

delem DA-58 Operation Manual
- 1 -
DA-58
Operation Manual
of version VA.12 GB
Note : VA.14 version include VA12 Version plus KO Tables permiting
selection of IT or ST machines.
April 1990
DA580MGB.WP
2
DA-series Press Brake Controllers
Description of Machine Parameters of DA-controllers.
Limited warranty
1. The DA-control has no safety provisions with respect to
operator or machine.
Application of the DA-control is totally for the responsibility of the customer. Safety measures must be taken
outside the DA-control in order to guarantee a machine
operator a safe operation, also in case of any mal-
functioning of the DA-control.
Delem can not be held responsible for eventual damages,
caused directly or indirectly by the DA-control in normal
operation or even when it fails to function according to its
specifications.
2. Delem provides the manual "as is" without warranty of any
kind, either expressed or implied; including but not limited
to the particular purpose. Delem may make improvements
and/or changes in the product(s) and or program(s) described
in the manual at any time.
This manual could include the technical inaccuracies or
typographical errors. Changes are periodically made in its
information. These changes will be incorporated in new
editions of the publication.
Requests for copies of this product and for technical
information about the products can be made to Delem
employees authorised to give this information.
CAUTION:
The product, as described, is equipped with a grounded
plug for the safety of the user.
It is to be used in conjunction with a properly
grounded receptacle to avoid electrical shock.

- 3 -
DA-58 OPERATION MANUAL
Contents paqe
1.
1.1.
1.2. Front panel 6
2.
2.1.
2.2.
2.2.1. Control keys 14
2 . 2 . 2 .
2.2.3. Precision selection (S2) 17
2.2.4.
2.2.5. Product data (S3) 21
2.2.6. Assignments (S4)
2.2.7. Bend sequence (S5)
OPERATION OVERVIEW
Operation modes
PROGRAMMING MODE
Graphical programming 10
Product drawing/Product edit 11
Delete of an angle/line or insertion of an 17
angle (S1)
Big radius (Bumping)
Parameter explication (page 1.5/2.5) 22
Parameter explication (page 1.6/2.6) 23
Parameter explication (page 1.7/2.7) 26
Parameter explication (page 1.8/2.8) 27
Parameter explication (page 1.9/2.9) 28
Restoring a bend sequence 33
Minimum X-axis dimension 33
Machine/tool selection
Turn indication 35
Production time
Screen data
function keys
Bend sequence computation (S4) 37
