


Repair Parts Sheets for this product are available from the
Enerpac web site at www.enerpac.com, or from your nearest
Authorized Enerpac Service Center or Enerpac Sales office.
1.0 IMPORTANT RECEIVING INSTRUCTIONS
Visually inspect all components for shipping damage. Shipping
damage is not covered by warranty. If shipping damage is found,
notify carrier at once. The carrier is responsible for all repair and
replacement costs resulting from damage in shipment.
SAFETY FIRST
2.0 SAFETY ISSUES
Read all instructions, warnings and cautions
carefully. Follow all safety precautions to avoid
personal injury or property damage during system
operation. Enerpac cannot be responsible for damage or injury
resulting from unsafe product use, lack of maintenance or
incorrect product and/or system operation. Contact Enerpac
when in doubt as to the safety precautions and operations. If you
have never been trained on high-pressure hydraulic safety, consult
your distribution or service center for a free Enerpac Hydraulic
safety course.
Failure to comply with the following cautions and warnings could
cause equipment damage and personal injury.
A CAUTION is used to indicate correct operating or maintenance
procedures and practices to prevent damage to, or destruction of
equipment or other property.
A WARNING indicates a potential danger that requires correct
procedures or practices to avoid personal injury.
A DANGER is only used when your action or lack of action may
cause serious injury or even death.
WARNING: Wear proper personal protective gear when
operating hydraulic equipment.
WARNING: Stay clear of loads supported by
hydraulics. A cylinder, when used as a load lifting
device, should never be used as a load holding device.
After the load has been raised or lowered, it must always be
blocked mechanically.
WARNING: USE ONLY RIGID PIECES TO HOLD
LOADS. Carefully select steel or wood blocks that are
capable of supporting the load. Never use a hydraulic
cylinder as a shim or spacer in any lifting or pressing application.
DANGER: To avoid personal injury keep hands and
feet away from cylinder and workpiece during
operation.
WARNING: Do not exceed equipment ratings. Never
attempt to lift a load weighing more than the capacity of
the cylinder. Overloading causes equipment failure and
possible personal injury. The cylinders are designed for a max.
pressure of 700 bar [10,000 psi]. Do not connect a jack or
cylinder to a pump with a higher pressure rating.
Never set the relief valve to a higher pressure than the
maximum rated pressure of the pump. Higher settings
may result in equipment damage and/or personal injury.
WARNING: The system operating pressure must not
exceed the pressure rating of the lowest rated
component in the system. Install pressure gauges in the
system to monitor operating pressure. It is your window to what
is happening in the system.
CAUTION: Avoid damaging hydraulic hose. Avoid sharp
bends and kinks when routing hydraulic hoses. Using a
bent or kinked hose will cause severe back-pressure.
Sharp bends and kinks will internally damage the hose leading
to premature hose failure.
Do not drop heavy objects on hose. A sharp impact
may cause internal damage to hose wire strands.
Applying pressure to a damaged hose may cause it to
rupture.
IMPORTANT: Do not lift hydraulic equipment by the
hoses or swivel couplers. Use the carrying handle or
other means of safe transport.
CAUTION: Keep hydraulic equipment away from
flames and heat. Excessive heat will soften packings
and seals, resulting in fluid leaks. Heat also weakens
hose materials and packings. For optimum performance do not
expose equipment to temperatures of 65 °C [150 °F] or higher.
Protect hoses and cylinders from weld spatter.
®
Instruction Sheet
STB Series Pipe Benders
(designed for mild steel pipe only)
L2524 Rev. O 11/02
Index:
English: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-6
Français: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7-12
Deutsch: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13-19
Italiano: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20-26
Español: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27-33
Nederlands: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34-40
Portuguese: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41-47
®
®
®

2
DANGER: Do not handle pressurized hoses. Escaping
oil under pressure can penetrate the skin, causing
serious injury. If oil is injected under the skin, see a
doctor immediately.
WARNING: Only use hydraulic cylinders in a coupled
system. Never use a cylinder with unconnected
couplers. If the cylinder becomes extremely
overloaded, components can fail catastrophically causing
severe personal injury.
WARNING: BE SURE SETUP IS STABLE BEFORE
LIFTING LOAD. Cylinders should be placed on a flat
surface that can support the load. Where applicable, use
a cylinder base for added stability. Do not weld or
otherwise modify the cylinder to attach a base or other support.
Avoid situations where loads are not directly centered
on the cylinder plunger. Off-center loads produce
considerable strain on cylinders and plungers. In
addition, the load may slip or fall, causing potentially dangerous
results.
Distribute the load evenly across the entire saddle
surface. Always use a saddle to protect the plunger.
IMPORTANT: Hydraulic equipment must only be
serviced by a qualified hydraulic technician. For repair
service, contact the Authorized ENERPAC Service
Center in your area. To protect your warranty, use only
ENERPAC oil.
WARNING: Immediately replace worn or damaged
parts by genuine ENERPAC parts. Standar d grade parts
will break causing personal injury and property
damage. ENERPAC parts are designed to fit properly and
withstand high loads.
3.0 SPECIFICATIONS (see Specification Table)
4.0 BENDER ASSEMBLY (see Figure 1)
1. Thread hydraulic cylinder into cylinder support block on
bending frame.
2. Attach hose(s) to pump valve. Connect hose (1) to cylinder
port (1); hose (2) to cylinder port (2). NOTE: hose (2) is used
with STB-202 series benders only.
3. Select bending shoe for pipe to be bent. Each shoe is marked
for size and has an arrow, indicating the center point of bend
to be made.
4. Insert and lock selected bending shoe on cylinder plunger
with U-shaped lock pin.
Figure 1, Bender Assembly
Hydraulic Hose (bend)
Bending
Shoe
Hydraulic hose (eject)
(STB202 series)
Pivot Pin
(2 req’d.)
Shoe
Locking Pin
Bender Frame
Optic Angle Gauge
Over-bend
Correction
Holes
Pivot Shoe
(2 req’d.)
Hydraulic Cylinder
Cylinder Support Block
Pipe Eject Holes
Pipe Bending
Holes
Nomenclature
Step A – Bender Assembly
Nominal Wall Schedule Pipe STB-101 STB-101 STB-101
pipe Thickness Pipe* Bend 1-2
size Radius One Shot
(outside ø)
1/2
-2 2
1/2
-4 1
1/4
-4
(in) (in) (in) One Shot Sweep One Shot
.109 40 Yes - .147 80 Yes - .187 160 2
7/8
WS - .294 160 WS - .113 40 Yes - .154 80 4 Yes - .218 160 WS - .308 DEH WS - .133 40 Yes Yes .179 80 Yes Yes .250 160 WS WS .358 DEH - WS .140 40 Yes Yes Yes
.191 80 Yes Yes Yes
.250 160 WS WS Yes
.342 DEH - WS WS
.145 40 Yes Yes Yes
.200 80 Yes Yes Yes
.281 160 WS WS Yes
.400 DEH - WS WS
.154 40 Yes Yes Yes
.218 80 Yes Yes Yes
.343 160 - WS Yes
.203 40 - Yes Yes
.276 80 - WS Yes
.375 160 - WS Yes
.216 40 - Yes Yes
.300 80 - WS Yes
.226 40 - Yes Yes
.318 80 - WS Yes
.237 40 - Yes Yes
.337 80 - - Yes
*Schedule pipe: 40=standard; 80=extra heavy; 160=double extra heavy (mild
steel pipe only)
DEH=double extra heavy (slightly thicker than 160);
WS=can be bent by moving pivot shoes to the holes for the next large pipe size.
1
⁄2
(.840)
27⁄8
51⁄8
4
67⁄16
75⁄
16
85⁄16
91⁄
2
111⁄
4
151⁄
2
173⁄
4
3
⁄4
(1.050)
1
(1.315)
11⁄4
(1.660)
11⁄2
(1.900)
2
(2.375)
21⁄2
(2.875)
3
(3.500)
31⁄
2
(4.000)
4
(4.500)
Specification Table
®

3
5.0 PIPE BENDING (see Figure 2 and 3)
IMPORTANT: Before starting a bend, be sure pivot pins
are through the bottom frame plate and locked in
position to properly anchor.
When actuating pump, either hand or electric, operator should
position himself on the cylinder side. It is not recommended that
any bender be operated from the front position.
As bend is generated, watch optic angle gauge until desired
angle of bend is reached. Because of pipe springback, it will be
necessary to go a bit beyond the desired angle.
Figure 2
1. Place pipe in bender frame.
2. Attach Optic Angle Gauge to the top of Pivot Shoe, as shown
in Figure 3. A locator pin on the gauge mates with a hole in
the pivot shoe.
3. Mount other Pivot Shoe. Both pivot shoes are marked for
various pipe sizes. The markings on pivot shoes must
correspond to the pipe size being bent and face the pipe.
4. Angle Gauge should now read at zero when read along line
scribed on bender frame.
5. Lock both Pivot Shoes in position with push-button Pivot
Pins. Pivot pin is operated by pushing down on button with
thumb while grasping cross handle. Be sure pivot pins are
inserted through corresponding marked pipe size holes.
6. Turn Pump Valve as shown for manual valve and proceed to
bend. If electric push-button model, push “advance” button
(STB-202 series benders only).
Figure 3, Pipe Bending
6.0 PIPE REMOVAL
Figure 4, Pipe Ejection
6.1 STB-202 Series Pipe Ejection
1. Retract cylinder plunger slightly by turning pump valve in
opposite direction of outward bending stroke. This will take
pressure off pivot shoes and pins. If electric push-button
model, jog retract button.
2. Remove either one or both of the Pivot Shoes and reposition
one Pivot Pin in proper pipe-size “eject hole” where the pin
will restrain the pipe, not the shoe, as they retract. Four inch
one-shot frames have two eject holes. Use both holes.
3. Now fully retract the cylinder plunger. Bending shoe and pipe
will retract together until pipe meets pivot pin. On contact,
pipe will strip from shoe.
4. Remove other Pivot Pin and Pivot Shoe to remove pipe from
bender.
6.2 STB-101/221 Series Pipe Ejection
1. Retract cylinder completely by turning pump valve in
opposite direction of outward bending stroke before
removing pipe from bending shoe.
2. Remove either one or both pivot shoes.
3. Hammer pipe out of bending shoe.
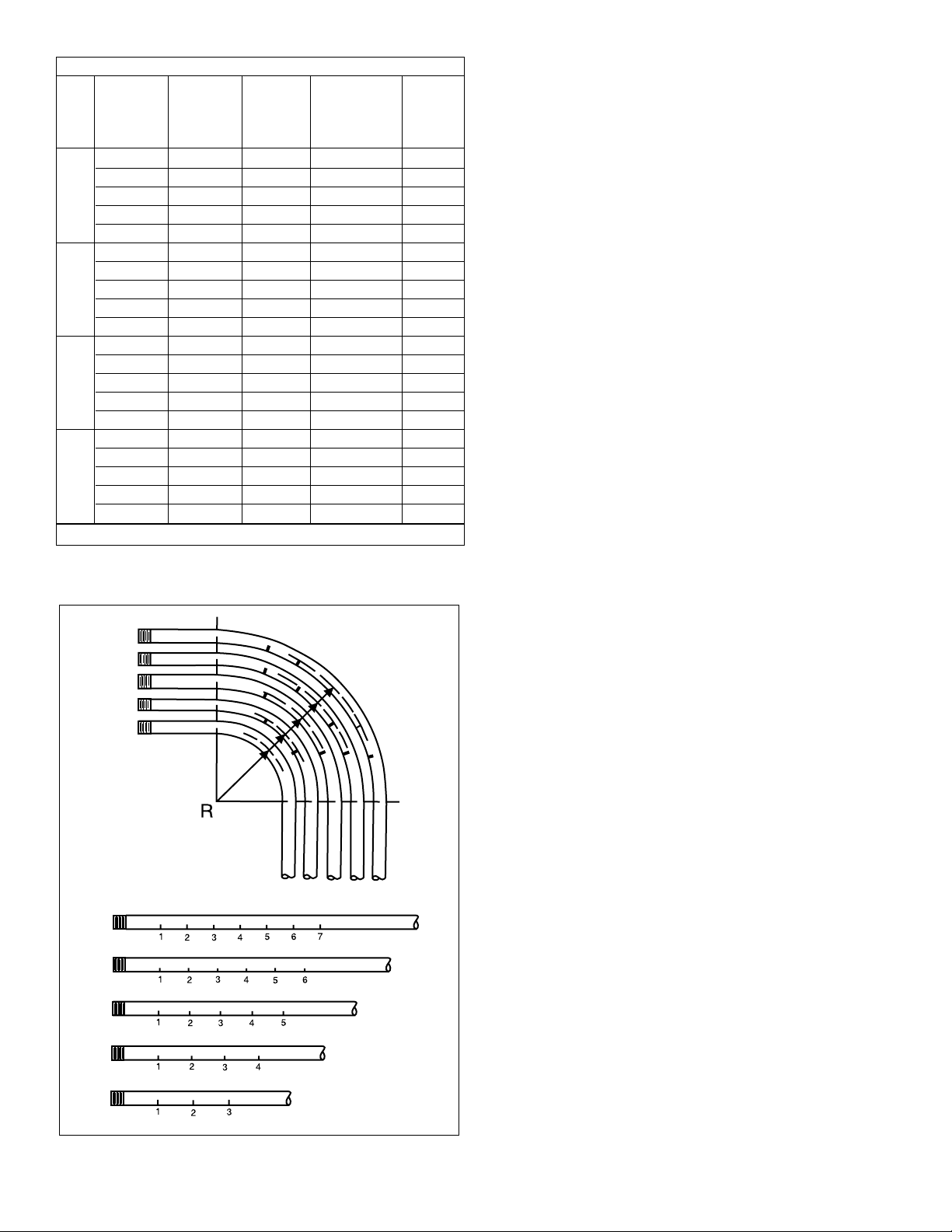
7.0 INSTRUCTIONS FOR 90° STUB-UP ONE-SHOT
Figure 5
Hydraulic oil to this hose
Angle gauge
mounts to
pivot shoe
Direction of cylinder
plunger travel
Pivot Pin
Pivot Shoe
Angle gauge – zero lines up with
scribed reference line on bender frame
Optic Angle Gauge
Pipe bending holes
Pipe to be bent
Pivot
Shoe
Pivot Bend
Line up center of bend
with arrow on side
Step B – Pipe Bending
Hydraulic oil to this hose
Direction of cylinder
plunger travel
Pipe eject holes
Pivot pin
Pivot shoe
Step C – Pipe Ejection
L
S
H
R
L
H

4
PIPE BENDERS
7.1 Stub-up Bend Instuctions
1. Mark desired turn-up dimension (H) on straight length of pipe
(see figure 5).
2. Locate the size of pipe you are bending in Chart 1 and obtain
set-back dimension (S).
3. Measure back dimension (deduct (S) and mark pipe).
Mark (S) cannot be closer to ends of pipe than
minimum distance (L), shown in Chart 1, or ends will
not be supported on the pivot shoes.
4. Place pipe in bender so mark aligns with arrow on bending
shoe. Proceed to bend, reading desired angle on optic angle
gauge.
7.2 Kick Bender Instructions
Figure 6
1. From Chart 2, find diagonal distance (D) which corresponds
with the desired turn-up dimension (H). Mark distance (D)
from the end of a straight length of pipe.
2. Locate the size of pipe in Chart 3 to obtain Set-back
measurement (S) under the angle of bend desired.
3. Mark off measurement (S) on pipe as illustrated in Figure 6.
Mark (S) cannot be closer to ends of pipe than
minimum distance (L) shown in Chart 3 or ends will not
be supported on the pivot shoes.
4. Place pipe in bender so mark aligns with arrow on bending shoe.
Proceed to bend, reading desired angle on optic angle gauge.
7.3 Offset Bend Instructions
Figure 7
1. Determine offset bend angle desired. Locate and mark first
bend at distance (D) minus (S) from end of pipe, following
Section 7.2, “Kick Bend Instructions”, Nos. 2 and 3.
2. Find dimension (B) from Offset Chart 4, using the same angle
of bend used to locate the first mark. NOTE: for any required
offset (H), the maximum pipe size that can be bent to the
angles given are listed.
3. Mark off second bend measurement (B) on pipe as illustrated
(Figure 7, Example 1).
Marks (B) cannot be closer to ends of pipe than distance
(L) or ends will not be supported on the pivot shoes (see
Figure 6, Example 3 and “L” Requirement Chart 5).
Second bend mark
Example 1
Angle
First bend mark
Angle
Example 2
Example 3
Angle
Chart 2, Diagonal Distance (D)
Rise Bend Angle
(H) (in.)
15° 30° 45° 60°
27
3
⁄4 42
13
⁄16 25⁄16
417
7
⁄16 85
1
⁄16 45⁄8
6 233⁄16 12 81⁄2 615⁄16
830
15
⁄16 16 115⁄16 91⁄4
10 385⁄8 20 141⁄8 119⁄16
12 463⁄8 24 17 177⁄8
14 541⁄
16 28 19
13
⁄
16 16
3
⁄
16
16 6113⁄
16 32 22
5
⁄
8 18
1
⁄
2
18 699⁄
16 36 25
7
⁄
16 20
13
⁄
16
20 771⁄
4 40 28
5
⁄
16 23
1
⁄
8
22 85 44 311⁄
8 25
3
⁄
8
24 923⁄
4 48 33
5
⁄
16 27
13
⁄
16
Chart 1, 90° Stub-up
Nominal Pipe Set - Back Centerline Radius Minimum length (L) of pipe
Size (S) (R) required on each end
of bend mark
(in) (in) (in) (in)
1
⁄2 11⁄8 31⁄4 71⁄2
3
⁄
4 1
1
⁄
2 4
1
⁄
2 8
3
⁄
4
1 17⁄8 53⁄4 101⁄4
11⁄
4 2
3
⁄
8 7
1
⁄
4 12
11⁄2 23⁄8 81⁄4 131⁄4
23
1
⁄4 91⁄2 15
21⁄
2 31
1
⁄
16 10
1
⁄
2 18
34
1
⁄2 13 20
31⁄2 53⁄16 15 261⁄2
46
1
⁄
2 20 27
Chart 3, Kick Bends
Nominal (S) Set-back measurement (in.)
Pipe
Sweep Benders One-shot Benders
Size (in)
15° 30° 45° 60° (R) * (L) **
1
⁄2 —
1
⁄8
1
⁄4
7
⁄16 31⁄4 71⁄2
3
⁄4
1
⁄16
3
⁄16
5
⁄16
9
⁄16 41⁄2 83⁄4
1
1
⁄
16
1
⁄
4
7
⁄
16
3
⁄
4 5
3
⁄
4 10
1
⁄
4
11⁄4
1
⁄8
1
⁄4
1
⁄2
7
⁄8 71⁄4 111⁄2
11⁄2
1
⁄8
5
⁄16
5
⁄8 18
1
⁄4 131⁄4
2
3
⁄
16
3
⁄
8
11
⁄
16 1
3
⁄
16 9
1
⁄
2 15
21⁄2
3
⁄16
7
⁄16
13
⁄16 13⁄8 101⁄2 163⁄4
3
1
⁄4
9
⁄16 111
1
⁄16 13 181⁄2
31⁄
2
1
⁄
4
5
⁄
8 1
1
⁄
8 11
5
⁄
16 17
1
⁄
2 22
1
⁄
4
4
5
⁄16
3
⁄4 13⁄8 21⁄2 20 241⁄4
* (R) Centerline radius (Inches)
** (L) Minimum length of pipe required on each end of bend mark (inches)
D
L
H
D
S
L
R
D
S
H
B
B
L L
B

5
4. Place pipe in bender, aligning first bend mark with arrow on
bending shoe. Proceed to bend, reading desired angle on
optic angle gauge.
5. Rotate pipe 180° and align second bend mark with arrow on
bending shoe. Proceed to make second bend, reading angle
on optic angle gauge.
8.0 90° SWEEP BEND (2 1/2" thru 4" only)
Figure 8, 90° Sweep Bend
8.1 Operating Sweep Shoes in One-shot Bend
1. Mark desired stub-up (H) dimension on straight length of pipe
(see Figure 8).
2. Locate the size of pipe you are bending in Chart 6. Select the
desired sweep radius to find set-back (S) dimension.
3. Measure back dimension (deduct (S) and mark pipe).
4. Mark off given number of bites (column A) at spacing intervals
given in column B.
5. Place pivot shoes in pipe hole size shown on frame. Make
first bend to degree of angle shown in Column C.
NOTE: It may be advisable to overbend the first bite
slightly to compensate for accumulated springback.
6. Make all succeeding bends by moving the pivot shoe (without
the optic angle gauge) to a hole that keeps pipe parallel to
edge of bending frame while using the same angle of bend.
For 15° and 30° Kicks and Offsets using a sweep bender, see
Charts 3, 4, and 5.
Chart 5, “L” Requirement Chart
Pipe Size (L) *
1
⁄2"7
1
⁄2
3
⁄4"8
3
⁄4
1" 101⁄
4
11⁄
4"11
1
⁄
2
11⁄
2"13
1
⁄
4
2" 15
21⁄
2"16
3
⁄
4
3" 181⁄
2
31⁄
2"22
1
⁄
4
4" 241⁄
4
(L) = Min. length of pipe required on each end of dimension (B)
Chart 4, Off-set Chart for Sweep and One-shot Pipe Benders
Off-set Maximum
Required (H) (B) Pipe Size
(in) (in) (in)
27
11
⁄16
3
⁄4
415
7
⁄8 11⁄2
15° Bend 6 233⁄16 31⁄2
830
7
⁄8 4
10 355⁄8 4
2––
47
7
⁄8
3
⁄4
611
7
⁄8 1
815
7
⁄8 11⁄2
30° Bend 10 197⁄
8 2
12 237⁄8 21⁄2
14 277⁄8 31⁄2
16 317⁄
8 4
18 357⁄8 4
68
5
⁄16
1
⁄2
811
1
⁄
8 1
10 137⁄8 11⁄4
12 1611⁄16 11⁄2
45° Bend 14 191⁄
2 2
16 223⁄
8 2
1
⁄
2
18 253⁄16 3
20 28 31⁄
2
22 307⁄
8 4
6––
88
3
⁄
4
1
⁄
2
10 1013⁄
16 1
12 127⁄
8 1
1
⁄
4
60° Bend 14 151⁄8 11⁄2
16 173⁄8 2
18 181⁄
2 2
1
⁄
2
20 211⁄2 3
22 235⁄8 31⁄2
Example: To make a 90° Sweep Bend in 3" pipe
having a 271/4 radius, mark pipe as shown using
information A, B, C and S in 3" pipe chart 7.
First
Bite
Bite Bite Bite Bite Bite
See Chart 1.
Cylinder
Bottom Bender Plate
Top Bender Plate
Pipe
Bending Shoe
First Bite
Pivot Pin
Optic Angle
Gauge
Pivot Shoe
Move this Pivot
Shoe for all
succeeding bites
Pivot Pin
Pivot Pin
Bottom Bender Plate
Cylinder
Top Bender Plate
Bending Shoe
Optic Angle Gauge
Second Bite
6
9.0 INSTRUCTIONS FOR CONCENTRIC BEND
Figure 9
9.1 Sweep / Segmental Bender Instructions
1. For concentric bending, determine the first radius.
2. Locate the pipe size you are bending in Chart 7. Make
smallest radius bend first using 90° sweep bend instructions,
see Section 8.0.
3. Make all succeeding concentric bends in the same manner;
noting each succeeding radius and its corresponding A, B,
and C specifcations.
9.2 Other Radii Bends
For developing your own specifications for radii other than those
shown in charts, use the following formula:
1. Determine the number of bites you wish to make–
approximated from Chart 6.
2. Divide the total number of degrees in your required angle of
bend by the number of bits. This will give you the number of
degrees per bite you will need to make. (Largest degree of
bend with ENERPAC sweep shoes in one bite is 30°.)
3. Multiply bend radius by .018 and number of degrees per bite
from step 2 (R x .018 x degrees per bite). This will give you
the spacing required between each bite.
4. Proceed to bend while following previous instructions.
Chart 6
Pipe Centerline (S) (A) (B) (C)
Size Radius Set-back No. of Spacing Degree
(R) Bites (90°) between Bites per Bite
(in) (in) (in) (in)
101⁄2*9
3
⁄16 35
1
⁄2 30°
141⁄2 133⁄32 45
3
⁄4 22°
21⁄2" 181⁄2 171⁄32 55
3
⁄4 18°
221⁄2 21 6 57⁄8 15°
261⁄2
25
11
⁄32
85
1
⁄4
11°
13 * 113⁄8
36
3
⁄4
30°
173⁄4
16
1
⁄64
4722°
3" 221⁄2
20
3
⁄4
5718°
271⁄4
25
7
⁄16
67
1
⁄8
15°
32 305⁄32
77
1
⁄8
13°
171⁄2
*14
15
⁄16
39
1
⁄4
30°
227⁄8
20
3
⁄8
4922°
31⁄2" 281⁄
4 25
13
⁄
16 58
7
⁄
8 18°
335⁄8 311⁄4 68
3
⁄4 15°
39 365⁄8 78
1
⁄4 13°
20 * 171⁄64 310
1
⁄2 30°
26 231⁄64 410
1
⁄4 22°
4" 32 291⁄4 51018°
38 359⁄32 61015°
44 415⁄16 79
7
⁄8 13°
• These radi correspond to 90°one-shot bends.
7
Les vues éclatées de ce produit sont disponibles sur le site
Enerpac www.enerpac.fr. Vous pouvez également les
obtenir auprès de votre réparateur agréé Enerpac ou auprès
d'Enerpac même.
1.0 INSTRUCTIONS IMPORTANTES RELATIVES
À LA RÉCEPTION
Inspecter tous les composants pour vous assurer qu’ils n’ont subi
aucun dommage en cours d’expédition. Les dommages subis en
cours de transports ne sont pas couverts par la garantie. S’ils sont
abîmés, aviser immédiatement le transporteur, qui est
responsable des frais de réparation et de remplacement résultant
de dommages en cours de transport.
LA SÉCURITÉ AVANT TOUT !
2.0 SÉCURITÉ
Lire attentivement toutes les instructions et mises en
garde et tous les avertissements. Suivre toutes les
précautions pour éviter d’encourir des blessures
personnelles ou de provoquer des dégâts matériels durant le
fonctionnement du système. Enerpac ne peut pas être tenue
responsable de dommages ou blessures résultant de l’utilisation
risquée du produit, d’un mauvais entretien ou d’une application
incorrecte du produit et du système. En cas de doute sur les
précautions ou les applications, contacter Enerpac.
Respecter les mises en garde et avertissements suivants sous
peine de provoquer des dégâts matériels et des blessures
corporelles.
Une mise en garde ATTENTION sert à indiquer des procédures
d’utilisation et de maintenance correctes qui visent à empêcher
l’endommagement voire la destruction du matériel ou d’autres
dégâts
.
Un AVERTISSEMENT indique un danger potentiel qui exige la
prise de mesures particulières visant à écarter tout risque de
blessure.
La mention DANGER n’est utilisée que lorsqu’une action ou un
acte de négligence risque de causer des blessures graves, voire
mortelles.
AVERTISSEMENT: Porter un équipement de protection
personnelle adéquat pour utiliser un appareil
hydraulique.
AVERTISSEMENT : Rester à l’écart de charges
soutenues par un mécanisme hydraulique. Un vérin,
lorsqu’il est utilisé comme monte-charge, ne
doit jamais servir de support de charge. Après avoir
monté ou abaissé la charge, elle doit être bloquée par un moyen
mécanique.
AVERTISSEMENT : UTILISER SEULEMENT DES
PIÈCES RIGIDES POUR SOUTENIR LES CHARGES.
Sélectionner avec précaution des blocs d’acier ou de
bois capables de supporter la charge. Ne jamais utiliser un vérin
hydraulique comme cale ou intercalaire d’appui pour les
applications de levage ou de pressage.
DANGER : Pour écarter tout risque de blessures
corporelles, maintenir les mains et les pieds à
l’écart du vérin et de la pièce à usiner durant
l’utilisation.
AVERTISSEMENT : Ne pas dépasser les valeurs
nominales du matériel. Ne jamais essayer de soulever
une charge d’un poids supérieur à la capacité du vérin.
Une surcharge entraînera la panne du matériel et risque de
provoquer des blessures corporelles. Les vérins sont conçus
pour une pression maximale de 700 bar. Ne pas connecter de
cric ou de vérin à une pompe affichant une pression nominale
supérieure.
Ne jamais régler la soupape de sûreté à une pression
supérieure à la pression nominale maximale de la
pompe sous peine de provoquer des dégâts matériels
et/ou des blessures corporelles.
AVERTISSEMENT : La pression de fonctionnement du
système ne doit pas dépasser la pression nominale du
composant du système affichant la plus petite valeur.
Installer des manomètres dans le système pour surveiller la
pression de fonctionnement. Ils permettent de vérifier ce qui se
passe dans le système.
ATTENTION : Éviter d’endommager les tuyaux
hydrauliques. Éviter de les plier et de les tordre en les
mettant en place. Un tuyau plié ou tordu entraînera un
fort retour de pression. Les plis et coudes prononcés
endommageront par ailleurs l’intérieur du tuyau, provoquant
son usure précoce.
Ne pas faire tomber d’objets lourds sur le tuyau. Un
fort impact risque de causer des dégâts intérieurs
(torons métalliques). L’application d’ une pression sur
un tuyau endommagé risque d’entraîner sa rupture.
IMPORTANT :
Ne pas soulever le matériel hydraulique en
saisissant ses tuyaux ou ses raccords articulés. Utiliser la
poignée de transport ou procéder d’une autre manière sûre.
Fiche d’instructions
Cintreuses de tuyaux de la série STB
(pour tuyaux en acier doux uniquement)
L2524 Rev. O 11/02
®
®
®
®

