

Page 1
Betriebs- und Serviceanleitung
Schraube-Vakuumpumpe
VSA
VSA 150
VSA 330
VSA 400
VSA 800
B 830
2.4.99
Gardner Denver
Schopfheim GmbH
Postfach 1260
79642 SCHOPFHEIM
GERMANY
Fon +49 7622 / 392-0
Fax +49 7622 / 392-300
e-mail: er.de@
gardnerdenver.com
www.gd-elmorietschle.com
Page 2
Schraube-Vakuumpumpe
Inhaltsverzeichnis: Seite:
1. Einleitung 3
2. Anwendung 3
3. Konstruktion allgemein 4
3.1 Allgemein 4
3.2 Konstruktion 4
3.3 Technische Daten 4
3.4 Schaltschema 5
3.5 Beaufschlagung von Gasen 5
3.5.1 Kühlgas 5
3.5.2 Sperrgas 5
3.5.3 Reinigungsgas / Flüssigkeit 5
4. Arbeitsprinzip 5
4.1 Zusammenbau der Rohrleitung 5
4.1.1 Standort 5
4.1.2 Fundament 5
4.1.3 Installation 5
4.2 Rohrleitungen 5
4.2.1 Hauptrohrleitung 5
4.2.2 Kühlwasserrohrleitung 5
4.3 Verbindungen 6
4.3.1 V-Riemenantrieb 6
4.3.2 Kupplungsantrieb 6
4.4 Vorbereitung der Inbetriebnahme 6
4.5 Inbetriebnahme 6
4.6 Stoppen der Pumpe 6
4.7 Schmierung 6
5. Wartung und Inspektion 7
5.1 Generell 7
5.2 Periodische Inspektionen 7
5.3 Demontage 8
5.3.1 Vorsichtsmaßnahmen bei der Demontage 8
5.3.2 Demontagevorgang 8
5.4 Montage 8
5.4.1 Vorsichtsmaßnahmen bei der Montage 8
5.4.2 Montageablauf 9
6. Störungsbehebung 10
Datenblätter:
D830/1 ➝ VSA
Ersatzteilliste:
E830/1 ➝ VSA (01)
- 2 -
Page 3
1. Einleitung
Um Verunreinigungen von möglichen gefährlichen Substanzen im Prozess zu verhindern, muss das Abluftventil an ein geeignetes Emissionskontrollsystem angeschlossen sein.
Alle Anlagen, die aus irgendwelchen Gründen (z. B. Wartung) an uns zurückgeschickt werden, müssen von Schadund Gefahrenstoffen befreit sein. Eine entsprechende Sicherheitsbescheinigung ist vorzulegen.
Ex-Schutz-Sicherheitvorkehrungen für Gesamtanlagen, in welchen Vakuumpumpen eingesetzt werden, sind kundenseits zu
überprüfen und zu installieren.
Die Abstimmung muss mit den örtlich zuständigen Behörden (TÜV oder Gewerbeaufsichtsamt) erfolgen.
2. Anwendung
Die TWISTER-Vakuumpumpen eignen sich besonders zum Fördern von extrem feuchten Gasen. Die Wasserdampfverträglichkeit
ist sehr groß.
Die Umgebungstemperatur darf zwischen 5 und 40°C liegen. Die Ansaugtemperatur sollte 60° C nicht überschreiten.
Bei Temperaturen außerhalb dieses Bereiches bitten wir um Rücksprache.
Flüssigkeiten und feste Stoffe dürfen nicht angesaugt werden.
Förderung von explosiven Dämpfen und Gasen nur nach Rücksprache mit Rietschle.
Bei Aufstellung der TWISTER-Vakuumpumpen auf Höhen über 1000 m ü. M. macht sich eine Saugvermögenminderung bemerkbar. In diesem Fall bitten wir um Rücksprache.
Die Standard-Ausführungen dürfen nicht in explosionsgefährdeten Bereichen betrieben werden. Spezielle Ausführungen mit ExSchutz-Motor sind lieferbar.
Bei Anwendungsfällen, bei welchen ein unbeabsichtigtes Abstellen oder ein Ausfall der Vakuumpumpe zu einer
Gefährdung von Personen oder Einrichtungen führt, sind entsprechende Sicherheitsmaßnahmen anlagenseits
vorzusehen.
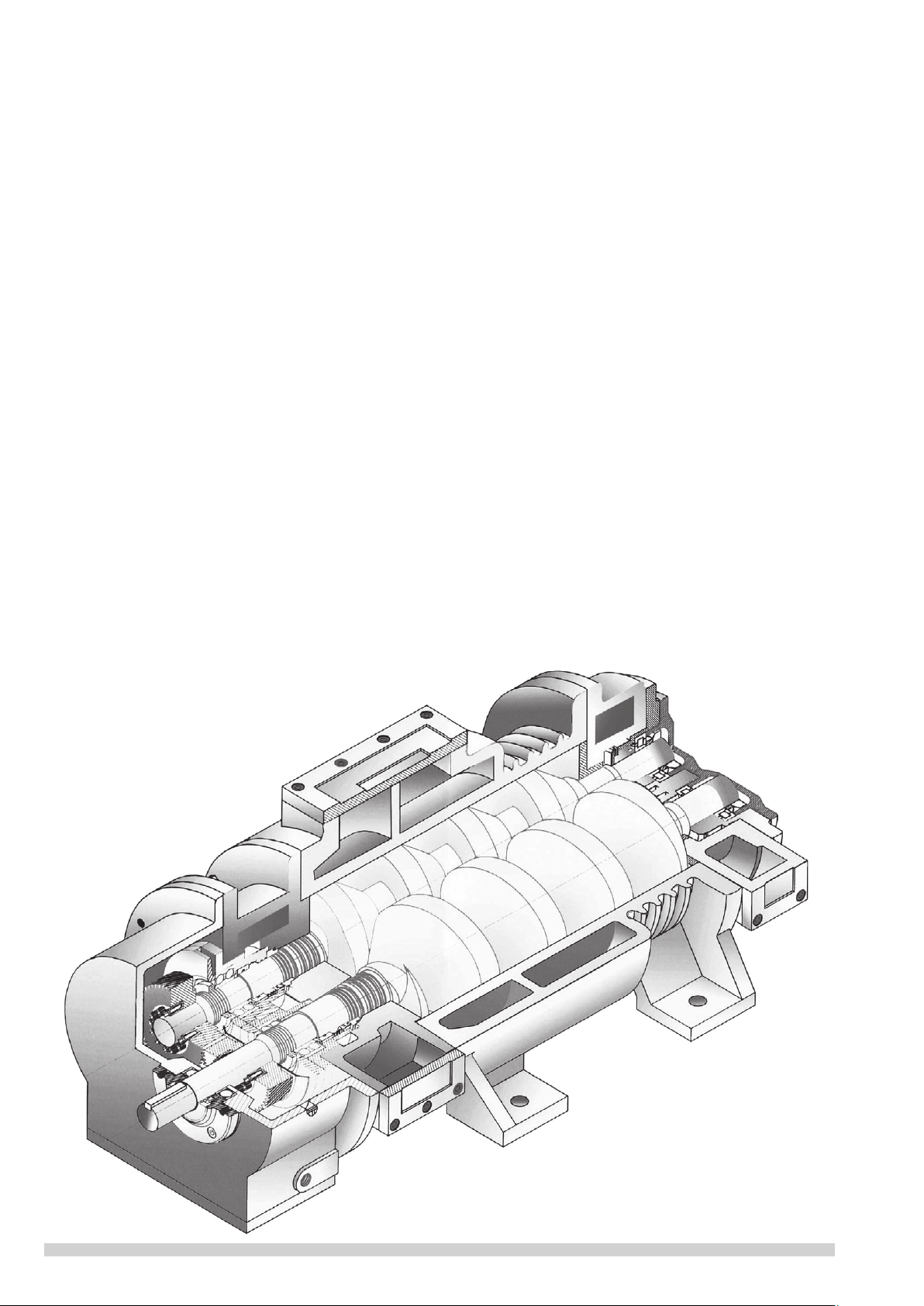
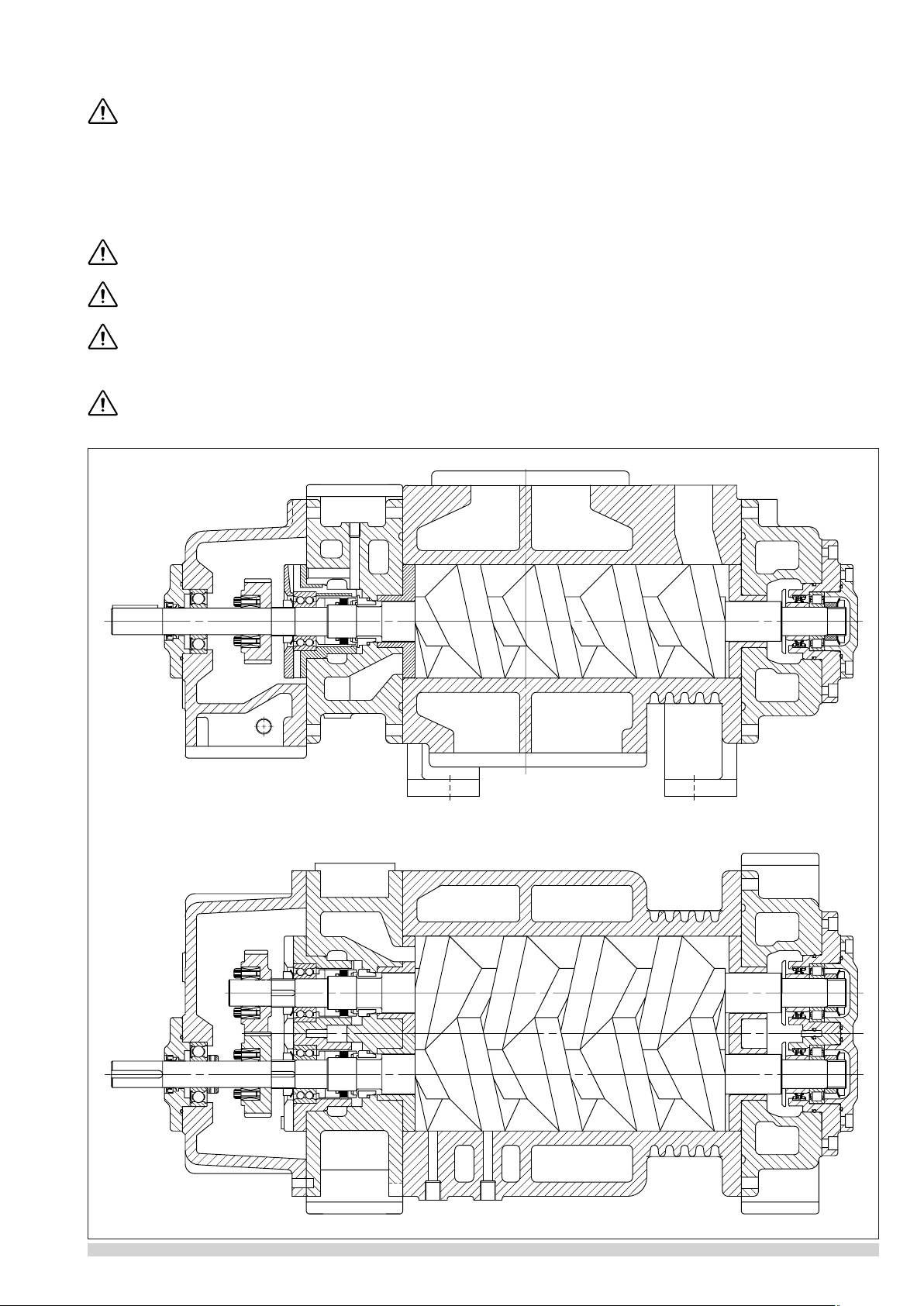
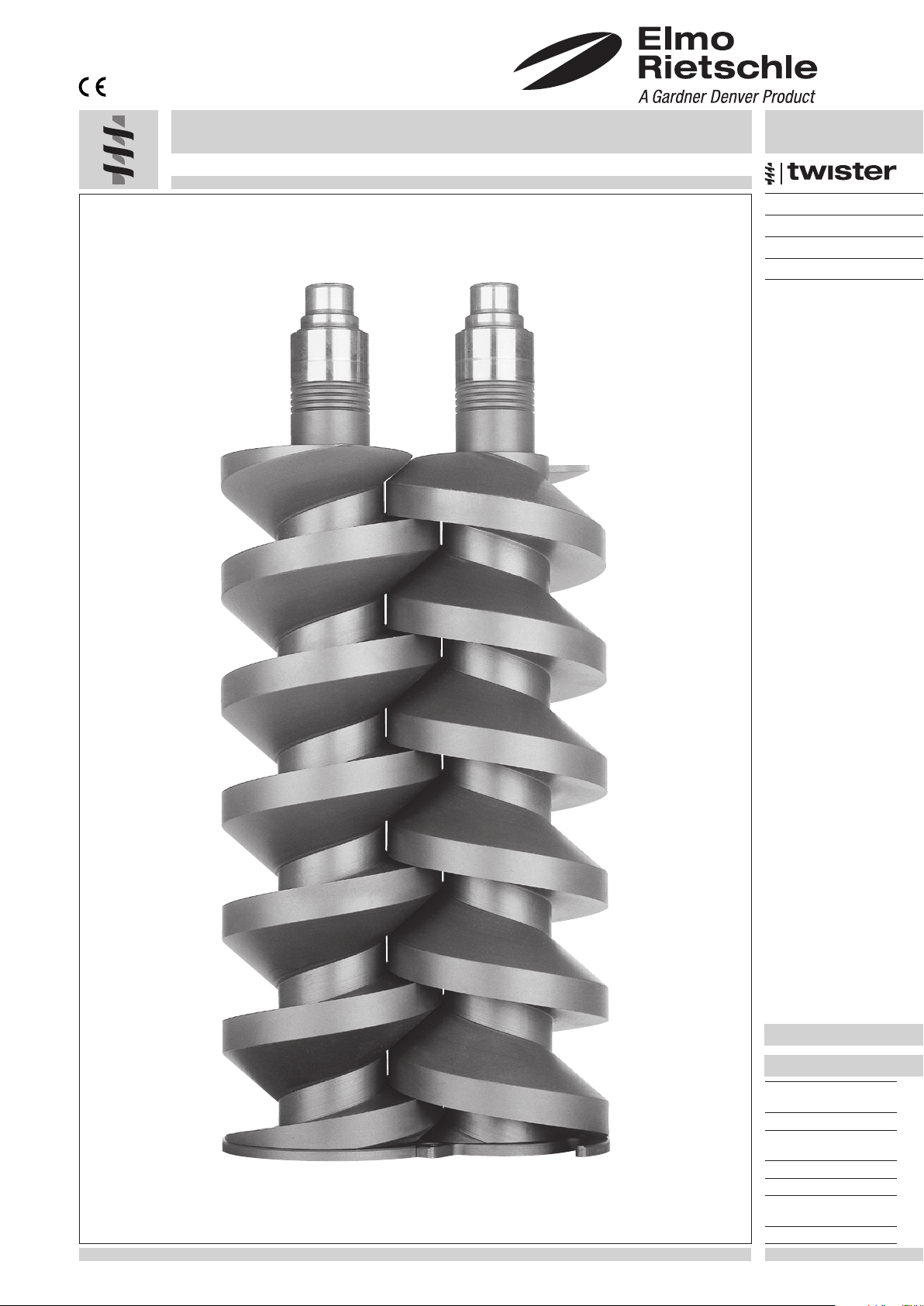
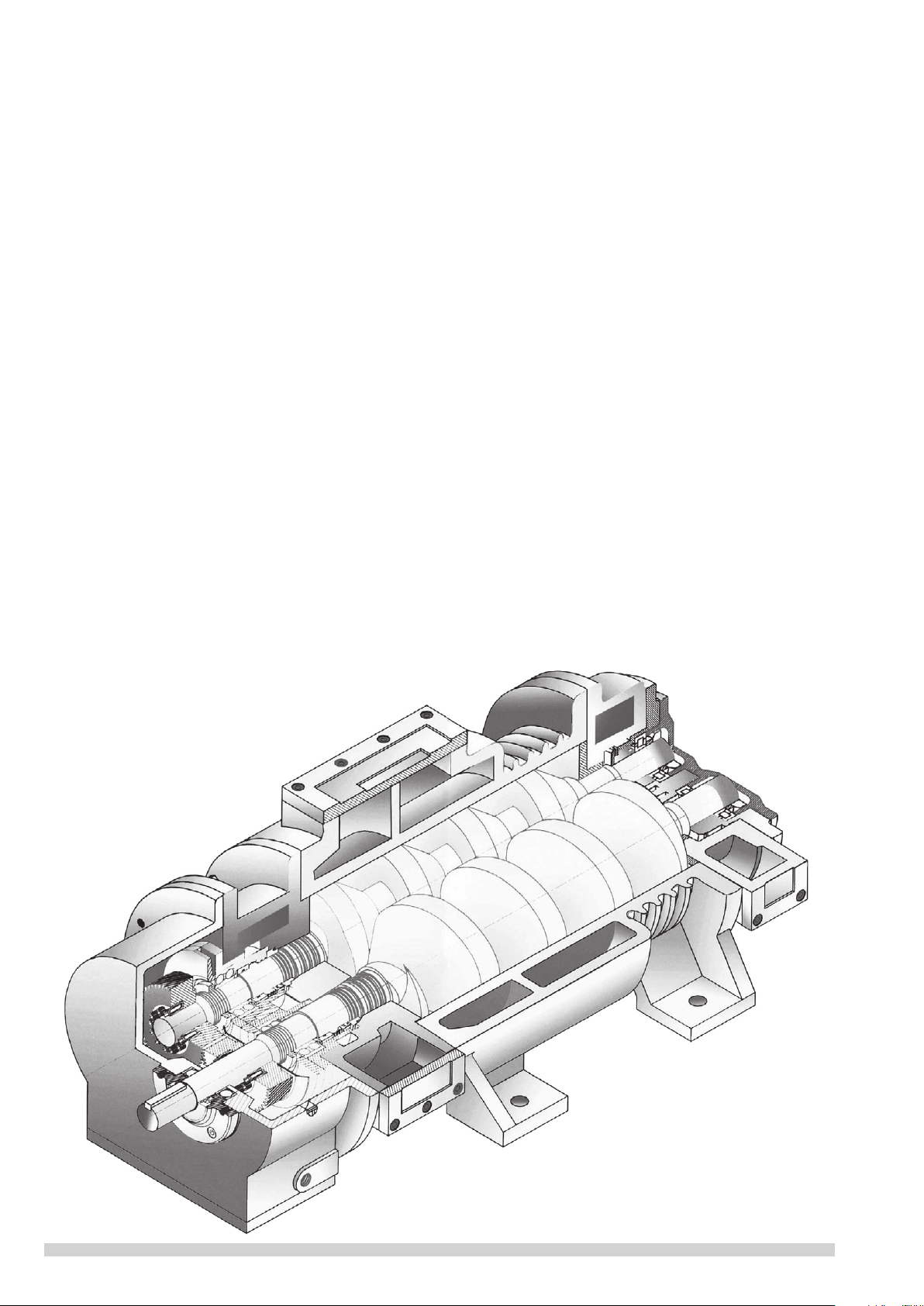
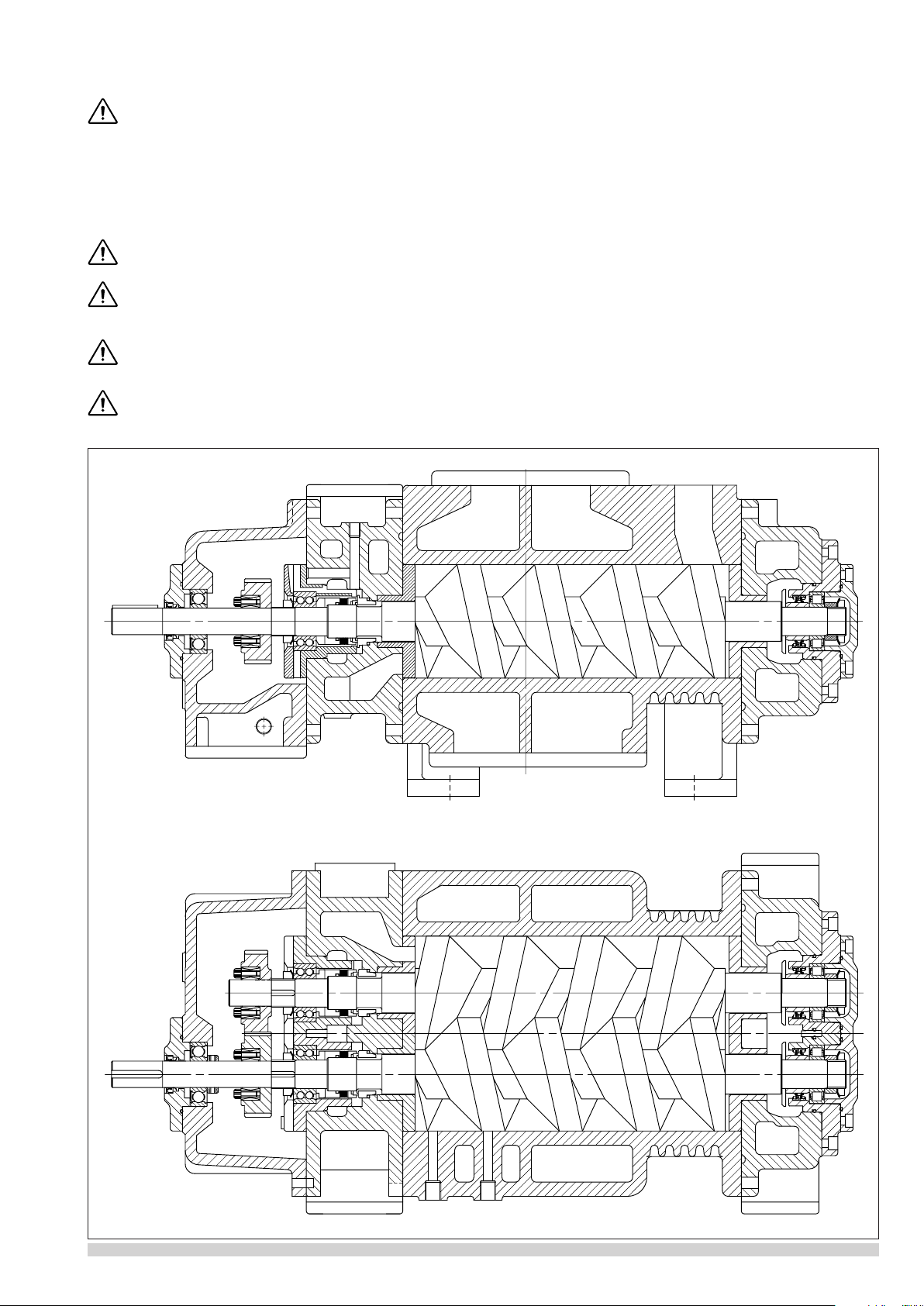
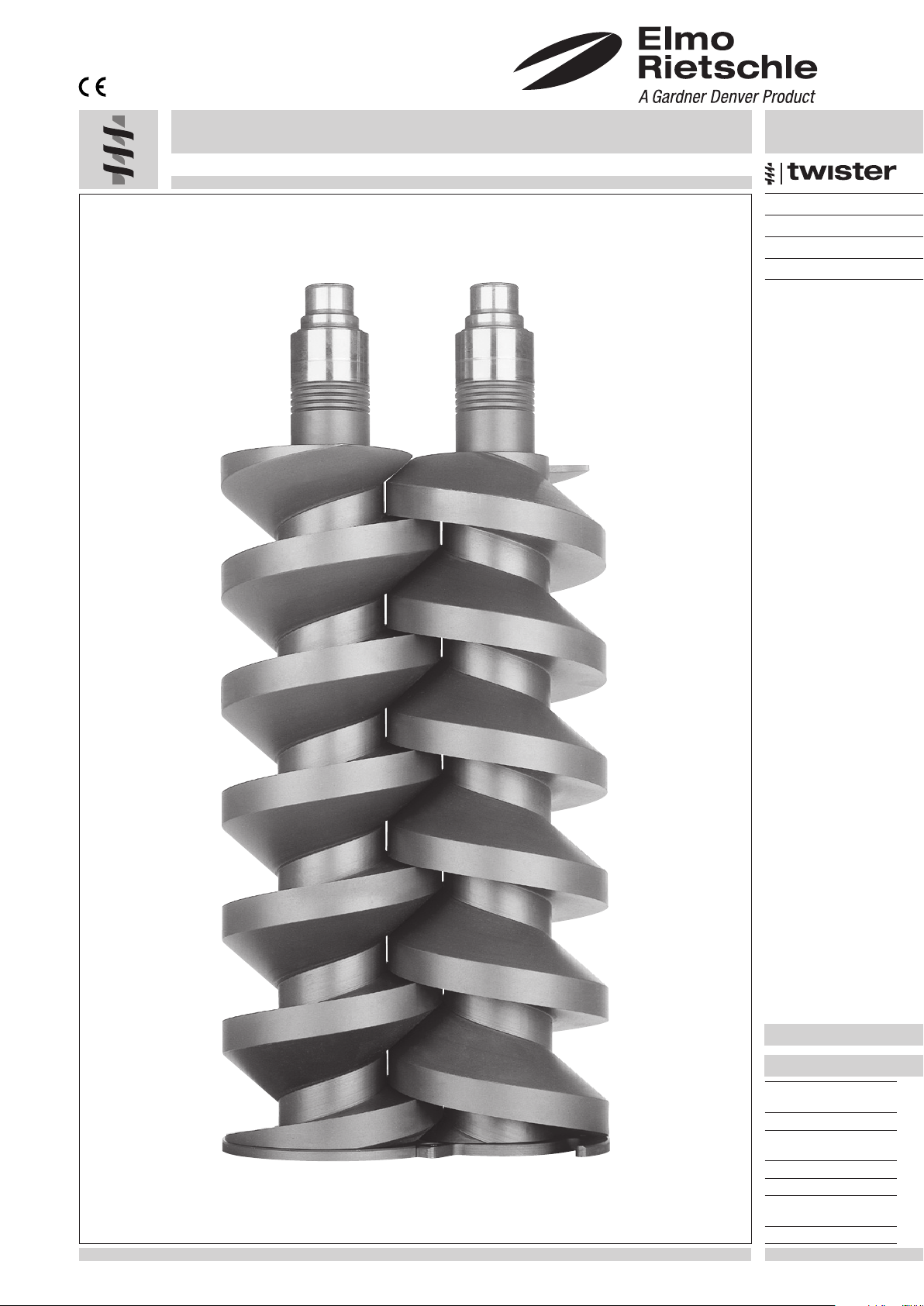
Schnittzeichnung
TWISTER VSA
- 3 -
Page 4
3. Konstruktion allgemein
3.1 Allgemein
Zwei parallele Schraubenrotoren drehen sich im Pumpengehäuse gegenläufig. Das
zu fördernde Gas wird dabei im Schöpfraum der Pumpe eingeschlossen und durch
die Drehbewegung der Schrauben in Richtung Auslass verdichtet. Die Schraubenrotoren vereinen mehrere Kurvenformen in sich, wie z.B. eine Archimedische Kurve,
eine Quimby Kurve und einen Bogen. Sie drehen sich mit einem gewissen Abstand
zwischeneinander und zwischen der Innenwand des Gehäuses.
Das angesaugte Gas wird schrittweise auf Atmosphärendruck verdichtet. Die Pumpe
ist so konstruiert, dass kein Öl zum Abdichten benötigt wird. Der TWISTER ist eine
trockenlaufende Pumpe. Die Motorleistung wird entweder über eine N-Eupex DSKupplung oder über einen Riemenantrieb an ein Getriebe übertragen.
Mit Hilfe dieses Getriebes wird eine
zweite Rotorwelle angetrieben.
3.2 Konstruktion
• Rotorwelle: Die Rotorwelle ist
aus hochwertigem
Graphitgussstahl gefertigt. Die
Rotorwellen werden dynamisch
nach der Fertigung balanciert.
• Getriebe: Das Getriebe ist der
wichtigste Teil der Schraubenvakuumpumpe. Es wird auch benötigt um
jeglichen Kontakt zwischen den Rotoren zu vermeiden
und ein bestimmter Abstand zwischen den Rotoren einzuhalten.
Die Zahnräder sind wärmebehandelt und mit einer speziellen präziesen
Oberflächenbearbeitungsmaschine poliert, um den Geräuschpegel zu verringern.
• Lager: Das Lager auf der Festseite ist ein zweireihiges Kugellager, und die Ausdehnungsseite ist
mit einem Rollenlager ausgerüstet. Diese Lager wurden gewählt, da sie die hohe Geschwindigkeit wie auch die hohe Lagerbelastung aushalten und den erforderlichen Abstand zwischen Getrieben und zwischen den Rotoren zu sichern.
• Wellenabdichtungen: Die Wellenabdichtungen bestehen aus zwei doppeltwirkenden Wellendichtringen auf der Saugseite
und einer mechanischen Faltenbalgdichtung an der Ausstossseite. Diese Dichtungen verhindern das Eintreten von Öl in den
Schöpfraum sowie das Eintreten von Gas in das Getriebe.
• Ölniveauanzeige: Eine Ölniveauanzeige befindet sich am vorderen Abschlussdeckel. Das Öl sollte bis zum Höchststand
der roten Markierung aufgefüllt sein. Wenn der Ölstand zu niedrig ist, können die Getriebe, Lager und mechanischen Dichtungen aufgrund unsachgemäßer Schmierung beschädigt werden. Durch das Überlaufen des Öls durch das Rotieren der
Zahnräder werden die Lager und mechanische Dichtungen geschmiert.
3.3 Technische Daten
VSA 150 (30) 330 (30) 400 (20) 800 (20)
Nennsaugvermögen (theoretisch)
Endvakuum
Austrittsdruck
Antriebsleistung
Drehzahl
Flansch (Saugseite / Abluftseite)
Getriebeöl
Druckstoßfestigkeit
Kühlwasser
Kühlwasserdruck
Kühlgas
Sperrgas
m³/h
50 Hz 120 270 360 720
60 Hz 150 330 400 800
mbar (abs.) 0,3 0,3 0,05 0,05
bar (abs.) max. 1,3
50 Hz 4,0 7,5 15 18,5
kW
60 Hz 4,8 9,0 18 22,0
50 Hz 2850
-1
min
60 Hz 3450
DN 40 50 / 40 65 / 50 100 / 65
l 1,3 1,6 2,0 4,0
bar (abs.) 10
l/h 120 210 420 600
bar (abs.) max. 6
3
m
/h 18 18 25 > 30
cm³/min max. 3
vordere Endplatte mechanische Dichtungen (Faltenbalg)
Dichtungstyp hindere Endplatte Lippendichtungen
vorderer Enddeckel (Antriebswelle) Öldichtungen
Gewicht
kg 330 520 610 810
Bemerkungen:
(1) Oben genannte Ölmengen sind nur eine Empfehlung, es kann auch mehr verwendet werden. Bitte beachten Sie auch, dass
Fluorine und Mineralölsorten eingesetzt werden können. Bei der Standardlieferung ist die Pumpe mit reinem Getriebeöl versehen.
(2) Oben genannte Kühlwassermenge basiert auf Wassertemperaturen von 20° C. Somit kann die Wassermenge bei Gebrauch
variieren. Bitte überprüfen Sie dies in der vom Lieferanten genehmigten Zeichnung.
- 4 -
Page 5
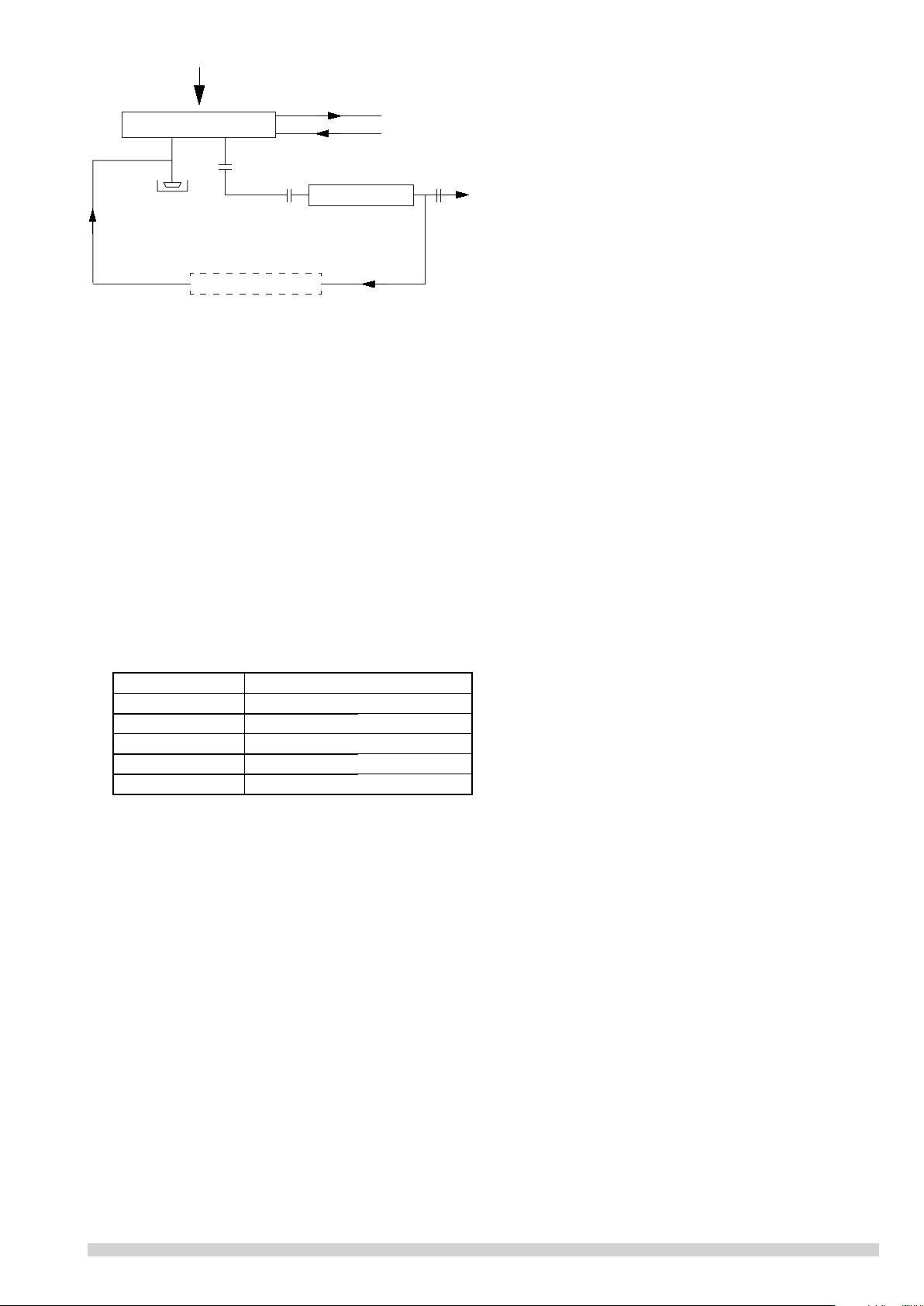
3.4 Schaltschema
Kühlwasseraustritt
Pumpengehäuse
Kühlwassereintritt
Geräuschdämpfer
Nachkühler
Der Nachkühler und der Schalldämpfer können als Option
angebracht werden.
3.5 Beaufschlagung von Gasen
3.5.1 Kühlgas
Dieses Gas wird zur Kühlung der Rotoren sowie auch zur
Kühlung der Schöpfraumoberfläche verwendet. Während
des Betriebes ist dieses Gas zur Abkühlung der
Verdichtungshitze des geförderten Prozessgases erforderlich. Das auf der Saugseite in das Gehäuse eingeleitete
Prozessgas wird durch die Rotation der Schraube verdichtet und zur Abluftseite gefördert. Das Prozessgas wird durch
die Verdichtungswärme erhitzt. Dieses Kühlsystem ist erforderlich, da die Verdichtungswärme an der Abluftseite
Temperaturen bis zu 200° C erzeugen kann.
Standardmäßig wird Umgebungsluft verwendet, hierfür ist
die Pumpe mit einem Luftfilter am Kühlgasanschluss, der
sich nahezu am Ende des Schöpfraumes befindet, ausgestattet.
(1) Kühlgasmenge
Die Kühlgasmenge kann je nach Höhe des Ansaugdruckes
variieren
Typ Nm3/h
VSA 150 18
VSA 300 18
VSA 400 25
VSA 800 über 30
VSA 2700 über 30
(2) Kühlgasart
1. Standard: Umgebungsluft durch Luftfilter
2. Wärmetauscher, Prozessgas wird durch einen Nachkühler abgekühlt und zurück durch den Kühlgasanschluss in die Pumpe geführt.
3. Als Alternative kann jedes Inertgas wie z. B. N
als Kühl-
2
gas verwendet werden.
3.5.2 Sperrgas
Das Sperrgas, gewöhnlich N2, wird benötigt um während
des Betriebes den vorderen Deckel mit einem Überdruck
zu beaufschlagen. Damit wird verhindert, dass Prozessgas oder Flüssigkeit in das Getriebegehäuse und in die
Lager eindringt. Sie können einen der zwei Anschlüsse,
die auf der vorderen Abschlussplatte angebracht sind für
die Sperrgasverbindung verwenden.
Der maximal erlaubte Gasdruck beträgt 1,5 bar (abs.) und
die Leckrate für die mechanischen Dichtungen ist kleiner
als 3 cm3/h. Die mechanischen Dichtungen dichten bis zu
einem Überdruck von 4 bar (abs.).
3.5.3 Reinigungsgas / Flüssigkeit
Während des Nachlaufens sollte der Schöpfraum gereinigt werden. Bevor die Pumpe gestoppt wird und nach dem
Schließen des Hauptventiles an der Saugseite sollte N
Reinigungsgas, Dampf oder Reinigungsmittel bzw. Flüssigkeit für 20 bis 30 Minuten in die Pumpe beaufschlagt
werden. So werden die inneren Teile der Pumpe von klebrigen Stoffen oder Prozessgasen gereinigt. Diese Reinigung ist besonders bei Verwendung von korrosiven, toxischen oder klebrigen Materialien wie z. B. Resin, erforderlich.
4. Arbeitsprinzip
4.1 Zusammenbau der Rohrleitung
4.1.1 Standort
• Montieren Sie die Pumpe auf einem sauberen, ebenerdi-
gen und ausreichend festen Untergrund. Falls die Anlage
im Freien aufgebaut werden sollte, lassen Sie Motor, VRiemen und andere Teile durch den Außendienst überprüfen.
• Es sollte darauf geachtet werden, dass für Kontroll-, War-
tungs- und Reparaturarbeiten genügend Platz vorhanden
ist.
4.1.2 Fundament
• Die Pumpe kann auf dem Boden oder auf einem entspre-
chenden Rahmen montiert werden.
4.1.3 Installation
• Montieren Sie die Pumpe in horizontaler Lage und zen-
trieren Sie sie gemäß dem Bedienungshandbuch. Die Pumpe sollte innerhalb 0,5 mm pro Meter waagerecht installiert werden.
4.2 Rohrleitungen
4.2.1 Hauptrohrleitung
• Reinigen Sie die Saug- und Ausblasseite von Rost, Staub
und anderen Fremdstoffen und legen Sie ein Sieb (40
Maschensieb) auf oder über die Saugseite.
• Es ist ratsam einen Kompensator auf der Saug- sowie auch
auf der Ausblasseite zu installieren. Ferner sollte ein Träger für die Rohrleitung installiert werden, so dass die Pumpe nicht übermäßig belastet wird.
• Falls ein Schalldämpfer an der Ausblasseite vorgesehen
ist, installieren Sie diesen bitte so nahe wie möglich an der
Öffnung.
• Gehen Sie sicher, dass Sie angrenzend an die Sauglei-
tung ein Rückschlagventil installieren, so dass die Pumpe
sich nicht rückwärtsdreht. Falls die Installation des Rückschlagventiles zu Bedienungsproblemen führt empfehlen
wir Ihnen einen Absperrklappe zu installieren. Diese Absperrklappe sollte geschlossen sein, bevor die Pumpe gestoppt wird.
• Das Abflussrohr sollte unter dem Abflussventil installiert
werden um die Absonderungen zu sammeln.
4.2.2 Kühlwasserrohrleitung
Bei trockenlaufenden Schraubenvakuumpumpen werden
Kühlwasserrohrleitungen für die Kühlung der vorderen- und
hinteren Endplatte sowie des Gehäuses benötigt. Diese
Rohrleitung sollte nach der entsprechenden Zeichnung
montiert werden.
-
2
- 5 -
Page 6
4.3 Verbindungen
4.3.1 V-Riemenantrieb
Der Verschleiß von Riemen und Lagern ist abhängig von der
Riemenspannung. Wenn diese Riemenspannung zu locker ist,
verringert sich die Übertragungsleistung. Auch die Belastung
und Erhitzung des Riemens wird erhöht, was die Lebensdauer
des Riemens beträchtlich verkürzt. Auch der Lagerschaden
schreitet durch die Riemenvibration weiter fort. Während, wenn
der Riemen zu straff angespannt ist, die Kraft durch die hohe
Spannung abnimmt. Dies läuft wiederum auf eine Verkürzung
der Lebensdauer der Riemen heraus, und die übermäßige Last
verursacht eine starke Erhitzung bzw. eine Abnutzung der Lager. Daher stellen Sie die Riemenspannung bitte korrekt ein
(wie unten gezeigt).
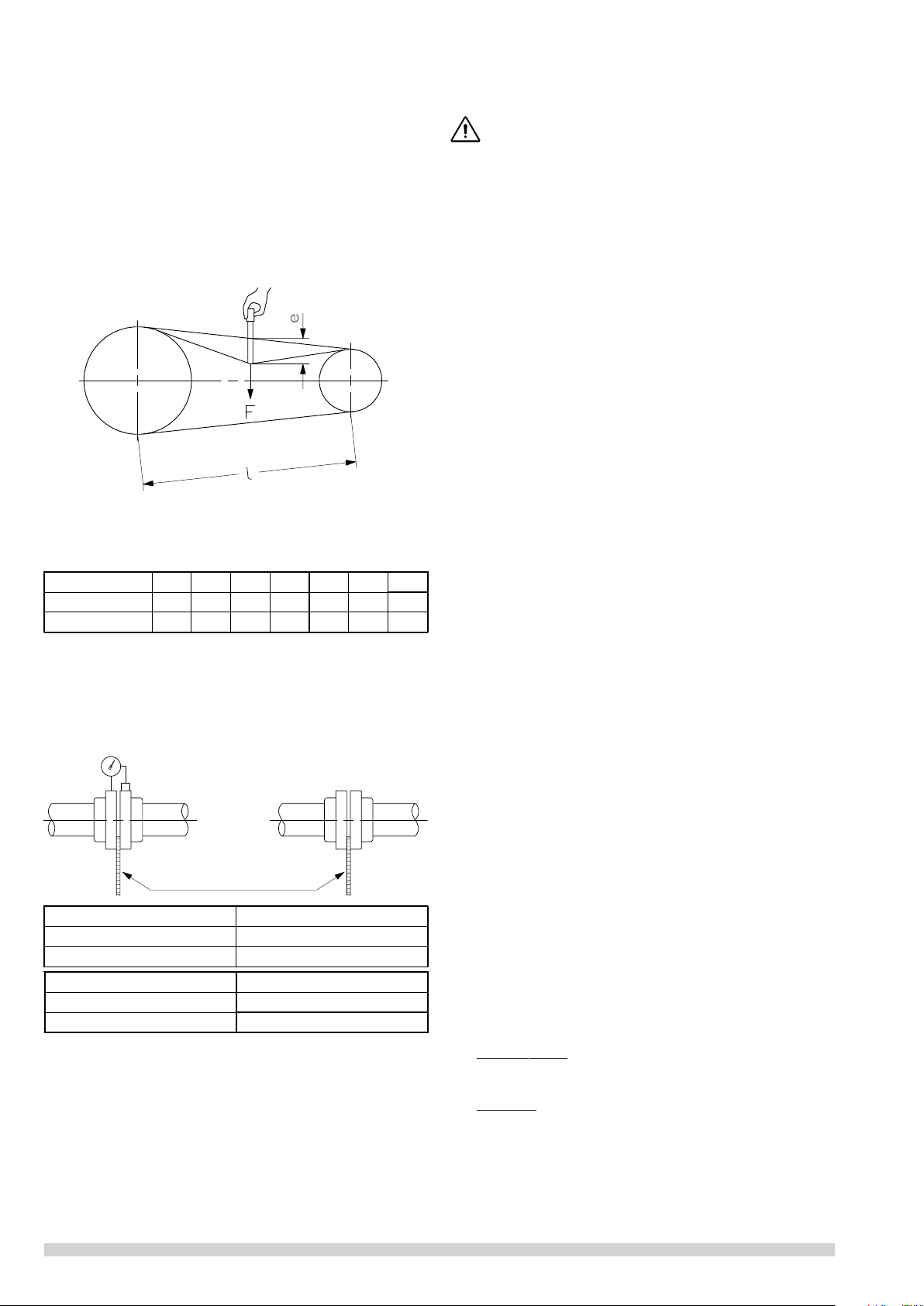
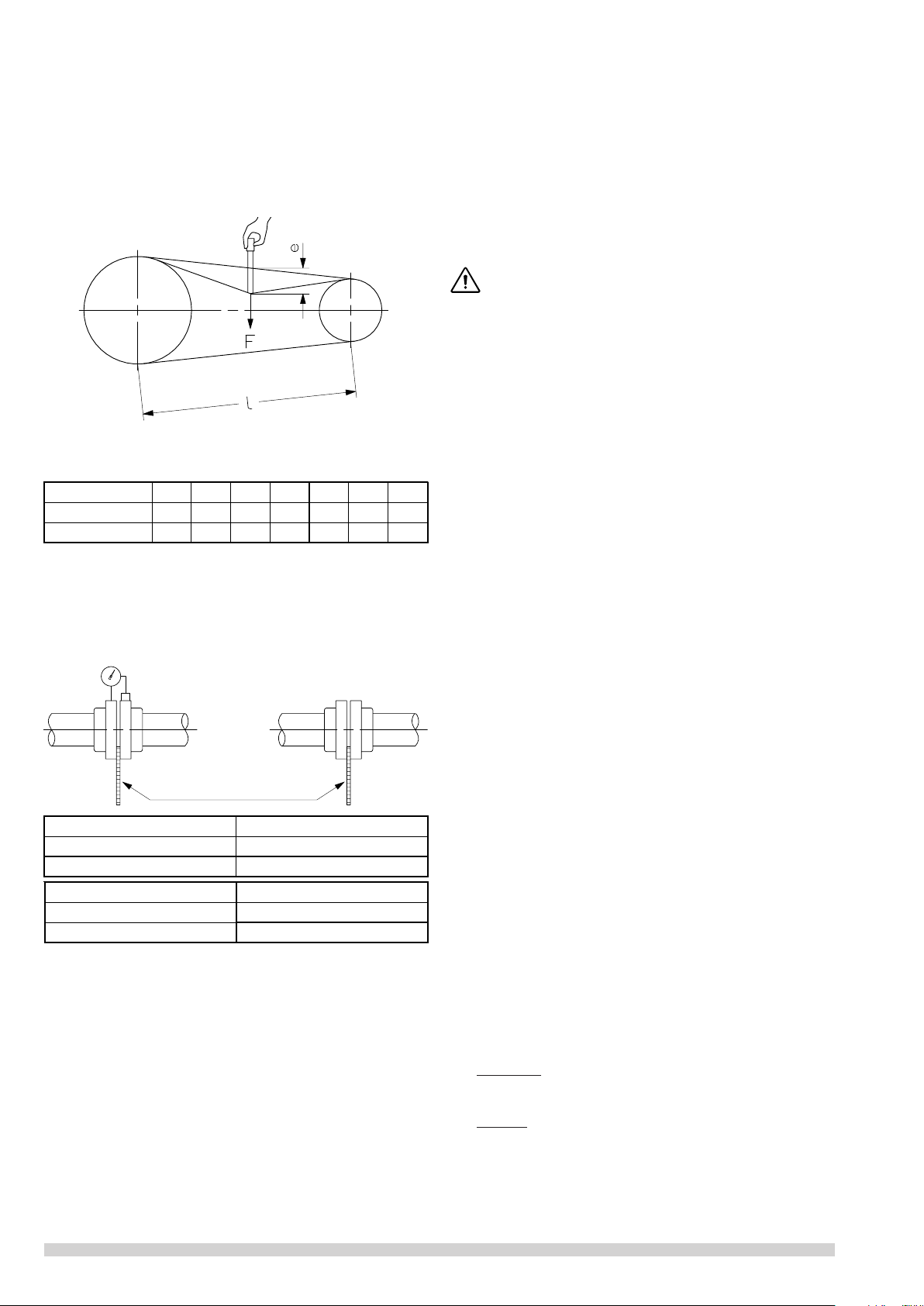
Legen Sie die unten aufgeführten Belastungen vertikal auf den
Mittelpunkt „I“.
Die Absenkung zu diesem Zeitpunkt ist e = 0,016 x l (mm).
Belastung der Riemenspannung, F (N)
Typ ABCD3V5V8V
neuer Riemen 10 18 39 78 25 77 212
Riemenspannung 13 25 54 98 36 102 271
Nach dem Einstellen lassen Sie die Pumpe für ein paar Tage
laufen bis der Riemen in der Riemenscheibe sitzt. Danach stellen Sie die Riemenspannung nach dem selben Verfahren nochmals ein.
4.3.2 Kupplungsantrieb
Richten Sie die Kupplung mit einem Skalenmessgerät aus:
Motor- Pumpen- Motor- Pumpen
seite seite seite seite
Messgerät
Motorklasse auf Kupplungsseite
M180 weniger als 0,05
M200M und darüber weniger als 0,08
Motorklasse am Kupplungsende
M132M und darunter weniger als 0,1
M160M und darüber weniger als 0,18
4.4 Vorbereitung der Inbetriebnahme
• Säubern Sie die Pumpe und die Rohrleitung von Staub
und anderen Fremdstoffen.
• Überprüfen Sie ob alle Saug- und Ausblasverbindungen
genügend fest sind und ob die Rohrleitungen gut gestützt
sind. Auch die Kühlwasserleitung sollte überprüft werden.
• Entfernen Sie alle eventuellen Schweißrückstände und
Splitter in der Rohrleitung.
• Füllen Sie das Öl bis zur roten Markierung auf. Wenn zu
wenig Öl aufgefüllt wird, können sich das Getriebe und die
Lager festsetzen, und zu viel Öl führt dazu, dass die Temperatur zu hoch steigt was wiederum zu Getriebelärm oder
auch zu Auswirkungen bei anderen Teilen führt. Somit,
sollte der Ölstand immer bis zur roten Markierung aufgefüllt sein!
4.5 Inbetriebnahme
Warnung –> Anlauf mit Zuleitungen
Beim Anlauf können durch Verunreinigungen in den Zuleitungen schwere Schäden an der Pumpe die Folge sein.
Zum Schutz der Pumpe muss beim Anlauf vom Betreiber
ein vakuumfestes Anlaufsieb (5 µm) saugseitig installiert
werden.
• Mit geschlossener Absperrklappe schalten Sie kurz die
Pumpe ein, um die Drehrichtung zu überprüfen. Korrigieren Sie, falls notwendig.
• Lassen Sie die Pumpe in unbelastetem Zustand für 20 -
30 Minuten laufen. Überprüfen Sie in dieser Zeit die Schwingung und die Erwärmung der Pumpe. Im Falle einer Abweichung stoppen Sie die Pumpe und ermitteln Sie die
Ursache der Abweichung. In den meisten Fällen liegt es
an der unsachgemäßen Installation oder einer fehlerhaften Zentrierung der Pumpe. Auch eine ungeeignete
Schmierung kann Ursache der Abweichung sein.
• Lassen Sie die Pumpe nun unter normaler Belastung für 2
- 3 Stunden laufen und überprüfen Sie die Temperatur und
die Schwingung jedes Teiles.
• Während des Betriebes beachten Sie bitte den Ampere-
meter. Im Falle einer Abweichung stoppen Sie die Pumpe
und ermitteln Sie die Ursache der Abweichung. Oft ist eine
Störung zwischen den Rotoren oder zwischen der Peripherie der Rotoren und der Innenfläche des Gehäuses der
Grund für die Abweichung. Alle von uns gelieferten Pumpen sind getestet. Trotzdem sollte man während der Inbetriebnahme der Pumpe sorgfälltig umgegangen werden.
* Bitte beachten Sie während des Betriebes:
• Überprüfen Sie die Temperatur der Lager und Schmier-
mittel sowie auch den Amperemeter und das Kühlwasser.
• Betreiben Sie die Pumpe mit den entsprechenden Spezifi-
kationen.
4.6 Stoppen der Pumpe
• Falls korrosive Gase, Lösungsmittel oder Wasserdampf an-
gesaugt wurde, spülen Sie mit Luft oder N
von der Saug-
2
seite für 20 - 30 Minuten, bevor Sie die Pumpe stoppen.
• Bei Lösungsmittel- oder Dampfreinigung spülen Sie mit Luft
oder N2 für 10 Minuten, nachdem Sie die Lösungsmitteloder Dampfreinigung beendet haben.
• Stoppen Sie nun die Pumpe durch Ausschalten des Mo-
tors. Stellen Sie das Kühlwasser ab. Im Falle einer
Gefrierens lassen Sie das Wasser durch das Ablassventil
ab.
4.7 Schmierung
Das eingesetzte Schmiermittel sollte ein hochgradiges
Petroliumprodukt sein. Es muss ein oxidationsabweisendes, rostvorbeugendes und extrem drucksicheres
Mittel sein. (Benutzen Sie kein Schmiermittel, das Wasser,
Sulphat oder Teer beinhaltet).
Turbinenöl (ISO VG 68) reicht normalerweise völlig aus und
ist überall leicht erhältlich.
Die folgenden Schmiermittelsorten empfehlen wir Ihnen
als:
• Schmiermittel: BP Energol THHT 68, BP Energol THB 68,
Regal R & O 68, Shell Turbo 68, Mobil Gear 626 oder gleichwertige Schmiermittel.
Lagerfett: Aeroshell grease 150, Shell Dorium Grease R,
•
G 40 M, JFE 552 (NOK-Kluber) oder gleichwertige Fette.
- 6 -
Page 7
5. Wartung und Inspektion
5.1 General
• Während des Betriebes wird die Temperatur wegen der Verdichtungshitze proportional mit der Verdichtung ansteigen. Die
Temperatur darf nicht so hoch ansteigen, so dass die Außenlackierung verbrennt. Falls dies doch vorkommt, stoppen Sie die
Pumpe sofort und überprüfen Sie den Zustand. Es kann vorkommen, dass die Rotoren und die Gehäuse durch den langen
Betrieb korrodiert haben, was den Abstand zwischen diesen Teilen größer werden lässt, und das ausgestoßene Gas in
großen Mengen zurück in die Saugseite strömt. Dies führt dazu, dass die Temperaturerhöhung höher steigt als ursprünglich
geplant war. In diesem Fall nimmt die Saugleistung ab. Stoppen Sie nun die Pumpe und messen Sie den Abstand zwischen
den Rotoren.
• Ungewöhnliches sollte während den üblichen Kontrollen von Lagertemperatur, Vibration oder Geräuschpegel sofort regi-
striert werden.
• Rückschlüsse zwischen Rotoren oder zwischen Rotoren und Gehäuse registrieren Sie indem Sie ein Stetoskop an das
Gehäuse halten. Kontrollieren Sie dies von Zeit zu Zeit.
• Lassen Sie im Winter, in den kalten Regionen, das Kühlwasser immer ablaufen, wenn die Pumpe gestoppt wird. Gefrorenes
Wasser kann den Mantel der Pumpe beschädigen.
5.2 Periodische Inspektionen
a.) täglich
• Ölstandsanzeiger: zuviel wie auch zuwenig Schmiermittel kann Getriebe und Lager beschädigen.
• Überprüfen Sie, ob genug Kühlwasser vorhanden ist.
• Überprüfen Sie die Temperaturen des Schmierdeckels und des Vorder- und Abschlussdeckels. Benutzen Sie hierzu einen
geeignetenThermometer wie z. B. ein Flächenthermometer.
• Überprüfen Sie den Ansaug- und den Ausblasdruck. Um diese Drucke zu überprüfen, gehen Sie bitte sicher, dass der
Betrieb der Pumpe innerhalb der geplanten Spezifikationen ist.
• Überprüfen Sie die Motorbelastung. Eine Belastungssteigerung deutet auf etwas Ungewöhnliches hin.
b.) monatlich
• Überprüfen Sie die V-Riemenspannung.
• Kontrollieren Sie die Schmiermittelfarbe (Wenn das Öl zu dunkel ist, wechseln Sie das Schmiermittel aus).
• Überprüfen Sie den Ölstand. Wenn die Pumpe Öl verliert, müssen auch die mechanischen Dichtungen kontrolliert werden.
c.) alle 6 Monate
• Kontrollieren Sie die Rohrleitungsverbindungen.
• Kontrollieren Sie auch das Öl und das Schmiermittel. Falls nötig wechseln Sie es aus.
d.) jählich
• Kontrollieren Sie die mechanischen Dichtungen, die Lippendichtung und die Öldichtung.
• Überprüfen Sie die Rotoren und die Innenfläche der Gehäuse, indem Sie die Rohrleitung an der Saugseite abmontieren.
• Kontrollieren Sie das Getriebe, indem Sie den vorderen Abschlussdeckel entfernen.
• Tauschen Sie das Schmiermittel im vorderen Abschlussdeckel aus.
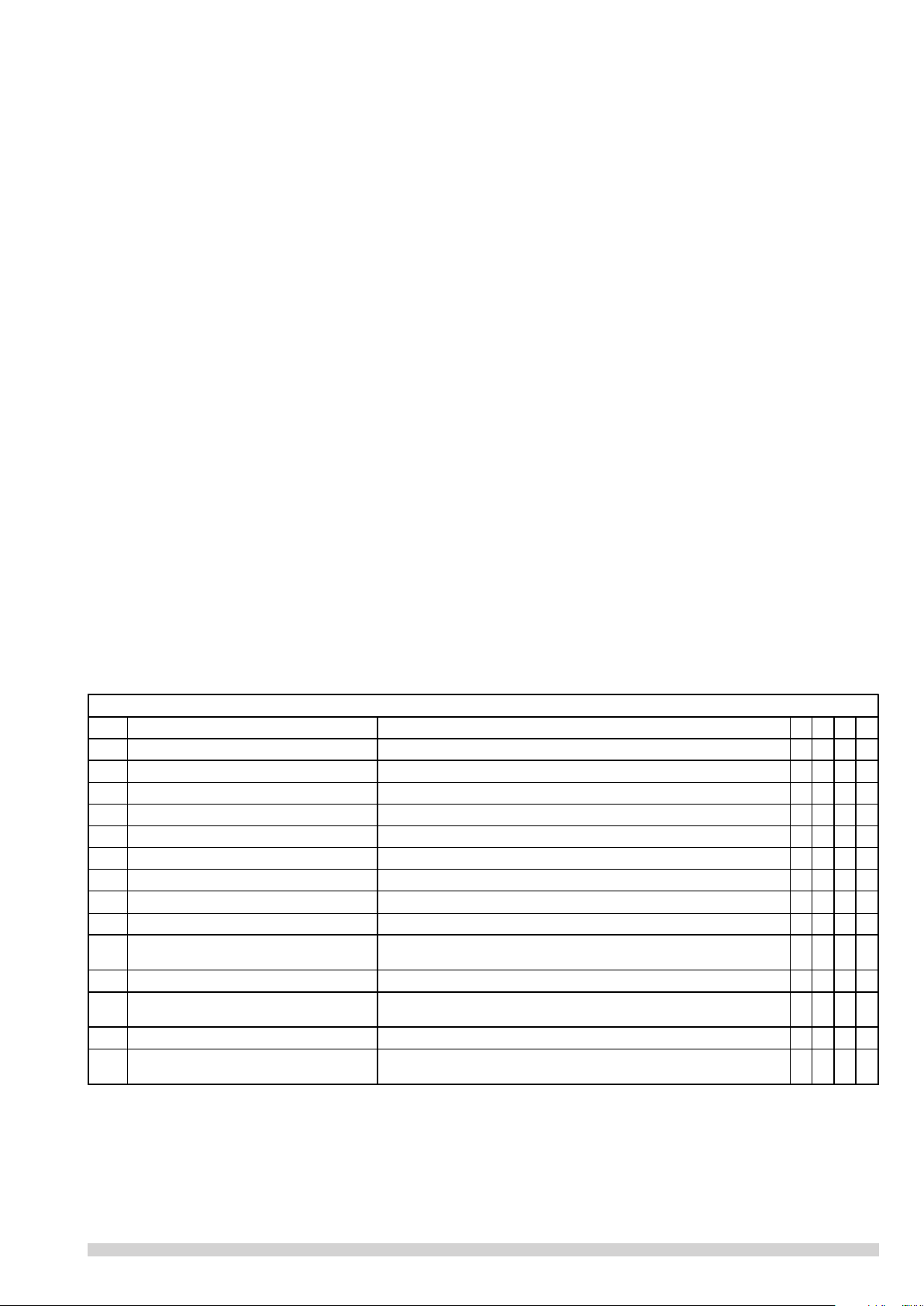
Wartungscheckliste
Nr. Punkt Check-Punkt a.) b.) c.) d.)
1 Motorampereanzeige Irgendeine Veränderung? Ampere wie einzeln angegeben? •
2 Rotation Ist die Rotation gleichmäßig und korrekt? •
3 Saug- und Ausblasdruck Ist der Druck wie spezifiziert? •
4 Geräusche und Vibration Irgendwelche abnormalen Geräusche und Vibrationen? •
5 Temperaturen
Ölmenge der vorderen
6
Abschlußtdeckel
Wasserverunreinigung des vorderen
7
Abschlußdeckel
Irgendwelche übermäßige Temperaturansteigungen bei Lagern
und anderen Teilen.
Ist das Öl am richtigen Level? •
Sauber? •
•
8 Ölleck Sickert nirgends Öl durch? •
9 Schmiermittelaustausch
Menge + Druck des Kühlwassers für
10
das Pumpengehäuse
Sind alle Öle und Schmiermittel im vorderen Abschlußdeckel
sowie im Schmierdeckel ausgetauscht?
Ist die Menge wie spezifiziert? •
•
11 Saug- und Ausblasrohrleitung Hat sich eine Kruste gebildet? •
Reinigung und Trockenlauf bei
12
gestoppter Pumpe
Kontrollieren Sie das Innengehäuse
13
und die Rotoren.
Schließen Sie das Haupt-Ventil auf der Saugseite, und lassen
Sie die Pumpe für 20 - 30 Minuten laufen während mit N2 oder
Luft mit Sperrgas beaufschlagt wird.
Rost oder Risse gefunden? •
Mech. Dichtungen, Lippendichtungen,
14
Lager, O-ringe, gepackte V-Riemen /
Austauschen falls erforderlich •
Kupplung
- 7 -
Page 8

