

Page 1
Repair Parts Sheets for this product are available from the Enerpac
web site at www.enerpac.com, or from your nearest Authorized
Enerpac Service Center or Enerpac Sales office.
1.0 IMPORTANT RECEIVING INSTRUCTIONS
Visually inspect all components for shipping damage. Shipping
damage is not covered by warranty. If shipping damage is found,
notify carrier at once. The carrier is responsible for all repair and
replacement costs resulting from damage in shipment.
SAFETY FIRST
2.0 SAFETY ISSUES
Read all instructions, warnings and cautions
carefully. Follow all safety precautions to
avoid personal injury or property damage
during system operation. Enerpac cannot be responsible for
damage or injury resulting from unsafe product use, lack of
maintenance or incorrect product and/or system operation.
Contact Enerpac when in doubt as to the safety precautions and
operations. If you have never been trained on high-pressure
hydraulic safety, consult your distribution or service center for a
free Enerpac Hydraulic safety course.
Failure to comply with the following cautions and warnings could
cause equipment damage and personal injury.
A CAUTION is used to indicate correct operating or maintenance
procedures and practices to prevent damage to, or destruction of
equipment or other property.
A WARNING indicates a potential danger that requires correct
procedures or practices to avoid personal injury.
A DANGER is only used when your action or lack of action may
cause serious injury or even death.
WARNING: Wear proper personal protective gear when
operating hydraulic equipment.
WARNING: Stay clear of loads supported by
hydraulics. A cylinder, when used as a load lifting device,
should never be used as a load holding device. After the
load has been raised or lowered, it must always be blocked
mechanically.
DANGER: To avoid personal injury keep hands and
feet away from cylinder and workpiece during
operation.
WARNING: Do not exceed equipment ratings. Never
attempt to lift a load weighing more than the capacity of
the cylinder. Overloading causes equipment failure and
possible personal injury. The cylinders are designed for a max.
pressure of 350 bar [5,000 psi]. Do not connect a jack or cylinder
to a pump with a higher pressure rating.
DANGER: Never set the relief valve to a higher pressure
than the maximum rated pressure of the pump. Higher
settings may result in equipment damage and/or personal
injury. Do not remove relief valve.
WARNING: The system operating pressure must not
exceed the pressure rating of the lowest rated component
in the system. Install pressure gauges in the system to
monitor operating pressure. It is your window to what is
happening in the system.
CAUTION: Avoid damaging hydraulic hose. Avoid sharp
bends and kinks when routing hydraulic hoses. Using a
bent or kinked hose will cause severe back-pressure.
Sharp bends and kinks will internally damage the hose leading to
premature hose failure.
Do not drop heavy objects on hose. A sharp impact may
cause internal damage to hose wire strands. Applying
pressure to a damaged hose may cause it to rupture.
IMPORTANT: Do not lift hydraulic equipment by the
hoses or swivel couplers. Use the carrying handle or other
means of safe transport.
CAUTION: Keep hydraulic equipment away from
flames and heat. Excessive heat will soften packings and
seals, resulting in fluid leaks. Heat also weakens hose
materials and packings. For optimum performance do not expose
equipment to temperatures of 65 °C [150 °F] or higher. Protect
hoses and cylinders from weld spatter.
DANGER: Do not handle pressurized hoses. Escaping
oil under pressure can penetrate the skin, causing serious
injury. If oil is injected under the skin, see a doctor
immediately.
WARNING: Only use hydraulic cylinders in a coupled
system. Never use a cylinder with unconnected couplers. If
the cylinder becomes extremely overloaded, components
can fail catastrophically causing severe personal injury.
IMPORTANT: Hydraulic equipment must only be serviced
by a qualified hydraulic technician. For repair service,
contact the Authorized ENERPAC Service Center in your
area. To protect your warranty, use only ENERPAC oil.
WARNING: Immediately replace worn or damaged parts by
genuine ENERPAC parts. Standard grade parts will break
causing personal injury and property damage. ENERPAC
parts are designed to fit properly and withstand high loads.
Instruction Sheet
Work Supports
WFC / WSC 72, 112, 222
L2230 Rev. B 02/04
Index:
English: .......................................................................... 1-5
Français: .........................................................................5-8
Deutsch:........................................................................9-13
Italiano: .......................................................................14-17
Español: ......................................................................18-21
Nederlands:...............................................................22-265
Illustrations................................................................26-31
®
®
Page 2
2
3.0 INSTALLATION
3.1 Mounting the Work Support
Mounting cavities must be prepared according to the specifications
shown on page 26 and 27. Use care when preparing the fixture.
Machine fixture bore holes accurately. To prevent leakage, provide
a fixture mounting surface roughness average (Ra) not to exceed
1,6 µm (63 µin.) Ensure that there are no exposed metal burrs where
the oil feed holes meet the cylinder cavity.
CAUTION: Thoroughly flush all fixture drill passages
to prevent debris from entering the cylinder during
operation.
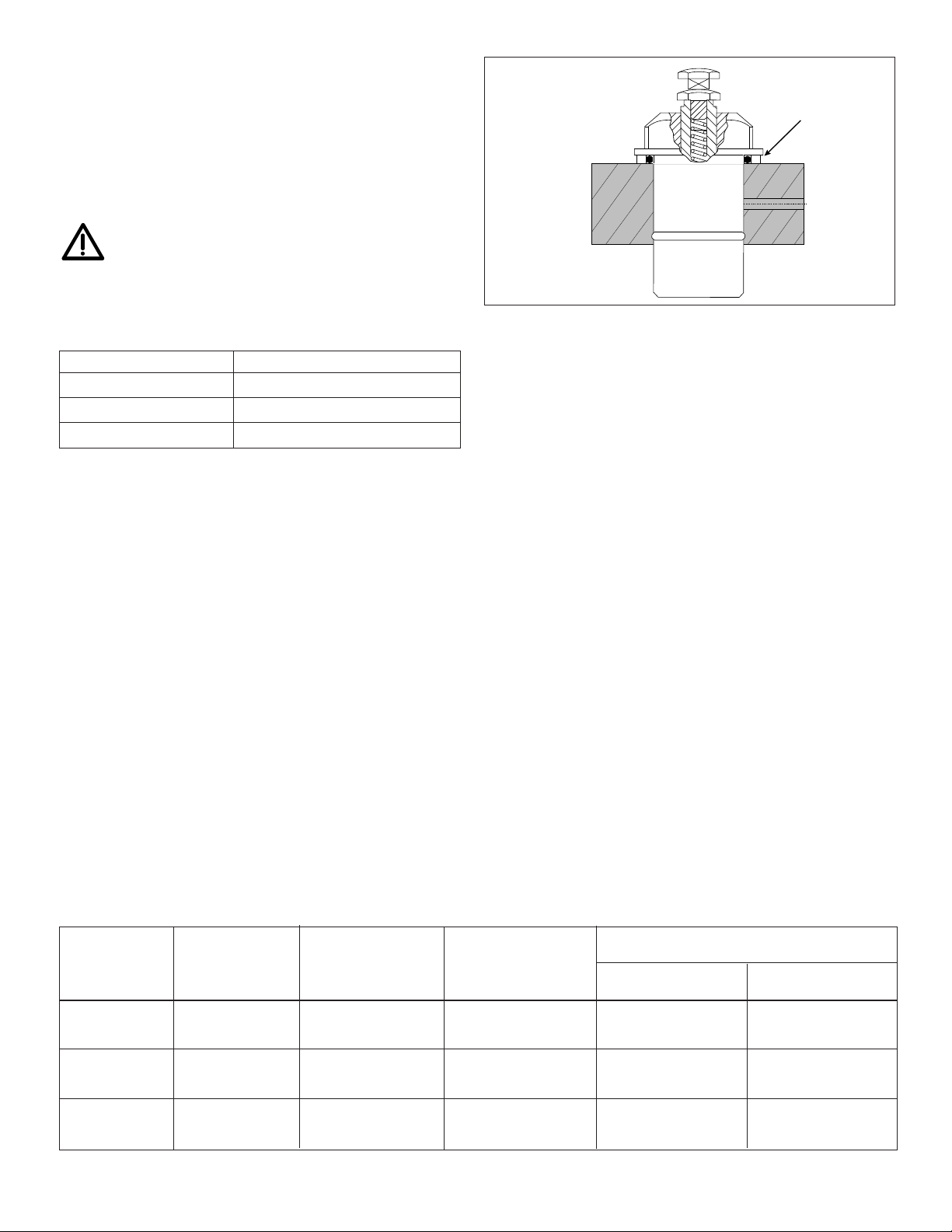
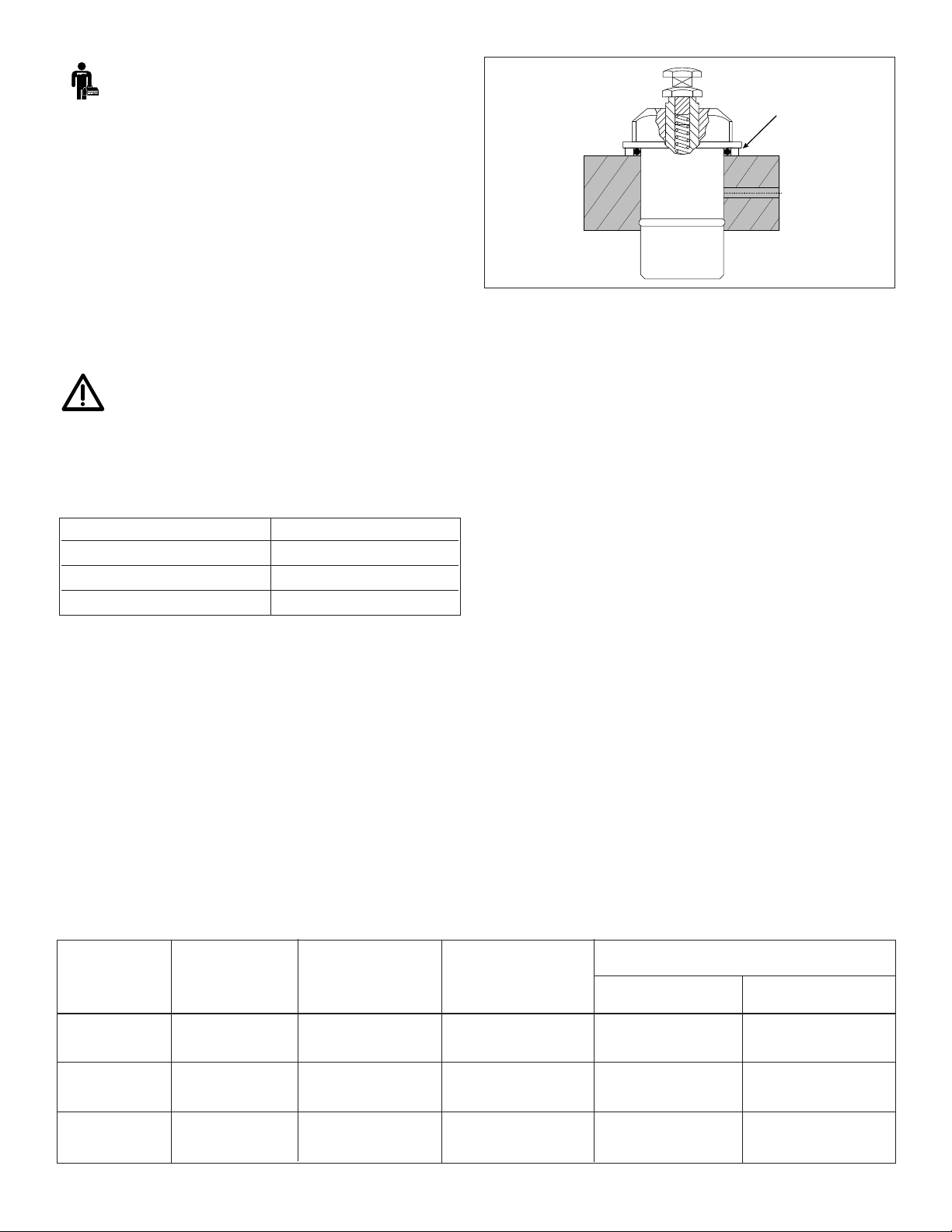
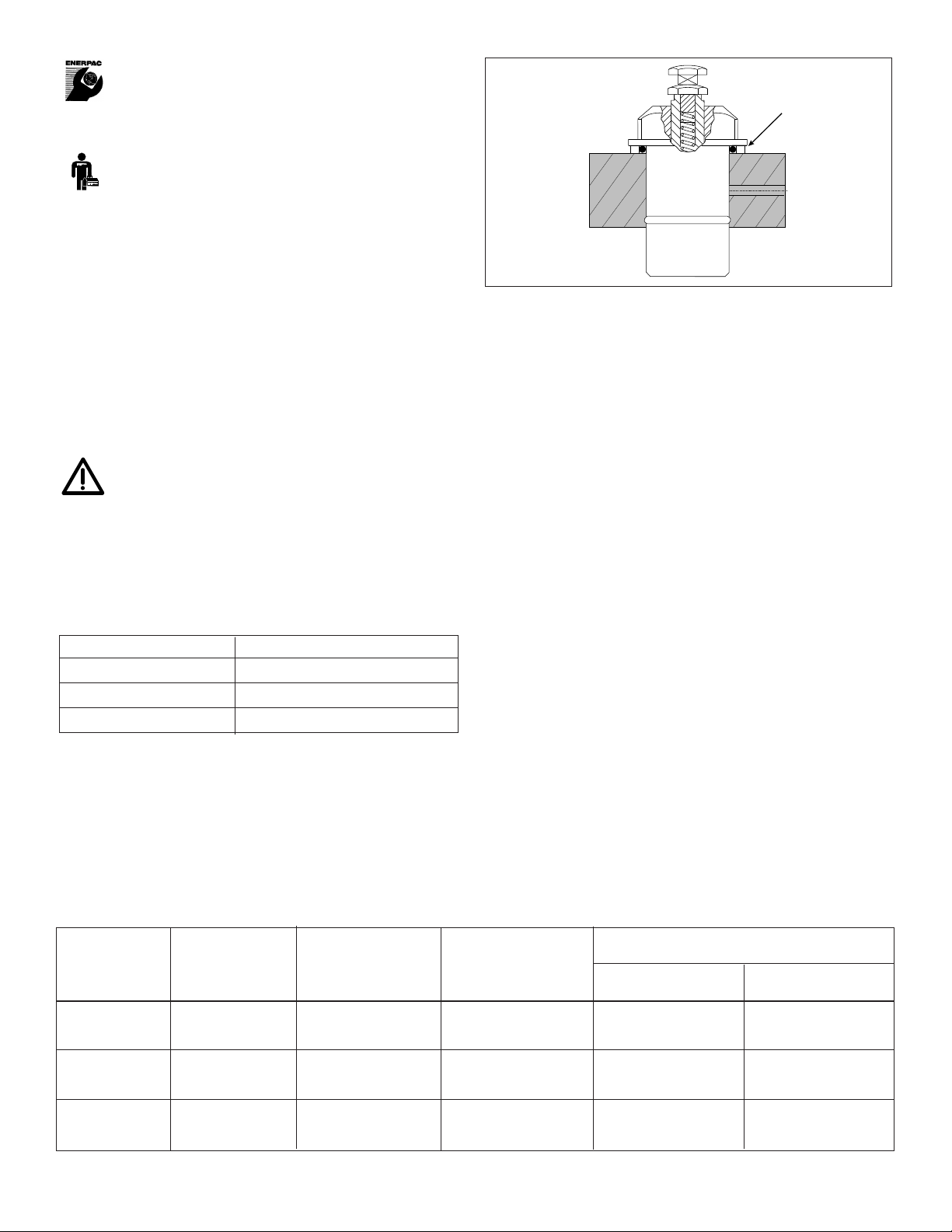
Lubricate external cylinder o-rings prior to mounting the cylinder in
the cavity. Carefully install the cylinder until the metal ring (E)
contacts the counterbore face as shown in Figure 1. Torque work
support into mounting plate. See the table below for torque values.
3.2 Mounting Options
For the mounting option using the open plate design (Figure 2,
page 26), care should be taken to prevent coolant or cutting fluids
from entering the vent hole.
The WFC/WSC 112 and 222 models have an external breather
vent in the body housing. If the breather vent is subjected to a
continuous coolant flood condition, the blind cavity design
(Figure 3, page 26) is recommended. The lower portion of the
mounting cavity should be vented to an area free of fluids and
contaminants to protect the breather vent.
4.0 MODIFICATIONS
4.1 “Air Purge” Work Supports (WFC/WSC 112, 222 only)
If the wiper area of the work support is exposed to coolant
flooding or fine machining debris, the work support should be
modified to become an “air purge” work support. An “air purge”
work support allows air to blow through the wiper and prevents
coolant and debris from entering the work support.
1. Only work supports utilizing a blind cavity design may be
modified to become “air purge” work supports. Connect an
air feed to the area labeled “P” (see figure 3, page 26).
2. NOTE: The air purge only requires between 5-15 psi (0,3-1,0
bar) air pressure.
4.2 “Air Spring” Work Supports (WSC 112, 222 only)
An “air spring” work support uses air, instead of a spring, to
maintain the support plunger in an extended position. An “airspring” work support will not retract the plunger. (Note: Only spring
advanced work supports can be modified to become “air spring”
work supports.) An “air spring” work support can offer greater
control over the force of the plunger against the workpiece. An “air
spring” work support can also provide more force against the
plunger than conventional spring advanced models.
1. Remove the contact bolt, adjustment screws (222 models
only) and spring from within the work support plunger.
2. After removing the spring, replace the contact bolt.
3. Only work supports utilizing a blind cavity design may be
modified to become “air purge” work supports. Connect an
air feed to the area labeled “P” (see figure 3, page 26).
4. Add a two-position manual air valve or a solenoid operated
air valve to the air supply line.
5. Use an air regulator (Enerpac RFL 102) to control air pressure.
Excessive air pressure may actually lift a work piece off of its
rest surface. The correct amount of air pressure will vary
depending on the size and weight of the workpiece and the
work support.
5.0 OPERATION
5.1 Spring Advanced Work Supports
1. WSC 222 only: Adjust the contact force between the work
support plunger and the workpiece.
a. Remove the plastic adjustment screw from within the top
of the plunger.
Work Support Model Installation Torque
WFC /WSC 72 149-176 Nm (110-130 Ft-Lbs.)
WFC /WSC 112 190-217 Nm (140-160 Ft-Lbs.)
WFC /WSC 222 258-285 Nm (190-210 Ft-Lbs.)
Model Oil Capacity Capacity Support Plunger Support Plunger Spring Force
No. @ Max. bar/psi Stroke N (lbs.)
cm
3
kN mm
Plunger Plunger
(in3) (lbs) (in) Extended Retracted
WFC-72 0,66 (0.04)
7 (1650) 9,7 (0.38) 8,9 (2.0) 25,8 (5.8)
WSC-72 0,16 (0.01)
WFC-112 0,98 (0.06))
11 (2500) 9,7 (0.38) 15,2 (3.4) 23,1 (5.2)
WSC-112 0,16 (0.01)
WFC-222 3,28 (0.20)
22 (5000) 11,9 (0.47)
4,4-14,5 (1.0-3.25)
*
71,2-102,3 (16-23)
*
WSC-222 0,16 (0.01)
* adjustable
SPECIFICATIONS
2
Figure 1
E
Page 3
3
3
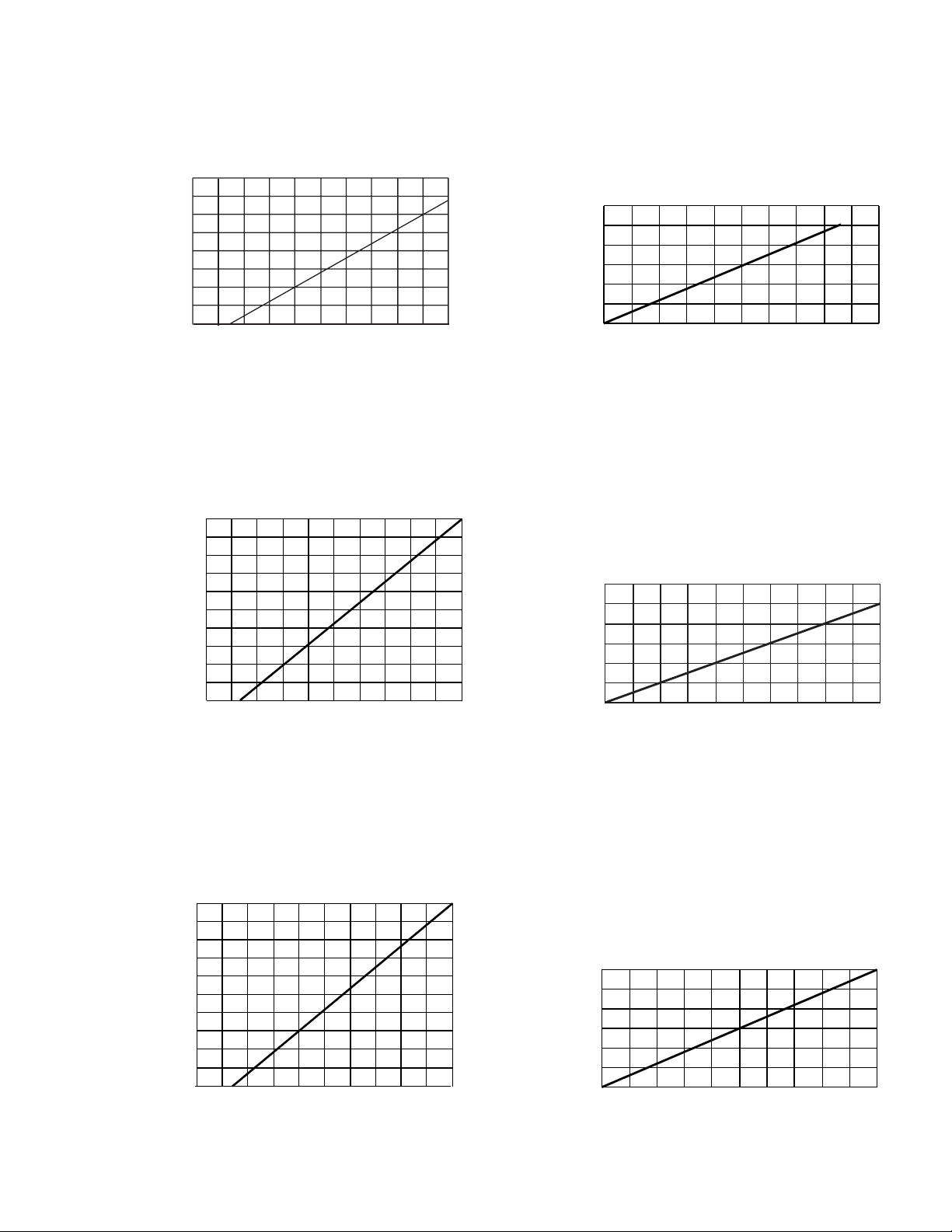
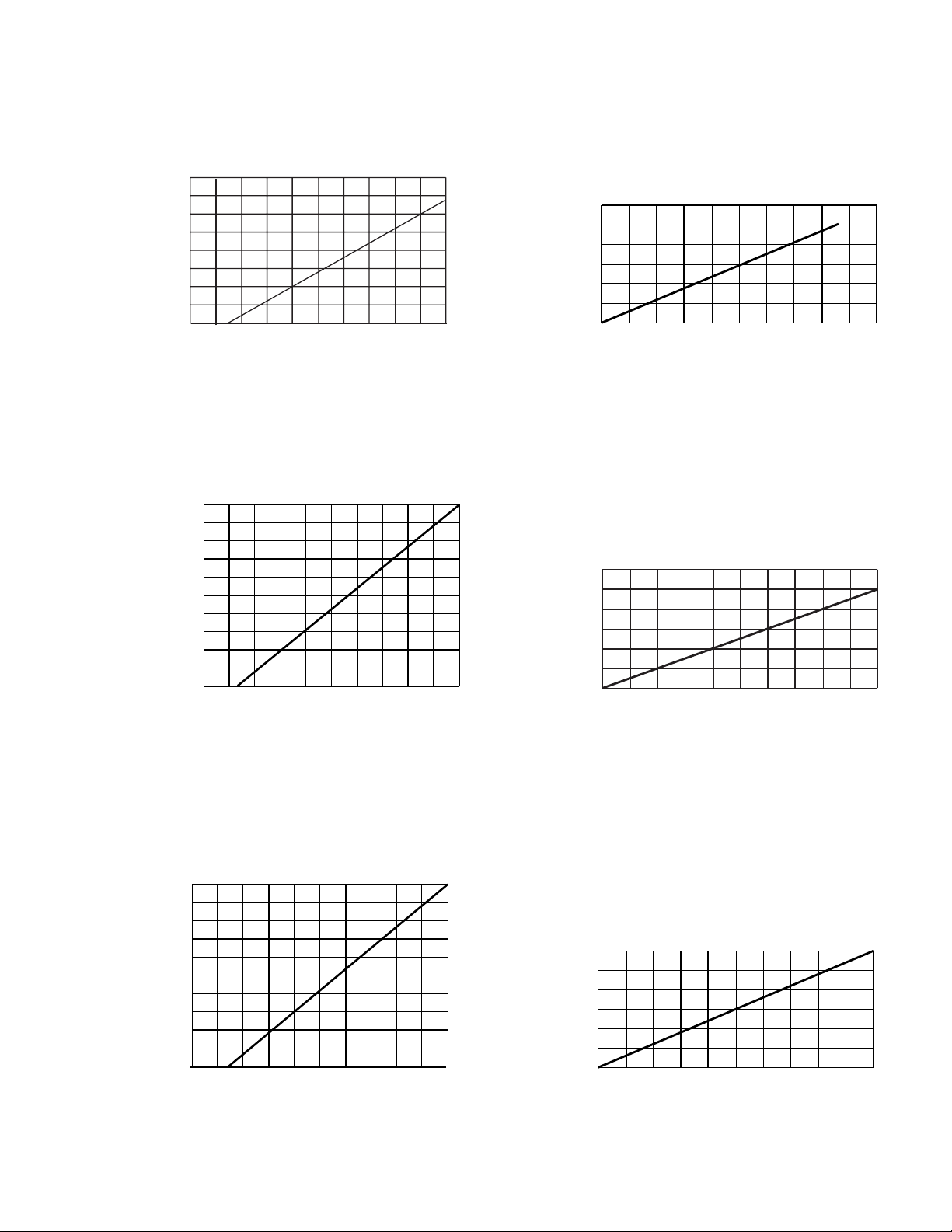
SPECIFICATIONS TABLE
Maximum Holding Force
vs.
Hydraulic Operating Pressure
WFC / WSC 72
Support Plunger Deflection
vs.
Applied Load
at 350 bar (5000 psi)
Operating Pressure
WFC / WSC 72
Maximum Holding Force
kN (lbs.)
Operating Pressure
bar (psi)
0
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
(1,78)
400
(3,56)
800
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
(7,12)
1600
(5,34)
1200
(8,90)
2000
Elastic Deflection
mm (inches)
Applied Load
kN (lbs.)
Maximum Holding Force
vs.
Hydraulic Operating Pressure
WFC / WSC 112
Maximum Holding Force
kN (lbs.)
Support Plunger Deflection
vs.
Applied Load
at 350 bar (5000 psi)
Operating Pressure
WFC / WSC 112
Elastic Deflection
mm (inches)
.0025 (0,064)
.0005 (0,013)
0
.0020 (0,051)
.0010 (0,025)
.0015 (0,038)
1,000
(4,5)
2,000
(8,9)
.0030 (0,076)
3,000
(13,4)
4,000
(17,8)
5,000
(22,3)
0
4,45 (1000)
8,90 (2000)
13,4 (3000)
17,8 (4000)
22,3 (5000)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
Maximum Holding Force
vs.
Hydraulic Operating Pressure
WFC 222 / WSC 222
Maximum Holding Force
(kN) lbs.
Support Plunger Deflection
vs.
Applied Load
at 5000 psi (350 bar)
Operating Pressure
WFC 222 / WSC 222
Elastic Deflection
mm (inches)
Applied Load
kN (lbs.)
Operating Pressure
bar (psi)
Applied Load
kN (lbs.)
Operating Pressure
bar (psi)
0
2,22 (500)
4,45 (1000)
6,67 (1500)
8,90 (2000)
11,12 (2500)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
7,78 (1750)
6,67 (1500)
5,56 (1250)
4,45 (1000)
3,34 (750)
2,22 (500)
1,11 (250)
0
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
0
500
(2,22)
1000
(4,45)
1500
(6,67)
2000
(8,90) (11,12)
2500
Page 4
4
b. Turn the second adjustment screw clockwise to increase
the contact force. Turn the second adjustment screw
counter clockwise to decrease the contact force. Note: If
the adjustment screw is backed out too far, the plunger
stroke will be reduced. Refer to specifications table for
the minimum and maximum contact force for each work
support model.
c. Replace the first adjustment screw. Make sure the first
adjustment screw is positioned snug against the second
screw.
2. Place the workpiece into the fixture and above the work
supports. The plunger should be at the approximate middle
of its stroke when contacting the workpiece.
3. Activate hydraulic pressure to lock the work support plunger
into position. The position of the plunger will be maintained
until hydraulic pressure is released.
4. Clamp the workpiece into position to facilitate machining
operations.
5. When machining is complete, release hydraulic pressure from
clamping cylinders first, then release hydraulic pressure from
work supports.
6. Remove the workpiece from the fixture.
5.2 Fluid Advanced Work Supports
1. When no hydraulic pressure is applied, the plunger will be in
the retract position. Place the workpiece into the fixture and
above the work supports. The plunger should be at the
approximate middle of its stroke when contacting the
workpiece.
2. Activate hydraulic pressure to advance the work support
plunger into position. When hydraulic pressure is applied, a
piston pushes against an internal spring that advances the
plunger to the workpiece. As hydraulic pressure increases,
the compression sleeve grips and locks the plunger at the
point of contact. The position of the plunger will be
maintained until hydraulic pressure is released.
3. Clamp the workpiece into position to facilitate machining
operations.
4. When machining is complete, release hydraulic pressure from
clamping cylinders first, then release hydraulic pressure from
work supports.
5. Remove the workpiece from the fixture.
5.3 “Air Spring” Work Supports (WSC 112, 222 only)
1. Set the air regulator to the correct air pressure. The correct
pressure will vary depending on the size of the work support
and the weight of the workpiece.
2. When no air pressure is applied, the plunger will be in the
retract position. Place the workpiece into the fixture and
above the work supports.
3. Shift the handle of the air valve to activate air pressure and
advance the work support plunger into position. The plunger
should be at the approximate middle of its stroke when
contacting the workpiece. If the weight of the workpiece does
not push the plunger down to the correct position, repeat
step 1 and adjust the air pressure appropriately.
4. Activate hydraulic pressure to lock the work support plunger
into position. The position of the plunger will be maintained
until hydraulic pressure is released.
5. Clamp the workpiece into position to facilitate machining
operations.
6. When machining is complete, release hydraulic pressure from
clamping cylinders first, then release hydraulic pressure from
work supports.
7. Remove workpiece from the fixture.
6.0 MAINTENANCE AND SERVICE
Maintenance is required only when wear and/or leakage is
noticed. Occasionally, inspect all components to detect any
problems requiring service and maintenance. Enerpac offers
repair kits for equipment maintenance. Repair parts sheets are
also available. Contact your Enerpac representative.
7.0 TROUBLESHOOTING (see table below)
PROBLEM POSSIBLE CAUSE
Plunger will not advance when system pressure
is activated.
The workpiece is experiencing excessive
deflection.
Plunger will not retract.
Plunger will not release to extended height.
Work support leaks oil.
1. Determine if hydraulic system is exceeding maximum flow rate (see
specifications table).
2. Check for broken take up spring.
3. Check plunger and sleeve for damage.
1. Hydraulic pressure may be below minimum amount to hold plunger.
2. Cutting forces may be exceeding the capacity of the work support.
1. Hydraulic pressure has not been released from the system.
2. Excessive back pressure from small diameter tubing or tight bends.
3. Check plunger and sleeve for damage or for debris accumulation.
4. Check for broken return spring.
1. Check seals for wear or damage.
2. Connection to work supports may be leaking.
Page 5