8
ATTENTION : Garder le matériel hydraulique à l’écart
de flammes et d’une source de chaleur. Une forte
température amollira les garnitures et les joints et
provoquera par conséquent des fuites. La chaleur affaiblit
également les matériaux et les garnitures du tuyau. Pour une
performance maximale, ne pas exposer le matériel à une
température supérieure ou égale à 65 °C [150 °F]. Protéger tuyaux
et vérins de projections de soudure.
DANGER : Ne pas manipuler les tuyaux sous pression.
L’huile sous pression qui risque de s’en échapper peut
pénétrer dans la peau et provoquer des blessures graves.
En cas d’injection d’huile sous la peau, contacter immédiatement
un médecin.
AVERTISSEMENT : Utiliser des vérins hydrauliques
uniquement dans un système couplé. Ne jamais utiliser
un vérin en présence de raccords déconnectés. La
surcharge du vérin peut avoir des effets désastreux sur ses
composants, qui peuvent causer des blessures graves.
AVERTISSMENT: S'assurer de la stabilité de l'ensemble
avant de lever une charge. Le vérin doit être placé sur une
surface plane capable de supporter la charge.
Lorsqu'applicable, utiliser une base de vérin pour accroître
la stabilité. Ne pas souder ou modifier le vérin de quelque façon que
ce soit pour y fixer une base ou un autre dispositif de support.
Éviter les situations où les charges ne sont pas
directement centrées sur le piston du vérin. Les charges
décentrées imposent un effort considérable au vérins et
pistons. En outre, la charge risque de glisser ou de tomber, ce qui
crée un potentiel de danger.
Répartir la charge uniformément sur toute la surface
d'appui. Toujours utiliser un coussinet d'appui si des
accessoires non filetés sont utilisés.
IMPORTANT : Le matériel hydraulique doit uniquement
être réparé par un technicien hydraulique qualifié. Pour
toute réparation, contacter le centre de réparation
ENERPAC agréé le plus proche. Pour assurer la validité de la
garantie, n’utiliser que de l’huile ENERPAC.
AVERTISSEMENT: Remplacer immédiatement les pièces
usées ou endommagées par des pièces ENERPAC
authentiques. Les pièces de qualité standard se casseront
et provoqueront des blessures et des dégâts matériels. Les pièces
ENERPAC sont conçues pour s’ajuster parfaitement et résister à de
fortes charges.
3.0 CARACTÉRISTIQUES
(VOIR LE TABLEAU DES CARACTÉRISTIQUES)
4.0 MONTAGE DE LA CINTREUSE (VOIR FIGURE 1)
1. Visser le vérin hydraulique dans son bloc de support sur le bâti
de cintrage.
2. Fixer le ou les tuyaux à la soupape de pompe. Raccorder le tuyau
(1) à l’orifice de vérin (1); le tuyau (2) à l’orifice de vérin (2).
Remarque: le tuyau (2) n’est utilisé qu’avec les cintreuses de la
série STB-202.
3. Sélectionner le sabot de cintrage correspondant au tuyau à
cintrer. La taille de chaque sabot est marquée sur celui-ci et une
flèche indique le point centrale du cintrage à effectuer.
4. Introduire le sabot de cintrage sélectionné et le verrouiller sur le
piston du vérin avec une goupille en U.
Figure 1, Montage de la cintreuse
8
Taille Épaisseur Tuyau Rayon STB-101 STB-101 STB-101
nominale paroi programmé* de cintrage 1-2
du tuyau des tuyaux Mono-coup
(ø ext.)
1/2
-2 2
1/2
-4 1
1/4
-4
po (cm) po (cm) po (cm) Mono-coup Courbe douce Mono-coupShot
.109 (,277) 40 Oui - .147 (,373) 80 Oui - .187 (,475) 160 2
7/8
WS - .294 (,747) 160 WS - .113 (,287) 40 Oui - .154 (,391) 80 4 Oui - .218 (,554) 160 WS - .308 (,782) DEH WS - .133 (,338) 40 Oui Oui .179 (,455) 80 Oui Oui .250 (,635) 160 WS WS .358 (,909) DEH - WS .140 (,356) 40 Oui Oui Oui
.191 (,485) 80 Oui Oui Oui
.250 (,635) 160 WS WS Oui
.342 (,869) DEH - WS WS
.145 (,368) 40 Oui Oui Oui
.200 (,508) 80 Oui Oui Oui
.281 (,714) 160 WS WS Oui
.400 (1,016) DEH - WS WS
.154 (,391) 40 Oui Oui Oui
.218 (,554) 80 Oui Oui Oui
.343 (,871) 160 - WS Oui
.203 (,516) 40 - Oui Oui
.276 (,701) 80 - WS Oui
.375 (,953) 160 - WS Oui
.216 (,549) 40 - Oui Oui
.300 (,762) 80 - WS Oui
.226 (,574) 40 - Oui Oui
.318 (,808) 80 - WS Oui
.237 (,602) 40 - Oui Oui
.337 (,856) 80 - - Oui
*Tuyau programmé: 40=standard; 80=paroi très épaisse; 160=paroi très épaisse double
(tuyaux en acier doux uniquement)
DEH= paroi très épaisse double (légèrement plus épaisse que 160);
WS==peut être cintré en déplaçant les sabots de pivot sur les trous correspondant à la taille de tuyau supérieure
.
1
⁄2
(.840)
27⁄8
(7,303)
51⁄8
4
(10,16)
67⁄16
75⁄
16
85⁄
16
91⁄2
111⁄4
151⁄
2
173⁄
4
3
⁄4
(1.050)
1
(1.315)
11⁄4
(1.660)
11⁄2
(1.900)
2
(2.375)
21⁄
2
(2.875)
3
(3.500)
31⁄2
(4.000)
4
(4.500)
Tableau des caractéristiques
Tuyau hydraulique (cintrage)
Sabot de
cintrage
Tuyau hydraulique (éjection)
(série STB202)
Axe
de pivot
(2 requis)
Goupille
de sabot
Bâti de
cintreuse
Jauge
d’angle optique
Trou de
correction de
sur-cintrage
Sabot de pivot
(2 requis)
Vérin hydraulique
Bloc de support du vérin
Trous d’éjection du tuyau
Trous de
cintrage
du tuyau
Nomenclature
Étape A – Montage de la cintreuse
®

9
9
5.0 CINTRAGE (VOIR FIGURE 2 ET 3)
IMPORTANT : avant de commencer le cintrage, s’assurer
que les axes de pivot sont dans la plaque inférieure du
bâti et verrouillés en place pour un ancrage correct.
Lors de l’activation de la pompe, manuelle ou électrique,
l’opérateur doit se placer sur le côté vérin. Il est déconseillé
d’utiliser une cintreuse de la position frontale.
Lors du cintrage, observer la jauge d’angle optique jusqu’à ce que
l’angle de cintrage soit obtenu. À cause de la recouvrance du
tuyau, il est nécessaire de cintrer un peu plus que l’angle souhaité.
Figure 2
1. Placer le tuyau dans le bâti de la cintreuse.
2. Fixer la jauge d’angle optique sur le haut du sabot de pivot,
comme indiqué à la Figure 3. Un plot de positionnement sur la
jauge correspond avec un trou dans le sabot de pivot.
3. Monter l’autre sabot de pivot. Les deux sabots de pivot sont
marqués pour les différentes tailles de tuyaux. Les repères sur
les sabot de pivot doivent correspondre à la taille du tuyau
cintré et faire face à celui-ci.
4. La jauge d’angle doit être sur zéro lors d’une lecture le long de
la ligne figurant sur le bâti de la cintreuse.
5. Verrouiller les deux sabots de pivot en place avec les axes de
pivots à boutons-poussoirs. L’axe de pivot est utilisé en
appuyant sur la touche avec le pouce tout en saisissant la
poignée. S’assurer que les axes de pivot sont introduits sans
les trous marqués de la taille correspondante.
6. T ourner la soupape de pompe comme indiqué pour la soupape
manuelle et procéder au cintrage. Avec les modèles à boutonpoussoir électrique, appuyer sur la touche « déploiement »
(advance) (cintreuses de la série STB-202 uniquement).
Figure 3, Cintrage de tuyau
6.0 RETRAIT DU TUYAU
Figure 4, Éjection du tuyau
6.1 Éjection du tuyau avec la série STB-202
1. Rentrer légèrement le piston du vérin en tournant la soupape
de pompe dans le sens opposé à la course extérieure de
cintrage. Avec un modèle à bouton-poussoir, appuyer sur la
touche de retrait.
2. Déposer un sabot de pivot ou les deux et replacer un axe de
pivot dans le « trou d’éjection » de la taille de tuyau appropriée
où l’axe retiendra le tuyau, et pas le sabot, lors du retrait. Les
bâtis mono-coups de quatre pouces (10 cm) comportent deux
trous d’éjection. Utiliser les deux trous.
3. Rentrer maintenant le piston du vérin à fond. Le sabot de
cintrage et le tuyau se retirent ensemble, jusqu’à ce que le
tuyau touche l’axe de pivot. Au contact, le tuyau sort du sabot.
4. Déposer l’autre axe de pivot et le sabot de pivot pour retirer le
tuyau de la cintreuse.
6.2 Éjection du tuyau avec la série STB-101/221
1. Rentrer le vérin à fond en tournant la soupape de pompe
dans le sens opposé à la course extérieure de cintrage avant
de retirer le tuyau du sabot de cintrage.
2. Déposer un des sabot de pivot ou les deux.
3. Chasser le tuyau du sabot de cintrage avec un marteau.
7.0 INSTRUCTIONS POUR LA MONO-COUP À BOUT
RELEVÉ À 90°
Figure 5
Huile hydraulique vers ce tuyau
La jauge d’angle
se monte sur le
patin de pivot
Sens de la course du
piston du vérin
Axe de pivot
Sabot
de pivot
Jauge d’angle – le zéro est aligné sur la ligne
de référence figurant sur le bâti de la cintreuse
Jauge d’angle optique
Trous de cintrage du tuyau
Tuyau à cintrer
Sabot
de pivot
Cintrage par pivot
Aligner le centre du cintrage
sur la flèche latérale
Étape B – Cintrage de tuyau
Huile hydraulique
vers ce tuyau
Sens de la course du
piston du vérin
Trous d’éjection du tuyau
Axe de pivot
Sabot de pivot
Étape C – Éjection du tuyau
L
L
S
H
H
R

10
CINTREUSES DE TUYAUX
7.1 Instructions pour cintrage à bout relevé
1. Marquer les dimensions de relevage (H) souhaitées sur la
longueur droite du tuyau (voir figure 5).
2. Rechercher la taille du tuyau à cintrer dans le tableau 1 et obtenir
la dimension de recouvrance (S).
3. Mesurer la recouvrance (déduire (S) et marquer le tuyau).
La marque (S) ne peut pas être plus proche des extrémités
du tuyau que la distance minimum (L), indiquée au tableau
1, sinon, les extrémités ne seront pas soutenues par les
sabots de pivot.
4. Placer le tuyau dans la cintreuse en alignant les marques sur la
flèche du sabot de cintrage. Procéder au cintrage en en lisant
l’angle souhaité sur la jauge d’angle optique.
7.2 Instructions pour cintreuse à coups
Figure 6
1. Dans le tableau 2, rechercher la distance diagonale (D) qui
correspond à la dimension relevée souhaitée (H). Marquer la
distance (D) à partir de l’extrémité d’une longueur droite
du tuyau.
2. Rechercher la taille du tuyau dans le tableau pour obtenir la
mesure de la recouvrance (S) à l’angle de cintrage souhaité.
3. Marquer la mesure (S) sur le tuyau, comme illustré à la
Figure 6.
La marque (S) ne peut pas être plus proche des extrémités
du tuyau que la distance minimum (L), indiquée au Tableau
3, sinon, les extrémités ne seront pas soutenues par les
sabots de pivot.
4. Placer le tuyau dans la cintreuse en alignant les marques sur
la flèche du sabot de cintrage. Procéder au cintrage en lisant
l’angle souhaité sur la jauge d’angle optique.
7.3 Instructions pour doubles coudes
Figure 7
1. Déterminer l’angle de double coude souhaité. Rechercher le
premier coude et le marquer à la distance (D) moins (S) de
l’extrémité du tuyau en suivant la Section 7.2, « Instructions pour
cintreuse à coups », numéros 2 et 3.
2. Rechercher la dimension (B) du Tableau de décalage 4, en
utilisant le même angle de coude que pour la première marque.
Remarque: pour tout décalage requis (H), la dimension de tuyau
maximum peut être cintrée aux angles répertoriés.
3. Marquer la deuxième mesure de cintrage (B) sur le tuyau, comme
illustré (Figure 7, Exemple 1).
Les marques (B) ne peuvent pas être plus proches des
extrémités du tuyau que la distance (L), sinon les
extrémités ne seront pas soutenues par les sabots de pivot
(voir la Figure 6, Exemple 3 et le Tableau 5 “ L ” requise).
Tableau 2, Distance diagonale (D)
Relevage Angle de cintrage
(H) po (cm)
15° 30° 45° 60°
2 (5,08) 73⁄
4
42
13
⁄
16
25⁄
16
4 (10,16) 157⁄
16
85
11
⁄
16
45⁄
8
6 (15,24) 233⁄
16
12 81⁄
2
615⁄
16
8 (20,32) 3015⁄
16
16 115⁄
16
91⁄
4
10 (25,4) 385⁄
8
20 141⁄
8
119⁄
16
12 (30,48) 463⁄
8
24 17 137⁄
8
14 (35,56) 541⁄
16
28 1913⁄
16
163⁄
16
16 (40,64) 6113⁄
16
32 225⁄
8
181⁄
2
18 (45,72) 699⁄
16
36 257⁄
16
2013⁄
16
20 (50,8) 771⁄
4
40 285⁄
16
231⁄
8
22 (55,88) 85 44 311⁄
8
253⁄
8
24 (60,96) 923⁄
4
48 3315⁄
16
2713⁄
16
Tableau 1, bout relevé à 90°
Dimension nominale Recouvrance Rayon d’axe Longueur minimum (L) du tuyau
du tuyau (S) (R) requise à chaque extrémité
de la marque de cintrage
po (cm) po (cm) po (cm) po (cm)
1
⁄2 (1,27) 11⁄8 (2,856) 31⁄4 (8,255) 71⁄2 (19,05)
3
⁄4 (1,905) 11⁄2 (3,81) 41⁄2 (11,43) 83⁄4 (22,225)
1 (2,54) 17⁄8 (4,763) 53⁄4 (14,605) 101⁄4 (26,035)
11⁄
4 (3,175) 2
3
⁄
8 (6,033) 7
1
⁄
4 (18,415) 12 (30,48)
11⁄2 (3,81) 23⁄8 (6,033) 81⁄4 (20,955) 131⁄4 (33,655)
2 (5,08) 31⁄4 (8,255) 91⁄2 (24,13) 15 (38,1)
21⁄
2 (6,35) 31
1
⁄
16 (78,90) 10
1
⁄
2 (26,67) 18 (45,72)
3 (7,62) 41⁄2 (11,43) 13 (33,02) 20 (50,8)
31⁄2 (8,89) 53⁄16 (13,176) 15 (38,1) 261⁄2 (67,31)
4 (10,16) 61⁄
2 (16,51) 20 (50,8) 27 (68,58)
Tableau 3, Cintrages à coups
Dimension
(S) Recouvrance (po)
nominale du
Cintreuses à courbe douce Cintreuses mono-coups
tuyau po (cm)
15° 30° 45° 60° (R) * (L) **
1
⁄2 (1,27) —
1
⁄8
1
⁄4
7
⁄16 31⁄4 71⁄2
3
⁄
4 (1,905)
1
⁄
16
3
⁄
16
5
⁄
16
9
⁄
16 4
1
⁄
2 8
3
⁄
4
1 (2,54)1⁄16
1
⁄4
7
⁄16
3
⁄4 53⁄4 101⁄4
11⁄4 (3,175)1⁄8
1
⁄4
1
⁄2
7
⁄8 71⁄4 111⁄2
11⁄
2 (3,81)
1
⁄
8
5
⁄
16
5
⁄
8 18
1
⁄
4 13
1
⁄
4
2 (5,08)3⁄16
3
⁄8
11
⁄16
13
⁄16 91⁄2 15
21⁄2 (6,35)3⁄16
7
⁄16
13
⁄16
13
⁄8 101⁄2 163⁄4
3 (7,62)1⁄
4
9
⁄
16 111
1
⁄
16 13 18
1
⁄
2
31⁄2 (8,89)1⁄4
5
⁄8 11⁄8 115⁄16 171⁄2 221⁄4
4 (10,16)5⁄
16
3
⁄
4 1
3
⁄
8 2
1
⁄
2 20 24
1
⁄
4
* (R) Rayon d’axe (pouces)
** (L) Longueur minimum de tuyau requise à chaque extrémité de la marque de
cintrage (pouces)
Marque du deuxième coude
Exemple 1
Angle
Marque du premier coude
Angle
Exemple 2
Exemple 3
Angle
D
L
H
D
S
L
R
H
D
S
B
B
L L
B

4. Placer le tuyau dans la cintreuse en alignant la première
marque sur la flèche du sabot de cintrage. Procéder au
cintrage en en lisant l’angle souhaité sur la jauge
d’angle optique.
5. Faire tourner le tuyau de 180° et aligner la deuxième marque
de cintrage sur la flèche du sabot de cintrage. Procéder au
deuxième cintrage en en lisant l’angle souhaité sur la jauge
d’angle optique.
8.0 CINTRAGE EN DOUCEUR À 90°
(DE 6,35 CM À 10,15 CM UNIQUEMENT)
Figure 8, 90° Cintrage en douceur
8.1 Utilisation de sabots de cintrage en douceur dans une
cintreuse mono-coup
1. Marquer les dimensions de relevage (H) souhaitées sur la
longueur droite du tuyau (voir figure 8).
2. Rechercher la taille du tuyau à cintrer dans le tableau 6.
Sélectionner le rayon de cintrage pour obtenir la dimension de
recouvrance (S).
3. Mesurer la recouvrance (déduire (S) et marquer le tuyau).
4. Marquer le nombre de mordants (colonne A) aux écarts donnés
dans la colonne B.
5. Placer les sabots de pivot dans les trous de la taille du tuyau
dans le bâti. Effectuer le premier cintrage à l’angle indiqué à la
colonne C.
Remarque : il peut être préférable de légèrement sur-cintrer le
premier mordant afin de compenser la recouvrance accumulée.
6. Effectuer tous les cintrages suivants en déplaçant le sabot de
pivot (sans la jauge d’angle optique) sur un trou qui garde le
tuyau parallèle au bord du bâti de cintrage tout en utilisant le
même angle. Pour les coups et les décalages de 15° et de 30°
avec une cintreuse en douceur, voir les Tableaux 3, 4 et 5.
Tableau 4, Décalage pour cintreuses en douceur et mono-coups
Décalage Dimension de tuyau
requis (H) (B) maximum
po (cm) po (cm) po (cm)
2 (5,08) 711⁄16
(19,526)
3
⁄4
(1,905)
4 (10,16) 157⁄84
(10,16) 1
1
⁄2
(3,81)
Cintrage 6 (15,24) 233⁄16
(58,896) 3
1
⁄2
(8,89)
à 15° 8 (20,32) 307⁄8
(78,423) 4 (10,16)
10 (25,4) 355⁄8
(90,488) 4 (10,16)
2 (5,08) – –
4 (10,16) 77⁄8 (20,003)
3
⁄4 (1,905)
6 (15,24) 117⁄
8 (30,163) 1 (2,54)
8 (20,32) 157⁄8 (40,323) 11⁄2 (3,81)
Cintrage 10 (25,4) 197⁄8 (50,483) 2 (5,08)
à 30° 12 (30,48) 237⁄8 (60,643) 21⁄2 (6,35)
14 (35,56) 277⁄8
(70,803) 3
1
⁄2
(8,89)
16 (40,64) 317⁄8 (80,963) 4 (10,16)
18 (45,72) 357⁄8 (91,123) 4 (10,16)
6 (15,24) 85⁄16
(21,114)
1
⁄2
(3,81)
8 (20,32) 111⁄8 (28,258) 1 (2,54)
10 (25,4) 137⁄8 (35,243) 11⁄4 (3,175)
12 (30,48) 1611⁄16
(42,386) 1
1
⁄2
(3,81)
Cintrage 14 (35,56) 191⁄2 (49,53) 2 (5,08)
à 45° 16 (40,64) 223⁄8 (56,833) 21⁄2 (6,35)
18 (45,72) 253⁄16
(63,976) 3 (7,62)
20 (50,8) 28 (71,12) 31⁄2 (8,89)
22 (55,88) 307⁄8 (78,423) 4 (10,16)
6 (15,24) – –
8 (20,32) 83⁄4 (22,225)
1
⁄2 (3,81)
10 (25,4) 1013⁄16 (27,464) 1 (2,54)
12 (30,48) 127⁄
8 (32,478) 1
1
⁄
4 (3,175)
Cintrage 14 (35,56) 151⁄8 (38,418) 11⁄2 (3,81)
à 60° 16 (40,64) 173⁄8 (44,133) 2 (5,08)
18 (45,72) 181⁄
2 (46,99) 2
1
⁄
2 (6,35)
20 (50,8) 211⁄2 (54,61) 3 (7,62)
22 (55,88) 235⁄8 (60,008) 31⁄2 (8,89)
Tableau 5, Tableau de « L » requise
Dimension de tuyau (L) *
1
⁄2" (1,27) 71⁄2
3
⁄4" (1,905) 83⁄4
1" (2,54) 101⁄4
11⁄4" (3,175) 111⁄2
11⁄2" (3,81) 131⁄4
2" (5,08) 15
21⁄2" (6,35) 163⁄4
3" (7,62) 181⁄2
31⁄2" (8,89) 221⁄4
4" (10,16) 241⁄4
(L) = Longueur mini. de tuyau requise à chaque
extrémité de la dimension (B)
Exemple : Pour effectuer un cintrage en douceur à
90° sur un tuyau de 3 po (7,6 cm) et de 5,7 cl de
rayon, marquer le tuyau comme montré à l’aide des
informations A, B, C et S du tableau 7 pour tuyau
de 3 po (7,6 cm).
Premier
mordant
Mordant Mordant Mordant MordantMordant
Voir le Tableau 1.
Mordant
Plaque de cintrage inférieure
Plaque de cintrage supérieure
Tuyau
S abot de cintrage
Premier mordant
Axe de pivot
J auge
d’angle optique
Sabot de pivot
Déplacer ce sabot de
pivot pour tous les
mordants ultérieurs
Axe de pivot
Axe de pivot
Plaque de cintrage inférieure
Mordant
Plaque de cintrage supérieure
Sabot de cintrage
J auge d’angle optique
Deuxième mordant
11

12
9.0 INSTRUCTIONS POUR UN CINTRAGE CONCENTRIQUE
Figure 9
9.1 Instructions pour cintrage en douceur / segmentaire
1. Pour le cintrage concentrique, déterminer le premier rayon.
2. Rechercher la taille du tuyau cintré dans le Tableau 7.
Commencer par le rayon de cintrage le plus petit en suivant
les instruction de cintrage en douceur à 90°, voir la
Section 8.0.
3. Effectuer les cintrages concentriques suivants de la même
façon, en notant chaque rayon et ses spécifications A, B
et C correspondantes.
9.2 Cintrages à différents rayons
Pour le développement de spécifications autres que les rayons
indiqués dans les tableaux, utiliser la formule suivante :
1. Déterminer le nombre de mordants souhaité, en arrondissant
à partir du Tableau 6.
2. Diviser le total de degrés de l’angle requis par le nombre de
mordants. Cela donne l’angle par mordant devant être
effectué. (L’angle de cintrage le plus grand avec les sabot en
douceur ENERPAC en un mordant est de 30°.)
3. Multiplier le rayon de cintrage par 0,018 et l’angle par
mordant de l’étape 2 (R x .018 x angle par mordant). Cela
donne l’écart requis entre deux mordants.
4. Procéder au cintrage en suivants les instructions
précédentes.
Tableau 6
Dimension Rayon de (S) (A) (B) (C)
du tuyau l’axe Recouvrance Nbre de Écart Angle
(R) mordants (90°) entre mordants par mordant
po (cm) po (cm) po (cm) po (cm)
101⁄2* (26,67) 93⁄16 (23,336) 3 51⁄2 (13,97) 30°
141⁄2 (36,83) 133⁄32 (33,258) 4 53⁄4 (14,605) 22°
21⁄2"181⁄2 (46,99) 171⁄32 (43,260) 5 53⁄4 (14,605) 18°
(6,35) 221⁄2 (57,15) 21 (53,34) 6 57⁄8 (14,923) 15°
261⁄2
(67,31) 25
11
⁄32
(64,373) 8 5
1
⁄4
(13,335) 11°
13 * (33,02) 113⁄8
(28,893) 3 6
3
⁄4
(17,145) 30°
173⁄4
(45,085) 16
1
⁄64
(40,680) 4 7 (17,78) 22°
3" 221⁄2
(57,15) 20
3
⁄4
(52,705) 5 7 (17,78) 18°
(7,62) 271⁄4
(69,215) 25
7
⁄16
(64,611) 6 7
1
⁄8
(18,098) 15°
32 (81,28) 305⁄32
(76,597) 7 7
1
⁄8
(18,098) 13°
171⁄2
* (44,45) 14
15
⁄16
(37,941) 3 9
1
⁄4
(23,495) 30°
227⁄8
(58,103) 20
3
⁄8
(51,753) 4 9 (22,86) 22°
31⁄2" 281⁄
4 (71,755) 25
13
⁄
16 (65,564) 5 8
7
⁄
8 (22,543) 18°
(8,89) 335⁄8 (85,408) 311⁄4 (79,375) 6 83⁄4 (22,225) 15°
39 (99,06) 365⁄8 (93,028) 7 81⁄4 (20,955) 13°
20 * (50,8) 171⁄64 (43,220) 3 101⁄2 (26,67) 30°
26 (66,04) 231⁄64 (58,460) 4 101⁄4 (26,035) 22°
4" 32 (81,28) 291⁄4 (74,295) 5 10 (25,4) 18°
(10.16) 38 (96,52) 359⁄32 (89,614) 6 10 (25,4) 15°
44 (111,76) 415⁄16 (41.312) 7 97⁄8 (25,083) 13°
• Ces rayons correspondent à des cintrages mono-coups à 90°.

