

Page 1

TI 00261T/02/EN/13.19
71443101
Products Solutions Services
Technical Information
Thermowell
Omnigrad M TW10
Pipe thermowell
Threaded process connection
Application
Omnigrad M TW 10 thermowells are designed for the use in the
fine chemicals industry but can also be used for generic applications.
Thanks to its modular configuration, defined in standard DIN
43772 (form 2G/3G), the TW 10 thermowell is suitable for
almost all industrial processes.
Features and benefits
• SS 316L/1.4404, SS 316Ti/1.4571 and Hastelloy C for the
"wetted" parts
• The common threaded process connections are supplied as
standard; others are available on request
• Customized immersion length
• Surface finishing Ra < 0.8 μm
• Tip of the thermowell with a reduced diameter or tapered for
a faster response time
• Material certification (3.1.B)
• Pressure test
• Test with penetrant liquids on welds
Page 2
Areas of application
TW10_G_dd_07_it_01
• Fine chemicals industry
• Light energy industry
• Food industry
• General industrial services
Function and system design
Equipment architecture The design of the thermowell is based on standard DIN 43772 and can therefore guarantee a good
level of resistance to the most typical and common industrial processes.
The thermowell is made from a tube with a diameter of 9, 11 or 12 mm. The final part can be straight,
tapered (i.e. with a gradual reduction of the stem achieved thanks to a swaging procedure), or reduced
(stepped).
