

Installation Guide
eet)
eet)
Float Valve (High Pressure)
HFI
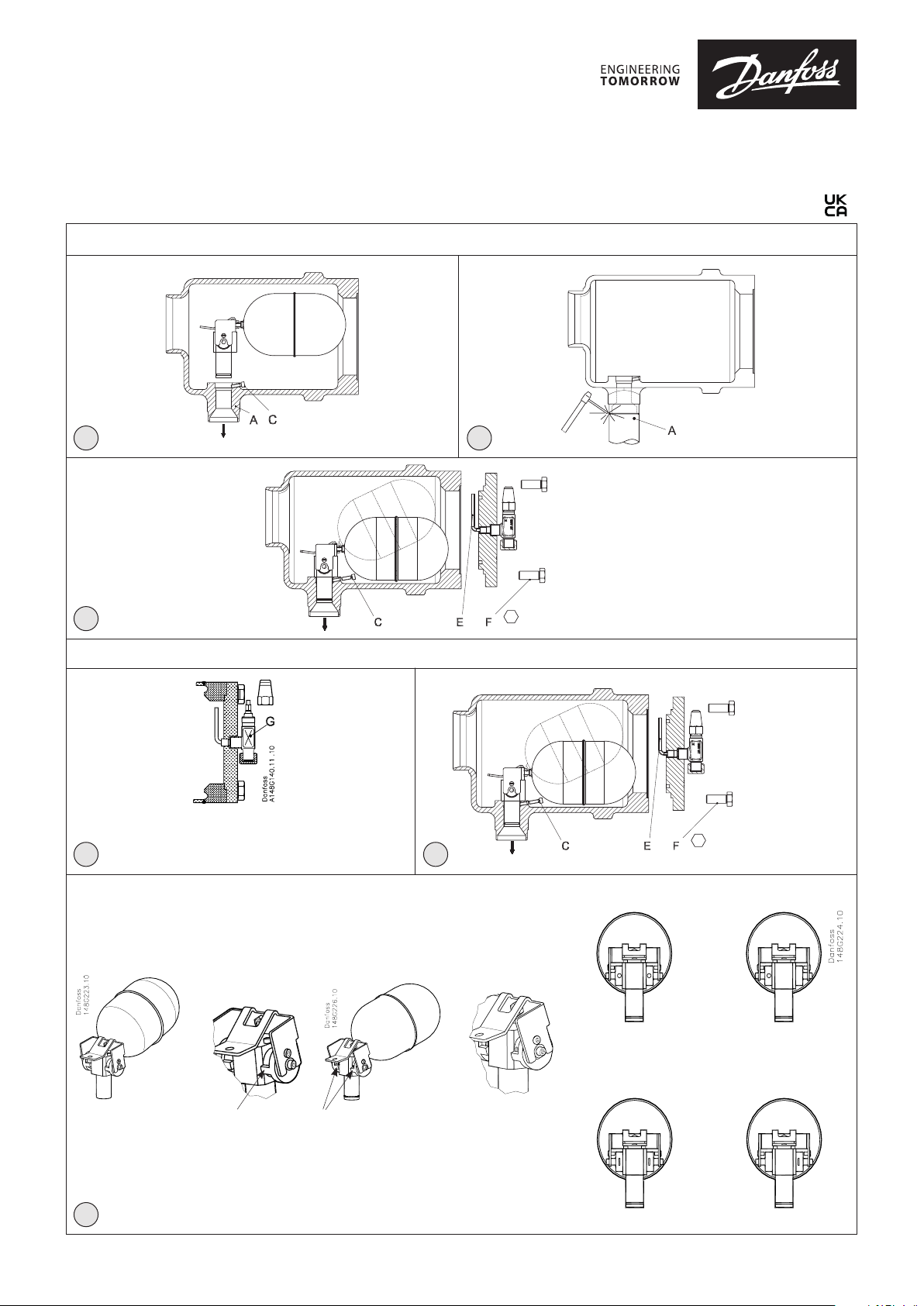
Installation
027R9528
1 2
3
Maintenance
027R9528
24 mm
183 Nm (135 LB-f
4 5
Detail / Détail A
Fully closed
Complètement fermé
A
No orifice holes
exposed
Orifice holes
exposed
B
6
© Danfoss | Climate Solutions | 2021.03
24 mm
183 Nm (135 LB-f
70 60
Detail / Détail B
Fully open
Complètement ouvert
50 40
Info for UK customers only:Danfoss Ltd. Oxford Road, UB9 4LH Denham, UK
AN14908641675701-001001 | 1
ENGLISH
Installation
Refrigerants
Applicable to all common non-flammable
refrigerants, including R717 and noncorrosive gases/liquids dependent on
sealing material compatability.
As standard the float ball is designed for
R717 with a density of 500 through to
700 kg/m3. For refrigerants, which have a
density outside this range please contact
Danfoss.
Flammable hydrocarbons are not
recommended. The valve is only
recommended for use in closed circuits. For
further information please contact Danfoss.
