

L2206 Rev. O 05/97
IMPORTANT RECEIVING INSTRUCTIONS
Visually inspect all components for shipping damage. If any shipping damage is found,
notify carrier at once. Shipping damage is NOT covered by warranty. The carrier is
responsible for all repair or replacement costs resulting from damage in shipment.
CONTENTS
ENGLISH................... 1 ESPAÑOL....................... 31
DEUTSCH ............... 11 ITALIANO ..................... 41
FRANÇAIS.............. 21 NEDERLANDS.............. 51
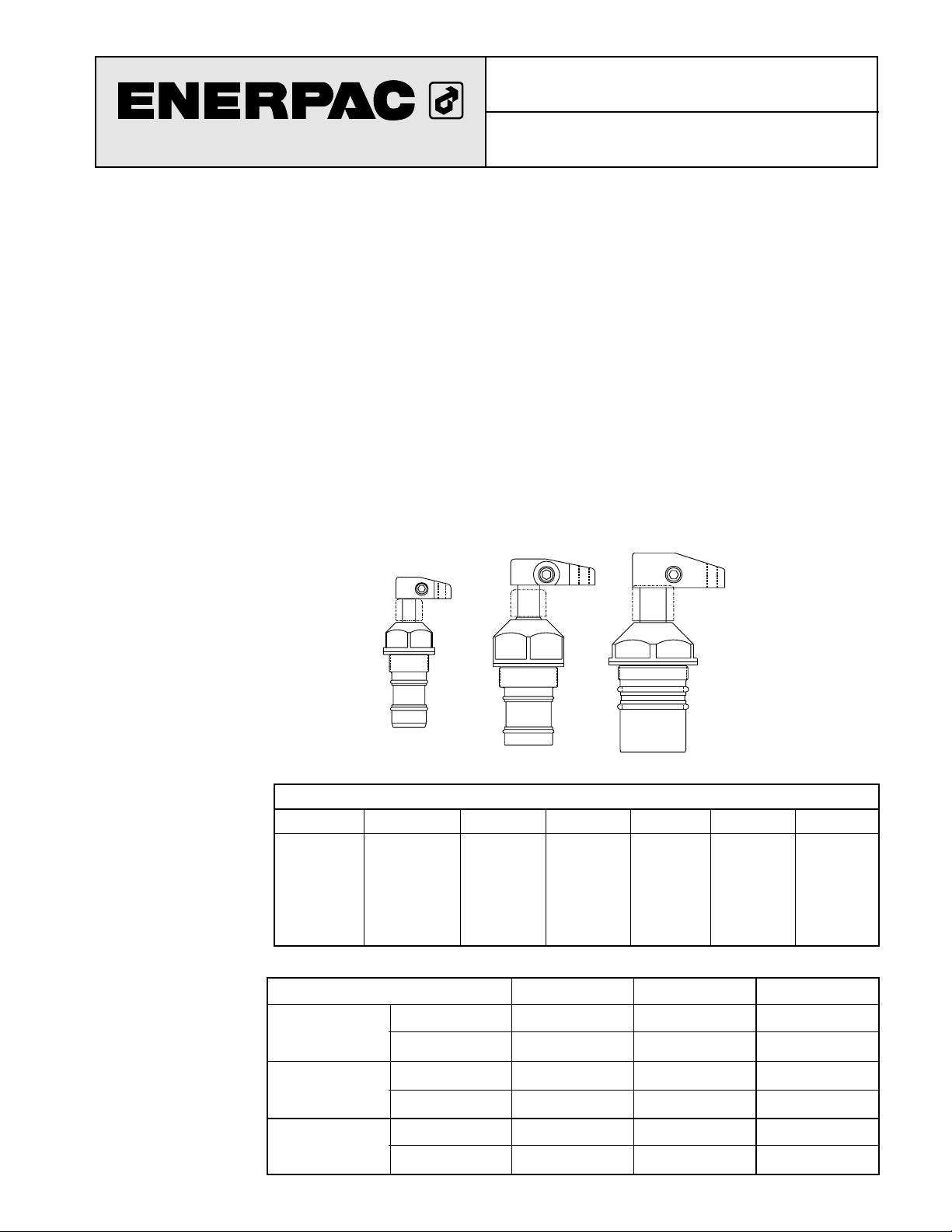
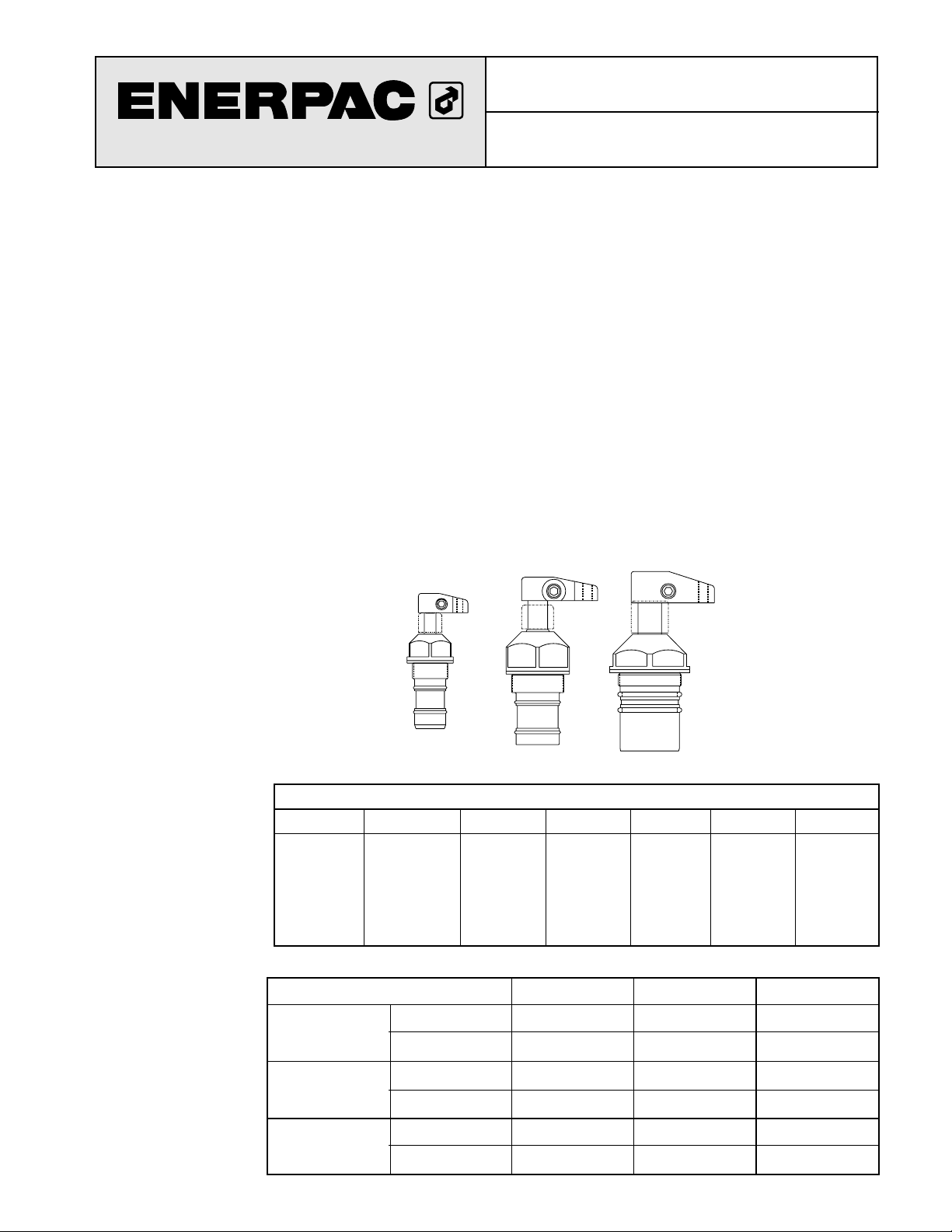
DESCRIPTION
These swing cylinders are designed to swing 90° in a clockwise or counter-clockwise
direction. Single-acting and double-acting swing cylinders are available. Clamp arms
are not supplied with cylinders. Clamp arms can be purchased separately or made
according to the specifications on page 60.
®
Instruction Sheet
Cartridge Style Swing Cylinders
Model Number Code
1 2 3 4 5 6 Optional
R = Right
S = Single-
acting
2 = 2,2 kN
V = Viton
S = Swing
Cylinder
L = Left
D = Double-
acting
5 = 5,6 kN
2 = Metric
C = Cartridge
S = Straight
12=11,6 kN
Capacity [kN (lb)]
2,2 (500) 5,6 (1250) 11,6 (2600)
Hydraulic Stroke
[mm (in.)]
Clamp 8,1 (0.32) 9,9 (0.39) 12,7 (0.50)
Total 16,5 (0.65) 22,6 (0.89) 28,4 (1.12)
Effective Area
[cm2(in.2)]
Clamp 1,22 (0.19) 1,81 (0.28) 4,06 (0.63)
Unclamp 1,55 (0.24) 3,81 (0.59) 7,94 (1.23)
Oil Capacity
[cm3(in.3)]
Clamp 1,25 (0.073) 4,05 (0.247) 11,4 (0.70)
Unclamp 2,54 (0.155) 8,59 (0.524) 22,9 (1.40)
11,6 kN (2600 lb.)
2,2 kN (500 lb.) 5,6 kN (1250 lb.)
SPECIFICATIONS
SPECIFICATIONS
(continued)
2
2,2 kN (500 lb) — Maximum Clamp Arm Length is 76 mm (3 in.)
Arm Length
[mm (in.)]
straight pull
25 (0.97)
standard arm
38 (1.5)
extended
51 (2.0)
extended
64 (2.5)
extended
76 (3.0)
extended
Max. Flow
[cc/min (in3/min)]
197 (12) 197 (12) 98 (6) 98 (6) 98 (6) 98 (6)
Max. Pressure
[bar (psi)]
350 (5000) 350 (5000) 207 (3000) 145 (2100) 128 (1850) 107 (1550)
Clamping Force
[kN (lb)]
2,6 (585) 2,2 (500) 1,2 (275) 0,8 (175) 0,7 (150) 0,5 (110)
5,6 kN (1250 lb) — Maximum Clamp Arm Length is 127 mm (5 in.)
Arm Length
[mm (in.)]
straight pull
40 (1.58)
standard arm
51 (2.0)
extended
76 (3.0)
extended
102 (4.0)
extended
127 (5.0)
extended
Max. Flow
[cc/min (in3/min)]
410 (25) 410 (25) 197 (12) 197 (12) 197 (12) 197 (12)
Max. Pressure
[bar (psi)]
350 (5000) 350 (5000) 262 (3800) 172 (2500) 131 (1900) 103 (1500)
Clamping Force
[kN (lb)]
6,2 (1390) 5,0 (1100) 3,3 (750) 2,0 (450) 1,2 (275) 0,9 (200)
Clamping Force
[kN (lb)]
Max. Pressure
[bar (psi)]
Max. Flow
[cc/min (in3/min)]
Arm Length
[mm (in.)]
