

Page 1

Delem
DA-51 / DM-51
Bedienungsanleitung
Version V4 D
Manual version V0604, I
Page 2

Delem
VORWORT
Dieses Handbuch beschreibt den Betrieb der Delem-Steuerungen vom Typ DA-51 und DM-51
und ist für Bediener bestimmt, die für den sachgemäßen Betrieb der gesamten Maschine geschult
werden.
Nur befugte Personen sollten in der Lage sein, neue Programme zu erzeugen oder bestehende
Programme zu verändern.
Aus diesem Grund verfügt die Steuerung über einen Schlüsselschalter, um eine unerwünschte
Programmierung zu verhindern. Wenn sich der Schlüsselschalter in der Off-Stellung befindet,
kann der Bediener ein gewähltes Programm ausführen, aber die Parameter nicht in falsche,
unerwünschte Werte umändern.
II
Page 3

Delem
INHALTSVERZEICHNIS
SEITE
1. Betriebsübersicht und allgemeine Einleitung..................................................................1.1
1.1. Betriebsarten.................................................................................................................1.1
1.2. Programmierbetriebe....................................................................................................1.2
1.3. Frontplatte ....................................................................................................................1.3
1.4. Softwareversionen........................................................................................................1.4
1.4.1. Versionsnummer ..................................................................................................1.4
1.4.2. EPROM-Austausch ..............................................................................................1.4
1.5. Begrenzte Garantie.......................................................................................................1.5
2. Automatik-Betrieb .............................................................................................................2.1
2.1. Programmauswahl........................................................................................................2.1
2.2. Programmerzeugung ....................................................................................................2.3
2.3. Werkzeugkartei ..........................................................................................................2.11
2.4. Allgemeine Parameter................................................................................................2.15
3. Handbetrieb ........................................................................................................................3.1
3.1. Einleitung .....................................................................................................................3.1
3.2. Manuelle Bedienung der Achsen .................................................................................3.4
4. Probebiegebetrieb...............................................................................................................4.1
4.1. Probebiegung im Automatikbetrieb oder Handbetrieb ................................................4.1
Manual version V0604, III
Page 4

Delem
ABSICHTLICH
BLANKO
IV
Page 5

Delem
1. Betriebsübersicht und allgemeine Einleitung
1.1. Betriebsarten
Die Steuerung hat drei Betriebsfunktionen:
Handbetrieb
Bei dieser Betriebsart ist es möglich, alle Parameter einer einzigen Biegung zu
programmieren und abzufahren. Nachdem die Starttaste gedrückt wurde, werden
alle Parameter aktiv und die X-Achse sowie die Hilfsachsen werden gestartet.
Automatikbetrieb
Das gewählte Programm kann automatisch ausgeführt werden, daß heißt es kann
mehr als ein Programmschritt abgefahren werden.
Probebiegebetrieb
Bei dieser Betriebsart können Sie Probebiegungen Ihres Produktes ausführen,
indem Sie die Achsen manuell mit dem Handrad bewegen.
Sie können den Pressbalken sogar bei vollem Druck bewegen. Der
Probebiegebetrieb kann nur in Kombination mit Hand- oder Automatikbetrieb
gewählt werden. Bei der Probebiegung können Sie die Parameter wie Materialtyp,
Werkzeuge usw. nicht programmieren, aber die Parameter bei der manuellen
Biegung testen.
Sie wählen diese Betriebsarten mit Hilfe der Drucktasten auf der Vorderseite. Die gewählte
Betriebsart wird durch ein leuchtendes LED in der Drucktaste angezeigt.
V0604, 1.1
Page 6
Delem
1.2. Programmierbetriebe
Die Steuerung verfügt über nachstehende Programmierbetriebe:
Allgemeine Parameter
In diesem Programmierbetrieb können Sie die allgemein erforderlichen
Parameter, wie Materialkonstanten, Blechstärke, Klemmkorrektur, Zoll/mmwählen. (Siehe Par. 2.4.)
Werkzeugkartei
Bei diesem Programmierbetrieb verfügen Sie über 10 Werkzeuge mit drei
Sie können eine der drei Programmierbetriebsarten im Handbetrieb oder im Automatikbetrieb
auswählen, wenn die Steuerung sich im 'Stop'-Status befindet. Das Symbol für die Betriebsart in
der rechten oberen Ecke des Bildschirms zeigt die zur Zeit aktive Programmierbetriebsart an. Im
Probebiegebetrieb sind die Programmierbetriebsarten nicht aktiv.
verschiedenen Stempelformen und sieben verschiedenen Matrizenformen. Die
zu programmierenden Werkzeugmaße sind die Hauptdaten, die für die
Teilprogramme erforder-lich sind.
Programmparameter
Bei diesem Programmierbetrieb können Sie die erforderlichen Werte Ihres
Teilprogrammes eingeben, wie z.B.Winkelwerte, benutzte Werkzeuge,
Hinteranschlagsposition usw.
V0604, 1.2
Page 7
Delem
1.3. Frontplatte
Das Design Ihrer Steuerung kann hiervon geringfügig abweichen. Die Drucktastenfunktionen
außer der 3 Betriebsfunktionen lauten:
Tastatur
ProgrammnummerWahltaste
Vorzeichen
löschen..., das
Eingabedatenfeld in der
linken unteren Ecke am
Bildschirm wird
gelöscht.
Dezimalpunkt
Numerische Tasten (0-9)
Eingabe-Taste,
Dateneingabe wird immer mit
der Eingabetaste
abgeschlossen.
Handbedienung aller Achsen (Y-Achse und der Hintenan-schlagachse).
Soft-Tasten:
Vorherige
Seite /
Vorherige
Biegung
Cursorsteurtastatur
Nächste
Seite/
nächste
Biegung
Allgemeine
Parameter
Werkzeug
kartei
Programm
parameter
Stopp-Taste Start-Taste
V0604, 1.3
Page 8

