

Page 1

Delem
MASCHINENPARAMETER
MANUAL
DA-65 (V5)
DA-69 (V5)
V1101, 0.1
Page 2

Delem
ALLGEMEINE EINFÜHRUNG
In dieser Gebrauchsanweisung für Maschinenparameter finden Sie Erläuterungen zu den
folgenden Punkten:
• die Eingangs- und Ausgangssignale (X- und Y-Achse und allgemein);
• die Wahlmöglichkeiten des Maschinenparametermenüs;
• den Wert und die Funktion der Maschinenparameter der X- und Y-Achse;
• die Hilfsachsen mit den entsprechenden Parametern.
Im ersten Kapitel wird die Funktion der allgemeinen Eingangs- und Ausgangssignale und der
Eingangs- und Ausgangssignale der X- und Y-Achse behandelt, sowie die Art und Weise, wie
diese Signale an das DM02-Modul angeschlossen werden müssen. Eine Steuerung aus der Serie
DA-60 mit einem DM02 bietet die grundlegende Maschinenkonfiguration.
Der Hochgeschwindigkeitsbus (High Speed Bus, HSB) sorgt für die Kommunikation zwischen
der Steuerung und den Modulen. Über die HSB-Verbindung werden die Module mit den
entsprechenden Maschinenparameterwerten zur Steuerung der Achsen programmiert. Die
programmierten Achsenwerte werden mit den aktuellen Achsenpositionen und den Einstellungen
der Maschinenparameter verglichen. Wenn die "neuen" Werte im Bereich liegen, werden die
"neuen" Werte die aktuellen Werte.
Die Maschinenparameter (einschließlich aller Achsenparameter) werden im
Maschinenparametermenü der Steuerung programmiert. Außer der Programmierung der
Maschinenparameter gibt es noch einige andere Wahlmöglichkeiten in diesem
Maschinenparametermenü. Diese Wahlmöglichkeiten werden in Kapitel 2 erläutert.
Die grundlegenden Maschinenparameter steuern die Y-Achse. In Kapitel 3 werden diese
Maschinenparameter erläutert. Die Erläuterung umfaßt den Parameterbereich, den
Ausgangswert, die Parameterfunktion und eine Beschreibung.
In den Kapiteln 4 bis 10 werden die Parameter der Hilfsachsen sowie Spezialfunktionen näher
erläutert. Die Hilfsachsen werden per Achsentyp aufgeführt. Folgende Achsentypen und
Spezialfunktionen werden erläutert:
• Hilfsachsen (Kapitel 4);
• Achsentypen und parameter (Kapitel 5);
• Bombierung (Kapitel 6);
• Digitale Ausgänge (Kapitel 7);
• I-Achsen (Kapitel 8);
• Biegehilfe (Kapitel 9);
Diese Gebrauchsanweisung bezieht sich auf die Delem-Steuerungstypen DA-65 und DA-69, die
mit der Softwareversion 5 oder höher ausgerüstet sind.
V1101, 0.2
Page 3

Delem
MASCHINEN PARAMETERS MANUAL
Inhaltsverzeichnis
PAGINA
ALLGEMEINE EINFÜHRUNG ......................................................................................... 0.2
Inhaltsverzeichnis .................................................................................................................. 0.3
1. EINGANGS- UND AUSGANGSSIGNALE ......................................................... 1.1
1.1. Einführung..................................................................................................... 1.1
1.2. Y-Achse Eingangssignale.............................................................................. 1.1
1.3. Y-Achse Ausgangssignale............................................................................. 1.2
1.4. X-Achse Signale............................................................................................ 1.4
1.5. Achsen Signale .............................................................................................. 1.4
1.6. Verschiedene Eingangs- und Ausgangssignale ............................................. 1.5
2. MASCHINENPARAMETERMENÜ .................................................................... 2.1
2.1. Einführung..................................................................................................... 2.1
2.2. Wahlverfahren für das Maschinenparametermenü........................................ 2.1
2.3. Y-Achsen und allgemeine Parameter ............................................................ 2.2
2.4. Hilfsachsen .................................................................................................... 2.2
2.5. Modulenkonfiguration................................................................................... 2.3
2.6. Steuerungsaktualisierung............................................................................... 2.4
2.7. Sicherung der Maschinenparameter .............................................................. 2.8
2.8. Änderung des Menünamens .......................................................................... 2.8
2.9. Änderung des Zugriffskodes ......................................................................... 2.8
2.10. Optionen ........................................................................................................ 2.9
2.11. Das Maschinenparametermenü verlassen...................................................... 2.10
3. Y-ACHSEN UND ALLGEMEINE PARAMETER ............................................. 3.0
Parameter: 1
Service-zeile 1/0........................................................................................................ 3.1
Parameter: 2
Y-max........................................................................................................................ 3.2
Parameter: 3
Y-min ........................................................................................................................3.3
Parameter: 4
Y-Richtung +/- (1/0).................................................................................................3.4
Parameter: 5
Linealreferenz links (Y1) ........................................................................................3.5
Parameter: 6
Linealreferenz rechts (Y2) ......................................................................................3.6
Parameter: 7
Werkzeug-Referenz .............................................................................................. 3.7.a
Parameter: TR
Werkzeug Referenzkorrektur ............................................................................. 3.7.b
V1101, 0.3
Page 4

Delem
Parameter: 8
Lineare maßstäbe-richtung Y1 (0/1)...................................................................... 3.8
Parameter: 9
Lineare Maßstäbe-richtung Y2 (0/1) .....................................................................3.9
Parameter: 10
Tandem 1/0.............................................................................................................3.10
Parameter: 11
Parallel-Schalter 1/0..............................................................................................3.11
Parameter: 12
Max. Paralellität ....................................................................................................3.12
Parameter: 13
Init. Y-Öffnung ...................................................................................................... 3.13
Parameter: 14
Bremszeit maximal ................................................................................................3.14
Parameter: 15
Ventile kalibrieren 1/0........................................................................................... 3.15
Parameter: 16 -19
nicht gebraucht ...................................................................................................... 3.16
Parameter: 20
Steifheit ...................................................................................................................3.20
Parameter: 21
Steifheit der Presse ................................................................................................3.21
Parameter: 22
Kalibrierung 1/0.....................................................................................................3.22
Parameter: 23
Druck max..............................................................................................................3.23
Parameter: 24
Druck min...............................................................................................................3.24
Parameter: FM
Druck mitte ............................................................................................................ 3.24
Parameter: 25
Ausgang max.......................................................................................................... 3.25
Parameter: 26
Ausgang min...........................................................................................................3.26
Parameter: OM
Ausgang mitte ........................................................................................................3.26
Parameter: 27
Initielle Druckstärke..............................................................................................3.27
Parameter: 28
nicht gebraucht ...................................................................................................... 3.28
Parameter: 29
nicht gebraucht ...................................................................................................... 3.29
Parameter: 30
Schließgeschwindigkeit .........................................................................................3.30
Parameter: 31
Inkrement-Schließgeschwindigkeit...................................................................... 3.31
Parameter: 32
Schließung ramp offset..........................................................................................3.32
Parameter: 33
Wartezeit vor Schließen ........................................................................................ 3.33
V1101, 0.4
Page 5

Delem
Parameter: 34
Öffnungsgeschwindigkeit...................................................................................... 3.34
Parameter: 35
Öffnung ramp offset.............................................................................................. 3.35
Parameter: 36
Wartezeit vor Öffnen............................................................................................. 3.36
Parameter: 37
Max presse geschwindigkeit .................................................................................3.37
Parameter: 38
Wartezeit vor pressen............................................................................................ 3.38
Parameter: 39
Wartezeit vor Pressdruck .....................................................................................3.39
Parameter: 40 - 45
nicht gebraucht ...................................................................................................... 3.40
Parameter: 46
Schliessen Bremsanlaufzeiteinstellung ................................................................3.46
Parameter: 47
Schliessen Verstärkungseinstellung..................................................................... 3.47
Parameter: 48
Öffnen Verstärkungseinstellung ..........................................................................3.48
Parameter: 49
Pressen Verstärkungseinstellung .........................................................................3.49
Parameter: 50
Maschinen länge zwischen zylinder ..................................................................... 3.50
Parameter: 51
Inertia untertisch ...................................................................................................3.51
Parameter: 52
Inertia oberwange..................................................................................................3.52
Parameter: 53
nicht gebraucht ...................................................................................................... 3.53
Parameter: 54
Gesamte Maschinen länge.....................................................................................3.54
Parameter: 55
Stempelklemmendruck .........................................................................................3.55
Parameter: 56
Matrizenklemmendruck .......................................................................................3.56
Parameter: 57
Ventilrampe schliessen..........................................................................................3.57
Parameter: 58
nicht gebraucht ...................................................................................................... 3.58
Parameter: 59
Öffnungsdruck.......................................................................................................3.59
Parameter: 60-119
nicht gebraucht ...................................................................................................... 3.60
Parameter: 120
KO-Tabelle von Diskette ein/aus 1/0.................................................................. 3.120
Parameter: 121
Sequenzer von Diskette ein/aus 1/0 ....................................................................3.121
Parameter: 122
Sequenzer debug ein/aus 1/0...............................................................................3.122
V1101, 0.5
Page 6

Delem
Parameter: 123 - 130
Sequenzer Option ................................................................................................3.123
Parameter: 131
UAP von Diskette ein/aus 1/0.............................................................................. 3.131
4. HILFSACHSEN ...................................................................................................... 4.1
4.1. Einführung..................................................................................................... 4.1
4.2. Configurationen des Achsen.......................................................................... 4.1
4.3. Spezifische Parameter der R-Achse .............................................................. 4.5
4.4. Spezifische Parameter der Z-Achse............................................................... 4.7
4.5. Eine zweite X-Achse ..................................................................................... 4.9
Parameter: XX
X1 relativ zu X2 .....................................................................................................4.10
Parameter: 7
Max. X1X2 Abstand .............................................................................................. 4.11
Parameter: 8
Hinteranschlag-Typ............................................................................................... 4.12
Parameter: 9-12
Abstand A-D........................................................................................................... 4.14
4.6. X1/X2 Abstandsprogrammierung(Option).................................................... 4.15
4.7. Die Spindelkorrekturtabelle........................................................................... 4.18
5. HILFSACHSENPARAMETER............................................................................. 5.1
5.1. Einführung..................................................................................................... 5.1
5.2. Standard-Achsenparameter............................................................................ 5.1
Parameter: 7
Min. Position ............................................................................................................5.2
Parameter: 8
Max. Position............................................................................................................ 5.3
Parameter: 28
Positionsmessungsystem.......................................................................................... 5.4
Parameter: SL
Anzahl Sklaven ........................................................................................................5.5
Parameter: 9
Vorteilung.................................................................................................................5.6
Parameter: 5
Referenz-position ..................................................................................................... 5.7
Parameter: 6
Referenz-such-richtung...........................................................................................5.8
Parameter: 17
Ref Schalter angeschlossen..................................................................................... 5.9
Parameter: 21
Referenzsuchgeschwindigkeit...............................................................................5.12
Parameter: 29
AD-min ...................................................................................................................5.13
Parameter: 30
AD-max...................................................................................................................5.14
V1101, 0.6
Page 7

Delem
Parameter: 24
Codierer Zählrichtung ..........................................................................................5.15
Parameter: 14
Voreinstellungswert............................................................................................... 5.16
Parameter: 13
Beschleunigungsrampe..........................................................................................5.17
Parameter: 15
Kommastellen......................................................................................................... 5.18
Parameter: 27
Korrektur (X).........................................................................................................5.19
Parameter: 27
Korrektur (X).........................................................................................................5.20
Parameter: 25
Korrektur (Z).........................................................................................................5.21
Parameter: 25
Korrektur (Z).........................................................................................................5.22
Parameter: 26
Korrektur (R).........................................................................................................5.23
Parameter: 26
Korrektur (R).........................................................................................................5.24
Parameter: 122
Achsenrückbewegung programmierbar..............................................................5.24
5.2. Parameter für Servoachsen ............................................................................ 5.26
Parameter: 2
Verstárkung ........................................................................................................... 5.27
Parameter: 3
Übergang ................................................................................................................5.28
Parameter: 4
Bremsung................................................................................................................5.29
Parameter: 11
Handgeschwindigkeit groß ................................................................................... 5.30
Parameter: 12
In-position Toleranz..............................................................................................5.31
Parameter: SP
Achsengeschwindigkeit programmierbar 0/1 ..................................................... 5.32
5.2. AC-Achsenparameter .................................................................................... 5.33
Parameter: 78
Drive-Typ ...............................................................................................................5.35
Parameter: 80
Positioniertoleranz................................................................................................. 5.36
Parameter: LS
LS FD-Ausgang...................................................................................................... 5.37
Parameter: FG
Umschaltungspunkt der hohe geschwindigkeit (BFS)> .....................................5.38
V1101, 0.7
Page 8

Delem
Parameter: SG
Umschaltungspunkt der niedrigen geschwindigkeit (BSS)> .............................5.39
Parameter: FS
Umschaltungspunkt der hohe geschwindigkeit (BFS)< .....................................5.40
Parameter: SS
Umschaltungspunkt der niedrigen geschwindigkeit (BSS)< .............................5.41
Parameter: 76
Spindelzulassung....................................................................................................5.42
Parameter: 84
Überlaufweg ...........................................................................................................5.43
Parameter: 85
Überlauf Wartezeit ................................................................................................ 5.44
Parameter: 83
Stopzeit (T) ............................................................................................................. 5.45
Parameter: 86
DC niedrige geschwindigkeit................................................................................ 5.46
Parameter: 87
DC hohe geschwindigkeit...................................................................................... 5.47
Parameter: 88
DC niedrige geschwindigkeit................................................................................ 5.48
Parameter: 89
DC hohe geschwindigkeit...................................................................................... 5.49
6. BOMBIERUNG....................................................................................................... 6.1
6.1 Einführung..................................................................................................... 6.1
6.2. Installation der Bombiervorrichtung ............................................................. 6.2
6.3. Programmierung und Einstellung der Bombiervorrichtung .......................... 6.3
6.5. Bombierungsparameter.................................................................................. 6.5
Parameter: 7
Min. Position ............................................................................................................6.6
Parameter: 8
Max. Position............................................................................................................ 6.7
Parameter: 31
Standard- / hohe Auflösung (0/1)........................................................................... 6.8
Parameter: 18
DA-min .....................................................................................................................6.9
Parameter: 19
DA-max...................................................................................................................6.10
Parameter: 22
DA-aus linear/tabell. (0/1).....................................................................................6.11
Parameter: 23
Hysterese................................................................................................................. 6.12
Parameter: 14
Voreinstellungswert............................................................................................... 6.13
Parameter: 15
Kommastellen......................................................................................................... 6.14
7. DIGITALE AUSGÄNGE ....................................................................................... 7.1
7.1. Einführung..................................................................................................... 7.1
V1101, 0.8
Page 9

Delem
7.2. Digitale R-Achse ........................................................................................... 7.1
Parameter: 14
Voreinstellungswert................................................................................................. 7.4
7.3. Ein-/Aus-Ausgänge ....................................................................................... 7.5
Parameter: AO
Anzahl FD-Ausgänge............................................................................................... 7.6
Parameter: LS
LS FD-Ausgang........................................................................................................ 7.7
Parameter: 14
Voreinstellungswert................................................................................................. 7.8
8. I-ACHSEN ............................................................................................................... 8.1
8.1. Einführung..................................................................................................... 8.1
8.2. I-Achse mit 1 Geschw. AC-Motor mit Potentiometerrück-meldung ............ 8.2
8.3. Digitale I-Achsenparameter........................................................................... 8.3
Parameter: AP
Anzahl Positionen ....................................................................................................8.4
Parameter: LS
LS FD-Ausgang........................................................................................................ 8.5
Parameter: PZ
Positionierungszeit................................................................................................... 8.6
Parameter: P1-P4
Position 1...4 .............................................................................................................8.7
9. BIEGEHILFE.......................................................................................................... 9.1
9.1. Einführung..................................................................................................... 9.1
9.2. Digitale Biegehilfe......................................................................................... 9.2
9.2.1. Parameter der Digitale Biegehilfe ................................................................. 9.2
Parameter: 7
Min. Winkel..............................................................................................................9.4
Parameter: 8
Max. Winkel............................................................................................................. 9.4
Parameter: 18
Min AD-Wert ........................................................................................................... 9.5
Parameter: 19
Max AD-Wert ..........................................................................................................9.5
Parameter: RF
Wartezeit öffnen Faktor.......................................................................................... 9.6
Parameter: Sl
Anzahl Sklaven ........................................................................................................9.7
Parameter: 14
Voreinstellungswert................................................................................................. 9.8
Parameter: SA
Sicherheitsstop Winkel............................................................................................ 9.9
V1101, 0.9
Page 10

