

Page 1

INSTRUCTION MANUAL
6" Professional Jointer
(Model 37-195)
(Model 37-275X)
PART NO. 909995 - 01-22-03
Copyright © 2003 Delta Machinery
To learn more about DELTA MACHINERY
visit our website at: www.deltamachinery.com.
For Parts, Service, Warranty or other Assistance,
please call
1-800-223-7278 (In Canada call 1-800-463-3582).
Page 2
2
Woodworking can be dangerous if safe and proper operating procedures are not followed. As with all machinery, there
are certain hazards involved with the operation of the product. Using the machine with respect and caution will
considerably lessen the possibility of personal injury. However, if normal safety precautions are overlooked or ignored,
personal injury to the operator may result. Safety equipment such as guards, push sticks, hold-downs, featherboards,
goggles, dust masks and hearing protection can reduce your potential for injury. But even the best guard won’t make
up for poor judgment, carelessness or inattention. Always use common sense
and exercise caution
in the workshop.
If a procedure feels dangerous, don’t try it. Figure out an alternative procedure that feels safer. REMEMBER: Your
personal safety is your responsibility.
This machine was designed for certain applications only. Delta Machinery strongly recommends that this machine not
be modified and/or used for any application other than that for which it was designed. If you have any questions relative
to a particular application, DO NOT use the machine until you have first contacted Delta to determine if it can or should
be performed on the product.
Technical Service Manager
Delta Machinery
4825 Highway 45 North
Jackson, TN 38305
(IN CANADA: 505 SOUTHGATE DRIVE, GUELPH, ONTARIO N1H 6M7)
1. FOR YOUR OWN SAFETY, READ INSTRUCTION
MANUAL BEFORE OPERATING THE TOOL. Learn the
tool’s application and limitations as well as the specific
hazards peculiar to it.
2. KEEP GUARDS IN PLACE and in working order.
3. ALWAYS WEAR EYE PROTECTION.
Wear safety
glasses. Everyday eyeglasses only have impact resistant
lenses; they are not safety glasses. Also use face or dust
mask if cutting operation is dusty. These safety glasses
must conform to ANSI Z87.1 requirements. NOTE:
Approved glasses have Z87 printed or stamped on them.
4. REMOVE ADJUSTING KEYS AND WRENCHES. Form
habit of checking to see that keys and adjusting wrenches
are removed from tool before turning it “on”.
5. KEEP WORK AREA CLEAN. Cluttered areas and
benches invite accidents.
6. DON’T USE IN DANGEROUS ENVIRONMENT. Don’t
use power tools in damp or wet locations, or expose them
to rain. Keep work area well-lighted.
7. KEEP CHILDREN AND VISITORS AWAY. All children
and visitors should be kept a safe distance from work area.
8. MAKE WORKSHOP CHILDPROOF – with padlocks,
master switches, or by removing starter keys.
9. DON’T FORCE TOOL. It will do the job better and be
safer at the rate for which it was designed.
10. USE RIGHT TOOL. Don’t force tool or attachment to
do a job for which it was not designed.
11. WEAR PROPER APPAREL. No loose clothing, gloves,
neckties, rings, bracelets, or other jewelry to get caught in
moving parts. Nonslip footwear is recommended. Wear
protective hair covering to contain long hair.
12. SECURE WORK. Use clamps or a vise to hold work
when practical. It’s safer than using your hand and frees
both hands to operate tool.
13. DON’T OVERREACH. Keep proper footing and
balance at all times.
14. MAINTAIN TOOLS IN TOP CONDITION. Keep tools
sharp and clean for best and safest performance. Follow
instructions for lubricating and changing accessories.
15. DISCONNECT TOOLS before servicing and when
changing accessories such as blades, bits, cutters, etc.
16. USE RECOMMENDED ACCESSORIES. The use of
accessories and attachments not recommended by Delta
may cause hazards or risk of injury to persons.
FAILURE TO FOLLOW THESE RULES MAY RESULT IN SERIOUS PERSONAL INJURY
Indicates an imminently hazardous situation which, if not avoided, will result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided, could result in death or serious injury.
Indicates a potentially hazardous situation which, if not avoided, may result in minor or moderate injury
Used without the safety alert symbol indicates potentially hazardous situation which, if not avoided, may
result in property damage.
This manual contains information that is important for you to know and understand. This information relates to protecting YOUR SAFETY and PREVENTING EQUIPMENT PROBLEMS. To help you recognize this information, we use the
symbols to the right. Please read the manual and pay attention to these sections.
SAFETY GUIDELINES / DEFINITIONS
Read Operator’s Manual. Do not operate equipment until you have read Operator’s Manual for Safety,
Assembly
, Operation, and Maintenance Instructions
.
SOME DUST CREATED BY POWER SANDING, SAWING, GRINDING, DRILLING, AND OTHER
CONSTRUCTION ACTIVITIES contains chemicals known to cause cancer, birth defects or other reproductive harm.
Some examples of these chemicals are:
· lead from lead-based paints,
· crystalline silica from bricks and cement and other masonry products, and
· arsenic and chromium from chemically-treated lumber.
Your risk from these exposures varies, depending on how often you do this type of work. To reduce your exposure to
these chemicals: work in a well ventilated area, and work with approved safety equipment, such as those dust masks
that are specially designed to filter out microscopic particles.
GENERAL SAFETY RULES
Page 3

3
17. REDUCE THE RISK OF UNINTENTIONAL STARTING.
Make sure switch is in “OFF” position before plugging in
power cord.
In the event of a power failure, move switch
to the “OFF” position.
18. NEVER STAND ON TOOL. Serious injury could occur
if the tool is tipped or if the cutting tool is accidentally
contacted.
19. CHECK DAMAGED PARTS. Before further use of the
tool, a guard or other part that is damaged should be
carefully checked to ensure that it will operate properly and
perform its intended function – check for alignment of
moving parts, binding of moving parts, breakage of parts,
mounting, and any other conditions that may affect its
operation. A guard or other part that is damaged should be
properly repaired or replaced.
20. DIRECTION OF FEED. Feed work into a blade or
cutter against the direction of rotation of the blade or cutter
only.
21. NEVER LEAVE TOOL RUNNING UNATTENDED.
TURN POWER OFF. Don’t leave tool until it comes to a
complete stop.
22.
STAY ALERT, WATCH WHAT YOU ARE DOING, AND
USE COMMON SENSE WHEN OPERATING A POWER
TOOL. DO NOT USE TOOL WHILE TIRED OR UNDER
THE INFLUENCE OF DRUGS, ALCOHOL, OR
MEDICATION. A moment of inattention while operating
power tools may result in serious personal injury.
23. MAKE SURE TOOL IS DISCONNECTED FROM
POWER SUPPLY while motor is being mounted,
connected or reconnected.
24. THE DUST GENERATED by certain woods and wood
products can be injurious to your health. Always operate
machinery in well ventilated areas and provide for proper
dust removal. Use wood dust collection systems whenever
possible.
ADDITIONAL SAFETY RULES FOR JOINTERS
FAILURE TO FOLLOW THESE RULES MAY RESULT IN SERIOUS PERSONAL INJURY.
1. WARNING: Do not operate the jointer until it is
completely assembled and installed according to the
instructions.
2. IF YOU ARE NOT thoroughly familiar with the oper-
ation of jointers, obtain advice from your supervisor,
instructor or other qualified person.
3. KEEP cutterhead sharp and free of all rust and
pitch.
4. BEFORE starting machine, check cutterhead guard
to make sure it is not damaged and operates freely.
5. ALWAYS make sure exposed cutterhead behind the
fence is guarded, especially when jointing near the edge.
6. NEVER perform jointing or surfacing operations with
the cutterhead guard removed.
7. MAKE CERTAIN the infeed and outfeed tables are
tightened before starting the machine.
8. NEVER start the jointer with the workpiece
contacting the cutterhead.
9. ALWAYS hold the workpiece firmly against the
tables and fence.
10. NEVER perform any operation “Free-hand” which
means using your hands to support or guide the
workpiece. ALWAYS use the fence to position and guide
the work.
11. AVOID awkward operations and hand positions
where a sudden slip could cause your hand to move into
the cutterhead.
12. ALWAYS use hold-down/push blocks for jointing
material less than 3 inches in height or surfacing material
thinner than 3 inches.
13. DO NOT perform jointing operations on material
shorter than 10 inches, narrower than 3/4 inch or less
than 1/2 inch thick.
14. DO NOT perform surfacing operations on material
shorter than 10 inches, narrower than 3/4 inch, wider
than 6 inches or less than 1/2 inch thick.
15. NEVER make jointing or surfacing cuts deeper than
1/8 inch. On cuts more than 1-1/2 inches wide, adjust
depth of cut to 1/16 inch or less to avoid overloading
machine and to minimize chance of kick-back (work
thrown back toward you).
16. MAINTAIN the proper relationship of infeed and
outfeed table surfaces and cutterhead knife path.
17. SUPPORT the workpiece adequately at all times
during operation; maintain control of the work at all
times.
18. DO NOT back the workpiece toward the infeed
table.
19. DO NOT attempt to perform an abnormal or little-
used operation without study and the use of adequate
hold-down/push blocks, jigs, fixtures, stops, push
blocks, etc.
20. SHUT OFF power before servicing or adjusting jointer.
21. DISCONNECT jointer from power source and clean
the machine before leaving it.
22. MAKE SURE the work area is clean before leaving
the machine.
23. SHOULD any part of your jointer be missing,
damaged, or fail in any way, or any electrical component
fail to perform properly, shut off switch and remove plug
from power supply outlet. Replace missing, damaged or
failed parts before resuming operation.
24. THE USE of attachments and accessories not
recommended by Delta may result in the risk of injuries.
25. ADDITIONAL INFORMATION regarding the safe
and proper operation of this product is available from
the National Safety Council, 1121 Spring Lake Drive,
Itasca, IL 60143-3201 in the Accident Prevention Manual
for Industrial Operation and also in the Safety Data
Sheets provided by the NSC. Please also refer to the
American National Standard Institute ANSI 01.1 Safety
Requirements for Woodworking Machinery and the U.S.
Department of Labor OSHA 1910.213 Regulations.
SAVE THESE INSTRUCTIONS.
Refer to them often
and use them to instruct others.
Page 4

