Es
brauchen somit keine Temperaturen oder Parameter an der Station neu eingestellt zu werden.
Der automatische Wechsel des Programms ndet
nur bei einem Toolwechsel statt. Die Programme
1-4 können manuell über die (+) und (-) Taste
gewechselt werden. In das Programm 5 kann
nur durch den Anschluß des Temperaturfühlers
gewechselt werden. Solange der Temperaturfühler angeschlossen bleibt, kann nicht manuell
auf die Programme 1-4 gewechselt werden.
Solange keine Sollwerte und Parameter
eingegeben wurden, gelten die werkseitigen
Voreinstellungen. Das Ändern der Einstellungen
wird in den folgenden Abschnitten beschrieben.
5.1 The Programs
The DIGITAL 2000 A has ve independent
programs. The settings for the different
(soldering) tools are saved in these programs
and can be changed by the user. By calling up
a program, you can quickly convert the station to
another soldering tool or adapt the station
to different soldering tasks.
The individual tools are specically linked to
the respective programs according to Table 1.
The station automatically recognizes when a
particular tool is connected and shifts to the
program with the settings stored for that tool.
The settings then take effect immediately.
No temperatures or parameters therefore need
to be reset at the station.
The program is only changed automatically when
the tool is changed. The programs 1-4 can be
changed manually with the keys (+) and (-). Program 5 can only be called when the temperature
sensor is connected. As long as the temperature
sensor is connected the programs 1-4 cannot be
started.
The factory settings apply as long as no
setpoints or parameters are entered. The
following sections describe how to change the
settings.
Page 20

Funktionsbeschreibung Functional description
5.
Einschalten / switch on
Istwertanzeige / actual value display
Programmanzeige
oder 8 s
oder 8 s
program display
Programm auswählen
choose program
Abb. 2/ g. 2
Verwenden des ERSA Tool Selectors
Der ERSA Tool Selector ermöglicht es,
vier verschiedene Löt- und Entlötwerkzeuge im
Wechsel an der DIGITAL 2000 A zu betreiben.
Beim Umschalten am Tool Selector erkennt die
DIGITAL 2000 A das jeweilige Tool und führt
den automatischen Programmwechsel durch.
Sie ist damit ideal für den Einsatz des Tool
Selector geeignet.
5.1.1 Programmauswahl
Die Auswahl eines Programms erfolgt nach dem
folgenden Schema (siehe Abb. 2: Ablaufschema
Programmauswahl).
5.1.2 Beschreibung des Ablaufschemas
Über die (+) und (-) Tasten gelangt der
Anwender aus der Istwertanzeige in die
Programmanzeige. Sofern kein Temperaturfühler als Tool angeschlossen ist, kann über
die gleichen Tasten das gewünschte Programm
(Pr1 bis Pr4) ausgewählt werden. Mit der ENTER
Taste erfolgt der Rücksprung zur Istwertanzeige.
Die Parameter des eingestellten Programms
werden sofort geladen und aktiv. Wird die
ENTER Taste nicht betätigt, so springt die
Station automatisch nach 8 s zurück in die Istwertanzeige. Auch in diesem Falle werden dann
die Parameter des eingestellten Programms
geladen und sofort aktiv.
Using the ERSA Tool Selector
The ERSA Tool Selector allows four different
soldering and desoldering tools to be used
alternately at the DIGITAL 2000 A.
When the Tool Selector is switched, the
DIGITAL 2000 A recognizes the given tool
and automatically shifts the program. The
DIGITAL 2000 A is therefore ideally suited for
use of the Tool Selector.
5.1.1 Program Selection
A program is selected according to the following
ow chart (see g. 2: Program selection ow
chart).
5.1.2 Description of the Flow Chart
By pressing the (+) and (-) keys, the user moves
from the actual value display to the program
display. These keys can also be used to select
the requested program (Pr1 to Pr4) when there is
no temperature sensor connected as a tool. The
user can return to the actual value disp by pressing the ENTER key. The parameters of the set
program are immediately loaded and active.
If the ENTER key is not pressed, the station
automatically jumps back to the actual value
display after 8 s. In this case, too, the parameters of the set program are loaded and take
effect immediately.
Page 21

Funktionsbeschreibung Functional description5.
Abb. 3 / Fig. 3
5.2 Das Menüsystem
Das Bedienungskonzept der DIGITAL 2000 A
ermöglicht es, mit nur drei Bedientasten alle
Einstellmöglichkeiten einfach zu nutzen.
Die Einstellung erfolgt für alle Programme auf
die gleiche Weise. Wurden die Parameter für ein
Programm einmal eingegeben, so lässt sich die
Station durch einen einfachen Programmwechsel
schnell für verschiedene, häug wiederkehrende
Lötarbeiten umstellen. Aufwändige Änderungen
einzelner Parameter sind nicht erforderlich.
Zum Einstellen eines Programms muss dieses
zuerst, wie in Kapitel 5.1 beschrieben, eingestellt werden. Alle folgenden Sollwert- und
Parameteränderungen beziehen sich nun auf
dieses Programm. Die Bedienung des Menüs
erfolgt über die 3 Tasten +, -, ENTER.
Einstellungen werden automatisch abgespeichert und sofort aktiv. Nach 8 Sekunden
schaltet die Station selbständig wieder auf
die Istwertanzeige (Temperaturanzeige) um
(Abbildung 3). In dieser Ansicht erscheint
dreistellig immer die aktuelle Lötspitzentemperatur und in der vierten Stelle die Temperatureinheit C (Celsius) oder F (Fahrenheit).
5.2 The Menu System
The operating concept of the DIGITAL 2000
A allows you easily to use all setting options
by means of only three control buttons. All
programs are set in the same way. Once
the parameters have been entered for a
program, the station can be quickly converted for
different, frequently recurring soldering
operations by simply changing the program.
Elaborate changes of the individual parameters
are not required.
For setting a program, the latter must rst be
preset as described in section 5.1. All of the
following setpoint and parameter changes now
refer to this program. The menu is operated via
the 3 keys +, - and ENTER.
Settings are automatically saved and take
effect immediately. After 8 seconds, the station
switches automatically to the actual value
display (temperature display) (Figure 3). This
view always shows the current soldering tip
temperature (three digits) and (as the 4th
character) the unit of temperature: C (Celsius) or
F (Fahrenheit).
21
Page 22

Funktionsbeschreibung Functional description5.
Zur Orientierung innerhalb der Menüstruktur wird
in der vierten Stelle des Displays immer ein dem
Menüpunkt zugehöriges Symbol blinkend angezeigt.
Tabelle 2: Menüpunkt - Symbol Zuordnung Table 2: Symbol - menu item assignment
To assist your navigation within the menu
structure, a symbol corresponding to the menu
item always ashes in the fourth position of the
display.
22
Page 23

Funktionsbeschreibung Functional description5.
5.2.1 Parametereinstellung
In Abbildung 4 wird das Schema für die Parametereinstellung dargestellt.
Istwertanzeige / actual value display
2x
Sollwert / setpoint
2x
Einheit / unit
2x
Standby / standby
2x
Tip Offset / Tip Offset
2x
Kalibrierung / calibration
2x
Energie / energy
5.2.1 Parameter Setting
Figure 4 shows the ow chart for parameter
setting.
Abb. 4 / g. 4
4. Digit
Einstellung / setting
P
Einstellung / setting
U
Einstellung / setting
S
Einstellung / setting
0
Einstellung / setting
E
Einstellung / setting
E
23
2x
Passwort / password
Einstellung / setting
P
Page 24

Funktionsbeschreibung Functional description5.
24
5.2.2 Beschreibung des Ablaufschemas
Ausgehend von der Istwertanzeige wird der
jeweils nächste Menüpunkt über die ENTER
Taste erreicht. Die Reihenfolge der Menüpunkte
(Parametereinstellungen) ist im Ablaufschema
aus Abbildung 4 dargestellt. Die jeweilige Parametereinstellung erfolgt über die (+) und (-)
Tasten. Über einen Doppelklick (zweimalige
Betätigung) der ENTER Taste kann aus jedem
Menüpunkt zurück zur Istwertanzeige gesprungen werden.
Das an der vierten Stelle dargestellte Symbol für
den jeweiligen Menüpunkt blinkt. Erfolgt innerhalb von 8 Sekunden keine Eingabe, so stellt
die Station sich auf die Istwertanzeige zurück.
Alle Parametereinstellungen werden abgespeichert und sofort aktiv.
5.2.3 Verkürztes Verfahren
Zur einfacheren Einstellung der Parameter wurde
die Doppelklick-Funktion integriert. Sobald eine
Parametereinstellung innerhalb des Ablaufdiagramms (siehe Abbildung 4) getätigt wurde,
kann durch einen Doppelklick (zweimalige Betätigung) der ENTER Taste zur Istwertanzeige
zurückgekehrt werden. Die Station speichert nun
diesen Menüpunkt. Mittels eines erneuten Doppelklicks in der Istwertanzeige kann nun direkt
wieder den zuletzt gewählten Menüpunkt verzweigt werden. Das Durchlaufen des gesamten
Menüs entfällt dadurch.
5.2.2 Description of the Flow Chart
Starting from the actual value display, the
next menu point in each case is reached via
the ENTER key. The sequence of menu items
(parameter settings) is shown in the ow chart
in Figure 4. Each parameter setting is carried
out via the (+) and (-) keys. You can jump back
to the actual value display from any menu
item by double-clicking (pressing twice) the
ENTER key.
The symbol for the given menu item ashes in
the fourth position. If no input is made within 8
seconds, the station returns to the actual value
display. All parameter settings are saved and
take effect immediately.
5.2.3 Abbreviated Procedure
The double-click function has been integrated
for easier parameter setting. Once you have
carried out a parameter setting within the ow
chart (see Figure 4), you can return to the
actual value display by double-clicking (pressing
twice) the ENTER key. By again double-clicking
in the actual value display, you can now follow
a branch from the last selected menu item.
Running through the entire menu is not
necessary.
Page 25

