


911
CNC-Nähanlage für freie Nahtkonturen
Bedienanleitung
Aufstellanleitung
Serviceanleitung
1
2
3
Postfach 17 03 51, D-33703 Bielefeld Potsdamer Straße 190, D-33719 Bielefeld
Telefon +49 (0) 5 21/ 59 25-00 Telefax +49 (0) 5 21/ 9 25 24 35 www.duerkopp-adler.com
Ausgabe / Edition: Änderungsindex Teile-Nr./Part.-No.:
08/2010 Rev. index: 00.0 Printed in Federal Republic of Germany 0791 911001
Alle Rechte vorbehalten.
Eigentum de r Dürkopp Adler AG und urheberrechtlich ge schützt. Jede, auch auszugsweise
Wiederverwendung dieser Inhalte ist ohne vorheriges schriftliches Einverständnis der Dürkopp Adler AG
verboten.
Copyright ©
Dürkopp Adler AG - 2010

Vorwort
Diese Anleitung soll erleichtern, die Maschine kennenzulernen und ihre
bestimmungsmäßigen Einsatzmöglichkeiten zu nutzen.
Die Betriebsanleitung enthält wichtige Hinweise, die Maschine sicher,
sachgerecht und wirtschaftlich zu betreiben. Ihre Beachtung hilft,
Gefahren zu vermeiden, Reparaturkosten und Ausfallzeiten zu
vermindern und die Zuverlässigkeit und die Lebensdauer der Maschine
zu erhöhen.
Die Betriebsanleitung ist geeignet, Anweisungen aufgrund bestehender
nationaler Vorschriften zur Unfallverhütung und zum Umweltschutz zu
ergänzen.
Die Betriebsanleitung muß ständig am Einsatzort der Maschine/Anlage
verfügbar sein.
Die Betriebsanleitung ist von jeder Person zu lesen und anzuwenden,
die beauftragt ist, an der Maschine/Anlage zu arbeiten. Darunter ist zu
verstehen:
– Bedienung, einschließlich Rüsten, Störungsbehebung im
Arbeitsablauf, Beseitigung von Produktionsabfällen, Pflege,
– Instandhaltung (Wartung, Inspektion, Instandsetzung) und/oder
– Transport
Der Bediener hat mit dafür zu sorgen, daß nur autorisierte Personen an
der Maschine arbeiten.
Der Bediener ist verpflichtet, die Maschine mindestens einmal pro
Schicht auf äußerlich erkennbare Schäden und Mängel zu prüfen,
eingetretene Veränderungen (einschließlich des Betriebsverhaltens),
die die Sicherheit beeinträchtigen, sofort zu melden.
Das verwendende Unternehmen hat dafür zu sorgen, daß die Maschine
immer nur in einwandfreiem Zustand betrieben wird.
Es dürfen grundsätzlich keine Sicherheitseinrichtungen demontiert oder
außer Betrieb gesetzt werden.
Ist die Demontage von Sicherheitseinrichtungen beim Rüsten,
Reparieren oder Warten erforderlich, hat unmittelbar nach Abschluß
der Wartungs- oder Reparaturarbeiten die Remontage der
Sicherheitseinrichtungen zu erfolgen.
Eigenmächtige Veränderungen an der Maschine schließen eine
Haftung des Herstellers für daraus resultierende Schäden aus.
Alle Sicherheits- und Gefahrenhinweise an der Maschine/Anlage
beachten! Die gelb/schwarz gestreiften Flächen sind Kennzeichnungen
ständiger Gefahrenstellen, z. B. mit Quetsch-, Schneid-, Scher- oder
Stoßgefahr.
Beachten Sie neben den Hinweisen in dieser Betriebsanleitung die
allgemein gültigen Sicherheits- und Unfallverhütungs-Vorschriften.
Allgemeine Sicherheitshinweise
Die Nichteinhaltung folgender Sicherheitshinweise kann zu körperlichen
Verletzungen oder zu Beschädigungen der Maschine führen.
1. Die Maschine darf erst nach Kenntnisnahme der zugehörigen
Betriebsanleitung und nur durch entsprechend unterwiesene
Bedienpersonen in Betrieb genommen werden.
2. Lesen Sie vor Inbetriebnahme auch die Sicherheitshinweise und die
Betriebsanleitung des Motorsherstellers.
3. Die Maschine darf nur ihrer Bestimmung gemäß und nicht ohne die
zugehörigen Schutzeinrichtungen betrieben werden; dabei sind
auch alle einschlägigen Sicherheitsvorschriften zu beachten.
4. Beim Austausch von Nähwerkzeugen (wie z.B. Nadel, Nähfuß,
Stichplatte, Stoffschieber und Spule), beim Einfädeln, beim
Verlassen des Arbeitsplatzes sowie bei Wartungsarbeiten ist die
Maschine durch Betätigen des Hauptschalters oder durch
Herausziehen des Netzsteckers vom Netz zu trennen.
5. Die täglichen Wartungsarbeiten dürfen nur von entsprechend
unterwiesenen Personen durchgeführt werden.
6. Reparaturarbeiten sowie spezielle Wartungsarbeiten dürfen nur von
Fachkräften bzw. entsprechend unterwiesenen Personen
durchgeführt werden.
7. Für Wartungs- und Reparaturarbeiten an pneumatischen
Einrichtungen ist die Maschine vom pneumatischen
Versorgungsnetz (max. 7 - 10 bar) zu trennen.
Vor dem Trennen ist zunächst eine Druckentlastung an der
Wartungseinheit vornehmen.
Ausnahmen sind nur bei Justierarbeiten und Funktionsprüfungen
durch entsprechend unterwiesene Fachkräfte zulässig.
8. Arbeiten an der elektrischen Ausrüstung dürfen nur von dafür
qualifizierten Fachkräften durchgeführt werden.
9. Arbeiten an unter Spannung stehenden Teilen und Einrichtungen
sind nicht zulässig.
Ausnahmen regeln die Vorschriften DIN VDE 0105.
10. Umbauten bzw. Veränderungen der Maschine dürfen nur unter
Beachtung aller einschlägigen Sicherheitsvorschriften
vorgenommen werden.
11. Bei Reparaturen sind die von uns zur Verwendung freigegebenen
Ersatzteile zu verwenden.
12. Die Inbetriebnahme des Oberteils ist so lange untersagt, bis
festgestellt wurde, dass die gesamt Näheinheit den
Bestimmungen der EG-Richtlinien entspricht.
13. Das Anschlusskabel muss mit einem landesspezifischen
zugelassenem Netzstecker versehen werden. Hierfür ist eine
qualifizierte Fachkraft erforderlich (sh. auch Pkt. 8).
Diese Zeichen stehen vor Sicherheitshinweisen,
die unbedingt zu befolgen sind.
Verletzungsgefahr !
Beachten Sie darüber hinaus
auch die allgemeinen Sicherheitshinweise.

Inhalt Seite:
Vorwort und allgemeine Sicherheitshinweise
Teil 1: Bedienanleitung Kl. 911 - Originalbetriebsanleitung
(Ausgabe 08.2010)
1. Produktbeschreibung .............................................3
2. Bestimmungsgemäßer Gebrauch ......................................5
3. Unterklassen ...................................................5
4. Zusatzausstattungen ..............................................6
5. Technische Daten ................................................7
1
6. Bedienen
6.1 Einschalten-Ausschalten-SichererHalt-Schnell-Stop.........................8
6.2 Maschinenoberteilhochstellen........................................11
6.3 Nadelwechseln.................................................12
6.4 Nadelfadeneinfädeln..............................................13
6.5 Fadenregulatoreinstellen...........................................14
6.6 Greiferfadenaufspulen.............................................15
6.7 Greiferfadenspulewechseln..........................................16
6.6 Greiferfadenspannung einstellen .......................................17
7. Bedienen der Steuerung 911
7.1 DasBedienterminal ..............................................18
7.2 BedienendesTouch-ScreenMonitors ...................................18
7.3 DerStartbildschirm...............................................22
7.4 DerHauptbildschirm..............................................23
7.5 StrukturdesPopup-Menüs..........................................24
7.6 Menüpunkt“Datei”...............................................25
7.7 Menüpunkt“Bearbeiten”............................................29
7.8 Menüpunkt“Extras” ..............................................41
7.9 Menüpunkt“Korrektur” ............................................49
7.10 Menüpunkt“?”..................................................50
7.11 Teach-in ......................................................51
7.12 Reparaturmodus ................................................55
7.13 Fadenriss.....................................................56
8. DA-CAD 5000 ..................................................57

Inhalt Seite:
9. Fehler-/Infomeldungen
9.1 Fehlermeldungen ................................................59
9.2 Infomeldungen ..................................................63
10. Wartung
10.1 ReinigenundPrüfen..............................................64
10.2 Ölschmierung ..................................................65

1. Produktbeschreibung
CNC-gesteuerte Großfeld- Nähanlage (Nähfeldgröße 300 x 200 mm)
auf Basis der Klasse 867 und einer DAC III-Steuerung mit spezifischer
Software.
Für Hersteller von Technischen Textilien, Automobilzulieferindustrie,
Sitzhersteller (Automotiv), Hersteller von Taschen (Leder / Textil) und
Rucksäcken, Schuhhersteller
Für Anwendungen:
Riegel an Lastengurten, Fanggurten, Sicherheitsgurten, Zurrgurten;
Label und Besatzteile befestigen; Zier nähte an Schuhen und
Stiefelschäften, Ziernähte im Bereich Sonderapplikationen.
Nähgut:
Gurtbänder, Seile, Leder, Gewebe, Airbag Materialen, LederZuschnitte, Schaumstoff- Laminate, Leder- Laminate - Textil Kunststoffe
Die Doppelsteppstich - Maschine ist ausgestattet mit:
automatischer Nähfuß- und Klammerlüftung, Hublagenverstellung,
Fadenabschneider, Nadelfadenüberwachung, Fadeneinzieheinrichtung
und einer Mehrfachfadenspannung.
1
Technische Merkmale
Die Nähanlage wird durch einen Positionierantrieb angetrieben.
Von der Steuerung DACIII aus werden neben dem Nähantrieb zwei
Schrittmotoren für die X- und Y- Bewegung zur Erzeugung der
Nahtgeometrie und eine Z- Achse zur Nähfußanpassung gesteuert.
Die Armwelle der Nähmaschine wird direkt von einem bürstenlosen
Gleichstrommotor angetrieben.
Maximale Geschwindigkeit 3000 U/min.
·
Stichlänge bis 12,7 mm.
·
Es stehen 99 Programmspeicherplätze zur Verfügung.
·
Die Programme können einzeln, oder in Sequenzen genäht
·
werden.
Nähfußlüftung geschieht motorisch.
·
Klammer schließen/öffnen geschieht pneumatisch.
·
Die maximale Größe des Nähfelds beträgt in X-Richtung 300 mm
·
und in Y-Richtung 200 mm.
Die Öldochtschmierung erfolgt zentral für Oberteil und Greifer.
·
Ausgestattet mit vertikalem Greifer.
·
Als Bedienelement wird das grafische Bedienfeld OP 7000
·
eingesetzt.
3

Mit elektronischem Nadelfadenwächter.
Um ein sauberes Nahtbild zu erzeugen, ist die Maschine mit einer
Mehrfachfadenspannung ausgestattet, die es ermöglicht,
unterschiedlichen Fadenabzugsrichtungen einen jeweils passenden
Spannungswert zuzuordnen, der im Nahtprogramm hinterlegt ist.
Die Fadeneinzieheinrichtung ermöglicht es, dass während des ersten
Stichs der Nadelfaden unter das Nähgut gezogen wird.
Die Anlage beinhaltet einen programmierbaren Stichzähler zur
Greiferfadenüberwachung und einen Stückzähler.
Integriertes Test- und Prüfprogramm für Service- und
Wartungsarbeiten. Neben der Überwachung des Nähprozesses
können Motorfunktionen, Ein- und Ausgänge für Referenzschalter,
Ventile und Transportmotoren überprüft werden. Das Programm dient
auch zur Einstellung von Maschinenfunktionen und Erstellung von
Nahtprogrammen im Teach in- Verfahren.
Einzelstichparameter pro Stich, zur Steuerung exter ner Einheiten wie :
Hublage des Drückerfußes, Fadenabschneider, Fadenklemme,
·
Drehzahl, Fadenspannung etc.
·
Die Höhenverstellung des Gestells, von der minimalen Arbeitshöhe
760 mm bis zur maximalen Arbeitshöhe 910 mm für stehende
Arbeitsweise, erfolgt mit ausdrehbaren Füßen.
Der Fußtritt zur Bedienung der Nähanlage ist in seiner Entfernung zur
Bedienperson verschiebbar.
4

