

Page 1

TM
Cobra
Magnetic Drilling Machine
Models CM/200/1 & CM/200/3
OPERATOR’S MANUAL
Rotabroach, Imperial works, Sheffield Road, Tinsley, Sheffield S9 2YL. England.
Tel: (++44) 0114 221 2500 Fax: (++44) 0114 221 2560
Email: info@rotabraoch.co.uk Web: www.rotabroach.co.uk
A MEMBER OF THE OSL GROUP OF COMPANIES
This machine (Serial No ) is CE approved.
RLL233
Page 2

RLL233 Issue 4 Aug 2007
1
CONTENTS OF THE MANUAL.
Page
[1]
[2]
[3]
[4]
[5]
[6]
[7]
[8]
[9]
[10]
[11]
[12]
[13]
[14]
Specification of machine.
General procedures and safety measures.
Operating instructions.
Extension cable selection.
Mounting of cutters.
Cutters and pilots.
Remedies for hole making problems.
Wiring diagram.
Exploded view and component parts of complete machines.
Exploded view and component parts of gearbox and motor units.
Pipe adapter kit.
Wiring of mains plug.
Cutting Speeds.
Cable replacement.
2
3
4
5
5
6
7
9
11
12
14
15
16
18
List of Contents with Magnetic Drill Unit
Check
List
RD4329
Safety Strap
YES/NO
RA356
Pilot
YES/NO
RA359
Pilot
YES/NO
RA3013
Pilot
YES/NO
RA3030
Pilot
YES/NO
RA3047
Pilot
YES/NO
RA3057
Pilot
YES/NO
RD4088
4mm A/F Tee Handled Hexagon Key
YES/NO
RD4152
3mm Hexagon Key
YES/NO
Page 3
RLL233 Issue 4 Aug 2007
2
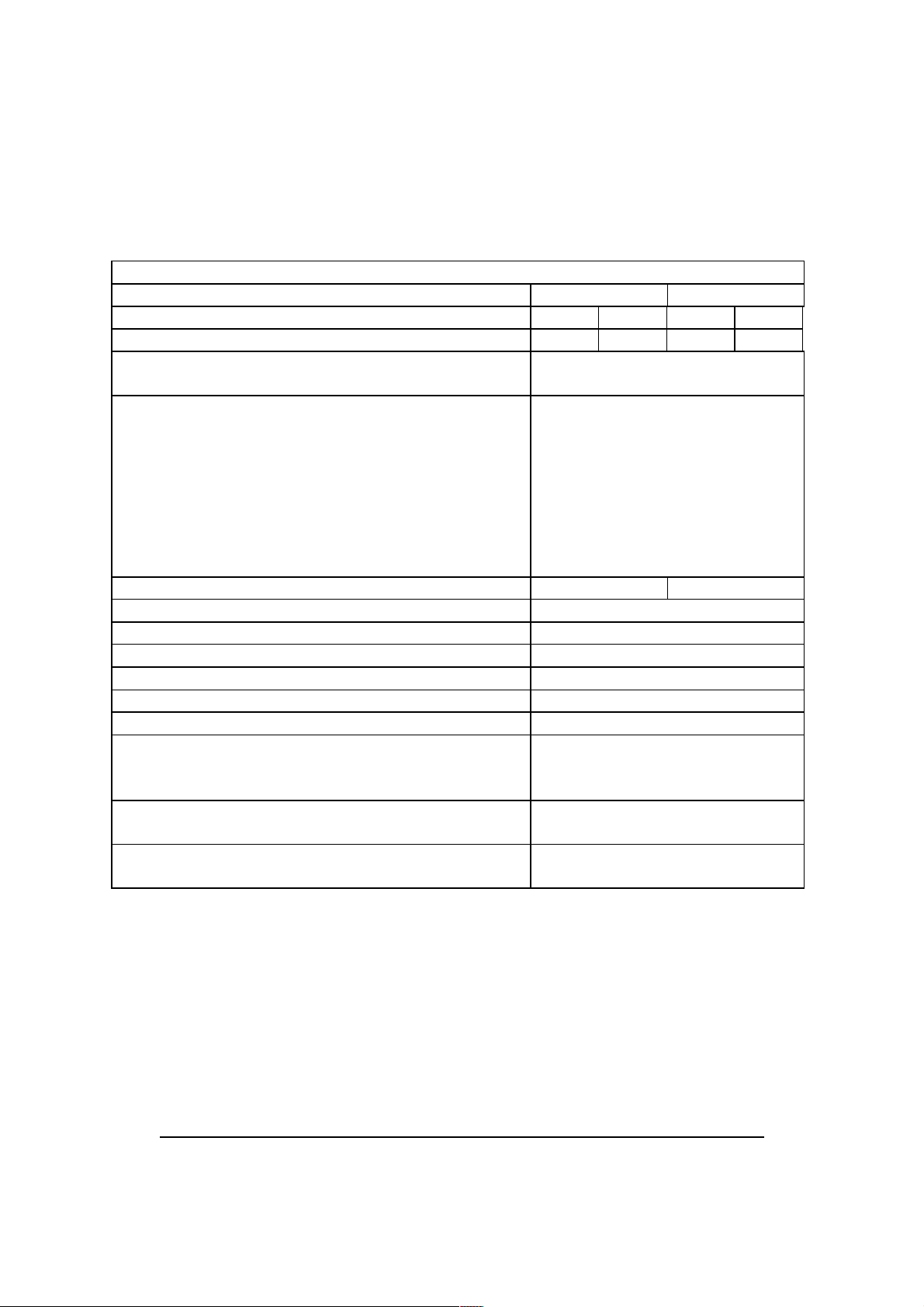
[1] ROTABROACH MAGNETIC DRILLING MACHINE
MODELS CM/200/1/ & CM/200/3
Maximum hole cutting capacity in .2/.3C steel = 65mm dia. x 50mm deep
Arbor bore = 19.05mm (3/4") dia.
Motor Unit
Voltages
110v
230v
normal full load
14 A
1400 W
6 A
1400 W
Electro Magnet
0.6A
69W
0.3A
69W
Size
180mm long
90mm wide
Tractive Force at 20°C with 25mm
minimum plate thickness
The use on any material less than 25mm thick will
progressively reduce the magnetic performance. If
possible, substitute material should be positioned under
the magnet and work piece to equate to a suitable
material thickness. If this is not possible, an alternative
secure method of restraining the machine MUST be
used.
1200kgs
Total Load (magnet + motor)
1469 W
1469 W
Overall Dimensions
Height - maximum extended
550mm
Height - minimum
470mm
Width (including Hand wheel)
200mm
Length Overall (including Guard)
270mm
Nett Weight
16kgs
Maximum hand/arm vibration magnitude (measured at
handle during operation in accordance with ISO5349,
using a 22mm cutter through 13mm MS plate)
0.82 m/s_
Estimate of likely daily vibration exposure. Operation
30 holes @ 2 minute/hole.
0.29m/s_ A(8)
Average noise level during cutting at operators ear
position.
89dB(A)
Ear defenders must be worn when operating this machine
These tools are UK designed, and manufactured with globally sourced components and
conform with the requirements of EEC Document HD.400.1 and BS.2769/84
Suitable only for a single phase 25-60Hz A.C. power supply
DO NOT USE ON D.C. SUPPLY
Do not use your magnetic drill on the same structure when arc welding is in progress.
D.C. current will earth back through the magnet and cause irreparable damage.
WARNING: THIS APPLIANCE MUST BE EARTHED!
NB: ANY MODIFICATIONS TO THIS MACHINE WILL INVALIDATE THE GUARANTEE
Page 4

