

CTA SHARP 6K User Manual
■
■
■
■
■
■
■
■
■
■
■
SHARP 6K
SAFETY INSTRUCTION FOR USE AND MAINTENANCE
GB
DO NOT DESTROY THIS MANUAL
F
E
I
D
P
S
NL
RO
PL
INSTRUCTION DE SECURITE D’EMPLOI ET D’ENTRETIEN
CONSERVER CE LIVRET D’INSTRUCTIONS
INSTRUCCIONES DE SEGURIDAD, EMPLEO Y MANTENIMIENTO
CONSERVAR EL PRESENTE MANUAL
ISTRUZIONI PER LA SICUREZZA NELL’USO E PER LA MANUTENZIONE
CONSERVARE IL PRESENTE LIBRETTO
BETRIEBS- WARTUNGS UND SICHERHEITSANLEITUNG
DAS VORLIEGENDE HANDBUCH GUT AUFBEWAHREN
INSTRUCÕES DE SEGURANÇA DE UTILIZAÇÃO E DE MANUTENÇÃO
CONSERVE ESTE MANUAL
INSTRUKTIONER FÖR SÄKERHET, ANVÄNDING OCH UNDERÅLL
SPAR DENNA HANDLEDNING
VEILIGHEIDSINSTRUCTIES VOOR GEBRUIK EN ONDERHOUD
BEWAAR DEZE HANDLEIDING
INSTRUCTIUNI PRIVIND SIGURANTA IN EXPLOATARE SI INTRETINEREA
PASTRATI ACEST MANUAL
INSTRUKCJE BEZPIECZEŃSTWA PODCZAS OBSŁUGI I KONSERWACJI
ZACHOWAĆ NINIEJSZĄ INSTRUKCJĘ NA PRZYSZŁOŚĆ
GR
RU
The technical specifications and the wiring diagrams contained in this user manual are valid only for the
model system which has the serial number indicated on the sticker.
electriques et les instructions pour l’utilisation et la manutention contenus dans ce livret sont valables
uniquement pour le type de modèle ayant le numero de matricule indique sur l’adhesif.
esquemas eléctricos y las instrucciones de uso y mantenimiento contenidos en el presente manual son válidos
sólo para la instalación del modelo y con el número de matrícula indicado en el adhesivo.
elettrici e le istruzioni d’uso e manutenzione contenuti nel presente libretto sono validi soltanto per l’impianto
del modello e con il numero di matricola indicato nell’adesivo.
Schaltpläne und Gebrauchs- und Wartungshinweise sind nur für das Modell der Anlage gültig, das zusammen
mit der entsprechenden Seriennummer auf dem Aufkleber angegeben wird.
instruções de utilização e manutenção contidos neste Manual são válidos apenas para o sistema do modelo
com o número de matrícula indicado no adesivo.
och underhåll som finns i denna handledning gäller endast för maskinmodellen med serienumret som anges
på etiketten.
gelden uitsluitend voor het op de sticker vermelde model en serienummer.
`i instruc∑iunile de folosire `i de ¶ntre∑inere din acest manual sunt valabile numai pentru aparatul
cu modelul `i cu num™rul de serie indicate pe eticheta adeziv™.
oraz instrukcje obsługi i konserwacji podane tutaj dotyczą wyłącznie tych wskazanych instalacji i
modeli, których numery seryjne podano na nalepace.
О·И ФИ Ф‰ЛБ›В˜ ¯Ъ‹ЫЛ˜ О·И Ы˘УЩ‹ЪЛЫЛ˜ Ф˘ ВЪИ¤¯ВИ ЩФ ·ЪfiУ ВБ¯ВИЪ›‰ИФ ИЫ¯‡Ф˘У МfiУФ БИ· ЩЛУ
ВБО·Щ¿ЫЩ·ЫЛ ЩФ˘ МФУЩ¤ПФ˘ МВ ЩФУ ·ЪИıМfi ЫВИЪ¿˜ Ф˘ ·У·БЪ¿КВЩ·И ЫЩФ ·˘ЩФОfiППЛЩФ
Содержащиеся в настоящем руководстве данные, электрические схемы, инструкции по
эксплуатации и техническому обслуживанию относятся исключительно к модели машины,
имеющей заводской номер, указанный на наклейке.
√¢∏°π∂™ ∞™º∞§∂π∞™ ∫∞∆∞ ∆∏ Ã∏™∏ ∫∞π ∆∏ ™À¡∆∏ƒ∏™∏
ºÀ§∞•∆∂ ∆√ ¶∞ƒ√¡ ∂°Ã∂πƒπ¢π√
РУКОВОДСТВО ПО БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
СОХРАНИТЕ НАСТОЯЩЕЕ РУКОВОДСТВО
■ Les informations, les schemas
Los datos, los
I dati, gli schemi
Die in diesem Handbuch enthaltenen Daten,
Os dados, esquemas eléctricos,
Data, kopplingsscheman och anvisningar för användning
Gegevens, elektrische schema's en gebruiks- en onderhoudsaanwijzingen van deze handleiding
Datele, schemele electrice
Dane, schematy elektryczne
∆· ЫЩФИ¯В›·, Щ· ЛПВОЩЪИО¿ ‰И·БЪ¿ММ·Щ·
.
800035074 Rev.00

GB
1.0 TECHNICAL DESCRIPTION
1.1 DESCRIPTION ...................................................... GB - 2
1.2 TECHNICAL SPECIFICATIONS .............................................. GB - 2
1.3 ACCESSORIES ...................................................... GB - 2
1.4 DUTY CYCLE ....................................................... GB - 2
2.0 INSTALLATION
2.1 CONNECTING THE POWER SOURCE TO THE MAINS ELECTRICITY SUPPLY. ...................... GB - 2
2.2 POWER SOURCE POSITIONING ............................................. GB - 2
2.3 HANDLING AND TRANSPORTING THE POWER SOURCE ................................ GB - 2
3.0 CONTROLS: LOCATION AND FUNCTION
3.1 FRONT PANEL ...................................................... GB - 2
3.2 REAR PANEL....................................................... GB - 3
3.3 COMMAND FUNCTION.................................................. GB - 3
4.0 USE INSTRUCTIONS
5.0 TORCH FUNCTION
5.1 PERFORATION ...................................................... GB - 4
......................................................... GB - 2
.................................................. GB - 2
..................................................... GB - 3
...................................................... GB - 4
CONTENTS
.......................................... GB - 2
GB
6.0 COMMON CUTTING DEFECTS.
7.0 TROUBLESHOOTING
SPARE PARTS LIST .........................................................I - III
ZIRING DIAGRAM ............................................................V
..................................................... GB - 4
............................................... GB - 4
(GB) 1
GB
TECHNICAL DESCRIPTION
1.0 TECHNICAL DESCRIPTION
1.1 DESCRIPTION
The system is a modern direct current generator for plasma arc cutting, created
thanks to the application of the inverter.
This special technology allows for the construction of compact light weight generators with high performance.
Possibility of adjustment, high efficiency and reduced power consumption make it
an excellent tool, able to perform quality cutting up to thicknesses of 6 mm.
The generator has an integrated compressor, and therefore does not require connection to any compressed air supply.
The generator is equipped with automatic arc restart, which enables optimum cutting of metal grid structures.
The generator also has safety systems that inhibit the power circuit when the
operator comes into contact with live parts of the machine.
Cutting of thicknesses up to 2 mm with just the pilot arc is also possible; this is
very useful with painted metals to which the positive pincer cannot be connected.
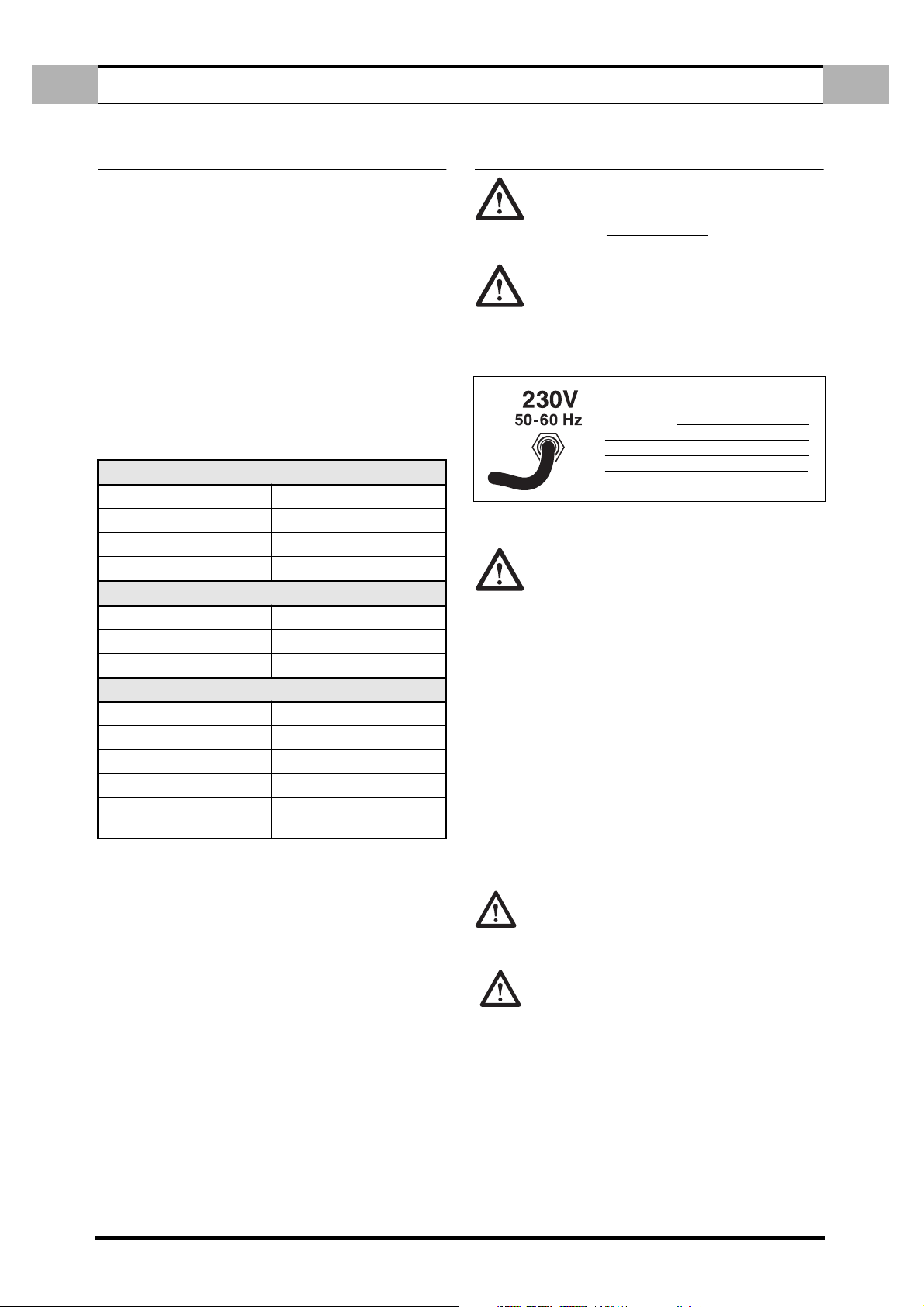
1.2 TECHNICAL SPECIFICATIONS
DATA PLATE
PRIMARY
Single phase voltage 230V
Frequency 50 / 60 Hz
Effective consumption 11A
Maximum consumption 16A
SECONDARY
Voltage under no load 300V
Cutting current 10 ÷ 20A
Duty cycle 20A ÷ 50%
GB
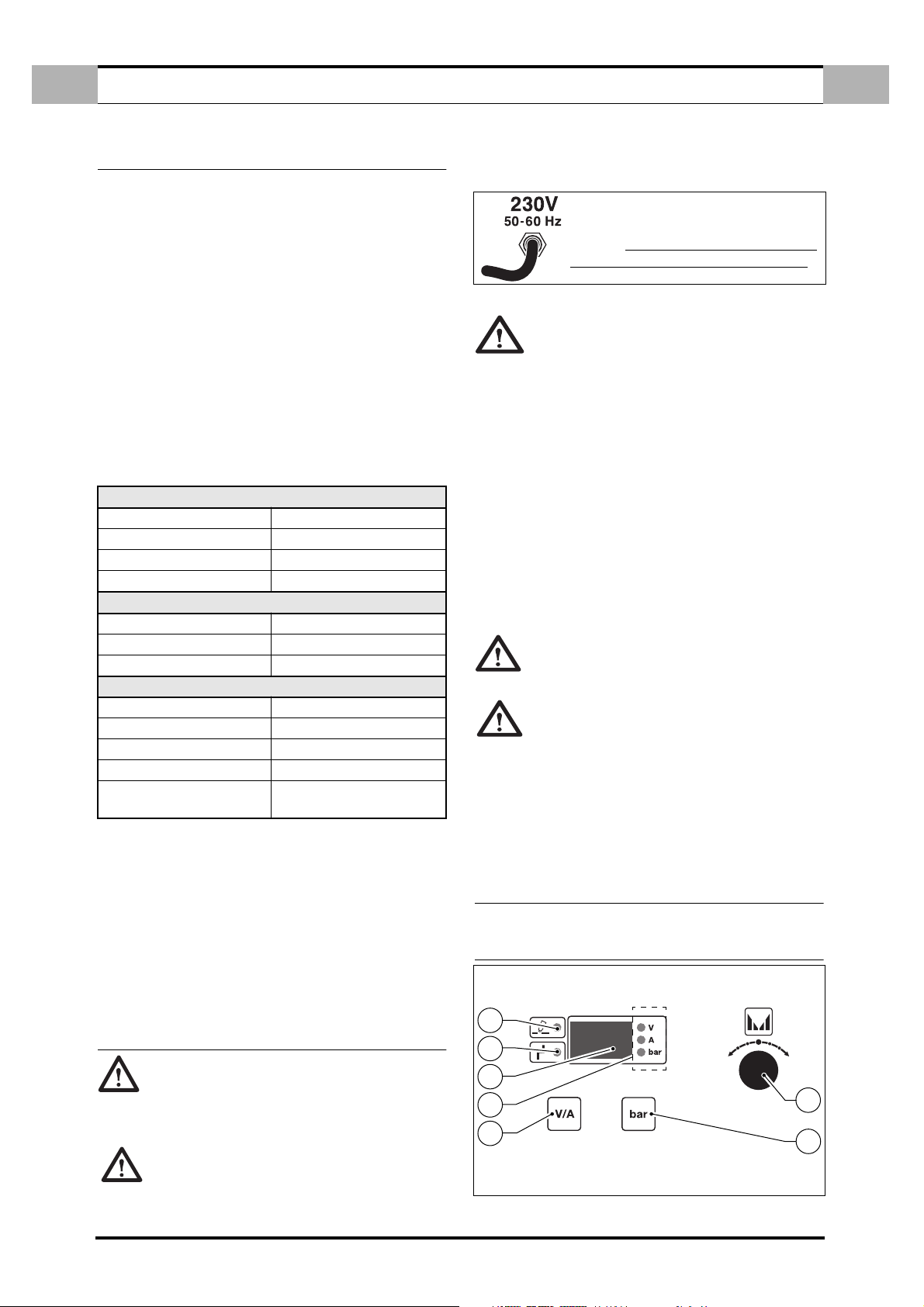
designed to compensate power supply variations. For variations of +-10%, a
cutting current variation of +-0,2% is created.