5
Les vues éclatées de ce produit sont disponibles sur le site
Enerpac www.enerpac.fr. Vous pouvez également les
obtenir auprès de votre réparateur agréé Enerpac ou auprès
d'Enerpac même.
1.0 INSTRUCTIONS IMPORTANTES RELATIVES
À LA RÉCEPTION
Inspecter tous les composants pour vous assurer qu’ils n’ont
subi aucun dommage en cours d’expédition. Les dommages
subis en cours de transports ne sont pas couverts par la
garantie. S’ils sont abîmés, aviser immédiatement le
transporteur, qui est responsable des frais de réparation et de
remplacement résultant de dommages en cours de transport.
LA SÉCURITÉ AVANT TOUT !
2.0 SÉCURITÉ
Lire attentivement toutes les instructions et
mises en garde et tous les avertissements.
Suivre toutes les précautions pour éviter
d’encourir des blessures personnelles ou de provoquer des dégâts
matériels durant le fonctionnement du système. Enerpac ne peut
pas être tenue responsable de dommages ou blessures résultant de
l’utilisation risquée du produit, d’un mauvais entretien ou d’une
application incorrecte du produit et du système. En cas de doute
sur les précautions ou les applications, contacter Enerpac.
Respecter les mises en garde et avertissements suivants sous
peine de provoquer des dégâts matériels et des blessures
corporelles.
Une mise en garde ATTENTION sert à indiquer des procédures
d’utilisation et de maintenance correctes qui visent à empêcher
l’endommagement voire la destruction du matériel ou d’autres
dégâts.
Un AVERTISSEMENT indique un danger potentiel qui exige la
prise de mesures particulières visant à écarter tout risque de
blessure.
La mention DANGER n’est utilisée que lorsqu’une action ou un
acte de négligence risque de causer des blessures graves, voire
mortelles.
AVERTISSEMENT : Porter un équipement de protection
personnelle adéquat pour utiliser un appareil hydraulique.
AVERTISSEMENT : Rester à l’écart de charges
soutenues par un mécanisme hydraulique. Un vérin,
lorsqu’il est utilisé comme monte-charge, ne doit jamais
servir de support de charge. Après avoir monté ou abaissé la
charge, elle doit être bloquée par un moyen mécanique.
DANGER : Pour écarter tout risque de blessures
corporelles, maintenir les mains et les pieds à l’écart
du vérin et de la pièce à usiner durant l’utilisation.
AVERTISSEMENT : Ne pas dépasser les valeurs
nominales du matériel. Ne jamais essayer de soulever
une charge d’un poids supérieur à la capacité du vérin.
Une surcharge entraînera la panne du matériel et risque de
provoquer des blessures corporelles. Les vérins sont conçus
pour une pression maximale de 350 bar. Ne pas connecter de cric
ou de vérin à une pompe affichant une pression nominale
supérieure.
DANGER : Ne jamais régler la soupape de sûreté à une
pression supérieure à la pression nominale maximale de
la pompe sous peine de provoquer des dégâts matériels
et/ou des blessures corporelles. Ne pas retirer le limiteur de
pression.
AVERTISSEMENT : La pression de fonctionnement du
système ne doit pas dépasser la pression nominale du
composant du système affichant la plus petite valeur.
Installer des manomètres dans le système pour surveiller la
pression de fonctionnement. Ils permettent de vérifier ce qui se
passe dans le système.
ATTENTION : Éviter d’endommager les tuyaux
hydrauliques. Éviter de les plier et de les tordre en les
mettant en place. Un tuyau plié ou tordu entraînera un fort
retour de pression. Les plis et coudes prononcés endommageront
par ailleurs l’intérieur du tuyau, provoquant son usure précoce.
Ne pas faire tomber d’objets lourds sur le tuyau. Un fort
impact risque de causer des dégâts intérieurs (torons
métalliques). L’application d’ une pression sur un tuyau
endommagé risque d’entraîner sa rupture.
IMPORTANT : Ne pas soulever le matériel hydraulique
en saisissant ses tuyaux ou ses raccords articulés.
Utiliser la poignée de transport ou procéder d’une autre
manière sûre.
ATTENTION : Garder le matériel hydraulique à l’écart
de flammes et d’une source de chaleur. Une forte
température amollira les garnitures et les joints et
provoquera par conséquent des fuites. La chaleur affaiblit
également les matériaux et les garnitures du tuyau. Pour une
performance maximale, ne pas exposer le matériel à une
température supérieure ou égale à 65 °C [150 °F]. Protéger tuyaux
et vérins de projections de soudure.
DANGER : Ne pas manipuler les tuyaux sous pression.
L’huile sous pression qui risque de s’en échapper peut
pénétrer dans la peau et provoquer des blessures graves.
En cas d’injection d’huile sous la peau, contacter immédiatement
un médecin.
AVERTISSEMENT : Utiliser des vérins hydrauliques
uniquement dans un système couplé. Ne jamais utiliser
un vérin en présence de raccords déconnectés. La
surcharge du vérin peut avoir des effets désastreux sur ses
composants, qui peuvent causer des blessures graves.
IIMPORTANT : Le matériel hydraulique doit uniquement
être réparé par un technicien hydraulique qualifié. Pour
toute réparation, contacter le centre de réparation
ENERPAC agréé le plus proche. Pour assurer la validité de la
garantie, n’utiliser que de l’huile ENERPAC.
L2230 Rev. B 02/04
Fiche d’instructions
Supports de travail
WFC / WSC 72, 112, 222
®
®
Page 6
6
AVERTISSEMENT : Remplacer immédiatement les
pièces usées ou endommagées par des pièces
ENERPAC authentiques. Les pièces de qualité standard
se casseront et provoqueront des blessures et des dégâts
matériels. Les pièces ENERPAC sont conçues pour s’ajuster
parfaitement et résister à de fortes charges.
3.0 INSTALLATION
3.1 Montage du support de travail
Les trous de montage doivent être préparés conformément aux
spécifications indiquées aux pages 26 et 27. Procéder avec
précaution lors de la préparation du porte-pièce. Usiner les
alésages du porte-pièce avec précision. Pour empêcher les fuites,
prévoir une surface de montage du porte-pièce de rugosité
moyenne (Ra) de 1,6 µm (63 µin.) maximum. S'assurer de
l'absence de bavures de métal à l'endroit où les trous
d'alimentation en huile débouchent dans la cavité du vérin.
ATTENTION : Rincer soigneusement tous les passages
forés du porte-pièce pour empêcher les débris de
pénétrer dans le vérin lors du fonctionnement.
Lubrifier les joints toriques externes du vérin avant de monter ce
dernier dans la cavité. Installer le vérin avec précaution jusqu'à ce
que l'anneau métallique (E) touche la noyure comme illustré à la
figure 1. Serrer le support de travail sur la plaque de montage. Voir
les couples de serrage dans le tableau ci-dessous.
3.2 Options pour le montage
Pour l'option de montage avec plaque ouverte (figure 2, page 26),
veiller à empêcher le liquide de refroidissement ou les fluides de
coupe de pénétrer dans le trou de mise à l'air.
Le corps des modèles WFC/WSC 112 et 222 est doté d'un
aérateur. Si cet aérateur est sujet à être continuellement noyé par
le liquide de refroidissement, la méthode à trou borgne (figure 3,
page 26) est recommandée. La partie inférieure du trou de
montage doit être mise à l'air à un endroit exempt de fluides et de
contaminants, de façon à protéger l'aérateur.
4.0 MODIFICATIONS
4.1 Supports de travail à «purge d'air» (WFC/WSC 112,
222 seulement).
Si le segment racleur du support de travail est exposé aux
liquides de refroidissement ou aux débris d'usinage, le support
doit être converti en outil à «purge d'air». Sur un support de travail
à «purge d'air», de l'air souffle au travers du segment racleur
empêchant la pénétration de liquide de refroidissement et de
débris dans le support.
1. Seuls les supports de travail utilisant un trou borgne peuvent
être convertis en supports à «purge d'air». Brancher une
alimentation en air à l'endroit marqué «P» (voir la figure 3,
page 26).
2. NOTE : La purge d'air ne demande que 0,3 à 1,0 bar (5 à 15
psi) de pression d'air.
4.2 Supports de travail à «ressort pneumatique»
(WSC 112, 222 seulement)
Un support de travail à «ressort pneumatique» utilise de l'air
comprimé, au lieu d'un ressort, pour maintenir la tige du vérin en
position étendue. Un support de travail à «ressort pneumatique»
ne rétracte pas la tige de vérin. (Note : Seuls les supports de
travail à extension par ressort peuvent être convertis en supports
à «ressort pneumatique».) Un support de travail à «ressort
pneumatique» peut permettre un meilleur contrôle de la force
d'appui de la tige sur la pièce à usiner. Un support de travail à
«ressort pneumatique» peut également fournir une force d'appui
supérieure à celle des modèles à extension par ressort.
1. Retirer le boulon de contact, les vis de réglage (modèle 222
seulement) et le ressort du vérin du support de travail.
2. Une fois le ressort retiré, remettre le boulon de contact en place.
Modèle de support de travail Couple de serrage
WFC /WSC 72 149-176 Nm (110-130 Ft-Lbs.)
WFC /WSC 112 190-217 Nm (140-160 Ft-Lbs.)
WFC /WSC 222 258-285 Nm (190-210 Ft-Lbs.)
6
N° De Contenance Capacité à press. Course de la Force de ressort de la tige du vérin
Model en huile maxi. bar/psi tige du vérin N (lbs.)
cm
3
kN mm Tige du vérin Tige du vérin
(in3) (lbs) (in) étendue rétractée
WFC-72 0,66 (0.04)
7 (1650) 9,7 (0.38) 8,9 (2.0) 25,8 (5.8)
WSC-72 0,16 (0.01)
WFC-112 0,98 (0.06))
11 (2500) 9,7 (0.38) 15,2 (3.4) 25,8 (5.8)
WSC-112 0,16 (0.01)
WFC-222 3,28 (0.20)
22 (5000) 11,9 (0.47)
4,4-14,5 (1.0-3.25)* 71,2-102,3 (16-23)*
WSC-222 0,16 (0.01)
* réglable
CHARACTÉRISTIQUES
Figure 1
E
Page 7
7
7
TABLEAU DES CARACTÉRISTIQUES
Force de rétention maximum
et
pression hydraulique de service
WFC / WSC 72
Flexion de la tige du vérin
et
charge appliquée à une
pression de service de
350 bar (5000 psi)
WFC / WSC 72
Force de rétention maximum
kN (lb)
Pression de service
bar (psi)
0
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
(1,78)
400
(3,56)
800
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
(7,12)
1600
(5,34)
1200
(8,90)
2000
Flexion élastique
mm (in.)
Force appliquée
kN (lb)
Force de rétention maximum
et
pression hydraulique de service
WFC / WSC 112
Force de rétention maximum
kN (lb)
Flexion de la tige du vérin
et
charge appliquée à une
pression de service de
350 bar (5000 psi)
WFC / WSC 112
Flexion élastique
mm (in.)
.0025 (0,064)
.0005 (0,013)
0
.0020 (0,051)
.0010 (0,025)
.0015 (0,038)
1,000
(4,5)
2,000
(8,9)
.0030 (0,076)
3,000
(13,4)
4,000
(17,8)
5,000
(22,3)
0
4,45 (1000)
8,90 (2000)
13,4 (3000)
17,8 (4000)
22,3 (5000)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
Force de rétention maximum
et
pression hydraulique de service
WFC 222 / WSC 222
Force de rétention maximum
kN (lb)
Flexion de la tige du vérin
et
charge appliquée à une
pression de service de
350 bar (5000 psi)
WFC 222 / WSC 222
Flexion élastique
mm (in.)
Force appliquée
kN (lb)
Pression de service
bar (psi)
Force appliquée
kN (lb)
Pression de service
bar (psi)
0
2,22 (500)
4,45 (1000)
6,67 (1500)
8,90 (2000)
11,12 (2500)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
7,78 (1750)
6,67 (1500)
5,56 (1250)
4,45 (1000)
3,34 (750)
2,22 (500)
1,11 (250)
0
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
0
500
(2,22)
1000
(4,45)
1500
(6,67)
2000
(8,90) (11,12)
2500
Page 8
8
3. Seuls les supports de travail utilisant un trou borgne peuvent
être convertis en supports à «ressort pneumatique» (voir la
figure 3, page 26). Brancher une alimentation en air sur ce trou,
à l'endroit indiqué.
4. Installer une vanne manuelle ou une électrovanne de
commande pneumatique sur la conduite d'alimentation en air.
5. Utiliser un détendeur (Enerpac RFL 102) pour contrôler la
pression d'air. Une pression d'air excessive peut soulever une
pièce à usiner de la surface sur laquelle elle est posée. La
pression d'air correcte varie en fonction de la taille et du
poids de la pièce à usiner et du support de travail.
5.0 UTILISATION
5.1 Supports de travail à extension par ressort
1. WSC 222 seulement : Régler la force d'appui de la tige du
vérin du support de travail sur la pièce à usiner.
a. Retirer la vis de réglage en plastique du haut de la tige
du vérin.
b. Tourner la seconde vis de réglage vers la droite pour
augmenter la force d'appui. La tourner vers la gauche
pour réduire la force d'appui. Note : Si la vis de réglage
est desserrée excessivement, la course de la tige du
vérin est réduite. Voir le tableau des caractéristiques
pour les forces d'appui minimum et maximum pour
chaque modèle de support de travail.
c. Remettre la première vis de réglage en place. Veiller à ce
qu'elle soit bien appuyée contre la seconde vis de réglage.
2. Placer la pièce à usiner dans le porte-pièce, au-dessus des
supports de travail. La tige du vérin doit être à environ micourse lorsqu'elle touche la pièce à usiner.
3. Appliquer la pression hydraulique pour bloquer la tige de
vérin en position. La tige est maintenue en position jusqu'à ce
que la pression soit relâchée.
4. Brider la pièce en place pour faciliter l'usinage.
5. Une fois l'usinage terminé, relâcher la pression hydraulique,
d'abord des vérins de bridage, puis des supports de travail.
6. Retirer la pièce du porte-pièce.
5.2 Supports de travail à extension hydraulique
1. Lorsqu'aucune pression hydraulique n'est appliquée, la tige
du vérin est rétractée. Placer la pièce à usiner dans le portepièce, au-dessus des supports de travail. La tige du vérin doit
être à environ mi-course lorsqu'elle touche la pièce à usiner.
2. Appliquer la pression hydraulique pour étendre la tige de
vérin en position. Lorsque la pression est appliquée, un
piston pousse un ressort interne qui étend la tige vers la
pièce à usiner. Lorsque la pression augmente, le manchon
de compression saisit la tige et la bloque au point de
contact. La tige est maintenue en position jusqu'à ce que la
pression soit relâchée.
3. Brider la pièce en place pour faciliter l'usinage.
4. Une fois l'usinage terminé, relâcher la pression hydraulique,
d'abord des vérins de bridage, puis des supports de travail.
5. Retirer la pièce du porte-pièce.
5.3 Supports de travail à «ressort pneumatique»
(WSC 112, 222 seulement)
1. Régler le détendeur à la pression d'air correcte. Cette
pression varie en fonction de la taille du support de travail et
du poids de la pièce à usiner.
2. Lorsqu'aucune pression pneumatique n'est appliquée, la tige
du vérin est rétractée. Placer la pièce à usiner dans le portepièce, au-dessus des supports de travail.
3. Ouvrir la vanne d'air pour établir la pression et faire avancer
la tige du vérin de support de travail en position. La tige du
vérin doit être à environ mi-course lorsqu'elle touche la pièce
à usiner. Si le poids de la pièce ne pousse pas la tige du vérin
à la position correcte, répéter l'étape 1 et ajuster la pression
d'air en conséquence.
4. Appliquer la pression hydraulique pour bloquer la tige de
vérin en position. La tige est maintenue en position jusqu'à ce
que la pression soit relâchée.
5. Brider la pièce en place pour faciliter l'usinage.
6. Une fois l'usinage terminé, relâcher la pression hydraulique,
d'abord des vérins de bridage, puis des supports de travail.
7. Retirer la pièce du porte-pièce.
6.0 ENTRETIEN ET DÉPANNAGE
L'entretien n'est nécessaire qu'en cas d'usure ou de fuites. De
temps à autre, inspecter tous les composants en vue d'éventuels
problèmes exigeant l'entretien ou la réparation. Enerpac offre des
kits de réparation pour la maintenance du matériel. Des listes de
pièces détachées sont également disponibles. Contacter le
représentant Enerpac.
PROBLÉME CAUSE POSSIBLE
La tige du vérin ne s'étend pas
lorsque la pression est appliquée.
La pièce à usiner est soumise à
une flexion excessive.
La tige ne se rétracte pas.
La tige ne se débloque pas à la
hauteur étendue.
Fuites d'huile au support de travail.
1. Déterminer si le circuit hydraulique excède le débit maximum (voir le tableau des
caractéristiques).
Le ressort d'extension peut être brisé.
La tige et le manchon peuvent être endommagés..
1. La pression hydraulique peut être inférieure au minimum nécessaire pour maintenir la tige.
2. Les forces de coupe peuvent excéder la capacité du support de travail.
1. La pression hydraulique n'a pas été relâchée du circuit.
2. Pression de retour excessive causée par des tubes de petit diamètre ou des coudes
trop cintrés.
3. La tige et le manchon peuvent être endommagés ou être bloqués par des débris.
4. Le ressort de rappel peut être brisé.
1. Les joints peuvent être usés ou endommagés.
2. Les branchements du support de travail peuvent fuir.
DÉPANNAGE
Page 9
9
L2230 Rev. B 02/04
Das Ersatzteilblatt für dieses Produkt finden Sie auf der Enerpac
Website www.enerpac.com, oder bei Ihrem nächstgelegenen
authorisierten Enerpac Service Center oder einem Enerpac
Vertriebsbüro.
1.0 WICHTIGE VERFAHRENSHINWEISE FÜR DEN EMPFANG:
Alle Komponenten auf sichtbare Transportschäden inspizieren.
Transportschäden sind nicht von der Garantie gedeckt. Werden
solche Schäden festgestellt, ist unverzüglich das
Transportunternehmen zu verständigen. Das Transportunternehmen
ist für alle Reparatur- und Ersatzkosten, die auf Transportschäden
zurückzuführen sind, verantwortlich.
SICHERHEIT GEHT VOR
2.0 SICHERHEITSFRAGEN
Alle Anleitungen, Warnungen und
Vorsichtshinweise sorgfältig durchlesen.
Beachten Sie alle Sicherheitsvorkehrungen,
um Verletzungen oder Sachschäden während des Systembetriebs
zu vermeiden. Enerpac ist weder für Schäden noch Verletzungen
haftbar, die durch einen fahrlässigen Gebrauch des Produkts,
mangelhafte Instand-haltung oder eine unvorschriftsmäßige
Anwendung des Produkts und/oder des Systems verursacht
werden. Bei evtl. Fragen in bezug auf Sicherheitsvorkehrungen
und Betriebsabläufe wenden Sie sich bitte an ENERPAC. Wenn
Sie an keinerlei Sicherheitsschulungen im Zusammenhang mit
Hochdruckhydraulikanlagen teilgenommen haben, fordern Sie von
Ihrer Vertriebs- und Kundendienstzentrale einen kostenlosen
Enerpac-Hydraulik-Sicherheitskurs an.
Ein Mißachten der folgenden Vorsichtshinweise und Warnungen
kann zu Geräteschäden und Verletzungen führen.
Mit einem VORSICHTSHINWEIS wird auf ordnungsgemäße
Betriebs- oder Wartungsverfahren und –praktiken hingewiesen,
um Schäden an den Geräten oder anderen Sachwerten bzw.
deren Zerstörung zu vermeiden.
Eine WARNUNG verweist auf eine potentielle Verletzungsgefahr,
die durch ordnungsgemäße Verfahren oder Praktiken vermieden
werden kann.
Ein GEFAHRENSHINWEIS wird nur dann gegeben, wenn eine
bestimmte Handlung oder die Unterlassung einer bestimmten
Handlung schwere oder tödliche Verletzungen zur Folge haben kann.
WARNUNG: Beim Betrieb hydraulischer Anlagen
geeignete Schutzkleidung und –ausrüstung tragen.
WARNUNG: Von Lasten fernhalten, die durch ein
Hydrauliksystem abgestützt werden. Ein als
Lastenhebegerät eingesetzter Zylinder darf niemals als ein
Lastenhaltegerät verwendet werden. Nach Heben oder Senken der
Last muß diese stets auf mechanische Weise gesichert werden.
GEFAHR: Zur Vermeidung von Verletzungen
während des Betriebs Hände und Füße von Zylinder
und Werkstück fernhalten.
WARNUNG: Die zugelassene Nennleistung der Geräte
nicht überschreiten. Keine Last zu heben versuchen,
deren Gewicht das Hebevermögen des Zylinders
übersteigt. Überlastungen verursachen Maschinenausfälle und
können zu Verletzungen führen. Die Zylinder wurden für einen max.
Druck von 350 bar konstruiert. Keinen Heber oder Zylinder an eine
Pumpe mit einer höheren nominalen Druckleistung anschließen.
GEFAHRENSHINWEIS: Das Überdruckventil keinesfalls
auf einen höheren Druck als den maximal zulässigen
Druck der Pumpe einstellen. Höhere Einstellungen
können zu Geräteschäden und/oder Verletzungen führen. Nicht
das Druckbegrenzungs-Ventil entfernen!
WARNUNG: Der Systembetriebsdruck darf den
zulässigen Nominaldruck der Systemkomponente mit der
niedrigsten Nennleistung nicht überschreiten. Zur
Überwachung des Betriebsdrucks sind Manometer im System zu
installieren. Dies ist das Fenster zu den Abläufen im System.
VORSICHT: Beschädigungen am Hydraulikschlauch
vermeiden. Beim Verlegen der Hydraulikschläuche enge
Bögen und Abknicken vermeiden. Der Einsatz eines
gebogenen oder geknickten Schlauchs führt zu einem hohen
Rückstau. Starke Biegungen und Knickstellen schädigen den
Schlauch auf der Innenseite und führen zu dessen vorzeitigem
Ausfall.
Keine schweren Gegenstände auf den Schlauch fallen
lassen. Starke Erschütterungen können Schäden an den
im Schlauchinnern verlaufenden Drahtlitzen verursachen.
Ein Schlauch, auf den Druck ausgeübt wird, kann bersten.
WICHTIG: Hydraulische Geräte weder an den
Schläuchen noch den Gelenkanschlüssen anheben. Dazu
den Tragegriff oder eine andere sichere
Transportmethode verwenden.
VORSICHT: Hydraulische Geräte von Flammen und
Hitzequellen fernhalten. Zu hohe Temperaturen
weichen Füllungen und Dichtungen auf und bewirken
Flüssigkeitslecks. Große Hitze schwächt außerdem die
Schlauchmaterialien und –dichtungen. Zur Gewährleistung einer
optimalen Leistung darf die Anlage keinen Temperaturen über
65°C ausgesetzt werden. Außerdem müssen Schläuche und
Zylinder beim Schweißen vor Funkenschlag geschützt werden.
GEFAHR: Nicht mit unter Druck stehenden Schläuchen
hantieren. Unter Druck austretendes Öl kann in die Haut
eindringen und schwere Verletzungen verursachen. Falls
Öl unter die Haut gelangt, ist sofort ein Arzt aufzusuchen.
WARNUNG: Hydraulikzylinder nur in einem
gekopelten System verwenden. Niemals einen Zylinder
mit unverbundenen Kupplungen verwenden. Bei einer
extremen Überlastung des Zylinders können dessen
Komponenten schlagartig bersten, was schwere Verletzungen
hervorrufen kann.
Bedienungsanleitung
Abstützzylinder
WFC / WSC 72, 112, 222
®
®
Page 10
10
IWICHTIG: Hydraulische Geräte müssen von einem
qualifizierten Hydrauliktechniker gewartet werden. Bei
Reparaturarbeiten an die autorisierte ENERPACKundendienstzentrale der jeweiligen Region wenden. Zur
Aufrechterhaltung der Garantie nur ENERPAC-Öl verwenden.
WARNUNG: Abgenutzte oder beschädigte Teile
unverzüglich durch ENERPAC-Originalteile ersetzen.
Standardteile anderer Hersteller versagen und verursachen
Verletzungen und Sachschäden. ENERPAC-Teile werden so
konstruiert, daß sie richtig passen und hohen Lasten standhalten.
3.0 INSTALLATION
3.1 Montage des Abstützzylinders
Die Montageöffnungen müssen gemäß den technischen Daten
auf den Seiten 26 und 27 vorbereitet werden. Bei der Vorbereitung
der Vorrichtung ist Sorgfalt geboten. Die Bohrungen für die
Vorrichtung sorgfältig bearbeiten. Zur Vermeidung von undichten
Stellen sollte die Anlagefläche der Vorrichtung eine
Oberflächenrauheit (Ra) weniger als 1,6 µm (63 µin.) betragen. Der
Bereich, in dem die Ölzufuhrlöcher an der Zylinderöffnung
anliegen muß vollkommen gratfrei sein.
VORSICHT: Alle Bohrungen der Vorrichtung gründlich
durchspülen, um während des Betriebs das
Eindringen von Rückständen in den Zylinder zu
vermeiden.
Die äußeren O-Ringe des Zylinders vor Montage des Zylinders in
der Montageöffnung schmieren. Den Zylinder sorgfältig einführen,
bis der Metallring (E) an der Senkbohrungsfläche anliegt (siehe
Abbildung 1). Dann den Abstützzylinder in die Montageplatte
schrauben und festziehen. Die Anzugsmomente sind der
untenstehenden Tabelle zu entnehmen.
3.2 Montageoptionen
Bei Anwendung der Montageoption mit offener
Plattenausführung (Abbildung 2, Seite 26) ist darauf zu achten,
daß kein Kühlmittel bzw. keine Schneidflüssigkeit in das
Entlüftungsloch gelangen kann.
Bei den Modellen WFC/WSC 112 und 222 sind externe
Entlüftungsöffnungen im Gehäuse vorgesehen. Wenn die
Entlüftungsöffnung bei der jeweiligen Anwendung mit Kühlmittel
überspült wird, sollte die Ausführung mit Blindöffnung in
Erwägung gezogen werden (Abbildung 3, Seite 26). Der untere Teil
der Montageöffnung sollte in einen Bereich entlüftet werden, der
frei von Flüssigkeiten und Schmutzteilen ist, um die
Entlüftungsöffnung zu schützen.
4.0 MODIFIKATIONEN
4.1 Abstützzylinder mit „Luftspülung“
(nur WFC / WSC 112, 222)
Falls die Gefahr besteht, daß der Abstreicherbereich des
Abstützzylinders mit Kühlmittel überspült oder feinem
Bearbeitungsstaub ausgesetzt könnte, sollte der Abstützzylinder
auf „Luftspülung“ umgestellt werden. Bei einem Abstützzylinder
mit „Luftspülung“ wird Luft durch den Abstreicher geblasen,
wodurch das Eintreten von Kühlmittel und Staub in den
Abstützzylinder verhindert wird.
1. Nur Abstützzylinder in Grundlochausführung können auf
„Luftspülung“ umgestellt werden. Eine Druckluftleitung an
der mit „P” markierten Stelle anschließen (siehe Abbildung 3,
Seite 26).
2. HINWEIS: Für die Luftspülung ist ein Druck von nur 0,3 - 1,0
bar (5 - 15 psi) erforderlich.
4.2 Abstützzylinder mit „Luftfederung“
(nur WSC 112, 222)
Bei einem Abstützzylinder mit „Luftfederung“ wird Luft an Stelle
einer Feder verwendet, um den Abstützkolben in ausgefahrener
Stellung zu halten. Bei einem Abstützzylinder mit „Luftfederung“
kann der Abstützkolben nicht eingezogen werden. (Hinweis: Nur
federanstellbare Abstützzylinder können auf „Luftfederung“
umgestellt werden.) Ein Abstützzylinder mit „Luftfederung“
Abstützzylinder-Modell Anzugsmoment für die Installation
WFC /WSC 72 149-176 Nm (110-130 Ft-Lbs.)
WFC /WSC 112 190-217 Nm (140-160 Ft-Lbs.)
WFC /WSC 222 258-285 Nm (190-210 Ft-Lbs.)
Modell- Ölfassungs- Fassungsver- Abstützkolbenhub Federdruck des Abstützkolbens
nummer vermögen mögen bei max. N (lbs.)
cm
3
bar/psi mm Ausgefahrener Eingefahrener
(in3) kN (lbs) (in) Kolben Kolben
WFC-72 0,66 (0.04)
7 (1650) 9,7 (0.38) 8,9 (2.0) 25,8 (5.8)
WSC-72 0,16 (0.01)
WFC-112 0,98 (0.06))
11 (2500) 9,7 (0.38) 15,2 (3.4) 25,8 (5.8)
WSC-112 0,16 (0.01)
WFC-222 3,28 (0.20)
22 (5000) 11,9 (0.47)
4,4-14,5 (1.0-3.25)
*
71,2-102,3 (16-23)
*
WSC-222 0,16 (0.01)
* verstellbar
TECHNISCHE DATEN
Abbildung 1
E
Page 11