A separate electrical circuit should be used for your machines. This circuit should not be less than #12 wire and should
be protected with a 20 Amp time lag fuse. If an extension cord is used, use only 3-wire extension cords which have 3prong grounding type plugs and matching receptacle which will accept the machine’s plug. Before connecting the
machine to the power line, make sure the switch is in the “OFF” position and be sure that the electric current is of the
same characteristics as indicated on the machine. All line connections should make good contact. Running on low
voltage will damage the machine.
DO NOT EXPOSE THE MACHINE TO RAIN OR OPERATE THE MACHINE IN DAMP LOCATIONS.
Your machine is wired for 120 volt, 60 HZ alternating current. Before connecting the machine to the power source, make
sure the switch is in the “OFF” position.
THIS MACHINE MUST BE GROUNDED WHILE IN USE TO PROTECT THE OPERATOR FROM
ELECTRIC SHOCK.
MOTOR SPECIFICATIONS
4
Fig. A Fig. B
GROUNDED OUTLET BOX
CURRENT
CARRYING
PRONGS
GROUNDING BLADE
IS LONGEST OF THE 3 BLADES
GROUNDED OUTLET BOX
GROUNDING
MEANS
ADAPTER
2. Grounded, cord-connected machines intended for use
on a supply circuit having a nominal rating less than 150
volts:
If the machine is intended for use on a circuit that has an
outlet that looks like the one illustrated in Fig. A, the
machine will have a grounding plug that looks like the plug
illustrated in Fig. A. A temporary adapter, which looks like
the adapter illustrated in Fig. B, may be used to connect
this plug to a matching 2-conductor receptacle as shown
in Fig. B if a properly grounded outlet is not available. The
temporary adapter should be used only until a properly
grounded outlet can be installed by a qualified electrician.
The green-colored rigid ear, lug, and the like, extending
from the adapter must be connected to a permanent
ground such as a properly grounded outlet box. Whenever
the adapter is used, it must be held in place with a metal
screw.
NOTE: In Canada, the use of a temporary adapter is not
permitted by the Canadian Electric Code.
3. Grounded, cord-connected machines intended for use
on a supply circuit having a nominal rating between 150
- 250 volts, inclusive:
If the machine is intended for use on a circuit that has an
outlet that looks like the one illustrated in Fig. C, the
machine will have a grounding plug that looks like the
plug illustrated in Fig. C. Make sure the machine is
connected to an outlet having the same configuration as
1. All grounded, cord-connected machines:
In the event of a malfunction or breakdown, grounding
provides a path of least resistance for electric current to
reduce the risk of electric shock. This machine is
equipped with an electric cord having an equipmentgrounding conductor and a grounding plug. The plug must
be plugged into a matching outlet that is properly installed
and grounded in accordance with all local codes and
ordinances.
Do not modify the plug provided - if it will not fit the outlet,
have the proper outlet installed by a qualified electrician.
Improper connection of the equipment-grounding
conductor can result in risk of electric shock. The
conductor with insulation having an outer surface that is
green with or without yellow stripes is the equipmentgrounding conductor. If repair or replacement of the
electric cord or plug is necessary, do not connect the
equipment-grounding conductor to a live terminal.
Check with a qualified electrician or service personnel if
the grounding instructions are not completely
understood, or if in doubt as to whether the machine is
properly grounded.
Use only 3-wire extension cords that have 3-prong
grounding type plugs and matching 3-conductor
receptacles that accept the machine’s plug, as shown in
Fig. A.
Repair or replace damaged or worn cord immediately.
POWER CONNECTIONS
GROUNDING INSTRUCTIONS
Page 5

Use proper extension cords. Make sure your extension cord is in good condition and is a 3-wire
extension cord which has a 3-prong grounding type plug and matching receptacle which will accept the machine’s
plug. When using an extension cord, be sure to use one heavy enough to carry the current of the machine. An
undersized cord will cause a drop in line voltage, resulting in loss of power and overheating. Fig. D, shows the correct
gauge to use depending on the cord length. If in doubt, use the next heavier gauge. The smaller the gauge number,
the heavier the cord.
EXTENSION CORDS
FOREWORD
Delta Model 37-195 is a 6" Professional Jointer with a cutting capacity of 6-1/8" (156mm) width, 1/8" depth (3mm max.)
and 1/2" (13mm) rabbeting. Unit includes; heavy-duty 1 hp, 120/240 volt induction motor, stand, dust chute, fence, threeknife cutterhead, cutterhead guard, and push blocks.
Carefully unpack the machine and all loose items from the shipping container(s). Remove the protective coating from
all unpainted surfaces. This coating may be removed with a soft cloth moistened with kerosene (do not use acetone,
gasoline or lacquer thinner for this purpose). After cleaning, cover the unpainted surfaces with a good quality household
floor paste wax.
NOTICE: THE MANUAL COVER PHOTO ILLUSTRATES THE CURRENT
PRODUCTION MODEL. ALL OTHER ILLUSTRATIONS ARE REPRESENTATIVE
ONLY AND MAY NOT DEPICT THE ACTUAL COLOR, LABELING OR
ACCESSORIES AND MAY BE INTENDED TO ILLUSTRATE TECHNIQUE ONLY.
5
Fig. D
Fig. D
MINIMUM GAUGE EXTENSION CORD
RECOMMENDED SIZES FOR USE WITH STATIONARY ELECTRIC MACHINES
Ampere Total Length Gauge of
Rating Volts of Cord in Feet Extension Cord
0-6 120
up to
25 18 AWG
0-6 120 25-50 16 AWG
0-6 120 50-100 16 AWG
0-6 120 100-150 14 AWG
6-10 120
up to
25 18 AWG
6-10 120 25-50 16 AWG
6-10 120 50-100 14 AWG
6-10 120 100-150 12 AWG
10-12 120
up to
25 16 AWG
10-12 120 25-50 16 AWG
10-12 120 50-100 14 AWG
10-12 120 100-150 12 AWG
12-16 120
up to
25 14 AWG
12-16 120 25-50 12 AWG
12-16 120
GREATER THAN 50 FEET NOT RECOMMENDED
MINIMUM GAUGE EXTENSION CORD
RECOMMENDED SIZES FOR USE WITH STATIONARY ELECTRIC MACHINES
Ampere Total Length Gauge of
Rating Volts of Cord in Feet Extension Cord
0-6 240
up to
50 18 AWG
0-6 240 50-100 16 AWG
0-6 240 100-200 16 AWG
0-6 240 200-300 14 AWG
6-10 240
up to
50 18 AWG
6-10 240 50-100 16 AWG
6-10 240 100-200 14 AWG
6-10 240 200-300 12 AWG
10-12 240
up to
50 16 AWG
10-12 240 50-100 16 AWG
10-12 240 100-200 14 AWG
10-12 240 200-300 12 AWG
12-16 240
up to
50 14 AWG
12-16 240 50-100 12 AWG
12-16 240
GREATER THAN 100 FEET NOT RECOMMENDED
Fig. C
GROUNDED OUTLET BOX
CURRENT
CARRYING
PRONGS
GROUNDING BLADE
IS LONGEST OF THE 3 BLADES
the plug. No adapter is available or should be used with
this machine. If the machine must be re-connected for
use on a different type of electric circuit, the reconnection should be made by qualified service
personnel; and after re-connection, the machine should
comply with all local codes and ordinances.
IN ALL CASES, MAKE CERTAIN
THE RECEPTACLE IN QUESTION IS PROPERLY
GROUNDED. IF YOU ARE NOT SURE HAVE A
QUALIFIED ELECTRICIAN CHECK THE
RECEPTACLE.
OPERATING INSTRUCTIONS
UNPACKING AND CLEANING
Page 6