Store (S5) 38
5
5
8
19
21
30
34
35
36
36
2.3.
2.3.1. Parameters explication (page 3.1/4.1) 41
2.3.2. Bending programming 43
2.4.
2.5.
2.5.1. Specific Punch Data 55
Data preparation/Data edit
Parameter explication (page 3.2/4.2) 44
Parameter explication (page 3.3/4.3) 45
List of bendings of the prepared program
(page 3.6/4.6) 48
Ending data preparation/data editing
(page 3.5/4.5) 49
Special edit function 50
Edit notes 50
Product selection
Programmming of punches
39
51
53

- 4 -
2.6.
2.6.1. Specific die data
2.7.
2.8.
2.8.1. Separate tool floppy
2.9. Program constants 63
2.9.1. Serial Interface Specifications
3.
3.1.
3.2.
4.
5. EPROM CHANGE
Programming of bottom dies
Machine upperside and underside
Product and Tool Back-up
MANUAL MODE
Manual operation of the axes
Teach in
AUTOMATIC/STEP BY STEP - MODE
57
58
60
61
62
65
67
69
70
71
73

1. OPERATION OVERVIEW
1.1. Operation modes
The DA-58 has the 4 following modes:
Manual mode
Programming mode
Automatic mode
5
Step by step mode
Each of these modes is selected with these frontpanel
pushbuttons. The selected mode will be indicated with a LED
indication in the pushbutton.
Manual mode:
In this mode it is possible to program all
parameters of just one bending. After pushing
the start button all parameters are active
and the X-axis will go into position.
It is also possible to move the axes manually.
Programming mode:
In this mode bend programs can be made or
edited and also be written or read to or from
the floppy disc, the external memory facility.
Automatic mode:
The selected program can be executed
automatically.
Step by step mode:
The selected program can be executed bend
by bend.
1.2. Frontpanel
- 6 -
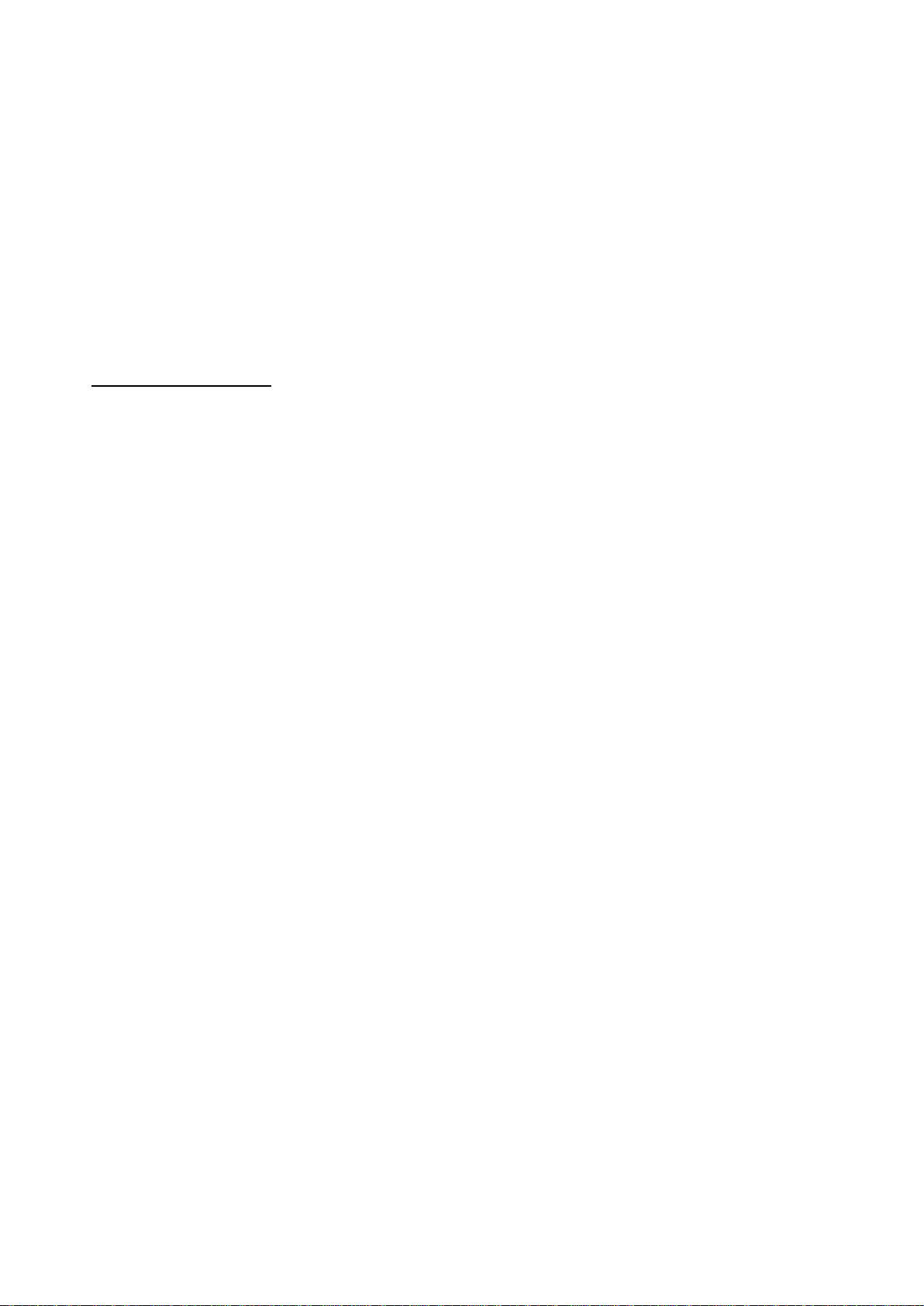
The pushbutton functions besides the 4 operation mode
buttons:
0 through 9 Numerical keys
Decimal point
Sign
"Teach in" key
Help key
End of menu program
Clear , Clearance of the input data field
in the left lower corner on the VDU
"Enter key"
Data entering is always closed with enter-key
Cursor "up" movement
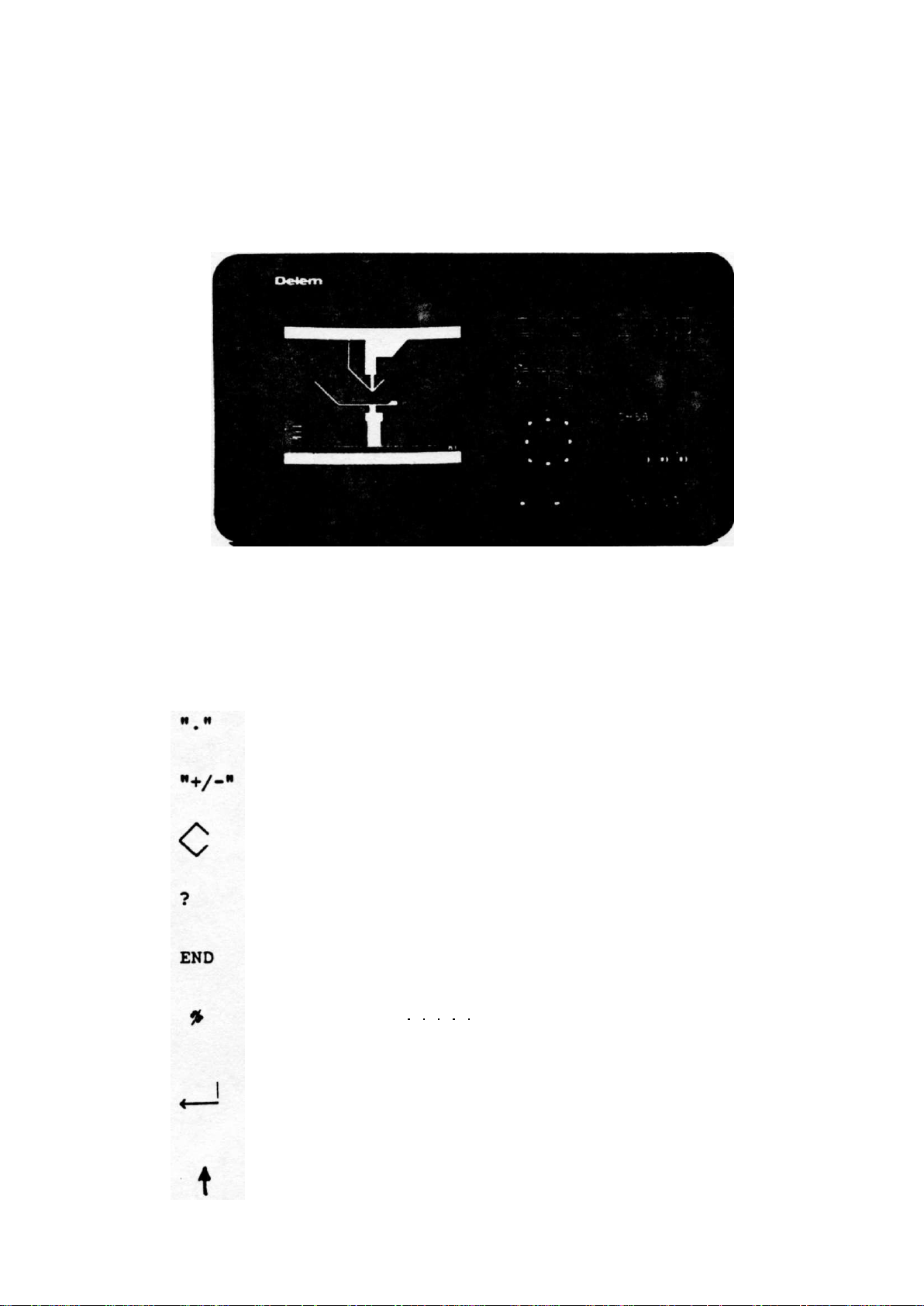
7 -
Cursor "down" movement
Previous bend selection
Next bend selection
"Soft keys"
The function of these keys is stated at the
bottom side of the VDU
Stop button
Start button
Manual control auxiliary axis
Manual control Y-axis
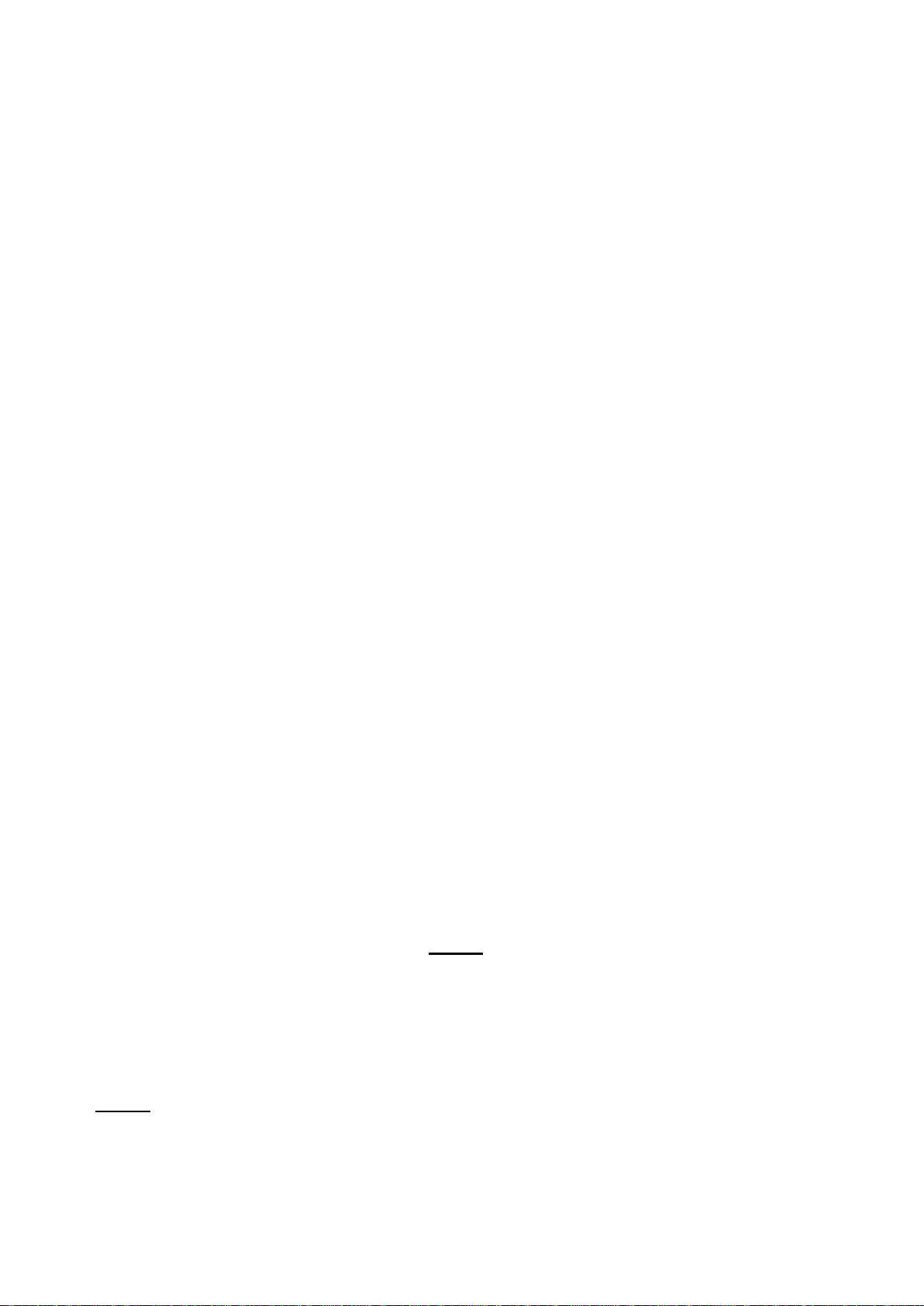
2. PROGRAMMING MODE
- 8 -
With the
key the programming mode is selected.