Funktionsbeschreibung Functional description5.
25
5.3 Beschreibung der Funktionen
5.3.1 Sollwert Funktion (8)
Die Einstellung des gewünschten TemperaturSollwertes an der Lötspitze erfolgt im ersten
Menüpunkt (siehe Ablaufschema Abbildung 4)
über die (+) und (-) Tasten. Die unterschiedlichen
Lötkolben besitzen verschiedene Temperaturbereiche. Diese können der Tabelle 3 entnommen
werden. Die Sollwerteinstellung beim Temperaturfühler hat keine Funktion.
Tabelle 3:
Temperaturbereiche der einzelnen Lötkolben
5.3.2 Temperatureinheit Funktion (U)
Diese Funktion dient zum Einstellen der
gewünschten Temperatureinheit (°C oder °F)
über die (+) und (-) Tasten.
Hinweis:
Ist die Station über ein Passwort geschützt,
können die Parameter nur dann geändert
werden, wenn das Passwort korrekt eingegeben wurde. (siehe Kapitel 5.3.7 Passwortfunktion)
5.3 Description of the Functions
5.3.1 Setpoint Function (8)
The desired soldering tip temperature setpoint
is set in the rst menu item (see ow chart in
Figure 4) by means of the (+) and (-) keys.
The different soldering irons have different
temperature ranges. These ranges are specied
in Table 3. The set value adjustment does not
have any function with the temperature sensor.
Table 3:
Temperature ranges of the individual
soldering irons
5.3.2 Temperature Unit Function (U)
This function serves to set the desired temperature unit (°C or °F) via the (+) and (-) keys.
Note:
If the station is protected by a password,
the parameters only can be changed by entering the correct password. (see chapter 5.3.7
Password Function)
Page 26

Funktionsbeschreibung Functional description5.
26
5.3.3 Standby Funktion (S)
Diese Funktion schaltet die Lötstation in einen
Bereitschaftszustand, wenn sie über den eingestellten Zeitraum nicht benutzt wird. Ziel dieser
Funktion ist das Schonen der Lötspitze und eine
Reduktion des Energieverbrauchs.
Im Bereitschaftszustand wird die Lötspitzentemperatur auf 200°C (390°F) abgesenkt. Die Einstellung der Standby-Zeit erfolgt in Minutenschritten. Der Einstellbereich beträgt 0 - 60 min,
wobei bei der Eingabe der 0 die Standby Funktion
deaktiviert ist.
Bendet sich die Station im Standbybetrieb,
beginnt die Anzeige zu blinken. Durch das Betätigen einer beliebigen Taste kehrt die Station in den
ursprünglich eingestellten Normalbetrieb zurück.
Wenn kleine Lötstellen bearbeitet werden, sollte
die Standby Funktion abgeschaltet werden.
In diesem Fall ist es möglich, dass die Wärmeabfuhr an der Lötspitze zu gering ist, um einen
Lötvorgang zu registrieren. Die Station würde
die Löttemperatur ungewollt auf die Standby
Temperatur absenken.
Einschränkungen der Standby Funktion:
Die Standby Funktion arbeitet mit dem Tech tool,
X-Tool und dem Power tool ohne Einschränkung.
Hingegen erlaubt es das Zeitverhalten von Micro
tool und der Pincette nicht, ein Arbeiten sicher
zu erkennen, weshalb die Lötstation nach Ablauf
der Standby Zeit mit diesen beiden Werkzeugen
immer in den Standby Betrieb schaltet.
5.3.3 Standby Function (S)
This function switches the soldering station to a
state of readiness if it has not been used over a
preset period of time. The purpose of this function is to protect the soldering tip and to reduce
energy consumption.
In standby, the soldering tip temperature is
lowered to 200°C (390°F). The standby time is
set in minute increments. The setting range is
0 - 60 min, with an input of 0 disabling the
standby function.
When the station enters standby mode, the
display starts to ash. When an arbitrary key is
pressed, the station returns to the originally set
normal mode.
You should switch off the standby function when
working with small soldering spots. In such
cases, the heat emission at the soldering tip may
be too low for soldering to be registered. The
station would then undesirably lower the soldering temperature to the standby temperature.
Restrictions of the standby function:
The standby function is not restricted with the
Tech tool, the X-Tool and the Power tool.
On the other hand, the time characteristics of the
Micro tool and the Pincette do not allow reliable
recognition of an operation. For this reason,
with these two tools the soldering station always
switches to standby mode after the standby time
has passed.
Page 27

Funktionsbeschreibung Functional description5.
5.3.4 Tip Offset Funktion (0)
Durch die unterschiedlichen Massen und geometrischen Formen der Lötspitzen (Tip) ist deren
Temperaturverhalten unterschiedlich.
Der Tip Offset dient dazu, die Temperaturmessung an die jeweils verwendete Lötspitze
oder beim Temperaturfühler an den Typ des
Thermoelementes anzupassen. Die Einstellung
der verwendeten Lötspitze erfolgt in Form einer
Nummer. Da die Station den angeschlossenen
Lötkolben selbständig erkennt, ist der Station
mit der Auswahl dieser Nummer die komplette
Kombination aus Kolben und Spitze bekannt. Auf
diese Weise kann die Temperaturerfassung und
Regelung optimal angepasst werden.
Der Tip Offset kann von 1 bis zum maximal möglichen Grenzwert (Tabelle 4-7c) des angeschlossenen Tools eingestellt werden.
5.3.4 Tip Offset Function (0)
The temperature characteristics of the soldering
tips vary depending on their masses and geometrical forms.
The Tip Offset serves to adapt the temperature
measurement to the given soldering tip or
to the given thermocouple type of the
temperature sensor. The soldering tips used are
set in the form of numbers. Since the station
automatically recognizes the connected soldering iron, the station can identify the complete
combination of iron and tip on the basis of the
selected number. In this way, temperature recording and control can be optimally adapted.
All Tip Offset numbers, from 1 to the max. limit of
the connected tool, can be adjusted (see tables
4-7c).
27
Page 28

Funktionsbeschreibung Functional description5.
28
Tabelle 4:
Tip Offset Nummern für
die Pinzette 40
Table 4:
Tip Offset numbers for
Pincette 40
Tabelle 5:
Tip Offset Nummern für
den Micro tool
Table 5:
Tip Offset numbers
for the Micro tool
Tabelle 6 / Table 6
Tabelle 6:
Tip Offset Nummern
für den Tech tool
Table 6:
Tip Offset numbers
for the Tech tool
Tabelle 7a:
Tip Offset Nummern für den
Power tool
Table 7a:
Tip Offset numbers for the
Power tool
Tabelle 7a / Table 7a Tabelle 7b / Table 7bTabelle 4 / Table 4 Tabelle 5 / Table 5
Tabelle 7b:
Tip Offset Nummern
für den Power tool
Table 7b:
Tip Offset numbers
for the Power tool
Tabelle 7c / Table 7c
Tabelle 7c:
Tip Offset Nummern
des Temperaturfühlers (Typ des
Thermoelements)
Table 7c:
Tip Offset numbers
of the temperature
sensor (thermo
couple type)
Page 29

Funktionsbeschreibung Functional description5.
Einsatz des X-Tools:
Der X-Tool gleicht im Aufbau einem Tech tool.
Deshalb wird dieser auch als Tech tool von der
Station erkannt. Da der X-Tool jedoch ein
vom Tech tool abweichendes Regelverhalten
besitzt, muss eine Regelanpassung erfolgen.
Dies geschieht über die Tip Offset Nummer
(sieheTabelle 6).
Achtung:
Wurde an einer Station mit einem X-Tool
gearbeitet, so muss, bevor ein Tech tool angeschlossen wird, der Tip Offset gemäß Tabelle 6
geändert werden. Der Tech tool würde andernfalls nicht optimal geregelt werden.
Weitere Hinweise zur Verwendung des X-Tool
entnehmen Sie bitte der Betriebsanleitung „ERSA
X-Tool“ (3BA00023-00).
5.3.5 Kalibrierfunktion (C)
Diese Funktion dient zur Kalibrierung der Lötspitzentemperatur. Sie ermöglicht das Abgleichen
von Anzeigewert und tatsächlicher Spitzentemperatur. Der einstellbare Kalibrierbereich beträgt
± 50°C (± 120°F).
Das genaue Vorgehen bei der Kalibrierung ist
unter Kap. 5.8 beschrieben.
Use of the X-tool:
The X-tool has the same design as a Tech tool. It
is therefore also identied by the station as a Tech
tool. Since the control characteristics of the X-tool
differs from those of the Tech tool, however, the
control system must be adapted. This adaptation
is made via the Tip Offset number (see Table 6).
Important:
If the station has been operated with an X-tool,
the Tip Offset must be changed according to
Table 6 before a Tech tool can be connected.
The Tech tool can otherwise not be optimally
controlled.
For further information on using the X-tool, please
consult the „ERSA X-tool“ Operating Instructions
(3BA00023-00).
5.3.5 Calibration Function (C)
This function serves to calibrate the soldering
tip temperature. It allows the display value to
be adjusted to the actual tip temperature.
The adjustable calibration range is ± 50°C
(± 120°F).
The precise procedure for calibration is
described in section 5.8.
29
Page 30

