

Page 1
~
_
'"
,·U
/',
(..., _
.
. ' ._--- -
...
~
- -
BOXFORD
CNC
MACHINE
Z-
\( ~ (->,\
280B
&
":-.
(.1'
\Cc
TURNMASTER
PROGRAMMING
MANUAL
~.
~·c
\ -~.
Page 2
SAFETY
INTRODUCTION
CONTENTS
SECTION
SECTION
1:
2:
FIRST
1.1.1
1.1.
1.
1.2.2
1.2.3
1.
1.
1.3.2
1.
1.3.4
1.3.5
STEPS.
2
2.1
2.4
3.1
3.3
FURTHER
2.1
2.2
2.3
2.4
Installation.
Machine
Machine
Manual
Pneumatic
Machine
Operations
Absolute
Program
Specification.
Function
operation.
Facilities.
Offset.
And
And
Format
Programming - G
Programming - M
EXPLANATIONS
GOO,
G02
G03
G70,
GOL
1n
in
GIL
OF
GOZ, G03.
detail.
detail.
G80,
Keyboard. (Power
Programming
Incremental
And
Axis
Directions.
Codes.
Codes.
G
CODES.
G82
G81,
Facing.'
On).
Sheets.
Co-Ordinates.
SECTION
3:
2.5
2.6
2.7
MAIN
3.1
3.2
3.3
3.4
3.5
3.6
3.1
3.8
3.9
MENU
G82,
G84,
G94, G95,
Grooving,
G90,
G91.
G96,
G83.
G9,.
OPTIONS.
The
Main
Menu.
Yrite A New
Program.
Edit/Continuation.
Test
Print
Execute
Help Date
File
Machine
Run
A Program.
Program.
A
Program.
A
Library.
Index.
feedback/Offsets.
Page 3
SECTION
4:
MAINTENANCE
AND
REPAIRS.
4.1.1
4.1.
4.1.3
4.1.4
4.2.1
4.2.2
4.3.1
2
ElectricalOverview
Electrical
Electrical
Electrical
Foundation
LUbrication
Power
fault
Diagrams.
Diagram.
Diagram.
..
Supplies.
Finding.
Arrangement Drawings.
Page 4
COPYRIGHT
~ll
right~
1n a
electronic,
prior
THE
retr1eval
permission
HEALTH
(C)
Boxford
reserved.
system,
mechanical,
of
AND
SAfETY
Limited
No
part
or
transmitted,
photocopying,
Boxford
AT
WORK
1991.
of
this
Limited.
ACT
1974.
publication
in
any form
recording
may
he
or
or
otherwise,
reproduced,
by
any
means,
without
stored
the
'-'
Under
equipment
The
parameters
cause
practices
instructions
Many
including:
*
...
this
regarding
equipment,
any
danger
are
safety
Fully
protection
Positive
and
feed
* Delayed
protect
*
>Ie
*
'"
'"
>Ie
...
'"
...
'"
'"
*
*
Mandatory
cycle
advance
Ideal
Feed
Cycle
F'eed
Single
rate
hold.
Emergency
Power on
Low
voltage
Machine
Fully
Integrated
'Power
Act
information
when
set
for
its
or
observed
supplied.
features
enveloping
for
microswitch
hold.
response
against
graphics
can
be
commenced and
of
the
position
over-ride
stop.
block
isolator
enclosed
on'
operation.
stop
indicator
control
electrical
indicator
its
safe
used
hazard
in
mechanical
and
have
been
transparent
spindle
protection
to
spindle
accidental
run
actual
for
machines
to
push
main
button
lamp.
circuitry
switch.
motor.
lamp.
has
to
use.
normal
to
health
they
are
incorporated
and
feed
use
required
step
metal
control
•
panel
be made
or
and
and
used
available
prescribed
electrical
safety
in
accordance
in
chip/work
hold.
on
forward/reverse
in
manual mode.
for
by
removal
controls.
jog
.
and power
the
new
step
in
rates.
wiring.
guard
pUlley
programs
execution
the
to
users
applications
performance,
if
normal
with
the
design
with
and
machining
end
X/Z
positive
guard
before
of
of
this
within
should
engineering
the
of
this
microswitch
for
jog
buttons
the
graphics
cycle.
the
Dot
equipment
spindle
to
machining
in
Whilst
manual
proper'
Wheatley,
Fax:
we
use
0422
attempt
if
there
of
Halifax,
355924.
this
to
give
is
any
equipment
West
the
fullest
doubt
Yorkshire,
whatsoever
the
user
HX)
possible
about
should
SAF.
Tel:
user
aspects
contact
0422 358311.
informat~on
relat1n~
Boxford
L~m1ted,
in
~o
the
the
Page 5
INTRODUCTION
The
Boxford
guide
performance
We
great
useful
on
We
thoroughly
Our
advice
the
emphasise
extent
life
the
care
suggest
commercial
or
280
user
and
of
taken
therefore
digested
information
TH
of a new
maximum
our
belief
upon
the
the
in
and
is a British
lathe
useful
however,
adoption
lathe,
its
that
and
technical
its
installation,
the
adhered
departments
should
made
CNC
towards
life.
of
performance
advice
to
this
that
safe
as
be
its
safety
and
closely
required.
lathe,
safe
on
working
and
its
operation
information
as
will
be
and
our
operation,
the
lathe
practices,
accuracy
and
routine
offered
possible.
pleased
objectives
optimum
relies
and
that
depend
maintenance.
should
to
supply
are
to
to a very
the
largely
be
further
Please
stamped
quote
at
the
the
Lathe
lower
Model and Machine
right
BOXFORD
hand
LTD
corner
of
HALIFAX
Serial
the
(0422 358311)
Number
bed
in
(which
all
communications.
may
be found
Page 6
INSTALLATION
1.1.1
Siting
The machine
is
The Machine
capable
should
of
supporting
Equipment and an
sufficient
Machine
Under
normal
bolted
clamp
bolts
Foundation
In
cases
should
levelling
Electrical
The
280TM
plus a neutral
the
415
Fixing
down,
where
be
provided
and
requires
volts.
space
operating
but
are
Diagram
the
straightness
Supply
line.
be
located
Operator,
should
be
the
combined
without
provided
on a
conditions
for
optimum
accuracy
recommended and
4.2.1.
machine
to
prevent
is
checks
a
20A 3 phase
A
~ariation
\--
firm,
noticeable
for
it
is
bolt
to
the
holes
be
free
machine from
have been
415V
of
plus
preferably
weights
cleaning
not
and
cutting
are
standing
AC
power
or
minus
concrete,
of
Machine,
deflection.
and
maintenance
essential
for
performance
provided -refer
some
being
form
moved
completed.
supply
15
(suitably
volts
floor
Accessories,
purposes.
the
machine
foundation
to
of
location
bodily
once
earthed)
is
tolerable
which
to
on
be
or
Air
Supply
If
the
power
tailstock,
operate
pressure
machine
them.
and
capable
is
The
supplied
it
will
supply
of
with a parts
be
necessary
required
giving
approximately
to
should
catcher,
run a
be
at
1.0
power
suitable
85
pounds
cubic
chuck/collet
air
supply
per
square
feet
per
minute.
or
to
inch
Page 7
1.1.2
MACHINE
1.