Fig. 2.a
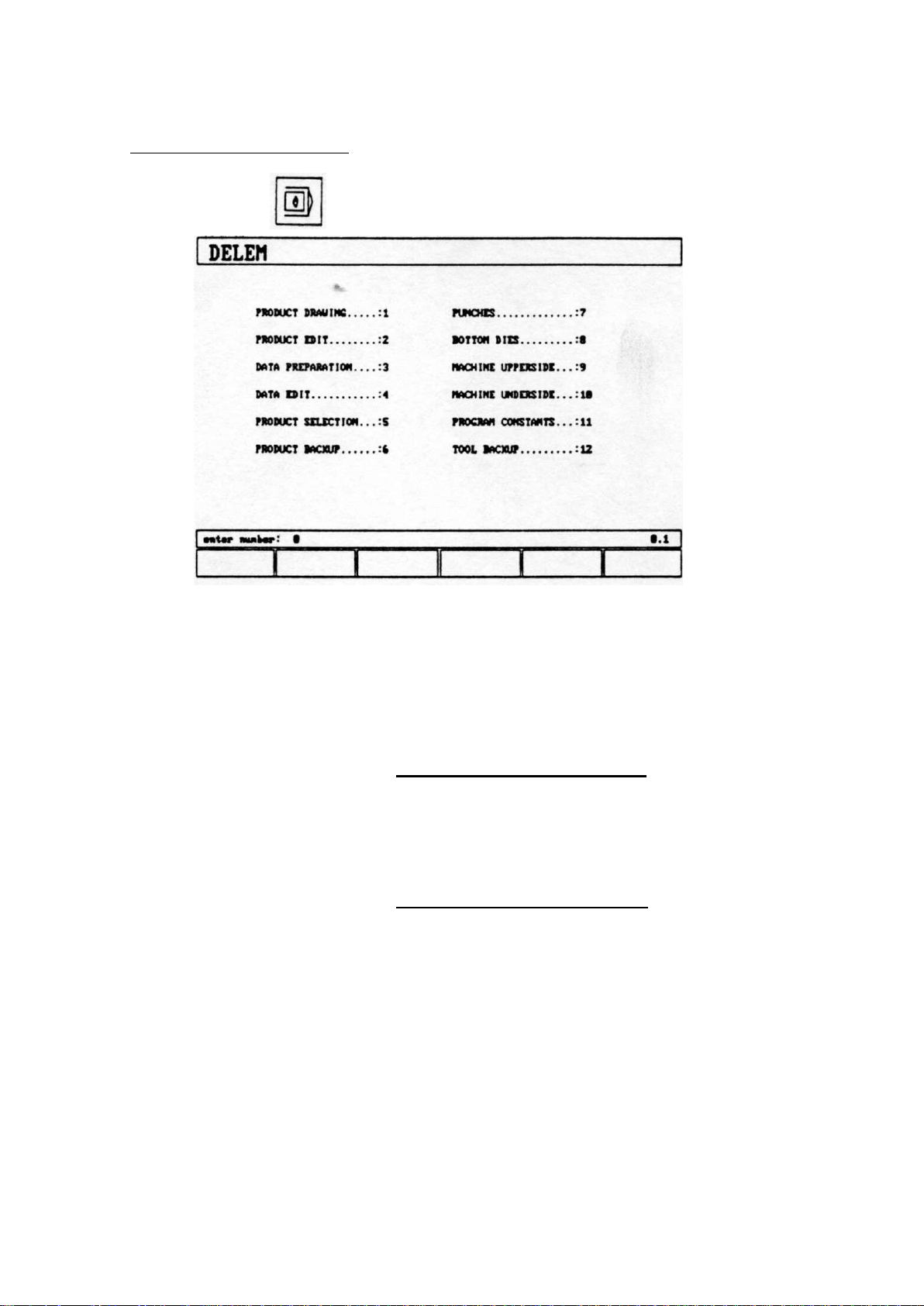
The programming possibilities are selected by entering the
The programming possibilities are selected by entering the
menu-number and pushing the enter key.
menu-number and pushing the enter key.
1 - PRODUCT DRAWING, to draw your product on the VDU-screen
and compute the bendsequence
(only with the bendcalculation option)
2 = PRODUCT EDIT, to make correction of your product and
compute the bendsequence
(only with the bendcalculation option)
3 = DATA PREPARATION, creation of a new program
4 = DATA EDIT, to edit a program
5 = PRODUCT SELECTION, to select a program out of the memory
6 = PRODUCT BACKUP, write programs to or read programs from
the floppy disc. The floppy can be put into the slot on
the rearside of the DA-58.

- 9 -
7 = PUNCHES, to program the dimensions of the uppertools
8 = BOTTOM DIES, to program the dimensions of the undertools
9 = MACHINE UPPERSIDE, to program the dimensions of the
upperside of your machine.
10= MACHINE UNDERSIDE, to program the dimensions of your
machine table
11= PROGRAM CONSTANTS, to program specific programming data
12= TOOL BACKUP, write or read tooling data and machine
shapes to or from the floppy disc.
- 10
2.1 Graphical programming
From the main menu you can select one of the programming
possibilities.
In order to design or edit a new product in Menu selection 1 or
2, the bendcalculation option (OP-BCAL) must be installed.
This option allows fast and simple programming with your DA-58.
The graphical programming option "OP-BCAL" is based upon the
"PROFILE" software.
"PROFILE" is a complete product design tool that allows you to
draw the profile of your product. "PROFILE" consists of a
machine - and tool-library which allows you fast automatic,
interactive or manual bending sequence computations with display
of possible product/tool/machine collisions and developed length.
"PROFILE" provides you to select the most optimal bending
sequence either to obtain minimum production time or manipulation
possibilities of your product.
Features of the "PROFILE" design tool are:
* Graphical design of product shapes
* Auto scaling
* Horizontal and vertical projected dimensions can be entered
* Blank length computation
* Real scale tool design
* 100 different machines memory each with 10 different upper side
shapes and 10 different under side shapes (tables)
* Changing of length and angles
* Bumping (big radius)
* Adding or deleting of angles
* Existing products can be copied, changed and be stored as a
new product
* Product time indication
* Closing dimension or highest precision tolerance selection
* Connecting programs for 3D - production
"PROFILE" bending sequence computation
* Fast automatic computation for minimum production time
* Interactive bending sequence fixation
* Manual bending sequence fixation
* Collision visualisation of product with tools and machine
* Free tool and machine shape selections
* Assignments of turn times, backgauge speed etc.
* Bending sequence simulation
* Free selection of R-axis position

- 11
Postprocessing of drawings
The postprocess facility computes:
* Fully automatic
* Machine adjustment such as: - Y-axis valve
- Decompression
- X-axis position
- X-axis retract
- Y-opening
- R-axes
- Z-axes
2.2. Product drawing / Product
With Menu selection 1 you can draw a new product.
With Menu selection 2 you can make changes in an existing
product.
After selecting 1 in the program menu you will have page 1.1 on
the VDU/screen. All input data can be found in the enter field in
the lower left corner of the screen. On this page you have to
enter first the product number and then the drawing number. This
last input can be alphanumeric and depending on which letter, you
have to press first S4 or S5.
The "±" key prompts a "/" character and the "." key prompts a "-"
character in the drawing number.
edit
Fig. 2.2.a
- 12 -
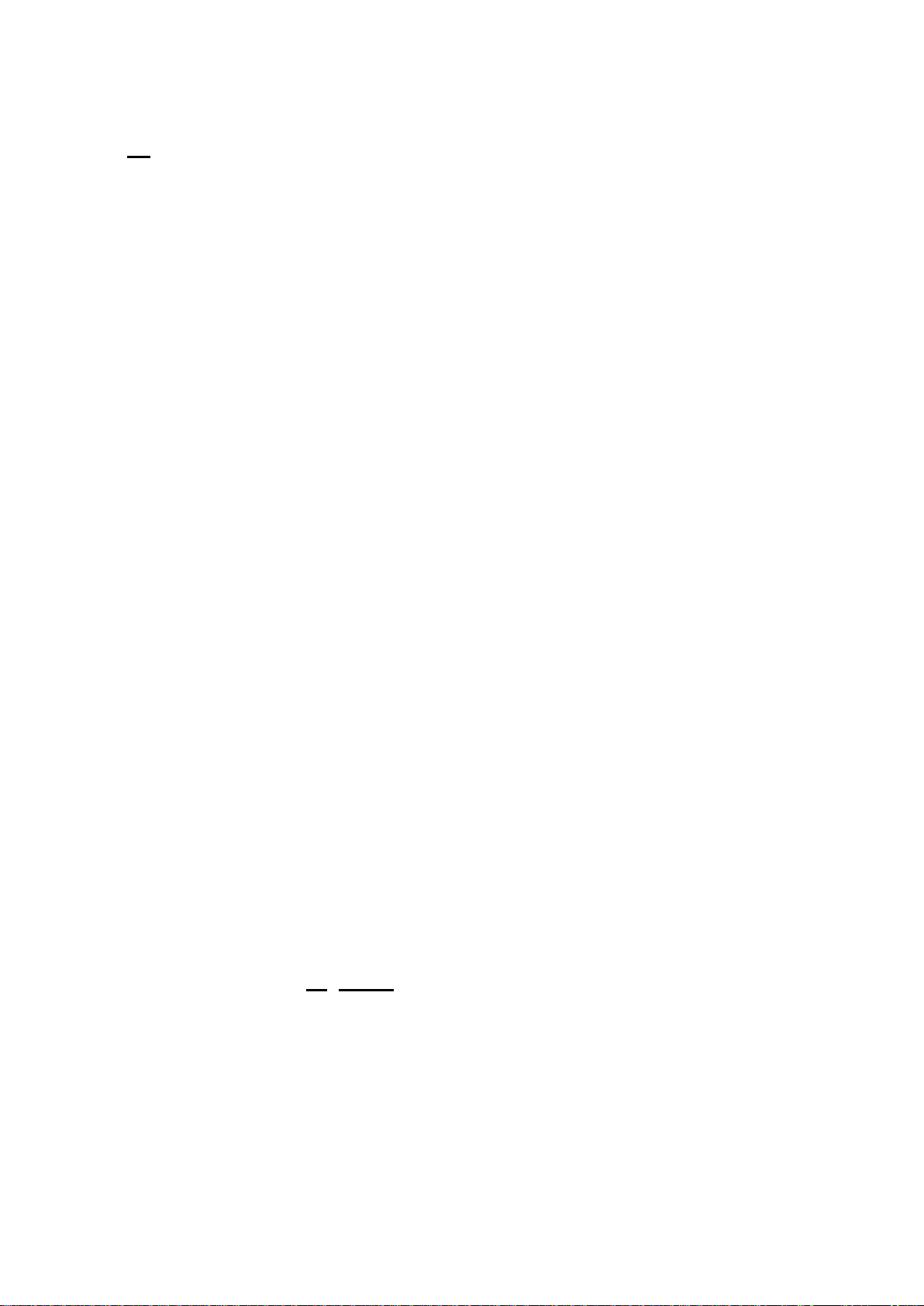
After finishing this input you will get page 1.2 on which you
have to enter specific product data. You can start drawing the
product on page 1.3.