Delem
1.4. Softwareversionen
1.4.1. Versionsnummer
Sie können die aktuelle Programmversion der Steuerung aufrufen, indem Sie die 'N'-Taste in der
Betriebsart für die allgemeinen Programmkonstanten betätigen.
Beispiel einer Versionsnummer: V2.2
V ist die Abkürzung von Version
Die erste 2 ist die Versionsnummer
Die zweite 2 ist die Stufennummer.
Die Versionsnummer verändert sich (inkremental) bei einer Programmerweiterung. Die
Stufennummer verändert sich (inkremental) bei Programmkorrekturen und geringfügigen
Anpassungen.
Der Zugangskode ermöglicht es, alle Maschinenparameterwerte einzustellen. Nur befugte
Personen dürfen den Zugangskode benutzen, um die Parameter zu verändern.
1.4.2. EPROM-Austausch
Der Austausch der EPROMS erfolgt bei jeder Aktualisierung der Programmversionsnummer der
Steuerung. Der Speicher der Steuerung wird automatisch neu initialisiert. Die einzigen
Einstellungen, die dabei verloren gehen, sind:
Die Daten des Handbetriebs.
Kein aktives Produkt mehr.
Alle übrigen Parameter, Programmkonstanten und Produkte sind noch unverändert vorhanden.
V0604, 1.4
Page 9

Delem
1.5. Begrenzte Garantie
1. Die Steuerung bietet keine Sicherheitsgewährleistung gegenüber dem Bedienungspersonal
sowie der Maschine.Sicherheitsvorkehrungen müssen außerhalb der Steuerung getroffen werden,
um dem Personal eine sichere Bedienung zu garantieren; dies gilt auch für den Fall einer
eventuellen schlecht funktionierenden Steuerung. DELEM kann für eventuelle Schäden, die sich
direkt oder indirekt auf die Steuerung beziehen während normaler Tätigkeit oder sogar wenn die
Bedienung nicht gemäß Spezifikation verläuft, nicht verantwortlich gemacht werden.
2. DELEM stellt die Bedienungsanleitung 'wie sie ist' ohne irgend eine Garantie, die weder zum
Ausdruck gebracht noch stillschweigend angenommen wird, zur Verfügung; einschließlich aber
nicht beschränkt auf die Zusicherung des Verkäufers, daß dieses Produkt für seinen
gewöhnlichen Verwendungszweck tauglich ist. DELEM hat jederzeit das Recht Verbessungen
und/oder Änderungen an dem (n) Produkt (en) und oder Programmen), die in der
Bedienungsanleitung beschrieben werden, zuzufügen.
Diese Bedienungsanleitung könnte technische Ungenauigkeiten oder Tippfehler enthalten. Es
werden hierfür von Zeit zu Zeit Änderungen angebracht. Diese Änderungen werden in die neuen
Ausgaben übertragen.
Auf Anfrage können Sie Kopien und technische Information bei DELEM-Mitarbeitern erhalten,
die die Erlaubnis haben, diese Informationen zu erteilen.
WARNUNG:
Das umschriebene Produkt ist mit einem geerdeten Stecker für die Sicherheit des Anwenders
ausgestattet. Es muß mit einem vollwertigen Erdanschluß in Verbindung stehen, um einen
Elektroschock zu vermeiden.
V0604, 1.5
Page 10