6
JOINTER PARTS
Fig. 4
1. Jointer
2. Fence Carriage Assembly
3. Cutterhead Pulley Guard/Carriage Mounting
Bracket
4. Switch Mounting Bracket
5. Cutterhead Guard
6. Fence Tilting Handles (2)
7. Fence
8. Push Blocks (2)
9. 12-14mm Open End Wrench
10. 8-10mm Open End Wrench
11. 8mm Hex Wrench
12. 6mm Hex Wrench
13. 4mm Hex Wrench
14. 3mm Hex Wrench
15. 2.5mm Hex Wrench
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Page 7

7
Fig. 5
16. Stand with Pre-Wired Switch
17. Dust Chute
18. V-Belt
19. Pulley
20. M10x1.5x20mm Hex Socket Head Screw (3)
21. M8x1.25x55mm Hex Socket Head Screw (4)
22. M8x1.25x30mm Hex Socket Head Screw (2)
23. M8x1.25x25mm Hex Socket Head Screw (2)
24. M8x1.25x20mm Hex Socket Head Screw (2)
25. 5/16-18x1" Hex Head Screw (1)
26. #10-16x1/2" Sheet Metal Screw (4)
27. M10 Flat Washer (3)
28. 11/32" Flat Washer (1)
29. M8 Flat Washer (10)
30. M10.2 Lockwasher (3)
31. M8.1 Lockwasher (10)
32. 5/16" Lockwasher (1)
33. M8x1.25 Hex Nut (2)
34. 5/16-18 Hex Nut (1)
35. Key
ASSEMBLY
FOR YOUR OWN SAFETY, DO NOT CONNECT THE MACHINE TO THE POWER SOURCE UNTIL
THE MACHINE IS COMPLETELY ASSEMBLED AND YOU READ AND UNDERSTAND THE ENTIRE
INSTRUCTION MANUAL.
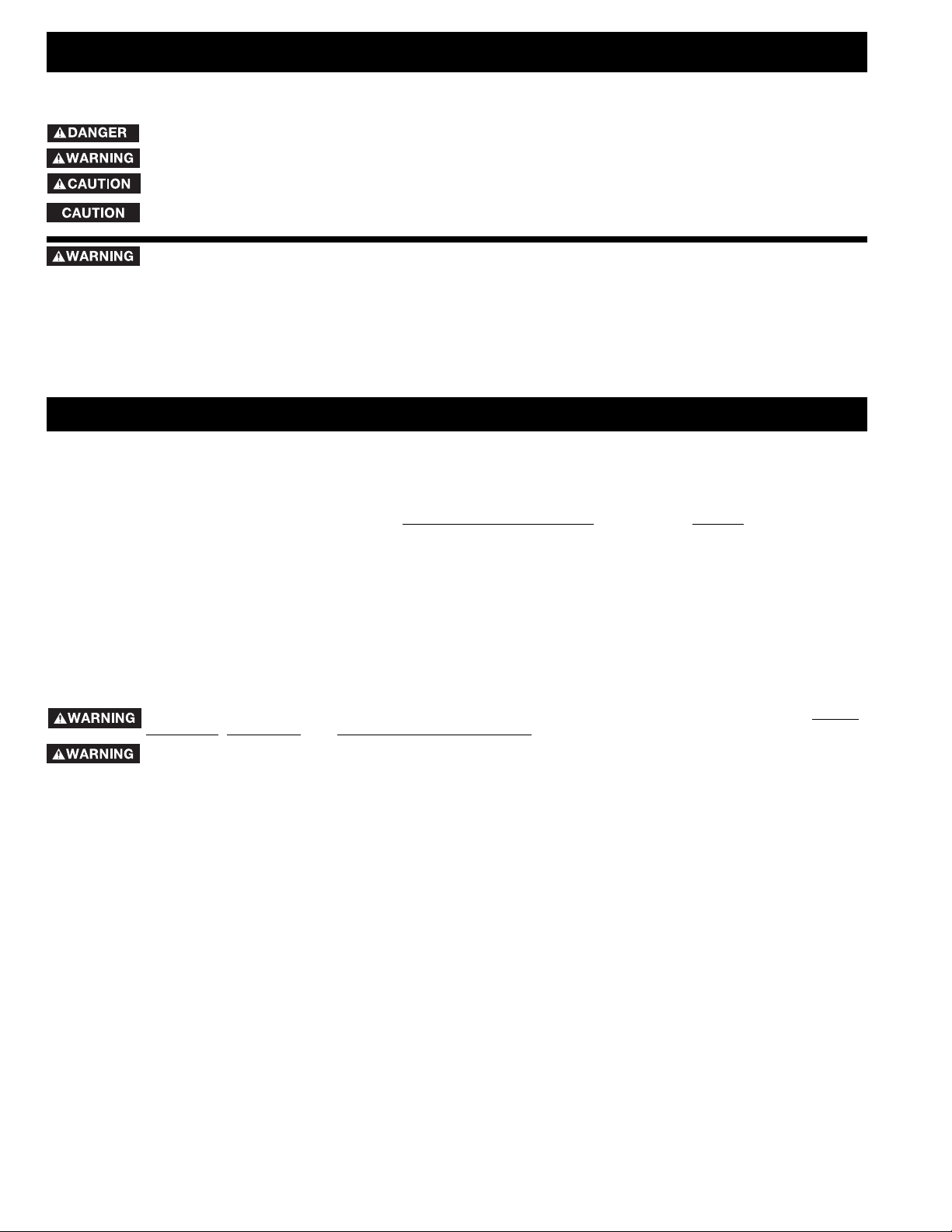
STAND AND ELECTRICALS
Your Jointer stand (A) Fig. 6, is shipped with the motor
and switch completely wired, and the motor mounted.
Fig. 6
A
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
Page 8
8
ASSEMBLING
JOINTER TO STAND
1. The outfeed end (N) Fig. 9, of the jointer must be
pointing toward the end of the stand with dust chute
opening (B) Fig. 7.
2. Remove three screws (C) Fig. 7, and loosen two
screws (D). Then remove back panel (E) from stand by
lifting upward.
Fig. 7
C
E
B
D
Fig. 8
F
Fig. 9
G
J
I
H
Fig. 10
L
M
K
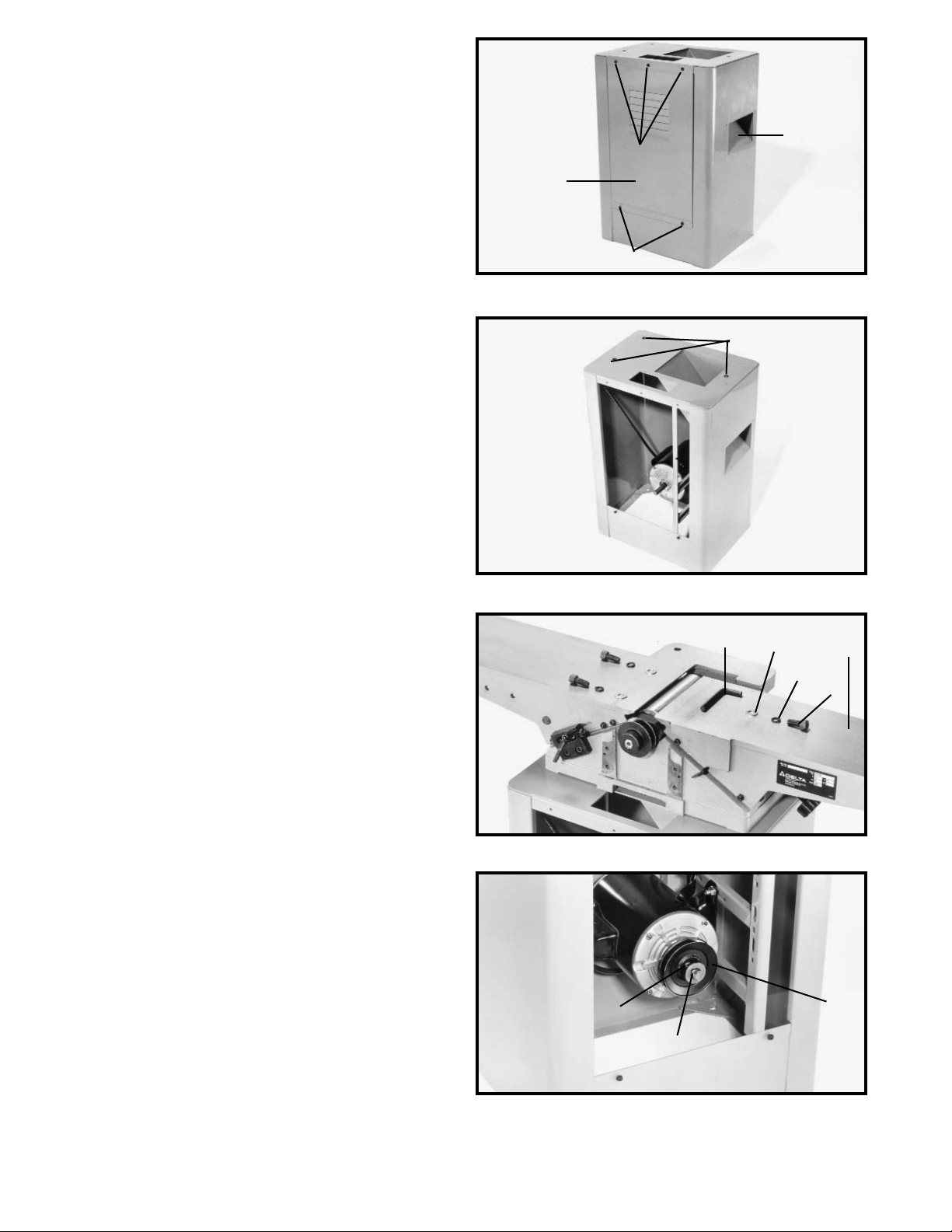
3. Line up the three holes (F) Fig. 8, on the top of stand
with the three threaded holes on the bottom of the jointer
base. Using the supplied 8mm hex wrench (G) Fig. 9,
fasten the jointer to the stand. Place a M10.2
lockwasher (I), on a M10x1.5x20mm hex socket head
screw (H), and a M10 flat washer onto the screw. Insert
the screw through the hole in the stand and thread the
screw into the tapped hole in the bottom of the jointer,
and tighten securely. Repeat this process for the two
remaining holes in the stand and the jointer. NOTE: The
mounting hole located on the dust chute end of the
stand is accessed by reaching up through the dust
chute.
ASSEMBLING
MOTOR PULLEY
Assemble motor pulley (K) Fig. 10, to motor shaft with
the hub of the pulley in the outer position as shown.
Make certain key (L) is inserted in the keyway of the
pulley and motor shaft, then tighten set screw (M) using
the 2.5mm hex wrench (not shown).
N
Page 9