Delem
Parameter: MS
Max. Winkelgeschwindigkeit................................................................................9.10
Parameter: ML
Mittl. Winkelgeschwindigkeit min.......................................................................9.11
Parameter: MH
Mittl. Winkelgeschwindigkeit min.......................................................................9.11
Parameter: PX
Proportionalverstärkung min...............................................................................9.12
Parameter: PN
Proportionalverstärkung min...............................................................................9.12
Parameter: FX
Vorschubverstärkung min.................................................................................... 9.13
Parameter: FN
Vorschubverstärkung min.................................................................................... 9.13
Parameter: PX
Differentialverstärkung min................................................................................. 9.14
Parameter: PN
Differentialverstärkung min................................................................................. 9.14
Parameter: AM
Einstellungsmodus.................................................................................................9.15
Parameter: PN
Inpositionstoleranz ................................................................................................9.16
9.2.1. Einstellung..................................................................................................... 9.16
9.3. Zusatzliche Biegehilfeachsen ........................................................................ 9.18
9.4. Analoge Biegehilfe........................................................................................ 9.20
9.4.1. Introduktion ................................................................................................... 9.20
9.4.2. Installation und Einsellung der DBT01-Steuerungskarte.............................. 9.20
9.4.3. Parameter der analoge Biegehilfe.................................................................. 9.23
Parameter: 7
Mindestwert ...........................................................................................................9.23
Parameter: 8
Hochstwert .............................................................................................................9.23
Parameter: 18
DA-Min...................................................................................................................9.23
Parameter: 19
DA-Max ..................................................................................................................9.24
Parameter: RF
Verzogerung vor Ruckfaktor ............................................................................... 9.25
Parameter: NR
Anzahl Maßeinheiten ............................................................................................ 9.25
Parameter: 14
Default..................................................................................................................... 9.26
Parameter: SA
Sicherheitshaltwinkel ............................................................................................9.27
Parameter: MS
Max. Winkelgeschwindigkeit................................................................................9.27
V1101, 0.10
Page 11
Delem
1. EINGANGS- UND AUSGANGSSIGNALE
1.1. Einführung
Alle Eingangs- und Ausgangssignale werden mit LEDs am Bedienfeld an der Vorderseite der
E/A-Module angegeben. Bei aktivem Eingangs- oder Ausgangssignal ist die entsprechende
LED eingeschaltet. Es gibt drei Arten von Signalen: Y-Achsensignale, X-Achsensignale und
allgemeine Signale. In den folgenden Abschnitten dieses Kapitels werden diese Eingangs- und
Ausgangssignale erläutert.
Es gibt eine ausgeprägte Beziehung zwischen den Y-Achsensignalen. Diese Beziehung wurde
im Zeitdiagramm des Preßzyklus festgehalten.
Das Zeitdiagramm des CNC-RDY-Signals gehört ebenfalls hierzu. Das numerische BereitSignal der Steuerung gibt an, daß das aktive Biegeprogramm ausgeführt werden kann. Das
CNC-RDY Signal hängt vom Stand der Start-Taste, der Position der Y-Achse und der
Position der X-Achse ab.
1.2. Y-Achse Eingangssignale
Symbol Funktion
Öffnungssignal. Dieser Eingang soll aktiv sein wenn die Wange sich in die
Öffnungsrichtung bewegen soll.
Pressesignal. Dieser Eingang soll aktiv sein um die Wange während der Presse
phase zu bewegen. Dieser Eingang soll auch aktiv sein während Haltezeit an
der Biegeposition und während Dekompression.
Schnell-schliessen-Signal. Dieser Eingang soll aktiv sein wenn sich die Wange
mit hoher Geschwindigkeit in Schliessrichtung bewegen soll.
Hand (Einrichten). Dieser Eingang soll aktiv sein wenn die Wange mit den
Handrad bewegt wird.
Dies ist nur möglich wenn Handmode auf die Steuerung aktiv ist und die
Wange sich unter Mute befindet.
Wenn dieser Eingang aktiv ist, wird dies gezeigt auf dem Bildschirm der
Steuerung.
=
Parallelschalter Eingang. Siehe Beschreibung von der Y-Achse Maschinen
Parameter "Parallelschalter".
V1101, 1.1
Page 12
Delem
1.3. Y-Achse Ausgangssignale
Symbol Funktion
Obertotpunkt. Dieser Ausgang ist aktiv wenn die Wange am programmierten
Obertotpunkt ist oder höher.
ER Ende der Dekompression. Dieser Ausgang wird aktiv wenn die Wange die
Biegeposition erreicht hat, die Haltezeit abgelaufen und die Dekompression
beendet ist. Es geht wieder aus wenn der Öffnungseingang (&&&&)aktiv wird.
Mute Ausgang. Dieser Ausgang wird aktiv wenn die Wange den Muting Punkt
erreicht hat. (Geschwindigkeitsübergang), und die Wange sich unter dem Mute
Punkt befindet.
CNC-gestartet. Dieser Ausgang ist aktiv wenn die Starttaste der DA-Steuerung
eingedrückt worden ist.
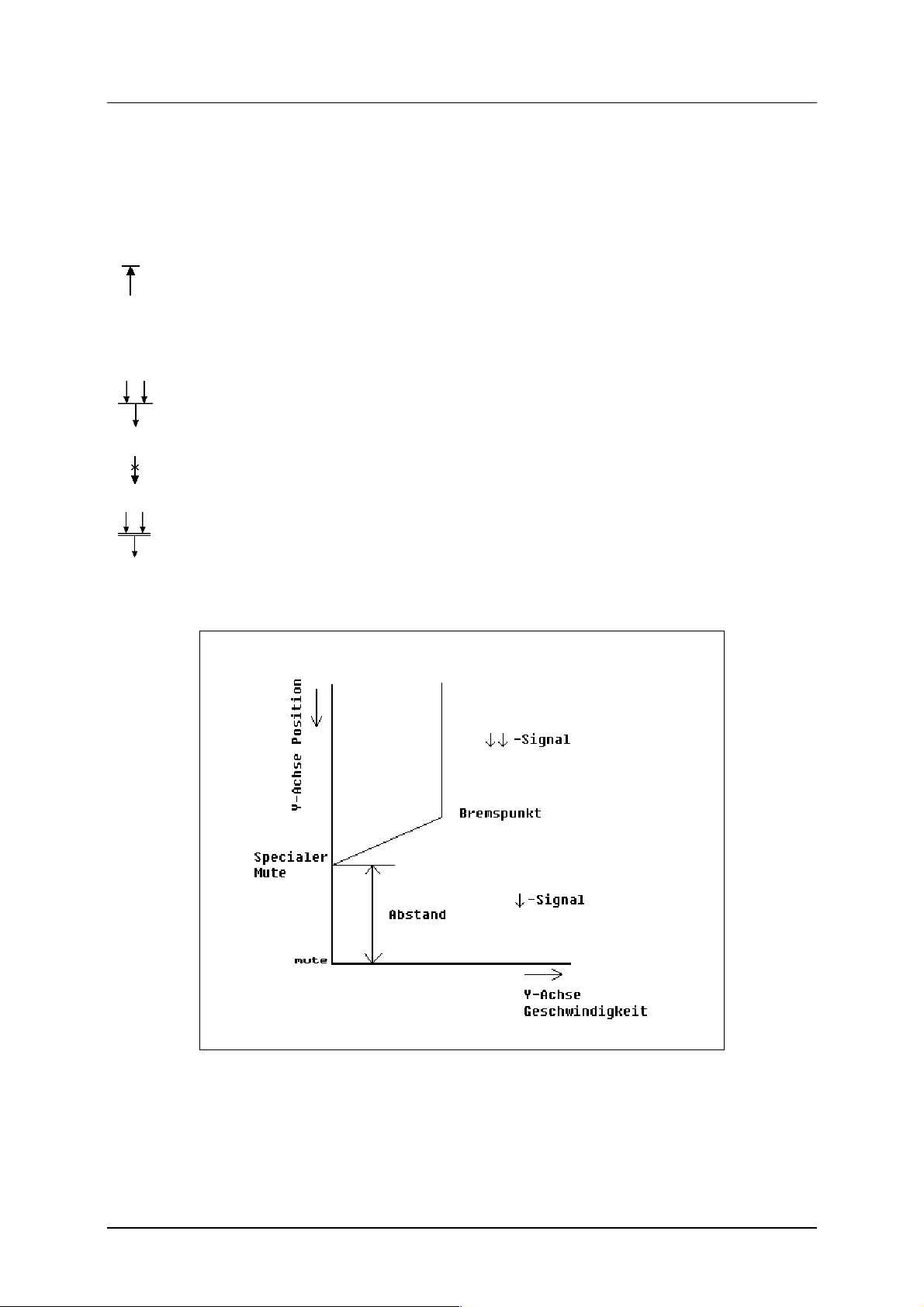
Spezialer Mute Ausgang (für Servo Hydraulik). Ein wahlweiser
übergangsausgang kann benutzt werden, damit die Oberwange beim
übergangspunkt genauer stopt. Diese Eigenschaft kann sehr nützlich sein, wenn
Servo-Hydraulik angewandt wird. Der wahlweise übergangsausgang wird von
einem bestimmten Abstand aus vor dem wirklichen übergangspunkt aktiv.
Abb. 1.3.a
Die Bremsrampe für Stop beim wahlweisen Übergangspunkt wird durch die Steuerung
automatisch berechnet. Der Abstand zwischen den zwei Übergangspunkten ist in der Software
festgelegt. Dieser Wert kann nur auf Wunsch durch DELEM geändert werden. Der
V1101, 1.2
Page 13
Delem
Defaultwert ist 0 mm. Dies bedeutet, daß die zwei Übergangsausgänge zur gleichen Zeit aktiv
werden.
Abb. 1.3.b
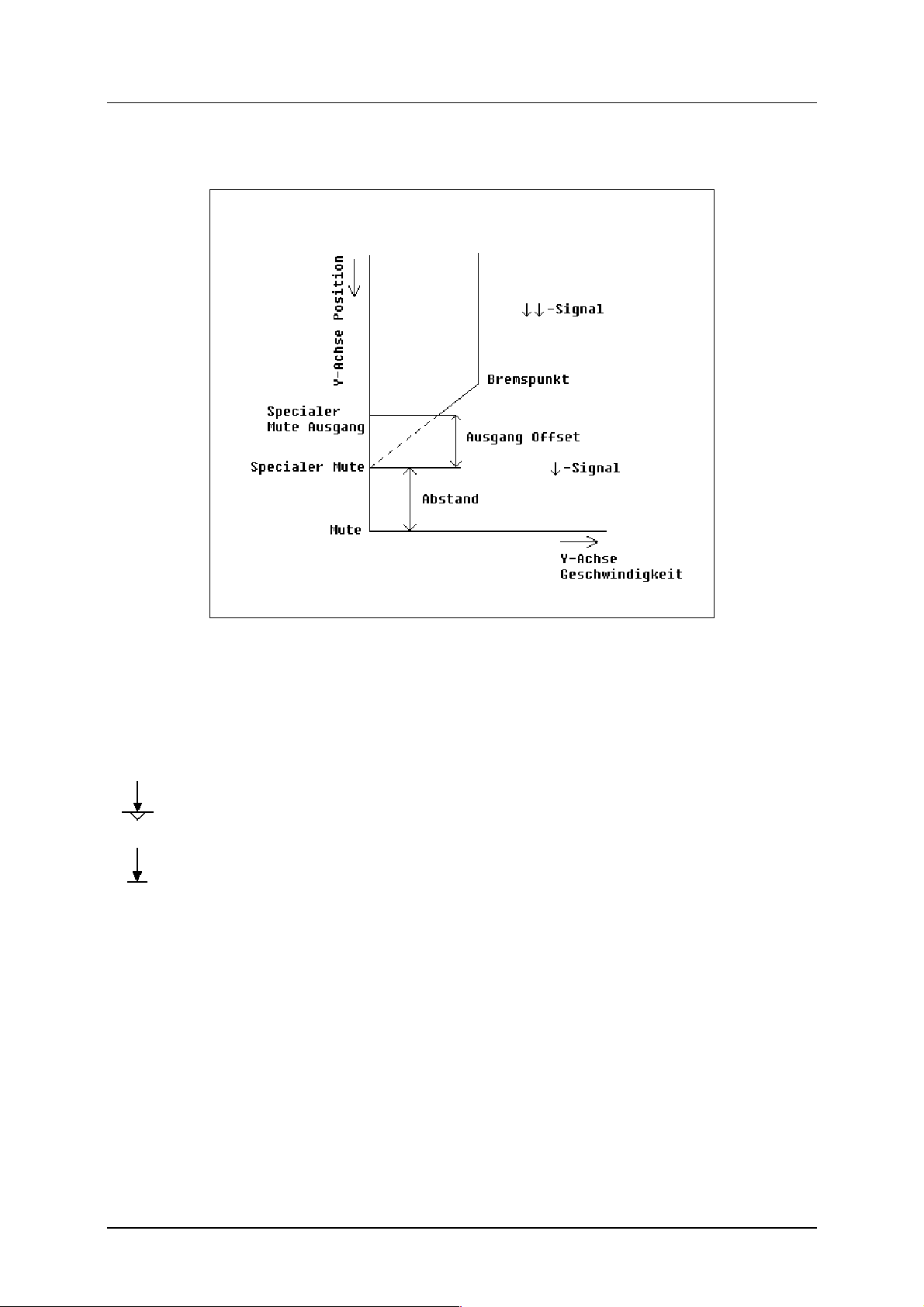
Der Punkt an dem der wahlweise Übergangsausgang aktiv wird, kann auch mit einer
Vorspannung verschoben werden. Diese Vorspannung verschiebt nicht den berechneten
Bremspunkt. Genau wie der Abstand zwischen den zwei Übergangspunkten kann diese
Verschiebung auf Wunsch durch DELEM geändert werden. Die Defaulteinstellung ist 0.
Blechklemmungsausgang. Dieser Ausgang ist aktiv, wenn die Wange sich
unter der Blechklemmpunkt befindet.
Ausgang der unteren Toter-Punkt-Position. Dieser Ausgang wird an der
Endposition der Oberwange während Status 4 der Y-Achse aktiv.
V1101, 1.3
Page 14
Delem
1.4. X-Achse Signale
Symbol Function
R-in Positiver Eingang der R-Achse. Dieser Eingang muß aktiv sein, um die X-
Achse innerhalb der Sicherheitszone der verwendeten Matrize zu bewegen.
Ansonsten kann sich die X-Achse nicht innerhalb dieser Zone bewegen, was
dazu führt, dass der CNC-RDY-Ausgang nie aktiviert wird! Wenn die R-Achse
negativ und der R-in-Eingang aktiv ist, bewegt sich die R-Achse zuerst in eine
positive Position, bevor sich die X-Achse in eine Position innerhalb der
Sicherheitszone bewegt.
1.5. Achsen Signale
Symbol Funktion
INPOS Dieser Ausgang ist aktiv, wenn der aktuelle Positionswert der Achse innerhalb
des Tolerzanzbereichs für diese programmierte Position liegt. Dieser
Toleranzbereich der in-Position kann mit dem Maschinenparameter "InPositions-Toleranz" (Parameter 12) eingestellt werden.
START Eingang für ein Achsenmodul, um anzugeben, dass das Gerät bereit ist und das
Modul mit der Achsenpositionierung anfangen kann. Er kann verwendet
werden, um ein "Bereit"-Signal von einem Motorantrieb zu kontrollieren.
RSD Um die Referenzmarkierung vom Kodierer zu nehmen, muß dieser Eingang an
den Referenzsuchrichtungsschalter angeschlossen werden. Der
Referenzsuchzyklus erfolgt dann wie beschrieben bei Maschinenparameter 17
(Refschalter angeschlossen). Normalerweise stammt der RSD-Eingang vom
Schalter für das Übertragungsende.
Wenn Sie einen RSD-Schalter für die Referenzsuche verwenden, benötigt der Motorantrieb
keinen richtungssensitiven Eingang (ein-/abschalten) zur Referenzsuche. Dieser Schalter kann
überall angebracht werden. Sie können den RSD-Schalter auch mit einem der Schalter für das
Übertragungsende kombinieren.
Hierdurch wird für einen Referenzsuchzyklus weniger Zeit benötigt. Ein weiterer Vorteil liegt
darin, daß sich die Montage von Endschaltern zur Referenzsuche erübrigt.
V1101, 1.4
Page 15
1.6. Verschiedene Eingangs- und Ausgangssignale
Delem
Pumpe
gestartet.
T Tandemeingang Ein Tandemeingang für Tandem- oder Roboteranwendungen.
C Zykluseingang. Dieser Eingang kann zur Durchführung eines externen
CNC-START. Der Startbefehl für die Steuerung. Dieser Ausgang kann nur aktiv
FUNKTIONSAUSGANG
F1, F2, F3 und F4 sind allgemeine Mehrzweckausgänge. Wenn Sie ein motorisiertes
Bombierungsgerät benutzen, wird Ausgang F3 als Standard für "A<" und Ausgang F4
für "A>" verwendet. In diesem Falle müssen Sie ebenfalls das motorisierte
Bombierungspotentiometer zwischen "REF", "0V" und "AI1" verbinden.
Dieser Eingang muß zur Betätigung der Start-Taste auf der DASteuerung aktiv sein. Wenn dieser Eingang nicht aktiv ist, wird
die Betätigung der Start-Taste nicht akzeptiert. In der Steuerung
erscheint die Meldung **Maschine nicht gestartet**.
Schlagen Sie in der Beschreibung des Parameters 10 vom X- und
Y-Achsenparametermenü nach. Für Roboteranwendungen können
Sie das spezielle Roboterfunktionshandbuch anfordern.
Schrittwechsels verwendet werden. Dies geschieht durch die
Programmierung des programmspezifischen CX-Kodeparameters
in den Programmen.
sein (Start-Taste auf der Steuerung), wenn der Eingang für den
Pumpenstart aktiv ist.
CNC-RDY
Numerische Steuerung bereit. Dieser Ausgang ist immer ausgeschaltet, wenn sich die
DA-Steuerung im Stopp-Betrieb befindet (gleich nach dem Einschalten des Stroms
oder nach Betätigung der Stopp-Taste). Dieser Ausgang kann nur aktiviert werden,
wenn sich die Steuerung in folgenden Betriebsarten befindet:
• Im Handbetrieb. Die Start-Taste ist eingedrückt und die X-Achse ist an der
programmierten Position.
• Im Automatik oder Schritt-für-Schritt-Betrieb. Die folgenden Bedingungen
müssen erfüllt sein:
- Die Start-Taste wurde betätigt und
- die X-Achse ist in der programmierten Position und
- die Oberwange ist in der oberen Toter-Punkt-Position.
Wenn diese Bedingungen erfüllt sind, wird der CNC-RDY-Zyklus durch das
Zeitdiagramm bestimmt.
OK Initialisierung
des Moduls
abgeschlossen.
Dies ist das Ausgangssignal eines Moduls, mit dem angezeigt
wird, dass das Modul ordnungsgemäß initialisiert wurde und
betriebsbereit ist. Es kann verwendet werden, um ein Signal z.B.
an einen Motorantrieb freizugeben.
V1101, 1.5
Page 16
Delem
Abb. 1.6.a
V1101, 1.6
Page 17