RLL233 Issue 4 Aug 2007
3
READ BEFORE USING THE MACHINE
[2] SAFETY PROCEDURES
• When using electrical tools, basic safety precautions should always be followed to reduce
the risk of electric shock, fire, and personal injury.
• Do NOT use in wet or damp conditions. Failure to do so may result in personal injury.
• Do NOT use in the presence of flammable liquids or gases. Failure to do so may result in
personal injury.
• ALWAYS SECURE THE MACHINE WITH THE SAFETY STRAP - PART NO.
RD4329 BEFORE STARTING TO OPERATE - for the user's protection in case of power
failure or the magnet's breaking loose whilst in use. Failure to do so may result in
personal injury.
• ALWAYS WEAR APPROVED EYE AND EAR PROTRCTION WHEN THE
EQUIPMENT IS IN OPERATION. Failure to do so may result in personal injury.
• Disconnect from the power source when changing cutters or working on the machine.
• When changing cutters, or removing swarf, ALWAYS wear approved gloves.
• ALWAYS ENSURE CUTTER RETAINING SCREWS ARE SECURE - they sometimes
vibrate loose when the machine is in continuous use.
• Regularly clear the work area and machine of swarf and dirt, paying particular attention
to the underside of the magnet base.
• With a gloved hand, and after switching off, remove any swarf which might have
gathered around the cutter and arbor before proceeding with the next hole.
• Before operating the machine, always remove tie, rings, watches and any loose
adornments which might entangle with the rotating machinery.
• Should the cutter become 'fast' in the workpiece, stop the motor immediately to prevent
personal injury. Disconnect from the power source and turn arbor to and fro. DO NOT
ATTEMPT TO FREE THE CUTTER BY SWITCHING THE MOTOR ON AND OFF.
• If the machine is accidentally dropped, always thoroughly examine the machine for signs
of damage and check that it functions correctly before trying to drill a hole.
• Regularly inspect the machine and check that nuts and screws are tight.
• Always ensure when using the machine in an inverted position that only the minimum
amount of coolant is used and that care is taken to ensure that coolant does not drip on to
the motor unit.
• Cutting tools may shatter, ALWAYS position the guard over the cutter before activating
the machine. Failure to do so may result in personal injury.
Page 5