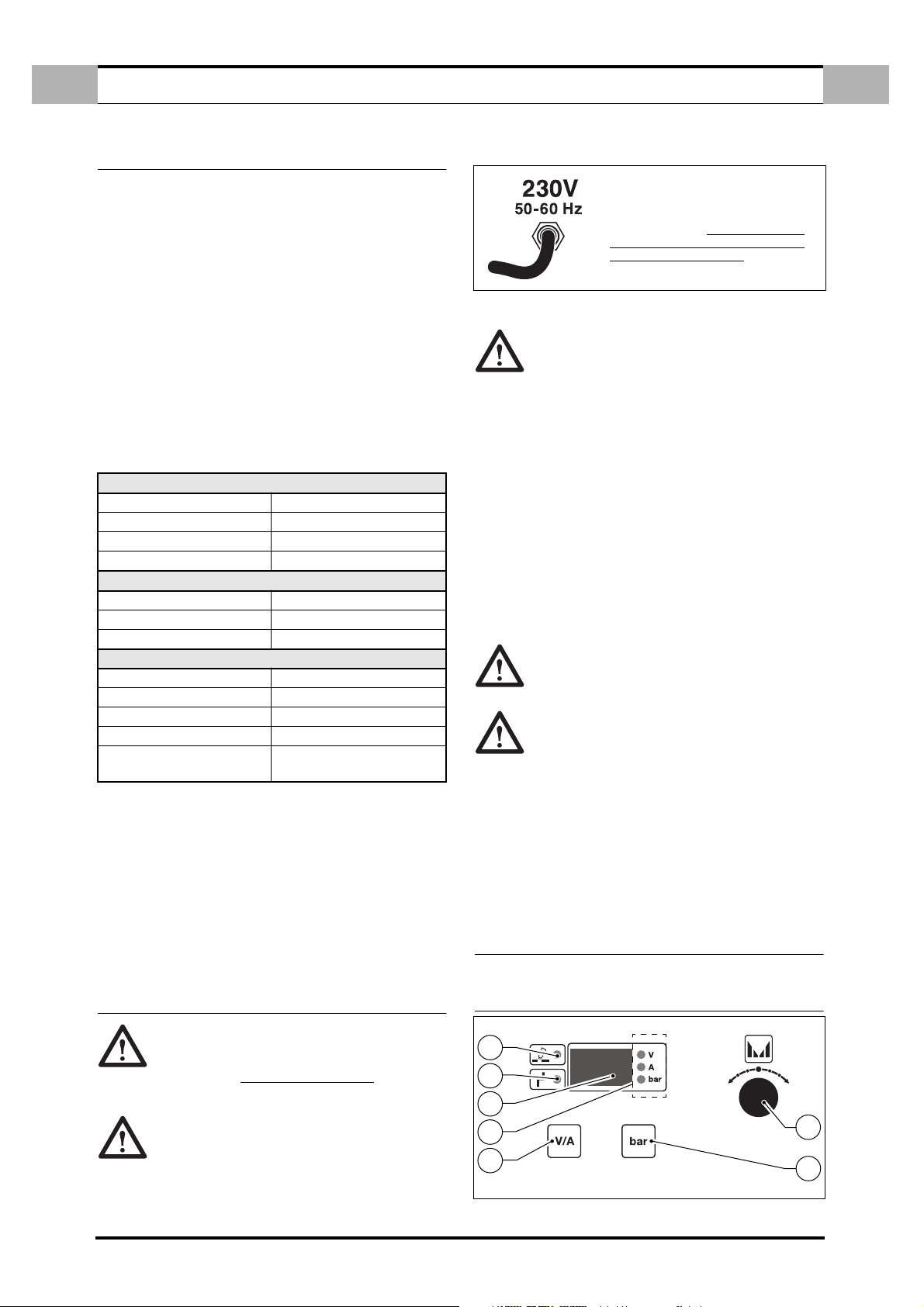
BEFORE INSERTING THE MAINS PLUG, IN
ORDER TO AVOID DAMAGE TO THE POWER
SOURCE, CHECK THAT THE MAINS CORRESPONDS TO THE REQUIRED POWER SUPPLY.
2.2 POWER SOURCE POSITIONING
Special installation may be required where gasoline or volatile
liquids are present. Contact the competent authorities. When positioning
equipment, ensure that the following guidelines are followed:
1. The operator must have unobstructed access to controls and equipment
connections.
2. Check that the power cable and fuse of the socket for power source connec-
tion is suited to current requirements of the latter.
3. Do not position equipment in confined, closed places. Ventilation of the
power source is extremely important. Avoid dusty or dirty locations, where
dust or other debris could be aspirated by the system.
4. Equipment (including connecting leads) must not obstruct corridors or
work activities of other personnel.
5. Position the power source securely to avoid falling or overturning. Bear in
mind the risk of falling of equipment situated in overhead positions.
2.3 HANDLING AND TRANSPORTING THE POWER SOURCE
Protection class IP 23
Insulation class H
Weight 12 kg.
Dimensions mm 410 x 180 x 310
Europeans Standards
1.3 ACCESSORIES
Consult the area agents or the dealer.
1.4 DUTY CYCLE
The duty cycle is the percentage of 10 minutes that the power source can cut at its
rated current, considering an ambient temperature of 40° C, without the thermostatic protector cutting in. If it does cut in, the user has to wait for power source
reinstatement before resuming cutting (see page IV).
DO NOT EXCEED THE MAXIMUM WORK CYCLE.
Exceeding the work cycle specified on the dataplate can damage the power source
and invalidate the warranty.
2.0 INSTALLATION
IMPORTANT: Before connecting, preparing or using equipment,
read section SAFETY PRECAUTIONS.
2.1 CONNECTING THE POWER SOURCE TO THE MAINS
ELECTRICITY SUPPLY.
EN 60974.1 - EN 60974.7
EN 60974.10
Welder’s helmet - Gloves - Safety Shoes - Gaiters.
can be handled by the operator. Read the following precautions carefully.
The power source has been designed for lifting and transport. However, the following procedures must always be observed:
1. The operations mentioned above can be carried out by means of the handle
2. Disconnect the power source from the power supply and all accessories
3.0 CONTROLS: LOCATION AND FUNCTION
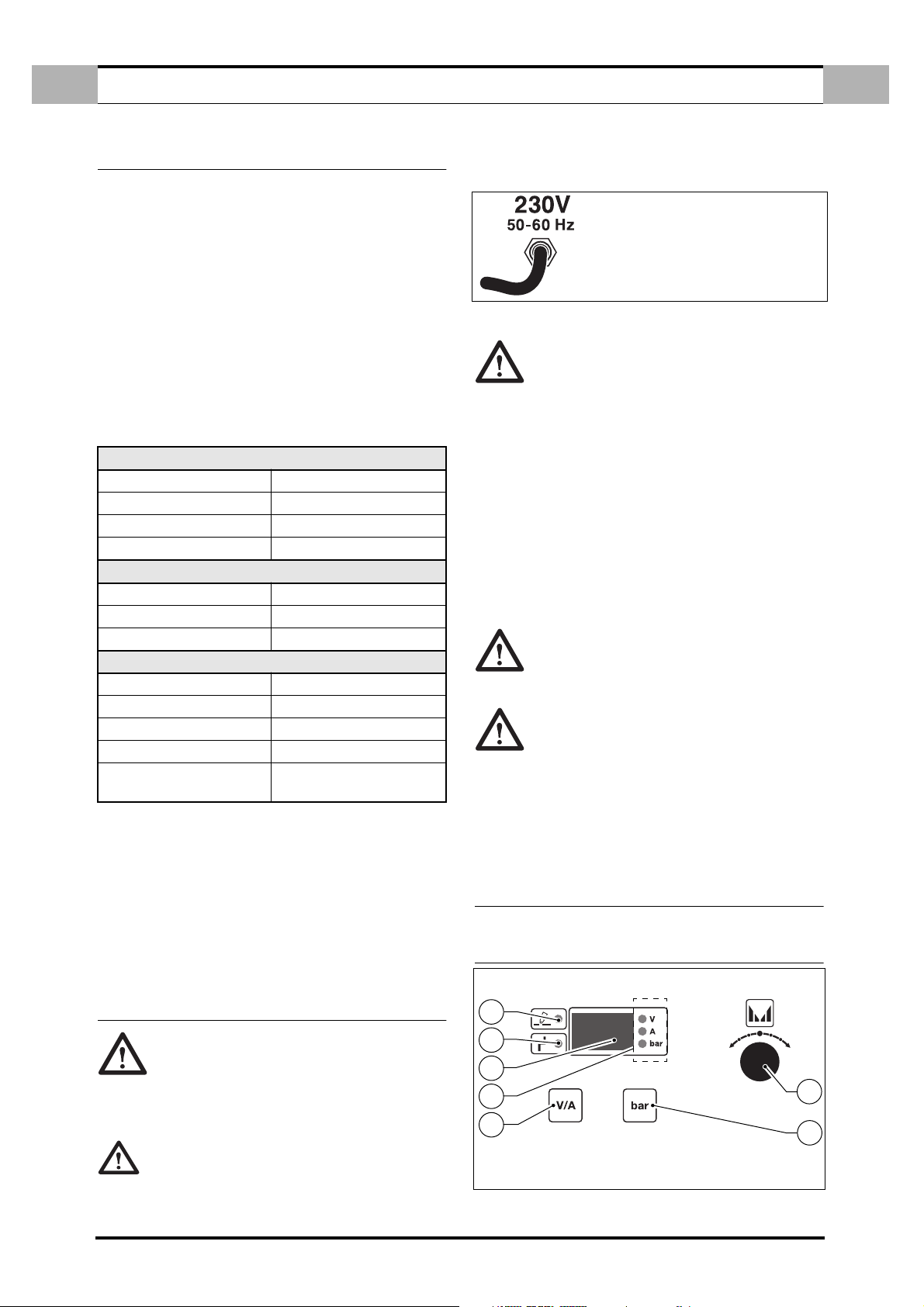
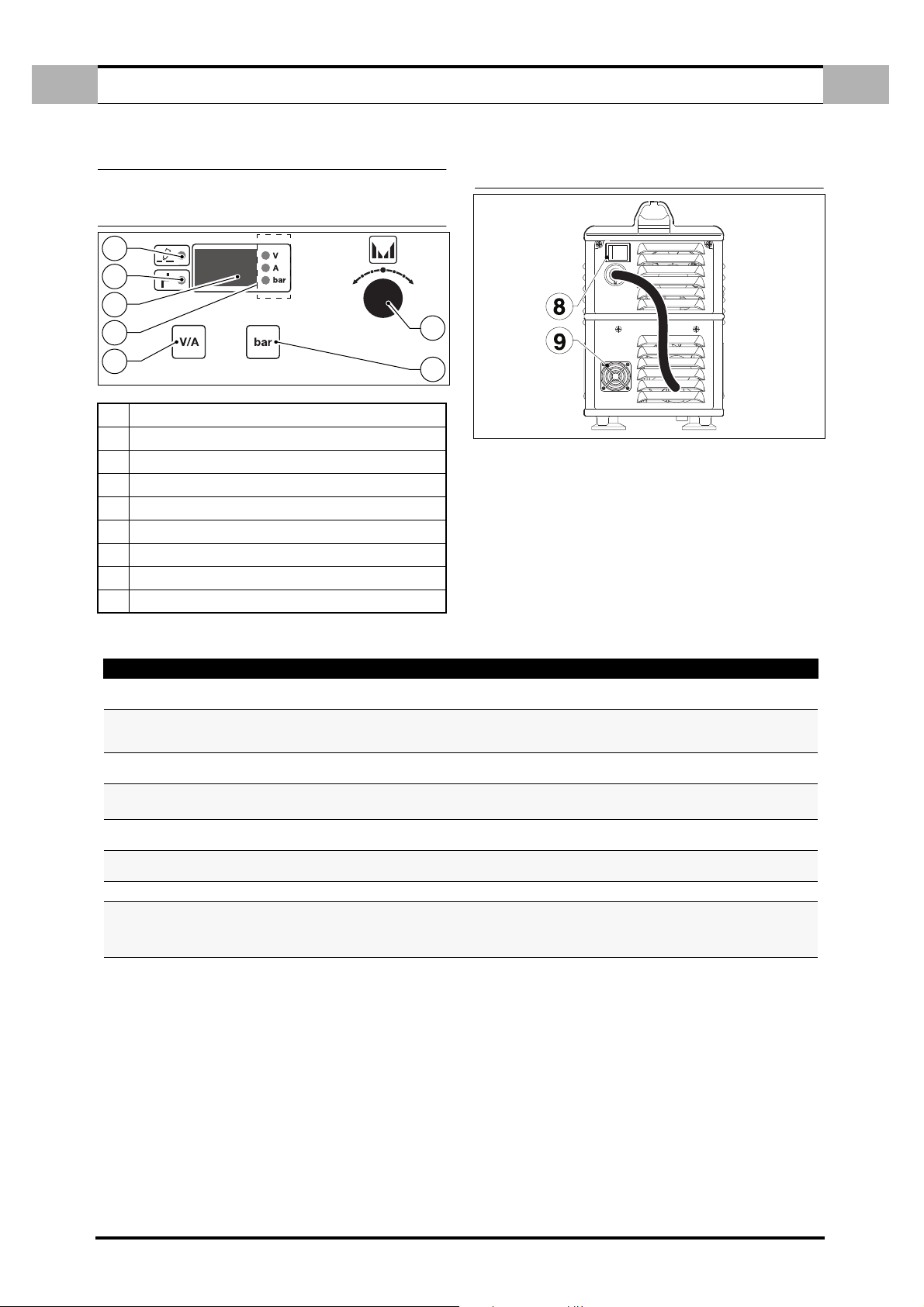
3.1 FRONT PANEL
OPERATOR PROTECTION:
The welding power source does not weigh more than 25 Kg and
on the power source.
before liftling or moving. Do not drag, pull or lift equipment by the cables.