Delem
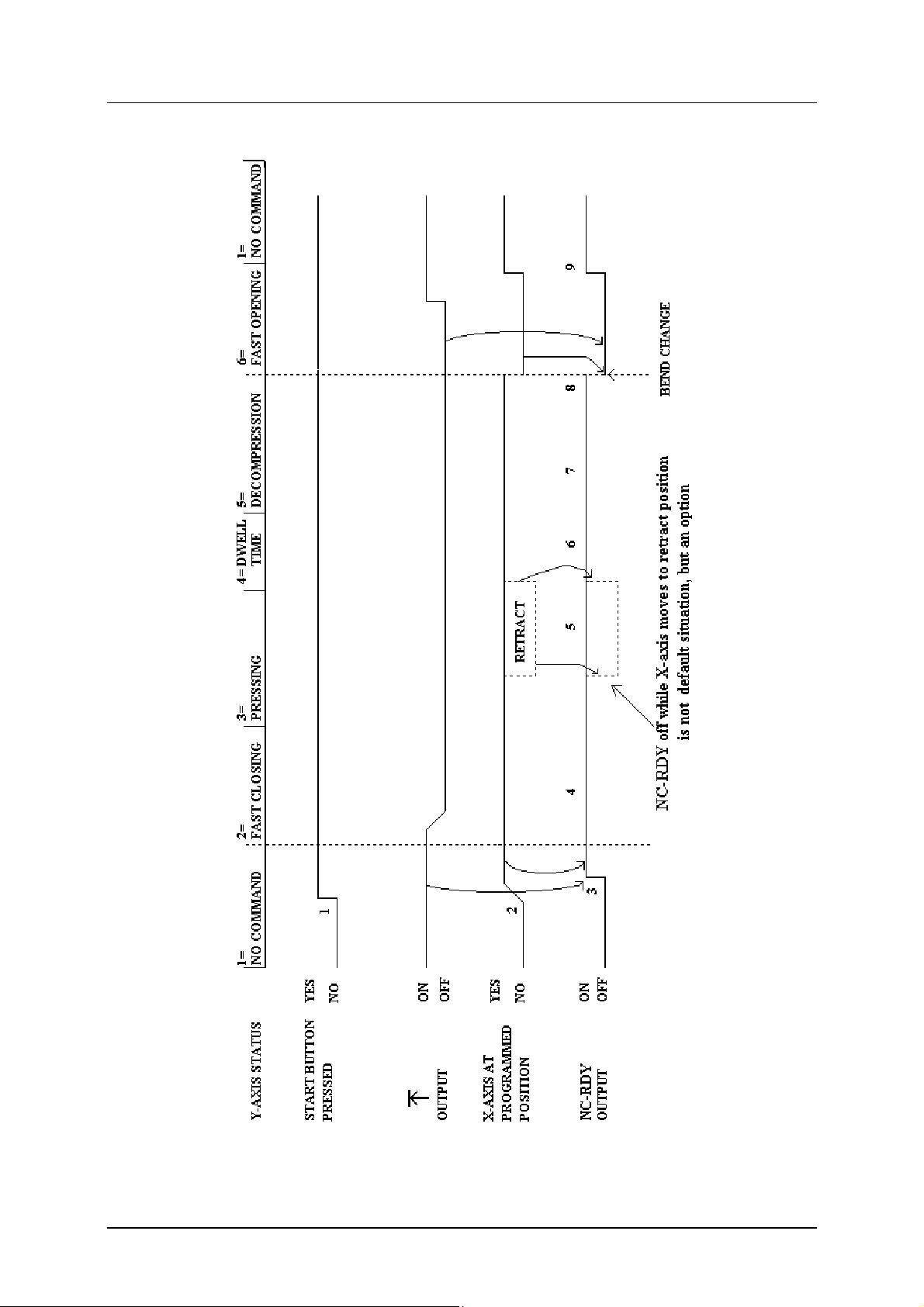
Erläuterung des CNC-RDY-Zeitdiagramms (abb. 1.6.a):
• Status der Y-Achse. Der Status der Y-Achse ist die Zahl des Y-
Achsensteuerungsprogramms, die von den Steuerungseingängen der Y-Achse abhängt.
Die Zahl erscheint in der Servicezeile (wenn diese aktiviert ist) im Kopf des Bildschirms.
• Oberer Toter-Punkt. Der Ausgang der Y-Achse, der anzeigt, daß die Oberwange sich in
der oberen Toter-Punkt-Position befindet.
• X-Achse an der programmierten Position. Diese Linie zeigt die aktuelle X-Achsen-
Position. Dies entspricht der programmierten Position.
Die Start-Taste muß betätigt werden (1). Wenn sich die Oberwange in diesem Fall in der
oberen Toter-Punkt-Position befindet (Ausgang aktiv) und die X-Achse die programmierte
Position erreicht (2), dann wird der CNC-RDY-Ausgang aktiviert (3). Der CNC-RDYAusgang bleibt während des schnellen Schließens der Oberwange (4), während des Pressens
(5) (wenn kein Rückzug der X-Achse programmiert ist), der Haltezeit (6) und der
Dekompression (7) aktiv.
Das CNC-RDY wird nach der Dekompression der Oberwange (ER Ausgang aktiv) an der
Schrittwechselposition, bei der sich die X-Achse in die nächste programmierte Position
bewegt, inaktiv. In Abhängigkeit vom X-Achsenkode kann dies an folgenden Punkten
erfolgen:
• am Ende der Dekompression;
• am Übergangspunkt (Mute); vorbei in Öffnungsrichtung;
• am oberen Toten-Punkt.
Das CNC-RDY-Signal wird wieder aktiv (9), wenn sich die X-Achse an ihrer programmierten
Position und die Y- Achse in ihrer oberen Toter-Punkt-Position befindet.
Das CNC-RDY-Signal beim Pressen mit programmiertem Rückzug
Es gibt während des Pressens zwei Situationen mit programmiertem Rückzug (Punkt 5 des
CNC-RDY-Zyklus).
• Die Oberwange wartet am Klemmpunkt nicht auf den vollständigen Rückzug der X-Achse
(X-Achsenkode < 10). Der CNC-RDY-Ausgang bleibt aktiv, während sich die X-Achse in
ihre Rückzugsposition bewegt.
• Die Oberwange hält am Klemmpunkt und wartet, bis die X-Achse vollständig ausgezogen
ist (X-Achsenkode > 10). Der CNC-RDY-Ausgang bleibt aktiv, während sich die XAchse in ihre herausgezogene Position bewegt. Die Oberwange bewegt sich wieder, wenn
sich die X-Achse in der herausgezogenen Position befindet.
Es gibt auch eine dritte Situation, dies ist aber eine Option.
• Die Oberwange hält am Klemmpunkt und wartet, bis die X-Achse vollständig ausgezogen
ist (X-Achsenkode > 10). Der CNC-RDY-Ausgang ist ausgeschaltet, während sich die XAchse in ihre herausgezogene Position bewegt. Der CNC-RDY-Ausgang wird wieder
aktiv, wenn die X-Achse ihre herausgezogene Position erreicht.
V1101, 1.7
Page 18
Delem
2. MASCHINENPARAMETERMENÜ
2.1. Einführung
In diesem Kapitel werden die Wahlmöglichkeiten im Maschinenparametermenü erläutert. Die
wählbaren Einstellungen hängen vom Steuerungstyp ab. Die folgenden Wahlmöglichkeiten
werden dargestellt:
• das Wahlverfahren des Maschinenparametermenüs (Abschnitt 2.2);
• eine kurze Einführung für die Y-Achsenparameter (Abschnitt 2.3);
• eine kurze Einführung für die Hilfsachsen (Abschnitt 2.4);
• eine Methode zur Modulaktualisierung (Abschnitt 2.5);
• eine Methode zur Steuerungsaktualisierung (Abschnitt 2.6);
• eine Methode zur Sicherung von Maschinenparametern (Abschnitt 2.7);
• eine Änderung des Menünamens (Abschnitt 2.8);
• eine Änderung des Zugriffskodes (Abschnitt 2.9);
• Optionen für das Zu- und Abschalten (Abschnitt 2.10).
2.2. Wahlverfahren für das Maschinenparametermenü
Das Wahlverfahren für das Maschinenparametermenü ist bei allen Steuerungstypen aus der
Serie DA-60 identisch.
Sie können auf das Maschinenparametermenü wie folgt zugreifen:
1. Wählen Sie die Programmierart.
2. Geben Sie 19 ein, um das Maschinenparametermenü zu wählen.
3. Geben Sie den Zugriffskode ein.
Der Standardzugriffscode lautet 14753. Hiermit kann eine Ausgangsgruppe von
Maschinenparametern geändert werden. Die Maschinenparameter mit einer (2) können
mit diesem Kode nicht geändert werden. Wenn Sie alle Maschinenparameter ändern
möchten, benötigen Sie den speziellen Fabrikskode. Dieser Kode darf nur von befugtem
Personal verwendet werden.
4. Drücken Sie auf die Enter-Taste.
Im Hauptmenü für Maschinenparameter finden Sie auch die aktuelle Fassung der KO-Tabelle
und die Sequenzerdatei. Setzen Sie sich bitte mit Delem in Verbindung, wenn Sie mehr
Informationen über die KO-Tabelle und die Sequenzerdateiversion wünschen.
V1101, 2.1
Page 19
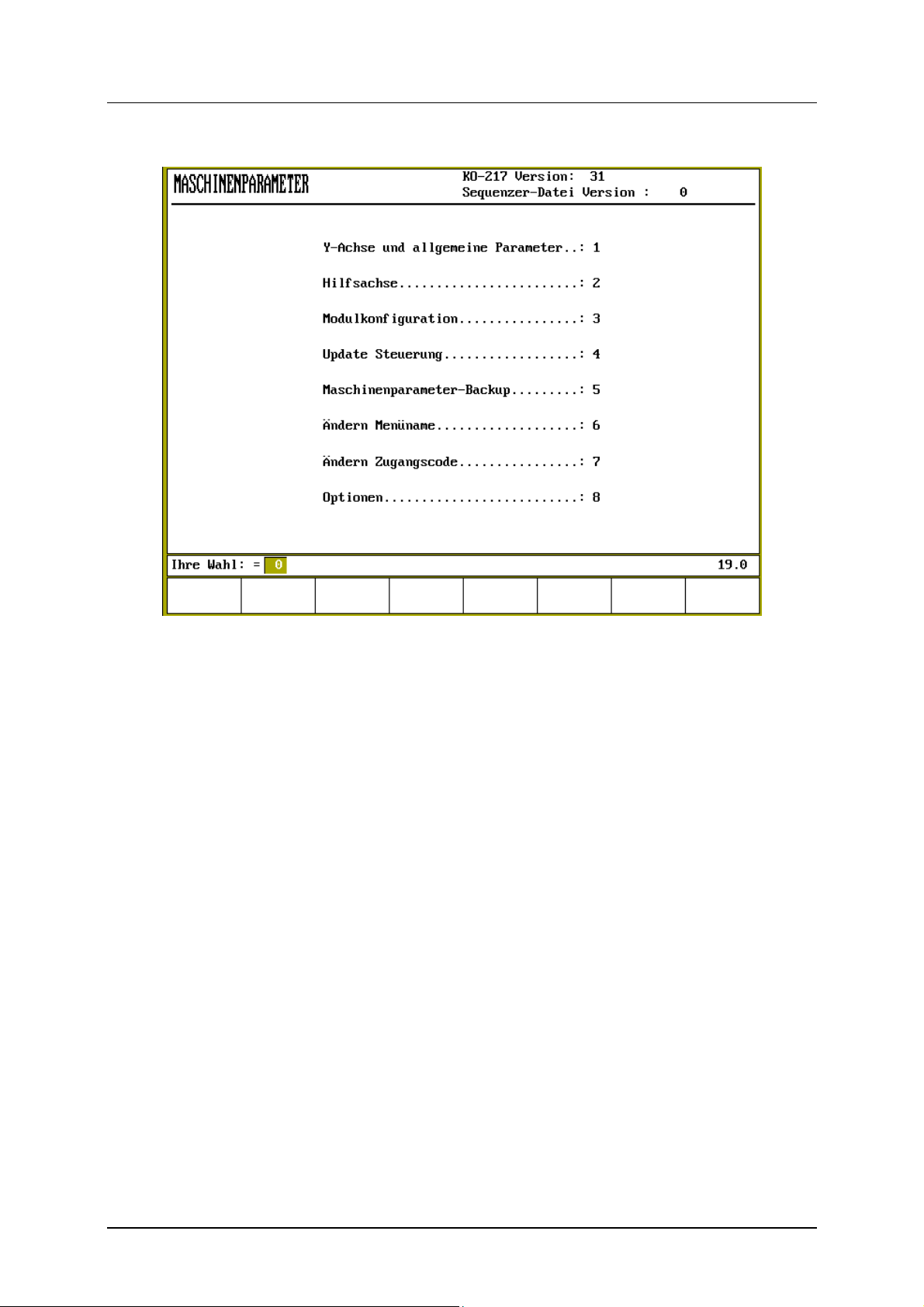
In Abbildung 2.2.a sehen Sie das Hauptmenü der Steuerung.
Delem
Abb. 2.2.a
2.3. Y-Achse und allgemeine Parameter
Hinter dieser Wahlmöglichkeit finden Sie die Ausgangsmaschinenparameter zur Steuerung
der Y-Achse. Zu diesem Menü gehören auch die Parameter zur Programmierung der
Abkantpressenspezifikationen, wie die Abmessungen. Im Abschnitt 2.7 über die Sicherung
von Parametern und Kapitel 3 werden die Parameter ausführlich erläutert.
2.4. Hilfsachsen
Je Steuerungstyp können Sie eine Anzahl von Hilfsachsen aktivieren. Eine Hilfsachse ist nicht
aktiv, wenn sie im Achsenmenü nicht freigegeben wurde. Die benötigte Funktion einer
Hilfsachse wird durch die Kombination des "Achsentyps" und des "Antriebstyps" festgelegt.
Nicht alle Kombinationen sind zulässig.
Auf der Grundlage der zulässigen Kombinationen wurden die Kapitel 4 bis 9 aufgebaut. In
diesen Kapiteln finden Sie detaillierte Erläuterungen zu den Parametern. In diesem Abschnitt
werden einige Hinweise zu folgenden Punkten gegeben:
• Konfiguration und Freigabe von Hilfsachsen,
• Verwendung von "Scheinachsen",
• Verwendung eines Eingangs-/Ausgangsmoduls.
V1101, 2.2
Page 20

Delem
Konfiguration von Achsen
Die Achsen werden in zwei Schritten konfiguriert:
1. Wählen und konfigurieren Sie das richtige Modul für eine Achse,
2. Geben Sie eine Achse frei und programmieren Sie ihre Parameter.
"Scheinachsen"
Im Hilfsachsenmenü können die Hilfsachsen, die angesteuert werden sollen, programmiert
werden. Dies sind "echte" Achsen.
Es gibt eine Situation, in der Sie das Hilfsmenü verwenden müssen, auch wenn keine "echte"
Achse angesteuert werden muss. Dies ist dann eine so genannte "Scheinachse".
Simulation einer Achse, z.B. bei einer mechanischen Z-Achse, bei der die Steuerung die
Achse nicht automatisch steuern kann. Trotzdem soll die Steuerung die Z-Achsenpositionen
berechnen. Dann kann eine Z-Achse simuliert werden. Die Steuerung berechnet die
Positionen und Sie können die Z-Achse von Hand anpassen.
Hierzu müssen Sie die Achse freigeben und "Keine Steuerung" im Achsenmenü wählen. Für
so eine Scheinachse muss kein Modul konfiguriert werden.
Verwendung eines E/A-Moduls
Bei einigen Anwendungen ist es ausschließlich erforderlich, zusätzliche E/As zu haben, auch
wenn keine Achse angesteuert werden soll. Diese zusätzlichen E/As sind über eine DM04
verfügbar. Sie können Ihrer Konfiguration eine DM04 hinzufügen, indem Sie das
Standardverfahren einer Modulkonfiguration befolgen und eine Achse im Hilfsachsenmenü
auswählen. Wählen Sie den Achsentyp "EA".
Da die DM04 keine Achse steuert, werden keine Parameter in den Benutzermenüs des
Programmierbetriebs und des Ausführungsbetriebs wiedergegeben.
2.5. Modulkonfiguration
Diese Funktion dient dem Zweck, die verbundenen Module im System auszuwählen und
diesen Modulen die richtigen Achsen zuzuweisen.
Kapitel 4 enthält eine detaillierte Beschreibung der Achsenkonfiguration. Sie sollte zuerst
erstellt werden, da ansonsten keine Achse gesteuert werden kann.
Darüber hinaus kann eine neue Softwareversion für die Module über die Steuerung direkt von
der Diskette geladen werden. Von Delem können Sie eine Diskette mit der aktuellen
Modulsoftware erhalten. Wenn Sie sich im Menü "Modulkonfiguration" befinden, müssen Sie
die folgenden Schritte vornehmen:
Schritt 1: Betätigen Sie die Funktionstaste "Softwareaktualiserung".
Schritt 2: Die Steuerung überprüft die Dateien auf der Diskette. Nachdem die Dateien
gelesen wurden, werden sie im Bildschirm der Steuerung wiedergegeben. Ein
Beispiel dieses Schirms sieht wie folgt aus:
VERFÜGBARE DATEIEN AUF DER DISKETTE
DM05 V2.2
MODUL ID Boot Flash
DM05 200766 V1.2 V1.8
V1101, 2.3
Page 21