11
TECHNISCHE DATEN (TABELLE)
Maximale Haltekraft
relativ zum
hydraulischen Betriebsdruck
WFC / WSC 72
Abstützkolben-Verformung
relativ zur
eingesetzten Belastung
bei 350 bar (5000 psi)
Betriebsdruck
WFC / WSC 72
Maximale Haltekraft
kN (lb)
Betriebsdruck
bar (psi)
0
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
(1,78)
400
(3,56)
800
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
(7,12)
1600
(5,34)
1200
(8,90)
2000
Elastische Verformung
mm (in.)
Eingesetzte Belastung
kN (lb)
Maximale Haltekraft
relativ zum
hydraulischen Betriebsdruck
WFC / WSC 112
Maximale Haltekraft
kN (lb)
Abstützkolben-Verformung
relativ zur
eingesetzten Belastung
bei 350 bar (5000 psi)
Betriebsdruck
WFC / WSC 112
Elastische Verformung
mm (in.)
.0025 (0,064)
.0005 (0,013)
0
.0020 (0,051)
.0010 (0,025)
.0015 (0,038)
1,000
(4,5)
2,000
(8,9)
.0030 (0,076)
3,000
(13,4)
4,000
(17,8)
5,000
(22,3)
0
4,45 (1000)
8,90 (2000)
13,4 (3000)
17,8 (4000)
22,3 (5000)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
Maximale Haltekraft
relativ zum
hydraulischen Betriebsdruck
WFC 222 / WSC 222
Maximale Haltekraft
kN (lb)
Abstützkolben-Verformung
relativ zur
eingesetzten Belastung
bei 350 bar (5000 psi)
Betriebsdruck
WFC 222 / WSC 222
Elastische Verformung
mm (in.)
Eingesetzte Belastung
kN (lb)
Betriebsdruck
bar (psi)
Eingesetzte Belastung
kN (lb)
Betriebsdruck
bar (psi)
0
2,22 (500)
4,45 (1000)
6,67 (1500)
8,90 (2000)
11,12 (2500)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
7,78 (1750)
6,67 (1500)
5,56 (1250)
4,45 (1000)
3,34 (750)
2,22 (500)
1,11 (250)
0
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
0
500
(2,22)
1000
(4,45)
1500
(6,67)
2000
(8,90) (11,12)
2500
Page 12