2. Bestimmungsgemäßer Gebrauch
Die Klasse 911 ist eine Nähanlage, die bestimmungsgemäß zum
Nähen von leichtem bis mittelschwerem Nähgut verwendet werden
kann. Solches Nähgut ist in der Regel aus textilen Fasern
zusammengesetztes Material oder aber Leder. Solche Nähmaterialien
werden in der Bekleidungs-, der Wohn- und Autopolsterindustrie
verwendet.
Ferner können mit dieser Nähanlage möglicherweise auch sogenannte
technische Nähte ausgeführt werden. Hier muss jedoch der Betreiber
(gerne in Zusammenarbeit mit der DÜRKOPP ADLER AG)eine
Abschätzung der möglichen Gefahren vor nehmen, Dürkopp Adler AG
solche Anwendungsfälle einerseits vergleichsweise selten sind und
andererseits die Vielfalt unübersehbar ist. Je nach Ergebnis dieser
Abschätzung sind möglicherweise geeignete Sicherungsmaßnahmen
zu ergreifen.
Allgemein darf nur trockenes Nähgut mit dieser Nähanlage verarbeitet
werden. Das Material darf nicht stärker als 4 mm sein, wenn es durch
die abgesenkte Nähgutklammer zusammengedrückt ist. Das Material
darf keine harten Gegenstände beinhalten.
Die Naht wird im allgemeinen mit Nähgarnen aus textilen Fasern
(Baumwollfäden, Synthetikfäden bzw. Umspinnzwir ne) mit folgenden
Dimensionen erstellt:
Klasse 911 Fadenstärke der Dimension 15/3 - 120/3
Wer andere Fäden einsetzen will, muss auch hier vorher die davon
ausgehenden Gefahren abschätzen und ggf. Sicherungsmaßnahmen
ergreifen.
Diese Nähanlage darf nur in trockenen und gepflegten Räumen
aufgestellt und betrieben werden. Wird die Nähanlage in anderen
Räumen, die nicht trocken und gepflegt sind, eingesetzt, können
weitere Maßnahmen erforderlich werden, die zu vereinbaren sind
(siehe EN 60204-31: 1999).
Wir gehen als Hersteller von Industrienähmaschinen davon aus, dass
an unseren Produkten zumindest angelerntes Bedienpersonal arbeitet,
so dass alle üblichen Bedienungen und ggf. deren Gefahren als
bekannt vorausgesetzt werden können.
1
3. Unterklassen
Kl. 911-210 CNC-gesteuerte Großfeld- Nähanlage (Nähfeldgröße 300 x 200 mm)
auf Basis der Klasse 867 und einer DAC III-Steuerung mit spezifischer
Software.
5
4. Zusatzausstattungen
Für die Nähanlage 911 sind folgende Zusatzausstattungen lieferbar:
Zusatzausstattung Bestell-Nr Bemerkung
Aufnahme P.-Klammer 0911 457554 Bausatz zur Aufnahme der parallelen
Klammerbetätigung
Bügel f. P.- Klammer 0911 457604 Bügel zur Aufnahme der Klammerplatte
P.-Klammersatz HF 0911 417604 paralleler Klammersatz HF (Bügelbefestigung)
P.-Klammersatz Pgr.1 0911 417634 Formfertiger Klammersatz f. parallele
Klammerbetätig. Pgr.1
P.-Klammersatz Pgr.2 0911 417644 Formfertiger Klammersatz f. parallele
Klammerbetätig. Pgr.2
P.-Klammersatz Pgr.3 0911 417654 Formfertiger Klammersatz f. parallele
Klammerbetätig. Pgr.3
Winkel f. P.-Klammer 0911 457614 Bausatz Winkel zur Aufnahme der geteilten
Klammer (parallel)
P.-Klammersatz HF get. 0911 417614 P.-Klammersatz HF, geteilt, Befestigung mit Winkel
P.-Klammersatz get. Pgr.1 0911 417664 Formfertiger P.-Klammersatz für geteilte Klammer
Pgr.1
P.-Klammersatz get. Pgr.2 0911 417674 Formfertiger P.-Klammersatz für geteilte Klammer
Pgr.2
P.-Klammersatz get. Pgr.3 0911 417684 Formfertiger P.-Klammersatz für geteilte Klammer
Pgr.3
P.-Klammersatz HF get. 0911 417624 P.-Klammersatz HF, geteilt, Befestig. m. Winkel,
geschlossener Rahmen
P.-Klammersatz get. Pgr.1 0911 417694 Formfertiger P.-Klammersatz, get., mit
geschlossenem Rahmen Pgr.1
P.-Klammersatz get. Pgr.2 0911 417704 Formfertiger P.-Klammersatz, get., mit
geschlossenem Rahmen Pgr.2
P.-Klammersatz get. Pgr.3 0911 417714 Formfertiger P.-Klammersatz, get., mit
geschlossenem Rahmen Pgr.3
Aufnahme f. Wechselklammer 0911 457564 Bausatz zur Aufnahme der Wechselklammer
W.-Klammersatz HF 0911 417524 Wechselklammersatz HF
W.-Klammersatz Pgr.1 0911 417554 Formfertiger W.-Klammersatz Pgr.1
W.-Klammersatz Pgr.2 0911 417564 Formfertiger W.-Klammersatz Pgr.2
W.-Klammersatz Pgr.3 0911 417574 Formfertiger W.-Klammersatz Pgr.3
Bausatz verminderter Druck 0911 597544
Bausatz Barcodeleser 0911 597554
Teilesatz Stichplatte 0911 597504 Stichplatte für Verarbeitung dünner Materialien
Teilesatz Drückerfuß 0911 597514 Drückerfuß
Hüpferfuß 0467 220283 Für dünne Materialien
Nähleuchte K 9822 510026
Tischklemme 9822 510027
Druckleitung K 0797 003031
Höhenverstellung 0911 407524 Tischplattenhöhe von 800 mm bis 1050 mm
verstellbar
6

5. Technische Daten
Nähstichtyp 301
Greifertyp Vertikalgreifer
Nadelsystem 134/35
Nadelstärke [Nm] 80 bis 180
Anzahl der Nadeln 1
Stichlänge(programmierbar) [mm] nahtbildabhängig bis 12,7
max. Drehzahl [min
Klammerhub [mm] 20
Fußlüftung [mm] 20
Nähfeldgröße [mm] 300 x 200
Anzahl der freien Nahtkonturen 99
Betriebsdruck [bar] 6
Luftverbrauch [NL] 4
Tischhöhe (manuell
einstellbar über Spindel)
-min [mm] 760
-max [mm] 910
-1
] max. 3000 1/min
1
Länge, Breite, Höhe [mm] 1200 x 1200 x 1150 (+120mm Spindellänge)
Gewicht (aufgesetzt) [kg] 225
Spannung [V] 230
Frequenz [Hz] 50 / 60
Leistung [W] 450
Geräusche: Lc = dB (A)
Arbeitsplatzbezogener Emissionswert nach DIN 45635-48-A-1-KL-2
Nählänge: __ mm
Stiche: __
Drehzahl: _____ min
Nähgut: G1 DIN 23328 2 Lagen
Nähzyklus: 1,3 sec. Ein und 1,0 sec. Aus
-1
7

6. Bedienen
6.1 Einschalten - Ausschalten - Sicherer Halt - Schnell-Stop
6.1.1 Einschalten
6.1.2 Ausschalten
1
–
Hauptschalter 1 einschalten.
Auf dem Display erscheint die folgende Aufforderung:
“Pedal zum Referenzieren zurücktreten”
–
Pedal zum Referenzieren der Nähanlage zurücktreten.
Auf dem Display erscheint das Hauptmenü.
–
Hauptschalter 1 ausschalten.
Es werden sofort alle Antriebe und die Steuerung vom Stromnetz
getrennt.
8

43 2
6.1.3 Sicherer Halt
Vorsicht Verletzungsgefahr!
Bei allen Arbeiten an der Nähanlage muss die Nähanlage vorher
ausgeschaltet oder in den “Sicheren Halt” geschaltet werden.
Bei aktivem “Sicheren Halt” erst im Greiferbereich arbeiten, wenn
dieser beleuchtet ist.
“Sicheren Halt” einschalten
–
Taster 2 eindrücken.
Die Taste muss einrasten!
Die Nähanlage befindet sich im “Sicheren Halt”.
Füsschen wird in die untere Position bewegt.
Die Lampe im Taster leuchtet.
Der Bereich um die Greiferabdeckung 3 wird beleuchtet.
“Sicheren Halt” ausschalten
–
Taster 2 erneut drücken.
Die Taste muss ausrasten.
1
1
6.1.4 Schnell-Stop
Das Sicherheitssystem der Nähanlage sieht zur sofortigen Stillsetzung
bei Fehlbedienung, Nadelbruch usw. folgende Möglichkeiten vor:
Programm-Stop Schalter 4 drücken.
·
Laufende Arbeitsgänge an der Nähanlage werden sofort
angehalten.
Hauptschalter 1 gegen den Uhrzeigersinn drehen.
·
Die Nähanlage wird sofort stromlos.
9