Selecting the edit mode in the program menu, you will get page
2.3 giving the drawing of the existing product. Via softkey S2
you can go backwards to page 2.2 for changing the product data
like in page 1.2.
Fig. 2.2.b
On these pages you can program/change the thickness, kind of
material and length in the Z-dimension of your product. Every
input must be finished by pressing the enter-key.
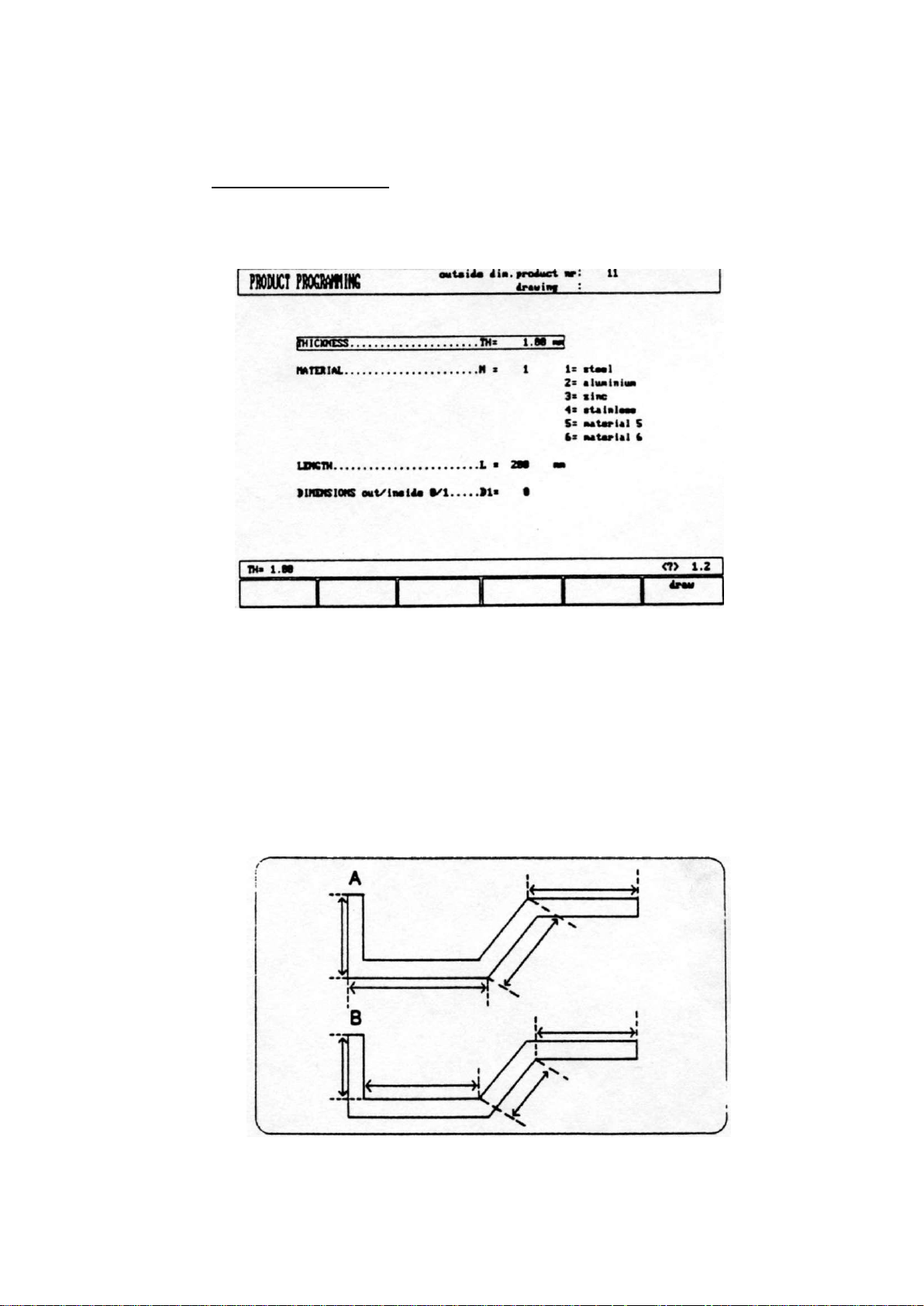
Also you must specify whether the dimensions of your drawing
will be inner or outer dimensions. The definition about inner (B)
and outer dimensions (A) is given in figure 2.2.c
Fig. 2.2.C Inner/outer dimensions
- 13 -
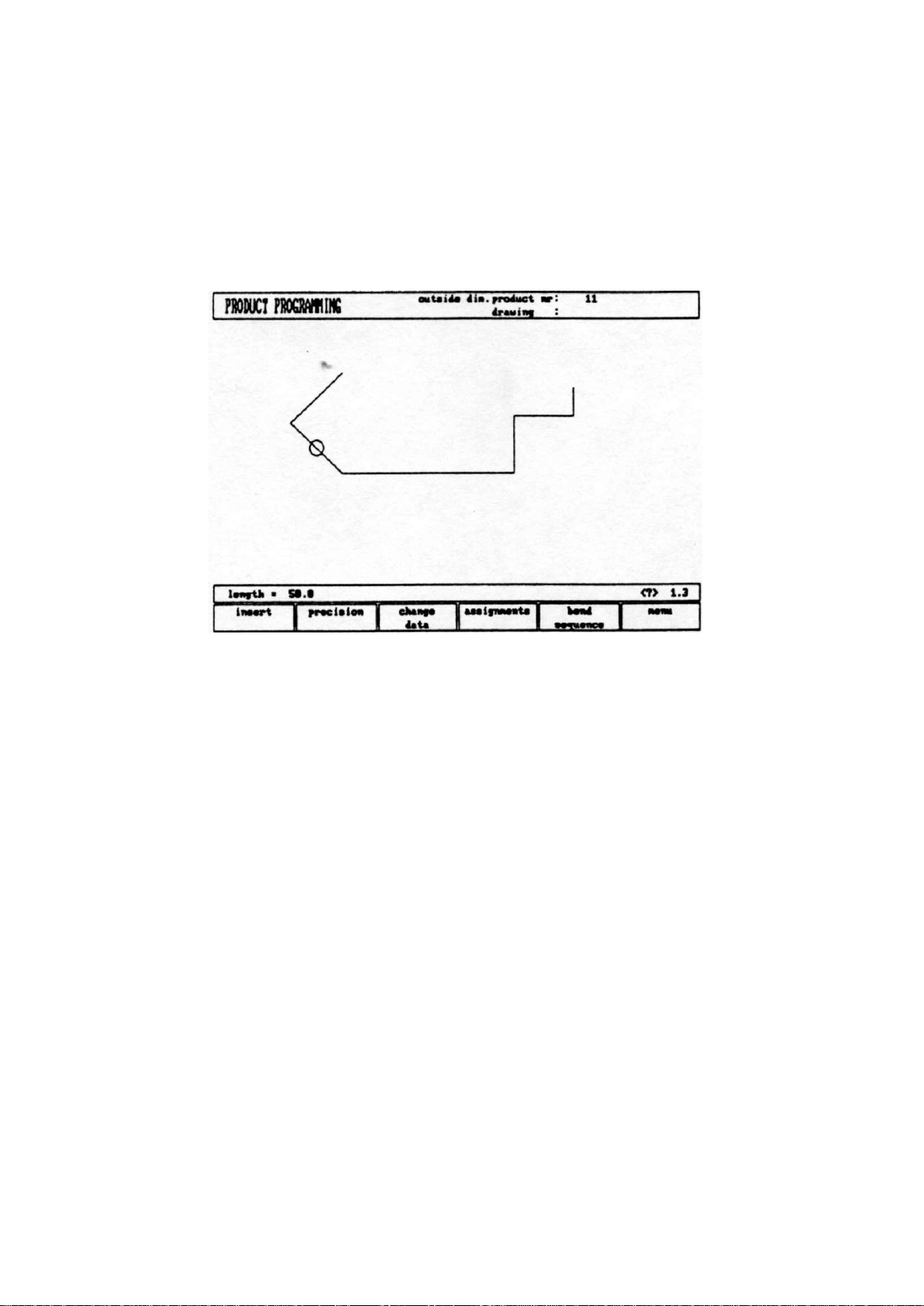
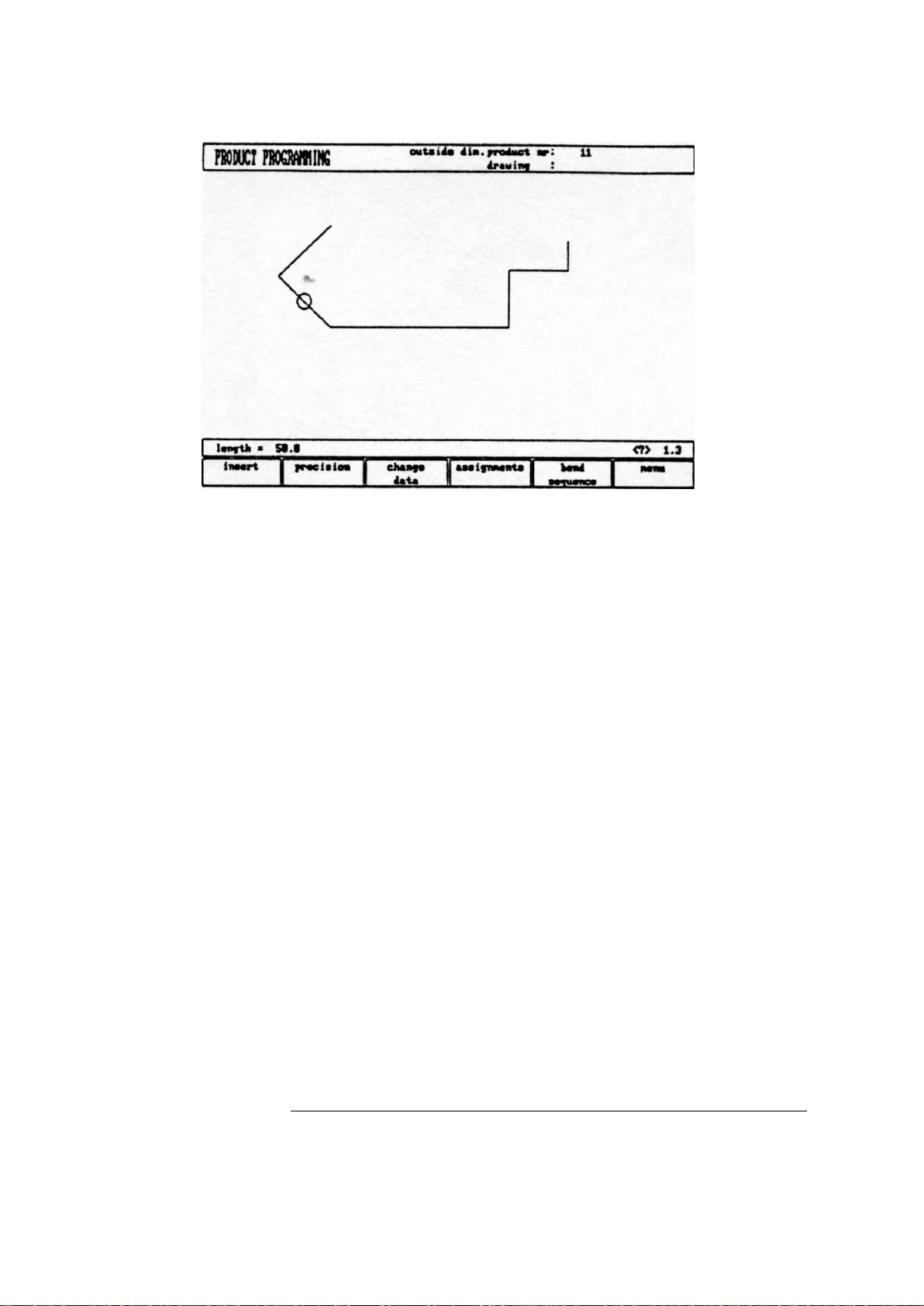
On page 1.3/2.3 you can create/change the product drawing. In the