Spindle
Spindle
Spindle
2. Feed
Rapid
Program
3.
4.
5.
6.
7.
8.
X
axis
Z
axis
Spindle
Metric
Imperial
System
CAPACITIES
Speeds:
speeds
motor
Rates:
traverse
feed
travel:
travel:
bored
dimensions
dimensions
resolution
AND
are
3.75Kw
rate:
rates:
300mm
300mm
to
pass:
LIMITS
programmable and
(5HP) 3 phase.
5m/min
1
format
format
(step
to
58mm
at
100%.
2000mm/min.
diameter.
XXX.XXX
XX.XXXX
measurement):
variable
(Expressed
(Expressed
O.0025mm
O.0050mm
from
as
X3,3).
as
X2,4).
(X
(Z
40
to
axis)
axis)
5000rpm.
Page 8
1.
2.1
MACHINE
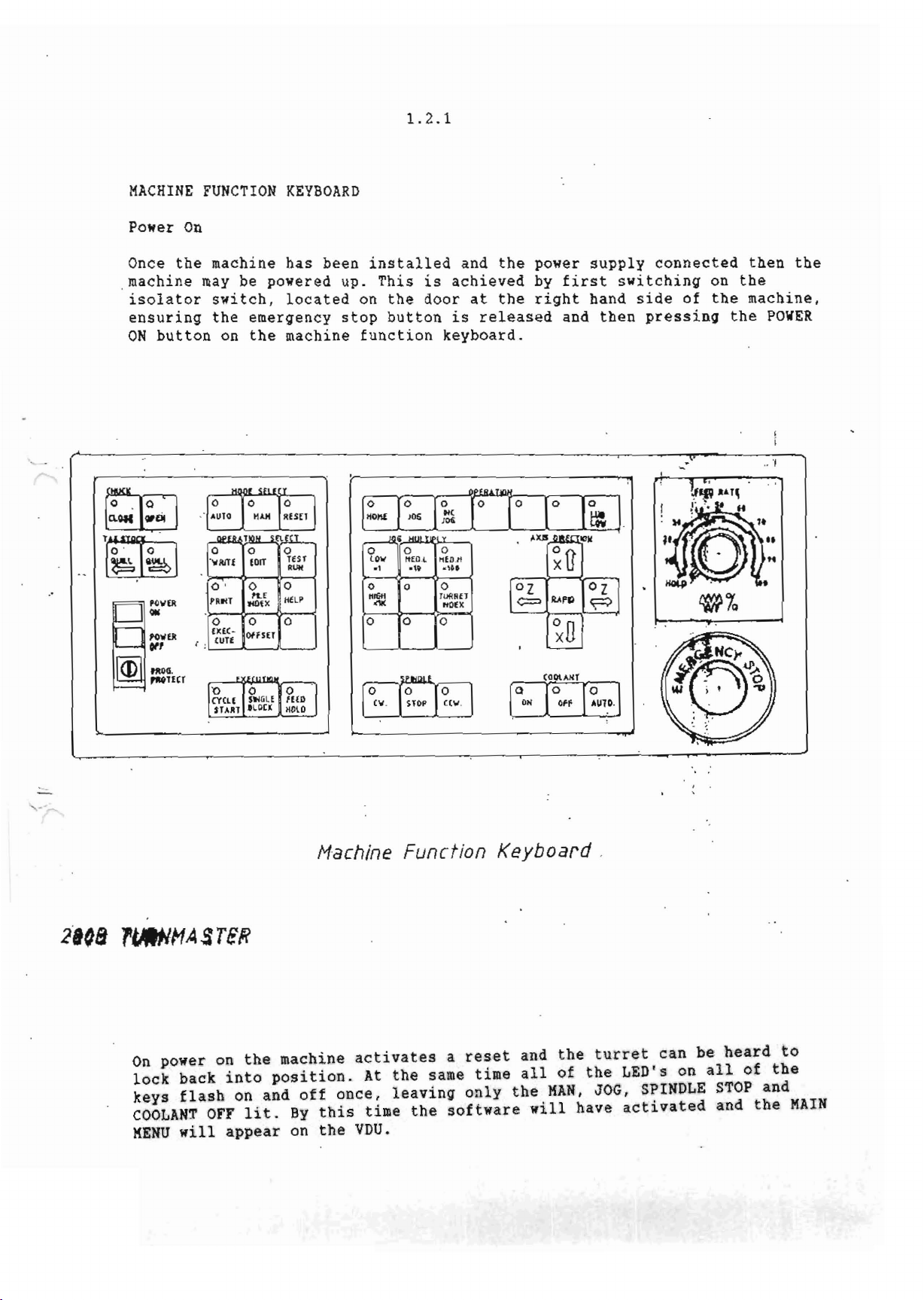
Power
Once
. machine
isolator
ensuring
ON
button
'~""ER
OM
,.,
....
Of'
fltIlG.
;
(J)
,aoucr
FUNCTION
On
the
may
ER
machine
be
switch,
the
emergency
on
the
0'
o
ft-f
'~tlT
lNOtX
KEYBOARD
has
been
powered up.
located
stop
machine
o
HfLP
o
installed
This
on
the
button
function
0
0
HIGH
-<11(
0 0
and
is
achieved
door
at
is
keyboard.
0
tlEO.H
.'u
0
TUflRfT
"OEX
0
the
power
by
the
right
released
oz
c=
RAPIl
(OOlAlIT
(010lOI
~
first
and
supply
switching
hand
then
connected
side
of
pressing
on
the
the
then
the
machine,
POWER
the
On
power on
lock
keys
back
flash
COOLANT
MENU
will
into
orr
appear
the
on
lit.
M-achine
machine
position.
and
off
By
on
once,
this
the
Function
activates
At
the
leaving
time
the
VDU.
a
reset
same
only
software
Keyboard
and
time
all
the
will
the
of
MAN,
turret
the
JOG,
have
can
LED's on
SPINDLE
activated
be
all
heard
of
S·TOP
and
and
the
to
the
.