13
®
Arbeitsblatt
ROHRBIEGEVORRICHTUNGEN DER SERIE STB
(nur für weichstahlrohre)
L2524 Rev. O 11/02
Das Ersatzteilblatt für dieses Produkt finden Sie auf der Enerpac
Website www.enerpac.com, oder bei Ihrem nächstgelegenen
authorisierten Enerpac Service Center oder einem Enerpac
Vertriebsbüro.
1.0
WICHTIGE VERFAHRENSHINWEISE FÜR DEN EMPFANG:
Alle Komponenten auf sichtbare Transportschäden inspizieren.
Transportschäden sind nicht von der Garantie gedeckt. Werden
solche Schäden festgestellt, ist unverzüglich das
Transportunternehmen zu verständigen. Das
Transportunternehmen ist für alle Reparatur- und Ersatzkosten,
die auf Transportschäden zurückzuführen sind, verantwortlich.
SICHERHEIT GEHT VOR
2.0 SICHERHEITSFRAGEN
Alle Anleitungen, Warnungen und Vorsichtshinweise
sorgfältig durchlesen. Beachten Sie alle
Sicherheitsvorkehrungen, um Verletzungen oder
Sachschäden während des Systembetriebs zu vermeiden. Enerpac
ist weder für Schäden noch Verletzungen haftbar, die durch einen
fahrlässigen Gebrauch des Produkts, mangelhafte Instand-haltung
oder eine unvorschriftsmäßige Anwendung des Produkts und/oder
des Systems verursacht werden. Bei evtl. Fragen in bezug auf
Sicherheitsvorkehrungen und Betriebsabläufe wenden Sie sich
bitte an ENERPAC. Wenn Sie an keinerlei Sicherheitsschulungen
im Zusammenhang mit Hochdruckhydraulikanlagen teilgenommen
haben, fordern Sie von Ihrer Vertriebs- und Kundendienstzentrale
einen kostenlosen Enerpac-Hydraulik-Sicherheitskurs an.
Ein Mißachten der folgenden Vorsichtshinweise und Warnungen
kann zu Geräteschäden und Verletzungen führen.
Mit einem VORSICHTSHINWEIS wird auf ordnungsgemäße
Betriebs- oder Wartungsverfahren und –praktiken hingewiesen,
um Schäden an den Geräten oder anderen Sachwerten bzw.
deren Zerstörung zu vermeiden.
Eine WARNUNG verweist auf eine potentielle Verletzungsgefahr,
die durch ordnungsgemäße Verfahren oder Praktiken vermieden
werden kann.
Ein GEFAHRENSHINWEIS wird nur dann gegeben, wenn eine
bestimmte Handlung oder die Unterlassung einer bestimmten
Handlung schwere oder tödliche Verletzungen zur Folge haben
kann.
WARNUNG: Beim Betrieb hydraulischer Anlagen
geeignete Schutzkleidung und –ausrüstung tragen.
WARNUNG: Von Lasten fernhalten, die durch ein
Hydrauliksystem abgestützt werden. Ein als
Lastenhebegerät eingesetzter Zylinder darf niemals als
ein Lastenhaltegerät verwendet werden. Nach Heben oder
Senken der Last muß diese stets auf mechanische Weise
gesichert werden.
WARNUNG ZUM SICHERN VON LASTEN STETS NUR
STARRE TEILE VERWENDEN. Zum Abstützen von
Lasten sorgfältig dazu geeignete Stahl- oder
Holzblöcke auswählen. Bei Hebe- oder Drückanwendungen
keinesfalls einen Hydraulikzylinder als Abstandsstück oder
–halter verwenden.
GEFAHR: Zur Vermeidung von Verletzungen
während des Betriebs Hände und Füße von
Zylinder und Werkstück fernhalten.
WARNUNG: Die zugelassene Nennleistung der Geräte
nicht überschreiten. Keine Last zu heben versuchen,
deren Gewicht das Hebevermögen des Zylinders
übersteigt. Überlasten verursachen Maschinenausfälle und
können zu Verletzungen führen. Die Zylinder wurden für einen
max. Druck von 700 bar konstruiert. Keinen Heber oder Zylinder
an eine Pumpe mit einer höheren nominalen Druckleistung
anschließen.
Das Überdruckventil keinesfalls auf einen höheren
Druck als den maximal zulässigen Druck der Pumpe
einstellen. Höhere Einstellungen können zu
Geräteschäden und/oder Verletzungen führen.
WARNUNG: Der Systembetriebsdruck darf den
zulässigen Nominaldruck der Systemkomponente mit
der niedrigsten Nennleistung nicht überschreiten. Zur
Überwachung des Betriebsdrucks sind Manometer im System
zu installieren. Dies ist das Fenster zu den Abläufen im System.
VORSICHT: Beschädigungen am Hydraulikschlauch
vermeiden. Beim Verlegen der Hydraulikschläuche
enge Bögen und Abknicken vermeiden. Der Einsatz
eines gebogenen oder geknickten Schlauchs führt zu einem
hohen Rückstau. Starke Biegungen und Knickstellen schädigen
den Schlauch auf der Innenseite und führen zu dessen
vorzeitigem Ausfall.
®
®

14
Keine schweren Gegenstände auf den Schlauch
fallen lassen. Starke Erschütterungen können
Schäden an den im Schlauchinnern verlaufenden
Drahtlitzen verursachen. Ein Schlauch, auf den Druck ausgeübt
wird, kann bersten.
WICHTIG: Hydraulische Geräte weder an den
Schläuchen noch den Gelenkanschlüssen anheben.
Dazu den Tragegriff oder eine andere sichere
Transportmethode verwenden.
VORSICHT: Hydraulische Geräte von Flammen und
Hitzequellen fernhalten. Zu hohe Temperaturen
weichen Füllungen und Dichtungen auf und bewirken
Flüssigkeitslecks. Große Hitze schwächt außerdem die
Schlauchmaterialien und –dichtungen. Zur Gewährleistung einer
optimalen Leistung darf die Anlage keinen Temperaturen über
65°C ausgesetzt werden. Außerdem müssen Schläuche und
Zylinder beim Schweißen vor Funkenschlag geschützt werden.
GEFAHR: Nicht mit unter Druck stehenden Schläuchen
hantieren. Unter Druck austretendes Öl kann in die Haut
eindringen und schwere Verletzungen verursachen.
Falls Öl unter die Haut gelangt, ist sofort ein Arzt aufzusuchen.
WARNUNG: In einem gekoppelten System dürfen nur
Hydraulikzylinder verwendet werden. Niemals einen
Zylinder mit unverbundenen Kupplungen verwenden.
Bei einer extremen Überlastung des Zylinders können dessen
Komponenten einen Sprungvollausfall erleiden, was schwere
Verletzungen hervorrufen kann.
WARNUNG: Sicherstellen, dass die anlage stabilisiert,
bevor eine last angehoben wird. Der Zylinder sollte auf
einer ebenen Oberfläche aufsitzen, die fest genug ist,
um die Last abzustützen. Wenn möglich einen
Zylinderfuß verwenden, um größere Stabilität zu gewährleisten.
Keine Schweißarbeiten oder andere Änderungen am Zylinder
vornehmen, um einen Zylinderfuß oder andere Abstützungen
anzubringen.
Situationen vermeiden, in denen die Lasten nicht direkt
über dem Kolben des Zylinders ausgerichtet sind.
Seitlich versetzte Lasten führen zu erheblicher
Belastung der Zylinder und Kolben. Außerdem könnte die Last
ins Rutschen geraten oder fallen, was zu äußerst gefährlichen
Situationen führen kann.
Die Last gleichmäßig über die gesamte Fläche des
Druchstückes verteilen. Den Kolben immer mit einem
Druckstück schützen, wenn keine Zusatzgeräte mit
Gewinde benutzt werden.
WICHTIG: Hydraulische Geräte müssen von einem
qualifizierten Hydrauliktechniker gewartet werden. Bei
Reparaturarbeiten an die autorisierte ENERPACKundendienstzentrale der jeweiligen Region wenden. Zur
Aufrechterhaltung der Garantie nur ENERPAC-Öl verwenden.
WARNUNG: Abgenutzte oder beschädigte Teile
unverzüglich durch ENERPAC-Originalteile ersetzen.
Standardteile anderer Hersteller versagen und
verursachen Verletzungen und Sachschäden. ENERPAC-Teile
werden so konstruiert, daß sie richtig passen und hohen Lasten
standhalten.
3.0 TECHNISCHE DATEN
SIEHE TABELLE TECHNISCHE DATEN)
4.0 BIEGEVORRICHTUNG (SIEHE ABBILDUNG 1)
1. Den Hydraulikzylinder in die Zylinderhalterung am
Biegerahmen einschrauben.
2. Die Schläuche am Pumpventil anschließen. Schlauch
(1) an Zylinderanschluss (1) anschließen. Schlauch (2) an
Zylinderanschluss (2) anschließen. HINWEIS:Schlauch (2) wird
nur bei Biegevorrichtungen der Serie STB-202 verwendet.
3. Den Biegeschuh für das zu biegende Rohr auswählen. Jeder
Biegeschuh ist mit der Größe gekennzeichnet und markiert
mit einem Pfeil den Mittelpunkt der Biegung.
4. Den ausgewählten Biegeschuh einsetzen und an dem
Zylinderkolben mit einem U-förmigen Sicherungsbolzen
fixieren.
14
Nenn- Wand- Ausgangs- Rohr STB-101 STB-101 STB-101
Rohr- dicke material* Biege- 1-2
größe radius Ein Durchgang
(Außen-ø) 1/2-2 2
1
⁄
2-4 1
1
⁄
4-4
Zoll (cm) Zoll (cm) Zoll (cm) 1 Durchgang Mehrstufig 1 Durchgang
.109 (,277) 40 Ja - .147 (,373) 80 Ja - .187 (,475) 160 2
7/8
WS - .294 (,747) 160 WS - .113 (,287) 40 Ja - .154 (,391) 80 4 Ja - .218 (,554) 160 WS - .308 (,782) DEH WS - .133 (,338) 40 Ja Ja .179 (,455) 80 Ja Ja .250 (,635) 160 WS WS .358 (,909) DEH - WS .140 (,356) 40 Ja Ja Ja
.191 (,485) 80 Ja Ja Ja
.250 (,635) 160 WS WS Ja
.342 (,869) DEH - WS WS
.145 (,368) 40 Ja Ja Ja
.200 (,508) 80 Ja Ja Ja
.281 (,714) 160 WS WS Ja
.400 (1,016) DEH - WS WS
.154 (,391) 40 Ja Ja Ja
.218 (,554) 80 Ja Ja Ja
.343 (,871) 160 - WS Ja
.203 (,516) 40 - Ja Ja
.276 (,701) 80 - WS Ja
.375 (,953) 160 - WS Ja
.216 (,549) 40 - Ja Ja
.300 (,762) 80 - WS Ja
.226 (,574) 40 - Ja Ja
.318 (,808) 80 - WS Ja
.237 (,602) 40 - Ja Ja
.337 (,856) 80 - - Ja
Ausgangsmaterial: Rohr 40=Standard;Rohr 80=extra stark; Rohr 160=doppelt
extra stark (nur Weichstahlrohr)
DEH=doppelt extra stark (etwas dicker als 160);
WS=kann gebogen werden, wenn die Schwenkzapfenschuhe zu den Löchern fü
den nächstgrößeren Rohrdurchmesser verschoben werden
1
⁄2
(.840)
27⁄8
(7,303)
51⁄
8
4 (10,16)
67⁄16
75⁄16
85⁄
16
91⁄2
111⁄4
151⁄
2
173⁄
4
3
⁄4
(1.050)
1
(1.315)
11⁄
4
(1.660)
11⁄
2
(1.900)
2
(2.375)
21⁄2
(2.875)
3
(3.500)
31⁄2
(4.000)
4
(4.500)
Tabelle Technische Daten
®
®

15
15
Abbildung 1, Biegevorrichtung
5.0 BIEGEN DES ROHRES (SIEHE ABBILDUNGEN 2 UND 3)
WICHTIG: Vor Beginn des Biegevorgangs müssen
die Schwenkzapfenbolzen durch die untere
Rahmenplatte gesteckt und in dieser Position gesichert
werden, um eine korrekte Verankerung zu erreichen.
Bei Betätigung der Pumpe (Hand- oder elektrisch betriebene
Pumpe) muss sich der Bediener auf die Zylinderseite stellen.
Es wird nicht empfohlen, Biegevorrichtungen von vorn
zu bedienen.
Bei Beginn des Biegevorgangs das optische Winkelmessgerät
kontrollieren, ob der gewünschte Biegewinkel erreicht ist. Da
das Rohr zurückfedert, muss der gewünschte Biegewinkel
geringfügig überschritten werden.
Abbildung 2
1. Das Rohr in den Biegerahmen einsetzen.
2. Das optische Winkelmessgerät wie in Abbildung 3 dargestellt
an der Oberseite des Schwenkzapfenschuhs anbringen. Ein
Fixierstift an dem Messinstrument passt in eine Bohrung des
Schwenkzapfenschuhs.
3. Den anderen Schwenkzapfenschuh montieren. Beide
Schwenkzapfenschuhe besitzen Markierungen für die
verschiedenen Rohrgrößen. Die Markierungen der
Schwenkzapfenschuhe entsprechen den Rohrgrößen, die
gebogen werden sollen, und befinden sich an der Rohrseite.
4. Das Winkelmessgerät muss Null anzeigen, wenn es auf die
Markierung am Rahmen der Biegevorrichtung eingestellt ist.
5. Die beiden Schwenkzapfenschuhe mit der Drucktaste für die
Schwenkzapfenbolzen in ihrer Position verriegeln. Der
Schwenkzapfenbolzen wird eingeführt, indem mit dem
Daumen eine Taste gedrückt und zugleich der Sterngriff
erfasst wird. Die Schwenkzapfenbolzen müssen in die
entsprechend markierten Öffnungen für die gewünschte
Rohrgröße eingeführt werden.
6. Das Pumpenventil wie in der Abbildung für das manuell
betätigte Ventil öffnen und den Biegevorgang fortsetzen. Bei
dem elektrisch betriebenen Modell mit Drucktaster den
Drucktaster "Advance" drücken (nur bei Biegevorrichtungen
der Serie STB-202).
Abbildung 3, Biegen des Rohres
6.0 HERAUSNEHMEN DES ROHRES
Abbildung 4, Auswurf des Rohres
6.1 Auswurf des Rohres bei dem Modell der Serie STB-202
1. Den Zylinderkolben leicht zurückfahren, indem das
Pumpventil entgegengesetzt zur Biegebewegung verdreht
wird. Dadurch wird der Druck auf die Schwenkzapfenschuhe
und Schwenkzapfenbolzen verringert. Bei dem Modell mit
Elektroantrieb den Drucktaster für die Rückstellung
betätigen.
Druckölzuführung zum Schlauch
Winkelmessinstrument
im
Schwenkzapfenschuh
Bewegungsrichtung
des Zylinderkolbens
Schwenkzapfenbolzen
Schwenkzapfenschuh
Nullpunkt des Winkelmessinstruments entspricht der
markierten Referenzlinie am Rahmen der Biegevorrichtung.
Optisches Winkelmessgerät
Rohrbiegeöffnungen
Zu biegendes Rohr
Schwenkzapfenschuh
Schwenkzapfenbiegung
Mitte der Biegung auf den
Pfeil an der Seite ausrichten
Schritt B: Biegen des Rohres
Druckölzuführung
zum Schlauch
Bewegungsrichtung
des Zylinderkolbens
Rohrauswurföffnungen
Schwenkzapfenbolzen
Schwenkzapfenschuh
Schritt C: Auswurf des Rohres
Hydraulikschlauch (Biegung)
Biegeschuh
Hydraulikschlauch (Auswurf)
(Serie STB 202)
Schwenkzapfenbolzen
(2 Stk erforderlich)
Sicherungsbolzen
für den
Biegeschuh
Biegerahmen
Optisches Winkelmessgerät
Korrekturöffnung
en bei zu starker
Biegung
Schwenkzapfenschuh
(2 Stk. erforderlich)
Hydraulikzylinder
Zylinderhalterung
Rohrauswurföffnungen
Rohrbiegeöffnungen
Nomenklatur
Schritt A: Biegevorrichtung

2. Einen oder beiden Schwenkzapfenschuhe entfernen und
einen Schwenkzapfenbolzen in der betreffenden
"Auswurföffnung" der Rohrgröße einsetzen, so dass der
Bolzen das Rohr (nicht den Schwenkzapfenschuh) bei der
Rückbewegung hält. Die Biegerahmen der Größe 4 Zoll für
Rohrbiegungen in einem Schritt besitzen zwei
Auswurföffnungen. Beide Auswurföffnungen verwenden.
3. Jetzt den Zylinderkolben ganz zurückfahren. Biegeschuh und
Rohr bewegen sich gemeinsam zurück, bis das Rohr am
Schwenkzapfenbolzen anstößt. Sobald dies erreicht ist, löst
sich das Rohr vom Biegeschuh.
4. Den anderen Schwenkzapfenbolzen und den
Schwenkzapfenschuh entfernen, um das Rohr aus der
Biegevorrichtung zu nehmen.
6.2 Auswurf des Rohres bei der Serie STB-101/221
1. Durch Verdrehen des Pumpenventils entgegen der Richtung
für den Biegehub den Hydraulikzylinder ganz zurückfahren
und dann das Rohr aus dem Biegeschuh herausnehmen.
2. Einen oder beide Schwenkzapfenschuhe entfernen.
3. Das Rohr mit einem Hammer aus dem Biegeschuh
herausschlagen.
7.0 ANWEISUNGEN ZUR PRODUKTION VON ROHRBÖGEN
90° IN EINEM ARBEITSGANG
Abbildung 5
ROHRBIEGEVORRICHTUNGEN
7.1 Anweisungen zur Anfertigung von Rohrbögen
1. Den gewünschten Biegepunkt (H) auf dem geraden Rohr
markieren (siehe Abbildung 5).
2. Die zu biegende Rohrgröße in Tabelle 1 suchen und das
Rücksetzmaß (S) entnehmen.
3. Das hintere Maß bestimmen (Rücksetzmaß (S) abziehen und
Rohr markieren).
Das Rücksetzmaß (S) darf nicht näher am Rohrende
liegen als die Mindestlänge (L) aus Tabelle 1, sonst
werden die Rohrenden nicht durch die
Schwenkzapfenschuhe gehalten.
4. Das Rohr in die Biegevorrichtung einlegen, so dass die
Markierungen mit dem Pfeil am Biegeschuh übereinstimmen.
Den Biegevorgang durchführen und an dem optischen
Winkelmessgerät den gewünschten Winkel ablesen.
7.2 Biegehinweise für Rohrknie
Abbildung 6
1. Aus Tabelle 2 den Diagonalabstand (D) für die gewünschte
Biegung (H) entnehmen. Die Diagonalabstand (D) vom
geraden Ende des Rohres messen.
2. Die zu biegende Rohrgröße in Tabelle 3 suchen und
das Rücksetzmaß (S) für den gewünschten Biegewinkel
entnehmen.
3. Das Rücksetzmaß (S) am Rohr entsprechend Abbildung
6 markieren.
Das Rücksetzmaß (S) darf nicht näher am Rohrende
liegen als die Mindestlänge (L) aus Tabelle 3, sonst
werden die Rohrenden nicht durch die
Schwenkzapfenschuhe gehalten.
4. Das Rohr in die Biegevorrichtung einlegen, so dass die
Markierungen mit dem Pfeil am Biegeschuh übereinstimmen.
Den Biegevorgang durchführen und an dem optischen
Winkelmessgerät den gewünschten Winkel ablesen.
16
Winkel
Tabelle 1, Rohrbogen 90°
Nennrohr- Rücksetzmaß Mittellinien-Radius Mindestlänge (L) des Rohre
größe (S) (R) an jedem Ende
der Biegemarkierung
Zoll (cm) Zoll (cm) Zoll (cm) Zoll (cm)
1
⁄2
(1,27) 1
1
⁄8
(2,856) 3
1
⁄4
(8,255) 7
1
⁄2
(19,05)
3
⁄4 (1,905) 11⁄2 (3,81) 41⁄2 (11,43) 83⁄4 (22,225)
1 (2,54) 17⁄8 (4,763) 53⁄4 (14,605) 101⁄4 (26,035)
11⁄4 (3,175) 23⁄8 (6,033) 71⁄4 (18,415) 12 (30,48)
11⁄2 (3,81) 23⁄8 (6,033) 81⁄4(20,955) 131⁄4 (33,655)
2 (5,08) 31⁄4 (8,255) 91⁄2 (24,13) 15 (38,1)
21⁄2 (6,35) 311⁄16 (78,90) 101⁄2 (26,67) 18 (45,72)
3 (7,62) 41⁄2 (11,43) 13 (33,02) 20 (50,8)
31⁄2 (8,89) 53⁄16 (13,176) 15 (38,1) 261⁄2 (67,31)
4 (10,16) 61⁄2 (16,51) 20 (50,8) 27 (68,58)
L
L
D
L
S
L
R
S
H
H
R
H
D

17
7.3 Biegehinweise für gekröpfte Rohrformstücke
Abbildung 7
1. Den gewünschten Kröpfwinkel für das Formstück
bestimmen. Die erste Biegung am Abstand (D) abzüglich
Rücksetzmaß (S) vom Rohrende aus entsprechend den
"Biegehinweisen für Rohrknie" in Abschnitt 7.2 Nr. 2 und
3 markieren.
2. Den Abstand (B) aus der Kröpfbiegetabelle 4 für den gleichen
Biegewinkel wie bei der ersten Markierung entnehmen.
HINWEIS: Für jeden gewünschten Kröpfabstand (H) können
Rohre mit dem in der Tabelle angegebenen
Maximaldurchmesser für die angegebenen Winkel
gebogen werden.
3. Die zweite Biegemarkierung (B) am Rohr wie in Abbildung 7,
Beispiel 1 markieren.
Die Markierungen (B) dürfen nicht näher am Rohrende
liegen als die Mindestlänge (L), sonst werden die
Rohrenden nicht durch die Schwenkzapfenschuhe
gehalten (siehe Abb. 6, Beispiel 3 und Tabelle 5 mit
Mindestlänge "L").
4. Das Rohr in die Biegevorrichtung einlegen, so dass die erste
Markierung mit dem Pfeil am Biegeschuh übereinstimmt. Den
Biegevorgang durchführen und an dem optischen
Winkelmessgerät den gewünschten Winkel ablesen.
5. Das Rohr um 180° drehen und die zweite Biegemarkierung
auf den Pfeil am Biegeschuh ausrichten. Den zweiten
Biegevorgang durchführen und an dem optischen
Winkelmessgerät den gewünschten Winkel ablesen.
Zweite Biegemarkierung
Beispiel 1
Winkel
Erste Biegemarkierung
Winkel
Beispiel 2
Beispiel 3
Tabelle 2, Diagonalabstand (D)
Biegemaß
Biegewinkel
(H)
Zoll
(cm)
15° 30° 45° 60°
2 (5,08) 73⁄
4 42
13
⁄
16 2
5
⁄
16
4 (10,16) 157⁄16 85
11
⁄16 45⁄8
6 (15,24) 233⁄16 12 81⁄2 615⁄16
8 (20,32) 3015⁄
16 16 11
5
⁄
16 9
1
⁄
4
10 (25,4) 385⁄8 20 141⁄8 119⁄16
12 (30,48) 463⁄
8 24 17 13
7
⁄
8
14 (35,56) 541⁄16
28 19
13
⁄16
16
3
⁄16
16 (40,64) 6113⁄16
32 22
5
⁄8
18
1
⁄2
18 (45,720) 699⁄16
36 25
7
⁄16
20
13
⁄16
20 (50,8) 771⁄4
40 28
5
⁄16
23
1
⁄8
22 (55,88) 85 44 311⁄8
25
3
⁄8
24 (60,96) 923⁄4
48 33
15
⁄16
27
13
⁄16
Tabelle 3, Rohrknie
Rücksetzmaß (S) (Zoll)
Mehrstufige Biegung Biegung in 1 Durchgang
15° 30° 45° 60° (R) * (L) **
1
⁄2(1,27) —
1
⁄
8
1
⁄
4
7
⁄
16
31⁄
4
71⁄
5
3
⁄4(1,905)1⁄
16
3
⁄
16
5
⁄
16
9
⁄
16
41⁄
2
83⁄
4
1 (2,54)
1
⁄
16
1
⁄
4
7
⁄
16
3
⁄
4
5
3
⁄
4
10
1
⁄
4
11⁄4(3,175)1⁄
8
1
⁄
4
1
⁄
2
7
⁄
8
71⁄
4
111⁄
2
11⁄2(3,81)1⁄
8
5
⁄
16
5
⁄
8
18
1
⁄
4
131⁄
4
2 (5,08)
3
⁄
16
3
⁄
8
11
⁄
16
1
3
⁄
16
9
1
⁄
2
15
21⁄2(6,35)3⁄
16
7
⁄
16
13
⁄
16
13⁄
8
101
⁄
2
163⁄
4
3 (7,62)
1
⁄
4
9
⁄
16
111
1
⁄
16
13 181⁄
2
31⁄
2
(8,89)
1
⁄
4
5
⁄
8
1
1
⁄
8
11
5
⁄
16
17
1
⁄
2
22
1
⁄
4
4 (10,16)5⁄
16
3
⁄
4
13⁄
8
21⁄
2
20 241⁄
4
* (R) Mittellinien-Radius (Zoll)
** (L): erforderliche Mindestlänge des Rohres an jedem Ende der Biegemarkierung (in Zoll)
Tabelle 4, Kröpfbiegetabelle für Rohrbiegen in
einem Durchgang bzw. mehreren Durchgängen
Biege- Maximale
maß (H) (B) Rohrgröße
Zoll (cm) Zoll (cm) Zoll (cm)
2 (5,08) 711⁄16 (19,526)
3
⁄4 (1,905)
4 (10,16) 157⁄8 (40,323) 11⁄2
(3,81)
Biegung 15° 6 (15,24) 233⁄16 (58,896) 31⁄2 (8,89)
8 (20,32) 307⁄8
(78,423) 4 (10,16)
10 (25,4) 355⁄8 (90,488) 4 (10,16)
2 (5,08) – –
4 (10,16) 77⁄8
(20,003)
3
⁄4
(1,905)
6 (15,24) 117⁄8 (30,163) 1 (2,54)
8 (20,32) 157⁄8 (40,323) 11⁄2 (3,81)
Biegung 30° 10 (25,4) 197⁄8
(50,483) 2 (5,08)
12 (30,48) 237⁄8 (60,643) 21⁄2 (6,35)
14 (35,56) 277⁄8 (70,803) 31⁄2 (8,89)
16 (40,64) 317⁄8
(80,963) 4 (10,16)
18 (45,72) 357⁄8
(91,123) 4 (10,16)
6 (15,24) 85⁄16 (21,114)
1
⁄2 (3,81)
8 (20,32) 111⁄8
(28,258) 1 (2,54)
10 (25,4) 137⁄8 (35,243) 11⁄4 (3,175)
12 (30,48) 1611⁄16 (42,386) 11⁄2 (3,81)
Biegung 45° 14 (35,56) 191⁄2 (49,53) 2 (5,08)
16 (40,64) 223⁄8 (56,833) 21⁄2 (6,35)
18 (45,72) 253⁄16 (63,976) 3 (7,62)
20 (50,8) 28 (71,12) 31⁄
2 (8,89)
22 (55,88) 307⁄8 (78,423) 4 (10,16)
6 (15,24) – –
8 (20,32) 83⁄
4 (22,225)
1
⁄
2 (3,81)
10 (25,4) 1013⁄16 (27,464) 1 (2,54)
12 (30,48) 127⁄8 (32,478) 11⁄4 (3,175)
Biegung 60° 14 (35,56) 151⁄
8 (38,418) 1
1
⁄
2 (3,81)
16 (40,64) 173⁄8 (44,133) 2 (5,08)
18 (45,72) 181⁄2 (46,99) 21⁄2 (6,35)
20 (50,8) 211⁄
2 (54,61) 3 (7,62)
22 (55,88) 23
5
⁄8 (60,008) 31⁄2 (8,89)
NennRohr-
größe
Zoll (cm)
D
S
H
L L
B
B
B

