

Page 1
INSTRUCTION
for
MANUAL
BROTHER
---
.
MODEL
EF4-B957
High Speed
Four Threads Overlock Sewing Machine
BROTHER
Twin
INDUSTRIES,
NAGOYA,
Straight
JAPAN
Needle
LTD.
Page 2
CONTENTS
1 . Specifications
2. Features
...................................................................................................................................
3. Operation
A.
Sewing speed ......................................................................................................................... 2
B. Motor, motor pulley and belt ............................................................................................... 2
C.
Setting
D.
Oiling, draining and maintenance .......................................................................................... 3
E.
Needle cooler device ............................................................................................................. 5
F.
Machine operating direction .................................................................................................. 6
G. Installing needle ..................................................................................................................... 6
H.
Threading ............................................................................................................................... 6
I.
Thread
1.
Adjustment of thread take-up ........................................................................................... 7
?-
Adjusting thread take-up and thread guide ....................................................................... 8
3.
Adjusting
J. Adjustment on pressure of
. Installing and removing feed dogs: and Height of feed dogs .............................................. 8
K.
Adjusting stitch width ............................................................................................................ 8
........................................................................................................................
................................................................................................................................
up .............................................................................................................................. 3
tension ....................................................................................................................... 7
thread
tension
screw
.......................................................................................... 8
presser
foot:
1
2
2
L.
Adjusting stitch length ......................................................................................................... 10
M.
Adjusting differential feed ...................................................................................................
4. Adjustment
1)
Height of needle ..................................................................................................................
2)
Relation between needle and under looper .........................................................................
3)
Installing needle guard
4)
Installing needle guard front ............................................................................................... 12
5)
Relation of needle with under and over looper .................................................................. 13
6)
Installing and maintenance of knives .................................................................................. 13
5. Trouble shooting
A.
Thread
Skip stitching ....................................................................................................................... 14
B.
C.
Needle break ....................................................................................................................... 14
D.
Improper thread tension ...................................................................................................... 14
E.
Poor trimming performance ................................................................................................ 15
F.
Irregular
G. Excessive \vrinkles along stitches .......................................................................................
H.
Needle produces too large holes ........................................................................................ 15
Parts
list
...........................................................................................................................
rear
................................................................................................
...............................................................................................................
break ....................................................................................................................... 14
stitches
.........................................................................................................................
.................................................................................................................
10
11
11
11
11
14
15
15
~
16
Page 3
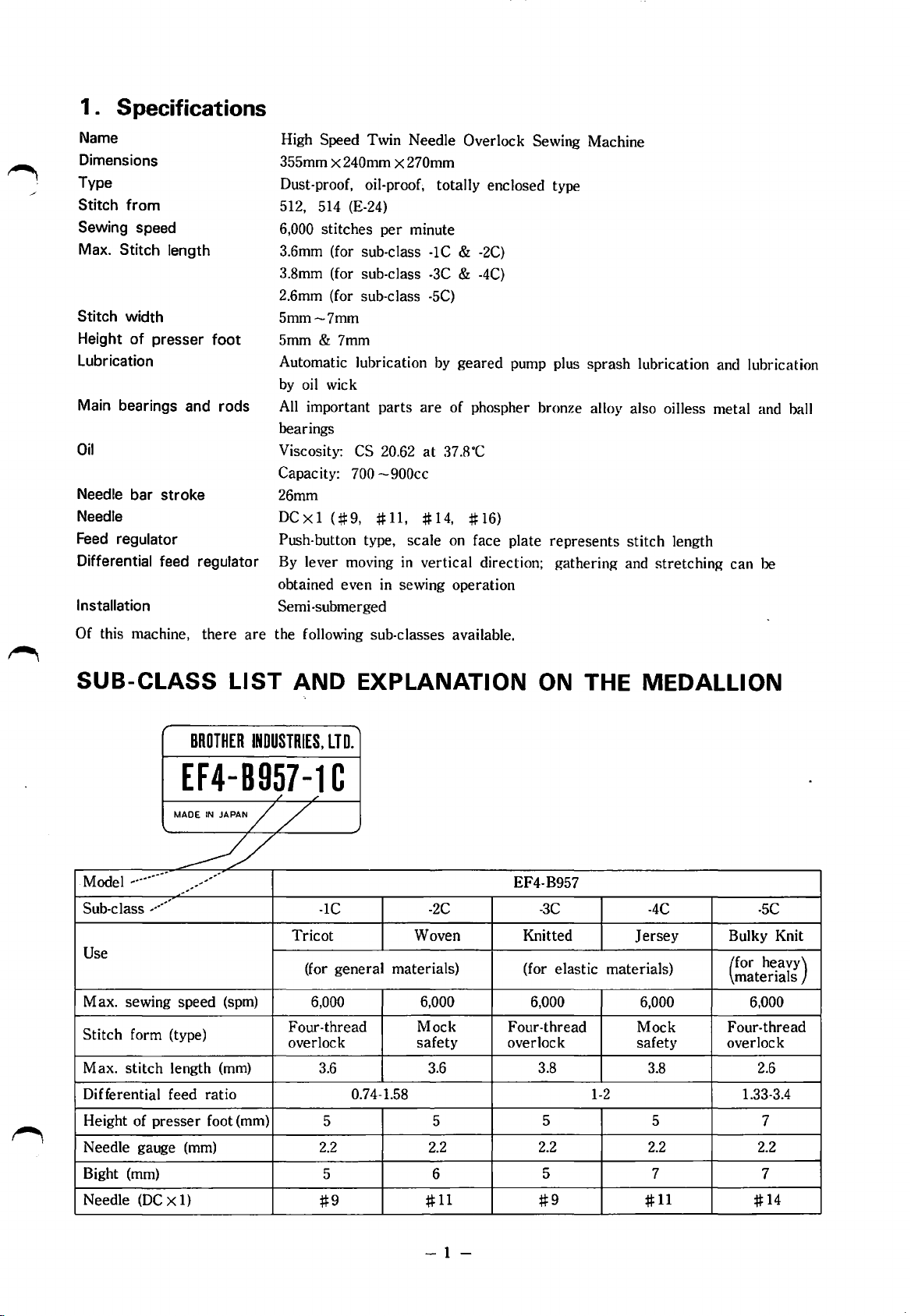
1 . S pacifications
Name
Dimensions
Type
Stitch
Sewing
Max. Stitch length
Stitch width
Height
Lubrication
Main bearings and rods
Oil
Needle
Needle
Feed
Differential feed regulator
Installation
from
speed
of
presser
bar stroke
regulator
foot
High Speed Twin Needle Overlock Sewing Machine
355mm
Dust-proof, oil-proof; totally enclosed type
512, 514 (E-24)
6,000 stitches per minute
3.6mm (for sub-class
3.8mm (for sub-class
2.6mm (for sub-class
5mm-7mm
5mm & 7mm
Automatic lubrication
by
All
bearings
Viscosity:
Capacity: 700
26mm
DCx1
Push-button type, scale on face plate represents stitch length
By lever moving
obtained even in sewing operation
Semi -submerged
X 240mm x 270mm
oil wick
important parts
CS 20.62
-900cc
(#9,
#11, #14,
-1
C &
-2C)
-3C & -4C)
-5C)
by
geared pump plus sprash lubrication and lubrication
are
of phospher bronze alloy also oilless metal and ball
at
37.8°C
#16)
in
vertical direction; gathering and stretching can
be
Of this machine, there
SUB-CLASS
BROTHER
EF4-B957-1
MADE
,----//
Model
~········
Sub-class
Use
Max. sewing speed (spm)
Stitch
form (type)
Max. stitch length
Differential feed ratio 0.74-1.58
Height of presser foot (mm)
Needle gauge
Bight
(mm)
Needle
(DC
-
.~·
~-····
(mm)
X 1)
~
IN
~·
.
are
the following sub-classes available.
LIST
INDUSTRIES,
/
JAPAN//
Tricot
Four-thread
overlock
(mm)
AND
EXPLANATION
LTD.
C
/
-1C
(for general materials)
6,000
3.6
5
2.2
5 6
#9
ON THE
EF4-B957
-2C
Woven Knitted
6,000 6,000
Mock
safety
3.6
5
2.2
#11
-3C
(for elastic materials)
Four-thread
overlock safety over lock
3.8
5 5
2.2
5 7
#9
MEDALLION
-4C
Jersey
6,000 6,000
Mock Four-thread
3.8
1-2
2.2
#11
-5C
Bulky Knit
(for heavy)
materials
2.6
1.33-3.4
7
2.2
7
#14
-
1-
Page 4
2.
Features
*The
*The
*Stitch
* Differential feed can be easily adjusted
* Ample space on the cloth plate allows easy sewing operation.
*Oil
*Lubrication
*Optional needle cooler ensures
*Colour
extensive design of various components and lubrication system and also the addition of the needle
cooler device on this machine assure the normal operation of maximum high speed of
minute, without any troubles.
upper knife
can be easily regulated
to change the
hands. This also applies for the instantaneous differential adjustment obtainable.
level
in
high speed of
combination of TAN-BEIGE is in well harmony with your modern factory, and operator's fatigue
can be lessened.
is
flat-shaped to make the carbide tip promises long durability
by
push-button, with the scale on the face plate, thus it is unnecessary
eccentrics
the oil
can be easily checked through the oil window
6,000
when you would like to change the
by
the lever for gathering
reservoir
stitches
is
shown on the special oil gauge on the front side of the machine.
perfect
per minute.
sewing operation even with synthetic materials and threads
stitch
length.
in
the top cover.
or
stretching without soiling your
of.
the knife.
6,000
stitches
at
per
the
~
3.
Operation
A. Sewing speed
Maximum speed of this machine is 6,000
ho~vever,
well run-in. After this running-in period, you may operate the machine
stitches
B.
Motor,
1)
2)
3)
the new machine should be operated
per
minute.
This
is desirable for machine's long life.
motor pulley and belt
Use a clutch motor,
(single phase) and MD-354 (three phase).
Use M -type V-belt.
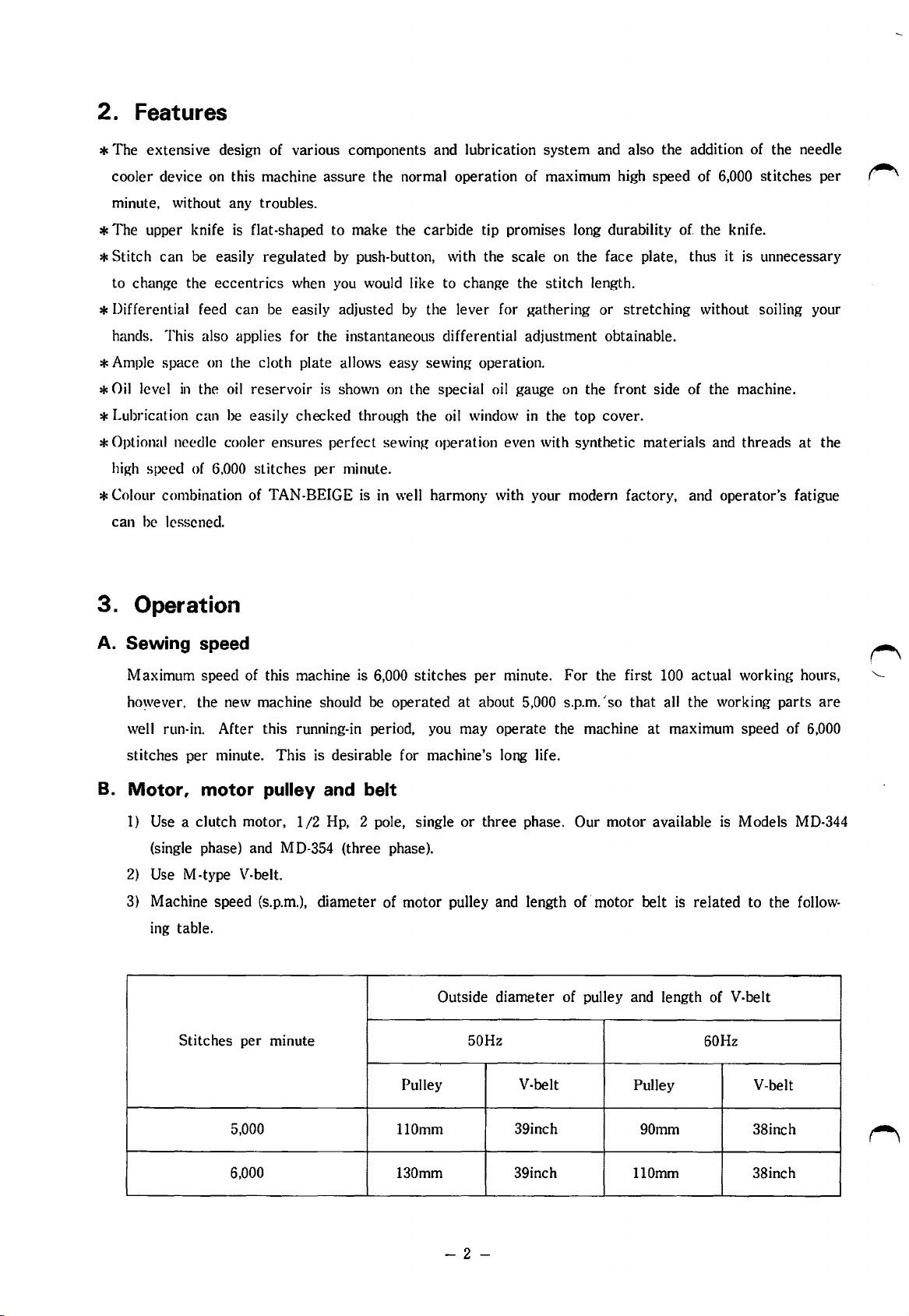
Machine speed (s.p.m.), diameter of motor pulley and length of· motor belt
ing table.
Stitches per minute
l/2
Hp, 2 pole, single
stitches
per minute.
at
about 5,000 s.p.m.: so that all the working parts
or
three phase. Our motor available
Outside diameter of pulley and length of V-belt
50Hz
For
the first 100 actual working hours,
are
at
maximum speed of 6,000
is
Models MD-344
is
related
to the follow-
60Hz
Pulley
5,000
6,000 130mm 39inch llOmm
llOmm
V-belt
39inch
-2-
Pulley
90mm
V-belt
38inch
38inch
Page 5
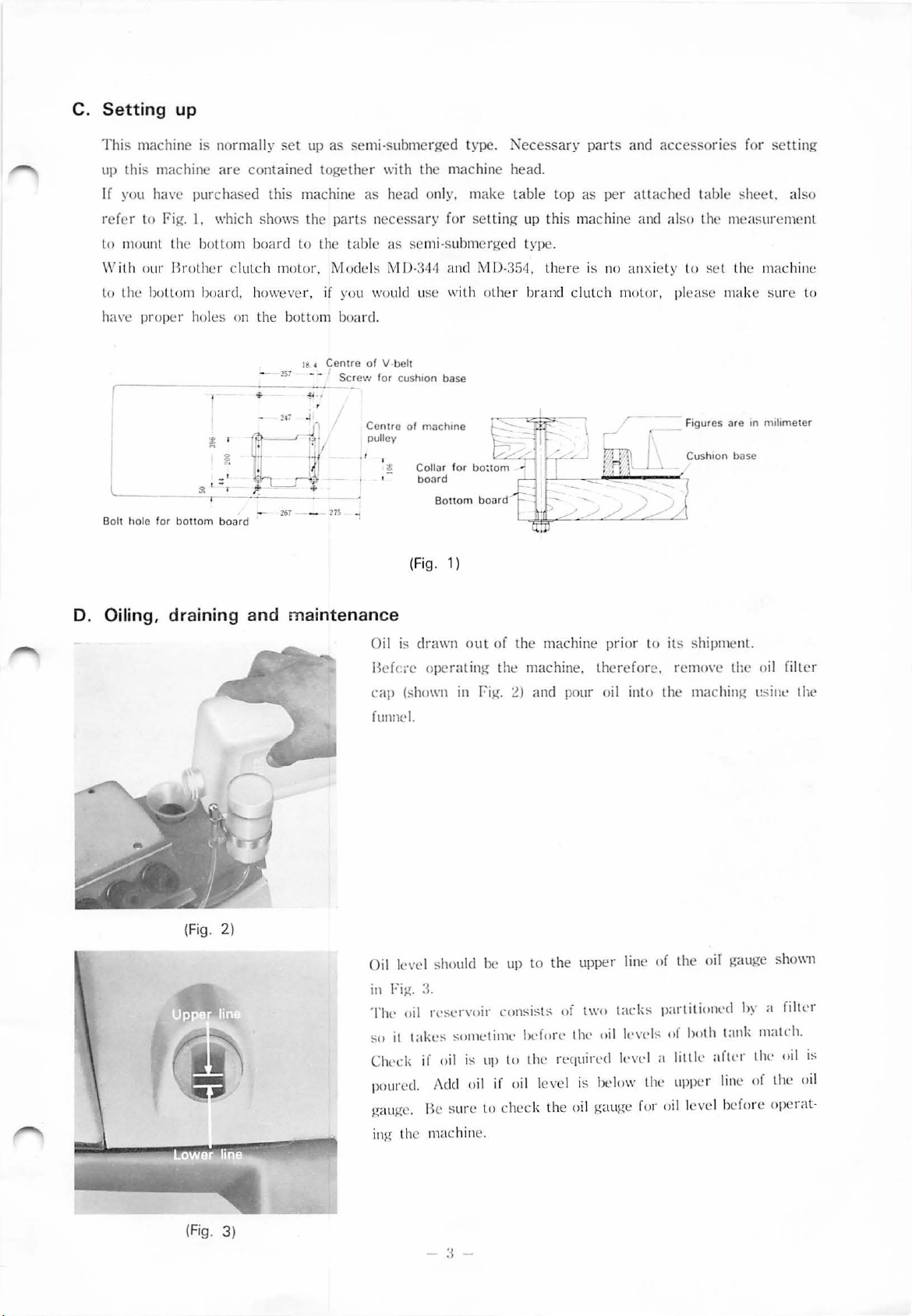
C. Setting up
Thi
s machine is n
up this machin e
have
If you
r
efer to rig. I. which s hows
to mount the b
With our Brother
to the b
h
ave
proper
purchased this machine
ott
otto
m bo
ard, howeve
holes on the bott
,-
l
Bolt hole for
bottom
orma
lly
are
cont
ain
om
board
clu
tch
*
r.r~
__f
• I
\1 y
-~
----
board
set
up
ed
the
to
motor.
r,
om
18 , Cen
257
~--
24i
..f
~-
267
-
as semi-subme rged type.
together
part
the
Mod
if
.
275
with the machine h
as head
s n
table as semi-submerged typ
els MD-34
you would u
board.
tre
of V belt
Scr
ew
for cush1
Cent
pulley
, I I
-
ecessa
re
of
~
only, make
ry for sett
4 an d MD-354, there IS no a nxiet y
sc
with
on
base
machme
Collar
for
'";:
..
,. ''"'
l\ecessary
ead
table
ing up this machine and also the n
oth
er brand
~-
~
rr ,-
/ / I
bo:tom
:1
fif
part
s and
.
top as
e.
rr-
;
per
atta
clutch motor, plea
-
'~
/
l""TT'\j
:
!-[
H
i
M,
\
-:~
~
accessones
ched
for setting
table shee
to set the machin
se
F1gur
es are
Cush1on
was
mak
1n
base
l.
also
ureme
e sure to
nuhmeter
nL
e
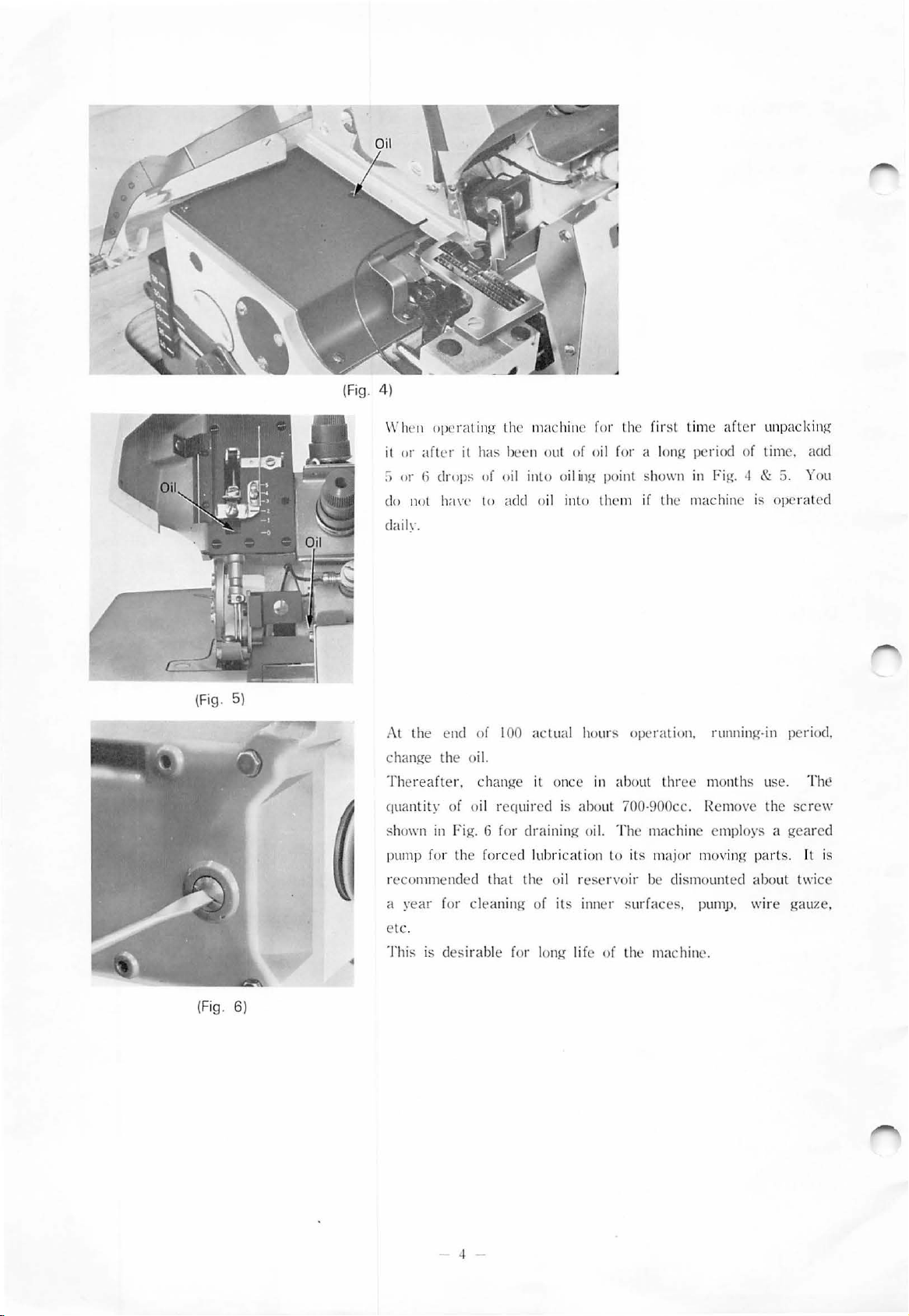
D. Oiling, draining and maintenance
O
il
Bcf
cap (shown in
funnel.
(
Fig
. 2)
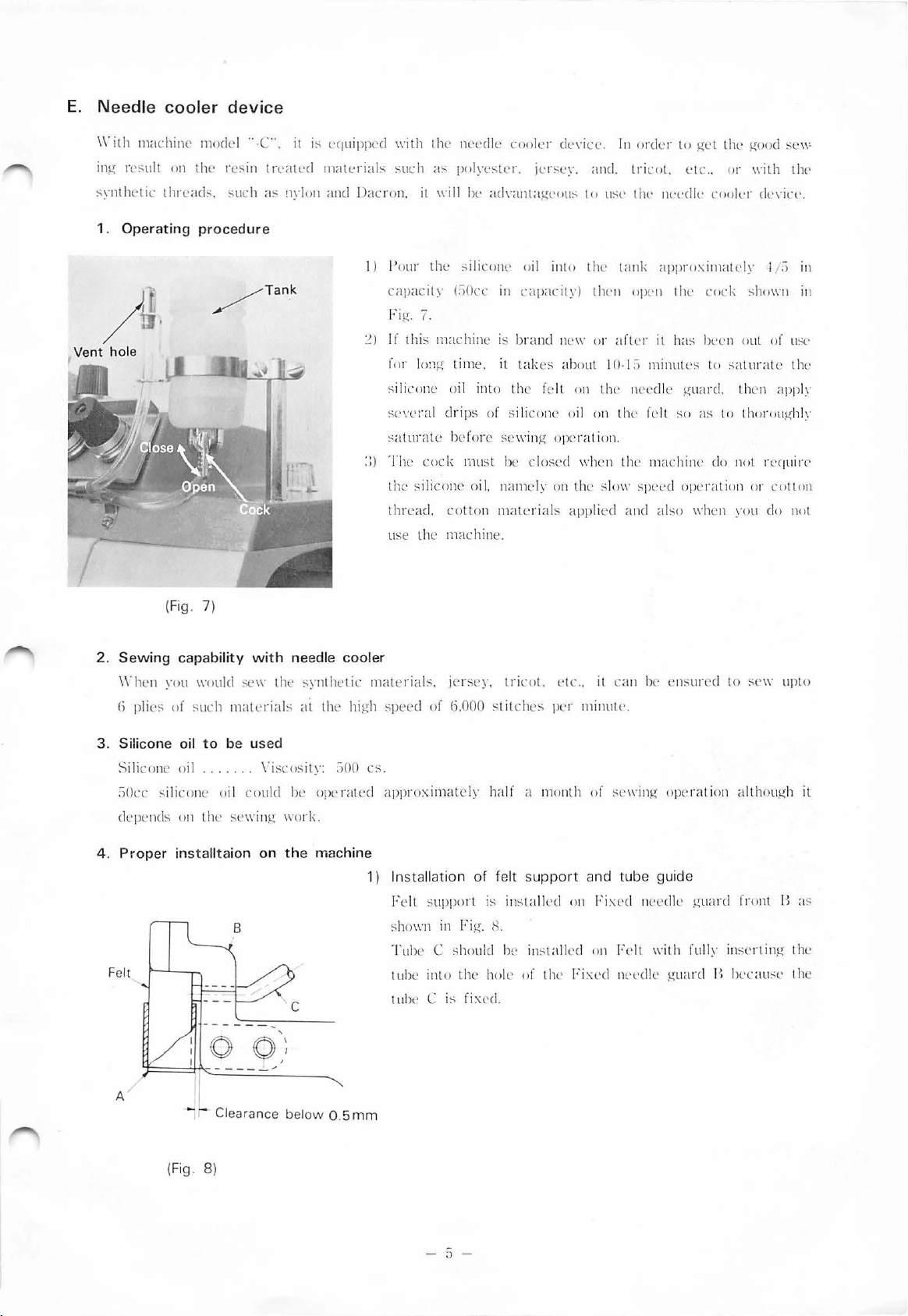
Oil l
in Fig. 3.
Th
e oil r
so
Che
poured. /\del
ga
uge. Be s
ing the
(F
ig. 1)
is
drawn out
c:·e
operating the
eve
l should be up
,·servo
it
tak
es sometime
ck
if oil is up to
mac
of the
rig
. 2)
ir consists nf l
bef
oil if oil l
ure
to
chec
hine.
machin
machine . theref
and pour
to th
ore the oil levels of both tank
the
eve
k the oil
e prior to its shipment.
ore,
oil i
nto
the maching t:,;
e u
pper
line of the oif
\\'O
ta
cl\s
partition
requi r
ed level
l is bel
gauge
:t
littll' :tftn the nil i
ow
the upper line of the oil
for oil l
remo,·c the o
eve
gauge
ed
by a fille r
l b
efo
il
filt
er
i11<
.: the
shO\m
match
.
re operat-
,;
(
Fig
. 3)
Page 6
(Fig
. 5)
(
Fi
g. 4)
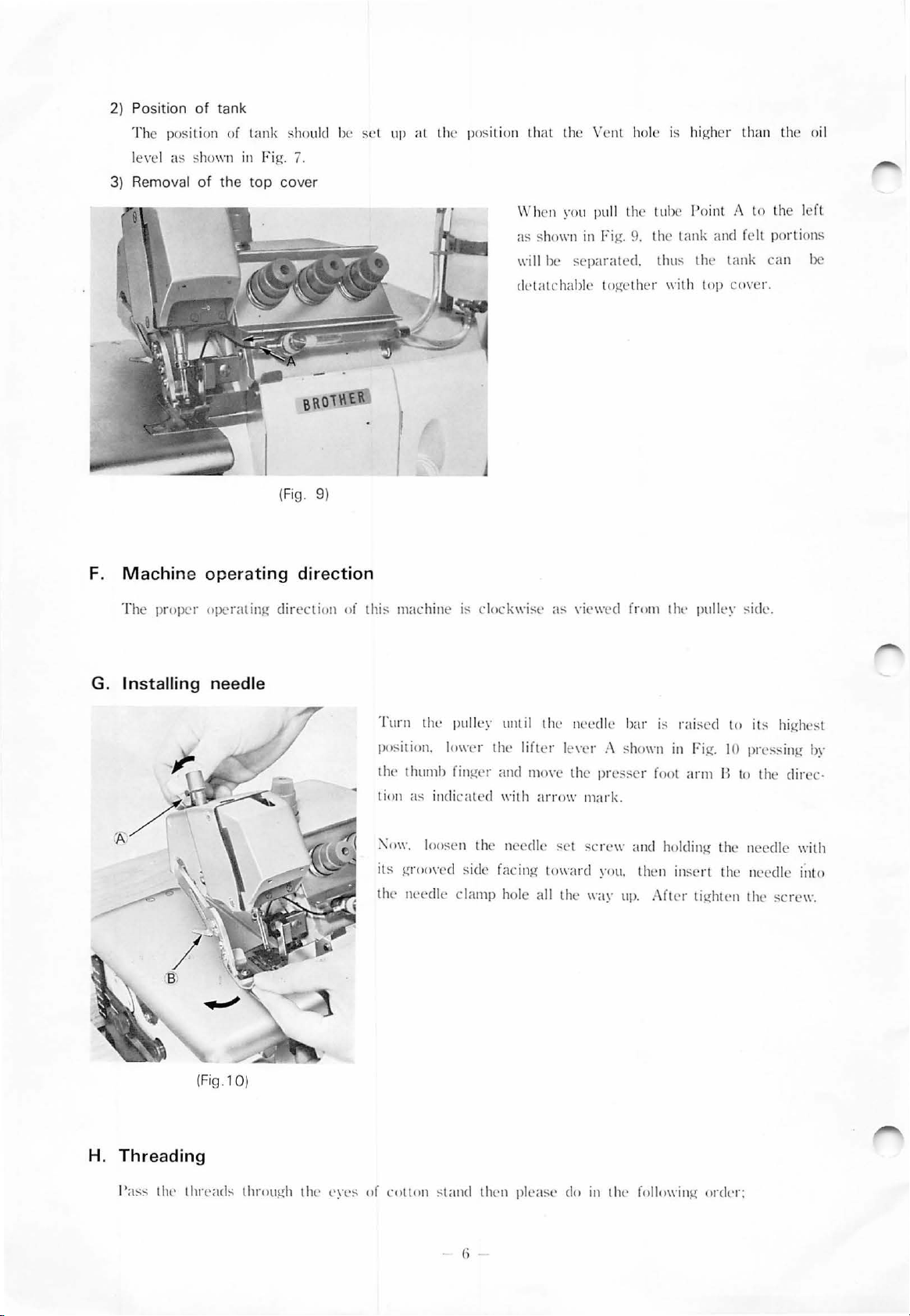
\\
"hen operatin
or
aft
or
(i
er
drops
it
S
do not ha,·c to add o
d ail~·-
g the machine for the fir st time afte r u
it has been out
of
oil in
of
oil for a long per iod of ti me. aod
to oiling point shown in Fig. '' & 5. You
il into
them if the
machin
npacking
e is ope rated
(Fig. 6 )
1\t the end
ge the oi
chan
T he
reaf
quantity of oil re
sh
O\
m in Fig. 6 for draining oil. T he machine emplo
pump for the forced lubri c
r
eco
mmended that the o
a
year
et
c.
Th
is IS desirable for long life
of
I 00 ac
tual hours op
l.
ter. chan
ge
quir
it on
ce
ed is abo
1
11
ut
ation to
il res
erv
for c iPaning o f its inner s
of
era
tio
abo
ut
thr
ee months use.
700-900
cc.
its major movin
oir be dismounted about twice
urf
aces
. pump. wire gauze
the machine.
n. running-in period.
Th
Re m
ove the scre""
ys a gea
red
g parts. It is
~
.
Page 7
E. Need le cooler device
\\'ith
machine
ing resu
s~·
1 . Operatin g procedur e
ntlwti
c
lt
model
on the res1n
..
. c
treated
threads. sue h as
...
/ Tank
).1.
it
1s
equ
ipp
materials
!t~·Jon
and Dac ro
I l
~)
:;)
ed
\\'ith
the nee
such
as
polyester.
n.
it
\\·iII
be
I'
our the ,;iliconc oi I
c
apa
c
it~
·
CiOcc
fi
g. { .
[ f
this mac
fc
11'
s ili
cone
s<·\·eral dri
s
atura
The
t
he
silicone
thr
ead. co
hine
I
eng
Lime. il
oil
into
ps
te
before se\\'ing
cock musl be
oil.
lton
use the machine.
dle
coole
r cle\·ice. In
jersc~·.
ackantageous
Ill
c
;tpa
IS
brand
lakes
the
fell 011
of
sil
icone
closed
name!~
·
materials
order
and. tri
to
use t Jw
into
the
l
ank
city)
then
OJll'll
Ill'\\'
or
after
I
abou
(). J :i
t
the
needle guard.
oil
on the fl•lt so as
ope rat ion.
\\'hen the mac hine
on the slo\\'
appli
ed
ami also
speed
to
get the
cot.
etc.
. o r \\·ith til('
nvecllv cooler
apprm;
ima
t
he
cock
it has
been
S
to ,;at
minutl'
operation
\\'hen
good
sew
cil'\·ice.
tel~·
to
.)
I
I
s
ho\\
·n I
(Ill(
of
USl'
urate
the
then
appl~·
t
horough!~·
do not requ1n•
or
cotto
you clo not
ll
ll
n
(Fig. 7)
2. Sewi
3. Silicone o
ng capabil
\\'h
en
~·m1
(j
plies
of
Silicone o
\\·ould
such
il
to
il
.......
ity with
be used
:iOcc silicone oil could
cl
epc
4.
ncls on
Prop
er installtaion on the machine
Felt
the se\\·
needle cooler
Sl'\\'
the
synthetic
materials al
\'is
cosi
be
ing
work.
the
high speed of o.
ty:
:iOO
cs.
operated
1) Installation of felt supp
material
s.
approximately
Fe lt s
upport
s
hmm
Tube
C should be ins
tube
into
tube C is
jersey. tricot.
OOO
stitches
half a momh
is
inst;dlccl
in Fig.
the
tl
.
hole
fixed.
etc
per minute.
talled
of thl'
.. it
can
of se\\'ing
ort
and tube guide
on Fixed nee
on
Felt \\'i
Fix
ecl
lll'l'dle
be
ensured
operat
dle guard
th
gua
ion
f
ull~
·
rcl
I~
to
SC\\'
although
front
insert i
because
upto
it
B as
ng the
the
A
(F
ig. 8)
_____
~ -
_
Clearance
....
below
0.5
mm
5
Page 8
2) Position
Th
e position
Je,·cl
as
3) Removal
of
tank
shown
of
the
of
lank
in
top
should be
Fig. 7.
cover
(
Fig
. 9)
set
up
at the pos ition
that
the
Vent hole is hi
\\'h
en you pull
as
show
n in Fig. 9.
wi
II
be
sep
dctatchahle togeth
lhe
arated.
er
tub
the
thus
with
gher than
e Point A
tank
and
the
lank can be
lop Ctl\'er.
to
fell
the
oil
the
lefl
portions
F.
Machin
The proper
e operating direction
operating
G. Installing needle
direction
of
this
machine
Turn
position.
the
t
humb
tion
as
:\ow.
its grtHJ\·ecl side fac ing tm,·a r
the
needle
1s cl
the
pulley until
lower
finger
indicat
loosen
clamp
ockwise
the
and
ed
with alT
the
hole all the ,,·ay up.
as
the
lifter ]e,·er
mm·e
needle
\·iewed from till' pull
needle
the
O\\'
set
bar
:\
shown
press
er
mark.
screw and
cl
you.
then inse
is raisccl
foot
hol
After
ey
to
in
Fig.
10
arm
B to
ding
the
rt
the
ti~hlen
side
.
its
highest
pressing
the
nee
dle \\'ith
needle
the
screw.
by
direc·
inlo
(Fig. 1
0)
H. Threading
l'
ass
the
threads through
the
eyes
of
colton slancl
then
please
do
111
the
follml'ing
order:
Page 9
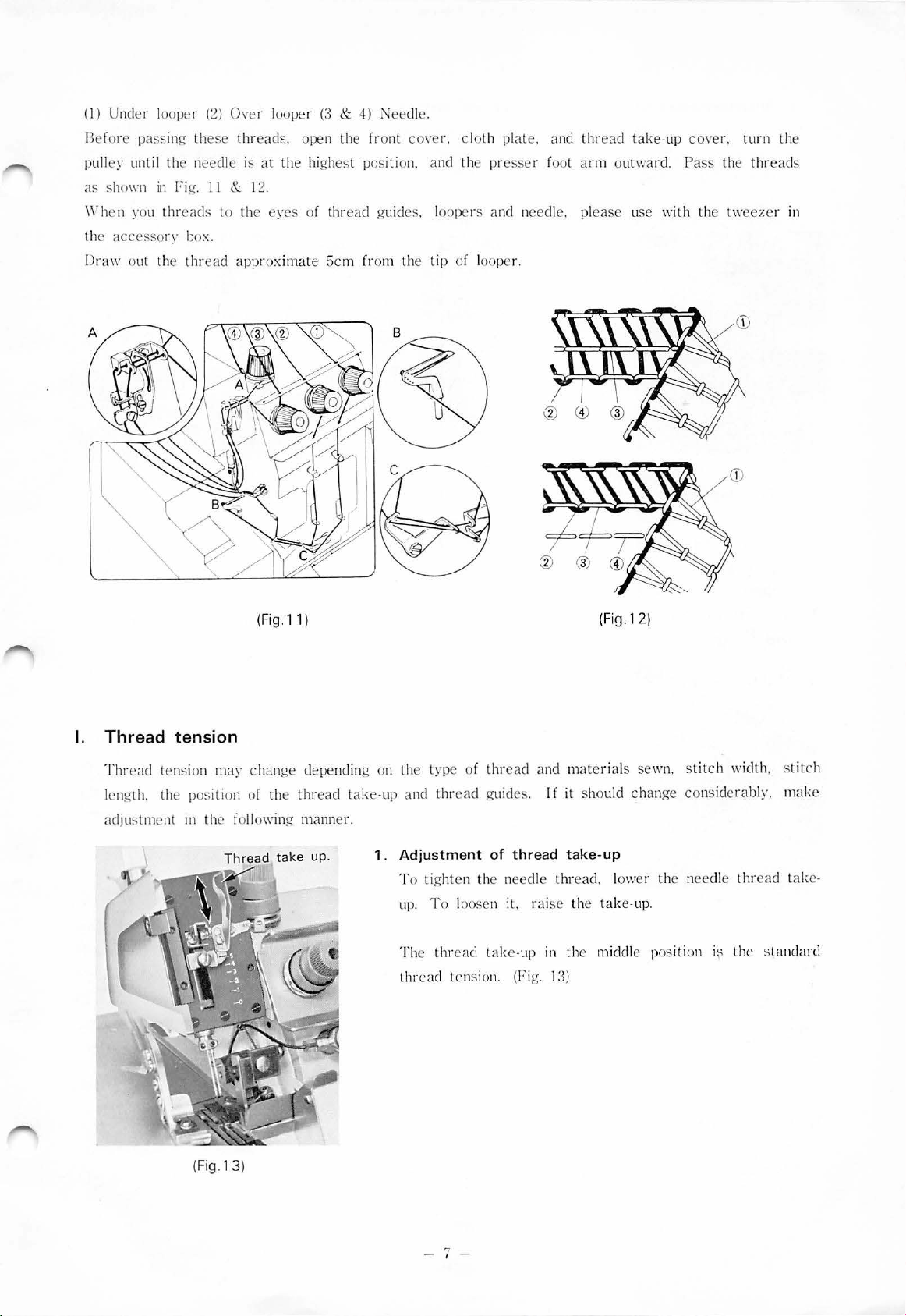
(I)
Un
der l
efore passing
B
pulle~
·
unt
il
as s
hmm
\\"
hen
~-ou
a
ccesso
the
11· out
Dra
ooper
the
in
Fig.
threads
ry
box.
the
thr
(2)
Ove r looper
these
threads.
needle
II
& 12.
to
ead appro
is
at
the ey
(3 & 4)
open
the
highest position. and the pr
es
of
threa
ximat
e Scm from the
Needle.
the
front cover. cloth pla te. and thread t
d guides. loopers and needle, plea
tip
of loope r.
esse
r foot arm ou
ake
-up
tward. Pass
se use with
cove
r.
the threads
the tw
turn the
eeze
r in
I.
Thread
T
hread tension
tension
may
length. the position of the
adjustment in
the following manner.
(Fig.11)
change depen
thr
ead
ding on the type
tak
e-up
and thread gui
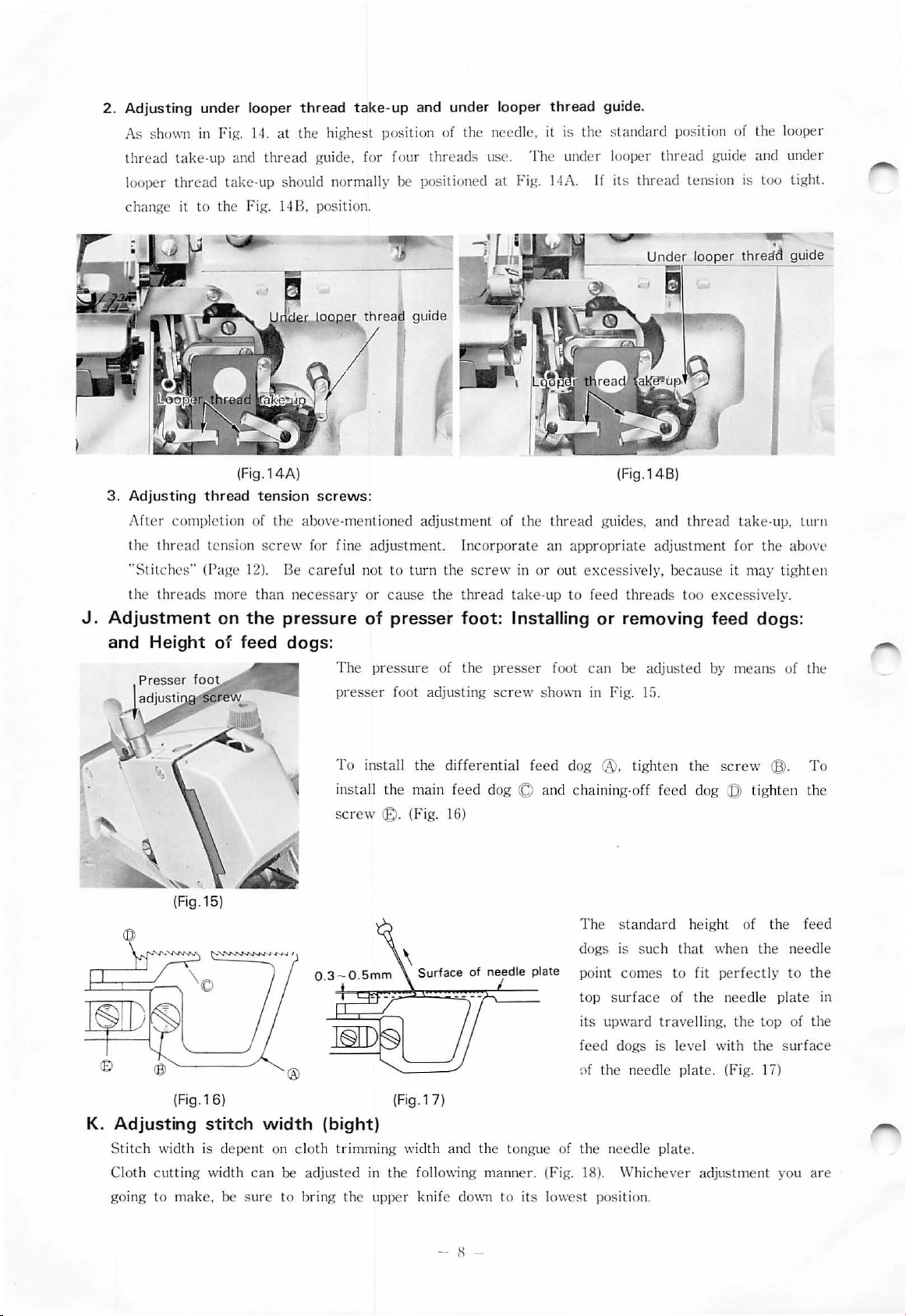
1. Adjustme
To tighten the needle thread, lower the needle
up. T o loo!'ien it,
The thr
thread
of thread
and
des. If
nt
of
thread take-up
rai
ead
take-up
in the middle position
te nsion. (Fig. 1
(Fig.12
materia
it should cha n
se
the
tak
3)
)
ls sewn
ge considerabl
e-up.
, sti
tch
width, stitch
thr
ead
1
~
the standard
y.
make
lake-
(Fig.13)
7
Page 10
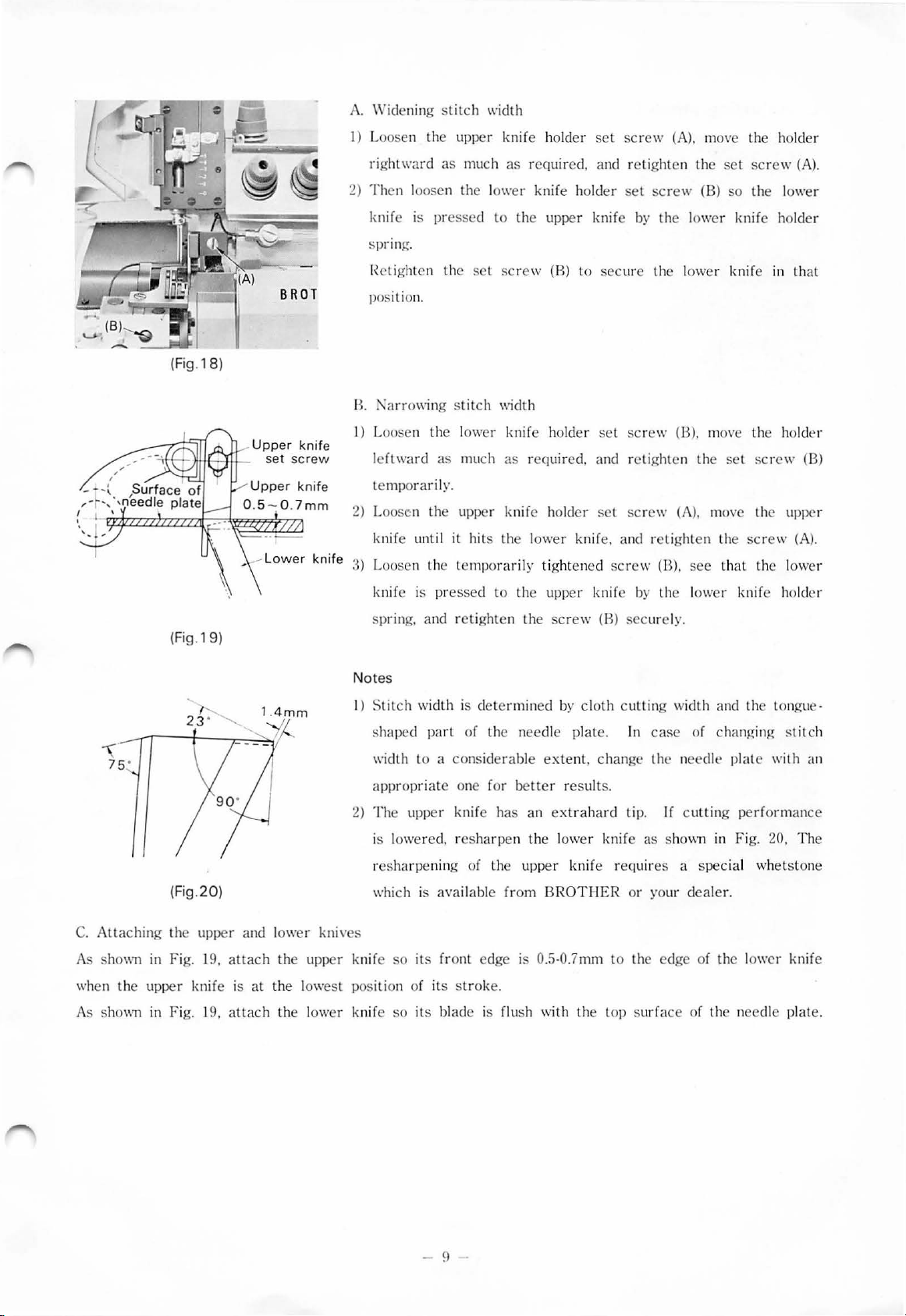
2.
Adjusting
1\s shown
thr
ead
looper
change it
3.
Adjusting
After completion of the above-mention
the thr
..
Stitches
the thr
J.
Adjustment
and Height
under looper
in Fig.
take-up
thread
ead
eads
take-up
to
the Fi
thread
tension screw
..
(Page 1
more
on
of
thread
14.
at the highest position of the n
and
thr
ead guide. for four
sho
uld normally be positioned
g.
14
B.
(Fig.
14A
)
tension screws
2).
Be careful not
than necessa
the
pressure
take-up
position.
:
for fine adjustment. I
to
ry or
cause
of
presser foot: Installing
feed dogs:
The pr
presser foot adjusting scr
ess
and
under
threads
ed
adjustm ent
turn the sc
the thr
ure
of
looper
eed
use. The under looper
at
of
ncorporate an
rew
ead
the
presser foot
thread
le, it is the s
Fig. 1-1
in
take-up
ew
the thr
or out
shown
A.
ead
appr
to feed thr
excessively,
can
in Fig. 15.
guide
.
tandard
If its
(Fig.
guides, and
opria
or
removing feed dogs :
be adjusted by
position of
thr
ead guide and under
thread tension is too light.
14B
)
te
adjustment
because it
eads
thread
too
take-
for the above
excessivel
means
the
looper
up,
turn
may tighte
y.
of the
n
(
Fig.16
)
K. Adjusting stitch
S
titch
width is depent on
Cloth
cutti
ng width c
going lo make,
be
sure to bring the upper knife down
width
cloth
an
be adjuste d
To insta
install the main feed dog ©
screw
ll
the diffe rential f
®. (Fig. 16)
(Fig.17)
eed
dog , tighten the
and cha
ining-off feed dog © tighten the
The
standard
dogs is suc h
poi
nt
comes
top sur face of
its upwa rd travelling, the
feed dogs is level wi
of the needle pl
(bight)
trimming width and the tongue of the needle plate.
in
the following manner. (Fig.
to
its lowes t position.
18).
Whichever adju
screw
height of the feed
that
when the
to
fit
perfectly
the
ate.
®.
need
to
needle plate
lop
of the
th
the surfac
(Fi
g. 17)
stme
nt
you are
To
le
the
in
e
Page 11
A.
\\"idening st
1) L
oosen
ri
ght ward
2)
Then loos
knife
sprin
the upper
as
en
is pressed
g.
itch
much
the
width
knife
holder set scr
as
required, and retighten the set
low
er
knife hold
to
the upper
knife
er
ew
set scr
by the
(A). move the holder
screw
(A).
ew
(B)
so
the lower
lower
knife
holder
(Fig.18)
(Fig.19)
Upper knife
set screw
knife
Retighten the set scr
positio
n.
H.
·arrowing
l) Loosen the low
leftward
temporarily.
2) Loosen
knife
:~)
L
oosen
knif
e is pressed to the upper
sp
rin
g,
Notes
I) Stitch width is determined by cloth c
stitc
as
the upper
until
it
the tempor
and ret
much
hits the lower knif
ew
(B)
h width
er
knife
holder set scr
as req
uired.
knif
e holder set screw (A). move the upper
ari
ly tightened screw (B
ighten the
screw
to
secure the lower kni
and
e,
knife by
(R)
ew (B),
retighten the set
and
retighten the
the lower
securel
utt
ing width
move the holder
),
see
that the lower
y.
and
fe
111
that
screw
screw
(A).
knif
e holder
the tongue·
(B)
(Fig.20)
C.
Attaching the upper
As s
ho\m
in
Fig. 19, attac h the upper knife
when the upper
As shown
in
Fig.
and
low
er knives
knif
e is
at
the lowest position of its st
19,
attach the lower knife
shaped part
width
appropriate
2) The upper knife has
is lowered, resharpen the lower kn
resharpeni ng
which is available
so its
so its blade is flush with the t
of
the needl
to
a considerabl e extent, change the needle plate with
one
for
of
the upper
from
front
edge is 0.5-0.?mm to the edge
rok
e.
e plate.
better
an
extrahard tip.
BROTHER
results.
knife
In
case
If
cutti
ife
as
shown in Fi
requires
or your dealer.
op
a special whetsto ne
surface
of
of
changing
ng performance
g.
20, The
of
the
lower
the needle plate.
stitc
an
knife
h
- 9 -
Page 12

