

Browning 3865E Instruction Manual
Variable Pitch VL/VM/VP
X
D
with flange
Type Sheaves
Mounting and Adjusting Instructions
F O R M
3865E
Revised
September 2015
• Read and follow all instructions carefully.
• Disconnect and lock-out power before installation and maintenance.
Working on or near energized equipment can result in severe injury or death.
• Do not operate equipment without guards in place. Exposed equipment can
result in severe injury or death.
Y
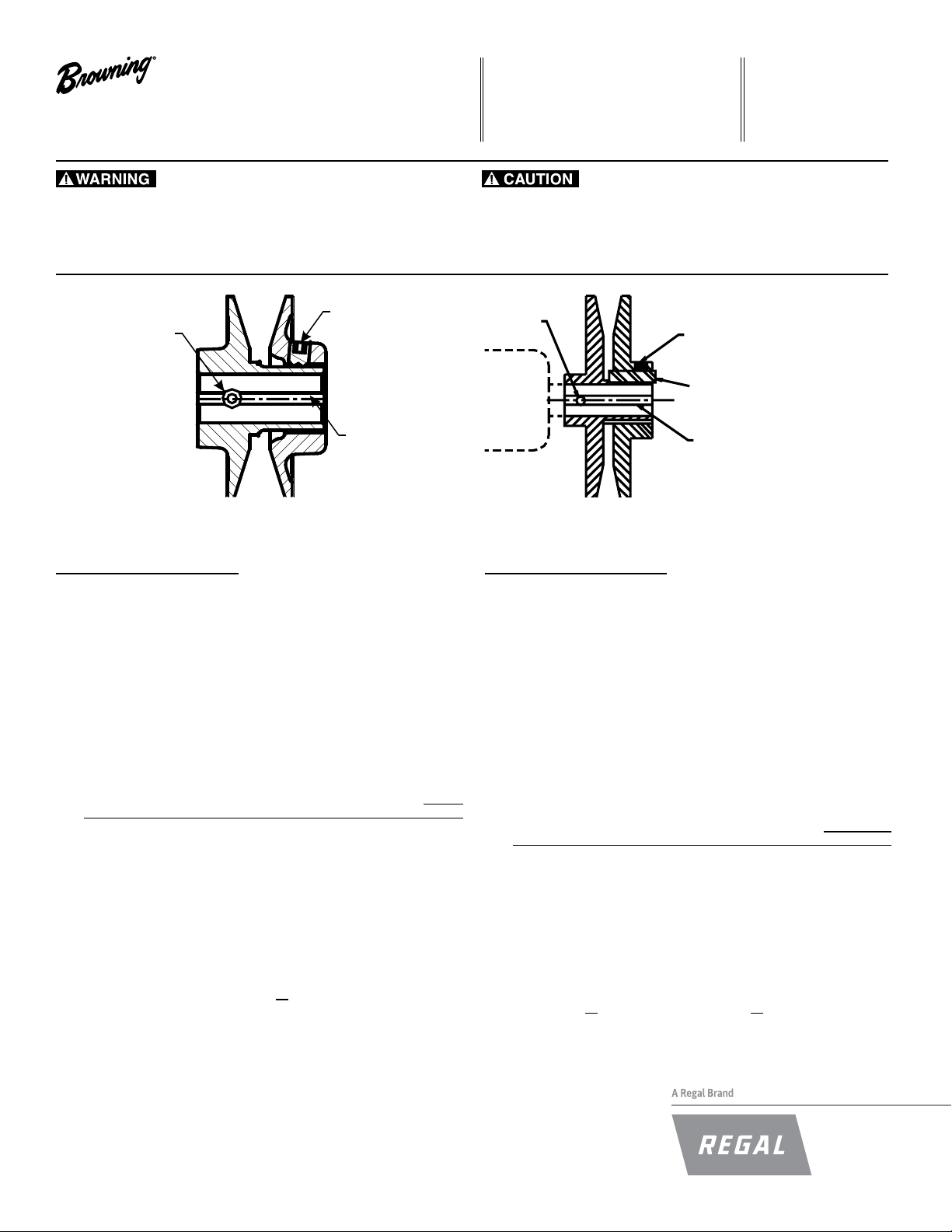
Single Groove Sheaves with Barrel Flats
Mounting and Adjusting:
1. Make sure the shaft, sheave bore and keyway are free of burrs, paint,
etc.
2. All sheaves should be mounted on the motor or driving shaft with the
end containing the setscrew “X” toward the motor.
3. Fit shaft key “D” between sheave and shaft, and lock setscrew “X” in
place. Wrench torque 110 in-lb min. - 130 in-lb max.