KAIN
Page 9
1.
2.2
1
of
2
MANUAL
The
prior
SPINDLE
With
the
of
OPERATION
280TM
to
OPERATION
the
relevant
the
spindle
commences
spindle
key
achieved.
direction
revolving
illuminate
COOLANT
It
may
coolant
pipes
coolant
Coolant
M08
OPERATION
be
on key
being
off
is
and
H09
illuminated.
using
the
may
of
course
CNC
control
machine
in
direction
direction
to
rotate.
with
To
key
press
after
the
decrease
until
the
the
necessary
illuminates
open,
the
key.
program~able
respectively
To
do
this
coolant
on
he
used
being
manual
used.
mode
key on
keys
To
increase
illuminated
the
spindle
the
required
spindle
spindle
to
use
coolant
the
coolant
on and
but
press
key.
the
the
stop
has
is
only
the
as
a manual machine
the
spindle
manual
red
the
LED
speed
speed
key
LED
speed
until
press
is
and
operation
the
stopped.
in
a manual
LED
and,
subject
emitted.
off
with
if
key.
the
The M
the
auto
may
be
illuminates
of
the
the
required
the
opposite
obtained.
LED
on
operation.
to
To
stop
the
use
of
coolant
codes
for
setting
started
panel.
and
spindle
speed
To
stop
the
stop
the
taps
coolant
the
miscellaneous
key
may
be
up
up by
On
the
press
pressing
pressing
spindle
the
is
spindle
the
spindle
key
will
Pressing
on
the
press
LED
is
overridden
purposes
one
the
coolant
the
~odes
by
JOG
OPERATION
When
mode
tbe
and
machine
selects
illuminated
and Z
set
be moved
It
required
by
may
jog
the
he
keys
at
that
to
automatically
the
moves
slides
key.
An
alternative
them
labelled
active.
chosen,
being
the
at
incremental
INC
As a safety
is
lit.
amount on
is
the
lights
may
feedrate
the
same
the
be moved.
overrides
at
to
JOG
and
the
smallest
Pressing
the
powered on
JOG
operation.
on
the
two
be
used
to
knob from 0 up
time
maximum
If
or
jog
so,
whatever
rapid
moving
jog
the
measure
traverse
the
distances.
LED
the
increment
either
key which
LOW
MED.L
MED.H
HIGH
x
x
x
x
of
is
1
10
100
lK
the
control
Confirmation
keys.
jog
With
the
to
each
then
axis
rate
pressing
is
feedrate
rate.
slides
at a continuous
To
will
illuminate
default
of
the
axis
illuminated.
O.OliT1lB
=
0.10mm
=
1.00mIll
=
lO.OOmm
=
automatically
the
slides
the
maximum
individually.
not
fast
the
value
Care
use
this
increment,
.Olmm
jog
and
keys
or
or
or
or
of
this
machine
around
the
jog
enough
centre
is
set
must be
teedrate
facility
indicating
when
is
indicated
will
0.0004!'!
0.0040"
0.0400"
0,.4000'"
defaults'to
may
in
this
machine
rate.
for
rapid
on
taken
Both
the
key
the
when
press
the
facility
this
by
increment
be
seen
state
at a rate
axes
distance
dial
using
is
to
the
key
facility
the
the
manual
by
the
and
move
is
LED
axis
the
X
may
this
is
by
This
5mall
facility
'l\oV~S
to
is
be
particularly
"!lade
"Ind
useful
:H:r:l\ri'lte
when
t-nol
setting
I)fts~ts
tool
to
he sP.t.
offsets
as
it
allows
Page 10
1.2.2
2
ot
2
Manual
TURRET
To
index
Pressing
station
held
down
Operation
INDEX
the
turret
tbe
key
and
then
until
cont'd.
manually
labelled
stop.
the
station
For
first
'turret
an
index
required
ensure
index'
of
is
causes
more
in
the
MAN
than
position
mode
the
one
turret
station
.
key
is
illuminated.
to
index
the
key
one
may
be
.;
....
Page 11
1.2.4
1
of
2
MACHINE
The machine
exact
point
In
all
centreline
of
workholding
front
OFFSET
offset
distance
on
the
instances
of
end
of
from a datum
cross
the
device
the
The X and Z datum
type
of
which
type
turret,
stations
On
a machine
the
centre
the
cross
The two
before
these
of
values
workholding
and
values
the
tooling
then
the Z axis
fitted
of
the
slide.
for
machine
if
is
on
the
slide
the
'X' datum
spindle.
has
device.
points
system
the
X
with a quick
location
the
machine
leaves
either
altered,
2aOTM
point
when
The Z datum
been
for
the
is
axis
datum
datum
stud
the
a
collision
or
plays a very
at
the
the
slides
point
at
chosen.
cross
chosen.
is
taken
is
taken
change
and
the
offset
will
factory.
involving
the
machines
important
spindle
are
the
point
In
all
slide
spindle
end
at
HOME
varies
cases
differ
For a machine
as
the
as
the
front
toolpost
Z datum
the
is
usually
However
the
it
may
turret
software
role
of
the
position.
end
is
depending
the
datum
once
again
fitted
centreline
face
of
X datum
taken
have
is
as
been
be
necessary
occurs
RESET.
as
it
machine
always
on what
point'
depending
~ith
of
the
disc.