L.
Adjusting stitch length
$t•
!•U
...
kiSIIJUift
QUO*bfl10
~
St
itc h lengt h can be
thread
l
oca
going inwa
Stop
your
The
len
thickn
take-up
ted
in
front
rd
as
the pulley when the pointe r r
desired stitch length,
number
gth
s indicates the
may change d
ess
and
adjuste
cove
r A (Fig. 21)
of
the
the pull
diff
erent
d to
any
point. At
Then, \\"
machine
ey
is turned.
kept
depresse
eaches
and rel
epe
nding on the kind of the
stitch
ease
the push-button.
length. howeve r,
ial feeding.
first
, open the
ith the pu
d,
turn
need
shbutton
the
button
le
03
the numbe r representing
actual stitch
mat
erials, their
(
Fig.22
)
M . Adjusting differential feed.
(Fig.23A)
Dcp
endin~
to
"stretch
is
suitab
to
the
First
verti
\\"ith the
screw
For vour inf
sh0\\
11 bel
on the kind of cloth.
."
..
e,·cn
le to the kind of c loth
sca
le
plate
loosen
the
cal directions
reference
fA}
secure
ormatio
o\\".
Differential ratio
0.7-1.
5
1- 2
1.3-3.4
:·
or "sh
which carri
screw
nutil yo
line of
ly
after
n, differ
differential feed
rink.'' Sel
es
® shown in
ur des
the lever.
ect
and
scwi
differ
ent
Fi
g. 23/\, move
ired differ
Be
the diffe r
n~
co
ial r
atio
ent
ial rat io figure aligns
sure
adjustment.
ent
ial
ratio
s vs. sewing
Sewing condition,
Tricot and
Hos ier y and
calico
jer
sey
clo
(Sub-cla
(Sub-cl
Jersey, knit and bulky knit
(Sub-class -5C)
may be
ential ratio th
ndition in re f
num
era
ls.
the lever
to rel.
i.shten the
conditions
th
ss
-1
C, 2-C)
ass
-3C, -4C)
fabrics
adjusted
at
erence
in
are
-
10
-
Page 13
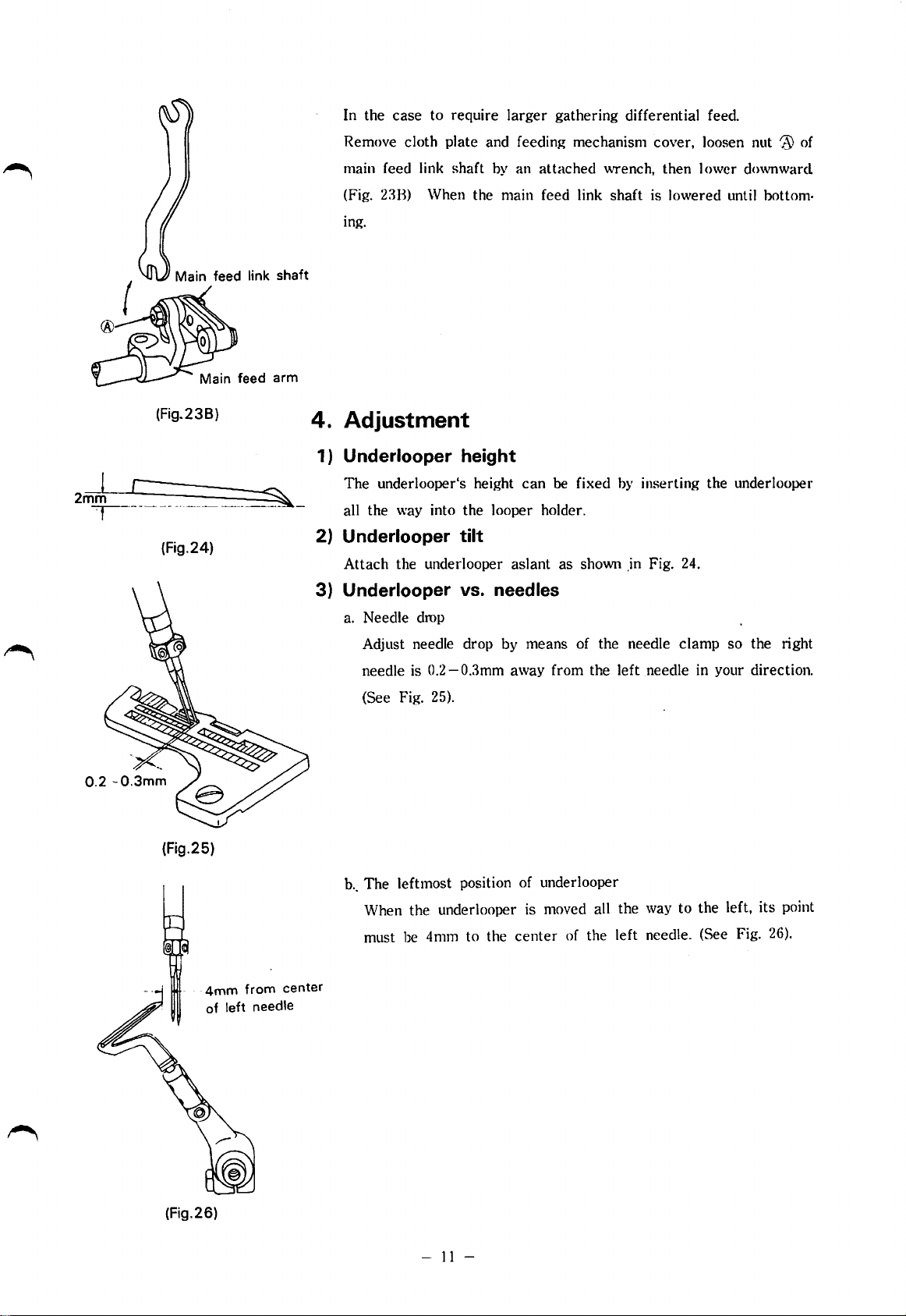
In the
Remove cloth plate and feeding mechanism cover, loosen nut
main feed link shaft
case
to
require
larger
gathering differential feed.
by
an attached wrench, then lower downwarcl
~
of
(Fig.23B)
!
c---~
2m-T--------------
(Fig.24)
~-
(Fig. 23B)
ing.
4.
Adjustment
\Vhen the main feed link shaft is lowered until bottom-
1) Underlooper height
The underlooper's height
all the way into the looper holder.
can
2) Underlooper tilt
Attach
the underlooper aslant as shown
3) Underlooper vs. needles
a.
Needle drop
Adjust needle drop by means of the needle clamp so the right
0.2-
needle is
0.3mm away from the left needle in your direction.
be fixed
by
inserting the underlooper
,in
Fig. 24.
(Fig.25)
.
4mm
of
left
from
needle
center
(See Fig.
b
..
The leftmost position of underlooper
When the underlooper is moved all the way
must be 4mm to the
25).
center
of the left needle. (See Fig.
to
the left, its point
26)
.
(Fig.26)
-
11
-
Page 14
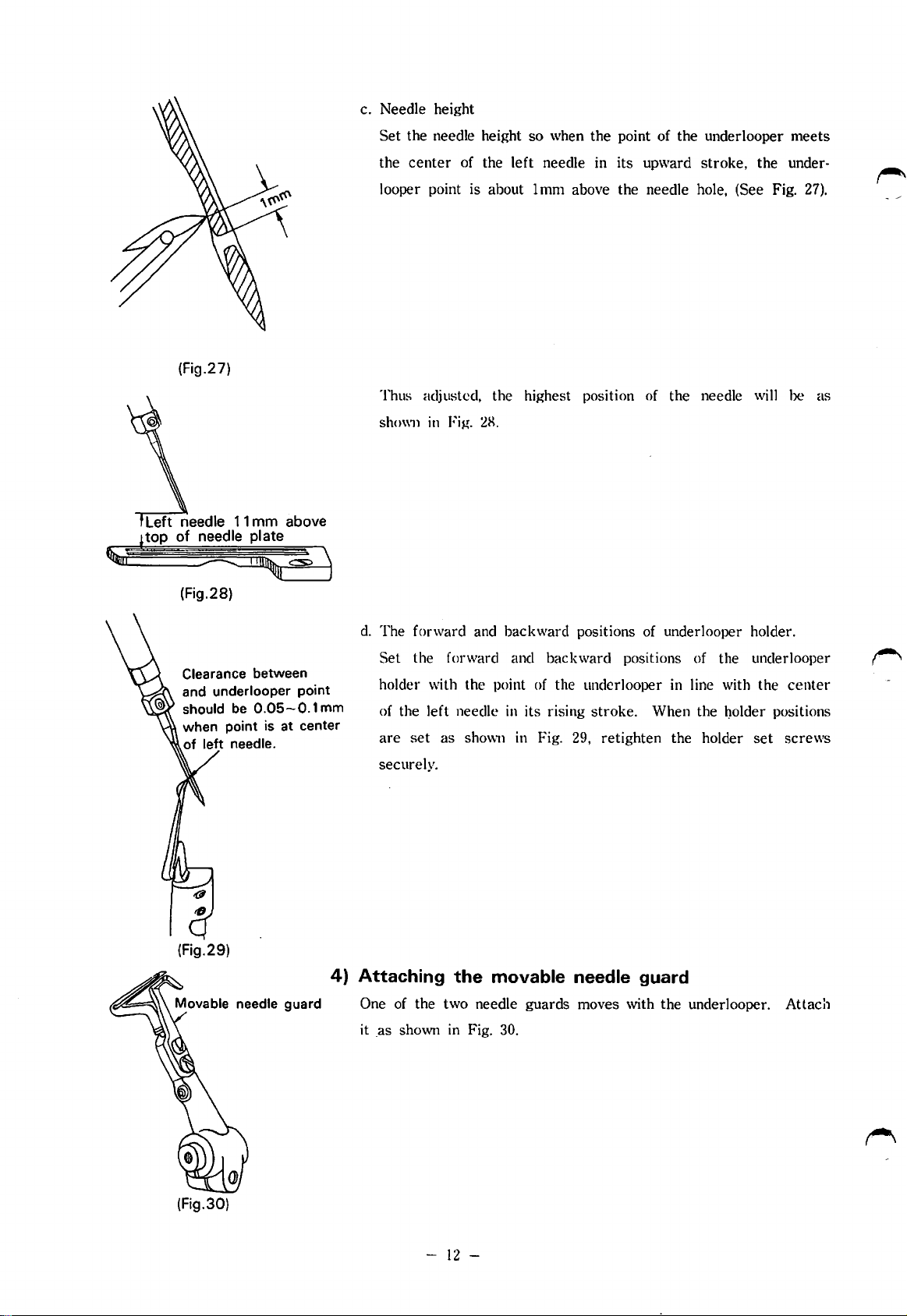
c. Needle height
Set the needle height so when the point of the underlooper meets
the
center
of the left needle in its upward stroke, the under-
(Fig.27)
Left needle
pop
of
~"'"""-"'
-~
(Fig.28)
11
needle plate
mm above
~
j
looper point is about 1
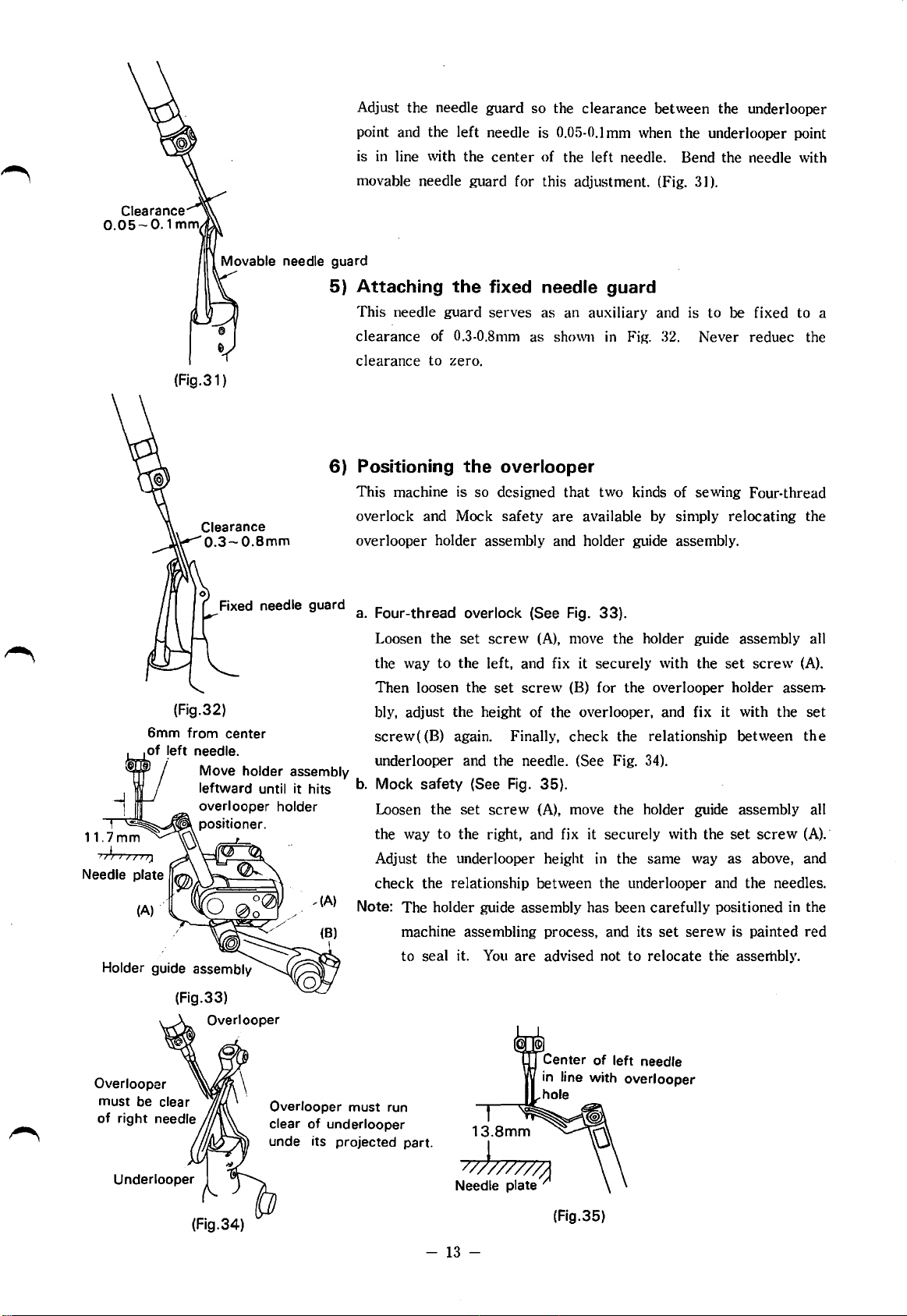
Thus adjusted, the highest position
shown
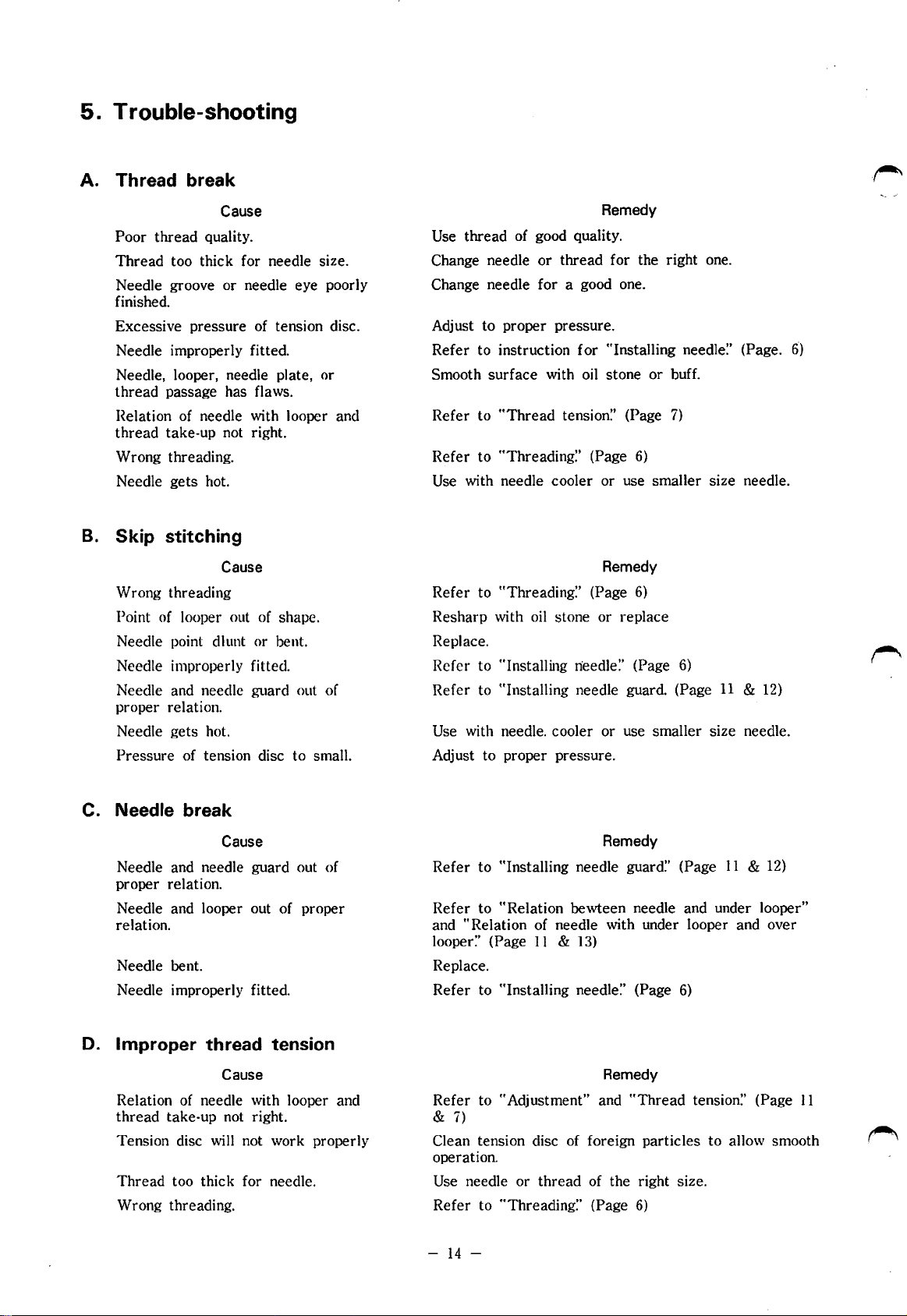
d.
The forward and backward positions
in
Fig.
2H.
mm
above the needle hole, (See Fig.
of
the needle
of
underlooper holder.
will
27).
be as
Clearance between
and
underlooper point
should
when point is at center
of
(Fig.29)
left
be
0.05-0.1
needle.
mm
Set the forward and backward positions
holder with the point
of the left needle
are
securely.
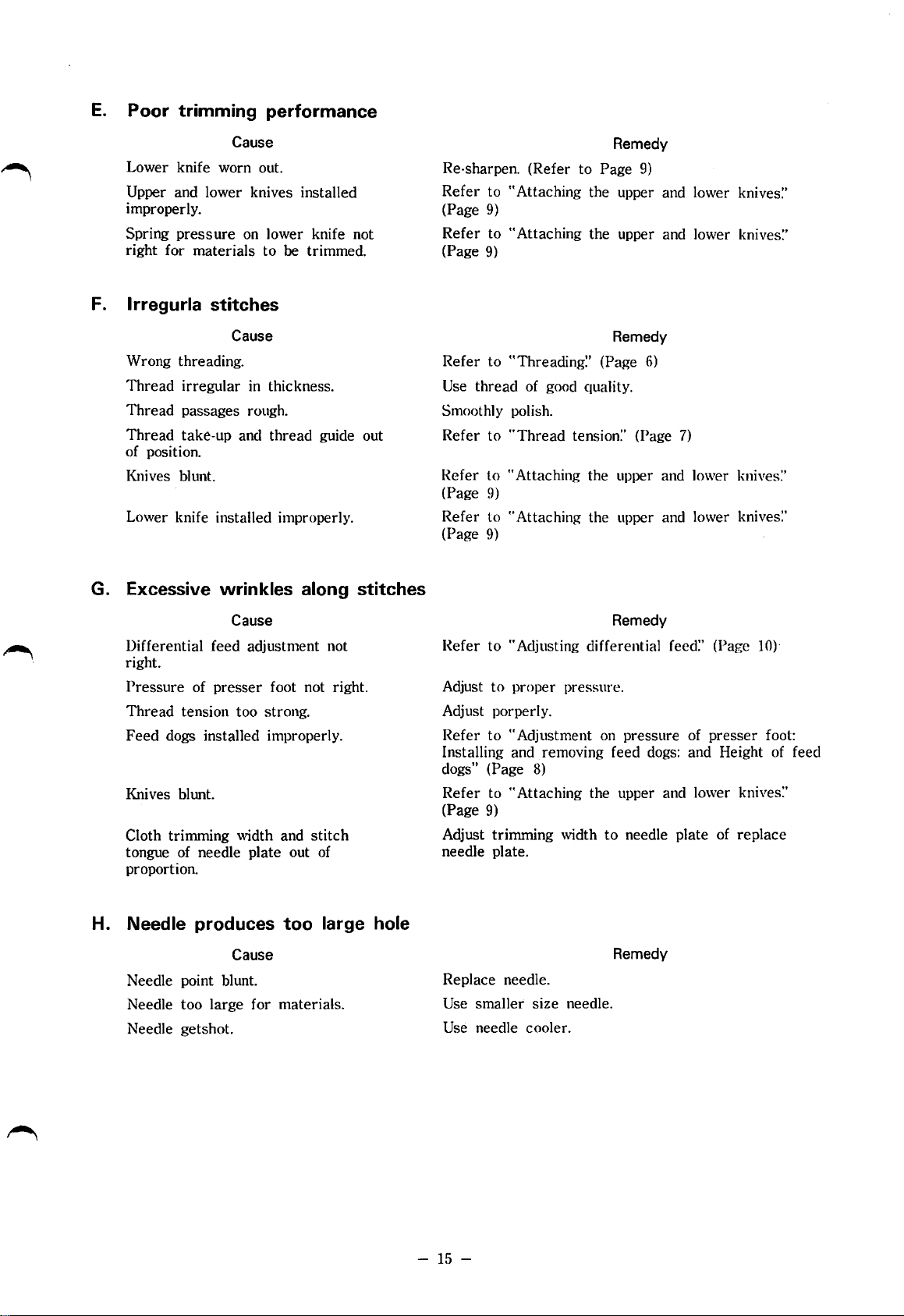
4)
Attaching
One
it
_as
of
the underlooper
of
the underlooper
in
its rising stroke. When the })older positions
set
as
sho\\-11
the
of
the two needle guards moves with the underlooper. Attach
shown
in
Fig.
in
Fig.
29,
retighten the holder
movable needle guard
30.
in
line with the
set
~
center
screws
(Fig.30)
-
12
-
Page 15
(Fig.31)
Adjust the needle guard so the clearance between the underlooper
point and the left needle is
is in line with the
movable needle guard for this adjustment. (Fig.
5)
Attaching
This needle guard serves as an auxiliary and is to be fixed to a
clearance of
clearance to zero.
6)
Positioning
This machine is so designed that two kinds of sewing Four-thread
overlock and Mock
overlooper holder assembly and holder guide assembly.
center
the
fixed needle guard
0.3-0.Bmm
the
overlooper
safety
0.05-0.1
of the left needle. Bend the needle with
as shown
are available
mm when the under looper point
31
).
in
Fig.
:32.
Never reduec the
by
simply relocating the
(Fig.32)
o positioner.
0 the way to the right, and fix it securely with the
(Fig.33)
Overlooper
must be clear
of right needle
Fixed
needle guard a. Four-thread overlock (See
Loosen the
the way
Then loosen the
bly, adjust the height of the overlooper, and fix it with the
screw(
M
holder assembly .
ove
leftward until
overlooper holder Loosen the
it
hits
..
(A)
Overlooper
clear of underlooper
unde its projected part.
underlooper and the needle. (See
b.
Mock
Adjust the underlooper height
check
Note: The holder guide assembly has been carefully positioned
must
run
to
(B) again. Finally,
safety
the relationship between the underlooper and the needles .
machine assembling process, and its
to seal it.
Fig.
33).
set
screw
the left, and fix it securely with the
(See
set
screw
You
---,--""T'!~
set
(A),
move the holder guide assembly all
screw
(B)
for the overlooper holder assem-
check
F1g.
35).
(A),
move the holder guide assembly all
are
advised not to relocate the assembly.
<P
Center of left needle
in
line with overlooper
hole
the relationship between
34).
Fig.
in
the same way as above, and
set
serew
13.8mm~
set
screw
set
is painted red
(A).
screw
in
set
the
(A).·
the
;j/7///~
Needle plate
(Fig.34)
-
13-
(Fig.35)
Page 16
5.
Trouble-shooting
A. Thread break
Cause
Poor thread quality.
Thread too thick for needle size.
Needle groove or needle eye poorly
finished.
Excessive pressure
Needle improperly fitted.
Needle, looper, needle plate, or
thread passage has flaws.
Relation of needle with looper and
thread take-up not right.
Wrong threading.
Needle gets hot.
B.
Skip stitching
Wrong threading
Point of looper out of shape.
Needle point dlunt or bent.
Needle improperly fitted.
Needle and needle guard out of
proper relation.
Needle gets hot.
Pressure of tension disc to small.
Cause
of
tension disc.
Remedy
Use thread of good quality.
Change needle or thread for the right one.
Change needle for a good one.
Adjust to proper pressure.
11
(Page.
&
12)
Refer to instruction for "Installing needle:'
Smooth surface with
Refer to
Refer to "Threading:' (Page 6)
Use with needle cooler or use smaller size needle.
Refer to "Threading:' (Page 6)
Resharp with
Replace.
Refer to
Refer to "Installing needle guard. (Page
Use with needle. cooler or use smaller size needle.
Adjust to proper pressure.
"Thread
oil
"Installing needle:· (Page 6)
oil
stone or buff.
tension:' (Page 7)
Remedy
stone or replace
6)
C. Needle break
Cause
Needle and needle guard out of
proper relation.
Needle and looper out of proper
relation.
Needle bent.
Needle improperly fitted.
D. Improper thread tension
Cause
Relation of needle with looper and
thread take-up not right.
Tension disc will not work properly
Thread too thick for needle.
Wrong threading.
Remedy
Refer to "Installing needle guard:' (Page
Refer to "Relation bewteen needle and under looper"
and "Relation of needle with under looper and over
looper:'
Replace.
Refer to
Refer to "Adjustment" and "Thread tension:' (Page
&
Clean tension disc of foreign particles to allow smooth
operation.
Use needle or thread of the right size.
Refer to
-
7)
14-
(Page
11
& 13)
"Installing needle:· (Page 6)
Remedy
"Threading:' (Page 6)
11 & 12)
11
Page 17
E.
Poor trimming performance
Cause
Lower knife worn out.
Upper and lower knives installed
improperly.
Spring
right for materials to be trimmed.
F.
lrregurla stitches
Wrong threading.
Thread irregular
Thread passages rough.
Thread take-up and thread guide out
of position.
Knives blunt.
Lower knife installed improperly.
pressure
on
lower knife not
Cause
in
thickness.
G. Excessive wrinkles along stitches
Remedy
Re-sharpen. (Refer to Page
Refer to "Attaching the upper and lower knives:·
(Page
9)
Refer to "Attaching the upper and lower knives:'
(Page
9)
Refer to "Threading:' (Page
Use
thread of good quality.
Smoothly polish.
Refer to
Refer to "Attaching the upper and lower knives:·
(Page
Refer to "Attaching the upper and lower knives:·
(Page
"Thread
9)
9)
tension:· (Page
9)
Remedy
6)
7)
Cause
Differential feed adjustment not
right.
Pressure of presser foot not right.
Thread tension too strong.
Feed dogs installed improperly.
Knives blunt.
Cloth trimming width and stitch
tongue of needle plate out
proportion.
of
H. Needle produces too large hole
Cause
Needle point blunt.
Needle too large for materials.
Needle getshot.
Remedy
Refer to "Adjusting differential feed:' (Page 1 0)·
Adjust to proper pressure.
Adjust porperly.
Refer to "Adjustment
Installing and . removing feed
dogs" (Page
Refer to "Attaching the upper and lower knives:·
(Page
9)
Adjust trimming width to needle plate of replace
needle plate.
Replace needle.
Use smaller size needle.
Use needle cooler.
8)
on
pressure of presser foot:
dogs:
and Height of feed
Remedy
15-
-
Page 18
PARST LIST for
N
DE~
EF4-B957
J>art~<·="n.
()()()(i80-!1-l:.!
OO:Iti70·6·:
0056611-7-1:1
0096ti0-6-1-1 11-<!:l
0096ti9-3-l:l
009670-5-16
111196!11-0-12
009t>Hl-0-14
(109f>I!!J..I-
()1:!7S0-6-l-1
0146110-4-'"'
017771-2-12
017"
1-4-12
017782-0-14
017822-2-1:1
02111!10-1-00
021-100-1-06
O-l!IIY20-:1-46
O.J8150-1-4:1
072600-0-311 B--111
OSIOO-I·0-70
1Cltllll6-o-m
1()()(r25-0-0J
IIMIII:i2-0-III
)()11035-0-111
111111115-0-112
II11Jl:i7-11-U4
JCIOIII5-11-0:I
)()0)115-0-11-l
10021!1-11-0:!
100:.!42-0-11:!
100251·11-0I
1Clti260-11-0I
10026-1-11-01
100289-0-01
l<IO:Iflli·ll-01
)(10469-0-02
I
1105-11-0-
100Z'>41·0-
1005-11-0-(J.l
llll5.'i2-0-01
D--7-1
-1
i>"-17
F--12
A--7:1
A--1
<;-a;
12
E-52
n-:11
C-17
C-24
C-:15
c-:.:1 10483:1-0-01
c-r.J
J)-51
[)-6.:;
B-6
C-5
C-l!l
C-·10
l>-21
1>-76
E-22
E-·lli
B-:!!1
A-·59
7.-40
z-:14
7.-3!1
G--44
z-:J<J
Z-28
E-7
11-4
r-:-19
I>-13
11-:i
B-6:1
1>-17
i\
--1-1
11-:u
11--2!1
K-!1
1.--li
A-7G
.c-ss
;\
A-49
i\
-87
(;-2!1
(j
"--:«>
A-37
,\--11
A-71
F-111
F-:n
11·-20
11--:!6
A--79
A-:!1
11-19
II11-4!1
C-49
B·
B-1:1
E--1-1
11-:.9
C-28
,,
))
B-24
(i-:14
U-8.1
02
E-14
E
A
B-36
C-31
A-3S
B-4:1
67
0:1
l'\u.
Rt•rnark
lkmark
2X
40
:.!ti
-1
li8
7!1
12
J>arts-!l;n.
10155:.!-0-01
101572-0-111
1017Cl6-0-0I
101795-11-01 z
102-156-0-00
102629-0-01
1028-13-0-0-1
10.J4-19-0-III
104527-0-01
104564-0-01
1048:12-0-01
IO.'i034-0-02
105078-0-01
IOS079-11-01
10516.1-0-0 I
105173-0-03
105:14:1-11-111
106069-0-0:l
106129-11-01
lll676ti-O-O:I
101iiii2-0-UI z-:«l 140037-0-02
I 0709:1-o-02
10715:1-0-0)
1072.'11-0-111
HI7244-0-III
107272-0-112
1072:11-0·111
1072-1-1-0-0)
107272-0-02
107:151-0-0)
107407-11-112
107779-ll-01
10!1721-0-01
11192113-0-lll
)(1!157-1-0-01
IO!llt~i-0-01
IIO!Iil-0-o:l
llllllil-0-11-1
lltll!ll-11-111
IIO·I:It)-0-111
110-1!15-0-ll:l
lltlti.Jl-0-11)
IHN;t'i!!-0-01
IIUiii0-0-Illl
llti671-0-tlll
llllli72·0·IMI
lltlli7:1-0-tltl
Jltlli!!l}-0-111
llllli!!6-0-01
11117111-0-0I
I!Ui'tlli-11-tll C--11>
I IU7:t>-O-tll
11117!1:1-0-0I
IIUIU17-0-tll
IIUIII:l-11-111
IIUH:!0-0-111
IIUX:I2·ti·CII F
111-1-1:1-11-fll
11141Ui-O-III
1111«}5-11-111
112297-11-0!1
11:.!2!17-11-11
1122!17-11-1111
112297-0-14
112299-11-01
112:11111-0-01
ll23fii-0-0I
II:!:U!l-0-01
l~d.
!l;n.
Z-10
;\
---17
c--1-1
1>---1!1
:.!ti
c--27
A-911
Z-!1
A-22
A-25
A-51
(j-.I!J
11-1:1
A-5:!
C-7
C--12
B-:!'2
J)--45
(i-17
E-15
B-·1·1
E-:l-1
K-7
1.-7
J)-115
(i--:1
E--:.'!1
B-S7
A--11 140042-0-01
E-2!1
B-57
A-ll
u-:w
1>--11 140055-0-01
E--1!1 140056-0-01 140:i26-0-01
7.-5
F--1
F-22
7.-2:1
A-li2
J)-24
11-li-1
11-!1
E--lli
11--7
z--1
A---lii
,,
til
B--5:1
11-511
II- till
11-til
B-2
E---12
c
t}
A-hi
II-
-12
1·:
Ill
E-:1:1
K-li
1.-li
F--1
F-:.!
F--:.!0
:1
F-:!1
A--711
B---111
A-77
11--:t!
1-1
r-;
:.!
7.--2-l
1.-2
F-lti
F-1-1
F-15
A-64
li-211
G-23
c:-:n 140202-0-01
J>art~<·l"n.
1123-18-0-01
IIZ!.'il-0-01
112467-0-01
113431-0-02
114294-0-01
11448.1-0-01
115280-0-01
115811-0-01
116016-0-01
1162.11-0-01
116662-0-01
117-1:17-0-01
117466-0-Cltl
117515-0-0!•
117516-11-01
117517-0-0:I
ll8.'i27-0-0I
ll!ll\97-0-01
1200-1!1-0-02
121ltl49-0-03
1201\2:1-0-111
14Cltl:12-0-0I
140036-0-01
14003!1-0-02
14IIO:i!I-0-Cll
140040-0-01
1-10041-0-01
140045-0-01
1400411-0-00
1400fil-0-02
14005-1-0-02
140057-0-01
14006.'1-0-01
140064-0-01
140065-0-01
140066-0-01
14Cltl67-0-01
140070-0-01
·1-ICJ071-0-01
140075-0-01
140077-0-01
14Cltl!14-0-00
140085-0-02
1-10088-0-01
140090-0-01
140091-11-Cltl
140092-0-tll
I-UMI9:1-0-00
1-1(](1!15-0-0)
1-llll191i-O-OI
1-Hlii97-0-III
14110!111-11-01
1400!1!1-0-Cltl
1-101110-0-0I
l-101U2-0-0I
140111:1-ll-111
l-lll1fN}-0-0I
1-IOHI!!-11-111
1411110-0-Cltl
1411112-0-110
140111>-11-Cltl
1-111111!-0-01
1411152-0-111
1-ltllll:j.().IJI
1-ltllli7-ll-ll0 I>-1!!1
141117t}-11-111
14017!1-0-01
1411179-ll-01
1-IOIIUI-11-Ill
l-101112-0-01
1-1018:1-0-01
1401!14-0-01
1-101115-0-00
140lll6-0-00
140187-0-00
140188-0-02
140193-0-01
140196-0-00
1-10197-0-01
Rd.
G-37
11-15
c:-:m
(i-1!1
<i-22
c.-:!6
A-6:1
I>-53
R-50
Z-1-1
A-31
A-:19
z-:12 I41Y.!I6-0-0I
A-112
1>-111
7.-:!1
7.-11
E-61
E-62
1>-100
7.-11!
E-:!!1
E-40
J)-11
E-5!1
A-9
A-Ill
A-14
A-17-21
A-17
A-111
A-1!1
A-20
A-66
A-26
A-:12
A-:l1
A-:16
B--1:!
A-50
A-53
A-!14
A-55
A-60
A-65
A-67
A-ti9
B-55
B-li2
11-8
B-11
B-12
B-14
B-11\
B-16
11-25
11-17
B-2X
B-29
F
--17
F-li'
B-41
A-115
A-!!ri
C-45
C---17
A--15
U-15
J)-111
11-2()
B-6-1
1>-2:i
D-25
D-27
D-:!1\
A-89
A-88
()-36
IJ-39
D-44
J>arts. Nn.
1·102o:l-O-III
1-10:!05-0-01
1·111207-0-01
1-1020S-O-OI
).10209-0-111
W1210-11-()l
140211-0-01
1411212-0-01
140213-0-01
14CY.!14·0-0I
I.JIY215·0-0I
140'217-0-01
I4CY.!26·0-0I
I4CY230-0-0I
141Yl31-0-00
140'.!:!2-11-01
I41Y2:161402:18-0-01
1·HY246-11-111
140248-0-01
I·IIY-!61-0-01
14CY262-0-00
1-10263-0-Cltl
1-1026-1-0-01
1-10267-0-01
140277-11-01
140278-0-111
140281-0-01
140288-0-01
140.'100-0-Ol
140:IO.'i-O-OI
140:114-0-01
140317-0-00
140320-0-00
14o:i25-0-00
140:i27-0-0I
140415-0-00
140416-0-00
140417-0-()()
J.I().I!8-0-00
1·10420-0-01
1-10425-0-01
140461-0-01
140·16:i-11-01
1-1046!1-0-01
140504-0-01
14070X-0-110
1.)0737-0-01
14073!1-0-01
1·10739-0-01
140758-11-Cltl
14075!1-0-00
140764-0-01
14076!1-0-l}l
1-10771-0-01
1411772-0-01
1-1077-1-o-1111
1411778-0-01
140780-0-01
140781-0-01
14071r2-0-0I
14079'2-0-01
140796-0-01
140798-0-01
140888-0-01
140913-0-01
140928-0-00
141183-0-00
141188-0-01
141657-0-00
142125-0-00
0-01
Ref.
D-46
D-50
D-55
D-56
D-70
D-57
I>-58
D-61
D-61
D-62
D-63
D-66
D-69
l>-71
D-78
r-:-41-45
E-41
E-43
E-45
E-54
E-53
E-50
E-6.1
E-66
E-21
E-2.'1
E-24
E-25
E-27
E-13
F-19
F-28
H-15-18
B-54
G-47
G-33
C-29
E-47
B-7
G-27
B-9
B-19
H-11
8-10
C-9
C-44
Z-2
8-21
C-20
A-S:i
C-21
B-20
D-26
A-54
8-27
E-30
K-3
E-3S
K-8
G-52
E-37
C-4
C-39
F-13-16
Z-36
Z-37
A-57
Z-17
G-39
G-41
D-59
D-67
D-60
()
G-35
G-21
G-29
G-24
G-38
G-32
Z-27
A-76
Z-25
E-39
A-74
D-43
A-45
D-73
H-18
z
No.
(i8
12
Remark
65
-
16
--
Page 19
!'art:<.
l'o.
J.l22"l9·0-01
1-1221)0-0-01
1·122R1·0-01
1-122!!2·1l-(Jl
1-122!!5-0-01
1-12286·0-01
14221!7-0-llO
1-12".!92·0-01
l-12:ll6-0-0I
l-12:ll7-0-III
1·12-112-0-00
1-1:!57-HI-01
1-12;'>1!9-0-01
1-12Ji90·0-0I
1-1:.'674·0-llCI
1-127!!7-0-01
1-12977-0-01
1-1:117-1·0-()()
1-1:1179-0-00
1-1:1287-0-01
1-l:t:!JJ·O-Ill
l-t:tl12-ll-tll
1-l:tl:!-1-0-111
1-1:!37-1-0-01
1-l:l:li5-0-0!
1-1:153-1·0-01
14:!536-0-01
14:!537-0-00
1-13538·0-01
143.'i6.'>·0-01
1-13566·0·01
1-1:!703-0-01
1-1:170-1·0-01
1-l:lili0-0-01
1-1:1990·0-01
1-1:1991-0-01
1-13992·0-01
1-1:1995-0-01
143996-0-01
143997-0-01
1-1:1998-0-01
143999·0-01
1·1-1000·0-01
1-1-1006-0-01
14-1007-0-01
14-10011-0-01
14·1009-0-01
144010-0-01
14-1016·0·01
14-1017-0-01
f4-IOI!I-O-OI
1-1-1019·0-01
1-140'.!0-0-01
14-IIW-0-01
14-IO'Z.!·O·OI
144112•1·0-01
1·1-1026-0-00
144025-0-01
1-14027-0-01
1440'28-0-01
14-1029-0-00
144030-0-01 C
14-1001-0-00 c 12
14403.1-0-01
144034·0·01 c 15
144035-0-01 c
144036-0-01
1·14037·0-01
1440311-0-00
1·14o:!9·0-0I
1-140-10-0-01
144~1-0-00
1-14~2-0-01
Rd.
11-1
n--1-1
II-
II11-l!l
11-22
II-
11-:!1
11-17
II
11-!1
II
z-:~;
Z-IJi
II--
D--.JO
ll-72
c-:11
1>-:17
[)-
II
Z
B-r.l
B-:->2
B--15
[)
A-,-;
A-:~;
B
B --17
E Ill
E--11
E-L!
E-ll
E--:!•l
A--12·-.J.J
A--12
A--ll'<
:\-6
A-7
A-:>1!
o-:>-1
Z--1
A-70
A-72
11-25
A-1
A-ll
A-1:1
L-1
A-2-1
A-29
A-:!1!
A-40
A-!!0
A-81
1-:!
J
-6
K-15
L-lli
B-5
B
29-31
R 30
B
B :t1
L
K
C I
C1-:l
c 8
c
C15
C Ill
C22
c
c
c
c 26
c
Xu.
16
12
2-1
1-1
-
tn
:~"
-li
-II
!!II
-IIi
3i
10
10
)()
II
16
.,.,
2:!
:!5
:!-1
P:trts.
R<•m:trk
21
2!!
Pctrts.
~u.
1-1-IOU·0-01
1-1-10-1-1·0-0I
J.l¥~16-ll-01
J.l.1~17-0-111
144~1!!-0-01
1-14049-0-01
14-105:!-0-01
1·1-1055-0-01
1-14056-0-01
1-1-105!1-0-111
1-1411611-0-lll
J-1.1061-11-111
144064·0-01
1-1-1065-0-01
1-1-IUil'<-11-111
1-1411711-11-111
1-1-11111·0-lll
1-1-11112-11-111
1-1-107:1-11-111
1-1-1075-!l-111
1-1-lllili-11-fll
1-1-11177-11-111
1-1-1117!!-11-UI
1-1-1117!1-11-111
1-1-m-«J-0-111
H-llll-<1-11-0I
1-1-IIIK:!-0-01
I-I-IIIKI·Il·111
l·l-111~1-0-01
1·1-10!!5-0-01
1-140!!1i-O-OI
1-1-111117-11-111
I-1-111/!K-11-111
I-1-11}.'19-11-0I
1-1-10911-11-111
l-1-lll'JI·II·OI
14-1092-0-111
l-1-lll!l-1·0-01
1-Wl!l5-0-0I
1-1-1097·11·01
1-1-109!!·0-111
144099-f).(ll I.
14-1100-0-01
1-1-1101-0-01
1-1-1102-0-01
1-I.Jim-o-ol
1-1·11o:i·O·OI
1-l·IHI-1·0·01
1·1-1105-0-()()
1-1·1106-0-01
1-14107-0-01
1-1-1108-0-01
1-1-1109·0-01
l·l·lllll·0-01
1·1-1111-0-01
I-1-1112-0-01
1-1-111:!-0-01
1-1411·1-ll-01
1-l-1115-0-01
1-1-1116-0-llCl
1-1·1117-0-IHI
1Hllll-0-111
I.J-111!1-11-01
1-1412-1·!1·111
1-1-1125-0-01
J.t-1126-0-01
1-14127-11-01
1-1-1225·11-111
1-1-1612-0-01
J.l-llil:l-11-111
1-1-1617-0-0I
1-I.Jfiiii-0-IMI
1-1-lfiJ!l-11-fMI
C :16--:IH
1>-:.'!l.:lll
E -1!!-
E
I. :1--9
K-
C -<Ill
C--1:1
C-511
C-52
[)-10
1>-11
))-12
ll·
J
-2
K-11
I.
I>
K
-12
).-
I.
[)
E
-I!!
E
E
F
F
E till
E
E I
E-:1
E--.J
E
E
E II
E 2fi
E-
:111--
E-:n
E -:12
K 5
J.-5
ll-77
ll-H2
I. -1-1
J
·--1
1.-:1
1.-!!
:1-!l
K--1
F-5
F li
F-7
F-21i
F -II
F 27
F-·!l
F
F
F
F-29
F
F -:12
F
c-:1o
E 55
11--27
11-21!
Z-·7
z
B-
C-5-1
Z IIi
.I
K I
:m
II
:II
12
1:1
:12
51
57
:1-1
:IIi
Ii-I
ti
211
-1
-:10
51
:lti
II
2-l
2:.
:lr.
(j
:15
I
~u.
Rd.
1-1-lfi:!IHt-111
1-J.IIi21-ft-111
1-I-W:!2-0-III
I.J.Iti2:l-O-IIII
1-J.Ift~-1-0-00
I·I·IH25-0-tl0
1-15277-0-01
1-lti:l!~l-11-111
1-ll~l!~l-0·111
1-11~1111-0-111
1-lli-1112·11-011
J.l(j.Ju:J.().OJ
1-lfitn-1-0-01
1-lli-IOr.-0-01
IKII71-II-111
IK1!~1.-,It-11l
lll:ll'lfi--·-11-112
Xu.
G--16
G-5-1
(;-55
Z-1:1
B-1
B-1--5
1>--Ni
u-~1--101
ll-~1
[)-!!!!
I>
!!!I
ll-!ll
ll-!10
C
-Il-l
II
;;,
A
-IIi.
ll
11'1
F 10
!'arts.
Xu.
l~d.
R<·mark
-II
Xo.
Remark
-
17-
Page 20