18
8.0 MEHRSTUFIG GEBOGENE ROHRBÖGEN 90°
(NUR 2 1/2" BIS 4")
Abbildung 8, Mehrstufig gebogener Rohrbogen 90°
8.1 Einsatz der Gleitschuhe beim Rohrbiegen in einem
Durchgang
1. Das gewünschte Biegemaß (H) auf dem geraden Rohr
markieren (siehe Abbildung 8).
2. Die Größe des zu biegenden Rohres in Tabelle 6 suchen. Das
Rücksetzmaß (S) für den gewünschten Biegeradius beim
mehrstufigen Biegen auswählen.
3. Das hintere Maß bestimmen (Rücksetzmaß (S) abziehen und
Rohr markieren).
4. Die vorgegebene Anzahl der Matrizen (Spalte A) in den in
Spalte B angegebenen Abständen markieren.
5. Die Schwenkzapfenschuhe für die am Rahmen angegebene
Rohröffnungsgröße anbringen. Die erste Biegung für den
Winkel in Spalte C anfertigen..
HINWEIS: Es ist zweckmäßig, an der ersten Matrize das
Rohr etwas weiter zu biegen, um die Federwirkung
auszugleichen.
6. Alle weiteren Biegeschritte ausführen und dabei den
Schwenkzapfenschuh (ohne das optische Winkelmessgerät)
jeweils zur nächsten Öffnung schieben, so dass das Rohr
parallel zur Kante des Biegerahmens bleibt, wenn der
Biegewinkel nicht verändert wird.
Zur Anfertigung von Rohrknien und gekröpften Rohrformstücken
mit Winkeln von 15 und 30° durch mehrfaches Biegen die T abellen
3, 4 und 5 verwenden.
Beispiel: Um aus einem Rohr von 3"
Durchmesser durch mehrstufiges Biegen
einen Rohrbogen von 90° mit einem Radius
von 27 1/4" anzufertigen, das Rohr wie in der
Abbildung entsprechend den Angabe
A, B, C und S aus Tabelle 7 für Rohre
mit 3" Durchmesser markieren.
Erste
Matrize
Matrize Matrize Matrize Matrize Matrize
Siehe Tabelle 1.
Zylinder
Untere Biegeplatte
Obere Biegeplatte
Rohr
Biegeschuh
Erste Matrize
Schwenkzapfenbolzen
Optisches
Winkelmessgerät
Schwenkzapfenschuh
Diesen Schwenkzapfenschuh
zu allen weiteren
Matrizen verschieben.
Schwenkzapfenbolzen
Schwenkzapfenbolzen
Untere Biegeplatte
Zylinder
Obere Biegeplatte
Biegeschuh
Optisches
Winkelmessgerät
Zweite Matrize
Tabelle 6
Rohr- Mittellinien- (S) (A) (B) (C)
größe Radius Rücksetzmaß Zahl der Abstand Grad
(R) Matrizen (90°) zwischen Matrizen pro Matrize
Zoll (cm) Zoll (cm) Zoll (cm) Zoll (cm)
101⁄2*(26,67) 93⁄16 (23,336) 3 51⁄2 (13,97) 30°
141⁄2(36,83) 133⁄32 (33,258) 4 53⁄4 (14,605) 22°
21⁄2"
181⁄2 (46,99) 171⁄32 (43,260) 5 53⁄4 (14,605) 18°
(6,35)
221⁄2 (57,15) 21 (53,34) 6 57⁄8 (14,923) 15°
261⁄2 (67,31) 2511⁄32 (64,373) 8 51⁄4 (13,335) 11°
13* (33,02) 113⁄8 (28,893) 3 63⁄4 (17,145) 30°
173⁄4 (45,085) 161⁄64 (40,680) 4 7 (17,78) 22°
3"
221⁄2 (57,15) 203⁄4 (52,705) 5 7 (17,78) 18°
(7,62)
271⁄4 (69,215) 257⁄16 (64,611) 6 71⁄8 (18,098) 15°
32 (81,28) 305⁄32 (76,597) 7 71⁄8 (18,098) 13°
171⁄
2
* (44,45) 14
15
⁄
16
(37,941) 3 9
1
⁄
4
(23,495) 30°
227⁄8 (58,103) 203⁄8 (51,753) 4 9 (22,86) 22°
31⁄2"
281⁄4 (71,755) 2513⁄16 (65,564) 5 87⁄8 (22,543) 18°
(8,89)
335⁄8 (85,408) 311⁄4 (79,375) 6 83⁄4 (22,225) 15°
39 (99,06) 365⁄8 (93,028) 7 81⁄4 (20,955) 13°
20* (50,8) 171⁄64 (43,220) 3 101⁄2 (26,67) 30°
26 (66,04) 231⁄64
(58,460) 4 10
1
⁄4
(26,035) 22°
4"
32 (81,28) 291⁄4
(74,295) 5 10 (25,4) 18°
(10.16)
38 (96,52) 359⁄32
(89,614) 6 10 (25,4) 15°
44 (111,76) 415⁄16
(41.312) 7 9
7
⁄8
(25,083) 13°
• Diese Radien entsprechen einem Rohrbogen von 90°, gebogen in einem Durchgang.
Tabelle 5, Mindestlänge "L"
Rohrgröße (L) *
1
⁄
2" (1,27) 7
1
⁄
2
3
⁄
4" (1,905) 8
3
⁄
4
1" (2,54) 101⁄
4
11⁄
4" (3,175) 11
1
⁄
2
11⁄
2" (3,81) 13
1
⁄
4
2" (5,08) 15
21⁄2" (6,35) 163⁄4
3" (7,62) 181⁄2
31⁄2" (8,89) 221⁄4
4" (10,16)" 241⁄4
**(L): erforderliche Mindestlänge des Rohres an jedem Ende von Maß (B)

9.0 HINWEISE FÜR KONZENTRISCHE BIEGUNGEN
Abbildung 9
9.1 Hinweise für mehrstufiges Biegen /Segmentbögen
1. Bei konzentrischen Rohrbögen den Anfangsradius festlegen.
2. Die zu biegende Rohrgröße in Tabelle 7 suchen. Den kleinsten
Biegeradius entsprechend den Hinweisen zum mehrstufigen
Biegen in Abschnitt 8.0 biegen.
3. Alle weiteren konzentrischen Rohrbögen auf die gleiche
Weise anfertigen. Dabei ist jeweils auf den nächstgrößeren
Radius und die entsprechenden Werte für A, B und C zu
achten.
9.2 Biegungen mit anderen Radien
Zur Entwicklung eigener Spezifikationen für andere Radien, die
nicht in den Tabellen enthalten sind, folgende Formel verwenden:
1. Die Anzahl der Matrizen für die Biegeschritte bestimmen Näherungswerte siehe Tabelle 6.
2. Die Gradzahl des benötigten Biegewinkels durch die Anzahl
der Matrizen bzw. Biegeschritte teilen. Das ergibt die
Gradzahl für jeden einzelnen Biegeschritt. (Der maximal
mögliche Winkel mit den Gleitschuhen von Enerpac bei
einem Biegeschritt beträgt 30°.)
3. Den Biegeradius mit .018 und der Gradzahl pro Biegeschritt
aus Schritt 2 multiplizieren (R x .018 x Gradzahl pro
Biegeschritt). Dies ergibt den erforderlichen Abstand
zwischen den einzelnen Matrizen.
4. Den Biegevorgang gemäß den bereits erläuterten
Anweisungen fortsetzen.
19

20
L’esploso delle parti di ricambio per questo prodotto è ottenibile
sul sito web www.enerpac.com, oppure chiamando il Centro
Assistenza Autorizzato a voi più vicino , o il ns. ufficio commerciale.
1.0 ISTRUZIONI AL RICEVIMENTO
Controll are visivamente tutti i componenti per accertare eventuali
danni derivanti dal trasporto. Se del caso, sporgere subito
reclamo al trasportatore. I danni causati durante il trasporto non
sono coperti dalla garanzia. Il trasportatore è responsabile degli
stessi e deve rispondere di tutte le spese e costi per la rimessa in
efficienza del materiale.
SICUREZZA ANZITUTTO
2.0 NORME SULLA SICUREZZA
Leggere attentamente tutte le istruzioni, le
Precauzioni ed Avvertenze che si devono osservare
durante l’impiego delle attrezzature. Rispettare tutte
le norme di sicurezza per evitare infortuni alle persone e danni alle
cose. L’ENERPAC non è responsabile per infortuni e danni causati
dal mancato rispetto delle Norme di Sicurezza, dall’uso e
dall’applicazione impropria del prodotto o dalla sua mancata
manutenzione. In caso di dubbi sulla applicazione del prodotto o
sulla Sicurezza, contattare l’ENERPAC. Se non si conoscono le
Norme di Sicurezza per i Sistemi Oleodinamici ad Alta Pressione
contattare l’ENERPAC o i suoi Rappresentanti per un corso
gratuito di addestramento sulla Sicurezza.
L’inosservanza delle seguenti Norme di Sicurezza può causare
infortuni alle persone e danni alle attrezzature.
PRECAUZIONE: Sta ad indicare la corretta procedura d’impiego o
di manutenzione per evitare danni, anche irreparabili,
dell’attrezzature e delle cose circostanti.
AVVERTENZA: Sta ad indicare un potenziale pericolo che
richiede l’osservanza della procedura per evitare infortuni alle
persone.
PERICOLO: E’usato solo quando una azione od una mancata
azione può provocare gravi infortuni se non la morte.
AVVERTENZA: Durante l’impiego delle attrezzature
oleodinamiche usare sempre gli indumenti protettivi
appropriati.
AVVERTENZA: Non sostare sotto ai carichi sorretti
oleodinamicamente. Quando si impiega un cilindro ,
oleodinamico, per sollevare od abbassare un carico,
non deve mai essere utilizzato come sostegno permanente.
Dopo ogni operazione di sollevamento od abbassamento,
assicurare il carico meccanicamente.
AVVERTENZA: IMPIEGARE SUPPORTI SOLIDI PER
IL SOSTEGNO DEI CARICHI. Scegliere blocchi in
acciaio o legno idonei a sostenere il carico. Non usare
mai il cilindro oleodinamico come cuneo o spessore nelle
operazioni di sollevamento o pressatura.
PERICOLO: Per evitare lesioni personali, tenere
mani e piedi lontano dai cilindri oleodinamici
durante il loro impiego.
AVVERTENZA: Non superare mai la potenza nominale
dell'attrezzatura. Non tentare mai di sollevareun carico
superiore alla capacità del cilindro. I sovraccarichi
possono causare danni all’ attrezzatura ed infortuni alle
persone. I cilindri sono stati progettati per operare ad una
pressione di 700 bar max. Non collegare mai i cilindri ad una
pompa con pressione nominale maggiore.
MAI tarare la valvola regolatrice di pressione ad un
valore superiore a quello nominale della pompa. Una
taratura troppo alta può causare lesioni alle persone e
danni alle attrezzature.
AVVERTENZA: La pressione max. di esercizio, in un
circuito, non deve mai superare quella nominale del
componente a pressione più bassa. Per controllare la
pressione in un circuito, montare un manometro .
PRECAUZIONE: Evitare di danneggiare il tubo
flessibile. Evitare curve strette e serpentine dei tubi
flessibili. Curve troppo strette causano strozzature
nella tubazione che possono dar luogo a pericolose
contropressioni le quali ne compromettono la durata.
NON schiacciare i tubi flessibili. Lo schiacciamento
od urto, con oggetti pesanti, possono danneggiare le
spirali metalliche interne di rinforzo. Pressurizzare un
tubo flessibile lesionato ne causa la rottura.
IMPORTANTE: Non usare il tubo flessibile od il giunto
ruotante per sollevare le attrezzature. Servirsi delle
maniglie di trasporto o di altri mezzi più sicuri.
PRECAUZIONE : Proteggere tutti i componenti
oleodinamici da fonti di calore. Una temperatura
elevata ammorbidisce le tenute, le guarnizioni ed il
tubo flessibile, dando origine a perdite d’olio. Per un corretto
funzionamento la temperatura dell’olio non deve superare i
65 °C. Proteggere i tubi flessibili ed i cilindri dagli spruzzi di
saldatura.
Manuale d’istruzione
PIEGA TUBI SERIE STB
(solo per tubi in acciaio dolce)
L2524 Rev. O 11/02
®
®
®
®

21
PERICOLO: Non maneggiare i tubi flessibili sotto
pressione. Spruzzi d’olio sotto pressione perforano la
pelle causando serie complicazioni. Se l’olio è
penetrato sotto pelle, consultare immediatamente un Medico.
AVVERTENZA: Impiegare i cilindri solo con innesti
collegati. Non usare MAI i cilindri con gli innesti
scollegati. Sovraccarichi incontrollati sui cilindri
possono causare guasti gravissimi e lesioni alle persone.
AVVERTENZA: Prima di procedere al sollevamento di
un carico, assicurarsi della perfetta stabilità dei
Cilindri. I cilindri devono essere posizionati su una
superficie piana, in grado di sorreggere il carico. Dove
è possibile, impiegare la base d’appoggio per cilindri per
aumentarne la stabilità. Non modificare in alcun modo i cilindri
per collegarli o saldarli a supporti speciali.
Evitare l’impiego dei cilindri quando il carico non è
centrato sul pistone. I carichi disassati generano
dannose sollecitazioni per i cilindri , inoltre, il carico
potrebbe slittare e cadere con conseguenze disastrose.
Far appoggiare il carico sull’intera superficie della
testina del pistone. Usare sempre le testine per
proteggere lo stelo.
IMPORTANTE: La manutenzione delle attrezzature
oleodinamiche deve essere affidata solo a tecnici
qualificati. Per il servizio di assistenza tecnica,
rivolgersi al Centro Assistenza Autorizzato ENERPAC di zona.
Per salvaguardare la V ostra garanzia, usare solo olio ENERPAC.
AVVERTENZA: Sostituire immediatamente le parti
usurate o danneggiate con ricambi originali ENERPAC.
Le parti usurate si potrebbero rompere, causando
lesioni alle persone e danni alle cose.
3.0 AZIONI SPECIFICHE (VEDERE LA TABELLA
DELLE SPECIFICHE)
4.0 MONTAGGIO PIEGATUBI (VEDERE LA FIGURA 1)
1. Avvitare il cilindro idraulico nel blocco di supporto sul telaio
del piega tubi..
2. Collegare il tubo (i tubi) alla valvola della pompa. Collegare il
tubo (1) al raccordo del cilindro (2), il tubo flessibile (2) al
raccordo (2). NOTA: il tubo flessibile (2) é usato solo con i
piega tubi della serie STB-202..
3. Selezionare la scarpa di piegatura per il tubo che deve essere
piegato. Ogni scarpa è marcata per le dimensioni previste ed
ha una freccia, che indica il punto centrale della piega che si
deve fare.
4. Inserire e bloccare la scarpa di piegatura prescelta sullo stelo
del pistone del cilindro con una spina piegata ad U.
Figura 1, Montaggio piega tubi
21
Tubo idraulico (piegatura)
Scarpa di
piegatura
Tubo idraulico (espulsione)
(serie STB202)
Spina del perno
(2 necessarie)
Spina
bloccaggio
scarpa
Telaio piegatubi
Calibro angolo ottico
Fori correzione
sovra piegatura
Scarpa porta perni
(2 necessarie.)
Cilindro idraulico
Blocco supporto cilindro
Fori espulsione tubo
Fori piegatura
tubo
Nomenclatura
Passo A – Montaggio piega tubi
Dimensione Spessore Gamma Raggio STB-101 STB-221 STB-202
nominale parete Tubo* Tubo 1-2
tubo Una corsa
(ø esterno)
1/2
-2 2
1/2
-4 1
1/4
-4
pol (cm) pol (cm) pol Una corsa Curvatura Una corsa
.109 (,277) 40 Si - .147 (,373) 80 Si - .187 (,475) 160 WS - .294 (,747) 160 WS - .113 (,287) 40 Si - .154 (,391) 80 4 (10,16) Si - .218 (,554) 160 WS - .308 (,782) DEH WS - .133 (,338) 40 Si Si .179 (,455) 80 Si Si .250 (,635) 160 WS WS .358 (,909) DEH - WS .140 (,356) 40 Si Si Si
.191 (,485) 80 Si Si Si
.250 (,635) 160 WS WS Si
.342 (,869) DEH - WS WS
.145 (,368) 40 Si Si Si
.200 (,508) 80 Si Si Si
.281 (,714) 160 WS WS Si
.400 (1,016) DEH - WS WS
.154 (,391) 40 Si Si Si
.218 (,554) 80 Si Si Si
.343 (,871) 160 - WS Si
.203 (,516) 40 - Si Si
.276 (,701) 80 - WS Si
.375 (,953) 160 - WS Si
.216 (,549) 40 - Si Si
.300 (,762) 80 - WS Si
.226 (,574) 40 - Si Si
.318 (,808) 80 - WS Si
.237 (,602) 40 - Si Si
.337 (,856) 80 - - Si
*Gamma tubi: 40=standard; 80=extra pesante; 160=doppio extra pesante
(solo tubi di acciaio dolce)
DEH=doppio extra pesante (leggermente più spesso di 160);
WS=può essere piegato spostando le scarpe porta perno nei fori per il tubo
delle dimensioni successive.
1
⁄
2
(.840)
27⁄8
51⁄8
4
67⁄16
75⁄
16
85⁄16
91⁄
2
111⁄
4
151⁄
2
173⁄
4
3
⁄4
(1.050)
1
(1.315)
11⁄4
(1.660)
11⁄2
(1.900)
2
(2.375)
21⁄2
(2.875)
3
(3.500)
31⁄
2
(4.000)
4
(4.500)
Specifiche tecniche
®

22
5.0 PIEGATURA TUBO (VEDERE LE FIGURE 2 E 3)
IMPORTANTE: Prima d'iniziare una piega, assicurarsi
che le spine dei perni passino attraverso la piastra di
fondo del telaio e siano bloccate in posizione per dare
un ancoraggio sicuro.
Quando si aziona la pompa, sia manuale sia elettrica,
l’operatore dovebbe mettersi di lato del cilindro. Non è
raccomandabile che un piegatubi sia azionato da una
posizione frontale.
In fase di piegatura, controllare l’angolo sul calibro fino a che si
raggiunge l’angolo desiderato di piegatura. A causa del ritorno
elastico del tubo, sarà necessario oltrepassare leggermente
l’angolo desiderato.
Figura 2
1. Posizionare il tubo nel telaio del piegatubi.
2. Fissare il calibro ottico dell’angolo in cima alla scarpa porta
perni, come mostrato in Figura 3. Una spina di
posizionamento sul calibro corrisponde ad un foro nella
scarpa porta perni.
3. Montare l’altra scarpa porta perni. Entrambi le scarpe porta
perni sono marcate per tubi di diverse dimensioni. Le
marcature delle scarpe porta perni devono corrispondere alle
dimensioni del tubo che deve essere piegato e stare di fronte
al tubo.
4. Il calibro dovrebbe dare ora la lettura zero quando si legge
lungo la linea incisa sul telaio del piega tubi.
5. Bloccare in posizione entrambi le scarpe porta perni con il
pulsante che spinge le spine dei perni. La spina di un perno
è azionata spingendo giù il pulsante con il pollice mentre si
afferra la maniglia trasversale. Accertarsi che le spine dei
perni siano inserite attraverso i fori marcati con le dimensioni
corrispondenti del tubo.
6. Azionare la valvola della pompa come mostrato e procedere
alla piegatura. Se si tratta di modello elettrico a pulsante,
spingere il pulsante "advance" (solo per le pompe della serie
STB-202).
Figura 3, Piegatura del tubo
6.0 RIMOZIONE DEL TUBO
Figura 4, Rimozione del tubo
6.1 Rimozione del tubo serie STB-202
1. Fare rientrare leggermente il pistone del cilindro in direzione
opposta della corsa di piegatura verso l’esterno. Questo
toglierà via la pressione dalle scarpe porta perni e dalle spine.
Se si tratta di un modello elettrico a pulsante, fare avanzare a
scatti con il pulsante.
2. Togliere almeno una, se non tutt’e due le scarpe porta perni
e riposizionare una spina per perno nel foro corretto di
eiezione corrispondente delle giuste dimensioni. dove la
spina tratterrà il tubo, ma non la scarpa, quando si ritirano. I
telai da quattro pollici e una corsa hanno due fori di
espulsione. Usare entrambi i fori. .
3. Ora fare arretrare completamente il pistone del cilindro. La
scarpa di piegatura ed il tubo si ritirano assieme fino a che il
tubo incontra la spina del perno. Al momento del contratto il
tubo si separa dalla scarpa
4. Asportare l’alta spina per perno e la scarpa porta perni per
estrarre il tubo dal piega tubi.
22
Olio idraulico a questo tubo.
Il calibro per
l’angolo montato
sulla scarpa
porta perni.
Direzione della corsa
del pistone del cilindro.
Spina per perno.
Scarpa
porta perni.
Calibro per angolo – lo zero si allinea con la linea
di riferimento incisa sul telaio del piega tubi.
Calibro ottico per angolo
Fori per la piegatura del tubo.
Tubo da piegare.
Scarpa
porta perni.
Perno di piegatura
Centro d’allineamento della
piega con la freccia sul fianco.
Passo B – Piegatura del tubo
Olio idraulico
a questo tubo
Direzione della corsa
del pistone del cilindro
Fori di espulsione del tubo
Spina del perno
Scarpa porta perni
Passo C – Rimozione del tubo

23
6.2 Rimozione del tubo nella serie STB-101/221
1. Far arretrare il cilindro completamente mandando la pompa
in scarico azionando la valvola, prima di togliere il tubo dalla
scarpa di piegatura.
2. Asportare una o entrambi le scarpe di piegatura.
3. Dare leggeri colpi di martello al tubo per farlo uscire dalla
scarpa di piegatura.
7.0 ISTRUZIONI PER TRONCHETTI A 90° UNA CORSA
Figura 5
PIEGA TUBI
7.1 Istruzioni per per la piegatura di tronchetti
1. Marcare la dimensione (H) desiderata sul tratto diritto del
tubo (vedere la figura 5).
2. Trovare la dimensione del tubo che state piegando nella
Tabella 1 ed ottenere l'arretramento (S).
3. Misurare la dimensione posteriore (sottrarre (S) e marcare
il tubo).
La marcatura (S) non può essere più vicina alle
estremità del tubo della distanza minima (L), mostrata
nella Tabella 1, oppure le estremità non saranno
supportate nelle scarpe porta perni.
4. Porre il tubo nel piegatubi in modo che la marcatura si allinei
con la freccia sulla scarpa di piegatura. Procedere alla
piegatura, leggendo l’angolo desiderato sul calibro ottico
per l’angolo.
7.2 Istruzioni per piegatubi a spinta
Figura 6
1. Dalla Tabella 2, trovare la distanza diagonale (D) che
corrisponda alla dimensione (H) di piegatura verso l’alto.
Marcare la distanza (D) dall’estremità di un tratto diritto di
tubo.
2. Trovare le dimensioni del tubo nella Tabella 3 per ottenere la
misura dell’arretramento (S) con l’angolo di piegatura
desiderato.
3. Marcare la misura (S) sul tubo come illustrato in Figura 6.
La marcatura (S) non può essere più vicina alle
estremità del tubo della distanza minima (L) mostrata
nella Tabella 3 oppure le estremità non saranno
supportate sulle scarpe porta perni.
4. Porre il tubo nel piega tubi in modo tale che la marcatura si
allinei con la freccia sulla scarpa di piegatura. Procedere alla
piegatura, leggendo l’angolo desiderato sul calibro ottico
dell’angolo.
Tabella 2, Distanza diagonale (D)
Rialzo Angolo di piegatura
(H) pol (cm)
15° 30° 45° 60°
2 (5,08) 73⁄4 42
13
⁄16 25⁄16
4 (10,16) 157⁄
16 85
11
⁄
16 4
5
⁄
8
6 (15,24) 233⁄16 12 81⁄2 615⁄16
8 (20,32) 3015⁄16 16 115⁄16 91⁄4
10 (25,4) 385⁄8 20 141⁄8 119⁄16
12 (30,48) 463⁄
8
24 17 13
7
⁄
8
14 (35,56) 541⁄16 28 1913⁄16 163⁄16
16 (40,64) 6113⁄16 32 225⁄8 181⁄2
18 (45,720) 699⁄16 36 257⁄16 2013⁄16
20 (50,8) 771⁄4 40 285⁄16 231⁄8
22 (55,88) 85 44 311⁄8 253⁄8
24 (60,96) 923⁄
4
48 33
15
⁄
16
27
13
⁄
16
Tabella 1, Tronchetto a 90°
Tubo nominale Arretramento Raggio asse Lunghezza min. (L) di tubo
Size (S) (R) necessaria ad ogni estremità
dalla marcatura di piegatura
pol (cm) pol (cm) pol (cm) pol (cm)
1
⁄2
(1,27) 1
1
⁄8
(2,856) 3
1
⁄4
(8,255) 7
1
⁄2
(19,05)
3
⁄4 (1,905) 11⁄2 (3,81) 41⁄2 (11,43) 83⁄4 (22,225)
1 (2,54) 17⁄8 (4,763) 53⁄4 (14,605) 101⁄4 (26,035)
11⁄4 (3,175) 23⁄8 (6,033) 71⁄4 (18,415) 12 (30,48)
11⁄2 (3,81) 23⁄8 (6,033) 81⁄4 (20,955) 131⁄4 (33,655)
2 (5,08) 31⁄4 (8,255) 91⁄2 (24,13) 15 (38,1)
21⁄2 (6,35) 311⁄16 (78,90) 101⁄2 (26,67) 18 (45,72)
3 (7,62) 41⁄2 (11,43) 13 (33,02) 20 (50,8)
31⁄2 (8,89) 53⁄16 (13,176) 15 (38,1) 261⁄2 (67,31)
4 (10,16) 61⁄2 (16,51) 20 (50,8) 27 (68,58)
Angolo
L
L
D
L
H
D
S
L
R
S
H
H
R