Figure 1.
1
2
3
4
5
7
6
the technical data table on the power source. All power source models are
Check that the power socket is equipped with the fuse indicated in
(GB) 2
1.
2
3
4
5
6
7
8
9
GB
1 Power output indicator
Alarm indicator
Digital instrument
Digital instrument function (Volt - Amp. - Bar)
Voltage - current function key
Air function key
Adjustment knob
On switch
Filter
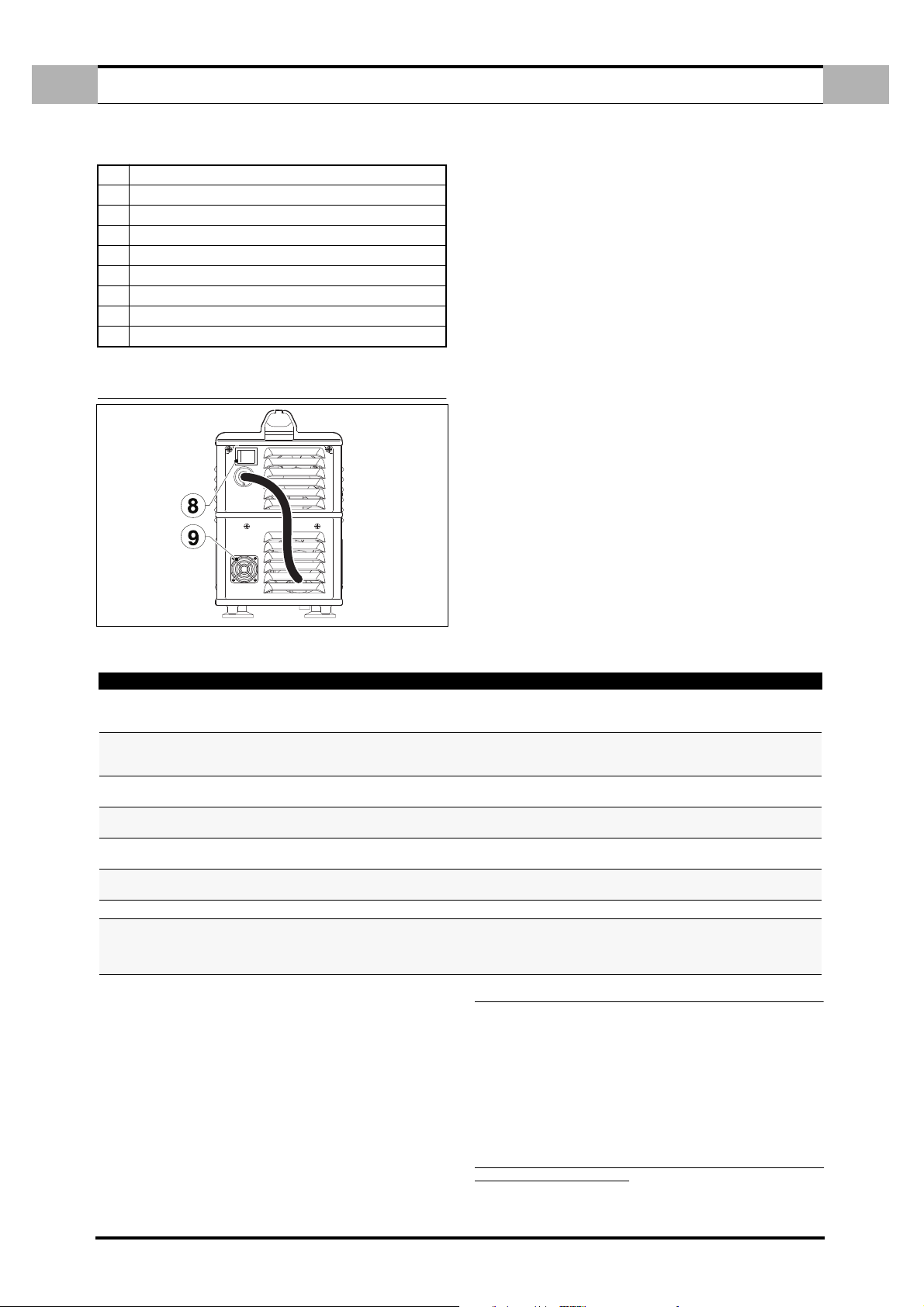
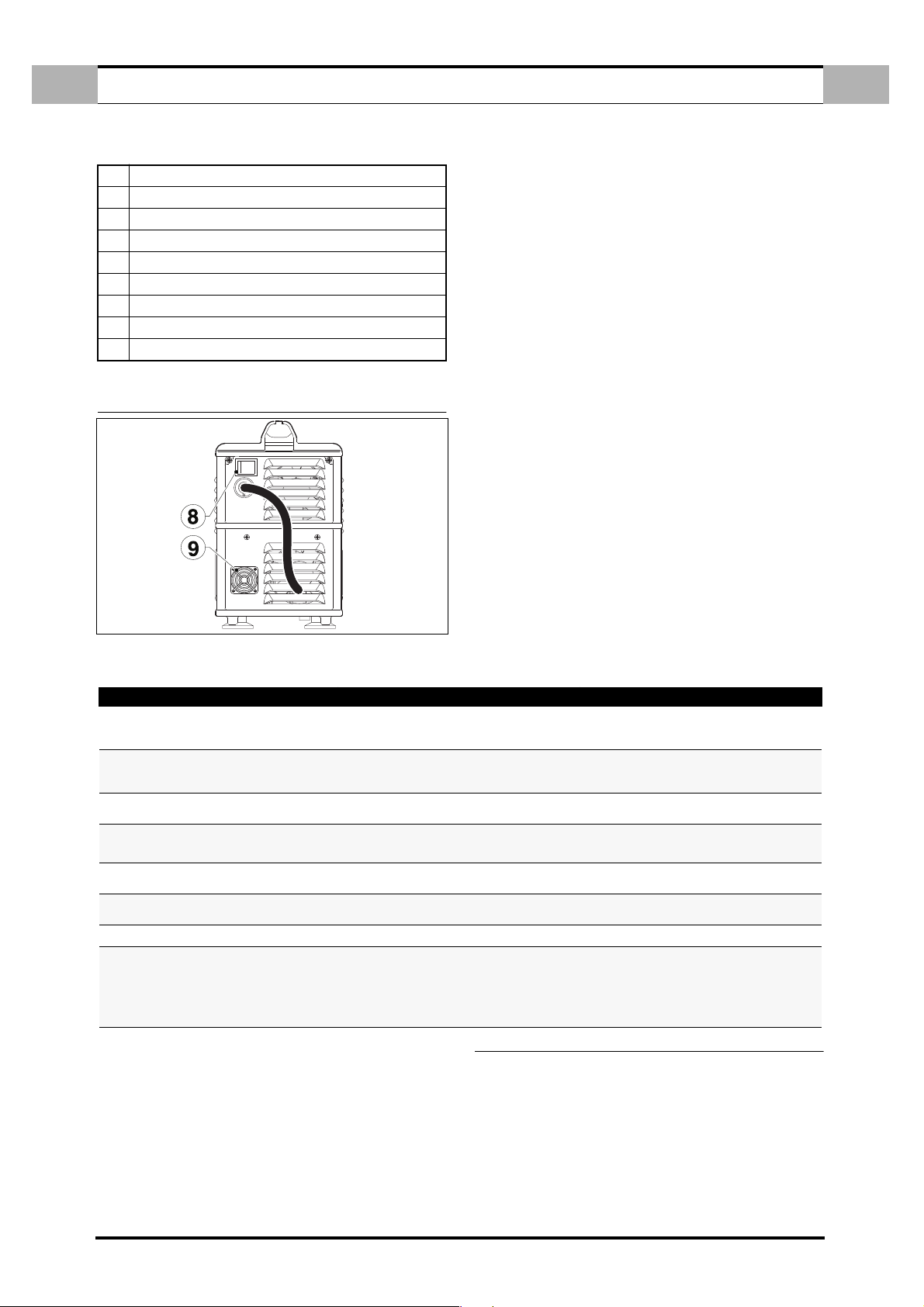
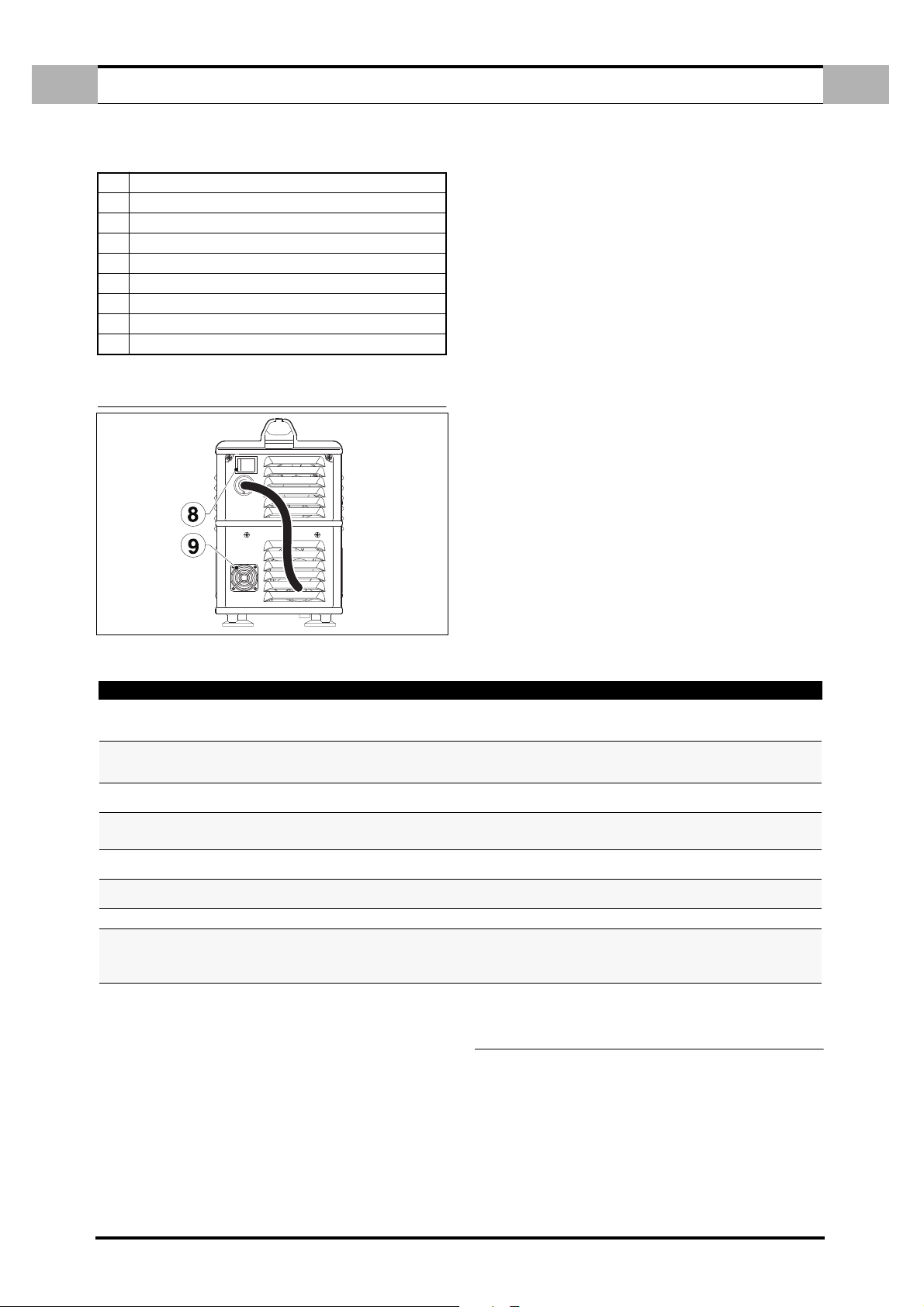
3.2 REAR PANEL
Figure 2.
USE INSTRUCTIONS
3.3 COMMAND FUNCTION
POWER OUTPUT INDICATOR ( Ref. 1 - Fig. 1 page 2)
When the LED is on, the machine is ready for cutting
2. ALARM INDICATOR ( Ref. 2 - Fig. 1 page 2)
When the LED is on, this means that one of the alarms has triggered, at the
same time the display ( Ref. 3 - Fig. 1 page 2) shows the type of alarm,
according to the table below, with relevant operations to be performed in
order to reinstate the power source.
In this condition the power source does not supply current.
3. DIGITAL INSTRUMENT ( Ref. 3 - Fig. 1 page 2)
displays the power source current or the following values temporarily:
✔
✔
✔
✔
✔
✔
4. DIGITAL INSTRUMENT FUNCTION ( Ref. 4 - Fig. 1 page 2)
The LED on corresponds to the value shown on the display:
✔
✔
✔
GB
Start message.