A
11
f}-sg
1-65
:\
~t·l
:\
· I
:\--
A
:\:\:\
:\··Ill
:\-II
:\-I:!
:\-1:1
:\
-1-1
,\
:\
-IIi
:\ · -li
:\--Ill
:\ ·-1!1
:\
;\
:\
--:!'.! S.•t
:\
-:!:1
:\
·:!1
.-\
--:!.1 S.•r ~ ... , ....
:\
--:!li
:\
· :!7
:\
:\
:\
:\
:\
t-":':\--':1"':;-t...:l:..:':l:--'-i
:\:\
:\
:\
-:17
:\
-:\11
.-\--:1!1
:\--Ill
:\:\
t-":'A'-I:.:.;:I-4...:l:;.;'l;.;.;o..:.;tl':'-'
:\
--1·1 St•l
:\
-.1;;
~·r,•w
~•·I
~·n·w
;;
l';u·kin~
ti I ht>'l
l·.,,
l';u·kin.:
Flat
llmd
!I
Cat
fur
l'a••kin • iur
Cun•r
~•·I
St-rt•w
Cap
Cun•r
1."•
l'u\'t•r
\\"a"l"'r
="•·•·dlt·
llinl!•·
llin)!o•
:.•u
~I"J>I'<'I'
·:!I S.•t
~Tt'\t'
~'1'<"\\'
Fat't'
l'latt•
J•a,·k•n~:
Cnn·r
l'ackuu:
:!.'<
~t•l
Snt•\\'
:!!1
ln~i•lo·
:111
St•l
Snt'\\'
:11
Cal>
:12
Frotll
c
"""~'o:-''-'f-'"7-r
:1.1
l'in
for
;:;;
~t·t
~rt·\\·
:IIi
StoJllll'l'
~t'l
~·n•w
l.nupt•r
S.·t~l't'\\·fur:\-:\11
J.onl't'r
II
~t·l
~·r·o•w
1:!
Cloth
l'latt•
..:.1..:..'1,:.:.:·•
~·n·w
\\'m'lll'r
PARTS LIST
l'arl>'·
:-;
...
1.::;
·,
:.•u
ioor
:\
)II
fur
:\
iur
:\
-ti
l>ri\"inll
:\lwhani>'rn
fur
fur
l'o\"t•r
:\-17
-.:!11
Ill
-:!:1
:\lt'l·hanbm
:.~;
-''li
:?!1
_,C;.;..";..;.''..;..t't;...'
-------1r-'-l
:\<I:?
-:lli
______
-.t:l
_ :!
:\-II
:\-II
-1.::;
·.
fur
,\
·:!
...
,.
tl~iJ.rhtt
fm·
:\
-6
~krt·w
Oil
Fwdin • llult•
:\-!I
fur
="••t•dh•
fur
:\-II
l'a<·kin.:
IUJJII<"I'I
l'ackinl!
tlowt•rl
r
..
,.
,\ ·
II
Thn·ad
Takt'·liJI
for
.\
-li
l'in
~prilll!
inr
fur
:\
for
:\
till
fur
:\
-:!.:1 I •
fur
:\
for
Ft•t•d
fur
:\-
fur
.\
c
..
,.,.,.
fur
:\
..
,.,.,.
-'1-:':r~"..:.;".:...'
A -:1:1 I •
for
A -:1:1
~t>rin
•
for
for
:\
Cnn•r
1,\1
Con•r I Bl
fur
:\--Ill
1:..:,<'...;~:..;;·\"-'''""''l':..:coc:..r:..::le..:..r
for
:\
fn•· A -·-16 I
Ill">'.
IM~:!-11-14
., • IK)!W;.>!J.II.
I
Jlt'<".
I •
I • 1-I:GI'i·II-INI
lilt~<">'.
Inc<". l.tfKI:l:?-0-01 A
I • l.tllo:!:l-0-111
I
..
611C>'.
I
JIC<'.
I "
I • 1-IOiii:!-0-01 A
:!
I"'"·
I
pn•.
I •
:! Ill'>'.
I
IICt•.
I •
:!
t>C>'.
I
J>Ct'.
.'iJ>C>'.
IJil't•.
I •
·ltu·~.
I
1><'<'.
:!
"'"·
I
t><'t'.
I •
_•
-t-'I;,..;.·IIM;.;..;.::Iii;.;.ii·..;.;ll....;·ll;.;.l-;
:!
"'"·
I
t><'<'.
I • IIK)JK,.fl.IH
I •
:!J><'>'.
l_pt't•.
:!
Ill'"·
IJil't•.
+..:..l
_.
-+...;lc.:.-'·:.::'1:.:.:.11..:..-1·..;.;11....;·':..:.'1-;
:!
Ill'"'·
u·o•.
II
1-I:I:.'!J;{.II.fNl
1-I:Glli-11-111
1117:!7:!-0-fl:!
I.J:I991-0-01 A
IOII:).IJ.O-O:l A
1-1:1!1!12-0·01
1-IOCI:lli-0-01
11117:t'i-11-lll A
I-ICMI:\11.0-Il'.!
1-lflW!I-0-111
1-IIXI-I(I.O.(IJ
1-IIMI-II·O-fll
11111:!-1:!-0-ll".!
III:?X-1:1-0·1~1
1·1-lfiJ:I-0-111
I.J:1!1!16-I).fll
lll:?II.J:I-fl-~1
1-IIHiii-11-111
1-IIKHII·Il-IKI
lllfll:l'i'·II·IH
1-1:1!1!17-11-111
IIHIII!ii-11-1~1
11;;:!1111-11-lll
1-IIMiii-1·11·11:!
1-IIKiiili-11-111
IIKMi-1-1-11-11:1
1-IIKI:ii-0-111
l-1:!9!111-11-111
lliillll-0-111
1-l:l!l!l!l-11-111
llllllll;'i.fl.l~l
1-1:1:17:!-11-111
IINIO:I:!-11-111
J.IJJII:I-11-INI
for
EF4-B957-1 C
"""emhl~·
:-:u.
:\
-411
~lultlll"r
:\
-·-1!1
~l"l
:\
.">II
Oil
:\
."tl
Oil
:\
ii:!
Oil
t\
-,;:1
Oil
-;;.t
Oil
:\
-,;:;
:\lachirw
-nli
Oil
-57
\\"a>1hcr
A
-iill
l'ackinl(
:\
-ii9
Bnlt
-(j()
Oil
-61
S.•t
:\-
6:!
l'a<·kinl!
:\
1\;1
1-IINI:Ii-fl-11:!
1-IOOii:l-0-0:!
1-l:~lil·fl-111
1--'-''\~·...:·f..:.:i-I~-.!...I'':::.;'IC:;,.:"k:..:.·i!!JnJ.(~'
t-":'A'--::i:'-11-t-'~7'·,..:..·1-'~-::.'<·.:...n'-'·':.:..'
t-~A'---'1111.:.:..;_;-:l:;.;'
:\
:\
:\
A-
,\
-6!1
,\
-;11
A
-71
:\-
:\
--i:l
:\-
A--
i\
-'iii
A
A
-'i!l
A --I'll
:\
A-S:!
:\--11:1
A--11-1
:\
:\-
A
-Xi
:\
:\
ti.'i
tili
Iii
t;.>!
i:!
i-1
iii
7i
Ill
x;;
116
S!l
!HI
Oil
Cu!-ihion
l'u>'hinn
Cn,..hion
S.•t
S.•t
Cloth
St•t
Chain
~t·t
E\'t• I ina
St•t
:-:an.o•
Cap
St•l
Thn·aclinl!
:\:udt•l
l'in
\\'i,·k
Oill'ap
Cnn·r
l'at•kinl!
S.·t
l'a•·kin!-!
S.·t
~1'<"\\'
CiaUJ.(t'
Cap
Cap
Catt
C:111
l~l'>'t•n·uir
7.!~1-:!11
Filtt•r
~t'l't'\\
llraininl!
S.·rt'\\
l'in
liuiclt•
~rt'\\
liniclt•
S.Tt'\\
Scrt•\\
l'l:tl<'
~t'l't'\\
for
for
S.·ro•\\
':.:.'';..;.'<c:..'r...:f:..:..:".;..r...:l...;:'-':''".:.:.l...;~..;.;.·h:.:.;a::..fi:......:.;B;.::u.;.;;>'h:.:..:i;.::n.c.!-!...:1..:.;1.::..•·.:..:ft.:...l
Sen•\\
~ltrinJ.(
fur
:\
fur
\\"induw
Bud\"
fur
fur
fur
_:.f:..:;"l':......;..•\:...-_l;;;;:l.:...._
llaH'
lla>'t' I
;;,I · :.'6 I
fur
for
f<ll'
I'll I •
------------ir-'-1"'"
llial!r;an,
l'lntt•
:\
="<'t'lllt·
fur
fnr
fur A XII
for
-.J:!
:\
--.JII I •
l.eJ.r -Ill<'>'. l.tll007-fl·lll
:\ --;,.;
Oil
Re>'<'l'\'uir
X:!:!
fur
:\
."tli
:\
61 I •
St'rt'\\
_______
ll~i.:htl
l.t•ftl
Cu>'hinn
:\
ill
:\
7:! I •
for
:\ --;.1
I EF-1·
Jl!l~>i·ICo
XI
~haft
:\-
llu,.hin~:
X.'i
:\
!Iii :!
:\-
Sll
f-..!-l-·-4...:1:.,:1.::::!:..:.:1·1::..:1'....:.·11:....:·1..:.:11-+-------l
tl~iJ.rht
--ir-'-1"'"
I
tCt•.
l-l:l:l7;'i.fJ.III
IIMIII!;'i-0·11:1
I • 1-IIKJ6.1-0.fll
I •
11~1-14!1-fl-lll
I •
lf~IKI:!-11-fll
I • I41KI6ii-11-fll
I • I.JO.t:!I·O·III
I liCe.
I.J:I:?!l-1·0·11:!
·I
II<">'.
I.J07iill·ll·llll
I
pee.
J.J:Iii:lll·ll·lll
·IIIC>'. 017112:?·:!·1:1
I
Ill'<".
1-lllll'ifl·O·fll
I •
IIINi-11·11·111
10!1:?11:1-11·111
I • ll:!-llii-11·111
It><'~.
1-IIKiil·ll·lll
I lll't'.
1-IIK~I:!-11-111
I • 1-IIHiiii-0-111
pc~.
IIKI-IIi!l-ll-11:!
-1
• 1-IIK17i-O-III
I Jll't'.
1-l:l'iii:C-11-111
:!
II<'~.
IIKIJII;",.II·II-1
IJil't'.
1-1:1711-1·0·111
III~Hiill·.i·lli
1-111!11:1-11·111
:!
p•·~.
II
Mil
I
:!
I
I •
I •
:!
ltll't•.
I •
I •
I • 1-lllllll-11-llll
I • 1-IOIIIi-11-INI
:1
:111-11-111
P<'<'.
1-IIII!Hi-11-111
t><'>.
llll«i:i-11-111
1'";..;''..:..'·
;-:I..:..I.:...I·I:.,;:·I,;,:.:C . ..;.;II....;·I;.;.II+-----1
..
11111:!111-0.11:!
1·1-IIMMI-11-111
1-1-IIKNi-11-111
t><'>'.
llli:!.:II·0-111
1111-lli-O-IKI
1-IINMili-11-111
1-11111~1-11-111
til'~.
IIKIIX.'i-11-11:1
tl>:::..:C<;.;.'·
;-:I..:.·II;,:.;II::..AA::;.·..;.;II....;·I:.:I:!+-----1
>C>'.
lll:?i"o:\11.11-IMi
A>'>'crnhly
:-:u.
-
18-
Page 21
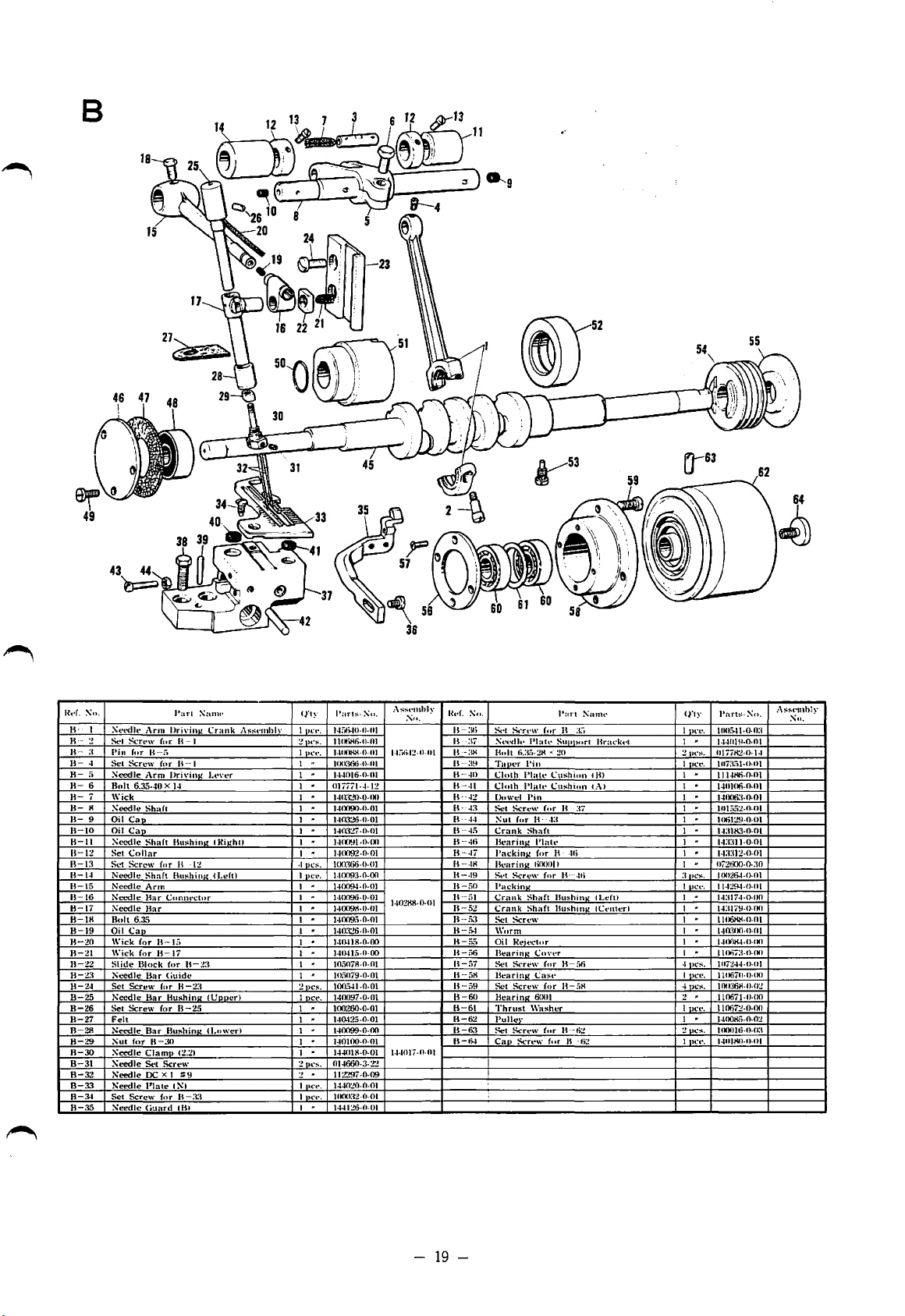
8
Cl--g
~
H<'f.
B·
B·-
B·BHH-
BB-
B-
B-to
B-tl
B-12
B-13
B-14
B-15
B-16
B-li
H-Ill
B-19
B-20
B-21
B-'>?
B-23
B-24
B-25
B-26
B-27
8-28
B-29
B-30
8-31
B-32
B-33
B-34
8-35
:-.:
...
.,
:!
4
5
6
i
I!
9
l'et'(lle
Sel
Screw
Pin
Set
Screw
:-\eedle
Holt
Wick
:-\eedle
Oil
Can
Oil
Can
Needle
Set
Collar
Set
Screw
Needle
Needle
Needle
Needle
Bolt
Oil
Can
Wick
Wick
Slide
Needle
Set
Screw
l'o:eedle
Set
Screw
Felt
Needle
l'ut
Needle
l\:eedle
Needle
Needle
Set
Screw
!1/eedle
l'arl
Arm
llrivin~o~
B-1
fc11:
fur
B-ii
B-1
fur
Arm
llrivin~
6.35-40 X
14
Shaft
Shaft
Bu!<hin~ I l~ilolht)
B-12
fur
Shaft
Bul'hin • ll.eftl
Arm
Bar
Connector
Bar
6.3S
for
B-15
for
B-ti
Block
for
B:tr
Guide
H-2:!
for
Bushing
Bar
8-25
for
Bar
Bush
for
B-:!0
Clamp
1~.~1
Set
Screw
::g
DC x 1
!'late I Nl
B-:!3
fur
(iuard
(Bl
B-23
in
:-\:11111'
Crank
Lever
(Upper)
• (
l.uwer)
As,.:t•mhlv
.o.
-0-09
Asst•mhly
l·liif\.1:!·11·111
1·1021111·0·01
01
14-IOii-0-01
I
fly
l'art><·:-\n.
14f>fl.IO·fl·lll
I
I>Ct'.
IIUfll«l·O·OI
:!Ill'S.
l·lliiiAA-0·111
Ill<'<'.
JIXl:l&i-0-111
I
J.I4016-11-0J
I
Oli7il-4-12
I
14n:l:!0-0-110
I
140090·0-01
I
140326-0-01
I
141l..l2i·O-Ol
I
141K¥.li·O·Ofl
I
1·111092·0·01
I
too:llif;.o.OJ B--11!
·lilt:>'.
t-10093-0-00
l11ce.
140094-0-01
I
.
J.Hl096-0-0J
I
I . 140091!·0·01
.
I
14009S·O·OI
140326-0-01
I
1-IO.Jll!-0-00
I
I.JO.Jt5-0-00
I
1050ill-O-Ot
I
1050i9·0·01
I
10fl5-11-0-0t
211CS.
14fl097
I
pee.
100260-0-01
I
.
140425-0-01
I
.
140099-0-00
I
I.JOJ00.0-01
I
144011!·0-01
I
014660-3··"'
21lCS.
..
11'~"!97
1·1-10~0-0-01
ltlCt'.
,,,..,
..
JfKlll:i2-0·0I
1-14126-fl-01
I
"
~''·
l~l'f.
:-\n.
B-:lli
B
:li
B·-:!X
n-:w
H-411
B-·11
B-42
B-·43
B--4-l
B--l5
B-46
B-·17
B-·19
B-50
B-51
B-52
B-.5..1
B-5-1
n-;,_;
B-:>6
B-5i
B-SI!
B-59
B-611
B-61
B-62
B-63
B-64
&•t
Scrt•\\'
l't•l'dh•
Bull
Taper
Cloth
Cloth
Dowel
Set
:-\ut
Crank
Bear
l'ackin~o:
Bt•aring
Set
l'ackin!{
Crank
Crank
Set
\\'nrm
Oil
Bearin • Co\'t•r
Set
Bearin~t
Set
Hearinsz
Thrust
Pulle~·
Set
Cal)
fur
l'latt•
1\.:lii·:!H ~ :!0
I'
in
l'lltlt•
l'lalt•
l'in
fur
Screw
n-.1:1
fur
Shah
l'lalt•
in!{
fur
flfXI!IIl
fur
Screw
Sh:tft
Sh:tft
Screw
Rt'jectnr
for
Sen•\\'
C:tst•
for
Scrt'W
6()()1
Washer
fur
Screw
Scro.•w
Cushion
Cu><hiun
fur
~;unt•
l'al'l
B :l:i
Su!>l~eort
Brackt•t
I Bl
IAJ
-:r;
B
.lfi
B·
B·
·IIi
Bush
in~
I
Leftl
Bush
in~
!Center
H-f>fi
B-51-1
B-62
·fi2
B
O:!
Asst·rnhly
:-.:
...
Part~-~n.
•r•r
JU05-II·O·
llll"l'.
I . 1·14111!1·0·01
fllii1!2-0-14
:! Ill'S.
lpn•.
lfli:liii·0-111
IIUHn-0-fll
I
I
1411106-0-HI
14006:!-0-01
I
11115.'>2·0-01
I
11161:!9-0-01
I
J.l:llltl-0-01
I
.
I.J:Btt-0-01
I
.
1-l:nt2-0·0I
I
.
Oi2600·0-:!0
I
100264-0-fll
:ll>CI'.
11·129-1-0-!11
IJJC<'.
.
J.J:IIi4·0·110
I
.
14:1179-0-flll
I
I
.
I
JC161!1!-0-nt
I
14n1110-0-!II
I
I4ClllX.J.o.cNI
I
IJCI67:!-Il-llll
I
lfli2.J4·0-0I
4t>CS.
)pee.
1111670·II·CKJ
.J
pc><.
11111:!61!-0-02
.,
11067J.IJ-f)()
1106i:!-0-(Jf)
!I)Ct'.
141K»!.'l-O-O~
I
J()()ClJ6.1J-O:l
2pc><.
1-lllll!ll-11-fll
ltll't•.
·~
-
19-
Page 22
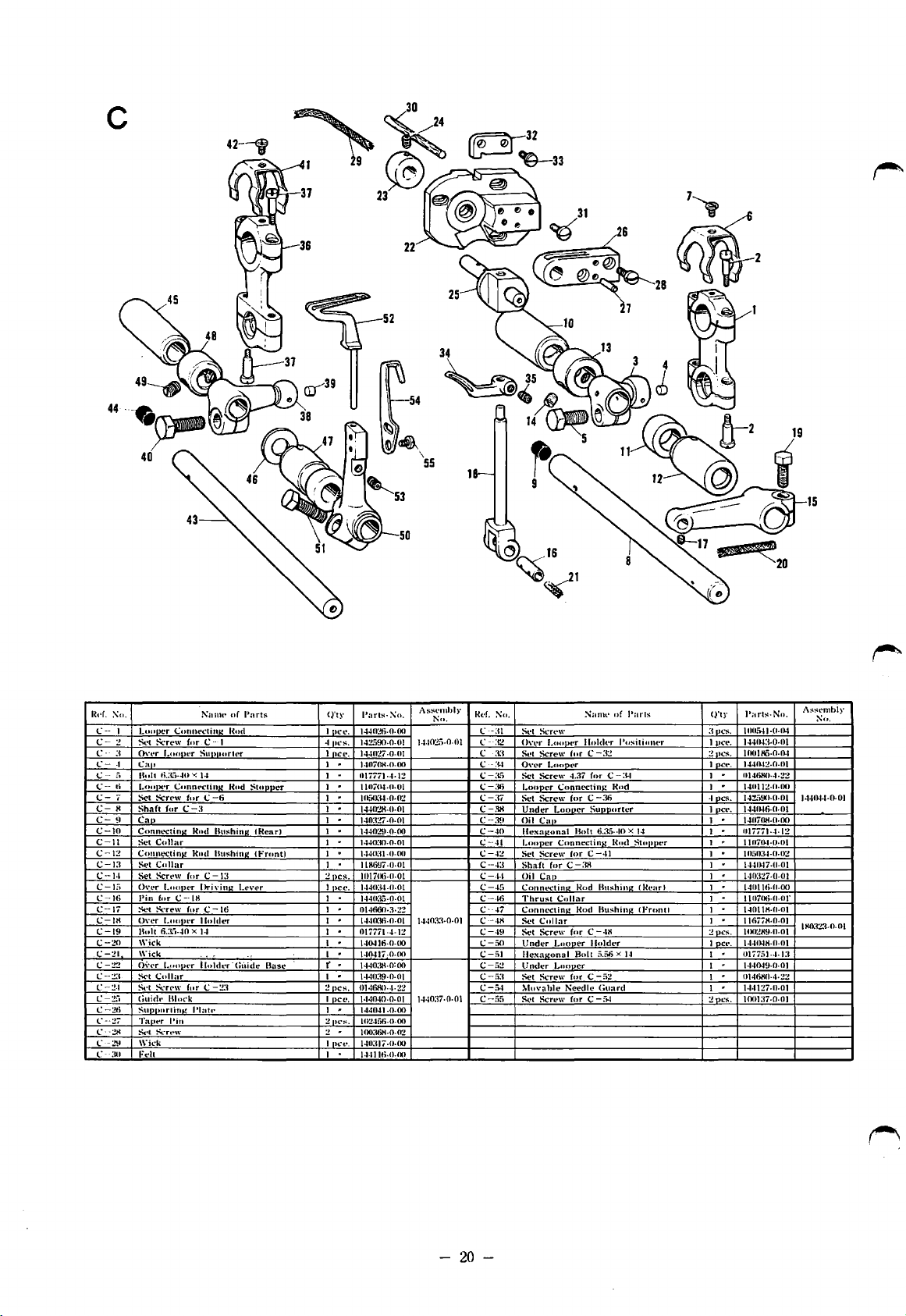
c
42-4jl
:->o.
'~··f.
cc-
<.>-
c-
c-
c-
c-
cc-
C-to
C-11
C-12
C-13
C-14
c-1;;
c--16
C-17
C-111
C-19
C-20
C-21
C-22
C-:!:t
C-:!-1
C-:.!ii
C-:!li
(.'
··:!7
·:!II
c
-:.~
c
c-
:1n
I
.,
:I
-I
;;
ti
7
I!
!I
Luoper
St·t
0\'t•r
Call
Bull
l.ouper
Set
Shaft
Cap
Connt'Ciinl(
Set
Cnnnt'l"ting
Set
Set
0\•er
I'
in
Set
0\'er
Holt
Wick
Wick
Oi-<•r
Set
St'l
<:uiclt•
SupporliiiR
Taper
S.•t S..·n•\\'
Wick
Felt
!':nnw
Curult'ctinl(
Sert•w
for
C-1
Lon
>t•r
Su >
li.:G--111'<
1·1
Cunnt'l"tillll
Scrt•w
for
C-6
for C -:1
l~od
Collar
l~od
Collar
fur
J.ooper
fur
l.outu•r
6.;1;j
l.n<>t>t•r
Blot'k
I'
C-11!
for
. .j0 X
for
in
l'l;all•
C-1:1
Uri\·inl(
C-16
llolder
1·1
llnlder·<:iaide
C-:.!:1
Screw
Screw
Cull:ar
~.-rt'\\'
of
l~od
Jurh~r
Rod
Bushing
Bu!<hinl(
J.e,•er
l'nrts
Stopper
IRearJ
fFrnntl
Base
(J'ty
1':1rt~<·
:->u.
1440:ffi.O.OO
I PC<'.
4pc!<.
1·12.'>90·0·111
)_flCl'.
1·1·11127·0-111
I . 140701!-0-00
017u)
..
I
.
I
I . tnflO:i-1·0·0:!
I
I
I
I
I
I
:!_pes.
!_pee.
I
I
I
I 017771·4·1:!
I
I
r
I . 144039·11·01
2pc!<.
I
pee.
.
I
2pt'!<.
.,
.
lt>Ct•.
I
l·l2
110711.1-11-01
1·1-l!Y.!Il·O·O!
).10:12i·O·OI
t-14CY.!9·11·00
t-14o:IO-O-O!
1-14o:ii·II·()(J
.().(JI
llllf>97
111171lli·ll·Ol
1·1411:1-1·11·01
144113..'>·11·111
1114660·3·22
144006-0-01
140416·0·()()
14()417·0-llO
14411:11!-n:oo
01461l11
..
1·2:.!
144040·0·01
1440-IJ.(l.()(}
1112-lf>6.().()(J
tnn:16!1-o-n2
).l(l:l17·11·110
1·1-lllfi.().INI
As!<emhly
l':n.
1-1-102.'>·0-01
14403..1-0-01
144037·11·111
Rd.
:->o.
l'
-:11 St•t Scrt•w
C
-:12
(h-er
C--:!:1
Set
C
-:1-1
0\·er
C -:L:;
Set
C
-:16
l.01oper
C
-:1!1
Oil
C
-·Ill
HexaRonal
C --·II
l.oupcr
C
--12
Set
C ·-4:1
Shaft
C
--1-1
Oil
-45
Connecting
C
<.:
--16
Thru~<t
-17
Connect
<.:-
C
-f.O
Under
<.:-fll
Hexa!lonal
C
-fl:!
Under
C-fl:l
Set
C-f,.l
1\tuvable
<.:
-fl5
Set
:-<mnt•
of
l'arls
J.ooper
llnldt•r
Screw
fur
Lnopcr
Screw
4.37
ConnectinR
Cat> I
ConnectinR
Screw
for C -·II
for
C
Cap
Collar
in~(
Lnover
Louver
Screw
for
Needle
Scrl'w
fur
l'osilioJwr
C-:J:!
for
C
-:1-1
Rod
Bolt
6.:15
..
10 X 1·1
Rnd
Stntllll'r
-:II!
Rod
Bu!<hin • I
l~e:1rl
Roc!
Bush
in' I Front
lloldt•r
Bolt5.fl6XI-I
C-52
Guard
C -f>4 2
I I t.JOIIII·Il·CII
l'arl!<·Nn.
:1
pes.
111115-11·11·114
I pet'.
1-14114:1·0·111
2JlCS.
tlllll/10·0·11·1
I
PC<'.
14411.12·11·01
I •
ut-161!11·4·22
I • t.IUII2·1l·IKI
1-111701!·11·1111
I
llli77J
..
I
I
I
I l·lll:l:.!i·ll·lll
I I.Jilllli·fl·IMI
I llll7111i·fl·lll'
I
PC<'.
I
I 1·14049-ll-01
I 0146llll·4·22
I 144127-f).(lt
pes.
J.)2
llflil~l·ll·fll
1115o:i4·11·02
14-111.17·11·111
14411.111-IHII
Olii51·4·1:t
1()()1:17·0·01
A"""mbh·
:->o
..
-
20
-
Page 23
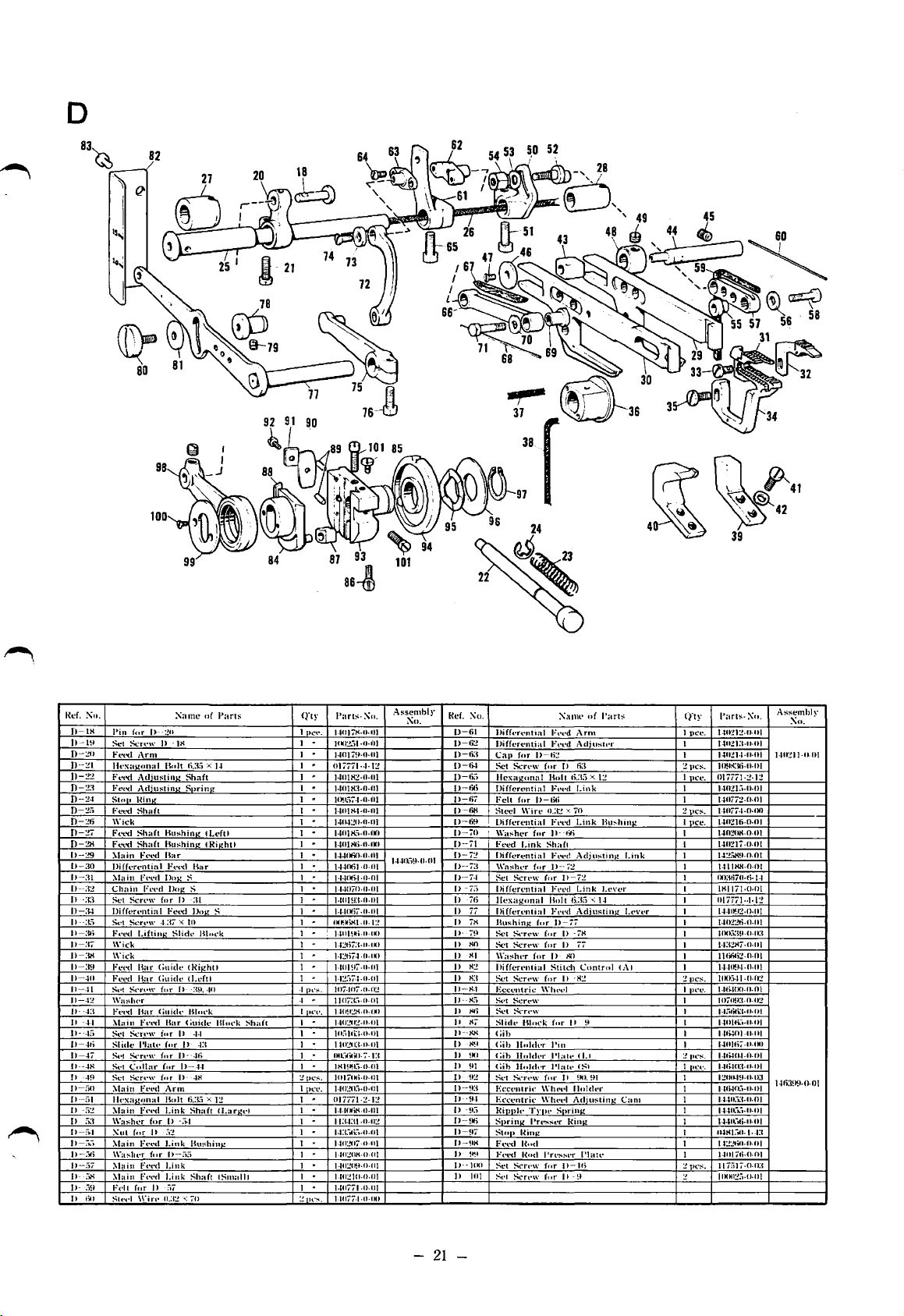
D
98
100
~630
37
r
38
97
36
~
Nef.
D
f)
D
D
D-22
D-:!:i
D-24
D-25
D-26
D-27
D-~
1>-:.'9
1>-:!0
1>-:!1
1>-:12
[1-:!3
D-34
ll-:1.'>
11-:!6
[)-:!1
D-:!X
1>-:!9
[1--111
IJ--11
IJ-.1:!
IJ··-1:!
)1--1-1
IJ---15
(1--lli
(I--Ii
11--IH
IJ-.J9
u-:;o
IJ-~51
ll-52
ll-:-.:1
II-;.,
11-5.-,
(I-56
))-57
ll--iill
)1-5!1
II
l\o.
IS
I'
in
19
Set
:!II
Ft'<'tl
:!1
Hexa~ton:tl
Ft'<'<l
F<'t'<l
Slot>
Fet'd
Wick
F<'t.'<i
F<'t'<l
:\lain
l>iffl'rl'ntinl
:\lain
Ch:tin
s
..
t
Difft•rt•ntia
Set
Ft•l'<l
Wick
Wit"k
Ft•t'<l
Fet•d
St•t
\\'a!<ht•r
Ft'<'<l
:\lain
St•t
Slid<'
St•t
St•t
Set
:'\lai11
llt·x:tgnnal
:\lain
\\'asher
Xut
:\lain
\\'a.-lwr
:\lain
:\lain
Ft•ll
iitl
Sll•t•l
:\ame
of
Part~
1>-:!0
for
I>-
Scn•w
Scr<'\\'
Scrt•w
s.-r
Scn·w
Sen•\\'
Collar
Sen'\\'
IX
Arm
Adjustin~t
Adiustin~t
WIIJ.( I
Shnft
Shnft
Sh:tft
F<'t.'<l
Ft.•<'d
Lift
Bnr
Jlnr
Bar
Fet'tl
l'lah•
Ft•t•d
Ft•t•d
fnr
Ft•t'(l
,
Ft•t•d
for
\\'in·
ti.:l:;x
U
Shaft
Sprinl-!
ILdU
in!'( ( Ri!-!hO I I·IIIIXji·ll·llll
Bar
s
s
[)·
31
Do•
s
X 10
Slide
Block
tRiJ.(htl
tLdtl
[)-:{9.-10
Blul"k
t;uidt•
Bloek
11-.J.J
(1-U
))---11;
IJ-.J.j
ll--IX
6.;\;; X 12
Shaft
Bu.-hin~o:
Sh:tft
-:
;o
~haft
tl.ar~:<-1
ISm:llll
Ft.'t•d
in~-:
.. w for
for
11·5:!
fur
..
l'l'tl
II
Bolt
BushinJ.(
Bush
B:tr
Fl"l'<l
llo•
llo•
fur
I
Fet'<l
-U7
t:uidt•
l:uidt•
t:ui<le
Bar
fur
for
fur
fur
for
Arm
Bolt
Link
))-i·l
Link
))-;,;;
!.ink
Link
·57
o.:12
Part:<·
<nr
I l>ct'.
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I I 1-llll!lfi-O-IWI
I 1-l:.>tii:t.n-m
I
I
I
·ltws.
.j
,
.......
I
I w:.w::-11-111
I
I
I
:!pc~.
I P<"l".
I
I
I
I
I
I
I
I
I
:!ta·~.
Xu.
I-IOI7X·II·III
IIWI:!;;I-11-Ill
1·1017!1-0·UI
1117771+12
l·lll1S2-IHII
l·lntS:!-11·111
11~1574·11·111
I-I111H4.fl.111
1-111-1211·11·01
I·IIII!G·II-110
1·1-111611-11-111
J.l-11161·11·111
).I.)(Nj.J.t).())
1-I·IClill·ll·lll
1·1111!1:1.11·111
).1.11Nii·ll·111
(lf)!lf;HI
-11-12
l-12tii-1-II·IWI
1-ICII!Ii·II·UI
1·1:!;,;.1·11-111
tni-1117-0-02
I tn7:15-0-III
1-HJ!I:!X·II-W
1-10:!11:!-11-0I
1111~'11:1-11-111
IH~-Miti0-7-I:l
IXI!1!15-11-0I
IOI711ti·II-Clt IJ
1·1112115·0·111
017771-2-12
1-1-HWiS-O.OI
11:1-I:IJ.II-112
l-l:t;Mi5-0-III
1-1112117-0-(JI
1-IO:!IIX·0-111
1-IU:!II!).(I.fll
1-1112111·0-01
1-llliil-11-111
I
-11177·1·11-IHI
A!<semblr
l\o.
l-1-l1l.'>9·11·111
IM.
:\o.
[)
61
[)
62
()
6:1
()
6-1
()-li5
[)-61i
[)-Iii
[)-68
[)-6!1
1>-711
[)--71
[)-72
()~·7:!
[)-7·1
1>-75
1>-76
()
-77
I>
iX
I>·
7!1
XII
I>
XI
I>
K2
I>
x:1
I>
11--X-1
ll--s5
IJ-
Xli
)I
Xi
·AA
II
[I
X!
!NI
II
91
II
H:!
))-!l:i
)1-!l-1
ll-!15
1>-!16
11-97
(1-!IS
II
!1!1
11-ltKI
II
1111
I
Uifft•rt'ntial
()iffl'rt•ntial
for
C:tl>
Set
Scrt.'\\'
Hexal-!onal
Diffcrt'tltial
Felt
for
\\"in·
Steel
Diffl'rl'ntial
\\"asht'r
fur
Fwd
Link
l>iffert>ntial
\\"asht•r
fur
Set
Scrt'w
l>iffert•ntial
llexagonnl
Difft>rt.•ntial
Bushin
•
Set
St·re\\"
Set
Scrt•\\'
W:t><ht•r
fur
l>iffen•nti
Set
Sen•\\'
Eccentric
St•t
Scrt•\\'
St·rt•w
Set
Slidt•
Bind;
(;ih
(;ih
lloldt•r
(;ih
lluldt•r
(;ih
llnldt•r
s
...
Scrt•\\'
Ecct•nlrit"
Ect.•t•ntritRioole
Tq>t•
Sprin!l
l'rt'Sst•r
St<>l>
l~iiiJ.!
l~nd
Ft'<'<l
Ft-ed
l<nd
St>t
Scrt'\\'
St•t
St"rt'\\'
:\:une
Ft·<'d
Ft·<'d
[)~·ti:!
fur
I>
Bull
Ft><'d
1>-lili
11.:12
·-:
Ft't-d
1>·-titi
Shaft
Ft'<•c!
)1-·12
[1-72
for
Ft•ed
Bolt
Ft•t•d
1>-ii
fur
J)
for
J)
for
[)-
xo
:tl
Stitch
for
II
\\'lwl'l
fur
I'
in
l'lah·
l'lah•
)I
for
\\'ht•l'l
\\'!It'd
S1n·in
Rin•
l'rl•:-o.st•r
J)-lfi
for
IJ-!1
f•
~r
of
I'
art~
Arm
Adjust
..
r
ll:l
1i.:\5X 1:!
Link
70
Link
Bush
in~-:
Adjust
in~-:
Link
Link
Le\'l'l'
6.:!5
.,
1-1
Adjust
in!-!
Lt•\'t•r
·7X
77
Control
IAI
·X:!
fJ
-9
11.1
CSI
!Ill.
91
llol<lt••·
Adjustin~o:
•
Platt•
C:11n
Q"tr
l':trt:<·
:\o.
I
pet·.
1-lfl:!l:!·ll-111
1-111:!1:1-11·111
I
1-111:!1-1·11·111
J(J9.~lli·ll·lll
:!
pes.
I
pet•.
017771 ·2·12
1411215·11·111
I
l·lllii2-0·111
2
pes.
1-11177·1·11·110
!pet'.
1·111216·11·111
uozox.11.11)
I
1-111217·11-111
I
U2iill!I-11-0I
I
1-IIIXH·O·Ill
llll:iliill·li·l-1
lSI
171·0·111
1117771
..
1·12
1-1·111!12·11·111
1·1112:!6-11-111
IIJC>:'.:>!I-11-II:t
I.J:!:!X7-t).UI
11fi(,tj2-ll-111
1-1-UI!I-1·11-111
ICWlii-11
:!pc><.
I
pee.
I
:!
Jll·~.
l_pct•.
I
I
2pl"!<. 117iili·CI·n:l
-11-11:!
I.Jii-HKI·II·III
10711!1:1·11·112
1-l:it;t);J.II·III
1-llllfl.i·ll-111
1-11~1111-11-111
1-ltllti7-II-INI
1-lti-IO.J.fl.fll
I.Jt~lo:!·ll·lll
12111~1!1-11-11:1
l-lli.J05·11·111
1-1-111;"0:1·11·111
1-1-11~;;;.11.01
J-l.lf~itl-11-0I
t~IXI511·1·U
112:!till-11-lll
1-llllifi·ll-111
IIKN125·0·0I
Assembly
:\o.
1-111:!11-0-01
1-Hi:l!l!l-0-01
-
21
-
Page 24