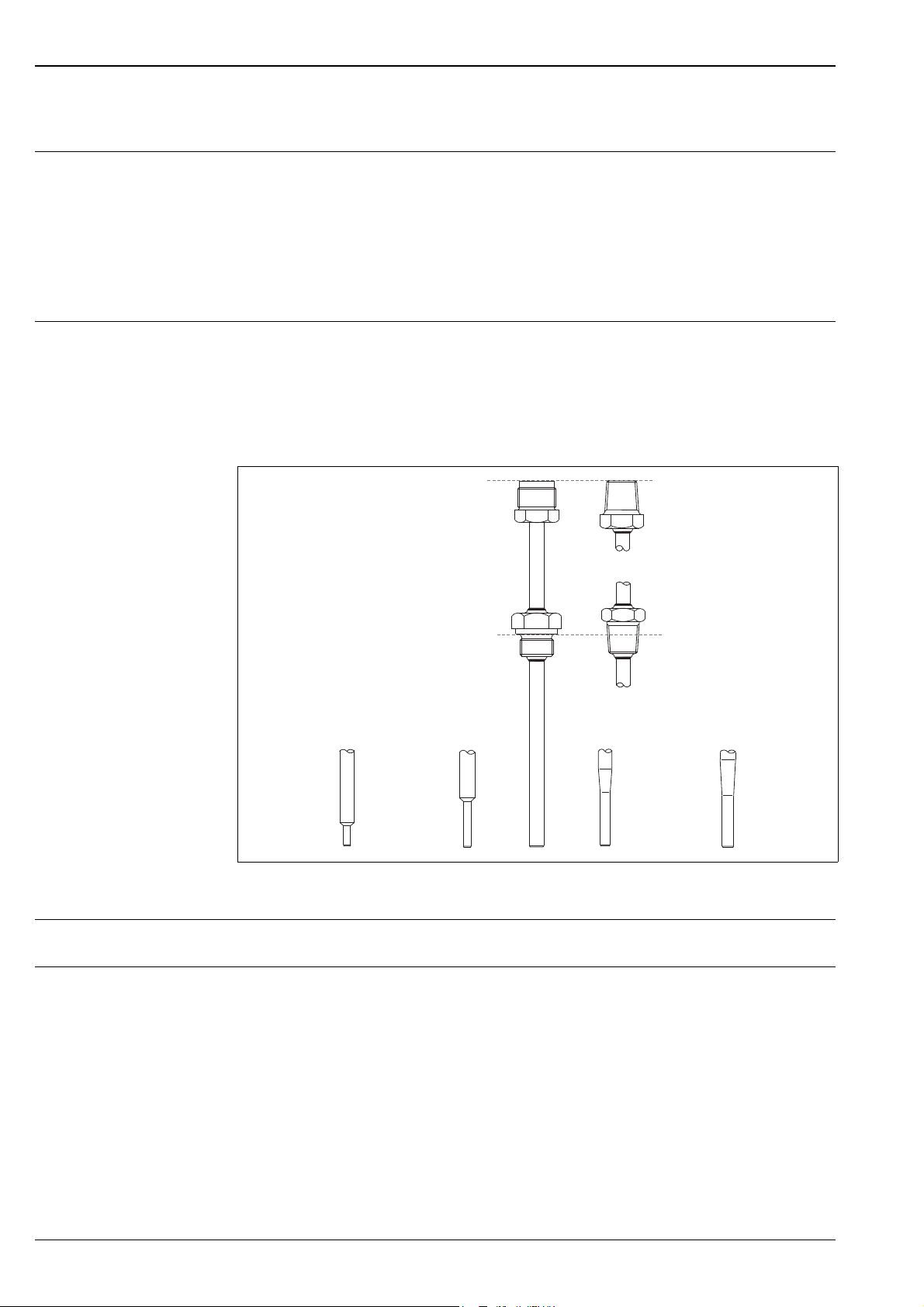
The Omnigrad M TW 10 thermowell can be fitted on the plant (tube or tank) using a threaded connection, which can be chosen from the most common models (see section "Structure of components").
Fig. 1: TW 10 with several types of process connections and end parts of the thermowell
Material Wetted parts in SS 316L/1.4404, SS 316Ti/1.4571 or Hastelloy C.
Weight From 0.5 to 2 Kg for standard options.
2
Page 3
Performance
Grafic_g_gd_05_en_06
Grafic_g_gd_05_en_16
Operating conditions Process temperature
• 316L/1.4404 -200 ÷ 600°C
• 316Ti/1.4571 -200 ÷ 800°C
• Hastelloy C -200 ÷ 1000°C
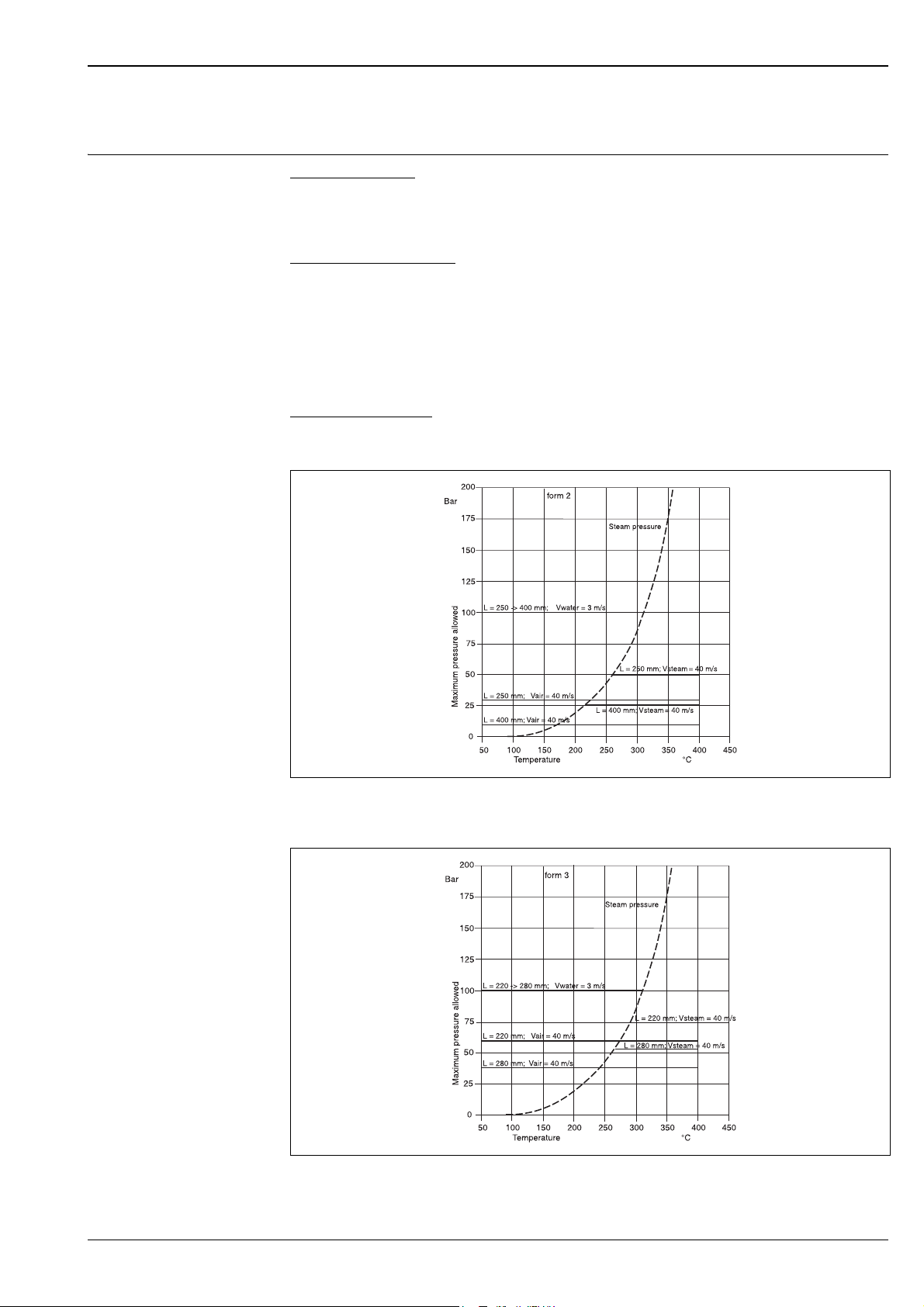
Maximum process pressure
The pressure values to which the thermowell can be subjected at varying temperatures are illustrated
in the drawings of figures 2 and 3. A possible limitation can originate from process connections. For
tubes with a diameter of 9 mm, with a limited flow rate, the thermowell can tolerate the following
maximum pressures:
• 50 bar at 20°C
• 33 bar at 250°C
• 24 bar at 400°C.
Maximum flow velocity
The highest flow velocity tolerated by the thermowell decreases as the length of the well/probe, exposed to the stream of the fluid, increases.
Some information is provided in the drawing of figures 2 and 3
.
Fig. 2: Pressure/temperature drawing for thermowell with a straight pipe Ø 11 mm in SS 316Ti/1.4571
Fig. 3: Pressure/temperature drawing for thermowell with tapered pipe Ø12 mm in SS 316Ti/1.4571
3
Page 4