upper information row you will find the information about product
number, drawing number and inside/outside dimensions selection.
-
Fig. 2.2.d
For creating the product drawing you have to enter the length of
a line and the angle to bend in figures or with help of the
drawing cursor for angles of multiple 45 degrees.
2.2.1. Control keys
The drawing software uses several function keys on the
front panel.
* S1 thru 6
* Drawing cursor control with:
* Horizontal projection definition of entered length
with the key.
* Vertical projection definition of entered length
with the key.
* Zoom function: Enlargement
Reducement
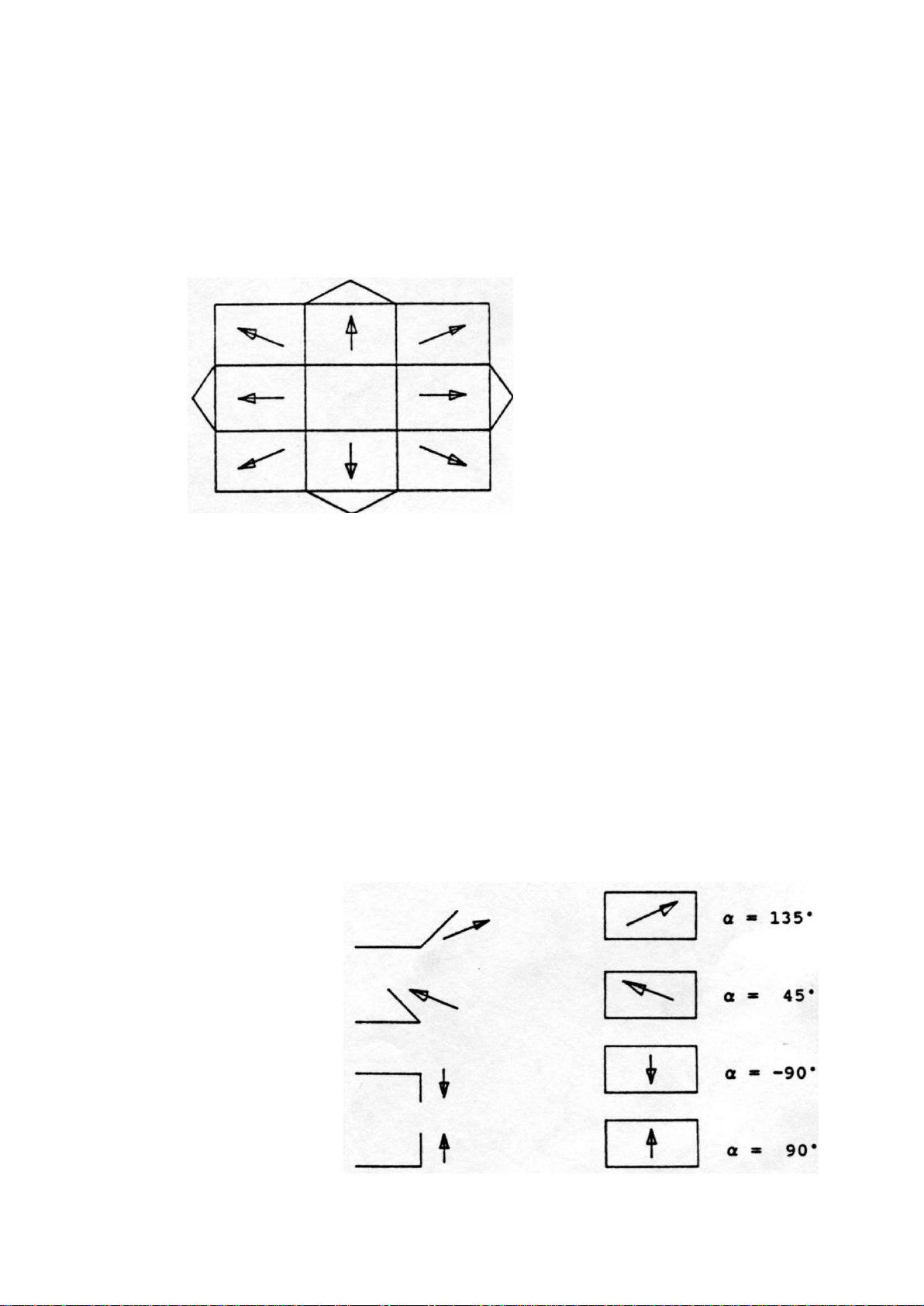
Drawing cursor control
In case you are drawing the profile of your product or
tools the cursor keys can be used to give directly multiples
45 degree angles.