Delem
ABSICHTLICH
BLANKO
V0604, 1.6
Page 11
Delem
2. Automatik-Betrieb
2.1. Programmauswahl
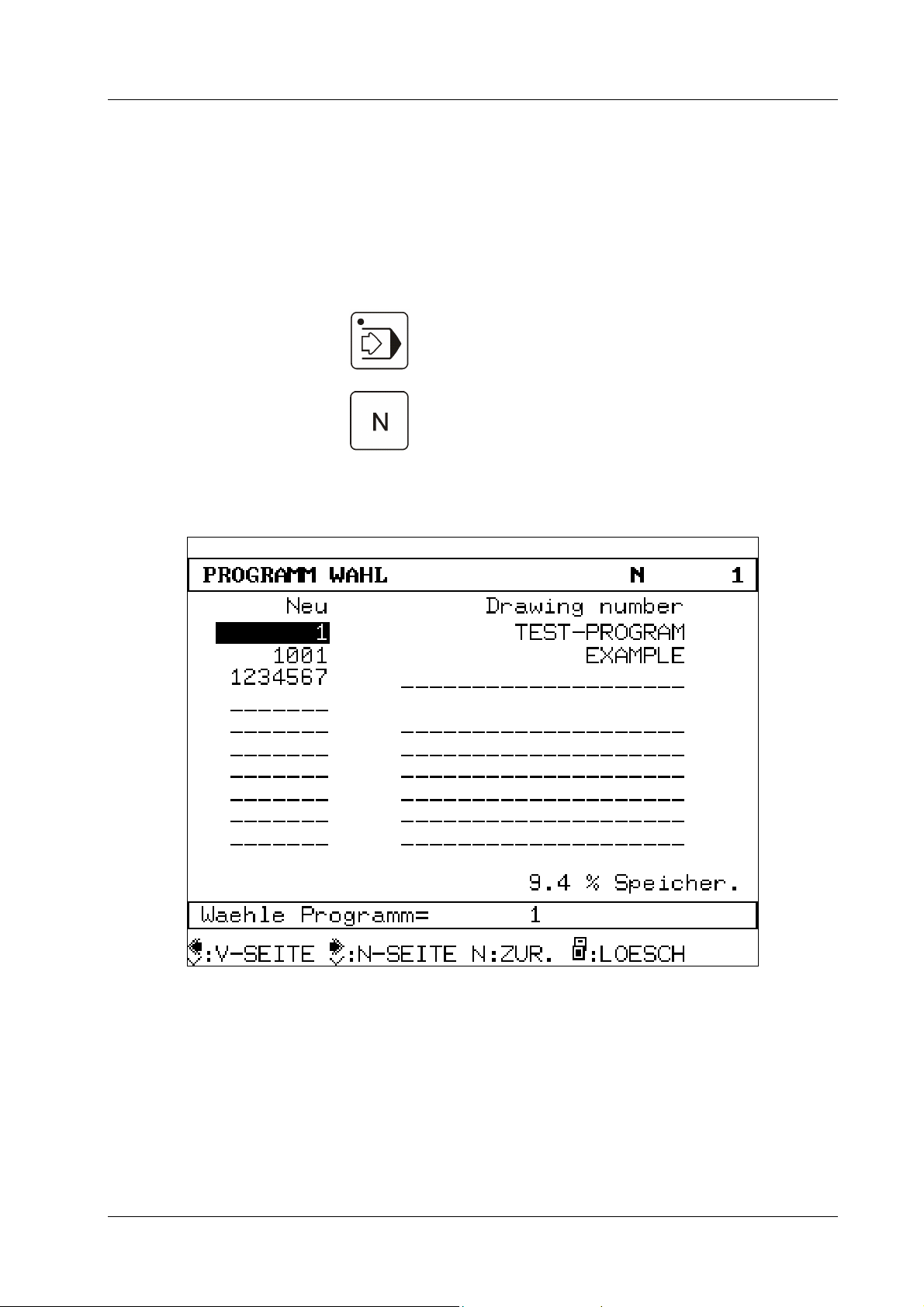
Wahl des Programmkartei-Schirms
Drücken Sie die Taste
Drücken Sie die -Taste
Der Schirm Programmkartei erscheint. Am unteren Rand des Schirms werden die
Funktionstasten angezeigt (Abb. 2.1.a).
Abbildung 2.1.a
Beschreibung des 'Programmkartei'-Schirms
Der Programmkartei-Schirm bietet eine Übersicht über die im Speicher vorhandenen
Programme. Dieses Menü umfaßt zwei Optionen, und zwar die Möglichkeit zur Erzeugung eines
neuen Biegeprogramms und eine Möglichkeit zur Wahl eines bestehenden Programms. Beide
Optionen machen von den gleichen Möglichkeiten der Steuerung Gebrauch. Daher wird im
V0604, 2.1
Page 12
Delem
folgenden nur die Struktur für die Erzeugung eines neuen Programms erklärt (siehe Abschnitt
2.2).
Erläuterung der Funktionstasten
vorherige Seite
Vorherige Seite der Programmliste.
nächste Seite
Nächste Seite der Programmliste.
N
Zurück. Umschaltung zwischen Programmliste und aktivem Programm.
Programmparameter
Wahl oder Löschen Programmfunktion (Umschaltung).
Erläuterung zusätzlicher Tasten
Für die Cursor-Bewegung nach oben (von Programm 1 zu einem neuen
Programm).
Für die Cursor-Bewegung nach unten (von Programm 1 zu Programm 2).
V0604, 2.2
Page 13

Delem
2.2. Programmerzeugung
Erzeugt ein neues Programm im 'Programmauswahl'-Schirm
Um ein neues Programm zu erzeugen, bewegen Sie den Cursor auf 'NEU' und geben die
Programmnummer ein (maximal 4 Ziffern).
Abbildung 2.2.a
Beschreibung des Schirms für die allgemeinen Parameter
Die allgemeinen Parameter sind für jedes Biegeprogramm erforderlich, unabhängig von der
Anzahl der Biegungen. Die Nummer der Biegungen, die Sie programmieren, erscheint am
unteren Rand des Schirms. Hinter den Biegenummern steht das '*'-Zeichen. Dieses Zeichen
bedeutet, daß Sie die Parameter dieser bestimmten Biegung noch programmieren müssen.
Selbstverständlich steht bei einem neuen Programm hinter allen Biegenummern ein '*'-Zeichen
(Siehe auch Abb. 2.2.b).
V0604, 2.3
Page 14