RLL233 Issue 4 Aug 2007
4
• On completion of the cut, a slug will be ejected. DO NOT operate the machine if the
ejected slug may cause injury.
[3] OPERATING INSTRUCTIONS
• Keep the inside of the cutter clear of swarf. It restricts the operating depth of the cutter.
• Ensure that the coolant bottle contains sufficient cutting oil to complete the required operating
duration. Refill as required.
• Occasionally depress the pilot to ensure cutting fluid is being correctly metered.
• To start the machine, first switch on the magnet by turning the rotary switch to position <1>.
Then start the motor by depressing the GREEN start button.
• ALWAYS switch off the motor by depressing the RED stop button. DO NOT switch off the
motor by turning the magnet switch to zero.
• Apply light pressure when commencing to cut a hole until the cutter is introduced into the work
surface. Pressure can then be increased sufficiently to load the motor. Excessive pressure is
undesirable, it does not increase the speed of penetration and will cause the safety overload
protection device to stop the motor, (the motor can be restarted by operating the motor start
button), and may cause excessive heat which may result in inconsistent slug ejection
• Always ensure that the slug has been ejected from the previous hole before commencing to cut the
next.
• Always cut overlapping holes as illustrated above – do not use excessive pressure and ensure
cutting fluid is reaching teeth of the cutter.
• If the slug sticks in the cutter, move the machine to a flat surface, switch on the magnet and gently
bring the cutter down to make contact with the surface. This will usually straighten a cocked slug
and allow it to eject normally.
• Apply a small amount of light oil lubricant regularly to slide and arbor support bearing.
• Cutter breakage is usually caused by insecure anchorage, a loosely fitting slide or a worn bearing
in the arbor support. (Refer to routine maintenance instructions).
• Only use approved cutting fluid. Rotabroach cutting fluid has been specially formulated to
maximise the cutters performance. It is available in 1 litre (RD208), 5 litre (RD229), and 25 litre
(RD220) containers.
Page 6

RLL233 Issue 4 Aug 2007
5
SPEED SELECTION
The machine is equipped with two speed ranges, High, and Low, and a stepless variation of
each range.
The speed range is changed by the rotary change switch located on the gearbox side. Do not
change gear while the motor is in motion.
The stepless variation is adjusted by rotating the disk located on top of the motor. The disk is
graduated into six numerically designated segments.
Before cutting holes the work piece material specification must be determined to facilitate the
correct cutting speed selection (See section 13 Cutting speeds). Site conditions, eg diameter
and condition of cutter, material condition, material thickness, etc must also be taken into
account when determining the suitable cutting speed. The speed and feed rate must
continuously be monitored and adjusted to ensure optimum cutting conditions prevail.
[4] EXTENSION CABLE SELECTION
The machines are factory fitted with a 3 metre length of cable having three conductors
1.5mm_
LIVE, NEUTRAL and EARTH. If it becomes necessary to fit an extension cable from the
power source, care must be taken in using a cable of adequate capacity. Failure to do so will
result in a loss of traction by the magnet and a reduction of power from the motor.
Assuming a normal AC supply of the correct voltage, it is recommended that the following
extension lengths shall not be exceeded:
For 110v supply: 3.5metres of 3 core x 1.5mm_
For 230v supply: 26metres of 3 core x 1.5mm_ or
17metres of 3 core x 1.0mm_
ALWAYS DISCONNECT THE MACHINE FROM THE POWER SOURCE WHEN
CHANGING CUTTERS.
[5] MOUNTING OF CUTTERS
The machine has been made to accept cutters having 19.05mm (3/4") dia. shanks
The following procedure is to be used when mounting cutters.
Take appropriate pilot and place through hole in shank of cutter. Insert shank of cutter into
3/4" dia. bore of arbor, ensuring alignment of two drive flats with socket screws RD4066.
Tighten both screws using hexagon key.
Page 7
RLL233 Issue 4 Aug 2007
6
[6] CUTTERS AND PILOTS
Diameter. Pilot type.
12 RA3057
13 -18 RA359
19 - 52 RA3047
12 RA3013
13 -17 RA3030
18 - 65 RA356
18 - 36 RA3047
12 SRA3057
13 - 52 SRA25
12 SRA3013
13 - 65 SRA50
18 - 36 SRA25
SCRWC
SRC, SRCV
SRCL, SRCVL
CRWC
RCL, RCVL
Cutter & Pilot relationship.
Cutter designation.
RC, RCV
Page 8

RLL233 Issue 4 Aug 2007
7
[7] REMEDIES FOR HOLE MAKING PROBLEMS
Problem
Cause
Remedy
1) Magnetic base
won't hold effectively
Material being cut may be too
thin for efficient holding of
magnet
Swarf or dirt under magnet
Irregularity on magnet face or
work-piece
Insufficient current going to
magnet during drilling cycle
Attach an additional piece of metal
under work-piece where magnet will
be located, or mechanically clamp
magnetic base to work-piece
Clean magnet
Use extreme care, file only
imperfections flush to surface
Confirm power supply and output
from control unit.
2) Cutter skips out of
centre-punch mark at
initiation of cut
Magnetic base is not holding
effectively
Worn arbor bearing and/or
ejector sleeve
Too much feed pressure at
start of cut
Cutter is worn, chipped or
incorrectly sharpened
Poor centre-punch mark;
weak pilot spring; pilot not
centred in centre-punch mark
Worn or bent pilot, worn pilot
hole
Loose bolts on arbor bearing
support bracket or loose gib
adjusting set screws
See causes and remedies above
Replace! Only a few thousandths
wear permissible.
Light pressure until a groove is cut.
The groove then serves as a
stabilizer.
Replace or re-sharpen. Sharpening
service is available.
Improve centre-punch and/or replace
worn parts
Replace part or parts
Adjust where necessary
Page 9

