

Page 1

Delem
DA-69W
Reference Manual
Operation
of Version V2
Manual version V0404
Page 2

PREFACE
This manual describes the operation of the Delem controller type DA-69W and is meant for
operators who are instructed for operation of the total machine.
Only authorised people should be able to create new or edit existing programs, as well as programming or editing of the tooldata. Therefore the controller has a keyswitch to prevent
uncontrolled programming. With the keyswitch in the off position the operator can only execute a selected program. The operator cannot change the parameters to wrong, unwanted values.
V0404, 0.2
Page 3

Delem
Table of contents
Table of contents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0.3
1. Operation overview and general introduction . . . . . . . . . . . . . . . . 1.1
1.1. The control unit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.1
1.2. Operation modes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.2
1.3. Frontpanel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.3
1.4. Programming mode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.6
1.4.1. The main menu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.6
1.4.2. Help text . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.8
1.4.3. Listbox functionality . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.10
1.5. Graphical programming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.11
1.5.1. Control keys . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.12
1.6. Ethernet . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.14
1.7. Software versions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.14
1.8. Delem Limited warranty . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.16
1.9. End user license agreement . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1.17
2. Product drawing/Product edit for 2-dimensional products . . . . . . 2.1
2.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.1
2.2. Delete an angle/line or insert an angle . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.5
2.3. Precision selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.5
2.4. Big Radius (Bumping) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.7
2.5. Assignments . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.8
• Parameter explanation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.10
• Parameter explanation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.11
• Parameter explanation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.14
2.6. Bend sequence . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.15
• Restoring a bend sequence . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.21
• Minimum bending length . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.22
• Machine/Tool selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.23
• Turn indication . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.23
• Production time . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.24
• Screen data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.24
• Function- and control keys summary . . . . . . . . . . . . . . . . . . . . . . . . . .2.25
• Bend sequence computation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.26
• Store . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.27
2.7. Variants programming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2.27
3. Drawing/editing a product in 3D . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.1
3.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.1
3.1.1. Product data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.1
3.2. The 3D drawing of a product . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.2
• Unfolded product. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.4
• Product data overview. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.5
• Extending or rotating the product. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3.6
V0404, 0.3
Page 4

3.3. Changing the shape of a surface . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.8
3.4. Bend sequence 3D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.15
3.4.1. Start bend simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.16
3.4.2. Tool / machine visualisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.18
3.4.3. Manual select . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.20
3.4.4. Unbend product . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.21
3.4.5. Move product . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.22
3.4.6. Move fingers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.23
3.4.7. Show bendsequence . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.25
3.5. Creating two bends simultaneously . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.25
3.6. New tool configuration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.28
• Selecting the machine upperside . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.29
• Programming the uppertool set . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.29
• Adding uppertools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.33
• Programming uppertools with heel . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.35
• Programming the undertoolset . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.36
• Selecting machine lowerside . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.37
3.7. Assignments 3D . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.41
4. Data preparation/Data edit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.1
4.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.1
• Parameters explanation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.3
4.2. Bend programming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.5
• Axis functions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.6
• Parameter explanation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.7
• Parameter explication (second page) . . . . . . . . . . . . . . . . . . . . . . . . . . 4.11
• Slave axes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.15
• List of bendings of the prepared program . . . . . . . . . . . . . . . . . . . . . . . 4.16
• Ending data preparation/data editing . . . . . . . . . . . . . . . . . . . . . . . . . . 4.18
4.3. Special edit function . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.19
4.4. Edit notes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.19
5. Product selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.1
5.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.1
• Graphical directory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.3
• Expanded directory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.3
• Search function . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.4
5.2. Directories . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.6
6. Programming of tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1
6.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1
6.2. Programming of Punches . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1
6.2.1. The punch menu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.1
• Graphical directory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.3
• Edit punch drawing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.4
• Drawing orientation of the punch on the screen . . . . . . . . . . . . . . . . . . . 6.5
6.2.2. Specific Punch Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.5
6.3. Programming of bottom dies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.9
V0404, 0.4
Page 5

Delem
6.3.1. The die menu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.9
• Graphical directory dies . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.11
6.3.2. Specific die data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.13
6.4. Machine upper side and lower side . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.16
6.5. Saving/loading of tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6.19
7. Products and tools back-up . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7.1
7.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.1
7.2. Product backup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.2
7.3. Tool back-up . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7.5
8. Program Constants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8.1
8.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.1
8.2. Bendsequence parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.17
• Backgauge dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.18
• Part support dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.20
• Critical dimension boundaries . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.22
• Speed Y-axis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.23
8.3. Backup path . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.24
8.4. Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8.25
9. Manual mode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9.1
9.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9.1
• Parameter Explanation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9.3
• Zoom function . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9.6
9.2. Manual operation of the axes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9.7
• To teach . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9.8
10. Automatic / step by step mode . . . . . . . . . . . . . . . . . . . . . . . . . . . 10.1
10.1. Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10.1
• Parameters . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10.3
• Functions screen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10.5
• Graphical visualisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10.5
• Zoomed values . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10.6
• Bumping correction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10.7
• Manual positioning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10.8
10.2. Step mode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10.9
A. Parameter index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . A.1
V0404, 0.5
Page 6

V0404, 0.6
Page 7

1. Operation overview and general introduction
1.1. The control unit
The control looks as follows:
Delem
screen
function keys
wheel
em. stop
button
touchpad
1.a
The precise outfit of your control may vary.
Operation of the control is done with the various keys on the front panel. A description of all
keys and their functions is given in the next section.
Beside the front panel keys, a built-in touchpad or external USB mouse can be used as a pointing device to select menu items, parameters or softkeys. It depends on your configuration
whether such a device is available. In this manual the phrase ‘mouse’ is used to describe any of
these possible pointing devices.
arrows
mode keys
start/stop
num. keys
V0404, 1.1
Page 8

1.2. Operation modes
The control has the 4 following modes:
Manual mode In this mode it is possible to program all parameters of
just one bending. After pushing the start button all parameters are active and the backgauge will go into position. It
is also possible to move the axes manually.
Programming
mode
Automatic
mode
Step by step
mode
Each mode can be selected by pressing the relevant push button. A LED in the push button
indicates whether or not this mode is active.
In this mode bend programs can be made or edited and
also be written to or read from disk.
The selected program can be executed automatically.
The selected program can be executed bend by bend.
V0404, 1.2
Page 9

Delem
1.3. Frontpanel
The frontpanel, besides the 4 operation mode buttons, consists of the following items :
Keyboard:
decimal point
clear key: Clearance
of the input data field
in the bottom left corner on the monitor
screen
10 numerical keys (0-
9) incl. alphanumeric
input
plus/minus toggle
enter key, to confirm a
programmed value
Cursor path control:
Stop button Start button
V0404, 1.3
Page 10

Handwheel; Manual control of any axis (Y + backgauge
axes)
Emergency stop button, to be implemented by machine
manufacturer.
Softkeys; The function of these keys is stated at the bottom side of the monitor screen.
End of menu program.
It is also possible to leave a menu by pressing <ESC> on
an external keyboard or clicking with the mouse on the
menu symbol in the upper left corner.
On the screen pages where you find the "?" symbol you
can press the "?" to get an explanation of the respective
function or parameter to program.
V0404, 1.4
Page 11

Delem
Integrated touchpad
The control can be equipped with a touchpad, which
functions as mouse. The two buttons beneath it function
as mouse buttons.
V0404, 1.5
Page 12

1.4. Programming mode
1.4.1. The main menu
Programming
mode
The main menu in programming mode looks as follows:
Select the programming mode.
1.b
Each of these menu items can be selected in several ways:
- enter the menu number and press ENTER
- use the arrow keys to scroll to the desired menu item and press ENTER
- click with the mouse once on the desired menu item
Explanation of menu items:
To draw your product on the screen and compute the
1
V0404, 1.6
bendsequence (graphical).
Page 13
Delem
To edit your product drawing and compute the bendse-
2
3
4
5
6
7
quence (graphical).
Creation of a new CNC-program by data entry (numerical).
To edit an existing CNC-program by data entry (numerical).
To select a program out of the product library.
Write programs to or read programs from a back-up
medium.
To program the dimensions of the upper tools.
8
9
10
11
12
To program the dimensions of the under tools.
To program the dimensions of the upper side of your
machine.
To program the dimensions of your machine table.
To program specific programming data.
Write or read tooling data and machine shapes to or from
a back-up medium.
V0404, 1.7
Page 14