Temperature range
HFI : –50/+80°C (–58/+176°F)
Pressure range
The HFI valve is designed for a max.
pressure of PED: 28 bar g (407 psi g).
The Ball (float) is designed for max. working
pressure: 25 bar g (363 psi g).
If test pressure exceeds 25 bar g (363 psi g)
the ball should be removed during testing.
Installation
Mount the float valve horizontally with the
outlet connection pos. A (fig. 1) vertically
downwards.
The flow direction has to be from the
flanged inlet connection as indicated with
the arrows (fig. 1).
The valve is designed to withstand a high
internal pressure. However, the piping
system should be designed to avoid liquid
traps and reduce the risk of hydraulic
pressure caused by thermal expansion. It
must be ensured that the valve is protected
from pressure transients like “liquid
hammer” in the system.
Welding
Remove the float assembly before welding
as follows:
- Dismount the end cover and remove the
transport packing.
After welding and assembly, the
transport packing should be put back
into place, until the final destination of
the unit is reached.
- Unscrew the screw pos. C (fig. 1) and lift
up the float assembly from the outlet.
- Weld the outlet connection pos. A (fig. 1)
into the plant as shown in fig. 2.
Only materials and welding methods,
compatible with the valve housing
material, must be welded to the valve
housing. The valve should be cleaned
internally to remove welding debris on
completion of welding and before the
valve is reassembled.
Avoid welding debris and dirt in the
housing.
NB! When demand is heavy at low
temperature operation, we recommend to
check the velocity in the outlet branch. If
necessary the diameter of the pipe which is
welded on to the outlet branch pos. A
(fig. 1) can be increased.
The valve housing must be free from
stresses (external loads) after installation.
Assembly
Remove welding debris and any dirt from
pipes and valve body before assembly.
Replace float assembly in the outlet branch
and tighten the screw pos. C (fig 3). Check
that the float assembly has gone all the
way down the outlet connection and that
the float ball is positioned in the middle of
the housing, so it can move without any
restriction.
End cover with purge valve and pipe is
remounted in the housing.
NB! The ventilating pipe pos. E (fig 3) has to
be placed vertically up-wards.
In case an insert with a slide (version before
2007) replaced by a present version, an
extra threaded hole needs to be made in
the outlet connection A to fix the screw
(fig.1)
Tightening
Use a torque wrench to tighten the screws
pos. F (fig. 3). Tighten with torque of 183
Nm (135 Lb-feet).
Colours and identification
The HFI valves are painted with a red oxide
primer in the factory. The external surface
of the valve housing must be prevented
against corrosion with a suitable protective
coating after installation and assembly.
Protection of the ID plate when repainting
the valve is recommended.
Maintenance
Purging of incondensable gases
Incondensable gases might accumulate
in the upper part of the float valve. Purge
these gases by means of the purge valve
pos. G (fig. 4).
Replacement of complete float assembly
(adjusted from factory), follow the steps
below:
1) NB! Before openening up the float
valve, the system must be evacuated
and the pressure equalized to
atmospheric pressure by using the
purge valve pos. G (fig. 4)
2) Remove the end cover
3) Remove float valve assembly by
untightening the screw pos. C (fig. 5)
and lifting up the complete float valve
assembly.
4) Place new float assembly in the outlet
connection pos. A and tighten the screw
pos. C (fig. 5)
5) End cover with purge valve and pipe is
remounted on the housing.
NB! Ventilating pipe pos. E (fig. 5) has to
be placed vertically upwards.
6) Use a torque wrench to tighten the
screws pos. F (fig. 5). Tighten with
torque of 183 Nm (135 LB-feet).
NB! Check that the purge valve is closed
before you pressurize the float valve.
Use only original Danfoss parts for
replacement. Materials of new parts are
certified for the relevant refrigerant.
In cases of doubt, please contact Danfoss.
Danfoss accepts no responsibility for
errors and omissions. Danfoss Industrial
Refrigeration reserves the right to make
changes to products and specifications
without prior notice.
© Danfoss | Climate Solutions | 2021.03
AN14908641675701-001001 | 2

FRANÇAIS
Installation
Fluides frigorigènes
Utilisable avec tous les fluides frigorigènes
ininflammables courants, y compris le
R717, mais aussi avec les gaz et liquides
non corrosifs, à condition qu’ils soient
compatibles avec les joints.
Le flotteur est normalement conçu pour
le R717 d’une densité de 500 à 700 kg/m3.
Pour les réfrigérants ayant une densité en
dehors de cette plage de valeurs, consulter
Danfoss.
Des hydrocarbures inflammables sont
déconseillés. Ce flotteur est préconisé
uniquement pour les circuits fermés.
Contacter Danfoss pour de plus amples
informations.
Plage de température
HFI : –50/+80°C (–58/+176°F)
Plage de pression
La vanne HFI est conçue pour un max.
pression de PED: 28 bar g (407 psi g).
La balle (float) est conçue pour max.
pression de travail: 25 bar g (363 psi g).
Si la pression de test dépasse 25 bar g (363
psi g), la balle doit être retirée pendant le
test.