RLL233 Issue 4 Aug 2007
8
Problem
Cause
Remedy
3) Excessive drilling
pressure required
Incorrectly re-sharpened,
worn or chipped cutter
Coming down on swarf lying
on surface of work-piece
Gibs out of adjustment or
lack of lubrication
Swarf accumulated (packed)
inside cutter
Incorrect speed selection.
Re-sharpen or replace
Clean work-piece. Take care not to
start a cut on swarf
Lubricate gib and/or adjust grub
screws
Clear cutter
Select appropriate speed.
4) Excessive cutter
breakage
Steel swarf or dirt under
cutter
Incorrectly re-sharpened or
worn cutter
Cutter skipping
Slide-ways need adjustment
Cutter not attached tightly to
arbor
Insufficient use of cutting oil
or unsuitable type of oil
Incorrect speed selection.
Remove cutter, clean part thoroughly
and replace
Always have a new cutter on hand to
refer to for correct tooth geometry,
together with instruction sheet
See causes and remedies (2)
Tighten slide-way
Retighten
Fill arbor with an oil of light
viscosity and check to be sure oil is
being metered into cutter when pilot
is depressed. If not, check pilot
groove and arbor internally for dirt or
apply oil externally. Even a small
amount of oil is very effective
Select appropriate speed.
5) ) Excessive cutter
wear
See cause and remedy above.
Incorrectly re-sharpened
cutter
Insufficient or spasmodic
cutting pressure
Refer to instructions and a new cutter
for proper tooth geometry
Use sufficient steady pressure to
slow the drill down. This will result
in optimum cutting speed and chip
load
Page 10

RLL233 Issue 4 Aug 2007
9
[8] WIRING DIAGRAM
Page 11

RLL233 Issue 4 Aug 2007
[9] EXPLODED VIEW OF COMPLETE MACHINE
Page 12

RLL233 Issue 4 Aug 2007
Page 11
Item Component Part No. Item Component Part No. Item Component Part No.
1 Guard assembly RD25501 6.6 Internal washer RD4069 9.6 Chain bush RD4521
1.1 Guard RD35522 6.7 Washer RD4070 9.7 Countersunk set screw RD4018
1.2 Pan head screw RD4077 6.8 Saddle clamp RD4071 9.8 Chain RD3558
1.3 Guard bracket RD3246 6.9 Pan head screw RD4077 10 Gib strap assembly RD25510
1.4 Spring plunger RD4346 6.10 Socket set screw RD4312 10.1 Gib support strip RD3505
1.5 Countersunk screw RD4347 6.11 Name plate RD4503 10.2 Adjustable gib strip RD3504
2 Bearing bracket assembly RD25503 6.12 Information plate RD4502 10.3 Static gib strip RD3503
2.1 Arbor bearing RD43301 6.13 Conclamp RD472 11 Oil bottle assembly RD23303
2.2 Bearing bracket RD35535 6.14 Cable clip RD45532 11.1 Bottle & bracket RD23317
3 Motor & gearbox assembly (110v) RD25551 6.15 Fixed ratchet wheel RD33338 11.2 Adjustable ratchet wheel RD33319
3 Motor & gearbox assembly (230v) RD25553 6.16 Socket head cap screw RD4414 11.3 Tension plate RD33320
3.1 Motor cable assembly RD25502 6.17 Pan head screw RD45501 11.4 Socket head set screw RD4269
3.2 Countersunk screw RD4418 6.18 Bush RD4079 12 Control unit assembly (110v) RD25511
3.3 Cable cover RD33321 7 Capstan arm assembly RD25504 12 Control unit assembly (230v) RD25513
3.4 Socket head cap screw RD4091 7.1 Capstan arm RD3014 13 Fascia plate
As required
3.5 Washer RD4092 7.2 Knob RD43302 13.1 Shakeproof washer RD4069
4 Slide assembly RD25505 8 Capstan assembly RD25509 13.2 Pan head screw RD4077
4.1 Slide RD35521 7 Capstan arm assembly RD25504 14 Mains cable assembly (110v) RD271
4.2 Key RD35536 8.2 Capstan hub assembly RD2506 14 Mains cable assembly (230v) RD272
4.3 Rack RD4048 8.3 Pinion RD4049 15 Magnet base assembly RD3557
4.4 Socket head cap screw RD4091 8.4 Pinion shaft collar RD3502 16 Arbor space bracket RD3507
4.5 Washer RD4092 8.5 Pinion bearing RD403 17 Arbor bracket bolt RD4517
5 Housing sub assembly RD2507 8.6 Pinion circlip RM22876 18 Shakeproof washer RD4079
5.1 Housing RD3500 8.7 Socket head cap screw RD4098 19 Plain washer RD4078
5.2 Tension pin RD3026 8.8 Spring washer RD4207 20 Magnet fixing screw RD4098
6 Housing assembly RD25508 9 Cable chain assembly RD2505 21 Shakeproof washer RD4096
5 Housing sub assembly RD2507 9.1 Socket head cap screw RD4414 22 Circlip RD4056
6.2 Earth terminal RD3026 9.2 Shakeproof washer RD4069 23 Button RA354
6.3 Aluminum scale RD3027 9.3 Hex nut RD4250 24 Compression spring RA355
6.4 Countersunk set screw RD4046 9.4 Washer RD4045
6.5 Hex nut RD4068 9.5 Chain fixing bracket RD3515
Issue 4 4.2 Was RD3009
[9] Parts list for CM/200/1 & CM/200/3
Page 13