5.3 Demontage (siehe Ersatzteilliste E 830)
5.3.1 Vorsichtsmaßnahmen bei der Demontage
(1) Markieren Sie alle Verbindungen und Einrichtungen gleich.
(2) Messen Sie alle Dichtungsdicken wenn diese demontiert sind.
(3) Achten Sie darauf, dass an die demontierten Teile kein Staub kommt. Besonders an die Lager.
5.3.2 Demontagevorgang
(1) Entfernen Sie das Zubehör von der Pumpeneinheit.
(2) Durch das Öffnen der Ablassschrauben lassen Sie das Kühlwasser aus dem Gehäuse ab.
(3) Entfernen Sie die Ablassschraube des vorderen Abschlussdeckels 4 und lassen Sie das Öl ab.
(4) Entfernen Sie die Muffenbolzen vom Dichtungsadapetergehäuse 25 und trennen Sie das Dichtungsadapetergehäuse
von dem vorderen Abschlussdeckel.
(5) Trennen Sie die Wellenabdichtung 21, Laufbuchse 20 und Kugellager 24 vom Dichtungsadaptergehäuse.
(6) Entfernen Sie hex. Bolzen (M16) von dem vorderen Abschlussdeckel 4 und von der Abschlussplatte 2, dann trennen Sie
den vorderen Abschlussdeckel.
(7) Entfernen Sie den Kraftverschluss 15 vom Zahnrad ‘ treibend (A) 27 & (B). Den Muffenbolzen entfernen Sie durch ein
Reißen.
(8) Trennen Sie die Zahnräder (A), (B)
(9) Entfernen Sie den Lagerdeckel (A) 13 & (B) 14 durch Entfernen des Muffenbolzens mittels Hexagon.
(10) Trennen Sie die Sicherungsmutter 16 mit einem Sechskantschlüssel und entfernen Sie die Sicherungsscheibe 17.
(11) Trennen Sie den das Lagerschild (A) 10 & (B) 11 von der vorderen Abschlussplatte durch Sicherung der hex. Bolzen (M8)
indem Sie auf das Lagerschild (A) 10 und (B) 11 klopfen.
(12) Drücken Sie das Kugellager 23 vom Lagerschild (A) 10 & (B) 11 mit Hilfe einer Abziehvorrichtung.
(13) Entfernen Sie den Distanzring (A) & und die Schraube (A) 6, (B) 7.
(14) Entfernen Sie die mech. Dichtungen & die Schrauben (A) 6, (B) 7.
(15) Entfernen Sie die Hex.-Bolzen (M16) vom Gehäuse 1 und der Abschlussplatte 2. Sichern Sie den Hex.-Bolzen (M16) auf
der Vorderendplatte und trennen Sie es vom Gehäuse.
(16) Entfernen Sie die Führungsplatte (A) 8, (B) 9 von der vorderen Abschlussplatte durch Lockern der Muffenbolzen.
(17) Trennen Sie den Schmierdeckel 5 vom Lagerschild (C) 12 durch Lockern der Muffenbolzen.
(18) Entfernen Sie die Sicherungsmutter mit einem Sechskantschlüssel und ziehen Sie die Sicherungsscheibe 17 sowie den
Distanzring heraus.
(19) Trennen Sie das Lagerschild (C) 12 vom Antrieblagerschild durch Lösen der Hex-Bolzen (M12) auf dem Lagerschild.
(20) Ziehen Sie das Rollenlager 22 aus dem Lagerschild (C) 12 und entfernen Sie den Wellendichtring 19 und die Lauf-
buchse.
(21) Entfernen Sie den Innenring 39 von der Schraube ‘treibend (A) 6, (B) 7.
(22) Entfernen Sie den Wellendichtring 19 vom Innenring 39.
(23) Entfernen Sie das Zahnrad ‘getrieben (B) 28 von der Schraube ‘treibend (A), (B) 7.
(24) Entfernen Sie den Hex-Bolzen (M16) von der Abschlussplatte 3. Nun trennen Sie die Abschlussplatte 3 vom Gehäuse 1
durch Lösen der Hex-Bolzen (M16).
(25) Trennen Sie die Führungsplatte (B) 9 von der Abschlussplatte durch Lösen der Muffenbolzen (M8).
(26) Drücken Sie vorsichtig den Antrieb und die Antriebswelle (A), (B) aus dem Gehäuse und hängen Sie diese an eine
Nylonschnur. Trennen Sie den Antrieb und Antriebswelle (A), (B) vom Gehäuse.
(27) Trennen Sie die Blindplatten für den Wasserkühlmantel von Gehäuse, Deckel und Platten.
Reinigen Sie alle Teile mit reinem Lösungsmittel und ersetzen Sie alle abgenutzten oder beschädigten Teile mit fabrikneuen
Teilen. Neue Lager, Dichtungen, Dichtringe und O-Ringe sollten bei jeder Montage installiert werden.
5.4 Montage
5.4.1 Vorsichtsmaßnahmen bei der Montage
(1) Kontrollieren Sie während der Demontage, welche Teile abgenutzt oder beschädigt sind. Speziell die Schäden an
Verbindungsteilen oder Passungen beeinflussen die Montage sehr. Deshalb seien Sie bei der Inspektion dieser Teile
besonders sorgfältig. Falls Sie Schäden oder Abnutzungen entdecken, reparieren Sie diese oder tauschen Sie die Teile
gegebenenfalls aus.
(2) Reinigen Sie die Lager mit leichtem Öl. Danach tragen Sie ein Schmiermittel auf. Reinigen Sie immer das Werkzeug und
die Hände nach dem Umgang mit den Lagern.
(3) Um die Packungen von Staub zu befreien benutzen Sie weiche Tücher und ein mildes Reinigungsmittel und verwenden
Sie Öl. Für dichte Packungen empfehlen wir Molybdenum Disulphide, da die Packungen bei Rost nur sehr schwer zu
demontieren sind. Die kegelförmigen Getriebeteile reinigen Sie am besten vor der Montage mit einem weichen Tuch und
Reinigungsmittel.
(4) Gehen Sie sicher dass Sie alle Packungen durch neue austauschen, die die gleiche Dicke wie die alten Packungen
haben.
- 8 -
Page 9
5.4.2 Montageablauf
(1) Stecken Sie die Führungsplatten (A) 8 und (B) 9 in die Abschlussplatte 2 und befestigen Sie diese mit Muffenbolzen (M8).
(2) Nun stecken Sie die Führungsplatte (B) 9 auf die Abschlussplatte 3 und befestigen sie ebenfalls mit Muffenbolzen (M8).
(3) Stecken Sie die Schraube’treibend (A) 6 und die Schraube ‘getrieben (B) 7 auf die vordere und die Abschlussplatte.
(4) Das Zusammenbauen sollte zuerst von der Getriebeseite (Ausblasseite) vorgenommen werden. Stecken Sie die mechani-
schen Dichtungen auf die antreibende und die getriebene Welle.
(5) Stecken Sie den Distanzring (A) 36 auf die antreibende und die getriebene Welle.
(6) Bringen Sie die Lagerschilder’ (A) 10 und (B) auf der vorderen Abschlussplatte an.
(7) Drücken Sie das Kugellager 23 auf Lagerschild.
(8) Befestigen Sie das Kugellager mit der Sicherungsscheibe 17 und der Sicherungsmutter 16 auf der antreibenden und der
getriebenen Welle und biegen Sie eine Kante der Sicherungsscheibe zur Fixierung.
(9) Stecken Sie die Lagerdeckel’ (A) 13 und (B) 14 auf die Lagerhalter (A) und (B) und befestigen Sie diese zusammen, mit
Hilfe von Muffenbolzen (M10), auf der vorderen Abschlussplatte.
(10) Lösen Sie die hintere Abschlussplatte von der antreibenden und der getriebenen Welle um das Gehäuse 1 zu montieren.
(11) Legen Sie die Dichtung an die passende Außenfläche des Gehäuses und der vorderen Abschlussplatte. Stecken Sie den
O-Ring an die Kühlwasserleitung der vorderen Abschlussplatte und die Welle an das Gehäuse, und befestigen Sie die
vordere Abschlussplatte mit Bolzen.
(12) Legen Sie die Dichtung an die passende Außenfläche des Gehäuses
und der hinteren Abschlussplatte. Stecken Sie den O-Ring an die
Kühlwasserleitung des Gehäuses und festigen Sie die hintere Abschluss-
platte und das Gehäuse mit Bolzen (M10).
(13) Installieren Sie die Distanzscheibe (B) auf der antreibenden und der
getriebenen Welle.
(14) Stecken Sie die Lippendichtungen (2 für jedes Lagerschild) auf die In-
nenseite des Lagerschildes (C) 12.
(15) Stecken Sie das Lagerschild (C) 12 auf die hintere Abschlussplatte.
(16) Installieren Sie die Laufbuchse 20 auf dem antreibenden und der getriebenen Welle so dass die Lippendichtungen auf der
Laufbuchse sitzen.
(17) Setzen Sie das Rollenlager 22 auf das Lagerschild (C). Befestigen Sie das Lagerschild (C) 12 mit Muffenbolzen (M8).
(18) Befestigen Sie das Rollenlager der Ausdehnungsseite auf der antreibenden und der getriebenen Welle mit der Lager-
buchse, der Sicherungsscheibe 17 und der Sicherungsmutter 16. Nun gehen Sie zur Vorderseite.
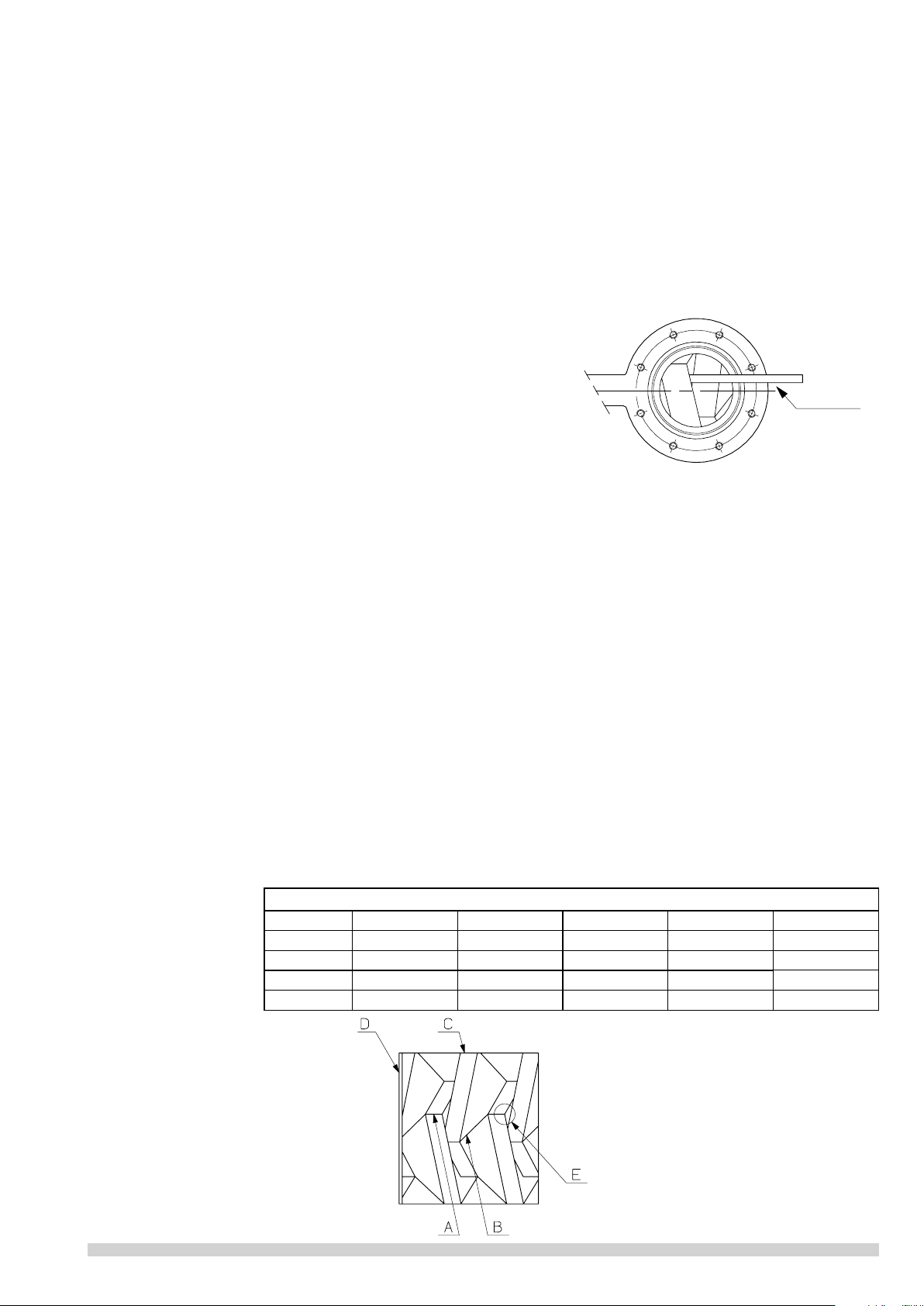
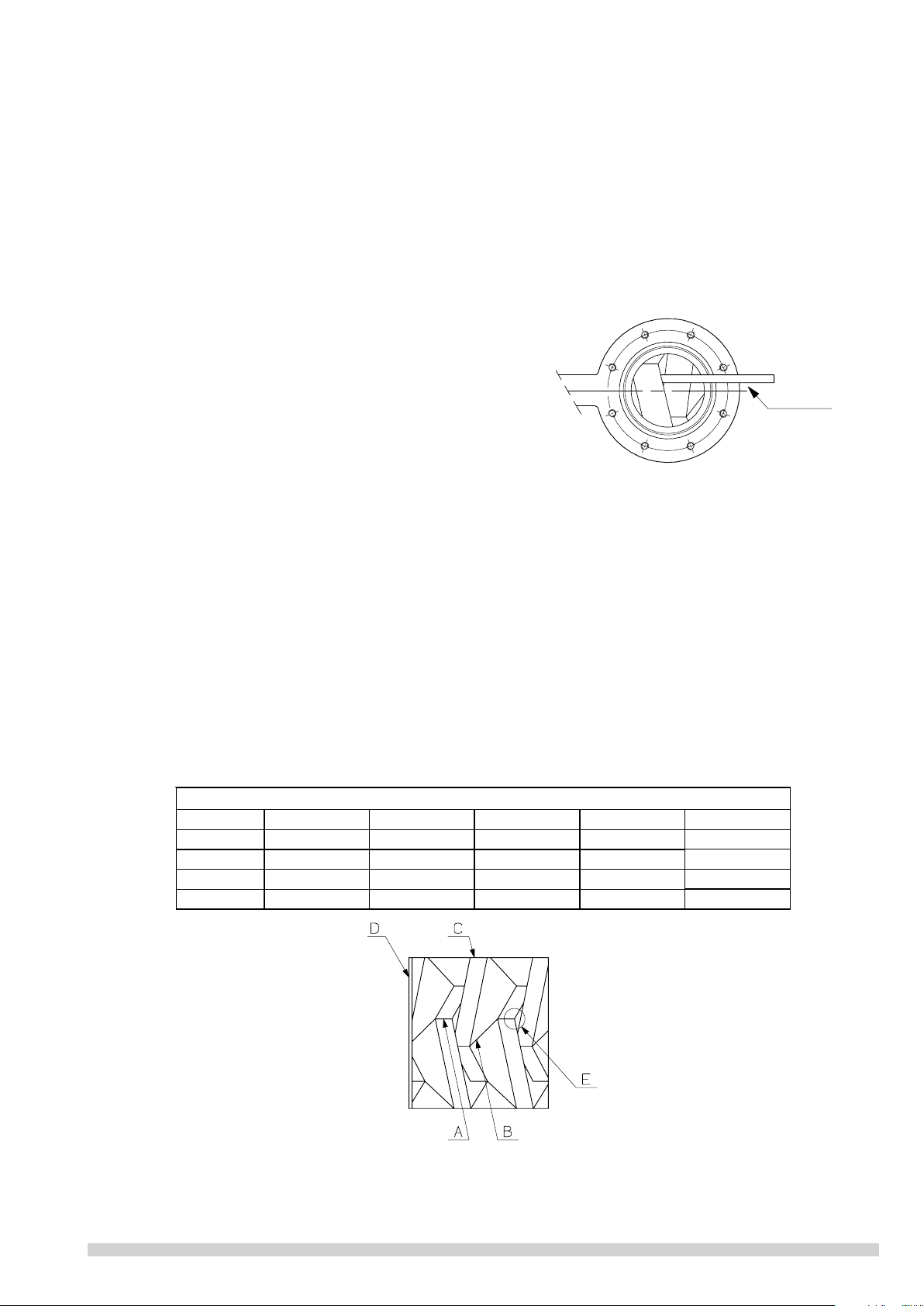
(19) Stecken Sie das Zahnradgetriebe (A) auf die Antriebswelle und auf die getriebene Welle (B). Installieren Sie den Kraft-
verschluss 15 auf dem Zahnradgetriebe (B) (festziehen!). Lassen Sie einen Abstand von 0,1 mm durch den Saugan-
schluss, siehe obere Abbildung. Ziehen Sie das Zahnradgetriebe (A) fest an.
(20) Setzen Sie den O-Ring auf die Rille der Kühlwasserleitung des vorderen Gehäusedeckels 4 und stecken Sie Ölpapier-
packungen (Dichtung) 58 zwischen die vordere Abschlussplatte 3 und den vorderen Gehäusedeckel 4. Sichern Sie diese
vorübergehend mit Bolzen..
(21) Stecken Sie das Kugellager 24 auf die Antriebswelle (A). Befestigen Sie den vorderen Gehäusedeckel fest an der vorderen
Abschlussplatte.
(22) Stecken Sie den O-Ring auf das Dichtungsgehäuse und befestigen Sie diese mit Bolzen am vorderen Gehäusedeckel.
(23) Bringen Sie die Laufbuchse 20 und Öldichtung auf dem Dichtungsgehäuse an.
(24) Nun füllen Sie Schmieröl durch den Einlass oben auf der vorderen Abschlussplatte ein. Das Öl muss bis zur roten Markie-
rung aufgefüllt werden. (Ölfmengen für jeden Pumpentyp sehen Sie in der Spezifikation 1.3).
(25) Montieren Sie die Führungsplatten und Deckel auf dem Gehäuse und der Plattenseite.
(26) Installieren Sie nun das gesamte Zubehör. Danach gehen Sie zur hinteren Abschlussplattenseite.
(27) Ziehen Sie nun die Sicherungsmutter fest und biegen Sie eine Kante der Sicherungsscheibe, um die Rollenlager auf der
Ausdehnungsseite zu befestigen.
(28) Bringen Sie die Vakuumschmierung (ca. 1/2 des Zwischenraumes) in den Zwischenraum des Lagerschildes.
(29) Dichten Sie zwischen Schmierdeckel 5 und Abschlussplatte (B) 3 ab. Sichern Sie diese mit Bolzen. Nun ist die Pumpe
vollständig zusammengebaut.
Nachfolgend finden Sie die
Schraubenabstandstabelle
für den Zusammenbau der
Einheiten:
VSA 150 0,13 - 0,17 0,18 - 0,25 0,15 - 0,2 0,1 - 0,12 0,08 - 0,1
Abstandstabelle der Schraubenpumpe in mm
ABCDE
Messfühler
VSA 330 0,2 - 0,25 0,2 - 0,3 0,2 - 0,25 0,1 - 0,15 0,1 - 0,12
VSA 400 0,25 - 0,3 0,25 - 0,4 0,25 - 0,27 0,12 - 0,15 0,11 - 0,13
VSA 800 0,28 - 0,33 0,35 - 0,5 0,3 - 0,35 0,15 - 0,18 0,11 - 0,13
Ausblasseite Saugseite
- 9 -
Page 10
6. Störungsbehebung
Problem Ursache Behebung
Ungenügende
Luftmenge
Überladung
des
elektrischen
Motors
• Filter ist verstopft
• zu viel Spiel
• Filter ist verstopft
• Fremde Materien sind eingetreten
• Druckverlust in Rohrleitung hat zugenommen
(Zunahme im Ansaugdruck)
• Störung zwischen den Rotoren
• Störung zwischen Rotor und Gehäuse
• Reinigen oder Wechseln von Filter
• Überprüfe das Spiel
• Reinigen oder Wechseln von Filter
•
Einstellen oder Ersetzen des Rotors und des Gehäuses
• Überprüfung der Druckdifferenz zwischen Einlaß
und Austritt
• Einstellen des ungenauen Rotorabstandes und
des Zahnradgetriebes
• Vergrößerung des Seitenabstandes
Vergrößerung des Abstandes zwischen Rotor
und Gehäuse
• Überprüfung des Ölstandes
• Überprüfung von Saug- und Ausblasdruck
• Untersuchung der Störungsursache
• neu positionieren
Überhitze
• Übermäßiges Schmiermittel im vorderen Gehäusedeckel
• Vakuumpumpe hat zu hohe Einlaßtemperatur
• zu hohes Verdichtungsverhältnis
• Störung zwischen Rotor und Gehäuse
• Zusammenhängende Position zwischen Zahnradgetriebe
und Rotor ist falsch
Rattern
• Falsches Zusammenbauen
• Abnormaler Anstieg des Druckes
• Beschädigung an Getriebe aufgrund von Überladung
• neu zusammenbauen
• Untersuchung der Ursache
• Auswechseln des Zahnradgetriebes
oder ungeeignetem Schmiermittel
Lager- oder Getriebeschaden /
gebrochene
Wellen
• Falsches Schmiermittel
• Schmiermittelmenge zu knapp
• Überladung
• Schmiermittel wechseln
• Schmiermittel nachfüllen
• Wellen ersetzen
* Falls sich die Störungen mit den oben erwähnten Tätigkeiten nicht beheben lassen, können fie Ursachen möglicherweise an
einer falschen Bedienung der Pumpe liegen. In diesem Falle nehmen Sie bitte, mit Angabe der unten genannten Informationen, mit uns Kontakt auf.
1. Pumpentyp & Ident-Nummer, Maschinennummer, Anwendung, etc.
2. Informationen über die Rohrleitung (Ansaugdruck, Filter, Sieb, u.s.w.)
Checkliste Vakuumsystem
Checkpunkt
Öffnen Sie das Kühlwasserversorgungsventil. Fließt es korrekt?
Schließen Sie die Vakuumansaugung. Öffnen Sie die Ausblasleitung
Vor dem Betrieb
Überprüfen Sie die Schmiermittelfarbe und den -stand. Ist es akzeptabel?
Überprüfen Sie die Riemenspannung (nur für V-Riementyp).
Setzen Sie die Vakuumpumpe für ein paar Minuten in Betrieb bevor Sie die Saugleitung öffnen.
Überprüfen Sie das Vakuumniveau in vollem Vakuum. Ist es normal?
Überprüfen Sie den elektrischen Zustand (Volt & Ampere) in vollem Vakuum. Ist er akzeptabel?
Während des
Betriebes
Irgendwelche ungewöhnlichen Geräusche?
Überprüfen Sie die Betriebstemperatur. Ist sie normal?
Überprüfen Sie die Schmiermittelfarbe und Niveau. Ist es akzeptabel?
Lassen Sie die Vakuumpumpe für ein paar Minuten laufen nach dem Schließen der Saugleitung.
Falls fremdes Material in das Innere der Pumpe eingedrungen ist, reinigen Sie es mit einem
Betriebsstop
Reinigungsmittel.
Lassen Sie das Kühlwasser von der Vakuumpumpe ab, wenn die Pumpe für längere Zeit gestoppt wird.
Gehen Sie sicher, daß die Saug- und Ausblasleitung geschlossen sind und die Stromzufuhr gestoppt
wurde.
- 10 -
11.08
/ PM7
Page 11
Instruction and service manual
Screw vacuum pumps
VSA
VSA 150
VSA 330
VSA 400
VSA 800
BE 830
2.4.99
Gardner Denver
Schopfheim GmbH
Postfach 1260
79642 SCHOPFHEIM
GERMANY
Fon +49 7622 / 392-0
Fax +49 7622 / 392-300
e-mail: er.de@
gardnerdenver.com
www.gd-elmorietschle.com
Page 12
Screw vacuum pumps
Table of contents: Page:
1. Introduction 3
2. Application 3
3. General Construction 4
3.1 General 4
3.2 Construction 4
3.3 Specifications 4
3.4 Piping diagram 5
3.5 Purges 5
3.5.1 Cooling purge 5
3.5.2 Sealing purge 5
3.5.3 Cleaning purge 5
4. Handling procedure 5
4.1 Assembly of piping 5
4.1.1 Location 5
4.1.2 Foundation 5
4.1.3 Installation 5
4.2 Piping work 5
4.2.1 Main piping 5
4.2.2 Cooling water piping 5
4.3 Connections 6
4.3.1 V-belt drive 6
4.3.2 Coupling drive 6
4.4 Preparation for operation 6
4.5 Operation 6
4.6 Stopping 6
4.7 Lubrication 6
5. Maintenance and inspection 7
5.1 General 7
5.2 Periodical inspection 7
5.3 Disassembly 8
5.3.1 Cautions in disassembly 8
5.3.2 Disassembling procedure 8
5.4 Re-assembly 8
5.4.1 Cautions in re-assembly 8
5.4.2 Re-assembling procedure 9
6. Trouble shooting 10
Data sheets:
D830/1 ➝ VSA (30), (20)
Spare parts list:
E830/1 ➝ VSA (01)
- 2 -
Page 13
1. Introduction
To prevent contamination from possible dangerous substances contained in the process, the exhaust outlet must always be
connected to an appropriate emission control system.
All units being returned to our works for maintenance or any other reason must be free of harmful and dangerous
material. A Health and Safety certificate should always be provided.
The customer has the responsibility for providing and checking explosion proof safety requirements for the total site in which
vacuum pumps are used.
An appropriate agreement should be obtained from the local licensing authorities.
2. Application
The TWISTER vacuum pumps are particularly suitable for the handling of extremely humid gases. These pumps have a high water
vapour tolerance.
The ambient temperatures may be between 5 and 40°C. The suction temperatures should not exceed 60°C. For
temperatures out of this range please contact your supplier.
Liquid slugs and solids cannot be handled by TWISTER.
Handling of explosive gases or vapours only on request with our company.
For installations that are higher than 1000 m sea level there will be a loss in capacity. For further advice please
contact your supplier.
The standard versions may not be used in hazardous areas. Special versions with Ex-proof motors can be supplied.
All applications where an unplanned shut down of the pump could possibly cause harm to persons or installations, then the corresponding safety backup systems must be installed.
Cut view
TWISTER VSA
- 3 -
Page 14
3. General Construction
3.1 General
The Rietschle TWISTER pumps gases and vapours by use of two screw rotors, having a profile comprising a plurality of curves, i.e. Archimedean curve, Quimby curve
and arc, which rotate smoothly with a certain clearance maintained between each
other and inside wall of the casing.
The gases and vapours being pumped are smoothly pressurised up to the pressure
on the discharge side. The pump is so constructed as to prevent oil from entering the
pumping chamber. The power of motor is transmitted to the main rotor shaft through
V-Pulley or a coupling device, and then to the driven rotor shaft through a timing
gear.
3.2 Construction
• Rotor shaft: The rotor shaft is
made of high grade spheroidal
graphite cast steel, and precision machined through numerical control by a special machine. It is perfectly dynamically
balanced after the rotor is machined.
• Timing Gear: The timing
gears are the most important
part of the screw vacuum pump, and
they are required to maintain the precision clearance between the rotors. The tooth surface is heat cured,
and then polished with a special high precision tooth polishing machine for noise reduction.
• Bearing: The bearings on the fixed end are angular contact ball bearings and on the float-
ing end are roller bearings of heavy load capacity. These bearings have been selected for high speed and heavy load service
and to assure the accurate maintenance of clearances between gears and between rotors.
• Shaft Seal: The shaft seals consist of twin lip seals on suction side and bellow type mech. seal on discharge side. These
seals prevent oil passage from front end plate to the inside of the pumping chamber. Front end cover side of drive shaft is
sealed by an oil seal.
• Oil Level Gauge: The Oil Level Gauge is located in the Front End Cover. Oil should be supplied to the top level of Red mark.
If the oil level is too low, Gear, Bearing and Mechanical Seal will be damaged as a result of improper lubrication. The timing
gears, bearings and mechanical seals are splash lubricated. Check oil level and look for contamination when the pump is
stopped.
3.3 Specifications
VSA 150 (30) 330 (30) 400 (20) 800 (20)
Nominal (theoretical) Displacement
Ultimate vacuum
Discharge pressure
Motor rating
Speed
Port size (Suction / Discharge)
Gear oil
Max. internal pressure
Cooling water
Cooling water pressure
Cooling gas
Sealing gas
m³/h
50 Hz 120 270 360 720
60 Hz 150 330 400 800
mbar (abs.) 0,3 0,3 0,05 0,05
bar (abs.) max. 1,3
50 Hz 4,0 7,5 15 18,5
kW
60 Hz 4,8 9,0 18 22,0
50 Hz 2850
-1
min
60 Hz 3450
DN 40 50 / 40 65 / 50 100 / 65
l 1,3 1,6 2,0 4,0
bar (abs.) 10
l/h 120 210 420 600
bar (abs.) max. 6
3
m
/h 18 18 25 > 30
cm³/min max. 3
Front end plate Bellows type mechanical seal
Seal type Rear end plate Lip seals
Front end cover (drive shaft Oil seal
Weight
kg 330 520 610 810
Note:
(1) The quantity of oil listed is only for reference, and surplus should be available. It should be noted that fluorine and mineral
based oils can be used. For shipping, we supply pure gear oil.
(2) The Cooling Water flow quoted is based on water temperature of 20° C. The amount of water will vary when using an After
Cooler. Please check with Vendor’s approved drawing.
- 4 -
Page 15
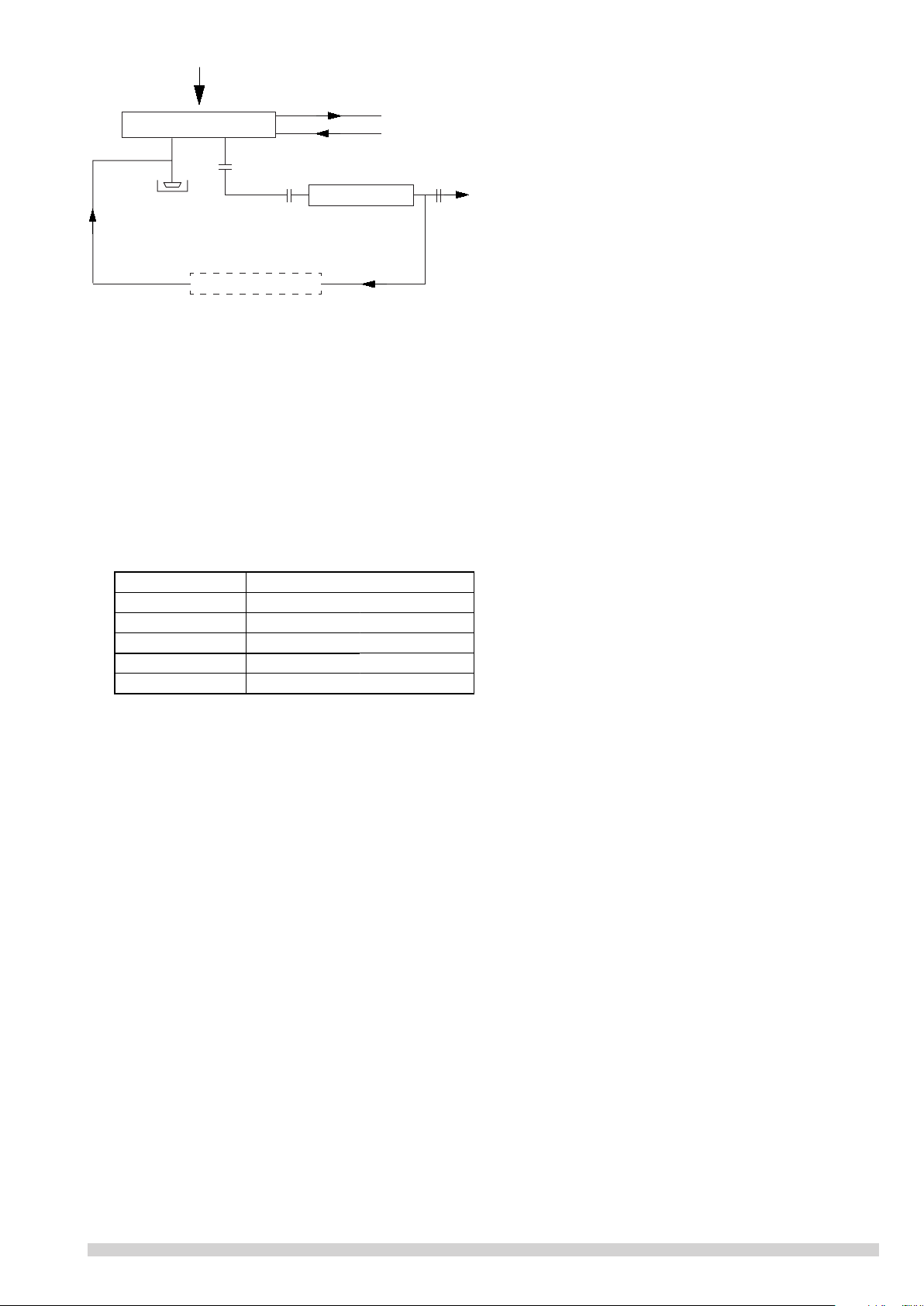
3.4 Piping diagram
Cooling water outlet
Dry Pump Shell
Cooling water inlet
Silencer
After cooler
! The after cooler and silencer are optional features.
3.5 Purges
3.5.1 Cooling purge
This purge is intended to cool the rotors and internals which
are heated by gas compression.. Since this compression
heat can reach above 200° C in the discharge side, a cooling purge is needed to cool the gases. In most cases, an
atmospheric air cooling purge is used, this is the standard
purge.
An air filter is provided near the discharge side of the casing for this purge.
(1) Purge gas flow
This purge gas flow can vary according to operating vacuum
level
Model Amount Nm3/h
VSA 150 18
VSA 300 18
VSA 400 25
VSA 800 above 30
VSA 2700 above 30
(2) Type of Cooling Purge
1. Standard: Atmosphere purge through air filter
2. Using Heat Exchanger, Recycle process gases after
cooling through the heat exchanger.
3. Using Inert gases like N
etc. instead of atmosphere or
2
cooled process gas.
3.5.2 Sealing purge
This purge is required during operation and is intended to
pressurise the front end cover with inert gas such as N2 so
that the process gas or fluid is prevented from entering the
timing gear set and bearings. Either one of two plugs provided on the top of front end cover can be used for this
sealing purge connection.
The sealing purge gas pressure should be up to 1.5 bar
(abs.) the leak rate for the mech. seal is below 3 cm3/hr.
The Mech. seal can be pressurised up to 4 bar (abs.).
3.5.3 Cleaning purge
This purge is used to clean the inside the pump before
stopping. Before stopping the pump, purge with N2 gas,
steam or cleaning agent for 20 to 30 minutes after closing
the main suction valve to clean sticky process materials or
process gases. This purge is especially important when
pumping corrosive/toxic or sticky materials like resin etc.
4. Handling procedure
4.1 Assembly of piping
4.1.1 Location
• Mount the Pump on a clean, flat & level surface of suffi-
cient rigidity. If it is to be installed outdoors, check motor,
V-belt and other parts are for outdoor service.
• There should be enough space for maintenance, disas-
sembly, reassembly and periodical inspection, etc.
4.1.2 Foundation
• The pump can be mounted on a suitable concrete plinth or
steel framework.
4.1.3 Installation
• Mount the pump horizontally and centre it in accordance
with the instruction manual. The pump should be level to
within 0.5 mm per metre.
4.2 Piping Work
4.2.1 Main Piping
• Clean the inside of suction and discharge pipework to en-
sure it is free from rust, dust and foreign matter, place a
strainer of 40 mesh on or over suction port.
• It is advisable to install an expansion joint on the suction
and discharge side of the pumps. Provide supports for piping so that no excessive load to be imposed on the pump.
• If silencer is to be fitted on the discharge side, install it as
near the discharge port as possible.
• Be sure to install a Non-return Valve adjacent to the suc-
tion port so that the pump will not turn in reverse when
switched off. If installation of the Non-return Valve is a problem for the duty of the pump, install a shut off valve, and
ensure it is closed prior to stopping the pump.
• In the event of condensate being collected at the pump
discharge, a collection tank may be installed under the
pump, and then the condensate and water will be collected
during operation and be discharged by the opening of a
drain valve.
• A drain receiver should be installed under the drain valve
to collect discharge.
4.2.2 Cooling water piping
Cooling water required to cool front end plate and casing.
The piping should be assembled with reference to the piping diagram and the outline drawing supplied.
* If Water Jacket type Silencer is installed, this Silencer also
requires cooling water.
- 5 -
Page 16
4.3 Connections
4.3.1 V-belt drive
The lives of belt and bearings greatly depend on the belt tension. If the belt tension is too loose, reduction of transmission
efficiency due to belt slip, and fatigue and heating of belts will
be considerable, which can make the belt life significantly
shorter and damage bearings as a result of belt vibration.If
belts are too tight, too much tension will be applied and belts
will be weakened and bearing damage may occur. Therefore,
adjust the belt tension properly as shown below.
Apply a below listed load vertically at the centre of “l”.
The deflection at this time is e = 0.016 x l (mm).
Load in belt tension, F (N)
Type ABCD3V5V8V
New belt 101839782577212
Re-tensioning 13 25 54 98 36 102 271
After adjusting, run the pump for few days.. Then re-adjust the
belt tension with the same procedure.
4.3.2 Coupling drive
Align coupling by using Dial Gauge. The concentricity should
be as follows:
Motor Pump Motor Pump
side side side side
Feeler gauge
Class of motor On side of coupling
M180 less than 0.05
M200M and above less than 0.08
Class of motor At end of coupling
M132M and under less than 0.1
M160M and above less than 0.18
4.4 Preparation for operation
• Remove dust from Vacuum Pump and piping. Clean the
pipework thoroughly, ensuring welding slag and debris etc.
are removed.
• Check all suction and discharge connections are properly
tightened and all the piping is properly supported. Also
check cooling water piping.
• Supply oil up to the red mark of the oil gauge. If oil level is
low, gear and bearings can seize, and if oil level is too
high, the temperature will rise excessively, and can be the
cause of gear noise or some effect on other parts.
• Cooling water flow to be as specified in chart 1.3.
4.5 First Operation
Warning –> Start-up with pipework
At start-up, severe damage may occur if there is debris in
the pipework.
We therefore recommend a vacuum tight inlet filter of 5
micron rating is installed for start-up.
• With suction valve closed, run the motor briefly to check
direction of rotation, correct if required.
• Run the pump under no load condition for 20-30 minutes
to check for any abnormal vibration or heat. In case of any
abnormality, stop the pump and search for the cause. In
most cases, the cause is improper installation or coupling
centring. Check for correct lubricant level.
• Run the pump for 2 - 3 hours under normal load condition
and check the temperature and vibration of each parts.
• During operation, pay attention to indication of motor am-
pere Meter. If any abnormality is found, stop the pump immediately and check the cause. Often, the cause is interference between rotors or between the periphery of rotor
and the inner surface of casing. All pumps are factory run
before despatch, however, full care will be still necessary
after the pump installed on site.
* Caution during Operation:
• Check temperature of bearing & lubricant and indication of
Ampere meter & cooling water.
• Keep operation within designated specifications.
4.6 Stopping
• Shut suction valve.
• If any corrosive gas, solvent or water vapour has been
pumped, introduce atmospheric air ( or N
) from suction
2
side for 20-30 minutes before stopping to clean the pump
internals. If a solvent or steam cleaning purge is used, run
the pump for 10 minutes on air or N2 purge only after steam/
solvent has been turned off.
• Stop the pump by turning off the motor.
• Shut off cooling water. If freezing is anticipated, discharge
water by opening of drain valves.
4.7 Lubrication
Lubricants to be used must be good and high grade petroleum products containing oxidation inhibitor, rust preventive, extreme-pressure additive, etc. (Do not use any lubricant which contains any element of water , sulphate resin
or tar.).
Turbine oil (ISO VG 68) readily obtainable in the market
will generally satisfy these requirements.
The following brands are recommended for use as lubricants for gear and bearing.
• Lubricant: BP Energol THHT 68, BP Energol THB 68,
Regal R & O 68, Shell Turbo 68, Mobil Gear 626 or equivalent oils.
Grease: Aeroshell grease 150, Shell Dorium Grease R, G
•
40 M, JFE 552 (NOK-Kluber) or equivalent grease.
- 6 -
Page 17
5. Maintenance and Inspection
5.1 General
• During operation, the temperature will rise corresponding to the compression ratio due to compression heat. However, if
localised temperature hot spots occur or the paintwork is scorched, this is abnormal. It may be because of the interference
of rotor with casing, or the pump has sucked in some foreign material. Therefore, stop the pump immediately to check the
condition. In some case, the rotors and the casings might have corroded after a long service life, which will make the
clearance between these parts larger and result in high rates of pumped gas re-cycling, with the result that the temperature
rise becomes higher than it was initially. In such cases, the pumping speed will be reduced. Stop the pump and take measurements of the clearances for consideration of corrective action.
• Abnormalities can be noted by making routine checks on bearing temperature, vibration or noise. Therefore, daily inspection
is advised.
• Interference between rotors or between rotor and casing can be noted by listening to sound through a stethoscope applied
against the casing.
• In winter, in cold regions, whenever the pump is stopped, cooling water should be drained. Freezing of water could damage
the jacket.
5.2 Periodical Inspection
a.) Daily
• Oil-Level Gauge: Excess or lack of lubricant can damage gears and bearings.
• Check that the amount of cooling water is adequate.
• Check the temperatures of Grease cover and Front end Cover. Use of a suitable thermometer or a surface thermometer may
be convenient.
• Check the suction and discharge pressures. To check these pressures, make sure that the operation of the pump is within
planned specifications.
• Check the load on the motor. Note that an increase in the motor load indicates some kind of abnormality.
b.) Monthly
• Check tension of V-belt.
• Check lubricant colour (If, Oil colour is discoloured, replace lubricant).
• Check oil level. If oil consumption is high with no apparent leaks, check mech. seal.
c.) Every 6 month
• Check pipe connections.
• Check oil & grease and change them when need.
d.) Yearly
• Check mech. seals, lip seals & oil seal.
• Check inner surface of rotors and casings. Disassemble the piping on suction side to check the inner surface of rotors and
casings.
• Check the gear. - Remove the front end cover to check the gear.
• Replace lubricant in the front end cover.
Screw vacuum pump maintenance and check list
No. Item Check point a.) b.) c.) d.)
1 Ampere of motor Any change? Ampere as specified? •
2 Rotation Is rotation smooth and correct •
3 Suction and discharge pressure Are those pressure as specified •
4 Noise and Vibration Any abnormal sound or vibration •
5 Temperature Any excessive oil temperature rise on bearing and other parts •
6 Oil amount of front end cover Is oil at proper level? •
7 Water contamination of front end cover Clean or not? •
8 Oil leak Oil not leaked? •
9 Lubricant replacement All oil & grease in front end cover & grease cover to be replaced •
Amount and pressure of cooling water
10
for pump casing & silencer (separator)
Is the amount as specified? •
11 Suction and discharge pipe Is there any scale? •
12 Cleaning and dry run at stop
Close the main V/V on suction side, and run for 20 ~ 30 min.
while purging N
or air
2
13 Check inside of casing and rotor Any rust or flaw found? •
Mech. seal, lip seal, bearing, o-ring,
14
packing V-belt / coupling
Replace when need •
- 7 -
Page 18