13,8 (3100)
350 (5000)
1639 (100)
straight pull
11,6 kN (2600 lb) — Maximum Clamp Arm Length is 152,4 mm (6 in.)
11,6 (2600)
350 (5000)
1639 (100)
51 (2.0)
standard arm
7,1 (1600)
235 (3400)
820 (50)
76 (3.0)
extended
4,9 (1100)
179 (2600)
820 (50)
102 (4.0)
extended
3,3 (750)
138 (2000)
820 (50)
127 (5.0)
extended
2,7 (600)
117 (1700)
820 (50)
152 (6.0)
extended
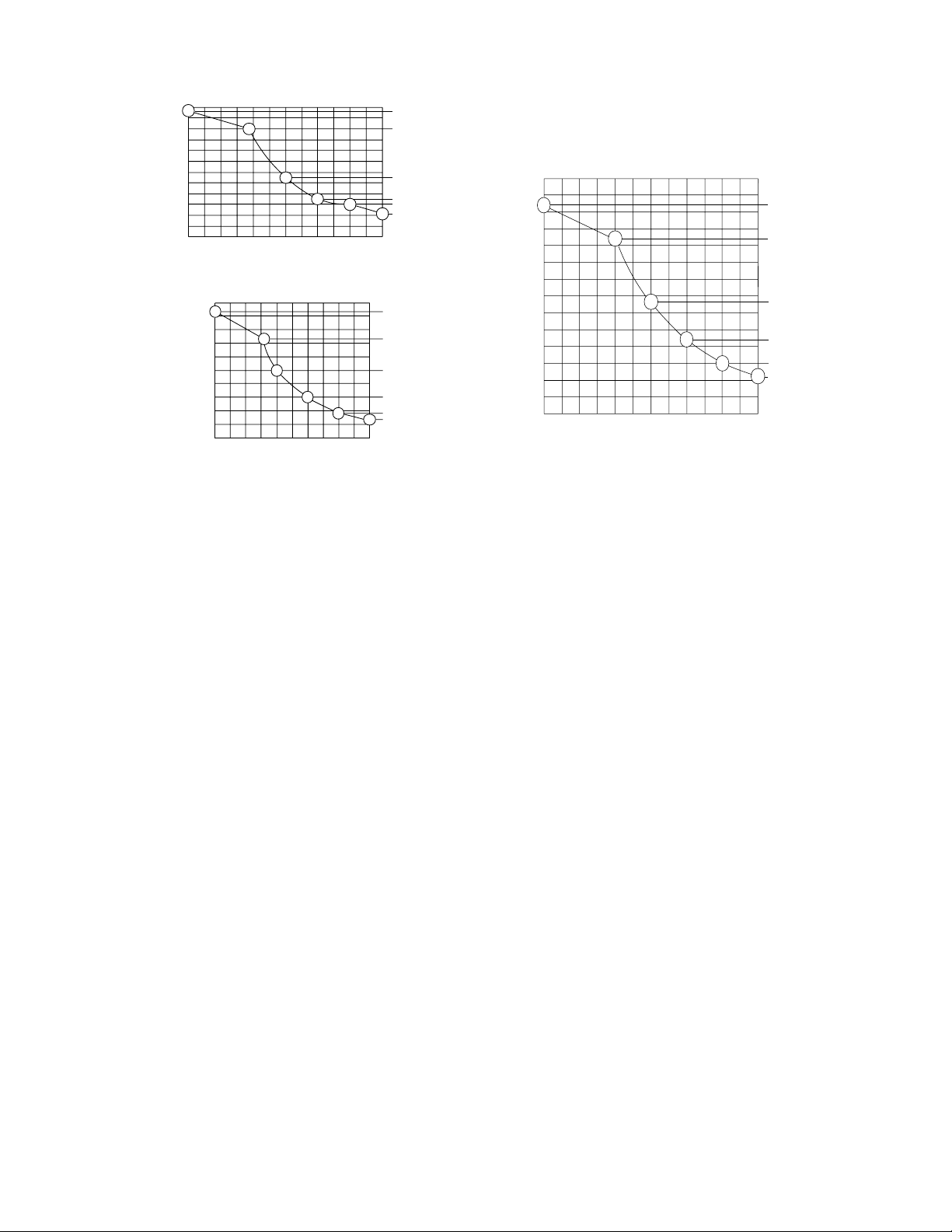
Clamping Force -v- Arm Length Graphs
PRELIMINARY INFORMATION
IMPORTANT: Failure to read and follow these directions may lead to system malfunction or product failure, and could invalidate your warranty.
(1) High flow rates can lead to excessive cylinder speed which can cause cylinder
damage. Hydraulic pressure and cylinder speed must be adjusted to match the
length of the clamp arm. The clamping force also varies with the length of the
clamp arm. Refer to page 2 for operating specifications.
(2) Flow controls with return checks should be used to reduce swing cylinder speed
to the recommended rate. The return checks help minimize back pressure that
could lead to an unclamp malfunction on single-acting systems.
(3) When using single-acting cylinders, limit the return flow back pressure to 3,5
bar (50 psi) maximum. Large diameter tubing (10 mm [.39 in.] O.D. or larger)
and flow controls with free flow return checks help minimize back pressure.
Consult Enerpac for proper system design.
(4) Excessive return flow back pressure can also damage double-acting swing cylin-
ders. Limit the return flow back pressure to 42 bar (600 psi) maximum.
Double-acting systems should be set up for a metered-in with reverse free flow
in the clamp port.
(5) Clamping of the part should occur at the midpoint of the vertical travel. No
clamping of the part shall occur while the swing clamp is turning. Clamp arm
should freely travel during the 90° rotation (avoid contact with cutter heads,
tools, etc.).
(6) Attaching clamp arm to cylinder plunger must be done according to the instruc-
tions on page 7.
3
1
25
[1.00]51[2.00]76[3.00]
102
[4.00]
127
[5.00]
1,33 [300]
2
5
4
0
3
6,67 [1500]
0
5,34 [1200]
4,00[900]
2,67 [600]
350 [5000]
350 [5000]
262 [3800]
131 [1900]
103 [1500]
172 [2500]
76
[3.00]
13
[.50]25[1.00]38[1.50]51[2.00]64[2.50]
0,67 [150]
0
0
1
1,34 [300]
2,00 [450]
2,67 [600]
2
3
5
350 [5000]
350 [5000]
207 [3000]
145 [2100]
128 [1850]
107 [1550]
4
152,4
[6.00]
3,3 [500 ]
0
127,0
[5.00]
50,8
[2.00]
25,4
[1.00]
101,6
[4.00]
76,2
[3.00]
4,44 [1000]
6,66 [1500]
8,89 [2000]
11,11 [2500]
15,55 [3500]
13,33 [3000]
0
5
4
3
2
1
350 [5000]
235 [3400]
138 [2000]
117 [1700]
179 [2600]
350 [5000]
Figure 1
2,2 kN (500 lb.) Models
Clamping Force [kN (lb.)]
Clamping Force [kN (lb.)]
Clamping Force [kN (lb.)]
Max. Clamp Pressure [bar (psi)]
Max. Clamp Pressure [bar (psi)]
Max. Clamp Pressure [bar (psi)]
11,6 kN (2600 lb.) Models