12
ermöglicht größere Kontrolle über die Kraft, mit der der
Abstützkolben gegen das Werkstück gedrückt wird. Bei einem
Abstützzylinder mit „Luftfederung“ kann außerdem mehr Kraft am
Abstützkolben angesetzt werden, als bei Modellen mit
herkömmlicher Federanstellung.
1. Die Kontaktschraube, Stellschrauben (nur beim Modell 222)
und die Feder aus dem Abstützkolben entfernen.
2. Nachdem die Feder entfernt wurde, die Kontaktschraube
wieder einsetzen.
3. Nur Abstützzylinder mit Blindöffnung können auf „Luftfederung“
umgestellt werden (siehe Abbildung 3, Seite 26).
4. An der Druckluftleitung ein handbetriebenes ZweiwegeLuftventil oder ein Magnetluftventil anschließen.
5. Zur Steuerung des Luftdrucks ein Luftregulierventil (Enerpac
RFL 102) verwenden. Übermäßiger Luftdruck kann dazu führen,
daß ein Werkstück regelrecht abhebt. Der notwendige
Luftdruck hängt von der Größe und dem Gewicht des
Werkstücks und des Abstützzylinders ab.
5.0 BETRIEB
5.1 Federanstellbare Abstützzylinder
1. Nur Modell WSC 222: Die Kraft mit der der Abstützkolben
auf das Werkstück drückt, einstellen.
a. Die Stellschraube aus Kunststoff oben aus dem
Abstützkolben entfernen.
b. Die zweite Stellschraube im Uhrzeigersinn drehen, um
den Druck zu vergrößern. Die zweite Stellschraube
gegen den Uhrzeigersinn drehen, um den Druck zu
verringern. Hinweis: Wird die Stellschraube zu weit
herausgedreht, führt dies zu einer Verkürzung des
Abstützkolbenhubs. Siehe die technischen Daten für den
Mindest- und Höchstdruck für das jeweilige
Abstützzylinder-Modell.
c. Die erste Stellschraube wieder einsetzen. Sicherstellen,
daß die erste Stellschraube satt an der zweiten
Stellschraube anliegt.
2. Das Werkstück über den Abstützzylindern in die Vorrichtung
einsetzen. Der Abstützkolben sollte etwa halb ausgefahren
sein, wenn er das Werkstück berührt.
3. Den Hydraulikdruck einstellen, um den Abstützkolben
einzurasten. Die Abstützkolbenstellung wird beibehalten, bis
der Hydraulikdruck abgelassen wird.
4. Das Werkstück festklemmen, um die Bearbeitung zu
vereinfachen.
5. Wenn die Bearbeitung abgeschlossen ist, den Hydraulikdruck
zuerst aus den Spannzylindern und dann aus den
Abstützzylindern ablassen.
6. Das Werkstück von der Vorrichtung entfernen.
5.2 Hydraulisch anstellbare Abstützzylinder
1. Wenn kein Hydraulikdruck anliegt, befindet sich der
Abstützkolben in eingefahrener Stellung. Das Werkstück über
den Abstützzylindern in die Vorrichtung einsetzen. Der
Abstützkolben sollte etwa halb ausgefahren sein, wenn er das
Werkstück berührt.
2. Den Hydraulikdruck einstellen, um den Abstützkolben
auszufahren. Wenn der Hydraulikdruck anliegt, drückt ein
Kolben gegen eine Feder im Inneren, die den Abstützkolben
gegen das Werkstück ausfährt. Bei steigendem
Hydraulikdruck greift die Klemmhülse und der Abstützkolben
wird an der Stelle, an der er das Werkstück berührt, verriegelt.
Die Abstützkolbenstellung wird beibehalten, bis der
Hydraulikdruck abgelassen wird.
3. Das Werkstück festklemmen, um die Bearbeitung zu
vereinfachen.
4. Wenn die Bearbeitung abgeschlossen ist, den Hydraulikdruck
zuerst aus den Spannzylindern und dann aus den
Abstützzylindern ablassen.
5. Das Werkstück von der Vorrichtung entfernen.
5.3 Abstützzylinder mit „Luftfederung“
(nur WSC 112, 222)
1. Das Luftregulierventil auf den entsprechenden Luftdruck
einstellen. Der notwendige Druck hängt von der Größe des
Abstützzylinders und dem Gewicht des Werkstücks ab.
2. Wenn kein Luftdruck anliegt, befindet sich der Abstützkolben
in eingefahrener Stellung. Das Werkstück über den
Abstützzylindern in die Vorrichtung einsetzen.
3. Den Griff am Luftventil einstellen, um den Luftdruck
anzulegen und den Abstützkolben auszufahren. Der
Abstützkolben sollte etwa halb ausgefahren sein, wenn er das
Werkstück berührt. Falls das Gewicht des Werkstücks nicht
ausreicht, um den Abstützkolben auf die passenden Höhe
niederzudrücken, den ersten Schritt 1 wiederholen und den
Luftdruck ordnungsgemäß einstellen.
4. Den Hydraulikdruck einstellen, um den Abstützkolben
auszufahren. Die Abstützkolbenstellung wird beibehalten, bis
der Hydraulikdruck abgelassen wird.
5. Das Werkstück festklemmen, um die Bearbeitung zu
vereinfachen.
6. Wenn die Bearbeitung abgeschlossen ist, den Hydraulikdruck
zuerst aus den Spannzylindern und dann aus den
Abstützzylindern ablassen.
7. Das Werkstück von der Vorrichtung entfernen.
6.0 WARTUNG UND REPARATUR
Die Abstützzylinder müssen nur gewartet werden falls Abnutzung
bzw. Undichtheiten festgestellt werden. Von Zeit zu Zeit sollten
alle Komponenten geprüft werden, um jegliche Probleme
festzustellen, die der Reparatur oder Wartung bedürfen. Enerpac
bietet Reparatursätze für die Wartung an. Außerdem sind
Ersatzteillisten erhältlich. Bitte wenden Sie sich an Ihren EnerpacVertreter.
Page 13

13
PROBLEM MÖGLICHE URSACHE
Abstützkolben fährt nicht aus, wenn
der Systemdruck aufgebaut wird.
Das Werkstück gibt zu stark nach.
Der Abstützkolben fährt nicht ein.
Der Abstützkolben löst sich nicht in
die ausgefahrene Höhe.
Abstützzylinder leckt Öl.
1. Feststellen, ob vom Hydrauliksystem die maximale Durchflußrate (siehe technische Daten)
überschritten wird.
2. Prüfen, ob Kompensationsfeder gebrochen ist.
3. Den Abstützkolben und die Hülse auf Beschädigung untersuchen.
1. Möglicherweise ist der Hydraulikdruck geringer als der zum Halten des Abstützkolbens
notwendige Mindestdruck.
2. Die Schnittkraft übersteigt möglicherweise die Leistungsfähigkeit des Abstützzylinders.
1. Der Hydraulikdruck wurde nicht aus dem System abgelassen.
2. Zu hoher Rückstau durch Rohre mit kleinem Durchmesser oder zu engen Biegungen.
3. Den Abstützkolben und die Hülse auf Beschädigungen bzw. Rückstände untersuchen.
4. Prüfen, ob Rückpreßfeder gebrochen ist.
1. Dichtungen auf Abnutzung oder Beschädigung untersuchen.
2. Der Anschluß an die Abstützzylinder ist möglicherweise undicht.
7.0 STÖRUNGSSUCHE UND ABHILFE
Page 14