5.3 Disassembly (see spare parts list E 830)
5.3.1 Cautions in disassembly
(1) Put alignment marks on all connections and covers etc.
(2) Take measurements of all gasket thickness when they are disassembled.
(3) Keep disassembled parts away from dust, especially for bearings.
5.3.2 Disassembling procedure
(1) Remove all accessories from the pump unit.
(2) By opening drain valves, discharge cooling water from casing.
(3) Remove oil drain plug from front end cover 4 and drain oil.
(4) Remove socket bolts from seal adapter housing 25 and separate seal adapter housing from front end cover.
(5) Separate oil seal 21, speedy sleeve 20 and ball bearing 24 from seal adapter housing.
(6) Remove hex. bolt (M16) from front end cover 4 and front end plate 2, then separate front end cover.
(7) Remove power lock 15 from timing gear (A) 27 & (B) 28, by loosing socket bolt with wrench.
(8) Separate timing gear (A), (B).
(9) Remove bearing stopper (A) 13 & (B) 14 by loosing socket bolt with Hexagon wrench.
(10) Separate lock nut 16 with lock nut wrench and remove lock washer 17
(11) Separate bearing holder (A) 10 & (B) 11 from front end plate by securing hex bolt (M8) in tapping in bearing holder (A) 10
& (B) 11.
(12) Push out ball bearing 23 from bearing holder (A) 10 & (B) 11 with puller.
(13) Remove spacer (A) 36 from drive & driven shaft (A) 6, (B) 7.
(14) Remove mech. seal from drive & driven shaft (A) 6, (B) 7.
(15) Remove hex. bolt (M16) from casing 1 and front end plate 2. Secure hex. bolt (M16) in tapping in front end plate and
separate it from casing.
(16) Remove plate guide (A) 8, (B) 9 from front end plate by loosing socket bolts.
(17) Separate grease cover 5 from bearing holder (C) 12 by loosing socket bolts.
(18) Remove lock nut 16 with lock nut wrench, and pull out lock washer 17 & bearing push sleeve 36.
(19) Separate bearing holder (C) 12 from rear end plate by securing hex bolt (M12) in tapping in bearing holder.
(20) Pull out roller bearing 22 from bearing holder (C) 12 and remove lip seals 19 and speedy sleeve 20.
(21) Remove slip sleeve 39 from drive & driven shaft (A) 6, (B) 7.
(22) Remove lip seals (19) from slip sleeve 39.
(23) Remove spacer (B) 28 from drive shaft (A) 6, (B) 7.
(24) Remove hex bolt (M16) from rear end plate 3. Then, separate rear end plate 3 from casing 1 by securing hex bolt (M16)
on tap.
(25) Separate plate guide (B) 9 from rear end plate by loosing socket bolt (M8).
(26) Gently push out drive & driven shaft (A), (B) from casing and sling them with nylon string. Separate drive & driven shaft
(A), (B) from casing.
(27) Separate blind plates for water jacket from casing, covers, plates.
Clean all parts with good grade of clean solvent and replace any worn or damaged parts with factory approved parts. New
bearings, seals, gasket and o-rings should be installed at each assembly.
5.4 Re-assembly (see spare parts list E 830)
5.4.1 Cautions in re-assembly
(1) Check all parts for wear or damage during the disassembly. Damage at gasket faces or component locating faces will
greatly influence assembly. Therefore, utmost care is required for inspection of gasket faces and component locating
faces. If damage or wear is found, replace or repair.
(2) Clean bearings with light oil. Then apply lubrication on them. When handling bearings, always clean tools and hands.
(3) Use soft tissue and cleaning agent to clean dust from locating faces, and apply oil. For tight fits, use of Molybdenum
Disulphide is recommended since these fits will become hard to disassembleif corroded. Reassembly is more difficult
than disassembling. (For tapered sections of gear, clean the surface throughly with soft tissue and cleaning agent before
fitting).
(4) New gaskets should be the same thickness as those removed.
- 8 -
Page 19
5.4.2 Re-assembly procedure
(1) Insert plate guide (A) 8 & (B) 9 on front end plate 2 and secure with socket bolt (M8).
(2) Insert plate guide (B) 9 on rear end plate 3 and secure with socket bolt. (M8).
(3) Insert drive shaft (A) 6 & driven shaft (B) 7 on front & rear end plate.
(4) The reassembly should be done from gear side (=discharge side) first. Insert mechanical seals on drive & driven shaft.
(5) Inset spacer (A) 36 on drive & driven shaft.
(6) Insert bearing holder (A) 10 & (B) 11 on front end plate.
(7) Push insert ball bearing 23 on bearing holder (A) & (B).
(8) Secure ball bearing on drive & driven shaft with lock washer 17´& lock nut 16 and bend one edge of lock washer to fix it.
(9) Put bearing stopper (A) 13 & (B) 14 on bearing holder (A) & (B) and secure them together to front end plate with socket
bolt (M10).
(10) Separate rear end plate from drive & driven shaft to assemble casing 1.
(11) Apply sealant on mating faces of casing and front end plate. Insert O-ring on cooling water line of front end plate. Insert
shaft to casing and fix front end plate of casing with bolt.
(12) Apply sealant on mating face of casting and rear end plate. Insert O-ring on cooling water line of casing. Secure rear end
plate and casing with bolt (M10).
(13) Install spacer (B) 38 on drive & driven shaft.
(14) Insert lip seals (2ea for each bearing holder) inside the bearing
holder (C) 12.
(15) Insert bearing holder (C) 12 on rear end plate.
(16) Install slip sleeve 20 on drive & driven shaft for the lip seals to sit
on slip sleeve.
(17) Push insert roller bearing 22 on bearing holder (C). Secure bear-
ing holder (C) 12 with socket bolt (M8).
(18) Fix expansion side roller bearing on drive & driven shaft with push
sleeve 37, lock washer 17 and lock nut 16. Now, go to front end
cover side.
(19) Insert timing gear (A) on drive shaft and timing gear (B) on driven shaft. Install power lock 15 on timing fear (B) and secure
it with wrench. Set clearance to be 0.1 mm with thickness gauge through suction port as shown above. Tighten fix timing
gear (A) with power lock.
(20) Put O-ring on Groove of cooling water line of front end cover 4 and insert oil paper packing 58 between front end plate 3
and front end cover 4. Secure them with bolt temporary.
(21) Insert ball bearing 24 on drive shaft (A). Tightly secure front end cover to front end plate.
(22) Insert O-ring on seal adapter housing 25 and fix them to front end cover with socket bolt.
(23) Insert speedy sleeve 20 & oil seal on seal adapter housing 25.
(24) Fill lubrication oil through oil inlet on the top of front end plate. The oil level should be on the top of red mark in oil level
gauge. (Oil amount for each model is listed on specification 1.3)
(25) Assemble blind plates & covers on casing & plate side.
(26) Install all accessories. Now, go to rear end plate side.
(27) Tightly secure lock nut 16 and bend one edge of lock washer 17 to fix expansion side roller bearings.
(28) Apply vacuum grease (approx. 1/2 of the space) into the space of bearing holder (C).
(29) Apply sealant between grease cover 5 and rear end plate 3. Secure them with bolt. Now, the assembly is completed.
Feeler gauge
For reference, clearance table for assembling of the units are listed as follows:
Screw clearance table in mm
ABCDE
VSA 150 0.13 - 0.17 0.18 - 0.25 0.15 - 0.2 0.1 - 0.12 0.08 - 0.1
VSA 330 0.2 - 0.25 0.2 - 0.3 0.2 - 0.25 0.1 - 0.15 0.1 - 0.12
VSA 400 0.25 - 0.3 0.25 - 0.4 0.25 - 0.27 0.12 - 0.15 0.11 - 0.13
VSA 800 0.28 - 0.33 0.35 - 0.5 0.3 - 0.35 0.15 - 0.18 0.11 - 0.13
Discharge (fixed) side Suction (expansion) side
- 9 -
Page 20
6. Troubleshooting
Problem Cause Solution
Insufficient air
quantity
Overload on
electric motor
• Filter is clogged
• Too much clearance
• Filter is clogged
• Foreign matter are caught in
• Pressure loss in piping is increased (increase in
suction pressure)
• Interference between rotors
• Interference between rotor and casing
• Clean or change filter
• Check clearance
• Clean or change filter
• Adjust or replace the rotor and casing
• Check the pressure difference between inlet and
outlet
• Adjust improper rotor clearance. Adjust timing gear
• Make the side clearance larger
Make the clearance between rotor and casing lager
Overheat
• Excessive lubricant in front end cover
• Vacuum pump inlet temperature high
• Too much compression ratio
• Interference between rotor and casing
• Interrelated position between timing gear and rotor
• Check oil level
• Check suction & discharge pressure
• Search for the cause of interference
• Reposition
is incorrect
Knocking
• Improper assembly
• Abnormal rise in pressure
• Damage on gear due to overload or improper
• Reassemble
• Search for the cause
• Replace timing gear
lubricant
Bearing or gear
damaged /
shaft broken
• Improper lubricant
• Lubricant runs short
• Overload
• Change lubricant
• Refill lubricant
• Replace the shaft
* If the troubles are not resolved by the above mentioned actions, the cause may possibly be located in pump operation condi-
tion. In such case, please contact us with the following information.
1. Pump type & model number, serial number, application, etc.
2. Information of piping (suction pressure, strainer, mesh, number of bends, etc.)
Before Operation
During Operation
Stopping
Vacuum system check list
Check point
Open cooling water supply valve. Is it flow properly ?
Close vacuum suction. Open discharge line.
Check lubricant colour and level. Is it acceptable ?
Check belt tension (for V-belt type only).
Run vacuum pump for few minute before open the suction line.
Check vacuum level in full vacuum. Is it normal ?
Check electric condition (voltage & amperage) in full vacuum. Is it acceptable ?
Any abnormal noise ?
Check operation temperature. Is it normal ?
Check lubricant colour and level. Is it acceptable?
Run vacuum pump for few minute after closing suction line.
If foreign material is introduced inside of vacuum pump, clean it with cleaning agent.
Discharge cooling water from vacuum pump if the pump is stopped for a long time.
Make sure that suction & discharge line is closed. Make sure power supply is cut off.
- 10 -
11.08
/ PM7
Page 21
Instructions d'utilisation et manuel de service
Pompe à vide à vis
VSA
VSA 150
VSA 330
VSA 400
VSA 800
BF 830
2.4.99
Gardner Denver
Schopfheim GmbH
Postfach 1260
79642 SCHOPFHEIM
GERMANY
Fon +49 7622 / 392-0
Fax +49 7622 / 392-300
e-mail: er.de@
gardnerdenver.com
www.gd-elmorietschle.com
Page 22