RLL233 Issue 4 Aug 2007
Page 12
[10] EXPLODED VIEW OF GEARBOX AND MOTOR UNITS
Page 14
RLL233 Issue 4 Aug 2007
Page 13
Part list of motor & gearbox(Cobra)
Item Component Part No. Item Component Part No. Item Component Part No.
1 Motor assembly (110v) RD25521 3.7 Speed controller assembly (110v) RD23330 7.7 Disk spring RD45506
1 Motor assembly (230v) RD25523 3.7 Speed controller assembly (230v) RD23343 7.8 Lock nut RD45503
2 Armature assembly (110v) RD25531 3.8 Screw RD45501 8 Gearbox assembly RD25506
2 Armature assembly (230v) RD25533 3.9 End cap RD35520 5 Gearbox housing assembly RD25515
3 Field coil & motor housing assembly (110v) RD25561 3.10 Screw RD45529 6 Inner gearplate assembly RD25514
3 Field coil & motor housing assembly (230v) RD25563 4 Motor housing assembly RD25512 7 Clutch assembly RD25507
1.1 Socket head cap screw RD45532 4.1 Motor housing RD35516 8.1 Arbor spindle RD35501
1.2 Shakeproof washer RD4092 4.2 Bush RD35532 8.2 Coolant elbow RD43324
1.3 Washer RD4205 4.3 Brush holder RD35517 8.3 Screw RD45510
2 Armature assembly (110v) RD25531 5 Gearbox housing assembly RD25515 8.4 Gear selector RD35530
2 Armature assembly (230v) RD25533 5.1 Gearbox RD35506 8.5 Bush RD45521
2.1 Bearing RD45517 5.2 Seal kit RD45508 8.6 Circlip RD45513
2.2 Armature (110v) RD35521 5.3 Bearing kit (arbor spindle) RD45511 8.7 Socket set screw RD45524
2.2 Armature (230v) RD35523 5.4 Circlip RD45512 8.8 Spring RD45516
2.3 Bearing RD45526 5.5 Bearing kit (inter pinion shaft) RD45502 8.9 Steel ball RD45515
2.4 Speed sensor RD35515 6 Inner gearplate assembly RD25514 8.10 Circlip RD45509
3 Field coil & motor housing assembly (110v) RD25561 6.1 Inner gearplate RD35511 8.11 Spring RD45514
3 Field coil & motor housing assembly (230v) RD25563 6.2 Bearing RD45522 8.12 Gear RD35507
4 Motor housing assembly RD25512 6.3 Bearing RD45507 8.13 Bush RD35514
3.1 Field coil (110v) RD35551 7 Clutch assembly RD25507 8.14 Circlip RD45518
3.1 Field coil (230v) RD35553 7.1 Interpinion shaft RD35505 8.15 Gear selector ring RD35509
3.2 Screw RD45525 7.2 Washer RD45504 8.16 Snap ring RD45519
3.3 Shakeproof washer RD4092 7.3 Thrust washer RD45505 8.17 Gear RD35512
3.4 Socket head set screw RD45527 7.4 Gear RD35503 8.18 Bush RD35508
3.5 Carbon brush RD35518 7.5 Bush RD35502 8.19 Spring RD45520
3.6 Brush cover RD35519 7.6 Washer RD35504 9 Inner cap RD35513
Page 15

RLL233 Issue 4 Aug 2007
Page 14
[11] PIPE ADAPTOR KIT RD2311
FITTING INSTRUCTIONS
• Dependent upon the size of the pipe to be cut (see illustrations) attach adjustable angle plates RD3328 with cap screws RD4325 and washers RD4205 (4
off each) to the magnet sides. Do not tighten.
• Locate the machine on the centreline pipe taking care that the magnet is in line with the longitudinal axis of the pipe.
• Switch on the magnet and move the sliding plates down to the outside diameter of the pipe. Tighten the screws on both sides by hand then check once
again that the full length of the moving plates is touching the pipe at the front and back, fasten the plate securely. Feed the safety strap through the lugs at
the front of the housing, around the pipe and pull tight.
• When cutting the hole DO NOT use excessive pressure but rather let the cutter ease into the cutting surface.
• .
Page 16