Delem
Schritt 3: Überprüfen Sie, ob die Versionsnummern der Dateien auf der Diskette die
richtigen Versionsnummern haben.
Schritt 4: Wählen Sie mit den Cursortasten das Modul, das Sie aktualisieren möchten und
drücken Sie auf S1. Wählen Sie S2, um alle Module auf einmal zu aktualisieren.
Schritt 5: Die Steuerung zeigt die Meldung "Sind Sie sicher? 1/0". Drücken Sie zur
Bestätigung auf 1.
Schritt 6: Der Aktualisierungsvorgang beginnt. Wenn der Aktualisierungsvorgang beendet
ist, erscheint die Meldung "Erfolgreiche Aktualisierung".
Unzulässige DM-Anwendung
Wenn aus irgendeinem Grund eine unzulässige DM-Anwendungssoftware in einem der DMModule vorliegt (d.h. mit dem Modul kann nicht gearbeitet werden), müssen Sie wie folgt
vorgehen:
Schritt 1: Legen Sie eine Diskette mit der Anwendungsdatei in das Laufwerk.
Schritt 2: Öffnen Sie das Maschinenparametermenü und wählen Sie Aktualisierung der DM-
Module (Möglichkeit 3).
Schritt 3: Stellen Sie die Module neu ein, indem Sie die Stromzufuhr der Module entfernen
und wieder anschließen.
Schritt 4: Wählen Sie das Modul, das aktualisiert werden soll, und drücken Sie auf S1
"Modulaktualisierung".
Es gibt folgende Gründe für mögliche unzulässige DM-Anwendungssoftware im DM-Modul:
• Ausschalten der Stromzufuhr während der Aktualisierung der Software.
• Beschädigte Datei mit einer richtigen Kontrollsumme.
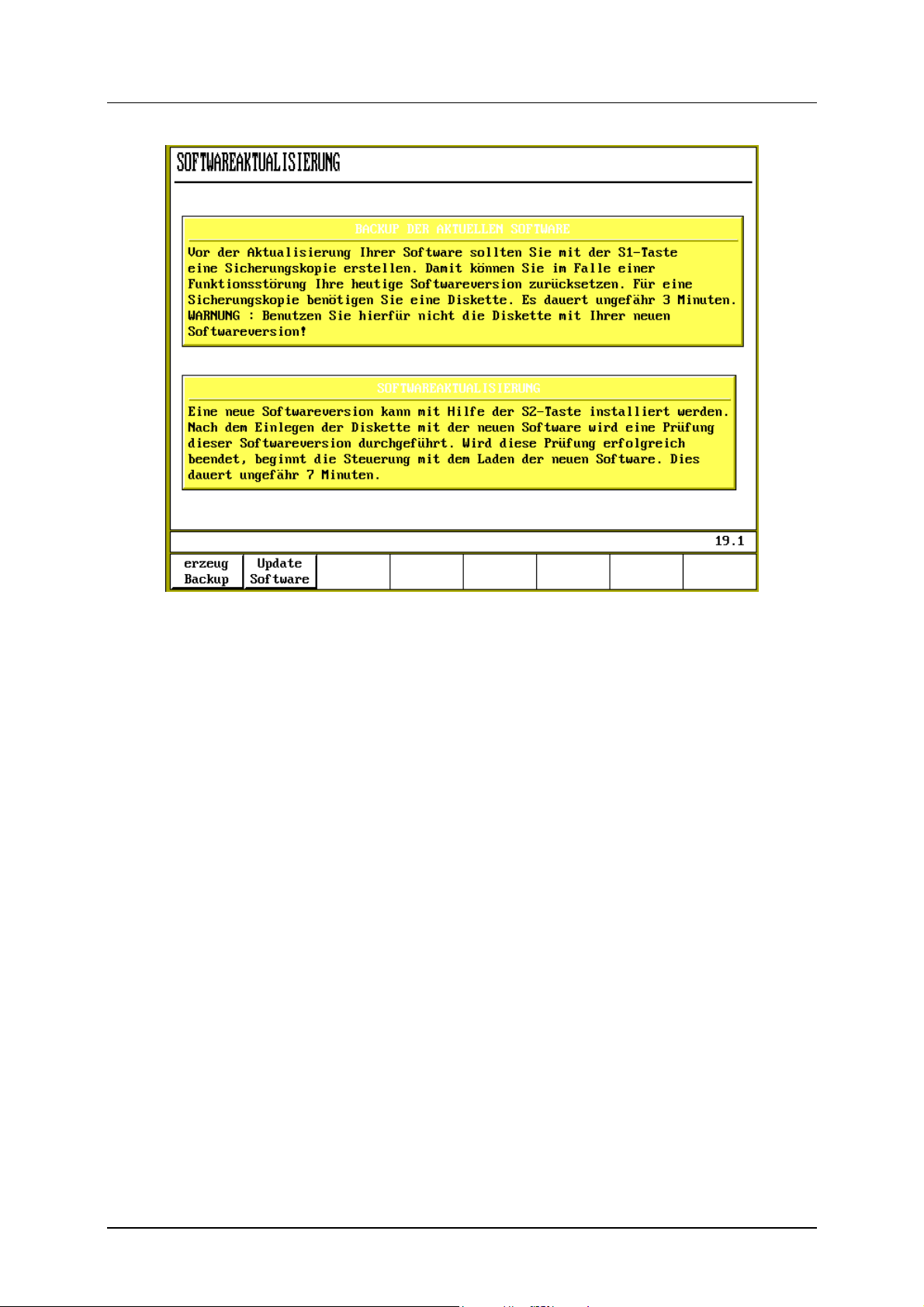
2.6. Steuerungsaktualisierung
Eine neue Softwareversion für diese Steuerungen kann direkt von einer Diskette geladen
werden.
Wenn eine neue Softwareversion geladen wird, werden die Sprachdateien automatisch
mitgeladen. Jede Anwenderdiskette enthält zehn europäische und vier asiatische Sprachen.
Welche Sprachdateien tatsächlich geladen werden, hängt von den Kopierbefehlen in der Datei
appl.cmd ab. Diese Datei finden Sie auf der Anwenderdiskette. Die folgenden Punkte werden
in diesem Abschnitt behandelt:
• Steuerungsaktualisierung;
• Notverfahren bei der Softwareinstallation;
• Die Dateien auf der Anwenderdiskette;
• Sprachgruppen laden (europäisch, asiatisch).
Methode zur Steuerungsaktualisierung
Schritt 1: Sie erhalten von DELEM eine Diskette mit der neuesten Steuerungs-(Anwender-
)software.
Schritt 2: Schalten Sie die Steuerung EIN.
Schritt 3: Legen Sie die Diskette ins Laufwerk Ihrer Steuerung.
Schritt 4: Öffnen Sie das Maschinenparametermenü (Menü 19).
Schritt 5: Geben Sie den Zugriffskode 14753 ein. Das Hauptfenster des
Maschinenparametermenü erscheint.
Schritt 6: Wählen Sie "4" im Maschinenparametermenü. Der nächste Bildschirm erscheint.
V1101, 2.4
Page 22
Delem
Abb. 2.6.a
Sichern Sie die aktuelle Steuerungssoftware durch "Sicherungsdatei erstellen". Es ist sehr
wichtig, eine Sicherungsdatei zu erstellen, da die neue Software die heutige Software
überschreibt. Ohne eine Sicherungsdatei könnten wichtige Informationen verloren gehen.
Hinweis
Wenn eine neue Softwareversion geladen wird, wird die neue Software erst einmal überprüft.
Wenn der Umfang der Dateien auf der Diskette nicht korrekt ist, erscheint folgende Meldung:
**Neue Software zu groß für den Arbeitsspeicher**.
Hinweis
Wenn Sie die Steuerung nach der Aktualisierung starten, erscheint die folgende Meldung:
** Die Parameter im Handbetrieb wurden auf Ausgangswerte eingestellt **.
Somit sind die programmierten Daten im Handbetrieb verlorengegangen. Das heißt auch, daß
das vorher gewählte Programm im Automatikbetrieb nicht mehr aktiv ist.
Notverfahren bei der Softwareinstallation
Wenn die oben beschriebene Methode zur Aktualisierung der Steuerungssoftware nicht
erfolgreich war, können Sie die neue Software jederzeit noch folgendermaßen installieren.
Der Hauptunterschied liegt darin, daß keine Überprüfung durchgeführt wird und keine
Sicherungsdatei erstellt wird.
Schritt 1: Legen Sie die Diskette ins Laufwerk Ihrer Steuerung.
Schritt 2: Schalten Sie die Stromzufuhr AUS.
Schritt 3: Schalten Sie die Stromzufuhr AN.
V1101, 2.5
Page 23

Delem
Schritt 4: Drücken Sie sofort auf "7", nachdem Sie die Steuerung eingeschaltet haben. Die
Software wird automatisch geladen.
Die Dateien auf der Anwenderdiskette
APPL.CMD Stapeldatei zur Installation, die Informationen über die
Installationsweise der in dieser Datei befindlichen Dateien für die
Steuerung enthält. Sie können diese Datei mit einem DOS-Editor oder
einem ASCII-Editor aufbereiten.
D*.A00 Anwendung der Programmdatei: Enthält die Anwendung für die
Steuerung.
KO-NNN.BIN KO-Tabellendatei (die Zahl NNN ist bei jedem Maschinenlieferanten
anders). Sie enthält die Spezifikation für die besonderen Parameter der
Maschine, zum Beispiel den Typ des Hydraulikventils.
PRESS.DEF Textdatei mit Textdefinitionen der Nummern in der Sequenzerdatei.
Enthält Definitionsmakros für die Verwendung in der Sequenzerquelle.
SEQ_INP.TXT Sequenzerdatei: Enthält Informationen zur Lokalisierung des internen
E/A der Steuerung zur externen E/A (PLC-Funktion).
TXT_NNN.BIN Sprachtextdatei (eine eigene Datei für jede Sprache): Enthält die
Textfolgen der Menüs der Steuerung per Sprache. Zum Beispiel: NNN
= GB, also ist die Sprachdatei englisch; NNN = I, dann ist die
Sprachdatei italienisch usw.
Laden von Sprachen
Die Diskette mit der Steuerungsanwendung enthält Sprachtextdateien. 16 verschiedene
Sprachen sind verfügbar: zwölf europäische und vier asiatische Sprachen. Diese Sprachen
können in zwei Sprachgruppen eingeteilt werden. Die europäische Sprachgruppe umfaßt:
• TXT_GB.BIN (englisch, Standard)
• TXT_D.BIN (deutsch)
• TXT_F.BIN (französisch)
• TXT_I.BIN (italienisch)
• TXT_DK.BIN (dänisch)
• TXT_NL.BIN (niederländisch)
• TXT_S.BIN (schwedisch)
• TXT_CS.BIN (tschechisch, slowakisch)
• TXT_ESP.BIN (spanisch)
• TXT_FI.BIN (finnisch)
• TXT_PL.BIN (polnish)
• TXT_LI.BIN (litauisch)
Die asiatische Sprachgruppe umfaßt:
• TXT_GB.BIN (englisch, Standard)
• TXT_CHI.BIN (chinesisch)
• TXT_CHT.BIN (chinesisch, traditionell)
• TXT_JAP.BIN (japanisch)
• TXT_KO.BIN (koreanisch)
Um eine Sprache zu laden, muß die Datei appl.cmd folgenden Befehl enthalten:
COPY A:\TXT_NNN.BIN C:\TXT_NNN.BIN
V1101, 2.6
Page 24

Delem
Dieser Befehl ist für jede zu ladende Sprache erforderlich.
Wenn Sie eine oder mehrere asiatische Sprachen laden möchten, müssen Sie auch den
folgenden Befehl ergänzen: COPY A:\ASIA.IMG C:\ASIA.IMG. Diese Datei ist für das
Laden der speziellen asiatischen Schriftarten erforderlich.
Sie können diese Strings der Datei appl.cmd mit Hilfe des DOS-Editors hinzufügen.
- Geben Sie den Befehlseintrag appl.cmd hinter das DOS-Aufforderungszeichen ein.
- Fügen Sie die benötigten Sprachdateien hinzu (und, wenn nötig, die Datei asia.img).
- Speichern Sie die Änderungen.
- Laden Sie die Anwendung.
Es ist zwar möglich, alle Sprachdateien auf einmal zu laden, aber es wird davon abgeraten.
Wenn Sie alle Sprachen laden, benötigen Sie zu viel Speicherplatz. Es wird empfohlen, die
europäische (Standard) oder die asiatische Sprachgruppe zu laden.
Mögliche Probleme
- Nach dem Laden der Anwendung erscheint keine Textfolge auf dem Bildschirm. Sie
haben versäumt, der Datei appl.cmd die Datei TXT_GB.BIN (in englischer Sprache)
hinzuzufügen. Die Steuerung fängt immer mit der englischen Sprache an.
- Die asiatischen Sprachen wurden geladen, aber es fehlen die asiatischen Buchstaben. Sie
haben versäumt, der Datei appl.cmd die Datei asian.img hinzuzufügen.
Korrekturtabellen
Eine Korrekturtabelle wird verwendet, um die Achsensollwerte zu definieren, die vom
Benutzer benötigt werden. Auf diese Weise können Ungenauigkeiten bei der Positionierung
oder mechanische Fehler behoben werden.
Es gibt zwei Tabellentypen, die von den DA-65/DA-69 Steuerungen unterstützt werden:
- Spindelkorrekturtabellen,
- Biegetoleranztabellen.
Die Spindelkorrekturtabelle wird in Abschnitt 4.7 und die Biegetoleranztabelle in einer
eigenen Gebrauchsanweisung [1] beschrieben.
Eine Spindelkorrekturtabelle laden
Jede Achse kann über eine eigene Spindelkorrekturdatei verfügen. Es gibt drei Möglichkeiten,
um die Spindelkorrekturtabellen in der Steuerung zu laden:
• Kopieren Sie die Datei in "appl.cmd" während der Installation. Die betreffenden Dateien
müssen in b:\tools\mpsupp kopiert werden.
• Verwenden Sie die Funktionstaste "load cor. table" beim Maschinenparametermenü im
Fenster der betreffenden Achse.
• Stellen Sie die Maschinenparameter mit Hilfe der Diskette wieder her.
Wenn solch eine Tabelle für eine bestimmte Achse geladen wurde, wird dies im
Maschinenparametermenü angegeben. Bei einer Sicherung der Maschinenparameter werden
auch die Korrekturdateien gesichert.
V1101, 2.7
Page 25

Delem
2.7. Sicherung der Maschinenparameter
Es ist sehr wichtig, von allen Maschinenparametern eine Sicherungsdatei zu erstellen, wenn
sie verändert wurden.
- Speichern (S1) Um die Maschinenparameter auf einer Diskette zu speichern.
- Lesen (S2) Um die Maschinenparameter von einer Diskette zu laden.
- Diskette formatieren (S4) Eine Diskette kann mit der Steuerung formatiert werden, um
zu gewährleisten, daß jederzeit von einer Diskette gelesen
werden und auf dieser abgespeichert werden kann. Heben
Sie die mit der Steuerung formatierten Disketten getrennt
von den mit dem PC formatierten Disketten auf. Verwenden
Sie ausschließlich 3,5" 1.44Mb Disketten.
2.8. Änderung des Menünamens
Der Text des Menünamens wird in der Kopfzeile im Hauptmenü des Programmierbetriebs
wiedergegeben. Sie können diesen Namen unter Verwendung der numerischen Tasten am
Bedienfeld an der Vorderseite und den Funktionstasten ("alphanumerisch") ändern. Betätigen
Sie die Enter-Taste und bestätigen Sie den neuen Wert oder Namen. Die Höchstlänge des
Menünamens beträgt 20 Zeichen.
Nach "Speicher init" im Diagnosebetrieb erscheint wieder die originale Textfolge (DELEM).
Siehe auch Abschnitt 2.9 "Ändern Zugriffscode".
2.9. Änderung des Zugriffskodes
Sie können den Zugriffskode des Maschinenparametermenüs ändern. Gehen Sie hierzu wie
folgt vor:
- Geben Sie den alten Kode ein;
- Geben Sie den neuen Kode ein;
- Geben Sie den neuen Kode (nochmals) ein;
- Betätigen Sie die Enter-Taste und bestätigen Sie den neuen Wert.
Ohne den richtigen Zugriffskode ist es unmöglich, auf das Maschineparametermenü
zuzugreifen. Ändern Sie den Standardzugriffskode (14753) daher nur, wenn Sie sich ganz
sicher sind. Es gibt eine Möglichkeit, den Zugriffskode wieder auf den Standardkode
einzustellen. Nach "Speicher initialisieren" im Diagnosebetrieb wird der Zugriffskode wieder
auf den Standardkode eingestellt.
V1101, 2.8
Page 26
Delem
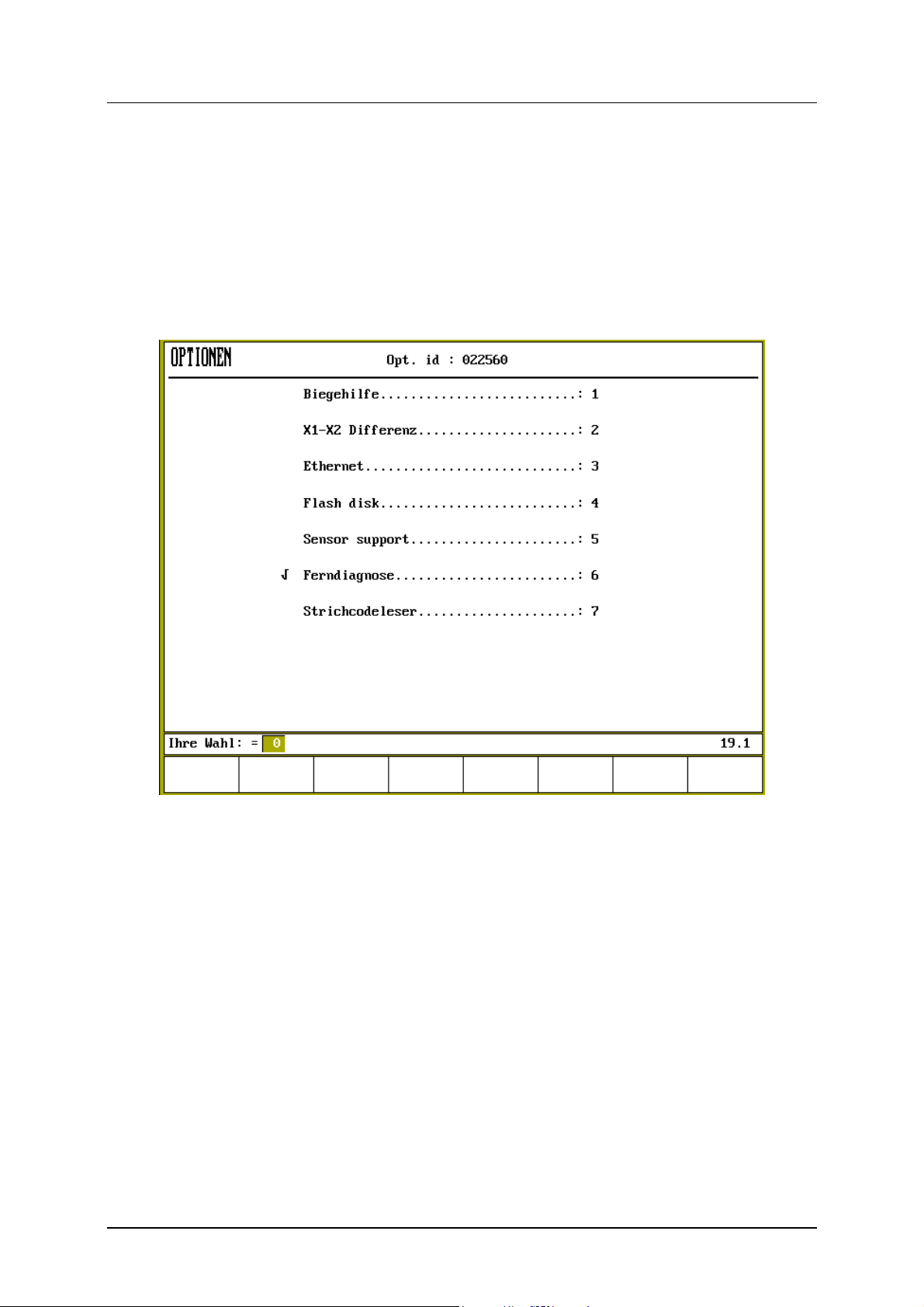
2.10. Optionen
Eine neue Option kann nur dann verwendet werden, wenn die Option in der Steuerung
freigegeben wurde. Sieben Optionen können freigegeben werden. Für jede noch nicht
freigegebene Option (nicht mit dem - Zeichen versehen) müssen Sie sich mit Delem wegen
des Spezialkodes in Verbindung setzen. Die Optionen mit dem - Zeichen wurden in der
Steuerung bereits freigegeben, so daß sie verwendet werden können.
Abb. 2.10.a
Den Optionskode erhalten
Sie erhalten den Optionskode, wenn Sie die gewünschte Option bestellen. Zu den
Bestellinformationen gehört immer die ID-Nummer der Option. Die ID-Nummer der Option
Ihrer Steuerung steht in der Kopfzeile des Optionsschirms. In Abbildung 2.10.a lautet die
Options-ID 022560.
Den Optionskode eingeben
Der Optionskode besteht aus 16 Ziffern. Die 16 Ziffern bestehen aus vier Gruppen mit je vier
Ziffern. Die Gruppen werden durch den Schrägstrich "/" getrennt. Für jede Option benötigen
Sie einen anderen Kode.
Beispiel: Sie haben die Ethernet-Option angeschafft. Nachdem Sie diese Option installiert
haben, müssen Sie die Ethernet-Option freigeben.
- Geben Sie zur Freigabe der Ethernet-Option 3 ein.
V1101, 2.9
Page 27

Delem
- Geben Sie den Delem-Kode ein. Ein Beispiel für einen Kode ist: 1234/5678/9012/3456.
Vergessen Sie die erforderlichen Schrägstriche nicht. Sie können einen Schrägstrich
einfügen, indem Sie die Taste auf dem Bedienfeld an der Vorderseite mit dem "."-Zeichen
betätigen.
Softwareoptionen ausschalten
Die Softwareoption kann einfach ausgeschaltet werden, indem Sie die Optionsnummer der
Software wählen und den Optionskode eingeben. Dieser Kode ist der gleiche, den Sie für die
Freigabe der Softwareoption verwendet haben. Das ‘√’-Zeichen erscheint.
2.11. Das Maschinenparametermenü verlassen
Wenn Sie das Maschinenparametermenü verlassen, müssen Sie auf zwei Dinge achten.
• Die Steuerung prüft, ob alle programmierten Achsen den DM-Modulen korrekt
zugewiesen worden sind. Wenn dies nicht der Fall ist, erzeugt die Steuerung eine
Warnmeldung. Siehe auch Kapitel 4.
• Wenn kein Maschinenparameter geändert worden ist, kehrt die Steuerung zum Hauptmenü
zurück. Wenn ein Parameter geändert worden ist, setzt sich die Steuerung zurück. Wenn
"Enter" betätigt worden ist, während sich der Cursor an einem Maschinenparameter
befindet, geht die Steuerung davon aus, dass dieser Parameter geändert wurde und wird
zurückgesetzt, wenn Sie das Menü verlassen.
V1101, 2.10
Page 28