Delem
Erläuterung der Parameter im Schirm für allgemeine Parameter (Abb. 2.2.a)
Zeichnungsnummer
Name, Nummer oder Beschreibung des Produkts. Zulässig ist eine maximale Anzahl
von 20 Zeichen. Wenn eine numerische Taste eingedrückt worden ist, kann die
Funktionstaste "Alpha" verwendet werden, um Zeichen einzugeben.
Biegungen
Wählen Sie die Anzahl der Biegungen des Programms, höchstens 25 Biegungen. Nach der
Eingabe des Wertes zeigt die Steuerung unten auf dem Schirm die Anzahl der Biegungen an.
Winkelwahl............................................................................................mα
0 = absolut, 1 = Winkelprogrammierung.
Wahl des Programmierbetriebes für die Y-Achse.
0 = Y-Achse Biegeposition mit absoluten Maßen.
1 = Y-Achse mit direkter Winkel-Programmierung.
Material..................................................................................................Ma
Wahl eines der definierten Materialien, die zur Berechnung der Eintauchtiefe benutzt
werden. Alle Materialparameter werden vom Anwender im Programmkonstantenbetrieb
definiert.
1 = Stahl
2 = Aluminium
3 = Zink
4 = Rostfreier Stahl
5/6 = Materialien die vom Anwen der definiert werden
können.
Stärke .....................................................................................................TH
Blechstärke in Millimeter
Länge......................................................................................................L
Blechlänge zwischen den Werkzeugen
Stempel...................................................................................................Pn
Stempelnummer in der Kartei
Matrize...................................................................................................M
Matrizennummer in der Kartei
Stückzähler ............................................................................................#
Die Anzahl der Teile, die hergestellt werden sollen, können hier eingegeben werden.
Der wirkliche Wert erscheint in der oberen Kopfzeile des Bildschirmes und wird
abwärtsgezählt.
Wertbereich: 1 - 9999.
E-MODUL
(N/mm≤)
210.000
70.000
94.000
210.000
FESTIGKEIT
(N/mm≤)
400
200
200
700
V0604, 2.4
Page 15

Delem
Wenn Sie den Wert null programmieren, wird der Zähler gelöscht und auf dem
Bildschirm erscheint eine horizontale Linie.
Abbildung 2.2.b
Erläuterung der Funktionstasten (Abb. 2.2.b)
Vorherige Seite Um zum Schirm für die allgemeinen Parameter/zur vorigen
Biegung zu gelangen
Nächste Seite Um zur ersten/folgenden Biegung zu gelangen
N Zur Programmliste
V0604, 2.5
Page 16

Delem
Wahl des nächsten Schirms (Programmierung der ersten Biegung)
Nächste Seite Drücken Sie die Taste. Der Schirm für die
Biegungsprogrammierung wird angezeigt (Abb. 2.2.c).
Abbildung 2.2.c
Beschreibung des Biegeparameterschirms (Abb. 2.2.c)
Hier programmieren Sie die Biegeparameter. Sie müssen diese Parameter für jede Biegung
eingeben. Nach der Beendigung dieses Schirms erscheint neben der '1' das '*'-Symbol. Alle
Parameter werden dann automatisch zu den Parametern für die zweite Biegung kopiert. Somit
erscheint das '*'-Symbol auch neben der '2'.
Erläuterung der Parameter im Biegeparameterschirm
Öffnung ..................................................................................................↑
Öffnung oberhalb des Übergangspunktes Mute), resultierende Abstand zwischen
Stempel und Matrize nach der Biegung. Die Öffnung kann positiv programmiert werden
(oberhalb Mute) oder negativ (unterhalb Mute).
Langsame Öffnung................................................................................SO
Der druckentspannungsweg ist jener Weg, den der Druckbalken zurück gelegt wird
wenn die Eintauchtiefe erreicht wurde. Diese langsame Öffnungsweg kann höher als die
erforderliche berechnete Entspannungsweg programmiert werden.
V0604, 2.6
Page 17

Druck......................................................................................................P
Maximal einstellbarer Druck während des Druckvorganges (automatisch berechnet).
Winkelkorrektur ...................................................................................Yc
Korrekturwert auf programmierten Winkel .
Winkel ....................................................................................................α
Winkel der gebogen werden soll.
Anschlagsposition..................................................................................X
Hinteranschlagsposition. Wenn ein negatives Zeichen programmiert wurde, ist dieses
Hinteranschlagsmaß eine Inkrement-Abmessung. Diese Abmessung wird von der
tatsächlichen X-Achsenposition abgezogen.
Hinteranschlagskorrektur....................................................................Xc
Korrektur der programmierten Hinteranschlagsposition X
Anschlagöffnung....................................................................................DX
Öffnungsposition des Hinteranschlages während der Biegung. Der
'Hinteranschlagsrückzug'wird beim Blechklemmungspunkt gestartet.
Geschwindigkeit ....................................................................................S
Arbeitsgeschwindigkeit (Druckgeschwindigkeit).
Haltezeit..................................................................................................H
Haltezeit des Stempels bei Halt unten.
Parallelität..............................................................................................Y2
Die Differenz (Y) zwischen der vertikalen Position des linken (Y1) und des rechten
(Y2) Zylinders wird durch eine weitere Y2-Position ausgedrückt. Wenn Y positiv ist,
befindet sich der rechte Zylinder in einer niedrigeren Position. Ein negativer Y-Wert
bedeutet, daß die rechte Seite höher ist. Der programmierte Parallelitätswert gilt für den
gesamten Hub des Balkens. Sie können diese Differenz benutzen, um konische
Biegungen oder Parallelitätskorrekturen durchzuführen.
Delem
Abbildung 2.2.d
Hilfsachse
Wenn eine Hilfsachse vorhanden ist (R-Achse, Z-Achse oder Biegehilfe), wird sie auf diesem
V0604, 2.7
Page 18