4. Be sure both driving and driven sheaves are in alignment and that shafts
are parallel. Total axial and parallel misalignment must not exceed 1/4°.
5. Loosen setscrew “Y” in movable ange of sheave until movable ange
is free to rotate.
6. Adjust sheave pitch diameter for desired speed by opening rotating
parts by half or full turn increments from closed position. Do not
open more than ve full turns for “A” belts or six full turns for “B” belts
(1VL34 or 1VP34, 5 turns). For other belt sections contact Application
Engineering for maximum full turns open.
7. Tighten setscrew “Y” to 110 to 130 in-lb. with set screw “Y” located over
center of cast ats on barrel of sheaves xed component.
8. Put on belts and adjust belt tension. (Do not force belts over grooves.)
A Browning® belt tension checker should be used to set tension.
9. Future adjustments should be made by loosening the belt tension and
increasing or decreasing the pitch diameter of the sheave by half or full
turns as required. Readjust belt tension before starting drive.
10. Be sure the key is in place and that all set screws are torqued properly
before starting drive. Check setscrews and belt tension after 24 hours
service.
• Periodic inspections should be performed. Failure to perform proper maintenance
can result in premature product failure and personal injury.
X
Y
Key“E” projects to provide
a grip for removing.
E
Do not operate sheave
projecting beyond the hub end.
D
Single Groove Sheaves with Barrel Keys
Mounting and Adjusting:
1. Make sure the shaft, sheave bore, keys and keyways are free of burrs,
paint, etc.
2. All sheaves should be mounted on the motor or driving shaft with the
end containing the setscrew “X” toward the motor. Be sure setscrew
“X” is well over the shaft.
3. Fit shaft key “D” between sheave and shaft, and lock setscrew “X” in
place. Wrench torque 110 in-lb min. - 130 in-lb max.
4. Be sure both driving and driven sheaves are in alignment and that shafts
are parallel. Total axial and parallel misalignment must not exceed 1/4°.
5. Loosen set screw “Y” in movable ange of sheave and pull out external key “E”. (This key projects a small amount to provide a grip for
removing.)
6. Adjust sheave pitch diameter for desired speed by opening rotating
parts by half or full turn increments from closed position. Do not open
more than ve full turns for “A” belts or six full turns for “B” or “5V” belts
(1VL34 or 1VP34, 5 turns). For other belt sections contact Application
Engineering for maximum full turns open.
7. Replace key “E” and tighten setscrew “Y” to 110 to 130 in-lb.
8. Put on belts and adjust belt tension. (Do not force belts over grooves.)
A Browning belt tension checker should be used to set tension.
9. Future adjustments should be made by loosening the belt tension and
increasing or decreasing the pitch diameter of the sheave by half or full
turns as required. Readjust belt tension before starting drive.
10. Be sure that all keys are in place and that all setscrews are torqued