14
L’esploso delle parti di ricambio per questo prodotto è ottenibile
sul sito web www.enerpac.com, oppure chiamando il Centro
Assistenza Autorizzato a voi più vicino , o il ns. ufficio commerciale.
1.0 ISTRUZIONI AL RICEVIMENTO
Controll are visivamente tutti i componenti per accertare eventuali
danni derivanti dal trasporto. Se del caso, sporgere subito
reclamo al trasportatore. I danni causati durante il trasporto non
sono coperti dalla garanzia. Il trasportatore è responsabile degli
stessi e deve rispondere di tutte le spese e costi per la rimessa in
efficienza del materiale.
SICUREZZA ANZITUTTO
2.0 NORME SULLA SICUREZZA
Leggere attentamente tutte le istruzioni, le
Precauzioni ed Avvertenze che si devono
osservare durante l’impiego delle attrezzature.
Rispettare tutte le norme di sicurezza per evitare infortuni alle
persone e danni alle cose. L’ENERPAC non è responsabile per
infortuni e danni causati dal mancato rispetto delle Norme di
Sicurezza, dall’uso e dall’applicazione impropria del prodotto o
dalla sua mancata manutenzione. In caso di dubbi sulla
applicazione del prodotto o sulla Sicurezza, contattare l’ENERPAC.
Se non si conoscono le Norme di Sicurezza per i Sistemi
Oleodinamici ad Alta Pressione contattare l’ENERPAC o i suoi
Rappresentanti per un corso gratuito di addestramento sulla
Sicurezza.
L’inosservanza delle seguenti Norme di Sicurezza può causare
infortuni alle persone e danni alle attrezzature.
PRECAUZIONE: Sta ad indicare la corretta procedura d’impiego
o di manutenzione per evitare danni, anche irreparabili,
dell’attrezzature e delle cose circostanti.
AVVERTENZA: Sta ad indicare un potenziale pericolo che
richiede l’osservanza della procedura per evitare infortuni alle
persone.
PERICOLO: E’usato solo quando una azione od una mancata
azione può provocare gravi infortuni se non la morte.
AVVERTENZA: Durante l’impiego delle attrezzature
oleodinamiche usare sempre gli indumenti protettivi
appropriati.
AVVERTENZA: Non sostare sotto ai carichi sorretti
oleodinamicamente. Quando si impiega un cilindro ,
oleodinamico, per sollevare od abbassare un carico, non
deve mai essere utilizzato come sostegno permanente. Dopo ogni
operazione di sollevamento od abbassamento, assicurare il carico
meccanicamente.
PERICOLO: Per evitare lesioni personali, tenere
mani e piedi lontano dai cilindri oleodinamici
durante il loro impiego.
AVVERTENZA: Non superare mai la potenza nominale
dell'attrezzatura. Non tentare mai di sollevare un carico
superiore alla capacità del cilindro. I sovraccarichi
possono causare danni all’ attrezzatura ed infortuni alle persone. I
cilindri sono stati progettati per operare ad una pressione di 350
bar max. Non collegare mai i cilindri ad una pompa con pressione
nominale maggiore.
PERICOLO: MAI tarare la valvola regolatrice di pressione
ad un valore superiore a quello nominale della pompa.
Una taratura troppo alta può causare lesioni alle persone
e danni alle attrezzature. Non rimuovere la valvola di sicurezza.
AVVERTENZA: La pressione max. di esercizio, in un
circuito, non deve mai superare quella nominale del
componente a pressione più bassa. Per controllare la
pressione in un circuito, montare un manometro.
PRECAUZIONE: Evitare di danneggiare il tubo
flessibile. Evitare curve strette e serpentine dei tubi
flessibili. Curve troppo strette causano strozzature nella
tubazione che possono dar luogo a pericolose contropressioni le
quali ne compromettono la durata.
NON schiacciare i tubi flessibili. Lo schiacciamento od
urto, con oggetti pesanti, possono danneggiare le spirali
metalliche interne di rinforzo. Pressurizzare un tubo
flessibile lesionato ne causa la rottura.
IMPORTANTE: Non usare il tubo flessibile od il giunto
girevole per sollevare le attrezzature. Servirsi delle
maniglie di trasporto o di altri mezzi più sicuri.
PRECAUZIONE: Proteggere tutti i componenti
oleodinamici da fonti di calore. Una temperatura elevata
ammorbidisce le tenute, le guarnizioni ed il tubo flessibile,
dando origine a perdite d’olio. Per un corretto funzionamento la
temperatura dell’olio non deve superare I
65 °C. Proteggere i tubi flessibili ed i cilindri dagli spruzzi di
saldatura.
PERICOLO: Non maneggiare i tubi flessibili sotto
pressione. Spruzzi d’olio sotto pressione perforano la
pelle causando serie complicazioni. Se l’olio è penetrato
sotto pelle, consultare immediatamente un Medico.
AVVERTENZA: Impiegare i cilindri solo con innesti
collegati. Non usare MAI i cilindri con gli innesti
scollegati. Sovraccarichi incontrollati sui cilindri possono
causare guasti gravissimi e lesioni alle persone.
IMPORTANTE: La manutenzione delle attrezzature
oleodinamiche deve essere affidata solo a tecnici
qualificati. Per il servizio di assistenza tecnica, rivolgersi al
Centro Assistenza Autorizzato ENERPAC di zona. Per
salvaguardare la Vostra garanzia, usare solo olio ENERPAC.
AVVERTENZA: Sostituire immediatamente le parti
usurate o danneggiate con ricambi originali ENERPAC. Le
parti usurate si potrebbero rompere, causando lesioni alle
persone e danni alle cose.
L2230 Rev. B 02/04
Manuale d’istruzione
Supporti di lavoro
WFC / WSC 72, 112, 222
®
®
Page 15

15
TABELLA DEI DATI TECNICI
Massima forza di sostegno
in funzione della
pressione oleodinamica di esercizio
WFC / WSC 72
Deflessione dello stantuffo del supporto
in funzione del carico applicato
a 350 bar (5000 psi) di
pressione di esercizio
WFC / WSC 72
Massima forza di sostegno
kN (lb)
Pressione di esercizio
bar (psi)
0
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
(1,78)
400
(3,56)
800
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
(7,12)
1600
(5,34)
1200
(8,90)
2000
Deflessione elastica
mm (in.)
Carico applicato
kN (lb)
Massima forza di sostegno
in funzione della
pressione oleodinamica di esercizio
WFC / WSC 112
Massima forza di sostegno
kN (lb)
Deflessione dello stantuffo del supporto
in funzione del carico applicato
a 350 bar (5000 psi) di
pressione di esercizio
WFC / WSC 112
Deflessione elastica
mm (in.)
.0025 (0,064)
.0005 (0,013)
0
.0020 (0,051)
.0010 (0,025)
.0015 (0,038)
1,000
(4,5)
2,000
(8,9)
.0030 (0,076)
3,000
(13,4)
4,000
(17,8)
5,000
(22,3)
0
4,45 (1000)
8,90 (2000)
13,4 (3000)
17,8 (4000)
22,3 (5000)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
Massima forza di sostegno
in funzione della
pressione oleodinamica di esercizio
WFC 222 / WSC 222
Massima forza di sostegno
kN (lb)
Deflessione dello stantuffo del supporto
in funzione del carico applicato
a 350 bar (5000 psi) di
pressione di esercizio
WFC 222 / WSC 222
Deflessione elastica
mm (in.)
Carico applicato
kN (lb)
Pressione di esercizio
bar (psi)
Carico applicato
kN (lb)
Pressione di esercizio
bar (psi)
0
2,22 (500)
4,45 (1000)
6,67 (1500)
8,90 (2000)
11,12 (2500)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
15
7,78 (1750)
6,67 (1500)
5,56 (1250)
4,45 (1000)
3,34 (750)
2,22 (500)
1,11 (250)
0
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
0
500
(2,22)
1000
(4,45)
1500
(6,67)
2000
(8,90) (11,12)
2500
Page 16

16
3.0 INSTALLAZIONE
3.1 Montaggio del supporto di lavoro
Le cavità di montaggio devono essere predisposte in base alle
specifiche illustrate a pagina 26 e 27. Fare attenzione nel
preparare la struttura fissa. Lavorare accuratamente a macchina i
fori della struttura fissa. Per evitare perdite, usare una struttura
fissa avente una superficie con una rugosità media (Ra) non
superiore a 1,6 µm (63 µin.). Accertarsi che non ci siano bave
metalliche nel punto in cui i fori di alimentazione dell’olio si
affacciano nella cavità del cilindro.
ATTENZIONE: Lavare accuratamente tutti i condotti
della struttura fissa per prevenire l’ingresso di
impurità nel cilindro durante il funzionamento.
Prima di montare il cilindro nella cavità, lubrificare gli O-ring
esterni del cilindro. Inserire con cautela il cilindro finché l’anello di
metallo (E) non tocca la sede di dimensioni maggiorate, come
indicato nella figura 1. Serrare il supporto di lavoro nella piastra di
montaggio. Per i valori di coppia vedere la tabella che segue.
3.2 Opzioni di montaggio
Per l’opzione di montaggio con l’esecuzione a piastra aperta
(Figura 2, pagina 26), è importante fare attenzione a che i liquidi
refrigeranti o da taglio non penetrino nel foro di sfiato.
I modelli WFC/WSC 112 e 222 sono muniti di uno sfiato esterno
nell’alloggiamento del corpo. Se lo sfiato è inondato
continuamente di refrigerante, si consiglia di utilizzare
l’esecuzione a cavità cieca (Figura 3, pagina 26). Per evitare danni
allo sfiato, l’aria della parte inferiore della cavità di montaggio
deve sfiatare in un’area priva di liquidi e agenti contaminanti.
4.0 MODIFICHE
4.1 Supporti di lavoro a “spurgo dell’aria” (solo WFC /
WSC 112, 222)
Se l’area della guarnizione a scorrimento del supporto di lavoro è
inondata di refrigerante o da residui di lavoro a macchina, il
supporto di lavoro dev'essere modificato in modo da diventare un
supporto di lavoro a “spurgo dell’aria”. Un supporto di lavoro di
questo tipo consente di scaricare l’aria attraverso la guarnizione a
scorrimento, impedendo al refrigerante ed ai residui di penetrare
nel supporto stesso.
1. Solo i supporti di lavoro con esecuzione a cavità cieca
possono essere trasformati in supporti a “spurgo dell’aria”.
Collegare l’alimentazione dell’aria nel punto contrassegnato
con “P” (vedere la figura 3, pagina 50).
2. NOTA: lo spurgo dell’aria richiede un pressione di soli 0,3-1,0
bar (5-15 psi).
4.2 Supporti di lavoro a “sospensione pneumatica”
(solo WSC 112, 222)
Un supporto di lavoro a “sospensione pneumatica” usa aria,
invece di una molla, per mantenere in posizione estesa lo
stantuffo del supporto. Un supporto di questo tipo non retrae lo
stantuffo. (Nota: soltanto i supporti di lavoro avanzati a molla
possono essere trasformati in supporti di lavoro a “sospensione
pneumatica”.) Un supporto di lavoro a “sospensione pneumatica”
può offrire maggior controllo della spinta dello stantuffo sul pezzo
da lavorare e può anche fornire una spinta sullo stantuffo
maggiore di quella dei tradizionali modelli avanzati a molla.
1. Rimuovere dall'interno dello stantuffo del supporto di lavoro
il bullone di contatto, le viti di regolazione (solo i modelli 222)
e la molla.
2. Dopo aver rimosso la molla, reinserire il bullone di contatto.
3. Solo i supporti di lavoro con esecuzione a cavità cieca
possono essere trasformati in supporti di lavoro a
“sospensione pneumatica” (vedere la figura 3, pagina 26).
Collegare l’alimentazione dell’aria nel punto indicato della
cavità.
4. Aggiungere alla linea d'alimentazione dell’aria una valvola di
sfiato manuale a due posizioni o una valvola di sfiato a
solenoide.
Modello del supporto di lavoro Coppia di installazione
WFC /WSC 72 149-176 Nm (110-130 Ft-Lbs.)
WFC /WSC 112 190-217 Nm (140-160 Ft-Lbs.)
WFC /WSC 222 258-285 Nm (190-210 Ft-Lbs.)
Numero Di Rifornimento Capacità a pres- Corsa dello Forza della molla dello stantuffo
Modello d’olio sione massima stantuffo del del supporto N (lbs.)
cm
3
kN supporto
Stantuffo Stantuffo
(in3) (lbs) mm (in) esteso retratto
WFC-72 0,66 (0.04)
7 (1650) 9,7 (0.38) 8,9 (2.0) 25,8 (5.8)
WSC-72 0,16 (0.01)
WFC-112 0,98 (0.06))
11 (2500) 9,7 (0.38) 15,2 (3.4) 25,8 (5.8)
WSC-112 0,16 (0.01)
WFC-222 3,28 (0.20)
22 (5000) 11,9 (0.47)
4,4-14,5 (1.0-3.25)* 71,2-102,3 (16-23)*
WSC-222 0,16 (0.01)
DATI TECNICI
Figura 1
* regolabile
E
Page 17

17
5. Per controllare la pressione dell’aria usare un apposito
riduttore di pressione (Enerpac RFL 102). Una pressione
dell'aria eccessiva può, in effetti, sollevare il pezzo da
lavorare dalla superficie d’appoggio. Il giusto valore della
pressione dell’aria varia in funzione delle dimensioni e del
peso del pezzo da lavorare e del supporto di lavoro.
5.0 FUNZIONAMENTO
5.1 Supporti di lavoro avanzati a molla
1. Solo WSC 222: regolare la forza di contatto tra lo stantuffo
del supporto di lavoro e il pezzo da lavorare.
a. Rimuovere la vite di regolazione in plastica situata nella
parte superiore dello stantuffo.
b. Ruotare in senso orario la seconda vite di regolazione
per aumentare la forza di contatto, ruotarla in senso
antiorario per diminuire la forza di contatto. Nota: se la
vite di regolazione viene arretrata eccessivamente, la
corsa dello stantuffo si riduce. Per la minima e la
massima forza di contatto di ogni modello di supporto di
lavoro, fare riferimento alla tabella dei dati tecnici.
c. Remettere a posto la prima vite di regolazione,
assicurandosi che sia posizionata a filo con la seconda.
2. Collocare il pezzo da lavorare nella struttura fissa sopra i
supporti di lavoro. Quando è a contatto con il pezzo da
lavorare, lo stantuffo dev'essere a circa metà corsa.
3. Attivare la pressione oleodinamica per bloccare lo stantuffo
del supporto di lavoro. La posizione dello stantuffo resta
mantenuta fino allo scarico della pressione oleodinamica.
4. Bloccare il pezzo da lavorare in posizione per facilitare le
operazioni di lavoro a macchina.
5. A lavorazione completata, scaricare la pressione
oleodinamica prima dai cilindri di bloccaggio, poi dai supporti
di lavoro.
6. Togliere il pezzo lavorato dalla struttura fissa.
5.2 Supporti di lavoro avanzati a fluido
1. Quando non è applicata pressione oleodinamica, lo stantuffo
è in posizione retratta. Collocare il pezzo da lavorare nella
struttura fissa sopra i supporti di lavoro. Quando è a contatto
con il pezzo da lavorare, lo stantuffo dev'essere a circa metà
corsa.
2. Attivare la pressione oleodinamica per far avanzare in
posizione lo stantuffo del supporto di lavoro. Quando si
applica la pressione oleodinamica, un pistone preme contro
una molla interna che fa avanzare lo stantuffo fino al pezzo da
lavorare. All’aumentare della pressione oleodinamica, il
manicotto di compressione si stringe e blocca lo stantuffo sul
punto di contatto. La posizione dello stantuffo resta
mantenuta fino allo scarico della pressione oleodinamica.
3. Bloccare il pezzo da lavorare in posizione per facilitare le
operazione di lavoro a macchina.
4. A lavorazione completata, scaricare la pressione
oleodinamica prima dai cilindri di bloccaggio, poi dai supporti
di lavoro.
5. Togliere il pezzo lavorato dalla struttura fissa.
5.3 Supporti di lavoro a “sospensione pneumatica”
(solo WSC 112, 222)
1. Impostare il riduttore di pressione per la giusta pressione
dell’aria, che varia in funzione delle dimensioni del supporto
di lavoro e del peso del pezzo da lavorare.
2. Quando non è applicata la pressione dell’aria, lo stantuffo è
in posizione retratta. Collocare il pezzo da lavorare sulla
struttura fissa sopra i supporti di lavoro.
3. Per attivare la pressione dell'aria, spostare la leva di
azionamanto della valvola di sfiato e portare in posizione lo
stantuffo del supporto di lavoro. Quando è a contatto con il
pezzo da lavorare, lo stantuffo dev'essere a circa metà corsa.
Se il peso del pezzo da lavorare non spinge lo stantuffo in
basso fino all’altezza giusta, ripetere il passo 1 e regolare
opportunamente la pressione dell’aria.
4. Attivare la pressione oleodinamica per bloccare lo stantuffo
del supporto di lavoro. La posizione dello stantuffo resta
mantenuta fino allo scarico della pressione oleodinamica.
5. Bloccare il pezzo da lavorare in posizione per facilitare le
operazioni di lavoro a macchina.
6. A lavorazione completa, scaricare la pressione oleodinamica
prima dai cilindri di bloccaggio, poi dai supporti di lavoro.
7. Togliere il pezzo lavorato dalla struttura fissa.
6.0 MANUTENZIONE E ASSISTENZA
È richiesta la manutenzione solo se si notano segni di usura e/o
perdite. Ispezionare di tanto in tanto tutti i componenti al fine di
rilevare qualsiasi tipo di problema che richieda assistenza o
manutenzione. La Enerpac offre appositi kit di parti di ricambio
per la manutenzione delle apparecchiature. Sono disponibili
anche elenchi di parti per riparazioni. Prendere contatto con il
rappresentante Enerpac di zona.
7.0 RICERCA DEI GUASTI
PROBLEMA CAUSA POSSIBLE
Lo stantuffo non avanza quando si
attiva la pressione dell'impianto.
Il pezzo da lavorare è sottoposto
ad una deflessione eccessiva.
Lo stantuffo non si retrae.
Lo stantuffo non raggiunge
l’altezza di estensione.
Il supporto di lavoro perde olio.
1. Determinare se l'impianto idraulico supera la massima portata (vedi tabella dei dati tecnici).
2. Verificare se vi è una molla di trazione rotta.
3. Ricercare eventuali danni allo stantuffo e al manicotto.
1. La pressione oleodinamica può essere inferiore al minimo necessario per
trattenere lo stantuffo.
2. Le forze di taglio possono superare la capacità del supporto di lavoro.
1. La pressione oleodinamica non è stata scaricata dal sistema.
2. Contropressione eccessiva a causa di tubi di piccolo diametro o di curve strette.
3. Ricercare eventuali danni o accumulo di detriti nello stantuffo e nel manicotto.
4. Verificare se vi è una molla di richiamo rotta.
1. Ricercare usura o danni nelle guarnizioni di tenuta.
2. I raccordi ai supporti di lavoro possone perdere.
Page 18