24
7.3 Istruzioni per piegatura sfalsata
Figura 7
1. Determinare l’angolo desiderato per la piegatura sfalsata.
Trovare e marcare la prima piegatura alla distanza (D) meno
(S) dall’estremità del tubo, seguendo la sezione 7.2,
"Istruzioni per piegatura a curvatura", Nr. 2 e 3.
2. Trovare la dimensione (B) dalla Tabella degli spostamenti
(offset) 4, usando lo stesso angolo di piegatura usato per
trovare la posizione della prima marcatura. NOTA: per
qualsiasi spostamento richiesto (H), sono date le dimensioni
massime del tubo che può essere piegato con gli angoli dati.
3. Marcare la misura della seconda piegatura (B) sul tubo come
illustrato (Figura 7, Esempio 1).
Le marcature (B) non possono essere più vicine alle
estremità della distanza (L) oppure le estremità non
saranno supportate sulle scarpe porta perni (vedere la
Figura 6, Esempio 3 e "Tabella 5 richiesta L").
4. Porre il tubo nel piegatubi, allineando la marcatura della
prima piegatura con la freccia sulla scarpa di piegatura.
Procedere alla piegatura, leggendo l’angolo desiderato sul
calibro ottico per l’angolo.
5. Ruotare il tubo di 180° ed allineare la marcatura della
seconda piegatura con la freccia sulla scarpa di piegatura.
Procedere ad effettuare la seconda piegatura, leggendo
l’angolo sul calibro ottico per l’angolo.
Tabella 3, Piegatura a spinta
Nominale
(S) Misura d'arretramento (pollici)
Tubo
Piegatori a curvatura Piegatori a una corsa
Dimensioni
15° 30° 45° 60° (R) * (L) **
pol (cm)
1
⁄2 —
1
⁄8
1
⁄4
7
⁄16 31⁄4 71⁄2
3
⁄4 (1,905)1⁄16
3
⁄16
5
⁄16
9
⁄16 41⁄2 83⁄4
1 (2,54)1⁄16
1
⁄4
7
⁄16
3
⁄4 53⁄4 101⁄4
11⁄4 (3,175)1⁄8
1
⁄4
1
⁄2
7
⁄8 71⁄4 111⁄2
11⁄2 (3,81)1⁄8
5
⁄16
5
⁄8 18
1
⁄4 131⁄4
2 (5,08)3⁄16
3
⁄8
11
⁄16 13⁄16 91⁄2 15
21⁄2 (6,35)3⁄16
7
⁄16
13
⁄16
13
⁄8 101⁄2 163⁄4
3 (7,62)1⁄4
9
⁄16 111
1
⁄16 13 181⁄2
31⁄2 (8,89)1⁄4
5
⁄8 11⁄8 115⁄16 171⁄2 221⁄4
4 (10,16)5⁄16
3
⁄4 13⁄8 21⁄2 20 241⁄4
* (R) raggio dell’asse (pollici)
** (L) Lunghezza minima di tubo richiesto ad ogni estremità della marcatura di
piegatura (pollici)
Marcatura della seconda piegatura
Esempio 1
Angolo
Marcatura della
prima piegatura.
Angolo
Esempio 2
Esempio 3
Tabella 4, Tabella spostamenti per piega tubi a curvatura e ad una corsa
Spostamento Massimo
Richiesta (H) (B) Dimensione tubo
pol (cm) pol (cm) pol (cm)
2 (5,08) 711⁄16 (19,526)
3
⁄4 (1,905)
4 (10,16) 157⁄
8 (40,323) 1
1
⁄
2 (3,81)
Piegatura 6 (15,24) 233⁄16 (58,896) 31⁄2 (8,89)
a 15° 8 (20,32) 307⁄8 (78,423) 4 (10,16)
10 (25,4) 355⁄8 (90,488) 4 (10,16)
2 (5,08) – –
4 (10,16) 77⁄8 (20,003)
3
⁄4 (1,905)
6 (15,24) 117⁄8 (30,163) 1 (2,54)
8 (20,32) 157⁄8 (40,323) 11⁄2 (3,81)
Piegatura 10 (25,4) 197⁄8 (50,483) 2 (5,08)
a 30° 12 (30,48) 237⁄8 (60,643) 21⁄2 (6,35)
14 (35,56) 277⁄8 (70,803) 31⁄2 (8,89)
16 (40,64) 317⁄8 (80,963) 4 (10,16)
18 (45,72) 357⁄8 (91,123) 4 (10,16)
6 (15,24) 85⁄16 (21,114)
1
⁄2 (3,81)
8 (20,32) 111⁄8 (28,258) 1 (2,54)
10 (25,4) 137⁄
8 (35,243) 1
1
⁄
4 (3,175)
12 (30,48) 1611⁄16 (42,386) 11⁄2 (3,81)
Piegatura 14 (35,56) 191⁄2 (49,53) 2 (5,08)
a 45° 16 (40,64) 223⁄
8 (56,833) 2
1
⁄
2 (6,35)
18 (45,72) 253⁄16 (63,976) 3 (7,62)
20 (50,8) 28 (71,12) 31⁄2 (8,89)
22 (55,88) 307⁄
8 (78,423) 4 (10,16)
6 (15,24) – –
8 (20,32) 83⁄4 (22,225)
1
⁄2 (3,81)
10 (25,4) 1013⁄16 (27,464) 1 (2,54)
12 (30,48) 127⁄
8 (32,478) 1
1
⁄
4 (3,175)
Piegatura 14 (35,56) 151⁄8 (38,418) 11⁄2 (3,81)
a 60° 16 (40,64) 173⁄8 (44,133) 2 (5,08)
18 (45,72) 181⁄
2 (46,99) 2
1
⁄
2 (6,35)
20 (50,8) 211⁄2 (54,61) 3 (7,62)
22 (55,88) 235⁄8 (60,008) 31⁄2 (8,89)
Tabella 5, "Tabella L" richieste
Dimensioni tubo (L) *
1
⁄2" (1,27) 71⁄2
3
⁄4" (1,905) 83⁄4
1" (2,54) 101⁄4
11⁄4" (3,175) 111⁄2
11⁄2" (3,81) 131⁄4
2" (5,08) 15
21⁄2" (6,35) 163⁄4
3" (7,62) 181⁄2
31⁄2" (8,89) 221⁄4
4" (10,16) 241⁄4
(L) = Lunghezza min. di tubo richiesta ad ogni estremità della dimensione (B)
D
H
L L
S
B
B
B

25
8.0 PIEGATURA A CURVATURA DI 90°
(DA 2 1/2" FINO A 4" SOLTANTO)
Figura 8, Piegatura per curvatura a 90°
8.1 Scarpe di curvatura in funzionamento per piegatura i n
una corsa
1. Marcare la dimensione (H) desiderata per il tronchetto sul
tratto diritto del tubo (vedere la Figura 8).
2. Trovare la dimensione del tubo che dovete piegare nella
Tabella 6. Selezionare il raggio di curvatura desiderato per
trovare la dimensione (S) di arretramento.
3. Misurare la dimensione posteriore (dedurre (S) e marcare
il tubo).
4. Marcare il numero previsto di tacche (colonna A) alle distanze
date nella colonna B.
5. Porre le scarpe porta perni nel foro corrispondente alle
dimensioni del tubo segnate sul telaio. Fare la prima
piegatura secondo i gradi dell’angolo mostrato nella
colonna C.
NOT A: Può essere consigliabile piegar e un poco in eccesso
in corrispondenza della tacca per compensare il ritorno
elastico accumulato.
6. Effettuare tutte le piegature successive spostando la scarpa
porta perni (senza il calibro ottico per l’angolo) fino ad un foro
che mantenga il tubo parallelo allo spigolo del telaio di
piegatura mentre si usa lo stesso angolo di piegatura.
Per le spinte e gli spostamenti a 15° e 30° usando un piega tubi a
curvatura, vedere le Tabelle 3, 4 e 5.
Esempio: Per fare una piegatura per curvatura a
90° in un tubo di 3" che ha un raggio di 271⁄4 ,
marcare il tubo come mostrato usando
l’informazione A, B, C e S nella Tabella 7
pei tubi da 3" .
Prima
tacca
Tacca Tacca Tacca Tacca Tacca
Vedere la Tabella 1.
Cilindro
Piastra di fondo
del piega tubi
Piastra superiore piegatubi
Tubo
Scarpa di piegatura
Prima tacca
Spina del perno
Calibro ottico
dell’angolo
Scarpa porta perni
Spostare questa
scarpa porta perni
per tutte le tacche
successive.
Spina del perno
Spina del perno
Piastra di fondo del piega tubi
Cilindro
Piastra superiore piegatubi
Scarpa di piegatura
Calibro ottico
dell’angolo
Seconda tacca
Tabella 6
Trubo Asse del tubo (S) (A) (B) (C)
ØRaggio Arretramento Nr. di Distanza Gradi
(R) Tacche (90°) tra le tacche per tacca
pol (cm) pol (cm) pol (cm) pol (cm)
101⁄2* (26,67) 93⁄16 (23,336) 3 51⁄2 (13,97) 30°
141⁄2 (36,83) 133⁄32 (33,258) 4 53⁄4 (14,605) 22°
21⁄2" 181⁄2 (46,99) 171⁄32 (43,260) 5 53⁄4 (14,605) 18°
(6,35) 221⁄2 (57,15) 21 (53,34) 6 57⁄8 (14,923) 15°
261⁄2 (67,31) 2511⁄32 (64,373) 8 51⁄4 (13,335) 11°
13 * (33,02) 113⁄8 (28,893) 3 63⁄4 (17,145) 30°
173⁄4 (45,085) 161⁄64 (40,680) 4 7 (17,78) 22°
3" 221⁄2 (57,15) 203⁄4 (52,705) 5 7 (17,78) 18°
(7,62) 271⁄4 (69,215) 257⁄16 (64,611) 6 71⁄8 (18,098) 15°
32 (81,28) 305⁄32 (76,597) 7 71⁄8 (18,098) 13°
171⁄2* (44,45) 1415⁄16 (37,941) 3 91⁄4 (23,495) 30°
227⁄8 (58,103) 203⁄8 (51,753) 4 9 (22,86) 22°
31⁄2" 281⁄4 (71,755) 2513⁄16 (65,564) 5 87⁄8 (22,543) 18°
(8,89) 335⁄8 (85,408) 311⁄4 (79,375) 6 83⁄4 (22,225) 15°
39 (99,06) 365⁄8 (93,028) 7 81⁄4 (20,955) 13°
20 * (50,8) 171⁄64 (43,220) 3 101⁄2 (26,67) 30°
26 (66,04) 231⁄64 (58,460) 4 101⁄4 (26,035) 22°
4" 32 (81,28) 291⁄4 (74,295) 5 10 (25,4) 18°
(10.16) 38 (96,52) 359⁄32 (89,614) 6 10 (25,4) 15°
44 (111,76) 415⁄16 (41.312) 7 97⁄8 (25,083) 13°
• Questi raggi corrispondono a piegature a 90° una corsa.

26
9.0 ISTRUZIONI PER CURVATURE CONCENTRICHE
Figura 9
9.1 Istruzioni piega tubi con curvatura a segmenti.
1. Per le curvature concentriche, determinare il primo raggio.
2. Trovare le dimensioni del tubo che state piegando nella
Tabella 7. Eseguire la piegatura del raggio più piccolo per
prima usando le istruzioni per la piegatura con curvatura a
90°, vedere la sezione 8.0.
3. Eseguire tutte le altre piegature successive concentriche nella
stessa maniera, notando ogni raggio successivo e le
specifiche corrispondenti A, B, and C.
9.2 Piegature con altri raggi
Per sviluppare le vostre proprie specifiche per raggi diversi da
quelli mostrati nelle tabelle, usare la formula seguente:
1. Determinare il numero di tacche che desiderate fare –
approssimativamente dalla Tabella 6.
2. Dividere il numero totale di gradi dell’angolo di piegatura
richiesto per il numero di tacche. Questo vi darà il numero di
gradi per tacca che dovete fare. (Il maggior numero di gradi
di piegatura con le scarpe di curvatura ENERPAC in una
corsa è di 30°).
3. Moltiplicare il raggio di curvatura per.0,18 ed il numero di
gradi per tacca a partire dal passo 2 (R x .0,18 x gradi per
tacca). Questo darà la distanza necessaria tra due
tacche consecutive.
4. Procedere alla piegatura seguendo le istruzioni precedenti.

27
Las hojas de despiece para este producto estan disponibles en la
página web de Enerpac en la dirección www.enerpac.com,o en su
centro de Asistencia Técnica ó punto de venta Enerpac mas cercano.
1.0 IMPORTANTES INSTRUCCIONES DE RECEPCIÓN
Inspeccione visualmente todos los componentes para verificar si
hay daños de envío. Debido a que la garantía no ampara daños
por envío, si los hubiese, infórmeselo inmediatamente a la
empresa de transportes, puesto que ésta es responsable de todos
los gastos de reparaciones o reemplazo que resulten por daños de
envío.
SEGURIDAD PRIMERO
2.0 ASPECTOS DE SEGURIDAD
Lea todas las instrucciones, advertencias y
precauciones. Acate todas las precauciones de
seguridad para evitar lesiones personales o daños a
la propiedad durante la operación del sistema. ENERPAC no
puede ser responsable de daños o lesiones que resulten de no
usar el producto de forma segura, falta de mantenimiento o
aplicación incorrecta del producto y/u operación del sistema.
Comuníquese con ENERPAC si tuviese dudas sobre las
precauciones de seguridad o sobre las aplicaciones. Si nunca ha
sido capacitado en seguridad hidráulica de alta presión, consulte
a su distribuidor o centro de servicio para obtener un curso de
seguridad gratis denominado ENERPAC Hydraulic.
El no cumplir con las siguientes precauciones y advertencias
podría causar daños al equipo y lesiones personales.
Una PRECAUCIÓN se utiliza para indicar procedimientos y
prácticas de operación o mantenimiento correctos para evitar
daños o la destrucción de equipo u otra propiedad.
Una ADVERTENCIA indica un potencial peligro que requiere de
procedimientos o prácticas correctos para evitar lesiones
personales.
Un PELIGRO se utiliza sólo cuando su acción o falta de acción
podría causar lesiones graves o incluso la muerte.
ADVERTENCIA: Use el equipo de protección personal
adecuado cuando opere equipo hidráulico.
ADVERTENCIA: Manténgase alejado de las cargas
soportadas por sistemas hidráulicos. Cuando un
cilindro se utiliza como dispositivo para levantar carga,
nunca debería usarse como dispositivo para sostener carga.
Después de que la carga haya sido levantada o descendida,
debe bloquearse siempre en forma mecánica.
ADVERTENCIA: USE SÓLO PIEZAS RÍGIDAS PARA
SOSTENER CARGAS. Seleccione cuidadosamente
bloques de acero o de madera capaces de soportar la
carga. Nunca use un cilindro hidráulico como calza o separador
en aplicaciones de levantamiento o presión.
PELIGRO: Para evitar lesiones personales,
mantenga las manos y los pies alejados del
cilindro y pieza de trabajo durante la operación.
ADVERTENCIA: No sobrepase el valor nominal del
equipo. Nunca intente levantar una carga que pese más
de la capacidad del cilindro. Las sobrecargas ocasionan
fallas del equipo y posibles lesiones personales. Los cilindros
están diseñados para resistir una presión máxima de 700 bar. No
conecte un gato o cilindro a una bomba cuyo valor nominal de
presión es mayor que el indicado.
Nunca fije la válvula de seguridad a una presión más
alta que el máximo valor nominal de presión de la
bomba. Los ajustes más altos pueden resultar en daños
al equipo y/o lesiones personales.
ADVERTENCIA: La presión de operación del sistema
no debe sobrepasar el valor nominal de presión del
componente con el valor nominal más bajo en el
sistema. Instale manómetros de presión en el sistema para
vigilar la presión de operación. Es su ventana a lo que está
sucediendo en el sistema.
PRECAUCIÓN: Evite dañar la manguera hidráulica.
Evite pliegues y curvas agudos al guiar las mangueras
hidráulicas. Usar una manguera con pliegues o curvas
puede causar severa contrapresión. Los pliegues y curvas
agudos causarán daños internos la manguera, lo que
ocasionará que ésta falle prematuramente.
No deje caer objetos pesados sobre la manguera. Un
impacto directo puede causar daños internos a las
hebras de alambre de la manguera. Aplicar presión a
una manguera dañada puede ocasionar que se quiebre.
IMPORTANTE: No levante el equipo hidráulico por
las mangueras o acopladores giratorios. Use el mango
de transporte u otros medios para transportarla con
seguridad.
PRECAUCIÓN: Mantenga el equipo hidráulico
alejado de las llamas y el calor. El calor en exceso
ablandará las juntas y sellos, lo que resultará en
fugas de líquidos. Asimismo, el calor debilita los materiales de
Hoja de instrucciones
CURVATUBOS SERIE STB
(diseñado exclusivamente para tubos de acero dulce)
L2524 Rev. O 11/02
®
®
®
®

28
28
la manguera y juntas. Para lograr un rendimiento óptimo, no
exponga el equipo a temperaturas de 65°C [150°F]
o mayores. Proteja las mangueras y cilindros de salpicaduras
de soldadura.
PELIGRO: No manipule mangueras bajo presión. El
aceite que escape bajo presión puede penetrar la piel y
causar lesiones graves. Si se inyecta aceite bajo la piel,
consulte a un médico inmediatamente.
ADVERTENCIA: Use cilindros hidráulicos únicamente
en sistemas acoplados. Nunca use un cilindro si los
acopladores no están conectados. Si el cilindro se
sobrecarga, los componentes pueden fallar calamitosamente,
lo que causaría lesiones personales graves.
ADVERTENCIA: Asegurese que el equipo sea antes
de levantar la carga. El cilindro debe colocarse sobre
una superficie plana capaz de soportar la carga. De ser
necesario, utilice una base de cilindro para mayor
estabilidad. No suelde ni modifique el cilindro en modo alguno
para fijarle una base u otro medio de soporte.
Evite las situaciones en las cuales las cargas no estén
directamente centradas sobre el émbolo del cilindro.
Las cargas descentradas producen un esfuerzo
considerable sobre los cilindros y los émbolos. Adeás, la carga
podria resbalar o caerse, creando situaciones potencialmente
peligrosas.
Distribuya la carga uniformemente sobre la superficie
total del asiento del cilindro. Siempre utilice un asiento
para proteger el émbolo cuando no se usen accesorios
roscados.
IMPORTANTE: Únicamente técnicos calificados en
sistemas hidráulicos habrán de prestarle servicio al
equipo hidráulico. Comuníquese con el Centro de
Servicio ENERPAC autorizado en su zona para prestarle
servicio de reparaciones. Use únicamente aceite ENERPAC a
fin de proteger su garantía.
ADVERTENCIA: Reemplace inmediatamente las piezas
gastadas o dañadas por piezas ENERPAC genuinas.
Las piezas de clasificación estándar se romperán, lo
que causará lesiones personales y daños a la propiedad. Las
piezas ENERPAC están diseñadas para encajar debidamente y
resistir altas cargas.
3.0 ESPECIFICACIONES
(VER TABLA DE ESPECIFICACIONES)
4.0 MONTAJE DEL CURVATUBOS (VER LA FIGURA 1)
1. Coloque el cilindro hidráulico en el bloque de apoyo de
cilindros en el marco de curvar.
2. Ponga la manguera(s) en la válvula de la bomba. Conecte la
manguera (1) al puerto del cilindro (1); la manguera (2) al
puerto del cilindro (2). NOTA: la manguera (2) se utiliza
exclusivamente con curvatubos de la serie STB-202.
3. Seleccione la zapata de curvar para el tubo que se va a
curvar. Cada zapata está marcada para un tamaño y tiene
una flecha que indica el punto central de la curvatura
a realizar.
4. Inserte y asegure la zapata de curvar seleccionada en el
pistón del cilindro con el perno de cierre en forma de U.
Figura 1, Montaje del curvatubos
Tamaño Grosor de Tubo Radio de STB-101 STB-101 STB-101
nominal la pared programado *curva del 1-2
del tubo tubo Un paso
(ø exterior)
1
⁄
2-2 2
1
⁄
2-4 1
1
⁄
4-4
plug (cm) plug (cm) plug (cm) Un paso Curva Un paso
.109 (,277) 40 Sí - -
147 (,373) 80 Sí - -
.187 (,475) 160 2
7/8
WS - .294 (,747) 160 WS - .113 (,287) 40 Sí - .154 (,391) 80 4 Sí - .218 (,554) 160 WS - .308 (,782) DEH WS - .133 (,338) 40 Sí Sí .179 (,455) 80 Sí Sí .250 (,635) 160 WS WS .358 (,909) DEH - WS .140 (,356) 40 Sí Sí Sí
.191 (,485) 80 Sí Sí Sí
.250 (,635) 160 WS WS Sí
.342 (,869) DEH - WS WS
.145 (,368) 40 Sí Sí Sí
.200 (,508) 80 Sí Sí Sí
.281 (,714) 160 WS WS Sí
.400 (1,016) DEH - WS WS
.154 (,391) 40 Sí Sí Sí
.218 (,554) 80 Sí Sí Sí
.343 (,871) 160 - WS Sí
.203 (,516) 40 - Sí Sí
.276 (,701) 80 - WS Sí
.375 (,953) 160 - WS Sí
.216 (,549) 40 - Sí Sí
.300 (,762) 80 - WS Sí
.226 (,574) 40 - Sí Sí
.318 (,808) 80 - WS Sí
.237 (,602) 40 - Sí Sí
.337 (,856) 80 - - Sí
*Tubo programado: 40= estándar; 80=extra pesado; 160=doble extra pesado
(sólo tubos de acero dulce)
DEH= doble extra pesado (ligeramente más grueso de 160);
WS=se puede curvar moviendo las zapatas de pivote a los agujeros para el
siguiente tamaño mayor de tubo.
1
⁄2
(.840)
27⁄8
(7,303)
51⁄8
4 (10,16)
67⁄16
75⁄
16
85⁄16
91⁄
2
111⁄
4
151⁄
2
173⁄
4
3
⁄4
(1.050)
1
(1.315)
11⁄4
(1.660)
11⁄2
(1.900)
2
(2.375)
21⁄2
(2.875)
3
(3.500)
31⁄
2
(4.000)
4
(4.500)
Tabla de especificaciones
Manguera hidráulica (doblar)
Zapata
de curvar
Manguera hidráulica (expulsar)
(serie STB202)
Perno de pivote
(2 requeridos)
Perno de
cierre de la
zapata
Marco de curvar
Medición del
ángulo óptico
Agujeros de
corrección de exceso
de curvatura
Zapata
de pivote
2 requeridos)
Cilindro hidráulico
Bloque de apoyo del cilindro
Agujeros de expulsión del tubo
Agujeros de
curvatura
del tubo
Nomenclatura
Paso A – Montaje del curvatubos
®

29
5.0 CURVATURA DEL TUBO (VER LAS FIGURA 2 Y 3)
IMPORTANTE: Antes de comenzar a curvar, asegúrese
de que los pernos de pivote están fijados a la
placa marco inferior y colocados en posición de
sujetar correctamente.
Al activar la bomba, sea manual o eléctrica, el operador debería
colocarse en el lado del cilindro. No se recomienda operar ningún
curvatubos desde una posición frontal.
A medida que se genera la curvatura, vigile la medición del
ángulo óptico hasta alcanzar el ángulo deseado de curvatura.
Debido a la recuperación elástica del tubo después de ser
curvado, será necesario ir un poco más allá del ángulo deseado.
Figura 2
1. Coloque el tubo en el marco de curvar.
2. Coloque el calibrador angular óptico en la parte superior de
la zapata de pivote, tal y como se muestra en la FIGURA 3.
Un perno de localización en el calibrador angular se acopla
con un agujero en la zapata de pivote.
3. Monte la otra zapata de pivote. Ambas zapatas de pivote
están marcadas para varios tamaños de tubo. Las marcas en
las zapatas de pivote deben corresponder al tamaño del tubo
que se va a curvar y estar orientadas hacia el tubo.
4. El calibrador angular debería dar ahora la lectura cero cuando
se lee la línea que aparece en el marco del curvatubos.
5. Cierre ambas zapatas de pivote en posición con los botones
de los pernos de pivote. El perno de pivote se opera
presionando el botón con el pulgar mientras se agarra la
manivela de trépano. Asegúrese de que los pernos de pivote
queden completamente insertados en los agujeros
correspondientes al tamaño marcado del tubo.
6. Gire la válvula de la bomba tal y como se indica para una
válvula manual y proceda a curvar. Si tiene el modelo de
botones eléctricos, presione el botón "avance" (Curvatubos
de la serie STB-202 únicamente).
Figura 3, Curvatura del tubo
6.0 RETIRADA DEL TUBO
Figura 4, Expulsión del tubo
6.1 Expulsión del tubo de la serie STB-202
1. Retraiga el émbolo del cilindro ligeramente girando la válvula
de la bomba en la dirección contraria al golpe de curvatura
exterior retirando. Esto eliminará la presión de las zapatas de
pivote y pernos. Si tiene el modelo de botones eléctricos,
presione el botón de retraída.
2. Retire una o ambas zapatas de pivote y vuelva a colocar un
perno de pivote en el "agujero de expulsión" adecuado al
tamaño del tubo donde el perno sujetará el tubo, no la
zapata, cuando se retraigan. Los marcos de un paso de
cuatro pulgadas tiene dos agujeros de expulsión. Utilice
ambos agujeros.
3. Retraiga ahora por completo el émbolo del cilindro. La zapata
de curvar y el tubo se retraerán a la vez hasta que el tubo
llegue al perno de pivote. Cuando hagan contacto, el tubo se
saldrá de la zapata.
4. Retire otro perno de pivote y zapata de pivote para sacar el
tubo del curvatubos.
29
Aceite hidráulico a esta manguera
El calibrador
angular se fija
a la zapata
de pivote
Dirección del recorrido
del émbolo del cilindro
Perno de pivote
Zapata
de pivote
Calibrador angular – el cero se alinea con la línea de
referencia que figura en el marco de acaballonador
Calibrador
angular óptico
Agujeros de curvatura del tubo
Cubo a curvar
Zapata
de pivote
Tubo curvado de pivote
Alinee el centro del tubo
curvado con la flecha del lateral
Paso B – Curvatura del tubo
Aceite hidráulico a esta manguera
Dirección del recorrido
del émbolo del cilindro
Agujeros de expulsión del tubo
Perno de pivote
Zapata de pivote
Paso C – Expulsión del tubo