9
ASSEMBLING BELT AND
ALIGNING PULLEYS
1. Place belt (A) Fig. 11, in groove of cutterhead pulley
(B) and motor pulley (C).
2. Make certain the motor pulley (C) Figs. 11 and 12, is
properly aligned with cutterhead pulley (B) by placing a
straight edge (D) Fig. 12, onto the face of each pulley as
shown.
3. If an adjustment is needed, the motor pulley can be
moved in or out on the motor shaft, or the motor can be
shifted by loosening motor mounting screws, two of
which are shown at (E) Fig. 11. After adjustments are
made, tighten motor mounting hardware and motor
pulley set screw.
ADJUSTING BELT TENSION
1. Correct belt tension is obtained when there is
approximately 1" deflection at the center span of the
belt using light finger pressure.
2. If an adjustment is required, the motor can be raised
or lowered to obtain the correct belt tension.
3. Tighten motor mounting hardware after tension is
applied, making sure alignment of the pulleys is not
disturbed.
4. Re-attach back panel of stand which was removed
in STEP 2 of “ASSEMBLING JOINTER TO STAND”.
Fig. 11
E
C
A
B
B
C
D
Fig. 12
Fig. 14
Fig. 13
A
B
C
G
E
D
C
ASSEMBLING CUTTERHEAD
PULLEY GUARD/CARRIAGE
MOUNTING BRACKET
1. Position two alignment pins (A) Fig. 13, with two
alignment holes (B) in jointer base.
2. Using the supplied 6mm hex wrench (E) Fig. 14,
fasten bracket (C) onto jointer base (G). Place a M8.1
lockwasher then an M8 flat washer on an M8x1.25x55mm
hex socket head screw. Insert the screw (D) Fig. 14,
through the hole in bracket (C), and thread the screw into
the jointer base (B) Fig. 13, and tighten securely. Repeat
this process for the three remaining holes in the bracket
and jointer.
Page 10

10
ASSEMBLING FENCE
CARRIAGE ASSEMBLY
1. Fasten fence carriage assembly (A) Fig. 15, to
cutterhead pulley guard/carriage mounting bracket (C).
Align the holes in the fence carriage assembly (A) one of
which is shown at (D), with the holes in the pulley
guard/carriage mounting bracket (C). Place a M8.1
lockwasher (E), then an M8 flat washer on an
M8x1.25x20mm hex socket head screw (B). Insert the
screw through the hole in the fence carriage assembly,
and thread the screw into the tapped hole in the
cutterhead pulley guard/carriage mounting bracket and
tighten securely. Repeat this process for the remaining
hole in the fence carriage assembly and the cutterhead
pulley guard/carriage mounting bracket.
2. Fig. 16, illustrates fence carriage assembly properly
mounted.
Fig. 15
D
A
C
B
Fig. 16
ASSEMBLING FENCE
1. Fasten fence (A) Fig. 17, to fence carriage assembly
(C) through holes (D). Align the two holes (G) in the fence
with the two holes (D) in the carriage assembly (C). Place
a M8.1 lockwasher (E), then an M8 flat washer (F), on an
M8x1.25x25mm hex socket head screw (B). Insert the
screw through hole (D) in the carriage assembly and
thread the screw into the tapped hole (G) in the fence,
and tighten securely. Repeat this process for the
remaining hole in the fence and carriage assembly.
2. Fig. 18 illustrates fence properly mounted.
3. Thread shorter fence handle (E ) Fig.19, into infeed
end of fence (A) and longer fence handle (G) into outfeed
end as shown.
Fig. 17
A
B
C
D
Fig. 18
Fig. 19
A
E
G
E
F
E
F
G
Page 11