18
Las hojas de despiece para este producto estan disponibles en la
página web de Enerpac en la dirección www.enerpac.com,o en su
centro de Asistencia Técnica ó punto de venta Enerpac mas cercano.
1.0 IMPORTANTES INSTRUCCIONES DE RECEPCIÓN
Inspeccione visualmente todos los componentes para verificar si
hay daños de envío. Debido a que la garantía no ampara daños por
envío, si los hubiese, infórmeselo inmediatamente a la empresa de
transportes, puesto que ésta es responsable de todos los gastos
de reparaciones o reemplazo que resulten por daños de envío.
SEGURIDAD PRIMERO
2.0 ASPECTOS DE SEGURIDAD
Lea todas las instrucciones, advertencias y
precauciones. Acate todas las precauciones
de seguridad para evitar lesiones personales
o daños a la propiedad durante la operación del sistema.
ENERPAC no puede ser responsable de daños o lesiones que
resulten de no usar el producto de forma segura, falta de
mantenimiento o aplicación incorrecta del producto y/u operación
del sistema. Comuníquese con ENERPAC si tuviese dudas sobre
las precauciones de seguridad o sobre las aplicaciones. Si nunca
ha sido capacitado en seguridad hidráulica de alta presión,
consulte a su distribuidor o centro de servicio para obtener un
curso de seguridad gratis denominado ENERPAC Hydraulic.
El no cumplir con las siguientes precauciones y advertencias
podría causar daños al equipo y lesiones personales.
Una PRECAUCIÓN se utiliza para indicar procedimientos y
prácticas de operación o mantenimiento correctos para evitar
daños o la destrucción de equipo u otra propiedad.
Una ADVERTENCIA indica un potencial peligro que requiere de
procedimientos o prácticas correctos para evitar lesiones
personales.
Un PELIGRO se utiliza sólo cuando su acción o falta de acción
podría causar lesiones graves o incluso la muerte.
ADVERTENCIA: Use el equipo de protección personal
adecuado cuando opere equipo hidráulico.
ADVERTENCIA: Manténgase alejado de las cargas
soportadas por sistemas hidráulicos. Cuando un
cilindro se utiliza como dispositivo para levantar carga,
nunca debería usarse como dispositivo para sostener carga.
Después de que la carga haya sido levantada o descendida, debe
bloquearse siempre en forma mecánica.
PELIGRO: Para evitar lesiones personales,
mantenga las manos y los pies alejados del cilindro
y pieza de trabajo durante la operación.
ADVERTENCIA: No sobrepase el valor nominal del
equipo. Nunca intente levantar una carga que pese más
de la capacidad del cilindro. Las sobrecargas ocasionan
fallas del equipo y posibles lesiones personales. Los cilindros
están diseñados para resistir una presión máxima de 350 bar. No
conecte un gato o cilindro a una bomba cuyo valor nominal de
presión es mayor que el indicado.
PELIGRO: Nunca fije la válvula de seguridad a una presión
más alta que el máximo valor nominal de presión de la
bomba. Los ajustes más altos pueden resultar en daños al
equipo y/o lesiones personales No remover la válvula de seguridad.
ADVERTENCIA: La presión de operación del sistema no
debe sobrepasar el valor nominal de presión del
componente con el valor nominal más bajo en el sistema.
Instale manómetros de presión en el sistema para vigilar la presión
de operación. Es su ventana a lo que está sucediendo en el sistema.
PRECAUCIÓN: Evite dañar la manguera hidráulica.
Evite pliegues y curvas agudos al guiar las mangueras
hidráulicas. Usar una manguera con pliegues o curvas
puede causar severa contrapresión. Los pliegues y curvas agudos
causarán daños internos la manguera, lo que ocasionará que ésta
falle prematuramente.
No deje caer objetos pesados sobre la manguera. Un
impacto directo puede causar daños internos a las
hebras de alambre de la manguera. Aplicar presión a
una manguera dañada puede ocasionar que se quiebre.
IMPORTANTE: No levante el equipo hidráulico por
las mangueras o acopladores giratorios. Use el mango de
transporte u otros medios para transportarla con seguridad.
PRECAUCIÓN: Mantenga el equipo hidráulico alejado
de las llamas y el calor. El calor en exceso ablandará las
juntas y sellos, lo que resultará en fugas de líquidos.
Asimismo, el calor debilita los materiales de la manguera y juntas.
Para lograr un rendimiento óptimo, no exponga el equipo a
temperaturas de 65°C [150°F] o mayores. Proteja las mangueras
y cilindros de salpicaduras de soldadura.
PELIGRO: No manipule mangueras bajo presión. El
aceite que escape bajo presión puede penetrar la piel y
causar lesiones graves. Si se inyecta aceite bajo la piel,
consulte a un médico inmediatamente.
ADVERTENCIA: Use cilindros hidráulicos únicamente
en sistemas acoplados. Nunca use un cilindro si los
acopladores no están conectados. Si el cilindro se
sobrecarga, los componentes pueden fallar calamitosamente, lo
que causaría lesiones personales graves.
IMPORTANTE: Únicamente técnicos calificados en
sistemas hidráulicos habrán de prestarle servicio al
equipo hidráulico. Comuníquese con el Centro de
Servicio ENERPAC autorizado en su zona para prestarle servicio
de reparaciones. Use únicamente aceite ENERPAC a fin de
proteger su garantía.
ADVERTENCIA: Reemplace inmediatamente las piezas
gastadas o dañadas por piezas ENERPAC genuinas. Las
piezas de clasificación estándar se romperán, lo que
causará lesiones personales y daños a la propiedad. Las piezas
ENERPAC están diseñadas para encajar debidamente y resistir
altas cargas.
Hoja de Instrucciones
Portapiezas
WFC / WSC 72, 112, 222
L2230 Rev. B 02/04
®
®
Page 19

19
TABLA DE ESPECIFICACIONES
Fuerza de retención máx.
vs.
Presión hidráulica de funcionamiento
WFC / WSC 72
Deflexión de émbolo
vs.
Carga aplicada a una
presión de funcionamiento
de 350 bar (5000 psi)
WFC / WSC 72
Maximum Holding Force
kN (lbs.)
Presión de funcionamiento
bar (psi)
0
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
(1,78)
400
(3,56)
800
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
(7,12)
1600
(5,34)
1200
(8,90)
2000
Deflexión elástica
mm (in.)
Carga aplicada
kN (lb)
Fuerza de retención máx.
vs.
Presión hidráulica de funcionamiento
WFC / WSC 112
Fuerza de retención máx.
kN (lb)
Deflexión de émbolo
vs.
Carga aplicada a una
presión de funcionamiento
de 350 bar (5000 psi)
WFC / WSC 112
Deflexión elástica
mm (in.)
.0025 (0,064)
.0005 (0,013)
0
.0020 (0,051)
.0010 (0,025)
.0015 (0,038)
1,000
(4,5)
2,000
(8,9)
.0030 (0,076)
3,000
(13,4)
4,000
(17,8)
5,000
(22,3)
0
4,45 (1000)
8,90 (2000)
13,4 (3000)
17,8 (4000)
22,3 (5000)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
Fuerza de retención máx.
vs.
Presión hidráulica de funcionamiento
WFC 222 / WSC 222
Fuerza de retención máx.
kN (lb)
Deflexión de émbolo
vs.
Carga aplicada a una
presión de funcionamiento
de 350 bar (5000 psi)
WFC 222 / WSC 222
Deflexión elástica
mm (in.)
Carga aplicada
kN (lb)
Presión de funcionamiento
bar (psi)
Carga aplicada
kN (lb)
Presión de funcionamiento
bar (psi)
0
2,22 (500)
4,45 (1000)
6,67 (1500)
8,90 (2000)
11,12 (2500)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
7,78 (1750)
6,67 (1500)
5,56 (1250)
4,45 (1000)
3,34 (750)
2,22 (500)
1,11 (250)
0
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
0
500
(2,22)
1000
(4,45)
1500
(6,67)
2000
(8,90) (11,12)
2500
Page 20

20
3.0 INSTALACION
3.1 Montaje del portapieza
Las cavidades de montaje deben prepararse según las
especificaciones indicadas en las páginas 26 y 27. Tenga cuidado
al preparar el accesorio. Frese los agujeros de cavidades del
accesorio con precisión. Para evitar las fugas, asegúrese que la
aspereza promedio (Ra) de la superficie de montaje del accesorio
no sea de más de 1,6 µm (63 µin.). Asegúrese que no queden
rebabas expuestas en las piezas metálicas en donde los agujeros
de suministro de aceite se conectan a la cavidad del cilindro.
ATENCION: Enjuague a fondo todos los conductos
taladrados del accesorio para evitar que las partículas de
desecho ingresen al cilindro al ponerlo en funcionamiento.
Lubrique los anillos "O" exteriores del cilindro antes de montar el
cilindro en la cavidad. Instale el cilindro con cuidado hasta que el
anillo metálico (E) entre en contacto con la superficie
contrataladrada, como se muestra en la Figura 1. Apriete los
tornillos del portapieza para fijarlo a su placa de montaje.
Consulte la tabla siguiente para los valores de apriete.
3.2 Opciones de montaje
Para el montaje de los modelos que utilizan el diseño de placa
abierta (Figura 2, página 26), evite que los fluidos refrigerantes o
de corte ingresen en el respiradero.
Los modelos WFC/WSC 112 y 222 tienen un respiradero externo
en la caja de su cuerpo. Si el respiradero va a estar sumergido
continuamente en líquido refrigerante, se recomienda usar el
modelo con cavidad ciega (Figura 3, página 26). La porción
inferior de la cavidad de montaje debe estar ventilada hacia una
zona libre de fluidos y contaminantes para proteger el respiradero.
4.0 MODIFICACIONES
4.1 Portapiezas con "purga de aire" (WFC / WSC 112,
222 solamente)
Si la zona del brazo frotador del portapieza está expuesta a ser
sumergida en líquido refrigerante o a partículas de fresado,
modifique el portapieza para incorporarle la "purga de aire". Un
portapieza con "purga de aire" permite que se sople aire a través
del brazo frotador para ayudar a impedir la entrada de refrigerante
y basura en el portapieza.
1. Los portapiezas de diseño de cavidad ciega son los únicos
que pueden modificarse para usarlos como portapiezas con
"purga de aire". Conecte una manguera de suministro de aire
a la zona con la marca “P” (Figura 3, página 26).
2. NOTA: El proceso de purga sólo requiere una presión
neumática de 0,3-1,0 bar (5-15 psi).
4.2 Portapiezas con "resorte de aire" (WSC 112, 222
solamente)
Un portapieza con "resorte de aire" utiliza aire, en lugar de un
resorte, para mantener el émbolo del portapieza en posición
extendida. Un portapieza con "resorte de aire" no retrae su
émbolo. (Nota: Los portapiezas de avance por resorte son los
únicos que pueden modificarse para convertirlos en portapiezas
con "resorte de aire".) Un portapieza con "resorte de aire" puede
ofrecer mayor control sobre la fuerza que el émbolo aplica contra
la pieza trabajada. Un portapieza con resorte de aire también
puede aplicar una fuerza más intensa contra su émbolo que los
modelos convencionales de avance por resorte.
1. Saque el perno de contacto, los tornillos de ajuste (modelos
222 solamente) y el resorte del interior del émbolo del
portapieza.
2. Después de quitar el resorte, vuelva a colocar el perno de
contacto.
3. Los portapiezas de diseño de cavidad ciega son los únicos
que pueden modificarse para usarlos como portapiezas con
"resorte de aire" (Figura 3, página 26). Conecte una
manguera de suministro de aire a esta cavidad en la zona
indicada.
4. Instale una válvula neumática manual de dos posiciones o
una válvula neumática accionada por solenoide en la línea de
suministro de aire.
Modelo de portapieza Par de apriete de instalación
WFC /WSC 72 149-176 Nm (110-130 Ft-Lbs.)
WFC /WSC 112 190-217 Nm (140-160 Ft-Lbs.)
WFC /WSC 222 258-285 Nm (190-210 Ft-Lbs.)
N° Capacidad Capacidad a Carrera Fuerza de resorte de émbolo
Model de aceite bar/psi máx. de émbolo N (lbs.)
cm
3
kN mm Embolo Embolo
(in3) (lbs) (in) extendido retraído
WFC-72 0,66 (0.04)
7 (1650) 9,7 (0.38) 8,9 (2.0) 25,8 (5.8)
WSC-72 0,16 (0.01)
WFC-112 0,98 (0.06))
11 (2500) 9,7 (0.38) 15,2 (3.4) 25,8 (5.8)
WSC-112 0,16 (0.01)
WFC-222 3,28 (0.20)
22 (5000) 11,9 (0.47)
4,4-14,5 (1.0-3.25)* 71,2-102,3 (16-23)*
WSC-222 0,16 (0.01)
* ajustable
ESPECIFICACIONES
Figura 1
E
Page 21

21
5. Use un regulador de aire (Enerpac RFL 102) para controlar la
presión neumática. Si la presión neumática es excesiva, se
puede levantar la pieza trabajada de su superficie de apoyo.
La presión neumática correcta varía según el tamaño y peso
de la pieza trabajada y del portapieza.
5.0 FUNCIONAMIENTO
5.1 Portapiezas de avance por resorte
1. WSC 222 solamente: Ajuste la fuerza de contacto entre el
émbolo del portapieza y la pieza trabajada.
a. Saque el tornillo de ajuste de plástico de la parte
superior del émbolo.
b. Gire el segundo tornillo de ajuste en sentido horario para
aumentar la fuerza de contacto. Gire el segundo tornillo
de ajuste en sentido contrahorario para reducir la fuerza
de contacto. Nota: Si el tornillo de ajuste se afloja
demasiado, se reduce la carrera del émbolo. Consulte
las especificaciones para obtener las fuerzas de
contacto mínima y máxima correspondientes a cada
modelo de portapieza.
c. Vuelva a colocar el primer tornillo de ajuste. Asegúrese
que el primer tornillo de ajuste quede ajustado contra el
segundo tornillo.
2. Coloque la pieza trabajada en el accesorio y sobre los
portapiezas. El émbolo debe estar aproximadamente a la
mitad de su carrera cuando toca la pieza trabajada.
3. Accione la presión hidráulica para trabar el émbolo del
portapieza en su lugar. El émbolo mantiene su posición hasta
que se alivie la presión hidráulica.
4. Fije la pieza trabajada con las mordazas para facilitar las
operaciones de fresado.
5. Una vez terminado el fresado, alivie la presión hidráulica de
las mordazas primero y después alivie la presión hidráulica
de los portapiezas.
6. Quite la pieza trabajada del accesorio.
5.2 Portapiezas de avance hidráulico
1. Si no se aplica presión hidráulica alguna, el émbolo estará en
su posición retraída. Coloque la pieza trabajada en el
accesorio y sobre los portapiezas. El émbolo debe estar
aproximadamente a la mitad de su carrera cuando toca la
pieza trabajada.
2. Accione la presión hidráulica para hacer avanzar el émbolo
del portapieza hasta su lugar. Al aplicar la presión hidráulica,
un pistón empuja contra un resorte interno que hace avanzar
el émbolo hacia la pieza trabajada. A medida que la presión
hidráulica aumenta, el manguito de compresión sujeta y traba
el émbolo en el punto de contacto. El émbolo mantiene su
posición hasta que se alivie la presión hidráulica.
3. Fije la pieza trabajada con las mordazas para facilitar las
operaciones de fresado.
4. Una vez terminado el fresado, alivie la presión hidráulica de
las mordazas primero y después alivie la presión hidráulica
de los portapiezas.
5. Quite la pieza trabajada del accesorio.
5.3 Portapiezas con "resorte de aire" (WSC 112, 222
solamente)
1. Ajuste el regulador de aire a la presión correcta. La presión
neumática correcta varía según el tamaño del portapieza y
del peso de la pieza trabajada.
2. Si no se aplica presión neumática alguna, el émbolo estará en
su posición retraída. Coloque la pieza trabajada en el
accesorio y sobre los portapiezas.
3. Mueva la palanca de la válvula neumática para aplicar la
presión neumática y hacer avanzar el émbolo del portapieza
a su posición. El émbolo debe estar aproximadamente a la
mitad de su carrera cuando toca la pieza trabajada. Si el peso
de la pieza trabajada no empuja el émbolo hacia abajo a la
posición correcta, repita el paso 1 y ajuste la presión
neumática según corresponda.
4. Accione la presión hidráulica para trabar el émbolo del
portapieza en su lugar. El émbolo mantiene su posición hasta
que se alivie la presión hidráulica.
5. Fije la pieza trabajada con las mordazas para facilitar las
operaciones de fresado.
6. Una vez terminado el fresado, alivie la presión hidráulica de
las mordazas primero y después alivie la presión hidráulica
de los portapiezas.
7. Quite la pieza trabajada del accesorio.
6.0 MANTENIMIENTO Y SERVICIO
La unidad necesita mantenimiento únicamente si se observa
desgaste y/o fugas. Inspeccione ocasionalmente todos los
componentes para ver si existe algún problema que requiera
servicio y mantenimiento. Enerpac ofrece juegos de reparación para
el mantenimiento del equipo. También hay disponibles hojas de
listado de repuestos. Diríjase al representante Enerpac de su zona.
7.0 LOCALIZACION DE AVERIAS
PROBLEMA CAUSA POSIBLE
El émbolo no avanza al aplicarle
presión de sistema.
La pieza trabajada se deforma
excesivamente.
El émbolo no se retrae.
El émbolo no se suelta hasta la
altura de extendido.
Fugas de aceite en portapieza.
1. Determinar si el sistema hidráulico excede el caudal máximo (vea la tabla de especificaciones).
2. Revise si el resorte de compensación está roto.
3. Busque daños en el émbolo y el manguito.
1. La presión hidráulica puede ser menor que la mínima necesaria para retener al émbolo.
2 Las fuerzas de corte que se aplican pueden estar excediendo la capacidad del portapieza.
1. No se ha aliviado la presión hidráulica del sistema.
2. Contrapresión excesiva debido a que la tubería es de diámetro pequeño o está retorcida.
3. Busque daños y acumulación de basura en el émbolo y el manguito.
4. Revise si el resorte de retorno está roto.
1. Revise los sellos en busca de desgaste y daños.
2. Fugas en las conexiones de los portapiezas.
Page 22