5,6 kN (1250 lb.) Models
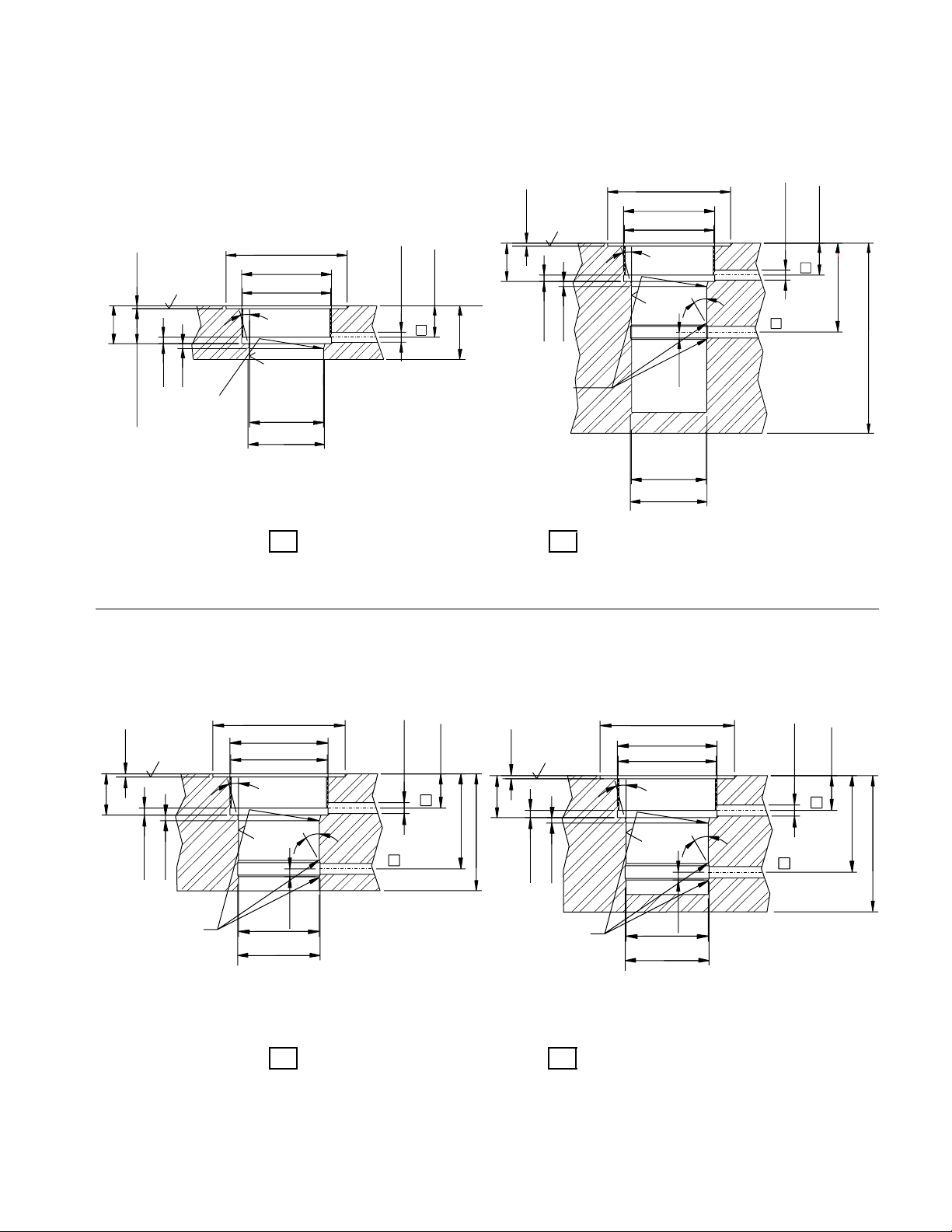
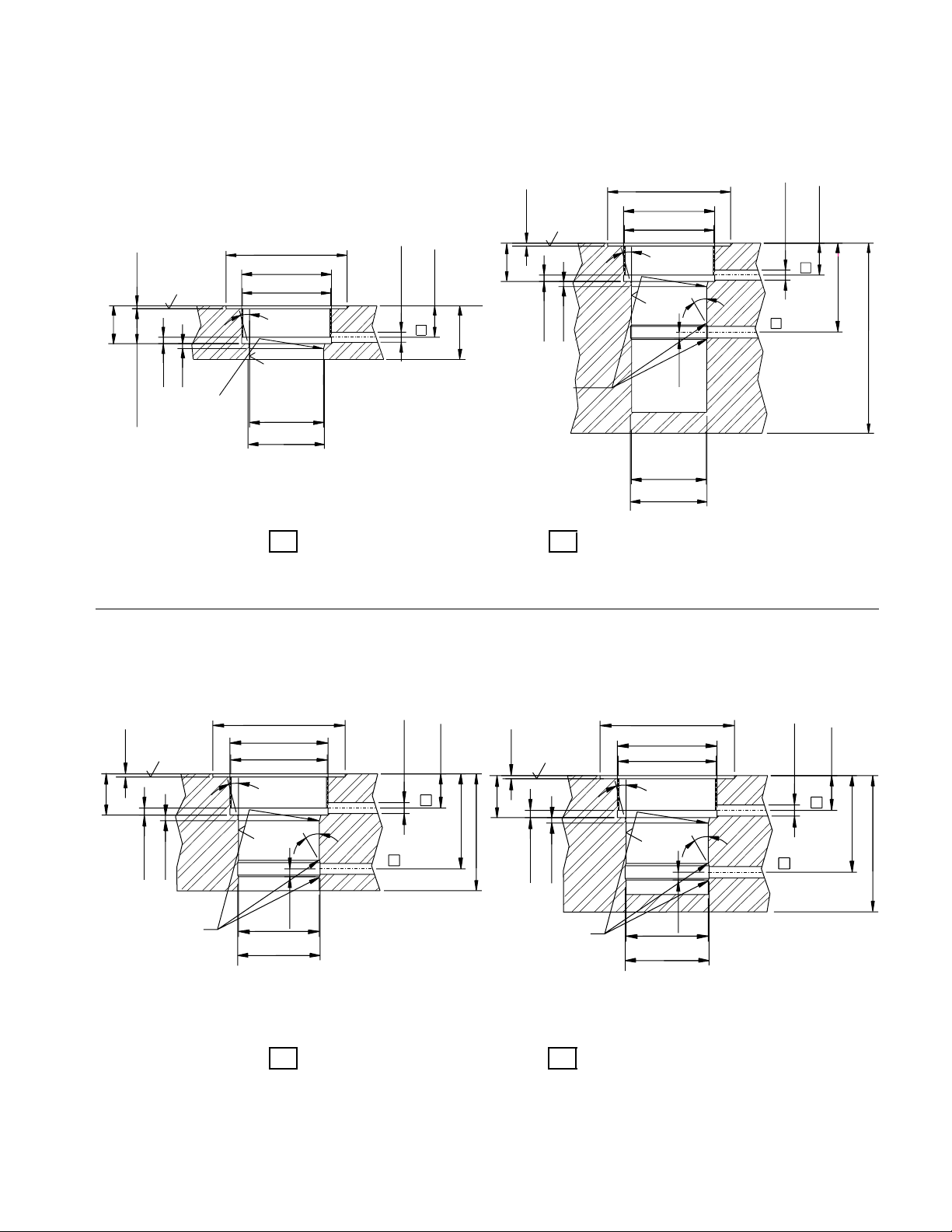
MOUNTING SPECIFICATIONS
4
C
B
K
J
H
63 [1,6]
15˚-20˚
L
M
E
D
[1,6]
63
A
I
A
G
C
B
K
J
63 [1,6]
15˚-20˚
F
P
N
28˚-32˚
L
M
E
D
[1,6]
63
A
H
I
B
A
C
B
K
J
63 [1,6]
15˚-20˚
N
28˚-32˚
L
M
E
D
[1,6]
63
A
H
I
B
A
F
O
Figure 2
Figure 3
Figure 4
C
B
K
J
63 [1,6]
15˚-20˚
F
O
N
28˚-32˚
L
M
E
D
[1,6]
63
A
H
I
B
A
Figure 5
A Clamp B Air Vent
A Clamp B Unclamp
Double-Acting Double-Acting in Blind Cavity
Single-Acting Single-Acting in Blind Cavity
R. & Blend
R. & Blend
R. & Blend
R. & Blend
5
Mounting Specifications
2,2 kN (500 lb.)
Models
5,6 kN (1250 lb.)
Models
11,6 kN (2600 lb.)
Models
A
Ø 38,4 - 38,8 mm
(1.51-1.53 in.)
Ø 57,5 - 57,9 mm
(2.26 - 2.28 in.)
Ø 76,5 - 76,9 mm
(3.01 - 3.03 in.)
B
Ø 30,3 - 30,7 mm
(1.19 - 1.20 in.)
Ø 42,5 - 42,9 mm
(1.67 - 1.69 in.)
Ø 60,5 - 60,9 mm
(2.38 - 2.40 in.)
C
M28 x 1,5 -6H M42 x 1,5-6H M60 x 1,5 - 6H
D TYP.
Ø 1,8 - 2,2 mm
(.07 - .09 in.)
Ø 4,6 - 5,0 mm
(.18 - .20 in.)
Ø 4,6 - 5,0 mm
(.18 - .20 in.)
E
15,8-16,5 mm
(.62 - .65 in.)
14,5 - 14,9 mm
(.57 - .59 in.)
13,8 - 14,2 mm
(.54 - .56 in.)
F
27,2 - 36,3 mm
(1.07 - 1.43 in.)
30,3 - 41,1 mm
(1.19 - 1.62 in.)
30,0 - 30,4 mm
(1.18 - 1.20 in.)
G Minimum
25,4 mm (1.00 in.) 25,4 mm (1.00 in.) 25,4 mm (1.00 in.)
H
17,3 - 17,7 mm
(.68 - .70 in.)
16,3 - 16,7 mm
(.64 - .66 in.)
15,0 - 15,4 mm
(.59 - .61 in.)
I
1,3 - 1,7 mm
(.05 - .07 in.)
1,6 - 2,0 mm
(.06 - .08 in.)
1,3 - 1.7 mm
(.05 - .07 in.)
J Maximum
3,0 mm (.12 in.) 3, 0 mm (.12 in.) 3,0 mm (.12 in)
K
1,3 - 1,7 mm
(.05 - .07 in.)
2,1 - 2,5 mm
(.08 - .10 in.)
2,1 - 2,5 mm
(.08 - .10 in.)
L
Ø 25,40 - 25,45 mm
(1.000-1.002 in.)
Ø 34,93 - 34,97 mm
(1.375 - 1.377 in.)
Ø 57,15 - 57,20 mm
(2.250 - 2.252 in.)
M
Ø 27,0 - 27,4 mm
(1.06 - 1.08 in.)
Ø 35,6 - 36,0 mm
(1.40 - 1.42 in.)
Ø 58,5 - 58,9 mm
(2.30 - 2.32 in.)
P Minimum
O Minimum
N TYP.
47,8 mm (1.88 in.)
56,6 mm (2.23 in.)
2,1 - 2,5 mm
(.08 - .10 in.)
50,8 mm (2.00 in.)
59,7 mm (2,35 in.)
2,8 - 3,3 mm
(.11 - .13 in.)
41,1 mm (1.62 in.)
78,2 mm (3.08 in.)
3,9 - 4,3 mm
(.15 - .17 in.)
Mounting Specifications
INSTALLATION
These swing cylinders are designed so that you can set the radial position of the clamp
arm after mounting the cylinder. If you need to change the rotation direction, do it
before mounting the cylinder.
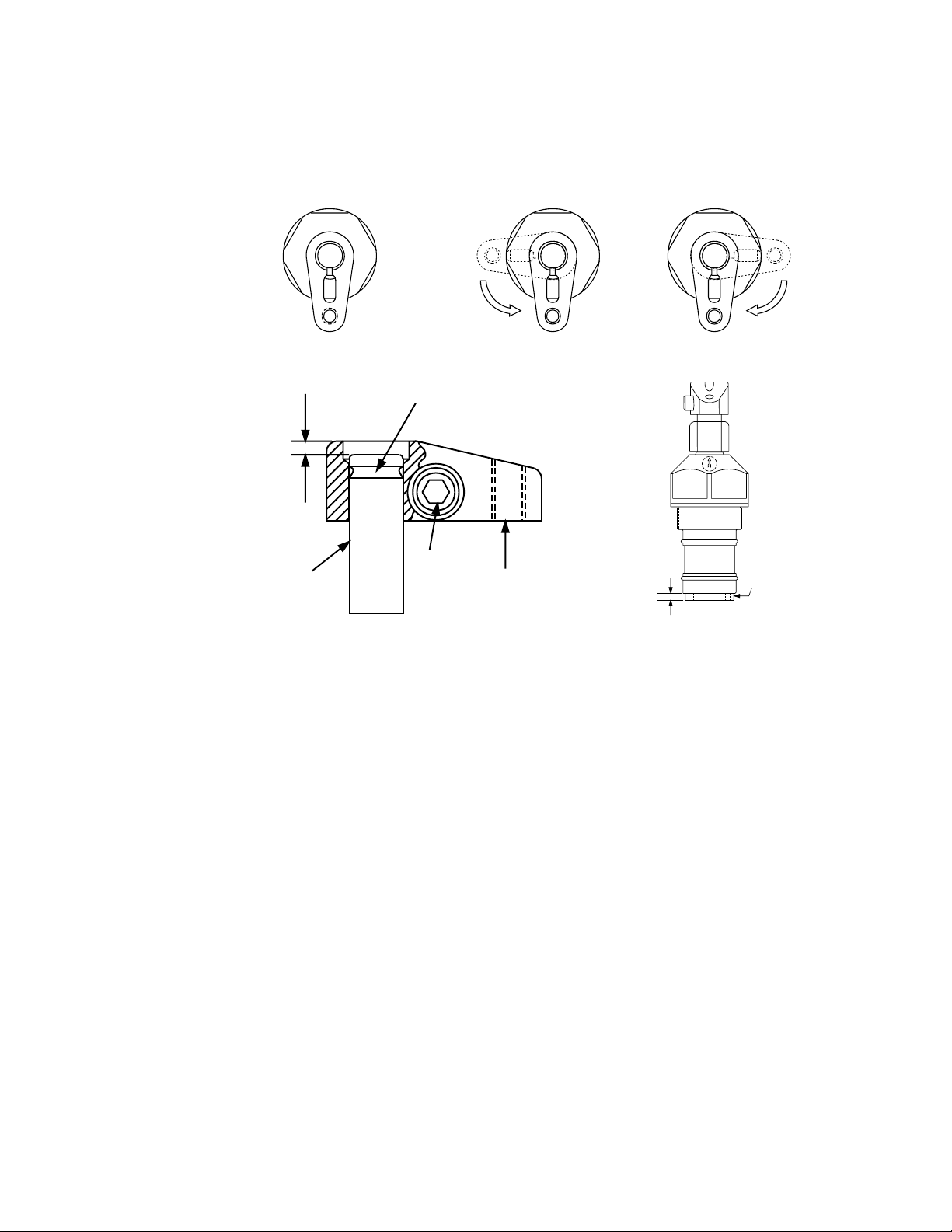
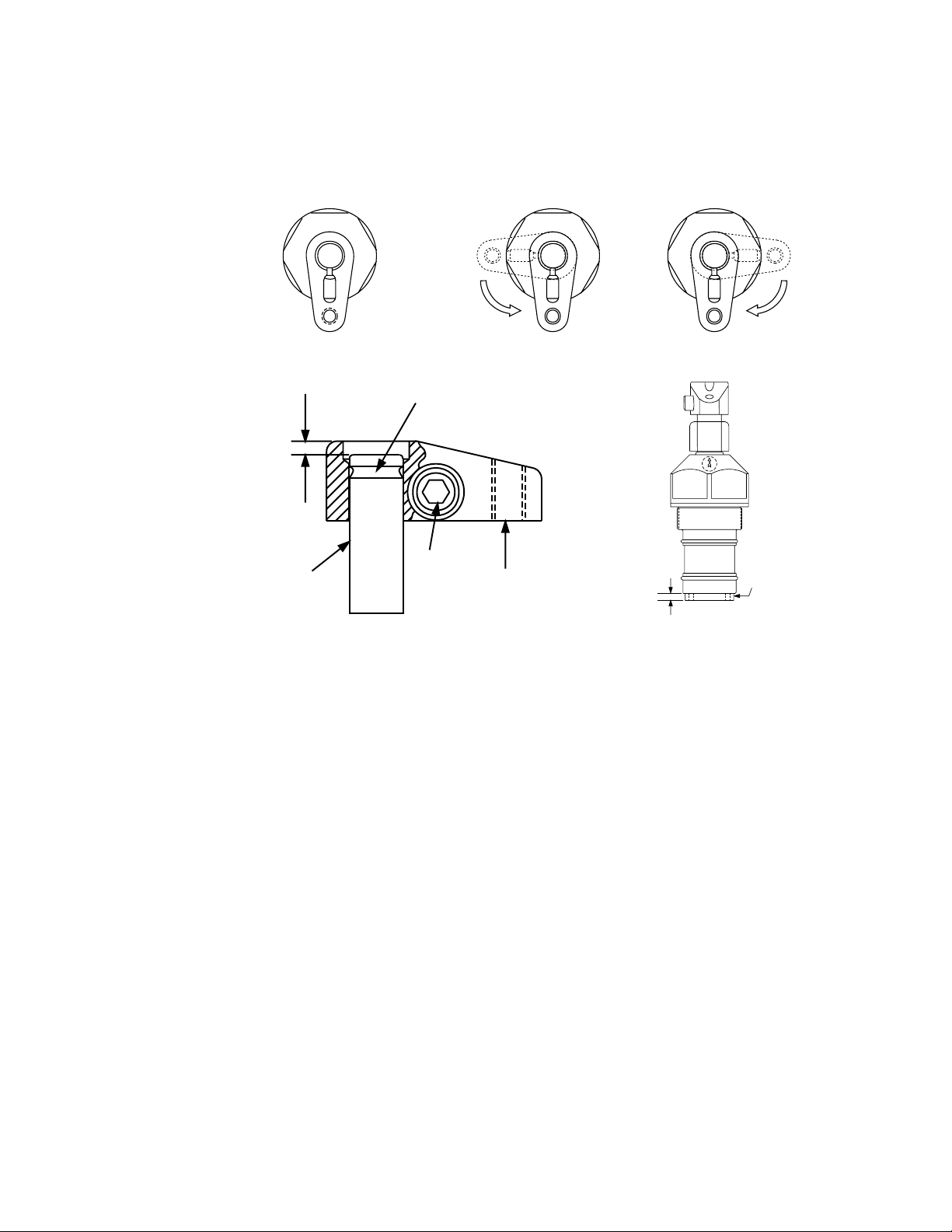
Changing Plunger Rotation (if needed)
Change plunger rotation by lining up the letter on top of the plunger with the arrow on
the side of the cylinder opposite the ports. To change rotation, refer to illustrations and
follow procedure below. You will need a spanner wrench for the bottom plug.
1. Position the arm (F) on the plunger (G) to provide a handle to grasp for moving the
plunger.
(a) Release the clamp arm bolt (H).