5. Funktionsbeschreibung Functional description
30
5.3.6 Energiefunktion (E)
Die Energiefunktion gestattet dem Anwender,
das Regelverhalten der Station zu beeinussen,
wodurch das Auf- und Nachheizverhalten der
Station auf das jeweilige Einsatzgebiet angepasst werden kann. Es sind drei Einstellungen
(Werte 1-3) bei Power tool und Tech tool möglich. Alle anderen Tools arbeiten aufgrund der
speziellen Regelcharakteristik mit konstanten
Regelparametern.
E3
E1
Abb.5: Regelverhalten der einzelnen Energie-Werte (schematisch) /
Fig. 5: Control characteristics of the individual energy values (schematic)
E1: Minimales Nachheizverhalten. Für Lötarbeiten mit geringem Wärmebedarf.
E2: Stärkeres Nachheizverhalten. Für Lötarbeiten mit erhöhtem Wärmebedarf.
E3: Maximales Nachheizverhalten. Für Lötarbeiten mit sehr hohem Wärmebedarf.
5.3.6 Energy Function (E)
The energy function allows the user to inuence
the control characteristics of the station, so that
heating and re-heating by the station can be
adapted to the given area of application. Three
settings (values 1-3) are possible with Power
tool and Tech tool. Due to the different function
mode of the remaining tools, these settings are
not possible for those tools. They operate with
constant control parameters instead.
E1: Minimum re-heating characteristics. For
soldering operations with low heat requirements.
E2: Stronger re-heating characteristics. For soldering operations with increased heat requirements.
E3: maximum re-heating characteristics. For soldering operations with very high heat requirements.
Page 31

5. Funktionsbeschreibung Functional description
31
5.3.7 Passwortfunktion (P)
Über die Passwortfunktion kann die Station vor
unbeabsichtigten und unbefugten Parameterveränderungen geschützt werden. Als Passwort
ist die Eingabe einer Zahl zwischen 0 und 999
möglich. Der Wert 0 (Display 000) zeigt, dass
die Passwortfunktion nicht aktiv ist. Nach der
Eingabe einer Ziffernfolge und der Übernahme
mit der ENTER Taste erscheinen drei Striche
(Display - - -). Ab diesem Zeitpunkt ist die Station
geschützt. Sämtliche Einstellungen können weiterhin angesehen werden.
Zum Deaktivieren des Passwortes werden im
entsprechenden Menü wieder die drei Striche
dargestellt (Display - - -). Nun muss das Passwort
eingegeben und mit der ENTER Taste bestätigt
werden. Ist das Passwort korrekt, so erscheinen
im Display wieder die drei Nullen (Display 000),
im Fehlerfall bleiben die drei Striche stehen.
Das Passwort ist für alle Programme das gleiche, d.h. es ist vom eingestellten Programm
unabhängig. Eine Programmauswahl (manuell /
Tool Selector) ist auch bei aktiviertem Passwort
möglich.
Will der Anwender einen Parameter bei
geschützter Station ändern, muß die Station
über das Passwort freigegeben werden. Durch
die (+)/(-) Tasten wechselt die Anzeige sofort
zur Passworteingabe. Nun kann über die (+)/(-)
Tasten das Passwort eingestellt und mittels
der ENTER Taste bestätigt werden. Die Station
überprüft das Passwort und kehrt zum Parameter zurück.
5.3.7 Password Function (P)
By means of the password function, the station
can be protected against accidental or unauthorized parameter changes. The password can be
entered in the form of a number between 0 and
999. The value 0 (display: 000) indicates that the
password function is disabled. After a sequence
of digits has been entered and conrmed by
pressing the ENTER key, three dashes (- - -)
are displayed. The station is password-protected
as of this point in time. All settings can still be
viewed.
To disable the password function, the three
dashes (- - -) are displayed again in the corresponding menu. The password must now be
entered and conrmed with the ENTER key. If
the password is correct, then the three zeros
(000) are again displayed; the dashes remain
displayed in the event of an error.
The password is the same for all programs, e.g. it
is independent of the preset program. A program
choice (manual / Tool selector) is also possible
with an activated password.
If the user wants to change a parameter at a
password protected station, the station must be
unblocked by the password. The display changes immediately to enter password by the (+)/(-)
keys. Then the password can be entered with the
(+)/(-) keys and can be conrmed by ENTER key.
The station checks the password and returns to
the parameter.
Page 32

5. Funktionsbeschreibung Functional description
Wird vom Anwender kein Passwort eingestellt,
schaltet das Display automatisch nach 8 Sekunden zur Istwertanzeige zurück.
Istwertanzeige / actual value display
Sollwert / setpoint
Einheit / unit
Standby / standby
Tip Offset / Tip Offset
Kalibrierung / calibration
Energie / energy
If no password is adjusted by the user, the station resets automatically to the actual value display after 8 seconds.
Passwortüberprüfung
_ _ _ P
password check
Eingabe des Passwortes
enter password
Passwortüberprüfung und
Rücksprung zum Parameter
password check and return
32
Passwort / password
Page 33

5. Funktionsbeschreibung Functional description
33
Wurde das Passwort falsch eingegeben, kann der
Parameter nicht verändert werden. Über (+)/(-)
Tasten wird die Passwortüberprüfung erneut
angezeigt. Mittels der ENTER Taste kann die
Überprüfung abgebrochen und zum nächsten
Parameter gewechselt werden.
Wurde das Passwort korrekt eingegeben, kann
nun der Parameter über die (+)/(-) Tasten eingestellt werden. Mit der ENTER Taste kann die
Eingabe beendet und zum nächsten Parameter
gewechselt werden. Die Passwortfreigabe der
Station bleibt noch für 30 Sekunden nach der
letzten Tastenbetätigung erhalten, so dass für
folgende Parameteränderungen das Passwort
nicht wieder eingegeben werden muß. Wird
innerhalb von 30 Sekunden keine Taste mehr
betätigt, erlischt die Passwortfreigabe und bei der
nächsten Parametereingabe muss das Passwort
wieder eingegeben werden.
Soll nach einer Eingabe der Passwortschutz vor
Ablauf der 30 Sekunden wieder aktiv sein, muß
die Station kurzzeitig ausgeschalten oder das
vorhanden Passwort geändert werden.
Hinweis:
Ist dem Anwender das Passwort nicht mehr
bekannt, so kann die Station auf die Werkseinstellungen zurückgesetzt werden. Alle vom
Anwender eingestellten Parameter und das
Passwort werden dabei gelöscht!
(siehe Kapitel 5.5 / 5.6)
If the password was not entered correctly, the
parameter cannot be changed. The password
check is indicated again via (+)/(-) keys. The
check can be stopped and changed to the next
parameter by the ENTER key.
If the password was entered correctly, the parameter can be adjusted via the (+)/(-) keys. The
input can be ended and changed to the next
parameter with the ENTER key. The unblocking
of the station still remains for 30 seconds after
the last key activity so that for the following parameter changes the password does not have to
be entered again. If no function key is pressed
within 30 seconds, the unblocking expires and
the password must be entered again at the next
parameter set.
If the password protection should be active again
after an input before expiry of 30 seconds, the
station must be turned off for a short time or the
existing password has to be changed.
Note:
If the user does not know the password anymore, the station can be reset to the factory
pre-settings. Through it, all parameters and the
password adjusted by the user are deleted!
(see chapter 5.5/5.6)
Page 34