22
Reparatie/Onderdelenlijsten voor deze produkten zijn te
downloaden van de Enerpac Website www.enerpac.com of
verkrijgbaar via uw Enerpac Service Centre of vertegenwoordiger.
1.0 BELANGRIJKE INSTRUCTIES BIJ ONTVANGST
Controleer visueel alle onderdelen op schade opgelopen tijdens
de verzending. Schade opgelopen tijdens de verzending wordt
niet door de garantie gedekt. Als schade opgelopen tijdens de
verzending wordt gevonden, de transporteur hier onmiddellijk van
op de hoogte stellen. De transporteur is verantwoordelijk voor alle
reparatie- of vervangingsonkosten als gevolg van opgelopen
schade tijdens de verzending.
VEILIGHEID VOOROP
2.0 VEILIGHEIDSKWESTIES
Lees nauwkeurig alle instructies,
waarschuwingen en let op-gedeelten. Volg
alle veiligheidsvoorzieningen om persoonlijk
letsel of schade aan eigendom te voorkomen als het systeem in
werking is. Enerpac kan niet verantwoordelijk worden gesteld voor
schade of letsels als gevolg van onveilig gebruik van dit product,
gebrek aan onderhoud, of onjuiste toepassing van het product of
het systeem. Neem contact op met Enerpac mocht u twijfels
hebben over veiligheidsvoorzieningen en werkingen. Als u nooit
een opleiding in hogedruk hydraulische veiligheid hebt gevolgd
neem dan contact om met uw verdeel- of servicecentrum voor een
gratis veiligheidscursus van Enerpac Hydraulic.
Het niet volgen van deze waarschuwingsboodschappen en
voorzorgsmaatregelen kan schade aan de machine en persoonlijk
letsel veroorzaken.
LET OP wordt gebruikt om correcte bedienings- en
onderhoudsprocedures en praktijken aan te duiden om schade
aan, of vernietiging van, machines of andere eigendom te
voorkomen.
WAARSCHUWING wijst op een mogelijk gevaar dat de juiste
procedures en praktijken vereist om persoonlijk letsel te
voorkomen.
GEVAAR wordt enkel gebruikt als uw actie of gebrek aan actie
ernstig letsel of zelfs de dood tot gevolg kan hebben.
WAARSCHUWING: Draag de juiste persoonlijke
beschermende kleding bij het werken met hydraulische
machines.
WAARSCHUWING: Blijf uit de buurt van ladingen die
hydraulisch worden ondersteund. Een cilinder die wordt
gebruikt als een hefinrichting mag nooit worden gebruikt
als een lasthouder. Nadat de lading omhoog of omlaag is gebracht,
moet deze altijd mechanisch worden geblokkeerd.
GEVAAR: Om persoonlijk letsel te voorkomen,
handen en voeten weghouden van de cilinder en het
werkstuk tijdens de bediening.
WAARSCHUWING: Niet de nominale waarden van de
machines overschrijden. Probeer nooit om een lading op
te heffen die meer weegt dan de capaciteit van de
cilinder. Overladen veroorzaakt falen van de machine en mogelijk
persoonlijk letsel. De cilinders zijn ontworpen voor een maximale
druk van 350 bar. Geen vijzel of cilinder op een pomp aansluiten
die een hogere drukwaarde heeft.
GEVAAR: Nooit de ontlastklep instellen op een hogere
druk dan de maximaal nominale druk van de pomp.
Hogere instellingen kunnen schade aan de machine en/of
persoonlijk letsel tot gevolg hebben. Verwijder niet de ontlastklep.
WAARSCHUWING: De bedieningsdruk van het systeem
mag de nominale drukwaarde van het onderdeel met de
laagste waarde in het systeem niet overschrijden.
Installeer drukmeters in het systeem om de bedieningsdruk te
controleren. Op die manier weet u wat er in het systeem gebeurt.
LET OP: De hydraulische slang niet beschadigen.
Vermijd ombuigen en knikken bij het aanbrengen van de
hydraulische slangen. Een gebogen of geknikte slang
gebruiken kan ernstige tegendruk van de afvoerstroom veroorzaken.
Scherpe ombuigingen en knikken beschadigen de slang aan de
binnenkant wat tot vroegtijdig falen van de slang kan leiden.
Geen zware objecten op de slang laten vallen. Een
scherpe impact kan interne schade aan de draadvezels
van de slang veroorzaken. Druk uitoefenen op een slang
die beschadigd is, kan scheuren van de slang tot gevolg hebben.
BELANGRIJK: Hydraulische machines niet bij de slangen
of de wartelkoppelingen opheffen. Gebruik de
draaghandgreep of een ander middel om de machine
veilig te transporteren.
LET OP: Houd de hydraulische machine weg van
vlammen en hitte. Overmatige hitte verzacht de
pakkingen en afdichtingen wat tot vloeistoflekken kan
leiden. Hitte verzwakt ook slangmaterialen en pakkingen. Voor
optimale prestaties de machines niet blootstellen aan
temperaturen van 65°C (150°F) of hoger. Bescherm slangen en
cilinders tegen lasspetters.
GEVAAR: Slangen die onder druk staan, niet aanraken.
Als olie die onder druk staat ontsnapt, kan het door de huid
dringen wat ernstige letsel kan veroorzaken. Als olie onder
de huid wordt geïnjecteerd, onmiddellijk een arts raadplegen.
WAARSCHUWING: Gebruik hydraulische cilinders enkel
in een aangesloten systeem. Nooit een cilinder gebruiken
met koppelingen die niet aangesloten zijn. Als de cilinder
uiterst overladen is, kunnen onderdelen op een catastrofistische
manier falen wat ernstig persoonlijk letsel kan veroorzaken.
BELANGRIJK: Hydraulische machines mogen enkel door
een bevoegd hydraulisch technicus van onderhoud
worden voorzien. Voor reparaties dient u contact op te
nemen met een nabijgelegen bevoegd ENERPAC servicecentrum.
Om uw garantie te beschermen, enkel ENERPAC olie gebruiken.
Instructieblad
Werkstutsteunen
WFC / WSC 72, 112, 222
L2230 Rev. B 02/04
®
®
Page 23

23
TABEL MET SPECIFICATIES
Maximale houdkracht
t.o.v.
hydraulische bedrijfsdruk
WFC / WSC 72
Doorvering stutsteunplunjer
t.o.v.
toegepaste belasting
bij 350 bar (5000 psi)
bedrijfsdruk
WFC / WSC 72
Maximale houdkracht
kN (lb)
Bedrijfsdruk
bar (psi)
0
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
(1,78)
400
(3,56)
800
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
(7,12)
1600
(5,34)
1200
(8,90)
2000
Elastische doorvering
mm (in.)
Toegepaste belasting
kN (lb)
Maximale houdkracht
t.o.v.
hydraulische bedrijfsdruk
WFC / WSC 112
Maximale houdkracht
kN (lb)
Doorvering stutsteunplunjer
t.o.v.
toegepaste belasting
bij 350 bar (5000 psi)
bedrijfsdruk
WFC / WSC 112
Elastische doorvering
mm (in.)
.0025 (0,064)
.0005 (0,013)
0
.0020 (0,051)
.0010 (0,025)
.0015 (0,038)
1,000
(4,5)
2,000
(8,9)
.0030 (0,076)
3,000
(13,4)
4,000
(17,8)
5,000
(22,3)
0
4,45 (1000)
8,90 (2000)
13,4 (3000)
17,8 (4000)
22,3 (5000)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
Maximale houdkracht
t.o.v.
hydraulische bedrijfsdruk
WFC 222 / WSC 222
Maximale houdkracht
kN (lb)
Doorvering stutsteunplunjer
t.o.v.
toegepaste belasting
bij 350 bar (5000 psi)
bedrijfsdruk
WFC 222 / WSC 222
Elastische doorvering
mm (in.)
Toegepaste belasting
kN (lb)
Bedrijfsdruk
bar (psi)
Toegepaste belasting
kN (lb)
Bedrijfsdruk
bar (psi)
0
2,22 (500)
4,45 (1000)
6,67 (1500)
8,90 (2000)
11,12 (2500)
70
(1000)
140
(2000)
210
(3000)
280
(4000)
350
(5000)
23
7,78 (1750)
6,67 (1500)
5,56 (1250)
4,45 (1000)
3,34 (750)
2,22 (500)
1,11 (250)
0
(1000)
70
140
(2000)
210
(3000)
280
(4000)
350
(5000)
.0030 (0,076)
.0025 (0,064)
.0020 (0,051)
.0015 (0,038)
.0010 (0,025)
.0005 (0,013)
0
500
(2,22)
1000
(4,45)
1500
(6,67)
2000
(8,90) (11,12)
2500
Page 24

24
WAARSCHUWING: Versleten of beschadigde
onderdelen onmiddellijk met authentieke ENERPAC
onderdelen vervangen. Standaardonderdelen breken,
wat tot persoonlijk letsel en schade aan eigendom kan leiden.
ENERPAC onderdelen zijn zodanig ontworpen dat ze precies
passen en hoge ladingen kunnen weerstaan.
3.0 INSTALLATIE
3.1 Monteren van de werkstutsteun
De montageholten moeten voorbereid worden volgens de
specificaties op pagina's 26 en 27. Wees voorzichtig bij het
voorbereiden van de appendage. Boor de bevestigingsgaten voor
de appendage nauwkeurig. Teneinde lekkage te voorkomen,
voorziet u in een gemiddelde oppervlakteoneffenheid van het
montage-oppervlak (Ra) van niet meer dan 1,6 µm (63 µin.). Zorg
dat er geen metalen bramen blootliggen op de plaats waar de
olietoevoeropeningen de cilinderholte raken.
OPGELET: Spoel alle boorgangen van de appendage grondig
door, om te voorkomen dat rommel de cilinder binnendringt
tijdens bedrijf.
Smeer de O-ringen aan
de buitenkant van de
cilinder voordat de
cilinder in de holte wordt
gemonteerd. Installeer de
cilinder voorzichtig totdat
de metalen ring (E) het
oppervlak rond het
boorgat raakt, zoals in
afbeelding 1 wordt
weergegeven. Schroef de
werkstutsteun in de
montageplaat. Zie de
onderstaande tabel voor
aandraaimomenten.
3.2 Opties voor monteren
Bij montage waarbij gebruik gemaakt wordt van het open plaat
ontwerp (afbeelding 2, pagina 26), dient u er zorg voor te dragen
dat er geen koelmiddel of snijvloeistoffen de ontluchtingsopening
binnendringen.
De modellen WFC/WSC 112 en 222 hebben een uitwendige
ontluchtingsopening in de behuizing van het hoofddeel. Indien de
ontluchtingsopening voortdurend onder koelvloeistof komt te
staan, wordt het ontwerp met blinde holte (afbeelding 3, pagina
26) aanbevolen. Het onderste deel van de montageholte dient
belucht te worden naar een gebied zonder vloeistoffen en
verontreinigen om de ontluchtingsopening te beschermen.
4.0 WIJZIGINGEN
4.1 Werkstutsteunen met "luchtreiniging" (alleen WFC /
WSC 112, 222)
Indien het gebied van de afstrijker van de werkstutsteun wordt
blootgesteld aan koelmiddel of rommel ten gevolge van
machinebewerking, dient de werkstutsteun te worden gewijzigd in
een werkstutsteun met "luchtreiniging". Bij een werkstutsteun met
"luchtreiniging" wordt lucht door de afstrijker geblazen en dit
voorkomt dat koelmiddel en rommel de werkstutsteun
binnendringt.
1. Alleen werkstutsteunen die gebruik maken van het ontwerp
met blinde holte mogen gewijzigd worden tot werkstutsteunen
met "luchtreiniging". Sluit een luchttoevoer aan op het gebied
met het label “P” (zie afbeelding 3, pagina 26).
2. OPMERKING: Voor luchtreiniging is slechts tussen de 0,3 en
1,0 bar (5-15 psi) luchtdruk vereist.
4.2 Werkstutsteunen met "luchtvering" (alleen WSC
112, 222)
Een werkstutsteun met "luchtvering" gebruikt lucht in plaats van
een veer om de plunjer van de werkstutsteun in een uitgelopen
stand te houden. Bij een werkstutsteun met "luchtvering" loopt de
plunjer niet terug. (Opmerking: Alleen werkstutsteunen die door
een veer worden aangedreven kunnen worden gewijzigd om
werkstutsteunen met "luchtvering" te worden.) Een werkstutsteun
met "luchtvering" biedt meer controle over de kracht van de
plunjer tegen het werkstuk. Een werkstutsteun met "luchtvering"
levert ook meer kracht tegen de plunjer dan conventionele
modellen met veer.
1. Verwijder de contactbout, stelschroeven (alleen modellen
222) en veer uit de binnenkant van de plunjer van de
werkstutsteun.
2. Na het verwijderen van de veer brengt u de contactbout
opnieuw aan.
3. Alleen werkstutsteunen die gebruik maken van het ontwerp
met blinde holte mogen gewijzigd worden tot
werkstutsteunen met "luchtvering" (zie afbeelding 3, pagina
26). Sluit een luchttoevoer aan op deze holte in het
aangegeven gebied.
Model werkstutsteun Aandraaimoment installatie
WFC /WSC 72 149-176 Nm (110-130 Ft-Lbs.)
WFC /WSC 112 190-217 Nm (140-160 Ft-Lbs.)
WFC /WSC 222 258-285 Nm (190-210 Ft-Lbs.)
Model Olie-inhoud Vermogen Slag Veerkracht stutsteunplunjer
Nummer bij max. bar/psi stutsteunplunjer N (lbs.)
cm
3
kN mm Plunjer Plunjer
(in3) (lbs) (in) uitgelopen teruggelopen
WFC-72 0,66 (0.04)
7 (1650) 9,7 (0.38) 8,9 (2.0) 25,8 (5.8)
WSC-72 0,16 (0.01)
WFC-112 0,98 (0.06))
11 (2500) 9,7 (0.38) 15,2 (3.4) 25,8 (5.8)
WSC-112 0,16 (0.01)
WFC-222 3,28 (0.20)
22 (5000) 11,9 (0.47)
4,4-14,5 (1.0-3.25)* 71,2-102,3 (16-23)*
WSC-222 0,16 (0.01)
* instelbaar
SPECIFICATIES
Afbeelding 1
E
Page 25