1
3
2
10
4
6.2 Maschinenoberteil hochstellen
Für Wartungsarbeiten läßt sich das Nähmaschinenoberteil
hochstellen.
Der Antriebsschlitten 2 muss hinten stehen.
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Wartungsarbeiten nur bei ausgeschalteter Nähanlage vor nehmen.
Nähmaschinenoberteil hochstellen
–
Arretierhebel 1 unter der Tischplatte lösen.
–
Maschinenoberteil im Bereich des Kopfdeckels 3 anheben und
vorsichtig hochstellen.
DieKlinke4rastetzusätzlichein.
Der Raum unter dem Maschinentisch ist für Reinigungsarbeiten
zugänglich.
Vorsicht Verletzungsgefahr !
Bei hochgestelltem Maschinenoberteil nicht in den
Tischplattenausschnitt greifen.
Maschinenoberteil zurückschwenken
–
Maschinenoberteil im Bereich des Kopfdeckels 3 festhalten.
–
Klinke 4 freistellen.
–
Maschinenoberteil vorsichtig zurückschwenken.
1
Achtung Bruchgefahr!
Oberteil bis zur endgültigen Auflage festhalten.
–
Arretierhebel 1 unter der Tischplatte einrasten.
11
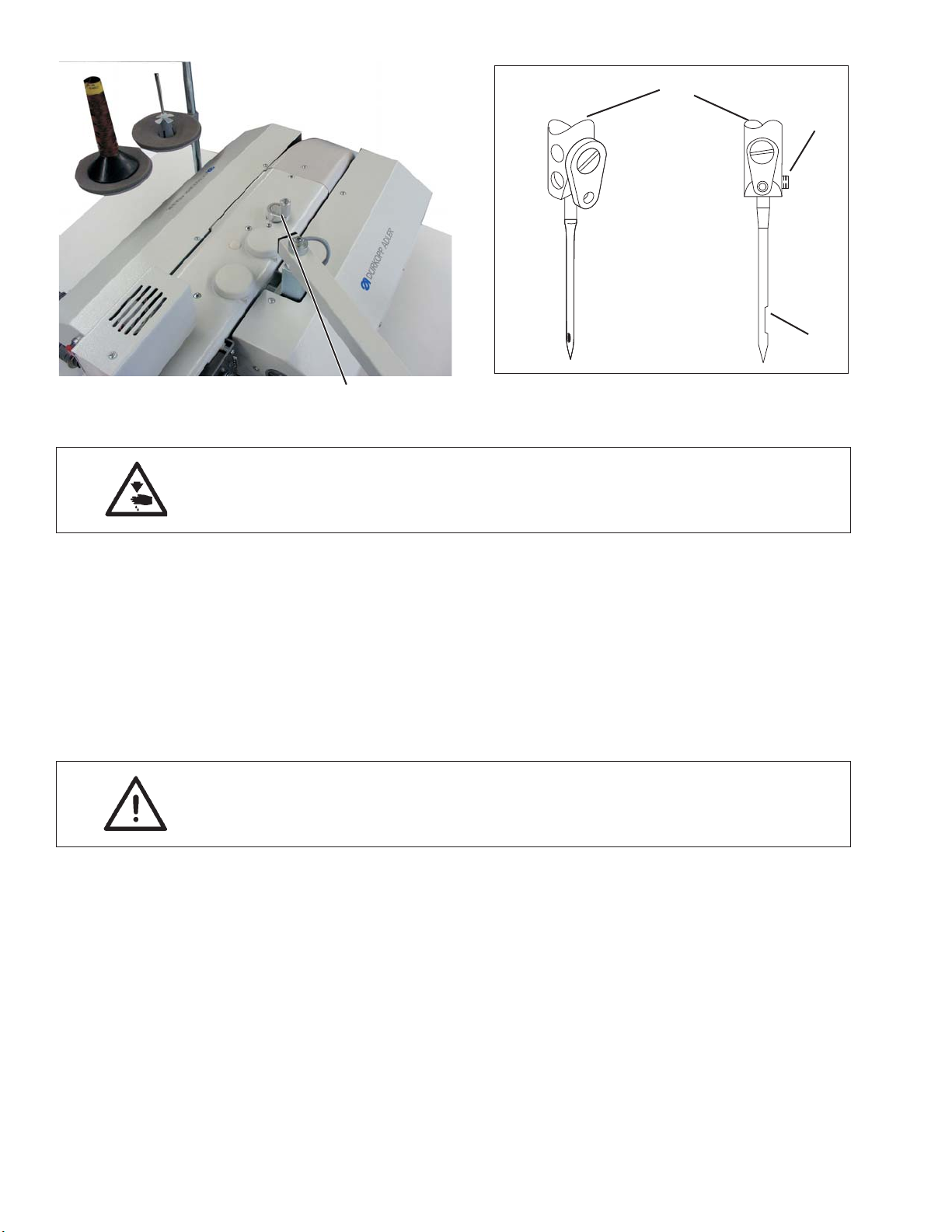
6.3 Nadeln wechseln
1
2
3
4
Vorsicht Verletzungsgefahr!
Hauptschalter ausschalten.
Nadel nur bei ausgeschalteter Nähmaschine wechseln.
–
Maschine mit Kurbel 4 drehen, bis die Nadelstange 1 ihre höchste
Stellung erreicht hat.
–
Schraube 2 lösen.
–
Nadel nach unten aus der Nadelstange 1 herausziehen.
–
Neue Nadel bis zum Anschlag in die Bohrung der Nadelstange 1
einschieben.
Achtung!
Die Hohlkehle 3 muss zum Greifer zeigen.
–
Schraube 2 festdrehen.
ACHTUNG !
Beim Wechsel auf eine andere Nadeldicke muss der Abstand
des Greifers zur Nadel korrigiert werden (siehe Serviceanleitung).
Die Nichtbeachtung des oben stehenden Hinweises kann zu
folgenden Fehlern führen:
Beim Einsetzen einer dünneren Nadel:
Fehlstiche
·
Beschädigungen des Fadens
·
12
Beim Einsetzen einer dickeren Nadel:
Beschädigungen der Greiferspitze
·
Beschädigungen der Nadel
·
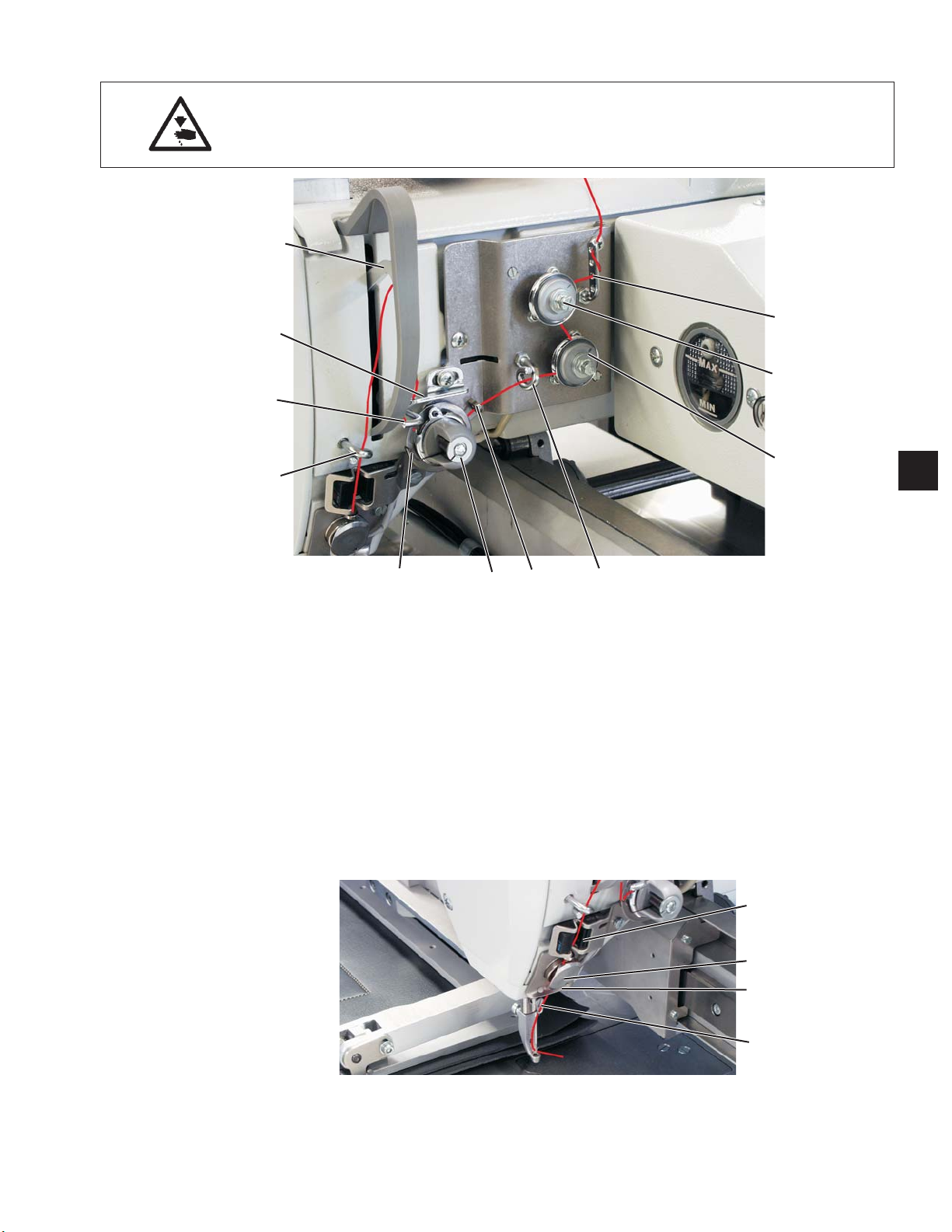
6.4 Nadelfaden einfädeln
11
Vorsicht Verletzungsgefahr !
Hauptschalter ausschalten !
Nadelfaden nur bei ausgeschalteter Nähanlage einfädeln.
10
1
2
9
3
1
8
7654
–
Garnrollen auf den Gar nständer aufstecken und Nadelfaden durch
den Abwickelarm führen.
Der Abwickelarm muss senkrecht über den Garnrollen stehen.
–
Faden durch Führung 1 fädeln.
–
Faden gegen den Uhrzeigersinn um die Spannungsscheiben 2
fädeln.
–
Faden im Uhrzeigersinn um die Spannungsscheiben 3 führen.
–
Faden durch Führung 4 und 5 fädeln.
–
Faden im Uhrzeigersinn um die Umlenkung 6 führen.
–
Faden unter die Fadenanzugsfeder 7, über die Führung 9 und
durch den Fadenregulator 10 zum Fadenhebel 11 fädeln.
–
Faden durch den Fadenhebel 11 und die Fadenführungen 8 fädeln.
12
13
14
15
–
Faden durch den Nadelfadenwächter 12, die Fadenklemme 13,
Führung 14 und 15 fädeln.
–
Faden ins Nadelöhr einfädeln.
13
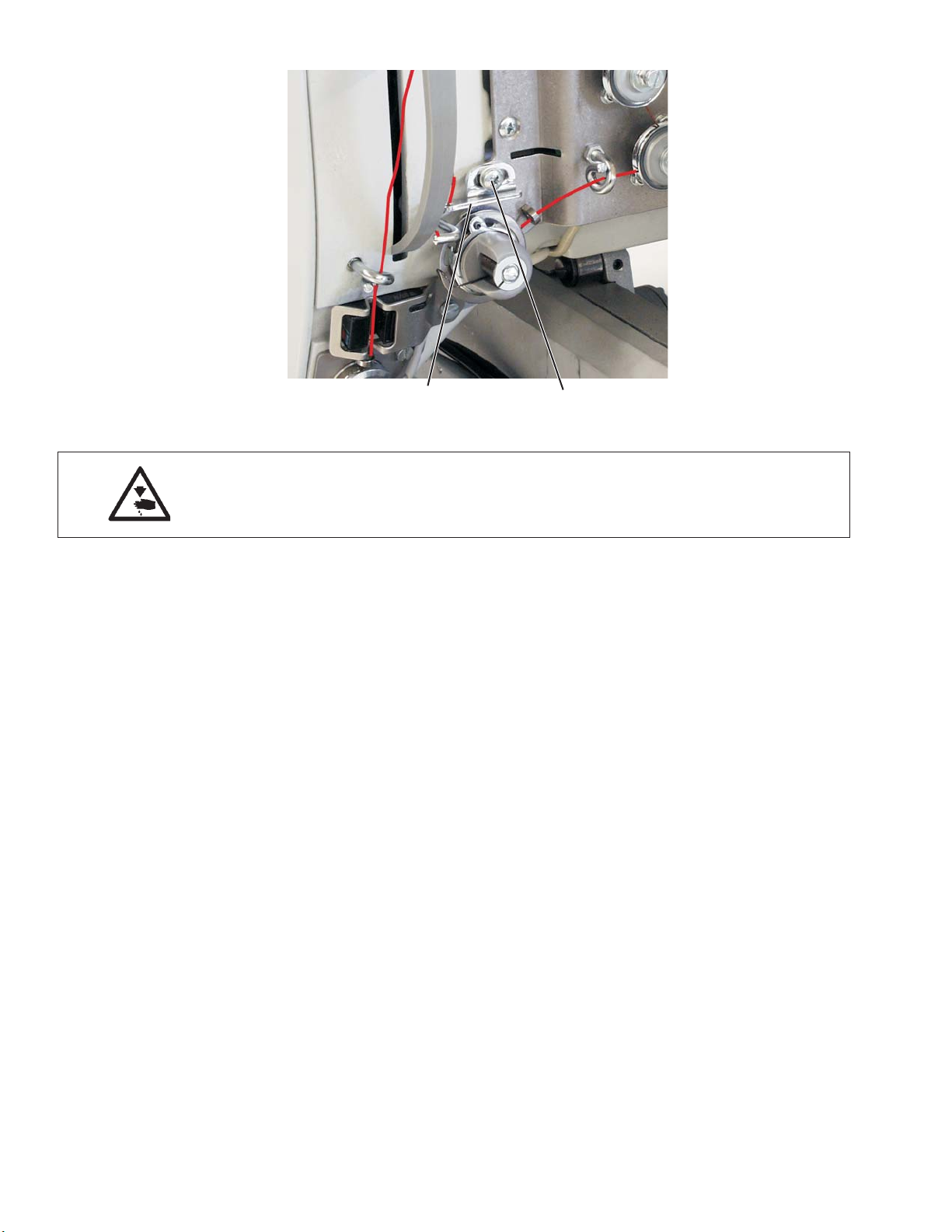
6.5 Fadenregulator einstellen
21
Vorsicht Verletzungsgefahr !
Hauptschalter ausschalten.
Fadenregulator nur bei ausgeschalteter Nähanlage einstellen.
Mit dem Fadenregulator 2 wird die zur Stichbildung benötigte
Nadelfadenmenge reguliert.
Nur ein genau eingestellter Fadenregulator gewährleistet ein
optimales Nähergebnis.
Bei richtiger Einstellung muss die Nadelfadenschlinge mit geringer
Spannung über die dickste Stelle des Greifers gleiten.
–
Schraube 1 lösen.
–
Position des Fadenregulators 2 veränder n.
Fadenregulator nach links = Nadelfadenmenge größer
Fadenregulator nach rechts = Nadelfadenmenge kleiner
–
Schraube 1 festdrehen.
Einstellhinweis:
Wenn die größte Fadenmenge benötigt wird, muss die
Fadenanzugsfeder ca. 0,5 mm aus ihrer unteren Endstellung nach
oben gezogen werden. Dies ist der Fall, wenn die N adelfadenschlinge
den maximalen Greiferdurchmesser passiert.
14
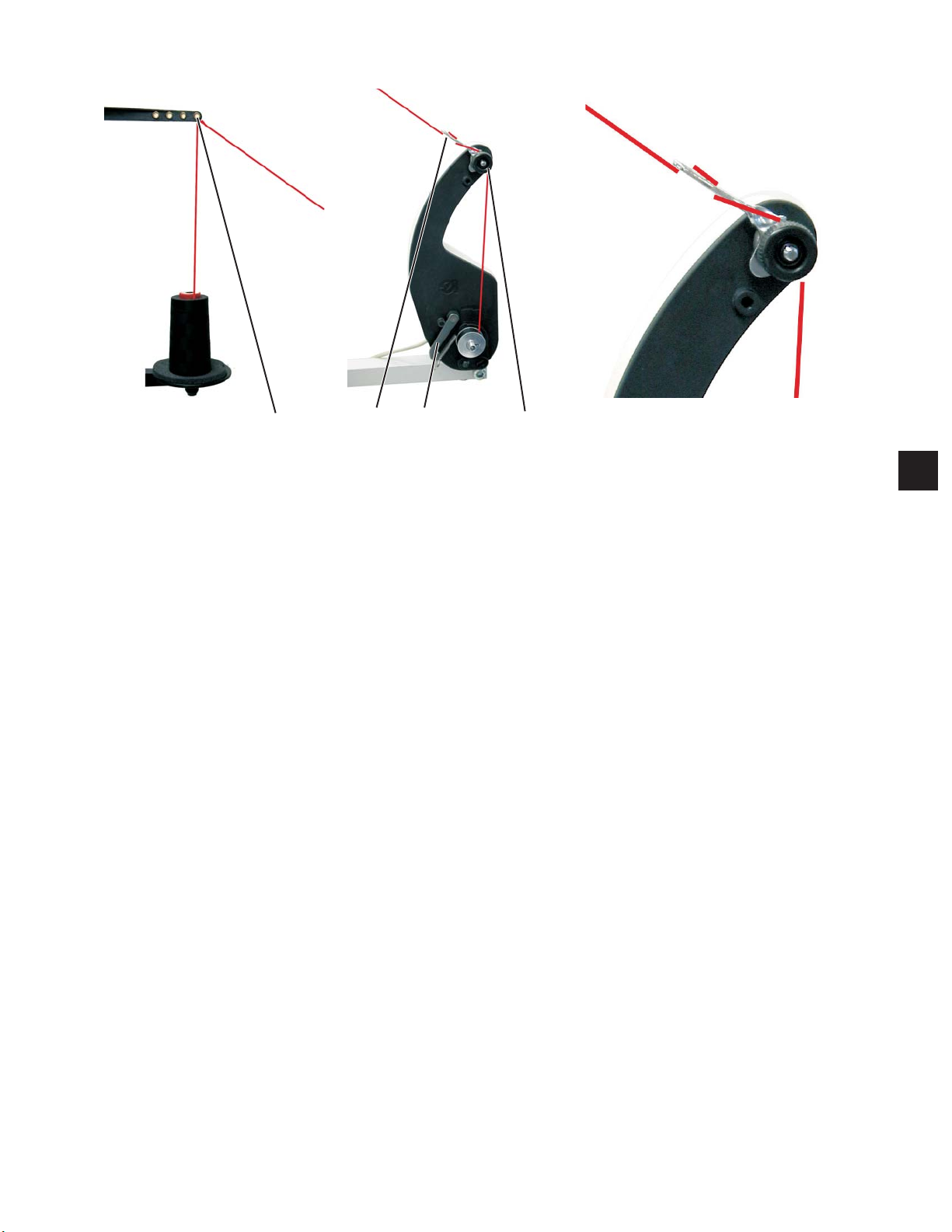
6.6 Greiferfaden aufspulen
1
43 2
Der separate Spuler ermöglicht ein Aufspulen des Greiferfadens
unabhängig vom Nähen.
–
Auf den Spulennaben befindliche Fadenreste vor dem Aufspulen
entfernen.
–
Garnrolle auf den Garnständer stecken.
–
Faden durch die Bohrung 1 des Abzugsarmes fädeln.
–
Faden durch die Führung 4 führen.
–
Faden durch Spulenfadenspannung 2 hindurchführen.
–
Faden rechtsherum aufwickeln.
Spulenklappe 3 gegen die Spulennabe drücken.
DerSpulerstartet.
Nach Erreichen der eingestellten Spulenfüllmenge schaltet der
Spuler selbstständig ab.
Zum Einstellen der Spulenfüllung siehe Serviceanleitung.
1
15
6.7 Greiferfadenspule wechseln
32 1
Vorsicht Verletzungsgefahr !
Greiferfadenspule nur bei in “Sicherem Halt” stehender Nähanlage
wechseln.
–
Nähguthalter 2 entnehmen (Nur bei Wechselrahmen).
–
Taste 1 “Sicherer Halt” drücken.
Der Antriebsschlitten fährt in die “Spulenwechsel-Position”.
Die Abdeckplatte 4 schwenkt zur Seite.
Füssschen wird in die untere Stellung bewegt.
–
Die Beleuchtung 5 wird eingeschaltet.
54
6
7
16
10 9
Leere Spule entnehmen
–
Klappe 6 hochstellen und die leere Spule herausnehmen.
Volle Spule einlegen
–
Spule 7 so einlegen, dass sie sich beim Fadenabzug in
entgegengesetzter Richtung zum Greifer bewegt.
–
Klappe 6 schließen.
–
Faden durch den Schlitz 8 führen und unter die Feder 9 ziehen.
–
Faden durch die Führung 10 ziehen und ca 3 c m nachziehen.
–
Taster 1 “Sicherer Halt” lösen.
Die Abdeckplatte 4 schwenkt in die ursprüngliche Position.
8