Delem
3. Y-ACHSE UND ALLGEMEINE PARAMETER
In diesem Kapitel werden die allgemeinen Maschinenparameter und die Parameter der YAchse beschrieben. Jede Erläuterung zu einem Parameter umfaßt die folgenden Punkte:
• Parameternummer. Jeder Parameter hat eine besondere Nummer oder einen eigenen
Kode.
• Parametername. Jeder Parameter hat einen besonderen Namen.
• Bereich. Der Mindest- und der Höchstwert, der programmiert werden kann.
• Standardwert. Der Ausgangswert dieses Parameters. Dies ist auch der Wert nach einer
Initialisierung.
• Maßeinheiten. Die Maßeinheit des Parameters (s, mm, kg, DA-Punkte, usw.).
• Funktion. Die Funktion des Parameters.
• Beschreibung. Eine umfassende Beschreibung der Verwendung und Bedeutung des
Parameters.
Als Standard werden alle Parameter für alle Steuerungen aus der Serie DA-60 verwendet. Bei
Ausnahmen wird dies deutlich angegeben.
V1101, 3.0
Page 29
Delem
Parameter: 1
Service-zeile 1/0
Bereich : 0-1
Default : 0
Einheit : -
Funktion:
Display des linearen Messlineals der Y-Achse, Zustand- und Zyklusnummern auf dem
Bildschirm:
0 = Service-zeile abgeschaltet
1 = Service-zeile eingeschaltet
Beschreibung:
Die Service-Zeile erscheint auf der oberen Reihe des Bildschirmes. Wenn eingeschaltet,
werden die lineare Messlineale der Y-Achse, Zustand- und Zyklusnummern auf dem
Bildschirm sichtbar.
Bei der Steuerung wird folgende Zeile sichtbar:
Y1 = 123.15 Y2 = 123.21 Status = 1 Zyklus = 0 Leerl.
Die Servicezeile enthält fünf Informationsfelder:
• Y1 = Position des linearen Messlineals an die linke Seite.
• Y2 = Position des linearen Messlineals an die rechte Seite.
• Status. = Zustandsnummer
• Zyklus. = Zyklusnummer
• Leerl = Kommunikations information
Feldstatus, Zyklus und die Kommunikationsinformation können verschiedene Werte haben:
• Die Zustandsnummer erteilt Hinweise über die Y-Achsen Servo-Ventil-Steuerung.
1 = keine Ventil-Steuerung (Ruhe Stellung)
2 = schnelles Schließen
3 = Pressen (Arbeitshub)
4 = Wartezeit auf Biegeposition
5 = Druckentspannung (Dekompresion)
6 = schnell öffnen
7 = Einrichten
8 = Y-Achse Referenz fahren in Öffnungs-richtung
9 = Y-Achse Referenz fahren in Schließ- richtung
V1101, 3.1.a
Page 30

Delem
• Die Zyklusnummer erteilt Hinweise über den Hinter-anschlagszustand.
0 = keine Bewegungskontrolle X-Achse
-1= Handmode
-2= Die Steuerung wartet bis X-Achse Referenz passiert hat.
1 = Die Steuerung wartet bis Hinteranschlag in Position ist, die Wange in OT ist, und das
Öffnungskommando nicht aktiv ist.
2 = Die Steuerung wartet bis Wange in Mute ist.
3 = Die Steuerung wartet bis Wange sich beim Klemm punkt befindet.
4 = Die Steuerung wartet bis Rücklauf des Hinteranschlages vervollständigt ist.
5 = Die Steuerung wartet bis Wange in Biegeposition ist und Druckentspannung beendet ist.
6 = Die Steuerung wartet bis Wange nach Biegung beim Mutepunkt angelangt in (in
Öffnungs-richtung der Wange)
7 = Die Steuerung wartet bis sich die Wange in Öffnungsrichtung von Mute zum OT bewegt
hat.
8 = Die Steuerung wartet in OT bis Wartezeit in OT verstrichen ist.
11= Bei Schritt-für-Schritt Betrieb Modus warten, bis der Balken sich am oberen Totpunkt
befindet, wenn kein automatischer Schrittwechsel gewählt wurde.
12= Warten, bis der c-Eingang aktiv ist, falls der Schrittwechselcode cx = 4 oder 5 gewählt
wurde.
20= Warten, bis alle Achsen gestartet wurden.
Bemerkung:
Wenn eine fakultative zweite Servo-Achse im Gebrauch ist, hat dies Konsequenzen für die
Zyklusnummern -2 und -1:
-2 = Die Steuerung wartet bis X-Achse und zweite Servo-Achsen Referenzen gesucht haben.
(z.B. X2- oder R-Achse)
-1 = Die Steuerung wartet bis X-Achse und zweite Servo-Achse in Position sind, die Wange
im OT und das Öffnungskommande frei gelassen ist.
Wenn die zweite Servo-Achse als X2-Achse gestaltet ist, wird hierdurch die Zyklusnummer 4
betroffen.
4 = Die Steuerung wartet bis Rücklauf der X-Achse und X-2-Achse beendet ist.
V1101, 3.1.b
Page 31

Delem
• Kommunikationsinformation
Die Kommunikationsinformation gibt den Status der seriellen Verbindung an. Es gibt drei
Zustände:
- leerlauf, untätig: es gibt keine Kommunikation
- tätig: es findet eine Kommunikation statt
- Fehler: es wurde ein Fehler entdeckt.
Die folgenden Fehler werden angezeigt:
- Paritätsfehler
- Überlauffehler
- Framing-Fehler
Das Vorhandensein einer dieser Fehler wird durch eine Nummerangezeigt, die auf der
Service-Zeile erscheint. Eine Kombination ist auch möglich. Die Fehlernummern sind:
16 = Paritätsfehler
32 = Überlauffehler
64 = Framing-Fehler
Wenn es sich um eine Fehlerkombination handelt, wird die Summe der Fehlernummern
angezeigt, siehe Tabelle.
Beispiel:
Wenn es sich gleichzeitig um einen Paritäts- und Überlauffehler handelt, ist die
Fehlernummer 16 + 64 = 80.
Kode Parität Überlauf Framing
X
16 X
32 X X
48 X
64 X X
80 X X
96 X X X
112
Wenn eine Fehlermeldung auf der Service-Reihe angezeigt wird, überprüfen Sie erst, ob die
Spezifikationsparameter für Serien-Kommunikation in gleicher Weise wie in der Steuerung
und im Rechner programmiert worden sind.
V1101, 3.1.c
Page 32

Delem
Parameter: 2
Y-max
Bereich : 0.00-9999.99
Default : 150.00
Einheit : mm
Funktion
Maximaler Y-Achsen-Wert
Beschreibung:
Die maximale Position in die die Wange bewegt werden kann. Dieser Wert wird als Software
Grenze benutzt.
Wenn der Startknopf der Steuerung ge-drückt wird, prüft die Steuerung alle Y-AchsenParameter, die programmiert oder berechnet sind. Falls der programmierte oder berechnete YAchsenwert größer als der Y-max ist, wird der Wert auf den Y-max Wert begrenzt und
folgende Fehlermeldung erscheint auf dem Bildschirm:
** Y-Achse >> limit **
Nachstehende Gründe für diese Fehlermeldung sind möglich:
- programmierte oder berechnete Biegeposition > Y-max
- programmierte oder berechnete Mute > Y-max
- berechnete Klemmpunkt > Y-max
V1101, 3.2
Page 33

Delem
Parameter: 3
Y-min
Bereich : 0.00-9999.99
Default : 10.00
Einheit : mm
Funktion
minimaler Y-Achsen-Wert
Beschreibung
Die minimale Position in die die Wange bewegt werden kann. Dieser Wert wird als Software
Grenze benutzt.
Wenn der Startknopf der Steuerung bedient wird, prüft die Steuerung alle Y-AchsenParameter, die programmiert oder berechnet sind.
Falls der programmierte oder berechnete Y-Achsen-Wert kleiner als der Y-min Wert ist, ist
der Wert auf den Y-min Wert begrenzt und nachstehende Fehlermeldung erscheint auf dem
Bildschirm.
** Y-Achse << limit **
Nachstehend sind einige Gründe für diese Fehlermeldung angegeben:
- programmierte oder berechnete Biegeposition < Y-min
- programmierte oder berechnete Mute < Y-min
- berechnete Klemmpunt < Y-min.
Bemerkung:
Die Wange muß diese Y-min Position immer erreichen können. z.B. Mechanische OT ist 5
mm. Dann soll der Y-min großer sein als 5 mm.
V1101, 3.3
Page 34

Delem
Parameter: 4
Y-Richtung +/- (1/0)
Bereich : 0-1
Default : 1
Einheit : -
Funktion
Y-Achsen-Zählungsrichtung
Beschreibung
Wenn "1" programmiert wurde, zählt der Y-Achsen wert auf dem Bildschirm vorwärts, wenn
die Wange sich schließt.
Wenn "0" programmiert wurde, zählt der Y-Achsen wert rückwärts, wenn die Wange sich
schließt.
Bemerkung
Die Definition der Maschinen-Parameter "Y-max" und "Y-min" ist in VorwärtszählenRichtung.
Beispiel
Y-max = 150.00 mm
Y-min = 10.00 mm
Abb. 4.a
V1101, 3.4
Page 35

Delem
Parameter: 5
Linealreferenz links (Y1)
Bereich : 0.00-999.99
Default : 25.00
Einheit : mm
Funktion
Linke Seite der linearen Messlinealreferenz-Position der Y-Achse und Parallelität
Abgleichung.
Beschreibung
Dieser Wert ist auf dem Bildschirm sichtbar, wenn die Referenz von der Messlineal
einkommt.
Wenn die Referenz auf dem Messlineal passiert ist, wird ein Referenzimpuls an die
Elektronik gegeben.
(Um die rechte und linke Seite getrennt zu sehen, muß die Service-Zeile eingeschaltet
werden).
Bemerkung
Dieser Wert muß größer als die mechanische Hub von der Messlineal von
Referenzpunktposition zum Lineal-Ende sein.
Auch muß diese Hub größer sein als die mechanische Hub des Zylinders von der
Referenzposition zum oberen Totpunkt.
Achten Sie darauf, daß wenn der Zylinder sich im mechanischen oberen Totpunkt befindet,
der Y- Achsenwert auf dem Bildschirm zwischen 5 und 10 mm liegt.
V1101, 3.5
Page 36

Delem
Parameter: 6
Linealreferenz rechts (Y2)
Bereich : 0.00-999.99
Default : 25.00
Einheit : mm
Funktion
Rechte Seite der Messlinealreferenz-Position und Parallelität-Abgleichung.
Beschreibung
Siehe "Linealreferenz links".
V1101, 3.6
Page 37

Delem
Parameter: 7
Werkzeug-Referenz
Bereich : 0.00-9999.99
Default : 320.00
Einheit : mm
Funktion
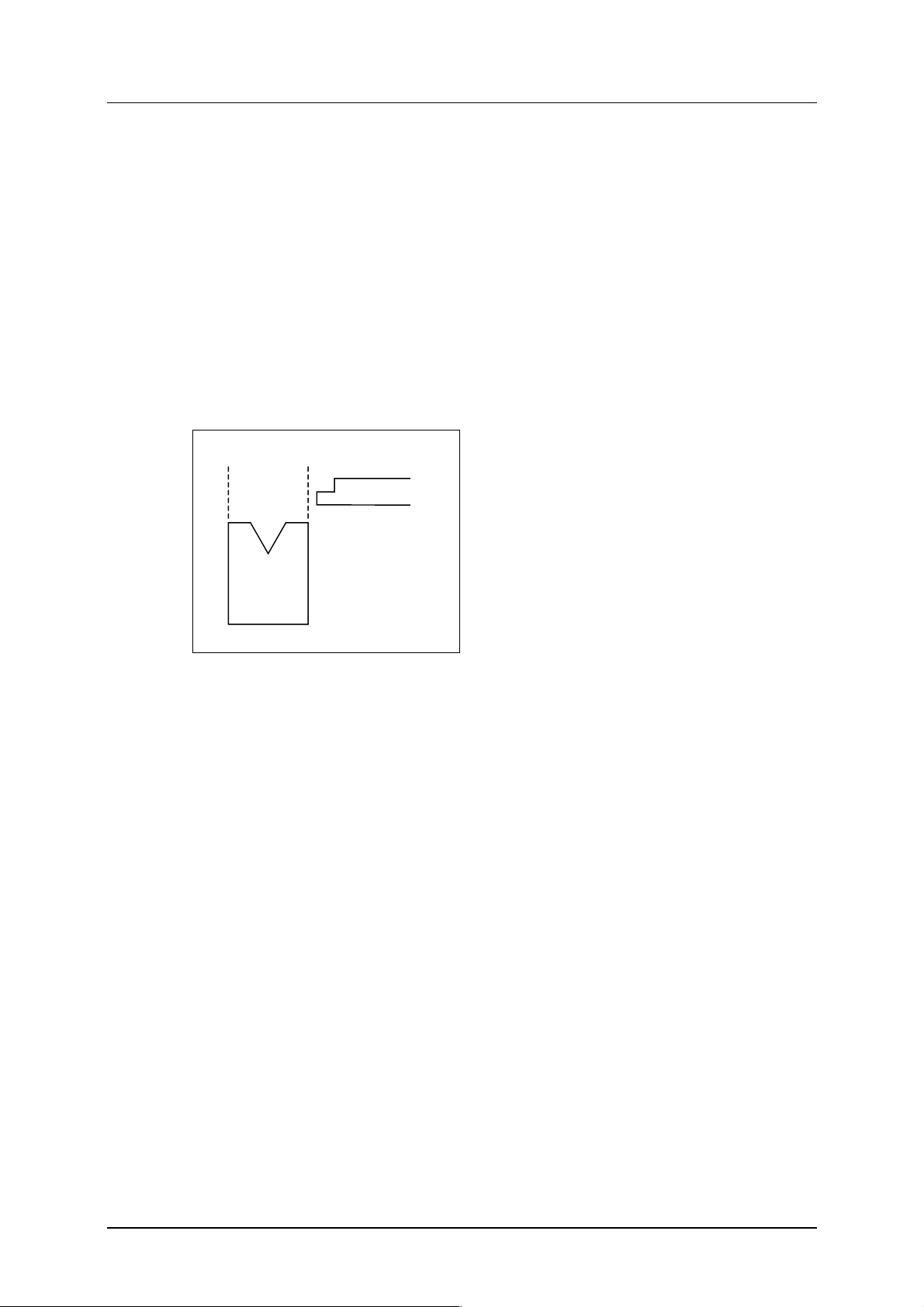
Die Referenzhöhe für die Berechnung der Y-Achsenbiegungsposition, wenn Sie eine
Winkelprogrammierung gewählt haben. Dieser Wert wird bei der Berechnung der Biegetiefe,
des Übergangspunkts und des oberen Punkts verwendet.
Beschreibung
Maximale gemessene Maschinenöffnung zwischen Oberwange und Tisch ohne Werkzeuge.
Abb. 7.a
V1101, 3.7.a
Page 38

Delem
Parameter: TR
Werkzeug Referenzkorrektur
Bereich : 0.00-9.99
Default : 0.00
Einheit : mm
Funktion
Eine Korrektur des Werkzeugreferenzwerts für kopfmontierte Stempel.
Beschreibung
Die Steuerung kann zwischen "am Kopf" und "an einer Schulter" montierten Stempeln
unterscheiden.
Bei einem schultermontierten Stempel (Standardsituation) verwendet die Steuerung die
Werkzeugreferenz und die Werkzeughöhe, um die korrekte Y-Achsenposition zu berechnen.
Da die Werkzeughöhe ab der Stempelschulter gemessen wird, führt dies zu einer genauen
Positionierung.
Bei kopfmontierten Stempeln darf die Schulter des Stempels dem unteren Rand der
Oberwange nicht entsprechen. In diesem Fall ist die Position der Y-Achse nicht mehr genau.
Abb. 7.b
In einem solchen Fall kann eine Korrektur des Werkzeugreferenzwerts programmiert werden.
Der Korrekturwert kann positiv oder negativ sein. In der obigen Abbildung muss ein
negativer Wert programmiert werden.
V1101, 3.7.b
Page 39

Delem
Parameter: TR
Werkzeug-Referenz
(Fortsetzung)
Die Werkzeugreferenzkorrektur wird nur berücksichtigt, wenn ein kopfmontierter Stempel im
Biegeprogramm verwendet wird. Ansonsten wird sie übergangen. Die Art des Stempels kann
bei den Stempelparametern im Programmierbetrieb eingegeben werden:
0 = an der Schulter montiert (Standard)
1 = kopfmontiert
Abb. 7.c
Abb. 7.d
V1101, 3.7.c
Page 40

Delem
Parameter: 8
Lineare maßstäbe-richtung Y1 (0/1)
Bereich : 0-1
Default : 0
Einheit : -
Funktion
Um die Zählrichtung der Codiererimpulse der linearen Maßstäbe von Y1 zu verändern.
Beschreibung
Im allgemeinen sollte die Positionszählung von Y1 in aufsteigender Zählrichtung erfolgen,
wenn der Balken sich nach unten bewegt.
Mit diesem Parameter kann die Zählrichtung umgekehrt werden, um sie korrekt einzustellen.
V1101, 3.8
Page 41

Delem
Parameter: 9
Lineare Maßstäbe-richtung Y2 (0/1)
Bereich : 0-1
Default : 0
Einheit : -
Funktion
Um die Zählrichtung der Codiererimpulse der linearen Maßstäbe von Y2 zu verändern
Beschreibung
Im allgemeinen sollte die Positionszählung von Y2 in aufsteigender Zählrichtung erfolgen,
wenn der Balken sich nach unten bewegt.
Mit diesem Parameter kann die Zählrichtung umgekehrt werden, um sie korrekt einzustellen.
V1101, 3.9
Page 42

Delem
Parameter: 10
Tandem 1/0
Bereich : 0-2
Default : 0
Einheit : -
Funktion
Geschwindigkeitsregelung, falls Tandem-Option installiert ist. Wenn Sie diesen Parameter auf
den Wert "2" programmieren, können Sie den Tandem-Eingang benutzen, um den Balken für
eine Schnittstellenverbindung zu einem Roboter anzuhalten.
Beschreibung
1. Einer der Optionskarten-Ausgänge der bei "Tandem" benutzt wird, muß an die
Tandemeingang der Steuerung verbunden werden.
Wenn T-Eingang aktiv ist, gibt es keine Y-Achsen-geschwindig-keitsvorgabe.
Programmieren Sie diesen Parameter "1" falls Tandem-Option installiert ist.
2. Der gleiche "Tandem" T-Eingang kann benutzt werden, wenn Sie Ihre Maschine mit einer
Roboteranwendung benutzen.
In diesem Fall wird der Balken in der Preßphase so lange angehalten, wie der T-Eingang
aktiviert ist. Wenn der t-Eingang nicht mehr aktiviert ist, wird die Preßbewegung
fortgesetzt. Durch die Programmierung dieses Parameters auf den Wert "2" wird der
Klemmausgang sowohl an der Klemmposition als auch an der Biegeposition aktiv, wenn
die Haltezeit verstrichen ist. Mit Hilfe des Klemm-Ausgangssignals können Sie ein TEingangssignal erzeugen, damit der Balken an der Biegeposition bleibt, bis die
Handhabung durch den Roboter beendet ist.
Wenn Sie die Schnittstellenverbindung zu einem Roboter verwenden möchten, fragen Sie
bitte nach unserer allgemeinen Beschreibung für eine solche Verbindung.
V1101, 3.10
Page 43