is
taken
the
front
set
or
is
to
the
is
a
disc
the
by
Boxford
to
the
the
a
type
the
on
ID
from
of
alter
type
To
gain
on
the
operation
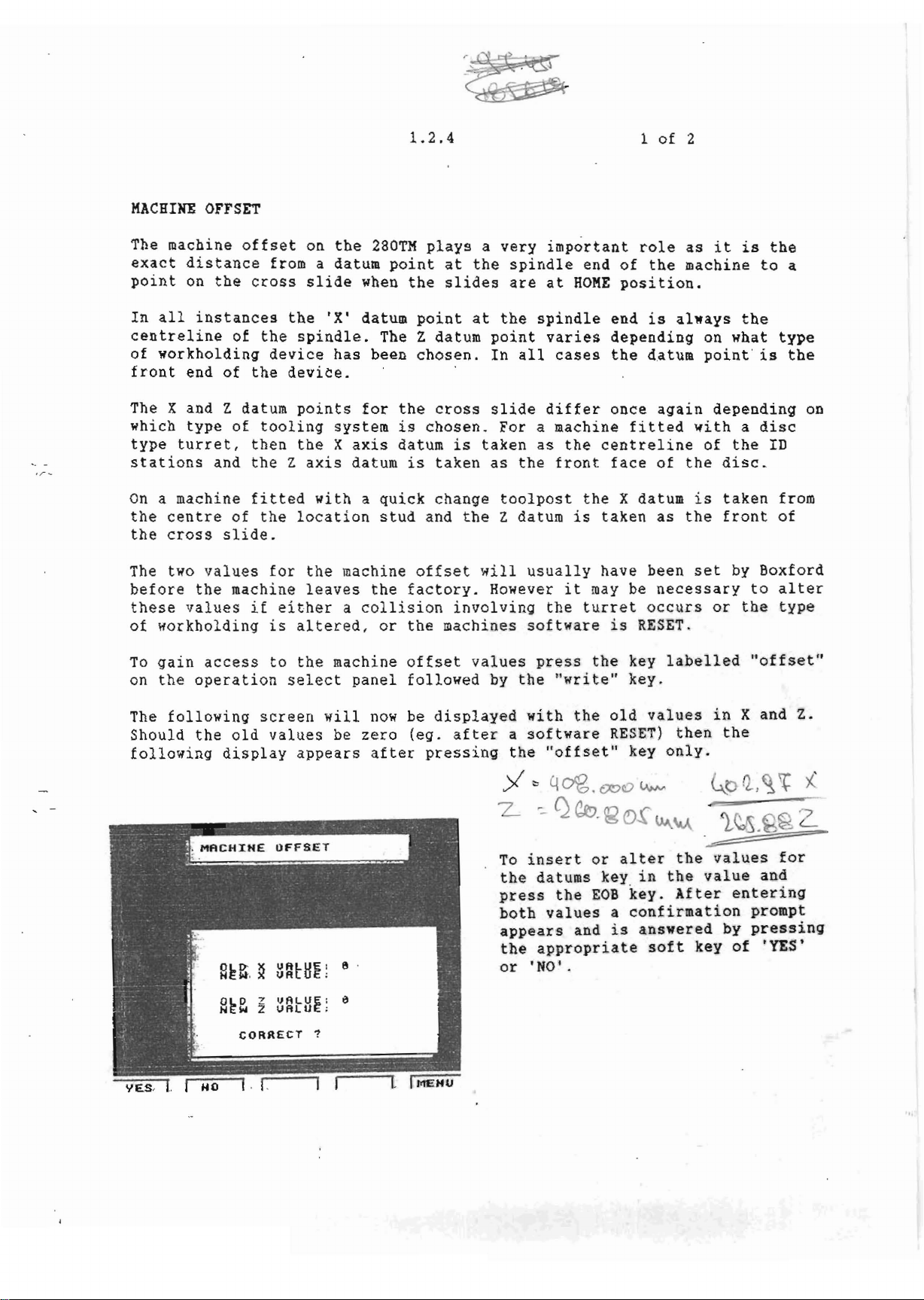
The
following
Should
following
access
the
display
OLD
NEW
to
select
screen
old
values
appears
Z
VALUE:
Z UALUE;
CORRECT 1
I,
I.
the
machine
panel
will
now
be
zero
after
e
offset
followed
be
displayed
(eg.
pressing
L
values
after
by
the
with
a
software
the
To
insert
the
press
both
appears
the
or
'NO'.
press
"offset"
datums key.
the
"write"
the
or
the
EOB
key
key.
old
values
RESET)
key
alter
in
key.
labelled
then
only.
the
the
After
values a confirmation
and
is
answered
appropriate
soft
key
"offset"
in
X and
Z.
the
1~.
.~.::;=======--
values
value
@,L
for
and
entering
prompt
by
pressing
of
'YES'
Page 12
1.2.4
2
of
2
Machine
Offset
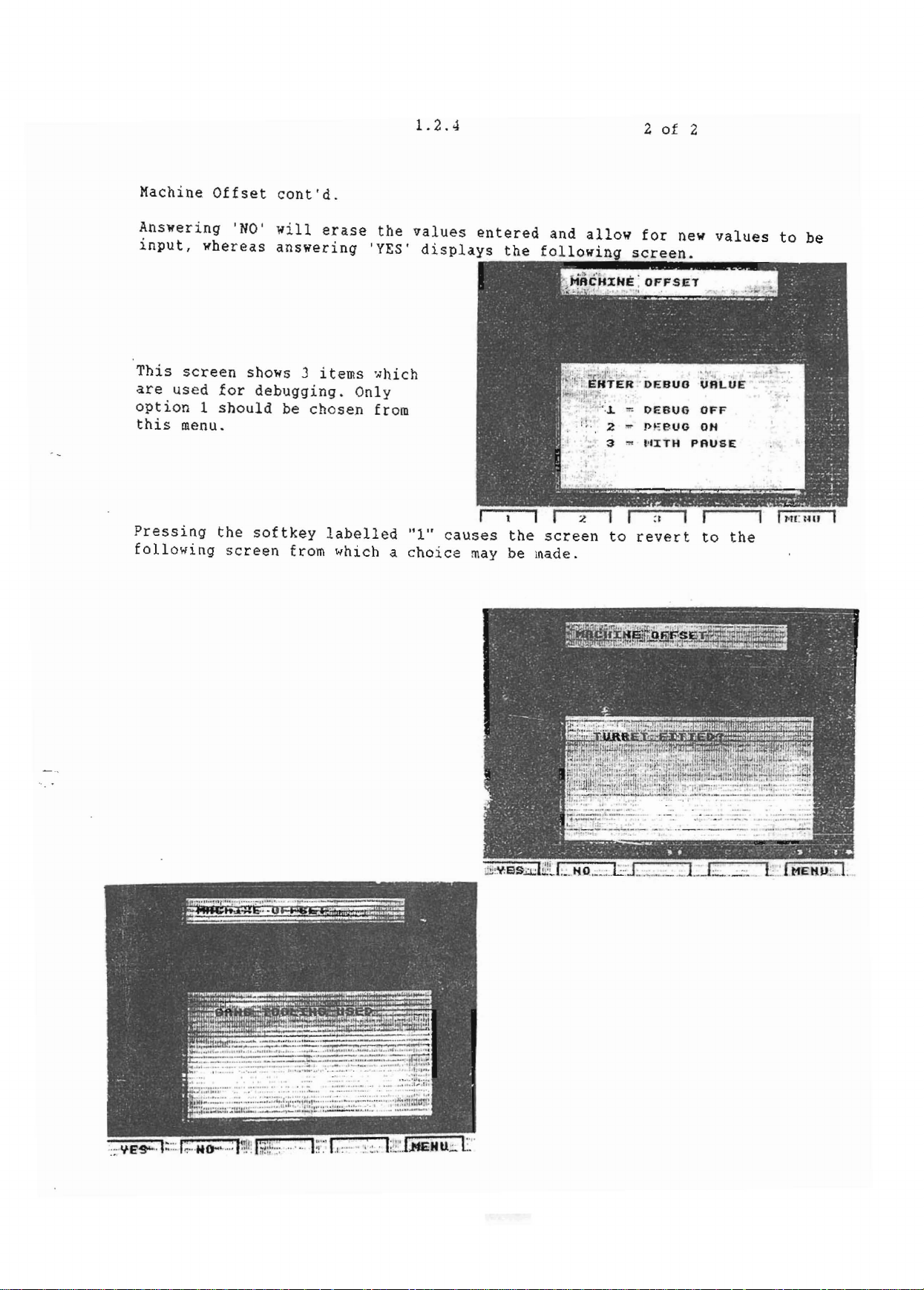
Answering 'NO'
input,
This
are
whereas
screen
used
shows J
for
debugging.