RLL233 Issue 4 Aug 2007
15
[12] WIRING OF MAINS PLUG
The wires of the mains lead are coloured in accordance with the following code:
GREEN and YELLOW EARTH
BLUE NEUTRAL
BROWN LIVE
As the colours of the mains lead of this appliance may not correspond with the coloured
markings identifying the terminals in your plug - CONNECT AS FOLLOWS;
• The wire coloured GREEN and YELLOW must be connected to the terminal
marked E or marked by the earth symbol or coloured GREEN or GREEN and
YELLOW
• The wire coloured BROWN must be connected to the terminal marked L or coloured
RED
• The wire coloured BLUE must be connected to the terminal marked N or coloured
BLACK
In the U.K. fit a fused 13A plug for 230v supply; for 110v supply fit a 15A transformer plug
WARNING - THIS APPLIANCE MUST BE EARTHED!
Page 17

RLL233 Issue 4 Aug 2007
16
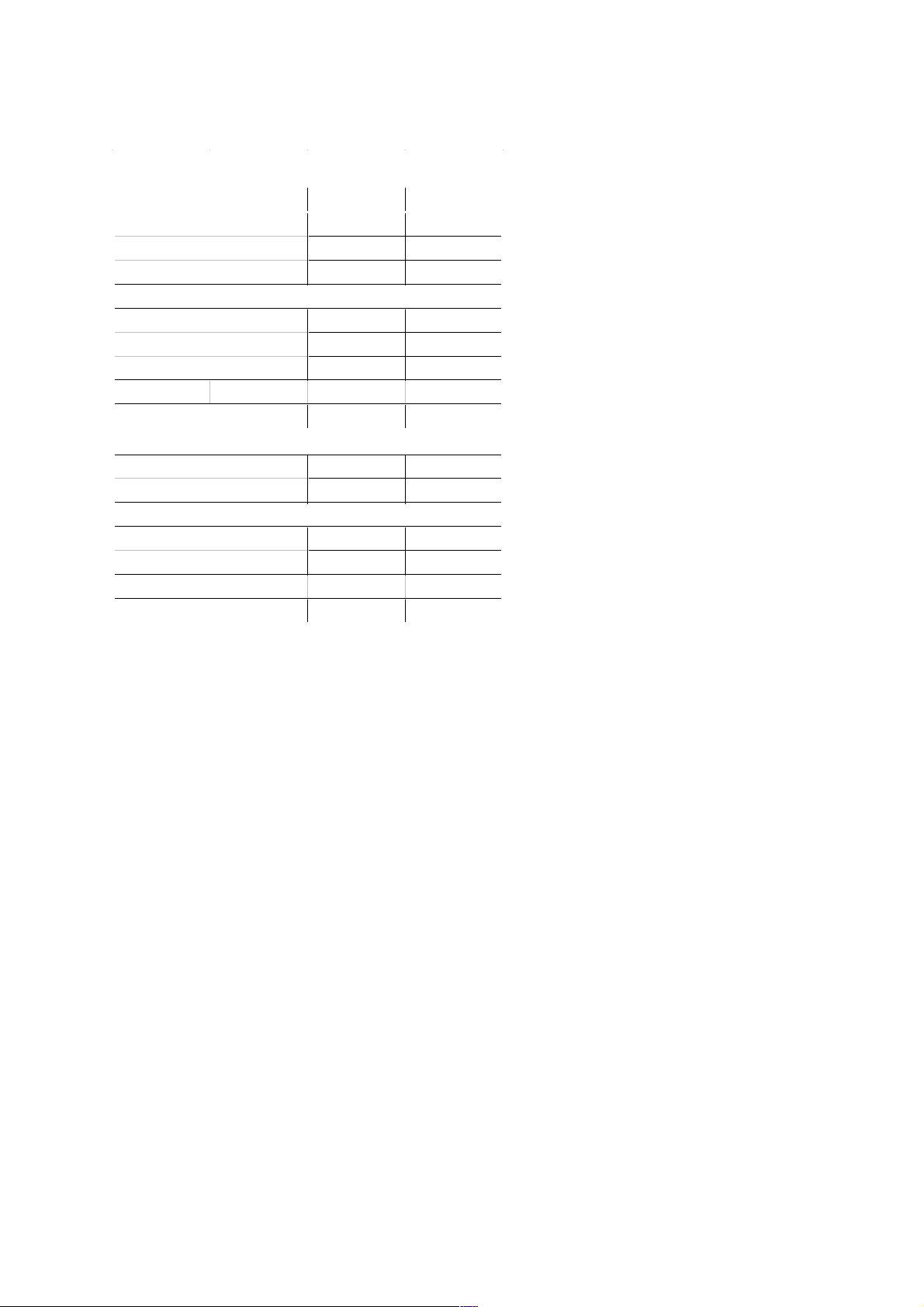
13] CUTTING SPEEDS.
Material
Surface speed (M/min)
Aluminium
60-90
Cast iron
Soft
30-50
Hard alloy
15-21
Malleable
15-30
Steel
Mild (460 N/mm_)
24-30
(460-770 N/mm_)
15-27
(770-1070 N/mm_)
9-15
1070-1230 N/mm_)
6-9
Stainless
steel
Ferritic
15-18
Austenitic
12-15
Martensitic
9-15
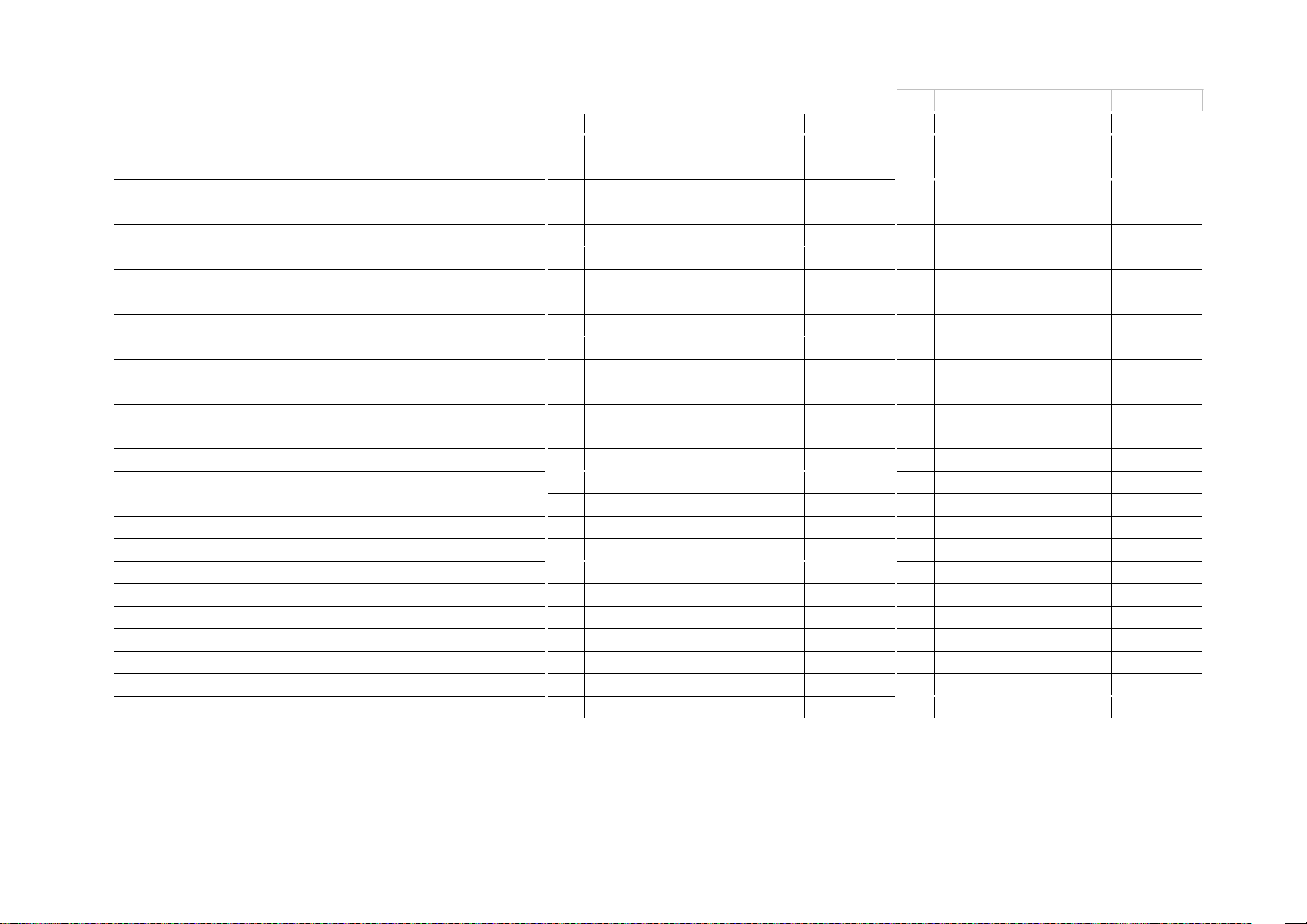
Typical cutting speeds (RPM) for various materials