Delem
Parameter: 11
Parallel-Schalter 1/0
Bereich : 0-2
Default : 0
Einheit : -
Funktion
Montierter Parallelitäts-Indikations-Schalter wird benutzt zur Parallelregelung bevor die YAchsenreferenzen passiert worden sind.
Beschreibung
Programmieren Sie "1" falls Parallelitäts-Optionsschalter benutzt werden soll. Der
Parallelitätsschalter muß mit dem "=" Eingang der Steuerung verbunden sein. Mit diesem
Eingang hat die Steuerung eine Indikation der Parallelität des Oberwanges.
Wenn dieser Eingang aktiv ist (Schalter geschlos-sen), ist der linkseitige Zylinder höher als
der rechtseitige Zylinder. Wenn dieser Eingang nicht aktiv ist (Schalter geöffnet) ist der
rechtseitige Zylinder höher als der linkseitige Zylinder.
Wenn die Steuerung ein Öffnungs- oder schnelles Schließkommando zum ersten Mal
nachdem der Strom eingeschaltet wurde erhält, wird sich nur ein Zylinder bewegen bis der
"=" Eingang sich von geöffnet auf geschlossen verändert oder vice versa.
Wenn der Parallelitäts-Schalter nicht montiert wurde (Programm 0) wird die Steuerung die
Parallelität des Wanges relative regeln, bevor die Referenzen passiert sind.
Nachdem ein schnelles Öffnungs- oder Schließungs-Kommando gegeben wurde, bleibt die
relative Parallelität der linken und rechten Zylinder aufrechterhalten bis die Referenzen beider
Linealen passiert sind.
Siehe beiliegende Zeichnung.
V1101, 3.11
Page 44

Delem
Parameter: 12
Max. Paralellität
Bereich : 0.00-50.00
Default : 2.00
Einheit : mm
Funktion
Maximal erlaubte totale Oberwangen-Parallelität
Beschreibung
Die Parallelität ist der Unterschied zwischen dem linken Zylinder (Y1) und dem rechten
Zylinder (Y2). Bei der Steuerungen gibt es zwei Parameter die die Oberwangen-Parallelität
beeinflussen können:
1. Programmierbare Parallelität unter Programm-parameter. Dieser Wert hat einen Effekt auf
den ganzen Hub der Oberwange.
2. Programmierbare Parallelität bei Programm-eingabe, Programmänderung und
Handbetrieb.
Dieser Wert wird berücksichtigt, wenn die Oberwange den Klemmpunkt erreicht und
aktiv bleibt bis das Öffnungskommando ( ) aktiv wird.
Die totale Parallelität ist die Summe der unter 1 und 2 beschriebenen Werte. Wenn bei
Automatik-betrieb eine totale Parallelität die größer als die maximale Parallelität ist entdeckt
wird, begibt sich die Steuerung auf stop und nach-stehende Warnung erscheint auf dem
Bildschirm.
** Parallelität > max.Parallelität **
V1101, 3.12
Page 45

Delem
Parameter: 13
Init. Y-Öffnung
Bereich : -999.9-+999.9
Default : 20.0
Einheit : mm
Funktion
Default YachseÖffnungswert. (Vorwahl-Wert für die Y-Achse Öffnung)
Beschreibung
Der hier programmierte Wert wird als Anfangswert für den Parameter "Y-Achsen-Öffnung"
bei dem Menuü der Programmeingabe benutzt.
V1101, 3.13
Page 46

Delem
Parameter: 14
Bremszeit maximal
Bereich : 0-200
Default : 0
Einheit : 5ms
Funktion
Maximal erlaubte Bremszeit der Oberwange. (Nachlaufweg)
Beschreibung
Jedesmal wenn die Steuerung eingeschaltet wird, kann die Oberwangenbrems-zeit gemessen
werden. Diese Messung wird initialisiert sowie ein Schließ-kommando aktiv wird, nachdem
der Strom eingeschaltet wurde. Die Ober-wange bewegt sich in Schließrichtung. Die
Steuerung stellt 4 mm, nachdem an beiden Referenzpunkten vorbeigefahren wurde, auf Stopp.
Der Startausgang der CNC wird niedrig.
Dies bedeutet, daß die Oberwange stoppen muß. Der Startausgang der CNC ist so
anzuschließen, daß der schnelle Schließbefehl ausgeschaltet wird und die
Höhensicherungsventile geschlossen sind. Wenn die "max.Bremszeit" ver-strichen ist, muß
die Oberwangengeschwindigkeit 2 mm/Sek. oder weniger sein.
Wenn die Oberwangengeschwindigkeit niedrigerals 2 mm/Sek.innerhalb der erlaubten Zeit
ist, erscheint nachstehende Meldung auf dem Bildschirm:
* BREMSENTFERNUNG OK, START DRÜCKEN ZUR FORTSETZUNG *
Nachdem der Startknopf wieder gedrückt worden ist, kann die Biegung fortgesetzt werden.
Wenn die Oberwange nicht innerhalb der erlaubten Zeitspanne stopt, erscheint nachstehende
Meldung auf dem Bildschirm:
* BREMSENTFERNUNG ZU GROß, KEINE FORTSETZUNG *
In dieser Situation ist es nicht möglich die Biegung fortzusetzen. Wenn Sie versuchen den
Startknopf nochmals zu drücken, erscheint nachstehende Meldung auf dem Bildschirm:
** NICHT MÖGLICH, BREMSENTFERNUNG ZU GROß **
Bemerkung
Wenn dieser Parameter auf null programmiert wurde, wird die Nachlaufweg-messung
abgeschaltet.
V1101, 3.14
Page 47

Delem
Parameter: 15
Ventile kalibrieren 1/0
Bereich : 0-1
Default : 0
Einheit : -
Funktion
Um den Ventil-Offset der Servoventile im Handbetrieb einzustellen (nicht bei hydraulischer
Anwendung von Hoerbiger).
Beschreibung
Für Ventiltypen, die den ±10V-Ausgang des DM02 verwenden, kann der Offset auf zwei
Arten eingestellt werden:
• Im Diagnosebetrieb (ohne Verwendung dieses Parameters).
Es ist möglich, den Offset dieser Ventile auf der Ventilbombierungsseite des Testmenüs
für das DM02-Modul einzustellen. Wenn der Cursor auf dem Bildschirm auf einen der
Offsets eingestellt ist, kann dieser mit dem Handrad eingestellt werden. Der Bereich liegt
zwischen -127 und +127, was einem Offset im Bereich von -600 und +600 mV entspricht.
• Im Handbetrieb.
Es ist auch möglich, die Position der Oberwange im Handbetrieb mit dem Handrad
einzustellen. Dies kann am besten während der Haltezeit (Status 4) durchgeführt werden.
Programmieren Sie deshalb eine lange Haltezeit. Dieser Einstellungsbetrieb muß durch
diesen Maschinenparameter freigegeben werden.
Wenn dieser Parameter auf 1 programmiert wurde, erscheint die Funktionstaste "Y1/Y2 cal.
select" im Handbetrieb. Mit dieser Funktionstaste kann Y1 bzw. Y2 für die Offseteinstellung
gewählt werden. Die gewählte Seite wird in der Servicezeile farblich markiert. Die gewählte
Seite kann jetzt mit dem Handrad eingestellt werden. Der entsprechende Ventil-Offset wird
im DM02 gespeichert, wenn die andere Seite gewählt oder der Handbetrieb abgeschlossen
wird.
Nach der Einstellung des Offsets, muß dieser Parameter wieder auf Null gestellt werden.
Bemerkung 1
Die Einstellung des Offsets für Hoerbiger-Ventile muß immer im Diagnoseprogramm
erfolgen[2]. Sie können nicht im Handbetrieb eingestellt werden.
V1101, 3.15
Page 48

Parameter: 16 -19
nicht gebraucht
Delem
V1101, 3.16
Page 49

Delem
Parameter: 20
Steifheit
Bereich : 0.000-99.900
Default : 0.300
Einheit : µm/kN
Funktion
Steifheit der Presse wird zur Berechnung der Druckentspannung benutzt.
Beschreibung
Dieser Wert wird mit berechneter Tonnage multipliziert, um die Druckent spannungs-Länge
zu erhalten (Dekompression).
V1101, 3.20
Page 50

Delem
Parameter: 21
Steifheit der Presse
Bereich : 0.0-100.0
Default : 0.0
Einheit : %
Funktion
Steifheit der Presse wird zur Korrektur der Berechnung der Y-Achsen-Tiefe benutzt.
Beschreibung
Wenn ein Biegewinkel programmiert worden ist, wird die entsprechende Biege-Tiefe
automatisch berechnet. Steifheit der Presse wird benutzt, um eine Korrektion für diese BiegeTiefe zu berechnen, die durch das Ausbiegen der Presse entsteht.
Der Ausbiege-Kompensationsarm wird das Ausbiegen der Seitenständer nicht ganz und gar
kompensieren, um die Y-Achsen-Biegeposition kompensieren zu können.
Wann gleichwertiges Metall, das 0,5 m lang ist gebogen wird, müssen Sie den gleichen
Winkel haben wie bei einer Biegung von 1 m oder länger.
Der Unterschied zwischen den beiden Biegungen ist die Tonnage. Wenn es um eine Länge
von 1 m geht, wird die Presse mehr ausbiegen, da sie mehr Tonnage nötig hat als bei 0,5 m.
Der programmierte Wert für diesen Parameter muß das Ausbiegen der Seitenständer sein,
welches nicht durch den Kompensationsarm ausgeglichen wird.
Dieser Parameter muss programmiert werden wie ein Prozentsatz des Parameters "Steifheit".
V1101, 3.21
Page 51

Delem
Parameter: 22
Kalibrierung 1/0
Bereich : 0-1
Default : 0
Einheit : -
Funktion
Druckventil-Kalibrierungsverfahren
Beschreibung
Geben Sie "1" ein, wenn Sie die proportionale Druckventilsteuerung kalibrieren möchten. Die
Maßeinheiten der Kraftparameter im Handbetrieb werden in Punkten von 0 bis max. 255 statt
in Tonnen angegeben. (0 = 0 mA, 255 = 800 mA)
Kalibrierungsvorgang:
1. Erstellen Sie Parameter "Kalibrierung" "1"
2. Verlassen Sie das Maschinenparameter-Menu
3. Schalten Sie die DA-Steuerung auf Handmode
4. Programmieren Sie z.B. 200 Stellen bei Tonnage Parameter
5. Wählen Sie Prägen
6. Montieren Sie ein Manometer auf den hydraulischen Block (Pumpendruck)
7. Programmieren Sie Haltezeit = 5 Sek.
8. Erstellen sie einen Hub mit der Presse. Die Werkzeuge werden jetzt zusammen-gedrückt
(Stempel in Matrize)
(Bemerkung: benutzen Sie Stempel und Matrize die bei maximalem Druck arbeiten
möchten).
9. Beim Zusammendrücken der Werkzeuge, lesen Sie den Manometer. Falls der Druck für
die max. Tonnage nichtaus-reichend ist, programmieren Sie noch einmal den DAAusgang (max. 255) bei Tonnage-Parameter. Wiederholen Sie dies bis Ihre max. Tonnage
erreicht ist. Be-halten Sie den Ausgangswert. Der Wert muß bei Maschinenparameter
"Max.-Ausgang" programmiert werden.
10. Programmieren Sie einen kleinen Wert beim Tonnage-Parameter, z.B. 30 Stellen. Jetzt
müssen Sie den min. Wert finden bei dem die Wange anfängt sich zu bewegen. Notieren
Sie diesen mini-malen Wert. Dieser Wert muß beim Maschinen-Parameter "Min.Ausgang" programmiert werden.
11. Wählen Sie noch einmal das Maschinenparameter-Menu.
12. Jetzt müssen Sie bei den Maschinen-Parametern "Max.Tonnage" und "Min.Tonnage", die
maximale und minimale Tonnage Ihrer Presse program-mieren, die den
Ausgangseinheiten (0-255) bei Maschinenparametern "Max.- Ausgang" und "Min.Ausgang" entsprechen.
V1101, 3.22.a
Page 52

Abb. 22.a
Delem
Bemerkung
Mechanische Abreglung des Druckventils soll man zuerst gemacht haben.
V1101, 3.22.b
Page 53

Delem
Parameter: 23
Druck max.
Bereich : 0-9999
Default : 1100
Einheit : kN
Funktion
Maximale mögliche Ansteuer-Tonnage der Presse.
Beschreibung
Diese maximale Tonnage der Presse wird benutzt, um den Druckventil-Ausgang zu
berechnen. Außerdem wird sie benutzt, um die programmierten und berechneten Werte für
die Tonnage zu prüfen. Wenn die berechnete Tonnage größer als die maximale Tonnage ist,
erscheint nachstehende Fehlermeldung auf dem Bildschirm.
** berechneter Wert > Max. Tonnage **
Diese Warnung kann auch dann erscheinen, wenn die Druckentspannungs-Länge berechnet
wird, da die Steuerung erst die Tonnage berechnen muß, bevor sie die Druckent-spannung
berechnet. Wenn das Betrieb "Hand" oder automatische Betriebsart ist und die programmierte
Tonnage > Max. Tonnage ist, erscheint nachstehende Fehlermeldung auf dem Bildschirm.
** programmierte Tonnage > Max. Tonnage **
Der programmierte Wert für Tonnage ist auf die Max. Tonnage begrenzt. Beachten Sie auch
den Kalibrierungsprozeß, der bei dem Maschinenparameter "Kalibrierung" beschrieben wird
(parameter 22).
V1101, 3.23
Page 54

Delem
Parameter: 24
Druck min.
Bereich : 9999
Default : 100
Einheit : kN
Funktion
Minimale Ansteuer Tonnage der Presse.
Beschreibung
Minimale Tonnage der Presse wird benutzt, um den Druckventil-Ausgang zu berechnen. Sie
wird auch benutzt, um die programmierte Tonnage zu prüfen. Wenn der Startknopf bedient
wurde und die programmierte Tonnage ist weniger als die minimale Tonnage,ist die Tonnage
auf die minimale Tonnage begrenzt. Beachten Sie auch den Kalibrierungsprozeß, der bei dem
Maschinenparameter "Kalibrierung" beschrieben ist.
Parameter: FM
Druck mitte
Bereich : 0-9999
Default : ___
Einheit : kN
Verbesserung beim Kalibrieren des Druckventils
Wenn das Verhältnis zwischen der Ausgangsbombierung und dem Druck linear ist, brauchen
Sie nur die Höchst- und Mindestkraft einzugeben. Ist das Verhältnis zwischen der
Ausgangsbombierung und dem Druck nicht linear, können Sie den Durchschnittswert der
Kraft eingeben.
Der Ausgangswert für diesen Durchschnittsparameter ist "___", d.h., daß dieser Parameter
nicht aktiv ist. Dies ist ebenfalls der Ausgangswert, wenn eine Reihe von
Maschinenparameter einer älteren Softwareversion eingelesen wird.
V1101, 3.24
Page 55

Delem
Parameter: 25
Ausgang max.
Bereich : 0-255
Default : 255
Einheit : DA-Punkten
Funktion
Druckventilansteuerung für maximal Druck.
Beschreibung
Druckventilansteuerung in DA-Punkten für die maximal Druck.
Es gibt zwei Bereiche von Druckventilen:
• 800 mA. Diese Ventile können auf maximal 136 DA-Punkten programmiert werden.
• 1500 mA. Diese Ventile können auf maximal 255 DA-Punkten programmiert werden.
Achten Sie auch den Kalibrierungsprozeß, der bei dem Maschinenparameter "Kalibrierung"
beschrieben ist.
V1101, 3.25
Page 56

Delem
Parameter: 26
Ausgang min.
Bereich : 0-255
Default : 48
Einheit : DA-Punkten
Funktion
Druckventilansteuerung für minimal Druck.
Beschreibung
Druckventilansteuerung in DA-Punkten für die minimal Druck.
Es gibt zwei Bereiche von Druckventilen:
• 800 mA. Diese Ventile können auf maximal 136 DA-Punkten programmiert werden.
• 1500 mA. Diese Ventile können auf maximal 255 DA-Punkten programmiert werden.
Achten Sie auch den Kalibrierungsprozeß, der bei dem Maschinenparameter "Kalibrierung"
beschrieben ist.
Parameter: OM
Ausgang mitte
Bereich : 0-255
Default : ___
Einheit : DA-Punkten
Verbesserung beim Kalibrieren des Druckventils
Wenn das Verhältnis zwischen der Ausgangsbombierung und dem Druck linear ist, brauchen
Sie nur den Höchst- und Mindesteingang einzugeben. Ist das Verhältnis zwischen der
Ausgangsbombierung und dem Druck nicht linear, können Sie den Durchschnittswert des
Ausgangs eingeben.
Der Ausgangswert für diesen Durchschnittsparameter ist "___", d.h., daß dieser Parameter
nicht aktiv ist. Dies ist ebenfalls der Ausgangswert, wenn eine Reihe von
Maschinenparameter einer älteren Softwareversion eingelesen wird.
V1101, 3.26
Page 57

Delem
Parameter: 27
Initielle Druckstärke
Bereich : 0-255
Default : 255
Einheit : DA-punkten / 5 ms
Funktion
Zur Programmierung einer Rampe, mit der Sie den Druckausgang steuern können.
Beschreibung
Es ist möglich, eine Rampe zu programmieren, mit der der Druckausgang aktiviert wird. Ein
niedrigerer Wert führt zu einer großen Rampe. Dieser Parameter wird bei jeder
Druckänderung aktiviert.
Abb. 27.a Niedrig-Hoch Druckänderung
Abb. 27.b Hoch-Niedrig Druckänderung
V1101, 3.27
Page 58

Parameter: 28
nicht gebraucht
Delem
V1101, 3.28
Page 59

Parameter: 29
nicht gebraucht
Delem
V1101, 3.29
Page 60

Delem
Parameter: 30
Schließgeschwindigkeit
Bereich : 0-200
Default : 80
Einheit : mm/s.
Funktion
Schnell-ab Schließgeschwindigkeit
Beschreibung
Y-Achsen-Geschwindigkeit während schnell-ab (Status = 2, siehe "Service-Zeile")
Die Steuerung reguliert die Schließ-geschwindigkeit gemäß dem Wert dieses Parameters.
V1101, 3.30
Page 61