option 1 should
this
Pressing
following
menu.
the
screen
softkey
cont'd.
will
erase
answering
items
Only
be
chosen
labelled
from which a
the
'YES'
~hich
from
values
displays
"1"
causes
choice
entered
the
1 I
the
may
be made.
and
allow
following
screen
for
new
screen.
values
to
be
Page 13
1.3.1
1
of
3
OPERATIONS
following
The
be made:
1.
2.
3.
4.
Drawing
Examine
datum
Machining
Decide
the
machine
finish
operations
Tooling
Choose
degree
by
appropriate
Programming
AND
PROG~AMMING
points
the
drawing,
if
necessary.
on
the
operation,
profile)
should
appropriate
diamond
require
material
and
be
tools
insert
diameter
SHEETS
consideration
choose
from which
(eg.
the
sequence
performed.
for
Lff copy
drill.
so
that
a work datum and
the
part
rough
each
turn
in
machining
turning
15mm
which you
tool
and
a
logical
re-dimension
is
to
be
dia.,
sequence,
rough
think
centre
approach
from
machined.
chamfer,
that
ego
drill
these
roughing
can
this
Consider
55
followed
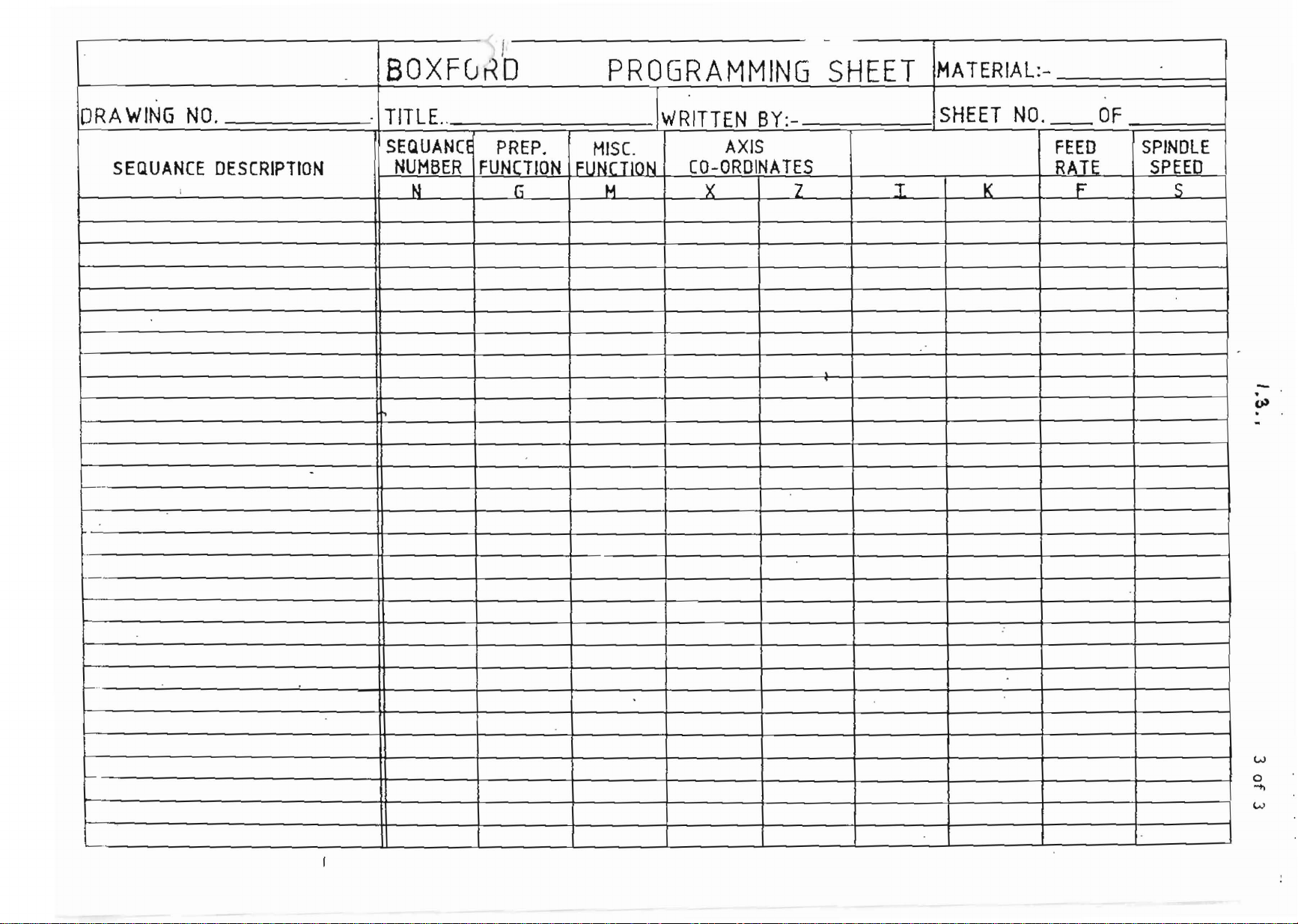
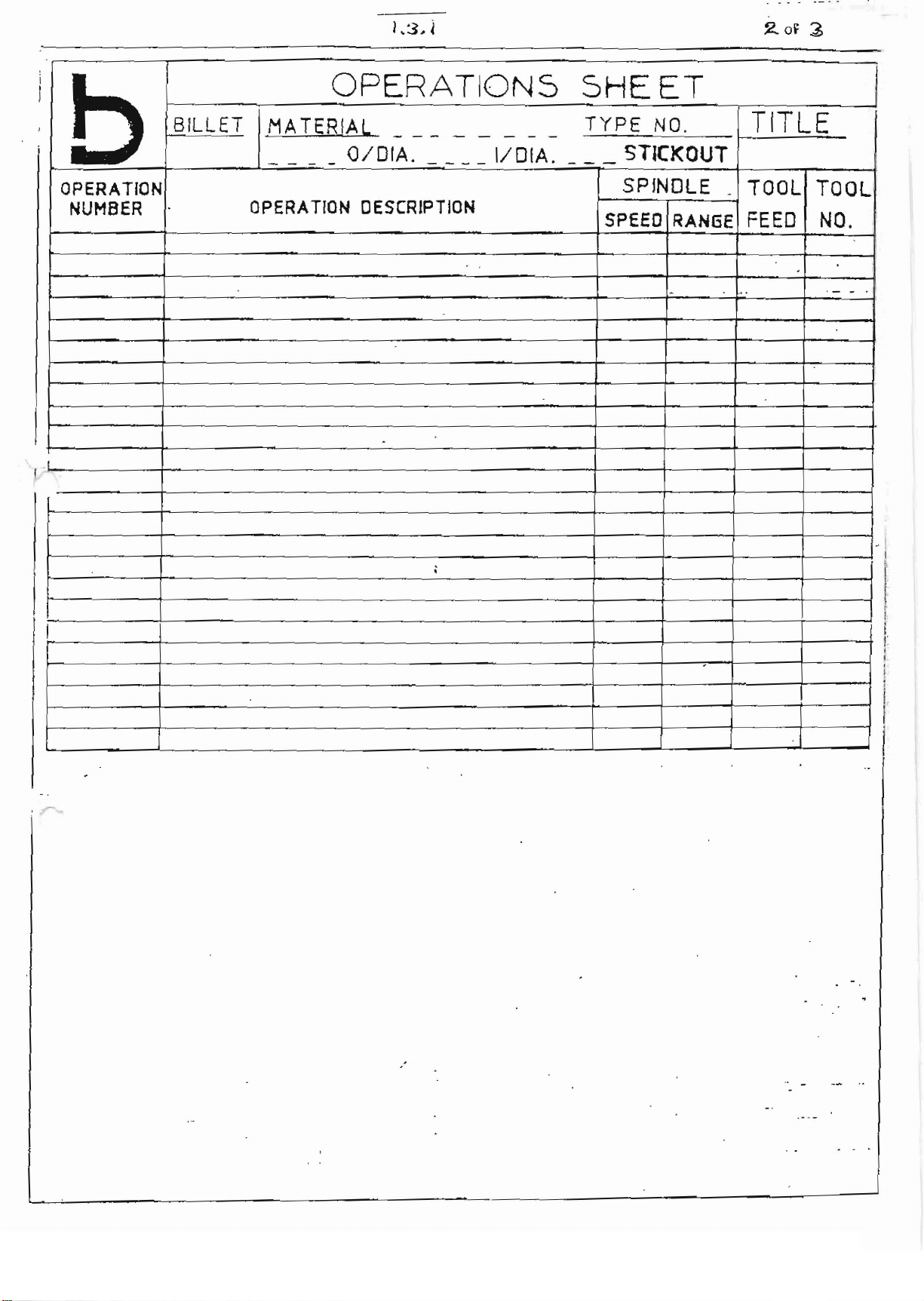
All
sheet
found
Decide on
rates,
of
these
and programming
overleaf.
incremental/absolute
spindle
decisions
speeds
should
sheet.
etc.
Blank
dimensions,
be
systematically
forms
for
linear
recorded
you
to
interpolation
on
copy
and
an
operating
use,can
feed
be
Page 14
i
BOXFuKO
PROGRAMMING
-
SHEET
MATERIAL:-
DRAWING
SEQUANCE
1----
..
.
--
NO.
DESCRIPTION
i
TITLE
o
SEQUANCE
NUMBER
~
-
..
PREP.
FUNCTION
N G M X Z I
MISe.
FLJNl
WRITTEN
TION
BY:-
AXIS
CO-ORDINATES
SHEET
NO.
K F S
FEED
RATE
Of
SPINDLE
SPEED
.-
C))
.
_
~
..
w
o
"'+>
w
Page 15
2.
of
1>
b
OPERATION
NUMBER
. 1
BILLET
OPERATIONS
MA
TERIAL
_ _ _
OPERATION
________
OIDIA.
DESCRIPTION
.
____
" "
\lOlA.
SHEET
TYPE
___
SPEEO
NO.
STICKOUT
SPfNOLE
_
RANGE
-
.
TITLE
TOOL
FEED
...
TOOL'
NO.
'-
- .
I
I
.'
;
I
i
r
I
I.
,
I
Page 16
1.