Pompe à vide à vis
Sommaire: Page:
1. Généralités 3
2. Application 3
3. Construction 4
3.1 Principe de fonctionnement 4
3.2 Principaux éléments 4
3.3 Spécifications 4
3.4 PID 5
3.5 Injections de gaz et solvants 5
3.5.1 Injection de gaz de refroidissement 5
3.5.2 Barrière gazeuse 5
3.5.3 Gaz ou solvants de nettoyage 5
4. Installation 5
4.1 Installation mécanique 5
4.1.1 Mise en place 5
4.1.2 Support 5
4.1.3 Installation 5
4.2 Installation tuyauterie 5
4.2.1 Tuyauterie principale 5
4.2.2 Tuyauterie circuit de refroidissement 5
4.3 Transmission 6
4.3.1 Par courroie 6
4.3.2 Par accouplement 6
4.4 Préparation à la mise en service 6
4.5 Première mise en service 6
4.6 Arrêt de l‘installation 6
4.7 Lubrification 6
5. Maintenance et vérifications 7
5.1 Généralités 7
5.2 Vérifications périodiques 7
6. Acquittement des défauts 8
Pièces de rechange:
D830/1 ➝ VSA (30), (20)
Vue éclatée:
E830/1 ➝ VSA (01)
- 2 -
Page 23

1. Généralités
Pendant le fonctionnement de la pompe à vide TWISTER, des produits toxiques peuvent, selon le procédé, s‘échapper du
refoulement. C‘est pourquoi, il est nécessaire de prévoir un système de contrôle des émissions côté refoulement.
Toutes les pompes, qui pour une raison donnée (par exemple une réparation), nous sont retournées, doivent être
nettoyées de tout produit nocif ou toxique. Une attestation correspondante doit être fournie.
Les mesures de sécurité, notamment anti-déflagrantes, pour l‘installation où la pompe à vide sera intégrée, sont à mettre en
œuvre par l‘utilisateur.
Elles doivent être vérifiées et approuvées par un service de contrôle agréé.
2. Application
Les pompes à vide TWISTER sont conçues pour aspirer notamment des gaz ou vapeurs particulièrement agressifs et humides.
La capacité d‘aspiration de vapeur d‘eau est presque illimitée.
La température ambiante doit se situer entre 5 et 40°C. La température d‘aspiration ne doit pas dépasser 60°C. En
cas de température en dehors de ces fourchettes, veuillez nous consulter.
Des liquides et des particules peuvent être aspirés par la TWISTER, sous certaines conditions.
Pour l‘aspiration de gaz ou vapeurs explosibles, merci de nous consulter au préalable.
En cas d‘installation au delà de 1000 m au dessus de la mer, une diminution sensible des performances est à
signaler. Dans ce cas, veuillez nous consulter.
En cas d‘utilisation de la pompe à vide en atmosphère explosible, il faut l‘équiper du moteur antidéflagrant adéquat.
Si lors de l‘utilisation de la pompe, un arrêt non intentionnel ou une panne de celle-ci peut conduire à un danger
pour les personnes ou l‘installation, il faut prendre les mesures de sécurité adéquates.
Schéma en coupe
TWISTER VSA
- 3 -
Page 24

3. Construction
3.1 Principe de fonctionnement
La TWISTER développée par RIETSCHLE aspire gaz et vapeurs par l‘intermédiaire
de deux vis tournant en sens inverse et sans contact dans la chambre de compression et maintenues entre-elles de part et d‘autre du corps de pompe. Ces vis ont un
profil conjugé de courbes, type Archimède, Quimby et arc.
Les gaz et vapeurs aspirés sont progressivement compressés vers la pression régnant au refoulement de la pompe. La construction de la pompe est telle qu‘elle ne
nécessite pas d‘huile dans la chambre de compression pour son fonctionnement. La
puissance du moteur est transmise à la vis d‘entraînement par courroie ou accouplement direct, puis à la seconde vis par pignons de synchronisation.
3.2 Principaux éléments
• Vis: Les vis sont composées
d‘un degré élevé de fonte
d‘acier à graphite sphéroïdal et
usinées avec précision par
machine à commande numérique. Après leur usinage, les vis
ont un équilibre dynamique
parfait.
• Pignons de synchronisation:
Les pignons de synchronisation sont les éléments les plus
importants de la pompe à vide à vis. Ils
doivent maintenir les jeux entre les deux vis. La surface des dents des pignons subit un traitement thermique avant
d‘être polie par une polisseuse de précision pour réduire le niveau sonore.
• Paliers: Le palier côté fixe se compose d‘un roulement à bille à contact angulaire. Du
côté libre, le palier est composé de roulements à rouleaux à haute résistance. Ces paliers ont été
choisis pour leurs capacités à travailler à des grandes vitesses de rotation, pour leurs résistances et pour garantir les jeux
entre les pignons de synchronisation et les vis.
• Joint d‘arbre: Côté aspiration, le joint d‘arbre est composé d‘un double joint à lèvres. Côté refoulement, il est composé de
garnitures mécaniques. Ces étanchéités évitent un écoulement de l‘huile des paliers vers la chambre de compression ainsi
qu‘une incursion des gaz aspirés vers les paliers.
• Niveau d‘huile: Un contacteur de niveau est monté sur le couvercle de corps de pompe. Le niveau d‘huile doit être au niveau
supérieur de la marque rouge. En cas de niveau trop bas, les paliers, roulements et garnitures mécaniques seront détériorés, par manque de lubrification. Les pignons de synchronisation, les paliers et les garnitures mécaniques sont graissés par
barbotage. Lorsque la pompe à vide est arretée, vérifier le niveau et la qualité de l‘huile.
3.3 Spécifications
VSA 150 (30) 330 (30) 400 (20) 800 (20)
Débit nominal (théorique)
m³/h
Vide limite
Pression refoulement
Puissance moteur
Vitesse de rotation
Diamètre de raccordement (Aspiration/Refoulement)
Charge huile palier
Pression interne maximum
Débit eau de refroidissement
Pression eau de refroidissement
Débit gaz de refroidissement
Débit barrière gazeuse
50 Hz 120 270 360 720
60 Hz 150 330 400 800
mbar (abs.) 0,3 0,3 0,05 0,05
bar (abs.) max. 1,3
50 Hz 4,0 7,5 15 18,5
kW
60 Hz 4,8 9,0 18 22,0
50 Hz 2850
-1
min
60 Hz 3450
DN 40 50 / 40 65 / 50 100 / 65
l 1,3 1,6 2,0 4,0
bar (abs.) 10
l/h 120 210 420 600
bar (abs.) max. 6
3
m
/h 18 18 25 > 30
cm³/min max. 3
Flasque (côté entraînement) Garnitures mécaniques
Type de joint Flasque (côté fixe) Joints à lèvres
Couvercle (côté fixe) Joints d‘huile
Poids
kg 330 520 610 810
Note:
(1) Les quantités d‘huile indiquées constituent une recommandation. Les huiles minérales et à base de fluore peuvent être
utilisées. Pour la livraison, de l‘huile standard est fournie.
(2) Les débits d‘eau de refroidissement indiqués sont donnés pour une température d‘eau de 20°C. La quantité d‘eau peut varier
en cas d‘utilisation d‘un post refroidisseur. Dans ce cas, veuillez nous consulter.
- 4 -
Page 25

3.4 PID
Sortie eau de efroidissement
TWISTER
Entrée eau refroidissement
Silencieux
Post refroidisseur
3.5 Injection de gaz et solvant
3.5.1 Injection de gaz de refroidissement
Cette injection a pour but de refroidir les vis ainsi que le
corps de la pompe à vide qui sont échauffés par la compression du gaz. La température côté refoulement pouvant dépasser les 200°C, une injection est nécessaire pour
refroidir les gaz. En règle générale, l‘air ambiant est utilisé
comme réfrigérant.
Cette injection de refroidissement est réalisée par un filtre
à air installé du côté refoulement du corps de pompe.
(1) Débit du gaz de refroidissement
Ce débit peut varier en fonction du niveau de vide de
travail.
Modèle Débit Nm3/h
VSA 150 18
VSA 300 18
VSA 400 25
VSA 800 > 30
VSA 2700 > 30
(2) Type de gaz de refroidissement
1. Standard: air ambiant filtré.
2. Utilisation d‘un échangeur : les gaz process sont recyclés après refroidissement par l‘échangeur.
3. Gaz inertes (azote,…) à la place de l‘air ambiant ou
des gaz process refroidis.
3.5.2 Barrière gazeuse
Cette barrière gazeuse peut être nécessaire dans le cadre
de certains procédés. La pression exercée par celle-ci dans
le couvercle de corps (de préférence de l‘azote) permet
d‘éviter une fuite des gaz aspirés vers les paliers et pignons de synchronisation. Pour effectuer le raccordement
de la tuyauterie de la barrière gazeuse, utiliser un des deux
orifices prévus sur le couvercle de corps de la TWISTER.
La pression de raccordement pour la barrière gazeuse ne
doit pas excéder 1,5 bar (abs.) Le taux de fuite des garnitures mécaniques est en-dessous de 3 cm
3
/h. Les garnitures mécaniques peuvent être pressurisées jusqu‘à 4 bar
(abs.).
3.5.3 Gaz ou solvants de nettoyage
Ceux-ci sont utilisés pour nettoyer l‘intérieur de la pompe
avant son arrêt. Pour nettoyer, il faut isoler la pompe de la
tuyauterie d‘aspiration par une vanne pendant 20 à 30 minutes et injecter par une électrovanne (installée sur la bride
d‘aspiration) de l‘azote, de la vapeur ou un solvant adapté.
Ce nettoyage est très important dans le cas de pompage
de gaz corrosifs/toxiques ou chargés (résines, …).
4. Installation
4.1 Installation mécanique
4.1.1 Mise en place
• Lors de l‘installation de la pompe, il faut veiller à la placer
sur un plan rigide et horizontal. Dans le cas d‘une installation extérieure, vérifier que les périphériques de la pompe
sont adaptés.
• Il faut prévoir un dégagement suffisant autour de la pompe
pour les opérations de maintenance, de démontage/remontage ou pour les travaux de contrôle, etc...
4.1.2 Support
• La pompe peut être fixée sur un socle ou un châssis mé-
tallique.
4.1.3 Installation
• La pompe doit être installée horizontalement et placée con-
formément à l‘instruction de service. La pompe doit être
de niveau (tolérance de 0.5 mm par mètre).
4.2 Installation tuyauterie
4.2.1 Tuyauterie principale
• Nettoyer l‘intérieur de la tuyauterie côté aspiration et re-
foulement pour éliminer toutes traces de rouille, poussières et tous corps étrangers. Installer un filtre tamis (40 microns) à l‘aspiration de la pompe.
• Il est recommandé d‘installer des compensateurs à l‘aspi-
ration et au refoulement de la pompe. Prévoir des supports
de tuyauteries pour éviter des charges excessives sur les
brides de la pompe.
• Dans le cas de montage d‘un silencieux d‘échappement, il
faut l‘installer le plus proche possible de la bride de refoulement.
• Pour éviter que la pompe ne tourne en sens inverse lors
de son arrêt, installer un clapet anti-retour adjacent à la
bride d‘aspiration. Si l‘installation d‘un clapet anti-retour
pose problème pour le fonctionnement de la pompe, installer une vanne d‘isolation en s‘assurant qu‘elle se ferme
avant l‘arrêt de la pompe.
• Les condensats formés au refoulement de la pompe peu-
vent être récupérés dans un réservoir placé sous la pompe.
Ces condensats seront collectés pendant l‘opération de
pompage par l‘ouverture d‘une électrovanne de drainage.
• Un récipient adapté installé sous l‘électrovanne de drai-
nage pourra être placé pour la collecte des condensats.
4.2.2 Tuyauterie circuit de refroidissement
L‘eau de refroidissement est nécessaire pour refroidir les
flasques et l‘enveloppe de la pompe. Les tuyauteries doivent être assemblées conformément aux schémas fournis.
* Dans le cas d‘utilisation d‘un refroidisseur au refoulement
de la pompe, une alimentation d‘eau doit être également
prévue
- 5 -
Page 26

4.3 Transmission
4.3.1 Par courroie
La durée de vie des courroies et des paliers est fortement liée
à la tension des courroies. Si la tension des courroies est trop
faible, le glissement des courroies réduit l‘efficacité de la transmission. Les vibrations engendrées entraînent une usure et un
échauffement considérables et détériorent prématurément les
paliers. Si la tension des courroies est importante, trop d‘efforts y sont appliqués. Les courroies s‘affaiblissent et les paliers peuvent se détériorer. Par conséquent, il faut ajuster la
tension des courroies correctement et comme indiqué cidesous.
Appliquer une charge verticale au centre de ”l”.
La flèche est alors e = 0,016 x l (mm).
Charge de la tension de la courroie, F (N)
Type ABCD3V5V8V
Nouvelle courroie
10 18 39 78 25 77 212
Tension 13 25 54 98 36 102 271
Après le réglage de la tension de courroie, laisser tourner la
pompe pendant quelques jours, puis réajuster la en suivant
la même procédure que celle décrite précédemment.
4.3.2 Par accouplement
Aligner l‘accouplement en utilisant un indicateur à cadran. La
concentricité doit être comme indiquée ci-dessous:
Côté Côté Côté Côté
moteur pompe moteur pompe
Mètre
Classe du moteur Côté accouplement
M180 < 0,05
M200M et plus < 0,08
Classe du moteur Côté accouplement
M132M et plus < 0,1
M160M et plus < 0,18
4.4 Préparation à la mise en service
• Retirer la poussière de la pompe à vide ainsi que des tuyau-
teries. Nettoyer entièrement les tuyauteries, en s‘assurant
que poussières de soudures ou débris quelconques soient
inexistants.
• Vérifier que les brides d‘aspiration et de refoulement sont
correctement serrées et que les tuyauteries sont correctement fixées. Vérifier également les tuyauteries du circuit
de refroidissement.
• Faire le plein d‘huile jusqu‘à la marque rouge de la jauge.
Si le niveau d‘huile est trop faible, les engrenages et les
paliers pourront coincer. Si le niveau d‘huile est trop important, la température augmentera excessivement et sera
la cause de bruits de paliers ou d‘effets néfastes sur
d‘autres éléments de la pompe.
• Le débit de liquide de refroidissement à respecter est indi-
qué au paragraphe 1.3.
4.5 Première mise en service
Attention –> démarrage avec tuyauterie raccordée
Lors du démarrage, des détériorations peuvent se produire à l'intérieur de la pompe, en raison d'impuretés
présentes dans la tuyauterie.
Pour protéger la pompe lors de ce démarrage, un filtre
résistant au vide (5 µm) doit être prévu par l'utilisateur côté
aspiration.
• Vanne d‘aspiration fermée, donner une impulsion électri-
que au moteur de la pompe pour vérifier le sens de rotation. Le changer si nécessaire.
• Faire tourner la pompe sur elle-même (vanne d‘aspiration
fermée) pendant 20 à 30 minutes pour détecter des vibrations anormales ou des élévations de température. En cas
de problèmes, arrêter la pompe et rechercher les défauts.
En règle générale, cela résulte d‘une mauvaise installation ou d‘un mauvais centrage de l‘accouplement. Vérifier
le niveau d‘huile de lubrification des paliers.
• Faire tourner la pompe pendant 2 à 3 heures en condi-
tions normales d‘utilisation et vérifier la température et les
vibrations de chaque élément de la pompe.
• Pendant le fonctionnement de la pompe, vérifier l‘ampérage
du moteur. En cas de dépassement important de l‘intensité
nominale du moteur, arrêter immédiatement la pompe et
chercher la cause. En règle générale, cela résulte d‘un frottement entre les vis ou entre la surface du corps de pompe
et les vis. Toutes les pompes sont testées en usine avant
expédition ; cependant, une attention particulière doit être
portée à la pompe après son installation sur site.
* Précaution à prendre pendant l‘utilisation:
• Vérifier la température des paliers, la lubrification, l‘inten-
sité du moteur et le liquide de refroidissement.
• Utiliser la pompe en respectant les spécifications définies.
4.6 Arrêt de l‘installation
• Fermer la vanne d‘aspiration.
• Dans le cas d‘aspiration de gaz corrosifs, de solvants ou
de vapeurs humides, injecter de l‘air ambiant (ou de l‘azote)
à l‘aspiration pendant 20 à 30 minutes avant l‘arrêt de la
pompe afin de la nettoyer intérieurement. Dans le cas d‘utilisation de solvants ou de vapeurs pour le nettoyage, faire
tourner la pompe pendant 10 minutes en injectant de l‘air
(ou de l‘azote) après l‘arrêt de l‘arrivée de solvants ou de
vapeurs.
• Arrêter la pompe en coupant l‘alimentation du moteur.
• Arrêter la circulation de l‘eau de refroidissement. En cas
de prévision de gel, vidanger l‘eau par les vannes de purge.
4.7 Lubrication
Les lubrifiants à utiliser doivent être de haute qualité et à
forte teneur en pétrole, contenant de l‘anti-oxydant, de l‘antirouille, des additifs haute pression, etc. (Ne pas utiliser de
lubrifiant contenant des éléments d‘eau, de résine
sulphatique ou de goudron).
L‘huile pour turbine (ISO VG 68) très répandue sur le marché répond à ces critères techniques.
Les lubrifiants recommandés pour les paliers et pignons
de synchronisation sont.
Huiles: BP Energol THHT 68, BP Energol THB 68, Regal
•
R & O 68, Shell Turbo 68, Mobil Gear 626 ou équivalent.
Graisses: Aeroshell grease 150, Shell Dorium Grease R,
•
G 40 M, JFE 552 (NOK-Kluber) oou équivalent.
- 6 -
Page 27

5. Maintenance et vérification
5.1 Généralités
• Pendant le fonctionnement, la température augmente en fonction du ratio de compression et par l‘effet de la chaleur de
compression. Il est anormal d‘avoir des points chauds localisés ou des écaillages de peintures. Ces cas peuvent être l‘effet
d‘un frottement des vis dans la chambre de compression, ou d‘une aspiration de matériaux solides étrangers. Arrêter alors
immédiatement la pompe et vérifier les conditions d‘utilisation. Dans certains cas, les vis et le corps de pompe peuvent être
corrodés après une longue période de fonctionnement. Cela peut engendrer une augmentation des tolérances entre les vis et
de ce fait, un important pompage des gaz recyclés. La température atteind alors des valeurs plus élevées qu‘à l‘origine. La
vitesse de pompage est alors réduite. Arrêter la pompe et mesurer les jeux afin de mener une action corrective.
• Les anomalies peuvent être détectées en effectuant des vérifications de la température des roulements, des vibrations ou du
niveau sonore. Dans ce sens, une inspection journalière est conseillée.
• Les jeux entre les vis et le corps de pompe peuvent être vérifiés en relevant l‘intensité du niveau sonore à l‘aide d‘un
stétoscope appliqué sur le corps de la pompe.
• Lorsque la pompe est arrêtée, en période hivernale et dans les régions froides, le circuit de refroidissement doit être purgé.
Le gel de l‘eau peut détruire le corps de la pompe.
5.2 Vérifications périodiques
a.) Journalières
• Niveau d‘huile: un manque ou un excès de lubrifiant peut détériorer les paliers et les pignons de synchronisation.
• Vérifier que la quantité d‘eau de refroidissement est correcte.
• Vérifier les températures des couvercles des paliers de lubrification. Utiliser un thermomètre adéquat ou un thermomètre de
surface.
• Vérifier les pressions à l‘aspiration et au refoulement. Pour cela, assurez vous que la pompe travaille dans les conditions
définies à l‘origine.
• Vérifier la charge du moteur. Une augmentation de l‘intensité nominale du moteur indique une anomalie.
b.) Mensuelles
• Vérifier la tension des courroies.
• Vérifier la couleur des lubrifiants. (Remplacer l‘huile en cas de changement de couleur).
• Vérifier le niveau d‘huile. Si la consommation d‘huile est importante sans fuite apparente, vérifier les garnitures mécaniques.
c.) Tous les 6 mois
• Vérifier les raccordements de tuyauteries.
• Vérifier l‘huile et la graisse et les changer si nécessaire.
d.) Annuellement
• Vérifier les garnitures mécaniques, les joints à lèvres et les joints d‘huile.
• Vérifier l‘état de surface interne des vis et du corps de pompe. Pour cela, démonter les tuyauteries d‘aspiration.
• Vérifier les paliers. Pour cela, démonter le couverclen.
• Remplacer le lubrifiant des paliers.
Maintenance et vérification de la pompe à vide à vis
N° Repère Point à vérifier a.) b.) c.) d.)
1 Intensité du moteur Pas de variation ? L‘ampérage est-il conforme ? •
2 Rotation Est-elle libre et sans résistance ? •
3 Pression d‘aspiration et de refoulement Sont-elles normales ? •
4 Bruits et vibrations Y-a-t-il des bruits ou vibrations anormales ? •
5 Température
Les températures des paliers et autres éléments sont-elles
normales ?
•
6 Quantité d‘huile dans le couvercle Le niveau d‘huile est-il correct ? •
7 Pollution du couvercle par de l‘eau Le couvercle est-il propre ou non? •
8 Fuites d‘huile Y-a-t-il des fuites apparentes? •
9 Remplacement des lubrifiants
Toute l‘huile et la graisse doivent être remplacées dans les
couvercles.
•
Quantité et pression de l‘eau de
10
refroidissement pour la pompe et le
Est-ce que la quantité d‘eau est correcte ? •
silencieux (séparateur)
Tuyauteries d‘aspiration et de
11
refoulement
12 Nettoyage à l‘arrêt
S‘est-il formé un dépôt ou une croûte? •
Fermer la vanne d‘aspiration et faire tourner la pompe pendant
20 à 30 minutes, en injectant de l‘azote ou de l‘air
13 Vérifier les vis et le corps de la pompe Y-a-t-il de la rouille ou un défaut particulier ? •
Garnitures mécaniques, joints à lèvres,
14
paliers, joints toriques,
Remplacer si nécessaire •
courroie/accouplement
- 7 -
Page 28

6. Acquittement des défauts
Problème Cause Solution
Manque d‘air
Surcharge du
moteur
• Le filtre est bouché
• Trop de jeux
• Le filtre est bouché
• Des matériaux étrangers sont dans la pompe
• La pression à l‘aspiration augmente
• Frottements entre les vis
• Nettoyer ou changer le filtre
• Vérifier les jeux
• Nettoyer ou changer le filtre
• Ajuster ou remplacer les vis et le corps de pompe
• Vérifier la différence de pression entre
l‘aspiration et le refoulement
• Ajuster les jeux entre les vis. Ajuster les
pignons de synchronisation
• Frottements entre les vis et le corps de pompe
• Augmenter les jeux des extrémités. Augmenter
les jeux entre les vis et le corps de pompe
• Vérifier le niveau d‘huile
• Vérifier les pressions d‘aspiration et de
refoulement
• Chercher la cause des frottements
• Réajuster
Surchauffe
• Surplus de lubrifiant dans les paliers
• Température d‘aspiration trop élevée
• Ratio de compression trop important
• Frottements entre les vis et le corps de pompe
• L‘ajustement entre les pignons de synchronisation et les
vis est incorrect
Bruits
(cognements)
• Montage incorrect
• Elévation anormale de la pression
• Détérioration des pignons de synchronisation survenant
• Réassembler
• Remplacer les pignons de synchronisation
d‘une surcharge ou d‘un mauvais lubrifiant
Détérioration
des paliers ou
des pignons de
synchronisation
• Mauvais lubrifiant
• Niveau de lubrifiant faible
• Surcharge
• Changer le lubrifiant
• Refaire le niveau de lubrifiant
• Remplacer l‘arbre
/ arbre cassé
* Si les problèmes mentionnés ci-dessus persistent malgré les solutions proposées, il est possible que la cause provienne des
conditions d‘utilisation de la pompe. Dans ce cas, veuillez nous contacter en précisant les informations suivantes.
1. Type de pompe et modèle, numéro de série, application, etc.
2. Informations sur le réseau (pression d‘aspiration, filtre, nombre de coudes, etc.)
Vérification du système de vide
Points à vérifier
Ouvrir la vanne d‘eau de refroidissement. Le débit est-il correct ?
Fermer l‘aspiration. Ouvrir le refoulement.
Avant la mise en
service
Vérifier la couleur et le niveau des lubrifiants. Est-ce correct ?
Vérifier la tension des courroies (uniquement pour la version avec courroies).
Faire tourner la pompe pendant quelques minutes avant d‘ouvrir la vanne d‘aspiration.
Vérifier le niveau de vide en pleine charge. Est-il normal ?
Vérifier les données électriques (tension et ampérage) en pleine charge. Est-ce correct ?
Pendant le
fonctionnement
Y-a-t-il des bruits anormaux ?
Vérifier la température de fonctionnement. Est-elle normale ?
Vérifier la couleur et le niveau de lubrifiant. Sont-ils acceptables ?
Faire tourner la pompe pendant quelques minutes après l‘avoir isolée du réseau.
Si des corps étrangers sont introduits dans la pompe, la nettoyer avec les agents nettoyants adaptés.
Arrêt
Vidanger l‘eau de refroidissement de la pompe si elle est arrêtée pour une longue période.
S‘assurer que les tuyauteries d‘aspiration et de refoulement sont fermées. S‘assurer que l‘alimentation
électrique est coupée.
- 8 -
/ PM611.08
Page 29