5. Funktionsbeschreibung Functional description
Abb. 6 / g. 6
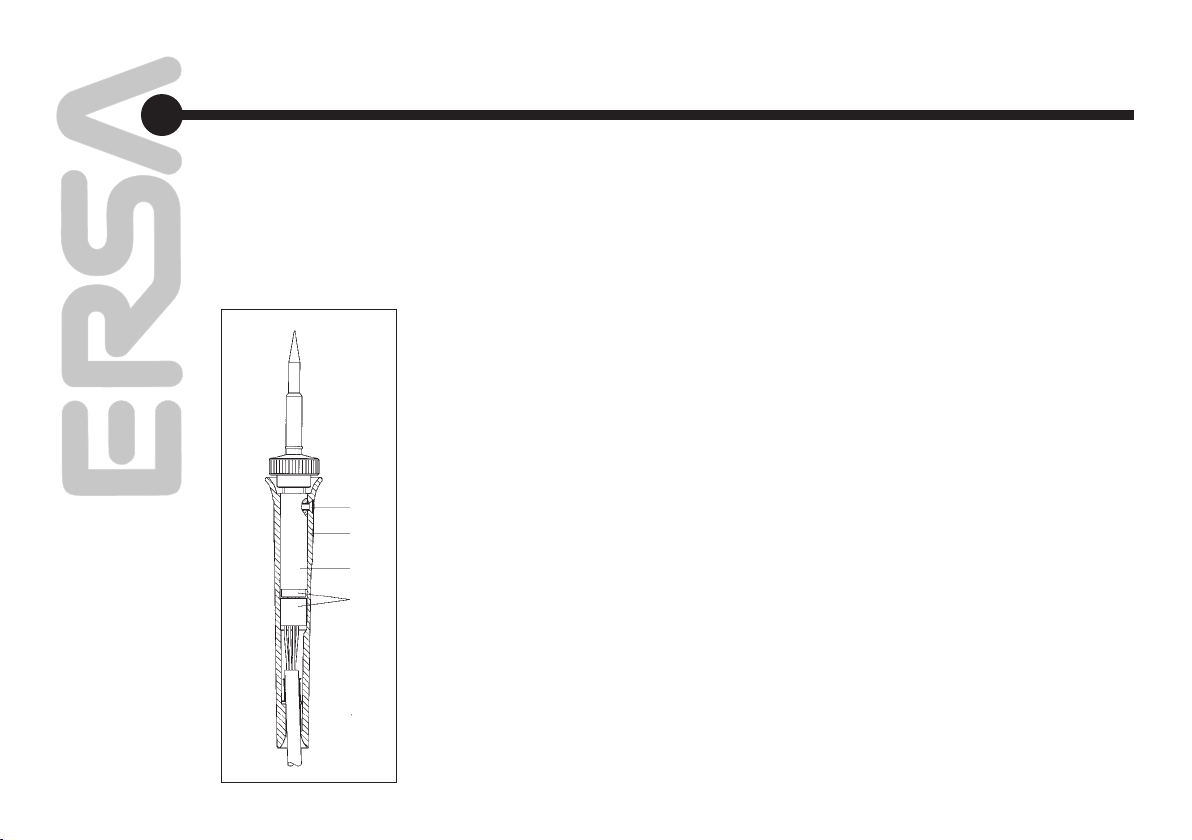
5.4 Lötspitzenwechsel
Die Lötspitze oder Entlötspitze muss bei
Verschleiß, oder wenn eine andere Spitzenform
gewünscht wird, gewechselt werden.
Achtung:
Betreiben Sie alle Lötwerkzeuge nur kurze Zeit
ohne Lötspitze!
Tech tool
Das Austauschen der Lötspitze ist auch in
heißem Zustand ohne Werkzeug möglich.
• Lösen der Lötspitze (Pos. 1/Abb. 6) durch
Linksdrehen an der Rändelmutter
(Pos. 2/Abb. 6),
• Spitze abnehmen und im Ablageständer
oder auf einer brandfesten Unterlage
ablegen.
• Anschließend neue Spitze durch Rechts drehen an der Rändelmutter entsprechend
aufschrauben.
X-Tool
Die Entlötspitze kann mit Hilfe des am
Ablageständer angebauten Spitzenhalters
gewechselt werden.
Verfahren Sie zum Wechseln der Entlötspitze
wie in der Betriebsanleitung „ERSA X-Tool“
(3BA00023-00) angegeben.
5.4 Changing Soldering Tips
The soldering or desoldering tip must be changed
when worn or when another tip form is desired.
Important:
Operate all soldering tools only briey without
soldering tips!
Tech tool
The soldering tip can also be changed without a
tool when hot.
• Loosen the soldering tip (pos. 1/g. 6) by
turning the knurled nut (pos. 2/g. 6)
counter-clockwise.
• Remove the tip and place in holder or on a
re-proof support.
• Then screw on new tip by appropriately
turning the knurled nut clockwise.
X-tool
The desoldering tip can be changed by means of
the tip holder attached to the tool holder.
When changing the desoldering tip, proceed
as described in the „ERSA X-Tool“ Operating
Instructions (3BA00023-00).
Page 35

5. Funktionsbeschreibung Functional description
Power tool
Das Austauschen der Lötspitze ist mit Hilfe einer
Flachzange auch im heißen Zustand möglich.
• Federhaken aus der Spitzenbohrung heben
(Pos. 1/Abb. 7) und die Spitze mit einer
Flachzange abziehen (Pos. 2/Abb. 7).
• Die heiße Lötspitze auf einer brandfesten
Unterlage oder im Ablageständer ablegen.
• Neue Spitze aufstecken, beim Aufschieben
der Spitze darauf achten, dass der Noppen
des Heizkörpers im Schlitz der Lötspitze
liegt (Abb. 8). Dadurch wird die Spitze
positioniert und gegen Verdrehung gesichert.
• Federhaken wieder in der Spitzenbohrung
verankern.
Um eine gute elektrische und Wärmeleitfähigkeit zu erhalten, sollte die Lötspitze gelegentlich
abgenommen und der Heizkörperschaft mit
einem Messingbürstchen gereinigt werden.
Abb. 7 / g. 7
Power tool
The soldering tip can also be replaced when hot
by means of at-nosed pliers.
• Lift spring hook out of tip hole (pos. 1/
g. 7) and pull off the tip using the
at-nosed pliers (pos. 2/g. 7).
• Set aside the hot soldering tip on a reproof
support or in the holder.
• Attach new tip; when sliding on the tip make
sure that the knob of the heating element
lies in the slot of the tip (g. 8).
This positions the tip and prevents turning.
• Anchor spring hook in the tip hole again.
To obtain good electrical and thermal conductivity, occasionally remove the soldering tip and
clean the heating element shaft with a brass
brush.
Abb. 8 / g.8
35
Page 36

5. Funktionsbeschreibung Functional description
richtig
right
Abb. 9 / g. 9
falsch
wrong
Micro tool, SMD – Entlötpinzette 40
Ein Austauschen der Lötspitze / Entlöteinsätze
ist mit Hilfe der Spitzenwechselpinzette auch im
heißen Zustand möglich.
• Lötstation ausschalten.
• Lötspitze / Entlöteinsatz mit Spitzenwechsel pinzette (im Lieferumfang enthalten) greifen
und vorsichtig nach vorne abziehen.
• Die heiße Lötspitze / Entlöteinsätze auf
einer brandfesten Unterlage oder im
Ablageständer ablegen.
• Andere Lötspitze / Entlöteinsätze mit der
Spitzenwechselpinzette (Abb. 10a/10b)
gegen die Federklemmkraft bis zum Anschlag
aufschieben und ausrichten.
• Nur bei Entlötspitzenwechsel: Verdreh sicherung (falls vorhanden) positionieren
und befestigen, Kraftbegrenzung mit
Rändelschraube einstellen (Abb. 9) .
• Lötstation einschalten.
Abb. 10a / g. 10a Abb. 10b / g. 10b
Micro tool, SMD Desoldering Pincette 40
The soldering or desoldering tip can also be
replaced when hot by means of the tip change
pincette.
• Switch off soldering station.
• Grasp soldering or desoldering tip with the
tip change pincette (supplied) and carefully
pull off forwards.
• Set aside the hot soldering or desoldering
tip on a reproof support or in the holder.
• Using the tip change pincette (Abb. 10a/10b),
slide on other soldering or desoldering tip
against the spring clamping force up to the
stop and align.
• Only when changing the desoldering tip:
Position the anti-turn lock (if present)
and fasten; set force limiter with knurled
screw (g 9).
• Switch on soldering station.
Page 37

5. Funktionsbeschreibung Functional description
37
5.5 Werkseitige Voreinstellungen
In der nachstehenden Liste sind die werkseitigen Voreinstellungen der einzelnen Programme
aufgeführt.
Tabelle 8: Werkseitige Voreinstellungen
Weitere Einstellungen:
Programm Pr1
Passwort = 0 (deaktiviert)
Es ist möglich, die Station auf die oben aufgeführten
Werkseinstellungen zurückzusetzen. Dazu muss
die Station zunächst ausgeschaltet werden. Nun
wird die ENTER Taste betätigt. Während die
Taste gedrückt gehalten wird, muss die Station
eingeschaltet werden, bis der Anzeigentest (alle
Segmente leuchten kurz auf) beendet ist.
5.6 Passwort zurücksetzen
Im Fall eines vergessenen Passwortes lässt sich
dieses, wie in 5.5 beschrieben, ebenfalls wieder
löschen. Dabei gehen alle vom Benutzer eingestellten Parameter verloren.
5.5 Factory Pre-Settings
The following is a list of the factory pre-settings
for the individual programs.
Table 8: Factory Pre-Settings
Other settings:
Program Pr1
Password = 0 (disabled)
The station can be reset to the above factory
settings. To this end, rst switch off the station.
Now press the ENTER key. While keeping this
key pressed, keep the station switched on until
the display test is concluded (all segments light
up briey).
5.6 Resetting the Password
In the event that a password is forgotten, it can
be deleted as described in section 5.5. All parameters set by the user are then also lost.
Page 38