6.6 Greiferfadenspannung einstellen
21
1
Vorsicht Verletzungsgefahr !
Hauptschalter ausschalten.
Greiferfadenspannung nur bei ausgeschalteter Nähanlage einstellen.
Die erforderliche Greiferfadenspannung soll von Spannungsfeder 2
erzeugt werden.
Spannungsfeder einstellen
–
Spannungsfeder 2 an der Regulierschraube 1 verändern bis der
erforderliche Spannungswert erreicht ist.
17

7. Bedienen der Steuerung 911
7.1 Das Bedienterminal
Die Ein- und Ausgabe v on Daten erfolgt über ein Touch-Screen
Bildschirm.
USB Anschluss
USB-Stick Bestell-Nr. 9805 791113
7.2 Bedienen des Touch-Screen Monitors
Um eine Funktion zu starten, wird der Bildschirm an der Stelle, an der
das entsprechende Symbol angezeigt wird, mit einer Fingerkuppe
berührt.
–
Fingerkuppe direkt auf das gewünschte Funktionssymbol tippen.
7.2.1 Fenster “Allgemein”
7.2.2 Eingabefenster
18
–
Fenster schließen
„Cancel“ „ESC“ - > das Fenster wird geschlossen, der Wert
wird nicht verändert
„OK“ „CR“ -> das Fenster wird geschlossen und der
neue Wert wird gespeichert, wenn dieser in
den vorgegebenen Grenzwerten ist

7.2.3 Auswahlfenster
In diesem Bildschirm können folgende Aktionen ausgeführt werden:
–
Mit erhellten Tasten kann kein Tastendruck ausgelöst werden.
–
Ein Feld, hier das Nahtprogramm, ist angewählt und kann so
bearbeitet oder angefügt werden.
1
7.2.4 Zahleneingabe für einen Parameter
Die Titelzeile zeigt die Parametergruppe an.
In der Statuszeile steht welcher Parameter editiert wird.
Unter dem Ikon stehen min. ..und max.-Werte.
–
In der Eingabezeile den entsprechenden Wert eingeben.
–
„DEL“ löscht eine Eingabe.
19

7.2.5 Zahleneingabe für einen Parameter
–
Passwort eingeben.
25483
–
Taste “OK” antippen.
Es wird in die Technikerebene geschaltet.
7.2.6 Texteingabe
“ESC” Fenster schließen
“Aa” Umschaltung zwischen Groß- und Kleinschreibung
“DEL” Löschen der letzten Zeichen
“CR” Fenster schließen, der Sequenzname wird übernommen.
20

7.2.7 Radio- Button
Beim Radio-Butten wird die angewählte Option mit einem schwarzen
Punkt gekennzeichnet.
1
7.2.8 “Bildlauf”-Leisten (Schiebebalken)
Bildlaufleiste 2 nach unten ziehen.
Es erscheint der untere Teil des Bildschirms.
2
21

7.2.9 Check- Button
Beim Check-Butten wird die angewählte Option mit einem schwarzen
Kreuz gekennzeichnet.
7.3 Der Startbildschirm
Der Startbildschirm erscheint beim Einschalten der Nähanlage.
–
Tas te “Service” drücken, um in das Multitest-Programm zu
schalten.
–
Tas te “Sprache” drücken, um die eingestellte Sprache zu
wechseln.
22

7.4 Der Hauptbildschirm
1
23
4
15
14 13 12
1 Titelzeile
2 Sequenzname:
Anzahl der Nahtprogramme in der Sequenz
3 Uhrzeit: Stunde: Minute
4 Reparatur-Modus
5 Nahtbildgröße
6 max. Nähdrehzahl
7 max. Fadenspannung
8 Stichlänge
9 Anzahl Stiche/Unterfadenverbrauch
10 Taste Spulenwechsel
11 Taste Zählerreset
12 Reiter, Tabs, Tasten zur Sequenzsteuerung.
In den Tabs steht der aktives Nahtprogramm.
Zur Zeit ist “NP1" aktiv.
13 Popup-Menü
14 Nahtprogrammname
15 Nahtbild
5
6
7
8
9
10
11
1
23

7.5 Struktur des Popup-Menüs
·
Datei
¡
¡
¡
¡
Löschen
Kopieren
Öffnen
Neu
¡
Bearbeiten
·
¡
¡
¡
Extras
·
¡
¡
¡
Nahtprogramm
·
Sequenz
·
Speichern unter
Maschinenparameter
Seguenz
Nahtprogramm
Parameter
·
Konturanpassung
·
Konturtest
·
Vollbild ein/ aus
Zoom ein/ aus
Service
Einstellungen
·
System-Information
·
Multitest
·
Initialisierung und Update
·
Hersteller
·
24
Korrektur
·
¡
¡
Fadenspannung
Nähdrehzahl

7.6 Menüpunkt “Datei”
Es besteht die Möglichkeit ein einzelnes Nahtprogramm mehrfach
nacheinander oder mehrere unterschiedliche Nahtprogramme in einer
Sequenz nacheinander zu nähen.
7.6.1 Ein Nahtprogramm neu erstellen
Siehe Kapitel Teach-in.
7.6.2 Eine Sequenz neu erstellen
Unter diesem Menüpunkt ist es möglich, die einzelnen Speicherplätze
mit Nahtprogrammen zu belegen.
Insgesamt stehen 20 unabhängige Speicherplätze zur Verfügung.
Jeder Speicherplatz kann in beliebiger Reihenfolge aus bis zu 30
Nahtprogrammen zusammengesetzt werden.
–
Datei -> Neu.. -> Sequenz antippen
Eine neue Sequenz wird erstellt.
1
–
Das gewünschte Nahtprogramm antippen.
Beispiel NP1
–
Button “Einfügen” antippen.
Das Nahtprogramm wird in die Sequenz übernommen und im Feld
Sequenz angezeigt.
–
Weitere Nahtprogramme einfügen.
25