Delem
Schirm angezeigt, und zwar zwischen den Parametern Parallelität (Y2) und Prägen ( ).
Prägen .................................................................................................... ↓
0 = normale Luftbiegung
1 = Prägen der Biegung
Bemerkung:
Wenn der Prägevorgang gewählt wurde, ist das Ende der Biegeposition der Y-AchsenOberwange von der Tonnage abhängig. Wenn der Druck jedoch für die Oberwange ausreichend
ist, um zum berechneten Y-Achsenende der Biegeposition zu gelangen, wird der
Oberwangenhub auf den Positionswert begrenzt.
Anschlagkode.........................................................................................CX
Programmierbarer Parameter der bestimmt, wann die Parameterwerte für die nächste
Biegung aktiv werden. Die Möglichkeiten sind wie folgt:
0 = Biegenummerwechsel (Schrittwechsel) am Ende der Druckentspannung (nächster
Biegeparameter aktiv).
1 = Schrittwechsel bei der Übergangsposition, wenn die Oberwange sich in
Öffnungsrichtung bewegt.
2 = Schrittwechsel bei oberem Totpunkt.
3 = Schrittwechsel bei oberem Totpunkt ohne jegliche Achsenbewegung; die Steuerung
schaltet auf "Stopp".
4 = Schrittwechsel wenn C-Eingangssignal aktiv wird, ohne Bewegung der Oberwange.
Wenn es doch eine Bewegung der Oberwange gibt, wird keine Rückzugfunktion des
Hinteranschlags durchgeführt, Siehe auch Code 5.
5 = Schrittwechsel wenn C-Eingangssignal aktiv wird und die Oberwange in oberen
Totpunkt ist. Jetzt können Sie die Oberwange bewegen und die Rück-zugfunktion des
Hinteranschlags wird durch-geführt.
10= Schrittwechsel am Ende der Druckentspannung, Y-Achsen-Oberwange wartet bei
Klemmpunkt bis sich der Hinteranschlag in Rückzugposition befindet.
11= Schrittwechsel bei Übergangsposition, wenn sich die Oberwange in die
Öffnungsrichtung bewegt, Y-Achsen-Oberwange wartet bei Blech-klemmpunkt bis sich
der Hinteranschlag in Rückzugposition befindet.
12= Schrittwechsel bei oberem Totpunkt, Y-Achsen-Oberwange wartet bei
Blechklemmpunkt bis sich der Hinteranschlag in Rückzugposition befindet.
13= Schrittwechsel am oberen Totpunkt ohne Verschiebung des Hinteranschlags. Die
Oberwange wartet am Blechklemmpunkt, bis der Hinter-anschlag sich in der
Rückzugposition befindet. Nach der Biegung wird die Steuerung einen "Stopp"
ausgeben.
V0604, 2.8
Page 19

Delem
15= Schrittwechsel wenn C-Eingangssignal aktiv wird und die Oberwange in oberen
Totpunkt ist. Die Oberwange kann bewogen werden, aber nicht notwendigerweise. Die
Oberwange wartet am Blechklemmpunkt bis sich der Hinteranschlag in
Rückzugposition befindet.
Die nichtgenannten CX-Werte haben keine Bedeutung.
Wartezeit................................................................................................TX
Programmierbare Wartezeit, bevor Schrittwechsel stattfindet. (0-30 Sek.)
Wiederholung ........................................................................................CY
0 = Biegung wird überschlagen
1 - 99 = ist die Anzahl der wiederholten Biegungen
Bemerkung:
Wenn eine neue Biegung gewählt wurde, indem die Taste für "nächste Biegung" gedrückt
worden ist, wird diese eine Kopie der vorherigen Biegung sein. Sie brauchen nur jene Parameter
zu programmieren, die sich von den vorherigen unterscheiden sollen.
Erläuterung der Funktionstasten
Vorherige Seite Vorherige zu programmierende Biegung
Nächste Seite Nächste zu programmierende Biegung
Programmparam
eters
Vergrößerungsfunktion (Umschaltfunktion). Spezifisch für
Produktionsbedingungen. Siehe auch Abb. 2.2.e unten.
V0604, 2.9
Page 20

Delem
Abbildung 2.2.e
Zum Programmübersicht-Schirm
V0604, 2.10
Page 21

2.3. Werkzeugkartei
Wahl des Werkzeugkartei-Schirms
Drücken Sie die -Taste. Der Schirm für die Stempeleditierung wird angezeigt
(Abb. 2.3.a).
Delem
Abbildung 2.3.a
Beschreibung des 'Werkzeugkartei'-Schirms
Der Werkzeugbestand umfasst 30 Stempel und 30 Matrizen. Das hervorgehobene Feld am
unteren Rand des Schirms zeigt das gewählte Werkzeug. Wählen Sie den spezifischen Stempel
oder die spezifische Matrize mit den "vorherige/nächste Seite"-Tasten. Die Parameter werden in
der vereinfachten Zeichnung des Stempels oder der Matrize dargestellt. Im Probebiegebetrieb ist
diese Möglichkeit nicht vorhanden.
Erläuterung der Stempelparameter
Höhe........................................................................................................h
Gesamthöhe des Stempels
Winkel ....................................................................................................α
Stempelwinkel
V0604, 2.11
Page 22

Delem
Widerstand ............................................................................................re
Widerstand des verwendeten Stempels (kN/mm)
Wahl des Schirms für die erste Matrizennummer
Drücken Sie nochmals auf diese Taste, wenn Sie das Fenster
"Werkzeugbestand" aufgerufen haben. Jetzt erscheint das Fenster zur
Bearbeitung der Matrize (Abb. 2.3.b). Wenn Sie nochmals auf diese Taste
drücken, schalten Sie auf das Fenster Stempelprogrammierung um.
Abbildung 2.3.b
Erläuterung der Matrizenparameter
Höhe .......................................................................................................H
Gesamthöhe der Matrize
Resistance...............................................................................................Re
Widerstand der verwendeten Matrize
Öffnung ..................................................................................................V
V-Matrizen-Öffnung. Die V-Breite ist die Entfernung zwischen den sich kreuzenden
Berührungslinien.
V0604, 2.12
Page 23