e.g.:
- 15 -
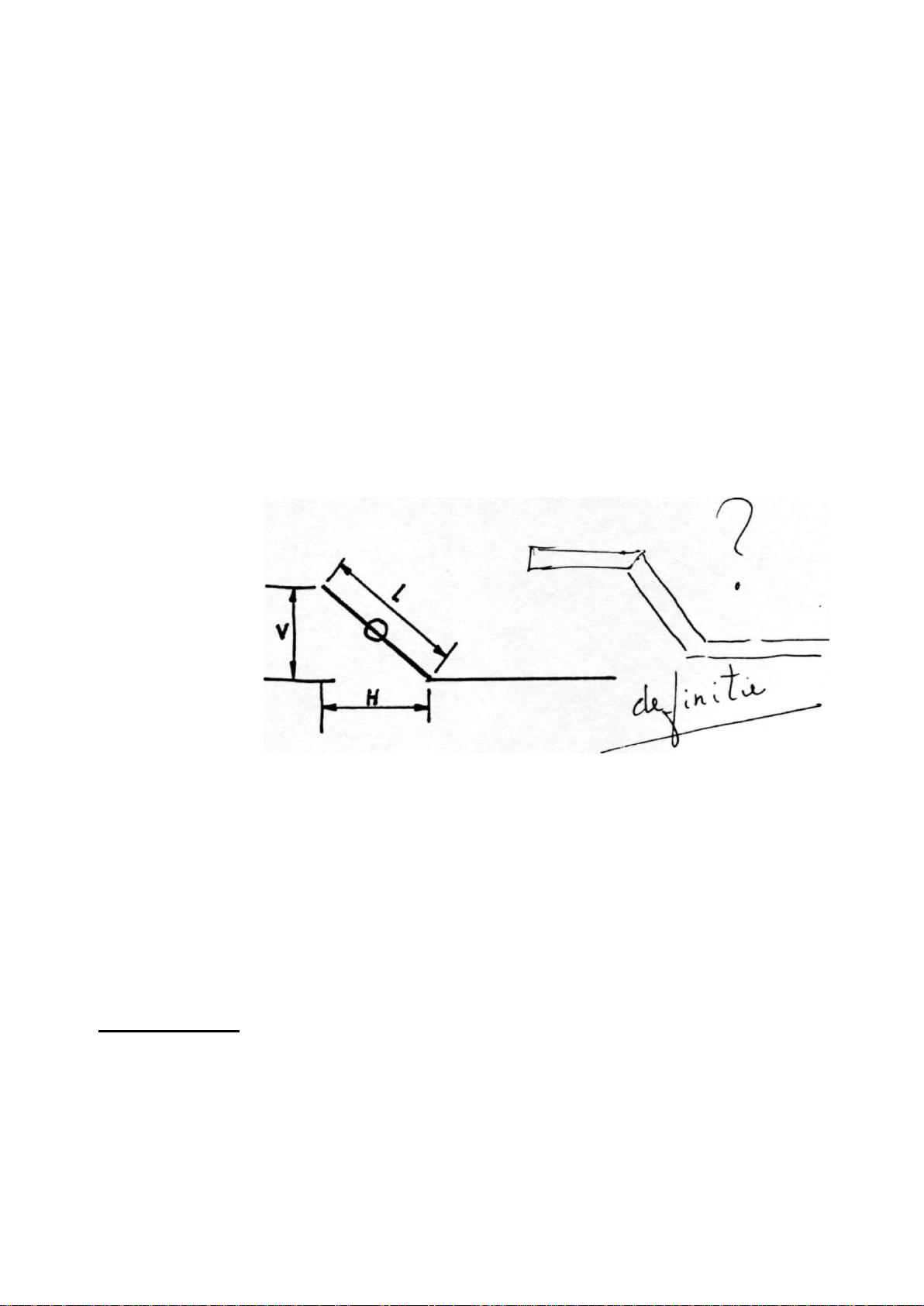
Horizontal or vertical projections
After you entered the length of the line interval you can specify
if this line interval is either the nominal length, horizontal
or vertical projection. The given length dimension in the enter
field is the line length L if the drawing cursor is in the
concerning line.
Horizontal projection with " " or » » key.
Vertical projection with " " or " " key.
Fig. 2.2.e
L is normal entered line length
V is vertical projected line length
H is horizontal projected line length
It will be noted on the screen if projection is not possible.
Zoomfunction:
The zoomfunction is only active in the simulation drawing.
- 16 -
Function keys:
paragraph
S1
82
S3 2.2.4
S4
2.2.2
2.2.3
2.2.5
Fig. 2.2.f
Delete of an angle/line or insertion of an
angle, depending on the drawing cursor
position
Precision: to define selected line segment,
with round cursor, for high precision or if
it is to be a "closing" dimension.
Chancre data:
To page with product data (page 1.2/2.2)
Assignments:
To select assignments for bending sequence
computations
S5
S6
These functions will be explained in the paragraphs as indicated
in the abovementioned overview.
2.2.6
Bend sequence program
Return to selection menu
- 17
2.2.2 Delete of an angle/line or insertion of an angle (S1)
The function of this softkey is depending on the position of the
drawing cursor.
- If the cursor is within a line segment, it is possible to
insert a new angle to bend.
- If the cursor is positioned on an angle, it is possible to
delete that angle.
- If the cursor is at an end line of the product, the line can be
deleted.
2.2.3 Precision selection (S2)
When the drawing cursor (small circle) is in a line
segment, with S2 high precision or closing dimension
can be selected.
With S2 these functions will be toggled giving 3 possibilities
(high precision - closing dimension - normal situation)
- High precision (marked green) :
At bend sequence computation the backgauge stop
position will be chosen to get the highest possible
precision of this line interval.
- Closing dimension (marked red) :
At bend sequence computation the backgauge stop
position will be chosen to get the resulting
tolerances in this line interval.