1.4.2. Help text
The control has been equipped with an online help text possibility. This help text is available
when the question mark ‘<?>’ appears on the screen (lower right corner).
1.c
To activate a help window for a parameter:
- press the question mark key (‘?’) on the frontpanel or
- click with the mouse on the help symbol.
A pop-up window appears with information on the active parameter.
V0404, 1.8
Page 15

Delem
1.d
The help window can be used as follows:
If the text is located in a single window, remove the window by pressing any key.
If there is a lot of text across multiple windows, an arrow sign appears below the help symbol.
Use the left and right arrow keys or click on the arrow symbols to browse back and forth
through the help text.
V0404, 1.9
Page 16

1.4.3. Listbox functionality
Several parameters on the control have a limited number of possible values. Beside such
parameters, the sign appears.
This means that the key can be pressed to get a listbox with possible values of this
parameter.
This listbox can also be opened by clicking with the mouse on the symbol.
V0404, 1.10
Page 17

Delem
1.5. Graphical programming
From the main menu you can select one of the programming possibilities.
In order to design or edit a new product, the graphical programming facility is present.
This facility is a complete product design tool that allows you to draw the profile of your product. It consists of a machine-and tool-library which allows you fast automatic, interactive or
manual bending sequence computations with display of possible product/tool/machine collisions and developed length.
The graphic design tool provides a way of selecting the most optimal bend sequence for a
product, keeping in mind the minimum production time and manipulation possibilities of the
product.
Features of the design tool
- Graphical design of product shapes in 2D and 3D (if available)
- Auto scaling
- Horizontal and vertical projected dimensions can be entered
- Blank length computation
- Real scale tool design
- 10 different upper side shapes and 10 different under side shapes (tables)
- Changing of lengths and angles
- Bumping (big radius)
- Adding or deleting of bends
- Existing products can be copied, changed and stored as a new product
- Production time indication
- Closing dimension or highest precision tolerance selection
- Connecting 2D programs for 3D-production
Bending sequence computation
- Fast automatic computation for minimum production time
- Interactive bending sequence fixation
- Manual bending sequence fixation
- Collision visualisation of product with tools and machine
- Free tool and machine shape selections
- Assignments of turn times, backgauge speed etc.
- Bending sequence simulation
- Free selection of R-axis position
Postprocessing of drawings
The postprocess facility computes:
- Fully automatic
- Machine adjustment such as:
• Y-axis position
• Decompression
• X-axis position
• X-axis retract
• Y-opening
•R-axes
V0404, 1.11
Page 18

• Z-axes
Axes according to the machine configuration
The 2D-programming will be explained in chapter 2.
The 3D-programming (if available) will be explained in chapter 3.
1.5.1. Control keys
The drawing software uses several function keys on the front panel. The function depends on
the type of control (2D or 3D functionality)
- S1 thru 8
- Drawing cursor control with:
- Zoom function:
At bendsimulation overview in case of 2D-products (bendsequence menu and automatic
mode):
Enlargement
Reducement
At bendsimulation overview in case of 3D-products (bendsequence menu and automatic
mode):
Enlargement
V0404, 1.12
Reducement
Page 19

Delem
- Turnfunction for 3D-products
and to turn over the vertical axis
and to turn over the horizontal axis
- Drawing cursor control for 2D-products
In case you are drawing the profile of your product or tools the cursor keys can be used to give
directly multiples 45 degree angles. e.g.:
a = 135°
a = 45°
a = -90°
a = 90°
- Horizontal or vertical projections for 2D-products
After you entered the length of the line interval you can specify if this line interval is either the
nominal length, horizontal or vertical projection. The given length dimension in the enter field
is the line length L if the drawing cursor is in the concerning line.
Horizontal projection with or key
Vertical projection with or key
V0404, 1.13
Page 20

L is normal entered line length
V is vertical projected line length
H is horizontal projected line length
It will be noted on the screen if projection is not possible.
1.6. Ethernet
The CNC control is equipped with a network interface. The network function offers the operators the possibility to import product files directly from the network directories or to export the
finished product files to the required network directory.
1.e
Chapter 7 contains more information about networking possibilities.
1.7. Software versions
The version of the software in your control is displayed at the upper side of the menu screen in
the programming mode.
Example of version number:
VA 2 .1
VA stands for version
2 is version number
1 is version level
V0404, 1.14
Page 21

Delem
The version number is increased when new features are added to the software, the level number is increased when minor corrections are needed in the existing version number.
V0404, 1.15
Page 22

1.8. Delem Limited warranty
1 The DA-control has no safety provisions with respect to operator or machine. Applica-
tion of the DA-control is totally for the responsibility of the machine manufacturer.
Safety measures must be taken outside the DA-control in order to guarantee safe operation for the machine operator, also in case of any malfunctioning of the DA-control.
Delem cannot be held responsible for possible damages, caused directly or indirectly by
the DA-control in normal operation or even when it fails to function according to its
specifications.
2 Delem provides the manual "as is" without warranty of any kind, either expressed or
implied; including but not limited to the particular purpose. Delem may make improvements and/or changes in the product(s) and or program(s) described in the manual at any
time. This manual could include technical inaccuracies or typographical errors. Changes
are periodically made in its information. These changes will be incorporated in new editions of the publication. Requests for copies of this product and for technical information
about the products can be made to Delem employees authorised to give this information.
V0404, 1.16
Page 23

Delem
1.9. End user license agreement
License
- You have acquired a device (“DEVICE”) that includes software licensed byDelem from
Microsoft Licensing Inc. or its affiliates (“MS”). Those installed software products of
MS origin, as well as associated media, printed materials, and “online” or electronic documentation (“SOFTWARE”) are protected by international intellectual property laws
and treaties. The SOFTWARE is licensed, not sold. All rights reserved.
- IF YOU DO NOT AGREE TO THIS END USER LICENSE AGREEMENT (“EULA”),
DO NOT USE THE DEVICE OR COPY THE SOFTWARE. INSTEAD, PROMPTLY
CONTACT DELEM FOR INSTRUCTIONS ON RETURN OF THE UNUSED
DEVICE(S) FOR A REFUND. ANY USE OF THE SOFTWARE, INCLUDING BUT
NOT LIMITED TO USE ON THE DEVICE, WILL CONSTITUTE YOUR AGREEMENT TO THIS EULA (OR RATIFICATION OF ANY PREVIOUS CONSENT).
- GRANT OF SOFTWARE LICENSE. This EULA grants you the following license:
• You may use the SOFTWARE only on the DEVICE.
• NOT FAULT TOLERANT. THE SOFTWARE IS NOT FAULT TOLERANT. DELEM HAS
INDEPENDENTLY DETERMINED HOW TO USE THE SOFTWARE IN THE DEVICE, AND MS
HAS RELIED UPON DELEM TO CONDUCT SUFFICIENT TESTING TO DETERMINE THAT
THE SOFTWARE IS SUITABLE FOR SUCH USE.
• NO WARRANTIES FOR THE SOFTWARE. THE SOFTWARE is provided “AS IS” and with all
faults. THE ENTIRE RISK AS TO SATISFACTORY QUALITY, PERFORMANCE,
ACCURACY, AND EFFORT (INCLUDING LACK OF NEGLIGENCE) IS WITH YOU.
ALSO, THERE IS NO WARRANTY AGAINST INTERFERENCE WITH YOUR
ENJOYMENT OF THE SOFTWARE OR AGAINST INFRINGEMENT. IF YOU HAVE
RECEIVED ANY WARRANTIES REGARDING THE DEVICE OR THE SOFTWARE, THOSE
WARRANTIES DO NOT ORIGINATE FROM, AND ARE NOT BINDING ON, MS.
• Note on Java Support. The SOFTWARE may contain support for programs written in Java. Java
technology is not fault tolerant and is not designed, manufactured, or intended for use or resale as
online control equipment in hazardous environments requiring fail-safe performance, such as in the
operation of nuclear facilities, aircraft navigation or communication systems, air traffic control, direct
life support machines, or weapons systems, in which the failure of Java technology could lead directly
to death, personal injury, or severe physical or environmental damage. Sun Microsystems, Inc. has
contractually obligated MS to make this disclaimer.
• No Liability for Certain Damages. EXCEPT AS PROHIBITED BY LAW, MS SHALL HAVE NO
LIABILITY FOR ANY INDIRECT, SPECIAL, CONSEQUENTIAL OR INCIDENTAL
DAMAGES ARISING FROM OR IN CONNECTION WITH THE USE OR PERFORMANCE
OF THE SOFTWARE. THIS LIMITATION SHALL APPLY EVEN IF ANY REMEDY FAILS
OF ITS ESSENTIAL PURPOSE. IN NO EVENT SHALL MS BE LIABLE FOR ANY
AMOUNT IN EXCESS OF U.S. TWO HUNDRED FIFTY DOLLARS (U.S.$250.00).
• Limitations on Reverse Engineering, Decompilation, and Disassembly. You may not reverse
engineer, decompile, or disassemble the SOFTWARE, except and only to the extent that such activity
is expressly permitted by applicable law notwithstanding this limitation.
• SOFTWARE Transfer allowed but with restrictions. You may permanently transfer rights under this
EULA only as part of a permanent sale or transfer of the Device, and only if the recipient agrees to this
EULA. If the SOFTWARE is an upgrade, any transfer must also include all prior versions of the
SOFTWARE.
• EXPORT RESTRICTIONS. You acknowledge that SOFTWARE is of US-origin. You agree to
comply with all applicable international and national laws that apply to the SOFTWARE, including the
U.S. Export Administration Regulations, as well as end-user, end-use and country destination
restrictions issued by U.S. and other governments. For additional information on exporting the
SOFTWARE, see http://www.microsoft.com/exporting/.
V0404, 1.17
Page 24