Abbildung 2.3.c
Winkel ....................................................................................................α
Öffnungswinkel der V-Matrize
Radius.....................................................................................................Ra
Radius der V-Matrize.
Mute........................................................................................................M
Übergangspunkt von Eil- auf Arbeitsgang, berechnet von der Oberseite des Bleches.
Delem
Abbildung 2.3.d
Sicherheit................................................................................................Sn
Minimale Entfernung des Hinteranschlages zur V-Matrize. Dieser Wert ist notwendig,
um eine Kollision des Hinter-anschlages mit dem Unterwerkzeug zu vermeiden; dies
gilt auch, wenn eine R-Achse benutzt wird.
Abbildung 2.3.e
V0604, 2.13
Page 24

Delem
Erläuterung der Funktionstasten
Vorherige Seite Vorheriger zu programmierender Stempel bzw. vorherige
Matrize
Nächste Seite Nächster zu programmierender Stempel bzw. nächste Matrize
V0604, 2.14
Page 25

2.4. Allgemeine Parameter
Wahl des Schirms für die allgemeinen Parameterkonstanten
Drücken Sie die -Taste. Der erste Schirm des Menüs für die allgemeinen
Parameterkonstanten erscheint. (Abb. 2.4.a).
Delem
Abbildung 2.4.a
Beschreibung des Schirms für die allgemeinen Parameterkonstanten
In diesem Programmierbetrieb stellen Sie die Parameter der Materialien und die anderen
allgemeinen Parameter der Steuerung und der Ausrüstung ein. Diese Möglichkeit umfaßt vier
Schirme und ist nur im Handbetrieb und im automatischen Produktionsbetrieb zugänglich. Wenn
Sie die 'N'-Taste auf einem der vier Schirme drücken, erscheint der Schirm mit der aktuellen
Versionsnummer des Programms.
Erläuterung der Parameter im ersten Schirm für die allgemeinen Parameterkonstanten
Zugfestigkeit ..........................................................................................t
Zugfestigkeit des Blechmaterials.
- t1 : Stahl 400
- t2 : Aluminium 200
- t3 : Zink 200
V0604, 2.15
Page 26

Delem
E-modul..................................................................................................e
E-Modul des Blechmaterials.
- e1 : Stahl 210.000
- e2 : Aluminium 70.000
- e3 : Zink 94.000
Wahl eines anderen Schirms
Drücken Sie die - Taste. Ein zweiter Schirm im Menü für die allgemeinen
Parameterkonstanten erscheint (Abb. 2.4.b).
Abbildung 2.4.b
Erläuterung der Parameter im zweiten Schirm für die allgemeinen
Parameterkonstanten
Zugfestigkeit ..........................................................................................t
Zugfestigkeit des Blechmaterials.
- t4 : nichtrostende Stahl 700
- t5 : Material 5 .............
- t6 : Material 6 .............
E-modul..................................................................................................e
E-Modul des Blechmaterials
- e4 : nichtrostende Stahl 210.000
V0604, 2.16
Page 27

- e5 : Material 5 ............
- e3 : Material 6 ............
Wahl eines anderen Schirms
Drücken Sie . Der dritte Schirm im Menü für die allgemeinen Parameterkonstanten erscheint (Abb. 2.4.c).
oder
Drücken Sie . Der erste Schirm im Menü für die allgemeinen Parameterkonstanten wird erneut gezeigt (Abb. 2.4.a ).
Delem
Abbildung 2.4.c
Erläuterung der Parameter im dritten Schirm für die allgemeinen
Parameterkonstanten
Sicherheitsfaktor ...................................................................................FF
Prozentsatz der berechneten Tonnage, die das Druckventil steuert.
Druckfaktor Prägen ..............................................................................BF
Der benötigte Druck für eine Luftbiegung wird mit diesem Faktor multipliziert um den
Prägedruck zu erhalten.
Druckentspannungsfaktor....................................................................DF
Der berechnete Druckentspannweg wird mit diesem Faktor multipliziert und auf diese
V0604, 2.17
Page 28

Delem
Weise kann der Druckentspann-weg an den optimalen Wert in Ihrem Biegeprozeß
angepaßt werden.
Klemmpunktkorrektur.........................................................................CC
Damit das Blech gut geklemmt wird, besteht die Möglichkeit den berechneten
Blechklemmpunkt zu korrigieren. Bei einem positiven Wert, wird der Druckbalken
weiter unten stoppen und bei einem negativen Wert wird der Druckbalken weiter oben
stoppen.
Default Schrittwechselkode..................................................................DC
Wenn Sie den Schrittkode CX in Ihrem Teilprogramm programmieren, können Sie
immer den gleichen Wert einsetzen der optimal in Ihrer Situation ist. Dieser Wert kann
bei diesem Parameter eingegeben werden, so daß es nicht notwendig ist, den CX-Kode
jedesmal im Schritt zu programmieren.
Zollwahl 1/0 ...........................................................................................IS
1 = Zoll
0 = Millimeter
Sprache...................................................................................................L
Die Bildschirmtexte werden in den angegebenen Sprachen übersetzt.
Es hängt von der Maschinenkonfiguration ab, welche Sprachen verfügbar sind:
Standard:
0 = Englisch (GB)
1 = Deutsch (D )
2 = Dänisch (DK)
3 = Französisch (F )
4 = Italienisch (I )
Z-Offset ..................................................................................................ZD
Wenn automatische Z-Achsen installiert sind, wird der Abstand der Anschlagfinger
automatisch berechnet. Der Z-Offset ist der Abstand des Anschlagfingers zur
Blechkante.
5 = Niederländisch(NL)
6 = Tschechisch/Slowakisch (CS)
7 = Turkish (TR)
8 = Spanisch (ESP)
Asien:
0 = Englisch (GB)
1 = Chinese (CHI )
2 = Chinese Tr. (CHT)
3 = Korean (KO)
Wahl eines anderen Schirms
V0604, 2.18
Abbildung 2.4.d
Page 29