(b) Remove the retaining ring (I) and slide the clamp arm down the plunger until
the top of the arm is 6 mm (0.25 in.) from the top surface of the plunger.
(c) Tighten the clamp arm bolt. DO NOT discard the retaining ring.
2. Place spanner wrench on bottom cylinder plug (J) and turn the plug (facing you)
counter-clockwise 4 turns.
NOTE:On single-acting models, you may need to turn bottom plug more than 4 turns to
help relieve spring tension.
3. Push down on the plunger and rotate it to line up the desired letter (L, R, S) with the
arrow on the side of the cylinder.
4. Once the letter and arrow are lined up, pull the plunger up, turn the bottom plug back
in (clockwise), and tighten firmly.
6
S
L
R
S
L
R
S
L
R
.6,4mm
I
F
H
G
J
Straight
Left Right
Clamp and Unclamp
Unclamp
Unclamp
Clamp Clamp
Figure 6
6,4 mm

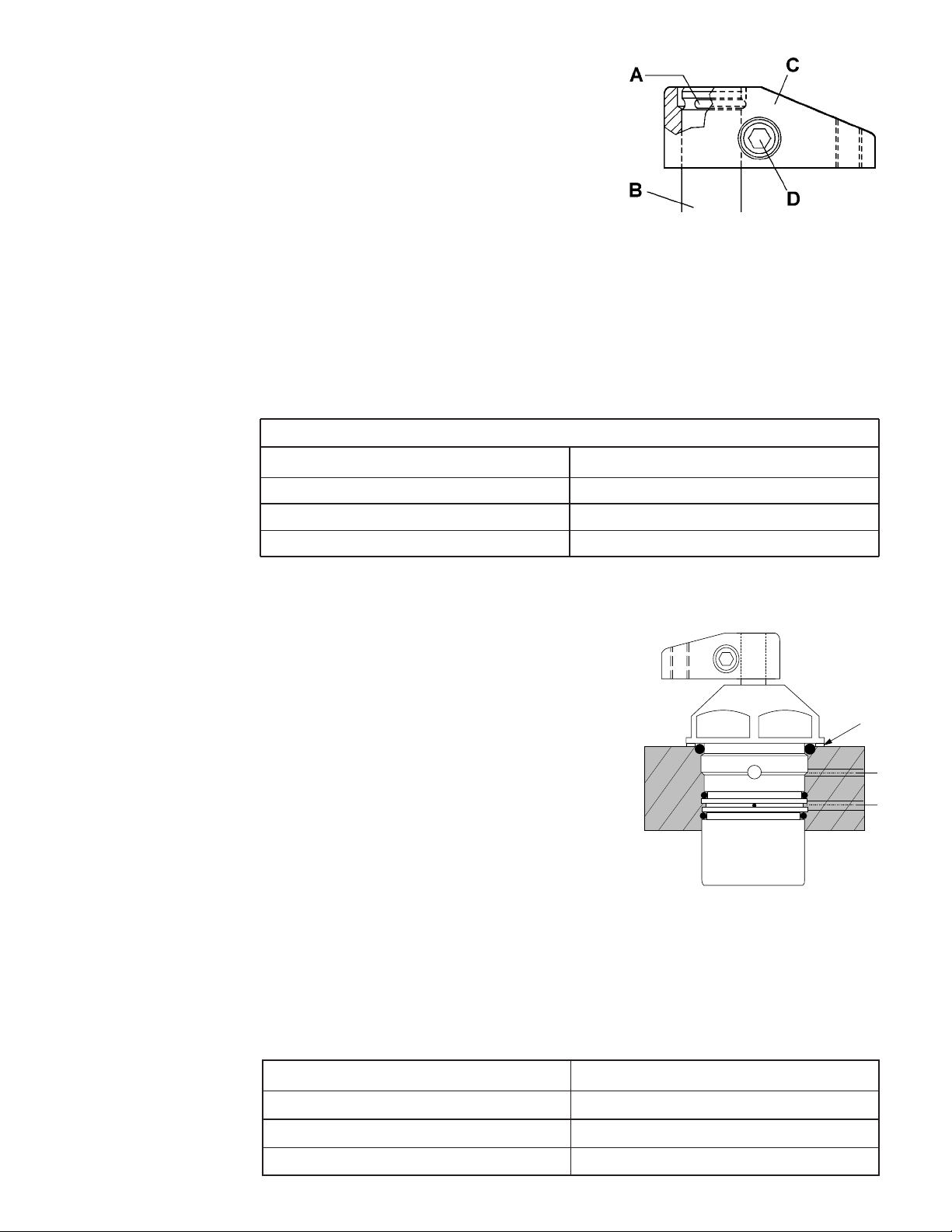
Attaching Clamp Arm
1. Remove the retaining ring (A) from the top of
the plunger (B).
2. Slide the clamp arm (C) down over the plunger
and use a pliers to push the retaining ring back
onto the plunger groove. Orient the retaining
ring so the retaining ring gap will face the back
or solid portion of the clamp arm. See illustration.
3. Move the clamp arm up until it is firmly against the retaining ring and in the desired
position. While maintaining this position, torque the clamp arm bolt (D) to specification listed below.
))
CAUTION
Inadequate torquing of the clamp arm bolt could cause the arm to slip during
operation. BE SURE TO USE QUALITY GRADE 8 (12.9 DIN 912) SOCKET HEAD
CAP SCREWS (supplied with standard clamp arms).
Mounting the Cylinder
When designing your hydraulic circuit, consider the factors listed in
PRELIMINARY
INFORMATION on page 3. For more information about plumbing hydraulic circuits,
see your Enerpac Workholding Catalog.
Mounting cavities must be prepared according to
the specifications shown on pages 4 and 5. Use care
when preparing the fixture. Machine fixture bore
holes accurately. To prevent leakage, provide a fixture mounting surface roughness average (Ra) not
to exceed 1,6 µm (63 µin.) Ensure that there are no
exposed metal burrs where the oil feed holes meet
the cylinder cavity.
)
CAUTION
Thoroughly flush all fixture drill passages to
prevent debris from entering the cylinder during
operation.
Lubricate external cylinder o-rings prior to mounting the cylinder in the cavity. Carefully install the
cylinder until the metal ring (E) contacts the counterbore face as shown in Figure 8. Torque cylinder body into mounting plate using the
upper hex portion of the cylinder, not the clamp arm. See the table below for torque
values.
7
Figure 7
Cylinder Capacity Lubricated Torque
2,2 kN (500 lb.) 16,3 - 20,3 Nm (12 - 15 ft-lb.)
5,6 kN (1250 lb.) 32,5 - 39,3 Nm (24 - 29 ft-lb.)
11,6 kN (2600 lb.) 59,7 - 71,8 Nm (44 - 53 ft-lb.)