Istruzioni di servizio e manutenzione
Pompe per vuoto a viti
VSA
VSA 150
VSA 330
VSA 400
VSA 800
BI 830
2.4.99
Gardner Denver
Schopfheim GmbH
Postfach 1260
79642 SCHOPFHEIM
GERMANY
Fon +49 7622 / 392-0
Fax +49 7622 / 392-300
e-mail: er.de@
gardnerdenver.com
www.gd-elmorietschle.com
Page 30

Pompe per vuoto a viti
Indice: Pagina:
1.
2.
3.
3.1 Generalità 4
3.2 Costruzione 4
3.3 Dati tecnici 4
3.4
3.5
3.5.1 Gas di raffreddamento 5
3.5.2 Gas di sbarramento 5
3.5.3 Gas liquidi di bonifica 5
4. Principio di funzionamento 5
4.1 Montaggio tubazioni 5
4.1.1 Luogo di installazione 5
4.1.2 Basamento 5
4.1.3 Installazione 5
4.2 Tubazioni 5
4.2.1 Tubazione principale 5
4.2.2 Tubazione acqua di raffreddamento 5
4.3 Connessione 6
4.3.1 Motore cinghia a V 6
4.3.2 Accoppiamento motore 6
4.4 Preparazione per messa in servizio 6
4.5 Messa in servizio 6
4.6 Arresto pompa 6
4.7 Lubrificazione 6
5.
5.1 Generalità 7
5.2 Ispezioni periodiche 7
5.3 Smontaggio 8
5.3.1 Precauzioni durante lo smontaggio 8
5.3.2 Procedimento di smontaggio 8
5.4 Riassemblaggio 8
5.4.1
5.4.2 Procedura di riassemblaggio 9
6. Guasti e rimedi 10
Introduzione 3
Applicazioni 3
Caratteristiche costruttive 4
Diagramma tubazioni 5
Gas 5
Manutenzione e Ispezione 7
Precauzioni durante il riassemblaggio 8
Schede tecniche:
D830/1 ➝ VSA
Elenco parti di ricambioe:
E830/1 ➝ VSA (01)
- 2 -
Page 31

Introduzione
1.
Per prevenire la contaminazione dell’ambiente da parte di sostanze pericolose del processo, la tubazione di scarico deve essere
collegata ad un sistema di controllo/abbattimento delle emissioni.
Tutte le unità che ci verranno inviate per manutenzione o per qualunque motivo, dovranno essere assolutamente
prive di sostanze pericolose. E’ necessario un attestato di bonifica
I dispositivi antideflagranti e di sicurezza degli impianti in cui sono montate le pompe per vuoto devono essere installati e
controllati a cura del cliente.
Le autorità locali competenti devono rilasciare un adeguato permesso.
2. Applicazioni
Le pompe per vuoto TWISTER sono particolarmente adatte per il trasporto di gas estremamente umidi. La tollerabilità verso
l’aspirazione di vapor acqueo è molto alta
La temperatura ambiente può oscillare fra 5 ed 40°. La temperatura di aspirazione non dovrebbe superare i 60°C.
In caso di temperature al di fuori di questo campo Vi preghiamo di interpellarci.
Non devono essere aspirate sostanze né allo stato liquido né allo stato solido. In caso di trasporto di vapori e gas
esplosivi contattare prima il fornitore.
Per installazione di pompe TWISTER ad altitudine oltre i 1000 m sopra il livello del mare si nota una diminuzione
delle prestazioni. In tal caso Vi preghiamo di interpellarci.
Le esecuzioni con motori standard non possono funzionare in luoghi con pericolo di esplosione. Sono fornibili esecuzioni speciali
con motore antideflagrante.
Nei casi in cui un arresto imprevisto o un guasto della pompa possano causare danni a persone o cose, devono
essere previste delle misure di sicurezza nell’impianto.
Disegno in sezione
TWISTER VSA
.
.
- 3 -
Page 32

3. Caratteristiche costruttive
3.1 Generalità
Due rotori a vite ruotano paralleli in senso contrario nel corpo pompa. Il gas viene
introdotto nella camera di aspirazione della pompa e compresso dal movimento
rotatorio delle viti in direzione dello scarico. I rotori a vite hanno un profilo simile a una
curva di Archimede, una curva di Quimby ed un arco. Le viti ruotano senza toccarsi
grazie ad opportune tolleranze fra di loro e lo statore. I gas ed i vapori aspirati vengono compressi gradualmente verso la pressione atmosferica. La pompa è progettata
in modo tale da non rendere necessario alcun lubrificante per la tenuta, funziona
pertanto a secco. La potenza del motore è trasmessa all’albero rotore principale tramite una puleggia a V o un giunto di accoppiamento diretto e poi trasmessa al secondo rotore attraverso gli ingranaggi
di sincronismo.
3.2 Costruzione
• Rotori a vite: i rotori, in un sol
pezzo con l’albero, sono una
fusione di ghisa sferoidale ad
alto livello, rifiniti su macchine
automatiche ad alta precisione
e bilanciati dinamicamente
dopo la finitura.
• Ingranaggi: gli ingranaggi di
sincronismo rappresentano la
parte più importante della pompa per vuoto
a viti e sono necessari per impedire qualsiasi contatto
fra i rotori mantenendo la giusta distanza fra di essi. Le ruote dentate
sono trattate termicamente e rifinite con una speciale macchina di precisione
per la lavorazione delle superfici per diminuire la rumorosità.
• Cuscinetti: il cuscinetto sulla parte fissa è un cuscinetto a doppia corona di sfere ed il lato di
compensazione assiale è equipaggiato con un cuscinetto a rulli. Questi cuscinetti sono stati scelti per sopportare l’alta
velocità ed il sovraccarico e per assicurare la distanza necessaria fra gli ingranaggi ed i rotori.
• Tenute alberi: le tenute consistono in anelli a doppia azione a doppio labbro sul lato aspirazione ed una tenuta meccanica
sul lato scarico. Queste tenute impediscono l’ingresso di olio nella camera di compressione. Sul coperchio dell’albero di
funzionamento vengo installate tenute lubrificate.
• Indicatore livello olio: un indicatore livello olio si trova nel coperchio anteriore. L’olio va versato fino al raggiungimento del
livello contrassegnato con un segno rosso. Se il livello dell’olio è troppo basso si possono rovinare gli ingranaggi, i cuscinetti
e le tenute meccaniche a causa di lubrificazione inadeguata. Cuscinetti, ingranaggi e tenute meccaniche vengono lubrificati
dall’olio lanciato per effetto della rotazione delle ruote dentate. A macchina ferma controllare sempre il livello e lo stato
dell’olio di lubrificazione.
3.3 Dati tecnici
VSA 150 (30) 330 (30) 400 (20) 800 (20)
Portata nominale (teorica
)
Vuoto finale
Pressione di scarico
Potenza installata
Numero di giri
Bocca aspirazione/ Bocca scarico
Olio ingranaggi
Resistenza alla pressione statica
Portata acqua di raffreddamento
Pressione acqua di raffreddamento
Portata gas di raffreddamento
Gas di sbarramento
m³/h
50 Hz 120 270 360 720
60 Hz 150 330 400 800
mbar (abs.) 0,3 0,3 0,05 0,05
bar (abs.) max. 1,3
50 Hz 4,0 7,5 15 18,5
kW
60 Hz 4,8 9,0 18 22,0
50 Hz 2850
-1
min
60 Hz 3450
DN 40 50 / 40 65 / 50 100 / 65
l 1,3 1,6 2,0 4,0
bar (abs.) 10
l/h 120 210 420 600
bar (abs.) max. 6
3
m
/h 18 18 25 > 30
cm³/min max. 3
piastra anteriore Tenute meccaniche scanalate
Tipo di tenute piastra posteriore Tenute a doppio labbro
coperchio scatola ingranaggi Tenute ad olio
Peso
kg 330 520 610 810
Note:
(1) I quantitativi di olio sopra riportati sono quelli raccomandati, si possono utilizzare anche quantità superiori. Si possono
utilizzare Fluorine e oli minerali. La fornitura standard prevede olio per ingranaggi puro.
(2) La quantità di acqua di raffreddamento è riferita alla temperatura dell’acqua di 20°. La quantità di acqua può naturalmente
variare in funzione dell’applicazione. Controllate questo aspetto nella documentazione approvata dal fornitore.
- 4 -
Page 33

Diagramma tubazioni
3.4
Uscita acqua di raffreddamento
Carcassa pompa
Entrata acqua di raffreddamento
Silenziatore
Postradiatore
Il dopo che refrigerante e silenziatore sono caratteristiche
opzionali.
3.5 Gas
Gas di raffreddamento
3.5.1
Questo gas viene impiegato per raffreddare i rotori e le
superfici della camera di lavoro. Durante il funzionamento
questo gas è necessario per compensare il calore generato dalla compressione del gas di processo. Il gas di processo aspirato viene compresso attraverso la rotazione
delle viti e trasportato all’uscita. Il gas di processo viene
riscaldato attraverso il calore di compressione. Questo sistema di raffreddamento è necessario poiché il calore di
compressione allo scarico può produrre temperature fino
a 200°C.
Normalmente viene utilizzata l’aria presente nell’ambiente e per questo la pompa è equipaggiata con un filtro aria
all’attacco del gas di raffreddamento che si trova quasi alla
fine della camera di compressione.
(1) Flusso di gas di raffreddamento
Questo flusso di benzina di purga può variare secondo
livello dell'aspirapolvere conduzione
Ty p o N m3/h
VSA 150 18
VSA 300 18
VSA 400 25
VSA 800 su 30
VSA 2700 su 30
(2)
Tipo di gas di raffreddamento
1. Standard: aria ambiente filtrata
2. Post-scambiatore: il gas processo viene raffreddato tra-
mite un post-scambiatore ad acqua e riportato nella
pompa tramite l’attacco gas di raffreddamento.
3. In alternativa possono essere utilizzati gas inerti come
ad esempio azoto.
3.5.2 Gas di sbarramento
Il gas di sbarramento è richiesto durante le operazione e
utilizzato per pressurizzare il coperchio con gas inerte come
l’azoto. In questo modo impedisce che il gas o i fluidi entrino in contatto con la scatola degli ingranaggi e con i cuscinetti.
Sia uno che l’altro tappo posti sopra il coperchio posteriore possono essere utilizzati per collegare il gas di sbarramento
La pressione del gas di sbarramento massima ammissibile è di 1,5 bar (ass.) la velocità di perdita della tenuta
meccanica è sotto 3 cm3/hr.
La tenuta meccanica può essere pressurizzata fino a 4
bar (ass.)
3.5.3 Gas/liquidi di bonifica
La camera d’aspirazione va bonificata durante il post-funzionamento. Prima di fermare la pompa e dopo aver chiuso la valvola principale sul lato aspirazione, si deve immettere nella pompa gas di bonifica quale N2- vapore o liquidi
di lavaggio per 20-30 minuti. In tal modo all’interno della
pompa vengono rimosse „sostanze adesive“ o residui di
gas di processo. Questa pulizia è particolarmente necessaria quando vengono trattati prodotti corrosivi, tossici o
appiccicosi come ad es. resine.
4. Procedure di installazione
4.1 Montaggiotubazioni
4.1.1 Luogo di installazione
• Montare la pompa in un luogo pulito, su un piano liscio,
orizzontale e stabile. Se l’impianto dovesse essere montato all’aperto fate controllare motore, comando a cinghie ed
altri componenti dal servizio di assistenza.
• Fate attenzione che intorno al gruppo per vuoto ci sia suf-
ficiente spazio per consentire lavori di controllo, ispezione,
manutenzione e riparazione.
4.1.2 Basamento
• La pompa può essere montata su un basamento in ce-
mento o su un apposito telaio.
Installazione
4.1.3
• Montare la pompa in posizione orizzontale e posizionatela
in base alle istruzioni. La pompa dovrebbe essere installata orizzontalmente su superficie con dislivello massimo di
0,5 mm per metro.
4.2 Tubazioni
4.2.1 Tubazione principale
E’ consigliabile installare un compensatore sia in aspirazione che in uscita. Inoltre si deve installare un sostegno
per la tubazione in modo da non gravare la pompa con
carichi esterni.
Qualora sia previsto un silenziatore allo scarico, installatelo più vicino possibile allo scarico della pompa. Assicuratevi di installare una valvola di non ritorno prima dell’aspirazione in modo da non far girare al contrario la pompa al
momento della fermata.
Qualora l’installazione della valvola di non ritorno dovesse
causare problemi di manutenzione installate una valvola
di sbarramento a semplice effetto che andrà fatta chiudere
prima di fermare la pompa.
Il tubo di drenaggio dovrebbe essere installato sotto la
valvola di drenaggio per accogliere eventuali condensati
residui nella tubazione di aspirazione e/o di mandata.
4.2.2 Tubazione acqua raffreddamento
Nelle pompe per vuoto a viti funzionanti a secco sono necessarie tubazioni per l’acqua di raffreddamento della piastra frontale, di quella posteriore e del corpo pompa. Queste tubazioni vanno montate seguendo i disegni relativi.
- 5 -
Page 34

4.3 Connessioni
4.3.1 Motore con cinghie a V
La durata della cinghia e dei cuscinetti dipende fortemente dalla
tensione della cinghia stessa. Se la tensione della cinghia troppo
allentata, la riduzione di efficienza di trasmissione dovuta alla
copertura della cinghia, lo sforzo e il surriscaldamento delle
cinghie sarà elevato. Questo potrà diminuire considerevolmente la durata della cinghia e danneggiare i cuscinetti generando
la vibrazione della cinghia stessa.
Se le cinghie sono troppo sottili, troppa tensione verrò applicata e le cinghie verranno indebolite i cuscinetti danneggiati. Per
quanto sopra esposto applicare la corretta tensione alla cinghia come sotto riportato.
Applichi un sotto carico elencato verticalmente al centro di “l.”
La deviazione è a questo punto e = 0.016 x l (il mm).
Carichi nella tensione della cintura, F (N)
Ty p o ABCD3V5V8V
Cintura Nuovo 10 18 39 78 25 77 212
Re-sottoponendo a tensione
Dopo avere aggiustato, corra la pompa per pochi giorni. Poi reaggiusti la tensione della cintura con la stessa procedura.
Accoppiamento motore
4.3.2
Allinei accoppiando usando Quadrante Indicatore di livello. I
concentricity dovrebbero essere come segue:
Motor- Pumpen- Motor- Pumpen
seite seite seite seite
13 25 54 98 36 102 271
Messgerät
Classe di motore Su lato di accoppiare
M180 meno che 0,05
M200M e sopra meno che 0,08
Classe di motore A fine di accoppiare
M132M e sotto meno che 0,1
M160M e sopra meno che 0,18
Preparazione per la messa in servizio
• Rimuovere polvere ed altri residui dalla pompa e dalle tu-
bazioni.
• Verificare se tutti i collegamenti sono ben fissati e se le
tubazioni sono ben supportate.
• Controllare anche la tubazione dell’acqua di raffreddamen-
to.
• Eliminare eventuali tracce di saldatura nelle tubazioni.
• Riempire di olio la scatola ingranaggi fino all’indicatore di
colore rosso. Se manca olio possono gripparsi ingranaggi
e cuscinetti, se ce ne è troppo la temperatura aumenta e
può provocare un rumore in prossimità degli ingranaggi e
danni ad altri componenti. L’olio deve quindi essere sempre rabboccato fino all’indicatore di colore rosso
4.5 Messa in servizio
Attenzione
collegate
All’avviamento si possono verificare pesanti danni alla
pompa qualora delle impurità dovessero penetrare nelle
tubazioni. Per proteggere la pompa si deve installare sul
lato aspirazione una reticella (5 µm) resistente al vuoto
sul lato aspirazione.
• Con valvola di sbarramento chiusa alimentate brevemente
il motore della pompa per controllare il senso di rotazione
della stessa e correggetela se necessario.
• Lasciate funzionare la pompa per 20-30 min senza carico.
Durante questo periodo di tempo controllate le vibrazioni
ed il riscaldamento della pompa. In caso di anomalie fermate la pompa e determinatene la causa. Nella maggior
parte dei casi dipendono da installazione impropria o da
centraggio errato del giunto. Controllate anche il livello del
lubrificante.
• Fate funzionare la pompa per 2-3 ore in condizioni di cari-
co normali e controllate temperatura e vibrazioni di ogni
componente.
• Durante l’esercizio fate attenzione all’indicazione
dell’amperometro. In caso di anomalie fermate immediatamente la pompa e controllate la causa. Spesso la causa
è un’interferenza fra i rotori e fra la periferia del rotore e la
superficie interna della carcassa. Tutte le pompe da noi
fornite sono collaudate prima di essere spedite, comunque vanno prestate le dovute attenzioni soprattutto appena dopo che la pompa è stata installata.
* Fare attenzione durante il funzionamento a quanto se-
gue:
• Controllare la temperatura dei cuscinetti e del lubrificante,
l’indicazione dell’amperometro e della temperatura dell’acqua di raffreddamento.
• Effettuare tutte le operazioni seguendo le specifiche.
Arresto pompa
4.6
• Chiudere la valvola in aspirazione.
• Qualora fosse stato aspirato gas corrosivo, solvente o va-
pore acqueo, introducete aria (oppure N2) dal lato aspirazione per 20-30 min. per bonificare la pompa prima di arrestarla.
• Se per la bonifica si usa solvente o vapore fate funzionare
la pompa per ulteriori 10 min. dopo aver esaurito la fase
con il solvente.
• Fermare la pompa disinserendo il motore.
• Interrompere l’alimentazione dell’acqua di raffreddamen-
to. In caso di gelate scaricare l’acqua aprendo la valvola di
carico.
4.7 Lubrificazione
I lubrificanti devono essere derivati dal petrolio ad alto grado di rendimento, devono contenere antiossidanti,
antiruggine ed additivi per aumentare la resistenza ad alta
pressione (non usare lubrificante contenente acqua, solfati o catrame). L’olio per turbine (ISO VG 68), facile da
reperire sul mercato, potrà soddisfare queste esigenze.
Raccomandiamo le seguenti marche:
• Olio Lubrificante: BP Energol THHT 68, BP Energol THB
68, Regal R&O 68, Shell Turbo 68, Mobil Gear 626 o oli
equivalenti.
• Grasso cuscinetti: Grasso Aeroshell 150, Shell Dorium
Grease R, G 40M, JFE 552 (nok Kluber) o grasso equivalente.
–> Avviamento con linee di processo
.
- 6 -
Page 35

5. Manutenzione e ispezione
5.1 Generalità
• Durante il funzionamento la temperatura aumenta a causa del calore prodotto dalla compressione proporzionalmente alla
compressione stessa. La temperatura non può essere molto elevata altrimenti la verniciatura esterna brucia. Qualora ciò si
verificasse fermate immediatamente la pompa e controllatene lo stato. Può capitare che i rotori e la carcassa si corrodano
dopo aver funzionato a lungo con conseguente aumento della distanza fra questi componenti e che il gas ritorni in grosse
quantità verso il lato aspirazione. Ciò comporta un aumento della temperatura rispetto a quanto progettato. In questo caso la
prestazione diminuisce. Arrestate la pompa e misurate la distanza fra i rotori.
• Durante gli abituali controlli della temperatura dei cuscinetti, delle vibrazioni o della rumorosità segnalare subito eventuali
anomalie.
• Interferenze fra i rotori o fra rotore e carcassa si possono rilevare auscultando con uno stetoscopio appoggiato alla carcassa.
Fate questo controllo di tanto in tanto.
• In inverno, nelle regioni fredde, anche a pompa ferma, drenate l’acqua di raffreddamento. Se l’acqua gela può danneggiare
il corpo pompa.
5.2 Ispezioni periodiche
a.) Giornalmente
• Verificare il livello olio: eccesso o mancanza di olio possono rovinare ingranaggi e cuscinetti.
• Verificare che la portata di liquido di raffreddamento sia adeguata.
• Controllare le temperature del coperchio del lubrificante, del coperchio anteriore posteriore. Utilizzate un termometro adatto
alla misura della temperatura delle superfici.
• Verificare pressione di aspirazione e di scarico. Per verificare queste pressioni accertatevi che le pompe vengano fatte
funzionare osservando le specifiche tecniche.
• Controllare l’assorbimento del motore. Tenete presente che un aumento dell’assorbimento del motore indica un’anomalia.
b.) Mensilmente
• Controllare la tensione delle cinghie a V o l’allineamento del giunto.
• Controllare il colore olio lubrificante (se il colore dell’olio diventa più scuro, sostituirlo).
• Controllare il livello olio. Se il consumo dell’olio è elevato senza perdite evidenti controllare le tenute meccaniche.
c.) Ogni 6 mesi
• Controllare tubazioni e supporti della pompa.
• Controllare olio lubrificante e grasso cuscinetti e sostituiteli quando necessario.
Annualmente
d.)
• Controllare tenute meccaniche, tenute a labbro, tenute olio.
• Controllare superficie interna dei rotori e del corpo pompa, Smontare le tubazioni lato aspirazione per controllare la super-
ficie interna dei rotori e del corpo pompa.
• Controllare gli ingranaggi togliendo il coperchio frontale.
• Sostituire il lubrificante nel coperchio frontale.
Check list di manutenzione
Nr. Item Check point a.) b.) c.) d.)
1 Assorbimento motore
Qualche scostamento? Assorbimento Ampere come
specificato??
•
2 Rotazione La rotazione è uniforme e corretta? •
3 Pressione aspirazione e scarico Come da specifica? •
4 Rumori e vibrazioni Rumori anomali e vibrazioni? •
5Temperature
6
7
Quantità olio nel coperchio
frontale
Contaminazione acqua
all’ingresso del coperchio frontale
Si riscontra un’eccessiva temperatura in prossimità dei
cuscinetti o in altri punti?
L’olio è al giusto livello? •
E’ pulita? •
•
8 Trafilamento olio Vi è un uscita di olio? •
9 Sostituzione lubrificante Oli e lubrificanti da sostituire? •
10
Quantità e pressione acqua
raffreddamento
Come da specifica? •
11 Tubazioni aspirazione e scarico Si sono formate delle incrostazioni? •
12 Pulizia ed asciugatura all’arresto
13
14
Controllare all’interno della
carcassa e del rotore.
Tenute meccaniche, cuscinetti,
O-Ring, cinghie a V, giunti
Chiudere la valvola principale sul lato aspirazione e far
funzionare per 20-30 min. mentre si immette N2 o aria.
Si riscontrano ruggine o cricche? •
Sostituirli quando necessario •
- 7 -
Page 36

5.3 Smontaggio (vedere lista parti di ricambio E 830)
5.3.1 Precauzioni durante lo smontaggio
(1) Contrassegnate tutti i collegamenti ed i coperchi
(2) Misurate lo spessore delle guarnizioni quando sono smontate
(3) Non far depositare polvere sulle parti smontate, soprattutto sui cuscinetti
5.3.2 Procedimento di smontaggio
(1) Togliere gli accessori dalla pompa.
(2) Scaricate l’acqua di raffreddamento dal corpo pompa attraverso lo scarico.
(3) Svitate la vite del coperchio anteriore 4 e fate uscire l’olio.
(4) Togliete i dadi dalla scatola di adattamento delle guarnizioni 25 e separate l’adattatore dal coperchio frontale.
(5) Separate la guarnizione sull’albero 21, la boccola 20 ed il cuscinetto a sfera 24 dalla scatola di adattamento.
(6) Togliere i perni esagonali (M16) dal coperchio frontale 4 e dalla piastra posteriore di chiusura 2 poi togliere il coperchio
frontale.
(7) Allontanare la chiusura 15 dalla ruota dentata motrice (A) 27 & (B) allentando i dadi della bussola con un raschiatore.
(8) Separate le ruote dentate (A) (B).
(9) Togliete il coperchio cuscinetto (A) 13 & (B) 14 svitando i dadi con chiave esagonale.
(10) Separate i dadi di sicurezza 16 con una chiave esagonale e togliete gli anelli di sicurezza 17.
(11) Allontanate la targhetta dei cuscinetti (A) 10 & (B) 11 dalla piastra di chiusura frontale fissando i dadi M8, chiudendo la
scatola del cuscinetto (A) 10 e (B) 11.
(12) Tirate via il cuscinetto 23 dalla scatola (A) 10 & (B) aiutandosi con un estrattore
(13) Togliere l’anello distanziatore (A) e le viti (A) 6, (B) 7.
(14) Rimuovere le tenute meccaniche e le viti (A) 6, (B) 7
(15) Rimuovere i perni esagonali (M16) dalla scatola 1 e dalla piastra di chiusura 2. Assicurate i perni (M16) sulla piastra
frontale e separatela dalla carcassa
(16) Allontanate la piastra (A) 8 (B) 9 dalla piastra di chiusura anteriore.
(17) Separate i coperchio 5 dalla sede (C) svitando le viti.
(18) Svitare il controdado di sicurezza con chiave esagonale e togliere l’anello di sicurezza 17 e l’anello distanziatore.
(19) Separate il supporto del cuscinetto (C) 12 dalla piastra posteriore svitando i dadi esagonali (M12) sul cuscinetto
(20) Togliete il cuscinetto 22 dal supporto (C) 12 e togliete l’anello di guarnizione 19 e la boccola.
(21) Togliete l’anello interno 39 dalla vite motrice (A) 6 (B) 7
(22) Togliete l’anello di guarnizione sull’albero 19 dall’anello interno 39
(23) Togliete la ruota dentata trascinata (B) dalla vite motrice (A), B7
(24) Togliete i dadi esagonali (M16) dalla piastra di chiusura. Ora separate la piastra di chiusura 3 dalla scatola 1 svitando i
dadi (M16)
(25) Togliete la guida (B) 9 dalla piastra di chiusura svitando i dadi dal supporto (M8)
(26) Togliete prestando la massima attenzione il motore e l’albero (A) ,(B) dalla corpo pompa ed appendetelo ad una corda di
nylon. Separate motore e l’albero (A)(B) dal corpo pompa
(27) Separate le piastre cieche per la camicia di raffreddamento dal corpo pompa, coperchio e piastre.
Pulite tutte le parti con un buon solvente e sostituite quelle usurate o rovinate con materiali originali. Cuscinetti, guarni-
zioni, anelli di guarnizione, O-Ring vanno sostituiti ad ogni montaggio.
5.4 Montaggio
5.4.1 Precauzioni durante il montaggio
(1) Controllate durante la fase di smontaggio quali parti sono usurate o rovinate. Specialmente le superfici e gli spessori, se
danneggiati, possono influenzare sensibilmente l’assemblaggio. Viene pertanto richiesta la massima attenzione nel con-
trollare le superfici dei componenti. In caso di danneggiamento sostituire o riparare.
(2) Pulite i cuscinetti con olio leggero quindi applicate su di essi del lubrificante. Quando maneggiate i cuscinetti pulire
sempre accuratamente gli attrezzi e le mani.
(3) Usate stracci morbidi e togliere la polvere dalle guarnizioni ed applicate l’olio. Per guarnizioni sottili si raccomanda l’uso
del molibdeno disulfide perché si possono indurire e si smontano con difficoltà, si arrugginiscono o corrodono, rendendo
difficile lo smontaggio. Rimontare risulta più difficile che smontare. Pulite bene gli ingranaggi con un panno morbido
prima di rimontarli.
(4) Le guarnizioni nuove devono essere uguali a quelle smontate.
- 8 -
Page 37

5.4.2 Procedura di riassemblaggio
(1) Inserire la guida (A) 8 & (B) 9 sulla piastra frontale e fissarla con il dado (M8)
(2) Inserire la guida (B) 9 sulla piastra posteriore 3 ed assicurarla con il dado (M8)
(3) Inserite l’albero principale (A) 6 e quello secondario (B) 7 sulla piastra frontale e posteriore
(4) L’assemblaggio deve cominciare dal lato ingranaggi (scarico). Inserire le tenute meccaniche sui due alberi.
(5) Inserire l’anello distanziatore (A) 36 sugli alberi.
(6) Portare i portacuscinetti (A) e (B) sulla piastra di chiusura frontale.
(7) Inserite il cuscinetto 23 nella sua sede.
(8) Fissate il cuscinetto a sfera con la rondella di sicurezza 17 ed il dado 16 sugli alberi e piegate un angolo della rondella di
sicurezza per fissarla.
(9) Mettete il coperchio (A) 13 e (B) 14 sui portacuscinetti (A) e (B) e fissateli con l’aiuto di dadi a bussola (M10) sulla piastra
di chiusura frontale
(10) Svitare la piastra posteriore degli alberi per montare il corpo pompa 1.
(11) Posizionare la guarnizione sulla superficie esterna del corpo pompa e della piastra di chiusura. Inserite l’O-Ring nella
tubazione dell’acqua di raffreddamento della piastra frontale di chiusura, l’albero nel corpo pompa e fissate la piastra di
chiusura frontale con dadi.
(12) Posizionate la guarnizione nella superficie esterna della carcassa e
della piastra di chiusura posteriore. Inserite l’O-Ring nella tubazione
dell’acqua di raffreddamento del corpo pompa, fissate la piastra di chiu-
sura posteriore e la carcassa con dadi (M10).
(13) Installate i dischi distanziatori (B) sui due alberi.
(14) Mettete le tenute a labbro (due per ogni cuscinetto) sul lato interno
della scatola cuscinetto (C) 12.
(15) Inserite la scatola cuscinetto (C) 12 sulla piastra di chiusura posterio-
re.
(16) Installate la bussola 20 sugli alberi in modo tale da far aderire le tenute
a labbro alla stessa.
(17) Mettete il cuscinetto 22 nella sua sede (C). Fissate la sede (C) 12 con perni (M8).
(18) Fissate il cuscinetto a rulli del lato compensatore sugli alberi con la bussola, anello di sicurezza 17, e dado di sicurezza
16. Ora passate sul lato frontale.
(19) Posizionate le ruote dentate sugli alberi (A) e (B). Installate la chiusura 15 sugli ingranaggi (B) (serrare bene). Lasciate
una distanza di 0,1 mm nell’attacco di aspirazione. Vedere figura qui riportata. Serrate bene l’ingranaggio A.
(20) Posizionate l’O-Ring sulla scanalatura della tubazione dell’acqua di raffreddamento del coperchio anteriore 4 e inserite le
guarnizioni in carta (58) fra la piastra frontale 3 ed il coperchio frontale 4 fissandole con perni.
(21) Posizionate il cuscinetto a sfera 24 sull’albero (A). Fissate il coperchio anteriore alla piastra frontale.
(22) Inserite l’O-Ring sulla carcassa e fissatela con perni al coperchio frontale.
(23) Mettete la boccola 20 e la guarnizione dell’olio sul corpo pompa.
(24) Ora riempite con olio lubrificante dall’ingresso posto in alto sulla piastra di chiusura anteriore. L’olio deve raggiungere il
punto contrassegnato con il colore rosso (Per la quantità d’olio necessaria per ogni tipo di pompa vedere la specifica
1.3).
(25) Montare le guide ed il coperchio sulla carcassa e sulla piastra laterale.
(26) Installare tutti gli accessori. Ora passare alla piastra di chiusura posteriore.
(27) Fissate bene il dado di sicurezza e piegate un angolo della rondella di sicurezza per fissare i cuscinetti a sfera sul lato
compensazione.
(28) Mettere il grasso (circa metà dello spazio intermedio) nel portacuscinetto (C).
(29) Applicare sigillante fra il coperchio 5 e la piastra posteriore 3. Fissateli con perni. Ora l’assemblaggio è completato.
Indicatore di
livello
dell'antenna
Di seguito trovate la tabella giochi delle pompe a viti per l’assemblaggio delle stesse:
Tabella giochi in mm
ABCDE
VSA 150 0,13 - 0,17 0,18 - 0,25 0,15 - 0,2 0,1 - 0,12 0,08 - 0,1
VSA 330 0,2 - 0,25 0,2 - 0,3 0,2 - 0,25 0,1 - 0,15 0,1 - 0,12
VSA 400 0,25 - 0,3 0,25 - 0,4 0,25 - 0,27 0,12 - 0,15 0,11 - 0,13
VSA 800 0,28 - 0,33 0,35 - 0,5 0,3 - 0,35 0,15 - 0,18 0,11 - 0,13
Lato di scarico Lato aspirazione
- 9 -
Page 38

6. Guasti e rimedi
Problema Causa Soluzione
Quantità aria
insufficiente
Sovraccarico
motore
elettrico
• Filtro intasato
• Gioco eccessivo
• Filtro intasato
• Presenza di corpi estranei
• Aumento delle perdite di carico nelle tubazionin
(aumento pressione aspirazione/mandata)
• Interferenza fra i rotori
• Interferenza fra rotore e corpo pompa
• Pulire o sostituire filtro
• Pulire o sostituire filtro
• Pulire o sostituire filtro
• Regolare o sostituire rotore e corpo
• Controllare differenza di pressione tra entrata ed
uscita nelle tubazioni
• Modificare tolleranza impropria rotore e ingranaggi
• Aumentare gioco lateral
Aumentare il gioco tra rotore e statore
Surriscaldamento
Rumorosità
anomala
Cuscinetti o
ingranaggi
rovinati / Rottura
albero
• Eccesso di lubrificante nel coperchio frontale
• Temperatura elevata all’ingresso pompaur
• Rapporto di compressione elevato
• Interferenza fra rotore e corpo pompa
• Posizione errata fra ingranaggi e rotore
• Montaggio errato
• Aumento anomalo della pressiones
• Danni agli ingranaggi causa sovraccarico o
lubrificante inadeguato
• Lubrificante inadatto
• Mancanza lubrificante
• Sovraccarico
• Controllare livello olio
• Controllare la pressione di aspirazione e di scarico
• Ricercare la causa dell’interferenza
• Riposizionare
• Riassemblare
• Ricercare la causa
• Sostituire gli ingranaggi
• Sostituire lubrificante
• Rabboccare il lubrificante
• Sostituire gli alberi
* Qualora non si risolvano i problemi adottando le misure sopra riportate la causa potrebbe risiedere nelle condizioni di esercizio
della pompa. In questo caso prendete contatto con il Servizio di Assistenza avendo avuto cura di reperire almeno le seguenti
informazioni.
1. Tipo di pompa e codice, numero di matricola, applicazione ecc.
2. Informazioni circa le tubazioni (pressione aspirazione filtri, setacci, numero di curve)
Check list sistema per vuoto
Check point
Aprire la valvola alimentazione acqua. L’acqua scorre correttamente?
Chiudere bocca di aspirazione vuoto. Controllare che lo scarico sia libero.
Prima della messa
in funzione
Controllare il colore ed il livello del lubrificante. E’ accettabile?
Controllare la tensione delle cinghie (solo il tipo a V). .
Fate funzionare la pompa per alcuni minuti prima di aprire la tubazione di aspirazione.
Controllare il livello di vuoto a pieno vuoto. E’ normale?
Verificare le condizioni elettriche (V e A) a pieno vuoto. Sono accettabili?
Durante il
funzionamento
Riscontrate rumori anomali?
Verificate la temperatura di funzionamento. E’ nella norma?
Verificare il colore ed il livello del lubrificante. E’ accettabile?
Far funzionare la pompa per vuoto per alcuni minuti dopo aver chiuso la tubazione di aspirazione.
Qualora venisse introdotto materiale estraneo all’interno della pompa pulite con detergente.
Arresto
Scaricare l’acqua di raffreddamento dalla pompa per vuoto se la pompa resta ferma a lungo.
Assicuratevi che le tubazioni di aspirazione e di scarico siano chiuse. Assicuratevi che sia tolta
l’alimentazione elettrica.
- 10 -
11.08
/ PM7
Page 39