Installation
Monter le flotteur horizontalement avec
le branchement de sortie pos. A (fig. 1)
orienté verticalement vers le bas.
Le débit doit se faire dans le sens indiqué
par la flèche (fig. 1).
Ce flotteur est conçu pour supporter
une pression interne élevée. Toutefois, il
convient de concevoir le circuit de façon
à éviter les pièges liquides et réduire
les risques de formation d’une pression
hydraulique sous l’effet de la dilatation
thermique. Veiller à ce que le flotteur soit
protégé des variations de pression au sein
du circuit comme les coups de bélier.
Soudure
Avant toute opération de soudage, retirer
l’ensemble à flotteur comme suit :
- Démonter le couvercle et retirer la
protection de transport.
Après soudure et montage, l’emballage
d’expédition doit être remis en place
jusqu’à destination finale.
- Desserrer la vis pos. C (fig. 1) et dégager
l’ensemble à flotteur de la sortie en le
soulevant.
- Souder la connexion de sortie pos. A (fig.
1) sur l’installation comme indiqué sur la
fig. 2.
Nettoyer l’intérieur du flotteur pour
évacuer les résidus de soudure une fois le
soudage terminé, avant de procéder au
remontage.
Éviter que des résidus de soudure et des
salissures ne pénètrent dans le boîtier.
N. B. ! Si la demande est importante lors
d’une utilisation à basse température, nous
recommandons de vérifier la vitesse dans
le branchement de sortie. Si nécessaire,
le diamètre du tuyau qui est soudé sur le
branchement de sortie pos. A (fig. 1) peut
être élargi.
Préserver le boîtier du flotteur des
contraintes (charges externes) après
l’installation.
Montage
Retirer les résidus de soudure et les
salissures des conduites et du corps du
flotteur avant de procéder au montage.
Replacer le flotteur dans le logement de
sortie et serrer la vis pos. C (fig 3). Vérifier
que le flotteur est totalement engagé sur
le logement de sortie et que le flotteur est
positionné au milieu du boîtier de façon à
pouvoir se déplacer sans problème.
Remonter le couvercle d’extrémité - avec la
vanne de purge et le tuyau - dans le boîtier.
N. B. ! Le tuyau de purge pos. E (fig 3) doit
être orienté verticalement vers le haut.
En cas de remplacement d’un insert avec
coulisseau (version avant 2007) par la
présente version, il convient de percer
un trou fileté supplémentaire dans le
connecteur A pour fixer la vis C (fig. 1).
Serrage
Utiliser une clé dynamométrique pour
serrer les vis pos. F (fig. 3). Serrer au couple
de 183 Nm (135 Lb-feet).
Couleurs et identification
Les vannes HFI sont revêtues en usine
d’une couche primaire d’oxyde rouge. La
surface extérieure du boîtier de flotteur
doit être protégée de la corrosion à l’aide
d’un revêtement adéquat à l’issue de
l’installation et du montage.
Il est préconisé de protéger la plaque
d’identification lors de l’application de la
peinture sur le flotteur.
Maintenance
Purge des gaz incondensables
Des gaz incondensables peuvent
s’accumuler dans la partie supérieure du
flotteur. Il convient de purger ces gaz au
moyen de la vanne de purge pos. G (fig. 4).
Pour remplacer le flotteur complet
(ajusté en usine), procéder comme suit :
1) N. B. ! Avant d’ouvrir la vanne à flotteur,
il convient de vider le circuit et de le
ramener à la pression atmosphérique à
l’aide de la vanne de purge pos. G (fig.
4).
2) Déposer le couvercle d’extrémité.
3) Déposer le flotteur en desserrant la vis
pos. C (fig. 5) et en soulevant le flotteur
au complet.
4) Placer le nouveau flotteur dans le
logement de sortie et serrer la vis pos. C
(fig. 5).
5) Remonter le couvercle d’extrémité avec la vanne de purge et le tuyau - sur
le boîtier.
N. B. ! Le tuyau de ventilation pos. E (fig.
5) doit être orienté verticalement vers le
haut.
6) Utiliser une clé dynamométrique pour
serrer les vis pos. F (fig. 5). Serrer au
couple de 183 Nm (135 Lb-feet).
N. B. ! S’assurer que la vanne de purge est
fermée avant de mettre la vanne à flotteur
sous pression.
Utiliser exclusivement des pièces de
rechange Danfoss d’origine. Les pièces de
rechange homologuées garantissent que le
matériau est bien compatible avec le fluide
frigorigène concerné.
Contacter Danfoss en cas de doute.
Danfoss décline toute responsabilité quant
aux éventuelles erreurs et omissions. La
société Danfoss Industrial Refrigeration se
réserve le droit de modifier les produits et
spécifications sans préavis.
Veiller à faire usage de matériaux et de
procédures compatibles avec le matériau
du boîtier de flotteur pour effectuer des
soudures sur ce dernier.
© Danfoss | Climate Solutions | 2021.03
AN14908641675701-001001 | 3

© Danfoss | Climate Solutions | 2021.03
AN14908641675701-001001 | 4
 Loading...
Loading...