Clamp Arm Bolt Torque
E
Figure 8
Cylinder Capacity Installation Torque
2,2 kN (500 lb.) 122 - 149 Nm (90 - 110 ft-lb.)
5,6 kN (1250 lb.)
190 - 217 Nm (140 - 160 ft-lb.)
11,6 kN (2600 lb.) 258 - 285 Nm (190 - 210 ft-lb.)
Single-Acting Cylinders
Single-acting cylinders have a vent hole in the bottom port of the cylinder. For the
mounting option using the open plate design (Figure 2, Page 4), care should be taken to
prevent coolant or cutting fluids from entering the vent hole. If the vent hole is subjected to a continuous coolant flood condition, the blind cavity design (Figure 3, Page 4) is
recommended. This design allows the spring chamber to be vented to an area that is
free of fluids and contaminants.
OPERATION
Swing cylinders rotate 90° during the first portion of the stroke, continuing without rotation for the final clamping stroke. The straight downward stroke is the clamping stroke
of the cylinder. Clamping force must be applied only during the vertical travel, not during the swing motion.
)
CAUTION
— If the clamping force is applied during the rotation portion of the stroke,
internal plunger damage will result.
— To ensure maximum cylinder performance and safety, be sure all hydraulic
connections, hoses, and fittings are properly sealed and fully tightened.
— Be sure all items are rated to withstand system pressures. Under-rated
components will not withstand higher pressure. Using under-rated components will lead to equipment damage and possible personal injury.
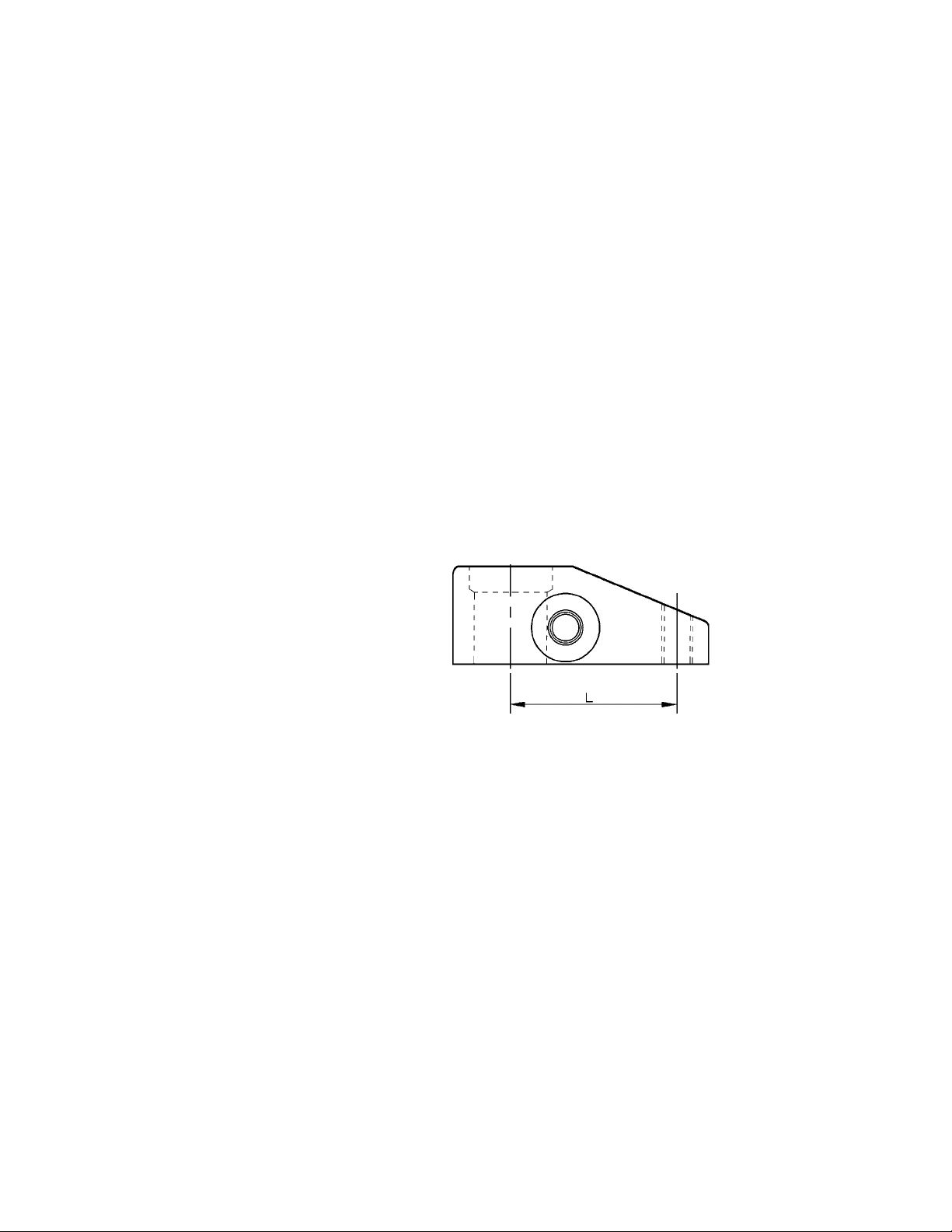
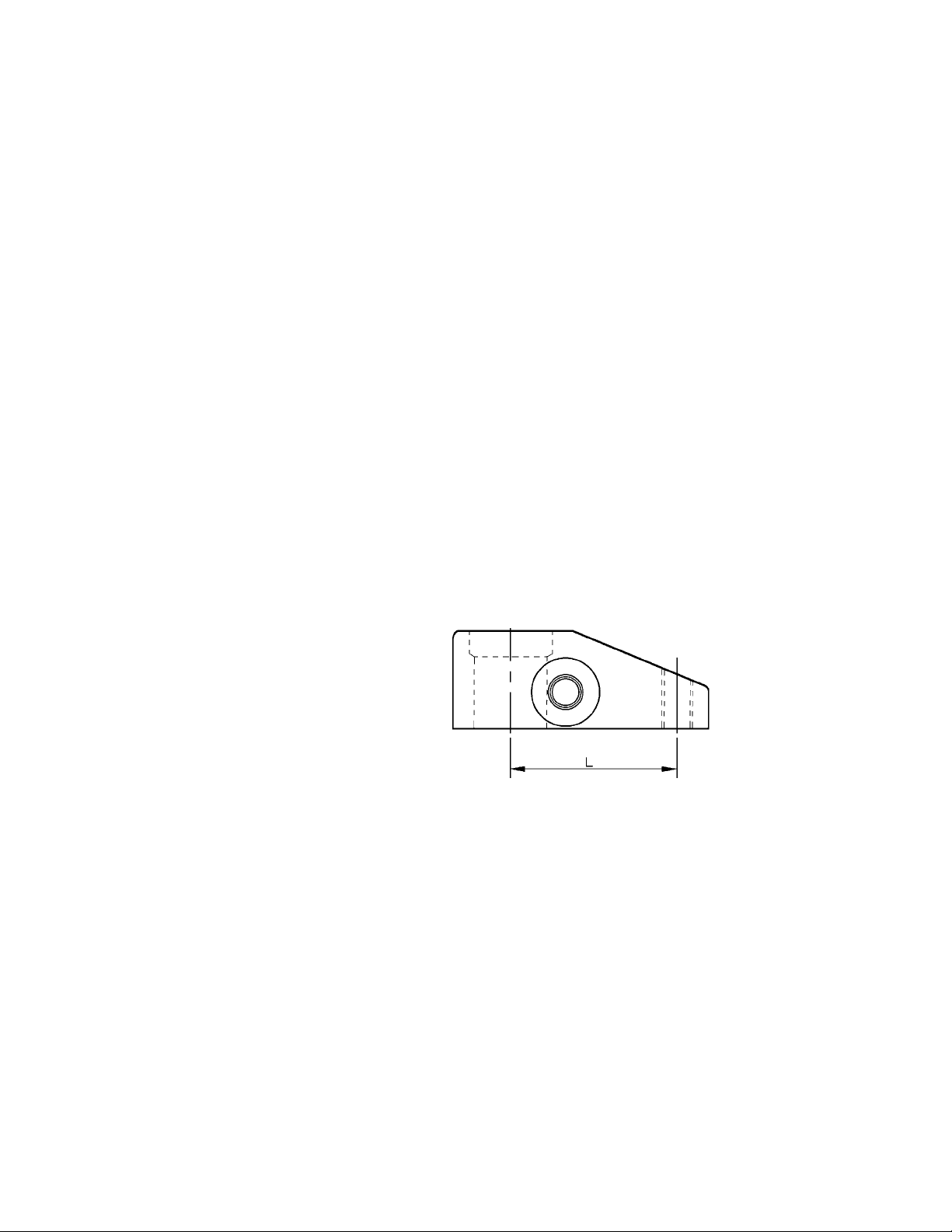
Pressure and Flow Rate
Clamp arm length (L) determines operating pressure setting and flow rate.
See Operating Specifications — Maximum Flow Rate Chart on page 2 for clamp arm
length, pressure setting, and flow rate. Set operating pressure and flow rate according to
the limits established by the length of the clamp arm. Do not exceed the load-to-length
pressure ratios. As the arm length increases, the clamping force and maximum operating pressure are reduced.
)
CAUTION
It is very important that you use the correct pressure and flow settings.
Operating outside these limits will cause damage to the swing cylinder. Damage
caused by exceeding rated pressure and maximum flow is NOT covered by warranty.
MAINTENANCE
Maintenance is required when wear or leakage is noticed. Occasionally inspect all components to detect any problem requiring service and maintenance. Enerpac offers readyto-use repair part kits. Repair parts sheets are available with assembly drawing and
parts list. Contact Enerpac.
IMPORTANT: Consult the repair parts sheet for service information about correct
assembly and disassembly. Incorrect maintenace and service, such as wrong torque values, may cause product malfunctions and/or personal injury.