V0404, 1.18
Page 25

Delem
2. Product drawing/Product edit for 2-dimensional products
2.1. Introduction
With Menu selection 1 you can draw a new product.
With Menu selection 2 you can make changes in an existing product.
On this page you have to enter first the product number and then the drawing number. The
drawing number may also contain alphanumeric characters, which can be entered with the help
of the function key ‘alphanum’ (S6).
If an existing product number is entered, a warning appears that this product already exists.
You are asked whether to replace that existing product with the new product or not. If you
choose ‘yes', the existing product is erased. If you choose ‘no', you must enter a new number.
The "±" key prompts a "-" character and the "." key prompts a "/" character in the drawing
number.
2.a
If 3D is available on the control, it is first required to confirm whether the drawing programming will be effectuated in 2D or 3D. 3D drawing is explained in chapter 3.
After finishing this input you have to enter specific product data. Then you can start drawing
the product.
In the edit mode you also have the possibility to make a copy of the active product. A special
function key ‘copy product’ appears.
V0404, 2.1
Page 26

2.b
Thickness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .TH=
Thickness of the material of the plate in millimeters (mm).
Material. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M=
Selection of the material type. The control contains 4 preprogrammed materials. In total,
99 materials can be programmed on the control. See chapter 8 how to program materials.
Press the key to select the required setting.
Length . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .L=
The Z-length of the plate in millimeters (mm).
Dimensions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .D1=
Determine the use of the outside(A) or the inside(B) dimensions in the product drawing.
V0404, 2.2
Page 27
Delem
Fig. 2.c gives the definition of both the dimensions.
Press the key to select the required setting.
2.c
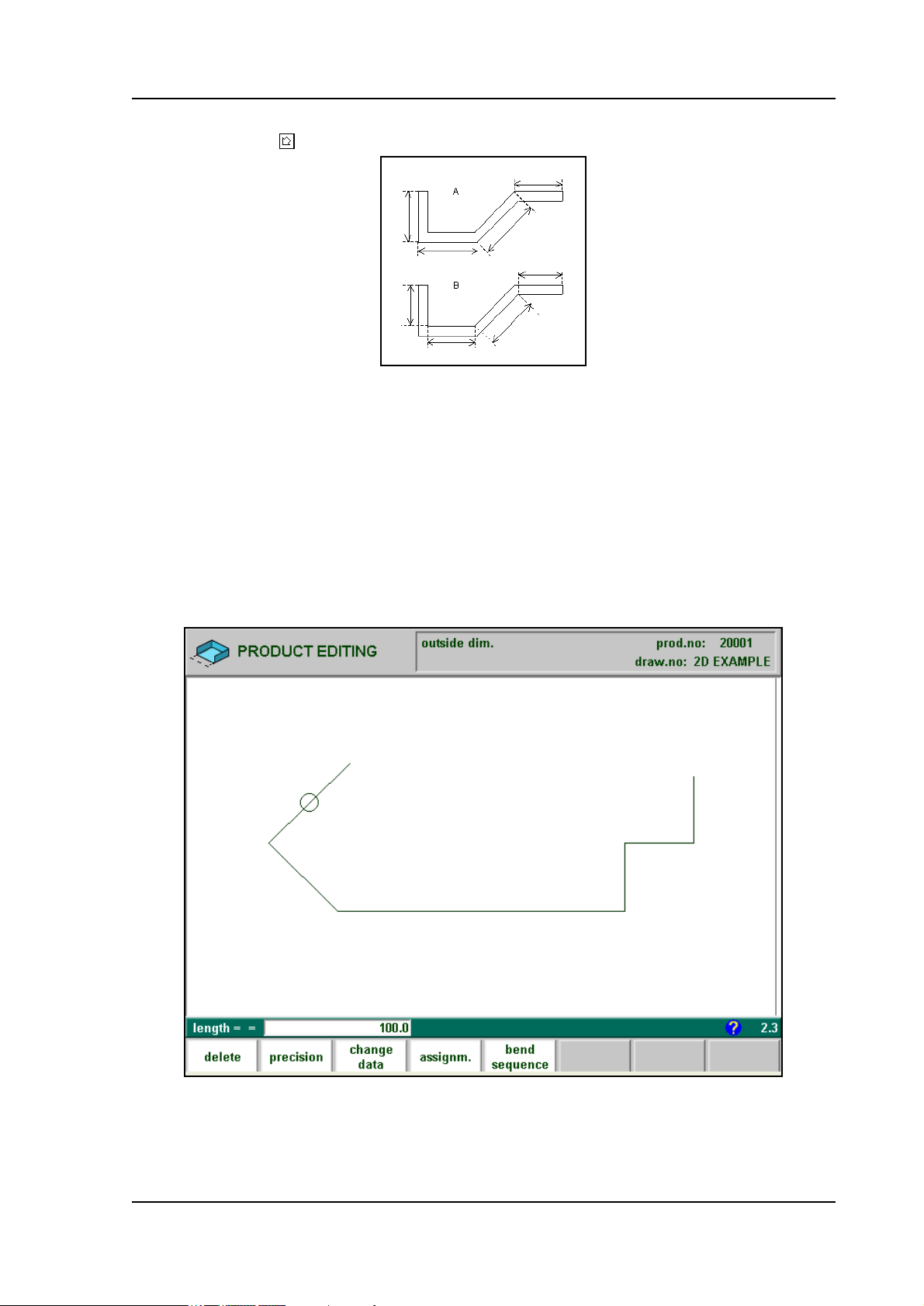
After entering the general product data the drawing screen appears. In the upper information
row you will find the information about product number, drawing number and inside/outside
dimensions selection.
You create now the bending profile of the product. First you enter the value of the basic length
of the product. Then you enter the angle of the next side followed by the length of that side.
This procedure continues until the product has the desired profile. A circle indicates the actual
position. With the cursor control keys you move this circle to an other position (angle or
length). During the drawing of the profile of the product the graphical software always displays the product at relative scale.
2.d
For creating the product drawing you have to enter the length of a line and the angle to bend or
you can use the cursorkeys for angles of multiple 45 degrees.
V0404, 2.3
Page 28

In ‘product drawing’ or ‘product edit’ of a 2D product you can program up to a maximal of 25
bendings per product (graphical programming).
Function keys:
insert /
delete
precision To define selected line segment, with round cursor, for
bumping Bumping: when the cursor is on an angle you can create
change
data
assignments
bend
sequence
Delete an angle/line or insert an angle, depending on the
drawing cursor position (section 2.2).
high precision or if it is to be a "closing" dimension (section 2.3).
an angle with a big radius (section 2.4).
To page with product data.
To select assignments for bending sequence computations
(section 2.5).
Program bend sequence (section 2.6).
Return to main menu
These functions will be explained in the sections as indicated in the abovementioned overview.
V0404, 2.4
Page 29