Installation
h
L
d
TW10xx_g_id_07_it_01
The Omnigrad M TW 10 thermowells can be mounted on the wall of pipes or vessels or other plant
parts that may require them.
The interface components for the process connection and the related gaskets are not normally provided with the sensors and must be purchased by the customer.
Immersion length may influence the accuracy of the measurement. If the immersion length is too low,
an error may be generated in the temperature recorded due to the lower temperature of the process
fluid near to the walls and heat transfer, which takes place through the sensor stem. The incidence of
such an error can be relevant if there is a large difference between the process temperature and ambient temperature. In order to avoid this source of inaccuracy, the thermowell
ter and the immersion length (L) should be, if possible, at least 80÷100 mm.
For pipes with a small section, it is necessary to make sure that the tip of the probe reaches or slightly
exceeds, if possible, the axis line of the duct (see fig. 4A-4B). Insulation of the outer part of the sensor
reduces the effect produced by a low immersion length. Another solution may be a tilted installation
(see fig. 4C-4D). For use in the food industry, it is best to follow the rule h <= d/2.
should have a small diame-
Fig. 4: Installation examples
With regard to corrosion, the base material of the wetted parts (SS 316L/1.4404, SS 316Ti/1.4571,
Hastelloy C) can tolerate the common corrosive media right up to even the highest temperatures. For
further information on specific applications, please contact the E+H Customer Service.
4
Page 5