–
Button “Namen vergeben” antippen.
–
Namen eingeben.
–
Tas te “Enter” drücken.
–
Tas te “OK” drücken.
Die Sequenz wird gespeichert.
26

7.6.3 Ein Nahtprogramm oder eine Sequenz öffnen
Über diesen Menüpunkt können ein Nahtprogramm oder eine Sequenz
von der DAC geöffnet und dann genäht werden.
Nach dem Öffnen wird der Hauptbildschirm entsprechend aktualisiert.
–
Datei -> Öffnen antippen
Es erscheint folgender Bildschirm:
–
“Dateifilter” antippen.
Der Dateifilter wird geöffnet.
1
Je nach Auswahl werden angezeigt:
Alle Dateien
·
Nahtprogramme (.fnp911)
·
Sequenzen (.seq911)
·
27

7.6.4 Ein Nahtprogramm, eine Sequenz oder Maschinenparameter kopieren
Über diesen Menüpunkt können Nahtprogramme, Sequenzen oder
Maschinenparameter auf die DAC Steuerung oder auf einen
USB-Stick kopiert werden.
Hier kann ebenfalls ein Dateifilter ausgewählt werden.
Datei -> kopieren antippen
Es erscheint folgender Bildschirm:
–
Auswählen, von wo aus kopiert werden soll:
- von der DAC Steuerung auf einen USB-Stick
oder
- vom USB-Stick zur DAC Steuerung
–
Das zu kopierende Nahtprogramm bzw. Sequenz antippen.
–
Tas te “ Kopieren” antippen.
Die Auswahl wird entsprechend kopiert.
7.6.5 Ein Nahtprogramm oder eine Sequenz löschen
Über diesen Menüpunkt können Nahtprogramme oder Sequenzen von
der DAC gelöscht werden.
Hier kann ebenfalls ein Dateifilter ausgewählt werden.
–
Datei -> Löschen antippen
Es erscheint folgender Bildschirm:
–
Das zu löschende Nahtprogramm bzw. Sequenz antippen.
–
Tas te “ Löschen” antippen.
Das Programm bzw. die Sequenz wird gelöscht.
28

7.7 Menüpunkt “Bearbeiten”
7.7.1 Ein Nahtprogramm bearbeiten
Ein Nahtprogramm besteht aus einer Kontur und Nahtparametern.
Die Kontur (Nahtform) wird durch Teach-In oder mit Hilfe von
DA-CAD 5000 erzeugt.
Die Programmparameter unterteilen sich in Gruppen und werden
folgendermaßen verändert:
–
Bearbeiten -> Nahtprogramm -> Parameter antippen
Es erscheint folgender Bildschirm:
1
PP1 - Konfiguration
Nahtname max. 20 Zeichen
minimale Füßchenhöhe
(min. = 1.0 .. max. = 10.0; def. = 10.0 mm )
Begrenzt die programmierbare Füßchenhöhe auf diesen
Wert, so dass bei höherer Materialstärke nur dieser Wert
angepasst werden muss.
Fadenspannung anpassen
(min. = 10… max. = 200; def. = 100%)
Das Fadenspannungsprofil auf der gesamten Kontur wird
entsprechend angepasst. Beim Wert 100% wird keine
Anpassung vorgenommen.
Leerfahrgeschwindigkeit anpassen
(min. = 10… max. = 200; def. = 100%)
Die Verfahrgeschwindigkeiten werden entsprechend
angepasst.
Klammer-ID-Code
Barcode (ID-Code) max. 10 Zeichen zur Sicherheitsüberprüfung vor Nahtstart (Zusatzausstattung
Barcodeleser muss aktiviert sein)
29

Lasermarkierungsleuchten
Es können bis zu vier Lasermarkierungsleuchten zu
einfacheren Ausrichtung des Nähgut angesteuert werden
(Zusatzausstattung muss aktiviert sein)
Nadelrückdrehmodus
Folgende Modi können eingestellt werden:
Nicht aktiv
Die Nadel bleibt auf der Stopp-Position.
Nach der gesamten Kontur
Nach Beenden aller Nähte der Kontur wird die Nadel
auf den eingestellten Wert (MP-Parameter) zurückgedreht.
Nach jeder Naht (def.)
Nach jeder Naht wird die Nadel zurückgedreht.
Nadelkühlung
(Ein/Aus)
Aktiviert/Deaktiviert die Nadelkühlung.
Nähdrehzahl anpassen
(min. = 10… max. = 200; def. = 100%)
Die Nähgeschwindigkeit werden entsprechend angepasst.
PP2 - Einlegemodus
Einlegemodus
Folgende Modi können eingestellt werden:
Mode 1 (def.)
Klammer wird in der Einlegeposition geöffnet.
Nach Pedal Betätigung wird die Klammer geschlossen.
Nach einer weiteren Pedal Betätigung wird die Naht
gestartet.
Mode 2
Klammer wird in der Einlegeposition geöffnet.
Nach Pedal Betätigung wird der linke Teil der
zweiteiligen Klammer für Winkelaufnahme geschlossen.
Nach einer weiteren Pedal Betätigung wird der rechte
Teil geschlossen.
Nach einer weiteren Pedal Betätigung wird die Naht
gestartet.
Mode 3
Klammer wird in der Einlegeposition geöffnet.
Nach Pedal Betätigung wird der rechte Teil der
zweiteiligen Klammer für Winkelaufnahme geschlossen.
Nach einer weiteren Pedal Betätigung wird der linke
Teil geschlossen.
Nach einer weiteren Pedal Betätigung wird die Naht
gestartet.
Mode 4
Schnellstart-Mode:
Klammer wird in der Einlegeposition geöffnet.
Nach Pedal Betätigung wird die Klammer geschlossen
und die Naht gestartet. Bei der Wechselklammer wird
die Naht nach dem Einlegen automatisch gestartet.
Dieser Mode ist nur aktiv, wenn der Schnellstart bei
den Maschinenparametern freigegeben ist.
Für die Aktivierung des Schnellstart-Modes muss
die Maschine einmal Aus- und Eingeschaltet werden!
30

Mode 5
Klammer bleibt in der Einlegeposition geschlossen.
Nach einer weiteren Pedal Betätigung wird die Naht
gestartet.
Einlegeposition
(Ein/Aus)
Bei aktivierter Einlegeposition verfährt die Klammer
in die gewünschte Position zum bequemen einlegen des
Nähguts.
Einlegeposition X
(min. = -300… max. = 300; def. = 230 mm)
Einlegeposition Y
(min. = -300… max. = 300; def. = -90 mm)
PP3 - Ablegemodus:
Ablegemodus
Folgende Modi können eingestellt werden:
Mode 1 (def.)
Klammer wird in der Ablegeposition geöffnet.
Mode 2
Klammer bleibt in der Ablegeposition geschlossen.
Nach Pedal Betätigung wird die Klammer geöffnet.
Mode 3
Klammer bleibt in der Ablegeposition geschlossen.
Nach Pedal Betätigung wird der linke Teil der
zweiteiligen Klammer für Winkelaufnahme geöffnet.
Nach einer weiteren Pedal Betätigung wird der rechte
Teil geöffnet.
Mode 4
Klammer bleibt in der Ablegeposition geschlossen.
Nach Pedal Betätigung wird der rechte Teil der
zweiteiligen Klammer für Winkelaufnahme geöffnet.
Nach einer weiteren Pedal Betätigung wird der linke
Teil geöffnet.
Mode 5
Klammer bleibt in der Ablegeposition geschlossen.
1
Ablegeposition
(Ein/Aus)
Bei aktivierter Ablegeposition verfährt die Klammer
nach dem Nähvorgang in die gewünschte Position zum
bequemen ablegen des Nähguts.
Ablegeposition X
(min. = -300… max. = 300; def. = 230 mm)
Ablegeposition Y
(min. = -300… max. = 300; def. = -90 mm)
31

PP4 - Softstart
Anzahl Softstartstiche
(min. = 0.. max. = 10; def. 5)
Softstartdrehzahl
(min. = 100 .. max. 2000; def. 300 U/min)
PP5 - Empfindlichkeit des Nadelfadenwächters
(min.=0..max.= 99: def. 5)
Ist nur aktiv, falls bei den Maschinenparametern aktiert.
(Bei höherem Wert wird der Nadelwächter unempfindlicher.
99 = Nadelfadenwächter in nur in diesem Programm
ausgeschaltet.)
PP6 - Fadenverbrauch
Nähgutdicke (min. = 0.. max. 20.0; def. 0)
Dicke des Nähguts im zusammengedrückten Zustand.
Fadenverbrauchsanpassung
(min. = -10.0.. max. 10.0; def. 0)
Korrektur der berechneten Werte.
PP7 - Verschieben
Kontur wird um diesen Wert in die gewünschte Richtung
verschoben.
Verschiebung in X
(min. = -5.0… max. = 5.0; def. = 0.0 mm)
Verschiebung in Y
(min. = -5.0… max. = 5.0; def. = 0.0 mm)
PP8 - Skalieren
Die Größe der Kontur wird um diesen Wert in die
gewünschte Richtung verändert.
32
SkaliereninX
(min. = 80… max. = 120; def. = 100 %)
100% entspricht der Originalgröße.
SkaliereninY
(min. = 80… max. = 120; def. = 100 %)

Skalierungsmittelpunkt X
(min. = -150.0… max. = 150.0; def. = 0.0 mm)
Skalierungsmittelpunkt Y
(min. = -150.0… max. = 150.0; def. = 0.0 mm)
1
33

7.7.2 Konturanpassung
Mit diesem Menüpunkt können kleinere Änderungen an der Kontur
direkt an der Nähanlage durchgeführt werden. Es lassen sich einzelne
Stiche verschieben und Technologie-Operationen geändert werden.
Bearbeiten -> Nahtprogramm -> Konturanpassung antippen
Es erscheint folgender Bildschirm:
–
Grobe Position der zu änder nden Kontur mit den Cursortasten
anfahren.
–
Button “Go To” drücken, die Klammer verfährt an die gewünschte
Position..
–
Button “Weiter” drücken.
34
21
–
Den entsprechenden Stich 1 auswählen.
–
Den Stich in seiner Lage 2 verändern.
–
Button “Weiter” drücken.
–
TechnologieOperationen können hinzugefügt bzw. verändert
werden.
–
Button “Weiter” drücken.
–
Konturänderung wird nach einer Nachfrage gespeichert.

7.7.3 Konturtest
Mit diesem Menüpunkt kann eine Kontur überprüft werden.
Bearbeiten -> Nahtprogramm -> Konturtest antippen
Es erscheint folgender Bildschirm:
–
Kontur mit den Tasten “zurück” oder “vor” abfahren und
überprüfen.
1
35

7.7.4 Maschinenparameter bearbeiten
Mit Hilfe der Maschinenparameter werden die Grundeinstellungen der
Maschine und einige Paramter für alle Programme festgelegt.
–
MP1 - Konfiguration
Bearbeiten -> Maschinenparamter antippen.
Nadelkühlung
Folgende Modi können eingestellt werden:
ohne
Es ist keine Nadelkühlung aktiv.
Luftkühlung (def.)
Während der Naht wird die Nadel mit Luft gekühlt.
Eiskühlung
Optionale Ausstattung.
Füsschenmode
Das Füsschen kann in folgenden Mode betrieben werden:
Hüpfer
Das Füsschen drückt auf das Nähgut, wärend sich die
Nadel sich im Nähgut befindet.
Drücker
Das Füsschen drückt die ganze Zeit auf das Nähgut.
Nähfeldgröße
Nähfeld normal (def.)
Es ist ein Nähfeld bis zu 200*300mm verfügbar.
36
Nähfeld übergroß
In Verbindung mit der Wechselklammer besteht die
Möglichkeit ein grösseres Nähfeld zu benutzen.