Delem
2.2. Delete an angle/line or insert an angle
The function of softkey (S1) depends on the position of the drawing cursor.
- If the cursor is within a line segment, it is possible to insert a new angle to bend, in combination with the enter key.
- If the cursor is positioned on a bend, it is possible to delete that bend.
- If the cursor is at an end line of the product, the line can be deleted.
2.3. Precision selection
When the drawing cursor (small circle) is on a line segment, with S2 high precision or closing
dimension can be selected. With S2 these functions will be toggled giving 3 possibilities (high
precision - closing dimension - normal situation).
2.e
- High precision:
At bend sequence computation the backgauge stop position will be chosen to get the highest
possible precision of this line interval.
- Closing dimension:
At bend sequence computation the backgauge stop position will be chosen to get the resulting
tolerances in this line interval.
V0404, 2.5
Page 30

Example:
2.f
Line interval marked with the open circle should be, if possible, directly placed between back
stop and the centre of the die.
Notes:
Specifying line intervals with high precision and closing dimensions may result in longer production time.
Also it will have priority over the "front extend ratio", if that is set to "comply if possible". See
section 2.5.
V0404, 2.6
Page 31

Delem
2.4. Big Radius (Bumping)
When the cursor is on an angle you can select bumping. You are prompted to program the following parameters.
radius = the desired radius in mm
segments = number of segments to create the radius.
The more segments you select, the more bendings will be used to create the programmed
radius within a smaller tolerance. With a high number of segments you will need a smaller Vdie opening to be able to bend in a proper way. Which value is acceptable as maximum for the
V-opening of the die is calculated and displayed on the screen.
For the definition of the line lengths to be programmed in the part connected to a bump radius
segment, see figure 2.g.
2.g
Lengths L1 and L2 must be equal or bigger than the radius R.
After programming these parameters the radius is drawn in the product and the maximal V-die
opening which can be used is displayed on the screen.
When the cursor is on a radius and S2 is pressed again the radius will be deleted and changed
back to a single angle (toggle function). For the screen information see figure 2.h.
V0404, 2.7
Page 32

2.h
Specification items:
Radius input:
min. value = 0.1 mm
max. value = 2500.0 mm
In the ‘assignments’ menu, it is possible to modify the way the radius bend is divided into segments. See section 2.5 for more information.
2.5. Assignments
Pressing ‘Assignments’ results in the parameter pages.
If Variants programming is active (indication 'Variants On' in the title bar), a warning is given
that corrections will be lost. Press 'Yes' to proceed with the assignments or 'No' to go back to
the edit screen.
See section 2.8 for more information about variants progamming.
Automatic bend sequence computation works with several criteria in order to find an optimum
between a minimum production time, handling possibilities without product/machine and
product/tool collision.
In order to find one of the optimums you must program several computation parameters with
which the bend sequence can be computed.
Some of these parameters are machine related, axis speeds a.o. and some are related to handling possibilities and turn times.
There are three screens with parameters for 2D programming.
V0404, 2.8
Page 33

Delem
Function keys:
previous
page
next page
load
defaults
save as
defaults
2.i
To load default assignment settings. It is possible to
determine a set of assignments which have the most optimal values to work within your surrounding. This set can
be stored into the internal memory by pressing softkey S4
(save as default). While programming another product
you can recall this previous fixed set by loading the values via softkey S3.
Save as default assignments settings
end To go back to the drawing.
V0404, 2.9
Page 34

• Parameter explanation
Optimalisation Degree . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .OD=
Range 1-5
The number of alternative sequences to be computed for each bending must be entered
here.
The higher this number the more alternatives are to be examined by the processor, so the
longer the computing time will be.
Front Extend Ratio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .FR=
Range 0.0 - 1.0
This is the ratio of the minimum allowable length of your product which extends in front
of the press to the total blank length of the product. You must have a minimum length of
your product in front of the press to be able to handle the product.
Front Extend Ratio Accept . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .FA=
- In case programmed 0 (comply if possible) :
This means that when possible the computer tries to comply to the front extend ratio and
only when this will result in no solutions to be found it will accept that the length in front
is smaller than the specified ratio.
- In case programmed 1 (comply always) :
The computer will always comply to the front extend ratio. This may result in no solutions to be found.
Press the key to select the required setting.
V0404, 2.10
Page 35

• Parameter explanation
Backgauge possibilities
Delem
2.j
Backstop against sharp angle allowed . . . . . . . . . . . . . . . . . . . . . . . . .SA=
0 if not allowed
1 if allowed
Press the key to select the required setting.
Specify if backstop may be placed against an angle smaller than 90°.
2.k
V0404, 2.11
Page 36

Backstop die, intermediate bend . . . . . . . . . . . . . . . . . . . . . . . . . . . . .IB=
Set to allow if there may be a bend between the die and backstop.
2.l
Selection possibilities:
0 = permitted
1 = avoid: tries to avoid with low priority
2 = if not avoidable permitted: if it results that no solutions are to be found, than it is permitted
3 = prohibited: never allowable
Press the key to select the required setting.
Edge tolerance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .ET=
In case backstop is against flat plate an angle tolerance is allowed (deviation from horizontal).
To be programmed in degrees of tolerance (0 - 90° input)
2.m
V0404, 2.12
Page 37

Delem
90 Degree tolerance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CT =
The maximum allowed deviation from vertical (90°), when the backgauge is against a
bent angle which is not 90°.
2.n
Lay-on backstop limit. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BL=
This parameter (mm) is usefull in case the pressbrake has been equiped with backgaugefingers on a moving R-axis, having a so-called “lay-on” construction.
When the length of the plate at the backside of the machine is greater than this limit, the
X-axis and R-axis positions will be corrected automatically so the plate will rest on the
backgauge finger. (0 - 3200.0 mm)
This is only possible if an automatic R-axis is enabled.
2.o
V0404, 2.13
Page 38

• Parameter explanation
2.p
Blank length computation
After postprocessing, the controller calculates the developed length of your product and the
bend allowance.
Important for the developed length calculation and the bend allowance is the inner radius of
the bends.
For each of these computations a correction factor can be programmed (RF and AF).
Radius factor blank length . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .RF=
The computed inner radius is multiplied by this factor to correct the total developed
length of the product. The initial value of RF is 1.
Radius factor X-axis position . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .AF=
The computed inner radius is multiplied by this factor to correct the X-axis position in
order to have a correct product dimension after each specific bend (bend allowance).
This factor can be checked by making a product with just one bend and a certain product
dimension e.g. 100 mm (outer dimension). See figure 2.q.
The controller computes the X-axis position necessary to obtain L=100 as shown in fig. 2.q.
The accuracy of the length L is dependent on the material parameters like thickness, strength
and kind of material. In order to have a correction possibility with the radius factor AF you can
optimise this computation.
RF and AF do not influence each other. It is recommended that first you optimise the AF factor
V0404, 2.14
Page 39

Delem
for your product and thereafter find the correct value for the developed length correction RF.
2.q
Minimum Y-axis opening. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .YM=
During postprocessing of the programmed product, the control always computes an optimal opening of the pressbeam to handle your product. Here you can program a minimum
required opening. The programmed value is the distance above the speed change point
MUTE.
X-allowance DIN. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .XA =
For the calculation of the developed length and bend-allowance during the postprocessing of a graphical 2D product, a Delem formula is used. It is also possible to select the
standard DIN-formula (DIN6935).
0 = Delem formula (OFF)
1 = DIN formula (ON)
Default setting is zero for the Delem formula. Press the key to select the required setting.
Equal sized bumping segments enabled . . . . . . . . . . . . . . . . . . . . . . . .EB=
When a product has a radius bend, the segment size is computed from the number of segments, which has been defined by the user. Standard the first and last segment are calculated half the size of the mid segments to obtain a better result. However, it can be a
problem selecting a die suitable to bend these small segments. Therefore the control can
calculate an equal size for all segments. This can be defined with this parameter.
0 = disabled (no equal sizes)
1 = enabled (equal sizes)
Press the key to select the required setting.
When this parameter is set to 1, all segments will have an equal size.
If it is set to 0 the calculation is as before, including half size segments. If in this case a
problem with the size of the V die is detected in the bend sequence menu, the user is
asked whether or not to select a re-calculation with equal size segments.
2.6. Bend sequence
After completion of your drawing, with function key S5 you select the "bend sequence" mode.
You will have to enter the number of the machine lowerside, the die, the machine upperside
and the punch first. This number corresponds with the number in the respective tool libraries
(menu number 7, 8, 9 and 10).
If the number entered is not known, the controller prompts the message "not programmed".
You have to program the machine parts and tools before you can compute the bend sequence.
Programming can be done via the respective selections in the program menu. The several tools
V0404, 2.15
Page 40

as available in the respective tool libraries can be shown on the screen with S2 (show library).
This selection will give an overview of the tools including the main properties of each tool.
2.r
If this overview is not sufficient to select a tool, press the function key ‘view’ and the key
‘graph. dir’ to get a graphical overview of available tools.
V0404, 2.16
Page 41