Software version.
Voltage on torch, pressing the key (Ref. 5 - Fig. 1 page 2) .
Air pressure, pressing the key ( Ref. 6 - Fig. 1 page 2) .
Type of alarm (ALARMS), see table 1.
Type of machine error (FAIL) , see table 2.
Volt.
Amper.
Bar.
TABEL n° 1 - ALARMS
DISPLAY
- - -
CUP
HtA
ThA
(Flashing)
CtA
Air
ScA
LSF
5. CURRENT VOLTAGE KEY
Press the key ( Ref. 5 - Fig. 1 page 2) to display ( Ref. 3 - Fig. 1 page 2) the
voltage present on the torch.
The display of voltage is temporary.
6. AIR FUNCTION KEY
Press the key ( Ref. 6 - Fig. 1 page 2) to activate the machine air system for
a fixed interval, with display of work pressure.
7. CURRENT ADJUSTMENT KNOB
Used for adjusting the cutting current ( Ref. 3 - Fig. 1 page 2) .
8. START SWITCH ( Ref. 8 - Fig. 2 page 3)
This switch has 2 positions On (Green light on) or Off, for switching the
power source on or off.
9. AIR FILTER ( Ref. 9 - Fig. 2 page 3)
clean according to scheduled maintenance instructions.
MEANING RESETTING
Insufficient input voltage. Line switch open or no
line.
The torch cap is not properly tightened (With
power source on).
Power converter overtemperature.
Warning of approaching power converter overtemperature (HtA).
Compressor overtemperature.
Insufficient air pressure
(Less than 1.5 bar).
Short circuit on output. Switch the power source off and then on again.
Arc blows out.
When the alarm ceases.
If the alarm persists, contact the assistance centre.
Switch the power source off.
Tighten the cap correctly and restart the power
source.
When the alarm ceases (When the internal temperature has fallen).
When the alarm ceases (When the internal temperature has fallen).
When the alarm ceases (When the internal temperature has fallen).
Contact the assistance centre.
Check wear of cap and electrode and replace if
necessary. If the alarm persists switch the power
source off and then on again. If the alarm occurs
again, call the assistance centre.
4.0 USE INSTRUCTIONS
a. Connect the power source in a dry place with suitable ventilation.
b. Press the On switch ( Ref. 8 - Fig. 2 page 3) and wait for the power source
to start.
c. Position the earth clamp on the piece to be cut, ensuring good electrical
contact.
d. Select the cutting current with the knob ( Ref. 7 - Fig. 1 page 2) following
the data given in the table below.
e. Approach the piece to be cut, press the torch button and begin cutting.
TO A
VOID ELECTRODE AND NOZZLE WEAR, IT IS ADVISABLE NOT TO KEEP THE
PILOT ARC ACTIVATED IN THE AIR.
(GB) 3
GB
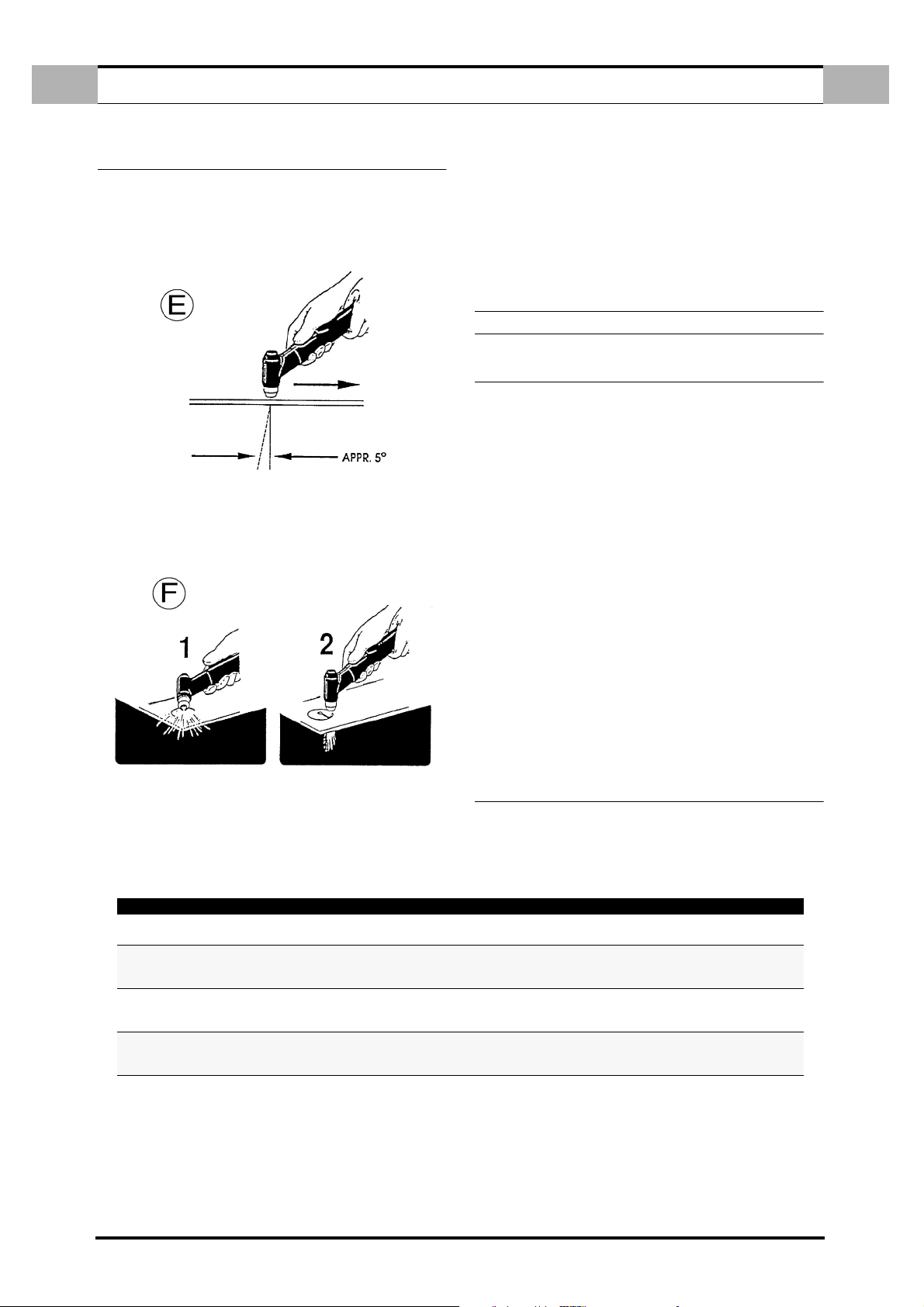
TORCH FUNCTION
5.0 TORCH FUNCTION
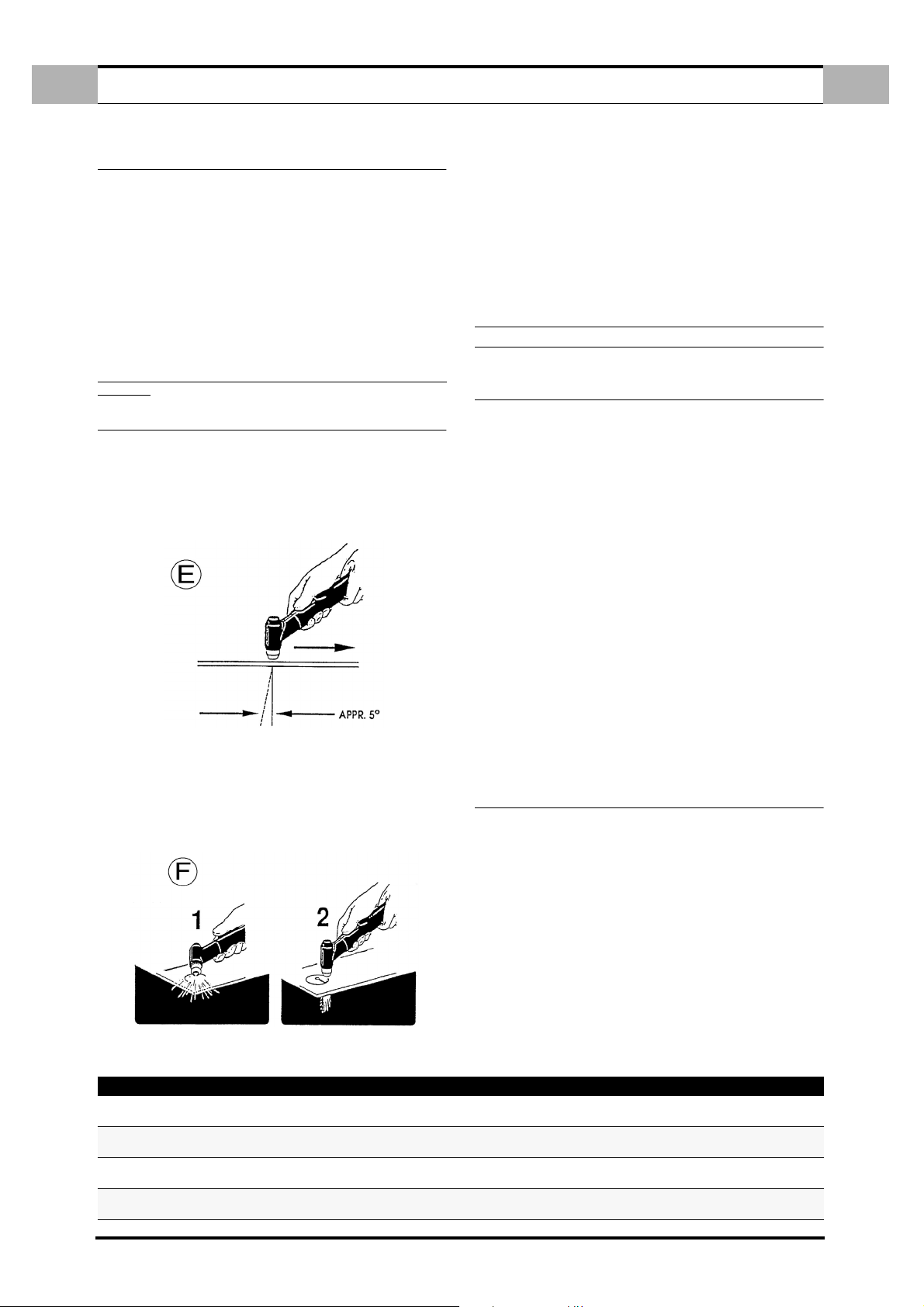
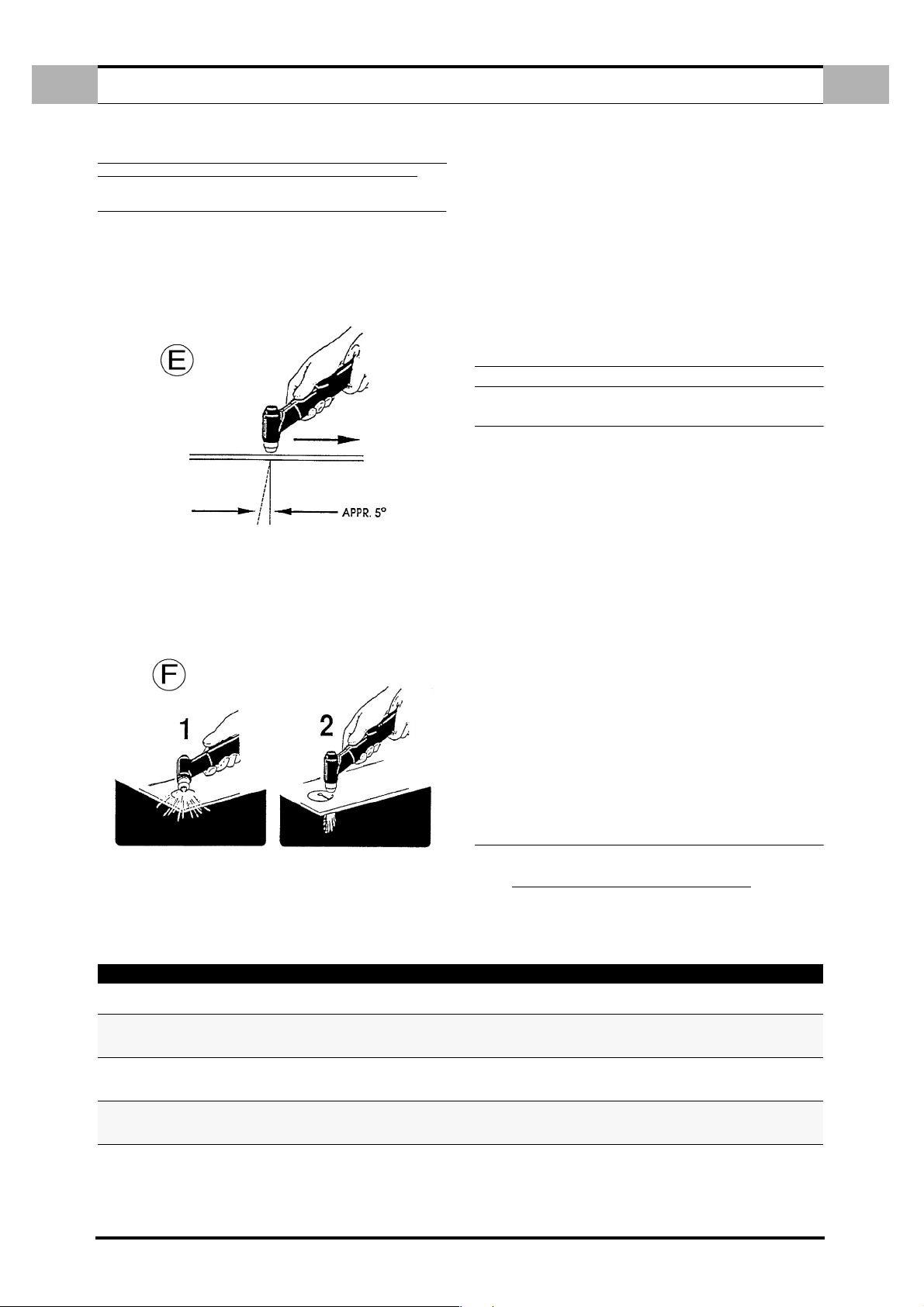
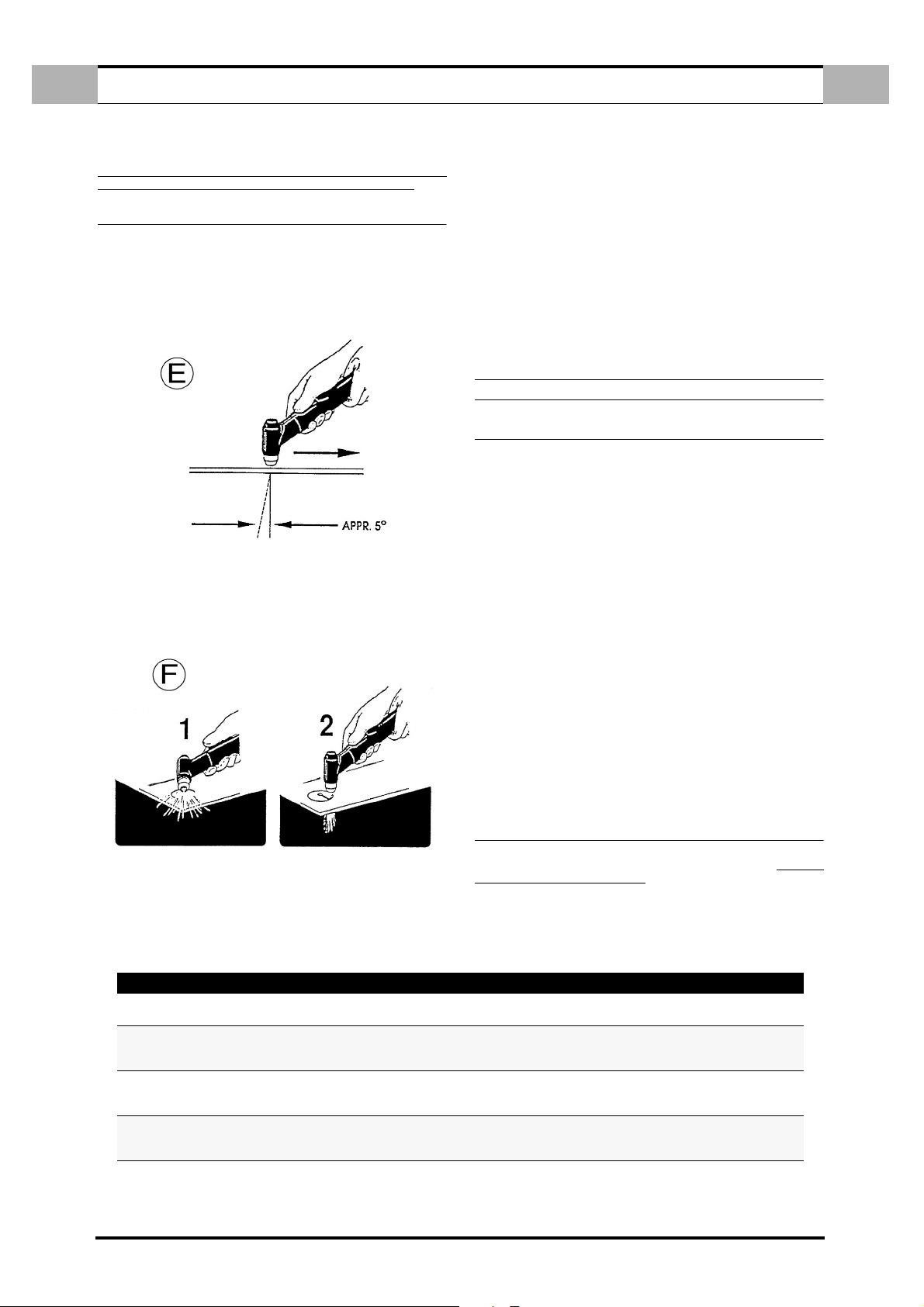
Start to cut slowly, then increase the speed to obtain the desired cut quality . To
start a cut on the sheetmetal border, align the center of the torch to the sheetmetal
and press the start button: the arc cut will start on the border. Regulate the speed
to obtain a good cut. Air plasma will create a straight arc (stainless steel aluminum) or, a 5° arc Fig. E (Soft steel). The arc varies depending on speed, material
and thickness.
5.1 PERFORATION
In some cutting operations, it could be necessary to start the cut from a point distant from the border. The backfire from this operation could shorten the life of
torchs’ components. Therefore, it is suggested to do the job as fast as possible.
When doing a perforation ( Fig. F ).
GB
NOTE! The following suggestions should be taken in consideration for all cutting operation.
a. After completion of all cutting operation, wait 5 minutes before shutting off
the generator. It will give the fan time to cool and disperd the equipments’
heat.
b. In order for components to last longer, don’t let the arc pilot “ON” longer
hen necessary.
c. Handle torch components with care and protect them from damages.
d. For material sostitution use only the safety tool.
READ FREQUENTLY OVER THE SAFETY PRECAUTIONS.
6.0 COMMON CUTTING DEFECTS.
Trouble shooting for arc cutting operations:
Insufficient penetration.
a. Cutting speed too fast.
b. Not enough power.
c. Excessive material thickness.
d. Torch components damaged or worn.
Main arc goes off.
a. Cutting speed too slow.
b. Nozzle too distant from workpiece.
Slightly incline the torch, so that backfire particles are blown away by the nozzle
(and by the operator) instead of bouncing back to the torch. Clean slag and
incrostations from the protection bush. Spraying or inmerging the protection
bush in an anti-slag substance, minimizes the quantity of incrostation that would
stick to it.
Table n° 2 - FAIL -
DISPLAY
F14
F10 - F11 - F12 - -F13
F 15
F20 - F30 - F51 - F52 - F53 - F54 -F55 - F56
Slag formation.
a. Wrong gas pressure.
b. Wrong cutting power.
Burned nozzle.
a. Current too high.
b. Nozzle damaged or loose.
c. Nozzle touching the workpiece
d. Excessive slag: low gas plasma pressure.
7.0 TROUBLESHOOTING
After starting, the power source may show operational errors on the display ( Ref.
3 - Fig. 1 page 2) , as shown in the table below. These errors can be remedied or
are irreversible.
RESETTING
Make sure that the cap is properly inserted.
Switch the power source off and then on again.
Switch the power source off and then on again.
If the "fail" persists call the assistance centre
and communicate the type of error.
Make sure that the torch button is
not pressed when switching the power source on.
Switch the power source off and then on again.
Switch the power source off and then on again.
If the “fail” persists call the assistance centre
and report the type of error.
(GB) 4

F
1.0 CARACTÉRISTIQUES TECHNIQUES
1.1 DESCRIPTION ....................................................... F - 2
1.2 CARACTÉRISTIQUES TECHNIQUES ............................................ F - 2
1.3 ACCESSOIRES ....................................................... F - 2
1.4 DUTY CYCLE........................................................ F - 2
2.0 INSTALLATION
2.1 CONNEXION DU GÉNÉRATEUR AU RÉSEAU D’ALIMENTATION............................... F - 2
2.2 CHOIX D'UN EMPLACEMENT ............................................... F - 2