Optionale Einrichtungen
Verminderter Klammerdruck
Optionale Einrichtung, um beim Einlegen zur besseren
Ausrichtung nur einen geringen Klammerdruck
auszuüben.
Lasermarkierungsleuchten
Optionale Einrichtung, um beim Einlegen Orientierungslinien zur einfacheren Ausrichtung zur Verfügung zu
haben. Option wird hier nur aktiviert und es können
dann bei jedem Programm bis zu vier Lasermarkierungleuchten eingeschaltet werden.
Barcodeleser
Optionale Einrichtung, zur Sicherheitsüberprüfung vor
dem Nähvorgang. Es kann ein Barcode bei jedem
Programm hinterlegt werden. Es wird auf Übereinstimmung mit dem Barcode auf der Klammer geprüft.
Nur bei Gleichheit wird der Nähvorgang durchgeführt.
Klammertyp
Es stehen folgende Klammerarten zur Verfügung:
Einzelklammer
Einteilige Parallelklammer mit Winkelaufnahme.
Einzelklammer mit Bügel (def.)
Einteilige Parallelklammer mit Bügelaufnahme.
Doppelklammer
Zweiteilige Parallelklammer mit Winkelaufnahme.
Wechselklammer
Entnehmbare Klammer.
Spezialklammer
Sonderklammer.
1
Klammergrenzen
Standardgrenzen (def.)
Es werden keine zusätzlichen Aufbauten berücksichtigt.
Spezialgranzenl
Es werden individuelle Grenzen berücksichtigt.
Pedal Mode
Es stehen folgende Modi zur Verfügung:
Mode 1
Es wird die aktuelle Stellung des Pedals ausgewertet.
Mode 2 (def.)
Das Pedal muß nach jeder Betätigung erst in Grundstellung, bevor ein weitere Betätigung berücksichtigt
wird.
Mode 3
Es wird die aktuelle Stellung des Pedals ausgewertet.
Es erfolgt zusätzlich auch die Freigabe des
Schnellstart-Mode (siehe Programmparameter
Einlegemodus).
Für die Aktivierung des Schnellstart-Modes muss
die Maschine einmal Aus- und Eingeschaltet werden!
Handtaster
Im Handtaster-Betrieb wird ein Sensor nur zur
Steuerung der Klammerbewegung (hoch und runter)
benutzt. Der andere Sensor dient zum Start des
Nähvorgangs.
37

MP2 - Grenzwerte
Max. Drehzahl
(min. = 500 .. max. 3000; def. 3000 U/min)
Begrenzung aller Nähprogramme auf diese Drehzahl.
Max. Leerfahrtgeschwindigkeit
(min. = 10 .. max. 100; def. 100%)
Begrenzung aller Klammerbewegungen zwischen den
Nähten auf diese Wert.
Transportstartwinkel
(min. = 30 .. max. 350; def. 180 Grad)
Bei diesem Winkel der Nadelbewegung startet die
Klammerbewegung während des Stiches.
Transportphase
(min. = 30 .. max. 100; def. 80%)
Dieser Parameter legt fest wie die Klammerbewegung
während des Stichs durchgeführt wird. (Bei 100% die
gewünschte Klammerbewegung über den ganzen Stich
verteilt.)
Nadelrückdrehposition
(min. = 0 .. max. 359; def. 0 Grad)
Auf diesem Winkel wir die Nadel zurückgedreht, damit
derAbstandzurKlammervergrössertwird.
Zeiten Strecken editieren
Diese Funktion ist nur für Dürkopp-Adler Servicepersonal.
MP3 - Fadenbruch
Nadelfadenwächter Mode
Es stehen folgende Modi zur Verfügung:
Einfädelposition (def.)
Nach Erkennen eines Fadenbruchs wird der Faden
abgeschnitten und die Klammer fährt anschliessend in
die Einfädelposition.
Faden schneiden
Nach Erkennen eines Fadenbruchs wird der Faden
abgeschnitten und die Klammer bewegt sich
entsprechend des eingestellten Rückfahrwegs an die
Konturposition.
Bleibt stehen
Nach Erkennen eines Fadenbruchs wird die Nahtbewegung angehalten.
Nicht aktiv
Der Nadelfadenwächter wird nicht beachtet.
38

Rückfahrweg nach Fadenriss
(min. = 0 .. max. 20; def. 5 Stiche)
Anzahl der Stiche die bei der Rückwährtsbewegung nach einem
Fadenbruch berücksichtigt werden.
Spulenwechselposition X
(min. = -300… max. = 300; def. = 230 mm)
Spulenwechselposition Y
(min. = -300… max. = 300; def. = +90 mm)
MP4 - Fadenschneiden
Schneidrehzahl
(min. = 70 .. max. 500; def. 180 U/min)
Drehzahl des Schneidstiches.
Schneiposition ein
(min. = 0 .. max. 359; def. 180 Grad)
Winkelposition der Nadel bei der das Fadenschneidmesser
eingeschaltet wird.
Schneiposition aus
(min. = 0 .. max. 359; def. 359 Grad)
Winkelposition der Nadel bei der das Fadenschneidmesser
ausgeschaltet wird.
Fadenspannung beim Fadenschneiden
(min. = 00 .. max. 100; def. 10%)
Fadenspannung des Schneidstiches.
Position für Fadenspannung beim Fadenschneiden
(min. = 0 .. max. 400; def. 370 Grad)
Startwinkel für die Fadenspannung beim Schneidstiches.
(beim Winkel grösser als 359 Grad wird die Fadenspannung erst im
nächsten Stich aktiviert.)
MP5 - Faden klemmen
1
Fadenklemme schliessen 1 . Stich
(min. = 0 .. max. 250; def. 180 Grad)
Startwinkel für das Schliessen der Fadenklemme während des
ersten Stiches.
Fadenklemme öffnen 1 . Stich
(min. = 0 .. max. 359; def. 340 Grad)
Startwinkel für das Öffnen der Fadenklemme während des
ersten Stiches.
Sind die Winkel für das Schliesser und Öffnen gleich, wird die
Fadenklemme nicht aktiviert.
39

MP6 - Zähler
Zählertyp
Es stehen folgende Möglichkeiten zur Verfügung:
Stückzähler aufwärtszählend (def.)
Nach jeden genähten Programm wird der Zähler hochgezählt.
Stückzähler abwärtszählend
Nach jeden genähten Programm wird der Zähler erniedrigt.
Sequenzzähler aufwärtszählend
Nach jeder genähten Sequenz wird der Zähler hochgezählt.
Sequenzzähler abwärtszählend
Nach jeder genähten Sequenz wird der Zähler erniedrigt.
Resetwert für den Zähler
(min. = 0 .. max. 9999; def. 0)
Rückstellwert für den Zähler.
Nahtzählung für Spulenvorrat
(min. = 0 .. max. 100; def. 0)
Nach Durchführung der eingestellten Nähte erfolgt eine Meldung
an den Benutzer.
Nicht aktiv beim Wert 0.
Fassungsvermögen für Spulenvorrat
(min. = 0.0 .. max. 400.0; def. 0.0m)
Nach Aufbrauch des Fassungsvermögen erfolgt eine Meldung
an den Benutzer.
Nicht aktiv beim Wert 0.
40

7.8 Menüpunkt “Extras”
7.8.1 Service
–
Extras -> Service -> Einstellungen antippen.
–
Passwort eingeben.
Es erscheint der folgende Bildschirm.
Sprache
–
Gewünschte Sprache antippen.
–
Tas te “OK” antippen.
Die gewählte Sprache wird über nommen.
Datum und Uhrzeit
–
Datum und Uhrzeit eingeben.
–
Tas te “OK” antippen.
Die Einstellungen werden übernommen.
Bedienfeldeinstellungen
Touch Kalibrierung
Kontrast Helligkeit
Touch Test
1
41

7.8.2 Vollbild ein / aus
Vollbild aus
Vollbild ein
7.8.3 Zoom ein / aus
Zoom aus
Zoom ein
42

7.8.2 System-Information
–
Extras -> Service -> System-Information antippen
Es erscheint der folgende Bildschirm.
Ereignisse in der Steuerung
Es erscheint eine Liste mit zuletzt aufgetretenen Fehlern.
1
Log-Einstellung
Diese Funktion ist nur für Dürkopp-Adler Servicepersonal.
Log-Anzeige
Es erscheint eine Liste der letzten Log-Einstellungen
Status des Bedienfelds
Nach Drücken des Buttons erscheint der Status in der Log-Anzeige.
43

7.8.3 Multitest
–
Extras -> Service -> Multitest antippen
Es erscheint der folgende Bildschirm.
Eingänge/ Ausgänge testen
Eingangselemente testen
Mit dieser Testfunktion wird die Funktion der
Eingangselemente überprüft.
Vorsicht Verletzungsgefahr !
Während der Funktionsprüfung der Eingangselemente nicht in die
laufende Maschine greifen.
–
Button “Eingangselemente” antippen.
–
“ausgewählt” antippen.
–
Gewünschtes Eingangselement eingeben und anwählen.
Eingangsnummer Bedeutung
S1 Klammer rechts unten
S2 Klammer links unten
S9 Nadelfadenwächter aktiv
S10 Spulenabdeckung geschlossen
S11 Oberteilverriegelung geschlossen
S13 Pedal vorwärts
S14 Pedal rückwärts
S16 Druckwächter
S17 Schnellstopp
S100 Referenz Nähmotor
S101 Ref. X-Achse
S102 Ref. Y-Achse
S103 Ref. Z-Achse
44

Ausgangselemente testen
Mit dieser Testfunktion wird die Funktion der
Ausgangselemente überprüft.
Vorsicht Verletzungsgefahr !
Während der Funktionsprüfung der Ausgangselemente nicht in die
laufende Maschine greifen.
–
Button “Ausgangselemente” antippen.
–
“ausgewählt” antippen.
–
Gewünschtes Eingangselement eingeben und anwählen.
Ausgangsnummer B edeutung
Y1 Füsschenmode
Y2 Spulenklappe öffnen
Y3 Nadelkühlung ein
Y4 Klammer rechts
Y5 Klammer links
1
Y9 Leuchte Einfädelschalter ein
Y10 Warnleuchte Ölstandsanzeige ein
Y25 Lasermarkierungsleuchte 1 (Z)
Y26 Lasermarkierungsleuchte 2 (Z)
Y27 Lasermarkierungsleuchte 3 (Z)
Y28 Lasermarkierungsleuchte 4 (Z)
45

Nähmotor testen
Mit diesem Programm wird der Nähmotor getestet.
ACHTUNG !
Fäden aus Nadeln und Fadenhebel herausziehen.
–
Nähdrehzahl eingeben.
(300 … 2000 U/min)
–
Schneiddrehzahl eingeben.
(70 .. 500 U/min)
–
“Start” antippen.
Nähmotor läuft mit eingestellter Drehzahl.
–
“Stop” antippen.
DerNähmotorstoppt.
–
“Stop” antippen.
Der Nähmotor stoppt automatisch und der
Fadenabschneider wird betätigt.
46

Transportklammer
Diese Funktion ist nur für Dürkopp-Adler Servicepersonal.
Hublage einstellen
Referenzfahrt durchführen
Wechsel zwischen Hüpfer- und Drücker-Fuß
Antriebe stromlos schalten
Position anfahren
1
47

7.8.5 Initialisierung und Update
–
Extras -> Service -> Initialisierung und Update antippen
–
Passwort eingeben.
Es erscheint der folgende Bildschirm.
Initialisierung der Steuerung
ACHTUNG!
Alle Eingaben werden auf die Werkseinstellungen zurück gesetzt.
7.8.6 Hersteller
Initialisierung des Bedienfelds
ACHTUNG!
Alle Eingaben werden auf die Werkseinstellungen zurück gesetzt.
Update der Steuerung
Dieses Menü ist nur für DA-Mitarbeiter zugänglich.
48