Betjeningsvejledning og service betjening
Skrue vakuumpumpe
VSA
VSA 150
VSA 330
VSA 400
VSA 800
BD 830
2.4.99
Gardner Denver
Schopfheim GmbH
Postfach 1260
79642 SCHOPFHEIM
GERMANY
Fon +49 7622 / 392-0
Fax +49 7622 / 392-300
e-mail: er.de@
gardnerdenver.com
www.gd-elmorietschle.com
Page 40

Tørtløbende skruevakuumpumpe
Indholdsfortegnelse: Side:
1. Indledning 3
2. Anvendelse 3
3. Konstruktion generelt 4
3.1 Funktionsbeskrivelse 4
3.2 Konstruktion 4
3.3 Tekniske data 4
3.4 Flowdiagram 5
3.5 Tilførsel af gasser 5
3.5.1 Kølegas 5
3.5.2 Spærregas 5
3.5.3 Gas / væske for rengøring 5
4. Arbejdsprincip 5
4.1 Montage af rørledninger 5
4.1.1 Opstilling 5
4.1.2 Fundament 5
4.1.3 Installation 5
4.2 Rørledninger 5
4.2.1 Hovedledning 5
4.2.2 Rørledninger for kølevand 5
4.3 Drev 6
4.3.1 Kileremstræk 6
4.3.2 Elastisk kobling 6
4.4 Forberedelse før start af pumpe 6
4.5 Start af pumpe 6
4.6 Stop af pumpe 6
4.7 Smøring 6
5. Vedligehold og inspektion 7
5.1 Generelt 7
5.2 Periodiske inspektioner 7
5.3 Demontage 8
5.3.1 Forholdsregler i forbindelse med demontage 8
5.3.2 Demontage fremgang 8
5.4 Montage 8
5.4.1 Forholdsregler ved montage 8
5.4.2 Forløb ved montage 9
6. Afhjælpning af fejl 10
Datablade:
D830/1 ➝ VSA (30), (20)
Reservedelstegning:
E830/1 ➝ VSA (01)
- 2 -
Page 41

1. Indledning
For at undgå at der kommer skadelige stoffer fra proces til omgivelserne, må udluftningsventil på afgangssiden forbindes med et
egnet luftrensningsudstyr.
Alle anlæg, der af en eller anden grund (f.eks. vedligehold) returneres til os må ikke indeholde skadelige stoffer.
Der skal medfølge en beskrivelse af de stoffer, der har været befordret med pumpen samt sikkerhedsinstruktion.
Hvis pumpen installeres i Ex- område er det bygherrens/brugers ansvar at de gældende forskrifter overholdes og kontrolleres af
de stedlige myndigheder.
2. Anvendelse
TWISTER vakuumpumpen egner sig især til befordring af ekstrem fugtige gasser. Evnen til befordring af vanddamp er meget
stor i forhold til andre vakuumpumper.
Omgivelsestemperaturen må være mellem 5 og 40°C. Temperaturen på det medie der skal evakueres bør ikke
overskride 60°C. Ved temperaturer uden for dette område bedes De kontakte os.
Det er muligt i begrænset omfang at befordre væske; men faste stoffer bør ikke befordres gennem pumpen.
Befordring af eksplosive dampe og gasarter bør kun ske efter aftale med Rietschle.
Opstilling af TWISTER vakuumpumpen over 1000 m over havets overflade betyder reduktion i kapaciteten. I dette
tilfælde bedes De kontakte os.
Standardudførelsen bør ikke opstilles i Ex område. Vi kan levere specialudførelser med Ex motor.
Ved anvendelse af pumpen på steder, hvor havari kan føre til skade på personer eller andre maskiner, må man fra
anlægsside træffe de nødvendige forholdsregler.
Snittegning
TWISTER VSA
- 3 -
Page 42

3. Konstruktion generelt
3.1 Funktionsbeskrivelse
To parallelle skruer drejer mod hinanden i pumpehuset. Den gas der skal befordres
indesluttes i rummet mellem skruerne og skubbes ved skruernes rotation mod
afgangssiden. De skrueformede rotorer er opbygget af flere kurver bestående af f.eks.
en Arkimedisk kurve, en Quimby kurve og en bøjning. Der er en vis afstand mellem
skruerne indbyrdes og pumpehuset.
Den indsugede luft komprimeres successivt mod atmosfæresiden.
Pumpen er således konstrueret at det ikke er nødvendigt at bruge olie som tætningsmiddel. TWISTER er en tørtløbende vakuumpumpe. Motoreffekten overføres enten
via en N-Eupex DS-kobling eller via remtræk, og skruerne er forbundne via 2 tandhjul.
3.2 Konstruktion
• Rotoraksel: Rotorakslerne er
fremstillet i sfærogods, og de
er dynamisk afbalanceret efter bearbejdning.
• Gear: Gearhjulene er de vigtig-
ste komponenter ved en skruevakuumpumpe da de skal forhindre at skruerne berører hinanden samt at der er en vis afstand mellem disse. Tandhjulene
er varmebehandlede og poleret med en speciel præcisions polermaskine for at reducere støjniveauet.
• Lejer: Som fastlejer anvendes dobbeltsporet kugleleje, og rullelejer som be-
vægeligt leje. Disse lejetyper er valgt fordi de kan tåle høje hastigheder, holder til store
lejebelastninger og samtidig sikre at afstanden mellem skruerne bliver holdt.
• Akseltætninger: På sugesiden består tætningen af to dobbeltvirkende akseltætningsringe, og på atmosfæresiden af to
mekaniske bælgtætninger af fabrikat Durametallic (standard), der forhindrer at olie fra gearkassen kan trænge ind i befordringsrummet, og omvendt at den befordrede luftart ikke kan trænge ind i gearhuset.
• Olieniveaukontrol: På det forreste tilslutningsdæksel er der monteret et olieøje. Maksimalt olieniveau er til den røde marke-
ring. Ved for lavt olieniveau kan gear , lejer og mekaniske akseltætninger tage skade på grund af utilstrækkelig smøring.
Tandhjulene er i oliebad og lejer og mekaniske akseltætninger tågesmøres ved tandhjulenes rotation.
3.3 Tekniske data
VSA 150 (30) 330 (30) 400 (20) 800 (20)
Nominel kapacitet (teoretisk)
Slutvakuum
Maksimalt tryk på afgangsside
Motorstørrelse
Omdrejningstal
Flange (sugeside / afgangsside)
Gearkasseolie
Trykstødsfast
Kølevandsmængde
Kølevandstryk
Kølegasmængde
Spærregas
m³/h
50 Hz 120 270 360 720
60 Hz 150 330 400 800
mbar (abs.) 0,3 0,3 0,05 0,05
bar (abs.) max. 1,3
50 Hz 4,0 7,5 15 18,5
kW
60 Hz 4,8 9,0 18 22,0
50 Hz 2850
-1
min
60 Hz 3450
DN 40 50 / 40 65 / 50 100 / 65
l 1,3 1,6 2,0 4,0
bar (abs.) 10
l/h 120 210 420 600
bar (abs.) max. 6
3
m
/h 18 18 25 > 30
cm³/min max. 3
forreste endeplade Mekanisk
Tætningstype bagerste endeplade Læbetætning
forreste endeplade (ved drivaksel) Olietætning
Vægt
kg 330 520 610 810
Bemærk:
(1) De anførte oliemængder er kun en anbefaling, større mængder er tilladeligt til visse processer. Det er også muligt at anvende
andre smøremidler så som fluoriner. Ved levering fra os er pumpen som standard forsynet med almindelig gearolie.
(2) De nævnte værdier for kølevandsmængde er baseret på en vandtemperatur på 20°C. Ved brug af efterkøler vil kølevands-
mængden variere. Kontroller dette med leverandørens godkendte tegning.
- 4 -
Page 43

3.4 Flowdiagram
kølevandsafgang
pumpehus
kølevandstilgang
lyddæmper
efterkøler
Efterkøler og lyddæmper kan leveres som tilbehør.
3.5 Tilførsel af gasser
3.5.1 Kølegas
Denne gas anvendes til køling af skruer og befordringsrummets overflader. Under processen er det nødvendigt
med denne kølegas for at bortlede kompressionsvarmen
fra den procesgas der befordres.
Fra sugeside til afgangsside sker der en kompression ved
skruernes rotation, og en køling er nødvendig da temperaturen ved kompressionen kan stige til over 200°C. Normalt
anvendes atmosfærisk luft, og pumpen er forsynet med et
luftfilter på køleluftstilgangen, der befinder sig tæt ved
afgangsstudsen.
(1) Kølegasmængde
Denne varierer alt efter ansugningstryk og den højde over
havet hvor pumpen er opstillet
Type Nm3/h
VSA 150 18
VSA 300 18
VSA 400 25
VSA 800 > 30
VSA 2700 > 30
(2) kølegas type
1. Standard: den omgivende luft der filtreres gennem et
luftfilter.
2. Procesgas der køles via en varmeveksler og føres tilbage til pumpen via kølegastilgangen.
3. Som alternativ kan der anvendes en inaktiv luftart, f.eks.
N2 som inert gas.
3.5.2 Spærregas
Som spærregas anvendes normalt N2, hvis det er nødvendigt. Spærregas tilsættes ved den forreste endeplade
med et overtryk for at forhindre at procesgas eller væske
trænger ind i gearkassehus og omvendt at olie trænger ud
fra gearkassehus til befordringsrummet.
Det maksimale gastryk er 1,5 bar og lækagemængde ved
den mekaniske akseltætning er under 3 cm
3
/h. De meka-
niske akseltætninger er tætte op til 4 bar abs.
3.5.3 Gas / væske for rengøring
I efterløbsperioden skal skruevakuumpumpen rengøres før
den stoppes, og efter at der er lukket for afspærringsventilen
til anlægget. Det anbefales at efterløbet varer 20 til 30 minutter, og at der ved pumpens sugeside tilføres kvælstof,
damp, eller rensemiddel/væske, således at pumpen effektivt renses for klæbrige stoffer eller procesgas. Denne
renseproces er især vigtig hvis pumpen anvendes til befordring af korrosive, toksiske eller klæbrige gasser.
4. Arbejdsprincip
4.1 Montage af rørledninger
4.1.1 Opstilling
• Pumpen monteres på et rent vandret fast plan. Hvis opstil-
ling sker i det fri skal motor og evt. kileremstræk beskyttes
mod vejrlig.
• Der skal være tilstrækkelig plads rundt om pumpen, såle-
des at service- og kontrolarbejde kan udføres.
4.1.2 Fundament
• Pumpen kan opstilles direkte på gulvet eller på en
fundamentsramme.
4.1.3 Installation
• Pumpen monteres horisontalt med en tolerance på 0,5 mm
pr. m og centreres som beskrevet.
4.2 Rørledninger
4.2.1 Hovedledning
• Rørledningen på suge - og afgangsside renses omhygge-
ligt for snavs og rust og andre fremmedelementer. På sugesiden monteres en si med 40 masker. For at undgå spændinger monteres kompensator på både suge – og trykside,
og rør ophænges i rørbærere, således at vægten af rørene
ikke belaster pumpen.
• Hvis der monteres en afgangslyddæmper på pumpen bør
denne monteres direkte på pumpens afgangsside.
• Pumpen bør sikres mod at kunne dreje den forkerte vej
rundt ved stop med en kontraventil eller en afspærringsventil der lukker når pumpe stoppes.
• Afgangsledning bør ligge under afgangsstudsens niveau,
for at forhindre at eventuel væske kan løbe tilbage i pumpen.
4.2.2 Rørledninger for kølevand
Ved tørtløbende skruevakuumpumper er der tilslutning for
kølevand ved endedæksler og pumpehus. Rørledninger tilsluttes som vist på tegning.
- 5 -
Page 44

4.3 Drev
4.3.1 Kileremstræk
Slid af remme og lejer er afhængigt af spændingen på remme.
Hvis remmene er for slappe reduceres den ydelse der kan overføres og de bliver varme hvilket reducerer remmenes levetid.
Lejeslid bliver forøget ved remme der vibrerer.
Er remmene for stramme belastes lejer og aksel, hvilket fører
til forhøjet lejetemperatur. Det er derfor vigtigt at overholde de
forskrifter som er angivet nedenfor.
De anførte belastninger måles vertikalt i den halve centerafstand
(l).
Nedbøjning er her e = 0,016 x l (mm). Belastning F i remspænding måles i N.
Type ABCD3V5V8V
Nye remme 101839782577212
remspænding 13 25 54 98 36 102 271
Remspænding kontrolleres efter et par dages drift, og remspænding indstilles igen.
4.3.2 Elastisk kobling
Kobling indstilles med et måleur:
Motor- Pumpe- Motor- Pumpe
side side side side
Måleur
Byggestørrelse for motor På koblingsside
M 180 og derunder Mindre end 0,05
M 200 M og større Mindre end 0,08
Byggestørrelse for motor ved koblingsende
M 132 M og derunder Mindre end 0,1
M 160 M og større Mindre end 0,18
4.4 Forberedelse før start af pumpen
• Rens pumpe og rørledninger for støv og andre fremmed-
elementer.
• Kontroller om alle rør er korrekt fastspændt, og om rør-
understøtninger er i orden. Kontroller også kølevandsledninger.
• Olie påfyldes til det røde mærke. For lidt olie betyder mang-
lende smøring af gearhjul og lejer hvad der kan føre til havari, og for megen olie betyder temperaturstigning og dermed støj fra gearhjul.
• Sørg derfor for korrekt olieniveau!
4.5 Start af pumpen
Advarsel! –> Start af pumpe med tilsluttet sugeledning
Der kan ved start af anlægget være urenheder i sugeledningen.
Disse urenheder kan føre til havari af vakuumpumpen, og
vi anbefaler derfor montage af et vakuumtæt filter eller en
si med en maskevidde på 5 µm på pumpens sugeside.
• Pumpen startes kortvarigt med lukket sugeside for at kon-
trollere omdrejningsretning. Omdrejningsretningen korrigeres eventuelt.
• Pumpe køres ubelastet i 20 –30 minutter. I dette tidsrum
kontrolleres pumpen for svingninger og opvarmning. Hvis
unormale ting observeres stoppes pumpen, og fejlårsag
findes. I de fleste tilfælde er fejlårsag ukorrekt installation
eller fejlagtig centrering. Fejlårsag kan også være forkert
smøring.
• Pumpen kører herefter med normal belastning i 2 - 3 timer,
og temperatur og svingninger kontrolleres.
• Ampereforbruget måles under driften med et ampereme-
ter. Hvis ampereforbruget er for højt stoppes pumpen, og
fejlårsag findes. Fejlårsag er ofte ukorrekt tolerancer mellem skruer og hus eller mellem skruer indbyrdes. Alle pumper er afprøvet på fabrik før levering. Pumperne skal alligevel behandles med omhu.
* Under drift bør flg. overvåges:
• Temperatur på lejer og smøremiddel, ampereforbrug og
kølevandstemperatur.
• Overhold de angivne specifikationer.
4.6 Stop af pumpen
• Hvis der befordres korrosive gasarter, opløsningsmidler
eller vanddamp bør pumpen ansuge luft eller N
i 20 - 30
2
minutter efter processtop.
• Ved rensning med opløsningsmiddel eller damp bør pum-
pen køre i 10 minutter med luft eller N2 før den stoppes.
• Pumpen stoppes og kølevandstilgang lukkes. Hvis der er
fare for frost må kølevandet aftappes.
4.7 Smøring
Som smøremiddel skal anvendes et kvalitetsprodukt der
ikke iltes eller danner rust samt er trykfast. Der må ikke
anvendes et smøremiddel der indeholder vand, sulfat eller
tjære.
Turbineolie (ISO VG 68) er normalt tilstrækkelig, og næsten alle olieleverandører har den, ellers kan den fås hos
Deres Rietschle forhandler.
Følgende smøremidler kan anbefales:
• Smøreolie: BP Energol THHT 68, BP Energol THB 68,
Regal R & O 68, Shell Turbo 68, Mobil Gear 626 eller tilsvarende.
Lejefedt: Aeroshell grease 150, Shell Dorium Grease R, G
•
40 M, JFE 552 (NOK-Kluber) eller tilsvarende.
- 6 -
Page 45

5. Vedligehold og inspektion
5.1 Generelt
• Under drift stiger temperaturen på grund af kompressionen proportionalt med kompressionen. Temperaturen må ikke blive
så høj at malingen brænder. Hvis dette skulle ske stoppes pumpen straks og kontrolleres. Efter længere tids drift kan det
forekomme at skruer korroderer, hvilket betyder for store tolerancer og dermed tilbagestrømning af gas fra trykside til sugeside. Denne tilbagestrømning medfører en temperaturstigning samt et fald i kapaciteten. Pumpe stoppes og afstand mellem
skruer kontrolleres.
• Uregelmæssigheder bør straks registreres når lejetemperatur, vibrationer eller støj kontrolleres.
• Mekanisk kontakt mellem skruer eller mellem hus og skruer kontrolleres med et stetoskop på pumpehuset. Dette bør jævnligt
kontrolleres.
• Hvis pumpen ikke er opstillet frostfrit skal kølevandet aftappes når pumpe stoppes for at undgå frostsprængning af køle-
kappe.
5.2 Periodiske inspektioner
a.) dagligt
• Oliestandsøje: for meget eller for lidt smøremiddel kan skade lejer og gearhjul.
• Kontroller om der er nok kølevand.
• Kontroller temperaturen på smøredæksler og det forreste og bagerste tilslutningsdæksel. Benyt hertil et egnet termometer,
f. eks. et overfladetermometer.
• Kontroller til- og afgangstryk. De målte tryk skal svare til de opgivne driftsspecifikationer.
• Kontroller motorbelastningen med et amperemeter. Overbelastning betyder en fejl.
b.) hver måned
• Kontroller spænding på kileremme.
• Kontroller farve på smøremiddel, er denne mørk bør den skiftes.
• Kontroller olieniveau, et olieforbrug betyder at den mekaniske akseltætning skal efterses.
c.) hver 6. måned
• Kontroller rørledning forbindelser.
• Kontroller også olie og fedt og skift om nødvendigt.
d.) årligt
• Kontroller de mekaniske akseltætninger, læbetætninger og olietætningsring.
• Kontroller skruer og pumpehusets indvendige overflade idet rørledning på sugeside fjernes fra pumpehuset.
• Kontroller gear ved at fjerne det forreste tilslutningsdæksel.
• Udskift smøremiddel i det forreste tilslutningsdæksel.
Checkliste for vedligehold
Nr. Punkt checkpunkt a.) b.) c.) d.)
1 Ampereforbrug Forandringer i ampereforbrug? Ens forbrug på alle faser? •
2 Omdrejninger
Kører pumpen med stabilt omdrejningstal? Er omdrejningsretning
korrekt?
•
3 Til - og afgangstryk Er tryk som specificeret? •
4 Støj og vibration Er der unormal støj og vibration? •
5 Temperatur Er der unormal temperatur ved lejer eller andre steder? •
Oliemængde ved forreste
6
tilslutningsdæksel
Forurening af vand ved forreste
7
tilslutningsdæksel
Er oliestand korrekt? •
Er vandkvalitet korrekt? •
8 Oliespild Er der utætte pakninger? •
9 Skift af smøremidler Er der skiftet olie og eftersmurt med fedt som foreskrevet? •
10 Mængde og tryk for kølevand Er kølevandsmængde som specificeret? •
11 Suge og afgangsledning Er der aflejringer? •
12 Rengøring og efterløb af pumpe
Luk hovedafspærringsventil på sugeside, og lad pumpe køre i 20
til 30 minutter med tilsætning af N
eller atm. Luft
2
13 Kontrol af skruer og hus Er der rustdannelser eller er belægningen beskadiget? •
Mekaniske akseltætninger,
14
læbetætningsringe og olietætningsring
Udskiftes om nødvendigt •
- 7 -
Page 46

5.3 Demontage (se reservedelsliste E 830)
5.3.1 Forholdsregler i forbindelse med demontage
(1) Mærk alle dele og forbindelser.
(2) Mål tykkelse på alle pakninger når disse er demonterede.
(3) Sørg for at der ikke kommer støv til de demonterede dele. Dette gælder især for lejer.
5.3.2 Demontage fremgang
(1) Fjern tilbehørsdele fra pumpen.
(2) Fjern propper for kølevand og tøm kølevandet af.
(3) Fjern oliepropper på dæksel 4 og tøm olie af.
(4) Fjern sikringsmøtrikker fra adaptorhus 25 og fjern dette fra det forreste tilslutningsdæksel
(5) Demonter akseltætning 21, akselbøsning 20 og kuglelejer 24 fra tætningshuset.
(6) Fjern maskinskruerne (M16) fra det forreste tilslutningsdæksel 4 og fra huset 2, hvorefter det forreste tilslutningsdæksel
kan fjernes.
(7) Taperlockbøsninger 15 løsnes ved det drivende tandhjul (A) 27 & (B), sikringsmøtrikker fjernes.
(8) Tandhjul (A) og (B) fjernes.
(9) Lejedæksel (A) 13 & (B) 14 kan tages af efter skruer er fjernet.
(10) Låsemøtrik 16 demonteres med en gaffelnøgle og sikringsskive 17 fjernes.
(11) Lejedækslerne (A) 10 & (B) 11 kan ved let bankning demonteres efter boltene (M8) er fjernet fra den forreste tilslutnings-
plade.
(12) Kuglelejer 23 fjernes fra lejedæksel (A) 10 & (B) 11 ved hjælp af en aftrækker.
13) Distancering (A) & skruer (A) 6, (B) 7.
(14) Fjern de mekaniske akseltætninger & skruerne (A) 6, (B) 7.
(15) Fjern maskinbolte (M16) fra pumpehus 1 og tilslutningsplade 2. Fjern maskinbolte (M16) fra den forreste dæksel og fjern
dette fra huset.
(16) Fjern styreplader (A) 8, (B) 9 fra det forreste tilslutningsdæksel ved at fjerne de undersænkede skruer.
(17) Fjern smøredæksel 5 fra lejedæksel (C) 12 ved at fjerne unbracoskruer
(18) Fjern sikringsmøtrikker med en gaffelnøgle og træk sikringsskive 17 og distancering af.
(19) Fjern lejedæksel (C) 12 tilslutningsdæksel ved at fjerne maskinskruerne (M12) på lejedæksel.
(20) Fjern rulleleje 22 fra lejedæksel (C) 12 og fjern akseltætningsring 19 og slidbøsning.
(21) Fjern inderring 39 fra den drevne skrue (A) 6, (B) 7.
(22) Fjern akseltætningsring 19 fra inderring 39.
(23) Fjern det drevne tandhjul (B) 28 fra den drevne skrue (A), (B) 7.
(24) Fjern bolte (M16) fra tilslutningsplade 3. Nu kan tilslutningsplade 3 fjernes fra pumpehus 1ved at fjerne bolte (M16).
(25) Fjern styreplade (B) 9 fra tilslutningsplade efter at have demonteret bolte (M8).
(26) Drivaksel (A), (B) trykkes forsigtigt ud af huset og hænges op i et nylonreb. Drev og drivaksel (A), (B) fjernes fra
pumpehus.
(27) Fjern alle blinddæksler for kølekappe ect.
Rengør alle dele med et opløsningsmiddel og erstat slidte og defekte dele med fabriksnye dele. Der bør monteres nye
lejer, pakninger, tætningsringe og O-ringe ved montage.
5.4 Montage
5.4.1 Forholdsregler ved montage
(1) Kontroller løbende under demontagen, hvilke dele der er slidte eller beskadigede. Læg især mærke til skader på forbindelse-
steder eller pasninger der vil have betydning for montagen. Kontroller derfor disse dele meget omhyggeligt, og sørg for at
få udskiftet eller repareret dele før montage påbegyndes.
(2) Rens lejer med en tynd olie før det rigtige smøremiddel påføres. Rens altid værktøj og hænder ved omgang med lejer.
(3) For at beskytte pakninger mod støv bør der anvendes et mildt opløsningsmiddel og bløde fnugfrie klude, og pakninger
kan efter rensning smøres med olie .
Ved tykke pakninger anbefaler vi brug af Molybdændisulfid eller Nulon da pakninger ved rustangreb ellers vil være
meget vanskelige at fjerne ved senere demontage. De kileformede geardele renses bedst før montage med en blød klud
og et rengøringsmiddel.
(4) Vær meget omhyggelig med at de nye pakninger der anvendes, har den samme tykkelse som de pakninger der udskiftes!
- 8 -
Page 47

5.4.2 Forløb af montage
(1) Skub styrepladerne (A) 8 og (B) 9 ind i tilslutningsplade 2 og fastgør med bolte (M8).
(2) Nu skubbes styreplade (B) 9 på tilslutningsplade 3 fastgøres også med bolte (M8).
(3) Den drivende skrue (A) 6 og den drevne skrue (B) 7 skubbes ind i de førnævnte dele.
(4) Sammenbygning starter fra drivside, dvs. fra pumpens afgangsside. De mekaniske akseltætninger monteres på akslerne.
(5) Distanceringene (A) 36 monteres på akslerne.
(6) Lejedækslerne (A) 10 und (B) monteres på den forreste tilslutningsplade.
(7) Kuglelejer 23 monteres i lejedæksel.
(8) Kuglelejer fastgøres med sikringsskive 17 og låsemøtrik 16 på den drivene og drevne aksel, og låseblik bøjes for låsning
af møtrik..
(9) Lejedæksel (A) 13 og (B) 14 monteres på lejeholder (A) og (B) og fastgøres ved hjælp af bolte (M10) på den forreste
tilslutningsplade.
(10) Den bageste tilslutningsplade løsnes fra den drivende og drevne aksel for at kunne montere pumpehus 1.
(11) Pakning og O-ring for kølevand monteres før forreste tilslutningsplade og pumpehus kan spændes sammen med bolte
(M10).
(12) Pakning og O-ring for kølevand monteres før bagerste tilslutningsplade og pumpehus kan spændes sammen med bolte
(M10).
(13) Distanceskive (B) monteres på den drevne og drivende aksel.
(14) Læbetætningsringe (2 stk. pr. lejedæksel) monteres i lejedæksel (C)
12.
(15) Lejedæksel (C) 12 monteres på den bagerste tilslutningsplade
(16) Akselbøsning 20 monteres således på den drevne og drivende aksel
således at læbetætningsringe løber på disse.
(17) Rullelejer 22 monteres i lejedæksel (C). Lejedæksel (C) 12 fastgøres
med bolte (M8).
(18) Rullelejer på pumpens sugeside (bevægelige lejer) monteres på den
drevne og drivende aksel sammen med lejebøsninger og sikringsskiver
17 og sikringsmøtrikker 16.
Herefter fortsættes med drivside.
(19) Tandhjul med Taperlock bøsninger 15 monteres på den drevne og drivende aksel, og tandhjul (B) spændes fast. Der skal
være en afstand på 0,1 mm mellem skruer som vist på ovenstående skitse. Tandhjul (A) fastspændes.
(20) O-ring monteres i sporet ved kølevandsledning i det forreste tilslutningsdæksel 4 og oliepapirpakningen 58 monteres
mellem den forreste tilslutningsplade 3 og det forreste husdæksell 4. Dele fastgøres midlertidigt med bolte.
(21) Kugleleje 24 monteres på drivaksel (A). Det forreste husdæksel fastspændes med den forreste tilslutningsplade.
(22) O-ring monteres på tætningshus og dette fastgøres med bolte på det forreste husdæksel.
(23) Slidbøsning 20 og olietætningsring monteres på tætningshus.
(24) Nu påfyldes smøreolie ved den forreste tilslutningsplade til den røde markering i olieskueglas (oliemængde er for hver
pumpetype angivet i specifikation 1.3)
(25) Monter styreplade og dæksel på pumpehus.
(26) Nu monteres alt tilbehør.
Herefter fortsættes med den bagerste tilslutningsplade.
(27) Sikringsmøtrik fastspændes og låses med låseblik for at sikre det bevægelige leje.
(28) Fyld fedt i lejedæksel ( ca. halvdelen af dækslet skal være fyldt)
(29) Tæt med flydende pakning mellem smøredæksell 5 und tilslutningsplade (B) 3 ab. Fastspænd dæksel med skruer. Nu er
pumpen monteret.
Søgerblad
I nedenstående tabel er angivet afstanden mellem skruer og pumpedele:
Tolerancer for TWISTER skruevakuumpumpe i mm
ABCDE
VSA 150 0,13 - 0,17 0,18 - 0,25 0,15 - 0,2 0,1 - 0,12 0,08 - 0,1
VSA 330 0,2 - 0,25 0,2 - 0,3 0,2 - 0,25 0,1 - 0,15 0,1 - 0,12
VSA 400 0,25 - 0,3 0,25 - 0,4 0,25 - 0,27 0,12 - 0,15 0,11 - 0,13
VSA 800 0,28 - 0,33 0,35 - 0,5 0,3 - 0,35 0,15 - 0,18 0,11 - 0,13
Afgangsside Sugeside
- 9 -
Page 48

6. Afhjælpning af fejl
Problem Årsag Afhjælpning
Manglende
luftmængde
Motor
overbelastet
• Filter er stoppet
• For store tolerancer
• Filter er stoppet
• Fremmede materialer er kommet ind i pumpen
• For stort tryktab i rørledninger
(Ansugningstryk for højt)
• Fejl mellem hus og skruer
• Fejl mellem skruerne
• Rengøring af filtre eller filterskift
• Kontroller tolerancerl
• Rengøring af filtre eller filterskift
• Justér tolerancer eller skift skruer og pumpehus
• Kontroller differenstryk mellem til- og
afgangsside
• Indstil afstand mellem rotor og tandhjuls
• Forøg endetolerancer og afstand mellem skruer
og pumpehus
Pumpe bliver
for varm
Rystelser
• For meget smøremiddel i det forreste husdæksel
• Vakuumpumpe har for høj tilgangstemperatur
• For højt kompressionsforhold
• Fejl mellem skruer og hus
• Tolerancer mellem tandhjul og skuer er forkert
• Forkert sammenbygning
• Unormal trykstigning
• Gear er beskadiget på grund af overbelastning eller der
• Kontroller olieniveau
• Kontroller differenstryk mellem til- og afgangsside
• Kontroller fejlårsag
• Indstil tolerancer
• Ny sammenbygning
• Undersøg årsag til trykstigning
• Skift gear
er anvendt et forkert smøremiddel
Leje- eller
gearskader/Brækket aksel
• Forkert smøremiddel
• For lidt smøremiddel
• Overbelastning
• Skift smøremiddel
• Efterfyld smøremiddel
• Skift aksler
* Hvis De ikke kan løse problemer ud fra ovennævnte oplysninger, er der sikkert tale om fejlbetjening af pumpen. De bedes da
kontakte os og give nedenstående informationer.
1. Pumpetype & identnummer, maskinnummer, anvendelse mv.
2. Informationer vedrørende rørledninger (ansugningstryk, filtre, sier osv.) samt gerne en skitse over anlæg.
Checkliste vakuumsystem
Checkpunkt
Åbn for kølevandsventil. Løber kølevand som det skal?
Luk for vakuumtilgang og åbn afgangsledning.
Før pumpen tages i
drift
Kontroller farve på smøremiddel og tilstand. Er denne acceptabel?
Kontroller remspænding ved udførelser med kileremstræk.
Lad pumpe køre i nogle minutter før den kobles til anlæg
Kontroller slutvakuum. Er dette korrekt?
Kontroller ampereforbrug ved fuldt vakuum. Er dette korrekt?
Under drift
Er der unormal støj?
Kontroller driftstemperatur. Er denne normal?
Kontroller farve og niveau for smøremiddel. Er dette acceptabelt?
Lad pumpen køre nogle minutter efter at der er lukket på sugesiden.
Ved stop
Hvis der er kommet fremmedelementer i pumpen renses denne med et rensemiddel.
Tøm kølevand af pumpe når denne er stoppet.
Kontroller at der er afspærret på suge- og trykside, samt at der er lukket for strømmen.
- 10 -
11.08
/ PM7
Page 49

Instruções de Utilização e de Assistência
Manual de instruções e de serviço
VSA
VSA 150
VSA 330
VSA 400
VSA 800
BP 830
2.4.99
Gardner Denver
Schopfheim GmbH
Postfach 1260
79642 SCHOPFHEIM
GERMANY
Fon +49 7622 / 392-0
Fax +49 7622 / 392-300
e-mail: er.de@
gardnerdenver.com
www.gd-elmorietschle.com
Page 50