Cutter Surface speed. Cutter Surface speed.
dia
9 15 30 45
dia
9 15 30 45
12 239 398 796 1194 39 73 122 245 367
13 220 367 734 1102 40 72 119 239 358
14 205 341 682 1023 41 70 116 233 349
15 191 318 637 955 42 68 114 227 341
16 179 298 597 895 43 67 111 222 333
17 168 281 562 842 44 65 109 217 326
18 159 265 530 796 45 64 106 212 318
19 151 251 503 754 46 62 104 208 311
20 143 239 477 716 47 61 102 203 305
21 136 227 455 682 48 60 99 199 298
22 130 217 434 651 49 58 97 195 292
23 125 208 415 623 50 57 95 191 286
24 119 199 398 597 51 56 94 187 281
25 115 191 382 573 52 55 92 184 275
26 110 184 367 551 53 54 90 180 270
27 106 177 354 530 54 53 88 177 265
28 102 171 341 512 55 52 87 174 260
29 99 165 329 494 56 51 85 171 256
30 95 159 318 477 57 50 84 168 251
31 92 154 308 462 58 49 82 165 247
32 90 149 298 448 59 49 81 162 243
33 87 145 289 434 60 48 80 159 239
34 84 140 281 421 61 47 78 157 235
35 82 136 273 409 62 46 77 154 231
36 80 133 265 398 63 45 76 152 227
37 77 129 258 387 64 45 75 149 224
38 75 126 251 377 65 44 73 147 220
These speeds should be viewed as a suggested starting point only.
The machine speed may require adjustment to suit the application conditions.
Page 18