3.2
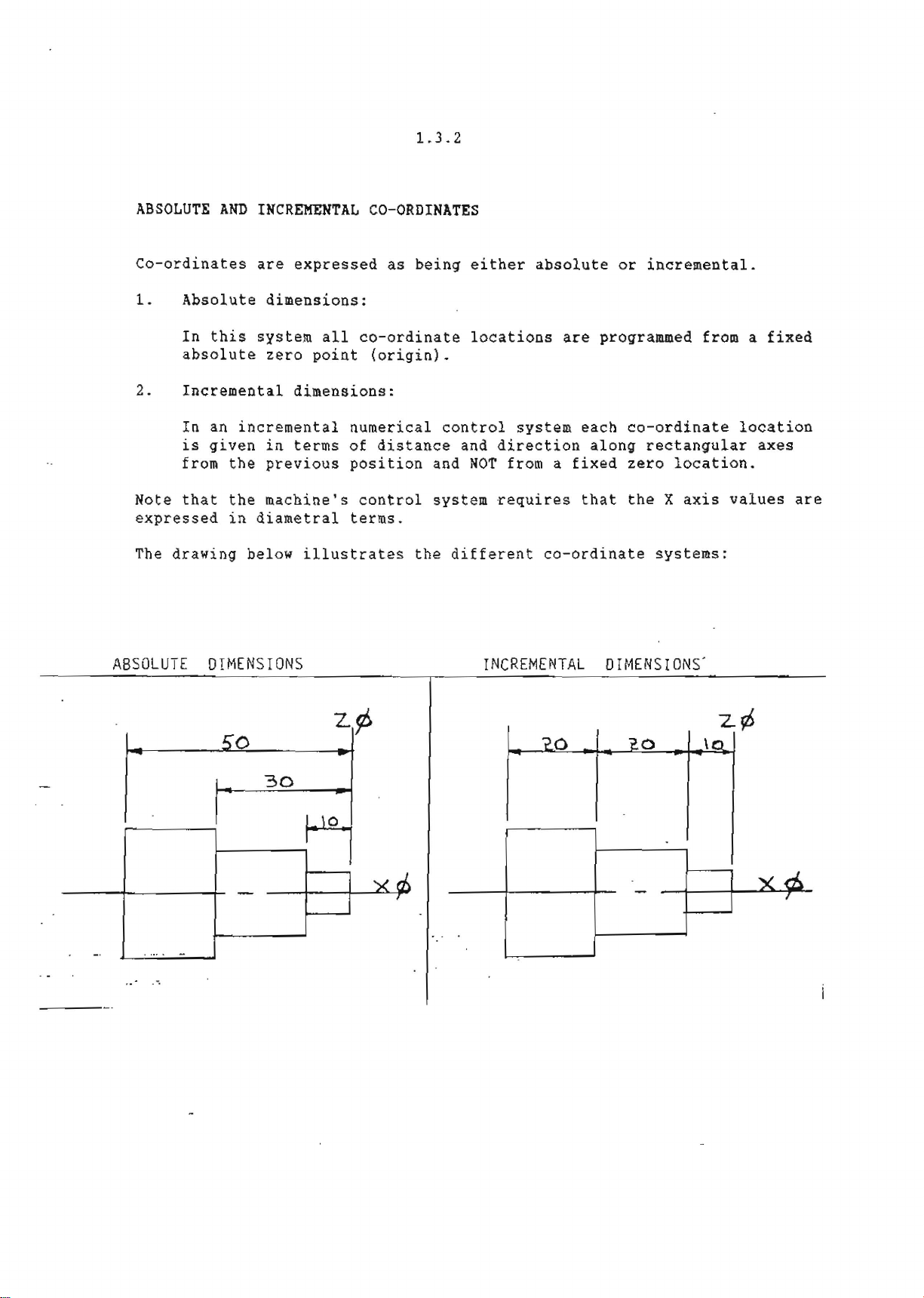
ABSOLUTE
Co-ordinates
1.
2.
Note
expressed
The
drawing
AND
Absolute
In
this
absolute
Incremental
In
an
is
given
from
that
the
the
in
INCREMENTAL
are
expressed
dimensions:
system
zero
incremental
in
previous
machine's
diametral
below
all
point
dimensions:
terms
illustrates
CO-ORDINATES
as
being
co-ordinate
(origin).
numerical
of
distance
position
control
terms.
control
and
system
the
either
locations
and
direction
NOT
from a
requires
different
absolute
are
system
fixed
co-ordinate
or
incremental.
programmed from a
each
co-ordinate
along
that
rectangular
zero
the X axis
location.
systems:
fixed
location
axes
values
are
ABSOLUTE
-
_.
. ,...
DIMENSIONS
50
- I
-
30
INCREMENTAL
?O
I
\0
I
DIMENSIONS'
,,0
-Xr:h
Page 17
1.3
_3
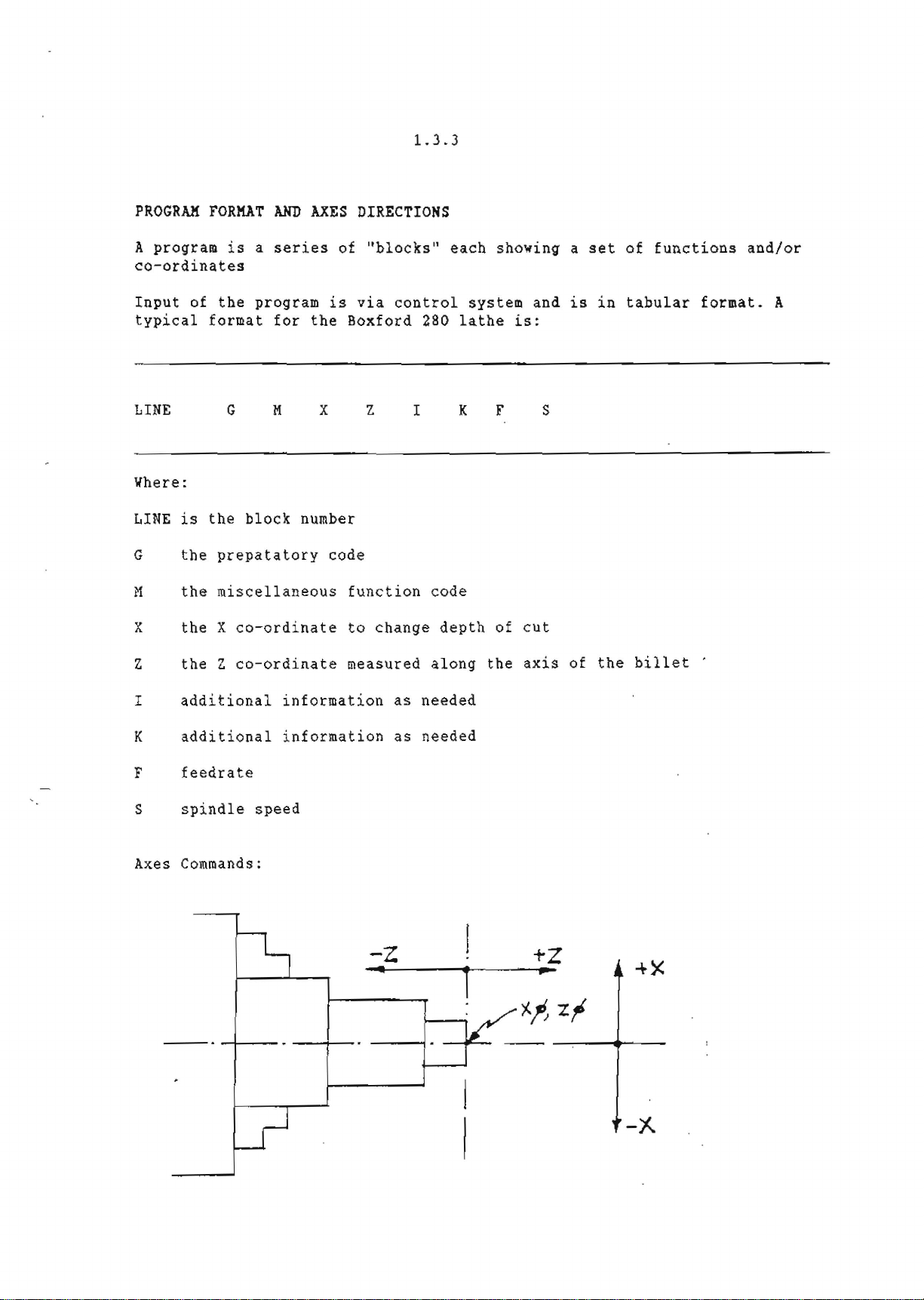
PROGRAM
A
program
co-ordinates
Input
typical
LINE
W'here:
LINE
G
M
x
FORMAT
of
the
format
is
the
the
prepatatory
the
miscellaneous
the X co-ordinate
AND
is a series
program
for
M x z
G
block
number
AXES
of
is
the
code
DIRECTIONS
"blocks"
via
control
Boxford
function
to
change
280
I K F s
code
each
system
lathe
depth
showing a
and
is:
of
cut
is
set
in
of
functions
tabular
and/or
format.