5. Funktionsbeschreibung Functional description
5.7 Arbeiten mit empndlichen
Bauelementen
Manche Bauelemente können durch elektrostatische Entladung beschädigt werden (beachten Sie
bitte die Warnhinweise auf den Verpackungen oder
fragen Sie Hersteller oder Lieferant). Zum Schutz
dieser Bauelemente eignet sich ein ESD-sicherer
Arbeitsplatz (ESD = Elektrostatische Entladung).
Die Lötstation kann problemlos in ein solches
Umfeld integriert werden. Über die Potentialausgleichsbuchse (Pos. 1/Abb. 11) kann die Lötspitze
hochohmig (220 k ) mit der leitfähigen Arbeitsunterlage verbunden werden.
Die Lötstation ist komplett antistatisch ausgerüstet
und erfüllt außerdem die Anforderungen des
amerikanischen Militärstandards.
Die Lötspitzen sind bei der Auslieferung direkt mit
dem Netzschutzleiter verbunden.
5.7 Working with sensitive
components
Many components may be damaged by electrostatic discharge (please observe the warnings
on the packaging or ask the manufacturer or
supplier). These components can be protected
by an ESD-secure workplace.
The soldering station can be easily integrated
into such an environment. The soldering tip
can be connected at high resistance (220k )
to the conductive workbase via the potential
equalization jack (no. 1/g. 11).
The soldering station has complete antistatic
protection and also meets the requirements of
the American military standard.
The soldering tips are default hard grounded.
Abb. 11 / g. 11
38
hard grounded in accordance with military and ESA standard
* „harte“ Erde gemäß Military und ESA-Standards /
Page 39

5. Funktionsbeschreibung Functional description
39
5.8 Lötstation kalibrieren
Grundsätzlich stehen an der DIGITAL 2000 A
zwei Kalibrierfunktionen zur Verfügung. Die beiden
Funktionen sind bereits in 5.3.4 Tip Offset Funktion (0) und in 5.3.5 Kalibrierfunktion (C) genannt.
Um die Lötstation korrekt zu kalibrieren, ist
folgendes Vorgehen notwendig:
Als erster Schritt muss die am Tool verwendete
Spitze eingegeben werden (siehe Kap. 5.3.4 Tip
Offset Funktion (0)). Danach kann die Station die
korrekte Spitzentemperatur ermitteln, regeln und
anzeigen. Wird der Tip Offset nicht korrekt angegeben, kann die Lötspitze vorzeitig unbrauchbar
werden.
Mit Hilfe der Kalibrierfunktion (siehe Kap. 5.3.5
Kalibrierfunktion (C)) wird die tatsächliche
Spitzentemperatur mit der angezeigten Temperatur exakt in Übereinstimmung gebracht.
Bei der Kalibrierung muss unbedingt die folgende
Vorgehensweise eingehalten werden:
• Eingabe der gewünschten Solltemperatur
(siehe Kap. 5.3.1 Sollwert Funktion (8)).
• Tip Offset der verwendeten Spitze einstellen
(siehe Kap. 5.3.4 Tip Offset Funktion (0)) .
• Im Menüpunkt Kalibrierung den Wert mit den
(+) und (-) Tasten auf 0 stellen.
• Zurückspringen zur Istwertanzeige und warten,
bis die angezeigte Temperatur stabil ist.
5.8 Calibrating the soldering station
Two calibrating functions are in principle available
on the DIGITAL 2000 A. The two functions were
already mentioned in sections 5.3.4: Tip Offset
Function (0) and 5.3.5: Calibration Function (C).
To calibrate the soldering station correctly, you
must proceed as follows:
First, enter the tip used on the tool (see chap.
5.3.4 Tip Offset Function (0)). The station will
then be able to determine, control and display
the correct tip temperature. If the Tip Offset is not
correctly specied, the soldering can become
prematurely unusable.
The calibration function (see chap. 5.3.5
Calibration Function (C)) brings the actual tip
temperature into exact correspondence with the
displayed temperature. When calibrating, you
must proceed as follows:
• Enter the desired temperature setpoint (see
chap. 5.3.1 Setpoint Function (8)).
• Set the Tip Offset of the tip used (see chap.
5.3.4 Tip Offset Function (0)).
• In the menu item „Calibration”, set the value to
0 by means of the (+) and (-) keys.
• Return to the actual value display and wait
until the displayed temperature stabilises.
Page 40

5. Funktionsbeschreibung Functional description
Abb. 12 / g. 12
325
C
• Ermitteln der Temperatur der Lötspitze mit
einem kalibrierten Messgerät (z.B. ERSA
DTM 100).
• Vergleichen der beiden Anzeigewerte.
• Berechnung der Temperaturdifferenz nach
T = T
• Einstellen der berechneten Temperatur differenz T (mit Vorzeichen) mit den (+) und
(-) Tasten im Menüpunkt Kalibrierung.
5.9 Isttemperatur (°C/°F)
Sofern keine Bedienung aktiv ist, zeigt die Lötstation immer die ermittelte Temperatur der
Lötspitze oder des Temperaturfühlers an.
Der Dezimalpunkt der ersten Stelle (Abb. 12)
zeigt dabei den Betriebszustand des Heizelements an. Solange der Punkt leuchtet, wird das
Heizelement angesteuert.
Im vierten Segment der LED Anzeige wird die
gewählte Temperatureinheit (°C / °F) dargestellt.
Ist als Temperatureinheit °F eingestellt und die
Isttemperatur übersteigt den Zahlenwert „999“,
wird die vierte Stelle im LED Display zur Darstellung des Zahlenwertes verwendet.
DIGITAL 2000A
Hinweis:
Zur Vermeidung von Messfehlern sollte auf
ruhige Luftverhältnisse geachtet werden.
– T
Messgerät
• Determine the temperature of the soldering
tip using a calibrated gauge (e.g. ERSA
DTM 100).
• Compare the two display values.
• Compute the temperature difference, with
T = T
• Set the computed temperature difference T
(with sign) in the menu item „Calibration” by
means of the (+) and (-) keys.
Note:
To avoid measurement errors, ensure calm air
conditions.
5.8 Actual temperature (°C / °F)
Provided that no operating mode has been
chosen the actual temperature of the soldering
tip or temperature sensor is displayed on the soldering station.
The rst digit‘s decimal point (g. 12) indicates
the operating status of the heating element. As
long as this point shines, the heating element
is triggered. The fourth digit of the LED display
indicates the selected temperature unit (°C / °F).
If °F has been selected, and the actual temperature rises above 999, the fourth digit of the LED
is used to fully display the temperature.
DIGITAL 2000A
– T
gauge
Page 41

5. Funktionsbeschreibung Functional description
Abb. 13 / g. 13
---
Abb. 14 / g. 14
Lo
Standby-Betrieb
Wird die Station mit einer Standy Zeitvorgabe
betrieben, zeigt die blinkende Isttemperaturanzeige an, daß die Lötstation den Lötkolben auf
die Standbytemperatur (200°C / 390°F) regelt.
Diese Betriebsart kann mit beliebiger Taste
deaktiviert werden, so daß der Kolben wieder
auf den Sollwert geregelt wird (siehe auch 5.3.3
Standby Funktion).
No Tool
-
Ist kein Tool an der Lötstation angeschlossen,
wird dies über die Zeichenfolge (Abb. 13) angezeigt.
Untertemperatur
Die vom Temperaturfühler ermittelte Temperatur
liegt im Bereich der Klemmstellentemperatur
(ca. Raumtemperatur). Die Zeichenfolge
(Abb. 14) wird so lange angezeigt, bis die Temperatur des Fühler ausreichend über der Klemmstellentemperatur liegt.
Stand-by mode
In the stand-by operating mode a ashing
actual temperature display indicates that the
soldering station adjusts the soldering iron’s
stand-by temperature to 200°C / 390°F. To quit
this operating mode press any key so that the
soldering iron’s tip temperature is adjusted to
the set value (also see item 5.3.3 stand-by
function).
No Tool
Fig. 13 shows what the display looks like when
there is no tool connected to the soldering
station.
Insufcient temperature
The temperature measured by the temperature
sensor is about cold junction temperature
(approx. room temperature). The character string
is displayed (Abb. 14) until the temperature of the
sensor has risen sufciently above cold junction
temperature.
41
Page 42