E
~
~
~~
30
~
v-
~~
36
35
~
~
.
34
33
32
31
48
57
;;.,<:,Oj6
16
~
15
----@
13
44
E
E
E
E
E
E \ U
E
E
1·
: 1·1
E
E 16
E li
E I
E
1-
: :!I t
E :! I
E
:!:!
E :!·1
E
:!7
E
:«
E
:11
E :t:!
E :l-1
II
I:!
I~•
I<
1!1
1
l"
iu
'"'
E I
~~~~I ~~~~~~
l"
n~
...
(·r Ha r
S
tud
St."rt'\\
S
)rill
'
fur
Culh.·r
!'11
1
J>
rt:-:-:--t
•r F
uul
~t'l
Cull:tr tur
llt_·s:o.
t:un
:tl
Bu
!"h
in • t l.t•ftl f" r E
.\lai
n
l'
rl...
~...:.c•r
S
tud
~er
e•\\
l'n
·~~~-r
.\1:\Hl
Set
S4."rt'\\'
l'
rt.":-M'r Fuut
!.111
' l
u1
E
10
l.
lfh'1 Ju ..
E
B
ull
Ann
"
lu i E :!ti
Arrn
fur
1-: :!l'l
~1111"11
.,
l~~
~~
1-
1-1
1'®1-0-411
I
.. 1-1-Hlli l-0-01
11·1
~-U-fll
ll-IXO~~>·:J
..
I6
I "
I • 1
• I
I •
I •
I •
I •
11-IOX..!j.f).fll
IUI:!:l·O
·OI
I.JO
:!ii
-0 -01
l111161·fl·'"
Hti~-U-11-HI
ll.tt!i"-1
1
HI
11
0:!
tii-II-UI
t11i'ii'
l · l
1:!
J.JO:.!ti:.!
-11
Ul
I·IO:!ti7
n Ill
IIO
itH n
nt
11
u~.-,
..
n
til
III<JI:ll -
U-111
IHl.·co;.o.nt
tot
i7t)().o.n:~
ll
llllfl
_.').().fl:!
111
•
:'h:tft
t-:
\0
ult·
l.t
:!.-.
·n ·r
:!;,
~In
1 H
..
'r
T
om
'th'
I~)
A
!-o!'ot·mhlr
;..:
..
_
1-110.".9
H-Ill
U.~;\:Kl
63
1-
'~
E
:17
S
Trimmin • Kni
E Ill
Set
E II
lJp1wr
E -1:!
St.-t
E
1:1
1
'11'1
Set
E
••
U,
E -IIi
17
Wi
U 1 1
E ' "
Set Screw
E -19
:"ut
E
:il
l
~ppcr
E
.i~
Bu
E
~
·I
t
E .·,;
:-;t_
E
titl
l.uwt_·
l.
S )
S4.·
~
---j---------------+--+----+----
·
59
64
:-.:amt•
of
1'
t.•t Scn
:w
!or
E
:~i
ew
KnH
for
E 41
rl!w
r
Knif
Kn
fur
E
K
nife lluldcr
• (l.dti
Knift_·
r K
l\n
t_•
\\'
~~~·,
fe
fur
E
~..·
Dri\'nl~
fur
E
fur
E -l:i
e
l>ri
ife
Dri\'iiiJ{
for D
51
f
ur
E
nift_
·
if1...· lluldin
fut
E ti l
)t:r
:~~~
-11
vtn~
i))
fur
E
.l
~
)';
l<utl
l.e\'t•r
Arm
•
-Hi
l'
lah'
Scr
Scr~..·w
Sc
1c
ck
cr
...
llln
1
ttt.·r
•!
~t'h"\\'
uwc·r
fill: for E ;,
1
~·r
11'111 •
:11"1..,
I
)Ce.
I •
:!
>c-..
)\."\.', 1-Hii1"2
I • 14fi
I •
I •
I • 11-
:!
J('
..
1 •
1 -H~-0-
111
J.Hr.L1!
0
lHXiSI'iiHH
-0
100:
166
0 fll
I·
IO'
L.'l.l·O·OI
()17771--1- 1:!
:II7·0·
1-1407:!-0-01
10i4f17-0-0:!
c)J
:Ji;)().t;.J-
l-102,1.;
..
1)
I-I.J11i-U-0()
1·1-llli"·I·U·
11
-IOi_.').I).Ot
1·1-IOiti
II
1·
1-10
i7-
0 -
11
iSI:i
-0 -
117511i·II·UI
IH
i."i-11
1 -Ut~IH-0
IKJ
()t
1KI
(){)
OI'I
01
0(
01
tJI
Ill
1
/\
:-H
'Ill
h\y
:\u.
11
0'.!.10
-0-fll
14-1071 -0-01
--j
-
22
-
Page 25

F
.8
8---7
j--
-6
@)-5
~4
~3
t-2
~1
Ref. Nu.
F-
I
F--
:i
F-
F-
-1
;;
FF-
6
F-
i
F-
X
l:-
9
F-lfl
F-11
F-1:!
F-13
F-1-1
F-15
F-16
F-17
F-IX
F-19
F-20
F-:!1
F-
:!'2
~~···dlt•
Thn•acl
T~·no;ion
Control
F--1
for
Felt
1'"t·n~iun
lli><c
T~·n>'inn
lliO't' \\'a!<hl'r
~t•t•dlt•
Thn·arl
Tt•n,.ion
Sl>rinl(
T't•n~iun
:\dju,.:ting
~eedlt•
Thn•ad
Set
Sc:rt•\\'
~wdl~·
St•t
~~·t'(llt•
~···'lilt•
Stud
;\;t't'(llt•
;\;t•t'(llt•
St•t Scrt•\\'
ThrP:ul
T't.•nsi••n
Ft•lt
·rt·n~iun
for
Thn·:1d
for
scr~'\\'
Thread
ThrPad
Sat•\\'
for
Thrcml
Thn·:ul
for
<;uirlt•
Control
F-:!:!
for
)lj,.,·
~:lllll'
of
P;trts
(;uidt•
Platt•
Stud
Tension
Atlju,.tinl(
\\'a,.her
Guidt•
F-9
Takc-u
F-11
Take·
(;uard
F-1-1
(;uard
(;uidt•
F-17
Platt•
Stud
Scn•w
(:\1
II
fBI
St>ring
•
I>
Sntmnrter
St>rinJ.! I 11:!2!19·0·01
(J'ty
J>ar:!<-Xn.
lllllll:i-11-Cll
ltlt'l'.
llllll:!ll-11-Cll
2pc><.
.,
llllll:t~-ll-01
.
llllli:!l-ll-111
·I
.,
I.J.JHI:i-11-111
.,
I.J-11~·0-01
.,
I.J-1105·0·00
.,
1-1-1106·0·01
1·1·1107-0-01
I P<'t'.
.
41J:l!llj5.0-02
I
J.I.IIOX-Il-01
I
llll!l66!1-:i-l:i
I
1-1010:!-ll-01
I
112.100-ll-01
I
II:!Jill-0·01
I
I.JIIIIl:I·O·Ill
I
IIJCllll5-ll·O.I
I
J.lll:!iX-Il-01
I
11111!20-11-111
:!tH':<.
.,
11111!:1:!-0-lll
..
llllli2l·ll·OI
A!<!<elllhly
:\n.
1-1117:17-11-lll
;-.;.,_
Ref.
F-2:1
F-2·1
F-:!5
F--:~6
F-:!7
F-:!H
F-:!9
F-:-!0
F-:il
F-:-12
F-:!.1
F-:1-1
F-:15
F-:-11>
Tcn,.:ion
()\·c·r J.uu
ttml•·•
Tt•ltsic•n
Tt•usiun
l.oopt'r
l.nntJer
Thrt•ad
Set
Screw
Under
0\'er
St•t
llult
Thn•ad
St•t Hull
lli"t'
~o~.•r
l.uu
St•rinJ,!
:\dju,.tinJ.!
Thrl'ad
Thn•ad
(;uidt•
Lnnt>t'r
l.ontlcr
fur
<;uidt"
fur
;\;:mit'
~·:,o;hcr
Thrt·ml
~t·c·
Thr.·acl Tc•n
F-:m
fur
Thn•nd
Thrend
F-:1:!
l'l:tlt•
F-:l.-,
of
Tt·n~iut~
...
\\'a,..lwr
S.·ro•\\'
t;uidt·
l;uido·
lloldt•r
Tnk<'·lll)
Part:-:.
,\rlm~l
iuu
.·\chu-.rm!
Tnkt•-uu
~~~
~
S
:-;urin
>rin,
lftr
:!
.....
ltJCt'.
I
:!
ltl'S.
-
-
ltl<'t•.
:!tJ<'>'.
.,
..
•cl•.
I
I
.
I
.
I
Parts·
,..
1-1-tlll:-1-11-01
1-l-1111!1·11·111
1-l.JII0-0-111
I.J.JICI5-Il-OII
1-I·IJINj-O.OI
1-IU:!HI-11·111
1-1-1111-0-111
1-1-lll:!·ll·lll
IOOIH.:;.o.114
1·1-111:-1-fl-01
1-1·111·1-fl-UL
1-l.JClii">-H-Cll
I.J-1115·0·01
I.J.JC175-C1-UI
Xu.
"""''mhlr
~
...
-
23-
Page 26

G
23
24
--
"
~-.~
33~
.....
34
28
lf
..
) -
26
59
r
43
~-44
VQ!!!}_42
·- - 4 7
53
H..f
,;
,;
,;
c;
,;
c;
c;
,;
,;
,;
(;
,;
(;
(;
,;
( ;
,;
(;
,;
(;
,;
(;
( ,
:"\:
n
1!1
O
:!0
l'
:td
:!I
\
c II I
--
:!'J
:!I \'unl
:!:;
:!(i
0•1 <.:a'
Od
:!i
:!.
"'i
:_~I
:~u
Chi
:a
.::!
\'ul\1
3.:
l'd
:o
:~i
\ '
:«;
tlrl
:r;
l'
:u·k111 • for
\
'rn\ I Tuhl·
=~"'
;~I
Clrl
Ill
II
tl
Ft•,"tlln • l'l ''-"
..
lll'
ful
un I Tuht·
111\
c;
1.\t
Ft
't"<hn
~
1'1
Tuht.•
fBI
L;,
J
Ft•t-tlsn • l'1 h.' f:-\1
Tnht.·
tCI
nt
l'1
H'
1
Tul)l•
tiJ
F,·,•c
lin • Pi
C
tl'l
l'r
h'
tnr
Ft."(_·cl
1!1
It'
)
'"-'
:~i
tHI
< IH
H"cl
I •
I •
I •
l
';tll'-'
:'-\11
ll:.!.'.IX-0-411
I UI7Hl-ll-lll
ltMIIX.:l-0-0:i
ttui~t-n.n
t
1
W7.-t.!-t1
-tll
ltlt:II-H-01
11Ui7X-O-t)J
IIU761-tii)J
I
11176.
. .,-fi.·H
t\
~..,
:--.:
,·mhl\
'
~
c;
(;
c;
(;
(;
,;
(;
(;
(;
<;
,;
(;
( ;
17
I"
19
;
lO
.i
l
.i:!
;;;'.
--~
_-.,.;
_-,;
.
-»!
:;!J
:":a
l't
nn
1 (._";,
..
,.
.\l:tlll
l'tun
,
(;t•at
~
.
..
•t Sere'\\
f<
or
~uhurdtnatt·
1'111111
Od Fllh'r
t)d
Filtt·t
St:rt•\\
St
·t
~
·I
Sc.·n·\\
s,.,,.\
:-;1'1
l'
in
(; -
l'
um 1 !"hall
l*n\t'r
(;:&lilt.'
F
l:111
•t
(;
fur
c;
fur
'
\
c;
fur
(;
u;
:<
fnr
me
·
1!1
.);{
_-,_;
l
1.
of
!"hatt
:l
-1
54
&
57
ii9110U
0-IH
II
IIINI
OJ
O]
!\~~··mhh
:-\n
l
':a•
t:-.
l .
H'O.:
l
lll
1
ICt'
lCHIUi
lllt>J~-11-0U
IIIUU:;u.nt
lllti:!:!.-0-01
1111):!1-0
IIUI!t"'
Jllt):!J
II
Hi:!.-,. -IHI
I("'
I(
I'
-
24
-
Page 27

H
24
1
6
I,
I<
d.
II-
II-
IIII-
II-
II-
IIII-
II-
H-10
11-11
11-12
H-13
11-1-1
11-15
11-16
:-.:u.
:I
fi
tj
I
.,
4
'i
li
9
Oil
T:1nk
Oil
Cock
Packing
Stnu
Oil
Tank
Oil
Tank
Scrt•\\'
St'l
:-.:ut
Air
\'ent
Cuult•r
C:IJI
Oil
Fet'<liiiJ.:
1':1ckiug
Vin\'l
l'ackinJ.r
Oil
Ft•t•dinJ.r
l<ing
fur
fur
28
Oil
Tuhe
fur
11-7
11-12
fur
fur
-~~
~-
X;unc nf
II-:!
11-:!
fur
Bolt
lluldiiiJ.:
lluldt•r
11-6
fur
l<t'Ct'lllacle
AdjustinJ.:
Connt•cwr
11-J.J
11-16
Cunnectur
28·.-1
(f[J
25
1'~1rts
l'in
Colh1r
lllouhh•l
27
~'
29
Q't~·
1
pee.
I
2
J)C~.
I
pee.
1
1 14:!7X7 ·II-III
:!pc:<.
.,
I
pee.
I
I
I
I
I 14'''11'i·O·!II
2t>CS.
1t>ct•.
Ill
A~H·mhly
Xu.
P:trt~-~u.
1-1:!?2!1-11-01
1-l:!:l:lfl-11-111
IIII!IUI-11-711
ll.lliHi'~I-:H7
14:!:!1t)-CI-11)
lllll!JI-11-111
1111161-11-11:1
142321-11-fll
l-12-112-11-110
-10:126-CI-
I
l.J:!:!It!-11-01
)O.J;)6-J.(l.fll
11'''1-J/i.(l.(ll
1.J22X1·11·fll
15
l<o•f.
II
II·
II·
II
II
II
II
11-:!1
11--2;;
II11-27
II
11-2!1
:-.:u.
17
IX
)!I
:!II
:!1
.,.,
:!:I
:!ti
:!X
Oil
\'iu\'1
\'in\'
So·t
\'in
\'in\'
St•t
\'in\'1
Tuht•
St·t
Ft•lt
Ft•lt
St•l
17
Fo·o·dinJ.:
Tnho·
I
Tuho•
~-r,•w
\'I
Tu11l'
I
Tuht·
St·rt•\\'
Tuht•
c;uide
Scrt'\\'
lloldt'r
Sl"rt>\\'
18
:-\anw
CuJuH•c.."lt•r
llulolt•r
fur
II
lloldo•r
(oor
II
Stul>lll'f
for
11-:!·i
II
fc•J"
~
19
oi
Parts
1!1
.,.,
-27
20
C}'ly
l'art~-~u.
1-l?.!!f.!-11-01
111Ct'.
1-llf~'jj.fi.IHI
1
1-1:!~1-11-111
1
!IMI)X.i-11-nl
1
1-I:!:!Xi-11-!MI
1
1-I:!:!X.i-11-111
1
IMI!JiiliU-6·1·1
1
1-I:!:!XIi-!J.!Il
1
l-1:14till·ll·lll
I
IIIOIX.i-CI-0-1
1
.
l-1-1111i·fl-111
1
.
1-I.JII!I-CI-0)
I
HM•n:la·O·III
:!til'S,
,\
~~l'lllhl
~-
:-.:o.
-
2!)
-
Page 28

I
- 2
3
Thb
,oamt•
I-
I -
t'hart
,.how~
""
EF-I-I\!I."o7·1L'.
I
~t't'cllt•
:1
:\luch•l
PARTS
tlw
llC
:~I
l'lah•
LIST
clifft•r••nl
::11
tEFI·B!I.;j.:!l't
part,.
for
EF4-B957-2C
fn•m
:\lucll'!
EF·I·I!!fii-IC.
I
fly
:!
)(.'!-',
Jl't.
I . J.J.IfNii·fl·lll
P:trt~-N'n.
ll:!:!!li·fl·ll
...
l.J.JO:!I-U-UI
Otlwr
pan"
art•
:\"'"'11\hly
~0.
Thi><
,:anll'
l<•·f.
J
.I
.I
I
.I
-I
_.,
-:!
··.J
-li
~
chart
al<
...
PARTS
:-huw"
EF·I·B9;;;.1c.
F:l<'<'
l'lal<'
:\lllin
F•·•~l
l>iff••n•ntial
l>iffci'CIIIial
:\lutlt•l
Platt-
till'
difft•rt•nl
!";unt•
ICI
l>u~-:
11'1
Ft•ccl
Stitt'lt
IEF-I·WI:ii.:ICI
LIST
for
EF4-B957-3C
pari><
frum
:\lucid
of'
Parts
l>ulo(
II'
I I . 1-UOii:i·O·OI
Cun\rul
fill
EF·I·II!l:ii-IC.
I
fly
Parts-Xu.
lllt't•.
J.J.IfH:!-11-Ill
I.J.If)(;:t.(J.()J
1
I.J.JO!l:i-11-111
I
I.J.JIN))!.I).fll
I
6
Otlwr
paris
Assembly
~
...
art•
-
26
-
Page 29

K
L
15
i
~
(}
,0
~·
\_
1
..
~
_-o __
(J
(1
:16
-
-
cr
fZ
0
-------1
-
14
This
snmt•
Rd.
K-·
KKKKKKKKK-10
K-11
K-12
K-1.1
K-15
PARTS LIST for
chart
shnw!l
tht•
Fan•
l'l:Ht•
="'et.•dle
llC
l•re~st•r
1-'unt
Prt.~s~r
I'
nut
l'rt-s
..
er
l'lnte
Washer
fnr
Scrt•w
Set
l'rt>S!It•r
Set
="'et-dlt•
:\lain
Differential
Differential
:\lndel
Screw
Ft•t-d
Fnnt
l'lnte
Plate
fnr
fur
X I
1t1
:'\u.
as
I
.,
:{
.a
5
6
7
I!
9
EF·I·B!I57·1C.
cliffert•nt
Stunt•
of
::II
tKl
Stitch
Tnnl!ne
K--1
fur
K-7
K-5
Clwin
Shield
K-1!
IKEI
Dug
11'1
Fet-d
Dol!
Cnntrnl
Stitch
1EF-1-B957·-ICI
parts
frum
l-iart~
lSI
IKI
11'1
IBI
EF4-B95 7 -4C
:\lndl'l
EF-I-B957-IC.
en~·
lt>Ct•.
:!PC><.
I
pee.
I
I
.
I
I
.
I
I
I
I
I
1
I
Otlwr
Parts-Xu.
144612·0-0I
11:!297-0-11
1-11).16).0-01
1-1-1)(12-0-111
14-11~11-0-111
IIC®l7-0-0I
106766-o-m
1-10-16.1-0-01
IOOIIJ.'l-0-0".!
1-1-102-1·0-01
1-14062-0-01
1-1406.'>-0-01
14-1095-0-01
1-l-lf109-0-01
part>~
nrt•
A""''mhly
::-;
...
-JS
PARTS
Thi"
t•hart
>'anw
1.-
I.-
I.--
t--'"'ll·.-=.....:.:.
t--'"',_-_....::--+-\':;\'.:.:.a"'"h::.:•'-'-·r_,fc::".:..r....:l.:...
I.-
L-In
1.-11
1.-12
1.-I:l
1.-14
1.-16
shuws
:t>'
EF-1-
B!l.ii-IC.
F:o•·•· l'l:ott• 1:\1 I
="'•·t·dle
:1
l'rt'S>'t'r
~,-+-'l'-:-''rc..:•"'..:.:.:"::..:·•'-'-·r....:l:_'l:..::ac:.:t•,_•
1
S..-t
S.-rt•w
!l
St•t
Scrt•w
="'<'t'<lle
:\lain
Feed
Differential
Chain
lliffert>ntial
Model
LIST
for
EF4-B957-5C
tlw
different
part><
frnm
:\ludt·l
EF·I·
B!l:i;'-ll". I
lllu·r
part><
an•
~antt•
of
Pt1rts
pee.
IK.: ~ I
::14
Fnnt
II~
I I Pt'e.
.:.:f•:.:.•r___,_,l._-....:-l:__
----=-i--:---------t--=-,--t-='~'C®:::..;;;I.:..i·..:;O....;·•:.:.'I-1
fur
fnr
l'latt•
IRI
llt•i!
Feed
Feed
Dn •
Stitch
!'late
1EF-I·B957-5CI
_____
I.
-5
I.-
K I
tRI
llul!
IRI
IRI
Cnntrul
tAl
-t-.:..1
l-1:1!19:i-11-lll
2_L>t-s.
112"297-11-1-1
l-141l!Jl!.O-Cll
_-+_,l~-1-1:!.:09.:::-
1
106766-0-n:l
IIMII05-11-IY.!
I
l-1-IIY.!2·0·01
I
1-1-106.1-0-01
I 1-14066-0-01
I
1-1-1069·11·01
I
14-109-1·0-01
I
1-1-IOJ0.0-111
:\><Sl'lllh)y
.:..1·..:;0....;·1:.:.11-1
l-l-lll!l7.0_
Rim
1
~
...
01
1
-
27
-
Page 30

l
~
I
41
13
l~l'f.
!'\n.
z--
2
Jinx
\\'n•nd1
•z-
·I
\\'n·n•·h
•z-
7
•z-
!I
Z-111
St·n•\\'
•1.
II
Thn•;ul
Z-
1:1
Oil
Z-
II
Clilt'T I
:-o;,.,.u,.
Z·
1:;
z ·17
Fnmu•l
eZ-IS
\\'n·nch
KXK
I)
dri
t:nidt·
l'nnlt•r
x 7
n•r
14
Name
5.5
Oil
·.:
2CMI
nf
l'artl<
Accessories
Q't)'
J>arll-1·!'\n.
llfl.l:lfi.O.UI
IJIC<'.
1
l·lll3-12-U-OI
IO;);J-I:i-11-Cll
I
1-I:L'\iili-Cl·fll
I
1Cl777!1-fi·UI
1-1-112:;.n.ul
I.J-112-HI·OI
lll:!I)2!1-II·Cl-l
1111572-11-01
117-lfM.-11-CICI
:JIll'S,
1-12125-CJ.CICI
lpc:e.
).1:'>277·0·111
II·J.Ill:l·fi·UI
1·12:~;{.11-UI
1·1-12"!5-U-UI
I-I075!1·li·JIO
11!!.';27·11-Cll
Part-list
Ass<•mhl)'
l\:n.
Hd.
•Z-2:J
•Z-2-1
Z-2:;
Z··2Ci
Z-27
Z-:!K
z-:JII
Z<JI
z-:J2
z--:tJ
z-:~1
z-:~;;
z--:11;
z-:11
l -:IK
z-:r.•
Z--ln
z-.IJ
for
l\:n.
!'\t't•dlt•
!'\t't•dlt•
l>ttslt•r llrn11
S..·t
Dustcr
S..•t
Chain
Fnnt
Font
S..•t
Nut
\\'nndt•n
Bull
Collar
\\'m<hcr
S1•rin1-!
!'\ut
Cnll<lll
J
EF4-B957
l\:ame
of
Parts
llal-!
PC>< I Hljll'S.
~hnut
1111
l'<'tlal
I'<'Cial
I'
\\'al<her
Stand
fur
fur
l'tnuucr
hilt'
Z-25
Z-27
fur
Cl\:u.
:\lad1inl'
:1
Till
head
Scrt•w
Scrc\\'
Sc.."rcw
Q'l)'
l'arls·!lln.
llll't•.
IIIK!IG2·fi·OI
1122!171-1117!11!-11-Cll
IICt'.
I
11117!1~·-11-111
-ltll"S.
1-11179'!-0-01
I
1'<'<'.
n:!l-151-c;.n:J
-l_l'CS.
)f.~(._
••
lrMjKI2·11·01
I
117·1:!7·11-fll
I
2Uel<. llfllll6-ll-111
.,
CICII·IIli--1-IICi
.,
021·1CICI-1·11Ci
ltll't•.
1·12.1:~1·11-lll
I-I07:JK-ll-
-llll"S.
-1
J.lll7:l!I-IJ.tll
1125111«1-:J-:IIi
-1
112Kill«l·2
-1
-1
I llC<'.
..
021111«1·1·116
1-12!177·11-0I
n I
1:1
Asl<emhl)'
Xn.
Remarks:
Y.~The
parts
\\'ith
mark
(e)
are
in
~:n·Jw
following
for
our
l~d.
;'\o.
packing
A-11;),
parts
are
com·eniencP.
i\-6(1.
A-Gi.
enclosed
A-6R
accl'S.'-'OI'Y
in
A-i-1.
tlw
A-7;}
box.
acces...;ory
-
28-
Page 31

',.
118-957
192957
-0..:,;,
Printed
in
15
Japan
Page 32

1.
.::
<n*'i..
v-
1-
tJ{ltl
2.
$.fit='-
-r
"''
3.
.::
(7)*'j:
4.
$86ti715-~
A.
:i:'fiti:.OOflf-(1)
A.
3:1*00flf-(2)
rmlliJ{
.Q
t
C?)ti,.
1987~111J
.::
<n*<n~~
tJ
1trt
I I t
*.H.~~.flt
L
(:H9:~t~J!~
(.lE.m~C?)ttfi
~
tt
-r""
o
~
~..,
t L
"t'fffi~l-'
C?)-f
..
-?
':
tlof~.g..t;<~
A.~
~
/
<n
t.:
-r
"''
o
t.:
L i
~--:)"
... \ "'(
....................................... 1
....................................... 2
tt
-r
p o
n<n t
<n
$.fit
'i
Mi~'-''
TC?)""'C
f'Flll
~itt.:
t)
£To
:t~.g..,i.lE~~)
-r
..
-t
o
t.: L i-tt
..
fJi
:::1-
1-
..
t
C?)'"(·-t
S.
*:t!.1f~H*············
a.
~j}J~fi~H*
':He!&~
A..o
t.:
-r~,.
.:.
..
ff)(r
0
....................................
tl-r
t!
L
..
iJi
~Po
...........................
l-,
Q t
:::1-
r t;<gc. ~ tl
C1)
1.
t
liil
t
-t
17
18
B.
17
"/
B.
17
"/
c.
.1::.'-ffi
•
D.
JJJ
.If!
•
E . "
~
ry
-1!fl.:r.
F .
:i2S
I)
~
G.
1lfl.:r.J::
H. if. 9
J .
K • r
i\-1.
K.
p .
;...
t.7
L..
fi.
.m
1\lJ
.,Y~iiD;,
*~-{!;
~
.,Y~m J ~1f,f:
f-mlflf-0)
f-~flf-(2)
it~mf
jr£
Iff
1*
Yf'Cf#:
..
,-?
~q
t\tlf.f:
f.f:
mlf#:
1\tJ
f#:
································· 3
................................. 4
f,f:
; ................................ 5
00
f#:
..
· ·
..
· · · ·
..
· · · · · · · · .... · · ·
00
f#:
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
···································· 8
~
f'F!fiiJI~I
ff:
·· · ·· · .. · ··
....................................
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · ·
.......................................
......................................
· ............ 9
.......................................
..
· · · · 6
10
11
1-t
·1:>
15
b.
*"?;... 7
b .
;t'
b.
;t•
b,
;t·
b.
;r,·
b.
;t
b.
;K
b.
;t:
c.
iK
d.
~,
e :1
Z.
H~~~·u'd~!f,f::
z .
f·t
~-.]"]IJd:
{-
?
;...
7 1 -
9
;...
"7
{ - 9
9
:_,
"7
{ -
9:,
-,
1 -
9:,
-_,
{ -
9:,
_,.
9
:,
. I ;
9
:-
Fit
tuiV.J
{ - 7
-l!J,Jff:
:,
!·
t.:--
1
¥-f.I
11111V.I
H:·:.!
".:Ci~l~,•,i:
.........................................
?"nllf*(l)
?"m]
..
1~11#:13)
71~lft:!.J
~l~lH:Uil
7'l~lft:((i:
--
7l~lff:•71
-.
-7WJ
!1.:
........................
f*(2)
....................... ·20
....................... ·20
I
.......................
........................
........................
........................
!f:'~
....................... ·2:l
··· · .............................
.................................
·~
.t.
··
·:.
~~~
f·i·
· .... ·
..
· · · ·
I·
....................................
.................................... ;{II
.. · ..
19
<!}
2:!
23
:!.}
2:;
2()
·27
2~1
<~11
Q.
R.
1
.f.{~
l:JJ
1IY.J
ff: .......................................
*~.:z_JL-
11\tlf#:
····································17
16
"T-
;{:;
:.:, ~-..
')I
················································3:1
1
,
1
~·.
i·
.................................
31
Page 33

Notes for using this parts book
1.
This
book
is applicable
book
(or
correction
2.
The
symbol I I in
however.
therefore.
3. This
4. Parts
A.
Machine body (1)
A.
Machine body (2) . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . 2
book
are
there
order
was
prepared
subject
is a
B . Clutch mechanism (
B . Clutch mechanism (2) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
C .
Upper
shaft
and
D . Drive pulley
E .
Power
and
lift mechanism . . .. .. . .. . . . . . . . . . . .. . . . . . . .. .. .. 6
F . Feed mechanism . . . . . . . . . . . . . .. .. . . . . .. . . . .. . .. . .. .. . . . 7
G.
Work
clamp lifter
H .
Button
clamp mechanism . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
J . Feed cam mechanism . . . . .. . . .. . .. .. .. .. . . . .. . .. .. . .. .
K . Lower shaft mechanism .. . .. .. .. . .. .. .. .. . .. .. .. . .. . .
L . Lubrication ( I ) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
L.
Lubrication(:!)
M.
Threading. mechanism
N . Bohhin winder mechanism .. .. .. .. .. .. .. .. .. .. .. .. ..
P .
Thread
nipper mechanism .. .. . . . . . . . . .. .. . . .. .. .. .. . I:'
0.
Thread
trimmer
R .
Tens
ion Release mechanism .. .. .. .. .. .. .. .. .. .. .. .. I i
.........................................
to
sewing machines which have
sheet).
the
"Parts
No."
column indicates
number
by using
to
changes in design without
in
the
based
the
··Assembly
assembly
on
information available in
No."
number.
prior
CONTENTS
.......................................
1)
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
needle
bar
mechanism . . . . . . . . . . . 5
idler pulley mechanism . . . . . . . . . 6
mechanism.......................
10
II
I~
D
................................
mechanism .. .. .. .. .. . .. .. . .. . .. .. . . I fl
1-t
15
the
column.
November
same plate
that
the
parts
number
the
can
1987.
as shown
parts
is not available for supply.
be
ordered
as
on
an
notice.
1
S.
Tread
wiper mechanism
..............................
a . Starting device mechanism . . . . . . . . . . . . . . . . . . . . . . . . . .
b.
Button
b.
b.
h .
b .
h.
X
h.
h.
c . Button
d .
c . Control hox
f . Power supply
Z.
Z.
OPTION
GAUGE
INDEX
feeder mechanism (1)
Button
feeder
mechanism (2)
Button
feeder
mechanism (3)
Button
feeder
mechanism (4)
Button
feeder mechanism (
Button feeder mechanism (6)
Button
feeder mechanism (7)
Button
feeder mechanism
detector
Button
sort or mechanism
mechanism
m~.:chanism
equipment
Acccssoncs ( I )
Acc.:cssmic~
PARTS
PARTS
.........................................
(2)
.........................................
...........................................
LIST
....................................
.........................................................
.......................
.......................
.......................
.......................
S)
.......................
.......................
.......................
(X)
.......................
.........................
............................
...............................
m~.:cham~m
the
cover
of
this
If.
assembly. Please.
17
18
19
20
20
21
:!~
:!3
2-t
:!S
:!5
26
:!7
..............
:!X
:!'J
30
30
.'H
33
Page 34

Anmerkungen
1.
Dieses Buch bezieht sich
(oder
auf
dem
Korrekturblatt).
2. Dieses Zeichen I I in
jedoch
in
der
Spalte
"Geratesatznummer"
werden. Bestellen
3. Dieses Buch basiert
4. Modellanderungen sind vorbehalten.
A.
Maschinengehause (
A.
Maschinengehause (2)
B.
Kupplungsvorrichtung
Kupplungsvorrichtung (2)
B.
Obere
c.
D.
E.
F.
G.
H.
J . Vertikale Welle
K.
L.
L.
M. Fadcnfiihrungsvorrichtung
N.
P . Fadcnspannvorrichtung
0.
R . Spannungsvcrmindcrung . . . . . . . . . . . . .. . . . . .. . . .. .. ..
Welle und Nadelstange
Antriebsriemenscheibe und Riemenscheibe
Heberbetatigungsvorrichtung ....................... 6
Transportvorrichtung
Stoffhalterhcbervorrichtung
Knopfhaltevorrichtung .. . .. ..
Unterc
Welle
Schmierung
Schmierung (2)
Spuler
....................................................
Fadenabschneidevorrichtung . . . . . . . . . . . . . . . . . . . . . . . I h
Sie
daher
auf
den
1)
................................
................................
(l)
.................................
........................................
...........................................
(I)
..........................................
..........................................
..............................
zum
auf
die Nahmaschinen mit derselben
der
bitte
Informationen vom
Gebrauch
Spalte
"Teilnummer"
eine
mit dieser
Geratesatznummer.
IN
HAL TSVERZEICHNIS
...........................
...........................
......................
....
........................
..
.. . . . . . .. .. . .. . . . . .. . . 9
...........................
dieses Stucklistebuches
Kennungsnummer
bedeutet,
Nummer
November
2
3
4
5
6
7
8
10
11
1:!
I~
l~
15
15
17
steht.
1987.
S . Fadenwischvorrichtung .. .. . . .. . . .. .. . .. .. .. . .. . .. .. ..
a.
Startvorrichtung
b . Knopfzufiihrungvorrichtung (
b.
Knopfzufiihrungvorrichtung (2)
b.
Knopfzufiihrungvorrichtung (3)
b . Knopfzufiihrungvorrichtung ( 4)
b.
Knopfzufiihrungvorrichtung (5)
b . Knopfzufiihrungvorrichtung ( 6)
b.
Knopfzufiihrungvorrichtung (7)
b.
Knopfzufiihrungvorrichtung (8)
c . Knopfdetektor
d . Knopfsorticrer
c . Schaltkastcn
f . Stromvcrsorgung
Z. Zuhcht1r
Z. Zuhcht>r (:!)
SONDERZUBEHOR
LEHRENLISTE
VERZEICHNIS
daB dieser Teil nicht lieferbar ist.
kann dieser Teil als
(I)
wie
auf
diesem Buchumschlag
ein
Gerateteilsatz
.......................................
1)
.........................................
.........................................
............................................
.......................................
.............................................
.............................................
.....................................
.............................................
............................................
Wenn
bestellt
. . . . . . . . . . . . . . . . . . . .
....................
....................
....................
....................
....................
....................
....................
17
18
19
20
20
21
::!::!
:!3
2~
25
25
2h
27
2K
2Y
Jll
.'~0
Jl
J.~
Page 35

Notes
1.
Ce
manuel est destine aux machines a
manuel (ou
2.
Le
symbole I I dans
colonne
partie
Ce
3.
4. Les pieces
..
No
d'un
manuel a
sur
Ia
jeu
de
jeu
pieces.
ete
fait
peuvent
sur
l'utilisation
feuille
de
corrections).
Ia
colonne
pees",
il
y a un
Done,
pour
toute
d'apres
les renseignements valables
etre
sujettes a des modifications sans preavis.
de
coudre
..
numero
commande,
ayant le
No
de
de
ce
TABLE DES MATIERES
A.
Corps
de
Ia
machine ( 1) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
A.
Corps de
B.
Mecanisme
B.
Mecanisme de l'embrayage (2)
C . Mecanisme de
Ia
machine (2) . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . 2
de
l'embrayage (1)
arbre
superieur
......................
......................
et
barre
a aiguille . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
D.
Mecanisme
et
poulic folic . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
E . Mecanisme de leveur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
F.
Mecanisme de l"entraincment
G . Mecanisme de leveur du pinceur . . . . . . . . . . . . . . . . . . . R
H . Mecanisme
J . Mecanisme d"arhrc vertical
K.
Mecanisme de l"arbre infcricur
L .
Lubrification ( I ) . . . .. . .. . . . . . . .. .. . . .. . . .. . .. .. .. . . .. . . I:!
L.
Luhrification (2)
M. Mecanisme de l"enfilage
N.
Mecanisme
P . Mecanisme de pincc-fil
0.
Mecanisme
de
poulie d·entrainement
.......................
du
pince-howtons . . . . . . . . . . . . . . . . . . . . . . 9
..........................
.....................
.......................................
..............................
de
hohincur
de
coupe-fit
..............................
................................
..............................
10
II
D
1-l
15
15
In
manuel
meme
piece" signifie
nomenclature.
veuillez specifier le
au
R. Mecanisme
S . Mecanisme de tire-fil . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . . ..
a . Mecanisme
3
b . Alimentation
4
b.
b.
b.
h . Alimentation
b.
7
b . Alimentation
b . Alimentation pour boutons
c .
d.
c . Mecanisme du hoi tier de
f . Mecanisme de lc4uipement en alimentation
Z.
Z.
PIEZAS
LISTE
INDEX
de
pieces
numero
mois
Alimentation
Alimentation
Alimentation
Alimentation
Detecteur
Tricur
clectri4UC
Acce
Acce-.
de
plaque
que
Ia
piece ne
Ia
piece
peut
no
de
Novembre 1987.
de
de
de bouton
d..:
bouton
................................................
...
-.mrc
...
(I)
...
uires (
2)
OPCION
DES
PIECES
.........................................................
detachees
montre
etre
du
jeu
relache-tension . . . . . . .. .. . . .. . . .. . . . . 1 7
dispositif
pour
boutons
pour
boutons {2)
pour
boutons (3)
pour
boutons (4)
pour
houtons (5)
pour
houtons (6)
pour
houtons (7)
.......................................
.........................................
.........................................
..........................................
lYECARTEMEI'T
sur
Ia
peut
etre
fournie. Si.
commandee
de
pieces.
de
demarrage . . . . . . . . . . . . 1 R
(1) . .. . . . . . . . . . . . . . . . . . .
.....................
.....................
.....................
.....................
.....................
.....................
(X)
.....................
..................................
controk
couverture
dans
comme
..................
faisant
............
de
ce
Ia
17
19
20
20
21
22
:!J
24
25
25
26
27
:!X
2l)
JO
JO
31
JJ
Page 36

Notas
1.
Este
libro sirve
ver
en
Ia
2.
El
simbolo I
de
dicha pieza sola.
Ia pieza con
Este
3.
4. Las piezas
A .
A.
B . Mecanismo de
B.
C.
D.
libro
Cuerpo
Cuerpo
Mecanismo
Mecanismo de
Mecanismo de
pole a tensora . . . . . . . . . . .. .. . .. . . . . . . . . .. . .. .. .. . . . . . . . . .. 6
E . Mecanismo de
F . Mecanismo de
G . Mecanismo de levantador de mcnsula
trahajo
de
H . Mecanismo de
J . Mecanismo de
K . Mecanismo de
L.
Luhricaci6n
L . Luhricacion
M.
Mccanismo de
N.
Mecanismo del
P . Mccanismo de mordaza para hilos
0.
Mecanismo de recortadora
para
todas les maquinas
tape
de
este libro
1.
que se
Cuando.
todo
el juego.
ha
sido compilado basandose
quedan
sujetas
de
Ia
maquina
de
Ia
maquina
de
.............................................
(I)
(:!)
(I)
...........................
(2) .
embraque
embraque
eje
polea
carrera
Ia
alimentaci6n . . . .. .. .. .. . .. . . . .. . .. 7
Ia
mensula de resorte . . . . . . . . . . . . . .
eje
Ia
eje
.........................................
(1) . . .. .. .. .. . .
(2)
superior y
impulsora y
de
potencia . . . . . . . . . . . . . . . . 6
vertical
inferior
. .. . . .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. .. ..
Ia
enhchrado
devanador
para
de
(o
en
Ia
hoja
encuentra
empero.
Por
a cambios
...
.. .. .. .. ..
........................
barra
...........................
.........................
........................
dda
de
orillos . . . . . . . . . . . . .
lo
tanto,
de
..
de
canilla
.................
hay un mimero
sera
en
disefio sin aviso previo.
....
..
. . .. .. . .. . 3
aguja 5
...........
usar
coser
de
erratas).
en
Ia
mejor
los
datos
.
.. .. .. .. 2
.... R
este
que
llevan
columna del
en
Ia columna del
hacer
el
de
que
IN
DICE
R. Mecanismo
S . Mecanismo
a.
4
b .
b.
b.
b .
b.
b.
b.
h . Bot
~
c .
10
d . Clasificador
11
e . Mccanismo del caja de contrnh:"'
C
f . Mccanismo de
I.J
14
Z.
15
Z. AccCMlrios (
15
PIECES
16
LIST A DE PIEZAS CALIBRADORAS
INDICE
Libro
Ia
pedido
de
Piezas
misma placa
"Numero
se disponia
Mecanismo del dispositivo de
Bot6n
Bot6n
Bot6n
Bot6n
Bot6n
Bot6n
Bot6n
on
Detector
de corricntc
Acccsorios ( I ) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
EN
de
identificaci6n
de
Pieza ··, quiere decir que
"Numero
recurriendo al
en
de
de
de
alimentaci6n (
de alimentaci6n (2)
de alimentaci6n (3)
de alimentaci6n
de alimentaci6n (5)
de alimentaci6n
de alimentaci6n
de alimentaci6n (R)
de botones
de
.............................................
"!..
) . . . . • . • • • • • • . . . . . . . . • . . . . . . . . . . . . . . . . . . . . . .ll 1
OPTION
de
numero
noviembre 1987.
liberador
limpiador
(4)
(6)
(7)
..................................
hot
one!>
Ia
cquipo
.........................
que
Juego''.
de
de
1)
se
del
juego
tension . . . . . . . . . . . . . . . .
hilos .. . . .. .. . . .. . . . .. .
arranque
. . . . . . . . . . . . . . . . . . . . . . . . . . .
...........................
...........................
...........................
...........................
...........................
...........................
...........................
..............................
...................
de
;thmcnt;u:ion
Ia
que
no
se dispone
podra
respectivo.
..........
.
.............
......................................................
se
puede
ordenar
. .....
17
17
18
19
20
20
21
2:!
:!3
:!4
:!5
::!5
::!6
"!.7
::!~
"!.ll
30
ll
.\.~
Page 37