Delem
2.s
In your machine and tool library you can program 10 different machine uppersides, 10 different machine undersides (tables), 99 different dies and 99 different punches. One of each must
be selected, and can also be changed during the bending sequence determination. These selections are prompted in the lower left corner of the screen. Within the bend sequence screen, the
softkey ‘show library’ will remain available to get a graphical overview of the tool library as
shown above.
After specifying machine part and tools the product and machine will be drawn on the screen.
V0404, 2.17
Page 42

2.t
The product, as it was drawn, is placed directly under the punch, at one of the last bending
positions possible.
The shape of your product before this last bend is placed on top of the die. A bigger circle on
an angle indicates that this bending is also possible without collision.
A complete overview of available softkeys in this screen is given on page 2.25. The function
key ‘MORE>>’ serves to switch between the primary and secondary row with function keys.
With these keys you can select any of the other bendings which you
If the product has collision with the tools or machine it will be indicated via a warning message
on the screen.
prefer to be the last bending. The bends possible are indicated with
the round cursor.
V0404, 2.18
Page 43

Delem
With this function key you can switch the collision protection check
on or off.
This is indicated at the top of the screen. When you have selected
collision "off" you can also select other bends which will give collision with the tools or machine parts.
The inner radius resulting after this bend is displayed at the top of
the screen.
To enlarge or reduce the complete drawing.
After pressing "unbend" the position of the bending is indicated by a small circle, see figure
2.u.
2.u
Note:
A big radius (bumping) is shown during bend sequence computation but is treated as a single
bending.
The CNC-data of the bendings necessary to produce the radius are computed during postprocessing.
V0404, 2.19
Page 44

The bendsequence computation can be activated from the last bending upwards to the first, but
it is also possible to activate for instance the last 2 bendings manually and to compute the optimal bendsequence for the rest of the bendings. This computation will start from the bending
indicated with an asterisk. With this possibility and with help of the swap function you can
compute several possibilities.
During the automatic bendsequence computation you can always
interrupt the computation by pressing "Abort computation".
If the computation is interrupted, the computer will give most of the
times a suggestion for the bendsequence. It is possibly not the most
optimal solution.
When a bendsequence has been determined, a CNC program can be
calculated and stored. This process is called postprocessing. When
postprocessing is finished, the ‘blank length’ of the product is displayed.
Open a graphical overview of the bend sequence, in order to have a
visual check.
2.v
The images in this graphical overview can be zoomed-in or zoomed-out with the cursor- up
and cursor- down key. The function keys S7 and S8 enlarge or reduce the number of images
that is displayed on the screen at once (minimal 4 and maximal 25).
V0404, 2.20
Page 45

Function keys:
Delem
Swap bends Let two bends exchange place in the bend sequence.
Move bend Move a certain bend to another place in the bend
sequence.
Enlarge Enlarge all bend pictures, thereby decreasing the number
of bends shown on the screen.
Reduce Shrink the bend pictures, thereby increasing the number
of bends shown on the screen.
Move bend
In the graphical overview of the bendsequence, it is possible to change the order of bends simply by moving a bend to another place. Press the button ‘Move bend’ and the number of the
first bend is highlighted. Use the arrow keys to move this cursor to the bend that must be
moved. When the correct bend number is highlighted, press the enter key to select this bend.
Now use the arrow key to move the bend to the right place in the sequence. If the bend is on the
correct place, press 'enter' to confirm.
Swap Bends
With this command, two bends can change place in the bend sequence. Press the ‘swap bends’
button. Move the cursor to one of the required bends and press the ‘swap’ button or press enter.
Then move the cursor to the bend with which it must be swapped and press the enter key or the
‘swap’ button. Now the bends have been swapped. If for any reason the action must be cancelled, press the softkey ‘abort swap’ during the procedure.
• Restoring a bend sequence
A (partly) determined bend sequence is not automatically reset after leaving the bend sequence
menu.
After you re-enter the bend sequence menu it is possible to continue with the existing bend
sequence.
If you re-enter the bend sequence menu you have the following options:
V0404, 2.21
Page 46

2.w
‘new’ start new bend sequence, the existing bend sequence is
reset
‘continue’ continue with current bend sequence, the existing (par-
tial) bend sequence is restored and shown on the screen
If you have loaded a drawing from which a postprocessed bending program already exists,
there is a third option when you enter the bend sequence menu:
‘restore’ restore bend sequence from postprocessed program, the
bend sequence is restored from this postprocessed bending program and shown on the screen
If you have drawn a new product in the menu "Product drawing" and you enter the bend
sequence menu for the first time, there is no existing bend sequence and postprocessed program yet, these previously mentioned selections are not shown.
• Minimum bending length
The minimum possible bending length will be calculated from the V-opening parameter (½ V),
but also depends on the angle to bend and the thickness of the material to be bend, see figure
2.x. If the programmed value for the wanted product does not correspond with the minimum
possible length, you will get a warning message on the screen.
2.x
V0404, 2.22
Page 47

Delem
• Machine/Tool selection
At each bend you can select one of the tools or machine shapes which are present in your
library. The displayed number is the number of the tool and machine part which is presently
selected.
Entering a new number will select another tool or machine part which will be drawn directly
on the screen.
With the "enter" key you can toggle between punch-, die-, machine upper- and lower part number.
It is also possible to turn the punch and die with respect to the machine shapes. To achieve this,
the tool number must be programmed negative.
2.y
In order to get a graphical overview of the available tools while you are in the bend sequence
menu, press the function key 'show library' (S2). If pressed, an overview appears of available
tools.
Which type of tools is shown depends on which type was prompted in the bend sequence
screen: punch, die, machine upper- or lowerside.
• Turn indication
In the lower left corner a bend turn indication is displayed at each bend of bend sequence.
V0404, 2.23
Page 48

2.z
The asterisk indicates which bend is presently displayed.
• Production time
At the top of the turn information (before the first bend) the total production time is indicated.
This time is calculated from the following settings:
- X-axis speed
- Y-opening and Y-axis speeds
- R-axis speed
- Turn time programmed in the turn time table of the assignment
With automatic bend sequence computation the controller tries to find the minimum production time.
• Screen data
On top of the screen some general important data is displayed.
Col.prot.on Collision and backgauge checks on or off
Punch: 1 Punch number selected
die: 1 Die number selected
R-in = 1.3 Inner radius of the bend to be obtained with selected die
Variants On Variants programming enabled: the product has a valid CNC pro-
gram that can be modified from the graphical menu.
V0404, 2.24
Page 49

• Function- and control keys summary
Function keys:
Delem
unbend/
next
bend/previous
shift gauge Select backgauge position
swap Front to back turn of the product.
protection
on/off
compute The sequence calculation starts from the bend number
To unbend the graphical product
To bend the graphical product
To switch the collision detection with collision warning
On or Off.
presently selected. This feature gives you the unique possibility to fix the bending sequence interactively, e.g.
partly manual partly automatic.
store Automatic computation of all axes positions (complete
MORE>> The softkeys for this mode are divided in two rows. Press
end To go back to the drawing.
Function keys secondary row:
show.
bendseq.
CNC program) and storage in the product library of the
postprocessed product.
this key to switch from one row to another.
To show a mosaic screen with a step-by-step graphical
overview of the bendsequence.
V0404, 2.25
Page 50

Function keys secondary row:
show
library
Control keys:
Zoom enlargement
Zoom reducement
Softkey to get a graphical overview of the tool library.
• Bend sequence computation
With ‘compute’ the bend sequence can be computed automatically.
The computation is done only with one set of tools. These are the tools selected at the last
bend.
The computation of the bend sequence starts always at the bend which is indicated with the *
at the lower left corner of the screen.
Example: Product with 7 bends
2.aa
In the first example the bend no. 7 and no. 6 are chosen manually, from 5 up to 1 thereafter are
V0404, 2.26
Page 51