6. Fehlerdiagnose
und -behebung
Error Diagnosis
and Remedy
Abb. 15 / Fig. 15
6.1 Allgemeine Fehler
Sollte die Lötstation nicht den Erwartungen
entsprechend funktionieren, prüfen Sie bitte die
folgenden Punkte:
• Ist Netzspannung vorhanden? (Netzan schlusskabel richtig mit dem Gerät und der
Steckdose verbinden.)
• Ist die Sicherung defekt? Beachten Sie unbe dingt, dass eine defekte Sicherung auch ein
Hinweis auf eine tiefer liegende Fehlerursache
sein kann. Einfaches Wechseln der Sicherung
ist daher im Allgemeinen nicht ausreichend.
• Ist der Lötkolben korrekt mit der Versorgungs einheit verbunden?
Wird nach der Überprüfung der oben genannten
Punkte die Lötspitze nicht heiss, so können der
Heizwiderstand und der Temperaturfühler (nur
bei Tech tool, X-Tool und Power tool) mit einem
Widerstandsmessgerät auf Durchgang geprüft
werden (Abbildung 15).
Durchgangsprüfung Heizkörper
Zwischen Messpunkt 1 und 6 sollten weniger als
6 Ohm (bei kaltem Lötkolben) Durchgangswiderstand messbar sein. Bei Unterbrechung ist der
Heizkörper zu erneuern (siehe unten).
Durchgangsprüfung Ther mofühler
Zwischen Messpunkt 7 und 3 sollten weniger als
25 Ohm Durchgangswiderstand messbar sein.
Bei größerem Durchgangswiderstand muss das
Tool zur Reparatur.
6.1 General Errors
If the soldering station does not operate as
expected, check the following items:
• Is main voltage present? (Correctly connect
the mains lead to the device and socket.)
• Is the fuse defective? Note that a defective
fuse may also indicate a deeper cause of
error. Simply changing the fuse therefore
generally does not sufce.
• Is the soldering iron correctly connected
to the supply unit?
If the soldering tip does not become hot after the
above items have been checked, you can use
an ohmmeter to check the heat resistance and
the temperature sensor (with Tech tool, X-Tool
and Power tool only) for conduction (Figure 15).
Continuity check for heating element
The continuity resistance between measuring
points 1 and 6 should be between less than 6 Ohm
(at cool soldering iron). In the event of interruption,
the heating element is to be replaced (see below).
Continuity check for thermocouple
There should be less than 25 Ohm continuity
resistance between measuring points 7 and 3. If
the continuity resistence is higher, the tool must
be repared.
Page 43

6. Fehlerdiagnose
und -behebung
Error Diagnosis
and Remedy
Tabelle 9: Fehlercodes der DIGITAL 2000 A
Table 9: Error Codes of the DIGITAL 2000 A
Parameteränderungen nicht möglich
Ist die Station über ein Passwort geschützt, können
die Parameter nur dann geändert werden, wenn
das Passwort korrekt eingegeben wurde. (siehe
Kapitel 5.3.7 Passwortfunktion)
6.2 Fehlermeldungen
Die DIGITAL 2000 A führt selbständig Fehlerdiagnosen durch. Das Ergebnis einer Diagnose
wird als Fehlercode ausgegeben. Dabei erscheint
die Buchstabenfolge ‚Err‘ in den ersten drei
Ziffern des Displays. In der vierten Ziffer wird
gleichzeitig der Fehlercode dargestellt. Die
Fehlercodes können aus Tabelle 9 entnommen
werden. Fehlermeldungen können auch über die
Bedientasten quittiert werden.
6.3 Sonstige Fehler
Es können noch weitere Fehler auftreten, die auf
mögliche Defekte des Lötwerkzeugs hinweisen.
Diese sind:
• Die Station zeigt permanent nur die Raum temperatur an. In diesem Fall liegt bei den
thermoelementgeregelten Lötkolben (Power
tool, Tech tool) ein Defekt am Heizkörper oder
in der Zuleitung vor.
Parameter changes not possible
If the station is protected by a password, the
parameters only can be changed by entering the
correct password. (see chapter 5.3.7 Password
Function)
6.2 Error Messages
The DIGITAL 2000 A carries out an automatic
error diagnosis. The result of a diagnosis is
outputted as an error code. The string ‚Err‘ then
appears as the rst three characters of the
display. At the same time, the error code is
displayed as the fourth character. The error
codes are listed in Table 9. Error messages may
also be conrmed with the control buttons.
6.3 Other Errors
Other errors may also occur, indicating possible
defects in the soldering tool.
These errors are:
• The station permanently displays only the
room temperature.
In this case, there is a defect in the heating
element or cable with thermocouple-controlled
soldering irons (Power tool, Tech tool).
Page 44
6. Fehlerdiagnose
und -behebung
Error Diagnosis
and Remedy
44
Abb. 16 / Fig. 16
1
2
3
4
5
• Die Station zeigt permanent eine zu hohe Ist Temperatur an.
Dieser Fehler kann beim Betrieb einer Pin zette 40 auftreten. Schalten Sie in diesem
Falle die Station aus und ersetzen Sie das
Tool gegen ein intaktes.
6.4 Heizkörperwechsel
Schalten Sie vor dem Wechseln eines Heizkörpers das Gerät am Netzschalter aus und ziehen
Sie den Anschlussstecker des Lötwerkzeugs.
Lassen Sie das Gerät einige Minuten abkühlen.
Tech tool
• Griffbefestigungsschraube (Pos. 1/Abb. 16)
herausschrauben.
• Griff (Pos. 2/Abb. 16) abziehen.
• Steckverbindung (Pos. 4/Abb. 16) zwischen
Heizkörper und Kabel lösen.
• Heizkopf (Pos. 3/Abb. 16) wechseln.
• Steckverbindung (Pos. 4/Abb. 16) zwischen
Heizkörper und Kabel wiederherstellen.
• Griff (Pos. 2/Abb. 16) auf Heizkopf (Pos. 3/
Abb. 16) aufschieben.
• Griffbefestigungsschraube (Pos. 1/Abb. 16)
einschrauben.
Micro tool, SMD-Pincette 40
Diese Werkzeuge sollten Sie nicht selbst reparieren. Bei einem Defekt setzen Sie sich bitte mit
Ihrem Händler oder mit ERSA (Anschrift siehe
letzte Seite) direkt in Verbindung.
• The station permanently displays an actual
temperature that is too high.
This error can occur during operation of a
Pincette 40. In this case, switch off the station
and replace the tool with an intact one.
6.4 Changing the Heating Element
Before changing a heating element, switch off
the device at the mains switch and pull the connecting plug of the soldering tool.
Allow the device to cool for a few minutes.
Tech tool
• Unscrew handle mounting screw (pos. 1/
g. 16).
• Pull off handle (pos. 2/g. 16).
• Disconnect plug connection (pos. 4/g. 16)
between heating element and cable.
• Replace heating head (pos. 3/g. 16).
• Restore plug connection (pos. 4/g. 16)
between heating element and cable.
• Push handle (pos. 2/g. 16) onto heating
head (pos.3/g. 16).
• Screw in handle mounting screw (pos. 1/
g. 16).
Micro tool, SMD Pincette 40
Do not repair these tools yourself. Should they
prove defective, please contact your dealer or
ERSA (see last page for address) directly.
Page 45

6. Fehlerdiagnose
und -behebung
Error Diagnosis
and Remedy
Heizelement/
heating element
Heizkörper weiss/
heat. element white
Thermofühler
grün (-)/
thermocouple
green (-)
schwarz/
black
grün/
green
Power tool
• Lötkolben von der Station trennen.
• Abgekühlte Spitze (Pos. 1/Abb. 17) und
Spitzenbefestigung (Pos. 2/Abb. 17) vom
Heizkörper abziehen.
• Griffbefestigungsschraube (Pos. 4/Abb. 17)
herausdrehen.
• Griff (Pos. 5/Abb. 17) abziehen.
• Lötverbindung zwischen Heizkörper
(Pos. 3/Abb. 17) und Anschlussdrähten
(Pos. 6/Abb. 17) lösen.
• Heizkörper (Pos. 3/Abb. 17) bzw. Anschluss
leitung (Pos. 8/Abb. 17) wechseln.
• Lötverbindung zwischen Heizkörper und An schlussdrähten (Abb. 18) wiederherstellen.
Achtung! Adern „weiss“ und „rot“ dürfen
nicht vertauscht werden!
• Zusammenbau in umgekehrter Reihenfolge.
Power tool
• Detach soldering iron from the station.
• Pull off cooled tip (pos. 1/g. 17) and
tip mount (pos. 2/g. 17) from the heating
element.
• Unscrew handle mounting screw (pos. 4/g. 17).
• Pull off handle (pos. 5/g. 17).
• Disconnect soldering connection between
the heating element (pos. 3/g. 17) and the
connecting wire (pos. 6/g. 17).
• Change the heating element (pos. 3/g.17)
or connecting lead (pos. 8/g. 17).
• Restore soldering connection between
the heating element and the connecting wire
(g. 18).
Attention! „White“ and „red“ wires must not
be confused!
• Assemble in reverse order.
Abb. 18 / Fig. 18 Abb. 17 / Fig. 17
Thermofühler/
temperature sensor
Heizkörper weiss/
heat. element white
Erdleiter rot (+),
Thermofühler
earth red (+),
thermocouple
blau/blue
weiss/rot
white/red
X-Tool
Verfahren Sie zum Wechseln der Heizelemente
wie in der Betriebsanleitung „ERSA X-Tool“
(3BA00023-00) angegeben.
X-Tool
When changing the heating elements, proceed
as described in the „ERSA X-Tool“ Operating
Instructions (3BA00023-00).
Page 46