RLL233 Issue 4 Aug 2007
17
Cutter diameter and speed relationship
High gear.
Low gear.
Selector No
RPM
Cutter Dia.
Selector No
RPM
Cutter Dia.
1
300321
150
62
2
360262
180
52
3
430223
215
46
4
500194
250
38
5
600165
300
32
6
650146
330
30
This data is presented for guidance only, and should be adjusted to suit site and material
conditions.
Page 19

RLL233 Issue 4 Aug 2007
18
[14] REPLACEMENT OF MOTOR SUPPLY CABLE.
TO REMOVE OLD CABLE AND CHAIN
Ensure that the machine is disconnected from any source of power. Failure to do so may
result in personal injury.
• Remove screws #73 and withdraw the control unit from the housing.
• Disconnect the nine-pin cable connector from the control panel
• Remove the motor supply cable leads (8 and 9) from the terminal block by unfastening
the screws.
• Release the cable clip inside the housing cavity.
• Rotate the capstan to raise the motor & gearbox assembly to the maximum up position
(ensure that cutter retaining screws #11 do not foul arbor support bracket #7).
• Remove the cable chain anchor screw #68 and release the cable chain #29.
• Remove capstan retaining screw #49 and withdraw capstan assembly #55
• Withdraw the motor and slide assembly from the housing.
• Remove screws #18 and separate motor and slide.
• Remove the cable from the cable chain.
• Remove screws #67 and cable cover #66.
• Release the cable from the cable clip and terminal blocks.
TO REFIT NEW CABLE.
• Reverse the above procedure.
• Now test the machine as described below:
Earth Continuity Test
A current of 25A having a no load voltage of 6v is passed between the earth contact of the
mains plug and the frame of the machine. With the standard 3m length of cable the
resistance shall not exceed 0.3 ohms. If this figure is exceeded, a faulty earth connection
has been made. It must be found and rectified.
Insulation Resistance Test
With the magnet switch in the ON position, apply a voltage of 1.5kv between the live
connection on the mains plug and the frame of the machine for a duration of 7 seconds. The
reading obtained should not fall below infinity. Should a fault be indicated it must be found
and rectified.
REPLACEMENT OF MAINS SUPPLY CABLES RD271 and RD272
Page 20

RLL233 Issue 4 Aug 2007
19
The replacement is a complete factory produced assembly, and RD272 (230v) is illustrated below.
TO REMOVE OLD CABLE FROM MACHINE
• The machine MUST be disconnected from any source of power supply before attempting to
conduct any maintenance work. Failure to do so may result in personal injury.
• Remove control unit by unfastening screws #73 and lifting the unit clear of the housing.
• Remove the 9-pin connector block on the rear of the control unit.
• Wires which are fastened into the block and not from the mains cable must not be released.
Unfasten the terminal screws marked L & N and release the mains cable wires.
• The mains supply cable is now only connected to the earth terminal, which is located in the
housing cavity. Release the top nut of the assembly and extract the wire from under the saddle
clamp. All wire connections are now released.
• Using a 27mm spanner unfasten the mains cable gland, which screws directly into the housing.
The whole cable assembly comprising of the sleeve, gland and cable will be released.
TO FIT A NEW CABLE
• To fit a new cable, reverse the above procedure.
• Now test the machine as described below:
• Conduct an Earth Continuity Test. This is accomplished in the following manner:
A current of 25 amps having a no load voltage of 6V is passed between the earth contact of the
plug (or mains supply earth conductor) and in turn to any accessible metallic part of the machine.
With a standard 3-metre long mains supply cable affixed to the machine the resistance shall not
exceed 0.3 ohms. If this figure is exceeded, a faulty earth connection has been made. It must be
found and rectified.
Insulation Resistance Test
With the magnet switch in the ON position, apply a voltage of 1.5kv between the live
connection on the mains plug and the frame of the machine for a duration of 7 seconds. The
reading obtained should not fall below infinity. Should a fault be indicated it must be found
and rectified.
 Loading...
Loading...