7.9 Menüpunkt “Korrektur”
7.9.1 Fadenspannung
Bei Änderung dieser Parameter w erden bei allen anschliessend
durchgeführten Nähten Anpassungen vorgenommen. Bei Werten unter
100% werden alle Fadenspannungen bzw. Nähdrehzahlen verringert.
Bei Werten über 100%werden alle Fadenspannungen und
Nähdrehzahlen erhöht.
Diese Änderungen sind nur für kurzzeitige “Probierphasen”
vorgesehen und bleiben nur bis zum Ausschalten der Maschine
erhalten.
–
Korrektur -> Fadenspannung antippen
Es erscheint der folgende Bildschirm.
1
7.9.2 Nähdrehzahl
–
Gewünschten Fadenspannungswert eintippen.
(10 … 200)
–
Button “OK” antippen.
–
Korrektur -> Nähdrehzahl antippen
Es erscheint der folgende Bildschirm.
–
Gewünschte Nähdrehzahl eintippen.
(10 … 200)
–
Button “OK” antippen.
Achtung!
Bei Veränderung diese Werte erfolgt keine automatischer
Speicherung. Zur Speicherung müssen die Werte im Nahtprogramm
eingetragen werden (siehe Kapitel 7.7.1).
49

7.10 Menüpunkt “?”
7.10.1 Info
In diesem Bildschirm wird die aktuelle Softwareversion angegeben.
–
?->Infoantippen
Es erscheint der folgende Bildschirm.
50

7.11 Teach-in
Mit der Nähanlage 911 können frei definierte Nahtkonturen erstellt und
in der Steuerung gespeichert werden. Die Eingabe der Konturdaten
erfolgt am Bedienfeld.
Linie nicht nähend
Über diesen Menüpunkt kann eine Linie angelegt werden,
auf der nicht genäht wird.
1
Linie nähend
Über diesen Menüpunkt kann eine Linie angelegt werden,
auf der genäht wird.
Kreisbogen
Über diesen Menüpunkt kann ein Kreisbogen angelegt
werden.
Param…
Über diesen Menüpunkt werden die zur Linie oder dem
Kreisbogen zugehörigen Parameter eingegeben.
Nähdrehzahl (min = 500 .. max. = 3000 U/min)
Stichlänge (min. = 0.1 .. max. = 12.7 mm)
51

Fadenspannungswert
Hubhöhe ( min. = 1 mm, max. = 10 mm)
Fadenabschneiden
Löschen
Über diesen Menüpunkt kann die zuletzt eingegebene
Linie/ Kreisbogen gelöscht werden.
Speich…
Über diesen Menüpunkt wird die erstellte Nahtkontur
gespeichert.
ñ òñò Klammerbewegung
Durch Drücken auf die eine der Pfeiltasten, wird eine
Klammerbewegung entsprechend der gewünschten
Richtung durchgeführt.
X=0.0 Y=0.0 Positionswunsch
Durch Drücken auf den Bereich bei der aktuellen Klammerposition, erscheint Editorfenster, bei dem die neue
Position eingegeben werden kann. Nach Bestätigung der
Position mit “OK” fährt die Klammer an die gewünschte
Position.
Pedalbetätigung
Je nach vorgewählter Bewegungsrichtung fährt die
Klammer in kleinen Schritten nach rechts/links bzw.
unten/oben.
52

7.11.1 Eine neue Nahtkontur erstellen
Schritt 1 Im ersten Schritt wird der Startpunkt der Nahtstrecke angegeben.
–
Mit den Tasten “ñ “,“ò “,“ñ “oder“ò “ den gewünschten
Startpunkt anfahren.
–
Button „OK “ drücken.
Der Startpunkt wird übernommen.
Der Startpunkt ist grün gekennzeichnet.
1
ACHTUNG !
Es muss auf die speziellen Klammergrenzen geachtet werden, so daß
die Nahtkontur sich nur in dem möglichen Nähfeld befindet und es zu
keiner Kollision kommt!
Konturtest zur Überprüfung der Konturbewegung durchführen.
Nach erfolgreichem Test kann die Naht genäht werden.
Die Eingabe von Kreisbögen erfordert besondere Vorsicht, da die
Zwischenpunkte interpoliert werden!
53

Schritt 2 Im zweiten Schritt wird ausgewählt, ob:
eine nicht nähende Strecke
·
eine Linie oder ein Kreisbogen genäht werden soll.
·
–
Gewünschten Button für die nächste Eingabe anwählen.
–
Button “Linie nähend” oder “Kreisbogen” anwählen.
Es erscheint das Menü für die Nahtparameter.
Schritt 3
–
Nahtparameter für die neue N ahtstrecke eingeben.
–
Mit den Tasten “ñ“,“ò“,“ñ“oder“ò“ die gewünschte Strecke
eingeben.
–
Alle weiteren Nahtstrecken eingeben.
–
Button “Speichern” drücken.
Gewünschten Namen eingeben und “Enter” drücken.
54
–
Programmparameter anpassen.
ACHTUNG !
Konturtest zur Überprüfung der Konturbewegung durchführen.
Nach erfolgreichem Test kann die Naht genäht werden.

7.12 Reparaturmodus
Über diesen Button kann in den Reparaturmodus umgeschaltet
werden.
Eine Fehlerhafte Nahtkontur kann so, z. B. nach einem Fadenriss, ab
einem bestimmten Punkt nachgenäht werden.
–
Reparaturmodus einschalten.
1
–
Mit den beiden Butten “vor” oder “zurück” den gewünschten
Punkt, von dem aus weitergenäht werden soll, anfahren.
–
Butten “Weiternähen” drücken.
Die Naht wird ab dem Reparaturpunkt zuende genäht.
55

7.13 Fadenriss
Nach einem Fadenriss kann neu eingefädelt werden und dann von
einer beliebigen Stelle in der Nahtkontur weitergenäht werden.
–
Button “Spulenwechsel” antippen.
Die Nähgutklammer fährt in Spulenwechselposition.
–
Spule wechseln.
–
Mit den beiden Butten “vor” oder “zurück” den gewünschten
Punkt, von dem aus weitergenäht werden soll, anfahren.
–
Butten “Weiternähen” drücken.
Die Naht wird ab dem Reparaturpunkt zuende genäht.
56

8. DA-CAD 5000
Auswählen der Maschinenklasse
Mit dem optional erhältlichen Programm DA-CAD 5000 können mit
einem handelsüblichen PC Nahtprogramme erstellt werden.
Die genaue Beschreibung entnehmen Sie bitte der
“Betriebsanleitung DA-CAD 5000”.
1
Erstellen der Nahtkontur
Im ersten Schritt wird die Maschinenklasse ausgewählt.
Im zweiten Schritt wird die Nahtkontur gezeichnet.
57

Speichern der Nahtkontur
Im letzten Schritt wird das fertige Nahtprogramm auf einen USB-Stick
kopiert, dazu folgenden Menüpunkt auswählen:
“Datenübertragung
->USB-Memorystick
->Speichern (PC->USB)"
Nach erfolgreichem Speichern auf den USB-Stick, müssen folgende
Schritte an der Maschine durchgeführt w erden:
- USB-Stick einstecken und gewünschte Datei auf die DAC kopieren.
- Kopiertes Programm öffnen.
- Programmparameter anpassen (insbesondere min. Füsschenhöhe!).
- Konturtest zur Überprüfung der Konturbewegung durchführen.
- Nach erfolgreicher Überprüfung/Anpassung kann das Programm
genäht werden.
58

9. Fehler-/Infomeldungen
9.1 Fehlermeldungen
Fehler- Beschreibung Fehlerbehebung
code
Nähmotor
1051 Nähmotor Time-out
- Kabel zum Nähmotor-Referenzschalter defekt
- Referenzschalter defekt
- Oberteil ist schwergängig oder hat eine zu
hohe Riemenspannung
1052 Nähmotor Überstrom
- Nähmotorkabel defekt
- Nähmotor defekt
- Steuerung defekt
1053 Nähmotor Netzspannung zu hoch
1055 Nähmotor Überlast
- Nähmotor blockiert/schwergängig
- Nähmotor defekt
- Steuerung defekt
1056 Nähmotor Übertemperatur
- Nähmotor schwergängig
- Nähmotor defekt
- Steuerung defekt
1058
1302
1342
1344
Schrittmotoren
Nähmotor Drehzahl
- Nähmotor defekt
Nähmotorfehler
Steuerung bekommt keine Impulse vom
Impulsgeber im Motor
Nähmotorfehler
Interner Fehler
- Kabel austauschen
Referenzschalter austauschen
- Oberteil auf Schwergängigkeit
und Riemenspannung
überprüfen
- Nähmotorkabel austauschen
- Nähmotor austauschen
- Steuerung austauschen
Netzspannung überprüfen
- Blockierung /Schwergängigkeit
aufheben
- Nähmotor überprüfen
- Steuerung überprüfen
- Schwergängigkeit aufheben
- Nähmotor austauschen
- Steuerung austauschen
- Nähmotor austauschen
- Kabel vom Impulsgeber im
- Motor bis zur Steuerung
überprüfen
- Maschine aus- und wieder
einschalten
- Softwareupdate
1
2101 Schrittmotor X-Achse Time-out Referenzierung
- Einstellung Referenzschalter fehlerhaft
- Kabel zum Referenzschalter defekt
- Referenzschalter Defekt
2102 Schrittmotor X-Achse Bestromungsfehler
- Schrittmotor blockiert
- Encoderkabel nicht verbunden/defekt
- Encoder defekt
2152 Schrittmotor X-Achse Überstrom
21522153 Schrittmotor X-Achse Überspannung
- Netzspannung zu hoch
2155 Schrittmotor X-Achse Überlast
- Transportsystem schwergängig
- Hinder nisse bei Transportbewegung
- Referenzschalter ausrichten
- Kabel austauschen
- Referenzschalter überprüfen
- Blockierung aufheben
- Encoderkabel überprüfen/
austauschen
- Schrittmotor austauschen
- Schrittmotor austauschen
- Steuerung austauschen
- Netzspannung prüfen
- Schwergängigkeit beseitigen
- Hindernisse beseitigen/
Bewegung anpassen
59

Fehler- Beschreibung Fehlerbehebung
code
2156 Schrittmotor X-Achse Übertemperatur
- Schrittmotor schwergängig
- Schrittmotor defekt
- Steuerung defekt
- Schwergängigkeit aufheben
- Schrittmotor austauschen
- Steuerung austauschen
2201 Schrittmotor Y-Achs Time-out Referenzierung
- Einstellung Referenzschalter fehlerhaft
- Kabel zum Referenzschalter defekt
- Referenzschalter defekt
- Referenzschalter ausrichten
- Kabel austauschen
- Referenzschalter austauschen
2202 Schrittmotor Y-Achse Bestromungsfehler
- Schrittmotor blockiert
- Encoderkabel nicht verbunden/ defekt
Encoder defekt
- Blockierung aufheben
- Encoderkabel überprüfen/
austauschen
- Encoder austauschen
2252 Schrittmotor Y-Achse Überstrom
- Schrittmotor austauschen
- Steuerung austauschen
2253 Schrittmotor Y-Achse Überspannung
- Netzspannung zu hoch
- Netzspannung prüfen
2255 Schrittmotor Y-Achse Überlast
- Transportsystem schwergängig
- Hinder nisse bei der Transportfahrt
- Schwergängigkeit beseitigen
- Hindernisse beseitigen/
Bewegung anpassen
2256 Schrittmotor Y-Achse Übertemperatur
- Transportsystem schwergängig
- Schrittmotor defekt
- Steuerung defekt
- Schwergängigkeit aufheben
- Schrittmotor austauschen
- Steuerung austauschen
2301 Schrittmotor Hublage Time-out Referenzierung
- Einstellung Referenzschalter fehlerhaft
- Kabel zum Referenzschalter defekt
- Referenzschalter defekt
- Referenzschalter ausrichten
- Kabel austauschen
- Referenzschalter austauschen
2302 Schrittmotor Hublage Bestomungsfehler
- Schrittmotor blockiert
- Encoderkabel nicht verbunden/defekt
- Encoder defekt
2352 Schrittmotor Hublage Überstrom
- Blockierung aufheben
- Encoderkabel überprüfen/
austauschen
- Schrittmotor austauschen
- Steuerung austauschen
2353 Schrittmotor Hublage Überspannung
- Netzspannung zu hoch
- Netzspannung prüfen
2355 Schrittmotor Hublage Überlast
- Transportsystem schwergängig
- Hinder nisse bei der Transportfahrt
- Schwergängigkeit beseitigen
- Hindernisse beseitigen/
Bewegung anpassen
2356 Schrittmotor Hublage Ü bertemperatur
- Transportsystem schwergängig
- Schrittmotor defekt
- Steuerung defekt
- Schwergängigkeit beseitigen
- Schrittmotor austauschen
- Steuerung austauschen
Steuerung/ Maschine
3100 Maschine Steuerspannung
Kurzzeitiger Netzspannungseinbruch
3102 Maschine Spannung Zwischenkreis Nähmotor
Kurzzeitiger Netzspannungseinbruch
3103 Maschine Spannung Zwischenkreis Schrittmotoren
Kurzzeitiger Netzspannungseinbruch
60
Netzspannung überprüfen
Netzspannung überprüfen
Netzspannung überprüfen