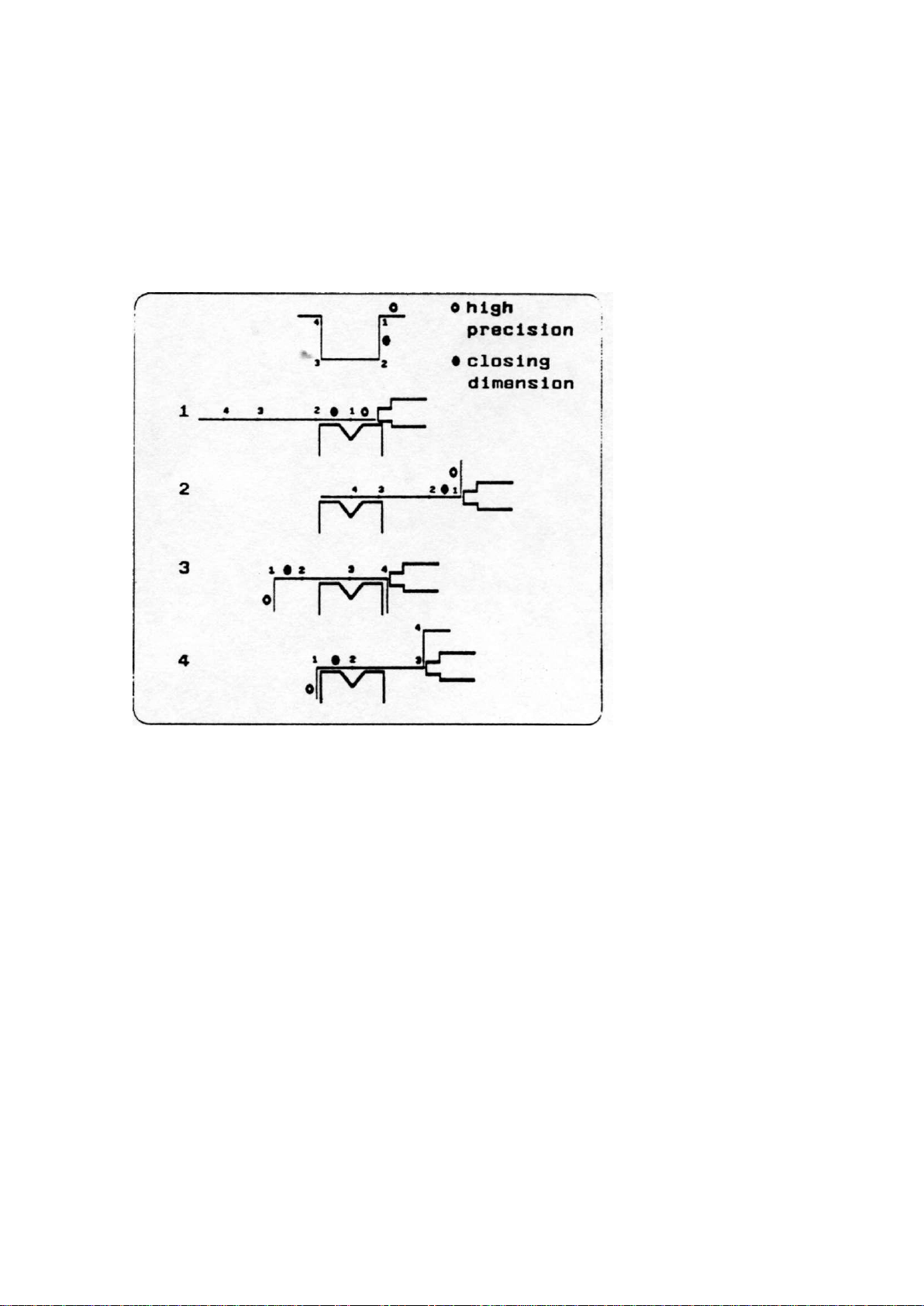
Example:
18 -
Line interval marked with the open circle is never between back
stop and the centre of the die.
Notes:
Specifying line intervals with high precision and closing
dimensions may result in longer production time.
Also it will have priority over the "front extend ratio", if that
is selected to "comply if possible".
- 19 -
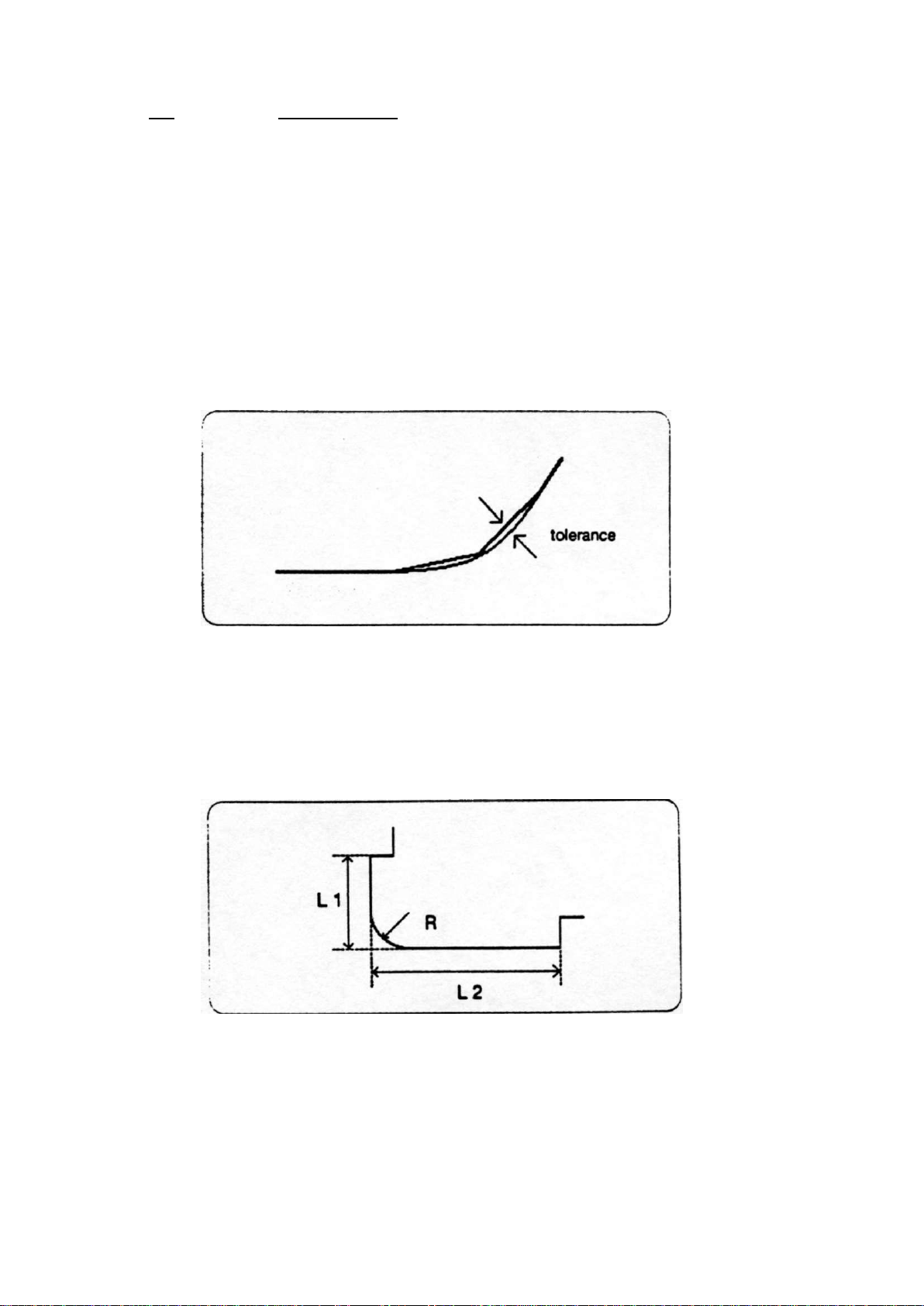
2.2.4 Big Radius (Bumping)
When the cursor is on an angle you can select a big radius by
pressing function key S2. After pressing S2 you are prompted to
program the following parameters.
radius = the desired radius in mm
tolerance = the allowed tolerance in mm
A smaller tolerance will result in more bendings necessary to
realize the radius. The V-die opening which must be used to
realize the big radius is decreasing when a smaller tolerance is
specified. For the tolerance definition see figure 2.2.4.a.
Fig. 2.2.4.a
For the definition of the line lengths to be programmed in the
part connected to a bump radius segment, see figure 2.2.4.b.
Fig. 2.2.4.b
Lengths L1 and L2 must be equal or bigger than the radius R.
After programming these parameters the radius is drawn in the
product and the maximal V-die opening which can be used is
displayed on the screen.