2.3 DEPLACEMENT ET TRANSPORT DU GENERATEUR .................................... F - 2
3.0 COMMANDES: EMPLACEMENTS ET FONCTIONS
3.1 PANNEAU AVANT ..................................................... F - 3
3.2 PANNEAU ARRIÈRE .................................................... F - 3
3.3 FONCTION COMMANDES ................................................. F - 3
4.0 INSTRUCTIONS D'UTILISATION
5.0 FONCTIONNEMENT DE LA TORCHE
5.1 PERFORATION ....................................................... F - 4
.......................................................... F - 2
SOMMAIRE
.............................................. F - 2
...................................... F - 3
................................................ F - 4
............................................. F - 4
F
6.0 DÉFAUTS COURANTS
7.0 PROBLÈMES CAUSES ET INCONVÉNIENTS
PIÈCES DÉTACHÉES .........................................................I - III
SCHEMA ELECTRIQUE......................................................... V
...................................................... F - 4
......................................... F - 4
(F) 1
F
1.0 CARACTÉRISTIQUES TECHNIQUES
1.1 DESCRIPTION
L’installation est un générateur de courant continu moderne pour le découpage
au plasma, né de l’application de l’inverter. Cette technologie spéciale a permis de
construire des générateurs compacts, légers et très performants. Possibilité de
réglage, haut rendement et consommation d’énergie réduite en font un outil précieux, en mesure d’effectuer des découpages de qualité jusqu’à des épaisseurs de
6 mm.
Le générateur dispose d’un compresseur intégré, et ne nécessite pas de branchement à une source d’air comprimé.
Le générateur est doté d’un circuit de rallumage automatique de l’arc, qui permet
un découpage idéal de structures métalliques à grille. En outre le générateur est
doté de systèmes de sécurité qui inhibent le circuit de puissance quand l’opérateur entre en contact avec les parties sous tension de la machine. Il est possible
en outre de découper par le seul arc piloté jusqu’à des épaisseurs de 2 mm,
chose très utile quand on travaille des métaux peints sur lesquels il est impossible
d’accrocher la pince du positif.
1.2 CARACTÉRISTIQUES TECHNIQUES
PLAQUE DE DONNEES TECHNIQUES
PRIMAIRE
Tensione monophasé 230V
Fréquence 50 / 60 Hz
Consommation effective 11A
Consommation maxi 16A
SECONDAIRE
Tension à vide 300V
Courante de découpage 10 ÷ 20A
Facteur de marche 20A ÷ 50%
Indice de protection IP 23
Classe d’isolement H
Poids 12 kg.
Dimensiones mm 410 x 180 x 310
Norme
1.3 ACCESSOIRES
Consulter les agents de zone ou le revendeur.
EN 60974.1 - EN 60974.7
EN 60974.10
CARACTÉRISTIQUES TECHNIQUES
2.0 INSTALLATION
IMPORTANT : Avant de brancher, préparer ou utiliser l'appareil,
lire attentivement le chapitre RÈGLES DE SÉCURITÉ.
2.1 CONNEXION DU GÉNÉRATEUR AU RÉSEAU D’ALIMENTATION.
S’assurer que la prise d’alimentation est équipée du fusible
indiqué sur le tableau des données techniques placé sur le générateur. Tous
les modèles de générateur prévoient une compensa-tion des variations de
réseau. Pour chaque variation de +- 10%, on obtient une variation du courant
de soudage de +- 0,2%.
2.2 CHOIX D'UN EMPLACEMENT
Une installation spéciale peut être requise en présence
d'essence ou de liquides volatiles. Ne pas déplacer ou utiliser l'appareil si
celui-ci est instable et risque de se renverser.
Positionner l'équipement en respectant les consignes ci-dessous:
1. L'opérateur doit pouvoir accéder librement aux organes de contrôle et de
réglage ainsi qu'aux connexions.
2. Ne pas placer l'appareil dans des locaux petits et fermés. La ventilation du
poste est très importante. S'assurer que les ouies de ventilation ne soient
pas obstruées et qu'il n'existe aucun risque d'obstruction pendant le fonctionnement, ceci afin d'éviter tout risque de surchauffe et d'endommagement de l'appareil.
3. Eviter les locaux sales et poussiéreux où la poussière pourrait être aspirée à
l'intérieur de l'appareil par le système de ventilation.
4. L'équipement (y compris les câbles) ne doit pas constituer un obstacle à la
libre circulation et au travail des autres personnes.
5. Placer l'appareil sur une surface stable afin d'éviter tout risque de chute ou
de renversement. Penser au risque de chute de l'appareil lorsque celui-ci
est placé dans des positions surélevées.
2.3 DEPLACEMENT ET TRANSPORT DU GENERATEUR
F
AFIN D’ÉVITER TOUT DOMMAGE A
L’APPAREIL, CONTROLE QUE LA TENSION DU RÉSEAU CORRESPONDE À
CELLE DU GÉNÉRATEUR AVANT DE
BRANCHER LA PRISE D’ALIMENTATION.
1.4 DUTY CYCLE
Le duty cycle est le pourcentage sur 10 minutes de découpage que le générateur
peut fournir à son courant nominal, pour une température ambiante de 40° C,
sans intervention de la protection thermostatique.
Si ceci devait intervenir, attendre le redémarrage du générateur avant de pouvoir
procéder au découpage (voir page IV).
NE PAS DÉPASSER LE CYCLE DE TRAVAIL MAXIMUM.
Le dépassement du cycle de travail indiqué sur la plaquette peut endommager le
générateur et annuler la garantie.
Casque - Gants - Chaussures de sécurité - Guêtres.
PROTECTION DE L'OPERATEUR
Son poids ne dépassant pas les 25 Kg, la soudeuse peut être sou-
levée par l'opérateur. Lire attentivement les prescriptions suivantes.
L’appareil a été conçu pour être soulevé et transporté. Ce transport est simple
mais doit être fait dans le respect de certaines règles:
1. Ces opérations peuvent être faites par la poignée se trouvant sur le géné-
rateur.
2. Avant de soulever ou déplacer l’appareil, débrancher le générateur et tous
les accessoires du secteur.
3. L'appareil ne doit pas être remorqué, traîné ou soulevé à l'aide des câbles
électriques.
(F) 2
1.
3.
F
3.0 COMMANDES: EMPLACEMENTS ET FONCTIONS
3.1 PANNEAU AVANT
Figura 1.
1
2
3
4
5
Indicateur distribution puissance
1
Indicateur intervention alarmes
2
Instrument numérique
3
Fonction instrument numérique (Volt - Amp. - Bar)
4
Touche fonction tension - courant
5
Touche fonction air
6
Manette de réglage
7
Interrupteur d’allumage
8
Filtre air
9
COMMANDES: EMPLACEMENTS ET FONCTIONS
3.2 PANNEAU ARRIÈRE
Figura 2.