Fehler- Beschreibung Fehlerbehebung
code
3107 Maschine Temperatur
- Lüftungsöffnungen verschlossen
- Lüftungsgitter verschmutzt
3109 Sicherer-Halt ist eingeschaltet
3121 Druckluft fehlt, nicht ausreichend
3123 Ölsensor aktiv
3210 Fadengerissen
3215 Leere Spule (Restfadenzählung)
3220 Leere Spule (Restfadenzählung)
3500 Fehler Berechnung der Konturdaten
3501 Zielposition der XY-Klammer außerhalb der
Bewegungsgrenzen
3502 Zielposition der XY-Klammer innerhalb von
“Verboten Bereichen”
3721
3722
Steuerung/ Maschine
Interner Fehler
- Lüftungsgitter reinigen
- Lüftungsöffnungen überprüfen
Sicheren-Halt ausschalten
Druckluft aufdrehen, stabilisieren
Öl nachfüllen
Faden wieder einfädeln
Volle Spule einsetzen
Volle Spule einsetzen
- Konturdaten neu laden
- Konturdaten überprüfen
Konturdaten anpassen
Konturdaten anpassen
- Maschine aus- und wieder
einschalten
- Softwareupdate
- Rückmeldung an DA-Service
1
4201 Inter ne CF-Card defekt
5301 Programm nicht nähbar
6551
6554
6651
6653
6751
6761
6952 Fehler Schrittmotortreiber
Kommunikation
7801 Kommunikation Bedienfeldschnittstelle
8151
8156
8159
8152
8154
Fehler Oberteilposition/ AD-Konverter/
Prozessorfehler
interner Fehler
Interner Fehler
- Leitungsstörung
- Kabel
Fehler IDMA
- Störung
- Steuerung defekt
Fehler IDMA
- Inter ner Fehler
- Maschine aus- und wieder
einschalten
- Steuerung nachrüsten/
austauschen
- Programm zur DAC kopieren
- Maschine aus- und wieder
einschalten
- Softwareupdate
- Rückmeldung an DA-Service
- Maschine aus- und wieder
einschalten
- Softwareupdate
- Rückmeldung an DA-Service
- Maschine aus-und wieder
einschalten
- Softwareupdate
- Rückmeldung an DA-Service
- Maschine aus- und wieder
einschalten
- Steuerung austauschen
- Maschine aus- und wieder
einschalten
- Softwareupdate
- Rückmeldung an DA-Service
61

Fehler- Beschreibung Fehlerbehebung
code
8252
8257
Fehler ADSP-Booten/ Xilinx-Booten/ Booten
Störung
- Maschine aus- und wieder
8258
8256
8254
8351 Fehler Testpins - Maschine aus- und wieder
einschalten
- Softwareupdate
- Rückmeldung an DA-Service
9601 Stop während des Nähens auf der Kontur
Nähvorgang fortsetzen?
OK-Taste = Nähvorgang fortsetzen
ESC-Taste = Nähvorgang
abbrechen
9700 Die Klappe für den Spulenwechsel ist nicht
geschlossen
9701 Parallelklammer nicht unten
Die Klappe für den Spulenwechsel
schließen
- Hindernisse beseitigen
- Sensoren ausrichten
9900 Fehlerhafte Maschinenparameter
9901 Fehlerhafte Sequenzen
9902 Fehlerhafte Programmparameter
Daten initialisieren
Daten initialisieren
Daten initialisieren
62

9.2 Infomeldungen
Info- Beschreibung Fehlerbehebung
code
8400 Bedienfeld hat kein gültiges Programm für die DAC
8401
8402
8403 Programm in der DAC ist nicht mehr aktuell
8404
8407
8408 Warten auf Reset durch die DAC
8411 Überprüfung des Programms der DAC aktiv
8414 Update der DAC war erfolgreich
8801
8805
8806
8890
8891
System
9000 Referenzfahrt aktiv
9002 Oberteil nicht verriegelt Oberteil verriegeln
9006 Schnellstop-Schalter ist betätigt
9016 Falsche Barcode-ID
9100 Der Zähler hat den Vorgabewert nicht erreicht
Bedienfeld hat kein gültiges Programm für die DAC
Update der DAC war fehlerhaft
Fehler Testpins/ Signal- / Ereignisbearbeitung/
Memory-Wrapper /Liste Funktionen
Interner Fehler
Aktuelles Programm mit USB-Stick
ins Bedienfeld laden
Aktuelles Programm mit USB-Stick
ins Bedienfeld laden
Aktuelles Programm in die DAC
laden
- Erneuter Update Versuch
- Überprüfung Kabelverbindung
- DAC austauschen
Warten bis Neustart durchgeführt
(Dauer einige Sekunden)
Warten bis Überprüfung
durchgeführt (dauert einige
Sekunden)
- Maschine aus- und wieder
einschalten
- Softwareupdate
- Rückmeldung an DA-Service
Lösen des Schnellstop-Schalters
Programm w echseln
OK-Taste betätigen. Der Zähler wird
dadurch zurückgesetzt
1
63

10. Wartung
10.1 Reinigen und Prüfen
Vorsicht Verletzungsgefahr !
Hauptschalter ausschalten.
Die Wartung der Nähanlage darf nur im ausgeschalteten Zustand
erfolgen.
Die Wartungsarbeiten müssen spätestens nach den in den Tabellen
angegebenen Wartungsintervallen vorgenommen werden (siehe Spalte
“Betriebsstunden”).
Bei der Verarbeitung stark flusender Materialien können sich kürzere
Wartungsintervalle ergeben.
Eine saubere Nähanlage schützt vor Störungen.
1
Durchzuführende Erläuterung BetriebsWartungsarbeit stunden
Maschinenoberteil
8
- Nähstaub und Fadenreste
entfernen.
(z.B. mit Druckluftpistole)
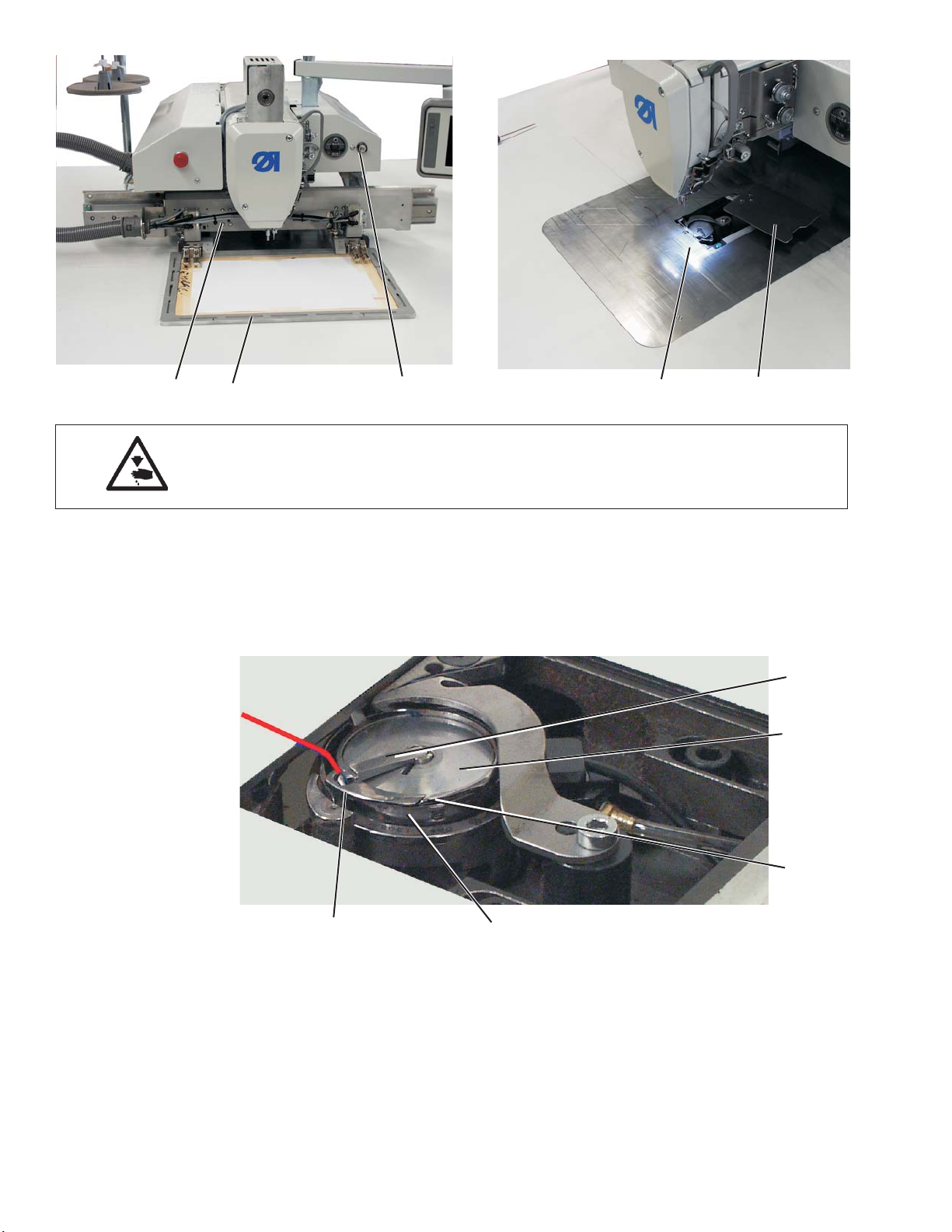
Steuerkasten
Besonders zu reinigende Stellen:
- Bereich um die Nadel 1
- Bereich um den Greifer 2
- Lüftungssiebe freihalten
8
2
64

10.2 Ölschmierung
1
Vorsicht Verletzungsgefahr !
Öl kann Hautausschläge hervorrufen.
Vermeiden Sie längeren Hautkontakt.
Waschen Sie sich nach Kontakt gründlich.
ACHTUNG !
Die Handhabung und Entsorgung von Mineralölen unterliegt
gesetzlichen Regelungen.
Liefern Sie Altöl an eine autorisierte Annahmestelle ab.
Schützen Sie die Umwelt.
Achten Sie darauf, kein Öl zu verschütten.
Verwenden Sie zum Ölen der Nähanlage ausschließlich das Schmieröl
DA 10 oder ein gleichwertiges Öl mit folgender Spezifikation:
–
Viskosität bei 40° C: 10 mm²/s
–
Flammpunkt: 150° C
DA 10 kann von den Verkaufsstellen der DÜRKOPP ADLER AG unter
folgender Teile-Nr. bezogen werden:
250-ml-Behälter: 9047 000011
1-Liter-Behälter: 9047 000012
2-Liter-Behälter: 9047 000013
5-Liter-Behälter: 9047 000014
1
Durchzuführende Erläuterung BetriebsWartungsarbeit stunden
Schmierung der
Nähanlage
Die Nähanlage ist mit einer zentralen
Öldochtschmierung ausgestattet. Die
Lagerstellen werden aus dem
Ölvorratsbehälter 1 versorgt.
- Der Ölstand muss immer im Sichtfenster des
Vorratsbehälters sichtbar sein.
- Durch die Bohrung 2 Öl bis zur Linie “max.”
nachfüllen.
8
65

Notizen:
66
 Loading...
Loading...