8
Figure 9
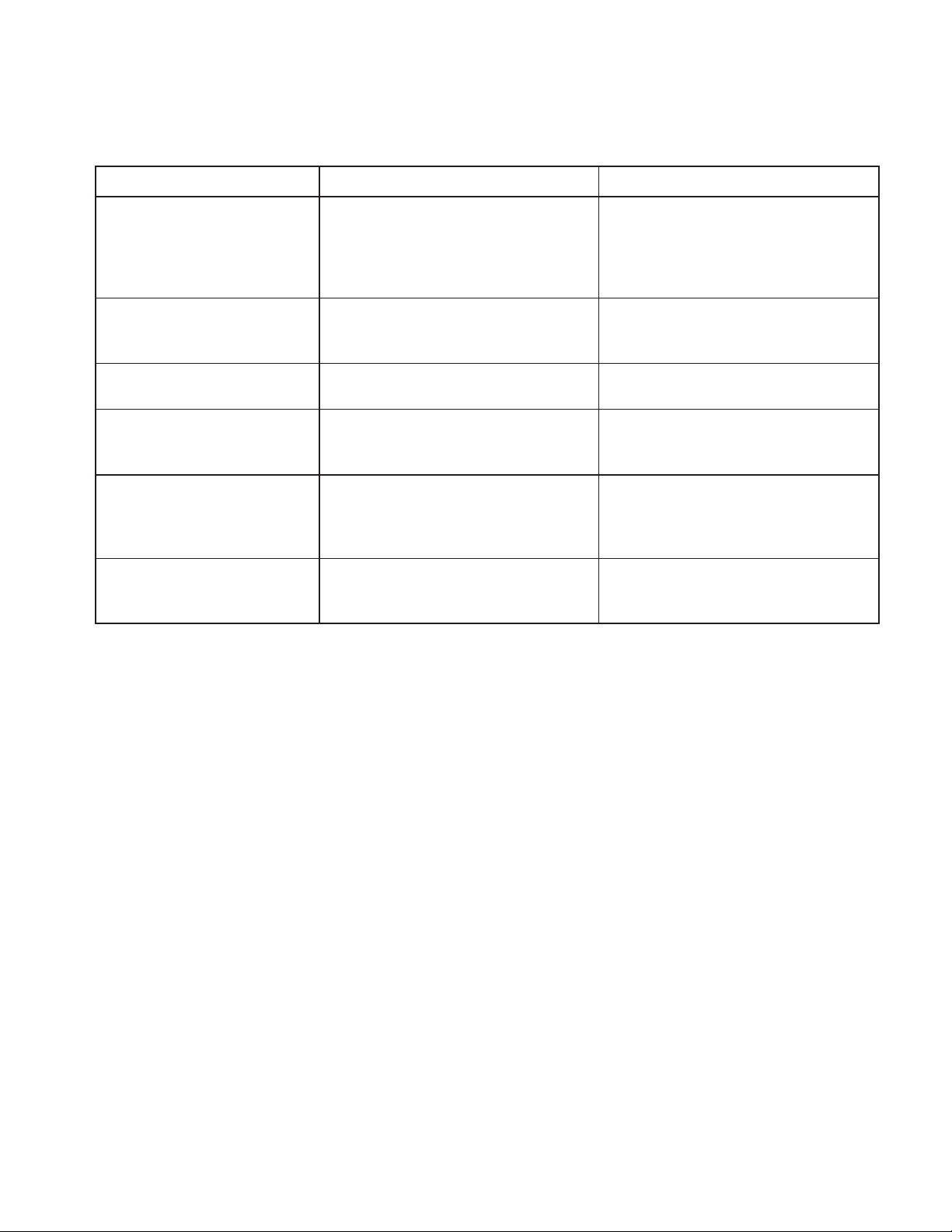
TROUBLESHOOTING
The following information is intended to be used only as an aid in determining if a
problem exists. For repair service, contact your distributor or Authorized Enerpac
Service Center.
CLAMP ARM MACHINING SPECIFICATIONS (page 60)
See Pressure and Flow Rate on page 8 to correctly measure the arm length. To deter-
mine the maximum clamping force on the arm, refer to Operating Specifications —
Maximum Flow Rate Chart on page 2.
9
Problem Possible Cause Solution
1. Cylinder will not
clamp/unclamp.
A. Pump release valve open.
B. No oil in pump reservoir.
C. Air in system.
D. Spring broken in cylinder.
A. Close pump release valve.
B. Fill pump reservoir.
C. Remove air from hydraulic system.
D. Replace spring.
2. Cylinder advances part way.
A. Oil level in pump too low.
B. Plunger binding.
A. Fill pump reservoir.
B. Replace damaged parts
— refer to Repair Parts Sheet
3. Cylinder clamp/unclamps
slower than normal.
A. Restricted hydraulic line.
B. Pump malfunction.
A. Check valves, fittings, and tubing.
B. Refer to pump Instruction Sheet
4. Cylinder clamps/unclamps
but will not hold pressure.
A. Seals damaged.
B. Pump malfunction.
A. Replace seals
— refer to Repair Parts Sheet
B. Refer to pump Instruction Sheet
5. Cylinder leaks oil.
A. Seals damaged.
B. Plunger worn or damaged.
A. Replace seals
— refer to Repair Parts Sheet
B. Replace damaged parts.
— refer to Repair Parts Sheet
6. Clamp arm does not make
swing movement.
A. Clamp arm loose.
B. Plunger damaged.
A. Reposition and retighten clamp arm
B. Replace damaged parts
— refer to Repair Parts Sheet

10
L2206 Rev. O 05/97
WICHTIGE ANWEISUNGEN FÜR DIE EINGANGSKONTROLLE
Unterziehen Sie alle Teile einer Sichtkontrolle auf eventuelle Transportschäden. Wird ein
solcher Schaden festgestellt, benachrichtigen Sie unverzüglich den Spediteur.
Transportschäden sind von der Gewährleistung NICHT abgedeckt. Der Spediteur haftet für
alle Reparatur- und Austauschkosten, die sich aus einer Beschädigung beim Transport
ergeben.
INHALTSVERZEICHNIS
ENGLISH................... 1 ESPAÑOL....................... 31
DEUTSCH ............... 11 ITALIANO ..................... 41
FRANÇAIS.............. 21 NEDERLANDS.............. 51
BESCHREIBUNG
Diese Schwenkspannzylinder schwenken um 90° im Uhrzeigersinn oder gegen den
Uhrzeigersinn. Einfach wirkende und doppelt wirkende Schwenkspannzylinder sind
erhältlich. Die Spannarme sind nicht im Lieferumfang der Zylinder enthalten. Die
Spannarme können einzeln gekauft oder gemäß den Spezifikationen auf Seite
60 angefertigt werden.
®
Bedienungsanleitung
Patronenförmige Schwenkspannzylinder
Modellnummercode
1 2 3 4 5 6
Sonderzubehör
R = rechts
schwenkend
S = einfach
wirkend
2 = 2,2 kN
V = Viton
S =
Schwenk-
spann-
zylinder
L = links
schwenkend
D = doppelt
wirkend
5 = 5,6 kN
2 = metrisch
C = Patrone
S = gerade
(nicht
schwenkbar)
12=11,6 kN
Kapazität [kN (lb)]
2,2 (500) 5,6 (1250) 11,6 (2600)
Hydraulikhub
[mm (in.)]
spannen 8,1 (0.32) 9,9 (0.39) 12,7 (0.50)
gesamt 16,5 (0.65) 22,6 (0.89) 28,4 (1.12)
Arbeitsbereich
[cm2(in.2)]
spannen 1,22 (0.19) 1,81 (0.28) 4,06 (0.63)
entspannen 1,55 (0.24) 3,81 (0.59) 7,94 (1.23)
Ölfassungsvermögen [cm
3
(in.3)]
spannen 1,25 (0.073) 4,05 (0.247) 11,4 (0.70)
entspannen 2,54 (0.155) 8,59 (0.524) 22,9 (1.40)
11,6 kN (2600 lb.)
2,2 kN (500 lb.) 5,6 kN (1250 lb.)
TECHNISCHE DATEN
TECHNISCHE DATEN
(Fortsetzung)
12
2,2 kN (500 lb) - Die maximale Spannarmlänge beträgt 76 mm (3 in.).
Spannarmlänge
[mm (in.)]
gerader
Anzug
25 (0.97)
Standard-
Spannarm
38 (1.5)
ausge-
fahren
51 (2.0)
ausge-
fahren
64 (2.5)
ausge-
fahren
76 (3.0)
ausge-
fahren
Max. Durchfluß
[cc/min
(in.3/min)]
197 (12) 197 (12) 98 (6) 98 (6) 98 (6) 98 (6)
Max. Druck
[bar (psi)]
350 (5000) 350 (5000) 207 (3000) 145 (2100) 128 (1850) 107 (1550)
Spannkraft
[kN (lb)]
2,6 (585) 2,2 (500) 1,2 (275) 0,8 (175) 0,7 (150) 0,5 (110)
5,6 kN (1250 lb) - Die maximale Spannarmlänge beträgt 127 mm (5 in.).
Spannarmlänge
[mm (in.)]
gerader
Anzug
40 (1.58)
Standard-
Spannarm
51 (2.0)
ausge-
fahren
76 (3.0)
ausge-
fahren
102 (4.0)
ausge-
fahren
127 (5.0)
ausge-
fahren
Max. Durchfluß
[cc/min
(in.3/min)]
410 (25) 410 (25)
197 (12) 197 (12) 197 (12) 197 (12)
Max. Druck
[bar (psi)]
350 (5000) 350 (5000)
262 (3800) 172 (2500) 131 (1900)
103 (1500)
Spannkraft
[kN (lb)]
6,2 (1390) 5,0 (1100) 3,3 (750) 2,0 (450) 1,2 (275) 0,9 (200)
Spannkraft
[kN (lb)]
Max. Druck
[bar (psi)]
Max. Durchfluß
[cc/min
(in.3/min)]
Spannarmlänge
[mm (in.)]
13,8 (3100)
350 (5000)
1639 (100)
gerader
Anzug
11,6 kN (2600 lb) - Die maximale Spannarmlänge beträgt 152,4 mm (6 in.).