30
6.2 Expulsión del tubo de la serie STB-101/221
1. Retraiga el cilindro completamente girando la válvula de la
bomba en la dirección contraria al golpe de curvatura exterior
retirando el tubo de la zapata de curvar.
2. Retire una o ambas zapatas de pivote.
3. Saque el tubo de la zapata de curvar con un martillo.
7.0 INSTRUCCIONES PARA UN ÚNICO PASO DE
EXTRACCIÓN A 90°
Figura 5
CURVATUBOS
7.1 Instrucciones de curvatura de extracción
1. Marque la dimensión deseada de giro (H) en la longitud recta
del tubo (vea la FIGURA 5).
2. Localice el tamaño del tubo que va a curvar en la tabla 1 y
obtenga la dimensión de retroceso (S).
3. Mida la dimensión posterior (deduzca (S) y marque el tubo).
La marca (S) no puede estar más cerca de los extremos
del tubo de la distancia mínima (L) que se muestra en
la tabla 1 o los extremos no quedarán sujetos por las
zapatas de pivote.
4. Coloque el tubo en el curvatubos de tal manera que la marca
quede alineada con la flecha situada en la zapata de curvar.
Proceda a curvar leyendo el ángulo deseado en el calibrador
angular óptico.
7.2 Instrucciones para curvatubos por impulsos
Figura 6
1. En la tabla 2, busque la distancia diagonal (D) que
corresponda con la dimensión de giro deseada (H). Marque la
distancia (D) desde el extremo de una longitud recta de tubo.
2. Localice el tamaño del tubo en la tabla 3 para obtener la
medida de retroceso (S) bajo el ángulo de curvatura deseado.
3. Delimite la medida (S) en el tubo tal y como se ilustra en
la FIGURA 6.
La marca (S) no puede estar más cerca de los extremos
del tubo de la distancia mínima (L) que se muestra en la
tabla 3 o los extremos no quedarán sujetos por las
zapatas de pivote.
4. Coloque el tubo en el curvatubos de tal manera que la marca
quede alineada con la flecha situada en la zapata de curvar.
Proceda a curvar leyendo el ángulo deseado en el calibrador
angular óptico.
Tabla 2, Distancia Diagonal (D)
Elevación
Angulo de curvatura
(altura)
15° 30° 45° 60°
plug (cm)
2 (5,08) 73⁄
4 42
13
⁄
16 2
5
⁄
16
4 (10,16) 157⁄16 85
11
⁄16 45⁄8
6 (15,24) 233⁄16 12 81⁄2 615⁄16
8 (20,32) 3015⁄16 16 115⁄16 91⁄4
10 (25,4) 385⁄8 20 141⁄8 119⁄16
12 (30,48) 463⁄8 24 17 137⁄8
14 (35,56) 541⁄16 28 1913⁄16 163⁄16
16 (40,64) 6113⁄
16 32 22
5
⁄
8 18
1
⁄
2
18 (45,72) 699⁄16 36 257⁄16 2013⁄16
20 (50,8) 771⁄4 40 285⁄16 231⁄8
22 (55,88) 85 44 311⁄
8 25
3
⁄
8
24 (60,96) 923⁄4 48 3315⁄16 2713⁄16
Tabla 1, extracción de 90°
Tubo nominal Retroceso Radio de la línea central Longitud mínima (L) de tubo
Tamaño (S) (R) requerida en cada extremo
de la marca de curvatura
plug (cm) plug (cm) plug (cm) plug (cm)
1
⁄
2 (1,27) 1
1
⁄
8 (2,856) 3
1
⁄
4 (8,255) 7
1
⁄
2 (19,05)
3
⁄4 (1,95) 11⁄2 (3,81) 41⁄2 (11,43) 83⁄4 (22,225)
1 (2,54) 17⁄8 (4,763) 53⁄4 (14,605) 101⁄4 (26,035)
11⁄
4 (3,175) 2
3
⁄
8 (6,033) 7
1
⁄
4 (18,415) 12 (30,48)
11⁄2 (3,81) 23⁄8 (6,033) 81⁄4 (20,955) 131⁄4 (33,655)
2 (5,08) 31⁄4 (8,255) 91⁄2 (24,13) 15 (38,1)
21⁄
2 (6,35) 31
1
⁄
16 (78,90) 10
1
⁄
2 (26,67) 18 (45,72)
3 (7,62) 41⁄
2 (11,43) 13 (33,02) 20 (50,8)
31⁄2 (8,89) 53⁄16 (13,176) 15 (38,1) 261⁄2 (67,31)
4 (10,16) 61⁄
2 (16,51) 20 (50,8) 27 (68,58)
Angulo
D
S
L
S
H
R
L
H
L
H
D
L
R

31
7.3 Instrucciones para curvatura offset
Figura 7
1. Determine el ángulo de curvatura offset deseado. Localice y
marque la primera curvatura a la distancia (D) menos (S)
desde el extremo del tubo, siguiendo las instrucciones de la
sección 7.2, "Instrucciones para curvatura por impulsos",
Nos. 2 y 3.
2. Encuentre la dimensión (B) en la tabla 4 de offset, utilizando
el mismo ángulo de curvatura utilizado para localizar la
primera marca. NOTA: para cualquier offset requerido (H), se
listan los tamaños máximos de tubo que se puede curvar a
los ángulos indicados.
3. Marque la medida de la segunda curvatura (B) en el tubo tal
y como se ilustra (Figura 7, Ejemplo 1).
Las marcas (B) no pueden estar más cerca de los
extremos del tubo de la distancia (L) o los extremos no
quedarán sujetos por las zapatas de pivote. (ver
FIGURA 6, Ejemplo 3 y tabla de requerimientos "L" 5).
4. Coloque el tubo en el curvatubos de tal manera que la
primera marca quede alineada con la flecha situada en la
zapata de curvar. Proceda a curvar leyendo el ángulo
deseado en el calibrador angular óptico.
5. Haga rotar el tubo 180° y alinee la segunda marca de
curvatura con la flecha situada en la zapata de curvar.
Proceda a realizar la segunda curvatura leyendo el ángulo en
el calibrador angular óptico.
Tabla 3, Curvaturas por impulsos
Nominal
(S) Medida retroceso (pulgadas)
Tubo Curvatubos de curva Curvatubos de paso único
Tamaño
15° 30° 45° 60° (R) * (L) **
plug (cm)
1
⁄2 (1,27) —
1
⁄8
1
⁄4
7
⁄16 31⁄4 71⁄2
3
⁄4 (1,905)1⁄16
3
⁄16
5
⁄16
9
⁄16 41⁄2 83⁄4
1 (2,54)1⁄16
1
⁄4
7
⁄16
3
⁄4 53⁄4 101⁄4
11⁄4 (3,175)1⁄8
1
⁄4
1
⁄2
7
⁄8 71⁄4 111⁄2
11⁄
2 (3,81)
1
⁄
8
5
⁄
16
5
⁄
8 18
1
⁄
4 13
1
⁄
4
2 (5,08)3⁄16
3
⁄8
11
⁄16
1
3
⁄16
9
1
⁄2
15
21⁄2
(6,35)
3
⁄16
7
⁄16
13
⁄16
1
3
⁄8
10
1
⁄2
16
3
⁄4
3 (7,62)1⁄4
9
⁄16
111
1
⁄16
13 18
1
⁄2
31⁄2
(8,89)
1
⁄4
5
⁄8
1
1
⁄8
11
5
⁄16
17
1
⁄2
22
1
⁄4
4 (10,16)5⁄16
3
⁄4
1
3
⁄8
2
1
⁄2
20 24
1
⁄4
*(R) Radio en la línea central (pulgadas)
** (L) Longitud mínima de tubo requerida en cada extremo de la marca de
curvatura (pulgadas)
Primera marca de curvatura
Ejemplo 1
Angulo
Primera marca
de curvatura
Angulo
Ejemplo 2
Ejemplo 3
Tabla 5, Tabla de requerimientos "L"
Tamaño del tubo (L) *
1
⁄2" (1,27) 71⁄2
3
⁄4" (1,905) 83⁄4
1" (2,54) 101⁄4
11⁄4" (3,175) 111⁄2
11⁄2" (3,81) 131⁄4
2" (5,08) 15
21⁄2" (6,35) 163⁄4
3" (7,62) 181⁄2
31⁄2" (8,89) 221⁄4
4" (10,16) 241⁄4
(L) = Longitud mínima de tubo requerida en cada extremo de la dimensión (B)
Tabla 4, Tabla en offset para curvatubos de curvatura y únicos
Offset Tamaño máximo
Requerida (altura) (B) del tubo
plug (cm) plug (cm) plug (cm)
2 (5,08) 711⁄16 (19,526)
1
⁄4 (1,905)
4 (10,16) 157⁄
8 (40,323) 1
1
⁄
2 (3,81)
Curvatura 6 (15,24) 233⁄16 (58,896) 31⁄2 (8,89)
de 15° 8 (20,32) 307⁄8 (78,423) 4 (10,16)
10 (25,4) 355⁄8 (90,488) 4 (10,16)
2 (5,08) –
–
4 (10,16) 77⁄8 (20,003)
3
⁄
4
(1,905)
6 (15,24) 117⁄8 (30,163) 1 (2,54)
8 (20,32) 157⁄8 (40,323) 11⁄2 (3,81)
Curvatura 10 (25,4) 197⁄8 (50,483) 2 (5,08)
de 30° 12 (30,48) 237⁄8 (60,643) 21⁄2 (6,35)
14 (35,56) 277⁄8 (70,803) 31⁄2 (8,89)
16 (40,64) 317⁄8 (80,963) 4 (10,16)
18 (45,72) 357⁄8
(91,123) 4 (10,16)
6 (15,24) 85⁄16 (21,114)
1
⁄2 (3,81)
8 (20,32) 111⁄8 (28,258) 1 (2,54)
10 (25,4) 137⁄8
(35,243) 1
1
⁄4
(3,175)
12 (30,48) 1611⁄16 (42,386) 11⁄2 (3,81)
Curvatura 14 (35,56) 191⁄2 (49,53) 2 (5,08)
de 45° 16 (40,64) 223⁄8
(56,833) 2
1
⁄2
(6,35)
18 (45,72) 253⁄16
(63,976) 3 (7,62)
20 (50,8) 28 (71,12) 31⁄2 (8,89)
22 (55,88) 307⁄8 (78,423) 4 (10,16)
6 (15,24) –
–
8 (20,32) 83⁄4 (22,225)
1
⁄2 (3,81)
10 (25,4) 1013⁄16 (27,464) 1 (2,54)
12 (30,48) 127⁄
8 (32,478) 1
1
⁄
4 (3,175)
Curvatura 14 (35,56) 151⁄8 (38,418) 11⁄2 (3,81)
de 60° 16 (40,64) 173⁄8 (44,133) 2 (5,08)
18 (45,72) 181⁄
2 (46,99) 2
1
⁄
2 (6,35)
20 (50,8) 211⁄2 (54,61) 3 (7,62)
22 (55,88) 235⁄8 (60,008) 31⁄2 (8,89)
B
B
B
H
D
S
L L

32
8.0 CURVATURA DE 90° (2 1/2" A 4" EXCLUSIVAMENTE)
Figura 8, Curvatura de 90°
8.1 Zapatas de curvar operativas en una curvatura única
1. Marque las dimensiones deseadas de extracción (H) en la
longitud recta del tubo (vea la FIGURA 8).
2. Localice el tamaño del tubo que va a curvar en la tabla 6.
Seleccione el radio de curva deseado para encontrar la
dimensión de retroceso (S).
3. Mida la dimensión posterior (deduzca (S) y marque el tubo).
4. Marque el número indicado de pasos (columna A) a los
intervalos de espacio que se indican en la columna B.
5. Coloque las zapatas de pivote en el tamaño de agujero de tubo
que se muestra en el marco. Haga la primera curvatura hasta
alcanzar el grado del ángulo que se muestra en la columna C.
NOTA: Puede ser recomendable curvar ligeramente en
exceso en el primer paso para compensar la recuperación
elástica del tubo acumulada.
6. Proceda con todos los siguientes pasos de la curvatura
moviendo la zapata de pivote (sin el calibrador angular óptico)
a un agujero que mantenga el tubo paralelo al borde del marco
de curvatura mientras utiliza el mismo ángulo de curvatura.
Para Impulsos y Offsets de 15° y 30° que utilicen un curvatubos
de curvatura, vea las tablas 3, 4, y 5.
9.0 INSTRUCCIONES PARA CURVATURA CONCÉNTRICA
Figura 9
Ejemplo: Para hacer una curva de 90° en un tubo
de 3" con un radio 27 1⁄4, marque el tubo tal y
como se muestra en la información A, B, C y S
en la tabla 7 de tubos de 3".
Primer
paso
Paso Paso Paso Paso Paso
Vea tabla 1.
Cilindro
Placa inferior del curvatubos
Placa superior del curvatubos
Tubo
Zapata de curvar
Primer paso
Perno de pivote
Calibrador
angular óptico
Zapata de pivote
Retire esta zapata
de pivote para todos
los pasos sucesivos
Perno de pivote
Perno de pivote
Placa inferior del curvatubos
Cilindro
Placa superior del curvatubos
Zapata de curvar
Calibrador
angular óptico
Segundo paso
Tabla 6
Tubo Línea central (S) (A) (B) (C)
Tamaño Radio Retroceso Nº de Espacio Grados
pulg (R) pasos (90°) entre pasos por paso
(cm) plug (cm) plug (cm) plug (cm)
101⁄2* (26,67) 93⁄16 (23,336) 3 51⁄2 (13,97) 30°
141⁄2 (36,83) 133⁄32 (33,258) 4 53⁄4 (14,605) 22°
21⁄2" 181⁄2 (46,99) 171⁄32 (43,260) 5 53⁄4 (14,605) 18°
(6,35) 221⁄2 (57,15) 21 (53,34) 6 57⁄8 (14,923) 15°
261⁄2 (67,31) 2511⁄32 (64,373) 8 51⁄4 (13,335) 11°
13 * (33,02) 113⁄8 (28,893) 3 63⁄4 (17,145) 30°
173⁄4 (45,085) 161⁄64 (40,680) 4 7 (17,78) 22°
3" 221⁄2 (57,15) 203⁄4 (52,705) 5 7 (17,78) 18°
(7,62) 271⁄4 (69,215) 257⁄16 (64,611) 6 71⁄8 (18,098) 15°
32 (81,28) 305⁄32 (76,597) 7 71⁄8 (18,098) 13°
171⁄2* (44,45) 1415⁄16 (37,941) 3 91⁄4 (23,495) 30°
227⁄8 (58,103) 203⁄8 (51,753) 4 9 (22,86) 22°
31⁄2" 281⁄4 (71,755) 2513⁄16 (65,564) 5 87⁄8 (22,543) 18°
(8,89) 335⁄8 (85,408) 311⁄4 (79,375) 6 83⁄4 (22,225) 15°
39 (99,06) 365⁄8 (93,028) 7 81⁄4 (20,955) 13°
20 * (50,8) 171⁄64 (43,220) 3 101⁄2 (26,67) 30°
26 (66,04) 231⁄64 (58,460) 4 101⁄4 (26,035) 22°
4" 332 (81,28) 291⁄4 (74,295) 5 10 (25,4) 18°
(10,16) 38 (96,52) 359⁄32 (89,614) 6 10 (25,4) 15°
44 (111,76) 415⁄16 (41.312) 7 97⁄8 (25,083) 13°
• Estos radios corresponden con curvas únicas de 90º.

33
9.1 Instrucciones para curvatubos con curvatura
segmental / curva
1. Para curvatura concéntrica, determine el primer radio.
2. Localice el tamaño del tubo que va a curvar en la
tabla 7. Curve el radio más pequeño primero utilizando las
instrucciones de curvatura con curva de 90º; vea la
sección 8.0.
3. Haga todas las curvaturas concéntricas sucesivas de
la misma manera; anotando cada uno de los radios
subsiguientes y sus correspondientes especificaciones
A, B, y C.
9.2 Curvaturas con otros radios
Para desarrollar sus propias especificaciones para otros
radios diferentes a los que se muestran en las tablas, utilice la
siguiente fórmula:
1. Determine el número de pasos que desea dar– aproximado
de la tabla 6.
2. Divida el número total de grados del ángulo de curvatura
requerido por usted por el número de grados por paso que
necesite dar . (El grado mayor de curvatura con las zapatas de
curva ENERPAC en un solo paso es de 30°.)
3. Multiplique el radio de curvatura por 0,018 y el número de
grados por paso del paso 2 (R x 0,018 x grados por paso).
Esto le dará el espacio requerido entre cada paso.
4. Proceda a curvar siguiendo las instrucciones anteriores.

34
Reparatie/Onderdelenlijsten voor deze produkten zijn te
downloaden van de Enerpac Website www.enerpac.com of
verkrijgbaar via uw Enerpac Service Centre of vertegenwoordiger.
1.0 BELANGRIJKE INSTRUCTIES BIJ ONTVANGST
Controleer visueel alle onderdelen op schade opgelopen tijdens
de verzending. Schade opgelopen tijdens de verzending wordt
niet door de garantie gedekt. Als schade opgelopen tijdens de
verzending wordt gevonden, de transporteur hier onmiddellijk van
op de hoogte stellen. De transporteur is verantwoordelijk voor alle
reparatie- of vervangingsonkosten als gevolg van opgelopen
schade tijdens de verzending.
VEILIGHEID VOOROP
2.0 VEILIGHEIDSKWESTIES
Lees nauwkeurig alle instructies, waarschuwingen en
let op-gedeelten. Volg alle veiligheidsvoorzieningen
om persoonlijk letsel of schade aan eigendom te
voorkomen als het systeem in werking is. Enerpac kan niet
verantwoordelijk worden gesteld voor schade of letsels als gevolg
van onveilig gebruik van dit product, gebrek aan onderhoud, of
onjuiste toepassing van het product of het systeem. Neem contact
op met Enerpac mocht u twijfels hebben over
veiligheidsvoorzieningen en werkingen. Als u nooit een opleiding
in hogedruk hydraulische veiligheid hebt gevolgd neem dan
contact om met uw verdeel- of servicecentrum voor een gratis
veiligheidscursus van Enerpac.
Het niet volgen van deze waarschuwingen en
voorzorgsmaatregelen kan schade aan de machine en persoonlijk
letsel veroorzaken.
LET OP wordt gebruikt om correcte bedienings- en
onderhoudsprocedures en praktijken aan te duiden om schade
aan, of vernietiging van, machines of andere eigendom te
voorkomen.
WAARSCHUWING wijst op een mogelijk gevaar dat de juiste
procedures en praktijken vereist om persoonlijk letsel te
voorkomen.
GEVAAR wordt enkel gebruikt als uw actie of gebrek aan actie
ernstig letsel of zelfs de dood tot gevolg kan hebben.
WAARSCHUWING: Draag de juiste persoonlijke
beschermende kleding bij het werken met hydraulische
machines.
WAARSCHUWING: Blijf uit de buurt van ladingen die
hydraulisch worden ondersteund. Een cilinder die wordt
gebruikt als een hefinrichting mag nooit worden gebruikt
als een lasthouder. Nadat de lading omhoog of omlaag is
gebracht, moet deze altijd mechanisch worden geblokkeerd.
WAARSCHUWING: GEBRUIK ENKEL STIJVE
MATERIALEN OM DE LADINGEN VAST TE HOUDEN.
Kies met zorg stalen of houten blokken die een lading
kunnen ondersteunen. Gebruik nooit een hydraulische cilinder
als een pakkingschijf of een afstandstuk in enige toepassing
waarbij opheffen of drukken wordt gebruikt.
GEVAAR: Om persoonlijk letsel te voorkomen,
handen en voeten weghouden van de cilinder en
het werkstuk tijdens de bediening.
WAARSCHUWING: Niet de nominale waarden van de
machines overschrijden. Probeer nooit om een lading
op te heffen die meer weegt dan de capaciteit van de
cilinder. Overladen veroorzaakt falen van de machine en
mogelijk persoonlijk letsel. De cilinders zijn ontworpen voor een
maximale druk van 700 bar. Geen vijzel of cilinder op een pomp
aansluiten die een hogere drukwaarde heeft.
Nooit de ontlastklep instellen op een hogere druk dan
de maximaal nominale druk van de pomp. Hogere
instellingen kunnen schade aan de machine en/of
persoonlijk letsel tot gevolg hebben.
WAARSCHUWING: De bedieningsdruk van het systeem
mag de nominale drukwaarde van het onderdeel met de
laagste waarde in het systeem niet overschrijden.
Installeer drukmeters in het systeem om de bedieningsdruk te
controleren. Op die manier weet u wat er in het systeem
gebeurt.
LET OP: De hydraulische slang niet beschadigen.
Vermijd ombuigen en knikken bij het aanbrengen van de
hydraulische slangen. Een gebogen of geknikte slang
gebruiken kan ernstige tegendruk van de afvoerstroom
veroorzaken. Scherpe ombuigingen en knikken beschadigen de
slang aan de binnenkant wat tot vroegtijdig falen van de slang
kan leiden.
Geen zware objecten op de slang laten vallen. Een
scherpe impact kan interne schade aan de
draadvezels van de slang veroorzaken. Druk
uitoefenen op een slang die beschadigd is, kan scheuren van de
slang tot gevolg hebben.
BELANGRIJK: Hydraulische machines niet bij de slangen of
de koppelingen opheffen. Gebruik de draaghandgreep of een
ander middel om de machine veilig te transporteren.
Instructieblad
STB-SERIE PIJPENBUIGERS
(uitsluitend ontworpen voor zachtstaalpijpen)
L2524 Rev. O 11/02
®
®
®
®

35
35
LET OP: Houd de hydraulische machine weg van
vlammen en hitte. Buitenmatige hitte verzacht de
pakkingen en afdichtingen wat tot vloeistoflekken
kan leiden. Hitte verzwakt ook slangmaterialen en pakkingen.
Voor optimale prestaties de machines niet blootstellen aan
temperaturen van 65°C (150°F) of hoger. Bescherm slangen en
cilinders tegen lasspetters.
GEVAAR: Slangen die onder druk staan, niet
aanraken. Als olie die onder druk staat ontsnapt, kan
het door de huid dringen wat ernstige letsel kan
veroorzaken. Als olie onder de huid wordt geïnjecteerd,
onmiddellijk een arts raadplegen.
WAARSCHUWING: Gebruik hydraulische cilinders
enkel in een aangesloten systeem. Nooit een cilinder
gebruiken met koppelingen die niet aangesloten zijn.
Als de cilinder uiterst overladen is, kunnen onderdelen op een
catastrofistische manier falen wat ernstig persoonlijk letsel kan
veroorzaken.
WAARSCHUWING: Zorg dat de apparatuur stabiel is
opgezet alvorens lasten te heffen. De cilinder dient op
een vlakke ondergrond geplaatst te worden die de last
kan dragen. Gebruik waar mogelijk een ondersteuning
voor de cilinder voor extra stabiliteit. De cilinder mag niet gelast
of op een andere manier aangepast worden voor het bevestigen
van een voetstuk of andere ondersteuning.
Vermijd situaties, waarbij de last niet aangrijpt in het
hart van de cilinderplunjer. Niet-centrisch aangrijpende
lasten veroorzaken aanzienlijke spanningen in de
cilinder en de plunjer. Bovendien kan de last wegglijden of
vallen, wat tot gevaarlijke situaties leidt.
Verdeel de last gelijkmatig over het gehele
zadeloppervlak. Gebruik altijd een zadel om de plunjer
te beschermen, wanneer geen hulpstukken met
schroefdraad worden gebruikt.
BELANGRIJK: Hydraulische machines mogen enkel
door een bevoegd hydraulisch technicus van
onderhoud worden voorzien. Voor reparaties dient u
contact op te nemen met een nabijgelegen bevoegd ENERPAC
servicecentrum. Om uw garantie te beschermen, enkel
ENERPAC olie gebruiken.
WAARSCHUWING: Versleten of beschadigde
onderdelen onmiddellijk met authentieke ENERPAC
onderdelen vervangen. Standaardonderdelen breken,
wat tot persoonlijk letsel en schade aan eigendom kan leiden.
ENERPAC onderdelen zijn zodanig ontworpen dat ze precies
passen en hoge ladingen kunnen weerstaan.
3.0 SPECIFICATIES (ZIE SPECIFICATIETABEL)
4.0 ASSEMBLAGE (ZIE AFBEELDING 1)
1. Schroef de hydraulische cilinder in het cilindersteunblok op
het voetstuk van het apparaat.
2. Maak de slang(en) aan de pompklep vast. Sluit slang (1) op
cilinderpoort (1) aan, en slang (2) op cilinderpoort (2).
OPMERKING: Slang (2) wordt alleen gebruikt met de STB202-serie buigapparaten.
3. Selecteer de buigschoen voor de te buigen pijp. Elke schoen
is volgens maat gemarkeerd en heeft een pijl, die de het
middelpunt aangeeft van de te maken buiging.
4. Zet de geselecteerde buigschoen op de cilinderzuiger en
vergrendel hem met de U-vormige vergrendelpen.
Buiten- Wanddikte Pijpindex* Hartlijn- STB-101 STB-101 STB-10
diameter buig- ø 33,4-60 mm
pijp radius Eénslag
ø 21,3-60,3
ø73-114,3 mm ø73-114,3 mm
in. (mm) in. (mm) in. (mm) Eén slag Stapsgewijs Stapsgewijs
.109 (2,8) 40 Ja - .147 (3,7) 80 Ja - .187 (4,7) 160 2 7/8 (7,303) WS - .294 (7,5) 160 WS - .113 (2,9) 40 Ja - .154 (3,9) 80 4 (10,16) Ja - .218 (5,5) 160 WS - .308 (7,8) DEH WS - .133 (3,4) 40 Ja Ja .179 (4,5) 80 Ja Ja .250 (6,4) 160 WS WS .358 (9,1) DEH - WS .140 (3,6) 40 Ja Ja Ja
.191 (4,9) 80 Ja Ja Ja
.250 (6,4) 160 WS WS Ja
.342 (8,7) DEH - WS WS
.145 (3,7) 40 Ja Ja Ja
.200 (5,1) 80 Ja Ja Ja
.281 (7,1) 160 WS WS Ja
.400 (10,2) DEH - WS WS
.154 (3,9) 40 Ja Ja Ja
.218 (5,5) 80 Ja Ja Ja
.343 (8,7) 160 - WS Ja
.203 (5,2) 40 - Ja Ja
.276 (7,0) 80 - WS Ja
.375 (9,5) 160 - WS Ja
.216 (5,5) 40 - Ja Ja
.300 (7,6) 80 - WS Ja
.226 (5,7) 40 - Ja Ja
.318 (8,1) 80 - WS Ja
.237 (6,0) 40 - Ja Ja
.337 (8,6) 80 - - Ja
*Pijpindex: 40=standaard; 80=extra zwaar; 160=dubbel extra zwaar (alleen voor
zachtstaalpijpen)
DEH=dubbel extra zwaar (enigszins dikker dan 160);
WS=kan worden gebogen door de draaischoenen naar de gaten voor de
volgende grotere pijpmaat te verplaatsen.
1
⁄2
(21,3)
27⁄8
(73)
51⁄8
(130)
4
(102)
67⁄16
(164)
75⁄16
(186)
85⁄
16
(211)
91⁄2
(241)
111⁄4
(286)
151⁄
2
(394)
173⁄4
(451)
3
⁄4
(26,6)
1
(33,4)
11⁄4
(42,2)
11⁄2
(48,3)
2
(60,3)
21⁄2
(73,0)
3
(88,9)
31⁄
2
(101,6)
4
(114,3)
Specificatietabel
®