System components
E
L
Gas NPT
C
D
ATTACH_G_DG_13_IT_01
TW10_G_dd_13_en_02
Extension neck The extension neck is the part between the process connection and the housing. It is normally made of
a tube with the same dimensional and physical characteristics (diameter and material) of the tube
under the process connection.
The standard lengths of the neck are 80 or 145 mm, according to the selected option.
In accordance with standard DIN 43772, in the case of a thermowell with a diameter of 12 mm
and a tapered tip (form 3G), the extension neck will be respectively 87 or 147 mm.
The M24x1.5 connection, situated in the upper part of the neck, enables to orient the head of the sensor. This option is not available with 1/2” NPT fittings.
Process connection Standard connections are available in the following types:
• M20x1.5
• G 1/2” and G 1” DIN 43772 (DIN 3852 form A)
• G 1/2”, G 3/4” and G 1” BSP cylindrical
• 1/2” and 3/4” NPT.
Other versions may be supplied on request.
Figure 5 shows the engaging lengths.
Process connections Thread mm
C G 1/2” DIN 15
G 1” DIN 18
G 1/2” BSP 15
G 3/4” BSP 15
G 1” BSP 20
M 20X1.5 14
D1/2” NPT 8
3/4” NPT 8.5
Fig. 5: Engaging lengths
The immersion length of the part of tube in contact with the process fluid is available in the dimensions
indicated in standard DIN 43772 and in the most commonly used ones. Immersion length can also be
customised within a range of values (see "Sales structure" at the end of this document).
The surface finish (Ra) is 0.8 μm. The different types of tips (reduced or tapered) are described in figure
6.
1
Straight
Fig. 6: Functional components
1 Welded tip, weld quality according to EN ISO 5817 - quality class B
5
Page 6

Certificates & approvals
PED approval The Pressure Equipment Directive (97/23/CE) is respected. As paragraph 2.1 of article 1 is not appli-
cable to this kind of instruments, the marking 4 is not mandatory for TW 10 models used for generic
applications.
Material certification The material certificate 3.1.B (compliant standard EN 10204) can be directly selected from the sale
structure of the product and refers to the parts of the thermowell in contact with the process fluid.
Other types of certificates related to materials can be requested separately.
The "short form" certificate includes a simplified declaration, with no enclosures of documents, related
to the materials used in the construction of the single thermowell and guarantees the traceability of
the materials through the identification number of the thermometer. The data related to the origin of
the materials can subsequently be requested by the customer if necessary.
Test on the thermowell The pressure tests are carried out at ambient temperature in order to verify the resistance of the ther-
mowell to the specifications indicated by standard DIN 43772. For thermowells that do not
this standard (with a reduced tip, a tapered tip on a 9 mm tube, special dimensions ….)
the corresponding straight tube with similar dimensions is verified.
Tests at different pressures can be carried out on request.
The liquid (dye) penetrant test verifies the absence of crevices on the weldings of the thermowell.
comply with
, the pressure of
Ordering information
Detailed ordering information is available from the following sources:
• In the Product Configurator on the Endress+Hauser website:
www.endress.com → Select country → Instruments → Select device → Product page function:
Configure this product
• From your Endress+Hauser Sales Center:
www.endress.com/worldwide
Product Configurator - the tool for individual product configuration:
• Up-to-the-minute configuration data
• Depending on the device: Direct input of measuring point-specific information such as
measuring range or operating language
• Automatic verification of exclusion criteria
• Automatic creation of the order code and its breakdown in PDF or Excel output format
• Ability to order directly in the Endress+Hauser Online Shop
6
Page 7

7
Page 8

www.addresses.endress.com
 Loading...
Loading...