11,6 (2600)
350 (5000)
1639 (100)
51 (2.0)
Standard-
Spannarm
7,1 (1600)
235 (3400)
820 (50)
76 (3.0)
ausge-
fahren
4,9 (1100)
179 (2600)
820 (50)
102 (4.0)
ausge-
fahren
3,3 (750)
138 (2000)
820 (50)
127 (5.0)
ausge-
fahren
2,7 (600)
117 (1700)
820 (50)
152 (6.0)
ausge-
fahren
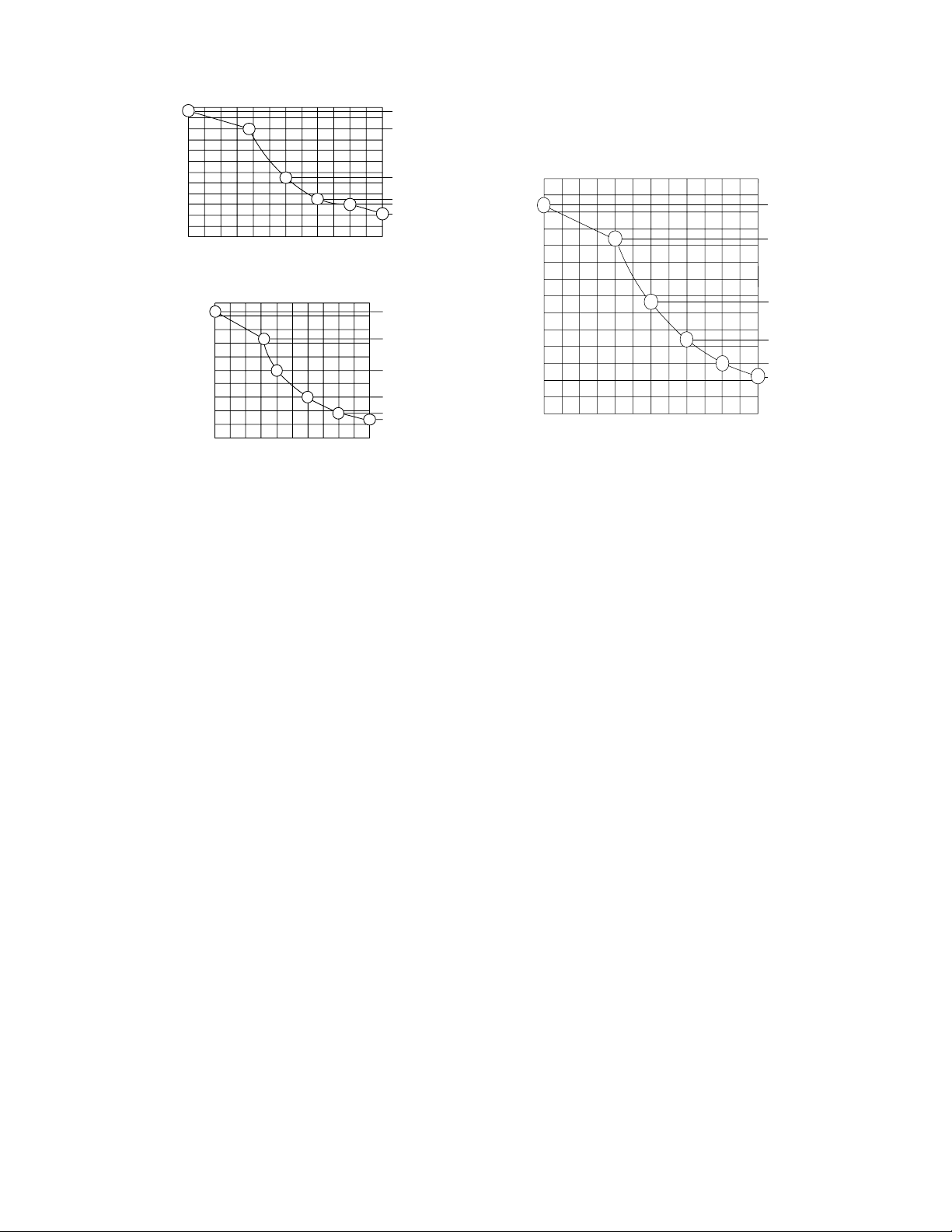
Diagramme: Spannkraft als Funktion der Spannarmlänge
EINLEITENDE INFORMATIONEN
WICHTIG: Falls diese Anweisungen nicht gelesen und beachtet werden, können
Systemstörungen oder Produktversagen die Folge sein, und die Gewährleistung kann
verfallen.
(1) Zu hohe Durchflußraten können zu übermäßiger Zylindergeschwindigkeit
führen, die den Zylinder beschädigen kann. Hydraulikdruck und
Zylindergeschwindigkeit sind entsprechend der Spannarmlänge einzustellen.
Die Spannkraft ist außerdem je nach Spannarmlänge unterschiedlich. Siehe
hierzu die Betriebsspezifikationen auf Seite 12.
(2) Durchflußsteuerungen mit Rücklauf-Rückschlagventilen sollten zur
Verringerung der Schwenkzylindergeschwindigkeit auf die empfohlene
Geschwindigkeit benutzt werden. Die Rücklauf-Rückschlagventile dienen zur
Minimierung des Staudrucks, der bei einfach wirkenden Systemen zu einem
Entspannungsversagen führen kann.
(3) Bei der Verwendung von einfach wirkenden Zylindern ist der Rücklauf-
Staudruck auf maximal 3,5 bar (50 psi) zu begrenzen. Rohre mit großem
Durchmesser (10 mm [0.39 in.] Außendurchmesser oder größer) und
Durchflußsteuerungen mit Freiflußrücklauf-Rückschlagventilen tragen zur
Verringerung des Staudrucks bei. Informationen über entsprechende
Systementwürfe sind auf Anfrage von Enerpac zu enthalten.
(4) Übermäßiger Rücklauf-Staudruck kann außerdem doppelt wirkende
Schwenkspannzylinder beschädigen. Den Rücklauf-Staudruck auf maximal
42 bar (600 psi) begrenzen. Doppelt wirkende Systeme sollten einen dosierbaren
Ölzufluß mit freiem Rückfluß im Spannausgang aufweisen.
(5) Das Einspannen des Werkstücks sollte am Mittelpunkt des vertikalen
Arbeitshubs beginnen. Keine Werkstücke dürfen eingespannt werden, während
sich die Schwenkklemme dreht. Der Spannarm muß sich während der 90°
Drehung frei drehen (Kontakt mit Fräsköpfen, Werkzeugen usw. vermeiden).
(6) Die Montage des Spannarms am Zylinderkolben muß entsprechend den
Anweisungen auf Seite 17 erfolgen.
13
1
25
[1.00]51[2.00]76[3.00]
102
[4.00]
127
[5.00]
1,33 [300]
2
5
4
0
3
6,67 [1500]
0
5,34 [1200]
4,00[900]
2,67 [600]
350 [5000]
350 [5000]
262 [3800]
131 [1900]
103 [1500]
172 [2500]
76
[3.00]
13
[.50]25[1.00]38[1.50]51[2.00]64[2.50]
0,67 [150]
0
0
1
1,34 [300]
2,00 [450]
2,67 [600]
2
3
5
350 [5000]
350 [5000]
207 [3000]
145 [2100]
128 [1850]
107 [1550]
4
152,4
[6.00]
3,3 [500 ]
0
127,0
[5.00]
50,8
[2.00]
25,4
[1.00]
101,6
[4.00]
76,2
[3.00]
4,44 [1000]
6,66 [1500]
8,89 [2000]
11,11 [2500]
15,55 [3500]
13,33 [3000]
0
5
4
3
2
1
350 [5000]
235 [3400]
138 [2000]
117 [1700]
179 [2600]
350 [5000]
Abbildung 1
2,2 kN (500 lb.)-Modelle
Spannkraft [kN (lb)]
Spannkraft [kN (lb)]
Spannkraft [kN (lb)]
Max. Spanndruck [bar (psi)]
Max. Spanndruck [bar (psi)]
Max. Spanndruck [bar (psi)]
11,6 kN (2600 lb.)-Modelle
5,6 kN (1250 lb.)-Modelle
EINBAUSPEZIFIKATIONEN
14
C
B
K
J
H
63 [1,6]
15˚-20˚
L
M
E
D
[1,6]
63
A
I
A
G
C
B
K
J
63 [1,6]
15˚-20˚
F
P
N
28˚-32˚
L
M
E
D
[1,6]
63
A
H
I
B
A
C
B
K
J
63 [1,6]
15˚-20˚
N
28˚-32˚
L
M
E
D
[1,6]
63
A
H
I
B
A
F
O
Abbildung 2
Abbildung 3
Abbildung 4
C
B
K
J
63 [1,6]
15˚-20˚
F
O
N
28˚-32˚
L
M
E
D
[1,6]
63
A
H
I
B
A
Abbildung 5
A Spannen B Entlüftung
A Spannen B Entspannen
Doppelt wirkend Doppelt wirkend in Grundloch
Einfach wirkend Einfach wirkend in Grundloch
R. & Blend
R. & Blend
R. & Blend
R. & Blend
15
Mounting Specifications
2,2 kN (500 lb)-
Modelle
5,6 kN (1250 lb)-
Modelle
11,6 kN (2600 lb)-
Modelle
A
Ø 38,4 - 38,8 mm
(1.51-1.53 in.)
Ø 57,5 - 57,9 mm
(2.26 - 2.28 in.)
Ø 76,5 - 76,9 mm
(3.01 - 3.03 in.)
B
Ø 30,3 - 30,7 mm
(1.19 - 1.20 in.)
Ø 42,5 - 42,9 mm
(1.67 - 1.69 in.)
Ø 60,5 - 60,9 mm
(2.38 - 2.40 in.)
C
M28 x 1,5 -6H M42 x 1,5-6H M60 x 1,5 - 6H
DTyp.
Ø 1,8 - 2,2 mm
(.07 - .09 in.)
Ø 4,6 - 5,0 mm
(.18 - .20 in.)
Ø 4,6 - 5,0 mm
(.18 - .20 in.)
E
15,8-16,5 mm
(.62 - .65 in.)
14,5 - 14,9 mm
(.57 - .59 in.)
13,8 - 14,2 mm
(.54 - .56 in.)
F
27,2 - 36,3 mm
(1.07 - 1.43 in.)
30,3 - 41,1 mm
(1.19 - 1.62 in.)
30,0 - 30,4 mm
(1.18 - 1.20 in.)
G Minimum
25,4 mm (1.00 in.) 25,4 mm (1.00 in.) 25,4 mm (1.00 in.)
H
17,3 - 17,7 mm
(.68 - .70 in.)
16,3 - 16,7 mm
(.64 - .66 in.)
15,0 - 15,4 mm
(.59 - .61 in.)
I
1,3 - 1,7 mm
(.05 - .07 in.)
1,6 - 2,0 mm
(.06 - .08 in.)
1,3 - 1.7 mm
(.05 - .07 in.)
J Maximum
3,0 mm (.12 in.) 3, 0 mm (.12 in.) 3,0 mm (.12 in.)
K
1,3 - 1,7 mm
(.05 - .07 in.)
2,1 - 2,5 mm
(.08 - .10 in.)
2,1 - 2,5 mm
(.08 - .10 in.)
L
Ø 25,40 - 25,45 mm
(1.000-1.002 in.)
Ø 34,93 - 34,97 mm
(1.375 - 1.377 in.)
Ø 57,15 - 57,20 mm
(2.250 - 2.252 in.)
M
Ø 27,0 - 27,4 mm
(1.06 - 1.08 in.)
Ø 35,6 - 36,0 mm
(1.40 - 1.42 in.)
Ø 58,5 - 58,9 mm
(2.30 - 2.32 in.)
P Minimum
O Minimum
NTyp.
47,8 mm (1.88 in.)
56,6 mm (2.23 in.)
2,1 - 2,5 mm
(.08 - .10 in.)
50,8 mm (2.00 in.)
59,7 mm (2,35 in.)
2,8 - 3,3 mm
(.11 - .13 in.)
41,1 mm (1.62 in.)
78,2 mm (3.08 in.)
3,9 - 4,3 mm
(.15 - .17 in.)
Einbauspezifikationen
INSTALLATION
Diese Schwenkspannzylinder sind so konstruiert, daß die radiale Stellung des Spannarms
nach dem Einbau des Zylinders eingestellt werden kann. Wenn die Drehungsrichtung geändert werden muß, muß dies vor dem Einbau des Zylinders geschehen.
Ändern der Kolbendrehung (falls erforderlich)
Die Kolbendrehrichtung wird geändert, indem der Buchstabe auf der Kolbenoberseite mit
dem Pfeil auf der den Anschlüssen gegenüberliegenden Seite des Zylinders ausgerichtet
wird. Zum Ändern der Drehrichtung die Abbildungen beachten und das nachstehende
Verfahren ausführen. Für die Bodenschraube wird ein Gabelschlüssel benötigt.
1. Den Arm (F) so auf dem Kolben (G) plazieren, daß er als Griff zum Bewegen des
Kolbens benutzt werden kann.
(a) Die Spannarmschraube (H) lösen.