36
Afbeelding 1, Buigassemblage
5.0 PIJPEN BUIGEN (ZIE AFBEELDING 2 AND 3)
BELANGRIJK: Voordat met buigen wordt begonnen
moet worden verzekerd dat de draaipennen door de
bodemplaat van het voetstuk steken en vergrendeld
zijn, om juist te kunnen verankeren.
Wanneer de pomp met de hand of elektrisch wordt ingeschakeld,
moet de operator aan de kant van de cilinder staan. Buigen vanaf
de voorkant wordt niet aanbevolen.
Gedurende het buigen moet op de optische hoekmeter worden
gelet, totdat de gewenste buighoek bereikt is. Vanwege
terugvering van de pijp is het noodzakelijk om enigszins voorbij de
gewenste hoek te gaan.
Afbeelding 2
1. Zet de pijp op het pijpvoetstuk.
2. Bevestig de optische hoekmeter aan de bovenkant van de
draaischoen, zoals in afbeelding 3 wordt getoond. Een
richtpen op de meter past in een gat in de draaischoen.
3. Monteer de andere draaischoen. Beide draaischoenen zijn
gemarkeerd voor diverse pijpmaten. De markeringen op de
draaischoenen moeten overeenkomen met de pijpmaten die
worden gebogen, en naar de pijp gericht zijn.
4. Indien afgelezen langs de lijn die op het buigvoetstuk gemerkt
staat, moet de hoekmeter nu op nul staan.
5. Vergrendel beide draaischoenen op hun plaats met de
draaipennen met drukknop. De draaipen werkt door de knop
met de duim in te drukken, terwijl de dwarshendel wordt
vastgepakt. Zorg ervoor dat de draaipennen in de
overeenkomstige en gemarkeerde pijpmaatgaten worden
gestoken.
6. Draai de pompklep voor een handbediende klep zoals
afgebeeld, en begin met buigen. Voor een elektrisch model
met drukknop drukt u op de "Advance"-knop (alleen voor de
STB-202-serie buigapparaten).
Afbeelding 3, Buigen van pijpen
6.0 PIJP VERWIJDEREN
Afbeelding 4, Pijpuitwerping
6.1 STB-202-serie Pijpuitwerping
1. Trek de zuiger van de cilinder enigszins terug door de
pompklep in tegenovergestelde richting van de
buitenwaartse buigslag. Dit verlicht de druk op de
draaischoenen en -pennen. Voor een elektrisch model met
drukknop moet de intrekknop worden bewogen.
2. Verwijder één of beide draaischoenen en zet één draaipen
weer in een "uitwerpgat" waar de pen de pijp, niet de schoen
tegenhoudt tijdens het intrekken. Het 4 inch metende één
slag-voetstuk heeft twee uitwerpgaten. Gebruik beide gaten.
3. Trek de cilinderzuiger nu volledig terug. De buigschoen en
–pijp worden gelijktijdig teruggetrokken, totdat de pijp de
draaipen raakt. Als dit contact plaatsvindt, wordt de pijp van
de schoen afgestroopt.
36
Hydraulische slang (buigen)
Buigschoen
Hydraulische slang (uitwerpen)
(STB202-serie)
Draaipen
(2 vereist)
Schoenvergrendelpen
Buigvoetstuk
Optische hoekmeter
Overbuig-correctiegaten
Draaischoen
(2 vereist)
Hydraulische cilinder
Cilindersteunblok
Pijpuitwerpgaten
Pijpbuiggaten
Benamingen
Step A – Buigassemblage
Hydraulische olie door deze slang
Hoekmeter
wordt op de
draaischoen
gemonteerd
Richting waarin de
cilinderzuiger beweegt
Draaipen
Draaischoen
Hoekmeter – nul staat op één lijn met de aangemerkte
referentielijn op het voetstuk van het apparaat.
Optische hoekmeter
Pijpbuiggaten
Te buigen pijp
Draaischoen
Draaibuiging
Het midden van de buiging op één
lijn zetten met de pijl op de zijkant
Stap B – Pijpen buigen
Hydraulische olie
door deze slang
Richting waarin de
cilinderzuiger beweegt
Pijpuitwerpgaten
Draaipen
Draaischoen
Step C – Pijpuitwerping

37
4. Verwijder de andere draaipen en draaischoen om de pijp uit
het buigapparaat te halen.
6.2 STB-101/221-serie Pijpuitwerping
1. Trek de cilinder volledig terug door de pompklep in
tegenovergestelde richting van de buitenwaartse buigslag te
draaien, voordat de pijp van de buigschoen wordt verwijderd.
2. Verwijder één of beide draaischoenen.
3. Hamer de pijp uit de buigschoen.
7.0 INSTRUCTIES VOOR DE 90° ÉÉN-SLAG PIJPSTOMP
Afbeelding 5
PIJPBUIGERS
7.1 Buiginstructies pijpstomp
1. Markeer de gewenste omhoogbuig-afmeting (H) op de rechte
pijplengte (zie afbeelding 5).
2. Zoek de maat van de pijp die u gaat buigen in tabel 1, en vind de
terugbuig-afmeting (S).
3. Meet de achterafmeting (S) aftrekken en pijp markeren).
Markering (S) kan niet dichter bij het uiteinden van de pijp
liggen dan de minimumafstand (L) zoals getoond in tabel
1, anders worden de uiteinden niet op de draaischoenen
ondersteund.
4.
Zet de pijp zodanig in het buigapparaat, zodat de markering
op één lijn ligt met de pijl op de buigschoen. Begin met buigen
en lees de gewenste hoek af op de optische hoekmeter.
7.2 Slag-buiginstructies
Afbeelding 6
1. In tabel 2 zoekt u de diagonale afstand (D) die overeenkomt
met de gewenste omhoogbuig-afmeting (H). Markeer de
afstand (D) vanaf het uiteinde van een rechte pijplengte.
2. Zoek de pijpmaat in tabel 3 om de terugbuig-afmeting (S) te
verkrijgen onder de gewenste buighoek.
3. Markeer de afmeting (S) op de pijp, zoals in afbeelding 6
staat geïllustreerd.
Markering (S) kan niet dichter bij het uiteinden van de
pijp liggen dan de minimumafstand (L) zoals in tabel 3
getoond, anders worden de uiteinden niet op de
draaischoenen ondersteund.
4. Zet de pijp zodanig in het buigapparaat, zodat de
markering op één lijn ligt met de pijl op de buigschoen.
Begin met buigen en lees de gewenste hoek af op de
optische hoekmeter.
Tabel 2, diagonale afstand (D)
Verhoging
Buighoek
(H) in. (cm)
15° 30° 45° 60°
2 (50
,
8) 7
3
⁄
4 42
13
⁄
16 2
5
⁄
16
4 (101
,
6) 15
7
⁄
16 85
11
⁄
16 4
5
⁄
8
6 (152,4) 233⁄16 12 81⁄2 615⁄16
8 (203
,
2) 30
15
⁄
16 16 11
5
⁄
16 9
1
⁄
4
10 (254,0)385⁄8 20 141⁄8 119⁄16
12 (304
,
8) 46
3
⁄
8 24 17 13
7
⁄
8
14 (355,6) 541⁄16 28 1913⁄16 163⁄16
16 (406,4) 6113⁄16 32 225⁄8 181⁄2
18 (457
,
2) 69
9
⁄
16 36 25
7
⁄
16 20
13
⁄
16
20 (508
,0
)77
1
⁄
4 40 28
5
⁄
16 23
1
⁄
8
22 (558,8) 85 44 311⁄8 253⁄8
24 (609
,
6) 92
3
⁄
4 48 33
15
⁄
16 27
13
⁄
16
Tabel 1, 90° pijpstomp
Wanddikte Terugbuiging Middellijnradius Minimumlengte (L) pijp
(S) (R) vereist aan elke kant
van buigmarkering
in. (mm) in. (mm) in. (mm) in. (mm)
1
⁄2 (12,7) 11⁄8 (28,56) 31⁄4 (82,55) 71⁄2 (190,5
3
⁄
4
(19,5) 1
1
⁄
2
(38,1) 4
1
⁄
2
(114,3) 8
3
⁄
4
(222,25)
1 (25,4) 17⁄8 (47,63) 53⁄4 (146,05) 101⁄4 (260,35)
11⁄4 (31,75) 23⁄8 (60,33) 71⁄4 (184,15) 12 (304,8)
11⁄2 (38,1) 23⁄8 (60,33) 81⁄4 (209,55) 131⁄4 (336,55)
2 (50,8) 31⁄4 (82,55) 91⁄2 (241,3) 15 (381,0)
21⁄2 (63,5) 311⁄16 (789,0) 101⁄2 (266,7) 18 (457,2)
3 (76,2) 41⁄2 (114,3) 13 (330,2) 20 (508,0)
31⁄2 (88,9) 53⁄16 (131,76) 15 (381,0) 261⁄2 (673,1)
4 (101,6) 61⁄2 (165,1) 20 (508,0) 27 (685,8)
Hoek
D
L
H
D
S
L
R
L
S
H
R
L
H

38
7.3 Offset-buiginstructies
Afbeelding 7
1. Stel de gewenste offset-buighoek vast. Zoek en markeer de
eerste buiging op afstand (D) min (S) vanaf het uiteinde van
de pijp, volgens hoofdstuk 7.2, "Slag-buiginstructies", nr. 2
en 3.
2. Zoek afmeting (B) in offset-tabel 4, met gebruikmaking van
dezelfde buighoek om de eerste markering te vinden.
OPMERKING: De maximale pijpmaat die tot de gegeven
hoeken kan worden gebogen staat voor elke vereiste offset
(H) vermeld.
3. Markeer de tweede buigafmeting (B) zoals geïllustreerd op de
pijp (afbeelding 7, voorbeeld 1).
Markering (B) kan niet dichter bij de uiteinden van de pijp
liggen dan afstand (L), anders worden de uiteinden niet
op de draaischoenen ondersteund (zie afbeelding 6,
voorbeeld 3 en de "L"-vereisten-tabel 5).
4. Zet de pijp zodanig in het buigapparaat, zodat de eerste
buigmarkering op één lijn staat met de pijl op de buigschoen.
Begin met buigen en lees de gewenste hoek af op de
optische hoekmeter.
5. Draai de pijp 180° en zet de tweede buigmarkering op één lijn
met de pijl op de buigschoen. Begin met de tweede buiging
en lees de gewenste hoek af op de optische hoekmeter.
Tabel 3, Slagbuigingen
Wanddikte
(S) terugbuig-afmeting (in.)
Sweep-buigapp. Eén slag-buigapparaten
in. (mm)
15° 30° 45° 60° (R) * (L) **
1
⁄2
(12,7) —
1
⁄8
1
⁄4
7
⁄16
3
1
⁄4
7
1
⁄2
3
⁄4(19,05)
1
⁄16
3
⁄16
5
⁄16
9
⁄16 41⁄2 83⁄4
1 (25,4)
1
⁄16
1
⁄4
7
⁄16
3
⁄4 53⁄4 101⁄4
11⁄4 (31,75)1⁄8
1
⁄4
1
⁄2
7
⁄8 71⁄4 111⁄2
11⁄2 (38,1)1⁄8
5
⁄16
5
⁄8 18
1
⁄4 131⁄4
2 (50,8)
3
⁄16
3
⁄8
11
⁄16
13
⁄16 91⁄2 15
21⁄2 (63,5)3⁄16
7
⁄16
13
⁄16 13⁄8 101⁄2 163⁄4
3 (76,2)
1
⁄4
9
⁄16 111
1
⁄16 13 181⁄2
31⁄2 (88,9)1⁄4
5
⁄8 11⁄8 115⁄16 171⁄2 221⁄4
4 (101,6)5⁄16
3
⁄4 13⁄8 21⁄2 20 241⁄4
*(R) Middellijnradius (in inches)
** (L) (L) Vereiste minimumlengte pijp aan elke kant van de buigmarkering (in inches)
Tweede buigmarkering
Voorbeeld 1
Hoek
Eerste buigmarkering
Hoek
Voorbeeld 2
Voorbeeld 3
Tabel 5, "L"-vereisten-tabel
Pijpmaat (L) *
1
⁄2" (12,7) 71⁄2
3
⁄4" (19,05) 83⁄4
1" (25,4) 101⁄4
11⁄4" (31,75) 111⁄2
11⁄2" (38,1) 131⁄4
2" (50,8) 15
21⁄2" (63,5) 163⁄4
3" (76,2) 181⁄2
31⁄2" (88,9) 221⁄4
4" (101,6) 241⁄4
(L) = Min. vereiste pijplengte op elk uiteinde van de afmeting (B)
Tabel 4, Offset-tabel voor sweep- en één slag-pijpbuigapparaten
Vereiste Maximale
offset (H) (B) pijpmaat
in. (mm) in. (mm) in. (mm)
2 (50,8) 711⁄16 (195,26)
3
⁄4 (19,05)
4 (101,6) 157⁄
8 (403,23) 1
1
⁄
2 (38,1)
15° buig. 6 (152,4) 233⁄16 (588,96) 31⁄2 (88,9)
8 (203,2) 307⁄8 (784,23) 4 (101,6)
10 (254,0) 355⁄8 (904,88) 4 (101,6)
2 (50,80) – –
4 (101,6) 77⁄8 (200,03)
3
⁄4 (19,05)
6 (152,4) 117⁄8 (301,63) 1 (25,4)
8 (203,2) 157⁄8 (403,23) 11⁄2 (38,1)
30° buig. 10 (254,0) 197⁄8 (504,83) 2 (50,8)
12 (304,8) 237⁄8 (606,43) 21⁄2 (63,5)
14 (355,6) 277⁄8 (708,03) 31⁄2 (88,9)
16 (406,4) 317⁄8 (809,63) 4 (101,6)
18 (457,2) 357⁄8 (911,23) 4 (101,6)
6 (152,4) 85⁄16 (211,14)
1
⁄2 (38,1)
8 (203,2) 111⁄8 (282,58) 1 (25,4)
10 (254,0) 137⁄
8 (352,43) 1
1
⁄
4 (31,75)
12 (304,8) 1611⁄16 (423,86) 11⁄2 (38,1)
45° buig. 14 (355,6) 191⁄2 (495,3) 2 (50,8)
16 (406,4) 223⁄
8 (568,33) 2
1
⁄
2 (63,5)
18 (457,2) 253⁄16 (639,76) 3 (76,2)
20 (508,0) 28 (711,2) 31⁄2 (88,9)
22 (558,8) 307⁄
8 (784,23) 4 (101,6)
6 (152,4) – –
8 (203,2) 83⁄4 (222,25)
1
⁄2 (38,1)
10 (254,0) 1013⁄16 (274,64) 1 (25,4)
12 (304,8) 127⁄
8 (324,78) 1
1
⁄
4 (31,75)
60° buig. 14 (355,6) 151⁄8 (384,18) 11⁄2 (38,1)
16 (406,4) 173⁄8 (441,33) 2 (50,8)
18 (457,2) 181⁄
2 (469,9) 2
1
⁄
2 (63,5)
2 0 (508,0) 211⁄2 (546,1) 3 (76,2)
22 (558,8) 235⁄8 (600,08) 31⁄2 (88,9)
D
S
H
L L
B
B
B

8.0 90° SWEEP-BUIGING (ALLEEN 2 _ IN. T/M 4 IN.)
Afbeelding 8, 90° sweep-buiging
8.1 De sweep-schoenen met één slag-buigwerking
1. Markeer de gewenste pijpstompafmeting (H) op de rechte
pijplengte (zie afbeelding 8).
2. Zoek de maat van de pijp die u wilt buigen in tabel 6. Selecteer
de gewenste sweep-radius om de terugbuigafmeting (S) te
vinden.
3. Meet de achterafmeting (S) aftrekken en pijp markeren).
4. Markeer een bepaald aantal grepen (kolom A) op de in kolom
B verstrekte afstanden.
5. Zet de draaischoenen in de op het voetstuk aangegeven maat
van het pijpgat. Maak de eerste buiging op de in kolom C
getoonde hoekgraad.
OPMERKING: Het kan raadzaam zijn om de eerste grip
enigszins te ver te buigen, om te compenseren voor de
cumulatieve terugvering.
6. Maak alle volgende buigingen door de draaischoen (zonder
de optische hoekmeter) naar een gat te verplaatsen dat de
pijp parallel aan de rand van het voetstuk van het
buigapparaat houdt, maar met gebruik van dezelfde
buighoek.
Zie tabellen 3, 4 en 5 voor 15° en 30° slagen en offsets met een
sweep-buigapparaat.
9.0 INSTRUCTIES VOOR CONCENTRISCH BUIGEN
Afbeelding 9
Voorbeeld: Voor een 90° sweep-buiging op een 3
in. pijp met een radius van 27 1⁄4, moet de pijp
zoals afgebeeld worden gemarkeerd met
informatie A, B, C en S in de 3 in. pijptabel 7.
Eerste
grip
Grip Grip Grip Grip Grip
Zie tabel 1.
Cilinder
Onderste buigplaat
Bovenste buigplaat
Pijp
Buigschoen
Eerste grip
Draaipen
Optische
hoekmeter
Draaischoe
Verplaats deze
draaischoen
voor alle
volgende grepen
Draaipen
Draaipen
Onderste buigplaat
Cilinder
Top Bender Plate
Buigschoen
Optische
hoekmeter
Tweede grip
Tabel 6
Pijp- Middellijn- (S) (A) (B) (C)
maat radius Terugbuig. Aantal Afstand Graden
(R) grepen (90°) tussen grepen per grip
in. (mm) in. (mm) in. (mm) in. (mm)
101⁄2* (266,7) 93⁄16 (233,36) 3 51⁄2 (139,7) 30°
141⁄2 (368,3) 133⁄32 (332,58) 4 53⁄4 (146,05) 22°
21⁄2"181⁄2 (469,9) 171⁄32 (432,60) 5 53⁄4 (146,05) 18°
(63,5) 221⁄2 (571,5) 21 (533,4) 6 57⁄8 (149,23) 15°
261⁄2 (673,1) 2511⁄32 (643,73) 8 51⁄4 (133,35) 11°
13 * (330,2) 113⁄8 (288,93) 3 63⁄4 (171,45) 30°
173⁄4 (450,85) 161⁄64 (406,80) 4 7 (177,8) 22°
3" 221⁄2 (571,5) 203⁄4 (527,05) 5 7 (177,8) 18°
(76,2) 271⁄4 (692,15) 257⁄16 (646,11) 6 71⁄8 (180,98) 15°
32 (812,8) 305⁄32 (765,97) 7 71⁄8 (180,98) 13°
171⁄2* (444,5) 1415⁄16 (379,41) 3 91⁄4 (234,95) 30°
227⁄8 (581,03) 203⁄8 (517,53) 4 9 (228,6) 22°
31⁄2"281⁄4 (717,55) 2513⁄16 (655,64) 5 87⁄8 (225,43) 18°
(88,9) 335⁄8 (854,08) 311⁄4 (793,75) 6 83⁄4 (222,25) 15°
39 (990,6) 365⁄8 (930,28) 7 81⁄4 (209,55) 13°
20 * (508,0) 171⁄64 (432,20) 3 101⁄2 (266,7) 30°
26 (660,4) 231⁄
64 (584,60) 4 10
1
⁄
4 (260,35) 22°
4" 32 (812,8) 291⁄
4 (742,95) 5 10 (254,0) 18°
(101,6) 38 (965,2) 359⁄
32 (896,,14) 6 10 (254,0) 15°
44 (1117,6) 415⁄
16 (41312) 7 9
7
⁄
8 (250,83) 13°
• Deze radii komen overeen met 90°één slag-buigingen.
39

40
9.1 Sweep-/Segment-buiginstructies
1. Voor concentrisch buigen moet de eerste radius
worden vastgesteld.
2. Zoek de pijpmaat die u wilt buigen in tabel 7. Maak de
buiging met de kleinste radius eerst volgens de 90° sweepbuiginstructies; zie hoofdstuk 8.0.
3. Maak alle volgende concentrische buigingen op dezelfde
manier; noteer elke volgende radius en de daarmee
overeenkomende A-, B- en C-specificaties.
9.2 Andere radii voor buigingen
Gebruik de volgende formule om uw eigen specificaties
te ontwikkelen voor andere radii dan die in de tabellen
vermeld staan:
1. Bepaal het volgens tabel 6 geschatte aantal grepen dat u
wilt maken.
2. Deel het totale aantal graden van uw vereiste buighoek door
het aantal grepen. Dit levert het aantal graden per grip op die
u moet maken. (De grootste buiggraad met ENERPAC
sweep-schoenen in één grip is 30°.)
3. Vermenigvuldig de buigradius met 0,018 en met het aantal
graden per grip uit stap 2 (R x 0,018 x graden per grip). Dit
levert de vereiste afstand tussen elke grip op.
4. Begin met buigen en volg de eerdere instructies.

41
®
Folha de Instruções
CONJUNTOS DE DOBRADORES DE TUBOS, SÉRIE STB
(projetados somente para tubos de aço doce)
L2524 Rev. O 11/02
Folhas de Instrução para este produto estão disponíveis no Site de
Enerpac - www.enerpac.com, ou no Centro de Serviço Autorizado
mais próximo, ou com o Escritório de Vendas Enerpac.
1.0 INSTRUÇÕES IMPORTANTES NO RECEBIMENTO
Inspecione visualmente todos os componentes verificando se
houve avarias durante o transporte. Avarias no transporte não
são cobertas pela garantia. Caso haja avarias no transporte,
avise o transportador imediatamente. O transportador é
responsável por todos os custos de consertos e substituições
decorrentes de avarias ocorridas no transporte.
SEGURANÇA EM PRIMEIRO LUGAR
2.0 ASSUNTOS DE SEGURANÇA
Leia cuidadosamente todas as instruções,
advertências e avisos sobre precaução. Siga
todas as recomendações de segurança para
evitar lesões pessoais ou danos à propriedade durante a
operação do sistema. Enerpac não pode ser responsável por
danos ou lesões pessoais resultantes do uso indevido do
produto, falta de manutenção ou operação inadequada do
produto e/ou sistema. Entre em contato com Enerpac quando
houver dúvidas sobre as recomendações de segurança e
operações. Se você nunca recebeu treinamento em segurança na
hidráulica de alta pressão, consulte o seu distribuidor ou centro
de serviço sobre um curso de segurança hidráulica Enerpac.
Falhas no cumprimento das advertências e avisos de precaução
podem causar lesões pessoais e avarias ao equipamento.
PRECAUÇÃO é usada para indicar a operação correta ou os
procedimentos e métodos de manutenção para prevenir o dano,
a destruição do equipamento ou outras propriedades.
ADVERTÊNCIA indica um perigo potencial que exige
procedimentos ou métodos corretivos para evitar lesões
pessoais.
PERIGO é usado somente quando a ação ou a falta da mesma
podem causar lesões sérias ou mesmo a morte.
ADVERTÊNCIA: Use equipamentos individuais de
proteção quando acionar equipamentos hidráulicos .
ADVERTÊNCIA: Mantenha distância de cargas
apoiadas por cilindros hidráulicos. Um cilindro, quando
utilizado como dispositivo de levantamento, jamais
deve ser usado como dispositivo de sustentação de carga.
Depois de haver sido levantada ou baixada, a carga deve
sempre ser bloqueada mecanicamente
ADVERTÊNCIA: USE SOMENTE PEÇAS RÍGIDAS P ARA
APOIAR AS CARGAS. Selecione cuidadosamente
blocos de madeira ou ferro que sejam capazes de
sustentar a carga. Nunca use um cilindro hidráulico como um
calço ou espaçador em qualquer aplicação de levantamento ou
prensagem.
PERIGO: Para evitar lesões pessoais mantenha
mãos e pés longe do cilindro e da área de
trabalho durante a operação.
ADVERTÊNCIA: Não exceda a capacidade do
equipamento. Nunca tente levantar uma carga mais
pesada que a capacidade do cilindro. Excesso de carga
pode causar falhas no equipamento e possíveis lesões pessoais.
Os cilindros são projetados para uma pressão máxima de 700 bar
[10.000 psi]. Não faça a ligação entre um macaco ou um cilindro
com uma bomba com capacidade maior de pressão.
Nunca ajuste uma válvula de alívio com pressão maior
que a capacidade de pressão máxima da bomba.
Ajustes maiores podem resultar em danos ao
equipamento e/ou lesões pessoais.
ADVERTÊNCIA: A pressão de operação do sistema não
deve exceder a capacidade de pressão do componente
de menor capacidade no sistema. Instale manômetros
de pressão no sistema para monitorar a pressão de operação. É
a sua janela para o que está acontecendo no sistema.
PRECAUÇÃO: Evite danificar mangueiras hidráulicas.
Evite curvas ou dobras pronunciadas quando
direcionar as mangueiras hidráulicas. O uso de uma
mangueira curvada ou dobrada causará aumento na pressão
de retorno. Curvas ou dobras pronunciadas danificarão a
mangueira internamente, levando a um desgaste prematuro.
Não derrube objetos pesados na mangueira. Um
forte impacto pode causar danos à trama interna de
aço da mangueira. A aplicação de pressão em uma
mangueira danificada pode causar a sua ruptura.
IMPORTANTE: Não levante o equipamento hidráulico
pela mangueira ou pelos engates. Use manoplas ou
outros meios mais seguros para o transporte.
PRECAUÇÃO: Mantenha o equipamento hidráulico
longe do calor e das chamas. O calor excessivo
amolece vedações e selos, resultando em vazamento
®
®
®

42
42
de fluídos. O calor também enfraquece o material das
mangueiras e das juntas. Para um desempenho otimizado não
exponha o equipamento a temperatura maiores que 65 °C
[150 °F]. Proteja mangueiras e cilindros dos respingos de solda.
PERIGO: Não manuseie mangueiras pressurizadas. O
escape do óleo sob pressão pode penetrar na pele,
causando lesões sérias. Se o óleo penetrar na pele,
procure um médico imediatamente.
ADVERTÊNCIA: Use somente cilindros hidráulicos num
sistema acoplado. Nunca use um cilindro com engates
não conectados. Caso o cilindro se torne
extremamente sobrecarregado, os componentes podem falhar
catastroficamente, causando severas lesões pessoais.
ADVERTÊNCIA: ESTEJA CERTO QUE A MONTAGEM
É ESTÁVEL ANTES DE LEVANTAR A CARGA. Os
cilindros devem ser colocados em superfícies planas
que podem apoiar a carga. Quando aplicável, use uma
base de cilindro Enerpac para aumentar a estabilidade. Não
faça soldas ou, de qualquer forma, modifique o cilindro para
acrescentar uma base ou outro apoio.
Evite situações em que as cargas não estão centradas
na haste do cilindro. Cargas fora de centro podem
causar deformações consideráveis nas hastes e nos
cilindros. Além disto, a carga pode escorregar ou cair,
causando resultados potencialmente perigosos.
Distribua a carga uniformemente em toda a superfície
do assento. Use sempre um assento para proteger a
haste.
IMPORTANTE: Somente técnicos em hidráulica,
devidamente qualificados, devem fazer a manutenção
de equipamentos hidráulicos. Para serviços de
manutenção, entre em contato com o Centro de Serviço
Autorizado Enerpac em sua área. Para proteger sua garantia,
use somente óleo Enerpac.
ADVERTÊNCIA: Substitua imediatamente peças gastas
ou danificadas por peças genuínas Enerpac. Peças não
genuínas podem quebrar, causando lesões pessoais ou
danos à propriedade. As peças Enerpac são projetadas para se
encaixar adequadamente e sustentar cargas pesadas.
3.0 ESPECIFICAÇÕES (VER TABELA DE ESPECIFICAÇÕES)
4.0 MONTANDO O DOBRADOR (VER FIGURA 1)
1. Rosqueie o cilindro hidráulico no bloco de apoio na armação
do dobrador.
2. Conecte a (s) mangueira (s) na válvula da bomba. Conecte a
mangueira (1) na saída do cilindro (1); a mangueira (2) na
saída do cilindro (2). NOTA: a mangueira (2) é usada somente
com os Dobradores de Tubo da Série STB-202.
3. Selecione a sapata para o tubo a ser dobrado. Cada sapata
tem seu tamanho marcado e possui uma seta indicativa do
ponto central da curva a ser executada.
4. Insira e trave a sapata selecionada na haste do cilindro com
um pino-trava em forma de U.
Figura 1, Montando o Dobrador
Tamanho Espessura Tubo Raio de STB-101 STB-101 STB-101
nominal da Parede Padrão* Curvatura 1-2
do tubo do Tubo Dobra Única
(ø externo)
1
⁄
2
-2 2
1
⁄
2
-4 1
1
⁄
4
-4
pol (mm) pol (mm) pol (mm) One Shot Sweep One Shot
.109 (,277) 40 Sim - .147 (,373) 80 Sim - .187 (,475) 160 2
7/8
WS - .294 (,747) 160 WS - .113 (,287) 40 Sim - .154 (,391) 80 4 Sim - .218 (,554) 160 WS - .308 (,782) DEH WS - .133 (,338) 40 Sim Sim .179 (,455) 80 Sim Sim .250 (,635) 160 WS WS .358 (,909) DEH - WS .140 (,356) 40 Sim Sim Sim
.191 (,485) 80 Sim Sim Sim
.250 (,635) 160 WS WS Sim
.342 (,869) DEH - WS WS
.145 (,368) 40 Sim Sim Sim
.200 (,508) 80 Sim Sim Sim
.281 (,714) 160 WS WS Sim
.400 (1,016) DEH - WS Sim
.154 (,391) 40 Sim Sim Sim
.218 (,554) 80 Sim Sim Sim
.343 (,871) 160 - WS Sim
.203 (,516) 40 - Sim Sim
.276 (,701) 80 - WS Sim
.375 (,953) 160 - WS Sim
.216 (,549) 40 - Sim Sim
.300 (,762) 80 - WS Sim
.226 (,574) 40 - Sim Sim
.318 (,808) 80 - WS Sim
.237 (,602) 40 - Sim Sim
.337 (,856) 80 - - Sim
*Tubo padrão: 40=Padrão; 80=extra pesado; 160=extra pesado duplo
(somente tubo de aço doce)
DEH=extra pesado duplo (ligeiramente mais espesso que 160);
WS=podem ser dobrados, movimentando os blocos guia para os furos do
próximo tubo de tamanho maior.
1
⁄2
(.840)
27⁄8
51⁄8
4
67⁄16
75⁄
16
85⁄16
91⁄
2
111⁄
4
151⁄
2
173⁄
4
3
⁄4
(1.050)
1
(1.315)
11⁄4
(1.660)
11⁄2
(1.900)
2
(2.375)
21⁄2
(2.875)
3
(3.500)
31⁄
2
(4.000)
4
(4.500)
Tabela de Especificação
Mangueira Hidráulica (dobrar)
Sapata para
Dobrar
Mangueira Hidráulica (ejetar)
(Série STB-202)
Pino de Articulação
(são necessários 2.)
Pino Trava
da Sapata
Armação
do Dobrador
Medidor Óptico de ngulo
Furos de
Correção para
excesso
de curvatura
Blocos guia
(são necessários 2)
Cilindro Hidráulico
Bloco de Apoio do Cilindro
Furos de Ejeção do Tubo
Furos de Dobra
do Tubo
Nomenclatura
Passo A – Montando o Dobrador
®