Bomba de vácuo de parafuso
Índice: Página:
1.
2.
3.
3.1 Informações gerais 4
3.2 Construção 4
3.3 Dados técnicos 4
3.4
3.5
3.5.1 Gás de refrigeração 5
3.5.2 Gás de bloqueio 5
3.5.3 Gás de limpeza / líquido 5
4. Princípio de funcionamento 5
4.1 Montagem das condutas 5
4.1.1 Local de instalação 5
4.1.2 Fundações 5
4.1.3 Instalação 5
4.2 Condutas 5
4.2.1 Conduta principal 5
4.2.2 Conduta da água de refrigeração 5
4.3 Ligações 6
4.3.1 Transmissão por correia em V 6
4.3.2 Transmissão por embraiagem 6
4.4 Preparação da colocação em funcionamento 6
4.5 Colocação em funcionamento 6
4.6 Parar a bomba 6
4.7 Lubrificação 6
5.
5.1 Generalidades 7
5.2 Inspecções periódicas 7
5.3 Desmontagem 8
5.3.1 Medidas de cuidado durante a desmontagem 8
5.3.2 Processo de desmontagem 8
5.4 Montagem 8
5.4.1
5.4.2 Sequência de montagem 9
6. Eliminação de falhas 10
Introdução 3
Aplicação 3
Construção geral 4
Esquema de ligações 5
Admissão de gases 5
Manutenção e inspecção 7
Medidas de cuidado durante a montagem 8
Folhas de dados:
D830/1 ➝ VSA
Lista de peças sobressalentes:
E830/1 ➝ VSA (01)
- 2 -
Page 51
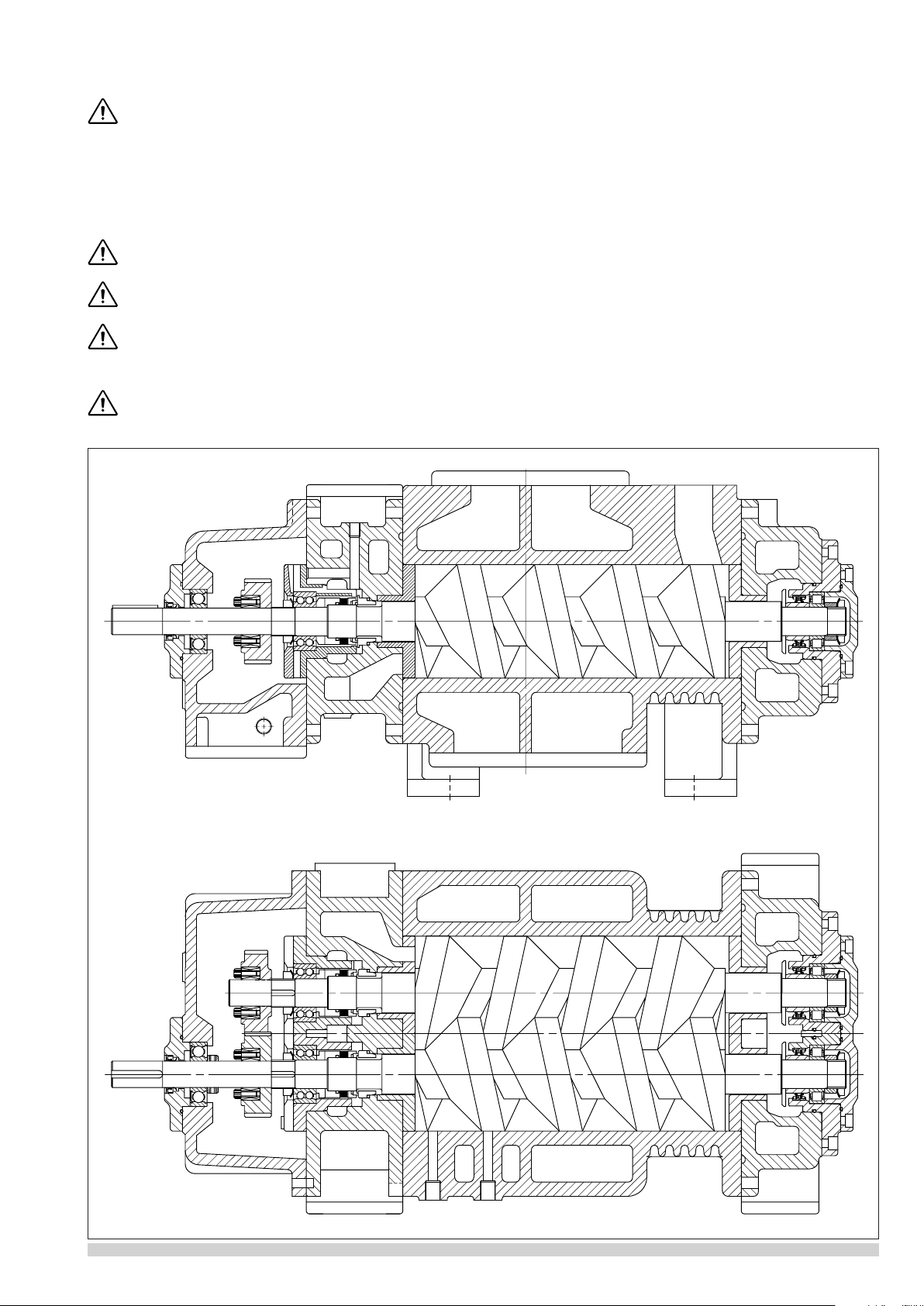
1. Introdução
Para evitar infiltrações de eventuais substâncias perigosas durante o processo, a válvula de saída de ar tem de estar conectada
a um sistema de controlo de emissões adequado.
Todas as unidades que, por qualquer razão (por exemplo, manutenção), nos são reenviadas não podem apresen-
tar vestígios de substâncias nocivas e perigosas. É necessário apresentar um comprovativo de segurança
As medidas de segurança relativas à protecção antideflagrante para unidades completas, nas quais são utilizadas bombas de
vácuo, devem ser verificadas e instaladas por parte do cliente.
O acordo tem de ser realizado com as autoridades locais competentes (TÜV ou Inspecção-Geral do Trabalho).
Aplicação
2.
As bombas de vácuo TWISTER são especialmente adequadas para o transporte de gases extremamente húmidos. A resistência
aos vapores de água é extremamente elevada
A temperatura ambiente pode situar-se entre 5 e 40º C. A temperatura de aspiração não deve exceder os 60° C. Para
temperaturas fora dessa margem, recomendamos que entre em contacto com o seu revendedor.
Líquidos e substâncias sólidas não podem ser aspirados.
O transporte de vapores e gases explosivos apenas é permitido após consultar a Rietschle.
Ao instalar as bombas de vácuo TWISTER em alturas superiores a 1.000 m acima do nível do mar, verifica-se uma
redução da capacidade de aspiração. Nesse caso contacte o seu revendedor.
Os modelos standard não podem ser utilizados em áreas com perigo de explosão. A pedido, podemos fornecer modelos especiais com motor com protecção antideflagrante.
Em casos de utilização em que uma desactivação involuntária ou uma avaria da bomba de vácuo possa colocar
pessoas ou equipamentos em perigo, é necessário proceder às respectivas medidas de segurança.
Desenho de corte
TWISTER VSA
.
.
- 3 -
Page 52

3. Construção geral
3.1 Informações gerais
Dois rotores de parafuso paralelos rodam em sentidos opostos no corpo da bomba.
O gás a ser bombeado é incluso na câmara de aspiração da bomba e comprimido no
sentido da saída através do movimento rotativo dos parafusos. Os rotores de parafuso reúnem várias formas de curvas como, por exemplo, uma espiral de Arquimedes,
uma curva Quimby e um arco. Eles rodam com uma determinada distância entre si e
entre a parede interior do corpo.
O gás aspirado é progressivamente comprimido para a pressão atmosférica. A bomba está concebida de modo a não necessitar de óleo para a compressão. A TWISTER
é uma bomba de funcionamento a seco. A potência do motor é transmitida para uma
engrenagem através de um
acoplamento DS N-Eupex ou através de uma transmissão por correia. Com a ajuda dessa engrenagem é accionado um segundo veio
do rotor.
3.2 Construção
• Veio do rotor: O veio do rotor
é de aço fundido de grafite de
elevada qualidade. Os veios do
rotor são equilibrados de modo
dinâmico após a construção.
• Engrenagem: A engrenagem é a parte
mais importante da bomba de vácuo de parafuso. Ela
também é necessária para evitar qualquer tipo de contacto entre
os rotores e para manter uma determinada distância entre os rotores. As
rodas dentadas foram sujeitas a tratamento térmico e polidas com uma máquina de
tratamento de superfícies especialmente precisa para reduzir o nível de ruído.
• Mancal: O mancal no lado fixo é um rolamento de esferas de duas filas e o lado de expansão está equipado com um
rolamento de rolos. Estes rolamentos foram escolhidos uma vez que suportam uma elevada velocidade, bem como um
grande esforço e garantem a distância necessária entre as engrenagens e os rotores.
• Vedações dos veios: As vedações dos veios são compostas por dois anéis de vedação de efeito duplo no lado de aspira-
ção e uma vedação de fole mecânica no lado de saída. Estas vedações evitam a penetração de óleo na câmara de aspiração, bem como a penetração de gás na engrenagem.
• Indicador do nível do óleo: Um indicador do nível do óleo está localizado na tampa final dianteira. O nível do óleo deve
estar no nível máximo da marcação vermelha. Quando o nível do óleo for demasiado baixo, as engrenagens, os rolamentos
e os empanques mecânicos podem sofrer danos devido a lubrificação inadequada. Através do transbordamento do óleo
durante a rotação das rodas dentadas, os rolamentos e os empanques mecânicos são lubrificados.
Dados técnicos
3.3
VSA 150 (30) 330 (30) 400 (20) 800 (20)
m³/h
Capacidade de aspiração nominal (teórica
)
Vácuo final
Pressão de saída
Potência de accionamento
Número de rotações
Flange (lado de aspiração/lado do ar de saída
Óleo para engrenagens
Resistência à pressão
Água de refrigeração
Pressão da água de refrigeração
Gás de refrigeração
Gás de bloqueio
placa final dianteira empanques mecânicos (fole
50 Hz 120 270 360 720
60 Hz 150 330 400 800
mbar (abs.) 0,3 0,3 0,05 0,05
bar (abs.) max. 1,3
50 Hz 4,0 7,5 15 18,5
kW
60 Hz 4,8 9,0 18 22,0
50 Hz 2850
-1
min
60 Hz 3450
DN 40 50 / 40 65 / 50 100 / 65
)
l 1,3 1,6 2,0 4,0
bar (abs.) 10
l/h 120 210 420 600
bar (abs.) max. 6
3
m
/h 18 18 25 > 30
cm³/min max. 3
)
Tipo de vedação placa final traseira vedações de lábio
tampa final dianteira (veio de accionamento
Peso
) vedações do óleo
kg 330 520 610 810
Observações:
(1) As quantidades de óleo supracitadas são apenas recomendações; também podem ser utilizadas quantidades maiores. Por
favor tenha em consideração que também podem ser utilizados fluorina e tipos de óleos minerais. No caso do fornecimento
standard, a bomba está abastecida com óleo para engrenagens puro.
(2) A quantidade de água de refrigeração supracitada baseia-se em temperaturas de água de 20° C. Deste modo, a quantidade
de água pode variar durante a utilização. Por favor verifique esse facto no desenho autorizado pelo fornecedor.
- 4 -
Page 53

Esquema de ligações
3.4
Saída da água de refrigeração
Corpo da bomba
Entrada da água de refrigeração
Silenciador
Refrigerador posterior
O refrigerador posterior e o silenciador podem ser instalados
como opção.
Admissão de gases
3.5
3.5.1 Gás de refrigeração
Este gás é utilizado para a refrigeração dos rotores, bem
como para a refrigeração da superfície da câmara de aspiração. Durante o funcionamento, este gás é necessário para
a refrigeração do calor de compressão do gás de processo
bombeado. O gás de processo conduzido para dentro do
corpo da bomba pelo lado de aspiração é comprimido através da rotação do parafuso e conduzido até ao lado do ar
de saída. O gás de processo é aquecido pelo calor de compressão. Este sistema de refrigeração é necessário uma
vez que o calor de compressão no lado do ar de saída pode
criar temperaturas até 200° C. Por norma, é utilizado ar
ambiente. Para isso, a bomba está equipada com um filtro
de ar na ligação do gás de refrigeração que se encontra
praticamente na extremidade da câmara de aspiração.
(1) Quantidade de gás de refrigeração
A quantidade de gás de refrigeração pode variar conforme a pressão de aspiração
Modelo Nm3/h
VSA 150 18
VSA 300 18
VSA 400 25
VSA 800 superior a 30
VSA 2700 superior a 30
(2) Tipo de gás de refrigeração
1. Standard: ar ambiente através do filtro de ar
2. Permutador térmico: O gás de processo é refrigerado
através de um refrigerador posterior e reconduzido à
bomba através da ligação do gás de refrigeração.
3. Como alternativa pode ser utilizado um gás inerte como,
por exemplo, N2, como gás de refrigeração.
3.5.2 Gás de bloqueio
O gás de bloqueio, normalmente N2, é necessário para
criar uma sobrepressão na tampa dianteira durante o funcionamento. Deste modo, evita-se que o gás de processo
ou o líquido penetre no corpo da engrenagem e nos rolamentos. Pode-se utilizar uma das duas ligações existentes na placa final dianteira para a ligação do gás de bloqueio.
A pressão de gás máxima permitida é de 1,5 bar (abs.) e a
taxa de fugas para os empanques mecânicos é inferior a
3 cm3/h. Os empanques mecânicos vedam até uma
sobrepressão de 4 bar (abs.).
Gás de limpeza/líquido
3.5.3
A câmara de aspiração deve ser limpa durante a marcha
por inércia. Antes da paragem da bomba e após o fecho
da válvula principal no lado de aspiração deve-se alimentar a bomba com gás de limpeza N2, vapor, produto de
limpeza ou líquido durante 20 a 30 minutos. Desse modo,
as peças interiores da bomba são limpas de substâncias
aderentes ou dos gases de processo. Esta limpeza é especialmente necessária quando se utiliza materiais corrosivos, tóxicos ou aderentes como, por exemplo, resina.
4. Princípio de funcionamento
4.1 Montagem das condutas
4.1.1 Local de instalação
• Monte a bomba sobre uma superfície limpa, alinhada com
o solo e suficientemente sólida. Caso pretenda montar a
unidade no exterior, deixe que o motor, a correia em V e
outras peças sejam verificados pelo serviço de assistência.
• Certifique-se de que deixa espaço suficiente para os tra-
balhos de verificação, manutenção e reparação.
4.1.2 Fundações
• A bomba pode ser montada sobre o solo ou em cima de
uma armação correspondente.
Instalação
4.1.3
• Monte a bomba na horizontal e centre-a em conformidade
com o manual de operação. A bomba deve ser instalada
de modo a ficar nivelada com um desvio máximo de 0,5
mm por metro.
4.2 Condutas
4.2.1 Conduta principal
• Remova a ferrugem, o pó e outros substâncias estranhas
do lado de aspiração e de saída e coloque um crivo (crivo
com malha 40) no ou em cima do lado de aspiração.
• Recomendamos a instalação de um compensador no lado
de aspiração, bem como no lado de saída. Além disso,
deve ser instalado um suporte para a conduta de modo a
não exercer demasiada carga sobre a bomba.
• Caso esteja previsto um silenciador no lado de saída, por
favor instale-o o mais perto possível da abertura.
• Certifique-se de que instala uma válvula de retenção per-
to da conduta de aspiração de modo a que a bomba não
rode no sentido contrário. Se a instalação da válvula de
retenção causar problemas de operação, recomendamos
a instalação de uma válvula de bloqueio. Esta válvula de
bloqueio deve estar fechada antes de a bomba parar.
• O tubo de descarga deve ser instalado por baixo da válvu-
la de descarga para recolher as segregações.
Conduta da água de refrigeração
4.2.2
No caso de bombas de vácuo de parafuso com funcionamento a seco são necessárias condutas de água de refrigeração para arrefecer as placas finais dianteiras e traseiras, bem como o corpo da bomba. Estas condutas devem
ser montadas em conformidade com o respectivo desenho.
- 5 -
Page 54

4.3 Ligações
4.3.1 Transmissão por correia em V
O desgaste das correias e dos rolamentos depende da tensão
das correias. Se a tensão das correias estiver demasiado frouxa, a potência de transmissão diminui. Além disso, a carga e o
aquecimento da correia aumentam, o que diminui consideravelmente a vida útil da correia. Os danos nos rolamentos também ocorrem com mais frequência devido à vibração da correia. Se, pelo contrário, a correia estiver demasiado tensionada,
a força diminui devido à tensão elevada. Por consequência, a
vida útil das correias diminui e a carga excessiva causa um
forte aquecimento ou um desgaste dos rolamentos. Por isso,
por favor ajuste a tensão das correias de modo correcto (como
apresentado em baixo).
Aplique as cargas listadas em baixo de modo vertical sobre o
ponto central „I“.
A flexão neste momento é de e = 0,016 x l (mm). Carga da
tensão da correia, F (N)
Tipo ABCD3V5V8V
Correia nova 10 18 39 78 25 77 212
Tensão da correia 13 25 54 98 36 102 271
Após a regulação, deixe a bomba trabalhar durante uns dias
até a correia adaptar-se ao disco. Depois volte a regular a
tensão da correia observando o mesmo procedimento.
4.3.2
Transmissão por embraiagem
Alinhe o acoplamento com um aparelho de medição com
escala:
Lado do Lado da Lado do Lado da
motor bomba motor bomba
Aparelho de medição
Classe do motor no lado do acoplamentoe
M180 inferior a 0,05
M200M e superiorr inferior a 0,08
Classe do motor no final do acoplamento
M132M e inferior inferior a 0,1
M160M e superior inferior a 0,18
4.4 Preparação da colocação em funcionamento
• Remova o pó e outras substâncias estranhas da bomba e
das condutas.
• Verifique se todas as ligações de aspiração e saída estão
suficientemente apertadas e se todas as condutas estão
bem apoiadas. A conduta da água de refrigeração também deve ser verificada.
• Remova todos os eventuais resíduos de soldadura e apa-
ras das condutas.
• Ateste de óleo até à marcação vermelha. Se encher com
pouco óleo, a engrenagem e o mancal podem ficar presos
e se encher com demasiado óleo a temperatura aumenta
demasiado, o que, por sua vez, causa ruídos na engrenagem ou pode ter consequências noutras peças. Por isso, o
nível do óleo deve estar sempre na marcação vermelha
4.5
Aviso
Colocação em funcionamento
–> Arranque com condutas de alimentação
Se existir sujidade dentro das condutas de alimentação, a
bomba pode sofrer danos durante o arranque.
Para proteger a bomba, a empresa operadora deve instalar um crivo de arranque à prova de vácuo (5
µm) no lado
da aspiração.
• Ligue a bomba por breves instantes com a válvula de blo-
queio fechada para verificar o sentido de rotação. Caso
necessário, corrija o sentido de rotação.
• Deixe a bomba trabalhar sem carga durante 20 a 30 minu-
tos. Durante esse espaço de tempo, verifique a oscilação
e o aquecimento da bomba. Em caso de desvio, pare a
bomba e determine a causa do desvio. Na maioria dos
casos trata-se de uma instalação incorrecta ou de um alinhamento errado da bomba. Uma lubrificação inadequada também pode ser a causa do desvio.
• Agora deixe a bomba trabalhar com uma carga normal
durante 2 a 3 horas e verifique a temperatura e a oscilação de cada peça.
• Durante o funcionamento por favor observe o amperímetro.
Em caso de desvio, pare a bomba e determine a causa do
desvio. Muitas vezes a causa do desvio é uma falha entre
os rotores ou entre a periferia dos rotores e a parte interior do corpo da bomba. Todas as bombas por nós fornecidas
são testadas. Mesmo assim, é necessário proceder com
cuidado durante a colocação em funcionamento da bomba.
* Durante o funcionamento, por favor, tenha em aten-
ção o seguinte:
• Verifique a temperatura dos rolamentos e dos lubrifican-
tes, bem como o amperímetro e a água de refrigeração.
• Opere a bomba de acordo com as respectivas
especificações.
Parar a bomba
4.6
• Caso tenham sido aspirados gases, solventes ou vapor
de água, lave a bomba com ar ou N2 pelo lado da aspiração durante 20 a 30 minutos antes de a parar.
• Em caso de limpeza com solventes ou vapor, lave a bom-
ba com ar ou N2 durante 10 minutos depois de terminar a
limpeza com solventes ou vapor.
• Agora pare a bomba desligando o motor. Desligue a água
de refrigeração. Em caso de congelação, escoe a água
através da válvula de escoamento.
4.7 Lubrificação
O lubrificante utilizado deve ser um produto à base de
petróleo de elevado grau. Ele tem de ser um produto
antioxidante, anticorrosivo e extremamente resistente à
pressão (Não utilize lubrificantes à base de água, sulfato
ou alcatrão).
Normalmente, o óleo para turbinas (ISO VG 68) é suficiente e pode ser facilmente adquirido no comércio.
Recomendamos os seguintes tipos de lubrificante:
• Lubrificante: BP Energol THHT 68, BP Energol THB 68,
Regal R & O 68, Shell Turbo 68, Mobil Gear 626 ou lubrificantes com as mesmas características.
Massa lubrificante para mancais: Aeroshell grease 150,
•
Shell Dorium Grease R, G 40 M, JFE 552 (NOK-Kluber)
ou massas lubrificantes com as mesmas características.
!
- 6 -
Page 55

5. Manutenção e inspecção
5.1 Generalidades
• Durante o funcionamento, a temperatura aumenta de modo proporcional em relação à compressão devido ao calor gerado
pela compressão. A temperatura não pode aumentar de modo a queimar a pintura exterior. Se isso acontecer, pare imediatamente a bomba e verifique o estado dela. Os rotores e o corpo poderão ter sofrido corrosões devido ao longo período de
funcionamento, o que faz com que a distância entre estas peças seja maior e que o gás expulso volte a fluir em grande
quantidade para o lado de aspiração. Isso leva a um aumento da temperatura superior ao inicialmente previsto. Nesse caso,
a potência de aspiração diminui. Pare então a bomba e meça a distância entre os rotores.
• Qualquer tipo de anomalia deve ser imediatamente registada durante as verificações habituais da temperatura dos mancais,
da vibração ou dos níveis de ruído..
• As conclusões entre os rotores ou entre os rotores e o corpo são registadas encostando um estetoscópio ao corpo da
bomba. Proceda a esse controlo periodicamente.
• No Inverno, em regiões frias, escoe sempre a água de refrigeração quando a bomba for parada. A água congelada pode
danificar a cobertura da bomba.
5.2 Inspecções periódicas
a.) diárias
• Indicador do nível do óleo: lubrificante a mais e a menos pode danificar a engrenagem e os mancais.
• Verifique se existe água de refrigeração suficiente.
• Verifique a temperatura da tampa de lubrificação e da tampa final e dianteira. Para isso, utilize um termómetro adequado,
por exemplo, um termómetro de superfícies.
• Verifique a pressão de aspiração e de saída. Para verificar estas pressões, certifique-se de que o funcionamento da bomba
se situa no âmbito das especificações planeadas.
• Verifique a carga do motor. Um aumento da carga pode indicar anomalias.
b.) mensais
• Verifique a tensão da correia em V.
• Controle a cor do lubrificante (se o óleo estiver demasiado escuro, mude o lubrificante).
• Verifique o nível do óleo. Se a bomba estiver a perder óleo, os empanques mecânicos também têm de ser verificados.
c.) semestrais
• Controle as conexões das condutas.
• Verifique também o óleo e o lubrificante. Caso necessário, mude.
anuais
d.)
• Controle os empanques mecânicos, a vedação de lábio e a vedação do óleo.
• Verifique os rotores e a parte interior do corpo da bomba desmontando as condutas no lado da aspiração.
• Controle a engrenagem removendo a tampa final dianteira.
• Mude o lubrificante na tampa final dianteira.
Lista de verificação da manutenção
N.º Ponto Ponto de verificação a.) b.) c.) d.)
1 Indicação dos amperes do motor Alguma alteração? Amperes tal como indicado? •
2 Rotação A rotação é uniforme e correcta? •
3 Pressão de aspiração e de saída A pressão está como especificado? •
4 Ruídos e vibração Alguns ruídos ou vibrações anormais? •
5 Temperaturas
Quantidade de óleo na tampa final
6
dianteira
Sujidade na água da tampa final
7
dianteira
Qualquer aumento de temperatura demasiado elevado nos
mancais e noutras peças.
O óleo está no nível correcto? •
Limpa? •
•
8 Fugas de óleo Não há qualquer fuga de óleo seja onde for? •
9 Mudança de lubrificante
Quantidade + pressão da água de
10
refrigeração para o corpo da bomba
Todos os óleos e lubrificantes na tampa final dianteira, bem
como na tampa de lubrificação, foram mudados?
A quantidade está como especificado? •
•
11 Condutas de aspiração e de saída Formação de incrustações? •
Limpeza e marcha a seco com a
12
bomba parada
Controle o interior do corpo da
13
bomba e os rotores.
Feche a válvula principal do lado da aspiração e deixe a
bomba trabalhar durante 20 a 30 minutos enquanto é
alimentada com N2 ou ar com gás de bloqueio.
Encontrou ferrugem ou fissuras?? •
Empanques mecânicos, vedações de
14
lábio, mancais, anéis em O, correias
Caso necessário, substitua •
em V / acoplamento
- 7 -
Page 56

5.3 Desmontagem (ver lista de peças sobressalentes E830)
5.3.1 Medidas de cuidado durante a desmontagem
(1) Marque todas as conexões e dispositivos do mesmo modo.
(2) Meça todas as espessuras de vedações quando estas estiverem desmontadas.
(3) Tenha cuidado para que as peças desmontadas não apanhem pó. Especialmente os mancais.
5.3.2 Processo de desmontagem
(1) Remova os acessórios da unidade de bomba.
(2) Ao abrir os parafusos de descarga, a água de refrigeração é escoada do corpo da bomba.
(3) Remova o parafuso de descarga da tampa final dianteira 4 e deixe o óleo escoar.
(4) Remova os pinos das luvas do corpo de adaptação das vedações 25 e separe-o da tampa final dianteira.
(5) Separe a vedação do veio 21, a camisa do cilindro 20 e os rolamentos de esferas 24 do corpo de adaptação das
vedações.
(6) Remova o pino hexagonal (M16) da tampa final dianteira 4 e da placa final 2 e depois separe a tampa final dianteira.
(7) Remova o fecho de força 15 da roda dentada de accionamento (A) 27 e (B). Remova o pino da luva com um puxão.
(8) Separe as rodas dentadas (A), (B)
(9) Remova a tampa dos mancais (A) 13 e (B) 14 retirando o pino da luva utilizando um hexágono.
(10) Separa a porca de segurança 16 com uma chave sextavada e remova o disco de segurança 17.
(11) Separe a placa dos mancais (A) 10 e (B) 11 da placa final dianteira através da segurança dos pinos hexagonais (M8)
batendo na placa dos mancais (A) 10 e (B) 11.
(12) Remova o rolamento de esferas 23 da placa dos mancais (A) 10 e (B) 11 utilizando um dispositivo de extracção.
(13) Remova o anel distanciador (A) e o parafuso (A) 6, (B) 7.
(14) Remova os empanques mecânicos e os parafusos (A) 6, (B) 7.
(15) Remova os pinos hexagonais (M16) do corpo 1 e da placa final 2. Fixe o pino hexagonal (M16) na placa final dianteira e
separe-a do corpo.
(16) Remova a placa guia (A) 8, (B) 9 da outra placa final dianteira soltando os pinos da luva.
(17) Separe a tampa de lubrificação 5 da placa do mancal (C) 12 soltando os pinos da luva.
(18) Remova a porca de segurança com uma chave sextavada e puxe o disco de segurança 17, bem como o anel distanciador,
para fora.
(19) Separe a placa do mancal (C) 12 da placa do mancal de accionamento soltando os pinos hexagonais (M12) na placa do
mancal.
(20) Puxe o rolamento de rolos 22 para fora da placa do mancal (C) 12 e remova o anel de vedação do veio 19 e a camisa do
cilindro.
(21) Remova o anel interior 39 do parafuso de accionamento (A) 6, (B) 7.
(22) Remova o anel de vedação do veio 19 do anel interior 39.
(23) Remova a roda dentada accionada (B) 28 do parafuso de accionamento (A), (B) 7.
(24) Remova o pino hexagonal (M16) da placa final 3. Agora separe a placa final 3 do corpo 1 soltando os pinos hexagonais
(M16).
(25) Separe a placa guia (B) 9 da placa final soltando os pinos da luva (M8).
(26) Pressione cuidadosamente o accionamento e o veio de accionamento (A), (B) para fora do corpo e pendure-os num
cordão de nylon. Separe o accionamento e o veio de accionamento (A), (B) do corpo.
(27) Separe as placas cegas para a cobertura da água de refrigeração do corpo, da tampa e das placas.
Limpe todas as peças com solvente puro e substitua todas as peças gastas ou danificadas por peças de fábrica novas. Em
todas as montagens devem ser instalados rolamentos, vedações, anéis de vedação e anéis em O novos
5.4 Montagem
5.4.1 Medidas de cuidado durante a montagem
(1) Durante a desmontagem, verifique quais as peças gastas ou danificadas. Especialmente os danos nas peças de união
ou de passagem influenciam substancialmente a montagem. Por isso, proceda com especial cuidado durante a inspec-
ção dessas peças. Se detectar danos ou desgastes, repare essas peças ou, caso necessário, substitua-as.
(2) Limpe os rolamentos com um óleo leve. Depois aplique um lubrificante. Limpe sempre as ferramentas e as mãos após o
manuseamento dos rolamentos.
(3) Para limpar os empanques de pó, utilize um pano macio e um produto de limpeza suave e empregue óleo. Para limpar
empanques estanques recomendamos utilizar dissulfureto de molibdénio, uma vez que os empanques são difíceis de
desmontar em caso de ferrugem. As peças de engrenagem cónicas devem ser limpas antes da montagem com um pano
macio e produto de limpeza.
(4) Certifique-se de que substitui todos os empanques por empanques novos que tenham a mesma espessura que os
antigos.
.
- 8 -
Page 57

5.4.2 Sequência de montagem
(1) Insira as placas guia (A) 8 e (B) 9 na placa final 2 e fixe as mesmas com os pinos de luva (M8).
(2) Agora insira a placa guia (B) 9 na placa final 3 e fixe-a também com os pinos de luva (M8).
(3) Coloque o parafuso de accionamento (A) 6 e o parafuso accionado (B) 7 na placa final e dianteira.
(4) A montagem deve ser realizada, em primeiro lugar, pelo lado da engrenagem (lado da saída). Insira os empanques
mecânicos no veio de accionamento e no veio accionado.
(5) Insira o anel distanciador (A) 36 no veio de accionamento e no veio accionado.
(6) Aplique as placas dos mancais (A) 10 e (B) na placa final dianteira.
(7) Coloque o rolamento de esferas 23 na placa do mancal.
(8) Fixe o rolamento de esferas com o disco de segurança 17 e a porca de segurança 16 no veio de accionamento e no veio
accionado e dobre uma aresta do disco de segurança para a fixação.
(9) Insira a tampa dos mancais (A) 13 e (B) 14 no suporte dos mancais (A) e (B) e fixe-os em conjunto por meio dos pinos
de luva (M10) na placa final dianteira.
(10) Solte a placa final traseira do veio de accionamento e do veio accionado para montar o corpo 1.
(11) Coloque a vedação na superfície exterior adequada do corpo e na placa final dianteira. Coloque o anel em O na conduta
da água de refrigeração da placa final dianteira e o veio no corpo e fixe a placa final dianteira com pinos.
(12) Coloque a vedação na superfície exterior adequada do corpo e na
placa final traseira. Coloque o anel em O na conduta da água de refri-
geração do corpo e fixe a placa final traseira e o corpo com pinos
(M10).
(13) Instale o disco distanciador (B) no veio de accionamento e no veio
accionado.
(14) Insira as vedações de lábios (2 para cada placa do mancal) na parte
Sensor de
medição
interior da placa do mancal (C) 12.
(15) Coloque a placa do mancal (C) 12 na placa final traseira.
(16) Instale a camisa do cilindro 20 no veio de accionamento e no veio
accionado de modo a que as vedações de lábio fiquem assentes na
camisa do cilindro.
(17) Coloque o rolamento de rolos 22 na placa do mancal (C). Fixe a placa do mancal (C) 12 com pinos de luva (M8).
(18) Fixe o rolamento de rolos do lado de expansão no veio de accionamento e no veio accionado com a bucha do mancal,
o disco de segurança 17 e a porca de segurança 16. Agora passe à parte da frente.
(19) Coloque a engrenagem de roda dentada (A) no veio de accionamento e no veio accionado (B). Instale o fecho de força
15 na engrenagem de roda dentada (B) (apertar!). Deixe uma distância de 0,1 mm através da ligação de aspiração, ver
figura acima. Aperte bem a engrenagem de roda dentada (A).
(20) Coloque o anel em O na ranhura da conduta da água de refrigeração da tampa dianteira do corpo 4 e insira os empanques
de papel encerado (vedação) 58 entre a placa final dianteira 3 e a tampa dianteira do corpo 4. Fixe as mesmas proviso-
riamente com pinos.
(21) Coloque o rolamento de esferas 24 no veio de accionamento (A). Fixe bem a tampa dianteira do corpo à placa final
dianteira.
(22) Insira o anel em O no corpo de vedação e fixe-o com pinos à tampa dianteira do corpo.
(23) Coloque a camisa do cilindro 20 e a vedação de óleo no corpo de vedação.
(24) Agora ateste de óleo lubrificante pela entrada localizada em cima na placa final dianteira. O óleo tem de ser atestado até
à marcação vermelha (Consulte as quantidades de óleo para cada tipo de bomba na especificação 1.3).
(25) Monte as placas guia e a tampa no corpo e no lado da placa.
(26) Em seguida, instale todos os acessórios. Depois passe ao lado traseiro da placa final.
(27) Aperte a porca de segurança e dobre a aresta do disco de segurança para fixar os rolamentos de rolos no lado da
expansão.
(28) Coloque a lubrificação de vácuo (aprox.
1
do espaço intermédio) no espaço intermédio da placa do mancal.
/2
(29) Vede entre a tampa de lubrificação 5 e placa final (B) 3. Fixe-a com pinos. Agora a bomba está totalmente montada.
Em seguida, poderá consultar a tabela da distância dos parafusos para a
montagem das unidades:
Tabela da distância da bomba de parafuso em mm
ABCDE
VSA 150 0,13 - 0,17 0,18 - 0,25 0,15 - 0,2 0,1 - 0,12 0,08 - 0,1
VSA 330 0,2 - 0,25 0,2 - 0,3 0,2 - 0,25 0,1 - 0,15 0,1 - 0,12
VSA 400 0,25 - 0,3 0,25 - 0,4 0,25 - 0,27 0,12 - 0,15 0,11 - 0,13
VSA 800 0,28 - 0,33 0,35 - 0,5 0,3 - 0,35 0,15 - 0,18 0,11 - 0,13
Lado de saída Lado de aspiração
- 9 -
Page 58

6. Eliminação de falhas
Problema Causa Solução
Quantidade de
ar insuficiente
Sobrecarga do
motor eléctrico
• Filtro entupido
• Demasiada folga
• Filtro entupido
• Entrada de matérias estranhas
• Perda de pressão nas condutas aumentou (aumento
na pressão de aspiraçãok)
• Avaria entre os rotores
• Avaria entre o rotor e o corpo
• Limpar ou substituir o filtro
• Verificar a folga
• Regular ou substituir o rotor e o corpor
• Verificar a diferença de pressão entre a
entrada e a saída
• Regular a distância imprecisa do rotor e da
engrenagem de roda dentada
• Aumentar a distância laterals
• Aumentar a distância entre o rotor e o corpo
Sobreaquecimento
• Lubrificante a mais na tampa dianteira do corpo
• Bomba de vácuo com temperatura de entrada
demasiado elevada
• Relação de compressão demasiado alta
• Avaria entre o rotor e o corpo
• Posição conjunta entre a engrenagem de roda dentada
• Verificar o nível do óleo
• Verificar a pressão de aspiração e de saídak
• Verificar a causa da avaria e
• Posicionar de novo
e o rotor errada
Vibrações
• Montagem errada
• Aumento anormal da pressãos
• Danos na engrenagem devido a sobrecarga ou
• Voltar a montar
• Verificação da causa
• Substituir a engrenagem de roda dentada
lubrificante inadequado
Danos nos
rolamentos ou na
engrenagem /
veios partidos
• Lubrificante errado
• Pouca quantidade de lubrificante
• Sobrecarga
• Mudar de lubrificante
• Atestar de lubrificante n
• Substituir os veios n
* Se não for possível eliminar as falhas com as tarefas acima mencionadas, é possível que as falhas resultem de um operação
errada da bomba. Nesse caso, entre em contacto connosco indicando as informações abaixo referidas.
1. Tipo de bomba e número de identificação, número da máquina, aplicação, etc.
2. Informações sobre as condutas (pressão de aspiração, filtro, crivo, etc.)
Lista de verificação do sistema de vácuo
Ponto de verificação
Abra a válvula de alimentação da água de refrigeração Ela corre correctamente?
Feche a aspiração de vácuo. Abra a conduta de saídag.
Antes do
funcionamento
Verifique a cor e o nível do lubrificante. É aceitável?
Verifique a tensão da correia (apenas para tipo de correia em V).
Coloque a bomba de vácuo em funcionamento por alguns minutos antes de abrir a conduta de
aspiração.
Verifique o nível de vácuo em vácuo total. É normal?
Verifique o estado eléctrico (volts e amperes) em vácuo total. É aceitável?
Durante o
funcionamento
Ouve ruídos estranhos?
Verifique a temperatura de funcionamento. É normal?
Verifique a cor e o nível do lubrificante. É aceitável?
Deixe a bomba em funcionamento durante alguns minutos após fechar a conduta de aspiração.
Caso tenham entrado materiais estranhos para o interior da bomba, limpe-a com um produto de
Paragem de
funcionamento
limpeza.
Escoe a água de refrigeração da bomba de vácuo quando a bomba estiver parada durante um
período de tempo prolongado.
Certifique-se de que as condutas de aspiração e de saída estão fechadas e de que a alimentação de
corrente foi interrompida.
- 10 -
11.08
/ PM7
Page 59