A •
~
1*00
Corps de
f,f.(
I) I Machine body ( 1) I Maschinengehause ( 1)
Ia
machine (1) I
Cuerpo
de
Ia
maquina ( 1)
4-1
I
-----,.27
•
19
j',
IS-~
:~53
&2
f@--ss
1
I
!
.----
l
s•
•~m
l&-1
fo~rExoort
-
..
-.§)1
_ Q i
--
I
I
.u.
Name
??79
1·1
1------~-"-:l_u_&_·J_J_x_r
t--------------------------
' " ' t
---------------------------
1-IO
____
~_~_·
II
1l
t-------------------------
1-IJ
-------
----------------------------------
----------------------------
-------
.,.
9;..~-~il~
____
...
II
·~
15·1
11·1
11
_______________________
_,
j-
;..t,
~":IUI·IGxl
"""'?""-~
t;..
_____
1)1'-~
'-'-~--------W-&s_.,._.
_t_11
__
,_•-_L_~-~-----8eG-Co..-
;..1),.-
------------------
~c
"-
::.-~
'~
--------------------
-------------------------
1------------------------
t--------------p-
1------------------------------·----
.f.
ol
Parts
.
A""Bec!Alse<"C-,
Too
Cowt-
,
xre-U~xu
'
""'
Pl<llt
AsH"''.
l'ectPI<Itt
P~~·"'C
XrtwlliXU
x_•_
..
_•_''-•-,
__________
xr
..
lliJCII
I
8eG
Co-
•A
________
Sl..ex•t•il!
__
L_iA_,_-_.
x•••JSixl
Sl..e x••·' u 115493-002
..
_~____
e
..
:
c~·
Bt•: Co.t- SO'"'f
Bt•t
...
_________
Uocw
0
C.::
P•att
Co.e• Sleoot' 152986-001
Po,att
Ill
.....
·-------
-----
++Y
_____
_______
------
--
----
---____
------
------------
--.:;--::::::::-~-=-
,.ft
S.U.:I-~
Paru
:Otr
No
50797Hi01
--
067761-412
I
~7831-006
·--
1S7832-106
151833-001
-
-----
067711-412
06_711
0-112
507978-001
061711·412
--
15283~·006
..
_100)1~·002
_
075170-232
14~480-001
--
_!
~2836·006
152841-003
067670-812
501888·006
152841·006
1 09739-002
152846-006 u
152989-00 I 6!
·--
---
067680-812
--· -f-·
11793'6-DDI--
Rei
---
·-----
No
---
-·-~-·-
11
n
]0
''
'~
10
-
,,
13
~-
I~
~----.
17
r-----------------.
-------·- ---
~"::HJJ·IOxi
''/''/If
t;.,
......
,~
..
.,,,_,,::t
.,.
....
:~•l'
•o
11~
If
~~
t
·~~!
t
1),.-
----------
....
J&..tl
~?1::.-
"1
'J
71L
_t~~~-
:1-'o<t
t7<t7);t..,.?l
.tl~?-e:.-
"'I
1"...,:11]1-IOx&
t.7-tt1!;t-·;..s?•
"7%
--~.,.
'"''"
,
;If
1;
--.-.
Namt>
·---
ol
Paru
....
-----
1()..(.~
E ••
C.....c
x·~·ll'
liM]~:
-X•,..IJI•I
B.cc.,
....
B•
• Co.•·
~
..
YA"
!w
,.b
MAL
:J-
~
Part!t
Oh
·;
r-.o
140397-001
117934-001
108510-001
IOU50·101
!12867-000
I
I
~1604-007
I
!11868
·ODD
I !Ill
DD-OOD
1!13101
001
I
!13098 · 000
101538-001
106119
·001
067610
!117
11498~
001
061680 ·617
1!12838
001
1!12839
001
1530~6-107
152848
001
067680-812
02!1080·131
1044~0-101
153846·001
061680-611
025680-137
1 !1478)-000
041501·141
15284
7-000
1118&5-001
Page 38

A •
=Ef*f\ll
f*-(2)
Corps
de
I Machine body (2) I Maschinengehause (2)
Ia
machine (2) I Cuerpo
de
Ia
maquina (2)
(
·.~
..
r-··
I
'
l
~
rV
32-u~
I
32-n~
32-u~
'
Rctffllo
·!Ill·~
I
>t
1'
u
ll·l
ll·2
ll·H
l1·1·1
17-2·1
l1·1·•
l1·1·~
12-l
ll·•
12·5
37-S
31·1
n-a
17-t
11.,;;..? i
I >t1'11.,!;..
• 'T;..
'-'I;..?'-
I;..?'I;..?'-11
n
:a?l
;f.
7·1
...
--·
...
.;.,t
IS?:r.
...
'I ? •
'It
,.-
,.-~?
•
,.-d;r.
' 'T;...;.,
I
'T
;...;.,
i
97~??"TUOIVV
t~?7Tli?Cl2
·
-:.-~.:r-.;..s
7T::r.n.taxu
!
t74f7J;r..,.
I\
;f...,.,
.,..,.,...,%
•
t?74f4f%
t ~ ;r.
•
.,..,..,..,.z.
1'
&
Name
of
ID••PII'A$-.
.
~
. a.., ...
1
I
:Sot'"11W.,...H
; Sc,
....
Parts
O.•
Pr
T-O"PuO
T_..,.P,.,
TensiO'\
Stoo A'"l
Sc•
..
!loot
IXU
w
......
...
_,s.-tfP
...
.,s.-
...
.,
s.-t
~
c n
P..,u,
Ull
,,
...
Cll
A$-.
Platt
VII
L...,.
..........
..
t.t.e•
s...o:
s.,
.. ,
ao
l•lli
IQ
ty
I :
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II&~-~·
Parts
No
510717-001
154738-101
152852-101
048320-242
141860-001
018081-222
025080-232
028080-242
152857-001
152858-001
013719-412
152859-001
ll!!ll.4
Reffllo
32·10
lHI
31·12
ll·U
l2·U
lH~
1HS
37·1'
~I
52
J!
ao
"
"
I
!
""'J
I'?·;,.;.,
Jl'7~?
t
2-:.-.:>.10
.,
'7..,...,%
~
.:r-~5
....
1
} >tof
7-9-f
'1
.. , ...
I;..
li?CIO
.MID
t';..
t5?:r.
,?'.,..,.%?;
10
..,
~~-t-t-1
,~-9-t-1'-'?
~
I
L1J9:ftll.
I
T·J
:t.,..,.,;r.,_,,.,lo
,.;r...,.,.:r-2·10
.•
•
'""'-'-
I
:f-
1
'T"'~•n-nx
.....
& ~
Name
i
of
Paru
tBtGCUSI>oOn
•
Motot
B.s.
Peat~
•
Motor
Bas.
Platt
: StooA'"I Cll
• Bolt Mil
·No.tll
•wu,...ll
s.,
..
,w-HC
p,..
'Sc••·
5 !5
•
Ovu
o.
...
s.-lt•
0..·
Sc•
..
UIXII
-
""'-'
l•t:
IQty
I 2 i 152860·00 I
S...n
---------------~
I
--
II&~-~
Paru
No
I
1528!il-101
I
152862-001
2
048100-142
1
152865-101
7
021100-202
-
2
025100·132
I
028100-242
·-
. -
I
152866-00 I
1
013760·612
I
154465-00 I
I
114486-002
__
062111-012
2
1 507979-00 I
-
•)
Page 39

8 • 7 7 .
Mecanisme
.,
+
rM)
{;f.(
1)
I Clutch mechanism ( 1) I Kupplungsvorrichtung ( 1)
de
l'embrayage (1) I Mecanismo de embraque (1)
29
I
0 0
~32
15
24
30
31
54---f
52-1
:;
-,841
52-l
'
'
'
'
'
'
,
__
'
'
5&----:IJ
55-1~
55-3~
55-2--D
55-•--Q!)
194
20~
22
23
...
"?:t:
u
&.
Name
of
Paru
•F'e<t
C~uw•Le..-S...'".
: Stoo
A"''
Cll
W-r
£ I Set"'
II
Ill
XU
Wu~>t•ll
Was"t'l
801tiX21
Sor"'IWU"t• H 028080-242
Scr.,.51S
·~t&U
__ · _________________
C<4-A.-•
. 5or"'l
,._.
.wu
....
:u
.... : I
·e
.... u ••.
Stco
A"f
II
[I
---~--,
-------'----~-11-----
IOty
Paru
I I I
I I I 151927-001
No
151886-DO
1
151881-001
1 • 048180-1 H
152756-001
014821-022
151929-000
152728-001
151163-001
018082-522
115012-002 39·5
150554-002
1~5_18~B~9_-~a~o_1~
151890-000 u
151891-001
151892:.Dol
115018-001 U :f.
025800-332
151893-001--liJ-~2
021800-102
o:-4--68:-:9=---=-ao:-:2:-1
151894-101
151895-000
I 51898-001
048040-342
151899-001
151900-001
142628-001
048110-142
013761-410
3 -
""'·~
Ref
No
I
?7·;t~L-•'-
i
?'?·;t~?
XI
t
Jf
?CII
.
~")~
t"t1J.t-ll
7.,.
t
Jf
.t-~1
.
.;(").;(~"ttl.t-11
~'J;(t"t1J.t-l
7.,.:t:la.tlxl~ · Boltl•1~
10
II
.
'7't:t:la.tiXH
t\.t-"ttJ.t-1·1
ll
13
~~~----·-~-•-J_,,_·~-~-----------c-~_,,_~_s,_~
U
II
19
10
21
22
7~
11
lO
]I
17
....
:f.~53~
'tJt5l5
~ t ";tt~::l.lo
"""
?7
,
:.-~
•?::J.lo
~.
II~~?
.,.
•J
··~.2.1
.,.
., t I u
t
Jf
?E«
21
---2
-
7
".t-
11
'T
11
;..
_______
;,;-
U
~
&.
Name
of
Paru
o6raoeS•~p,..
-------
:Scre-~U•&
6•aoe
!MY,..,
!.v~&-
r...:
I U
!MY
·r
_
_..
CowtC"
._,
..
...
•1):
!.:..c
!.<·•·
Bo: 1
'''
C.-~-:·
A<t..A" • t
!t:.c !>:·•• I
S::r.-
~;,~,(I
6o·t
'•lt
, llo.: 4w•'"'O·•
~
t!
u
I!
? •
~
"""·~I
No
Ref
i
I
7'L--4-"tt-t:":.-
J3
,,
''7'tt~.t-~~!5?:t:i
. 7
u
lS
31
J8
n
39·1
39·2
3H
lt-5
lH
~•-o
_____
1
C1
ru-----;;-;,.~;~-H;f,
'~
___
~H
1
1-~1---1
~H
~l
~'
~s
SH
SH
55-l
SH
~6
L--4-H.t-
'7L--4-•'.t-11'T.t-;..
't
·J
t I tc ·
: ~ .I
'It
"t
:z.
_,
? 7 I
'fo
L-"-L-/
t
Jf?£3
"t-,-;f---··-
.t:';"t1J:f.;..g?Cll
.,.1t1:.-.2.Cll
~_,!~5}_5
.,.
I t
~
!5
?
'}
I~
Lo-H-H;f.
-
--·-·~-
I&. H liX
"~·"t
1l
:t
H
?3_~.!
:_-:-:L-H-
?.,
J~<t
---
7.,.:fll&.
·-L-H-
t-V"-~?
--------..
t 5X10
----?-.,-.,-~.,
~'
2&
27
----------
----------
·--------
..
•••·
11
12
!1&.:::1-t
:Q t1
Pllrts
No
151901-QQl
·-
----
014150-671
' I 151902-001
' I 151903·001
..
1 106147-007
- --
110251·001
151904-101
151905·101
1071U-001
151906·101
34
048030-
II
3431·002
025680-137
202
021680·
151901-001
151908-001
15550
1·001
151910-001
011111·417
028050-24 2
151915-001
107030
·DOl
150553·00 I
151901·001
151939-001
152913-001
IH914-00t
048040·347
0 I 8062-027
2
Page 40

8 • 7 7 ·:t +
Mecanisme
001*-(2)
I Clutch
de l'embrayage
mechanism
(2) I Mecanismo
(2)
I Kupplungsvorrichtung
r;:··-...,:.
/·:-
~-··
:~
"l_,
. , .
-~
~
J:
:
I<J..L..Oj
:
l
I
1"\
~
de embraque
\
~
~--·
K
..
·.
-=--
"'·
.>-
. Y _
~
~~ : \,~
~l'
..
J~~~
\
~:·
·
48
0
~-
..,_
..
~
..........
--'
S---4&-3
(2)
('0\\
-,
..
·.
--~)
..
.-J
r
47
,
i
46-2
46-t
---
(2)
&8
.111.4t
Rei
u
•I·
l&-2
U·l
II
..
.,
!0
-·
!I
-
!I
u
u
10
,,
17
n
No
, .,. •
lf<t%7.,.,.
I
·
>t<t%
+'I
'"';.,,;..;... 9 :.-:t-
+ 1
9:..:t-::;1
1J?-Il
+ltllS
,.._
.:f.t-1:1'?
:r:n.tl
,.:t-.,1)-1-2·~
.,,,.
Pott-
;t
.,
1:
·;.r
7.,+ • ?1:
t'
lS
t'
n
.....
,_
IIXU
....... -
t .,,\.1-,;..
a
·1
~
7 !
•?-t:·;~a
'7'Y
',;I
J~
n
...... -
'"'
Name of
1 t
_.
'T
%
Poru
' Correct"'C
ROCI
. Correct"'C
Roc:
Correct
...
,
~~
,_.,,
n
St..o
Sc•••l
,_.,,
n
· St..oSc
..
•ll!
Cona•
II
I'M
I~~
s,.,,
..
,~
..
St¥1"'1
S.teh
Borl ' ,,.
u
_.._
Sor"'l
YfM,..
Start"''~
StCODe"Sc•
..
A•-•
J!
L••.-
H
P
..
.
-
,.
-r-r
lSI!
.a
------
------·
--------
---------
-.
-
···------
-···-·
.
-·--··-·---·
--··
--··.
50
81,11,::1-~
Parts
152808-101
1543H-DD1
154
150556-001
151912-001
150556-001
151913-001
151914-00 I
---··
---
-·-----
151920-00 I
01171
155499-001
154155·101
No
3 3 3-001
--
-:---
1·412
·-
-
tr
I
I
I
I
I
I
I
I
I 150556-001
I 151919·101
I
1
2 078050-242
7 113431-002
I
I
-
·-
.
49
-·
~-
"
"
u
"
IQ
II
12
II
,.
- .
10
--
.!11.4t
Rei No
~~
..
"
..
"
II
It
······
T
&3
I
. +
~ t ~
9~
ll/lf4t%?'f'l\:f-1J.,
4t t -
.....
rl-rl;f.
.,
t-
..,,._,\;f.,.,
··~-
.......
-::;-;
.
;t
.,,,.
t
7+tJI;f.',;~9!'7:r:!
lf-f
4t-;tt
7+:r<lt.tiX16
t .;.,n:r-·:..
"'*.,,
t."><t:IJ-1- •
1
of'"'
1'
>t
'7
1
J17',;'7!!1?CII
11.;1
'7?-t::..
I'~
•"'
-*2·1
.l?l
'7
'7;...
A
Nome of
'7
'I:.-
'7
%
Ports
I I'M s n
! Sor"'•-
I
Sor.,c
I
Sor
..
,_
I Start"'l
L.,.,
I'~
c;.,,
Cit
Uxl
...
L~St~·
Sr-a•t
C•-
.
• toorllCJf't.,
._..._
Stoo
Sere-!
1
C«JFor().l~t
Start
I
Botti•U
w_.,
Sor...,_.._...l-1
._.._,
Rrc
------
BA::J-t
lSI!:
10
ty'
PoruNo
;
I
150553-001
I
:
110251-001
I
151923-001
I
151924-001
I
151925-001
2
142628-001
I
110505-001
048110-142
--··--
014760-672
-------
111865-00 I
155500-001
..
018061-&27
--
025060-132
-----
028060-242
---
025060-231
--
-·-
I
I
I
I
1
7
7
I
·-
- 4 -
Page 41

C.
J:fm
•
it~IM)f,f.
Mecanisme de arbre superieur
35
I
Upper
shaft and needle
et
barre a aiguille I Mecanismo de eje superior y barra de aguja
bar
mechanism I Obere Welle und Nadelstange
11
·--------~
I I
10
9
I'
!!II·~
Ref
No
2·1
2-2
II
<Mi~m
?7~~~
Upper
S12412-001
·for
Shaft
Supply>
~448
Assembly
448
UA::J
t•a:
P11rts
IO'tyi
509541-001
153040-001
! I I
144712-002
2 I
i I
048150-142
I I
151991-000
072&30-260
15199B-OOO
151999-001
I 02843-004
011761-412
025060-232
140126-000
152000-001
013761-412
511071-000 n
100250-001
014170-622
123006-001 l&
No
~
l'!!il·~
Ref
No
.,
20
20·1
20-2
20-3
20-t
20-S
20-5
20-1
21
22
2•
2S
l5
21
,.
n
,.,
IQ'ty
;
'
'
I
I
U&::J-t
P~trU
No
014710-622
154561-001
153330-001
152236-001
154624-001
132051-001
------
152238-001
--
--
---
S' 1
5
Page 42

D.
ifJJ
!I!
·
irt!fll~!*
me
Mecanis
de
I
Drive
pou
lie d'entrain
pulley and idler pulley mechanism I Antriebsriemenscheibe und Riemenscheibe
eme
nt
et
13
poulie folie I Mecanismo de
g.,
14
?·I
g
.,
polea impulsora y polea tensora
.l!!l.'t
Ref.No. Name
1
;>;f
.,
1-1
H
1-1
...
1-1
H
1
I
I
H
!·
II
l
E.
:f1JJ.?'
;>;f
.,
:f1JJ.
t-f
...
,,~
I
t-!"'"""""
1'J/::..-!1?1'JJ..
1JJ..
.....
"/
:,J
?
f
,A?£1
7-,\t'
:,...
,)(]S
77"
f
"~
::..:
:t-'J'/??i
:t
-
'!?
'
~7-;)??75001VV
,
A?-1'
r
;1
~~l,.
''
'1-
jlji
ni
sme de l
Meca
......
:,...
"' "/''~
....
;...
1
ll?"'
'
.r..
li\1
:. .f.
!#
:I
eveur
of
Parts
Stop
Cam
A.ss.en-b/
Cam
Secmtn
C
o~m
~ll"f!'l
St-cmtn
R
~nt
Et
Mot
;ol
y 1
t I
t
So---t
t I
St
oo
Brlkt C.-n
Br••
FWI&t Cam
p
.,
Stoo
T~P~nlXlS
Suewl U x l I
PtAt-,A.uen'tly I
P.,._yAuf'ff'Oiy
W8e¥11"1iU11W
j
S...
Power lifl mechanism I H
I Mecanismo de
ca
rre
,
..
1!1.11.::>-
~
Par-ts No.
IC'
ty
1
53044-001
I
1
52693-00
1526
94-0
11500
3-00
153058-001
048040-342
1-0
01
I
01
I
I
I
I
I 14111
014110-622
156935- 101
I
15269
5-2
0-160
152691-0
lfJ
JQ.JJI
01
01
I
I 01260
! 1
'
ebe
rbetatigungsvorrichtung
ra
de potencia
.l!!l.'t
!
Ref
.No.
11
"
II
"
11
11
"
10
I I
II
II
I I
II
f-'
?;>? 3 ?Cl!
T
!..
? ·"/Y"r'
f,A?773?CII
A.,-(
I ;>;'J-!
1
-,
7
7
I
?
'J -,~''
~
~....:
-.,.
'
"""f:!?~lX)X1]
I 7"
.,
f
lf.-11-?T
I
7""':JlU
:
:J?.:t~?
I 5
1''7'7:::..-
~A
~:t.,;.-,.e
-r,,:,
...
<-t-
"
lOt::
~··J
· 40X J
l/ 1
A
Na
me
of Paru
I
St
j w
I St
I
Sio<Buv
I
S«lt
J C
I CUt
I
Sco<t<
I K
'
""'
I a.n ... ,..,
I
Set
I St
oo
R~c
._
oo All"\&
Bu>
U.cn
c.n
t)
)X)X1)
"
~
"'
Bol
20
.f.
CJ!
CH
So<
>IAl
n !BI
"'l
j_
_I_
)!l
XI
l/1
1!1
I~·~,
I
I
0483
I
'
I
152699-001
I
041240-242
I
152100-
l
t
151946-
1 I
15210
I
I
152102-00 I
I
15210
I
502111-000
I
;
152105-001
I
152106-001
I
062660- 1 12
•
1
01 1
23
.:1.
::>
Parts
50-
095-250
No
1-
3-10
25
r
142
000
000
001
0
Re f No
· ~
· "
10
10· 1
10·1- 1
10-t-1
10·1
10
· 3
10- 4
11
1l
11
P"f
- '1
.;
? P
~
Jl'?
;...
7
31?Cll
P"f
-11 7 ! oo-,..
-;.;
-1JJ,.'t:,
-t)J.,.
7. ,
-1)/...A
?'?"YUOl
7't
.;;
• a
'
._...
.:1
~5XI
I
~
~
~
---
i'
;
'"
VV
•;.A
' ' -B?;
17
-;;
??7
..,..,:r.
,
:'J
.~
ry
;\"]-T)J.,
, 0
\1'
,;.?
7T;f'.l'o.
,;.?-7JJ..;t.
P?7 ;+,<:f.
A.,A ~ <tfT.I:f.I J
<f1l"-
A
Na~
---
o' P
o-t"
~
tc:c
e,.
.,,.
&r .....
X·~•
oo--r c.-
Po-
~ c.-.
P~C•-
0\1~
O
o-f"'
Boot
-
---
P
o-t"'
Po-
~ C1
r
......
¥11U"'f"
a
't~
"
P'"'""',
o
.... , :··
o.-
,uth.
, ' ""'-
Ti
...
,
Cll'""
' , I
·--
C•-StX!Of"'
...
t ~
,.
""'•
..
~
y..
.
~~
s.t
·
~
~roo
St~
..
XY
''
(;
10
11 11: 1
)I
11
11
..
.
.
4
B
A~\
rc
•
...
,
·~
a,
,
111918 - 0 01
048 170- 10
111930·20
072600 - 360
111931-001
10
111523-001
111933-001
151935-
1
011060-822
1119411 s 193
111937-001
111938-0
H
11
ltA:J-~
o
...
t~
No
7231-002
000 H
11940-001
10 I
6-001
11
• JI
....
~
Q~t
N o
,,
, t
" '
I!
1
1
lt
· l
I ! '
10
) I
11
21
II
ll
11
11
11
0 I
10
tl
-~,..o··-
::J
o 1 1 Qoo,..
7 r - v • •- :J c
7~~
;If
.,
.I
.,
.,. t
... '-ft
•-
?
A , A t
t
;I
'1
"1' l
,.
;...
1" 1' t '
7'T
7
.,..t..,~;;~!~
.~
..
....
7
7'
:J D
.1 ......
... . }
V••-.....
.,_1)-"U
..-
"/ :t?CIS
'o.;l? 7 't: /
....
tJ'~
....
.,
?
~!
)7>T
~
....
7 '
~ Q~
~
t
)'
;r.
:.
....... _,
,,."
? C
.
~
,:.;
J U 7
:t:
i
7:r.
i
.,.
Qo-~
X
·~·~U
r S:
x
•,
.. ~ n"'
Sot*'£~
tv
tc ..
¥r
iY"f"
St
cc. ~ ...
Ca;1'
••
S:
0"
.....:
..c
Ac
t .... t"""l
I(
,.
0·'""'*:
d
.t..ur-o.
CU
L.h
f"'
~
'l
··- -
1
119U-001
151941 · 1
11
1948- 00 1
014160 - 621
111949 -
001
014760- 621
11191 1
-001
14141 1- 002
111952 - 001
111953 - 001
048160- 142
001
111861-
·-
-
--
151914-
001
014821 - 022
014160- 622
01
Page 43

F .
i-!S
Mecanisme de l
1
)
1~%¥:
I Feed mecha
'e
ntr
ni
aineme
sm ITransp
nt
I Mecan
onvo
rrichtung
is
me de Ia alimentaci6n
~
1,6-1 16·1 :
'
c;;
- ?
\S
- c-
;;:-:::.
22
--©;J
28
-{::3
21-@J 27-C9
::
ffi-
o
"
'
~
r
---
,
I
I
~
I I
I I
~
I
1
~
I
I
I
26
-1-1
26-H
_j
26
-1
18
32-
;q
30
-
J
~~~
-
~
I
30··
~
_ ,
-
u--
Q- 30-
•j
,,
3
0
1
30
-1-1
1-1
41
0
~~~
42
/"
:
----<)
n
--
--j
'
;:
...
~
u
~
fj--~
I
. /
I I
1 o--.,
37
~~1 ~
~~
""'
38
I
~
_:..
Q------
I
...
36·•
36
36· 1
36
·1
14
--@
15
-©
-1
~
=
~12-l
1
2·1
Q
Na
me o l P or
1
·1
u.
.
•:.
Ct.)
01
' '.
~
I:
1·1
, _) ;
I'
"
0:
11.
11
; 7 -,. ;r.1
II
II
.
~I ~
-
10:
,,
l
lt
'f
3 :J"'' ?
" 7 'I 1JL-
:J
::J
<'!
t
t
'9.;.
' 7
__ ? 7
~
?T
7 11
~
I
.,
t"
'/
1J
')
•1
nt-v_·_·-----'-"-·-L~r
::J
O ·
;.,.
't
.X
1.
7 .,
?_'_J
I?
., -
~
'~
'I~··
.....
-'-~_
'I
""'
? 7
t::
'/ T ,
"']
JO
---~--
-
7 . .
..
-
'J
<_?c _
' • --/?
0 ' l )
0 11 •
7
'I
.,. .,.
.1
7 Ctt
'I'?
'1'
!_
j
t::...
'f ?
::) 7
it.
~
___
~ ·
'"''
~
.....
..
Sc
· i • H
;:
cc
<:~-;
C'
..:• ""
e·. ~ .....
'
::.;"~·-'i'.
c:·
ne
p .
~..
.....
l
.
:.
-e.•~ -
~~,.-
:.
.
5051·011
153011·001
151
153958 ·
060-611
01
151149 -001
151150 • 0
151155·001
5091
01506
151156 ·001
04518
15"
116231 ·
___ ....:.1 ::52::7
014760-6
151
151760-001 . ,
151·00 I
31·
14·001
,.::5,.::
75
00
01
001
3·011
0·141
001
9-· 0
;.. O:CI:-i
21
6-
0~.:_
10 1 '!' 7
)0· 1· 1
10
1 :
10 J
10.
I
)I
l1
JJ
ll
]II
" 1
" J
" '
p
ll
l l
4C
"
I ]
,_•
..:J __
t-'-,1 ___ _ '_' <
::JO
:J
7Tt.I~
7-r
"'7
7
Jf
. .,,;:f
"''
~?'I
".,
+
n:..-
c:..,
;f: 1
.,..., 'I
_
_:~_.,:__z_?_
3 j
t. .,
'I
n
i H
oa 11
;t;tL.
'}
j .#]1
"1"
t
,I
7
'I
'9
.....
?'I
'J
9
'I ? -f n
.l?
JI
.,
j.,
....
.l
.,
n
'-
t
~ '~
-f
'f?
::-:-_t_ J 1_1·_•
..,,~
t-
::J
...-
t I Y 10
1-
;:f
;....~ ·~?
-t 7
. ) 1
1'?
_,
/7
.,,
~
-t ~ .,,
'1'
?B
'f-
....:.
?
1
1
Jl
.
....
o
..:..-
~!~?-T-
,.,...,...,
:
:,..
.,
I /
1(
I i
..:'~'-"-'----
~· -~-~-~----'"'--· _L~
.:...0.,-
X_I _
~.,)
7
? ? i B
~
;f:
i
1'?
.l
~
'71'-
___
k•
· l
Be"
I
X ·t·ll'
""•)"'f'
''
B
o:
l
' • ·
Sc•
,...
"'·~~
· ]
ll•
l
~
1C
~~
,
1:
t:
.. ~.
)II)'~
n_o·
____
_
014160·
611
0 18051·021
151145·
00
014760·
611
507089·001
145318·001
50
7135·
001
151771·000
152773·001
141 331·001
151771·001
011041- 650
025060
·231
017761· 211
507
114-001
153
05
7·001
15
30
35· 000
001
153816·
060660·512
0·
1 31
02503
1
Page 44

G.
f!p.:r.J:.
7'm)f*-/
Mecanisme
de
Work
leveur
clamp
du
pinceur I
lifter
Mecanismo
mechanism
I Stoffhalterhebervorrichtung
de
levantador
de
mensula
de
trabajo
t----20-•
12
,tJf?EI
....
i
t--------------~--;;__
r-''_-2
lf'4f.%.7~":.-~·;.r"''-
___
,~:t_4f_.1_7_~_a_7_._~_,_e
IS
1
";.,~·;~"''-~?
iStooR-..£1
:c-t"''LA<r
__
~i-c-_~t~""~L·_~_Sn._~_,B
;L..tt"'4L-Sn.lt 158686-001
________
______
~
32-®&:\ .
31~
30=-@)
29,
-------------------
.!.!_
__
11
n
~
--------·--------·-
___
]Q
---·-
]I
152805-101
_;__:_::.._
~~·~s28.06·001
.,
• ?
""-'.
.,
• ?
j,
'-
.( "
.(
~::..?a_?~~~
71't"-"::..~!~?.:r.~
::Ja::..?
::JD
--
1'
'
t'
I\--;.;'
ot
?
'I
7 7
---
---------
]I
-·------
.... -
;.,
7
_______
1
1
;.,
6
20-l
n--20-2
~~21
26 27
@~
~,
... , .... ~ ..
Sn.: --..
r...:
,.
,_,
C:
•,.,.
A.,,
-·•
~'•"'I
7
._
lO"UI•
.!ltocA"''~'--
!oc·.-~n·•
A-!ot..c:
-----·
A-
...
, .
.
-·-
154lll-001
---~·
154333·001
·-
·------
150556·001
·--··--
UISBl-001
---
--
------
150556·001
---··----
152811-001
158681-001
14l6l8-001
04811
OIU60-6l1
153878-001
1071U·OOI
ISHU-001
105234-003
...
------
--
-- -
0·142
-~ -
Page 45

H • ;K ? / ''/
Mecanisme
"?
~
f'FtbOO
f* I Button
du pince-bowtons I
clamp
Mecanismo
mechanism
de
la
mensula
I Knopfhaltevorrichtung
de
resorte
~-
5-4
~~
4-2·1
e
5-3~
5-1~
5-7~=:~
-~
~-~.
5-Z
~
'
11
'
12
1·3
! !
!
1-Z
~.....,:::::::=-~1-===="'1
I
I
I
L----.
~10
I
I
I
I
I
I,
r,
eo
--
'
'
01!!1·~
Ref
No
~-~_;;_
________
1-1 . "''-:t-n.s•-
1------------------------
1-2
ot!t:.-·:~1Ji7'"T&.-•'-
1-l
1-4
...,_
----------
--------·
-----·
----------
-----
-----
---
--------·--·-
t.,.,..,~.,.3
____________
:r.9:.-"1'11~:flll·9'-"~
1-1
:r.9:.-·:.-1!!:t-1~9-
l-2
lr,
9;,..
';I
1!
1-2-1
1-2-2
1-2-l
1·2·1
4-2-~
1·2·5
4·2·1
1·2·1
1·2·1
4-2-10
1-2-11
4-2-12
4·2-U
4·2·14
4·2-15
4-l
·-4
4-~
..
,
• , •
:r-9:.-';11!~9-f
;r-9
;,..·;~1)
il.
Jf.9
...... ,
.1.-f
Jt.t
;,..•:,.1J! R
-.-
·-·
Jt.9:.-·:.-n•R1'9""'
-
....
Jt.9:.-';11J!7':.--r1't:"
...........
-r.._::llli·IO><S
~
7°1;...'
t'
9
... ~ ::;•
"
1!'9
;;·:,.1)
!M,
"''
;;•;~1).
T""
::UJI·IOx
---·---·-
~JI,..;;;C
31
·u~-r,
~~
Jt.9:.-·~,!
r&
x
Jf.I~H
..,.,,..
.,
of
~.,.
q ? 1:
I!'J;;t.,_...,...,.x
?6
_
_
..
.
:.-AWl S
i
9111-
I
31
~
•.
1a
';I
Ul
9".:t
!9
..,
....
i 9 , '
Name
--·
·--
of
Pa~t$
--·
lh,ae:
Be·:
i•lC
S...!!~
a.~:~~~
)~
.....
~.-,~•&WII;
s..:t~
8..!!:1""
~-·-ll'•l
"'-!·
8..~:~:.-rc~···
~
ur
.::-.
.:; • .-:
,.
..
-:"0-.1(10•
•:
._,
"•··
v
...
~-o
~
---·
....
,.,._..,.
----·-
e
153835-006
--·---
018062-022
025060·232
501080-00
507081-00
510179-001
503464-101
505679-101
505681HOI
505618-101
505681·1
115156-001
062680-512
047250-642
115158·001
505687-001
505905-001
062680-B
503468-00
503657-001
503610·001
017711-412
146354-001
503600-001
501019-001
I
I
01
12
I
4·18
....
~
I·
I
1·1
,.,
1·10
1·11
1·11
I
IS
l·ll
a
II
~
I
~·I
~
'
I'
I I
10
II
4-14
4-U
Ill
am<"
-r
,
~
5 H
:r.~
....
t:-7*/••·"
t:'?*v"-'·
""""' 6 II
~
• '
!\
t:'?"tl'l.:t-f
".,
~
7~tJ':t..,IH?T.
:t-llo9-.,~l.
~
~
7'~tJ'.:Jo..,.)l'):ti
,.,X.,.:Jo-f'J.,,..:Jo...-
lf., ~ ..
:r9..,·:~1l;.,.,x.,.,
J:.,.,"
t«
I'
9 .., / 1l •
9..,
·:~1l • '~'·'
.:J."'
,..,,
I'
.•
~-
_
..
.,
'I'·~~
-.,
..
9-..,
3.,
1:'
';I
..
7
.:t
...-~ •••
..
of
Part~
:w
"'-~
!.:...:>:·-·:
)
··-
.....
........
ft.••-
'-•h\.,.
..
.,..
.•.
......
),•.-II:
..
;,.,, ...
~
8.•!:--·-: ~ ,...
a_
.....
~
.....
5··-
,.
:.~>'·~•
...
, n
i
ll
i
l:
II:
..._
' ;
j:,...--
4.
..........
:·
~:.,..:···
.:....-:~
,.
>-C•
IIA:J-~
Pa•t~
No
506994-001
150556-001
115166-001
503606-001
503607-001
503608-001
507098-001
507117-001
150556·001
...
~•·
A
,.,
..
>.;:•'"
02S680-232
506997-001
149127-001
501107-001
506995-001
506998-001
506996·001
107144-001
153484-001
105234-003
014160-622
506997-001
014760-622
501084-001
153821-001
. - ----.
014680-622
146994-001
115148-101
115147-001
~~
-
Page 46

J .
tJ
./....
1~~001*-1
Mecanisme
d'arbre vertical/
28
Feed
l_
...
cam
mechanism
Mecanismo
/
/
/
/
<'
~
//
I '
291-J
29-2
16~
I Venikale
de
eje vertical
/
/
/
/
/
/
19
/
/
/
/
~~
Welle
/
/
/
/
/
/
/
/
~15
ll'!II.4J
R•fNo
10
II
17
IJ
I~
"
II
II
.,
Zl
21-1
21-1
17
u
u :
n
u
11
71
u
25·1
1?"-.l.U
7'1"
~
;#:f.::;~
I
~
;#
i?"-.l.:f;oo(-n.Ji
.
"'.,"' ~ 41'71
.
-'l'J-7
4t71:f.
7't":flll-t ix
1.,.::..0?.1111-U
7't"
'J'T'.;?.111&.L
1"''-'?'.1??
"-""-~4t71*U
.,.%;..::;41-liW
!.,_%:.-::..041"21C
.,.1
. 7't"Jf.ll,. t
:17.1.~?
t:":.-.,.-'l'l-7?;
; 1:":.-.,.-'l•l
:
7Tlf.l&.
I
,.
?
'
"'""'
7't":rtll7T:r.n.
141'71*
I
1\;f.4f'
?
.,
t:":.-.,.-"-'1-'7?!
1:":.-.,.-'l'l-7'
'~
4f'
71
:f.
;r..
20
t
J1
:r.::;~
U?:fl
i
;..~.$1""t71;r..
'xzz
7
~
&x
lO
1
1
71.l.'li·IA
t 41'71*1
tiXU
tiX10
17
.t-1·&
·~.,.
71.1.36
22
.u.
Name
of
Parts
•W-11
ISc•e-~U
was~
•wor
...
. was,...
I Soe.wt
was
'Bolt
v
..
t<at
i
.
Sere-~
1 V•rt<ll S...lt
1 v
..
t<~~
~--u
I
en...c.
I
"--•
. w
......
:Bolt
c
....
.s.....As.-.
IS....~
.
Bolt
I
FHdC....UI·IA
I
Was
Bolt
Bolt
•WU"'e''
SoroncWW~t•H
!
c~utcftc.,..,u
!
•·~
.•.
-6
wrwoll
....
IX21
IXU
s..."
SICU
....
••n
Sllll
Aistorc
,
wtt
UICI
w•t
c;..,
Gear
I
26----®
27~@---23
25--1
a..s
..... , ·,;
But""'C
·'-
Aui"''.
21W
71C
..
&---24
,.I!J;
B.U.:::J-~
IO'ty:
Parts
153841-001
152718-001
U7Ul·OOO
I 53840-000
152713-001
I
I
1
52
709-DDO
152710-001
018067-022
1599
77-000
014
760-622
159978-001
159979-00 I
159984-001
152119·000
152720-000
153104-001
018062-222
152124-001
SD91J7-001
018063-022
156101-001
152128-001
151163-001
018067-022
109893-002
I
3
028060-242
153842-001
509132-001
No
6---17
I
.!!!1.4J
Ref
No
1
~
i)(]Q
7't":fHI-
2!-2
•-( ~ 411 71.l.SP
ll
.
1:":.-.,.-'l•l-7 ~ i
J2
·.
1:":.-.,.-'l'l-7
lH
l2-7
' 7'1"
:fiJI-~
& X
lC
n
li
]I
Jl
n • "
co
Cl
u
C]
U·l
C)·
I-I
U-1-2
.,.,_,
C]•C
H·~
H-&
•l·l
u •
u
u
u
••
.,
1
-( t 4
171.1. t
·~-(411-f
~-(411-f:JC::;~
~;~;r.::;c
16~lf'i
:::ID
--
'I
71
-'l
4
'I
~
;~
:r.::;c
,~..,
·~-f4a71.l.._.,._
.
':::ID::;?
:::lD
I
I
I
i
li?:f:
........
7't":f;ll,.
t
'"
~-(4171.1.
~.f4s17.l.
~-(·•~-"-::;?
7"-,(l:";..lx20
~,II
?EC
''*717
~'It
71.,-
'7't"tJ~.t-;;~n?:f:~
1:-f 4 .,,;r..
''.to
17-t
1:-14'19-171"-
't""'::lni·COXC
JO
/1
·---
·-.-
71 ~ ._."-
-
15
....
,.-~!
......
-::-~,i
1
i
18
A
Name
·--------
1
::-?
~-
---
---------
-·----
"
-----
---·
----
----···--·-
·-----·
~
of
Parts
I
Bolt
lxll
,
...
,...
Cr
!i~'
S.....~i-·
!i~··
Bo•~
I•JC
!itooA~c
A~"''~
P~
----
~--.
!ic••• t
'I
IIOO'f''
Sl
tC'"~
COt"t·~
-·
!ic•
.. a 'I
Ao-r~·
·•·•·
Be·~
I•
II
qOI'.,.
....
(\~·
Ao•
..
---o~·
AO'~
...
~·LA··
A~~·~
r.,.,~,
q.,.... !it.--
--
A"·~"'
~~ ~~
A~t
!lo-.,CHot>-
!itt
Coo-··
Sc•.-
~
n•t
'"'"'
~
l•::
£ •
·
Sot.,,
Sor.,,_
AOI..,"O-~·
Co···· 153141·00:
!ic·•·ll:
••
-..
.....
.......... , .....
..
-
k~····
.....
...... ~ ......
y,.. .. ..
-:
•
,,.......,.,
B.U.:::J-t
••
Oh
·-~~-
0180&3-017
507814-001
S091J7-00I
0180&3·01~
·~]713-001
1~11]7
013110·111
1H914·001
1!1]845·001
01]110·111
1!171]4·001
0180&1·&71
15173!1-101
I
•
I SlJJJ-001
046307
157139·001
15]195·001
048040.
IHlll-001
1100:.01
014760
155336
141]]4·001
067610
P ..
rt~
lllf"
-• r •-
~11]1·001
·001
·010
]4]
·001
677
001
41]
-
10
-
Page 47

K.
""F.mn.!Hf./
Lower shaft mechanism I Untere Welle
Mecanisme de l'arbre inferieur
I Mecanismo
de
Ia
eje
inferior
0!!!1·~!
Rei
No
I
~.,;...~D·;t
r-----~i-r
__
7~~-~-·'-'----------~-~~t_l_.u
I
7'T
~
Jl
~::;t.ll~
A %
Name
of
f~;...~::;
:f. i
Paru
~
..
Sctew
RodS\UCISc....
______________
UIXI I 1 014680-622
~-----~~a_?_~_·?_._·-~----------+-R~--~~--•·--------------~'-'_.,
r------~~a~?-~_?~~~~-::;~~--------+-R~~k~~-~~~"~--------~--T-~15~2~2~4~6-~0~0~1~~-~~--l----~'~-·_1J_~_l_2
f7'T~JI~::;SU~:r.:,
ja?~?::.-7JI9J&.
r-----~----------------~--------~------------~~~----~~------~-------------------------·-----------------·
r------'
~~~-•!::==ll
~·~-2~
._•o
r-''-----'
r-'2
r-'•-----i~~-·,_~_1:1
r-----------------------~----------------------~
r-,,-_,----_..:.,~,-h-'7.;__9_-f.;__
_,._-r_~-"'--~_::.-_s_s_s_7_:r._.
,~9::.-~~i
~~~9~:.>~-J~=====ji~Lo-er~~SIIa~tt~=~====~·
__
.!..'
.:::~~9~:.>~~~4(-~.,.:..._
t-3
17'-,(-~;,..]xl&
____
~,
_~_9_:.>_'J
_,._T_~-"'--~-~_s_s_s_'J_:r._.
______
,_1J_~
13
n
" lt't1:1'79-f 'J i i
15·2
1
: 0
}
7-rt""*~&
h'7-f t
________
__
JI_9_~_
.. ---------!'-Lo-er.:_.._Sha
_
_,.
__
,_?_'t!_7_~_·_~
__
?_-
__________
7:.--r-tR
______
n~:r.i
________
:.-?PW]
ScrewSUXI
IRock~a..s...,..
~-----'-Scr
__
..
_s_•_sx_,
I~St>a"As-,
Ji-=L.o~~~·:.;Sha~lt~Ge~·~·----------...:....~-====~
IT-Pon)XJI
i
____
..,:i_Scr
~·-s.-.
I
~!-~_~_c_~
,Scr
~l..:.~~~t..:.lt_A~.te..:.e..:.~..:.._..:.~~--------1Si67J~Ooi-
.
_______________ ,
__
tt_a..s~""'~'~---------~~'.·5_2~2:.:5..:.0_-0:..;0~I--I
__
.-_,_,_,
._,
_____________
__
n_•_-
___
~.:..~-'-.,~'s_t_~
P.teaongPWJ
____________________
..
IUxl
~t~tR.tee~.
~t~tA.teeTIVeiCic.-
As-·
!•B:
BA::J-1'
iO'ty~
Paru
! I !
141786-DDI
~_'_.'~ID~C~6~8~9-~D~0~2~~·-'--'----~'-r--~_::J_l_la_-_•o_x_•
__
15~2_2_4_5-_0_D_I-i~l-&_-,
I I 014760-622
152247-001
-'~0_14_7_6_0-_6_2_2~~·-'--•-o
1,
152191-001 u-11
~~~=~jrr'='======·
046301-620 II
_..:.014
__
___________
A
7...::6.:..0_-&;.;.~!_
15!6}8-0~~
081003-670
~''~~~~!~-
014770-622
.
500327-001
---tSn79-001-
01!!1·~
No
i
Ref.No
i
15-l
i
7J~-f
IH
I
lt
lt
__
--~l
lt
__
lt_1:1_~
U-1
j-r...;::JJIHOXI
u-s
!ltlt7J~9-f71JH
___
.
_7_~_t_~
;7it~uxzn
7==-r=~="'==~=::;=s=•=s='J=:r:=·
II I ,
~~
,.
15
--------·------------
75
·----------
)1
~.,.
:o•J;...')PWl
t H
7'T:t:Ja.t,xu
:ot:oth'78
T1:11:1~8
---
~7':.-T-fL
________
1
}
1:1~
~
·~1T':IJI
__
~_~_·~_7_,_,_~----~I_Sv~onc~---------------t2---l-5_2_68_4-001
_____________
__
<_2J_o_-_J
_______
!_Scr_"
__
J_••_•_•
4
I
,_w_.,_~
ISc•
,_w_<_•
fW<•nxm
______________
S...ttlt
Rote•
Rong
~~
C..• 1 2 1 152683-001
__
s_z
____________
..
JIIXI
tSt\lu~tR.te•Boc~o~
_u_u_-
•.
~
__ · ______
!=====t=Sc=·=··=s=•=s·=,===------------------~-=~-~'-4].60-&JI~
I?
't!
·~:;
?EI__
"-
')
___
I
St\lttlt-
iPKoonaPWl
_--~~Rona
_ _
--~
~
'BcttSl<ll
-~-------
~.noeR.o<oll''
's....u-.- B
p,.
~-=~"
...
~~-
El 048080-
....
·---
B
-·---
1•1: ISA::J-
IO'ty·
I I 152680-001
Paru
No
~
2-+~D~62~6~6~0~~
~-2~--'~02~8~i:~
2
06266.0.~!.!3_
2 153050-000
-----~~-5~489-0JI~
----~-'
---
500400-000
~!6
7 8-00 I
081003·670
151681-101
OIBSDt-422
I
S2686 · 00
1~2681·101
141808-001
~961
I
IS961l·OOI
__
JC2
I
0 ·10 I
-
IJ
-
Page 48