11
ASSEMBLING
CUTTERHEAD GUARD
1. Remove set screw (A) Fig. 20 from cutterhead guard
post (F) with the 2.5mm hex wrench. Insert post (F)
through hole in the infeed table. NOTE: A spring is
supplied in knob assembly (E) that returns the guard (C)
over the cutterhead after a cut has been made. Turn
knob (E) counter-clockwise to provide tension on the
spring before inserting post (F). Make certain the spring
engages in the slot of the post. If spring tension is too
tight or too loose, adjust the spring accordingly by
removing the guard and rotating knob (E).
2. Thread set screw (A) Fig. 21 back into post (F) Fig.
20, to keep cutterhead guard (C) in position during
jointer operation.
3. Fig. 21, illustrates the cutterhead guard (C)
assembled to the infeed table.
Fig. 20
A
C
D
E
Fig. 21
A
C
ASSEMBLING SWITCH AND
MOUNTING BRACKET
1. Align the two holes in the switch mounting bracket
(A) Fig 22, with the two holes (D) in the back of the infeed
table (B). Place an M8 flat washer (E) Fig. 22, on an
M8x1.25x30mm hex socket head screw (C). Insert the
screw through the hole (D) Fig. 22, in the switch
mounting bracket (A) and the hole in the back of the
infeed table (B). Place a M8.1 lockwasher (F) Fig. 22,
onto the screw (C). Thread a M8x1.25 hex nut (G) Fig.
22, onto the screw (C) and tighten securely. Repeat this
process for the remaining hole in the switch mounting
bracket and the infeed table.
2. Align the hole in the switch (E) Fig. 23, with the hole
(G) in the mounting bracket. Place an 11/32" flat washer
(I) Fig. 23, on a 5/16-18x1" hex head screw (H). Insert the
screw through the hole in switch (E) and hole (G) in the
mounting bracket. Place a 5/16" lockwasher (J) on
screw (H). Thread a 5/16-18 hex nut (K) on the screw
and tighten securely.
3. Fig. 24, illustrates the switch properly mounted.
Fig. 22
A
B
C
D
Fig. 23
Fig. 24
A
G
E
H
E
F
G
I
J
K
F
Page 12

12
ASSEMBLING DUST CHUTE
The jointer stand has a built-in dust chute (A) Fig. 25. If this machine is to be used with a dust collection system, the
supplied dust collector connector (B) Fig. 26, can be fastened to jointer stand (C) with four #10-16x1/2" sheet metal
screws (D) as shown.
A standard 4" dust collection hose can be attached to dust collector connector.
Fig. 25
Fig. 26
A
C
D
B
OPERATING CONTROLS AND ADJUSTMENTS
STARTING AND STOPPING
JOINTER
1. The on/off switch is located underneath the switch
shield (B) Fig. 31. To start the jointer, move switch (A) up
to the “ON” position.
2. To turn the jointer “OFF”, push down on switch
shield (B) Fig. 32, as shown.
Fig. 31
B
A
Fig. 32
B
Page 13

13
LOCKING SWITCH
IN THE “OFF” POSITION
IMPORTANT: When the tool is not in use, the switch
should be locked in the “OFF” position to prevent
unauthorized use. Insert the shank of padlock (C) Fig.
33, through the holes in the switch plate to lock the
on/off switch trigger (A).
Fig. 33
C
A
INFEED TABLE
ADJUSTMENTS
1. To raise or lower the infeed table, loosen table lock
handle (A) Fig. 34, located on the rear side of infeed
table.
Fig. 34
A
Fig. 35
B
C
D
Fig. 36
E
D
2. Grasp the infeed table raising/lowering handle (B)
Fig. 35, and squeeze locking lever (C), and raise or lower
handle (B).
3. NOTE: When raising or lowering the infeed table, a
depth stop (D) Figs. 35 and 36, will automatically stop
the table at an 1/8" depth-of-cut. To move the table past
this point, the depth stop must be lifted as shown, and
the table can be moved up or down.
Always make sure table lock handle (A)
Fig. 34, is tightened before operation. The table lock
handle (A) is spring-loaded and can be repositioned by
pulling out the handle and repositioning it on the
serrated nut located under the handle.
4. The depth-of-cut of the infeed table (position of
table in relationship with the cutting circle) can be
indicated with the pointer (E) Fig. 36. Maximum depthof-cut is 1/2".
Page 14

14
INFEED TABLE
POSITIVE STOPS
DISCONNECT MACHINE FROM
POWER SOURCE.
Positive stops are provided to limit the height and depth
of the infeed table. To adjust the stops, loosen two
locknuts (F) and (G) Fig. 37, and turn the two adjusting
screws (J) and (K) as required. Then retighten the
locknuts (F) and (G). A good suggestion is to set the
upper positive stop (J) for your finish or final cut. This
means that you will be able to rapidly set the infeed table
for a finish or final cut without checking the scale and
pointer. Also the lower positive stop (K) can be set for
the maximum depth-of-cut or if you desire to limit the
depth-of-cut, adjust the stop screw (K) accordingly.
Fig. 37
J
G
F
K
OUTFEED TABLE
ADJUSTMENTS
DISCONNECT MACHINE FROM
POWER SOURCE.
1. In order to perform accurate jointing operations, the
outfeed table must be exactly level with the knives at
their highest point of revolution. This means that the
knives must be parallel to the outfeed table and project
equally from the cutterhead.
2. To move the outfeed table up or down, loosen lockscrew (A) Fig. 38, and turn hand knob (B). When the
outfeed table is exactly level with the knives at their
highest point of revolution, tighten lockscrew (A).
Fig. 38
A
B
KNIFE ADJUSTMENTS
In order to do accurate work, the knives must be exactly
level with the outfeed table. To check and adjust,
proceed as follows:
DISCONNECT MACHINE FROM
POWER SOURCE.
1. Loosen infeed table lock lever and lower infeed table
as described under section “INFEED TABLE
ADJUSTMENTS”.
2. Remove cutterhead guard (C) Fig. 39.
3. Place a steel straight edge on the outfeed table,
extending over the cutterhead as shown in Fig. 40.
4. Carefully rotate the cutterhead by hand. The knives
should just touch the straight edge.
Fig. 39
C
Fig. 40
Page 15

15
5. If the knife is high or low at either end, slightly turn
the four screws (D) Fig. 41, in the knife locking bar
clockwise to loosen using the wrench (E) supplied. Then
adjust the height of the knife by turning the knife raising
screws (F) Fig. 42, counterclockwise to lower and
clockwise to raise the knife.
CARE MUST BE TAKEN WHEN
HANDLING THE KNIVES, AS THE CUTTING EDGES
ARE VERY SHARP.
If the knife is to be lowered it will be necessary to
carefully push down on the knife with a scrap piece of
wood, after screws (F) have been turned. Tighten four
screws (D) Fig. 41, by turning them counterclockwise,
after adjustment is made.
6. Repeat these procedures for adjusting the remaining
two knives if necessary, and replace cutterhead guard
removed in STEP 2.
7. If the knives are set too low, the result will be as
shown in Fig. 43, and the finished surface will be curved.
8. If the knives are set too high, the work will be
gouged, curved, or bowed at the end of the cut, as
shown in Fig. 44.
9. As a final check, run a piece of work slowly over the
knives for 6 to 8 inches. The wood should rest firmly on
both tables as shown in Fig. 45, with no open spaces
under the finished cut.
Fig. 41 Fig. 42
D
F
F
Fig. 43
Fig. 44
Fig. 45
E
Page 16