properly before starting drive. Check setscrews and belt tension after
24 hours service.
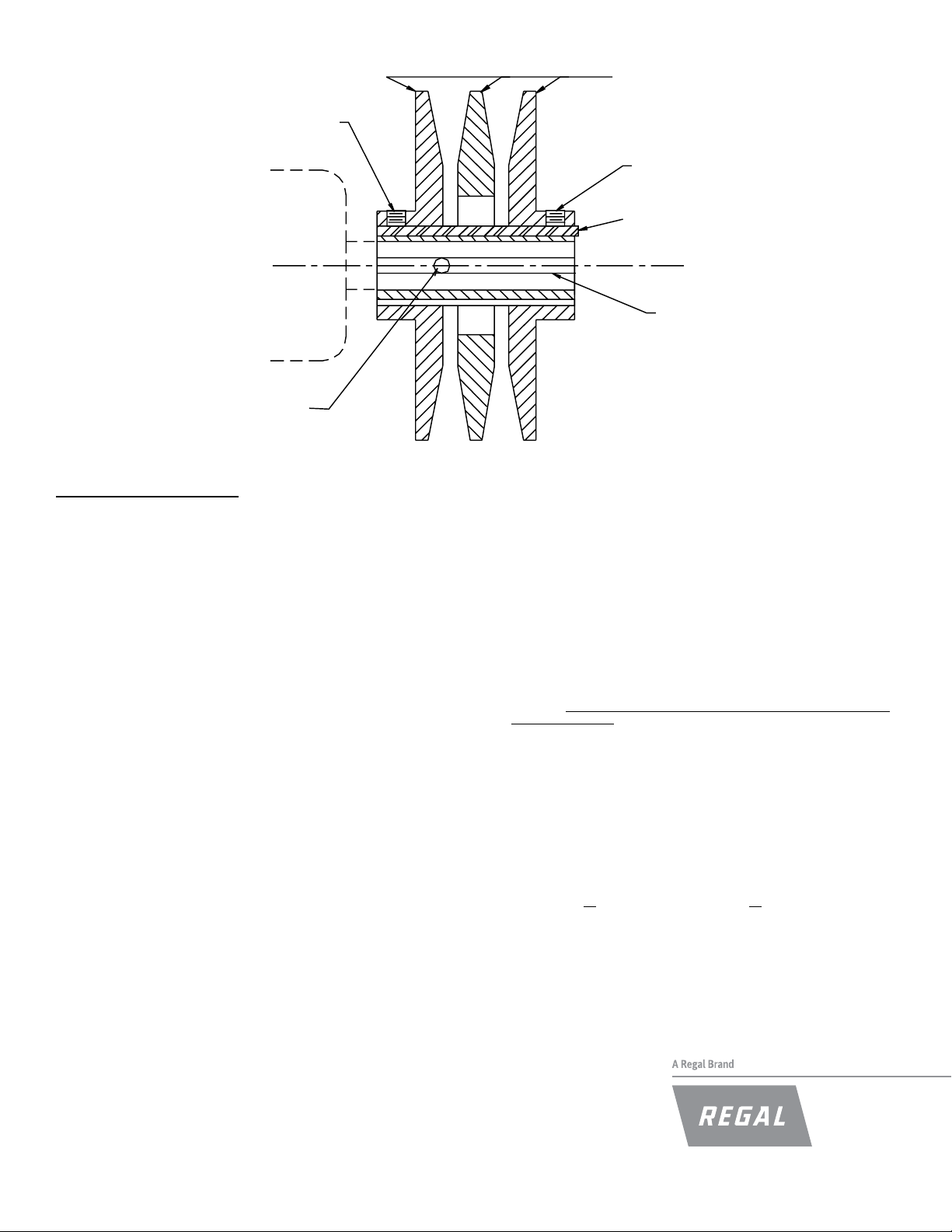
Y
OD notched here.
e
X
Two Groove Sheaves
Mounting and Adjusting:
1. Make sure the shaft, sheave bore, keys and keyways are free of burrs,
paint, etc.
2. Remove key “E” from sheave. Unscrew anges until setscrew “X” is
visible. If setscrew “X” is at an angle, ange may have to be removed
in order to tighten it.
3. All sheaves should be mounted on the motor or driving shaft with the
end containing the setscrew “X” toward the motor. If setscrew “X” is at
an angle, mount away from motor.
4. Fit shaft key “D” between sheave and shaft, and lock set screw “X” in
place. Wrench torque 110 in-lb min. - 130 in-lb max. Replace outboard
ange.
5. Be sure the center ange of both the driving and driven sheaves are
in alignment and shafts are parallel.
6. Total axial and parallel misalignment must not exceed 1/4°.
Key“E” projects to provid
Y
a grip for removing.
E
D
Each ange of the sheave has a small notch on the O.D. of the ange. This
mark is located directly over the keyway on the two adjustable anges and
over one of the keyways on the non-adjustable (center) ange. To obtain
proper adjustments:
7. Loosen setscrews “Y” in moving anges and pull out key “E”. (This key
projects a small amount to provide a grip for removing.)
8. Rotate both movable anges inward until they touch the center ange.
9. Locate the notch over the keyway on the center ange.
10. Open each movable ange until its notch is adjacent to the notch on
the center ange. Be certain that neither movable ange is opened
more than one full turn.
11. From the position obtained in Step 4, open each movable ange the
same number of full or half turns until the desired number of turns is
obtained. Do not open more than ve full turns for “A” belts or six full
turns for “B” belts. (2VP36 5 turns). For other belt sections contact
Application Engineering for maximum full turns open.
12. Replace key “E” and tighten setscrews “Y”. Wrench torque 110 in-lb
min. - 130 in-lb max.
13. Put on belts and adjust belt tension. (Do not force belts over anges.)
A Browning belt tension checker should be used to set tension.
14. Future adjustments should be made by loosening the belt tension and
increasing or decreasing the pitch diameter of the sheave by half or full
turns as required. Readjust belt tension before starting drive.
15. Two groove sheaves must have both halves adjusted by the same
number of turns from the position established in Step 4 to ensure the
same pitch diameter.
16. Be sure that all keys are in place and that all setscrews are torqued
properly before starting drive. Check setscrews and belt tension after
24 hours service.
Browning is a trademark of Regal Beloit Corporation or one of its afliated companies.
©2015 Regal Beloit Corporation, All Rights Reserved. MCIM15063E • Form 3865E • Printed in USA
 Loading...
Loading...