Delem
computed automatically.
In the second example the complete bend sequence is computed (7 up to 1).
During the computation all assignments are important so you must be sure before starting the
bend order computation that all assignments are set correctly.
•Store
After you have completed the bend sequence a CNC-program can be generated. This generated
program will be stored in the controller program memory.
2.7. Variants programming
The term ‘Variants programming’ means that the operator can make modifications to an existing program in the graphic menu, without having to build a new CNC program from scratch.
An existing program can be altered without loss of existing corrections and bendsequence. If
such an existing program contains proper axis values and product positions then this information can stay intact, only the latest changes (angle, sheet length) are recalculated and entered
into the program.
For instance, when a side length has been altered in the graphical bend overview and the
‘store’ command is given, then a question appears how to compute a CNC program.
2.ab
When update (S4) is chosen, the existing CNC program is changed with regard to modified
values (angle, length), but other values of bend parameters stay the same. The expression ‘reuse corrections’ refers to the corrections that may have been entered in one of the production
modes. These production modes are explained in chapter 10.
When new (S5) is chosen, a new CNC program is calculated. Corrections in the existing CNC
V0404, 2.27
Page 52

program are lost.
In order to keep the existing program, check that the indication ‘Variants On’ remains in the
title bar. When you start an action or command that would seriously change the program, a
warning is issued by the control:
2.ac
If you choose 'yes' (S4), the indication 'Variants On' will disappear from the title bar. This
means that the next time when a new 'postprocess' command is started, a new CNC program is
built and old corrections will be lost. When 'No' (S5) is chosen, the action is cancelled and
'Variants on' remains.
The message "CNC program and corrections will be lost" is not literally true. The CNC program is still present, but it cannot be updated anymore from the graphical menu. If the old
CNC program must be stored, it is still possible to go to ‘data edit’ mode and store the program
under a different product number.
V0404, 2.28
Page 53

Delem
3. Drawing/editing a product in 3D
3.1. Introduction
When selecting 1 in the main menu, you can prepare a product with a drawing in 3D by entering <3> at the parameter for the 2D/3D selection.
3.a
The drawing tool for 3D part drawing works according to the same principle as described for
the 2D part drawing, except that in 3D a surface is added where in 2D a line segment is added.
The 3D drawing tool can handle complex product drawings with holes and surfaces which
have more than four sides. Such product drawings could be generated, for instance, by CAD
software.
3.1.1. Product data
Before you start drawing you have to program the main product data like the thickness and
kind of material. This is the same as for 2D products.
V0404, 3.1
Page 54

3.2. The 3D drawing of a product
3.b
The 3D drawing screen starts with a base surface and a double cursor (line), see Fig. 3.b.
The side indicated by the cursor is the line segment to be defined. Start your dawing by entering the length and width of the base surface. When entered, the menu bar at the bottom of the
screen appears. From this point forward, the drawing can be edited as necessary. You can add
surfaces and change the shape of surfaces (including the base surface).
Each new surface (base or added) starts with the double cursor, see Fig.3.c. After entering the
extended length the cursor is transformed into a single line and the rectangle can be reshaped.
See section 3.3.: "Changing the shape of a surface".
A new surface can be added by entering the connection angle and length of a surface. If a new
surface has an angle of 45 degrees or a multiple of 45 with the current surface, you can use the
arrow keys to add a surface.
V0404, 3.2
Page 55

Delem
Function keys:
3.c
next surface
prev. side Move cursor to previous side (counterclockwise) for sur-
next side Next side. Moves the cursor clockwise along the sides of
change
lenght
del. surface Delete the surface with cursor. Only possible when the
Moves cursor to next surface.
faces without holes or move cursor to next hole for surfaces with holes
a surface.
Changes the length of a side so that the surfaces can be
reshaped into many forms. See section 3.3., ‘changing the
shape of a surface’.
surface has just one other connecting surface and the surface is not the base surface.
[un]fold Toggles between drawing in folded or unfolded form.
Functions do not change, meaning that you can also complete a drawing in the unfolded presentation.
V0404, 3.3
Page 56

Function keys:
bend
simul.
END Back to ‘3D change data’
Bendsimulation. To create a “Bend sequence”, see section 3.4.
• Unfolded product.
It is possible to toggle between the folded and the unfolded product presentation.
3.d
In figure. 3.e. you see an example of a product in the unfolded part presentation.
V0404, 3.4
Page 57

Delem
3.e
• Product data overview.
With the END-key in the drawing screen it is possible to adjust the product data.
3.f
V0404, 3.5
Page 58

• Extending or rotating the product.
In the figures 3.g and 3.h you will find respectively the cursor position for extending the product and rotating the product. The function of the cursor is displayed by a description in the
header (‘Add surface’ or ‘rotate’).
3.g
V0404, 3.6
Page 59

Delem
3.h
V0404, 3.7
Page 60

3.3. Changing the shape of a surface
Each product to be developed consists of surfaces, starting with the base surface.
Shapes with four corners such as a square, a rectangle, a trapezium, a parallelogram or any random quadrangle are possible.
With the drawing tool you can execute the following manipulations:
1. Add surface
2. Delete surface
3. Change side length
4. Change angle between two connected surfaces
1. Add surface
Adding a new surface is only possible at a side of the outline with a free side (see also text in
the header). At each side one other surface can be connected. Adding is done by entering an
angle and a length in this sequence, expanding with one rectangle. The value of the angle
entered must be between either plus or minus 180 degrees.
Besides the outline of a surface also the contour of a hole is considered as an outline with the
same possibilities. A hole must be entirely in one surface and can have any shape.
A surface or total product can contain more than one hole. Holes can not be added with the
drawing tool. According to the possibility of more than four sides and the presence of holes the
active surface of figure 3.e has 64 outline sides (43 surface outline sides and 21 hole outline
sides) which can be selected.
2. Delete surface
Deleting a surface is only possible when the surface has just one other connecting surface and
the surface is not the base surface.
V0404, 3.8
Page 61

Delem
3. Changing the length of a side
Before changing the length of a side you have to select the side to be changed. This can be
done with S3 (next side) or S2 (next hole), moving the cursor along the sides of the active surface.
The actual length value is displayed in the enter field.
3.i
Then you can press S4 (change length) to give in the new length. A pop-up window appears in
which with function key S5 can be defined how to change the length of the side: from both the
ends or from only one of the ends.
Enter a negative value to shorten the length with the programmed value or a positive value as
the new length.
V0404, 3.9
Page 62

Example:
3.j
By entering a negative value of -20 you get the same results.
The new side length is in all three the cases the same. However, the resulting shapes are different by the fact that the extension or shortening starts at different ends.
V0404, 3.10
Page 63

3.k
Delem
Changing the length of a side is allowed in case this change has only effect on the shape of the
active surface (one end or both ends belong exclusively to the active surface) or in case both
ends belong to a bendline and there is at least one end that has no side connected that is in line
with the bendline direction.
Changing the length of a side is not allowed in case both ends belong to the bendline and both
ends have a side that is in line with the direction of the bendline. That is why in figure 3.l both
ends of side number 3 can be moved whilst this is not possible for side number 2 of figure 3.m.
Imagine figure 3.m without side 1 and/or 3 then the length of side number 2 can also be
changed.
V0404, 3.11
Page 64

3.l
Side 1: Both ends can be moved in both directions (both ends belong exclusively to the active
surface)
Side 2: Only the end that is no part of the bendline can be moved (moving the other end causes
also another shape of the other surface (direction of the bendline changes) ).
Side 3: Both ends can be moved in both directions (No sides connnected to ends that are in line
with the direction of the bendline)
Side 4: Only the end that is not part of the bendline can be moved.
3.m
Side 1: Only the end that is no part of the bendline can be moved.
Side 2: None of the ends can be moved (Sides connected to both ends which are in line with
the direction of the bendline)
Side 3: Only the end that is no part of the bendline can be moved.
Side 4: Both ends can be moved in both directions (both ends belong exclusively to the active
surface)
Side 5: Both ends can be moved in both directions (both ends belong exclusively to the active
surface)
Side 6: Both ends can be moved in both directions (both ends belong exclusively to the active
surface)
The next picture explains two ways to create a hexagon. Both options start with a base of two
rectangles with an angle of 180 degrees.
V0404, 3.12
Page 65

Delem
3.n
Some other examples of special shapes by making the sides shorter or longer.
3.o
V0404, 3.13
Page 66

You can convert a new surface into lip shaped surface (smaller than the length of the previous
side) in two steps. See next figure.
3.p
4. Changing the angle between to surfaces.
You can change the angle between surfaces into any other angle between -180° and 180° without constraints. The drawing tool always displays the product at relative scale. Collision of surfaces due to another angle is also shown at relative scale.
V0404, 3.14
Page 67