7
6
3.3 FONCTION COMMANDES
INDICATEUR DE DISTRIBUTION DE PUISSANCE ( Rèf.1 - Fig. 1 pag. 3)
Quand la led est allumée la machine est prête au découpage.
2. INDICATEUR D’INTERVENTION D’ALARMES ( Rèf. 2 - Fig. 1 pag. 3)
Quand la led est allumée cela indique qu’une des alarmes prévues est intervenue, simultanément à la visualisation ( Rèf. 3 - Fig. 1 pag. 3) ) du type
d’alarme comme indiqué dans le tableau ci-dessous, avec les opérations
relatives à effectuer pour rétablir le fonctionnement normal du générateur.
Dans cette condition le générateur ne distribue pas de courant.
F
Table n° 1 - ALARME
DISPLAY
- - -
CUP
HtA
ThA
(Clignotant)
CtA
Air
ScA
LSF
INSTRUMENT NUMÉRIQUE ( Rèf. 3 - Fig. 1 pag. 3)
Visualise le courant programmé par le générateur et en alternative d’une
manière temporaire:
✔
Message d’allumage.
Version du logiciel.
✔
Tension sur la torche en appuyant la touche ( Rèf. 5 - Fig. 1 pag. 3) .
✔
Pression de l’air en appuyant la touche ( Rèf. 6 - Fig. 1 pag. 3) .
✔
Typologie d’alarme (ALARMES), voìr table 1.
✔
Typologie d’erreur de la machine (FAIL), voir table 2.
✔
4. FONCTION INSTRUMENT NUMÉRIQUE ( Rèf. 4 - Fig. 1 pag. 3)
La led allumée correspond à la grandeur affichée:
✔
Volt.
Ampèr.
✔
✔
Bar.
SIGNIFICATION REPRENDRE - RESET
Tension d’entrée insuffisante. Interrupteur de ligne
ouvert ou absence de ligne.
La hotte de la torche n’est pas vissée correctement
(générateur allumé).
Surtempérature du convertisseur de puissance.
Avis de l’approche de la surtempérature du convertisseur de puissance (HtA).
Surtempérature du compresseur Au rétablissement des conditions normales (Quand
Pression d’air insuffisante
Inférieur à 1,5 bar.
Court-circuit en sortie. Eteindre et rallumer le générateur.
Extinction de l’arc.
Au rétablissement de l’alarme.
Si l’alarme persiste contacter le centre d’assistance.
Eteindre le générateur,
Visser correctement la hotte et rallumer le
générateur.
Au rétablissement des conditions normales (Quand
la température interne a diminué).
Au rétablissement des conditions normales (Quand
la température interne a diminué).
la température interne a diminué).
Contacter le centre d’assistance.
Vérifier l’usure de la hotte et de l’électrode, Si usés,
remplacer. Si l’alarme persiste éteindre et rallumer
le générateur. Si l’alarme se reproduit contacter le
centre d’assistance.
5. TOUCHE TENSION COURAN
En appuyant ( Rèf. 5 - Fig. 1 pag. 3) on visualise ( Rèf. 3 - Fig. 1 pag. 3) ) la
tension présente sur la torche. La visualisation de la tension est temporaire.
6. TOUCHE FONCTION AIR
En appuyant (Rèf. 6- Fig. 1 pag. 3) on active pendant un certain temps l’installation d’air de la machine, avec visualisation de la pression de travail.
7. MANETTE DE RÉGLAGE DU COURANT
Permet de régler le courant de découpage (Rèf. 7- Fig. 1 pag. 3) .
8. ERRUPTEUR D’ALLUMAGE
(Rèf. 8- Fig. 2 pag. 3) Cet interrupteur a 2 positions, allumé (Voyant vert
allumé) ou éteint, qui correspondent à l’allumage et l’extinction du générateur.
9. FILTRE AIR (Rèf. 9- Fig. 2 pag. 3)
Effectuer le nettoyage selon le programme d’entretien.
(F) 3
F
4.0 INSTRUCTIONS D'UTILISATION
a. Brancher le générateur dans un endroit sec et disposant d’une ventilation
appropriée.
b. Appuyer l’interrupteur d’allumage (Rèf. 8- Fig. 2 pag. 3) (Rèf. 8- Fig. 2 pag.
3) et attendre l’allumage du générate.
c. Positionner la pince de masse sur la pièce à découper, en s’assurant du bon
contact électrique.
d. Sélectionner le courant de découpage par la manette (Rèf. 7- Fig. 2 pag. 3)
en suivant les instructions du tableau ci-dessous.
e. Se positionner sur la pièce à découper, appuyer le bouton torche et com-
mencer le découpage
Il est conseillé de ne pas maintenir inutilement l’arc pilote allumé en l’air de
façon à éviter l’usure de l’électrode et du gicleur.
RELIRE FRÉQUEMMENT LES RÈGLES DE SÉCURITÉ INDIQUÉES AU DÉBUT DE
CE MANUEL
5.0 FONCTIONNEMENT DE LA TORCHE
Commencer à couper lentement puis augmenter progressivement la vitesse
d'avance jusqu'à obtentio d'une découpe de bonne qualité. Pour commencer une
découpe au bord de la tôle, aligner le centre de la torche avec le bord de la pièce et
presser le poussoir de commande: l'arc s'amorce alors sur le bord de la tôle.
Régler la vitesse de façon à obtenir une découpe propre. Le système plasma air
crée un arc droit (acier inox, aluminium) ou un arc d'attaque de 5° ( Fig. E ) (Acier
doux). L'arc varie en fonction de la vitesse, du matériau et de l'épaisseur.
INSTRUCTIONS D'UTILISATION
NOTE. Les conseils suivants doivent être suivis pour toutes les opérations de
découpage:
a. Attendre 5 minutes après la fin du découpage avant d'arrêter l'appareil, afin
de permettre au ventilateur de refroidissement de dissiper la chaleur présente à l'intérieur du poste.
b. Pour garantir une bonne longévité des composants, ne pas faire fonctionner
l'arc pilote plus longtemps que nécessaire.
c. Manipuler les conducteurs de la torche avec soin et les protéger des risques
de détérioration.
d. Pour remplacer les pièces d'usure, n'utiliser que la clé fournie en dotation.
RELIRE FRÉQUEMMENT LES RÈGLES DE SÉCURITÉ.
6.0 DÉFAUTS COURANTS
Sont énumérés ci-dessous les défauts les plus couramment constatés et leurs
causes possibles
Pénétration insuffisante.
a. Vitesse d'avance excessive.
b. Puissance insuffisante.
c. Épaisseur du matériau trop importante.
d. Composants de la torche usés ou endommagés.
F
5.1 PERFORATION
Il peut être parfois nécessaire de commencer la découpe à l'intérieur de la surface
plutôt que sur le bord de la tôle.
Le retour de flamme provoqué par l'opération de perforation peut diminuer la
durée de vie des composants de la torche.
Ceci implique donc d'effectuer la perforation le plus rapidement possible. Pour
effectuer une perforation ( Fig. F ),
L'arc principal s'éteint.
a. Vitesse d'avance trop lente.
b. Distance trop grande entre la torche et la pièce.
Formation de scories.
a. Mauvaise pression de l'air comprimé.
b. Puissance de coupe non adéquate.
Buse brûlée.
a. Courant de coupe trop fort.
b. Buse endommagée ou desserrée.
c. Buse en contact avec la pièce.
Scories excessives : pression d'air trop faible.
7.0 PROBLÈMES CAUSES ET INCONVÉNIENTS
Après l’allumage le générateur peut donner des erreurs de fonctionnement visualisées sur l’afficheur (Rèf. 3- Fig. 1 pag. 3) comme indiqué sur le tableau. Ces
erreurs peuvent être rétablies ou sont irréversibles.
Table n° 2 - FAIL
DISPLAY
F14
F10 - F11 - F12 - -F13
F 15
F20 - F30 - F51 - F52 - F53 - F54 - F55 - F56
REPRENDRE - RESET
S’assurer que la hotte est insérée correctement.
Eteindre et rallumer le générateur.
Eteindre et rallumer le générateur.
Si l’erreur persiste appeler le centre d’assistance et communiquer le type d’erreur.
Vérifier que le bouton de la torche n’est pas appuyé pendant l’allumage du générateur.
Eteindre et rallumer le générateur.
Eteindre et rallumer le générateur.
i l’erreur persiste “fail”appeler le centre d’assistance et communiquer le type d’erreur.
(F) 4

E
1.0 DESCRIPCIÓN Y CARACTERÍSTICAS TÉCNICAS
1.1 DESCRIPCIÓN ....................................................... E - 2
1.2 CARACTERÍSTICAS TÉCNICAS .............................................. E - 2
1.3 ACCESORIOS ....................................................... E - 2
1.4 DUTY CYCLE........................................................ E - 2
2.0 INSTALACIÓN
2.1 CONEXIÓN DEL GENERADOR A LA RED DE ALIMENTACIÓN. .............................. E - 2
2.2 INSTALACIÓN DEL GENERADOR ............................................. E - 2
2.3 TRANSPORTE DEL GENERADOR ............................................. E - 2
3.0 MANDOS: POSICIÓN Y FUNCIÓN
3.1 PANEL ANTERIOR ..................................................... E - 2
3.2 PANNEL TRASERO..................................................... E - 3
3.3 FUNCIÓN MANDOS .................................................... E - 3
4.0 INSTRUCCIONES PARA LA UTILIZACIÓN
5.0 FUNCIONAMIENTO DEL PORTAELECTRODO
5.1 PERFORACIÓN....................................................... E - 4
..........................................................E - 2
SUMARIO
......................................E - 2
...............................................E - 2
..........................................E - 3
........................................E - 4
E
6.0 DEFECTOS COMUNES DE CORTE
7.0 CAUSAS DE PROBLEMAS E INCONVENIENTES
LISTA DE LAS PIEZAS DE RECAMBIO ...............................................I - III
ESQUEMA ELECRICO .........................................................V
...............................................E - 4
.......................................E - 4
(E) 1
E
1.0 DESCRIPCIÓN Y CARACTERÍSTICAS TÉCNICAS
1.1 DESCRIPCIÓN
El equipo es un moderno generador de corriente continua para cortar por plasma,
fruto de la aplicación del inverter.
La aplicación de esta especial tecnología ha permitido construir generadores
compactos y ligeros, con prestaciones de elevado nivel.
Gracias a la posibilidad de regulación, al alto rendimiento- y al reducido consumo
energético, estos generadores son una óptima herramienta de trabajo, capaz de
realizar cortes de calidad en espesores de hasta 6 mm.
El generador no requiere la conexión de ninguna fuente de aire comprimido porque cuenta con un compresor integrado.
Posee un circuito de encendido automático del arco que permite cortar rejillas
metálicas.
Además, el generador está dotado de -sistemas de seguridad que interrumpen el
circuito de potencia cuando el operario entra en contacto con las partes de la
máquina que reciben tensión.
Se puede cortar sólo con el arco piloto hasta espesores de 2 mm. Esto resulta
muy útil cuando se trata de metales pintados a los que no se puede conectar la
pinza del positivo.
1.2 CARACTERÍSTICAS TÉCNICAS
TABLA TÉCNICA
DESCRIPCIÓN Y CARACTERÍSTICAS TÉCNICAS
PRIMARIO
Tensión monofásica 230V
Frecuencia 50 / 60 Hz
Consumo efectivo 11A
Consumo máximo 16A
SECUNDARIA
Tensió en vacio 300V
Corriente de corte 10 ÷ 20A
Ciclo de trabajo 20A ÷ 50%
E
necesitan que se compensen las oscilaciones de voltaje. Con una variación del
±10% se obtiene una variación de la corriente de corte del ± 0,2%.
ANTES DE INSERTAR LA CLAVIJA DEL
GENERADOR EN LA TOMA DE CORRIENTE
HAY QUE COMPROBAR SI LA RED TIENE EL
VOLTAJE QUE NECESITA EL GENERADOR.
2.2 INSTALACIÓN DEL GENERADOR
Si en el ambiente de trabajo hay líquidos o gases combustibles
es necesario instalar protecciones especiales. Se ruega ponerse en contacto
con las autoridades competentes.
El equipo tiene que colocarse siguiendo las siguientes normas:
1. El operador ha de poder acceder fácilmente a todos los mandos y las
conexiones del equipo.
2. Controle que el cable de alimentación y el fusible del enchufe donde se
conecta la máquina soldadora sean adecuados a la corriente reperida por la
misma.
3. La ventilación del generador es muy importante. No instalar el equipo en
locales pequeños o sucios en los que pueda aspirar el polvo o la suciedad.
4. Ni el equipo ni los cables deben impedir el paso o el trabajo de otras perso-
nas.
5. El generador tiene que estar en una posición segura para evitar que pueda
caerse o volcarse. Si el equipo se coloca en un lugar elevado, existe el peligro de que se caiga.
2.3 TRANSPORTE DEL GENERADOR
PROTECCIÓN DEL OPERADOR:
Casco - Guantes - Calzado de protección- Polainas.
Índice de protección IP 23
Clase de aislamiento H
Peso 12 kg.
Dimensiones mm 410 x 180 x 310
Normas
1.3 ACCESORIOS
Ponerse en contacto con los agentes de zona o con el distribuidor.
1.4 DUTY CYCLE
El ciclo de trabajo (duty cycle) es el porcentaje de 10 minutos durante el que el
generador puede cortar a corriente nominal, con una temperatura ambiente de
40° C, sin que se dispare la protección termostática.
Si se disparase, es necesario esperar a que se restablezca el generador para
poder cortar (A ver pag. IV).
NO SUPERAR EL CICLO DE TRABAJO MÁXIMO.
Superar el ciclo de trabajo que se indica en la placa de datos puede afectar al
generador y anula la garantía.
2.0 INSTALACIÓN
IMPORTANTE: antes de conectar, preparar o utilizar el equipo,
leer atentamente las NORMAS DE SEGURIDAD.