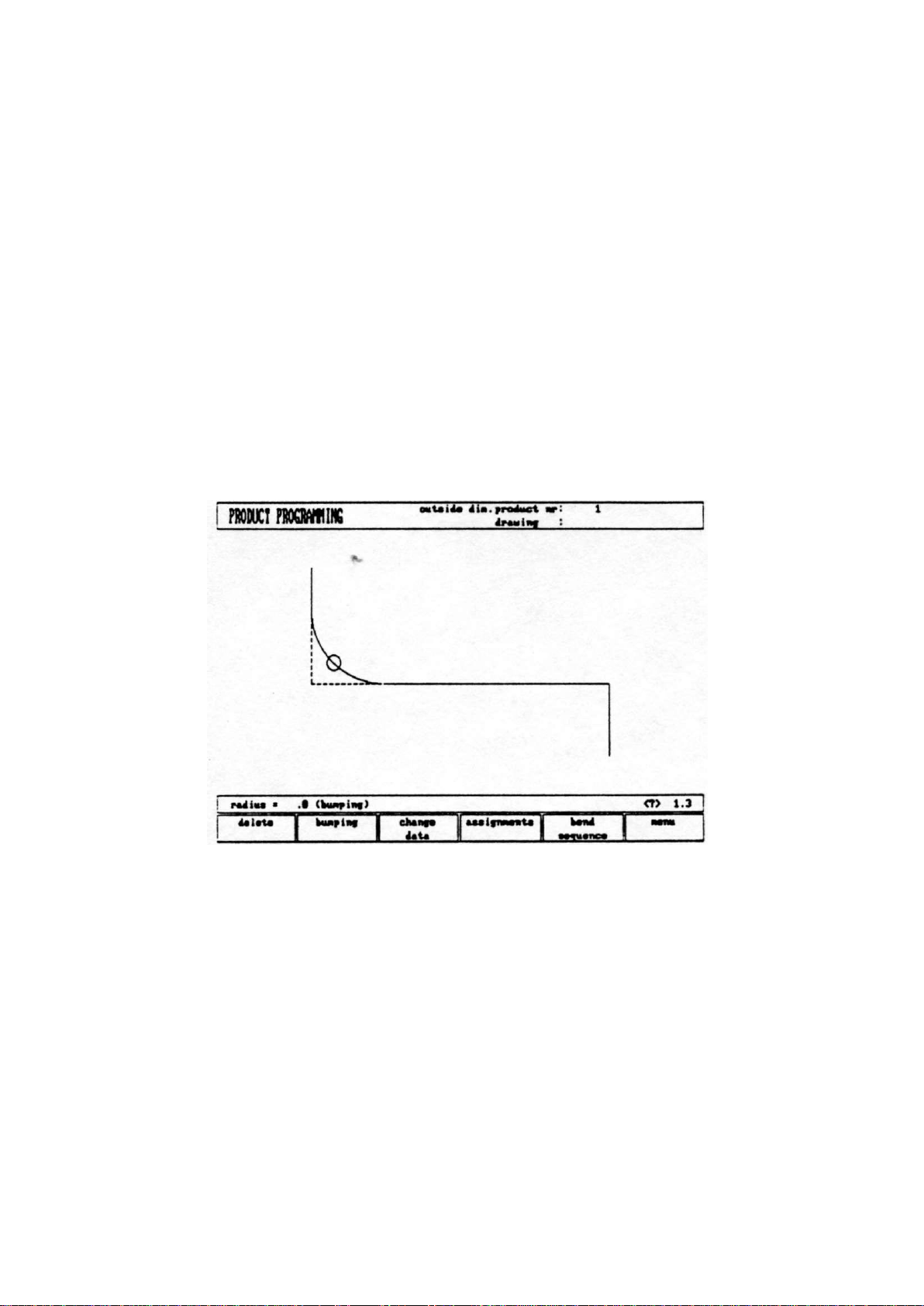
When the cursor is on a radius and S2 is pressed again the radius
will be deleted and changed back to a single angle (toggle
function). For the screen information see figure 2.2.4.C
-
20
-
Fig. 2.2.4.C
- 21 -
2.2.5 Product data (S3)
Pressing S3 results in the product data overview of page 1.2/2.2.
On that page you can return to the drawing again via softkey S6.
2.2.6 Assignments (S4)
Pressing S4 on page 1.3/2.3 results in the parameter pages
starting on page 1.5/2.5.
Automatic bend sequence computation works with several
criteria in order to find an optimum between a minimum
production time, handling possibilities without product/machine
and product/tool collision.
In order to find one of the optimums you must program several
computation parameters with which the bend sequence can be
computed.
Some of these parameters are machine related, axis speeds a.o.
and some are related to handling possibilities and turn times.
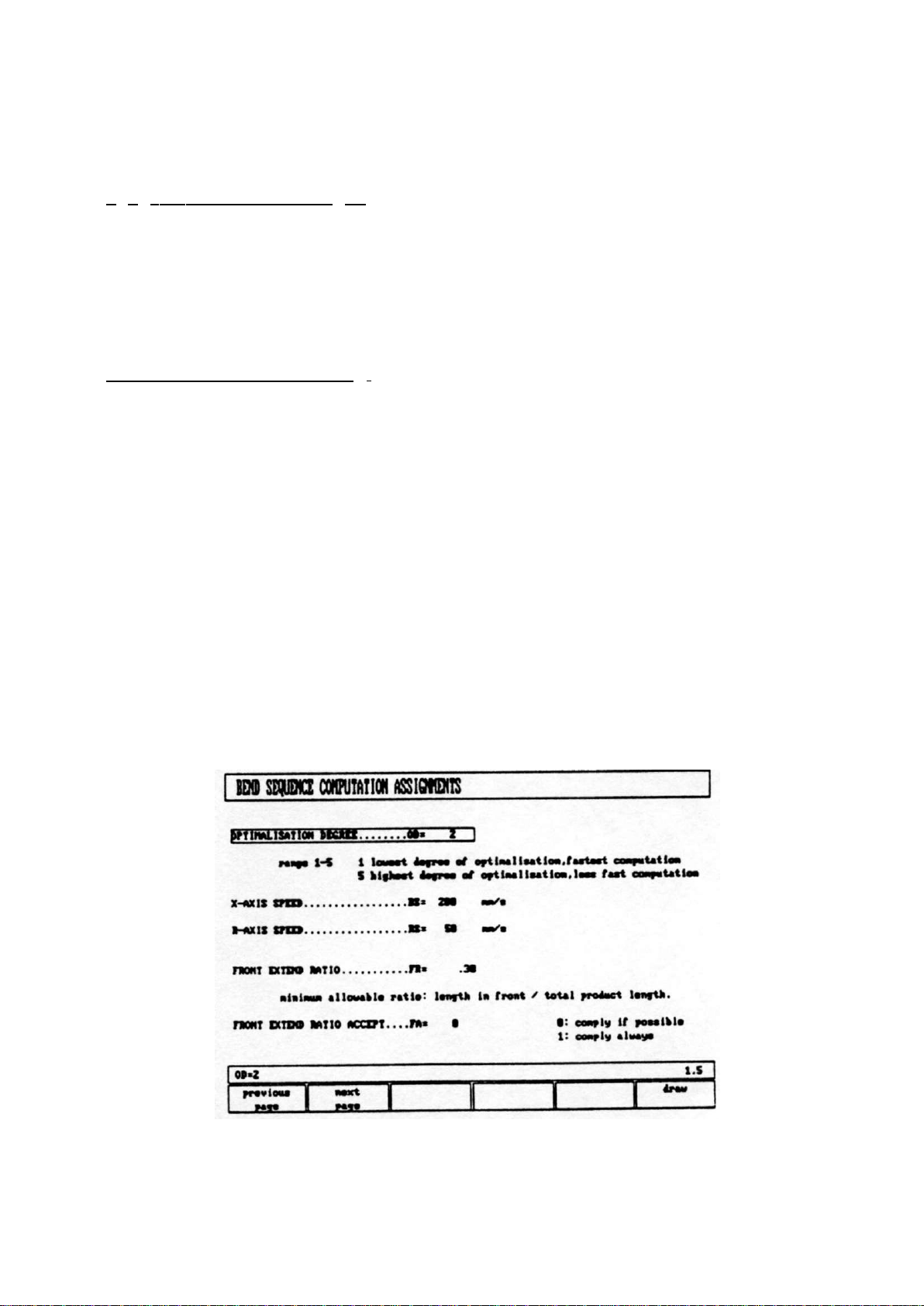
Page 1.5/2.5 gives the first page of these assignments.
Fig. 2.2.6.a
parameter explication (paqe 1.5/2.5)
OPTIMALISATION DEGREE OD=
Range 1-5
The number of alternative sequences to be computed for
each bending must be entered here.
The higher this number the more alternatives are to be
examined by the processor, so the longer the computing
time will take.
X-AXIS SPEED BS=
Speed of the backgauge of your press brake
R-AXIS SPEED RS=
Speed of the R-axis fingers
FRONT EXTEND RATIO .... FR=
This is the ratio of the minimum allowable length of your
product which extends in front of the press to the total
blank length of the product. You must have a minimum length
of your product in front of the press to be able to handle the
product. Max. possible value = .49
FRONT EXTEND RATIO ACCEPT ....FA*
- In case programmed 0 (comply if possible) :
This means that when possible the computer tries to comply
to the front extend ratio and only when this will result
in no solutions to be found it will accept that the length
in front is smaller than the specified ratio.
- In case programmed 1 (comply always) :
The computer will always comply to the front extend ratio.
This may result in no solutions to be found.
Softkey functions;
S1 = previous page
S2- next page
S6 - draw, to go back to the drawing on page 1.3/2.3
 Loading...
Loading...