4. Voeg een handbediende luchtklep met twee standen of een
elektromagnetisch bediende luchtklep toe aan de
luchttoevoerleiding.
5. Gebruik een luchtregelaar (Enerpac RFL 102) voor het regelen
van de luchtdruk. Bij overmatige luchtdruk kan een werkstuk
van het oppervlak waarop het rust geheven worden. De juiste
hoeveelheid luchtdruk varieert, afhankelijk van de afmetingen
en het gewicht van het werkstuk en de werkstutsteun.
5.0 WERKING
5.1 Door veer uitgeschoven werkstutsteunen
1. Alleen WSC 222: stel de contactdruk tussen de plunjer van
de werkstutsteun en het werkstuk bij.
a. Verwijder de kunststof stelschroef uit de bovenkant van
de plunjer.
b. Draai de tweede stelschroef naar rechts om de
contactdruk te verhogen. Draai de tweede stelschroef
naar links om de contactdruk te verlagen. Opmerking:
Als de stelschroef te ver wordt uitgedraaid, wordt de
plunjerslag verkleind. Raadpleeg de tabel met
specificaties voor de minimale en maximale contactdruk
voor de diverse modellen werkstutsteun.
c. Plaats de eerste stelschroef terug. Zorg ervoor dat de
eerste stelschroef stevig tegen de tweede schroef is gezet.
2. Plaats het werkstuk in de appendage en boven de
werkstutsteunen. De plunjer moet ongeveer de helft van de slag
zijn uitgelopen wanneer hij in aanraking komt met het werkstuk.
3. Activeer de hydraulische druk om de plunjer van de
werkstutsteun op die plaats te vergrendelen. De stand van de
plunjer wordt aangehouden totdat de hydraulische druk
wordt ontlast.
4. Klem het werkstuk in een stand die de machinale bewerking
gemakkelijker maakt.
5. Als de machinale bewerking voltooid is, ontlast u eerst de
hydraulische druk in de klemcilinders, en vervolgens de
hydraulische druk in de werkstutsteunen.
6. Verwijder het werkstuk uit de appendage.
5.2 Door vloeistof uitgeschoven werkstutsteunen
1. Wanneer er geen hydraulische druk wordt uitgeoefend, is de
plunjer in de teruggelopen stand. Plaats het werkstuk in de
appendage en boven de werkstutsteunen. De plunjer moet
ongeveer de helft van de slag zijn uitgelopen wanneer hij in
aanraking komt met het werkstuk.
2. Activeer de hydraulische druk om de plunjer van de
werkstutsteun naar de juiste stand uit te laten lopen. Wanneer
de hydraulische druk wordt uitgeoefend, drukt een zuiger
tegen een binnenveer die de plunjer uit laat lopen tot het
werkstuk. Naarmate de hydraulische druk oploopt, grijpt het
drukmanchet de plunjer en vergrendelt hem bij het
contactpunt. De stand van de plunjer wordt aangehouden
totdat de hydraulische druk wordt ontlast.
3. Klem het werkstuk in een stand die de machinale bewerking
gemakkelijker maakt.
4. Als de machinale bewerking voltooid is, ontlast u eerst de
hydraulische druk in de klemcilinders en vervolgens de
hydraulische druk in de werkstutsteunen.
5. Verwijder het werkstuk uit de appendage.
5.3 Werkstutsteunen met "luchtvering" (alleen WSC
112, 222)
1. Stel de luchtregelaar in op de juiste luchtdruk. De juiste
luchtdruk varieert afhankelijk van de afmetingen van de
werkstutsteun en het gewicht van het werkstuk.
2. Wanneer er geen luchtdruk wordt uitgeoefend, bevindt de
plunjer zich in de teruggelopen stand. Plaats het werkstuk in
de appendage en boven de werkstutsteunen.
3. Verplaats de hendel van de luchtklep om de luchtdruk te
activeren en de plunjer van de werkstutsteun uit te laten
lopen naar de juiste stand. De plunjer moet ongeveer de helft
van de slag zijn uitgelopen wanneer hij in aanraking komt met
het werkstuk. Als het gewicht van het werkstuk de plunjer niet
tot de juiste hoogte naar beneden drukt, herhaalt u stap 1 en
stelt u de luchtdruk naar behoren bij.
4. Activeer de hydraulische druk om de plunjer van
dewerkstutsteun op die plaats te vergrendelen. De stand van
de plunjer wordt aangehouden totdat de hydraulische druk
wordt ontlast.
5. Klem het werkstuk in een stand die de machinale bewerking
gemakkelijker maakt.
6. Als de machinale bewerking voltooid is, ontlast u eerst de
hydraulische druk in de klemcilinders en vervolgens de
hydraulische druk in de werkstutsteunen.
7. Verwijder het werkstuk uit de appendage.
6.0 ONDERHOUD EN SERVICE
Onderhoud is uitsluitend vereist wanneer slijtage en/of lekkage
wordt opgemerkt. Inspecteer van tijd tot tijd alle onderdelen om
eventuele problemen die service en onderhoud vergen, op te
sporen. Bij Enerpac zijn reparatiesets verkrijgbaar voor het
onderhoud van apparatuur. Lijsten met reparatieonderdelen zijn ook
verkrijgbaar. Neem contact op met uw Enerpac-vertegenwoordiger.
25
PROBLEEM MOGELIJKE OORZAAK
Plunjer loopt niet uit
wanneer druk in systeem
wordt geactiveerd.
Werkstuk buigt te veel door.
Plunjer loopt niet terug.
Plunjer komt niet tot
uitgeschoven hoogte.
Werkstutsteun lekt olie
1. Bepaal of hydraulische systeem maximale stroomsnelheid overschrijdt (zie tabel met specificaties).
2. Controleer of opneemveer gebroken is.
3. Controleer plunjer en manchet op beschadiging.
1. Hydraulische druk kan onder minimum liggen dat vereist is om plunjer vast te houden.
2. Snijkracht overschrijdt mogelijk vermogen van werkstutsteun.
1. Hydraulische druk in systeem is niet ontlast.
2. Overmatige tegendruk als gevolg van slangen met kleine diameter of scherpe bochten.
3. Controleer plunjer en manchet op beschadiging of ophoping van rommel.
4. Controleer of de retourveer gebroken is.
1. Controleer afdichtingen op slijtage of beschadigingen.
2. Aansluiting op werkstutsteunen kan lekken.
7.0 OPLOSSEN VAN PROBLEMEN
Page 26

łA
K = Radius Blend
K = Ausrunden und
glätten
K = Ébavurage des
angles
K = Alisado de radio
K = Smusso
K= Glad afwerken
Figure 2 - Mounting Dimensions
Abbildung 2 - Montageabmessungen
Figure 2 - Dimensions de montage
Figura 2 - Dimensiones de montaje
Figura 2 - Dimensioni di montaggio
Afbeelding 2 - Dimensies montage
L = Oil Feed Hole
L = Ölzufuhrloch
L = Trou d'alimentation en
huile
L = Agujero de alimentación
de aceite
L = Foro di alimentazione
olio
L = Olietoevoeropening
P = Vent required on WFC / WSC 112, 222 models below “N”.
P = Entlüftung erforderlich für WFC / WSC 112, 222 Modellen
unter N.
P = Aérateur requis sur les modèles WFC / WSC 112, 222
sous N.
P = Respiradero requerido para modelos WFC / WSC 112,
222 anteriores a N.
P = Sfiato per i modelli WFC / WSC 112, 222 sotto “N”.
P = Ontluchtingsopening vereist op WFC / WSC 112, 222
modellen onder N.
Figure 3 - Mounting Dimensions, Blind Cavity
Abbildung 3 - Montageabmessungen, Blindöffnung
Figure 3 - Dimensions de montage, trou borgne
Figura 3 - Dimensiones de montaje con cavidad ciega
Figura 3 - Dimensioni di montaggio, cavità cieca
Afbeelding 3 - Dimensies montage, blinde holte
26
łB
E
58 - 62
I
H
1,6
(63)
E
58 - 62
łA
łB
I
H
(63)
1,6
N
M
L
K
15 - 20
łC
łD
(63)
1,6
N
F
15 - 20
K
J
G
(63)
łC
łD
1,6
M
J
G
L
P
Page 27

Dimensions (Imperial) * Minimum
Abmessungen (US) * Minimum
Dimensions (US) * Minimum
Dimensiones (sistema inglés) * Mínima
Dimensioni (sistema anglosassone) * Minimo
Afmetingen (standaard) * Minimum
WFC-72 WSC-72 WFC-112 WSC-112 WFC-222 WSC-222
A 1.68-1.70 1.68-1.70 2.26-2.28 2.26-2.28 3.01-3.03 3.01-3.03
B M33 x 1.5 6H M33 x 1.5 6H M42 x 1.5 6H M42 x 1.5 6H M60 x 1.5 6H M60 x 1.5 6H
C 1.182-1.184 1.182-1.184 1.499-1.501 1.499-1.501 2.249-2.251 2.249-2.251
D 1.31-1.33 1.31-1.33 1.67-1.69 1.67-1.69 2.38-2.40 2.38-2.40
E .62-.68 .62-.68 .69-.75 .69-.75 .66-.72 .66-.72
F* 2.08 2.08 2.46 1.80 2.80 2.20
G .14 .14 .14 .14 .14 .14
H .62 .62 .62 .62 .62 .62
I .05-.07 .05-.07 .05-.07 .05-.07 .05-.07 .05-.07
J .06-.08 .06-.08 .06-.08 .06-.08 .06-.08 .06-.08
M .08-.12 .08-.12 .08-.12 .08-.12 .08-.12 .08-.12
N* 1.62 1.62 1.62 1.62 1.62 1.62
Dimensions (metric) * Minimum
Abmessungen (metrisch) * Minimum
Dimensions (métriques) * Minimum
Dimensiones (métricas) * Mínima
Dimensioni (sistema metrico) * Minimo
Afmetingen (metrisch) * Minimum
WFC-72 WSC-72 WFC-112 WSC-112 WFC-222 WSC-222
A 42,7-43,2 42,7-43,2 57,4-57,9 57,4-57,9 76,5-77,0 76,5-77,0
B M33 x 1.5 6H M33 x 1.5 6H M42 x 1.5 6H M42 x 1.5 6H M60 x 1.5 6H M60 x 1.5 6H
C 30,02-30,07 30,02-30,07 38,07-38,13 38,07-38,13 57,12-57,18 57,12-57,18
D 33,3-33,8 33,3-33,8 42,4-42,9 42,4-9 60,5-61,0 60,5-61,0
E 15,7-17,3 15,7-17,3 17,5-19,1 17,5-19,1 16,8-18,3 16,8-18,3
F* 52,8 52,8 62,5 45,7 71,1 55,9
G 3,6 3,6 3,6 3,6 3,6 3,6
H 15,7 15,7 15,7 15,7 15,7 15,7
I 1,3-1,8 1,3-1,8 1,3-1,8 1,3-1,8 1,3-1,8 1,3-1,8
J 1,5-2,0 1,5-2,0 1,5-2,0 1,5-2,0 1,5-2,0 1,5-2,0
27
Page 28

G
P= Oil Feed Hole
P = Ölzufuhrloch
P = Trou d'alimentation en huile
P = Agujero de alimentación de aceite
P = Foro di alimentazione olio
P = Olietoevoeropening
Q = Vent
Q = Entlüftung
Q = Aérateur
Q = Respiradero
Q = Sfiato
Q = Ontluchtingsopening
R= Spring Force Adjustment Screw
R = Federkraft-Einstellschraube
R = Vis de reglage de la force de ressort
R= Tornillo de ajuste de tensión de resorte
R= Vite di regolazione della forza della molla
R= Stelschroef veerkracht
WFC 72
WFC 112
WFC 222
28
K
G
D1
D1
K
E
L
B
A
C
H
B
A
C
E
L
I
P
P
ØD2
ØD
Q
ØD2
ØD
B
D1
A
K
C
Q
G
E
ØD2
ØD
L
R
P
I
Page 29

29
WFC 72 WFC 112 WFC 222
A 2.82 3.65 4.03
B 3.20 4.03 4.44
C 2.46 3.23 3.60
D M33 X 1,5 6G M42 X 1,5 6G M60 X 1,5 6G
D1 1.62 2.25 3.00
D2 1.16 1.44 2.21
E .59 .63 1.50
G 1.50 2.00 2.75
I 1.98 2.38 2.70
K M10 X 1,5 H M10 X 1,5 6H M20 X 2,5 6 H
L .18 .18 .24
WFC 72 WFC 112 WFC 222
A 71,6 92,7 102,4
B 81,3 102,4 112,8
C 62,5 82,0 91,4
D M33 x 1,5 6G M42 x 1,5 6G M60 x 1,5 6G
D1 41,1 57,2 76,2
D2 29,46 36,6 56,1
E 15,0 16,0 38,0
G 38,1 50,8 69,9
I 50,3 60,5 68,6
K M10 x 1,5 6H M10 x 1,5 6H M20 x 2,5 6H
L 4,6 4,6 6,1
Page 30

30
G
P= Oil Feed Hole
P = Ölzufuhrloch
P = Trou d'alimentation en huile
P = Agujero de alimentación de aceite
P = Foro di alimentazione olio
P = Olietoevoeropening
Q = Vent
Q = Entlüftung
Q = Aérateur
Q = Respiradero
Q = Sfiato
Q = Ontluchtingsopening
R = Spring Force Adjustment Screw
R = Federkraft-Einstellschraube
R = Vis de reglage de la force de ressort
R= Tornillo de ajuste de tensión de resorte
R= Vite di regolazione della forza della molla
R= Stelschroef veerkracht
WSC 72
WSC 112
WSC 222
K
G
D1
D1
K
E
E
L
L
B
A
C
P
ØD2
ØD
H
B
A
C
I
P
ØD2
Q
ØD
B
D1
A
K
C
Q
G
E
ØD2
ØD
L
R
P
I
Page 31

31
WSC 72 WSC 112 WSC 222
A 2.82 2.98 3.44
B 3.20 3.36 3.85
C 2.46 2.56 3.00
D M33 X 1,5 6G M42 X 1,5 6G M60 X 1,5 6G
D1 1.62 2.25 3.00
D2 1.16 1.44 2.21
E .59 .63 1.50
G 1.50 2.00 2.75
I 1.98 1.70 2.10
K M10 X 1,5 H M10 X 1,5 6H M20 X 2,5 6 H
L .18 .18 .24
WSC 72 WSC 112 WSC 222
A 71,6 75,2 87,4
B 81,3 85,3 97,8
C 62,5 65,0 76,2
D M33 x 1,5 6G M42 x 1,5 6G M60 x 1,5 6G
D1 41,1 57,2 76,2
D2 29,46 36,6 56,1
E 15,0 16,0 38,0
G 38,1 50,8 69,9
I 50,3 43,2 53,4
K M10 x 1,5 6H M10 x 1,5 6H M20 x 2,5 6H
L 4,6 4,6 6,1
Page 32

✦
ECM0312025
Enerpac Worldwide Locations
Africa
ENERPAC Middle East FZE
P. O. Box 18004
Jebel Ali, Dubai
United Arab Emirates
Tel: +971 (0)4 8872686
Fax: +971 (0)4 8872687
Australia
ENERPAC, Applied Power Australia Ltd.
Block V Unit 3, Regents Park Estate
391 Park Road, Regents Park NSW 2143
(P.O. Box 261) Australia
Tel: +61 297 438 988
Fax: +61 297 438 648
Brazil
Power Packer do Brasil Ltda.
Rua dos Inocentes, 587
04764-050 - Sao Paulo (SP)
Tel: +55 11 5687 2211
Fax: +55 11 5686 5583
Toll Free in Brazil:
Tel: 0800 891 5770
vendasbrasil@enerpac.com
Canada
Actuant Canada Corporation
6615 Ordan Drive, Unit 14-15
Mississauga, Ontario L5T 1X2
Tel: +1 905 564 5749
Fax: +1 905 564 0305
Toll Free:
Tel: +1 800 268 4987
Fax: +1 800 461 2456
Technical Inquiries:
techservices@enerpac.com
China
Actuant China Ltd.
1F, 269 Fute N. Road
Waigaoqiao Free Trade Zone
Pudong New District
Shanghai, 200 131 China
Tel: +86 21 5866 9099
Fax: +86 21 5866 7156
All Enerpac products are guaranteed against defects in workmanship and materials for as long as you own them.
For your nearest authorized Enerpac Service Center, visit us at www.enerpac.com
Actuant China Ltd. (Beijing)
709A Xin No. 2
Diyang Building
Dong San Huan North Rd.
Beijing City, 100028 China
Tel: +86 10 845 36166
Fax: +86 10 845 36220
Central and Eastern Europe
ENERPAC B.V.
Storkstraat 25
P. O. Box 269, 3900 AG Veenendaal
The Netherlands
Tel: +31 318 535 936
Fax: +31 318 535 951
France
ENERPAC
Une division de ACTUANT s.a.
B.P. 200
Parc d’Activités
du Moulin de Massy
F-91882 Massy CEDEX France
Tel: +33 1 601 368 68
Fax: +33 1 692 037 50
Germany, Austria, Switzerland, Russia
and CIS (excl. Caspian Sea Countries)
ENERPAC Applied Power GmbH
P. O. Box 300113
D-40401 Düsseldorf
Germany
Tel: +49 211 471 490
Fax: +49 211 471 49 28
India
ENERPAC Hydraulics (India) Pvt. Ltd.
Plot No. A/571
MIDC, TTC Industrial Area
Mahape-400 701
Navi Mumbai, India
Tel: +91 22 2778 1472
Fax: +91 22 2778 1473
e-mail: info@enerpac.com
Italy
ENERPAC S.p.A.
Via Canova 4
20094 Corsico (Milano)
Tel: +39 02 4861 111
Fax: +39 02 4860 1288
Japan
Applied Power Japan Ltd.
1-1-11, Shimomae
Toda-shi
Saitama Pref.
Japan 335-0016
Tel: +81 484 30 1055
Fax: +81 484 30 1066
The Netherlands, Belgium, Luxembourg,
Sweden, Denmark, Norway, Finland
ENERPAC B.V.
Storkstraat 25
P. O. Box 269, 3900 AG Veenendaal
The Netherlands
Tel: +31 318 535 911
Fax: +31 318 525 613
+31 318 535 848
Technical Inquiries Europe:
techsupport.europe@enerpac.com
Singapore
Enerpac Asia Pte. Ltd.
25 Serangoon North Ave. 5
#03-01 Keppel Digihub
Singapore 554914
Thomson Road
P.O. Box 114
Singapore 915704
Tel: +65 64 84 5108
+65 64 84 3737
Fax: +65 64 84 5669
Technical Inquiries:
chee@actuant.com.sg
South Korea
Actuant Korea Ltd.
3Ba 717, Shihwa Industrial Complex,
Jungwang-Dong, Shihung-Shi, Kyunggi-Do
Republic of Korea 429-450
Tel: +82 31 434 4506
Fax: +82 31 434 4507
✦
internet: www.enerpac.com
Spain, Portugal
ENERPAC
C/San José Artesano 8
Pol. Ind.
28108 Alcobendas
(Madrid) Spain
Tel: +34 91 661 11 25
Fax: +34 91 661 47 89
Middle East, Turkey ,
Caspian Sea, Greece
ENERPAC Middle East FZE
P. O . Box 18004
Jebel Ali, Dubai
United Arab Emirates
Tel: +971 (0)4 8872686
Fax: +971 (0)4 8872687
United Kingdom, Ireland
ENERPAC Ltd., P.O. Box 33
New Romney, TN28 8QF
United Kingdom
Tel: +44 01797 363 639
Fax: +44 01527 585 500
USA, Latin America
and Caribbean
ENERPAC
P.O. Box 3241
6100 N. Baker Road
Milwaukee, WI 53209 USA
Tel: +1 262 781 6600
Fax: +1 262 783 9562
User inquiries:
+1 800 433 2766
Distributor inquiries/orders:
+1 800 558 0530
Technical Inquiries:
techservices@enerpac.com
020504
 Loading...
Loading...