2.1 CONEXIÓN DEL GENERADOR A LA RED DE ALIMENTACIÓN.
EN 60974.1 - EN 60974.7
EN 60974.10
por el soldador. Leer atentamente las páginas que siguen.
Este equipo está diseñado para poder ser elevado y transportado.
La operación de transporte es sencilla pero se debe realizar de acuerdo con las
reglas siguient:
1. Desconectar de la red de alimentación el generador y todos los accesorios
2. No elevar, arrastrar o tirar del equipo por los cables de alimentación o de los
3.0 MANDOS: POSICIÓN Y FUNCIÓN
3.1 PANEL ANTERIOR
El equipo tiene un peso máximo de 25 kg y puede ser levantada
antes de elevarlo o desplazarlo.
accesorios.
Figura 1.
1
2
3
4
5
7
6
indica en Ia tabla técnica del generador. Todos los modelos de generador
Compruebe si Ia toma de corriente dispone del fusible que se
(E) 2
1.
(
1
2
3
4
5
6
7
8
9
E
3.2 PANNEL TRASERO
Indicador de suministro de potencia.
Indicador de alarma en funcionamiento.
Dispositivo digital.
Función dispositivo digital (Volt - Amp. - Bar).
Tecla tensión - Corriente.
Tecla función aire.
Perilla de regulación.
Interruptor de encendido.
Filtro
Figura 2.
INSTRUCCIONES PARA LA UTILIZACIÓN
3.3 FUNCIÓN MANDOS
INDICADOR DE SUMINISTRO DE POTENCIA ( Ref. 1 - Fig. 1 pág. 2)
Cuando el led está encendido la máquina está preparada para cortar.
2. INDICADOR DE ALARMA EN FUNCIONAMIENTO ( Ref. 2 - Fig. 1 pág. 2)
Cuando el led está encendido indica que una de las alarmas se ha disparado. Al mismo tiempo en el cuadro de mandos ( Ref. 3 - Fig. 1 pág. 2) aparece el tipo de alarma que se indica en la tabla adjunta con las operaciones
que hay que realizar para restablecer el generador.
En esta situación el generador no suministra corriente.
3. DISPOSITIVO DIGITAL ( Ref. 3 - Fig. 1 pág. 2)
Visualiza la corriente establecida por el generador y en alternativa de forma
temporal:
✔
Mensaje de encendido.
Versión del sofware.
✔
Tensión en la antorcha pulsando la tecla ( Ref. 5 - Fig. 1 pág. 2) .
✔
Presión del aire pulsando la tecla to ( Ref. 6 - Fig. 1 pág. 2) .
✔
✔
Tipos de alarma (ALARMAS), ver tabla 1.
Tipos de error de la máquina (FAIL), ver tabla 2.
✔
4. FUNCIÓN DISPOSITIVO DIGITAL ( Ref. 4 - Fig. 1 pág. 2)
El led encendido corresponde al tamaño visualizado en el cuadro de mandos:
Volt.
✔
✔
Amper.
✔
Bar.
E
Tabla n° 1 - ALARMAS
DISPLAY
- - -
CUP
HtA
ThA
(De forma intermitente)
CtA
Air
ScA
SIGNIFICADO RESTAURACIÓN
Tensión de entrada insuficiente. Interruptor de
línea abierto o falta de línea.
La cabeza de la antorcha no se ha ajustado correctamente (con el generador encendido).
Recalentamiento del convertidor de potencia. Al restablecerse la alarma (cuando la temperatura
Aviso de que se está recalentando el convertidor
de potencia (HtA).
Recalentamiento del compresor. Al restablecerse la alarma (cuando la temperatura
Presión de aire insuficiente
(inferior a 1,5 bar)
Cortocircuito en salida. Apagar y volver a encender el generador
Se ha apagado el arco Comprobar el desgaste de la cabeza y del
LSF
6. TECLA FUNCIÓN AIRE
Pulsando la tecla ( Ref. 6 - Fig. 1 pág. 2) se activa durante un período determinado la instalación neumática de la máquina y la visualización de la presión de trabajo.
7. PERILLA DE REGULACIÓN DE LA CORRIENTE
Permite regular la corriente de corte ( Ref. 3 - Fig. 1 pág. 2) .
8. INTERRUPTOR DE ENCENDIDO
Ref. 8 - Fig. 2 pág. 3) ( Ref. 8 - Fig. 2 pág. 3)
Este interruptor tiene 2 posiciones encendido (luz verde) o apagado, que
corresponden al encendido y al apagado del generador.
9. FILTRO DE AIRE ( Ref. 9 - Fig. 2 pág. 3)
Limpiarlo según el programa de mantenimiento.
5. TECLA TENSIÓN CORRIENTE
Pulsando la tecla ( Ref. 5 - Fig. 1 pág. 2) se puede visualizar en el cuadro de
mandos ( Ref. 3 - Fig. 1 pág. 2) la tensión de la antorcha.
La visualización de la tensión es temporal.
Al restablecerse la alarma.
Si la alarma continúa ponerse en contacto con el
centro de asistencia.
Apagar el generador.
Ajustar correctamente la cabeza y volver a encender el generador.
interna ha disminuido).
Al restablecerse la alarma (cuando la temperatura
interna ha disminuido).
interna ha disminuido).
Ponerse en contacto con el centro de asistencia.
electrodo y, en caso de que estén desgastados,
sustituirlos. Si la alarma continúa, apagar y volver
a encender el generador. Si vuelve a dispararse la
alarma, ponerse en contacto con el centro de asistencia.
4.0 INSTRUCCIONES PARA LA UTILIZACIÓN
a. Colocar el generador en un lugar seco y con la ventilación adecuada
b. Pulsar el interruptor de encendido ( Ref. 8 - Fig. 2 pág. 3) y esperar a que
se encienda el generador.
c. Colocar la pinza de masa sobre la pieza que hay que cortar asegurándose de
que se produce contacto.
d. Seleccionar la corriente de corte ( Ref. 7 - Fig. 2 pág. 3) con la ayuda de la
tabla siguiente.
Situarse sobre la pieza que se desea cortar, pulsar la tecla antorcha y empezar
a cortar.
(E) 3
E
SE ACONSEJA NO MANTENER EL ARCO PILOTO ENCENDIDO CUANDO NO SE
UTILIZA PARA EVITAR EL DESGASTE DEL ELECTRODO Y DE LA TOBERA.
FUNCIONAMIENTO DEL PORTAELECTRODO
5.0 FUNCIONAMIENTO DEL PORTAELECTRODO
Comenzar a cortar lentamente y aumentar la velocidad para obtener el tipo de
corte que se desea. Para iniciar el corte en el borde de la chapa, alinear el centro
del portaelectrodo a lo largo del borde de la chapa y apretar el interruptor de
mando: entonces, el arco de corte trasladado se enciende en el borde de la chapa.
Regular la velocidad para obtener un buen corte. El plasma aira crea un arco derecho (Acero inox, aluminio) o bien, un arco de empalme de 5° ( Fig.E ), (Acero
dulce).
5.1 PERFORACIÓN
En algunas operaciones de corte podría ser necesario comenzar el corte en el interior de la superficie de la chapa en vez del borde de la misma. La vuelta de la llama
de la operación de perforación puede abreviar la duración de los componentes del
portaelectrodo: por lo tanto, todo el trabajo de perforación debe ser efectuado
lo más rápidamente posible. Minimiza la cantidad de incrustaciones que se adhieren a la misma. Cuando se efectúa una perforacinóne ( Fig.F )
E
lo antes posible. La rociadura o la inmersión de la pantalla de saldar en una sustancia antiescorias.
NOTA. Las siguientes sugerencias deben ser seguidas para todas las operaciones de corte.
a. Esperar 5 minutos antes de parar el generador una vez acabadas las opera-
ciones de corte. Esto permite al ventilador enfriar y disipar el calor del aparato.
b. Para una larga duración de los componentes no hacer funcionar el arco
piloto más tiempo de lo necesario.
c. Manipular los conductores del portaelectrodo con cuidado y protegerlos de
daños.
d. Para la sustitución de los materiales gastados usar solo la llave de seguri-
dad.
RELEER FRECUENTEMENTE LAS PRECAUCIONES DE SEGURIDAD.
6.0 DEFECTOS COMUNES DE CORTE
Aquí abajo se indican los problemas de corte más comunes y sus causas probables para cada uno:
Penetración insuficiente.
a. Velocidad de corte excesiva.
b. Potencia insuficiente.
c. Espesor del material excesivo.
d. Componentes portaelectrodo gastados o dañados.
El arco principal se apaga.
a. Velocidad de corte demasiado lenta.
b. Espacio entre la boquilla y el portaelectrodo y la pieza excesivo.
Formación de escorias.
a. Presión del gas errada.
b. Potencia de corte equivocada.
inclinar el portaelectrodo ligeramente de forma que las chispas sean sopladas por
la boquilla del portaelectrodo (0y por el operador) en vez de caer sobre el portaelectrodo. Limpiar las escorias y las incrustaciones de la pantalla y de la boquilla
Tabla n° 2 - FAIL -
DISPLAY
F14
F10 - F11 - F12 - -F13
F 15
F20 - F30 - F51 - F52 - F53 - F54 -
F55 - F56
Boquillas quemadas.
a. Curriente alta
b. Boquilla de corte dañada o floja
c. Boquilla en contacto con el material
d. Residuo en exeso presion del gas plasma reducida.
7.0 CAUSAS DE PROBLEMAS E INCONVENIENTES
Una vez encendido, el generador puede dar errores de funcionamiento que se
visualizan en el cuadro de mandos ( Rif. 3 - Fig. 1 pág. 2) , como en la tabla
adjunta. Dichos errores pueden ser reversibles o irreversibles.
RESTAURACIÓN
Asegurarse de que la cabeza de la antorcha se haya introducido correctamente.
Apagar y volver a encender el generador.
Si “fail” persiste, ponerse en contacto con el centro de asistencia y comunicar
el tipo de error.
Asegurarse de que la tecla antorcha no se haya pulsado al encender el generador.
Apagar y volver a encender el generador.
Apagar y volver a encender el generador.
Si “fail” persiste, ponerse en contacto con el centro de asistencia y comunicar
el tipo de error.
(E) 4

I
1.0 DESCRIZIONE E CARATTERISTICHE TECNICHE
1.1 DESCRIZIONE ....................................................... I - 2
1.2 CARATTERISTICHE TECNICHE............................................... I - 2
1.3 ACCESSORI ........................................................ I - 2
1.4 DUTY CYCLE........................................................ I - 2
2.0 INSTALLAZIONE
2.1 CONNESSIONE DEL GENERATORE ALLA RETE DI ALIMENTAZIONE. ........................... I - 2
2.2 POSIZIONAMENTO DEL GENERATORE .......................................... I - 2
2.3 MOVIMENTAZIONE E TRASPORTO DEL GENERATORE .................................. I - 2
3.0 COMANDI: POSIZIONE E FUNZIONE
3.1 PANNELLO ANTERIORE .................................................. I - 2
3.2 PANNELLO POSTERIORE ................................................. I - 3
3.3 FUNZIONE COMANDI ................................................... I - 3
4.0 ISTRUZIONI D’IMPIEGO
5.0 FUNZIONAMENTO DELLA TORCIA
5.1 PERFORAZIONE ...................................................... I - 4
..........................................................I - 2
.....................................................I - 3
INDICE GENERALE
........................................I - 2
..............................................I - 2
...............................................I - 4
I
6.0 DIFETTI COMUNI DI TAGLIO
7.0 PROBLEMI CAUSE ED INCONVENIENTI
LISTA PEZZI DI RICAMBIO......................................................I - III
SCHEMA ELETTRICO ......................................................... V
...................................................I - 4
............................................I - 4
(I) 1
I
1.0 DESCRIZIONE E CARATTERISTICHE TECNICHE
1.1 DESCRIZIONE
L’impianto è un moderno generatore di corrente continua per il taglio al plasma,
nato grazie all’applicazione dell’inverter.
Questa particolare tecnologia ha permesso la costruzione di generatori compatti e
leggeri, con prestazioni ad alto livello.
Possibilità di regolazioni, alto rendimento e consumo energetico contenuto ne
fanno un ottimo mezzo di lavoro, in grado di effettuare tagli di qualità fino a spessori di 6 mm .
Il generatore ha un compressore integrato, per cui non necessita di collegamento
ad alcuna fonte di aria compressa.
Il generatore è dotato di circuito di reinnesco automatico dell’arco, che permette
di tagliare in modo ottimo strutture metalliche a griglia.
Inoltre il generatore è dotato di sistemi di sicurezza, che inibiscono il circuito di
potenza quando l’operatore entra in contatto con parti in tensione della macchina.
È possibile inoltre tagliare con il solo arco pilota fino a spessori di 2mm cosa
molto utile quando si hanno dei metalli verniciati su cui non è possibile connettere
la pinza del positivo.
1.2 CARATTERISTICHE TECNICHE
TARGA DATI
DESCRIZIONE E CARATTERISTICHE TECNICHE
PRIMARIO
Tensione monofase 230V
Frequenza 50 / 60 Hz
Consumo effettivo 11A
Consumo massimo 16A
SECONDARIO
Tensione a vuoto 300V
Corrente di taglio 10 ÷ 20A
Ciclo di lavoro 20A ÷ 50%
I
PRIMA DI INSERIRE LA SPINA DI ALIMENTAZIONE, ONDE EVITARE LA ROTTURA
DEL GENERATORE, CONTROLLARE CHE
LA TENSIONE DI LINEA CORRISPONDA
ALL’ALIMENTAZIONE VOLUTA.
2.2 POSIZIONAMENTO DEL GENERATORE
Speciali installazioni possono essere richieste dove sono presenti
oli o liquidi combustibili o gas combustibili. Si prega di contattare le autorità competenti. Quando si installa il generatore essere sicuri che le seguenti prescrizioni
siano state rispettate:
1. L’operatore deve avere facile accesso ai comandi ed ai collegamenti
dell’attrezzatura.