3.4. Bend sequence 3D
Delem
3.q
The bending sequence is started with the tool configuration.
The tool configuration screen appears after selecting ‘bend simulation’ in the 3D drawing
mode.
The last used configuration will appear on the screen (frontview). With the cursor-up and cursor-down keys you can select the tool you want to change. The selected tool is displayed (side
view) in the separate window (see in figure 3.q. the machine upperside shape). See section 3.6
for adjusting the tool configuration.
Function keys:
new config. New tool configuration see section 3.6
assignm. Assignments, see section 3.7
show
library
Show library
V0404, 3.15
Page 68

Function keys:
bend sim. Start bend simulation
END Back to drawing screen.
After selecting the required tool configuration you can start the bendsimulation.
3.4.1. Start bend simulation
3.r
On this screen the product appears between the tools in a possible last bend position. The prod-
uct can be zoomed in or out with the cursor keys and .
Press ‘unbend’ to fix a bend.
V0404, 3.16
Page 69

Function keys:
Delem
unbend/
next
bend/previous
shift gauge Shift the product manually (section 3.4.5.) or shift the
man. select Manual selection of a bend line. Additional possibility to
tools/mach. Toggle between three possible ways of displaying the
tool config. To change the tool configuration or assignments.
These function toggle keys between to step forward and
backwards through the bending sequence (section.
3.4.4.).
gauge manually (section 3.4.6.).
determine the bendsequence (see section 3.4.3.).
product/tool configuration. Useful in case of collision
visualisation. See section 3.4.2.
show bendseq
store Store a sequence. Only the unbended part is stored. The
END Back to drawing.
Show bendsequence. To show a mosaic screen with a
step-by-step graphical overview of the bendsequence.
control displays a message when the product is completely unbended.
V0404, 3.17
Page 70

3.4.2. Tool / machine visualisation
It is possible to visualise the product only, the product including tools or the product including
tools and machineshapes. This can be selected at any moment during the bendsequence determination.
3.s
Each time you press S5 the visualisation of the configuration switches between one of the three
possibilities.
V0404, 3.18
Page 71

Delem
3.t
By pressing the function key S5 a second time you get a screen with product and tools.
3.u
By pressing the function key S5 a third time you get a screen with the product, the tools and the
V0404, 3.19
Page 72

machine shapes.
3.4.3. Manual select
The control always proposes the next bending in sequence. This is computed by the control
depending on the programming assignments and of course the product shape and applied tools.
The bending sequence can also be changed/determined via manual select [S4].
For production reasons it can be necessary to choose by way of manual select another bend line
for the bending sequence.
Function keys:
V0404, 3.20
3.v
next surface
next hole Move the cursor to the next hole.
next side Move the cursor to the next side.
Move the cursor to the next surface.
Page 73

Function keys:
swap By pressing this key the product can be rotated 180°
no change Leaves manual select without changes.
accept By pressing this key the product will be placed with the
END The same result as ‘accept’.
3.4.4. Unbend product
Delem
between the tools (swap).
manually chosen bend-line under the uppertool.
In order to generate a CNC-part program the bend sequence must be known. To achieve this
repeat pressing [S1] until the product is completely unbended. Press [S8] to generate and store
the CNC-part program into the memory.
3.w
V0404, 3.21
Page 74

3.4.5. Move product
3.x
In the bend selection menu, the control computes the next bend possible to unbend. The product is placed between the tools, where there is no collision with the tools or the machine. In
case you want to shift the product under the toolset (which is mounted), you can move the
product by pressing [S3] (shift product). A pop-up window displays the product transparent.
Function keys:
jump left Jump product to another toolset combination.
jump right Jump product to another toolset combination.
shift left Shift product to the left within the same toolset. The step
size is displayed at the command line prompt and can be
changed.
V0404, 3.22
shift right Shift product to the right within the same toolset. The
step size is displayed at the command line prompt and
can be changed.
Page 75

Function keys:
tools/mach. Toggle the display mode of the tools/machine configura-
no change Ignore the new product position and return to the simula-
accept Accept the new product position and return to the simula-
END The same result as ‘accept’.
3.4.6. Move fingers
Delem
ton.
tion menu. (no change)
tion menu.
3.y
The control automatically computes at each bend the X-axes, R-axes and Z-axes positions.
It takes into account the values of the option assignments and searches for a solution without
collision of the fingers with the product. In order to be able to select your own positions, you
can move in the unbend state the fingers by pressing ‘shift gauge’. A pop-up window displays
the backgauge fingers with one finger highlighted. The fingers can be moved by means of the
V0404, 3.23
Page 76

function keys S1 through S4. The step size of the finger can be changed by entering the desired
value. The higher the value of the step size, the bigger is the displacement.
Move the fingers by:
Function keys:
select finger
change side Change side. Move the selected finger to another side of
shift left Shift the selected finger to the left. The step size is dis-
shift right Shift the selected finger to the right. The step size is dis-
Select the finger to move.
the product behind the machine. In the example there are
two possible finger positions to choose.
This way is only possible and will only be accepted if the
required axes are enabled in the control (like X1 and X2)
played at the command line prompt and can be changed.
played at the command line prompt and can be changed.
lay on finger
no change Ignore the new finger positions and return to the simula-
accept Accept the new finger positions and return to the simula-
END The same result as ‘accept’.
Toggle between lay product on selected finger or not.
This option is only selectable in case you have R-axes in
your machine.
tion menu.
tion menu.
V0404, 3.24
Page 77

Delem
3.4.7. Show bendsequence
Before the product is completely unbended you can enter the ‘show bendsequence’ menu.
3.z
This menu option can be called at any time after the first unbend has been made. The graphical
overview displays the determined bends as well as the not yet determined bends (question
mark sign).
The images in the graphical mosiac overview can separately be enlarged or reduced with the
cursor and keys.
The images can also separately be rotated with the cursor arrow keys.
3.5. Creating two bends simultaneously
When the system meets a situation like in fig. 3.aa., it will try to bend the two surfaces simultaneously. This can only happen when all the tools have the right length and both the bends must
have the same angle.
V0404, 3.25
Page 78

3.aa
3.ab
The combined bends are shown by the double cursor (line).
V0404, 3.26
Page 79

Delem
3.ac
To select additional bendings manually, press MANUAL SELECT, followed by [S4] COMBINATIONS.
V0404, 3.27
Page 80

3.6. New tool configuration
3.ad
With a new product, the last used configuration will appear on the screen.
With an existing product, the configuration, which was saved with this product, will appear on
the screen. The active tool or machine shape is indicated by a contour line in a different colour.
Function keys:
new config. To start a new toolconfiguration.
assignm. Assignments. 3D backstop assignments. See section 3.7.
show
library
bend sim. Bend simulation. Determining the bend sequence with
the programmed configuration.
V0404, 3.28
Page 81

Delem
Function keys:
END Return to previous screen (3D drawing).
If you want to reconfigure the tool / machine set-up you can modify the actual configuration.
You can also start all over again with ‘new config’. Programming a new configuration will be
explained step by step.
• Selecting the machine upperside
Accept (enter-key) machine upper side no. 1 as default value or choose a number out of possible 10 from the library.
3.ae
• Programming the uppertool set
V0404, 3.29
Page 82

3.af
The system proposes default uppertool no. 1. Accept the number in the lower left corner or
change it into one out of the 99 possible numbers in the uppertool library.
After confirmation with the enter-key or after entering another toolnumber and confirmation
with the enter-key fig. 3.ag appears.
V0404, 3.30
Page 83

Delem
3.ag
A window in the upper right corner displays the selected uppertool shape. Beneath the
tool-window the number of the uppertool, the position in the machine and the length are displayed. The indicated bend line sizes are shortest and the longest bend line of the product for
which a correct toollength has to be selected.
V0404, 3.31
Page 84

3.ah
This screen also serves to add one or more uppertools to the machine upper side.
Function keys:
heel Select an uppertool with a heel shape.
V0404, 3.32
change
pos.
change L. Change the length of activated uppertool.
add Add an uppertool. Uppertools with the same tool heigth
delete Delete an uppertool. Only possible when there is more
Change position. Enter a new position as a displacement
from the left corner or accept the position proposed by
the system.
can be added to a maximum of 15 pieces. An error message appears if the tools cannot be used together because
of the different heights.
than one uppertool.
Page 85