43
5.0 DOBRANDO O TUBO (VER FIGURAS 2 E 3)
IMPORTANTE: Antes de iniciar uma dobra, certifique-
se de que os Pinos de Articulação atravessam a parte
inferior da armação e estão travados em posição, para
uma fixação adequada.
Ao acionar a bomba, tanto manual quanto elétrica, o operador
deve estar posicionado ao lado do cilindro. Não é
recomendável que qualquer dobrador seja acionado por sua
parte dianteira.
Observe o Medidor Óptico de ngulo, durante a dobra, para
verificar o momento em que o ângulo desejado é alcançado.
Devido à elasticidade do tubo, é necessário ir um pouco além
do ângulo final desejado.
Figura 2
1. Coloque o tubo na armação do Dobrador.
2. Prenda o Medidor Óptico de ngulo na parte superior do
Bloco Guia, conforme mostrado na Figura 3. Um Pino Guia
localizado no Medidor corresponde a um furo no Bloco Guia.
3. Monte o outro Bloco Guia. Os dois Blocos Guia têm marcas
para os vários tamanhos de tubos. Os dois Blocos Guia
devem estar posicionados, de forma que face
correspondente ao diâmetro esteja encostada no tubo.
4. O Medidor de ngulo deve agora indicar a leitura em zero,
quando se verifica a linha marcada na armação
5. Trave os dois Blocos Guia em posição, usando os Pinos de
Articulação com o botão de trava. O Pino de Articulação é
destravado, ao se pressionar o polegar para baixo, ao
mesmo tempo em que a manopla do pino é mantida presa.
Certifique-se de que os dois Pinos de Articulação estão
posicionados nos furos correspondentes ao diâmetro do
tubo.
6. Gire a Válvula da Bomba, conforme demonstrado, para
bomba manual e prossiga com a curvatura. Caso esteja
utilizando uma bomba elétrica com botão interruptor,
pressione o botão de "advance" (avanço) (somente para os
dobradores da série STB-202).
Figura 3, Dobrando o tubo
6.0 REMOVENDO O TUBO
Figura 4, Ejeção do tubo
6.1 Ejeção de tubos usando o Dobrador da Série STB-202
1. Faça com que a haste do cilindro retorne um pouco, girando
a válvula da bomba para a posição oposta ao curso da
dobra. Com isto, a pressão dos Blocos Guia e dos Pinos vai
ser removida. Caso a bomba elétrica com botão interruptor
esteja sendo utilizada, aperte, instantaneamente, o Botão de
Retorno.
2. Remova um ou os dois Blocos Guia e re-posicione um Pino
de Articulação no "furo de ejeção" adequado, de forma que
o pino vai fixar o tubo e não o Bloco, enquanto os dois
retornam. Armações de Dobra Única para tubos de 4"
possuem dois furos de ejeção. Utilize os dois furos.
3. Agora faca com que a haste do cilindro retorne totalmente. A
sapata de curvatura e o tubo vão retornar em conjunto até
que o tubo entre em contato com o Pino de Articulação. No
contato, o tubo vai se soltar da sapata.
4. Remova o outro Pino de Articulação e o Bloco Guia para
retirar o tubo do dobrador.
Óleo hidráulico
para esta mangueira
Medidor de
ngulo montado
no Bloco Guia
Sentido de movimentação
da haste do cilindro
de Articulação
Bloco Guia
Medidor de ngulo – estando alinhado com
a linha marcada na armação, deve agora indicar
a leitura em zero.
Medidor Óptico de ngulo
Furos para dobra do tubo
Tubo a ser dobrado
Bloco
Guia
Pino de Articulação
Alinhe o centro de curvatura
com a seta da sapata
Passo B – Dobrando o Tubo
Óleo hidráulico
nesta mangueira
Sentido de movimentação
da haste do cilindro
Furos de ejeção do tubo
Pino de articulação
Bloco Guia
Passo C – Ejetando o tubo

44
6.2 Ejeção de Tubo para modelo das Séries STB-101/221
1. Faça com que a haste do cilindro retorne completamente,
girando a válvula da bomba na posição oposta ao curso da
dobra, antes de remover o tubo da Sapata de Curvatura.
2. Remova um ou os dois Blocos Guia.
3. Martele o tubo para soltá-lo da Sapata.
7.0 INSTRUÇÕES PARA DOBRA
ÚNICA A 90° COM PONTA PARA CIMA
Figura 5
DOBRADORES DE TUBO
7.1 Instruções para Dobra Com Ponta para Cima
1. Marque a dimensão desejada da curva para cima (H) no
comprimento total do tubo (ver figura 5).
2. Localize o tamanho do tubo que você está dobrando na
Tabela 1 e obtenha a dimensão de deslocamento (S).
3. Meça as dimensões da ponta do tubo (deduza (S) e marque
o tubo).
A marca não pode estar mais perto da ponta do tubo
do que a distância mínima (L), mostrada na T abela 1, ou
a extremidade não ficará presa pelo bloco guia.
4. Coloque o tubo no Dobrador, de forma que a marca fique
alinhada com a seta na sapata de dobra. Execute a dobra,
verificando o ângulo desejado no Medidor Óptico.
7.2 Instruções para Dobra Parcial
Figura 6
1. Na Tabela 2, encontre a distância diagonal (D) que
corresponde à distância perpendicular desejada (H). Faça
uma marca da distância (D) na ponta de um tubo reto.
2. Na Tabela 3 encontre a distância do deslocamento (S) em
função do diâmetro do tubo e do ângulo da dobra desejada.
3. Faça uma segunda marca (S) no tubo, conforme
demonstrado na Figura 6.
A marca (S) não pode estar a uma distância da ponta
do tubo menor do que a distância mínima (L) mostrada
na Tabela 3, ou a ponta do tubo não vai ficar presa no
Bloco Guia.
4. Coloque o tubo no Dobrador, de forma que a marca (S) fique
alinhada com a seta da sapata. Comece a dobrar, lendo o
ângulo no Medidor Óptico.
Tabela 2, Distância Diagonal (D)
Distância
ngulo de Dobra
Perpendicular
(H) pol (mm) 15° 30° 45° 60°
2 (5,08) 73⁄
4 42
13
⁄
16 2
5
⁄
16
4 (10,16) 157⁄16 85
11
⁄16 45⁄8
6 (15,24) 233⁄16 12 81⁄2 615⁄16
8 (20,32) 3015⁄16 16 115⁄16 91⁄4
10 (25,4) 385⁄8 20 141⁄8 119⁄16
12 (30,48) 463⁄8 24 17 137⁄8
14 (35,56) 541⁄16 28 1913⁄16 163⁄16
16 (40,64) 6113⁄16 32 225⁄8 181⁄2
18 (45,72) 699⁄16 36 257⁄16 2013⁄16
20 (50,8) 771⁄4 40 285⁄16 231⁄8
22 (55,88) 85 44 311⁄8 253⁄8
24 (60,96) 923⁄4 48 3315⁄16 2713⁄16
Tabela 1, 90° Com Ponta para Cima
Tamanho Deslocamento Raio da linha central Comprimento Mínimo
Nominal do (S) (R) da marca (L) até a
extremidade do tubo
pol (mm) pol (mm) pol (mm) pol (mm)
1
⁄2 (1,27) 11⁄8 (2,856) 31⁄4 (8,255) 71⁄2 (19,05)
3
⁄
4 (1,95) 1
1
⁄
2 (3,81) 4
1
⁄
2 (11,43) 8
3
⁄
4 (22,225)
1 (2,54) 17⁄8 (4,763) 53⁄4 (14,605) 101⁄4 (26,035)
11⁄4 (3,175) 23⁄8 (6,033) 71⁄4 (18,415) 12 (30,48)
11⁄
2 (3,81) 2
3
⁄
8 (6,033) 8
1
⁄
4 (20,955) 13
1
⁄
4 (33,655)
2 (5,08) 31⁄4 (8,255) 91⁄2 (24,13) 15 (38,1)
21⁄2 (6,35) 311⁄16 (78,90) 101⁄2 (26,67) 18 (45,72)
3 (7,62) 41⁄2 (11,43) 13 (33,02) 20 (50,8)
31⁄2 (8,89) 53⁄16 (13,176) 15 (38,1) 261⁄2 (67,31)
4 (10,16) 61⁄2 (16,51) 20 (50,8) 27 (68,58)
Angulo
D
S
L
S
H
R
L
H
L
H
D
L
R

45
7.3 Instruções para Dobra Dupla
Figura 7
1. Determine o ângulo desejado para a dobra dupla. Localize e
marque a primeira dobra na distância (D) menos (S) do fim do
tubo, seguindo as Instruções para Dobra Parcial da Seção
7.2, items 2 e 3.
2. Usando o mesmo ângulo de dobra, encontre a dimensão
(B) na Tabela 4. NOTA: a Tabela mostra o maior diâmetro de
tubo que pode ser dobrado para se obter a distância entre
centros desejada (H).
3. Faça a segunda marca (B) no tubo, conforme demonstrado
na Figura 7, Exemplo 1.
A marca (B) não pode estar a uma distância da ponta
do tubo menor do que a distância (L), ou a ponta do
tubo não vai ficar presa no Bloco Guia (ver Figura 6,
Exemplo 3 e Tabela 5 – item "L").
4. Coloque o tubo no Dobrador, alinhando a primeira marca
com a seta na sapata. Comece a dobrar, lendo o ângulo no
Medidor Óptico.
5. Gire o tubo em 180° e alinhe a segunda marca com a
seta da Sapata. Comece a dobrar, lendo o ângulo
no Medidor Óptico.
Tabela 3, Dobras Parciais
Diâmetro
Deslocamento (S) (mm)
Nominal
Dobras Múltiplas Dobra Única
do Tubo
pol (mm) 15° 30° 45° 60° (R) * (L) **
1
⁄2 (1,27) —
1
⁄8
1
⁄4
7
⁄16 31⁄4 71⁄2
3
⁄4
(1,905)
1
⁄16
3
⁄16
5
⁄16
9
⁄16
4
1
⁄2
8
3
⁄4
1 (2,54)1⁄16
1
⁄4
7
⁄16
3
⁄4 53⁄4 101⁄4
11⁄4 (3,175)1⁄8
1
⁄4
1
⁄2
7
⁄8 71⁄4 111⁄2
11⁄2 (3,81)1⁄8
5
⁄16
5
⁄8 18
1
⁄4 131⁄4
2 (5,08)3⁄16
3
⁄8
11
⁄16
13
⁄16 91⁄2 15
21⁄2 (6,35)3⁄16
7
⁄16
13
⁄16 13⁄8 101⁄2 163⁄4
3 (7,62)1⁄4
9
⁄16 11
11
⁄16 13 181⁄2
31⁄2 (8,89)1⁄4
5
⁄8 11⁄8 115⁄16 171⁄2 221⁄4
4 (10,16)5⁄16
3
⁄4 13⁄8 21⁄2 20 241⁄4
*(R) Raio do Centro do tubo (mm)
** (L) Comprimento mínimo necessário da ponta do tubo (mm)
Segunda marca
Exemplo 1
Ângulo
Primeira marca
Ângulo
Exemplo 2
Exemplo 3
Tabela 5, Distância mínima "L"
Diâmetro do Tubo (L) *
1
⁄2" (1,27) 71⁄2
3
⁄4" (1,905) 83⁄4
1" (2,54) 101⁄4
11⁄4" (3,175) 111⁄2
11⁄2" (3,81) 131⁄4
2" (5,08) 15
21⁄2" (6,35) 163⁄4
3" (7,62) 181⁄2
31⁄2" (8,89) 221⁄4
4" (10,16) 241⁄4
(L) = Comprimento mínimo do tubo em cada lado da marca (B)
Tabela 4, Dobra Dupla – Dobras Múltiplas ou Dobra Única
Distância desejada Diâmetro
entre centros (H) (B) Máximo do Tubo
pol (mm) pol (mm) pol (mm)
2 (5,08) 711⁄16 (19,526)
3
⁄4 (1,905)
4 (10,16) 157⁄8 (40,323) 11⁄2 (3,81)
Curva de 15° 6 (15,24) 233⁄16 (58,896) 31⁄2 (8,89)
8 (20,32) 307⁄8 (78,423) 4 (10,16)
10 (25,4) 355⁄8 (90,488) 4 (10,16)
2 (5,08) – –
4 (10,16) 77⁄8 (20,003)
3
⁄4 (1,905)
6 (15,24) 117⁄8 (30,163) 1 (2,54)
8 (20,32) 157⁄8 (40,323) 11⁄2 (3,81)
Curva de 30° 10 (25,4) 197⁄8 (50,483) 2 (5,08)
12 (30,48) 237⁄8 (60,643) 21⁄2 (6,35)
14 (35,56) 277⁄8 (70,803) 31⁄2 (8,89)
16 (40,64) 317⁄8 (80,963) 4 (10,16)
18 (45,72) 357⁄8
(91,123) 4 (10,16)
6 (15,24) 85⁄16 (21,114)
1
⁄2 (3,81)
8 (20,32) 111⁄8 (28,258) 1 (2,54)
10 (25,4) 137⁄
8 (35,243) 1
1
⁄
4 (3,175)
12 (30,48) 1611⁄16 (42,386) 11⁄2 (3,81)
Curva de 45° 14 (35,56) 191⁄2 (49,53) 2 (5,08)
16 (40,64) 223⁄
8 (56,833) 2
1
⁄
2 (6,35)
18 (45,72) 253⁄
16 (63,976) 3 (7,62)
20 (50,8) 28 (71,12) 31⁄2 (8,89)
22 (55,88) 307⁄8 (78,423) 4 (10,16)
6 (15,24) – –
8 (20,32) 83⁄4 (22,225)
1
⁄2 (3,81)
10 (25,4) 1013⁄16 (27,464) 1 (2,54)
12 (30,48) 127⁄
8 (32,478) 1
1
⁄
4 (3,175)
Curva de 60° 14 (35,56) 151⁄8 (38,418) 11⁄2 (3,81)
16 (40,64) 173⁄8 (44,133) 2 (5,08)
18 (45,72) 181⁄
2 (46,99) 2
1
⁄
2 (6,35)
20 (50,8) 211⁄2 (54,61) 3 (7,62)
22 (55,88) 235⁄8 (60,008) 31⁄2 (8,89)
D
S
H
L L
B
B
B

46
8.0 DOBRA MÚLTIPLA DE 90° (APENAS PARA TUBOS DE 2 1/2" A 4")
Figura 8, Dobra Múltipla de 90°
8.1 Dobra de 90º com sapata para dobras múltiplas
1. Marque a dimensão perpendicular desejada (H) no tubo reto
(ver Figura 8).
2. Na Tabela 6, escolha o diâmetro do tubo a ser dobrado. Pelo
raio da dobra na primeira coluna, verifique o deslocamento
(S) na segunda coluna.
3. Meça a posição da primeira dobra no tubo (deduza (S) e
marque o tubo).
4. Marque as posições para o número de dobras necessárias
(coluna A) nos intervalos indicados na coluna B.
5. Coloque os Pinos de Articulação e os Blocos Guia nos furos
marcados na armação, para o diâmetro do tubo. Faça a
primeira dobra até o ângulo indicado na Coluna C.
NOTA: Pode ser aconselhável fazer a primeira dobra com
um ângulo maior, para compensar a elasticidade do tubo
6. Mude o Bloco Guia localizado no lado oposto a aquele no
qual o Medidor Óptico de ngulo está montado para um outro
furo que mantenha o tubo paralelo à lateral da armação,
enquanto usa o mesmo ângulo de dobra.
Para dobras parciais e duplas de 15° e 30°, usando o Dobrador
de Dobras Múltiplas, consulte as Tabelas 3, 4, e 5.
9.0 INSTRUÇÕES PARA DOBRAS CONCÊNTRICAS
Figura 9
Exemplo: Para fazer uma dobra múltipla de 90°
em tubos de 3", raio de 692 mm, marque o
tubo, utilizando os valores A, B, C e S para
tubos de 3" na Tabela 7.
Primeira
dobra
Dobra Dobra Dobra Dobra Dobra
Ver Tabela 1.
Cilindro
Placa Inferior da Armação
Placa Superior da Armação
Tubo
Sapata de Dobra
Primeira dobra
Pino de Articulação
Medidor Óptico
de ngulo
Bloco Guia
Mude a posição deste
Bloco guia para cada
dobra subseqüente.
Pino de Articulação
Pino de Articulação
Placa Inferior da Armação
Cilindro
Placa Superior da Armação
Sapata de Dobra
Medidor Óptico de ngulo
Segunda dobra
Tabela 6
Diâmetro Raio de (S) (A) (B) (C)
do Tubo Dobra deslocamento Nº de Distância Grau
(R) dobras entre dobras por dobra
pol (mm) pol (mm) pol (mm) (90°) pol (mm)
101⁄2* (26,67) 93⁄16 (23,336) 3 51⁄2 (13,97) 30°
141⁄2 (36,83) 133⁄32 (33,258) 4 53⁄4 (14,605) 22°
21⁄2"181⁄2 (46,99) 171⁄32 (43,260) 5 53⁄4 (14,605) 18°
(6,35) 221⁄2 (57,15) 21 (53,34) 6 57⁄8 (14,923) 15°
261⁄2 (67,31) 2511⁄32 (64,373) 8 51⁄4 (13,335) 11°
13 * (33,02) 113⁄8 (28,893) 3 63⁄4 (17,145) 30°
173⁄4 (45,085) 161⁄64 (40,680) 4 7 (17,78) 22°
3" 221⁄2 (57,15) 203⁄4 (52,705) 5 7 (17,78) 18°
(7,62) 271⁄4 (69,215) 257⁄16 (64,611) 6 71⁄8 (18,098) 15°
32 (81,28) 305⁄32 (76,597) 7 71⁄8 (18,098) 13°
171⁄2* (44,45) 1415⁄16 (37,941) 3 91⁄4 (23,495) 30°
227⁄8 (58,103) 203⁄8 (51,753) 4 9 (22,86) 22°
31⁄2" 281⁄4 (71,755) 2513⁄16 (65,564) 5 87⁄8 (22,543) 18°
(8,89) 335⁄8 (85,408) 311⁄4 (79,375) 6 83⁄4 (22,225) 15°
39 (99,06) 365⁄8 (93,028) 7 81⁄4 (20,955) 13°
20 * (50,8) 171⁄64 (43,220) 3 101⁄2 (26,67) 30°
26 (66,04) 231⁄64 (58,460) 4 101⁄4 (26,035) 22°
4" 32 (81,28) 291⁄4 (74,295) 5 10 (25,4) 18°
(10,16) 38 (96,52) 359⁄32 (89,614) 6 10 (25,4) 15°
44 (111,76) 415⁄16 (41.312) 7 97⁄8 (25,083) 13°
• Estes raios correspondem a dobras únicas de 90°.

47
9.1 Instruções para dobras concêntricas múltiplas
1. Para dobras concêntricas, determine o raio desejado para o
primeiro tubo (raio menor).
2. Localize o tamanho do tubo que você está dobrando na
Tabela 7. Faça a dobra do menor raio da tabela, usando as
Instruções de Dobra de 90°, Seção 8.0.
3. Faça todas as outras dobras concêntricas da mesma
maneira, usando os raios maiores e os valores respectivos de
A, B, e C.
9.2 Dobras de outros raios
Ao desenvolver as suas próprias especificações para raios não
indicados nas tabelas, use a seguinte fórmula:
1. Determine o número de dobras que você deseja executar –
aproximando-se dos valores da Tabela 6.
2. Divida o número total de graus no ângulo necessário pela
quantidade de dobras. Isto vai resultar no ângulo em graus,
para cada dobra. (com sapatas de dobras múltiplas
ENERPAC, o maior ângulo por dobra é de 30°.)
3. Multiplique o raio por 4,5 e pelo número de graus para cada
dobra, conforme passo 2 acima. Este valor (R x 4,5 x graus
por dobra) é a distância entre as dobras, em milímetros.
4. Faça as dobras, de acordo com as instruções anteriores.

Enerpac Worldwide Locations
Australia
ENERPAC, Applied Power
Australia Ltd.
Block V Unit 3
Regents Park Estate
391 Park Road
Regents Park NSW 2143
(P.O. Box 261) Australia
Tel: +61 297 438 988
Fax: +61 297 438 648
Brazil
Power Packer do Brasil Ltda.
Rua dos Inocentes, 587
04764-050 - Sao Paulo (SP)
Tel: +55 11 5687 2211
Fax: +55 11 5686 5583
Toll Free in Brazil:
Tel: 000 817 200 6718
vendasbrasil@enerpac.com
Canada
Actuant Canada Corporation
6615 Ordan Drive, Unit 14-15
Mississauga, Ontario L5T 1X2
Tel: +1 905 564 5749
Fax: +1 905 564 0305
Toll Free:
Tel: +1 800 268 4987
Fax: +1 800 461 2456
Technical Inquiries:
techservices@enerpac.com
China
Actuant China Ltd.
1F, 269 Fute N. Road
Waigaoqiao Free Trade Zone
Pudong New District
Shanghai, 200 131 China
Tel: +86 21 5866 9099
Fax: +86 21 5866 7156
Actuant China Ltd. (Beijing)
709A Xin No. 2
Diyang Building
Dong San Huan North Rd.
Beijing City, 100028 China
Tel: +86 10 845 36166
Fax: +86 10 845 36220
Eastern Europe
Applied Power International S.A.
Case postale 130
CH-1213 Onex-Genéva
Switzerland
Tel: +49 (211) 47149 44
Fax: +49 (211) 47149 40
France, Greece, Africa
ENERPAC S.A.
B.P. 200
Parc d’Activités
du Moulin de Massy
F-91882 Massy CEDEX
(Paris) France
Tel: +33 1 601 368 68
Fax: +33 1 692 037 50
Germany, Austria
ENERPAC
Applied Power GmbH
P.O. Box 300113
D-40401 Düsseldorf
Germany
Tel: +49 211 471 490
Fax: +49 211 471 49 28
India
ENERPAC Hydraulics
(India) Pvt. Ltd.
Plot No. A/571
MIDC, TTC Industrial Area
Mahape-400 701
Navi Mumbai, India
Tel: +91 22 778 1779
Fax: +91 22 778 1473
Italy
ENERPAC
Applied Power Italiana S.p.A.
Via Canova 4
20094 Corsico (Milano)
Tel: +39 02 4861 111
Fax: +39 02 4860 1288
Japan
Applied Power Japan Ltd.
1-1-11, Shimomae
Toda-shi
Saitama Pref.
Japan 335-0016
Tel: +81 48 430 2311
Fax: +81 48 430 1117
e-mail:info@enerpac.com
Mexico
ENERPAC Applied Power
Mexico S. de R.L. de C.V.
Avenida Principal
La Paz #100
Fracc. Industrial La Paz
42092 Pachuca, Hidalgo
Tel: +52 771 71851 60
+52 771 71870 22
Fax: +52 771 71352 32
Toll Free in Mexico:
Tel: 001 800 590 0130
The Netherlands, Belgium, Luxembourg,
Sweden, Denmark, Norway, Finland
ENERPAC B.V.
Storkstraat 25
P.O. Box 269, 3900 AG Veenendaal
The Netherlands
Tel: +31 318 535 911
Fax: +31 318 525 613
+31 318 535 848
Russia and CIS
(excl. Caspian Sea Countries)
ENERPAC
Leninsky Prospect 95A
117313, Moscow, Russia.
Tel/Fax: +7(095) 936-2005
Tel/Fax: +7(095) 198-3094
Tel/Fax: +7(095) 938-4655
Mobil: +7(903) 731-9558
Singapore
Actuant Asia Pte. Ltd.
25 Serangoon North Ave. 5
#03-01 Keppel Digihub
Singapore 554914
Thomson Road
P.O. Box 114
Singapore 915704
Tel: +65 64 84 5108
+65 64 84 3737
Fax: +65 64 84 5669
South Korea
ENERPAC
Applied Power Korea Ltd.
163-12 Dodang-Dong
Wonmi-Ku, Buchun-shi
Kyunggi-Do
Republic of Korea
Tel: +82 32 675 08 36
Fax: +82 32 675 30 02/73
✦
✦
All Enerpac products are guaranteed against defects in workmanship and materials for as long as you own them.
For your nearest authorized Enerpac Service Center, visit us at www.enerpac.com
internet: www.enerpac.com
Spain, Portugal
ENERPAC
C/San JoséArtesano 8
Pol. Ind.
28108 Alcobendas
(Madrid) Spain
Tel: +34 91 661 11 25
Fax: +34 91 661 47 89
Middle East, Turkey
and Caspian Sea
ENERPAC Middle East FZE
P.O. Box 18004
Jebel Ali, Dubai
United Arab Emirates
Tel: +971 (0)4 8872686
Fax: +971 (0)4 8872687
United Kingdom, Ireland
ENERPAC Ltd., P.O. Box 33
New Romney, TN28 8QF
United Kingdom
Tel: +44 01527 598 900
Fax: +44 01527 585 900
USA, Latin America
and Caribbean
ENERPAC
P.O. Box 3241
6100 N. Baker Road
Milwaukee, WI 53209 USA
Tel: +1 262 781 6600
Fax: +1 262 783 9562
User inquiries:
+1 800 433 2766
Distributor inquiries/orders:
+1 800 558 0530
Technical Inquiries:
techservices@enerpac.com
10/30/02
 Loading...
Loading...