Delem
Drücken Sie die - Taste. Der vierte Schirm im Menü für die allgemeinen
Parameterkonstanten erscheint (Abb. 2.4.e).
Drücken Sie die - Taste. Der zweite Schirm im Menü für die allgemeinen
Parameterkonstanten wird erneut gezeigt (Abb. 2.4.b).
Abbildung 2.4.e
Erläuterung der Parameter im vierten Schirm für die allgemeinen
Parameterkonstanten
X Ref.-Korrektur...................................................................................XR
Wenn die aktuelle, mechanische X-Achsenposition nicht mit dem angezeigten Wert
übereinstimmt, ist es möglich, diese Position mit Hilfe dieses Parameters einzustellen.
Programmieren Sie die berechnete Differenz.
Beispiel:
Wenn der programmierte und angezeigte Wert = 250 ist und der aktuelle, mechanische
Positionswert = 252 ist, hat der XR-Parameter den Wert = -2.
Hilfsachsen-Referenz-Korrektur.........................................................AR
Wenn die aktuelle, mechanische Position einer der Hilfsachsen (X2-, R- oder Z-Achse)
mit dem angezeigten Wert nicht übereinstimmt, ist es möglich, diese Position mit Hilfe
dieses Parameters einzustellen. Programmieren Sie die berechnete Differenz.
Beispiel:
Wenn der programmierte und angezeigte Wert = 250 ist und der aktuelle, mechanische
V0604, 2.19
Page 30

Delem
Positionswert = 252 ist, hat der AR-Parameter den Wert = -2.
Y-Servo Referenzsuche (YR)
Nur in einem herkömmlichen System verfügbar. Wenn eine Servoachse für einen
mechanischen Y-Halt verwendet wird, müssen Sie diesen Parameter benutzen um zu
bestimmen, ob diese Achse beim Hochfahren eine Referenz suchen soll oder nicht.
Wenn keine Referenzsuche durchgeführt wird, wird die zuletzt bekannte Position vor
dem Herunterfahren gespeichert.
0 = keine Referenzsuche der Y-Servo beim Hochfahren; die Steuerung verwendet die
letzte Position.
1 = Referenzsuche beim Hochfahren.
Abbildung 2.4.f
Maschinennummer ...............................................................................NR
Wenn in einer Fabrik mehrere Biegemaschinen vorhanden sind, kann es sinnvoll sein,
der Steuerung jeder Maschine eine einzigartige Maschinennummer zuzuweisen. Die
gewählte Maschinennummer wird mit dem Biegeprogramm gespeichert. Diese Nummer
wird geprüft, wenn ein Programm von einer Diskette oder einem Netzwerk eingelesen
wird. Wenn die Maschinennummer nicht stimmt, müssen Sie bestätigen, ob Sie sie
lesen wollen oder nicht. Wenn Sie die Frage nicht bestätigen, wird der Vorgang
abgebrochen.
Stop bits..................................................................................................SB
Anzahl der Bits (1 oder 2).
Parity
Parität-Kontrolle mit gleich oder ungleich
1 = ungleich
0 = gleich
V0604, 2.20
Page 31

Delem
Baud rate................................................................................................BR
1 = 300 Baud
2 = 600 Baud
3 = 1200 Baud
4 = 2400 Baud
5 = 4800 Baud
6 = 9600 Baud
Erläuterung der Funktionstasten im Betrieb für die allgemeinen Parameterkonstanten
Vorherige Seite Vorherige Seite der zu programmierenden Parameter
nächste Seite Nächste Seite der zu programmierenden Parameter
V0604, 2.21
Page 32

Delem
ABSICHTLICH
BLANKO
V0604, 2.22
Page 33

3. Handbetrieb
3.1. Einleitung
Wahl des Handbetriebs
Drücken Sie die -Taste. Der Schirm für den Handbetrieb erscheint (Abb. 3.a).
Delem
Abbildung 3.1.a
Beschreibung des Handbetriebs
Im Handbetrieb programmieren Sie jeweils eine einzige Biegung.
Erläuterung der Parameter im Handbetrieb
Stempel ..................................................................................................ST
Nummer von Stempel in der Kartei.
Matrize ..................................................................................................M
Nummer von Matrize in der Kartei.
V0604, 3.1
Page 34