16
ADJUSTING TABLE GIBS
“Gibs”’ are provided to take up all play between the
mating dovetail ways of the base and the infeed and
outfeed tables. The ”gib” for the infeed table is shown at
(A) Fig. 46, and the “gib” for the outfeed table is shown
at (B) Fig. 47. Proper “gib” adjustment is necessary for
the correct functioning of the jointer. The “gibs” were
adjusted at the factory and should require no further
adjustment. If, however, it becomes necessary to adjust
the “gibs”, proceed as follows:
1. To adjust the infeed or outfeed table “gibs”, loosen
three locknuts (F) Fig. 46, for the infeed table or two
locknuts (G) Fig. 47, for the outfeed table. For the infeed
table, make sure the table locking lever (H) Fig. 46, is
loose. For the outfeed table, make sure the table locking
screw (E) Fig. 47, is loose.
2. Tighten or loosen three gib adjustment screws (C)
Fig. 46, as necessary for the infeed table or two gib
adjustment screws (D) Fig. 47, as necessary for the
outfeed table; starting with the lower screw first and as
you proceed to the top screw, gently raise the outboard
edge of the table that is being adjusted. This will offset
any tendency for the table casting to “droop or sag”’
and permit the gib to be adjusted to a secure fit. After
the gibs have been adjusted, tighten locknuts (F) Fig. 46,
(G) Fig. 47, table locking screw (E) Fig. 47, and infeed
table locking lever (H) Fig. 46.
IMPORTANT: Do not leave the adjusting screws too
loose. It should take a little bit of effort to move the
tables up or down.
Fig. 46
F
C
F
C
A
Fig. 47
D
G
E
D
G
B
FENCE OPERATION
The fence can be moved across the table and can tilt
45 degrees right or left at any position on the table as
follows:
NOTE: SWITCH HAS BEEN REMOVED FOR CLARITY
OF ILLUSTRATIONS ONLY.
1. To move the fence across the table, loosen lock handle
(A) Fig. 48, and turn knob (B) until desired fence location
is reached. Then tighten lock handle (A). As the fence is
moved across the table, the rear cutterhead guard (C)
covers and guards the cutterhead in back of the fence.
NOTE: Lock handle (A) is spring-loaded and can be
repositioned by pulling up on the handle and
repositioning it on the serrated nut located underneath
the hub of the handle.
2. To tilt the fence in or out, loosen lock handle (D) Fig.
48. While holding fence tilting handle (E) Fig. 49, rotate
90° flip stop (G) and tilt the fence to the desired angle, in
or out, and tighten lock handle (D) Fig. 48. IMPORTANT:
When cutting bevels and the angle is small, there is little
difference whether the fence is tilted in or out; however,
at angles approaching 45 degrees it may become
difficult to hold the work securely against the fence
when the fence is tilted out. In these cases we suggest
that the fence be tilted toward the table, as shown in Fig.
50. The fence will form a V-shape with the tables and the
work is easily pressed into the pocket while passing
across the knives.
D
C
B
A
Fig. 48
Fig. 49
G
E
H
Page 17

17
ADJUSTING FENCE
POSITIVE STOP
NOTE: SWITCH HAS BEEN REMOVED FOR CLARITY
OF ILLUSTRATIONS ONLY.
The fence on this jointer is equipped with positive stops
that allow you to rapidly tilt the fence to the 90 and 45
degree angle to the table in the inward or outward
position. To check and adjust the positive stops,
proceed as follows:
DISCONNECT MACHINE FROM
POWER SOURCE.
1. Position the fence at 90 degrees to the table. Make
certain flip stop (G) Fig. 51, is in the lowered position as
shown, and adjustment screw (A) is contacting the flip
stop. Then tighten lock handle (B).
2. Place a square (C) Fig. 51, on the table and against
the fence to determine if the fence is 90 degrees to the
table.
3. If an adjustment is necessary, loosen lock handle (B)
Fig. 51, and lock nut (D). Turn adjustment screw (A) until
you are certain the fence is 90 degrees to the table. Then
tighten lock handle (B) and lock nut (D).
4. Loosen lock handle (B) Fig. 52, and rotate flip stop
(G). Then tilt fence out as far as it will go and tighten lock
handle (B).
5. Using a square (C) Fig. 52, check to determine if the
fence is 45 degrees to the table, as shown.
6. If an adjustment is necessary, loosen lock handle (B)
Fig. 52, and lock nut (E). Turn adjustment screw (H) until
you are certain the fence is 45 degrees to the table. Then
tighten lock handle (B) and lock nut (E).
7. Loosen lock handle (B) Fig. 53, and tilt fence as far
in as it will go and tighten lock handle.
8. Using a square (C) Fig. 53, check to determine if the
fence is 45 degrees to the table.
9. If an adjustment is necessary, loosen lock handle (B)
Fig. 53, and lock nut (J). Turn adjustment screw (K) until
you are certain the fence is 45 degrees to the table.Then
tighten lock handle (B) and lock nut (J).
Fig. 50
Fig. 51
B
G
AD
C
Fig. 52
C
B
H
E
G
Fig. 53
B
C
K
J
Page 18

18
REMOVING, REPLACING,
AND RESETTING KNIVES
If the knives are removed from the cutterhead for replacement or sharpening, care must be used in
removing, replacing, and resetting them.
DISCONNECT MACHINE FROM
POWER SOURCE.
1. Move the fence to the rear and remove the
cutterhead guard.
BE EXTREMELY CAREFUL THAT
YOUR HANDS DO NOT COME IN CONTACT WITH
THE KNIVES. THE KNIVES ARE VERY SHARP.
2. Using wrench (A) Fig. 54, slightly loosen the four
locking screws (B) in each knife slot by turning the
screws (B) clockwise.
3. Loosen screws (B) Fig. 54, further and remove knife
and knife locking bar.
4. Fig. 55, shows the knife (C) and knife locking bar (D)
removed from the cutterhead. Remove the remaining
two knives and locking bars, in the same manner.
5. Using wrench (E) Fig. 55, lower the two knife
adjustment blocks by turning screws (F) counterclockwise
in all three slots of the cutterhead.
6. Before replacing knives make certain the knife
locking bars are thoroughly clean and free of gum and
pitch.
7. Replace the knife locking bars (D) Fig. 55, and knives
(C) into each slot in the cutterhead.
CARE MUST BE TAKEN WHEN
INSERTING THE KNIVES AS THE CUTTING EDGES
ARE VERY SHARP. Push the knife down as far as
possible and snug up the screws (B) Fig. 54, by turning
each screw counterclockwise just enough to hold the
knife in position. Replace the remaining two knifes in the
same manner.
KNIVES MUST BE INSTALLED
CORRECTLY AS SHOWN IN FIG. 56.
8. The knives are adjusted correctly when the cutting
edge of the knife extends out .060” from the cutterhead
diameter.
9. Carefully rotate the cutterhead (G) Fig. 57, until the
round portion of the cutterhead is on top as shown.
10. Place a .060” feeler gage (H) Fig. 57, on the
cutterhead and using a straight edge (J) on the rear table
adjust the height of the rear table until it is .060” above
the cuttinghead diameter, as shown.
11. Lock the rear table in position and remove the feeler
gage.
12. Lower the infeed table and place a straight edge (J)
Fig. 58, on the outfeed table extending over the
cutterhead as shown.
B
A
Fig. 54
Fig. 55
E
Fig. 56
Fig. 57
J
H
G
C
D
F
F
Page 19

13. Rotate the cutterhead by hand until the knife is at its
highest point at each end of the cutterhead. To raise the
knife, use wrench (E) Fig. 58, and turn raising screw
clockwise until the knife just touches the straight edge
(J) on each end and center of the cutterhead when the
knife is at its highest point. When you are certain the
knife is adjusted properly, tighten the four locking
screws (B) by turning them counterclockwise.
14. Adjust the remaining two knives in the same manner.
MAKE CERTAIN THAT ALL KNIVES
ARE SECURELY FASTENED IN CUTTERHEAD
BEFORE TURNING ON POWER.
15. Replace cutterhead guard.
Fig. 58
E
J
B
B
OPERATION
The following directions will give the beginner a start on
jointer operations. Use scrap pieces of lumber to check
settings and to get the feel of the operations before
attempting regular work.
THE KNIVES ON THE JOINTER WILL
NOT WEAR EVENLY BY FEEDING THE WOOD
THROUGH THE SAME SPOT ON THE TABLE EVERY
TIME. FEED THE WOOD THROUGH THE JOINTER AT
DIFFERENT SPOTS ON THE TABLE WHEN
POSSIBLE, TO HELP ELIMINATE UNEVEN WEAR OF
THE KNIVES.
ALWAYS USE CUTTERHEAD GUARD
AND KEEP HANDS AWAY FROM CUTTERHEAD.
ALWAYS USE PUSH BLOCKS WHENEVER
POSSIBLE. NEVER MAKE JOINTING AND PLANING
CUTS DEEPER THAN 1/8" IN ONE PASS.
PLACEMENT OF HANDS
DURING FEEDING
At the start of the cut, the left hand holds the work firmly
against the infeed table and fence, while the right hand
pushes the work toward the knives. After the cut is underway, the new surface rests firmly on the outfeed table
as shown in Fig. 61. The left hand should then be moved
to the work on the outfeed table, at the same time
maintaining flat contact with the fence. The right hand
presses the work forward, and before the right hand
reaches the cutterhead, it should be moved to the work
on the outfeed table.
NEVER PASS HANDS DIRECTLY OVER
THE CUTTERHEAD.
Fig. 60
Fig. 61
Fig. 62
JOINTING AN EDGE
This is the most common operation for the jointer, these
cuts are made to square an edge of a workpiece. Set the
guide fence square with the table. Depth of cut should be
the minimum required to obtain a straight edge. Hold the
best face of the piece firmly against the fence throughout
the feed as shown in Fig. 61.
MAXIMUM DEPTH OF CUT SHOULD
NOT BE MORE THAN 1/8" IN ONE PASS.
DO NOT PERFORM JOINTING
OPERATIONS ON MATERIAL SHORTER THAN 10
INCHES, NARROWER THAN 3/4 INCH, OR LESS
THAN 1/2 INCH THICK (REFER TO FIG. 62).
19
Page 20