(b) Den Sicherungsring (I) entfernen und den Spannarm über den Kolben nach
unten schieben, bis die obere Kante des Spannarms 6 mm (0.25 in.) von der
Kolbenoberseite entfernt ist.
(c) Die Spannarmschraube anziehen. Den Sicherungsring NICHT wegwerfen.
2. Den Gabelschlüssel an die Bodenschraube (J) des Zylinders ansetzen und den Stopfen
(zu Ihnen gerichtet) 4 Umdrehungen gegen den Uhrzeigersinn drehen.
HINWEIS: Bei einfach wirkenden Modellen muß die Bodenschraube unter Umständen
mehr als 4 Umdrehungen gedreht werden, um den Federdruck der
Rückpreßfeder zu entlasten.
3. Den Kolben nach unten drücken und ihn so drehen, bis der gewünschte Buchstabe (L,
R, S) mit dem Pfeil an der Zylinderseite ausgerichtet ist.
4. Wenn der Buchstabe und der Pfeil ausgerichtet sind, den Kolben nach oben ziehen,
die Bodenschraube wieder einschrauben (im Uhrzeigersinn) und fest anziehen.
16
S
L
R
S
L
R
S
L
R
.6,4mm
I
F
H
G
J
Gerader Anzug
Links schwenkend Rechts schwenkend
Spannen und entspannen
Entspannen
Entspannen
Spannen Spannen
Abbildung 6
6,4 mm
Befestigung des Spannarms
1. Den Sicherungsring (A) vom oberen Teil des
Kolbens (B) entfernen.
2. Den Spannarm (C) über den Kolben nach unten
schieben und eine Zange verwenden, um den
Sicherungsring zurück in die Kolbennut zu
drücken. Den Sicherungsring so ausrichten, daß
dessen Öffnung am hinteren bzw. massiven Teil
des Spannarms liegt. Siehe Abbildung.
3. Den Spannarm so lange nach oben verschieben, bis er fest am Sicherungsring in der
gewünschten Stellung anliegt. In dieser Stellung die Spannarmschraube (D) mit dem
erforderlichen Anzugsdrehmoment gemäß nachstehender Spezifikation anziehen.
)
VORSICHT
Durch falsches Anzugsdrehmoment der Spannarmschraube könnte der Spannarm
während des Betriebs verrutschen. VERWENDEN SIE BITTE NUR SECHSKANTINBUSSCHRAUBEN DER QUALITÄTSKLASSE 8 (12.9 DIN 912) (werden mit
Standard-Spannarmen geliefert).
Einbau des Zylinders
Beim Entwurf des hydraulische Kreislaufs die auf Seite 13 im Abschnitt EINLEITENDE
INFORMATIONEN aufgeführten Faktoren beachten. Weitere Informationen über die
Installation von hydraulischen Kreisläufen sind im
Enerpac-Katalog für Werkstückhaltevorrichtungen (nur
in Englisch erhältlich) zu finden.
Einbaulöcher müssen entsprechend den auf Seite 14 und
15 dargestellten Spezifikationen vorbereitet werden.
Beim Vorbereiten der Vorrichtung vorsichtig vorgehen.
Die Bohrungen der Vorrichtung genau bearbeiten. Zur
Verhinderung von Undichtheiten die
Vorrichtungseinbaufläche so bearbeiten, daß deren
durchschnittliche Rauheit (Ra) 1,6 µm (63 µin.) nicht
überschreitet. Sicherstellen, daß es an den
Kontaktflächen der Ölzuflußbohrungen im Zylinderloch
keine freiliegenden Metallgrate gibt.
)
VORSICHT
Alle Bohrkanäle der Vorrichtung gründlich ausspülen, um zu verhindern, daß
während des Betriebs Schmutz in den Zylinder gelangt.
Die äußeren Zylinder-O-Ringe vor dem Einbau des Zylinders in das Loch schmieren. Den
Zylinder vorsichtig einbauen, bis der Metallring (E) die Schulterbohrungsfläche wie in
Abbildung 8 dargestellt berührt. Den Zylinderkörper mit Hilfe des oberen Sechskant-Teils
des Zylinders, nicht mit dem Spannarm, in der Einbauplatte anziehen. Die
Anzugsdrehmomentwerte sind der nachstehenden Tabelle zu entnehmen.
17
Abbildung 7
Zylinderkapazität Anzugsdrehmoment (geschmiert)
2,2 kN (500 lb.) 16,3 - 20,3 Nm (12 - 15 ft-lb.)
5,6 kN (1250 lb.) 32,5 - 39,3 Nm (24 - 29 ft-lb.)
11,6 kN (2600 lb.) 59,7 - 71,8 Nm (44 - 53 ft-lb.)
Anzugsdrehmoment der Spannarmschraube
E
Abbildung 8
Zylinderkapazität Einbau-Anzugsdrehmoment
2,2 kN (500 lb.) 122 - 149 Nm (90 - 110 ft-lb.)
5,6 kN (1250 lb.)
190 - 217 Nm (140 - 160 ft-lb.)
11,6 kN (2600 lb.) 258 - 285 Nm (190 - 210 ft-lb.)
Einfach wirkende Zylinder
Einfach wirkende Zylinder weisen ein Entlüftungsloch im unteren Anschluß des Zylinders
auf. Bei der Einbauoption mit offener Plattenkonstruktion (Abb. 2, Seite 14) muß vorsichtig
darauf geachtet werden, daß kein Kühlschmiermittel bzw. keine Schneidflüssigkeit in das
Entlüftungsloch gelangt. Wird das Entlüftungsloch ständig von Kühlschmiermittel umspült,
so wird die Grundloch-Konstruktion (Abb. 3, Seite 14) empfohlen. Diese Konstruktion
ermöglicht die Entlüftung der Federkammer zu einem Bereich hin, der frei von Flüssigkeiten
und Verunreinigungen ist.
BETRIEB
Schwenkspannzylinder drehen sich im ersten Teil des Hubs um 90° und setzen dann ohne
Drehung mit einem Spannhub fort. Der Spannhub des Zylinders ist ein gerader Abwärtshub.
Die Spannung darf nur im vertikalen Hubbereich erfolgen, nicht während der
Schwenkbewegung.
)
VORSICHT
— Wenn die Spannkraft im Schwenkbereich des Hubs aufgebracht wird, führt
dies zu einer internen Beschädigung des Kolbens.
— Um höchstmögliche Leistung und Sicherheit des Zylinders zu gewährleis-
ten, stellen Sie bitte sicher, daß alle hydraulischen Verbindungen, Schläuche
und Fittings ordnungsgemäß abgedichtet und vollständig angezogen sind.
— Stellen Sie sicher, daß alle Teile dem Systemdruck standhalten. Für
niedrigeren Druck ausgelegte Komponenten können einem höheren Druck
nicht standhalten. Die Verwendung von Komponenten, die für niedrigeren
Druck ausgelegt sind, führt zu Beschädigung der Ausrüstung und
möglicherweise zu Verletzungen.
Druck und Durchflußrate
Die Spannarmlänge (L) bestimmt die Betriebsdruckeinstellung und die Durchflußrate.
Spannarmlänge, Druckeinstellung und Durchflußrate sind der Tabelle für maximale
Durchflußrate im Abschnitt Technische Daten auf Seite 12 zu entnehmen. Den
Betriebsdruck und die Durchflußrate gemäß den Grenzwerten einstellen, die durch die
Spannarmlänge festgelegt werden. Die Last-zu-Länge-Druckverhältnisse nicht überschreiten.
Je länger der Arm, desto geringer die Spannkraft und der maximale Betriebsdruck.
)
VORSICHT
Es ist sehr wichtig, daß die korrekten Einstellungen für Druck und Durchfluß
eingehalten werden. Ein Betreiben außerhalb dieser Grenzwerte führt zur
Beschädigung des Schwenkspannzylinders. Beschädigungen aufgrund der Überschreitung von Nenndruckwerten und Höchstdurchflußwerten sind von der
Gewährleistung NICHT abgedeckt.
18
Abbildung 9
WARTUNG
Wartungsarbeiten sind erforderlich, wenn Abnutzung oder Undichtheiten festgestellt werden.
Alle Komponenten gelegentlich auf eventuelle Probleme prüfen, die Wartungs- oder
Servicearbeiten erfordern. Enerpac bietet verwendungsfertige Reparaturteilsätze an.
Reparaturteilbögen mit Montagezeichnungen und Ersatzteillisten sind erhältlich. Wenden Sie
sich hierzu an Enerpac.
WICHTIG: Entnehmen Sie bitte alle Informationen zum vorschriftsmäßigen Zusammenbau
und Auseinanderbau den Ersatzteilbögen. Falsche Wartung und falscher Service, wie z.B.
falsche Anzugsdrehmomente, können Funktionsfehler und/oder Verletzungen verursachen.
STÖRUNGSSUCHE
Die folgenden Informationen sollen nur als Hilfe zur Störungssuche dienen. Wenden Sie sich
wegen Reparaturen an Ihr Vertriebsunternehmen oder das autorisierte Enerpac-ServiceCenter.
BEARBEITUNGSSPEZIFIKATIONEN FÜR SPANNARME (Seite 60)
Zur korrekten Messung der Armlänge siehe Druck und Durchflußrate auf Seite 18. Zur
Bestimmung der maximalen Spannkraft für den Arm siehe die Tabelle für maximale
Durchflußrate im Abschnitt Technische Daten auf Seite 12.
19
Problem Mögliche Ursache Lösung
1. Zylinder spannt/
entspannt nicht.
A. Pumpen-Druckentlastungsventil offen.
B. Kein Öl im Pumpentank.
C. Luft im System.
D. Feder im Zylinder gebrochen.
A. Das Pumpen-Druckentlastungsventil schließen.
B. Pumpentank auffüllen.
C. Luft aus dem Hydrauliksystem entfernen.
D. Feder ersetzen.
2. Zylinder fährt nur teilweise aus.
A. Ölstand in der Pumpe zu niedrig.
B. Kolben klemmt.
A. Pumpentank auffüllen.
B. Schadhafte Teile ersetzen - siehe
Ersatzteilbogen.
3. Zylinder spannt/entspannt langsamer
als üblich.
A. Verstopfte Hydraulikleitung.
B. Funktionsstörung der Pumpe.
A. Ventile, Fittings und Rohrverlegungen prüfen.
B. Siehe Pumpenanleitungsblatt.
4. Zylinder spannt/entspannt, hält den
Druck aber nicht.
A. Dichtungen defekt.
B. Funktionsstörung der Pumpe.
A. Dichtungen ersetzen - siehe Ersatzteilbogen.
B. Siehe Pumpenanleitungsblatt.
5. Zylinder verliert Öl.
A. Dichtungen defekt.
B. Kolben abgenutzt oder beschädigt.
A. Dichtungen ersetzen - siehe Ersatzteilbogen.
B. Schadhafte Teile ersetzen - siehe
Ersatzteilbogen.
6. Spannarm führt keine
Schwenkbewegung aus.
A. Spannarm lose.
B. Kolben beschädigt.
A. Spannarm neu positionieren und festziehen.
B. Schadhafte Teile ersetzen - siehe
Ersatzteilbogen.

20
 Loading...
Loading...