L.
*:tim
Lubrification ( 1)
·
ir~,
4-J
ntl~
f,f-(1) I Lubrication ( 1) I Schmierung ( 1)
I Lubricaci6n ( 1)
..........
··:·\\
.......
~ ~
~.::~~:~st;
-··
r·······
.......
-"
~)
.!!lf."t
I
Ref
No Nome
I I
7t-(
JLo:t:
1
l??.;.>?.:t-~?:1"1'"1':1:?~
2
2-1
I??Y?4~?:1"t"tl:
2-1
'?•-.lo4~?:17.:t1Lo~
1-l
'a
l-4
·?!
1-6 1:'.:.1
•
1-1
1-1 i ? t
]
•
4-1
•-1
•-3
·
5
I
'
J
~ 7 ~
,~4.:.?:17z'"'~
t:'l:&x&
(UG-l
...
.,..:.-?
no(
:lr\of
.,L
t: ~ 6 X 6 (
·-
t:
~··•
310-)
1110-
---
uao-
--------
I~U-'
•
"t'*'~U1·4QXI0
+;..t:;.o4~?:1"t"t::t.?!
+:.-t:.-4.:.?:1"1'.,%
t"J?£1:-t
? ~ t -t • x •
"r*'~UI·40XI
1\"'f~li.of"Y
? !
&
f,
of
Parts
iOdGue&eW-
1
W<k
s-t.,
I
W<k
5o.oooftt•
f:'e't
. Ft<t
'W<kiXI
Ull-:
l().tT~
O.IT~
WcoiXI
(Ill•
xr
..
UIXII
W<k
s.-teo
Wc•s.-t,..
we•
u••··
W<o
hi~~~~-
x•
..
IJIXI
•
()IT.-
I
We•
••I
uu-
As_,
AsM"''··
,.I!
IQty;
I
I
I
I
I
I
I
I
I
I
I
1
I
I
I
I
I
I
I
15&::::1-
Parts
152948-001
152949-001
152950-001
U2951-001
I
152952-001
I
153918-001
I
140423-000
147145-000
153919-001
062681-012
152958-001
152959-001
152955-00 I
152956-001
062680-612
IU694-0DI
152956-001
No
~·
;
.""
....
Ref
No
I
!
"'l:f.?JI
I
II:.,?£
10
41
~D
~·
52
5I
50
51
U·l
13-1
u
u
"
"
II
I:
~?!l:'l:"t"t::t.
I
:f.-ILo.~?:ll:~"t"tl:
i
"t"...::::JnJ-4ax~
!
,,~..,,~1-4
:
1:
')?
£
1:
I 7
:r.ILo
~
I?~
t:'I:4X4
~
:f!-(-JLo4-~?:17.:tJLot
....;1~L?111ot
:
t:')? £ t:'l:
1?•-~•~?~,1~·~~~
~
? !
t:
-t.
)( • (
·?
£
t:~•x•
·~~t:~
(10-)
·?!
t:
~lXI
&
~JLol:~..,...,.l:
'I:
~
Name
(40-)
m->
(180-J
(1~0-)
110-)
130-)
IUO-l
f,
of
Parts
I
Wcks.--te<
I
W<k
(&I•)
!
W<k
So.oootte•
I
WckHolcle<
Scree
mx~
SoMe
Washe<
H
Woc:k
(51-)
Ftlt
I WockiXI
(Ill•'
I
F'ett
I Fett
We•
IISI•'
I
Fe•ts-te•
I
Woek
lXI
(Ill,...
I
Wck
lXI
IJI-'
IWc•
111-· I
·
W<•
lXI
lUI•
lUi
IO.ty;
I
I
I
I j
:I!
I•
l
1 I
I
1 l
I
I
I
I
I
i I
[1
I
I
I
____ + ____
I
-----·---
I
I
I
15&::::1-~·
Parts
No
152962-001
152960-001
104567-001
152976-001
062610-512
028040-242
152971-001
107149-001
152968-001
153529-001
153531-001
153562-001
153578-00 I
152973-001
153925-001
----
·--
153926-001
--.
152980-00 I
-
12-
Page 49

L.
*~idJ
Lubrification
•
iMi'it!Mlf-*(2)
(2) I Lubricaci6n (2)
/Lubrication (2) I Schmierung (2)
";-
..
--·--- ! I !
~
--~~~
'
'r(::=;:::l
I
sa
~-!11!1!!!!::.--'c"--
~~
0 0
f.TJ----12-1
__
J
----i2-~.-~'
-~
56
2
12-
I~
12-4~~
12-3
--&------12-4
&-
-12-&
- --12-a
sa.;,-t
tlfii.4J
Rei
No
~~~---------~~~~~~------~~~~~~~~fr-R~e_fN~o~~-------N~·a~m-~e~otPart~
II
'
:If-(
11-:t:
12
12-1
12-2
12-J
1--------------------------------tt-------
12·4
12-S ? t
12·&
12·1 't" I
11·1
~-----------~·-----
1)
II
------
-------
II
II
----·---
19
20
21
22
2l
-------------------------------~----~--
14
2S
1-----------------------
25
1-----------------------------~---
71
t---------------w--<-.-.-
79
)I
J t 7 t
~1:;.1?-4-3?~"'1.,1?!
~1::.>?-4-.>.?~"'1"'11
~1::,1?-4-.>.?~?:rll-t
· "t"--.;)JSI·40XI
t
,..,,,_1-()
t+4x4
t.::II-1-.>.-?"'7"'71C
H;...3)
"t"--.;)JH-40"
'f"--.;)JSI·40X'
t.::A--f-.>.-'7
·-------------·
,.
..
~·•-(?'L.
-------------
?tti:&x&
? t
t~cxc
?tt:~lx&
----------------------------
;)-t.,..,1,;f.
'1""
;)JS1·40xS
----------.-W--<•~s.----,.-.-------71o45-s-7--o·a1·-
?tt:~"'7.,%
-------------------------~---
t.::A-1-3-.,
t:
., ? :.
t
~
;,-
t"'1"'11n:f-
~";)J\1·10XS
t.::ll--f-.>.-7
? t t:-t:4X4
--------------------------·-
t.::ll-1-.:~-?
s
Sl
U
1110-·
uao-J
1310-l
<
no-
a.
Name
l
~
of
P41rU
IOolG..aa•W-
I
Ft<t
s.--t••
Ff'tS~•·
'F•·~
Sc•~
w.u,.•l
Wo<•lx&
T..c.St_.
~.t
'Sc•••
k••lS'•i
o·r-.
W<•
'W<d•l
CO"~s.-to"
'Sc•"'
()J
W<•
·
CO"aS~•·
Sc••·UhS
0.·
Aue••~~'>
U1•1 062670-812
~
C
l
S!
JSI•U
-----
----
&•I IIQw
:1u.. 157964·001
JSIXS
T-
un..
T-
••
----------,
-------,---0~6~2670-512
1.1'1
Parts
IOtr
152948-001
152961-001
152966-001
152967-001
025350-337
152963-001
141692-00 I
021670-202
---------------
--- -
-----------=--·--
I 062611·411
2 067670·611
------
----
·
-·
·--
·-1si965=oril
--------~·---·--
I D62570-!il2
2
2 112669-001
148911-000
141745-000
-~-
151964·00 I
152959-001
14637!i-DDO
152991-00_1_-it-s'
llll!iD-001
140423-DOO
--1·5--2-97·-~---=o·~o.--
1'!1!.4J
No
32
3l
34
35·7
ll
31
-H------
J!
___.__,
1------
10
41
12
ll
..
- -
4S
~---~---
-
46
--
.,
-------
41
u
S4
ss
___
Sl
---------
62
------~-
u
~·----., ~ ~~-t
---------
10
t;,-t"'7.,1n.:t·
:
'1-";)JSI·COxS
7
:rll-t
?tt~IX4
~::t·J:.-?t::.-Aw;s
:I-t
't"";)
, t t
? t t
t :.11--J
"-(
?
'~
?~ti;OC6(120-·
.:t.:~?~t~.,.,x
'f"";)l~1·U•~
.,.,_.,,.,.%.
-r--.;,1)1-41•1
?
t :.n-+
? ~ t-t:&J<I
~-(77?.111-t
..,
? t
..
---
.,.,%7J:f·
---··
·--~--
HI·IO
i:.,.,.l.
i:4J<&
.2-.,
~•i-f
?'L
~
t
i:
4 " • (
t~'"'
~ t ~~"'
"-.,
,
;f
-
1:~6•1
(ISO-:
x
~
ll~O-
)40-
tno-_
IS00-
IUD--
·--
-·
CO':S..OOO•:•·
Yf<••·•
,,
...
Xf•"f
l>·
A'A;
..
• S
·••
.r-
.
..
~-
..
OOr'·~
II'
•
!.-»
,
..
~
~~·-
)IIi-
..
·
~
...
Co·:S..oc>O"~•·
""'·····
. .
¥r,
>
•
!,.•ul1'•1
....
;a_tr---~~·~~
-----~ ..
~
-·
-·---
~o
151969·001
062670-512
113006-001
1 52913-001
153921-001
047151-640
117150 ·001
061610·517
104567-001
I
52914
-DO
112669
001
14
714~
-000
153917-001
1529U
001
152985·001
001
153163
062610-517
152918
001
062680-81
153911·001
112669-001
153922-001
153530-001
I
05748
·003
53974
00
I
157980
001
I
'1
I
-
13-
Page 50

M • *'lifi ;,
Mecanisme
ml-1*-
I Threading
de l'enfilage I
mechanism
Mecanismo
I Fadenfiihrungsvorrichtung
de
Ia
enhebrado
Ref
No
·~·~
17-J..-ft!~
I
~...;:::IU5-l2X7
j7-A-ft1J"T
i
~...;:::IHI•CQX&
7-J..-ft7".;~-(
'~
...
~~]57
·??-tt7--~-t:r.?
l-t•••?~9'-t
·-t•••?~:r.?
IQ
: t
...
~~]57
'
-t
t t
II
12
I]
I&
15
u
II
11
u
lD
21
11
1]
,,,,~
·-t••·?~<t?
·-t•••?~<t.,>t<t~
•
-t
t.
I?~,,~
'-t
•••
i-tt::~.~~
.....
I 011
:;~
1
t,.
~-;~5
.7~-tt.:l.t
!7~-t•••?~:r.?
;7~-tt.:l.n.
l-tt••?~<t7
l-tt••?~<t'7>t<t.r.
.,~~~
t";..
n
.......
:r..,
...
t";..
l.lt.
.v.
Name
%
of
Parts
I
Art~~
Tht~t.a
Guoot
I
Scr~U5xl
I
Art~~
T~re.a
Guoot
I
Scr~mx5
o
"'"'
Thte«<
Guoot
!
Scr~]
!I
.~TirQO~IU·
T-&IC••t
. r
....
onst..c:
i Scr.,.]
!l
:
Thtit«< T ..
e-.10
Sor"'C
l..,.ono~,
.
r..,.O'IOoKWa~
'r.,_,.w..,
t
;r-eo..tr01r...:
'T_R
_ _.p,..
IPICa"''
. Sc•ot•! u
.
SoJIT-oO"Rft-.IW
1
SoAIT-ControoSt..c:
SoA)T..,.oonR_P
'l-O'IOoK
r
....
onooscw-·
-------
-··--·------
----- -
-
-·-·-
.
-----------
----------·-
-------
..
BA::l-t
IO'ty
I
152869-001
062110-712
I I
152870-001
'
;
I
062670-617
113316-001
112751-003
1530'9-001
152812-001
100398-001
100402-004
145519-001
145446-001
159805-001
107606-001
---- -
I 00136-00 I
.
152873-001
114294-00 I
I 03950-003
152874-001
-
__
_!~75-0_0!_
152876-001
145446-001
152877-001
Part,
Ref
No
·-·-·-
.
--
·-
---
No
·!!!I·~
2C
1
??-f
t
>t<t.r.''~
25
1&
27
21
11
]I
-
•o
-
·~ _ _2_:.n.tax~~-----~5_
U
f~
----------
,,
7~~ • .,~,,~
;
,,~.,.,.
i-tt~ • .,~~,.
.7~t
.,,~
JD
t
"'?Et
%.41.--ti'-t~<
t
n
l3
H
]~
u
]I
Jl
H
...
-t
t t
7~
------
oft
-t
t t 'I.,_,._
·------------------
9 ;.-,t.
·---
!
·~~
.,
.....
_::..:!.:f.')
%.
..
.,..._:::IJ57·(0XI
...
~::;•u~:r.!
~
::.>5
,5~
1
1
7;..~-t
....
~,,
t
'I
7:.-.,of::;
,:;(
15
------
-t
t 1J'T
:::~n7-•ox•
...
9 1
1.-ofof
~1J'T
-------------·---
:r.
~
~~?"1
ll~:r.~
------
~
~
-------
--~-------
...
0-(
t 7
A %
Name
of
Parts
j
T-Sor"'C
I
SoJI
Tens-on
Sor"''
jw_.
I
T-on
COIItro•lll•t
l Scr.,.'
)IX&
IW-r
·
Stoo
R"'C
E•
i
"--t
c-
!
'Sc••·'
-------~
:
.
·l"'•.CRtt-·
:.0..,-(
,
A$-.
Sc••·
5 u
TIWe.C T ....
""
('.,,.oo
IIH
·-
Tov•.c
r
..
•·..ou•e•
TIVe.c
r
....
""
..
Sc•
~•·
..
I II
..
I
!I
.
St..c:Scr
St..c!
Sc•••ll'•'
TIWe.C ~ .0 _ -----
C....or
-
__________
'-OtCoooetTtv•..c~~-------~288~-001_
,
Scr
..
JIIxl
-·
-·
----
St..c
--
---~-----------
·-··--------
-----
----·
______
-
·---·-
,.lt!
UA::l-t
IOty:
Parts
:I
: I
I
I I
I I
No
152818-001
152819-101
i
i 152810-001
100136-001
014680-422
140208-001
048040-342
152881-001
0137&0-512
I
152886-001
~.l-
014680-422
152881-0DI
152818-101
-·-
141528-001
----
----
115071-003
--
-----
152889-001
··--
-----~
062670-617
--·--·--
15_4_6_26_·_0~1_-
15288~-~~
062670-412
-·
-------·
153138-001
-
14
-
Page 51

N •
*'
~
~
(MJ
f!f./ Bobbin winder mechanism I Spuler
Mecanisme de bobineur
I Mecanismo del devanador
de
Ia
canilla
r------1-n
•m•~
Ref
No
I
-ft'7~
1-1
-ft'7~1'-f
I-(
1·2
1·3
I·&
1-5
1-6
1·1
1·1
1-9
1·10
1·11
1-12 .
1·13
I·U
I·U
1·15 t
1·11
t'?~._.,,_~~
! .,
t'?~.,,,_
I
-r-t~.,,,_,,*.,,.
I
-f9•'*
l"t'IJ:t: T"':::I351·40X& I ScrewJSIKI
l"t'IJ:t-
, t
;l
?ES
:
of
t
'7
...
.,
;l;;
..
'?
..
';f;l
;l
:t-;;•
'?
......
;l:t-~1}10#-
~
t;l:t-~3
ll~:tl;
.:r,t;;,-tt"t~
79'7';f
.
of.
71'.
oft
;l?£5
oft"?-t-;;~
51
&
Name
-6
of
Paru
I
BGIIbon
W.notr
Bobbn
BGIIbon
was,.•
A'"C
...
Stuc
8oaDon
...
For
Wonder
WoNW
HooO
Ptatt
ES
For~
PrHSt<
Bolloon
)l
Autmbir
Bracket
LtYIIf'
!
I
.
ji!GIIbonWonclerL.....-
!Sorltl&
jSorltl&
1
IW-
t Steo
c
•
'Sc•e• 3 Sl
:c
. Sere• I
·Sor--e
. SteoR--cES
•BoclooooW"''t"SIIa~
::::-----r-~
1~o
HI
1-11~
~.
~:::
~
rJ
I
~-
1·1
L~~~~
J
Ill
&---2
.!It
w;=''
1-IJ
..
CD--1·1•
I
~1-15
~I-ll
·/!!·~I
No. Ref.No.
1-11
1·19
1-20
1·21
1-23
1·2&
1-25
1-2&
2
3
•
5
&
I
I
9
10
a
.,
t
'7~~11.'7
':i.l.?
7-t-tJ~:t-~•.n~:r.~
j
:f<:::JIJEI7-f9
., t '7
..
?7'''*
;\
t
'1''~~
j
;l;\
l1'"':::14li·40Xl
j
;\~1J;,~t::;,Aw2
1 .,.
....
:~•n-ux
i
of
•
'7
..
?'-
j7"t't;l:t-~S.U
-tt'7~-tt7:.-'1"of
1
,oft'?~.,.·?~:tl?
71't;l:t-;,;&
:oft.,..?~"t7
!
.,
~.,.
•?"'''*
,_,~.,_li?~T·;t~
Name
u
'}
31~:tl~
-6
of
Paru
jllobbonWI'ICierWheel
j
RubOer
R~t~g
I
ScrewUI
I
Guard
Plate
I~W.notrAtmSorltlg
JSt-SIIalt
1
Kn1fe
j ScrewUllCI I
1
Son>c
p..,
AWl
I
Sc•ew
115Kil
l~w...,..P..-,
i ScrewS
tS
I ~ WI'!Cier
I
! Sere• &
I T-IQIIQ.sc
I
'T~""'ConttOO~
Ttveecl
T...stQn
Stud j
)I
T...-..Sor--c
..
~
ca-
...............................
r........
................
(
I
~~~1-11
1........--u~
crr1-zo
o--~-~·
B.!I.:::J-1'
••
Q'ty
Paru
I
510700-001
I
511070-001
Shalt
w_..
Wonae-
I
510112-001
:
I
152984-001
I
~
141550-001 1-22
:
I
I
I
152936-001
I
I
152937-001
I
I
062670-612
I
I
I
159486-001
I I
048050-342
I
I
152940-001
I
I
510173-001
I
I
I
501998-001
I
142566-001
!
'
I 1 014680-422
I
152941-001
1
048050-342
I
152933-001
~
15.11.:::1-t
,
...
Q'tyl
Parts
I 54528-001
120448-001
014680-422
;
510114-000
i
510268-001
510115-001
152938-001
No
I
I
2
~I
I
!
I
I J
I
062680-112
I I
041201-042
0&2711-212
2J
I
511071-001
l
: 2 ! 152718-001
I
I
159257-001
I'
!
l'
I
I
15925&-ool
-·-·-
145U6-00;
---
111215-001
100136-001
--rlD'i4.6aD-s-:ri-
·-
P.
·i{:;t.i·i
IJV.If#:
/Thread
nipper mechanism I Fadenspannvorrichtung
Mecanisme de pince-fil/ Mecanismo de mordaza para hilos
3 4 2
IIUL:J-t
I'll!·~
Rei
No
I .
??of
t.:I.JI
.:u&.;l:tl?.,.-tt~-t
2
3
· '1"":::1357-COXIO I
1:
•
5
'7-tt'IJ:t- 9'.,
??of
t.:J.I&.;l._.,_~
..
;l:tl?
3.5
9
a.
Name
~
of
. T-A.,._
I
i
t.
Parts.
Te<>s<onAeoe-Ber
Screw
3SIK11
Was
....
J S
Tf"llQQI
Rete-
Bar
Lever
Ptate
Assembly
1.1l
jQ'ty:
i
!
i
I
I
2
2
I
Parts
l
152925-101
;
1 5292&-001
;
062&71-012
I
025350-332
1
155571-001
I
Ref
No
-
No
·~·~'
'
1
I
9
10
15-
I t
;l?£4
i
??-f
t .:1/&.;l
I t
;l?E~
It:
_,-lf:h:t-.,.~?5.3~
!
71"
~
;l
:t-~~.95~*!
....
II-:J~
oft,
Name
t.
of
Part$
: Steo
R--c
IT...-..Aeleasel.t'lt<SIIalt
I Steo
R'"C
1
was,.,&
n
I ScrewS
UK'
~:
!0
10
1.11.
E&
ES
IQty
04B0•0-342
1 j
1
152929-001
I
048050-3-U
I
025770-237
I
OU760-677
1
115.11.:1-t
Part:r.lllo
···-
Page 52

Q •
*'
-1;1]
1)
00
f*-1
Thread trimmer mechanism I Fadenabschneidevorrichtung
Mecanisme de coupe-fill Mecanismo de recortadora
6-1
de
orillos
~JJ
.
~;-
9~
~
10~
~
5o~&-:~-9
~
53-@
54-(§)
52~
51~
l
~
6-
~~45
~
6-----a
4 :
• :
L--'
::::~
~-~
25
3
1
7
~~&u
,.----~
1-f.l
1 i
I
11-s---j
18-1-u
3 1
2 5
•••.tt
Ref.No.
1
'-f
-f
7''TJII.r&.
-1
•
i-1
"'J-1~C
i---
1·2
-f
I
~..o~:t-::;c
I-f
10
i-ft'?H?£
I
~,ll;f.::,;C
11
12
1::17--1"
1l
·~-"#>::;2U
..,..,,.::;2u
u
1J
,
"'J7'T-t
11-1
i••'I7JA
;:~a::;?
11·2
11-1
...
,
:Ia
,,,.,.,.
II·!
...
,
'
-1 ~ •
II
·
i.
..,...,.
2D
21
~
t:").,n.to~•"'
:-{
22
1.,"/j
23
24
;
A
•
.._,,"':;..~·"a.,
•••J?,.A?
.I.UXIO
•••J?,.B
-"
?E!
•
.._.,.,.,..c
31
..... , ....
:,.07)
JJ
~B
t ,II ?EC
'J
a.,
••1
1JA"'•'-";I'JI
::::1,15•21 X 1C
• .._,,,A
..
""'"::;~a?C12
i
:;,~
{
....
,.-
•·
t:':;..
....
•'-::;~
Name
•
-6
ol
Parts
I
'nrNCI
T""""'C Ccmect"'l
I
'nrNCI
T"""""'C
'Bact
1 nxu
I
'nrNd
Tr"""'"'
I StooR"'I D
t
,._Plate
IS!
,
K,.,.,...ic:
.
Scr..,lll
1
KIOt•
Ccmect"'l
'
Mo.-ll"''•
Scr
..
ll!
•
F'.aiQK,.tt
Scre-111
'Sc•e-111
·
,__-
Plat• B I
.
·------·
nr...,
r •
.....,.,
R-St..a
I
SUIOR""'
Et
~
5Gr"'tt-
P~
·
,.,,.a
r.__.., c
. Scr..,
tUI<U
w-1
'nrHCIT._.,.Cri.....-W~
.
---
Stool!'"'
Cll
Roc
"""oA1
As-
Arm
18
Roo
As-
_,_,
.. -
-----~
·----··-
c..-~.......
· -
----··---
....
~.h.,
c ...
-----
------------
---
--
,
••
I
ia·w·
i
1
152892-001
1
1
0111681-022
048050-342
5018117-001
1
I
---·
------
1 152912-001
---1
~m!lli-oo
I
-----=-
I
i-·O&ns1-•n
------·
I 025060-132
1 152916-001
I
---·-.
I
8Uia::::1-~·
Paru
No.
152896-001
152193-101
152995-001
152981-001
153222-001
1521191-201
152901-001
152904-001
15290~-001
111140-002
100360-003
1561~0-001
OU040-342
-----
152914·001
154789-001
1
~2919-001
---,-
152915-00 I
152917-0Dl
--
o•l120·142
J1
n
lS
J7
1-----------------
ll
3t
-----.
CD
1
--
u ..,..,#>;.;c u
------
..
45
1------
li
1-----------
u
----·
SD
-------
!1
-·---
u
u
----··-·
H
•••-~t
Raf.No. Nama
31
I
22
~
48
__
~-
i~~kJ
41
t
'
2&
35
~-----------------------------,
tawm
for
Export
•a::::~-
I A
;
-{ ~ ...
I}
I}
:;.. ?
·-f•••,..,...-_...,,,_::::Ja
,.,11#>
~
J1
?E!
-{
t*IJtt t-....
~-f""''i"?'J?"):;..?•}:;..-,·
•
,ll?;.;?:t?Cll
""'"'
-t~*'J?~Cn.,-
-1
•.
.,,.,.,_
....
,.,.
... .
"9
-1
"Jl
..
o•J:.--,·Pe
"'-1
.,11..
---------------------------------------~
n-;.;?
...
··------
------
.... ' 11
----------------------------------------
~.,..,.,._A
;.;4
Jl
•
.,..,,.._11.,-
. - ---·--
~
of
Parts
1
Trrul
T""""'C Link
·R-
w.-
• Stoo R"'l
---------··-·-
El
[)t,,,.,.&S...t:.
MorolOI'UII'MdCr-R"''I
·- -
--
· StooR"'ICII
-~~
Cc~'or
0.-l
Sc•
.. l U•l
Sc:r
..
&
II
.
Sc:r
..
l
1:
Sor
...
- 141334-001
---------
r ....
.a
ll•t-
-----------
Sc•
...
): 153591-001
P
......
p.
r,.,,li!Rrta
-~----
•~,...
••111•
IQ"tyl
1.
1'
o 1 I
1 I
1.
I.
• I
I •
I.
1.
--·
--·
-
·------
------
------·-··---------
·A
....
eoo
...
1 . 048110-142
-----------·
..
________
.
~-----
1 1 U2011-002
-------
---------
--··----aa1aoe-o7o
·-·
---------·
·-
- --
--153596-001-
I'
Parts
No
154718-001
014160-&22
140208-001
048040-342
15292o-iio1
014760-622
152921-001
151901-001
150553-001
152922-001
152923-001
112468-001
041050-342
1534112-001
142628-001
. ···-
_
1111165-001
014760-&22
----
·-
100032-004
153220-001
153219-001
152906-10 I
1
~3591-001
-
16-
Page 53

R.
*'-.::L
11.-
;I
~f!(;l
Tension Release mechanism I Spannungsverminderung
Mecanisme de reliche-tension
I Mecanisme de liberador de tensi6n
0!!1
....
Ref.No.
1
2
3
4
5
&
1
•
9
10
11
12
13
15
1&
ll
II
19
20
21
22
,,(_:;f.,~
-11-,."t1?t'?
1'
1':.-.lfo$14.31
1-1 I-:!.J
?-11"-tt-tt.%.-;-1
?-11",...,..%.
7"'t':fii"'I-4.J1X5
't'"':J'll-40X&
t:•:l!
1':.-.lf.$14.31
1':.-.lf.$14.31
t:.,otf1J'.lf.+.2.?4.3J
'1"7
''*"~
't'""::J43l·40X6
~..,-1-;-A
:fl9
'1""'::::1231-SIX&
~?-1-;-,<:t-
~9·:d'
';I·
:.-;f. $14.37
...
JI?-11"?
....
,(_
1-2~.2.4.31
:,..')1J~:fi?O.I
,
..
dL
Namo
...
,(-
~
%
of
Parts
L-Bracltet
lhreld
Presser
Cran•
Ul
4.31
Retease
Ul
Ul
Bat
Wore
1.1
L.tve•
As_,
Stud Sere-
I Stud
Screw
!
T-"'011
IWote~"'CBraclttt
W"ePruse•
i
Bolt
UIX!
I
5cr.,_
UlXi
PuiiL.ewer
I Stud
Screw
I Stud Sere-
I Wav.er
Ul
!
Nut
Ill
1
Some
Hook
Sctewi31Xi
Sloder(A)
I
ButtCft
FlOat
j
Screw
mxi
~~
...
!Stud
I
JQ'ty!
: 1
I
1!
I j
!
2 I
:
i 1
I 1
: 2
I
2
I
I 2 I
1
I!
I 1
i I
1
:
1
! 2
l 2
!
I
I:
I•
i
j 2 :
i 1 I
! I I
i
!
:
IBA:J-t-
Parts
:
507093-001
507092-001
144526-001
148417-001
507981-001
507086-001
153941-001
018680-522
062680-612
507082-001
144526-001
507083-001
025680-232
021680-202
507097-001
052680-612
507087-001
507111-001
062630-612
507091-001
150721-001
No
5 .
-iT:
1~.
1
f!J.J
f,f:
/Tread
wiper mechanism I Fadenwischvorrichtung
Mecanisme de tire-fill Mecanisme de limpiador de
r-c;)
·he@
4
12--1
t7
15~J
t4 1
..
\f-.
..:1-
·--. -...:
'-@
2
hi
los
'.
5 3
• I
~~.
'-J~
I
71'
..
<t1J:t
.,..,,,_:;..?
I
•
10
II
11
ll
u
·~
11
t:
t-"
71'.
'7-f,'-?7'?
t-"
"-flloo~'Jt;,
..... :t-,;,4
!
'7-i,'-A
''t'"':J351·COXS
t.,-tt1J:t-::..ll?
-·-··-··--·-·-~
..
-"
:t-::,1
-"
'7E6
.,"111*.,.
'7E•
"~,;...·
?E3
li?:r.~
.2.
ll?.:fl
.,,
ll?.:fl
~
H
~
x•••'
!>tao
Vr•\~'
-·~---
·----
-
'"'•o1C"'·-!>rl.l'"
-----·-----
W~1o,.,. l !~
·--·~oc
~
!>c•t•'
--··
__
T""e6d
0- C«·
-----·----
x,
...
; Sc•t•lSIXS
IW~r'lf''
ll~'
A1111
El
.
Aor_~~-'-.
_
H•l
..
__
,.
·-
Wot'
L.,..
A,~,,.
,,
------
----·
1
I
-
li-
Page 54