20
Fig. 63
Fig. 64
Fig. 65
SURFACING
Surfacing is identical to the jointing operation except for
the position of the workpiece. For surfacing, the major flat
surface of the workpiece is placed on the infeed table of
the jointer with the narrow edge of the workpiece against
the fence, as shown in Fig. 63. The workpiece is
moved from the infeed table, across the cutterhead to the
outfeed table establishing a flat surface on the workpiece
ALWAYS USE PUSH BLOCKS WHEN
PERFORMING SURFACING OPERATIONS AND NEVER
PASS YOUR HANDS DIRECTLY OVER THE
CUTTERHEAD.
MAXIMUM DEPTH OF CUT SHOULD
NOT BE MORE THAN 1/8" IN ONE PASS.
To cut a bevel, lock the fence at the required angle and
run the work across the knives while keeping the work
firmly against the fence and tables. Several passes may
be necessary to arrive at the desired result. When the
angle is small, there is little difference whether the fence
is tilted to the right or left. However, at greater angles
approaching 45 degrees, it is increasingly difficult to
hold the work properly when the fence is tilted to the
right. The advantage of the double-tilting fence is
appreciated under such conditions. When tilted to the
left, the fence forms a V-shape with the tables, as shown
in Fig. 64, and the work is easily pressed into the pocket
while passing it across the knives. If the bevel is laid out
on the piece in such direction that this involves cutting
against the grain, it will be better to tilt the fence to the
right.
TAPER CUTS
One of the most useful jointer operations is cutting an edge to a taper. This method can be used on a wide variety of
work. Tapered legs of furniture are a common example. Instead of laying the piece on the infeed table, lower the
forward end of the work onto the outfeed table. Do this very carefully, as the piece will span the knives, and they will
take a “bite” from the work with a tendency to kick back unless the piece is firmly held. Now push the work forward
as in ordinary jointing. The effect is to surface off all the stock in front of the knives, to increasing depth, leaving a
tapered surface. The ridge left by the knives when starting the taper may be removed by taking a very light cut
according to the regular method for jointing, with the infeed table raised to its usual position. Practice is required in this
operation, and the beginner is advised to make trial cuts on waste material. Taper cuts over part of the length and a
number of other special operations can easily be done by the experienced craftsman.
CUTTING A RABBET
When making a rabbet cut, as shown in Fig. 65, the cutterhead guard must be removed.
AFTER THE RABBET CUT IS COMPLETED,
BE CERTAIN GUARD IS REPLACED.
1. Adjust the fence so that the distance between the
end of the knives and the fence is equal to the width of
the rabbet.
2. Lower the infeed table an amount equal to the depth
of the rabbet. If the rabbet is quite deep, it may be
necessary to cut it in two or more passes. In that event,
the table is lowered an amount equal to about half the
depth of the rabbet for the first pass, then lowered again
to proper depth to complete the cut.
BEVELING
Page 21

21
Fig. 66
Fig. 67
Fig. 68 Fig. 69
After considerable use, the knives will become dull and it will not be possible to do accurate work. Unless
badly damaged by running into metal or other hard material, the knives may be sharpened as follows:
WHETTING KNIVES
DISCONNECT MACHINE FROM POWER
SOURCE.
Use a fine carborundum stone, cover it partly with paper
as indicated in Fig. 59 to avoid marking the table. Lay
the stone on the infeed table, lower the table and turn
the cutterhead forward until the stone lies flat on the
bevel of the knife as shown. Hold the cutterhead from
turning, and whet the beveled edge of the knife, stroking
lengthwise by sliding the stone back and forth across
the table. Do the same amount of whetting on each of
the three knives.
Fig. 70
MAINTENANCE AND REPAIRS
SURFACING WARPED PIECES
If the wood to be surfaced is dished or warped, take
light cuts until the surface is flat. Avoid forcing such
material down against the table; excessive pressure will
spring it while passing the knives, and it will spring back
and remain curved after the cut is completed.
SURFACING SHORT
OR THIN WORK
WHEN SURFACING SHORT OR THIN
PIECES, ALWAYS USE PUSH BLOCKS TO MINIMIZE
ALL DANGER TO THE HANDS. Fig. 66, illustrates using
the Delta Push Blocks properly.
DO NOT PERFORM SURFACING
OPERATIONS ON MATERIAL SHORTER THAN 10
INCHES, NARROWER THAN 3/4 INCH, WIDER THAN
6 INCHES, OR LESS THAN 1/2 INCH THICK (REFER
TO FIG. 67).
DIRECTION OF GRAIN
Avoid feeding work into the jointer against the grain as
shown in Fig. 68. The result will be chipped and
splintered edges. Feed with the grain as shown in Fig.
69, to obtain a smooth surface.
MINIMUM AND
MAXIMUM SURFACING
DIMENSIONS
Page 22

22
PUSH STICK
MAKE FROM 1/2" OR 3/4"
WOOD OR THICKNESS
LESS THAN WIDTH OF
MAT’L. TO BE CUT
CUT OFF HERE TO
PUSH 1/4" WOOD
CUT OFF HERE TO
PUSH 1/2" WOOD
NOTCH TO HELP
PREVENT HAND
FROM SLIPPING
1/2" SQUARES
CONSTRUCTING A PUSH STICK
Narrow pieces of stock that are close to 10 inch minimum length should be handled with a push stick
and push block. The Fig. below is a pattern for a push stick.
Page 23

23
Printed in U.S.A.
Two Year Limited Warranty
Delta will repair or replace, at its expense and at its option, any Delta machine, machine part, or machine accessory which
in normal use has proven to be defective in workmanship or material, provided that the customer returns the product
prepaid to a Delta factory service center or authorized service station with proof of purchase of the product within two
years and provides Delta with reasonable opportunity to verify the alleged defect by inspection. Delta may require that
electric motors be returned prepaid to a motor manufacturer’s authorized station for inspection and repair or replacement.
Delta will not be responsible for any asserted defect which has resulted from normal wear, misuse, abuse or repair or
alteration made or specifically authorized by anyone other than an authorized Delta service facility or representative. Under
no circumstances will Delta be liable for incidental or consequential damages resulting from defective products. This
warranty is Delta’s sole warranty and sets forth the customer’s exclusive remedy, with respect to defective products; all
other warranties, express or implied, whether of merchantability, fitness for purpose, or otherwise, are expressly
disclaimed by Delta.
PARTS, SERVICE OR WARRANTY ASSISTANCE
All Delta Machines and accessories are manufactured to high quality standards and are serviced by a network
of Porter-Cable • Delta Factory Service Centers and Delta Authorized Service Stations. To obtain additional
information regarding your Delta quality product or to obtain parts, service, warranty assistance, or the location
of the nearest service outlet, please call 1-800-223-7278 (In Canada call 1-800-463-3582).
ACCESSORIES
A complete line of accessories is available from your Delta Supplier, Porter-Cable • Delta Factory Service Centers,
and Delta Authorized Service Stations. Please visit our Web Site www.deltamachinery
.com
for a catalog or for the
name of your nearest supplier.
Since accessories other than those offered by Delta have not been tested
with this product, use of such accessories could be hazardous. For
safest operation, only
Delta recommended accessories should be used with this product.
Page 24