Delem
Parameter: 31
Inkrement-Schließgeschwindigkeit
Bereich : 0.0-200.0
Default : 100.0
Einheit : Schritte pro 5ms
Funktion
Y-Achsen-Schließbeschleunigung
Beschreibung
Beschleunigung der Y-Achse bei Anfang der Schließung.
Wenn sich der Wange im oberen Totpunkt befindet, wird er sich um diesen Wert
beschleunigen, wenn das Schließkommando aktiv wird, (Status = 2,siehe "Service-Zeile").
Abb. 31.a
V1101, 3.31
Page 62

Delem
Parameter: 32
Schließung ramp offset
Bereich : -9.99-+9.99
Default : 2.5
Einheit : mm
Funktion
Mute Bremsposition der Wange.
Beschreibung
Wenn die Wange sich dem Mute-Punkt nähert, wird er gebremst. Die Bremsrampe wird von
der Steuerung berechnet. Mit dem Parameter "Schließ ramp offset", kann der Beginn der
Bremsrampe relativ zur Mute-Position eingestellt werden.
Abb. 32.a
V1101, 3.32
Page 63

Delem
Parameter: 33
Wartezeit vor Schließen
Bereich : 0-200
Default : 0
Einheit : 5ms
Funktion
Synchronisierter Start der Wangegeschwindigkeit.
Beschreibung
Wenn das schnelle Schließkommande aktiv wird, werden die proportionalen Ventile nicht
geöffnet bis daß die Wartezeit verstrichen ist.
Diese Zeit ist nötig, um die Hochhalte-einheiten zu öffnen, bevor die proportionalen Ventile
geöffnet werden.
V1101, 3.33
Page 64

Delem
Parameter: 34
Öffnungsgeschwindigkeit
Bereich : 0-200
Default : 0
Einheit : mm/s.
Funktion
Öffnungsgeschwindigkeit der Wange.
Beschreibung
Y-Achsen-Geschwindigkeit während schneller Öffnung (Status = 6, siehe "Service-Zeile").
Die Steuerung regelt die Wangege-schwindigkeit während Öffnung der Wange.
V1101, 3.34
Page 65

Delem
Parameter: 35
Öffnung ramp offset
Bereich : -9.99-+9.99
Default : -1.50
Einheit : mm
Funktion
Offset um Stop-Position in OT zu verstellen.
Beschreibung
Wenn die Wange bei schneller Geschwindig-keit öffnen (Status = 6) dem oberen Totpunkt
nähert wird er gebremst.
Die Bremsrampe wird durch die Steuerung berechnet. Mit diesem Offset kann der Start der
Bremsrampe relativ zum OT eingestellt werden
Abb. 35.a
V1101, 3.35
Page 66

Delem
Parameter: 36
Wartezeit vor Öffnen
Bereich : 0-200
Default : 10
Einheit : 5ms
Funktion
Synchronisierter Start der Wangege-schwindigkeit.
Beschreibung
Wenn das Öffnungskommando aktiv wird,werden die proportionalen Ventile nicht geöffnet,
bis diese Wartezeit verstrichen ist.
Während dieser Wartezeit müssen die Nachsäugeven tile geöffnet werden und/oder die
Hochhalteventile geschlossen werden.
V1101, 3.36
Page 67

Delem
Parameter: 37
Max presse geschwindigkeit
Bereich : 0.0-30.0
Default : 30.0
Einheit : mm/s
Funktion
Maximale Arbeitsgeschwindigkeit, die vom Bediener programmiert werden kann.
Beschreibung
Maximale programmierbare Arbeitsgeschwindigkeit bei Programmeingabe,
Programmänderung und Handbetrieb.
V1101, 3.37
Page 68

Delem
Parameter: 38
Wartezeit vor pressen
Bereich : 0-200
Default : 40
Einheit : 5 ms
Funktion
Synchronisierter Start der Pressegeschwindigkeit.
Beschreibung
Wenn sich die Wange beim Mute-Punkt befindet und das Pressekommando (↓) aktiv wird,
werden die proportionalen Ventile nicht geöffnet bis die Warezeit verstrichen ist. Während
dieser Wartezeit müssen die Nachsaugeventile geschlossen werden.
V1101, 3.38
Page 69

Delem
Parameter: 39
Wartezeit vor Pressdruck
Bereich : 0-9999
Default : 0
Einheit : kN
Funktion
Druck während Wartezeit vor Pressen.
Beschreibung
Während der Wartezeit vor dem Preßvorgang, sind die proportionalen Ventile geschlossen
(Siehe Maschinenparameter "Wartezeit vor Pressen"). Das Druckventil hat eine Ansteuerung
während dieser Wartezeit, die mit der hier programmierten Tonnage übereinstimmt.
Abb. 39.a
V1101, 3.39
Page 70

Parameter: 40 - 45
nicht gebraucht
Delem
V1101, 3.40
Page 71

Delem
Parameter: 46
Schliessen Bremsanlaufzeiteinstellung
Bereich : -2.0- +2.0
Default : 0.0
Einheit : -
Funktion
Zur Einstellung der Bremsrampe für die Balkenbremsung von der Schnellschließphase bis
zum Mute-Punkt.
Beschreibung
Bei großen Maschinen ist es manchmal wünschenswert, die Bremsrampe beim Schließen
einzustellen (oder fein einzustellen).
Abb. 46.a
Zur Einstellung dieses Parameters empfiehlt sich die folgende Methode:
• Programmieren Sie die Schließgeschwindigkeit auf einen niedrigeren oder denselben
Wert wie die hydraulische Schließgeschwindigkeit.
• Programmieren Sie den Maschinenparameter 32 (Schließrampe Offset) auf 0 (Null)
• Schalten Sie die Maschine auf den "Einricht"-Modus ("Hand"-Eingang aktiv)
• Stellen Sie den Parameter 46 so ein, dass der Balken ruhig am Mute-Punkt anhält.
• Programmieren Sie dann den Maschinenparameter 32 auf einen Wert, bei dem der
Balken ca. 0,5 - 1 mm unter der programmierten Mute-Position anhält.
Anmerkung
Dieser Parameter ist mit dem Maschinenparameter 47 verbunden (Schliessen
Verstärkungseinstellung). Eine Erhöhung dieses Parameters führt auch zu steilerem Bremsen
und umgekehrt.
V1101, 3.46
Page 72

Delem
Parameter: 47
Schliessen Verstärkungseinstellung
Bereich : -1.0- +1.0
Default : 0.0
Einheit : -
Funktion
Zur Einstellung der Verstärkung in der Schnellschließphase des Balkens.
Beschreibung
Manchmal ist es wünschenswert, die voreingestellte Verstärkung der
Abkantpressenbewegung in der Schließphase einzustellen (fein einzustellen). Vor allem wenn
in der Schließphase Vibrationen festgestellt werden, können Sie die Verstärkung verringern.
Durch die Programmierung auf 0.0 erhalten Sie den voreingestellten Standardwert für die
Verstärkung.
V1101, 3.47
Page 73

Delem
Parameter: 48
Öffnen Verstärkungseinstellung
Bereich : -1.0- +1.0
Default : 0.0
Einheit : -
Funktion
Zur Einstellung der Verstärkung in der Öffnungsphase des Balkens.
Beschreibung
Manchmal ist es wünschenswert, die voreingestellte Verstärkung der
Abkantpressenbewegung in der Öffnungsphase einzustellen (fein einzustellen). Vor allem
wenn in der Öffnungsphase Vibrationen festgestellt werden, können Sie die Verstärkung
verringern.
Durch die Programmierung auf 0.0 erhalten Sie den voreingestellten Standardwert für die
Verstärkung.
V1101, 3.48
Page 74

Delem
Parameter: 49
Pressen Verstärkungseinstellung
Bereich : -1.0- +1.0
Default : 0.0
Einheit : -
Funktion
Zur Einstellung der Verstärkung in der Preßphase des Balkens.
Beschreibung
Manchmal ist es wünschenswert, die voreingestellte Verstärkung der
Abkantpressenbewegung in der Preß- und Dekompressionsphase einzustellen (fein
einzustellen). Vor allem wenn in der Preßphase Vibrationen festgestellt werden, können Sie
die Verstärkung verringern. Aber auch die Positionierung an der programmierten Position
muß korrekt sein.
Durch die Programmierung auf 0.0 erhalten Sie den voreingestellten Standardwert für die
Verstärkung.
V1101, 3.49
Page 75

Delem
Parameter: 50
Maschinen länge zwischen zylinder
Bereich : 0-15000
Default : 2000
Einheit : mm
Funktion
Länge von Pressetisch Zwischen den zylindern wird gebraucht zur Berechnung von der
Bombierung.
Beschreibung
Dieser Parameter wird verwendet zur Berechnung von der Maschinentisch-bombierung.
Hier müssen Sie die Maschinenlänge zwischen der Mittelposition der 2 Zylinder
programmieren.
Achten Sie auch die Maschinenparameter "Inertia Untertisch" und "Inertia Oberwange".
Abb. 50.a
V1101, 3.50
Page 76

Delem
Parameter: 51
Inertia untertisch
Bereich : 0 - 99999
Default : 624
Einheit : 1000 cm
Funktion
Inertia Maschinentisch wird gebraucht zur Berechnung von Tafelbombierung.
Beschreibung
Dieser Parameter wird gebraucht zur Berech-nung von Maschinentisch-bombierung. Die
Tischbombierung wird nur berechnet wenn ein Bombiergerät angeschlossen ist (Siehe Kapitel
6).
Siehe auch Maschineparameter "Maschine Länge" und "Inertia Oberwange".
Beispiel
Inertia = 1349000
Programmiert wird 1349
4
V1101, 3.51
Page 77

Delem
Parameter: 52
Inertia oberwange
Bereich : 0 - 99999
Default : 776
Einheit : 1000 cm
Funktion
Inertia Maschine Oberwange wird gebraucht zur Berechnung von Oberwangebombierung.
Beschreibung
Dieser Parameter wird gebraucht zur Berechnung von Maschine Oberwange-bombierung. Die
Tischbombierung wird nur berechnet wenn das Bombiergerät angeschlossen ist (Siehe Kapitel
6).
Siehe auch Maschine Parameter "Inertia Untertisch" und "Maschine Länge".
Beispiel
Inertia = 1349000
Programmiert wird 1349
4
V1101, 3.52
Page 78

Parameter: 53
nicht gebraucht
Delem
V1101, 3.53
Page 79

Delem
Parameter: 54
Gesamte Maschinen länge
Bereich : 0 - 15000
Default : 2000
Einheit : mm
Funktion
Totale länge von Pressetisch zur Kontrolle mit Biegelänge eines Produktes
Beschreibung
Wenn die Bediener eine Biegelänge für ein Produkt eingibt die länger ist als die hier
programmierte Maschinenlänge wird eine Meldung auf dem Bildschirm erscheinen.
V1101, 3.54
Page 80

Delem
Parameter: 55
Stempelklemmendruck
Bereich : 0-255
Default : 0
Einheit : DA-points
Funktion
Druckeinstellung für korrekte Stempelklemmung.
Beschreibung
Es ist möglich, den Ausgang zur Druckventil für das hydraulische System zu steuern, dies ist
vor allem für die Verwendung der Stempelklemmung gedacht. Dies kann nur mit der
Sequenzerdatei durchgeführt werden.
V1101, 3.55
Page 81

Delem
Parameter: 56
Matrizenklemmendruck
Bereich : 0-255
Default : 0
Einheit : DA-points
Funktion
Druckeinstellung für korrekte Matrizenklemmung.
Beschreibung
Es ist möglich, den Ausgang zur Druckventil für das hydraulische System zu steuern, dies ist
vor allem für die Verwendung der Matrizenklemmung gedacht. Dies kann nur mit der
Sequenzerdatei durchgeführt werden.
V1101, 3.56
Page 82

Delem
Parameter: 57
Ventilrampe schliessen
Bereich : 0 - 255
Default : 255
Einheit : DA-points / 5 ms
Funktion
Zur Programmierung einer Ventilbombierungsrampe zu Beginn des Status Schließen (Status
2).
Beschreibung
Wenn Sie 255 eingeben, haben Sie keine Rampe. Je niedriger der eingegebene Wert ist, desto
länger wird die Rampe.
Abb. 57.a
V1101, 3.57
Page 83

Parameter: 58
nicht gebraucht
Delem
V1101, 3.58
Page 84

Delem
Parameter: 59
Öffnungsdruck
Bereich : 35 - 100
Default : 100
Einheit : %
Funktion
Druckeinstellung während der Öffnungsphase
Beschreibung
Sie können den Druck während der Öffnungsbewegung des Balkens einstellen. Dieser Wert
ist ein Prozentsatz des maximalen Drucks (Maschinenparameter 25).
Anmerkung
Vergewissern Sie sich, daß der Wert für diesen Parameter hoch genug ist! Wenn der Wert zu
niedrig ist, bewegt sich der Balken nicht. Das ist eine gefährliche Situation. Wenn der Balken
sich nach dem Einschalten der Pumpe nicht nach oben bewegt, aktiviert die Steuerung das
Ausgangssignal OT (oberer Totpunkt).
Wenn der Balken sich unter seinem Referenzpunkt befindet, fährt er ab, ohne bei eines
Schließbefehls seine Referenz zu finden. Dadurch können die Werkzeuge beschädigt werden!
Daher wurde der Mindestwert auf 35% eingestellt.
V1101, 3.59
Page 85

Parameter: 60 - 119
nicht gebraucht
Delem
V1101, 3.60
Page 86

Delem
Parameter: 120
KO-Tabelle von Diskette ein/aus 1/0
Bereich : 0 - 1
Default : 0
Einheit : -
Funktion
Zum Einlesen der KO-Tabelle von der Diskette.
Beschreibung
Während der Entwicklung und der Testreihen der KO-Tabellen kann es sinnvoll sein, diese
Datei von der Diskette einzulesen, anstatt eine ganz neue Anwendung zu laden.
0 = Verwendung der KO-Tabelle von der internen Anwendung;
1 = KO-Tabelle von der Diskette laden.
Wenn dieser Parameter auf 1 eingestellt ist, kann die KO-Tabelle nur beim Starten von der
Diskette eingelesen werden.
Nachdem die KO-Tabellen getestet wurden, sollten Sie diesen Parameter wieder auf 0
einstellen. Überzeugen Sie sich davon, daß die benötigte KO-Tabelle mit den anderen Dateien
auf der Anwenderdiskette ist. Laden Sie die Anwendung dann normal.
V1101, 3.120
Page 87

Delem
Parameter: 121
Sequenzer von Diskette ein/aus 1/0
Bereich : 0 - 1
Default : 0
Einheit : -
Funktion
Die Sequenzerdatei von der Diskette einlesen.
Beschreibung
Während der Entwicklung und der Testreihen der Sequenzerdateien kann es sinnvoll sein,
diese Datei von der Diskette einzulesen, anstatt eine ganz neue Anwendung zu laden.
0 = Verwendung der Sequenzerdatei von der internen Anwendung
1 = Die Sequenzerdatei von der Diskette laden
Wenn dieser Parameter auf 1 eingestellt ist, kann die Sequenzerdatei nur beim Starten von der
Diskette eingelesen werden.
Nachdem die Sequenzerdatei getestet wurden, sollten Sie diesen Parameter wieder auf 0
einstellen. Überzeugen Sie sich davon, daß die benötigte Sequenzerdatei mit den anderen
Dateien auf der Anwenderdiskette ist. Laden Sie die Anwendung dann normal.
Bemerkung
Schlagen Sie in der Gebrauchsanweisung des Sequenzers nach[3], wenn Sie mehr
Informationen über die Arbeit mit der Sequenzerdatei wünschen. Diese Gebrauchsanweisung
kann bei Delem angefordert werden.
V1101, 3.121
Page 88

Delem
Parameter: 122
Sequenzer debug ein/aus 1/0
Bereich : 0 - 1
Default : 0
Einheit : -
Funktion
Die Sequenzertesthilfe aktivieren
Beschreibung
Wenn die Sequenzertesthilfe eingeschaltet ist (=1), erscheint eine Funktionstaste im
Handbetrieb. Durch die Betätigung dieser Taste erscheint oben im Bildschirm eine Testzeile.
In dieser Zeile können Sie die Sequenzergleichungen überprüfen. Diese Testzeile überschreibt
die Servicezeile (wenn diese aktiviert ist).
Bemerkung
Schlagen Sie in der Gebrauchsanweisung des Sequenzers nach[3], wenn Sie mehr
Informationen über die Arbeit mit der Sequenzerdatei wünschen. Diese Gebrauchsanweisung
kann bei Delem angefordert werden.
Abb. 122.a
V1101, 3.122
Page 89

Delem
Parameter: 123 - 130
Sequenzer Option
Bereich : 0000 - 1111
Default : 0000
Einheit : -
Funktion
Allgemeine Sequenzeroptionskennzeichen einstellen
Beschreibung
Es können vier Kennzeichen je Sequenzeroptionsparameter eingestellt werden. Jedes
Kennzeichen hat den Wert 0 oder 1.
- Sequenzeroptionskennzeichen 4..1 123 = 0000
- Sequenzeroptionskennzeichen 8..5 124 = 0000
- Sequenzeroptionskennzeichen 12..9 125 = 0000
- Sequenzeroptionskennzeichen 16..13 126 = 0000
- Sequenzeroptionskennzeichen 20..17 127 = 0000
- Sequenzeroptionskennzeichen 24..21 128 = 0000
- Sequenzeroptionskennzeichen 28..25 129 = 0000
- Sequenzeroptionskennzeichen 32..29 130 = 0000
Um die Optionskennzeichen 1 und 2 einzustellen, müssen Sie den Parameter 123 als 0011
programmieren. Achten Sie darauf, daß Sie von rechts nach links zählen. Das niedrigste
Kennzeichen jedes Parameters ist die Ziffer ganz rechts.
Diese Optionskennzeichen sind auf den Kennzeichen 7664 - 7695 registriert. Diese
Kennzeichen wurden ebenfalls der Datei press.def hinzugefügt. Daher werden die
Kennzeichen 7664 und 7665 auf 1 eingestellt, wenn der Parameter 123 auf 0011 eingestellt
ist.
Variable Kennzeichen
M-OPTION1 7664
M-OPTION2 7665
... ...
M-OPTION32 7695
Bemerkung 1
Wenn Sie einen Standardsequenzer von Delem verwenden und nicht Ihren eigenen Sequenzer
anfertigen, haben diese Parameter keine Funktion.
Bemerkung 2
Schlagen Sie in der Gebrauchsanweisung des Sequenzers nach[3], wenn Sie mehr
Informationen über die Arbeit mit der Sequenzerdatei wünschen. Diese Gebrauchsanweisung
kann bei Delem angefordert werden.
V1101, 3.123
Page 90