a •
.t5j}JitfifM1bf./
Staning device mechanism I Stanvorrichtung
Mecanisme de dispositif de demarrage I Mecanismo del dispositivo de arranque
H
_
...
,
...
I
I
IS
....
~
~I_
~
......
--
L··
I
I
I
I
I
I
I
I
I
....
I
9
~~
I .
:
~/
7
-~
~
17 19
1----1-l
.11!.-lit
Ret
No
•t?"/?1-,~
1·1
'*t?"/L--/1't
~---------------------------~--------------~----~~--~--i~-.--1-.-----.-~~--.,-E-.-------------,-s-,~--R-
~--------------------------------------------------~~~~--i~-------~-~-t_&_J_~
t--------------------------002400-663
r--
~
., t J::.-
1-1
1-l
·-·
·-~
1·&
1-1
1-l
I·!
1·10
1-11
1-11
1-1)
_______________
I·U
1·1~
1-U
•-•:
1-11
I•U
1-10
1-11
.2.1
':f<t;..~
...
·.)'·y
t";..
t
JI?EC
•
.,
Lo-/..,
t
,..,
7~1f.I~HXI1
'':f..,
11
:t-1-&
...
,
:r.?7;..~"(
t;..::.-9.of,~
:J-t "<tl:L
':f"t~~
....
:t-~Jx&
""*.,.,
:t-1·1
':f"t~~"':J:f.::.>JXIO
<t1J:f.
':f'J~~":f.::.>tx&
t;..::.>t.ofn"-
7~lf.~t•xl
t.,<lf11:f.1-.:a?c
4t?L--d-
...
.,
....
,,-::;,
&
Name
.,,
:I?
f.
of
Paru
'
SU'l"'l
~Ct
!
SU'l"'l
s-.o.c
llwut
I
'Piance<'COMKtO'
i
p,.
:
StODR"'IEC
1
SooefiOoC!BtKIItl
Bo<tl•ll
'Sor.,.wa"t'
·
! Sc••• )XII
.
illo<!Cxl
IW-1
. Stert"'&
'--
B.v
c.-
T.--B«•Al-•
Core
Ho~ot-
Sc•t•
Jxl
..:__
________
Sor'"l
Wn"f•
Was,..
Scr
....
,
T-B«•Co.e-
l.eYt•
Stert"'l
Le~
H
L
H
As_,
51-o.
Srt.o':
B«•
,.b
:a
tr
; I
~
1 028030-742
7--oii2Jo
S&:J-t
Paru
No
507108-001
510549-000
021080-302
509535-001
509531-001
048040-342
501055-00
I
018051-222
028060-243
102630-001
511013-000
142268-001
002300-603
t:"o03
50174~-001
502~92-00
018400-837
02~040-237
507099-00 I
507122-001
I .
•. 11
·~·"J
I
R.,fNo
1·71 ; ~-.. t
1·2)
1 . 7
10
II
11
-------- - -
I)
------~----~----------
---·~.,.,~1-l
I~
~~-
____
II
,,
117-
71-':r.
~:I~..._,._
g;..:t-~5
71-:f.l~
••:J.<t7J:t-1·t
t
'/".l'7?-';.of1
~~1--~_:_~?
Name
of
Paru
I
Stt
~&x&
J~
____________
~
'"'
-·----
--·
______
____
'--------·-~P
Cola•
I
Sc•t•lx&
..
I
Foot
S.,tcl\...,.,
St..aSc•
._~_u_t&
__
II
WU"f'
Bo•ll•l
W"'l"'•\..-l·t
--·--
·--·
Sc••·
l>ll
--------
w_:ry,
~~~~---
__
c
...
_':~'-~-'--
IS&:J-t
IO"t)
Pt~rts
No
I 1 ; 505392-00 I
-,E-.--------------------oia_o_8_o_-J_4~
..
& n 158998-001
_____________________
014060-6J2
505881-001
--------
I_5~~~-~0~
50U82-001
---
+-·
-·
505884-000
002401-407
I
028040-24~
025040-237
507138-001
018400-837
------
..
~-~---
_
028040-747
001301-603
018030-743
S0~97l·OOI
IOIIH-000
_
SD7172-001
I
~9394-001
II
~~U-001
-
18-
Page 55

b . ;f.' ? / 7 1 -
Alimentation
?"00
pour
f,f.(
l) I
boutons
Button
(1) I
Bot6n
feeder
de
mechanism
alimentaci6n
( 1) I
Knopfzufiihrungvorrichtung
(1)
1-001-2
( 1)
-1-00~
I
I
I
I
l--10-}
\i-~;
I'~·~
R~l
flio
:r-1:.-74-1-:f'/1"(7!
74-1-:r.:.-1.of7i
1·001
a
...... , -'lt<tJ:S'
I
-001
I
8?
I
-001·1·1
1·001-1-7
B?;..,,;..;.-7JI11&.D
1-001-1 l
B•.,.
1-001-1
7'1':f'll.
1·001-)
:r-1:.-7•-1-'f·/9.(
:r-1:.-7•-9-
•-oo:
-
--
____
_._
___
•-COl
:f'll-
_.,.,J:
t
&><10
-·-
10
---
9
....
.ofl..7 i
.of
;,.,i;...;.-7JI11&.U
'I
t
'"
-~
a.
fli•m•
1...
~
of
P11rts
. S..ttOt>
F-
F-
=~!i~;t
~·'""ll~
I
a.
B..ttOt>
8o<t
B
B.tt<>"~'~·
Bo•t
~-Boor
lilac,.,..
Boo.
ct~)•
A~~!!C::.!'"•
.......
iO.
U.•,
~t"'C
IK]I
..
ttcr
F_.
~·,...Boa.
But
'•11
A,-,
Au--,
Brac•tt
Sdl.::J-~
'•"'
Ports.
tOt,·
I
501102-001
507067-001
507065-001
505378-000
505379-000
11..
· 507062-001
018062-022
507064-001
507061-001
D 17062-003
ll-6
I'
No
!Ill·~
Ref
No
•t'J'It1i~~.:!.?&
•-•a•
l*:.-1.of1i,.-7!
~'7J:1il'-
t?~;..oce
t71f1i~~.:~.?l
7~:f'1'-
.,11~
""·<t11:n-&
11
,.~.,11:1-1-t
~sx~o
&.
fli11me
f,
of
P11rt~
t
Was~>e<
5
; ~-Boor
;
Front
Cow•r
xrt•IXI
·W-I
Bo<t
··~·
w ......
---
------------·
SD'"'I was,.. 1-i
-
.
50'·"1
V.as"P•
..
·-
Co-
--~·-------
1-t
--·-------
Auenot
-.
·--------
---------
·•:t
·at,
I
11
II
-·----·--
]
11
S~:J-t
P11rt~
No
025060-237
507060-00 I
5 I
OS04-00
007400-813
025040-232
018065-01:7
115947-001
028060-747
028040-143
I
-
19-
Page 56

b • ;t.'? / 7 1 -
Alimentation
?"IM)f*-(2)
pour
I Button feeder mechanism (2) I Knopfzufiibrungvorricbtung (2)
boutons (2) I Bot6n de alimentaci6n (2)
1-030
•l!il•.tt
Ref.No.
I-CDS
<lf11*•·
1-011
1-011
I·OU
1-020
1-021
1-022
H23
1-021
b •
1&
':tit%.7if1JJ,.
I
7-T?:f.
Hx&
??:,.'???.1191'-
:otit%.7/f?.,:,.?
:otit%.7if?'7:,.???
1JA?;tD7-
i1JA?;tD7-??
'7-TtJI:f.?~?>r.i
.-r.
9 ;, I f -
Alimentation pour boutons
1·011--fJ
&
Name
of
Parts
I
Wuhef'UI
-r
Prcsw
I
Scr..IXI
i
Crri
-6
L!ft.,'
Srlalt
l Presser I.Jit'"'
I
Pruser
I.Jitonc
leam~
I Shatt
~
Ser"'
~
9"1~1
M~(:l>
I Button feeder mechanism
I
l•ll~l
ia·ty
c.,
Dunn&
er
....
Crank
Sh.lt
...
(3)
I Bot6n de alimentaci6n
I•
iII
i 2 '
I I I
I•
I•
:
I I
I;
i
I
IS&::J-1'
Parts
153484-001
I
505384-001
014050-632
505385-000
507073-001
I
505387-001
I
505371-001
505388-001
014500-522
•1!1•-tt
Ref.No.
No
1·02S
:otit%.7/f::lD?T'??
1-026
:otit%.7/f::lD
1-027
'T7
H.lJ
7-T
t
Jl
1-021
1-029
1·030
1-031
l-OU
l-Oll
(3)
I Knopfzufiihrungvorrichtung (3)
:f.?IX&'?:f.
t'7:f.?3XI2
I
'T·:~ t 1::.-~3
!
:ot-tt:r.7if?7:,.?,,~
I
''*1J"'
'7-T?>r.i&X&
(3)
~
&
Name
-
of
Part~
I
Prtuet
I
Preuet
jN..tiJl
I Sere• IXI
I Sere-
TNutl
.So<
I
Soron&
: Se•e•
...
-6
Lolton&
L•lt'"J
!XIl
Hooo
&xl
Ro~
Arm
Srlaft
A-
-----
-------·--·
,
..
JO
i I
ty:
I
1
I
I
1
1
I
7
I!I&::J-t
Peru
No
507072-001
507011-001
105234-003
014060-622
007301-212
021300-103
505391-001
141334-001
014060-632
~·
-
~.
I tiP
:.;--:~
I·Olt
~
l·ttt
I·OJa
·~·41
Rei No
1-001
~-'I.
1-001
1-001
1-010
l-Oll
1-038
1-039
1·010
'}":1'1'-f
7T:f<n.tlxiC
7T>tiA-ttxiO
'''~it1J:f.2-•
1JA9?
1JJ.'.)?JI
I
1J
lo?
?
Jl
'.,
Jf-lo:f<-f
'Jit,F
'J
1'-R
-llo
A
Name
'J
-6
of
Part~
Motor
S.tt'"&
tXII
txll
W1Sft4r
P,.t•
l·t
t
Boot
'Bot:
'
Sor.,&
•
c.-Sr~alt
. c.-wtt B.A"'"' tF'
1
c;.,.,
Snalt
B.An•"l
·
wo
....
wnee
{R
WD
at,
I!&:::J-t
Paru
No
501110-001
018401-022
018401-022
021040-242
507070-001
505329-000
505330-000
505331-00D
-
-~·41
Ret
No
----------
1·011
1-017
1-01)
I·OU
1-0C~
·
1-0~0
1-051
:!0
7T~:f<
i.
&x&
.,,_~,.
7T
t
Jl
~::.>~::J':f<
7JJ.9~~-f
7T~:f<UXi
~7~t"t1J:f.
"t1J:f·
/~ t 'I~
•.
-'
....
i.
.i\
l':>
-.:_....-;
.Ill
"'--''""'of
!.<.·~-
V.o·~
x
c...-
x••·•·•
""'""'"
_.,,,
--------
f.
~
·
..
.1
~
....
,
.f
•
P.t"t~
'.
t
.....
~
s.-.~
.....
!>•
~=·
:;,,.
if.Oi.;,-t
•:.
'.
..
. .
'-''•
•
~.
63]
014060
50~3]7
-000
014~00
~11
50Hll·ODI
014060
631
506014 ·
506029-00
00
I
I
Page 57

b •
if.?/
7 1 -
Alimentation pour boutons
?"IMlff-(4)
/Button feeder mechanism (4) I Knopfzufiihrungvorrichtung (4)
(4)
I Bot6n
de
alimentaci6n
(4)
.~
....
Ref.No
1-051
j.x•J~l~-9-.;f't'
1
1-0Sl
'7T~Jfi0X4
1-054
_j
·'t'~?A
l-OSS
I
~
'I
~
£
!I
1•055
1-057
I
1·051
!
I·OSS I
I·OSO
1·0&1
l-OU
I
I·OU
l-OU
1·055
·~~ttJ.,-8
•-an
l-OU
:'7-rtJI.:f.~~?:f.~
I·OU
1~
1·059
::.-
I·OfO
'7-t'?:fi!JKC
I·Ofl
i
1·071
1·07l
i
1·074 1
?
j'7-r?:r.Uxc
·'t'~?Ali?JI
~·;r
t1J.,-A
'7-T?:f.
£)XC
1~·1~!..,.,..,.
ISf;,;t.~M·
•"'~?8
'~1"7t
..
't'A
'7-t'tJI.:f.~S?:f.£
,_.1'~?8!1?J19n.
...
"7~?£
...
7~·1'8
.,.,~"t'""lXS?D
I~~~~~
~')7;,-T-t
~
'J
~
~
~ ?
~
•J
..:
!
~
~
..
1'
9n.
.
..,..,,,_
Jl
9 II-A
..,
9
n.e
oiL
Name
.f.
of
Parts
I
BuUOI'I
A>~t
I
Screw)X&
I
Ge
...
I
ButtOtiA•~t
j
Scre•liU
I
Ge•
I
Cclar
!
Scre•l••
l
ButtGt~AI<c-t
I Stud
1 c;..,
I
Shalt
1
Screw~
i c;..,
1
eo.
I
Screw$
j!NitAI-·
I
Slle•tGe.
tx•ewl••
I
Screw
'
But
Motor Gea•
Snalt
lA'
Gear
Shalt
tAl
e..s-1
lA'
COMeet.on Le•t• 505340-001
Screw
Ml
Shalt
:a
Ger
:A
Sha't
~e
a-,
.
--------
!B 5053'5-001
IB
Jx~
tOft
A>c-t
Sl>a't
c..-
IO..ttOI'Aioc-t!ohaltS. ...... A I 510105-000
'
aut'""
.-..,,..,t
Sna't a. .. .,,
,.b
oOty.
I
7
-
-----
I
-·-··
I 5J070J-0Q0 1·013
I
-·------
-------------
I 002300-502
I
---------------
·e
S&:::~-t·
Parts
No
505334-000
014300-432
505335-001
505337-000
014300-432
505338-000
505339-001
014300-432
505341-001
505342-001
505343·000
014500-522
5053U·OOO
---
-
····-
0 14500·527
--
510701·001
---
----
014300-432
----
---
510709-001
510706-000
Ref
No
·~·
...
1·075 I
.X
I
''.:f.7;,T-f1J7-
I
~
j7T?:f.
:r.9:.-ll'-t1C
i 1J-f t
·
7-t':f.l'-
!
7'.1)
!
''"""t:ll.?-7·3
'll':.-77')7;...')?£
. ~ 'J
''"'1l'T
•
".1"
7"1'
I!
-'.?-
.
I"./!.-./'(
.,.,
?'f1"-
· 9/.?-;...MC
·:~a
IJ
'J
"t
t7-t1J.?-.,..1?&
9':.-.?-,:.IMC
1·07&
1·071
1·071
1·071 I
1-010
1·011
I·OIJ
1·011
1·015
l-OIS
1·017
1·018
HI
1·0!0 '
I·UI
I·O!l
1·014
I·On
I·OU
I·Otl
~
£ ":,..•..,..,.,,""
~ £ ~
') t
£ex~
t
ex
;a.
"r""'
::;Jx
{: £
.;..')t
-------~-·
~-------
.1-f. ~ .,
:flll.
t.
>C
---------
1l
.?-)·C
----~----
--
t
'-'/'f":./7'-J..
--------·
-·----
;...,;...
..
t';...
--------··-
a.
Name
'I
?
10
I Sc•e-1•1
,,<•J·'~
7'To(
'9
10
-·
..
.f.
of
Paru
I S..tt0t1
a..,,.,.,.t
SDI'"'I
G..oe
:
BuUOtl
A•·l"'""'t
Sere•
II<
I
S..\101'
"''"
c..-
Bor!
'"'t
·-··--·------·
Sor"'J
W&s,... 1 l
P•r.'""
0..
Sor.rc
x..~,-
~~n.raP•!•
&~
••
:;
x,.
... , ......
~
"'&\~I
~A·~
!>l..e
Sc···
p,.,
.....
\II-·~
!>l..cSc·-"''
- -
-
lloo~·
··-·-
------
C"""'•
....
c,..,.
....
Preu
Snalt
c
1·•
-----
Sonne
Doc•
Au_,
---------
·~
--·
--
. -·---
- -·--------·
--------
--------------
---.
~---------·-·--
-----~----~
---------
---
S.IL:::J-t
!.b
lOt)
Parts
510704-001
510708-001
510707-001
'
014400-522
506570-000
No
I
I•
I z
I
I
I
I
501074-001
I
7
018401-022
002300-80~-
028030-247
I I
505359-001
I
505363-001
-----
I 141334-001
-··-----
505364-001
·-
-~-·
l 028040·242
l 025040-232
I 505365-001
I 50536
1 505341-001
1 505912-000
-----
018401-027
--
-----
·-
-.-
--
--
---
_
_?~!3.4_1_-J!_q
148546-001
----
1-DD
---
~
I
-
·-
-
21-
Page 58

b • ;y.?
Alimentation
;.-
7
-f
- Ym)f*-(5) I Button feeder mechanism (5) I Knopfzufiihrungvorrichtung (5)
pour
boutons (5) I Bot6n de alimentaci6n (5)
......
Ref No Name of
1·099
i
:r-9::.-••'1-tJJ...
1-100
i
7-t"?:ti!IX&
1-101
i1JJ...7JfC78li?7-J...
1·102
7-J...B!I?~T-::.-t'::.-
1·103
,.,1J:P.
I·IOl
t
~
1·10~
1-10&
1·101
1·101
1·111
1·112
1-113
I·IU
-----·
1•11~
--------
1•116
1·11 i
1•118
?EI
7't'?:r.Bx&
1JJ..7JfC7-
9::.-:P.;.>MI
.z~~'t',tl
9'7'~4-"t?
.,.
, t
~
n
9::.-:P.~
2~
~'t'
't
1:.,4f1J:P."t~?4
"~·.,
1J
:f·l·l
9'7·~·7',
9'7·~4-7'9
£ R
-
·---
I
il
;...:r.;..
.u.
-6
Part•
, B"ttan Carrt Cr.-
I
xr
...
lXI
I
c.,.,
s.-t
...
Stoo
A'"&EI
Sc•t•
lXI
Suooottonc
xr•·
~~·
0..• a.
.....
l'o.:5t!
St.c Sc•t•
t..:•
·-
Scr·•&
W-•2•1
.w'lAs-
St..c Sere•
,
Ml
As_,
, !BI"""'
•.
·AI<n:BlF""rumP.-
IW-
. U...
, stua
.w-•
,
..
,
11!1.!1.:::1-f
IQ'tr,
Parts
I
I
505368-101
! 2
014060-632
I
I
5053&9-001
!
I
I
I
505370-001
I
110367-001
\
I
0480&0-342
I
014060-632
I
505311-001
I
505341-001
I
,q
:.
I
I
I
I
I
I
1
I
021400-202
148581-001
I 00022-005
505373-001
021400-202
025040-232
028040-247
148589-001
505336-001
No
......
;
I
Ref No
1·119
I T ''/
1-120
1·121
1·122
1·123
1·124
1·125
1-12&
1·121
1·121
1•12t
1-130
l·tll
l•ll4
1·135 , 7 T t ~ :P.
I-ll&
1·3-~
l-5.t5
I1JA7,
C78!1?•<:f.A
i
•<;f.tJ~
l:r.t::.-off?!I?7-J..B
17-t"?:r.Ux&
!
:r.t:.-?::.--~::.-~?
~~·'/t1J7-
;
77
t
~
:r.~&x&?:r.
1
:r. 9 ::.-
-1
t ?
!
7-t"?:r.
Ux&
'.,.,;f.~3.51X4
*""
t&xzs
T
.,
tl~
~~
""::.-~::.-t'::.-
.
~.-::.-~·;~~?
:t-9
::.-?"1'9
a? 7-J...A
~
~
t5?
"('
i (3
i
:r. i
2mm)
.u.
Name of
tM5.U
Cam
5or11'1&11oo1>
Button~~
X.
j ll.luon
l~tColt.r
1
x•••
!Bunan
I
x•t•
!
x.
Bolt
·~:1
'p,
'Sc•t•l
COMt".,.
' 0..1ton C•tc" P..,t.
Port•
5_..,,
..
...
IKn
-6
IXI
Tr_,
1x1
Mo.ement
1x1
I
51
XI
t!
!Bl
Sor.,llA'
Al<n
Slla!t
A,...
!),..~
"~-·
!B'
,A'
-·
~-
·1
-----·----
!•a·
!Otrl
I•
i
I
505375-001
i
I
I
I
505376-001
i
i
014050-632
i 2
I
;
I
507121-001
I
507129-001
i
2 I 014050-622
: I 1 507075-001
10t4050-&ll-
2
5050U-001
1
1
I
505119-001
I
014760-622
I
----·---
z.,...
507076-00 I
1
506686·004
11!1.!1.:::1-t
Peru
No
148592-00 I
141334-001
01_!_0_62-~03
021060-106
---
~
·-
·-
·--
·-
---
22
Page 59

b •
;Y-?
Alimentation
/ 7 1 -
YIMJf*-(6)
pour
I Button feeder mechanism (6) I Knopfzuffihrungvorrichtung (6)
boutons (6) I Bot6n de alimentaci6n (6)
1-257
1-111
1-~··
lj--l·lll
16
l-131
1-IJI
1-uo
Hn-l
®--I·H9
~1·177
~-I·IU
~
-1·111
·1·145
·HU
·l·m
···~
Ref.No Name
1-131
I~~~~
1-139
I-U2
t--l--1-4-3--l--tt_?_*_~_l_S_J_X_I
1-U5
:;...~""''11'
I
oft?*~;n
UX&
:~tt~:.-~""''}-f9B
tlltlldSXU
1-U& I t'7if11*"'"'"5
1-147
'i*if11
I-IU
r-1--1-7-7-+j-~-..,.-.-,J-t':--f-?_x_-f-~----~:-~--BaH--u---P-,,-,.-------:5~0~5-:-42:-1·:..._-::::0
1-1-_,-,-,--;
*MS
l".l''?i*~l57
-;1-.,-~--r-
.....
-.
:r--~-,-x-,----Se-.-
t--1--1-u--,-t-.,-if-'11-*-.,.-"'-.,-,----w·--
t--I--1-I-S---¥-:-:.--_.-~-M-4---------s-,~-Se-,~-~-~------------------:5-:0~S4~2-:-4--~0
1-IU
.
:,.,..J~-·•:r-
1-117
1---------··--·--
t-1--2-2-J--2-·-~~~-·~-:.--~-
r-,--2-1-a
1-1--2-3-1--.-:x-.,-.,-,:-A-..,-.,.-x-~--
1----~--------·------
t-1--2-3-l--.
1-1--2-1-,
,,,.,..,.
1-11!
:X"''}
1f-f
I-UD
1-ltl
1-IU ·
1-U4
1-221
1-221
•-223
1-m-1
1·224
1-225
1·2ZI
1-m
1-221
1-m
--.
1-232
1-234 1 -f 1-_,.a?
1-215 I
--,-t-.,-if-11-*-.,.-"'-.,-s----.-w---.--~---
'}
I
IJ;,~~"t:.-
'T"'::IMtx-1-------~,~Mhl
''-*if'h
:t-2·4
-;f"i);...~•-1:'-..
'''*"f'l1
-*2·4
I
7-Ttr.lt.
~·)(
:A'"'''
'9'-t
-~~~~:.-~
~ t --~~-=--s;~-~-~~~·
...
·~~--fA
...
-.-,J-9-.-r-e
~'7-f
•.
.,.
,
;x...;.•J1f-f~t,,:
;~~t~:.-?7-f~''-
~•·J''~·.,~~
~
~
)J
?E2
:x
t J,(..,.,. x
-~-.-.l-,,:-A
_______
. ~ "'?El
-~-_,--f-9'---,-,-.:f.-------
~oft
1''Titll"'
t5X
1-237
A
~A
_____
of
!
!_Se_r_tw_l_S_J_x_l
IBoltSxU
tWasnt'S
,Serewl51
------
---
...
~
---~-
-~-
-----
--
------------------
------
IJ
_______
~.:
~---
~-----s,_
'7
:toft%
I&
~
Paru
EluttO"
SI«PiaU(A;
Ser
... l
51
XI
B"ttOI'SI.,tP<ate!B'
________
Scronl W-M!
..
-,-x-,---------___;;o_o_23_o_o
1 025030-233
-
----~
S....ttf"Sor"'' 509609-001
Sor'"C"-
S.-oe~tV"'
L
....
,.
...
W"'l
~~was...-
p
....
_.p.,.
Sor
..
~~~o-J·•
1
----
s,nDI's-BD•A
a..ttO"s-~.·e
~~_:-~-~
--~-----------·tt·-
-~-----·
-
-~----
---·-·------------:-:-·-H-
,.....
I·•
-
__
___
- -
S«<S.uStOCCt·
B-::OI'C~t"CP·•ttln_,
s.-~;
..•
,s--~-
stoc
~.,.,
£1
St-
s..ooo·~
s_t__ A •
A,
s--o-:-o.
~
~-·
Stoo
R"'C
S-._-Scr-,;:;
Tl"$o011
Bolt
txll 018051-622
W""l
~~
El 0C8030-342 t-JU ".l'?!
--
R.,._u_·"_il_D·_•~----------~1..,...5...,.2
·
----
Wu"r
1·1
1•111
ISA::J-
~-
!Q'tyl
Parts
1 ' 505394-001
501696-001
505397-001
--:5-:0-1..,-69-:-6-:-_-:0-::0:-1--tlr1--2-C-2--?-7--f-9--f-f-?017501-602
2:
025050-232
···~
No
Ref.No Name
1-231
1-239
HCO
1-243
1-2U
028050-242 1·2U
510512-001
-~-~--~----:---ilt--
141334-001
..~~-
50S8SB-001
-~----SD5B89-DDI-
-.
-~DS~i400~SlS
- -
~--028o4o~242"
~-
--~
506611..:001
-SD96oo..:ool
-·--··-···-
028040-242 I
L----··-
018401-222 1·251
·---·~so959&-oo1..
----S09-597.:ooi~
-~
--50959B_:00l
-S09599-000
---sD959l-000
• -•S095Bl_:001
....
sogsi8-oo1 •·m
- -
---
-oiiD20--3.2
-
-·-
S09~592-001
s-o.~
--509593.:oo1
~
-
---509587-liiil
-
-·-~--··-~ -~·-·
507091_-QOl
---------~-----~
~--
--
87"77:---0~
7
025D50-il2
Htl
7
0:-1-tii---1--2-4-7---~-
___
8..,..03..,..-f
t--1--2-4-, ~ ....
1-249
7
0:-1,1--,-2~0
1-nt
1·2$2
l·l5l
1·l54
1·m
1-257
1·251
1·25!
~JU
•·2&1
1-m ~ ....
HU
HU
HU
1·2U
•·2''
1-210
1-211
~
•·m -
f-1-i"ri··--
r-·--------------------------------
1-5 t "'?E2
15
028050-242
.
~""''}
1f-f
!;~9"-f ! Slooel!aH~_s._~.·-------~509594-001
~""'1}
9'-f
*~~!
~""'1}1f-f'i*
....
-,-,_----.-C-It-ch-P-1a-te-Mooo-
-ft'?"'''-77--f9
7''Ttr.Jt.HXI
'i*"f11
*2-4
.t.,if11*"'"'"c
.....
-.,-:-J-:9.:--f-7-:.---r---r-~-~-
•J
9· -r.,.
:.--r
-r
~
~~
tr.~:.-?%11---A
--
/-f~
---·---~--
...
-;l
./
....
-tt'7::Uxl
"/
....
/-f~t·J7"T-f9
7'7":f'llo-
HXI
1:'7"f1!~.,.~?•
''-*"f1!:t-H
~.
,,:_.~.,..,.:%.-(,
'7'T;f<llo-
~'X
~
.,E,s
~
,,:;;7.,..,.:r.
t
Jxl
I
t..,.,..,;r._,.,.,.
•':t-<f11~J·•
.:1. ~ ........
~ ~ J''''~
~
7'~*'"
~t·•'"lv/-ft
7""::1J5X4
t.,.,.,~~~?~ -·;..~;;;;.--;---
..
;I
?El
'77"
~
~
:r-
;;s
~
:r.
.,. ; ;-;:..
,.:,:?;t.~:.
--
~--
'T""'
:I
.:1.~-<t:a
-"'-
....
-.--~-.,.-~a--amm_)_<
<
:&~,
7"'
;;-s·-~
----------
-f
~''*
UJ-CQ
X S
~-~~--
tmm1<
..
18111>
..
-18----111-,
!
~-~~.;.;;;j~--
A
~
of
Parts
'SITOti!aHScr..,~-•
ISI>OellueSor•n' 509514-001
•eL~-
...
------,-~SQgS·8-1--0-0_1_
1•a · liSA
1
ia·w
Paru
509590-iiOI
::J- t
No
•MoooeLe.e-P~t:-~-------~-509Slg:_DOJ-
·Bolt
CXI
w-• 025040-232
S.TOtl!aHG..>Cie5111tt
-~"G~~-~--;;--
8..110'1\JilOe<Co.f"
- -
Soo..-~
Sol:
'•I
l'fn"f"
Sclr"'l
StOOOf"
Sol!,..
-·-'
W"'l
St-
!tt~
stooR
St-5111~
. --
&.;.;)~~~--~-----.
-~----2--
-------5;;...0-95-lJ-001
-----,
:A
-------------
I 025040-232
trvn..,.
5111~
""~·
~~
Sorlf',
.. ,EJs
--------
I I 028040-242
~~·&
P1,11t
.... I I
------;-·-oiio25-i42-
s..tw·· -
St-s---
Ser.,.llx'
·
--·s~;-R.,.
Se•ew
---x-,-
---s-..--.,-.---,-~-,,..-s-o--,-,-----5=-o9:-:6:-:0::::5--~o:-:o::-:o:--t
t 014500-522
...
-,-x&
Sor"'l
P1,1u
•
Serew
Ul
Stoo
R"'l
s-er
ID
-~-----4-
EJ-
-
--
~
--
·-
l<S
-------------~~-~~~
EJ
.,.,.
••o•
S..OOO••
2 ' 018400-822
028040-242
-,
-so95i&.:Ool
I I 509601-100
I 5095U-ODI
-------
----·---·
--
018400-822
.. -
509586-001
---
--
018400-822
---,--~
----------·- -
-----~-5095l2-001
025040-232
oiio4o-242-
--
--·-
50957S-001
' I 509573-001
01SlOO-nf-
I 509611-000
··~-~---2··-062260-406
02_S_0_5_0--2-l_i_
o•aolo-342
o 14060-622
014400-522
509613-001
062670-512
048020-342
509604-000
Page 60

b •
;r.?
;...-
/ 1 -
?"00~(7)
Alimentation pour boutons (7)
d--··1+13
I Button feeder mechanism (7) I Knopfzufiihrungvorrichtung (7)
I Bot6n de alimentaci6n (7)
e--1-212
•lla-IJ
Ref
No
1·011
'7'~~ttn.H1Cil
1•012
•t.,.,11
..
1-013
1-0U
1-0
..
t-,-_,-.-,---.-,-,
I·OU
t-,-.-
..
-,--,.-~-lft-J!.-.-.-)(-I-O--------Eiolt--1•-1-1-----
1·112 : t.,.,,..,.,..,..,.
1·113
I•IU
1·111·1
1·111·2
1·111 · .,,
1------------------·-··
1•111
1--:-:---·"'"""":'----------~---
1·200
1·101
1-203
1•205 : t.,.,11
t----------------------
1·207 !
t----------------------·----
1-207-1
t----------------------=----
1-207-2 !
1·2D7·l 1
1-101
1-210
1-211
I-2U
1-2&1
.,..1.,S
''<*.,11*2·$
:
7'~~ttn.•IICIO
•t..,.,11..,.,..,..,.
..
-.,-11-
..
-,-.-.---------w-_--,-
:7'.,~~""*-;;lSICI
''*.,11*1·1
·B''*''-?~
'B''*"'
1
B''-'""'~of
:..-BUIOil?
·•,•:..-••J·~'Tof9
I
-ttst!-.
INS
I
~---:J&ICI
I
PROMIIOA~
..
.,..,..,.
9'.1.,/1'
•.
•·1~£..,.,_,-ft
,_,,..,,_ • .,.,.,..,
.II.
Name
------------------
,.,.
i.
i.
~
of
Parts
EloltSICU
WISIIIrS
SDr.,&WISIIIrl-1
•EioltiiCII
w-• 025040-232 1-1·1·1
.•
Scr
..
JS•I
w-• 5 0250,0-232
1So-"'CW-H
:BP_Al_,
BP-
BP.,..Swolc"
Pr.t\111
Corcuot
Bowas.tt
s.-t
INS
Screwlxl
~·~~-~.
w-a
?
~
BSao.oaAl-·
B.ott01'5.\t"'l~=
t•?£
51\rtlf'~Al-·
~IICI
l-20&
1~2111
1~2112!
1-011
1•11
IISA:J-
to·ty
Parts
l 018501-222
025050-232
028050-242
018401-022
---------------·-a·-2-I-D-40--i42-
-----
---
S.We
..
l~'~•a
--··-·
------··---·---·---til--·--···-·
·--·
--002lS0-::106
--.-
-
DliiOl-022
----·--
I 078040-242 1·1·1·1 "*.,11*1·1
507056-001 1·1·1·1
---
-·
----...
--
505323-100
505314-001
500554-000
028040-243
062400-80&
510505-000
025040-233
505738-001
------
-···
----
--··-.
--
~
No Ref
·--··
-----
•l!lla4t A
No
1·3
B~-??t
l·l-1
...
1'11-~-J?~
1-N·I
---------------------------------
1-3+1
-,.,.,
H·H-n-1'-f:;.,1;::.~?~·-·----;;,~.;;;-s.o:,wAu...-o.
1-1-H:t
I·I·I·S·l
l·l·l·t
I ·1·1·10
1·3·1·11
I I 1
1·1·1
1·1·1
1•1·1
1·1·1·3 ?'-')
•·J·J-•
-
1·1·1
1·1·1·1
1
_..'!'
1-~-1
___
...
_,_,_:..-_-tt_-tt
-;;;,.1'??£8
••
---.-~~-
..
--;;-))(-,-?;, t
11~
j-:;.1:-;;_:-17-
7'-'):t"t"
"f',H;,.-1)
t-').,1J.t-.,..2.?1
-
7'7
:t
"f'"
,,..,.,,
11
t-'7.,1!*.,..2.?3
•••l~i.~-9?i.
I
-t:
;..4ft
1
:t..
-t:
;..-ftA
:t"t'
"-'-"'111*1·1
••1~
i.SW?
-t::..--tt•'I'~'T1'9
.
------·-···--
__
.x____
....
*:;.;3~<1
..
*
..;3
X I
.t-1 I
- ----
'I'~"T1'
9
....
.t-;;.;1
XI
..
£
1-198
Name
~
of
Parts
BMotorAl-·
CarryMotor4su_,
CanoyMoW
Bcwas.-:
lbtat.-
s-o-
fl
Sc•.,.J•I
Soronc
wu.,..
----
Z·l
I
...
J•I
l'iv!l
IIIIa~.,..
x•
O..ttO"S.II"'I'-'oto-Au..-.o-•
--~~
Sor•awav-.-1·l
----·
B.o!IO"S.tt"'IS•::·A~~~.
SenwS.n·•cP•a!•
1-203
·•a
IQ·ty·
- so-57'29-001
•
--
23
8A:J-t
Parts
No
507137-001
50713&-001
014300-522
002300-603
028030-243
021300-103
025030-233
002300-803
021D30-243
025030-233
504557-000
505730-001
505731-001
002300-803
028030-2&3
5osn•-oo1
002301-003
028030-243
50532&-000
504557-000
-si24u-oo1
2-l
-
Page 61

•s•~
Rof.No
1-1-1
If. t
1-1-2
lf.t:;.ot?41JA,.,<-
1-1-3
1J.l."7>tC7-
1-I-C
1J.l."7>tC7-?~
1-1-5
l7~1f.Aot5Xl2
1-1-5
77~JI.:t-?5?1f.!
A
A?~
NomoofPoru
;J
~
:;.-
t 7
...,,
-6
n.
l~~~~tcon
ODiner
liM
con
0oenet
1
c.n
Sucloort.,,
c.n
Shaft
Can'--<
Bc.-q
lsnatt
I BdtSXU
lx.-s
SA:J-1'
•a
Q'ty
Ports
I
507051-000
I
507052-001
I
505371-001
I
505388-001
I
018501-222
I j 014500-522
No.
•'-'~•~
Ref.No.
1-1-7
lf.t:;.ot'741ni-
1-1-1
''*"~
~~X7.,.?'7
1-1-9
1-l-10
lf.9:;.ot?41JA
1-l-11
77~/J.:f.?IXS?If.~
1-1-12
<tf1i.:t-
:;.-?1<.;t.
A
Nome
-6
of
Ports
B~~tcon
ODenet
SoMe
Hook
5Qrfll
IMton ()genet
x.-1x1
Was~~~<
~·
Cam
SA:J-~
l•b·
Ports
Otyl
I!
I I
I I
I I 507054-001
2 I
i
No
507053-001
141334-001
505391-001
014060-622
I I I 501127-001
c • * 9 /
~
f.D
I~J
fif.
Detecteur de bouton
·:~
'T 1' 9
A
Nome
Ref
No
·""·~
I
1
87:;.-.,.~:;.o<t?!
1-1
1-2
1·3 :
I•C
1
I
1:
:;.-
<t-
~
t*~~:.-<tG
i l\.:f...,.1J.:f.2·3
}
,..'77.7...;.:J.~3XI
l Button detector mechanism I Knopfdetektor
I Detector de botones
2-,
3-~
4-y
1-2
....
(-
-
,.b
-6
of
Peru
I
B~~ttonO.tector
'
Sensor
I
Sensor
1
x•••
·
Sor.,.w_H
Stu.na
IGI
3xa
S...w
Peate
As-
1
I!A:J-t
Paru
IOty'
I
I
50110~-001
1
I
I
I
I
;
2
002300-803
I
2
I
028030-243
I
lllo
.\
-·
i
Rei
No
·""·~
1•\;..91'PLTIM
I·S
17't'•t:tl-tCXI
2
3
I •'.:f.<t1J.:t-2·«
't:7<tf1J.:J..,..o.?C
•
\
Nome
A
----:~
-
6
ot
Peru
l&.nc!Pt.TIM
I Boll
fXI
,
Sor"l
w~,..
IW·~·
---
2·1
~------
-
,.1
1!.11.:1-t
IOh.,_
Part_s~
I
........
--
2
018400-832
--·-·----
7 028040·242
2
02~040·232
-25-
Page 62

d • 7 1 -
?'-
00
f*-/
Tricur de bouton
I Clasificador de botones
1-3·12-----'fw
1-3·13
•
1·3-5~
I
I
Button sortor mechanism I Knopfsortierer
505431-00 I
' 062400-806
.
---~----
507163-001
---------·-
505433-000
507166-001
507165·00
II
506022·00
507164·001
507161-001
505438-1
507042·001
506441-001
---------
--·
-·---------
-
-·
-
-·-----·--
ISA:::J-t
Part!.
No
028040-2U
025040-233
018501·422
025050-232
025040-332
062401-006
028080-747
025080-336
144543·001
115947-001
028060-242
018501-022
025050-232
-
I
I
DO
..
...
·~·~
~R~e~f~N~o--'--------------~N~a~~e~ot_P~a~r~t~~--------------'~Q~·t~y·--~P~a~•=ts~No~--~~~R~e~f-~N~o----------------~N:~•~~-~o~'~a_•_t~-------
I
~
:d
?:r.?
11o
I!.-:-- •
?:r-?1~'1??
(!)
_,
_!o-_:--
__
•_.,_,._?
1------·
-'
1·1·1
:of
t-----------------·····
t-'-·1_·_7
____
1·1-• . ?
t--------------
1·1-1
1·1·1
t----------------
~·-·•---"
___
1·1-12
t-'---~-_,,
__
~·-·_1·_u
__ . _z_::.-_.:a_.,._,_t_,
t-'-·-1-_lo
___
~~-·-1·_2_1
__
: _9_-f_'t
1-1-·1_·_27
__
..._
1''_.,__.,_,_.,._7_·_1
I-I-·_1·_1•
__
1_::J_-_•...::or_.,....::
1-1-lS
• 'f"""::J•xl Sc•oo•UI
t---~---------
I-I•U
I
1·3·1
1!.-:.-t'?:f.?/~
1-------------------------__;, ______________ ·---------
1-l-1
'?.,.1J:J.?!
1-l·H
1·3·1·7 ·
__
_!.-_;;_._.,_,.
__
,_;_I_U_H_Z_~
_<f_'J_,_,_:r._O_I_U_O_H_Z_l
'J•I:J.I
Q(5QHZ)
!o-_:--_t_?_,._
....
__ -__
.,;,
•
:.-::JJ.
,._.,._._:r._~~o_t_l
__
.,.,
;f.
.,._._~
_t_,_::.-_:a._a
,_,,.
__
.,_,_,._z_._,
_____________
________
?·:~::.-a:.-11-o;-
,_,.,,.
!.-:a.-9-tJI~:.-
& t.
'1??
U~OHZ) · Vo<a_t"'~':...c;-.
£CUHZl
;_l~_c_H_Z_l
___
_____
----·-So--"'r:....1>141
.=.._·_~_1
______
x_7:...~--------Bo-l
______
________
-------Sot
----·---Sot
__
V·~~<at
v_CI'_&t_"'~'-"~-'~'~'-".:
,_v_•_~"'..;'-"-'~
Sot"'tl>oat• • I
,_v"D'at·•&
VOI&!o''l Salo UOCI""
Co6~.,..rl.AX>P·
w~,
WM~l
Vooat
eo~
•_t~-'-'----•_I_~I_H.:..Z
..
cr-.•at~
AsM""''•
.n
..
______
__
2.
:.!.'~----
__
t_o
_11
_
,u
..
,:
U":
Sa"
~o•.-
--------
"'••-.•I·'
..
l~<
--
·--·
I• :'
,.,_~
1
~:
'--
_ _ _ •
.... , ,.
......
1-1
Salt
f
t.
!
;;
{ . ~ ,·
"I w
..
.,.. H 028080·
c_OI_e
~---.
·-
-----
YoOtat"'ISa I :
CO""Kt~o\l.W"'•
'-etc·
So-oowStoc=·
~L
----·
------
·••····--2.-~~~3-0lJ~
••b
IJ&:J-.
___
1
-~5~0:.:5~4~2~6-_1:.:0:...1-ll-'-·.:..l·_7_·l:___•
z 505426-102 t·l-7·4 •
~~~2 . ...:.7_-~10:.:1-11--'-·.:..l·.:..l
~--
_?_0542
f 506033-001
506034-001
··----
•
·--
_50_!~80_:_0_0..!._
--~
___
505912.~101_
1 50591
002502-505
- ! .•
-~28_1!_50~?4_2-
l 025050-232
505914-101
SOU19·001
018081-577
505917·00
021
OB0-1
~
021
060-20 2
028060-2 4 2
...
505
90
149541-000
--··---
062400-806 •
-----
1 506021-101 6
I 505428-001 I
--·
·--.
~~_5_43._9_-0_0_1
505430-001
7-1
~~
--
D-ODO
I
02
1-1 0 I
24
2
----
_
1'1111·~
__
~
_t"_;;_,_~
~
?E:7 ~ _
__
.,._
....
~~-:
1-]o~
1·)·6
1-]7
H·l
1·l-IO
1·l-11
1·]
1-]·ll
--
1-)·U
1·]·1!
l·l·H
I·]
1·]·11
l·f
I 9
1
·10
-·
_.:_
----·--·
10
_:J_•_x_a
-~
".?
~
I
'7
.:r:
9
;... • .,,.,.
91>'t+
":r.,,
t:">'tn:t+
I~
7
1"
.:r:
~?'tn.t+~?~
......
-1'
1.'1
... , ..
~,
._ . .,,
I'
.,.
.....
~··10
":t
't
t:
7't7J:t
"'"'.
----
_______
.,,
:r
"~'t1J~16
.,•-911
71".:r:la.t~w1Q
.
---
n:t
'tn~1·~
t.,.,,~+.>?~
~
'I
'l'
J?'l''H
:r
'"
t ~ •
:II{
7J
:t 1 I
'"
--
-------~-
__
'
I~
-=--
~
;...
....
1
!·
•
,.,,
II
, •
9f,
9C
.,,,
u
. -
---
..
-?~
-
So-"'1
.. -.... -..
-.
~;~.:-_;E_._z_~-=_-_=-_
!.<'••
....
__
_
·~:!__!-
---
•
So-t•"f
"'·•I•
?'l'
'"J
If
9
9
.,.,:t
>···•·'~
!M•
•t
.,.,._
1 I
.........
-·-
---·---~"'.'f:.
-··----------
--·--
~-
_____
·-··-
Sot•"fWu-.•H
---.
BcttO"SottO'Co••'Al~·
-----·-·
lloot,XII
--
--·---------
Sot_
..
,_~~~-~--~-· . ---~2_8_D~·-24_2_
wn~·'
__
--
-------04802s=34T-
-
·-
--~------
4-----------
-
26
-
Page 63

e . :1
./
1-
o -
Mecanisme
11.-
du
iY-
..
, 7 7,
boitier
~
de
controle I
1*
I Control
box
mechanism
Mecanisme
del
I Schaltkasten
caja
de
controles
I
I
I
I
I
!--3
1-12
1-11
·
I~~
ID3
1-14
1-15
l \
1-10',
'®eci>
~:
~-
1-13
-2
1-2-4
1+6
,.,
SA:J-
t
Ports
No
1-l-12
1
''~-ttn~7-•
1-l-ll
:
7-:.-C~OBIOl
l·l·U
:
7"'7~'t"
....
l·l·U
5054 7 5-000 was,.. l
0&2400-806
--·--·
02~040-233
------
1-l-16
1·)·11
·-·
·-~
1·5
I·'
1·1
1-10 :r.,
1-12 't"
I·IJ
~-• ;-;~.,.
·ai5DJO-l-J2
3
~-----
c
~$ilxl
'"~+t11~2-l
t
t:
'7+t11~-f-.:a?l
•t'>;..~-,
't"...,
:14
xI
"~+t11.:J.l·•
t:
')+t
11
.:J..,.
·------··
.,.
.....
:u
X I
"~.,.
11
.:J.
2·C
t
').,.
11
.:J.
_,.
')A
7i'B
-r
a;,-;...,...,., ,
.,...._
::u
X I
t~.,,-t_.,.~,,
11
~
H
~-71'-0~---
.,,~711.~'7~-::.-c
"17!
7Jio-'7 i
.:a
?C
.l
?C
A
Name
of
• )or,rW•s,., H 028040-243
c.ono.--~
x···
Sor"'
S<•f'•.
&-··
..,
:.
b.··
X:·
~
~,H
•
•.
.r.
P"•t•
CSIBtDl--------~~-==-....::.:::._·
)a
I
wn.,..
1-1
I.
~t.t.A._
••.
:.
.....
~.
:~
-r
---·
--
-----·-·
-------.
·------
---------
-----
,.a . s&
!~_1!.,__
::~-
P__!rts
oonoo:·aa]
·-·-
028030-243
. - -
025030-233
067400·806
028040-743
025040·
067400·806
078040
OH040-
061400.
07!1040·
028040·143
so5484 ·
032H7-~01
507907-000
t
No
- ----
233
·143
233
806
733
oo·o
~
--
~
I
Boa
i
ContrOl
Paru
As.-,
f,
Boa
,u,_,
IQ
ty
t I 507058·001
:I
;ao.c-As-.
•
Controo
Boo
Co.f'
1 Pt"'teG
Corc
..
·~tiNS
·C-IA·
-c-:a
t Bolra
As-·
.
.u-,
'-·E•As-·
------------------1-·-·
Mo.rt P&at• Au..-c>•o
~OU"'t
P•att
---------~._::-.--::=:::-t~l~·9!__~'~
x••· • ·•
Sor
was...-
x,~-:_~.-~----
was...-1
FUHIA
--------··--
..
,
w.,
....
1·1
1 c
-----1o0230o-aoJ ... ,
------~0210JO-=i·3-
._._0__28040-243_
O!l!l.'t
Ref
No
*"'~'~
1·1 ; :1;... t
1-7
1-7-1
1·7-7
H-l
~~~==~~~~==========~~~~==============~==~~~~~Jt~~~~~~~~~~====~!·:··~~.c~·'·~·
1·7·•
1·7·
~
1-2·5
1-J
1·]·1
I lfi·J
')~
::1;,..
t D
•
4":.-BUI071
+t:t'
'T-7JI.A')
'T-7JI-B'7
711.(')
'T
7?:.-t-f9'7i
7?;..t-f9
C-JI-;fi·J
7 J
-JI-;fi·J
tiNS
A
Nome of
')~
')
i
')
~
7 J
')!
i
i
i
1--:-;-.2--~~----~.,.;-B-
l·l·l
-r"'
::ux
1·)·C
1·3·6
1·)-r
1-l·i·-·;:;_;
I·H
l·l·ID
1·)·11
I
,.,...,.,
;J.
2·C
/.(~7-f/I.J')i
?'7-"'T"""*~J)C•
11
~1--J------,-Sor-.,,-"'-----2--1---
t:_,+t11~·f-.:a?J
1J;,..t:.:a-AlA
.,.,~'t"
....
.:J.:;..cxu
-27-
Page 64

f •
itt~~
m)
Mecanisme
1*-
I
Power
supply
equipment
de
lequipement en alimentation electrique I
mechanism
I Stromversorgung
Mecanismo
de
Ia
equipo
de
alimentaci6n
de
corriente
1
Ref.No
1
,a
.....
t-2-_1
__
.
_¥_:.-_.,._·
2-2
·---
t-2_-,--,
t-.---,
Apphcat1on
Power Supply
-'F-.,-.,..-.,-:1---f-.
I
'::t9-~SW?£
-£-~-.,-.:r--r-~-s-w_?_i---.-s-n-,-r.u-c-~
1
S
-f.,::t'T"".:t-~Jxl
m
it
Cl
aa
:!a
Name
of
Parts
--------
7';/lf';/
::J-r~;.
Assembly
A
?-£
Name
___
_B
___
-T • ..,-T-?'I&.?i
:.-_:~_-_~·_?_£_A
.f.
of
Paru
·,:_::_----------+-'-+-:
"-SoGtrCordw..ctyttoruwtl
I_P
___
SoGir
__
Cord_As_~--t-B·---,----5-1~07--7-:-6---0-:-0-1
•Str!SWlte~Asseno,
...
-s-.-t-c~-As-
•SettwiXI
·
s-aw.-.
•
H 2 021030-243
*H
5mgle-phase
100V
50HZ 60HZ
liiPillft
for
Domestic
-
~-
----
510776-001
for
-·
--------.
506252-000
1•11
lilA:~-
I'
•!II•~
IQ'ty.
Parts
so5u5-ooo
_S_D_71
__
2_6-_D_0_1
No
-lt--'---~-7_-_::t_:~_-_~·_E
-;
-11--u---.-,.---::t-:~---~
1
1 : SOS252-000 ' .
•
....,-,---~--s-o-71-0-4--0-o-1
I 505418-000 U •':.-91'PLTIM
2 002300-803 U
Three-phase
110V
200V
60HZ 50HZ 60HZ
ftUfjlft
Export
OOPilm
for
Domestac
, A
Ref.No Name
, .
t.,..,1i*"'-'~",
1--10---.-'"f':"'"")_::t_?_n.._~-_,-*-~-~-S-x-zs--,
7'-::t:~-
·7'-::t:l:_:-~
____
~·F
G ,
.
·-----------------
•
5tngle-phase Three-phase
220V
50HZ 60HZ
---
507126-001
of
IWW~e'l
._I
cn
__
1
cn1~·
Scr-.,.-,-,-.l-i
ta-PLTlM
cora
·corotH
*H
for
506252-000
t.
Paru
IE_'
-----
IG'
•~m
Export
-------
380V
•a
BA:~-
:a·ty
----2~-D'i5oio-233
--~
1
Z--Olii52.:502
---,-wSsJ:.QQQ
-
--~-
-s-o19as:.a·oo
--
------.
-
--SI0&99-000
~
Partr.
No
_S019~-~EO
S079n-ooo
41SV
50HZ
-~-
Page 65

Z •
{oj"
Accessoires (
Ill\
~tM)
f*( I) I Accessories (1) I Zubehor ( 1)
1)
I Accesorios (
1)
17-l
17-7-l
Il-l
I H-1----c:l'
.1!1
....
1 A ~
Ref.No. I
l-1
l:f.::;??~UX$2
l-2 .
;t.::;??~J
l-3
l;t.::;??~55X19D
H
·;t•(orlxl
4-3
"'''ortoxu
H : 11J?JJI?;!,•(orJ I
5·2
11J?JJI?;I.•(orJ :
H 11J?JJI?"-•'T« ·
4XJO
Na~e
of
Parts
1Screw0......11X52
I
ScrewO......J
i5crew0riYI"55X1U
!-.,..lxl
1
~
s--2
s--
-.,..c
CXJI I 118837-001
11~en
J I 142721-001 IJ-J-5
H 11J?If!?;l.•'or5 'Solt"'f'S I 150335-001 IJ-1
H ·11J?If!?;!,•(orl
~~--~------~-,-:f.---~~~-.--,x--S--------~~~-~-~---,-----------------,---~1~0
&·2
~1J:f.~~·IO
J Jilt:::.-
t--,------i-~---~-,-,}-T_Q_X_I_It_&
-.a---;fl·,,,.-i.,-7t
II
j}
""i2-!·--Jt-"t_.%.
~-1-2--2---1-:,..-.1-T
t-
t-------V-""IS.~M$1
t---------------------------------------.::_--tt-------------......,.-----------
r-"-·-1
t------------------------------._~~~~-;t----r----------;-------------;--T-=~~-----
lf-in.9~7
...;9·n.? t
__
7_'7'_'_?_i_oof
__ 9 ______ . P-IQI--1
.d
C I
IH
.,.
....
-U---.-----~-.9--,~-~-~----------p-~--S-t~---------------2---1-l-6-01-6---0~0-1-ilt-2-l----.-~1J-?-JJI-.1-S.-~-~-X-2-!--------~--t-IX--H
13
..
-----..,-.,.---~-~-*-;;.-,
u-1
1
~2 -v-~--n.-t_M_!_2
"
11·2
U·H
U·2·2
11-l
u-c
IJ-4-1
u-c-2
:::uxu
~-97'-1J2010t50
~-97'-1J20CQ/IO
v
....
-,-, ?-:r.-;----.-Screw---,--u-x-,
'"
~..
____________
-1~979'-i?U
----7'~"--"'-·:~_~---------~Ca;_t...;.tan~S-t....,_s-:._
7'?'7'·~
~:f.::;1:-,
T...;:liXI
'?I~~?C5X22
:l?.lo.•(-(:1
:l.,lo::;D-1~~?£
.:::l?lo::;a-1~~
or"":l!xu
*-1
W....cllll I
8otJDoo
_______
,._,..----TQ-x-l-.-~~-------------.--l-1-50:-5:-:3--~0~16:-it-I-J--I-1-·2-----i-t-1J--~-,-,-~-1j-._-9-:.·-i-------T·IY--tiCI--Han-let--------
0...
()IT-
P-~-,
-------·-------~--1-1-J-4-3
fMC
,Set......
•MotCI'P......,IIU/!1
MotCI'P.-.rUII/11
--------------2
vBe<t..
VBI<tlt'l'' 1
v_Be<t
__
M_5_2
____________
CattanSt-~s_,.d
~
CattCI"S\MIC!ButScre-Set
15crewiXI
•
ScrewUxU
p,g.
o,JaolltlorCottan~sfi!CI~
o.Joont
,
Sctewsxu
____________
l•lli
BA:;,-
~-
ja·,yl
Parts
ll'
142443-001
1 101572-101
1 107779-001
• 1 101780-001 tJ-J-3
I 142002-001
.1!1....
No.
Ref.No. Name of
11·5
:::l~.lo...-1"77'
11-1
1
;t?'-I&.Jtcl&.~-2
IJ-1
l;t:f-l&.:t-::;1:7~2
11-1-1
j;t:t-.n.??B
''~~-r·:~
11-H
or...;:J5Xl0 I
~s
-r...;:uxu
I 111064-001
I 115157-001 11-t
7
53~4~3~-~0
1527&5-001
C 159613-001
I 114483-002
I 154702-001
1 116185-202 U
2 021400-106
z on4o1-41&
I 153107-001
I 153106-001
--=o-1~47::-:6::o~-~6
,
on1o4-89o
08210~-190
,~~0B~2~1~0
1 502761-001
l_-:1:0:5:::0
18~9:--..::0~027-irl~C---~-~~~-9_:.-
7
I 502773-001
2 062060-806
l 031452-20&
! 2 150172-002 U
I I I 150105-002
I I 1
11·H
t7.,ti:f.:l1195
·?~.,~
7
01~iri~J--1~0----:-;t-7'~---,s.~?-·-:t-~-D-~---------Soaai---C-~------------------2--~I~2~68~6~l--00a-
t-,-,--l-1-·3---.-;t-~---;t-~-.7-.-.:t-~-.:I.------.-T·IY·--,ICI·a.-..&·-----
t-------------------------
-J--1-=0~2--tt--20----?---:t-~-.-~-,-~---------C------Coulr-------
7
22~t
t-2-,------,,-~-.,--11-*-2--•---------Sor-.,.-w-_---,-.-,·
7
5-~2~9~0~~~-~---,-JJI-.?--;t-.~,-r-,,~
;t"j'-IS.?·;t
11-11
;l.~·;d'"~1i-?U
IJ-11-1
A~·:t
~·,.;...t;-2
11
?+t'J?i
+t?~?:f.::;&
21
?
·~
~
D
;.,.
22
.t~.,1j*~-ilu
24
·or·:~H:.-.1&
25
·---
21
,,?:r.?;t•(.,..
JO
~.lo.?
ll
lltl9~·;~:tJ~R-i9•<:f.
__
50
51
52
·;~~1J-!-:-L.--i-:-9-•_<:f.
or...;:l4lJ·C0X! ·
1T·7~2:.-.1ClJ
~
~:t-::;1.11
T·:ttl~..1l.ll
5C
lti9~',:11J£L.-i9•<:t-o
55
JJI9~·;~1J!R-it•<:f.O
A
Paru
~
IC.O
:
SooooHaad
•SooaiScrewSet2
ISoaaiShlftB
1
Nuts
Screw5XU
:
Screw5xu
I
W&sl'ler
5 2 026050-136
'SoaaiSunaau. 2 150180-000
~
;
SoooiMat
ITIYt..,Hinlet.Wf"'OrJ
Saao!HIIIIet
2Xl2
"-~'-'
Sc•e-1
2x11
;
C~
•ww.ru
•Null C 021060-102
·He..,Cowt<
W•enc••
...
~:t~-------,p-~---~~---·
•R.-Rona
l&ttanC~RPIIttSoron&
____
_,;I_But_tCI"
__
C_~
Scte-UIKS
·'MCJI
1 ScrewJ
11
iNutJII
IButtCIIIC~LPiateSormiPIIteO:
l8utte~~~C~AP1ottSor"'1PIItt0
1 2 062501-406
I I
.
----
.. • 2··----·----
-·-" ·-...
·---·
--
---... - •
-----
----~i·-·o'is8Eio-33i.
--· ·-
--·
----·--
---
------·
.. -.. -·•
__
~_Pia
__
t_e_Sor'".!__
..
·---~
&A:::~-~·
Parts
No
1
I 2
021500-106
1
1 I
150114-000
I I 502778-001
I I 502780-001
2 150179-002
• • 021500-10&
i I 062503-005
1 052501-406
2
150112-000
I 502186-001
··~·-2-----·-
I 149241-001
• .---10603D-001
• 152863-00 I
i'Jrn6··-00Q.
C I 017052-503
1 144226-001
-; - · o28oso:..zif.
·--~-·1scm-llti1
··~·--li04-4B:_00l.
1 • 1547&0-00I-
------_-
~~!-10!._
-~·~5680::-_1_0!_
2 062680-512
2 021680-202
2 103978-002
--J-021660-102
1~08&~::-_0_!I.!_
1 I 508619-00.!._
-29-
Page 66