7. Wartung und
Instandhaltung
Maintenance
7.1 Wichtige Pegearbeiten
Hinweis:
Verwenden Sie ausschließlich Original ERSA
Verbrauchs- und Ersatzteile, um sichere Funktion und Gewährleistung zu erhalten!
• Sorgen Sie dafür, dass die Löt- und Ent lötspitze stets verzinnt ist.
• Wischen Sie die Löt- und Entlötspitze, falls
erforderlich, vor dem Entlötvorgang zum
Entfernen von Altlot und Flussmittelresten
an einem feuchten Schwamm ab.
Um eine gute elektrische und Wärmeleit fähigkeit zu erhalten, sollte die Lötspitze
gelegentlich abgenommen und der Heiz körperschaft mit einem Messingbürstchen
gereinigt werden.
• Achten Sie darauf, dass Lüftungsöffnungen
nicht durch Staubablagerungen ihre Wirkung
verlieren.
7.1 Important care jobs
Note:
Only use genuine ERSA consumables and
spare parts in order to ensure reliable function
and to maintain the unit‘s warranty.
• Make sure that the soldering / desoldering
tip is always tinned.
• If required, wipe the soldering / desolder ing tip on a damp sponge prior to de soldering in order to remove used solder
and ux residue.
To obtain good electrical and thermal
conductivity, occasionally remove the
soldering tip and clean the heating element
shaft with a brass brush.
• Make certain that the effectiveness of the
ventilation holes is not impaired by a
build-up of dust.
46
Page 47

8. Ersatzteile und
Bestelldaten
Replacement Parts and
Ordering Information
Bezeichnung
Stationen:
Elektronikstation DIGITAL 2000 A,
80 W, antistatisch, komplett mit
Lötkolben Power tool
Elektronikstation DIGITAL 2000 A,
80 W, antistatisch, komplett mit
Lötkolben Tech tool
Elektronikstation DIGITAL 2000 A,
80 W, antistatisch, komplett mit
Lötkolben Micro tool
Elektronikstation DIGITAL 2000 A,
80 W, antistatisch, komplett mit
SMD-Entlöt-Pincette 40
Elektronikstation DIGITAL 2000 A,
80 W, antistatisch, komplett mit
Entlötgerät X-Tool
Einzelteile:
Elektronikstation DIGITAL 2000 A,
230/24 V, 80 W, antistatisch
Kompressoreinheit für X-Tool,
antistatisch
Lötkolben Power tool, 24 V, 80 W,
antistatisch mit Spitze 842 CD
Lötkolben Tech tool, 24 V, 80 W,
antistatisch mit Spitze 612 AD
Bestell-Nr.
DIG 20 A 84
DIG 20 A 64
DIG 20 A 27
DIG 20 A 43
DIG 20 A XT
DIG 203 A
CU 103 A
840 CDJ
640 ADJ
Description
Stations:
DIGITAL 2000 A electronic
station, 80 W, antistatic, compl.
with Power tool soldering iron
DIGITAL 2000 A electronic
station, 80 W, antistatic, compl.
with Tech tool soldering iron
DIGITAL 2000 A electronic
station, 80 W, antistatic, compl.
with Micro tool soldering iron
DIGITAL 2000 A electronic
station, 80 W, antistatic, compl.
with SMD Desoldering Pincette 40
DIGITAL 2000 A electronic
station, 80 W, antistatic, compl.
with X-tool desoldering device
Single parts:
DIGITAL 2000 A electronic
station, 230/24 V, 80 W, antistat.
Compressor unit for X-tool,
antistatic
Power tool soldering iron, 24 V,
80 W, antistatic with tip 842 CD
Tech tool soldering iron, 24 V,
60 W, antistatic with tip 612 AD
Order no.
DIG 20 A 84
DIG 20 A 64
DIG 20 A 27
DIG 20 A 43
DIG 20 A XT
DIG 203 A
CU 103 A
840 CDJ
640 ADJ
47
Page 48

8. Ersatzteile und
Bestelldaten
Replacement Parts and
Ordering Information
Bezeichnung
Lötkolben Micro tool, 24V, 20 W,
antistatisch mit Spitze 212 BD
SMD-Entlöt-Pincette 40, 24V,
2 x 20 W, antistatisch,
mit Spitzen 422 ED
Entlötkolben X-Tool, 24 V,
antistatisch,
mit Entlötspitze 722 ED12
Ablageständer für Power tool,
Tech tool oder Micro tool
Ablageständer für SMDEntlöt-Pincette 40
Ablageständer für X-Tool
Spitzenwechselwerkzeug
Spitzen- / Entlötspitzenhalter
komplett, bestückt mit
4 Lötspitzen Type 212
und 8 Spitzensätzen Type 422
Temperaturfühler Typ K,
konfektioniert mit
8-poligem Stecker,
Thermoelementdraht
700 mm lang
Bestell-Nr.
270 BDJ
430 EDJ
720 ENJ
A 29
A 30
A 36
3ZT00164
SMD 8012
DIG207
Description
Micro tool soldering iron, 24V,
20 W, antistatic with tip 212 BD
SMD Desoldering Pincette 40,
24V, 2 x 20 W, antistatic,
with tips 422 ED
X-tool desoldering iron, 24 V,
antistatic, with desoldering tip
722 ED12
Holder for Power tool, Tech tool
or Micro tool
Holder for SMD Desoldering
Pincette 40
Holder for X-tool
Tip changing tool
Soldering and desoldering tip
holder, complete, equipped with
4 type 212 soldering tips and
8 type 422 tip sets
K-type temperature sensor,
ready-made with 8 channel plug,
thermocouple wire 700 mm long
Order No.
270 BDJ
430 EDJ
720 ENJ
A 29
A 30
A 36
3ZT00164
SMD 8012
DIG 207
48
Page 49

8. Ersatzteile und
Bestelldaten
Replacement Parts and
Ordering Information
Bezeichnung
Ersatzteile:
Heizkörper für Power tool,
24 V, 80 W
Heizkörper für Tech tool,
24 V, 60 W
Heizkörper für Micro tool,
24 V, 20 W
Heizkörper (Paar) für SMDEntlöt-Pincette 40, 24 V, 20 W
Heizeinsatz für X-Tool mit
Thermoelement
Heizeinsatz für X-Tool ohne
Thermoelement
Viskoseschwamm für
Ablageständer
Weitere Einzelteile für den
X-Tool siehe Betriebsanleitung
„ERSA X-Tool“ (3BA00023-00).
Bestell-Nr.
84100J
64100J
21100J
42100J
72100J011
72100J012
0003B
Description
Replacement parts:
Heating element for Power tool,
24 V, 80 W
Heating element for Tech tool,
24 V, 60 W
Heating element for Micro tool,
24 V, 20 W
Heating elements (pair) for
SMD Desoldering Pincette 40,
24 V, 20 W
Heater insert for X-tool
with thermocouple
Heater insert for X-tool
without thermocouple
Viscose sponge for holder
For other single parts for the
X-tool, see the „ERSA X-Tool“
Operating Instructions
(3BA00023-00).
Order No.
84100J
64100J
21100J
42100J
72100J011
72100J012
0003B
49
Page 50

8. Ersatzteile und
Bestelldaten
Replacement Parts and
Ordering Information
Tech tool Micro tool
ERSADUR-Dauerlötspitzen
ERSADUR soldering tips
612 SD*
612 UD
612 BD
612 CD
612 AD
612 KD
612 ED
612 GD
612 TW
ERSADUR-Dauerlötspitzen
ERSADUR soldering tips
212 SD*
212 BD*
212 CD
212 ED
212 KD
212 MS
212 VD
X-tool
ERSADUR-Entlötspitzen
ERSADUR desoldering tips
722 EN 0818
722 EN 0823
722 EN 1020
722 EN 1023
722 EN 1223
722 EN 1529
722 EN 1548
722 EN 0615 S
722 EN 1018 S
50
*Achtung! Vor dem Aufheizen Schlauch-Schutztülle entfernen! Weitere Lötspitzen auf Anfrage!
*Consideration! Before you start to solder please remove the hose protection nozzle. More soldering tips upon request!
Page 51

8. Ersatzteile und
Bestelldaten
Replacement Parts and
Ordering Information
SMD-Entlöt Pincette 40 / SMD-desoldering tweezers Pincette 40
Entlöteinsätze / Desoldering inserts
51
422 ED
6 mm/SOIC 8
422 FD1
10 mm/SOIC 16
422 FD2
15 mm/SOIC 24
422 FD7
25 mm/SOIC 40
422 FD8
27,5 mm
422 QD5
10 mm/PLCC 20
422 QD6
15 mm/QFP, TQFP,
TTQFP 80T25
422 QD7
30 mm/PLCC 84
422 FD9
422 FD3
7,5 mm
SOIC 12/SOT 23
422 FD4
12,5 mm/SOIC 20
40 mm
422 QD1
12,5 mm/PLCC 28
422 RD1
22,5 x 16,5 mm/
QFP 100
422 RD2
15 x12,5 mm/
PLCC 32
422 QD2
422 FD5
17,5 mm/SOIC 28
25 mm/PLCC 68
422 MD
MELF/MINIMELF
422 QD3
422 FD6
20 mm/SOIC 32
17,5 mm/PLCC 48
422 QD4
20 mm/PLCC 52
422 SD
MICROMELF
*Achtung! Vor dem Aufheizen Schlauch-Schutztülle entfernen! Weitere Lötspitzen auf Anfrage!
*Consideration! Before you start to solder please remove the hose protection nozzle. More soldering tips upon request!
Page 52