• Adding uppertools
Delem
3.ai
Procedure for adding uppertools:
- Press S4 (add uppertool) (Fig. 3.ah.)
- Determine the position of the new tool in relation to the present uppertools by moving
the arrow with cursor keys (left/right).
- Enter the uppertool number
- Enter the uppertool length
When you add an uppertool (punch) in an existing configuration, an undertool (die) is
automatically added with the same length if the corresponding die position is free. The
die number is identical to the die number which is at the left side in the press brake. Or, if
there is no die at the left side, the die number at the right side is taken.
- Use [S2] for adjusting the position of the uppertool if required. The position is calculated
from the left side of the machine upperside.
- Follow the same procedure for each new uppertool.
V0404, 3.33
Page 86

3.aj
V0404, 3.34
Page 87

• Programming uppertools with heel
Delem
3.ak
Heeling is only possible when heel dimensions have been programmed. The heel dimensions
should be programmed together with the other uppertool data in the uppertool library.
Press [S1] and enter a value. Possible values are:
0 no heels
-1 left heel
1 right heel
2 heel both sides
V0404, 3.35
Page 88

• Programming the undertoolset
After you have finished the programming of the uppertoolset, the required undertools must be
programmed.
3.al
The procedure for configuring the undertools is similar to configuring the uppertools.
V0404, 3.36
Page 89

Delem
3.am
• Selecting machine lowerside
After programming the undertools automatically is asked for the machine lowerside number
(1-10) (Fig. 3.an.). The library can contain maximal 10 machine lower sides.
V0404, 3.37
Page 90

3.an
Select machine lower side number and confirm with enter key.
V0404, 3.38
3.ao
Page 91

Delem
After programming the complete tool configuration and selecting both machine shapes the new
configuration has been finished.
With the cursor up and down keys you browse through the selected tools and machine shapes
of the configuration: from machine upper side to uppertool set, to undertool set and finally to
machine lowerside and vice versa.
3.ap
The active tool or machine shape is indicated by a contour line in a different colour.
V0404, 3.39
Page 92

3.aq
When you have programmed the required configuration press S8 to start the 3D bendsimulation.
V0404, 3.40
Page 93

3.7. Assignments 3D
Delem
3.ar
The 3D backstop assignments menu consists of only one page of parameters and is a subset of
the assignments of 2D drawing.
Front extend ratio. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .FR=
This is the ratio of the minimum allowable length of your product which extends in front
of the press to the total blank length of the product. You must have a minimum length of
your product in front of the press to be able to handle the product. Max. possible value =
1.0
Backstop against sharp angle allowed . . . . . . . . . . . . . . . . . . . . . . . . .SA=
0 if not allowed
1 if allowed
Backstop may be placed against an angle less than 90º.
Backstop die, intermediate bend . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .IB=
There may be a bend between the die and the backstop.
Edge tolerance. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .ET=
In case the backstop is against a flat plate, an angle tolerance is allowed (deviation from
horizontal). To be programmed in degrees of tolerance (0º - 90º input)
90 Degree tolerance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CT=
Back-gauge against a bent angle which is not 90 degrees max. allowance deviation from
V0404, 3.41
Page 94

vertical. (0° - 90° input)
Lay-on backstop limit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .BL=
When the length of the plate at the backside of the machine is greater than this limit, the
X-axis and R-axis positions will be corrected automatically so the plate will rest on the
back-gauge finger. (0 - 9999.9 mm). This is only possible if an automatic R-axis is
enabled.
Punch length tolerance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .PT=
The punch length may be shorter than the length of the bendline.
The difference between the punch and bend length can be programmed here. Punch
length tolerance may influence your bend sequence.
See fig.3.as in which the Punch length has been indicated by PL and the bending length
by BL. The tolerance value is the difference between PL and BL.
3.as
Minimum Y-opening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .YM=
Control computes during the postprocessing of the programmed product always an optimal minimum opening of the pressbeam. This to handle the product between the tools.
Here you can program a minimum opening. The programmed value is the distance above
the speed change point MUTE.
Function keys:
load
defaults
save as
defaults
Load the default set of parameters.
Save the current settings as the default settings.
V0404, 3.42
Page 95

Delem
4. Data preparation/Data edit
4.1. Introduction
To create a new CNC program, choose ‘Data preparation’ in the main menu.
To edit an existing CNC program, choose ‘Data edit’ in the main menu.
In both cases, a screen as shown below should appear. Programming and changing data is done
in the same way for both modes.
To edit a program that is not currently loaded, choose ‘Product selection’ in the main menu. In
the offered list, you have to select the wanted program number.
4.a
This page gives all data which are the same for every bending of the program (main data of
program).
For placing the cursor at one of the parameters. The
value entered for the selected parameter appears in the
entering field, situated in the lower left corner.
The input can be cleared for entering new input data.
Data has to be given to be able to continue programming.
V0404, 4.1
Page 96

Function keys:
After pressing the enter key the programmed value will
be placed at the corresponding parameter.
First Bend The cursor jumps to the page with the first bend informa-
tion.
END Finishing the data preparation and returning to the pro-
gram menu.
V0404, 4.2
Page 97

Delem
• Parameters explanation
Angle selection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .mα
Selection of the programming mode for the Y-axis.
0 = Y-axis bending position in absolute dimensions
1 = Y-axis in direct angle programming
Press the key to select the required setting.
Thickness . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .TH
Thickness of the plate in millimetres.
Material . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .M
Selection of one of the programmed materials, which are used to calculate the bending
depths. The control contains 4 preprogrammed materials. In total, 99 materials can be
programmed on the control. See the chapter about programming constants how to program materials.
Press the key to select the required setting.
E-MODULE
(N/mm²)
1 = Steel
2 = Aluminium
3 = Zinc
4 = Stainless steel
Blank length . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .L
The required length of the original sheet from which the product is bent. If the program
has been processed from a 2D drawing, this value has been calculated.
This parameter is also required for 2D visualisation in a production mode (Automatic or
Step).
Connect . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .CN
The parameter "connect" is to have a possibility to connect certain programs to one
another. This option can be used to produce 3-dimensional products. (See also the next
page).
210.000
70.000
94.000
210.000
TENSILE
STRENGTH
(N/mm²)
400
200
200
700
V0404, 4.3
Page 98

Connecting CNC programs
With the parameter Connect it is possible to create a 3-dimensional product. The control automatically executes the bend sequences in the different directions in succession. You program
the control as follows:
Instruction for 3-dimensional product programming (9 steps)
1 Create the product in one direction.
2 Create the product in the other direction.
There are now two bendprograms of one product in two directions. You connect these programs as follows:
3 Select the program with the bendsequence in the direction which you want to execute in
the first place. You select the program of the product via menu 3, product selection.
4 Go to menu 2, data editing. Select the parameter CONNECT. Enter the program number
of the product in the other direction.
5 Select the second program as in step 3. Repeat step 4. If you want to connect two pro-
grams, as in this example, you enter the program number of the first program. The cycle
is closed.
When you want to execute more than two programs in succession (not necessarily to create a
3-dimensional product) the second program must refer to the third. The third program to the
fourth and so on. The final program of the cycle must always refer to the first program.
To produce products with connected programs the next four actions are necessary.
6 Select the first program
7 Select the Automatic mode
8 Program the amount of products you want to produce with the ‘stock count’ parameter.
9 Push the Start key.
When the first program has been finished the second program starts automatically. The program counter indicates the remaining amount of repeats.
V0404, 4.4
Page 99

4.2. Bend programming
The parameters of one bend are divided over 2 screen pages.
Delem
4.b
The bend number, product number and drawing number are displayed in the top row on the
screen, the function of the "softkeys" in the bottom row.
Function keys:
prev. bend select previous bend
next bend select next bend
show
library
next page next page, to select the second page of the parameters to
Open a window with an overview of the tool library.
From here, a tool can be selected. Only available if the
program cursor is positioned on a tool.
be programmed for this bending.
V0404, 4.5
Page 100

Function keys:
axis functions
all bends to the listing of all bends of this program (only possible in
END To end the data prep./edit mode and return to the main
axis functions, to change speed and retract distance of
available axes in the current bend. This function is
machine-dependant.
data-editing).
menu. In the dialogue that appears, enter a new product
number or confirm the existing number.
• Axis functions
With this command, speed and retraction of the available axes on the machine can be programmed. This function is machine-dependant. The function is activated by pressing S6 in the
‘Data edit’ screen:
4.c
A pop-up window appears, in which all programmable dimensions for the axes are shown.
Which axes are shown here depends on the machine configuration.
Press the ‘END’ button to leave this window.
Axis speeds
V0404, 4.6
 Loading...
Loading...