Delem
Material .................................................................................................Ma
Wahl eines der definierten Materialen die zur Berechnung der Eintauchtiefe benutzt
werden.
1 = Stahl
2 = Aluminium
3 = Zink
4 = Rostfreier Stahl
5/6 = Durch den Anwender bestimmte Materialen, deren Festigkeit und E-Modul bei
den Programmdaten programmiert wurden.
Stärke ....................................................................................................TH
Blechstärke in Millimeter.
Länge .....................................................................................................L
Blechlänge zwischen den Werkzeugen in Millimeter.
Offen
Spaltöffnung zwischen Stempel und Matrize nach der Biegung.
Mute
Übergangspunkt vom Eil- in dem Arbeitsgang. Wert zwischen Oberwerkzeug
Unterkante und Oberkante des Unterwerkzeuges in mm.
Abbildung 3.1.b
Langsame Öffnung................................................................................SO
Der druckentspannungsweg ist jener Weg, den der Druckbalken zurück gelegt wird
wenn die Eintauchtiefe erreicht wurde. Diese langsame Öffnungsweg kann höher als die
erforderliche berechnete Entspannungsweg programmiert werden.
Bottoming
Nach der Auswahl erscheint das " " Symbol hinter dem Y-Achsen-Wert.
0 = Luftbiegen
1 = Prägen.
Druck .....................................................................................................P
Maximal eingestellte Tonnage während des Druckvorganges.
V0604, 3.2
Page 35

Winkel ...................................................................................................α
Winkel der gebogen werden soll.
Y-Achse .................................................................................................Y
Die berechnete absolute Eintauchtiefe.
X-Achse .................................................................................................X
Hinteranschlagsposition.
Geschwindigkeit ...................................................................................S
Arbeitsgeschwindigkeit.
Wartezeit ...............................................................................................H
Wartezeit des Stempels bei Halt unten.
Parallelität .............................................................................................Y2
Die Differenz (Y) zwischen der vertikalen Position des linken (Y1) und des rechten
(Y2) Zylinders wird durch eine weitere Y2-Position ausgedrückt. Ist Y ein positiver
Wert, dann ist die rechte Seite niedriger. Ist Y ein negativer Wert, dann ist die rechte
Seite höher. Der programmierte Parallelitätswert gilt für den gesamten Hub des
Balkens. Diese Differenz ist zur Durchführung konischer Biegungen notwendig.
Delem
Abbildung 3.1.c
Hilfsachse
Wird nur angezeigt, wenn eine Hilfsachse vorhanden ist. Mögliche Hilfsachsen sind: X2-, R-, ZAchse oder Biegehilfe.
V0604, 3.3
Page 36

Delem
3.2. Manuelle Bedienung der Achsen
- Hilfsachsen
Mit dem kann der Hinteranschlag manuell in Position gebracht werden.
Diese Bedienung ist nur im 'Stopp' in Kombination mit
'Probebiegebetrieb' möglich. Sie müssen den Cursor auf jene Achse
setzen welche Sie ändern möchten.
Zur Durchführung einer Bewegung nach hinten drücken Sie die '+' Taste, und für eine Bewegung
nach vorne drücken Sie die '-' Taste.
Wenn Sie nur die '+' oder '-' Taste drücken, bewegt der Hinteranschlag sich langsam. Wenn Sie
jedoch die '+' Taste in Kombination mit der '-+' Taste drücken, bewegt der Hinteranschlag sich
schnell. Das gleiche gilt für die '-' Taste.
- Y-Aachse
Mit dem kann der Stempel manuell positioniert werden und zwar in der
gleichen Weise wie die Hilfsachsen. Dieser Vorgang ist nur möglich bei
"start" in Kombination mit "Probebiegebetrieb".
Diese manuelle Bewegung der Oberwange mit Hilfe der Drucktasten ist
unter dem Mute aktiv und das Druckkommando muß ebenfalls aktiv sein.
V0604, 3.4
Page 37

Delem
4. Probebiegebetrieb
In dieser Betriebsart können Sie Probebiegungen mit dem Produkt durchführen, indem Sie die
Achsen mit Hilfe der '+' und '-' Tasten an der Vorderseite mit der Hand bewegen. Es ist möglich,
die Oberwange sogar unter vollem Druck zu bewegen. Sie wählen den Probebiegebetrieb in
Kombination mit dem Handbetrieb oder automatischen Produktionsbetrieb. Die
Hinteranschlagachsen nehmen wie im Handbetrieb ihre Positionen ein, aber in dieser Betriebsart
müssen Sie die Y-Achsen mit der Hand bewegen. Im Probebiegebetrieb ist es nicht möglich, die
Parameter für den Materialtyp und die Werkzeuge zu programmieren. Diese Betriebsart ist
ausschließlich dazu gedacht, durch die handmäßige Durchführung einer Biegung die Parameter
zu prüfen.
4.1. Probebiegung im Automatikbetrieb oder Handbetrieb
Wahl des Probebiegebetriebs
Drücken Sie die -Taste. Der Schirm für Probebiegen erscheint (Abb. 4.1.a).
Abbildung 4.1.a
Beschreibung des Probebiegeschirms
Obwohl das aktive Biegeprogramm des automatischen Produktionsbetriebs mehr als eine einzige
V0604, 4.1
Page 38

Delem
Biegung enthalten kann, zeigt der Probebiegebetrieb nur eine einzige Biegung. Um die
Probebiegung für eine andere Biegung des aktiven Programms durchzuführen, müssen Sie in den
automatischen Produktionsbetrieb zurückgehen (indem Sie erneut auf Probebiegen drücken) und
die nächste Biegung wählen. Dann kehren Sie in den Probebiegebetrieb zurück und so weiter. Im
Handbetrieb gibt es immer nur eine einzige Biegung. Im Probebiegebetrieb leuchten zwei
Betriebsart-LEDs.
Erläuterung der Funktionstasten
Probebiegen Probebiegebetrieb verlassen (umschalten ein/aus).
nächste Seite Probebiegebetrieb verlassen
Vorherige Seite Probebiegebetrieb verlassen
V0604, 4.2
 Loading...
Loading...