{t
~
.f..l~l
M~(2
)
z.
I Accessories (2) I Zubehor (2)
Accessoires (2) I Accesorios (2)
35
36
37
I
~
43
·~·'t
Ref N o
61)?:T-?~
ll
15
111?"'?"-•''TI
l l A
lt
a
•o
"
<I
I]
"
~
·.:
+
The
+ Les
t.';....
:r-1'._.,.,,.,.-t
::,...
---
AT
7
tJ
,(
,.,., .,, - , :
Cleta•ls
Cle
ta•ls des
''TlXI
-e
.:1-~
,
'/
,I:
:..-
t.
of
~
44 45
I
~
38
::;7?
-;...
l
·~
~
7
;ws
:J·
(I~?
~
"'fn.
..,
:,.:
•J
7?
.:a
-~lA
'._'I:
I '-- ': •. , , 'J ! J
1nclucJeCl
a cces
so~res
A
Name
I
6
0
accesso n
t.
of
Parts
I
Sctf'wo~f"'
1
~2
1~1X
l
-.Hlt'W
S I
I BvttOI"'
c,t
.
St-oot
f"'COo'Au~,
s.c.~
....
' n xn I
St«><
Ac
t HWJS.l
:-I.IU
u.
es
are subJ
1nclus
sont
-l
l
40
I 5 I
\
I
tn Platt
Asse'T'OI,
(WS
eCt
to c
iJ
Cle
s c
hange
hangement
su1
e1s
46
~
a.J-
·'
::J-
f •
rt
s No
681-003
- 002
-502
0-00
I
001
+
Anderungen m der Auf
+ L
os
detalles de los acccsor1
,
..
IO 't y t P a
I 1
J I
I
1
'
'
I
t-
ISA
50190-001
154125-001
142205-001
111466-000
506
501042
032452
20019
122991-001
21
5169-
s
l!!!.'t
Ref.No.
<I I
"
..
U · l I
H · 1
41
-l
U -4 ,
"
u
42
I
Gt ~ -X
I
;J.-<-'t
!
;J.-<-'t
i T -
Jt-1':.,..
•
.:r.SJ
:f..9
:r-9
----
47
I
<A
(O <mm )
(O
tmm
:;;
.,..
..,-z.A
:..-
..,...,-xe
;...
'f"1ofl:O
...,,...,.:t.E
stellung der
48-1
6
)
0S
mci
48
-2
I
(j
A
Name of Paru O' t y
_!
_G Fu
So«rr
j
I
Soac:tt
I
Gou
I
Butt
I
Butt
I
But
, &rtton P rtu
'Too..~
mugehcterl
Uidos oue
t.
se
II
c•
on
on
t O" Prt
u
49
u.
I
I'IY"''
n a,..,•
P
r~ue«
A
Pr~U
t"
8 I -
sU
' 0
-
-~
f'l'
(
·-
~
en Zuhehore s
ctc
n V4H•ar
48
-3
I
-
~
. -
48 ·4
(j
,
..
I
506120-000
I
509604
I 5 09605 - 000
I
506620-001
505356-
'
50
I
509351-00
I
509352-000
.
--
.
5 11014- 0
'
--
-----
•nct vorllehalt•
ISA::J
Pa
ru
6569-00
- ·- -
f
No
- 0
00
-
000
0
0
00
--
•n
1-1
1
1
:
'1
]1],:.
tm·
:
u;;:,~
:Z.·\~
OI'CIO:\
2
-I
"'17''T~9
"'17-r"f
..
·~
OI'TIO:\
2 ·1 2
C
t o 1561-5
1'.-\ln~
I'
I I
·:n:~
~0:\IH-:tal·BEIIOI~
1·::\
OI'TIO:\
-3
.l!
O t >
501114-0
156149-0
156151- 0
IliA
Peru, Nc
:I
2-001
•
~'~•'!
RrtN
o
H
01
01
1-:-------'---------,~-'
01
r-
1-l
------
'''}7'1"-f
?
1
1
}7'1"-f
9H
'
l,..
/'/
7+.?7
------------------
- :lo-
F'"
H<>=•
..,
0'~
~
CO"'tll'l.tOw\
P , • . ,."'
5:•··
A,·
.lu
~--c.
116 t 54-00
00
119940·
506281· 00
I
I
I
Page 67

JT-
:;.~\-
GAUGE PARTS LIST
':fl)
,A
~
/LEHRENLISTE
LISTE DES PIECES D'ECARTEMENT
/LIST
A DE PIEZAC CALIBRADORAS
;j{~':/?Jr~-1~~
Button
Catch
~T-'fo-
Plate
MArk
&
Assembly
A
&~.
7-*'~
Mark
M
c
0
E
F
G
H
...1
K
L
N
A(mm)
2.6
2.8
3.0
3.2
3.4
3.6
3.8
3.2
3.4
3.6
3.8
~B(mm)
1.0
1.2
1.2
1.2
1.2
1.2
1.2
1.5
1.5
1.5
1.5
I
h(mm)
*~
~h
':/??-~·~
Button
Catch
~?£MMk
~
~
w
Plate
7-~=--
Assembly
A
W
~h
L~.
ftB&::J-r
Parts.
No.
S06686-005
I
S06686-006
j
S06686-007
l
S06686-008
I
'
S06686-009
1
!
S06686-010
I
I
S06686-01 1
i
S06686-001
S06686-002
S06686-003
S06686-004
4
4
4
4
4
4
4
4
4
4
4
7-*'~
Mark
0
F
G
H
..J
K
L
M
I
A(mm)
!
i
!
I
I
2.2
2.4
2.6
2.8
3.0
3.2
3.4
3.6
3.2
I i
! c/>B(mm) 1
I I
1.0
!
I
I
1.0
I
I
'
1.2
1.2
!
1.2
i
1.2
I
1.5
l
1.5
I
1.5
!
h{mm)
I
I E
!
I
I
!
i
l
i
I
i
ftB.H.::J-r
Parts.
:
4
i
4
I
4
I
4
I
4 S06687-005
4
i
;
4
i
4
I
4
!
No.
S06687-001
-
S06687-002
S06687-003
SOS687-004
S06708-001
S06708-002
S06708-003
S06708-004
--
--
--
*$'~*-ft.J:
Button
Accssory
---
Presser
S05356-000 S06569-000
i-:tS~(A)
(A)
flU!l(B)
Standard
(B)
-
---
·~·-
Standard
S06570-000
- -
-·
fi-*(C)
-------
m
1 !
I
·-
..
--
.
--·
--------
q,a
S09352-000 S09353-000 S09354-000
------------~-----·
i-:ta~<E>
Accessory
--
(E)
------
----------------
[i~]
~
I
c/>
10
I
-·--
c/>B
:t?"~
3
/(F)
Optaon(F)
COD
c:b
cP
12
~
c/>8
-
:t?"Y 3 /(G)
Opt•on(G)
.
~
~
---~--
c/>1
---
*$'~??-1::'~
Pin
A(mm)
S09351-000
'.
i-:tS~(D)
Accssory
(C)
.
'
;
(D)
[d
A
~
9
c/>B(mm) :
1.0
1.2
1.5
tm.H.::J-r
Parts.
No.
S06688-001
S06689-001
S06690-001
:
c::::==::J
t/>1
0
S09355-000 S09356-000
:t7Y3/(H)
Opt•on(H)
'
[[]
;
c:::
:
:
c/>1
6
I
2
==»
:t7~
3
/(.J)
Opt•on(.J)
[]]
-
I
i
~-=]
c/>1
6
·-
Jf-y
Gaugi
506620-00!
-
31-
Page 68

*~
~?:r.1J.r\
Button
Upper
Cover
~A[ID
I
7-=\=-:.-
Mark
A
8
c
A......:--tt
Spacer
T'
7-=\=-::...
Mark
A
8
*
~
~??-~#
Button
~
I
-
Catch
~A(mm)
9 -
12 -16
16-
en
t
(mm)
0.4
0.8
{
7.7
~
Plate
,j,A
r-
b
12
22
7
Blank
--~---·
------
~
'
A(mm)
8.5
$&:::J-t-'
Parts.
No.
509601-100
509602-100
509603-100
$.Ha:::J-t-'
Parts.
No.
509604-000
509605-000
Jm.Ha:J-1-'
Parts.
No.
-
-------
506133-001
506710-001
I
I
~
~ -~
Shoot
7-=\=-:.-
Mark
A
8
c
0
E
F
G
H
.J
K
L
M
N
p
Q
R
5
T
:::::1
Coil
1'
JJ,
7
~
Assembly
A(mm)
15 X 2.7
17
25
13
13
15 X 3.2
15
17
18
20
20
21
22
25
13
22
17
--
17 X 2.2
7-~:...
MArk A
X8(mm)
X
3.5
X
4.0
X
2.5
X
3.0
X
3.8
X
4.0
X
4.5
X
3.5
X
4.0
X
4.5
X
5.
7
X
4.
7
-------
X
2.0
----·
X
2.0
X 2. 7
---·
-·
--
:t0.2
~8:!:0.1
$.Ha:J-t-'
Parts.
No.
507042-001
507042-002
507042-003
507042-004
507042-005
----
507042-006
507042-007
507042-008
507042-009
507042-010
507042-011
------
507042-012
-----
··-
507042-013
~-------·-
507042-014
·--
--
507042-015
507042-016
507042-017
507042-018
-----
---
t:
3 ?
1)
1!
/"'
'/
{
~
Sorting
Plate
505433-000
m
1
(U)
506814-001
c:JLJ
1
(UB)
506816-000
-
3~-
(M)
506815-000
Page 69

;i
~I
INDEX/VERZEICHNIS
INDEX/INDICE
~JG.Fa:J-t:
Pans
No. Ref.
500327-001
500400-000
500554-000
501696-001
501887-001
501888-006
501943-001
501998-001
502592-001
502745-001
502761-001 z-
502773-001
502778-001 z- 17-6
502780-001
502786-001
502878-000
502907-000
503464-101
503468-001
503600-001
503606-001
503607-001
503608-001
503610-001
503657-001
504557-000
505323-100
505324-001
505326-000
505329-000
505330-000
505331-000
505332-000
505333-001
505334-000
505335-001
505336-001
505337-000
505338-000
505339-001
505340-001
505341-001
505342-001
505343-000
505344-000
505345-001
505356-000
505359-001
505363-001
505364-001
505365-001
505367-001
505368-101
505369-001
505370-001
505371-001
505373-001
~Jm;:-1}
K-
16
K-
16-11
1-200
b-
1-139 505379-000
b-
1-143 505384-001
b-
Q-
6-1
A-
16-1
z-
35
1-12
N-
a-
1-17
a-
1-15
11
z- 11-2
z- 17-7
z-
11-11
0-
21
e-
4
4-2-1
H-
4-2-13
H-
4-5
H-
4-10 505429-001
H-
4-11
H-
4-12 505431-001
H-
4-2-15 505433-000
H-
4-2-14
H-
b-
1-3-1-13
b-
20
f-
14
b-
1-198
I
b-
1-199
I
b-
12
b-
1-038
!
b-
I
1-039
I
b-
1-040
b-
1-042
:
b-
1-044
b-
1-052
b-
1-054
I
b-
1-118 505730-001
:
b-
t-055
I
b-
1-057
b-
1-058
b-
1-060
b-
.
1-061
b-
1-093
b-
1-096
b-
1-107 505889-001
b-
1-062
b-
1-063 505907-101
b-
1-065
I
b-
1-066
z-
48-1
b-
1-085
I
b-
1-085
b-
t-088
b-
1-092
b-
1-095
b-
1-099
b-
1-101
b-
1-102
I
b-
t-022
b-
1-106
i
b-
1-8-3
b-
t-113 506120-000
No.
$.!1::7-F
Parts
No.
505375-001
505376-001
505378-000
505385-000
505387-001
505388-001
505391-001
505392-001
505394-001
505397-001
505421-001
505424-001
505426-101
505426-102
505427-101
505427-102
505428-001
505430-001
505435-001
505438-100
505475-000
505484-000
505485-000
505488-000
505678-101
505679-101
505680-101
505681-101
505687-001
505129-001
505731-001
505734-001
505738-001
505881-001
505882-001
505884-000
505888-001
--
505905-001
505910-000
505912-101
505914-101
505911-001
505972-000
505973-001
506022-001
506024-001
506027-101
506029-001
506033-001
506034-001
506044-001
506119-001
~~ji'.-i}
Ref.
No.
1-120
b-
b-
1-122
1-001-1-1 506569-000
b-
1-001-1-2
bb-
1-017
1-019 506620-001
b-
b-
1-021
1-023
b-
1-8-4
bb-
1-031
1-8-9
b-
a-
1-22 506995-001
b-
1-138 506996-001
b-
1-142 506997-001
b-
1-177 506998-001 j
1-185
b-
d-
1
d-
1
1-1
d-
1-1
d-
1-3-2 507054-001
d-
1-3-2-1
d-
1-3-2-2
d-
1-3-2-3 507058-001
d-
1-3-5
d-
1-3-6 507061-001
d-
1-4
d-
e-
1-2-2 507064-001
e-
2
f-
I
1
3
'
f-
.
H-
4-2-4 507070-001
.
H-
4-2-2 507071-001
4-2-3 507012-001
:
H-
z-
34
H-
4-2-5
z-
33
H-
4-2-10
b-
1-3-1-5 507079-001
b-
1-3-2 507080-001
1-3-3 507081-001
b-
1-3-4 507082-001
bb-
1-207
a-
2
a-
5
a-
6
b-
1-189
------
b-
1-190
H-
4-2-11
1-1-21
d-
1-1-4 507093-001
d-
1-1-3
d-
1-1-8 507098-001
d-
t-t-12
d-
b-
1-098
a-
~~
1-3-14 507105-001
d-
b-
1-050
t-3
d-
b-
1-051
1-1-1 501111-001
d-
t-1-1 507114-001
d-
b-
1-129
b-
1-134
z-
45
·--
---
. r--·
...
___
lit~::J-
r
Pans
No.
506252-000
506441-001
I
Ref.
f-
d-
~§\1}-i}
2-2
3
z- 48-2 507129-001
506570-000
506613-001
506671-001
506686-004
506687-003
506992-001
506994-001
507042-001
507042-002
507051-000
507052-001
507053-001
507055-001
507056-001
507060-001
507062-001
507065-001
507067-001
507069-001 ' b-1-241
507073-001
507074-001
507075-001
507076-001
507083-001
507084-001
-------
507086-001
507087-001
-------
507089-001
507091-001
--·--
-----
507092-001
-
507097-001
--~-
----
507099-001
-------
507102-001
-·------
507104-001
·----------
.
·--
507107-001
--·--------
507108-001
50711~-~!1_1
507117-001
507122-001
507126-001
b-
1-079
I
d-
1-1-29 507136-001
i z-
47
b-
1-194
b-
1-3-5 507163-001
1 z-
39
4-17
H-
4-7 507166-001
H-
5-1
H-
5-3 507172-001
H-
5-8 507814-001
HH-
5-2
d-
2
:
z-
40
1-8-1
b-
b-
1-8-2 507984-000
I
b-
1-8-7
b-
1-8-10 507986-000
i
a-
1-6 508479-001
b-
1-197
e-
1
b-
2
b-
1-002
b-
1-001-1~
b-
1-001-3
b-
1-001-1
b-
1-001
b-
1-037
b-
1-025 509573-001
b-
1-025
b-
1-020
b-
1-080 509576-001
b-
1-127 509577-001
b-
1-135 509578-001
H-
4-6
H-
4
H-
--·----
.
·--
-------------
------------
__
4-1
----
R-
10
R-
12
--
}
H-
--
R-
6
R-
18
F-
33
·•
R-
21
b-
1-233 509593-001
R-
2
R-
1 509596-001
R-
16
H-
4-13
a-
1-20
b-
I
·-
f-
4
c-
1 509604-000
H-
5
---·
a-
I
~_-
___
_1_-:-_Q9_~
R-
19
F-
41
H-
4-14
a-
1-21
f-
2-1
---
----
--
No.
--.
litdb::-
Pans
507127-001
507128-001
507135-001
507137-001
507138-001
507164-001
507165-001
507167-001
507977-001
507978-001
507979-001
507981-001
507985-000
508480-001
508615-001
508619-001
509132-001
I
509351-000
509352-000 l z-48-4
509572-001
509574-001
509575-001
509579-001
509581-001 I
509587-001
--~--
509584-001
509585-001
--
.--
--·
509586-001
...
__
,
---·-·-
509587-001
509590-001
. -
---
-
------
509591-000
. -
-
----
509592-001
--
-.
.
509594-001
.
~
--
------·
-·
--
--
509597-001
----
509598-001
-.---
--
509599-000
·-
509600-001
-·
---
---··
509601-100
----------
--
------·
509605-000
509609-001
509611-000
509613-001
509636-001
509637-001
509641-001 : c-
510172-001
i-
l':o. Ref. :\u.
--
---------
....
-----.-
~!1:\Hf;-t;-
I
bbb-
F-
36
I
b-
i
b-
a-
d-
I
d-
~
d-
!
d-
!
d-
a-
17
J-
31
AAA-
86
R-
f-
f-
i
f-
15
I
dd-
z-
54
z-
55
I
F-
12
J-
20
J-
29
J-
32
:
z-
48-3
bbb-
I
bbbb-
'
bbbbbbbbbbb-
---··--··-
bbbbbbbb-
16
b-
16
bbb-
aa-
I
N-
1-8-12
1-124
1-125
1-3-1
1-3
10
1-3-4
1-3-15
1-3-8
1-3-7
1-3-16
2
7
5
8
9
1-1-9
1-1-2
1-264
1-262
1-240
1-261
1-248
1-247
1-227
1-243
1-242
1-226
1-250
1-252
1-257
1-231
1-239
1-225
1-229
1-230
1-238
1-223
1-223-t
1-223-2
1-224
1-220
1-249
t-186
·-~!j_
t-273
1-3
1-4
1
1-2
')"J
-
JV-
Page 70

!lLdil::J-1-
Pans
:\o.
510173-001
510174-000
510175-001
510268-001
510504-001
510505-000
510512-001
510549-000
510699-000
510700-001
510701-001
510703-000
510704-001
510105-000
510706-000
510707-001
510708-001
510709-001
510176-001
510177-001
510179-001
511070-001
511071-000
511073-000
511074-000
511017-001
512413-001
002300-502
002300-603
002300-803
002301-003
002301-603
002350-806
002400-663
002401-402
002401-403
002502-505
007301-217
00740C-813
013710-712
013719-412
013760-612
013761-410
013761-412
014060-622
014060-632
I
IN-
'
i
.
a-
a-
e-
d-
b-
b-
.J.J-
s-
AA-
GM-
8-
cc-
bb-
b-
b-
a-
bb-
NNN-
b-
b-
b-
a-
f-
N-
b-
b-
b-
b-
b-
b-
b-
b-
f-
A-
HN-
c-
a-
z-
N-
b-
b-
a-
bb-
bb-
b-
cee-
f-
a-
b-
a-
b-
~J!Ur~
Ref.
!':n.
1-11
1-21
1-23
1-22
3
1-203
1-168
1-1
16
1
1-068
1-069
1-075
1-073
1-074
1-077
1-076
1-072
2-3
32
4-2
1-1
1s
1-10
49
3
23
1-071
1-12
1-3-1-5-2
1-083
1-178
1-3-1-10
1-3-3-3
1-3
1-3-14
1-3-7
5
1-14
1-3-4-3
13
1-097
1-16
7
1-3-11
1-1-5
1-029
4
37
40
13
32-8
52
5
32
32
14
21
1-028
1-125
1-211
1-8-11
1-23
1-018
1-034
!':u.
i
!-
:
b-
ii~d-~
::J
Parts
014060-632
bbbbb-
014300-432
bbbb-
014300-522
bbb-
014500-522
I
bbbbbb-
014680-422
MM-
NN-
014680-622
H-
K-
N-
ss-
014760-622 j 8-34
f
8-
I E-19-4
E-
' E-30
FFFFF-
FGG-
_§_:_~6
G-
H-
·-------
~.:_5_:-2__.
•
_':1
~.
J-
.
J-
K·
-
KKK-
---
-~-_!_0
Q-
~o
Q-
----
z-
-----
--
----------------
014770-622
014821-022
01706l-003
...._,:
b-
cc-
0-
K-
8-
Eb-
~J!~frij-
Ref.
!':o.
1-041
iiGdil::J
Pans
017062-503
1-045
1-100
1-105
017501-602
017711-412 I B-44
1-123
1-128
1-053
1-056
1-059
1-070
1-3-1-4
1-078
017761-212
017761-412
018051-622
018060-822
018061-222
018061-622
1-272
1-024
018062-022
1-043
1-064
1-067
1-270
1-8-6 018062-222
28
018063-022
34
1-14
1-20
9
3
7
018065-022
018081-222
018082-022
3
9
74
018082-522
018300-822
018400-822
21
3
018400-832
6-4
18
23
30-3
018401-022
32
4
10
____
28
1-4
_6
__
..
10
·------
45
6
8 018680-522
11
17
--
-·-----
____
26
·----
______
42
..
·---
14
-~-
1-135
-
~---
11
19
8
__
-~~-
--
·-
r-·
--
~---·--
------
018401-222
018501-022
018501-222
018501-222
018501-422
·-
----
..
~.
----------
018681-022
021060-102
021060-106
021060-202
021080-102
021080-302
--·------
021100-202
021300-103
-----
021400-106
021400-202.
15
6 021500-106
29
1-003
021660-102
No.
t
~Jmfr"'J-
Ref.
1
z-
23
b-
1-130
1-145
I
b-
· B-59
4-3
H-
F-
40
c-
9
b-
1-235
'
E-
10-3
!
a-
1-7
B-
71
J-
42
B-
56
H-
2
J-
8
J-
25
b-
1-001-2
J-
18
F-
12-2
J-
20-2
J-
29-2
J-
32-2
b-
6
A-
32-3
F-
4-2
F-
30-4
B-
11
1-1-11
d-
b-
1-265
1-244
bb-
1-253
b-
1-258
l
a-
1-18
a-
II
I
b-
1-209
c-
2
I
1-007
b-
b-
1-008
b-
1-047
b-
1-081
b-
1-089
b-
1-181
b-
1-222
d-
8
b-
1-011
b-
1-8-5
K-
25
-----·-
d-
1-3-12
R-
8
Q-
3
z-
24
b-
1-131
d-
1-1-19
d-
1-1-13
a-
1-2
A-
32-15
b-
1-030
b-
1-3-1-8
z-
12-2
b-
1-108
b-
1-114
z-
17-4-J
z-
11-1-3
z-
53
No.
il~d~=
Parts
!'\o.
021&70-202
021680-202
021800-102
025030-132
025030-232
025030-233
025040-232
~·~fri.!·
I
Ref.
L-
12-7
B-
39-7
R-
15
1
z-
s1
. B-22
1
F-
46
I
e-
i
b-
I
b-
i
b-
l
e-
f-
!
a-
a-
b-
!
t
b-
I
b-
;
b-
I
b-
:
bb-
!
bb-
i
c-
025040-233
b-
d-
ee-
:
e-
I
025040-332
025050-232
e-
!
d-
bbb-
1-236
b-
1-268
d-
1-1-7
d-
1-3-13
d-
025060-132
025060-232
-
--1---
025080-132
----
.E._~0_8_0_-2_~2
__
0_?~!1_~_0-336
025100-132
-
---------
025350-132
--------
025350-332
>-----·
025350-332
----
--·
-
--
____
-----------
025680-132
025680-232
---.
-
-~-
025770-232
025800-332
026050-136
028030-242
10
8-
78
'
Q-
21
8-
80
c-
10
-
_!-
39
H-
3
b-
~-·
··--
... _
--
-------
·-
1-004
..
A-
55
A~_j.?_:~~--
~
~--!:!_!!_
A-
32-16
------------
-
·~ -~_-_1-:-~-
s-
11
·-----
L-
12-4
P-
4
.~_:.1!_
8-
39-6
_
_l:i:..__!:!~--
~_:J]
A-
11
P-
9
s- 1
--------
8-
20
z-
22
--·---~-
z-
17-7-6
a-
1-13
b-
1-084
!'\u.
1-3-9
1-179
1-3-1-9
1-3-1-12
1-3-16
7
1-19
9
1-048
1-091
1-115
1-182
1-211
1-245
1-254
1-259
5
4
1-206
1-3-11
1-14
1-3-5
1-6
1-9
1-3-17
1-012
1-145
-
--
___
___
___
·-
.
-
-
:~t-
Page 71

BJ;~::l-
Parts
No.
028030-243
028040-242
028040-243
028050-242
028050-246
028060-243
028080-242
028100-242
031452-206
032452-502
046301-620
046302-020
047201-042
047250-642
047251-640
047501-242
048020-342
048025-342
t-·
:
88-
;
i
I
:
!
z-
!
:
'
. A-
8-
I
'
. A: z-11-2-2
i
I
;
I
: L-37
:
I
I
~JRI.f;~
Ref.
No.
a-
14
1-3-1-7 048030-342
b-
b-
1-3-1-11
b-
1-3-3-4
b-
1-3-4-4
c-
1-4
e-
1-3-15
e-
1-3-8
f-
6
L-
51
a-
8
a-
12
b-
1-010
b-
1-049
b-
1-090
b-
1-115
b-
1-183
b-
1-193
b-
1-210
b-
1-221
b-
1-245
b-
1-255
b-
1-260
c-
3
b-
1-201
b-
21
d-
1-3-10
e-
1-15
e-
1-3-12
e-
1-3-4
e-
1-5
e-
1-8
45
60
b-
1-013
1-147
b-
b-
1-237
d-
1-1-6
d-
9
11-1-2
8-
79
J-
27
z-
2&
b-
8
d-
1-1-20
d-
6
a-
1-8
SG~::l
048025-342
048040-342
048050-342
048060-342
048080-342 K-
048100-142
048110-142
048120-142
048150-142
048160-142 i E-26
048170-142
048180-142
048240-242
048320-242
048350-142
060660-512
061500-804
062060-806
062260-406
062400-616
062400-806
32-5
12
d-
1-1-22
1-9
d-
32-17
z-
41
e-
3
f-
10
K-
9-3
J-
43-1-3 062503-006
N-
1-26
H-
4-2-8
062401-006
062401-416
062501-406
062630-612 : R-20
062660-412 K062660-712
A-
84
1-228
b-
1-5
bb-
1-263
062670-412
062670-512
Pans
No.
r
~!!U'rft
Ref.
No.
1-3-2-4 062670-512
d-
8-
39-4
s-
11
1-232
b-
1-269
b-
8-
27
8-
55-4
1-6
o-
J-
43-5
M-
30
6 M-
P-
Q-
18-3
Q-
28
8
s-
a-
1-5
N-
1-16
N-
1-9
8
P-
Q-
5
Q-
37
G-
12
G-
19
4
s-
1-104
b-
23
a-
1-24
A-
32-13
8-
31
8-
73
I
G-
27
Q-
40
Q-
24
c-
3
!
E-
2
8-
4
F-
15
F-
22
I
0-
15
A- 32-2-4
:
I
0-
13
I
F-
45
;
b-
1-251
z-
11-2-1
b-
1-2&7
b-
1-191
b-
1-202
d-
1-1-25 082104-890
d-
1-3-3 082105-190 112751-003
e-
I-ll
e-
1-3-3
e-
1-4
e-
1-7
d-
1-3-18
z-
12-J
z-
17-4-2 100250-001
z-
17-7-5
: z-17-7-4
16-4
i
0-
24
: K-
16-8
J-
49
!
M-
45
l
A-
57
!ili~::l-1-'
Pans
No.
~!!lUi'-\}
Ref.
LL-
I
L-
I
LLL-
s-
062670-612
062670-812
062671-012
062671-412
062680-512
062680-612
062680-712
062680-812
062681-012
062710-712 A-
062711-012
062711-212 :
062711-412
062761-412
062781-412
071047-650
071095-250
072600-360
072600-760
072630-260
081003-670
081008-070
082105-290
100022-005
100032-004
100136-001 . M-15
100315-002
100360-003
100398-001
100402-004
100887-001
101125-000
101572-101
102538-007
102630-001
bL-
M-
.
NAL-
P-
L-
H-
zAA-
;
LRRNA-
I
AcHL-
54
l
L-
M-
i
AN-
i A-
I A-
I A-
I Q-20
cF-
0-
.
E-
0-
cKK-
Q-
----
z-
z-
b-
Q-
43
· M-27
N-
c-
·
A-
'
Q-
:
MM-
z-
'
a-
1
z-
I A-
;
G-
21
26
33
39
48
50
15
1-274
13
4
40
1-7
15
12-3
3
12-8
4-2-7
50
59
70
5
9
17
1-25
22
64
20-1
4-2-12
3
6
2
81
2
5
8
3
35
38
25
6
9-3
5
13
19
52
15-1
1s-2
1-112
10
16
10
16
9
10
4-2
16
3-3
56-3
8
Nu.
--
-
liG~~
:1-
r
I
:\o.
I
a-
cMz-
A-
Part~
102630-001
102843-004
103950-003
103978-002
104450-101
I A-
104567-001
104689-002
105234-003
105248-003
105343-001
106030-001
106129-001
106147-002
107030-001
107149-001
107153-002
107231-002
107606-001
107744-001
107779-001
107780-001
108520-001
109239-002
109893-002
110027-001
110251-001
110367-001
110495-003
110505-001
111140:-_0.!1.!._
111865-001
--------
112468-001
-···-
112669-001
113006-001
---
11331~_--_001
113431-002
114294-:_00_1
114483-002
114486-002
114985_-00_~---
115003-001
115012-002
115018-001
115053-016
115077-003
115147-001
115148-101
L-
I
LL-
!
8-
: K-
i
G-
I
H-
bL-
; z-6-1
1
zA-
8-
I
i
8-
LGG-
I
E-
I
M-
i
8-
GH-
1
z-
;
z-
I A-
i A-
JJ-
!
88-
;
b-
K-
8-
Q..-_13
~~:~_7
--~-_11_
--~~--27_
g-
__
a-_~!.
L-
.
L-
·---
L-
..
-
M-
.
-
L-
..
___
MB-
-
B·
----~
M-
-.
z.
. -
--
A-
-
A-
·-----
o-
.
-----···
8-
Bcz-
M-
HH-
~¥.~lfrJ,;-
Ref.
:\o.
1-9
8
18
52
31
66
10
22
40
23
2
32
5-6
1-027
65
19
56-4
37
52-3
59
11
18
9
14
39-2
30
5-4
4-1
4-3
30
18
26
44
38
67
1-103
14
72
______
--··-
__
-
41
---
31
42
·~-·
56
-----
6
·---
--
34
.
..
. -
5
39-5
61
17
·-
10
·--
----
··-·
80
·-----
58
1-4
. ···--
13
19
- ----
21
9
38
12
11
-
3:>
-
Page 72

fij;.fa:J-~
Pans
No.
115156-001
115157-001
115158-001
115166-001
115493-002
115544-001
115947-001
%<~!r~
Ref.
HzHHA-
a-
bd-
116016-001
116185-202
116231-001
116629-001
116920-001
117150-001
117215-001
117437-102
117466-000
117934-001
117936-001
118064-001
118837-001
120448-001
122991-001
123006-001
126863-000
132051-001 1 c-
140208-001
140392-001
140423-000
140726-000 · c-11
141331-001
141334-001
zzF-
s-
cLL-
N-
zzAAz-
1
z-
N-
zzzcz-
M-
1 a-
ALL-
F-
J-
a-
bb-
47
4&
b-
b-
---------
141472-002
141528-001
141550-001
141583-001
141692-001
141786-001
141808-001
141860-001
142002-001
142205-001
142211-001
142268-001
142443-001
142566-001
142628-001
142121-001
144226-001
144458-001
144526-001
bE-
23
M-
37
N-
G-
21
LK- I
K-
34
A-
32-2-5
z-
z-
37
c-
33
a-
z-
N-
B-
30
----------
B-
71
------
G-
26
a-
39
z-
z-
25
c-
24
R-
4-2-6
5-5
4-2-9
4-9
17
19
7
5
12-4
12
16-3
5
36
25
38
9
12-1
38
29
27
5-3
3-2
1-19
3D
1
43
1a
11-10
20-4
29
21
28
2-6
28
36-4
1-032
1-087
1-121
1-187
1-8-8
1-4
12-6
--
-
-----
5-1
-~---
1-11
3-1
1-13
5-2
3
No.
..
--
---
---·
-.-
-
. -
-~
1---
----
1--
-~1_!93-0~!
···-
t--. ---·------
--
fti;d"b:J-!'
Pans
l'o.
144526-001
144543-001
144694-001
144712-002
145318-001
I
145446-001
145480-001
145519-001
146354-001
146375-000
146994-001
I
I
147111-001 I
147151-000
147145-000
148417-001
148546-001
148587-001
148589-001
148592-001
148921-000
149073-001
149127-001
149247-001
149547-000
150106-002
!
I
I
1
I
1
150172-002
150174-000
: z-17-5
150179-002
150180-000
150182-000
150189-002
150335-001
150553-001
-
150554-002
150556-001
150721-001
--
151163-001
-.
--~.
1~1602-002
--.
151604-002
151886-001
---·- -
151887-001
151888-101
151889-001
151890-000
-··-·
151891-001
... . ... -..
-
_I
~-1~_92-00
151894-101
151895-000
-----------------
151898-~01
151899-001
~.:.
------
----------
...
•·.
--
-
-
--
__
--
...
-·
-
----
- -
!
____
___
- .. . .
%<~fi"'t
Ref.
f'o.
R-
11
d-
4
L-
6
c-
2-2
F-
34
M-
12
M-
22
N-
8
A-
12
M-
11
H-
4-4
L-
23
H-
10
D-
7
J-
3
L-
2-7
L-
15
L-
43
R-
4
1-094
b-
1-111
bb-
1-117
1-119
b-
L-
14
b-
1-212
4-18
Hz-
1a
1-1-24 151935-000
d-
z-
17-4
z-
17-3
~.fa:J
Pans
l'o.
151900-001
151901-001
151902-001
151903-001
151904-101
151905-101
151906-101
151907-001
151908-001 I 8-41
151910-001
151912-001
151913-001
151914-001
151915-001
151919-101
151920-001
151923-001
151924-001
151925-001
151927-001
151928-001
151929-000
151930-201
151932-001
151933-001
151936-001
151937-001
151938-001 I E-13
z-
17-7-1 151939-001
z-
17-8
z-
17-9
z-
11-1
5-4
z8-
53
8-
64
Q-
33
14
a-
4
a- 46-J 151953-001
8-
48
8
.::_~
1
---
GGHH-
R-
8-
J-
-
..
FA888-
8-_15 _____
8-
8-
13
8.:.]1
8888-
----·
20-3
----
22
----
----·--
4-15
--
-----
4_-_8
__
22
. -
9
-----
24
---
--
-
_______
1-3
54
..
-.
I
3
.
--
10
-------
16
-
--.
17
·-·-
---
:_1
~---·-·-·-
_____
24
------
25
_?6
28
151940-001
151941-101
151944-001
151946-000
151947-101
151948-001
151949-001
151951-001
151952-001
·-
151954-001
151997-000
151998-000
--
151999-00 I
152000-001
152191-001
....
__
152236-001
. -
152238-001
152239-00 I
152242-001
152244-000
-
15224~-001
152246-00 I
-
152247-001
..
152250-001
152671-001
-·
-
15l678-001
..
- ...
152618-001
1~2679-001
152680-001
-~~2681-101
152683-001
-
~-
--
152684-001
-
··-
~
--
~~J'rt-;·
i
Ref.
No. Parts :\o.
8-
29
8-
33
' 8-35
i
8-
36
I
8-
39
8-
39-1
8-
39-3
8-
40
8-
54
a-
32
8-
43
8-
47
I
8-
49
8-
50
8-
52
I
8-
57
8-
58
8-
58
I
8-
69
8-
70
I
8-
2
1
I
E-
8-
7
E-
3
I
E-
8
I
E-
10-1
I
E-
10-1-2 152735-101
E-
11
E-
12
·
8-
55
E-
10-2
E-
10-4
E-
19
D-
11
E-
19-2
--
E-
19-3
E-
20
_E_:_22
____
...
E-:-
24
--
-
E-
25
- ~-
--
.
..
.
.
-
Ecccc-
K-
(:cccc-
K-
K-
-----
28
4
..
6 152760-001
7
n
9
20-2
20-5
20-6
25
34
4
5 152803-001
K- 7
K-
10
K-
16-1
.
K-
12
~
-
-
-
--
KKKKKK-
18
16-2
16-3
24
16-5
16-6
-
--
--
~.iA:J
152686-001
152687-101
I
I
I
I
152693-001 I D-1-2
152694-001 I D-1-3
152695-201
152698-001
,
:
152699-001 i
152700-000
i
152701-001 I D-18
152702-001
152703-100
I
:
152705-001 i D-22
152706-001
152709-000
152710-001
152713-001
152718-001
152718-001
152719-000
152720-000
'
'
.
'
i
i
!
I
152723-001
152724-001
152728-001
152731-001
I
:
152732-001
152734-001
152739-001
I
;
!
152742-001
152744-001 .
152745-001
. F-31
152749-001
152750-001
152752-001
152755-001
---~--
152756-001
152759-001
---
-· ----
_£_:__
--
..
.
152765-001
152711-000
152772-001
152773-001
152798-001
152799-001
1~2800-201
152801-001
152802-001
152805-101
152806-001
152808-101
..
152811-001
152815-001
~-
152816-001
1-_!~28~~-001
---
152823-001
.
----
152827-001
.
-
__
-
---
~~Hr~J·
Ref.
K-
26
K-
31
D-
9-1
D-
12
D-
14
D-
15
D-
19
D-
20
D-
23
5
JJ-
7
5
JJ-
2
4
N-
J-
15
J-
16
J-
34
J-
19
8-
8
J-
23
J-
35
J-
36
J-
41
J-
43
J-
43-4
F-
1-1
G-
2-2
F-
2
F-
7
F-
27
·------
8
..
____
F-
28
F-
6-2
-----·
F-
II
··-------·
B-
5
F-
14
F-
19
--
F-
21
F-
17
F-
20
z-
6-2
F-
36-2
F-
37
F·
36-3
G-
2-1
]
GG-
6
G- 7
G-
9
G-
13
14-1
G-
G-
14-2
8-
46
G-
20
G-
23
s-
I
s-
2
s-
6
s -
__
!..!!__
s-
12
Xu.
--
.
---
-
----
-
·--
..
. ..
~----
---
-
--------
________
·--
Page 73

fii;a~
;J
!-'
Pans
No.
152831-006
152832-106
152833-001
152835-006
152836-006
152838-001
152839-001
152841-003
152842-006
152846-006
152847-000
152848-001
152852-101
152857-001
152858-001
152859-001
152860-001
152861-101
152862-001
152863-001
152864-000
152865-101
152866-001
152867-000
152868-000
152869-001
152870-001
152872-001
152873-001
152874-001
152875-001
152876-001 ! M-21
152877-001 : M-23
152878-001
152879-101
152880-001
152881-001
152883-000
152884-001
152886-001
152887-001
152888-101 · M-36
152889-001
152890-001
152892-001
152893-101
152896-001
152897-201
152901-001
152904-001
152905-001
152906-101
152912-001
152913-001
152914-001
152915-001
152916-001
152917-001
152919-001
152920-001
152921-001
~!!itJl:i}
Ref.
AAAAA-
13
A-
60
A-
61
A-
14
A-
16-2
A-
19
A-
85
A-
63
A-
32-2
A-
32-6
A-
32-7
A-
32-9
A-
32-10
A-
32-11
A-
32-12
z-
20
z-
21
A-
32-14
A-
51
A-
53
A-
55
M- 1 152962-001
MM-
I
M-
16
M-
19
I
I
M-
20
'
b-
M-
24
· M-25
M-
26
M-
31
M-
43
M-
44
M-
33
M-
35
M-
39
M-
41
Q-
a-
a-
Q-
a-
10
a-
11
a-
12
a-
so
a-
18-1
:
8-
55-2
. a-
18-2
8-
55-3
.
J-
38
:
Q-
18-4
.
Q-
19
a-
22
. a-
23
Q-
18-6
I
i
a-
29
a-
31
BG.fa
No.
4
4-1
4-2
9 152926-001
3
8
1-234
I 152984-001
4
2
9
:J-
Pans
No.
152922-001
152923-001
152925-101
152929-001
152933-001
152936-001
152937-001
152938-001
152940-001
152941-001
152948-001
152949-001
152950-001
152951-001
152952-001
152953-001
152955-001
152956-001
152958-001
152959-001
152960-001
152961-001
152963-001
152964-001
152965-001
152966-001 ! L-12-1
152967-001
152968-001
152969-001
152971-001
152973-001
152974-001
152976-001
152977-001
152978-001
152980-001
152981-001
152985-001
152986-001 A152989-001 A152992-001
152995-001
153035-000
153040-001
153041-001
153042-001
153044-001
153049-001
153050-000
153056-102
153057-002
153058-001
153098-000
153100-000
153102-001
~-
~!!it~{}
Ref.
I
:
:
No.
Q-
34
Q-
35
1 153107-001
PP-
2
P-
7 153141-001
1-17
N-
1-5
N-
1-6
N-
1-24
N-
1-10
NN-
1-15
L-
1
L-
11
L-
2
2-1
L-
2-2
LL-
2-3
L-
45
L-
4-2
4-3
LL-
7
4
L-
4-1
LL-
9
L-
12
L-
8
L-
12-5
L-
17
L-
19
L-
18
L-
12-2
L-
60
L-
20
L-
32
L-
29
L-
36-1
L-
67
L-
41
L-
49
L-
52
L-
53
L-
70
L-
71
Q-
7
1-3
N-
L-
46
21
20
L-
24
6-2
a-
F-
43
c- 2
F-
1-2
6-1
F-
F-
26-1
1
o-
:
M-
7
' K-
16-9
A-
62
F-
42
. o-
1-5
A-
56-2
A-
56
A-
56-1
IJ&Jl,:J-
!-'
Pans
No.
153104-001
153106-001
153138-001
153195-001
153208-002
153219-001
153220-001
153222-001
153330-001
153332-001
153482-001
153484-001
153528-001
153529-001
153530-001
153531-001
153562-001
153596-001
153597-001
153598-001
153763-001
153820-101
153823-001
153824-001
153826-001
153827-001
153828-001
153831-001
153835-006 !
153836-101
153838-001
153840-000
153841-001
153842-001
153845-001
153846-001
153918-001
153919-001
153921-001
153922-001
153924-001
153925-001
153926-001
153927-001
153941-001
153988-001
153989-001
154125-001
154155-101
154174-001
154179-001
154332-001
154333-001
154465-001
154528-001
154561-001 , c-
154624-001
154626-001
I
H-
I
I
;
!
!
·
· G-20-t
. G-20-2
·
:
!
~!!itf;"J·
Ref.
No.
J-
17
z-
13
z-
13
M-
46
J-
48
J-
43-5
Q-
44
Q-
46
Q-
45
Q-
8
c-
20-1
J-
43-1
Q-
38
G-
31
H-
5-5
b-
1-005
L-
64
L-
61
L-
62
L-
63-1
L-
63-2
Q-
54
Q-
53
Q-
51
L-
47
4
FF-
26-2
F-
30-1
F-
44
8
G-
29
I 159977-000
G-
H-
1-1
H-
1-2
H-
1-3
J-
4 200190-001
J-
1 215769-001
J-
28
J-
39
A-
69
LLL-
L-
LLLLL-
R-
FF-
z-
8-
F-
z-
8-
8-
A-
N-
c-
M-
2-4
2-8
36-2
44
58
66
68
69
55
1
6-3
30-2
36
63
16
29
46-1
46-2
79
1-18
20
20-3
42
..
-
--
--·
·-·
-
-
---
&cfti:J-1-'
Parts
~o.
154627-001
154701-001
154702-001
154738-101
154760-001
154785-000
154788-001
154789-001
155336-001
155337-001
155489-000
155499-001
155500-001
155501-001
155523-001
155571-001
156101-001
156150-001
156206-001
156935-101
158686-001
158687-001
158998-001
159256-001
159257-001
159394-001
159486-001
159610-101
159613-001
159805-001 :
159978-001
159979-001
159984-001
402887-001
-------
- -
--
----
-
~-----~-------------
....
-~-
.
...
-
-
·-
--
---~··-
-·
-----
..
--··
--
~!!UP.!·
Ref.
c-
2&
c-
22
z-
11
A-
32-1
z-
31
I A-
83
I
Q-
25
Q-
18-5
I
; J-46
J-
43-7
1 K-
16-10
!
8-
62
I
8-
76
8-
42
E-
10
, P-
5
J-
22
Q-
17
s-
14
0-
9
G-
15
G-
24
a-
3
N-
6
N-
5
a-
18
N-
1-8
K-
35
K-
36
:
z-
7
M-
13
J-
9
J-
11
J-
12
•
J-
13
'
z-
42
z-
44
e-
1-3-10
K-
16-7
..
-------·---·
-~
..
..
----
·-·
-.
-
---
---
--
---
---
.
------
·-.
•·
--·
-----------
·•
...
..
~
.
----·
-------·
~cl.
··------
·-
-··
----
-
--~
-
-
..
-
--
·--·
--
··-·~
-37-
Page 74

:! .
7sotf-IIIflit~tt
T467
~o11ififllt!IKtPltill
TEL
(052)
824-2392it
BROTHER
INDUSTRIES, L TO.
-32
NAGOYA.
JAPAN
 Loading...
Loading...