The following are trademarks of PORTER-CABLE·DELTA (Las siguientes son marcas registradas de PORTER-CABLE S.A.): Auto-Set®,
BAMMER®, B.O.S.S.®, Builder’s Saw®, Contractor’s Saw®, Contractor’s Saw II™, Delta®, DELTACRAFT®, DELTAGRAM™, Delta Series
2000™, DURATRONIC™, Emc²™, FLEX®, Flying Chips™, FRAME SAW®, Homecraft®, INNOVATION THAT WORKS®, Jet-Lock®,
JETSTREAM®, ‘kickstand®, LASERLOC®, MICRO-SET®, Micro-Set®, MIDI LATHE®, MORTEN™, NETWORK™, OMNIJIG®, POCKET
CUTTER®, PORTA-BAND®, PORTA-PLANE®, PORTER-CABLE®&(design), PORTER-CABLE®PROFESSIONAL POWER TOOLS, Posi-Matic®,
Q-3®&(design), QUICKSAND®&(design), QUICKSET™, QUICKSET II®, QUICKSET PLUS™, RIPTIDE™&(design), SAFE GUARD II®, SAFELOC®, Sanding Center®, SANDTRAP®&(design), SAW BOSS®, Sawbuck™, Sidekick®, SPEED-BLOC®, SPEEDMATIC®, SPEEDTRONIC®,
STAIR EASE®, The American Woodshop®&(design), The Lumber Company®&(design), THE PROFESSIONAL EDGE®, THE PROFESSIONAL
SELECT®, THIN-LINE™, TIGER®, TIGER CUB®, TIGER SAW®, TORQBUSTER®, TORQ-BUSTER®, TRU-MATCH™, TWIN-LITE®,
UNIGUARD®, Unifence®, UNIFEEDER™, Unihead®, Uniplane™, Unirip®, Unisaw®, Univise®, Versa-Feeder®, VERSA-PLANE®, WHISPER
SERIES®, WOODWORKER’S CHOICE™.
Trademarks noted with ™ and ® are registered in the United States Patent and Trademark Office and may also be registered in other
countries. Las Marcas Registradas con el signo de ™ y ® son registradas por la Oficina de Registros y Patentes de los Estados Unidos y
también pueden estar registradas en otros países.
PORTER-CABLE • DELTA SERVICE CENTERS
(CENTROS DE SERVICIO DE PORTER-CABLE • DELTA)
Parts and Repair Service for Porter-Cable •Delta Machinery are Available at These Locations
(Obtenga Refaccion de Partes o Servicio para su Herramienta en los Siguientes Centros de Porter-Cable
•
Delta)
Authorized Service Stations are located in many large cities. Telephone 800-438-2486 or 731-541-6042 for assistance locating one.
Parts and accessories for Porter-Cable
·
Delta products should be obtained by contacting any Porter-Cable·Delta Distributor, Authorized
Service Center, or Porter-Cable·Delta Factory Service Center. If you do not have access to any of these, call 800-223-7278 and you will
be directed to the nearest Porter-Cable
·
Delta Factory Service Center. Las Estaciones de Servicio Autorizadas están ubicadas en muchas
grandes ciudades. Llame al 800-438-2486 ó al 731-541-6042 para obtener asistencia a fin de localizar una. Las piezas y los accesorios
para los productos Porter-Cable
·
Delta deben obtenerse poniéndose en contacto con cualquier distribuidor Porter-Cable·Delta, Centro
de Servicio Autorizado o Centro de Servicio de Fábrica Porter-Cable
·
Delta. Si no tiene acceso a ninguna de estas opciones, llame al
800-223-7278 y le dirigirán al Centro de Servicio de Fábrica Porter-Cable
·
Delta más cercano.
ARIZONA
Tempe 85282 (Phoenix)
2400 West Southern Avenue
Suite 105
Phone: (602) 437-1200
Fax: (602) 437-2200
CALIFORNIA
Ontario 91761 (Los Angeles)
3949A East Guasti Road
Phone: (909) 390-5555
Fax: (909) 390-5554
San Leandro 94577 (Oakland)
3039 Teagarden Street
Phone: (510) 357-9762
Fax: (510) 357-7939
COLORADO
Arvada 80003 (Denver)
8175 Sheridan Blvd., Unit S
Phone: (303) 487-1809
Fax: (303) 487-1868
FLORIDA
Davie 33314 (Miami)
4343 South State Rd. 7 (441)
Unit #107
Phone: (954) 321-6635
Fax: (954) 321-6638
Tampa 33609
4538 W. Kennedy Boulevard
Phone: (813) 877-9585
Fax: (813) 289-7948
GEORGIA
Forest Park 30297 (Atlanta)
5442 Frontage Road,
Suite 112
Phone: (404) 608-0006
Fax: (404) 608-1123
ILLINOIS
Addison 60101 (Chicago)
400 South Rohlwing Rd.
Phone: (630) 424-8805
Fax: (630) 424-8895
Woodridge 60517 (Chicago)
2033 West 75th Street
Phone: (630) 910-9200
Fax: (630) 910-0360
MARYLAND
Elkridge 21075 (Baltimore)
7397-102 Washington Blvd.
Phone: (410) 799-9394
Fax: (410) 799-9398
MASSACHUSETTS
Braintree 02185 (Boston)
719 Granite Street
Phone: (781) 848-9810
Fax: (781) 848-6759
Franklin 02038 (Boston)
Franklin Industrial Park
101E Constitution Blvd.
Phone: (508) 520-8802
Fax: (508) 528-8089
MICHIGAN
Madison Heights 48071 (Detroit)
30475 Stephenson Highway
Phone: (248) 597-5000
Fax: (248) 597-5004
MINNESOTA
Minneapolis 55429
5522 Lakeland Avenue North
Phone: (763) 561-9080
Fax: (763) 561-0653
MISSOURI
North Kansas City 64116
1141 Swift Avenue
Phone: (816) 221-2070
Fax: (816) 221-2897
St. Louis 63119
7574 Watson Road
Phone: (314) 968-8950
Fax: (314) 968-2790
NEW YORK
Flushing 11365-1595 (N.Y.C.)
175-25 Horace Harding Expwy.
Phone: (718) 225-2040
Fax: (718) 423-9619
NORTH CAROLINA
Charlotte 28270
9129 Monroe Road, Suite 115
Phone: (704) 841-1176
Fax: (704) 708-4625
OHIO
Columbus 43214
4560 Indianola Avenue
Phone: (614) 263-0929
Fax: (614) 263-1238
Cleveland 44125
8001 Sweet Valley Drive
Unit #19
Phone: (216) 447-9030
Fax: (216) 447-3097
OREGON
Portland 97230
4916 NE 122 nd Ave.
Phone: (503) 252-0107
Fax: (503) 252-2123
PENNSYLVANIA
Willow Grove 19090
520 North York Road
Phone: (215) 658-1430
Fax: (215) 658-1433
TEXAS
Carrollton 75006 (Dallas)
1300 Interstate 35 N, Suite 112
Phone: (972) 446-2996
Fax: (972) 446-8157
Houston 77055
West 10 Business Center
1008 Wirt Road, Suite 120
Phone: (713) 682-0334
Fax: (713) 682-4867
WASHINGTON
Auburn 98001(Seattle)
3320 West Valley HWY, North
Building D, Suite 111
Phone: (253) 333-8353
Fax: (253) 333-9613
Printed in U.S.A.
CANADIAN PORTER-CABLE • DELTA SERVICE CENTERS
ALBERTA
Bay 6, 2520-23rd St. N.E.
Calgary, Alberta
T2E 8L2
Phone: (403) 735-6166
Fax: (403) 735-6144
BRITISH COLUMBIA
8520 Baxter Place
Burnaby, B.C.
V5A 4T8
Phone: (604) 420-0102
Fax: (604) 420-3522
MANITOBA
1699 Dublin Avenue
Winnipeg, Manitoba
R3H 0H2
Phone: (204) 633-9259
Fax: (204) 632-1976
ONTARIO
505 Southgate Drive
Guelph, Ontario
N1H 6M7
Phone: (519) 836-2840
Fax: (519) 767-4131
QUÉBEC
1515 ave.
St-Jean Baptiste,
Québec, Québec
G2E 5E2
Phone: (418) 877-7112
Fax: (418) 877-7123
1447, Begin
St-Laurent, (Montréal),
Québec
H4R 1V8
Phone: (514) 336-8772
Fax: (514) 336-3505
 Loading...
Loading...