Delem
Parameter: 131
UAP von Diskette ein/aus 1/0
Bereich : 0 - 1
Default : 0
Einheit : -
Funktion
Die UAP.CMD Datei von der Diskette einlesen
Beschreibung
Während der Entwicklung und der Testreihen kann es sinnvoll sein, die UAP.CMD-Datei von
der Diskette einzulesen, anstatt eine ganz neue Anwendung zu laden.
0 = Verwendung der internen Datei UAP.cmd, wenn verfügbar.
1 = UAP.CMD von der Diskette laden
Wenn dieser Parameter auf 1 eingestellt ist, kann die Datei UAP.cmd nur beim Starten von
der Diskette eingelesen werden.
Die Datei UAP.CMD kann mit der Datei APPL.CMD verglichen werden: Es handelt sich
hierbei um eine kurze Textdatei mit Anweisungen für die Steuerung, um UAP-Dateien
(Benutzeranwendungsdateien) von der Diskette in die Steuerung zu laden. Achten Sie darauf,
dass die gewünschte Benutzeranwendungsdatei tatsächlich auf der Diskette vorhanden ist.
Nachdem die Datei UAP.CMD getestet wurden, sollten Sie diese Parameter wieder auf 0
einstellen. Sobald die Benutzeranwendungsdatei getestet und akzeptiert worden ist, werden
die Anweisungen der UAP.CMD-Datei in den normalen Ladevorgang der Anwendung
integriert. Daher sollten Sie die Datei APPL.CMD auf der Anwenderdiskette anpassen.
Überzeugen Sie sich davon, daß die benötigte uap Datei mit den anderen Dateien auf der
Anwenderdiskette ist.
Für weitere Informationen über UAP (Benutzeranwendungsdateien) können Sie sich jederzeit
mit Delem in Verbindung setzen.
V1101, 3.124
Page 91

Delem
4. HILFSACHSEN
4.1. Einführung
In diesem Kapitel wird das Verfahren zur Konfiguration der Achsen erläutert. Dieses
Verfahren gilt für alle Achsen außer der Y-Achse.
Typische Parameter für Servo- oder Wechselstromantriebe werden in Kapitel 5 erläutert.
Spezialachsen und deren Parameter werden in den Kapiteln 6 bis 9 beschrieben.
Die folgenden Achsentypen können in einer Steuerung programmiert werden:
• X-Achse
• X2-Achse
• R-Achse
• R1-Achse
• R2-Achse
• Z-Achse
• Z1-Achse
• Z2-Achse
• I-Achse (Kapitel 8)
• allgemeiner Zweck, X3-Achse
• allgemeiner Zweck, X4-Achse
• allgemeiner Zweck, X1-Achse
• allgemeiner Zweck, X2-Achse
• R3-Achse
• R4-Achse
• Bombierung (Kapitel 6)
• Digitale Achse (Kapitel 7)
• Biegehilfe und zusätzliche Achsen (Kapitel 9)
4.2. Konfiguration der Achsen
Die Achsen werden in zwei Schritten konfiguriert:
1. Wählen und konfigurieren Sie das richtige Modul für eine Achse,
2. Geben Sie eine Achse frei und programmieren Sie ihre Parameter.
Die einzige Ausnahme zu dieser Regel ist die Y-Achse. Wenn einmal ein Modul zur
Steuerung der Y-Achse konfiguriert ist, können die Parameter für die Y-Achse mit der Option
1 (Y-Achse und allgemeine Parameter) sofort programmiert werden.
V1101, 4.1
Page 92

Delem
Schritt 1 erfolgt mit Option 3 des Parametermenüs: Modulkonfiguration. Das folgende
Bildschirmfenster erscheint.
Abb. 4.2.a
• In der ersten Spalte muss die Boxnummer des Moduls eingegeben werden.
• In der zweiten Spalte muss der DM-Bezeichner des Moduls mit der Funktionstaste S4:
"IDs auflisten" gewählt werden. Wählen Sie den richtigen DM-Bezeichner aus der
Nummernliste.
• Von der fünften bis zur achten Spalte können die Achsentypen mit der Funktionstaste S6:
"Typ wählen" gewählt werden.
• Eventuelle Fehler bei den Zuordnungen können Sie korrigieren, indem Sie den Cursor auf
das betreffende Feld bewegen und die Funktionstaste S5 "Eingabe löschen" betätigen.
• Wenn alle Zuordnungen richtig ausgeführt sind, können Sie auf "Beenden" klicken, um
dieses Menü zu verlassen. Wenn Fehler bei den Zuordnungen festgestellt werden, wird
eine Warnmeldung gegeben. Betätigen Sie "1", um das Menü zu verlassen oder "0", um
zum Menü zurückzukehren und den Fehler zu verbessern.
V1101, 4.2
Page 93

Delem
Boxnummer
Die Boxnummer besteht aus einer zweistelligen Zahl, wobei die erste Stelle den Typ des
angeschlossenen Moduls und die zweite die laufende Nummer des gleichen Typs von
Modulen angibt. Die Boxnummer hilft Ihnen bei der Gestaltung Ihres Relaisschranks.
BN = X X
│ │
│ └────┐
Modultyp Laufende Nummer 0 - 9
DM01 = 1
DM02 = 2
DM04 = 4
DM05 = 5
Beispiel:
Bei einer DA-65, die mit 1x DM02, 1x DM05 und 3x DM01 verbunden ist, müssen die
Boxnummern 20, 50, 10, 11 und 12 bei den Boxnummerparametern bei den jeweiligen
Achsen programmiert werden.
Als Standard wurde das System so eingestellt, dass 8 Module über die HSB-Verbindung an
die Steuerung angeschlossen werden können.
An der DA-65 und der DA-69 ist es möglich, zwei zusätzliche HSB-Verbindungen mit
Optionskarten zu erstellen, über die insgesamt 24 Module an eine Steuerung angeschlossen
werden können.
Sollten mehr als zehn Module des gleichen Typs im System vorliegen, kann die zweite Stelle
in der Boxnummer auch ein alphanumerisches Zeichen sein. So lauten zum Beispiel bei mehr
als zehn DM01-Modulen die Boxnummern: 10..19, 1A, 1B usw. Die alphanumerische
Eingabe kann auf die normale Weise vorgenommen werden.
DM-Bezeichnernummer
Auf jedem Modul befindet sich ein Aufkleber, der die einmalig vergebene
Bezeichnernummer angibt. Diese Nummer muß bei dem Identifikationsparameter
programmiert werden. Die Nummer ist auch in der CPU des Moduls bekannt. Die
Steuerung kommuniziert über den Hochgeschwindigkeits-Bus mit den angeschlossenen
Modulen. Wenn der Cursor zu der Bezeichnernummer hin bewegt wird, ist es daher
möglich, durch Drücken von S5 die Bezeichnernummern der angeschlossenen Module
aufzulisten.
ANMERKUNG:
Die Stromzufuhr zur CNC-Steuerung und den angeschlossenen Modulen muß gleichzeitig
erfolgen, damit eine korrekte Kommunikation und Initialisierung gewährleistet sind. Die
Module müssen daher innerhalb 1 Sekunde nach dem Einschalten der Steuerung eingeschaltet
werden.
V1101, 4.3
Page 94

Delem
Schritt 2 erfolgt mit Option 2 des Parametermenüs: Hilfsachse. Das folgende
Bildschirmfenster erscheint:
Abb. 4.2.b
Mit diesem Menü können maximal 24 Achsen konfiguriert werden.
• In der ersten Spalte wird angegeben, ob eine Achse ein- oder ausgeschaltet ist. Verwenden
Sie die Funktionstaste S6 "Freigeben/Deaktivieren", um die Einstellung zu ändern.
• In der zweiten Spalte wird der Achsentyp mit der Funktionstaste S6: "Typ wählen"
gewählt. Nun erscheint ein Pop-up-Menü, in dem alle bekannten Achsentypen aufgeführt
sind. Wählen Sie den richtigen Typ.
• In der letzten Spalte wird der Antriebstyp für die Achse gewählt. Verfügbare Typen sind
Servo, Wechselstrom oder Keine Steuerung. Wenn "Keine Steuerung" gewählt worden ist,
werden die Achsenwerte in den Benutzerfenstern berechnet und angezeigt, aber es wird
keine "echte" Achse gesteuert: Dies ist dann eine so genannte "Scheinachse".
Sobald eine Achse in diesem Menü konfiguriert worden ist, müssen Sie die Funktionstaste S5
"Par. ändern" betätigen, um die Achsenparameter zu programmieren.
Wenn Sie das Maschinenparametermenü verlassen haben, prüft die Steuerung, ob die Achsen
korrekt konfiguriert worden sind. Wenn dies nicht der Fall ist, erzeugt die Steuerung eine
Warnmeldung:
** Warnmeldung: Nicht alle Achsen sind in einem Modul gespeichert. **
Fortfahren? 1/0:
V1101, 4.4
Page 95

Delem
Betätigen Sie "1" um fortzufahren oder "0", um zum Maschinenparametermenü
zurückzukehren. Um dieses Problem zu beheben, müssen Sie die Schritte 1 und 2 wiederholen
und die Achsen-/Modulkonfiguration prüfen.
4.3. Spezifische Parameter der R-Achse
Folgende spezifische Parameter der R-Achse werden erläutert:
• Erfassung einer Kollision von Hinteranschlag-Matrize mit den R-Achsen;
• Automatische R-Achseneinstellung.
Hinteranschlag-gegen-Matrize; Kollisionserfassung
Wenn Sie eine R-Achse (auch R1 und R2) zugeschaltet haben, ist die Kollisionserfassung für
Hinteranschlag-gegen-Matrize aktiviert. Bei negativer R-Achsenposition kann eine Kollision
erfolgen, d.h., daß der Hinteranschlagfinger niedriger ist als die Matrizenhöhe.
Es gibt drei kritische Situationen. Für all diese Situationen gilt die erforderliche Bedingung,
daß der R-in-Eingang aktiv sein muß, um die X-Achse in die Sicherheitszone bewegen zu
können.
• Die X-Achse muss sich in die Sicherheitszone der V-Matrize bewegen. Die R-Achse
bewegt sich zuerst in eine positive Position, bevor sich die X-Achse in die programmierte
Position bewegt.
Abb. 4.3.a
• Wenn die R-Achse sich von positiv nach negativ bewegt, muß die X-Achse die V-
Matrizen Sicherheitszone verlassen. Die X-Achse beginnt sich rückwärts zu bewegen,
aber die R-Achse bewegt sich nicht bis die X-Achse die Sicherheitszone verlassen hat.
Abb. 4.3.b
V1101, 4.5
Page 96

Delem
• Wenn die nächste R-Position negativ ist und innerhalb der V-Matrizensicherheit liegt,
führt dies immer zu einer Kollision. Die Steuerung gibt eine Warnmeldung und das
Betätigen der "Start"-Taste wird nicht akzeptiert.
Abb. 4.3.c
Automatische R-Achseneinstellung
Die Null-Position der R-Achse entspricht immer der Position (Höhe) der unteren
Matrizenseite. Wenn sich die Matrizenhöhe ändert (Sie haben eine Matrize mit einer anderen
Höhe gewählt), wird die Null-Position der R-Achse automatisch zur Höhe der neu
programmierten Matrize eingestellt.
Im Maschinenparametermenü der R-Achse ist es ebenfalls erforderlich, den Referenzwert der
R-Achsenreferenz zu programmieren (Parameter 5; nur bei Positionsmessung des Kodierers).
Dieser Parameter ist für die Einstellung der R=0 Position zur Oberseite der Matrize
erforderlich. Der Referenzwert, den Sie programmieren müssen, ist der Abstand zwischen der
R-Achsenposition beim Referenzimpuls (des Kodierers) und der Oberseite der Matrize.
Abb. 4.3.d
Außer der Einstellung der Null-Position müssen Sie den Höchst- und Mindestwert der RAchse in den Maschinenparametern programmieren. Diese Werte stehen in Beziehung zu den
absoluten R-Achsenwerten. Diese R-Achsenwerte müssen ohne Werkzeuge bestimmt werden.
Der Höchstwert der R-Achse ist die mechanische Hublänge über dem Tisch und der
Mindestwert der R-Achse ist die mechanische Hublänge unter dem Tisch. Daher stehen die
Parameter Rmax. und Rmin. in Bezug zum oberen Teil des Tisches.
V1101, 4.6
Page 97

Delem
Der Wert der R-Achse im Bildschirm der Steuerung bezieht sich immer auf die Oberseite der
Matrize!
4.4. Spezifische Parameter der Z-Achse
Es gibt zwei Typen von Z-Achsen:
• eine separate Z-Achse. In diesem Fall bewegen sich beide Finger von der Mitte der
Maschine symmetrisch aufeinander zu und voneinander weg. Das Blech wird immer von
der Maschinenmitte aus positioniert.
• Eine Z1-Achse und eine Z2-Achse. In diesem Fall werden die Finger separat voneinander
durch eine Hilfsachse gesteuert. Als Standardeinstellung wird die Blechmitte in der
Maschinenmitte positioniert. Es können aber auch andere Positionen programmiert
werden.
Eine separate Z-Achse
Die Z-Achsenposition wird automatisch berechnet. Zur Berechnung dieser Positionen ist der
Parameter Z-Abstand erforderlich. Sie können den Z-Abstandsparameter im Konstantenmenü
des Programms des Programmierbetriebs finden. Der Z-Abstand ist der Abstand vom
Blechende bis zur Mitte des Z-Achsenfingers.
Abb. 4.4.a
In der Datenvorbereitung und der Datenedition wird der Z-Wert automatisch im Postprozeß
berechnet. Der Z-Achsenwert wird anhand der folgenden Formel berechnet:
Z = L - 2 x Z-Abstand (L = programmierte Produktlänge)
Eine Z1-Achse und eine Z2-Achse
Wenn Sie eine Z1-Achse und eine Z2-Achse haben, müssen Sie vier Maschinenparameter
programmieren:
• Z1min;
• Z1max;
• Z2min;
• Z2max.
Zur Vermeidung von Kollisionen der Finger ist die folgende Bedingung erforderlich:
Z2min - Z1min > mechanischer Abstand
Dieser Abstand muß immer berücksichtigt werden.
V1101, 4.7
Page 98

Delem
Daher muß der Z1min-Wert und der Z2min-Wert unter Beachtung dieses Abstands
programmiert werden.
Beispiel: Wenn der mechanische Abstand zwischen den Fingern 25 mm und Z1min = 100
beträgt, müssen Sie Z2min auf 125 programmieren. Anschließend sorgt die Steuerung dafür,
daß dieser Abstand immer eingehalten wird.
Wenn Sie die Start-Taste betätigen und "Z2min - Z1min ist kleiner als der mechanische
Abstand zwischen Z1 und Z2" erscheint die Meldung "Z1 - Z2 Achsenkonflikt" im
Bildschirm. Start wird in diesem Fall nicht akzeptiert.
Im Automatik-und Handbetrieb werden die programmierten Werte für Z1 und Z2 überprüft,
um eine Kollision der Z1- und der Z2-Achse zu vermeiden.
Abb. 4.4.b
Als Standardeinstellung werden die Z1- und Z2-Achsenwerte bei Positionierung der
Blechmitte in der Maschinenmitte berechnet. Die folgenden Formeln werden verwendet:
Z1 = 0,5 (Z2max - Z1min) + Z1min - 0,5L + Z- Abstand
Z2 = 0,5 (Z2max - Z1min) + Z1min + 0,5L - Z- Abstand
Der Z-Abstandsparameter kann im Konstantenmenü des Programms gefunden werden. Er
definiert den Abstand des Blechendes zur Mitte des Z-Fingers.
Wenn Sie eine andere Maschinenposition verwenden möchten, können Sie den Z1Achsenwert programmieren. Der entsprechende Z2-Achsenwert wird berechnet, wenn Sie den
Cursor zum Z2-Achsenparameter zum Menü Datenvorbereitung oder Datenedition bewegen.
In diesem Fall wird die folgende Formel verwendet:
Z2 = Z1 + L - 2x Z-Abstand
Beispiel
Die folgenden Parameter wurden programmiert.
• Z1min = 0
• Z1max = 3000
• Z2min = 200
• Z2max = 3200
• Z-Abstand = 10 mm
• Produktlänge = 1000 mm
In Abbildung 4.4c finden Sie die berechneten Werte für die Standardsituation und die
Situation mit einer programmierten Z1-Position.
V1101, 4.8
Page 99

Delem
Abb. 4.4.c
Wenn sich die Z1- und die Z2-Achsen in die gleiche Richtung bewegen müssen, kann es zu
einer Kollision kommen, wenn die Geschwindigkeit beider Achsen nicht genau identisch
eingestellt worden ist. Sie können dieses Problem vermeiden, indem Sie den Anfang der
Bewegung einer der Achsen verzögern. Welche der Achsen verzögert wird, hängt von der
Bewegungsrichtung ab. Die Verzögerungszeit beträgt 500 ms.
4.5. Eine zweite X-Achse
Eine zweite X-Achse wird X2-Achse genannt. Die "Textnummer" einer X2-Achse lautet 15.
Wenn Sie eine X2-Achse zugeschaltet haben, wird der programmierte Wert der X-Achse
(oder der X1-Achse; dieser ist mit dem Maschinenparameter X/X1 wählen programmierbar)
automatisch zur X2-Achse kopiert. In der Datenedition wird der X-Achsenwert aktiviert,
sobald sich der Cursor auf der X2-Achse befindet.
Die programmierten Werte für die X-Öffnung (Rückzug) und den X-Kode werden ebenfalls
für die X2-Achse aktiviert. Im Automatikbetrieb und Schritt-für-Schritt-Betrieb können Sie
Korrekturen für die X-Achse und die X2-Achse programmieren.
Wenn eine zweite X-Achse verwendet wird, müssen mehrere X2-spezifische Parameter
programmiert werden. Diese Parameter werden verwendet, um die installierte
Hinteranschlagkonstruktion zu beschreiben. Sie werden in diesem Abschnitt näher erläutert.
V1101, 4.9
Page 100

Delem
Parameter: XX
X2 relativ zu X (1=ein, 0=aus)
Bereich :0 - 1
Default :0
Einheit :-
Funktion
Um anzugeben, ob eine spezielle X2-Achse installiert worden ist oder nicht, und ob deren
Bewegung im Verhältnis zur Bewegung der X-Achse steht.
Beschreibung
Dieser Parameter muss auf "1" eingestellt werden, wenn ein spezieller Hinteranschlag
installiert ist. Mit diesem System wird der Hinteranschlagfinger der X-Achse an einer
Oberwange fixiert und die X2-Konstruktion wird ebenfalls an der gleichen Oberwange
montiert.
Abb. 4.5.a
Eine solche Achse muss wie folgt konfiguriert werden:
• Der Parameter "X2 im Verhältnis zu X" muss auf 1 eingestellt werden.
• Der Parameter "Hinteranschlagtyp" muss auf 0 eingestellt werden (=Konsole).
• Der Parameter "Dezimalstellenposition" muss dem für die X-Achse entsprechen.
• Die Mindest- und Höchstwerte müssen gemäß dem mechanischen Bereich des X2-
Hinteranschlags festgesetzt werden.
• Die Referenzposition muss so eingestellt werden, dass ihre Null-Position der Position der
X1-Achse entspricht.
Im Benutzerbetrieb wird der X2-Wert für den Benutzer umgesetzt. Wenn X1 und X2 gleich
programmiert wurden, weisen die beiden Finger die gleiche Hinteranschlagposition auf.
V1101, 4.10
 Loading...
Loading...