2. Controllare che il cavo di alimentazione ed il fusibile della presa ove si col-
lega il generatore siano adeguati alla corrente richiesta dalla stessa.
3. Non posizionare l’attrezzatura in ambienti angusti: l’areazione del genera-
tore è molto importante, evitare luoghi molto polverosi o sporchi, dove
polvere o altri oggetti potrebbero venire aspirati dall’impianto.
4. L’apparecchiatura (Cavi compresi) non deve essere d’intralcio al passaggio
o al lavoro d’altri.
5. L’apparecchiatura deve avere una posizione sicura, onde evitare pericoli di
caduta o rovesciamento. Quando il generatore viene posta in un luogo
sopraelevato, esiste il pericolo di una potenziale caduta.
2.3 MOVIMENTAZIONE E TRASPORTO DEL GENERATORE
Indice di protezione IP 23
Classe di isolamento H
Peso 12 kg.
Dimensioni mm 410 x 180 x 310
Norme
1.3 ACCESSORI
Consultare gli agenti di zona o il rivenditore.
1.4 DUTY CYCLE
Il duty cycle è la percentuale di 10 minuti che il generatore può tagliare alla sua
corrente nominale, considerando una temperatura ambiente di 40° C, senza
l’intervento della protezione termostatica.
Se questa dovesse intervenire, occorre aspettare il ripristino del generatore prima
di poter tagliare (Vedi pagina IV).
NON SUPERARE IL CICLO DI LAVORO MASSIMO.
Superare il ciclo di lavoro dichiarato in targa dati, può danneggiare il generatore e
annullare la garanzia.
2.0 INSTALLAZIONE
IMPORTANTE: Prima di collegare, preparare o utilizzare l'attrez-
zatura, leggere attentamente le PRESCRIZIONI DI SICUREZZA
2.1 CONNESSIONE DEL GENERATORE ALLA RETE DI ALIMENTAZIONE.
Accertarsi che la presa d'alimentazione sia dotata del fusibile
indicato nella tabella tecnica posta sul generatore. Tutti i modelli di generatore prevedono una compensazione delle variazioni di rete. Per variazione
±10% si ottiene una variazione della corrente di taglio del ± 0,2%.
EN 60974.1 - EN 60974.7
EN 60974.10
.
Casco - Guanti - Scarpe di sicurezza - Ghette
dall’operatore. Leggere bene le prescrizioni seguenti.
Il generatore è stato progettato per il sollevamento e il trasporto. Il trasporto
dell’attrezzatura è semplice ma deve essere compiuto rispettando le regole qui
riportate:
1. Tali operazioni possono essere eseguite per mezzo della maniglia presente
2. Scollegare dalla rete di alimentazione il generatore e tutti gli accessori dallo
3. L’attrezzatura non dev’essere sollevata, trascinata o tirata con l’ausilio dei
3.0 COMANDI: POSIZIONE E FUNZIONE
3.1 PANNELLO ANTERIORE
PROTEZIONE OPERATORE:
Il generatore non supera il peso di 25 Kg. e può essere sollevata
sul generatore.
stesso, prima del sollevamento o spostamento.
cavi torcia o massa.
Figura 1.
1
2
3
4
5
7
6
(I) 2
1
2
3
4
5
6
7
8
9
I
Indicatore erogazione potenza
Indicatore intervento allarmi
Strumento digitale
Funzione strumento digitale (Volt - Amp. - Bar)
Tasto funzione tensione - corrente
Tasto funzione aria
Manopola di regolazione
Interruttore accensione
Filtro aria
3.2 PANNELLO POSTERIORE
Figura 2.
ISTRUZIONI D’IMPIEGO
3.3 FUNZIONE COMANDI
1. INDICATORE EROGAZIONE POTENZA
(Rif. 1 - Fig. 1 pag. 2) Quando il led è acceso la macchina è pronta per il
taglio.
2. INDICATORE INTERVENTO ALLARMI
(Rif. 2 - Fig. 1 pag. 2)
Quando il led è acceso indica che uno degli allarmi previsti è intervenuto,
contemporaneamente sul display (Rif. 3 - Fig. 1 pag. 2) appare il tipo di
allarme come da tabella sotto riportata, con le relative operazioni da eseguire per ripristinare il generatore.
In questa condizione il generatore non eroga corrente
3. STRUMENTO DIGITALE
(Rif. 3 - Fig. 1 pag. 2) Visualizza la corrente impostata dal generatore ed in
alternativa in maniera temporanea :
✔
✔
✔
✔
✔
✔
4. FUNZIONE STRUMENTO DIGITALE ( Rif. 4 - Fig. 1 pag. 2)
Il led acceso corrisponde la grandezza visualizzata sul display:
✔
✔
✔
I
Messaggio d’accensione.
Versione del sofware.
Tensione sulla torcia premendo il tasto (Rif. 5 - Fig. 1 pag. 2) .
Pressione dell’aria premendo il tasto (Rif. 6 - Fig. 1 pag. 2) .
Tipologie d’allarme (ALLARMI), vedi tabella 1.
Tipologie di errore della macchina (FAIL), vedi tabella 2.
Volt.
Amper.
Bar.
Tabella n° 1 - ALLARMI -
DISPLAY
- - -
CUP
HtA
ThA
(In forma lampeggiante)
CtA
Air
ScA
LSF
5. TASTO TENSIONE CORRENTE
Premendo il tasto ( Rif. 5 - Fig. 1 pag. 2) si può visualizzare sul display ( Rif.
3 - Fig. 1 pag. 2) la tensione presente sulla torcia.
La visualizzazione della tensione è temporanea.
6. TASTO FUNZIONE ARIA
Premendo il tasto ( Rif. 6 - Fig. 1 pag. 2) si attiva per un determinato periodo l’impianto aria della macchina, con visualizzazione della pressione di
lavoro.
7. MANOPOLA DI REGOLAZIONE DELLA CORRENTE
Permette la regolazione della corrente di taglio ( Rif. 3 - Fig. 1 pag. 2)
8. INTERRUTTORE D’ACCENSIONE ( Rif. 8 - Fig. 2 pag. 3)
Questo interruttore ha 2 posizioni acceso (Luce verde illuminata) o spento,
che corrispondono all’accensione ed allo spegnimento del generatore.
SIGNIFICATO RIPRISTINO
Tensione d’ingresso insufficiente. Interruttore di
linea aperto o mancanza linea.
La cappa della torcia non è avvitata correttamente
(A generatore acceso).
Sovratemperatura del convertitore di potenza.
Avviso dell’avvicinarsi alla sovratemperatura del
convertitore di potenza (HtA).
Sovratemperatura del compressore .
Pressione dell’aria insufficiente
a 1,5 bar.
Corto circuito in uscita. Spegnere e riaccendere il generatore.
Spegnimento dell’arco.
Al rientro dell’allarme.
Se l’allarme persiste contattare il centro assistenza.
Spegnere il generatore,
Avvitare correttamente la cappa e riaccendere il
generatore.
Al rientro dell’allarme (Quando la temperatura
interna si è abbassata).
Al rientro dell’allarme (Quando la temperatura
interna si è abbassata).
Al rientro dell’allarme (Quando la temperatura
interna si è abbassata).
Contattare il centro assistenza .
Verificare l’usura della cappa e dell’eletttrodo e se
usurati sostituirli.Se l’allarme persiste spegnere e
riaccendere il generatore. Se l’allarme si ripresenta
chiamare il centro assistenza.
9. FILTRO ARIA (Rif. 9 - Fig. 2 pag. 3)
eseguire la pulizia secondo il programma di manutenzione.
4.0 ISTRUZIONI D’IMPIEGO
a. Collegare il generatore in un luogo asciutto e con ventilazione appropriata.
b. Premere l’interruttore di accensione (Rif. 8 - Fig. 2 pag. 3) ed attendere
l’accensione del generatore.
c. Posizionare la pinza di massa sul pezzo da tagliare, assicurandosi che vi sia
un buon contatto elettrico.
d. Scegliere la corrente di taglio tramite la manopola ( Rif. 7 - Fig. 1 pag. 2)
seguendo i dati indicati nella tabella sottostante.
e. Posizionarsi sul pezzo da tagliare, premere il pulsante torcia ed iniziare il
taglio.
(I) 3
I
SI CONSIGLIA DI NON MANTENERE INUTILMENTE L
ARIA IN MODO DA EVITARE L’USURA DELL’ELETTRODO E DELL’UGELLO
5.0 FUNZIONAMENTO DELLA TORCIA
Incominciare a tagliare lentamente e aumentare la velocità per ottenere la qualità
di taglio desiderata. Per iniziare un taglio sul bordo della lamiera, allineare il centro della torcia lungo il bordo della lamiera e premere l’interuttore di comando:
allora, l’arco di taglio trasferito si innescherà sul bordo della lamiera. Regolare la
velocità in modo da ottenere una buona prestazione di taglio. Il plasma aria crea
un arco diritto (acciaio inox, alluminio) oppure, un arco d’attacco da 5° (Fig.E)
(Acciaio dolce).
5.1 PERFORAZIONE
In alcune operazioni di taglio potrebbe essere necessario iniziare il taglio
all’interno della superficie della lamiera anzichè dal bordo della lamiera.
Il ritorno di fiamma dell’operazione di perforazione può abbreviare la durata dei
componenti della torcia; pertanto, tutto il lavoro di perforazione deve essere effettuato più rapidamente possibile. Quando si effettua una perforazione ( Fig.F ),
’ARCO PILOTA ACCESO IN
FUNZIONAMENTO DELLA TORCIA
Ripulire le scorie e le incrostazioni dalla cappa di schermatura e dall’ugello appena
possibile. La spruzzatura oppure l’immersione della cappa di schermatura in una
sostanza antiscorie minimizza la quantità di incrostazioni che aderiscono alla
medesima.
NOTA: I seguenti suggerimenti devono essere seguiti per tutte le operazioni di
taglio.
a. Aspettare 5 minuti prima di arrestare il generatore una volta ultimate le
operazioni di taglio. Questo permette al ventilatore di raffreddare e dissipare il calore dall’apparecchio.
b. Per una lunga durata dei componenti non far funzionare l’arco pilota più a
lungo di quanto non sia necessario.
c. Manipolare i conduttori della torcia con cura e proteggerli da danni.
d. Per la sostituzione dei materiali d’usura usare solo la chiave di sicurezza.
RILEGGERE FREQUENTEMENTE LE PRECAUZIONI DI SICUREZZA.
6.0 DIFETTI COMUNI DI TAGLIO
Sotto elencati i problemi di taglio comuni dalle cause probabili di ognuno:
Penetrazione insufficiente.
a. Velocità di taglio eccessiva.
b. Potenza insufficiente.
c. Spessore del materiale eccessivo.
d. Componenti torcia usurati o danneggiati.
L’arco principale si spegne.
a. Velocità di taglio troppo lenta.
b. Spazio tra ugello torcia e pezzo eccessivo.
Formazione di scorie.
a. Pressione del gas errata
b. Potenza di taglio sbagliata.
I
inclinare la torcia leggermente in modo che le particelle del ritorno di fiamma vengano soffiate via dall’ugello della torcia (e dall’operatore) anzichè rimbalzare sulla
torcia stessa.
TABELLA n° 1 - FAIL -
DISPLAY
F14
F10 - F11 - F12 - -F13
F 15
F20 - F30 - F51 - F52 - F53 - F54 -F55 - F56
RIPRISTINO
Assicurarsi che la cappa sia inserita correttamente.
Spegnere e riaccendere il generatore
Spegnere e riaccendere il generatore.
Se il fail persiste chiamare il centro assistenza
e comunicare il tipo di errore.
Assicurarsi che il pulsante torcia
non sia premuto durante l’accensione del generatore.
Spegnere e riaccendere il generatore.
Spegnere e riaccendere il generatore.
Se il “fail” persiste chiamare il centro assistenza
e comunicare il tipo di errore.
Ugelli bruciacchiati.
a. Corrente elevata.
b. Ugelli di taglio danneggiati o allentati.
c. Ugello a contatto con il pezzo.
d. Scorie eccessive: pressione del gas plasma ridotta.
7.0 PROBLEMI CAUSE ED INCONVENIENTI
Dopo l’accensione il generatore pùo dare degli errori di funzionamento visualizzati sul display ( Rif. 3 - Fig. 1 pag. 2) come da tabella sotto allegata.
sono ripristinabili oppure irreversibili.
T
ali errori
(I) 4

D
1.0 BESCHREIBUNG UND TECHNISCHE MERKMALE
1.1 BESCHREIBUNG ...................................................... D - 2
1.2 TECHNISCHE MERKMALE ................................................. D - 2
1.3 ZUBEHÖR ......................................................... D - 2
1.4 DUTY CYCLE........................................................ D - 2
2.0 INSTALLATION
2.1 NETZANSCHLUSS DES GENERATORS. .......................................... D - 2
2.2 AUFSTELLEN DES GENERATORS ............................................. D - 2
2.3 HANDLING UND TRANSPORT DES GENERATORS .................................... D - 2
3.0 STEUERUNGEN: POSITION UND FUNKTION
3.1 VORDERES BEDIENFELD ................................................. D - 2
3.2 HINTERES BEDIENFELD .................................................. D - 3
3.3 FUNKTION DER STEUERUNGEN .............................................. D - 3
4.0 GEBRAUCHSANLEITUNG
5.0 BETRIEB DES SCHNEIDBRENNERS
5.1 PERFORATION ....................................................... D - 4
..........................................................D - 2
....................................................D - 4
INHALTSVERZEICHNIS
......................................D - 2
.........................................D - 2
..............................................D - 4
D
6.0 HÄUFIG AUFTRETENDE SCHNITTFEHLER
7.0 PROBLEME URSACHEN UND BETRIEBSSTÖRUNGEN
ERSATZTEILLISTE ..................................................... I - III
STROMLAUFPLAN ....................................................... V
..........................................D - 4
...................................D - 4
(D) 1
 Loading...
Loading...