8. Ersatzteile und
Bestelldaten
Power tool
ERSADUR-Dauerlötspitzen Verstärkte ERSADUR-Dauerlötspitzen IC-Auslöteinsätze
ERSADUR soldering tips ERSADUR reinforced soldering tips IC desoldering inserts
Replacement Parts and
Ordering Information
52
832 BD
832 CD
832 ED
832 KD
832 SD
832 UD*
832 PW
*Achtung! Vor dem Aufheizen Schlauch-Schutztülle entfernen! Weitere Lötspitzen auf Anfrage!
*Consideration! Before you start to solder please remove the hose protection nozzle. More soldering tips upon request!
832 GD
832 LD
832 MD
832 VD
832 C8/7,62
832 C14/7,62
832 C16/7,62
832 C18/7,62
832 C20/7,62
832 C20/12,7
Page 53

8. Ersatzteile und
Bestelldaten
Power tool
ERSADUR-Dauerlötspitzen
ERSADUR soldering tips
Replacement Parts and
Ordering Information
53
842 UD*
842 SD
842 BD
*Achtung! Vor dem Aufheizen Schlauch-Schutztülle entfernen!
*Consideration! Before you start to solder please remove the hose protection nozzle.
842 YD
842 CD
842 KD
842 ED
842 ID
842 JD
Page 54

9. Index Index
54
B
Bestelldaten 45
E
Einführung 4
Einheit 25
Energiefunktion 30
Entlötpinzette 6, 10, 14, 17, 34, 42
Entlötspitzen 48
Ersatzteile 45
Erstes Einschalten 15
F
Fehlercodes 41
Fehlerdiagnose 40
Fehlermeldungen 41
Funktionen 25
H
Heizkörperwechsel 42
I
Inbetriebnahme 13
Inhaltsverzeichnis 2
Isttemperatur 38
Istwertanzeige 20, 23
K
Kalibrieren 37
Kalibrierfunktion 29
L
Lötspitzen 48
M
Menüsystem 21
Micro tool 5, 9, 34, 42
P
Parametereinstellung Ablaufschema 23
Parametereinstellung Verkürztes Verfahren 24
Passwort zurücksetzen 35
Passwortfunktion 31
Potentialausgleich 36
Power tool 6, 7, 33, 43
Programm wechseln 19
A
abbreviated procedure for parameter setting 24
actual value display 20, 23
actual temperature 38
C
calibration 29, 37
changing the heating element 42
changing the program 19
changing the tip 32
commissioning 13
contents 2
control characteristics of the
individual energy values 30
D
desoldering tips 48
E
energy function 30
error codes 41
error diagnosis 40
error messages 41
F
functions 25
I
introduction 4
M
maintenance 44
menu item – symbol assignment table 22
menu system 21
Micro tool 5, 9, 34, 42
O
ordering information 45
P
parameter setting ow chart 23
password function 31
Power tool 6, 7, 33, 43
plug allocation 40
potential equalization 36
pre-settings 35
Page 55

9. Index Index
55
P
Programmauswahl Ablaufschema 20
Programme 19
R
Regelverhalten der einzelnen Energiewerte 30
S
Sicherheitshinweise 12
Sollwerteinstellung 25
Spitzenwechsel 32
Standby 26
Steckerbelegung 40
T
Tabelle 1 (Programm-Werkzeug Zuordnung) 19
Tabelle 2 (Parameter - Symbol Zuordnung) 22
Tabelle 3 (Temperaturbereiche der Lötkolben) 25
Tabelle 4 (Tip Offset Nr. Pincette 40) 28
Tabelle 5 (Tip Offset Nr. Micro tool) 28
Tabelle 6 (Tip Offset Nr. Tech tool) 28
Tabelle 7a,b (Tip Offset Nr. Power tool) 28
Tabelle 7c (Tip Offset Nr. Temperaturfühler) 28
Tabelle 8 (Werkseitige Voreinstellungen) 35
Tabelle 9 (Fehlercodes der DIGITAL 2000 A) 41
Tech tool 5, 9, 32, 42
Technische Daten 8
Temperaturanzeige 21
Temperaturbereiche der einzelnen Lötkolben 25
Temperatureinheit 25
Temperatureinstellung 25
Temperaturfühler 7, 11
Tip Offset 27
Tool selector 20
V
Voreinstellungen 35
W
Wartung und Instandhaltung 44
X
X-tool 7, 10, 32, 43
Z
Zuordnungstabelle Menüpunkt - Symbol 22
Zuordnungstabelle Programm - Werkzeug 19
P
program – tool assignment table 19
program selection ow chart 20
programs 19
R
resetting the password 35
S
safety instructions 12
setpoint setting 25
SMD desoldering pincette 6, 10, 14, 17, 34, 42
soldering tips 48
spare parts 45
standby 26
switching on for the rst time 15
T
Table 1 (Program - tool assignment) 19
Table 2 (Symbol - menu item assignment) 22
Table 3 (Temperature ranges of
the individual soldering irons) 25
Table 4 (Tip Offset numbers for Pincette 40) 28
Table 5 (Tip Offset numbers for Micro tool) 28
Table 6 (Tip Offset numbers for Tech tool) 28
Table 7a,b (Tip Offset numbers for Power tool) 28
Table 7c (Tip Offset numbers for temp. sensor) 28
Table 8 (Factory Pre-Settings) 35
Table 9 (Error codes of the DIGITAL 2000 A) 41
Tech tool 5, 9, 32, 42
technical data 8
temperature display 21
temperature ranges of the individual
soldering irons 25
temperature sensor 7, 11
temperature setting 25
temperature unit 25
Tip Offset 27
U
Tool Selector 20
X
units 25
Page 56

10. Notizen Notes
56
Page 57

10. Notizen Notes
57
Page 58

11. Garantie Warranty
© 10/2002, ERSA GmbH • 3BA00044-00-01
ERSA hat diese Betriebsanleitung mit großer Sorgfalt
erstellt. Es kann jedoch keine Garantie in bezug auf
Inhalt, Vollständigkeit und Qualität der Angaben in dieser
Anleitung übernommen werden. Der Inhalt wird gepegt
und den aktuellen Gegebenheiten angepaßt.
Alle in dieser Betriebsanleitung veröffentlichten Daten
sowie Angaben über Produkte und Verfahren, wurden
von uns unter Einsatz modernster technischer Hilfsmittel, nach besten Wissen ermittelt. Diese Angaben
sind unverbindlich und entheben den Anwender nicht
von einer eigenverantwortlichen Prüfung vor dem Einsatz des Gerätes. Wir übernehmen keine Gewähr
für Verletzungen von Schutzrechten Dritter für
Anwendungen und Verfahrensweisen ohne vorherige
ausdrückliche und schriftliche Bestätigung.
Technische Änderungen im Sinne einer Produktverbesserung behalten wir uns vor.
Im Rahmen der gesetzlichen Möglichkeiten ist die
Haftung für unmittelbare Schäden, Folgeschäden und
Drittschäden, die aus dem Erwerb dieses Produktes
resultieren, ausgeschlossen.
Alle Rechte vorbehalten. Das vorliegende Handbuch
darf, auch auszugsweise, nicht ohne die schriftliche
Genehmigung der ERSA GmbH reproduziert, übertragen
oder in eine andere Sprache übersetzt werden.
ERSA has produced these Operating Instructions with
the utmost care. Nevertheless, we cannot provide any
guarantee regarding the content, completeness or quality of the information in these Instructions. The content
is regularly updated and adapted to current conditions.
We have gathered all data published in these Operating
Instructions, as well as data on products and procedures, to the best of our knowledge, by means of state-ofthe-art technical aids. These data are provided without
obligation, and do not relieve the user of the responsibility for inspecting the equipment before its use. We
assume no responsibility for violations of the protective
rights of third parties, or for applications and procedures
without our prior express and written conrmation.
Technical information is subject to change without notice
in the interest of improving the product.
Within the bounds of legal possibility, liability for
direct damage, consequential damage and third-party
damage resulting from the acquisition of this product are
precluded.
All rights reserved. This manual may not be reproduced,
transmitted or translated into another language, even
in excerpt form, without the written approval of ERSA
GmbH.
ERSA GmbH • Leonhard-Karl-Str. 24 • 97877 Wertheim / Germany
Tel. +49 (0) 9342/800-0 • Fax -100 • e-mail: info@ ersa.de • www.ersa.de
 Loading...
Loading...