Manual de instrucciones y de servicio
Bomba helicoidal de vacío
VSA
VSA 150
VSA 330
VSA 400
VSA 800
BQ 830
2.4.99
Gardner Denver
Schopfheim GmbH
Postfach 1260
79642 SCHOPFHEIM
GERMANY
Fon +49 7622 / 392-0
Fax +49 7622 / 392-300
e-mail: er.de@
gardnerdenver.com
www.gd-elmorietschle.com
Page 60

Bomba helicoidal de vacío
Índice: Seite:
1. Introducción 3
2. Aplicación 3
3. Construcción en general 4
3.1 Generalidades 4
3.2 Construcción 4
3.3 Datos técnicos 4
3.4 Esquema de conexiones 5
3.5 Admisión de gases 5
3.5.1 Gas refrigerante 5
3.5.2 Gas de bloqueo 5
3.5.3 Gas de limpieza / líquido 5
4. Principio de funcionamiento 5
4.1 Montaje de la tubería 5
4.1.1 Emplazamiento 5
4.1.2 Fundamento 5
4.1.3 Instalación 5
4.2 Tuberías 5
4.2.1 Tubería principal 5
4.2.2 Tubería de agua refrigerante 5
4.3 Conexiones 6
4.3.1 Accionamiento por correa trapezoidal 6
4.3.2 Accionamiento de acoplamiento 6
4.4 Preparación de la puesta en servicio 6
4.5 Puesta en servicio 6
4.6 Parada de la bomba 6
4.7 Lubricación 6
5. Mantenimiento e inspección 7
5.1 Generalidades 7
5.2 Inspecciones periódicas 7
5.3 Desmontaje 8
5.3.1 Medidas de precaución en el desmontaje 8
5.3.2 Procedimiento de desmontaje 8
5.4 Montaje 8
5.4.1 Medidas de precaución en el montaje 8
5.4.2 Procedimiento de montaje 9
6. Eliminación de averías 10
Hojas de datos:
D830/1 ➝ VSA (30), (20)
Lista de repuestos:
E830/1 ➝ VSA (01)
- 2 -
Page 61

1. Introducción
A fin de prevenir contaminaciones en por posibles sustancias peligrosas durante el proceso, la válvula de aire de salida debe
conectarse a un sistema adecuado de control de emisiones.
Todos los equipos que nos son devueltos por motivo alguno (p. ej. mantenimiento) deben estar libres de sustancias
dañinas y peligrosas. Debe presentarse un certificado de seguridad correspondiente.
Las previsiones de seguridad de protección contra explosiones para las instalaciones enteras en las que se emplean bombas al
vacío deben comprobarse e instalarse por parte del cliente.
Ello ha de efectuarse en estrecha cooperación con las autoridades competentes locales (organismo de inspección técnica o
autoridad reguladora).
2. Aplicación
Las bombas de vacío TWISTER se prestan especialmente para el transporte de gases muy húmedos. La tolerancia al vapor es
muy alta.
La temperatura ambiente debe oscilar entre 5 y 40 centígrados. La temperatura de aspiración no debe exceder
60°C. Rogamos nos consulten en caso de temperaturas fuera de esta gama.
No deben aspirarse líquidos o materias sólidas.
El transporte de vapores y gases explosivos requiere de la consulta previa de Rietschle.
En la instalación de las bombas de vacío TWISTER a alturas mayores de 1000 metros sobre el nivel del mar, puede
surgir una reducción de la capacidad de aspiración. En este caso rogamos se nos consulte.
Las versiones estándares no deben emplearse en zonas con peligro de explosión. Pueden suministrarse versiones especiales
con motor protegido contra explosiones.
En las aplicaciones en las que una parada involuntaria o la falla de la bomba de vacío entrañan peligro para
personas o instalaciones, deben preverse medidas de seguridad correspondientes.
Dibujo de sección
TWISTER VSA
- 3 -
Page 62

3. Construcción en general
3.1 Generalidades
Dos rotores helicoidales paralelos giran en sentido opuesto dentro de una caja de
bomba. El gas a transportar queda incluido en la cámara de aspiración de la bomba,
siendo comprimido por el movimiento giratorio de los tornillos en dirección a la salida. Los rotores helicoidales (tornillos) reúnen en sí varias formas de curvas, como
por ejemplo una curva de Arquímedes, una curva de Quimby y un arco. Giran a cierta
distancia entre sí y entre la pared interior de la caja.
El gas aspirado es condensado paso a paso a presión atmosférica. La bomba ha
sido concebida de tal manera que no se requiere aceite para la hermetización. La
TWISTER es una bomba de funcionamiento en seco. El rendimiento del motor es
transmitido bien a través de un
embrague N-Eupex-DS o bien por
una correa motriz al engranaje. Con
ayuda de este engranaje se acciona un segundo árbol de rotor.
3.2 Construcción
• Árbol del rotor: El árbol del
rotor ha sido fabricado de acero fundido de grafito. Los árboles del roto son equilibrados en
forma dinámica después de la
fabricación.
• Engranaje: El engranaje es la parte más
importante de la bomba helicoidal de vacío. Se requiere asimismo para evitar todo contacto entre los rotores y
mantener una distancia determinada entre los rotores. Las ruedas dentadas han sido termotratadas, estando pulidas con una máquina especial y precisa de
mecanizado de superficies para reducir el nivel de ruidos.
• Cojinete: El cojinete en el lado estacionario es un cojinete de bolas de dos hileras, estando el lado de expansión dotado con
un rodamiento de rodillos. Estos cojinetes fueron elegidos dado que resistente tanto a elevadas velocidades como también
a una alta carga, asegurando la distancia necesaria entre los engranajes y entre los rotores.
• Juntas de árbol: Las juntas de árbol consisten en dos retenes de actuación doble en el lado de aspiración y una junta en
fuelle en el lado de expulsión. Estas juntas impiden la entrada de aceite en la cámara de aspiración así como la penetración
de gas en el engranaje.
• Indicación de nivel de aceite: En la tapa delantera de cierre se encuentra una indicación de nivel de aceite. El aceite debe
llenarse hasta el nivel máximo de la marca roja. Si el nivel de aceite es muy bajo, los engranajes, los cojinetes y las juntas
mecánicas pueden ser dañadas a causa de una lubricación indebida. Por el rebose del aceite a causa de la rotación de las
ruedas dentadas, tiene lugar la lubricación de los cojinetes y las juntas mecánicas.
3.3 Datos técnicos
VSA 150 (30) 330 (30) 400 (20) 800 (20)
Capacidad de aspiración nominal (teórica)
Vacío final
Presión de salida
Potencia de accionamiento
Número de revoluciones
Brida (lado de aspiración/lado de salid)
Aceite de engranaje
Resistencia a golpes de presión
Agua refrigerante
Presión del agua refrigerante
Gas refrigerante
Gas de bloqueo
m³/h
50 Hz 120 270 360 720
60 Hz 150 330 400 800
mbar (abs.) 0,3 0,3 0,05 0,05
bar (abs.) max. 1,3
50 Hz 4,0 7,5 15 18,5
kW
60 Hz 4,8 9,0 18 22,0
50 Hz 2850
-1
min
60 Hz 3450
DN 40 50 / 40 65 / 50 100 / 65
l 1,3 1,6 2,0 4,0
bar (abs.) 10
l/h 120 210 420 600
bar (abs.) max. 6
3
m
/h 18 18 25 > 30
cm³/min max. 3
Placa terminal delantera juntas mecánicas (fuelle)
Tipo de junta Placa terminal trasera retenes labiales
Tapa terminal delantera (árbol motriz) juntas de aceite
Peso
kg 330 520 610 810
Notas:
(1) Las cantidades de aceite arriba indicadas son sólo una recomendación, pudiendo también emplearse cantidades mayores.
Tenga en cuenta asimismo que es posible utilizar fluorinas y clases de aceite mineral. En el suministro estándar, la bomba
está cargada con aceite puro para engranajes.
(2) De nævnte værdier for kølevandsmængde er baseret på en vandtemperatur på 20°C. Ved brug af efterkøler vil kølevands-
mængden variere. Kontroller dette med leverandørens godkendte tegning.
- 4 -
Page 63

3.4 Esquema de conexiones
Salida de agua refrigerante
Caja de la bomba
Entrada de agua refrigerante
Amortiguador de ruidos
Refrigerador posterior
El refrigerador posterior y el amortiguador de ruidos pueden
instalarse como equipo opcional.
3.5 Admisión de gases
3.5.1 Gas refrigerante
Este gas se emplea para la refrigeración de los rotores así
como para enfriar la superficie de la cámara de aspiración.
Durante el funcionamiento, este gas se necesita para reducir el calor de compresión del gas de proceso transportado.
El gas de proceso inyectado en la caja en el lado de aspiración es comprimido por la rotación del tornillo, siendo transportado al lado de escape de aire. El gas de proceso es
calentado por el calor de compresión. Este sistema de refrigeración es necesario dado que el aire de compresión es
capaz de producir temperaturas hasta 200°C en el lado de
salida de aire. Como estándar se emplea aire ambiental.
Para ello la bomba está equipada con un filtro de aire en la
conexión de gas refrigerante que se halla casi en el extremo de la cámara de aspiración.
(1) Volumen de gas refrigerante
La cantidad de gas refrigerante puede variar en función
de la altura de la presión de aspiración
Ty p o N m3/h
VSA 150 18
VSA 300 18
VSA 400 25
VSA 800 más de 30
VSA 2700 más de 30
(2) Tipo de gas refrigerante
1. Estándar: Aire ambiental por filtro de aire
2. Intercambiador térmico; el gas de proceso es enfriado
por un refrigerador secundario volviendo a la bomba a
través de la conexión de gas refrigerante.
3. Como alternativa puede emplearse cualquier gas inerte, como por ejemplo N
como gas refrigerante.
2
3.5.2 Gas de bloqueo
El gas de bloqueo, por lo general N2, se requiere para aplicar sobrepresión a la tapa delantera durante el servicio.
Con ello se evita que entre gas de proceso o líquido en la
caja del engranaje y los cojinetes. Puede emplear una de
las dos conexiones, dispuestas en la placa terminal delantera para el empalme del gas de bloqueo.
La presión de gas máxima admitida es de 1,5 bar (abs.),
siendo la tasa de fuga para las juntas mecánicas menor
de 3 cm3/h. Las juntas mecánicas hermetizan hasta una
sobrepresión de 4 bar (abs.).
3.5.3 Gas de limpieza / líquido
Durante el funcionamiento por inercia, debe limpiarse la
cámara de aspiración. Antes de parar la bomba y después
de cerrar la válvula principal en el lado de aspiración, debe
inyectarse gas de limpieza N
, vapor o detergente o bien
2
líquido durante 20 a 30 minutos en la bomba. De esta
manera las partes interiores de la bomba son limpiadas
de materiales pegajosos o del gas del proceso. Esta limpieza se requiere especialmente en el uso de materiales
corrosivos, tóxicos o pegajosos, como por ejemplo resina.
4. Principio de funcionamiento
4.1 Montaje de la tubería
4.1.1 Emplazamiento
• Monte la bomba sobre una base limpia, a nivel del suelo y
suficientemente estable. Si la instalación debe montarse
al aire libre, el motor, la correa trapezoidal y otras piezas
deben ser controladas por el servicio técnico.
• Debe prestarse atención a que haya suficiente espacio
para trabajos de control, mantenimiento y reparación.
4.1.2 Fundamento
• La bomba puede montarse en el suelo o en un bastidor
adecuado.
4.1.3 Instalación
• Monte la bomba en posición horizontal y céntrela con arre-
glo al manual de instrucciones. La bomba debe instalarse
dentro de 0,5 mm por metro a nivel horizontal.
4.2 Tuberías
4.2.1 Tubería principal
• Limpie el lado de aspiración y de soplado de herrumbre,
polvo y otras materias ajenas, colocando un tamiz (apertura de mallas: 40) en o bien encima del lado de aspiración.
• Conviene instalar un compensador en el lado de aspira-
ción así como también en el lado de soplado. Además,
debe instalarse un portador para la tubería de modo que
la bomba no sea cargada excesivamente.
• Si está previsto un amortiguador de ruidos en el lado de
soplado, éste debe instalarse tan cerca como sea posible
de la abertura.
• Cerciórese de instalar una válvula de retención en posi-
ción adyacente a la tubería de aspiración para que la bomba no gire hacia atrás. Si la instalación de la válvula de
retención induce a problemas de manejo, recomendamos
instalar una válvula de cierre. Ésta debe estar cerrada antes de que se pare la bomba.
• El tubo de desagüe debe instalarse debajo de la válvula
de desagüe para recoger los residuos.
4.2.2 Tubería de agua refrigerante
En las bombas helicoidales de vacío de funcionamiento
en seco, se necesitan tuberías de agua refrigerante para
el enfriamiento de la placa terminal delantera y trasera así
como de la caja. Esta tubería debe montarse con arreglo
al dibujo correspondiente.
- 5 -
Page 64

4.3 Conexiones
4.3.1 Accionamiento por correa trapezoidal
El desgaste de correa y cojinetes depende de la tensión de la
correa. Si la tensión de correa fuera muy baja, se reduce el
rendimiento de transmisión. Con ello también aumenta la carga y el calentamiento de la correa, lo que reduce considerablemente la longevidad de la correa. También el daño del cojinete disminuye progresivamente por la vibración de la correa.
Sin embargo, si la correa ha sido tensada excesivamente, disminuye la fuerza por la tensión muy alta. Esto significa una
reducción de la vida útil de la correa. Asimismo la carga excesiva provoca un calentamiento fuerte y un desgaste de los cojinetes. Por lo tanto, sírvase ajustar correctamente la tensión
de la correa (tal como se muestra abajo).
Coloque las cargas abajo indicadas verticalmente sobre el
centro „I“.
El hundimiento en este momento es e = 0,016 x l (mm). Carga
de la tensión de correa, F (N)
Ty p o ABCD3V5V8V
Nueva correa 10 18 39 78 25 77 212
Tensión de correa 13 25 54 98 36 102 271
Después del ajuste, deje funcionar la bomba durante algunos
días hasta que la correa se encuentre bien asentada en la
polea. Luego, vuelva a tensar la tensión de correa conforme al
mismo procedimiento.
4.3.2 Accionamiento de acoplamiento
Oriente el acoplamiento con un medidor de escala
:
Lado de Lado de Lado de Lado de
motor pompa motor pompa
Aparato medidor
Clase de motor en el lado de acoplamientoe
M180 menor de 0,05
M200M y mayor menor de 0,08
Clase de motor en el extremo del acoplamiento
M132M y menor menor de 0,1
M160M y mayor menor de 0,18
4.4 Preparación de la puesta en servicio
• Limpie la bomba y la tubería, eliminando polvo y otras
materias ajenas.
• Compruebe si todas las conexiones de aspiración y sopla-
do son suficientemente firmes y si las tuberías cuentan
con soportes suficientes. También debe comprobarse la
tubería de agua refrigerante.
• Elimine todos los residuos de soldadura y las virutas en la
tubería.
• Llene el aceite hasta la marca roja. Si se llenó muy poco
aceite, podría agarrotarse el engranaje y los cojinetes,
mientras que una cantidad excesiva de aceite provoca un
incremento indebido de la temperatura lo que aumenta el
ruido del engranaje repercutiendo también en otras piezas. Por lo tanto, el nivel de aceite siempre debe llenarse
hasta la marca!
4.5 Puesta en servicio
Advertencia – Arranque con tuberías de alimentación
En el arranque, las contaminaciones en la tubería de alimentación pueden provocar graves daños en la bomba.
Para la protección de la bomba, el usuario debe instalar
en el arranque un tamiz de arranque resistente al vacío (5
µm) en el lado de aspiración.
• Con la compuerta de cierre cerrada, conecte brevemente
la bomba para controlar el sentido de giro. Corregir si fuera necesario.
• Haga funcionar la bomba en estado sin carga durante 20
a 30 minutos. Compruebe durante este período la oscilación y la temperatura de la bomba. En caso de una desviación pare la bomba y determine la causa de la desviación. En la mayoría de los casos el problema se debe a la
instalación indebida o a un centraje incorrecto de la bomba. También una lubricación insuficiente puede ser causa
de la desviación.
• Haga funcionar la bomba bajo carga normal durante 2 a 3
horas, comprobando la temperatura y la oscilación de cada
pieza.
• Durante el servicio debe tener en cuenta el amperímetro.
En caso de una desviación debe parar la bomba y determinar la causa de la desviación. A menudo el problema se
debe a una avería entre los rotores o entre la periferia de
los rotores y la superficie interior de la caja. Todas las bombas suministradas por nosotros han sido ensayadas. A
pesar de ello debe manejarse cuidadosamente la bomba
durante la puesta en servicio.
* Tenga en cuenta durante el servicio:
• Controle la temperatura de los cojinetes y del lubricante
así como el amperímetro y el agua refrigerante.
• Utilice la bomba con las especificaciones correspondien-
tes.
4.6 Parada de la bomba
• Si se han aspirado gases corrosivos, disolventes o vapor,
enjuague con aire o N
rante 20-30 minutos antes de parar la bomba.
desde el lado de aspiración y du-
2
• En caso de limpieza con disolvente o vapor, enjuague con
aire o con N2 durante 10 minutos, después de haber finalizado la limpieza con disolvente o vapor.
• Pare la bomba mediante desconexión del motor. Cierre el
agua refrigerante. En caso de una congelación, evacuar el
agua a través de la válvula de purga.
4.7 Lubricación
El lubricante empleado debe ser un producto de petróleo
de alta calidad. Tiene que ser un agente resistente a la
oxidación, anticorrosivo y muy seguro a la presión. (No
utilice lubricante que contiene agua, sulfato o alquitrán).
El aceite de turbinas (ISO VG 68) suele ser suficiente, pudiendo ser adquirido en cualquier lugar.
Le recomendamos las siguientes clases de lubricante:
Lubricante: BP Energol THHT 68, BP Energol THB 68,
•
Regal R & O 68, Shell Turbo 68, Mobil Gear 626 o
lubricantes equivalentes.
• Grasa para cojinetes: Aeroshell grease 150, Shell Dorium
Grease R, G 40 M, JFE 552 (NOK-Kluber) o bien grasas
equivalentes.
- 6 -
Page 65

5. Mantenimiento e inspección
5.1 Generalidades
• Durante el servicio, la temperatura aumentará por el calor de compresión en forma proporción a la compresión. Sin embar-
go, la temperatura no debe aumentar que se queme la laca exterior. Si ello, no obstante, fuera el caso debe parar de
inmediato la bomba y controlar el estado. Puede suceder que los rotores y la caja estén corroídos por un servicio muy largo,
lo que hace aumentar la distancia entre estas piezas, volviendo el gas expulsado en grandes cantidades al lado de aspiración. Debido a ello la temperatura aumentará más de lo previsto en primer lugar. En este caso disminuye el rendimiento de
aspiración. Pare la bomba y mida la distancia entre los rotores.
• Debe registrarse de inmediato cualquier fenómeno insólito durante los controles habituales de temperatura de cojinete,
vibración o nivel de ruidos..
• Puede registrar cierres de fuerza entre los rotores o entre rotores y engranaje manteniendo un estetoscopio en la caja.
Contrólelo de vez en cuando.
• En invierno, en las regiones frías, debe purgar siempre el agua refrigerante al pararse la bomba. El agua helada puede
dañar la camisa de la bomba.
5.2 Inspecciones periódicas
a.) Cada día
• Indicador de nivel de aceite: un nivel muy alto como también uno muy bajo de lubricante pueden dañar el engranaje y los
cojinetes.
• Controle si hay suficiente agua refrigerante.
• Compruebe las temperaturas de la tapa de lubricación y de la tapa delantera y de cierre. Utilice para ello un termómetro
adecuado, como por ejemplo un termómetro de superficie.
• Controle la presión de aspiración y de soplado. Para comprobar estas presiones cerciórese de que el funcionamiento de la
bomba se halla dentro de la especificación prevista.
• Vuelva a controlar la carga del motor. Un aumento de la carga es indicio de un fenómeno insólito.
b.) Cada mes
• Controle la tensión de la correa trapezoidal.
• Controle el color del lubricante (si el aceite está muy oscuro debe cambiar el lubricante).
• Compruebe el nivel de aceite. Si la bomba pierde aceite, deben controlarse también las juntas mecánicas.
c.) Cada 6 meses
• Controle las conexiones de tubería.
• Controle también el aceite y el lubricante. En caso dado recámbielo.
d.) Cada año
• Controle las juntas mecánicas, el retén labial y la junta de aceite.
• Compruebe la rotación y la superficie interior de la caja desmontando la tubería en el lado de aspiración.
• Controle el engranaje quitando la tapa de cierre delantera.
• Recambie el lubricante en la tapa de cierre delantera.
Lista de chequeo de mantenimiento
Nº Punto Punto de comprobación a.) b.) c.) d.)
1 Indicación de amperios del motor
¿Hay una modificación? ¿Amperios según lo especificado
individualmente?
•
2 Rotación ¿Es la rotación uniforme y correcta? •
3 Presión de aspiración y soplado ¿Corresponde la presión a lo especificado? •
4 Ruidos y vibración ¿Hay ruidos y vibraciones anormales? •
5 Temperaturas Aumentos de temperatura excesivos en cojinetes y otras piezas •
Cantidad de aceite de la tapa terminal
6
delantera
Impureza del agua de la tapa terminal
7
delantera
¿Acusa el aceite el nivel correcto? •
¿Limpio? •
8 Derrame de aceite ¿Hay fuga de aceite? •
9 Recambio de lubricante
Cantidad + presión del agua
10
refrigerante para la caja de la bomba
¿Se han recambiado todos los aceites y lubricantes en la tapa
terminal delantera así como en la tapa de lubricante?
¿La cantidad corresponde a lo especificado? •
•
11 Tubería de aspiración y soplado ¿Se formó costra? •
Limpieza y marcha en seco de la
12
bomba parada
Cierre la válvula principal en el lado de aspiración y haga
funcionar la bomba durante 20 a 30 minutos mientras se aplica
N2 o aire con gas de bloqueo.
13 Controle la caja interior y los rotores. ¿Encontró herrumbre o fisuras? •
Juntas mecánicas, retenes labiales,
14
juntas tóricas, correas trapezoidales /
Recambio si fuera necesario •
acoplameiento
- 7 -
Page 66

5.3 Desmontaje (ver la lista de repuestos E 830)
5.3.1 Medidas de precaución en el desmontaje
(1) Marque uniformemente todas las conexiones y los dispositivos.
(2) Mida todos los espesores de junta cuando éstas han sido desmontadas.
(3) Preste atención a que las piezas desmontadas no sean contaminadas por polvo. Esto vale especialmente para los
cojinetes.
5.3.2 Procedimiento de desmontaje
(1) Quite los accesorios de la unidad de bomba.
(2) Mediante apertura del tornillo de purga evacuar el agua refrigerante de la caja.
(3) Quite el tornillo de purga de la tapa terminal delantera 4 y purgar el aceite.
(4) Quite los pernos de manguito de la caja de adaptador de junta 25 y separe dicha caja de la tapa delantera terminal.
(5) Separe el retén de eje 21, el casquillo 20 y el cojinete de bolas 24 de la capa de adaptador de junta.
(6) Quite el perno hexagonal (M16) de la tapa terminal delantera 4 y la placa terminal 2, separando luego la tapa terminal
delantera.
(7) Quite el cierre de fuerza 15 de la rueda dentada ‘propulsora (A) 27 y (B). Quitar el perno de manguito tirando.
(8) Separe las ruedas dentadas (A), (B).
(9) Quite la tapa del cojinete (A) 13 y (B) 14 quitando el perno de manguito mediante hexágono.
(10) Separe la tuerca de seguridad 16 con una llave hexagonal, quitando el disco de seguridad 17.
(11) Separe la placa de cojinete A (10) y (B) 11 de la placa terminal delantera mediante aseguramiento de los pernos
hexagonales (M8), golpeando en la placa de cojinete (A) 10 y (B) 11.
(12) Separe el cojinete de bolas 23 de la placa de cojinete (A) 10 y (B) 11 con ayuda de un dispositivo extractor.
(13) Quite el anillo distanciador (A) & y el tornillo (A) 6, (B) 7.
(14) Quite las juntas mecánicas y los tornillos (A) 6, (B) 7.
(15) Quite los tornillos hexagonales (M16) de la caja 1 y la placa terminal 2. Asegure el tornillo hexagonal (M16) en la placa
terminal delantera y sepárela de la caja.
(16) Quite la placa guía (A) 8, (B) 9 de la placa terminal delantera aflojando los pernos de manguito.
(17) Separe la tapa lubricante 5 de la placa de cojinete (C) 12 aflojando el perno de manguito.
(18) Quite la tuerca de seguridad con una llave hexagonal y extraiga el disco de seguridad 17 así como el anillo distanciador.
(19) Separe la placa de cojinete (C) 12 de la placa de cojinete de accionamiento aflojando el tornillo hexagonal (M12) en la
placa de cojinete.
(20) Extraiga el cojinete de bolas 22 de la placa de cojinete (C) 12 y quite el retén de árbol 19 y el casquillo.
(21) Quite el anillo interior 39 del tornillo ‘propulsor (A) 6, (B) 7.
(22) Quite el retén de árbol 19 del anillo interior 39.
(23) Quite la rueda dentada ‘propulsor (B) 28 del tornillo ‘propulsor (A), (B) 7.
(24) Quite el tornillo hexagonal (M16) de la placa terminal 3. Separe luego la placa terminal 3 de la caja 1 aflojando los pernos
hexagonales (M16).
(25) Separe la placa guía (B) 9 de la placa terminal aflojando los pernos de manguito (M8).
(26) Expulse cuidadosamente el accionamiento y el árbol motriz (A), (B) de la caja y cuélguelos en un hilo de nilón. Separe el
accionamiento y el árbol motriz (A), (B) de la caja.
(27) Separe las placas ciegas para la camisa refrigeradora de agua de la caja, la tapa y las placas.
Limpie todas las piezas con disolvente puro y sustituya todas las piezas desgastadas o dañadas con piezas nuevas de
fábrica. Los cojinetes, las juntas, los anillos retén y las juntas tóricas nuevos deben instalarse en cada montaje.
5.4 Montaje
5.4.1 Medidas de precaución en el montaje
(1) Controle durante el desmontaje qué piezas están desgastadas o dañadas. Especialmente los daños en las piezas de
unión o el asiento influyen enormemente en el montaje. Por lo tanto debe obrar con gran cuidado en la inspección de
estas piezas. Si descubre daños o desgastes, repárelos o recambie las piezas en caso dado.
(2) Limpie los cojinetes con aceite ligero. Luego debe aplicar un lubricante. Limpie siempre la herramienta y las manos
después de la manipulación con los cojinetes.
(3) Para liberar las guarniciones de polvo, utilice paños blandos y un detergente no agresivo, utilizando aceite. Para guarni-
ciones herméticas recomendamos emplear Molybdenum Disulphide dado que las guarniciones son muy difíciles de
desmontar en caso de herrumbre. Las piezas cónicas del engranaje deben limpiarse preferiblemente antes del montaje
con un paño blando y un detergente.
(4) Cerciórese de cambiar todas las guarniciones por nuevas que acusan el mismo espesor que las guarniciones viejas.
- 8 -
Page 67

5.4.2 Procedimiento de montaje
(1) Introduzca las placas guía (A) 8 y (B) 9 en la placa terminal 2 y sujételas con pernos de manguito (M8).
(2) Introduzca ahora la placa guía (B) 9 en la placa terminal 3 y sujétela asimismo con pernos de manguito (M8).
(3) Enchufe el tornillo ‘propulsor (A) 6 y el tornillo ‘propulsado (B) 7 en la placa delantera y la placa terminal.
(4) El ensamblaje debe efectuarse primero desde el lado del engranaje (lado de soplado). Enchufe las juntas mécanicas en
el árbol propulsor y el árbol propulsado.
(6) Monte las placas de cojinete (A) 10 y (B) en la placa terminal delantera.
(7) Apriete el cojinete de bolas 23 en la placa de cojinete.
(8) Sujete el cojinete de bolas con el disco de seguridad 17 y la tuerca de seguridad 16 en el árbol propulsor y el árbol
propulsado, doblando un borde del disco de seguridad para la fijación.
(9) Enchufe las tapas de cojinete’ (A) 13 y (B) 14 en los sujetacojinetes (A) y (B) y fíjelos juntos, con ayuda de pernos de
manguito (M10), en la placa terminal delantera.
(10) Separe la placa terminal trasera del árbol propulsor y del árbol propulsado para montar la caja 1.
(11) Coloque la junta en la superficie exterior adecuada de la caja y la placa terminal delantera. Introduzca el anillo tórico en
la tubería de agua refrigerante de la placa terminal delantera y el árbol en la caja, sujetando la placa terminal delantera
con el perno.
(12) Coloque la junta en la superficie exterior adecuada de la caja y de la
placa terminal trasera. Introduzca el anillo tórico en la tubería de agua
refrigerante de la caja y fije la placa terminal trasera y la caja con per-
nos (M10).
(13) Instale el disco distanciador (B) en el árbol propulsor y el árbol propul-
sado.
(14) Introduzca los retenes labiales (2 para cada placa de cojinete) en el
interior de la placa de cojinete (C) 12.
(15) Introduzca la placa de cojinete (C) 12 en la placa terminal trasera.
(16) Instale el casquillo 20 en el árbol propulsor y el árbol propulsado de modo que los retenes labiales estén asentados en
el casquillo.
(17) Coloque el cojinete de bolas 22 en la placa de cojinete (C). Sujete la placa de cojinete (C) 12 con pernos de manguito
(M8).
(18) Sujete el rodamiento de bolas del lado de expansión en el árbol propulsor y el árbol propulsado con el casquillo de
cojinete, el disco de seguridad 17 y la tuerca de seguridad 16. Proceda ahora con el lado delantero.
(19) Introduzca el engranaje (A) en el árbol propulsor y el árbol propulsado (B). Instale el cierre de fuerza 15 en el engranaje
(B) (¡apretar!). Deje una distancia de 0,1 mm por la conexión de aspiración, véase la figura superior. Apriete el engranaje
(A) firmemente.
(20) Coloque el anillo tórico en la ranura de la tubería de agua refrigerante de la tapa delantera de la caja 4 e introduzca las
guarniciones de papel aceitado (junta) 58 entre la placa terminal delantera 3 y la tapa delantera de la caja 4. Asegurar
transitoriamente con pernos.
(21) Introduzca el cojinete de bolas 24 en el árbol motriz (A). Sujete la tapa delantera de la caja firmemente en la placa
terminal delantera.
(22) Coloque el anillo tórico en la caja de la junta y sujete éstos con pernos en la tapa delantera de la caja.
(23) Monte el casquillo 20 y la junta de aceite en la caja de la junta.
(24) Llene ahora aceite lubricante a través de la abertura arriba en la placa terminal delantera. El aceite debe llenarse hasta
la marca roja. (Vea la especificación 1.3 para las cantidades de aceite para cada tipo de bomba).
(25) Monte las placas guía y las tapas en la caja y el lado de la placa.
(26) Instale ahora todos los accesorios. Proceda luego con el lado trasero de la placa terminal.
(27) Apriete ahora firmemente la tuerca de seguridad y doble el borde del disco de seguridad para sujetar los cojinetes de
bolas en el lado de expansión.
(28) Aplique la lubricación al vacío (1/2 aprox. del espacio intermedio) en el intersticio de la placa de cojinete.
(29) Hermetice entre la tapa de lubricación 5 y la placa terminal (B) 3. Asegúrelos con tornillos. Ahora, la bomba está monta-
da completamente.
A continuación ve
la tabla de distan-
cia entre tornillos
para el montaje de
las unidades:
VSA 150 0,13 - 0,17 0,18 - 0,25 0,15 - 0,2 0,1 - 0,12 0,08 - 0,1
VSA 330 0,2 - 0,25 0,2 - 0,3 0,2 - 0,25 0,1 - 0,15 0,1 - 0,12
Tabla de distancias de la bomba helicoidal en mm
ABCDE
Sondeo medida
VSA 400 0,25 - 0,3 0,25 - 0,4 0,25 - 0,27 0,12 - 0,15 0,11 - 0,13
VSA 800 0,28 - 0,33 0,35 - 0,5 0,3 - 0,35 0,15 - 0,18 0,11 - 0,13
Lado de soplado Lado de aspiración
- 9 -
Page 68

6. Eliminación de averías
Problema Causa Eliminación
Cantidad
insuficiente de
aire
Sobrecarga del
motor eléctrico
• El filtro está atascado
• Juego excesivo
• El filtro está atascado
• Entrada de materiales ajenos
• Aumento de la pérdida de presión en la tubería
(aumento de la presión de aspiración)
• Falla entre los rotores
• Limpieza o recambio del filtro
• Comprobar el juego
• Limpieza o recambio del filtro
• Ajuste o sustitución del rotor y de la cajas
• Comprobación de la diferencia de presión entre
entrada y salida
• Ajuste de una distancia de rotores poco exacta
y del engranaje
• Falla entre rotor y caja
• Aumento de la distancia lateral
Aumento de la distancia entre rotor y caja
Sobrecalentamiento
Traqueteo
Daño de
cojinete o
engranaje /
árboles rotos
• Lubricante excesivo en la tapa delantera de la caja
• Bomba de vacío con temperatura de entrada muy alta
• Relación de compresión excesiva
• Falla entre rotor y caja
• Posición relacionada falsa entre engranaje y rotor
• Ensamblaje incorrecto
• Aumento anormal de la presión
• Daño del engranaje por sobrecarga o lubricante
inadecuado
• Lubricante falso
• Cantidad insuficiente de lubricante
• Sobrecarga
• Comprobación del nivel de aceite
• Comprobación de presión de aspiración y soplado
• Investigación de la causa de la falla
• Posicionar nuevamente
• Nuevo ensamblaje
• Investigación de la causa
• Recambio del engranaje
• Cambiar el lubricante
• Rellenar lubricante
• Sustituir árboles
* Si las fallas no pueden subsanarse con las actividades susodichas, la causa puede ser un manejo incorrecto de la bomba. En
este caso debe ponerse en contacto con nosotros, indicando la información señalada a continuación.
1. Tipo de bomba y número de identificación, número de máquina, aplicación, etc.
2. Información sobre la tubería (presión de aspiración, filtro, tamiz, etc.)
Lista de chequeo del sistema de vacío
Punto de chequeo
Abra la válvula de alimentación de agua refrigerante. ¿Ésta fluye correctamente?
Cierre la aspiración de vacío. Abra la tubería de soplado.
Antes del servicio
Compruebe el color del lubricante y su nivel. ¿Es aceptable?
Compruebe la tensión de correa (sólo en las correas trapezoidales).
Ponga en servicio la bomba de vacío durante algunos minutos antes de abrir la tubería de aspiración.
Compruebe el nivel de vacío en el vacío pleno. ¿Es normal?
Compruebe el estado eléctrico (voltios y amperios) en el vacío lleno. ¿Es aceptable?
Durante el servicio
¿Hay ruidos insólitos?
Compruebe la temperatura de servicio. ¿Es normal?
Compruebe el color del lubricante y su nivel. ¿Es aceptable?
Haga funcionar la bomba de vacío durante algunos minutos después del cierre de la tubería de
aspiración.
Si penetró material ajeno en el interior de la bomba, límpielo con un detergente.
Paro de servicio
Purgue el agua refrigerante de la bomba de vacío si la bomba fue parada durante un período
prolongado.
Cerciórese de que las tuberías de aspiración y de soplado están conectadas y que la alimentación de
corriente está suspendida.
- 10 -
11.08
/ PM7
 Loading...
Loading...