A
Z
I
K
F
S
Axes Commands:
the Z co-ordinate
additional
additional
feedrate
spindle
----+--
information
information
speed
measured
as
as
-z
......
along
needed
needed
1
the
axis
+z
~
of
the
billet
-'I--
Page 18
1.
3.
4
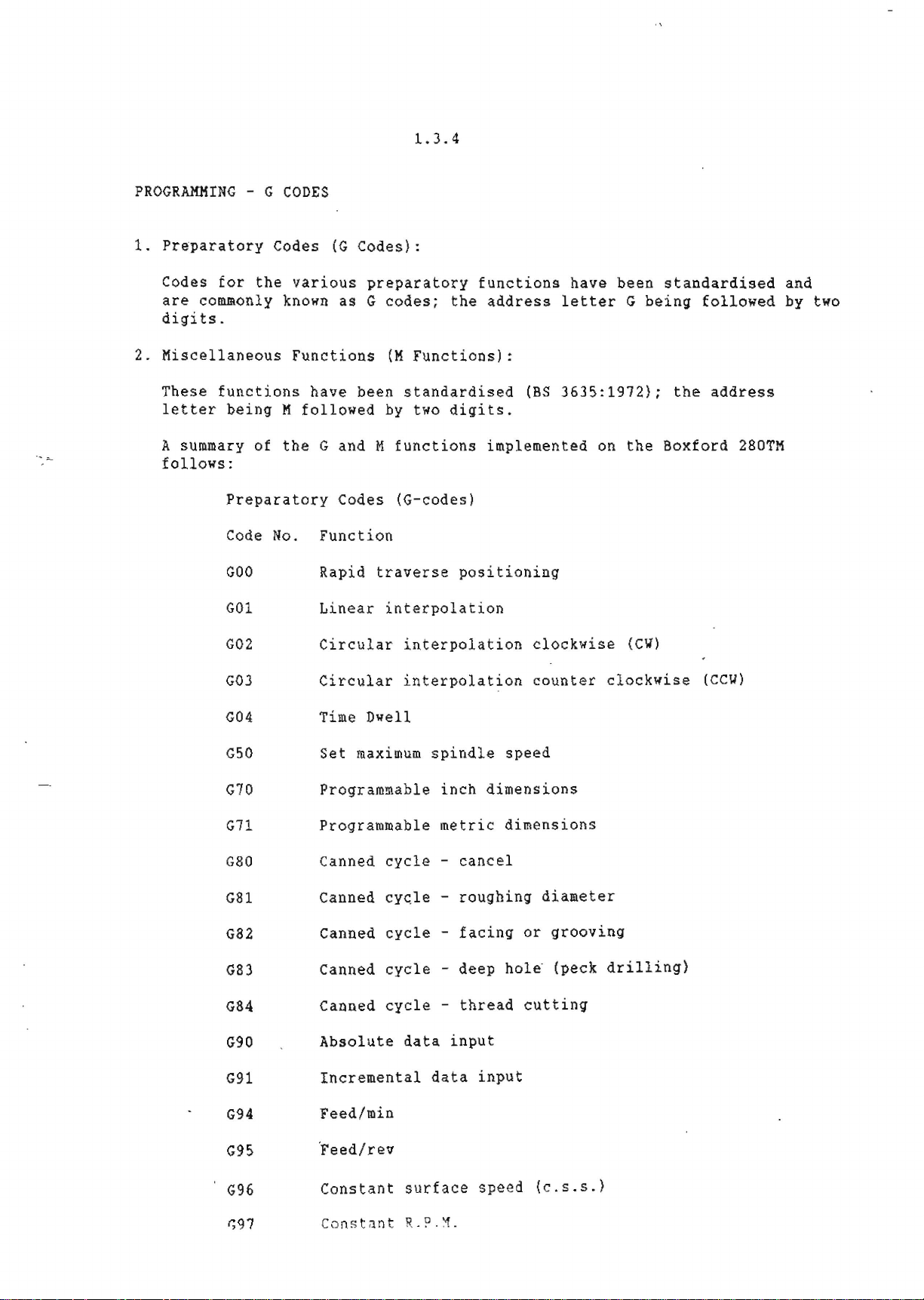
PROGRAMMING
1.
Preparatory
Codes
are
commonly
- G
for
digits.
2.
Miscellaneous
These
letter
A summary
functions
being M followed
follows:
Preparatory
Code
GOO
GOl
Codes
the
of
No.
CODES
known
the
(G
Codes):
various
as G codes;
Functions
have been
G and M
Codes (G-codes)
Function
Rapid
Linear
preparatory
(M
Functions):
standardised
by
two
functions
traverse
interpolation
functions
the
address
(BS
digits.
implemented on
positioning
have
letter
3635:1972);
been
G
being
the
standardised
followed
the
address
Boxford
280TM
and
by
two
G02
GOJ
G04
G50
G70
Circular
Circular
interpolation
interpolation
Time Dwell
Set
maximum
Programmable
G7l Programmable
G80
Gal
G82
G83
G84
G90
G91
Canned
Canned cyc.le
Canned
Canned
Canned
Absolute
Incremental
cycle -cancel
cycle
cycle
cycle -thread
data
spindle
inch
metric
roughing
-
-
facing
speed
dimensions
dimensions
- deep hole-
input
data
input
clockwise
counter
diameter
grooving
or
(peck
cutting
(CV)
clockwise
drilling)
(cc~)
G94
G95
G96
r,97
Feed/min
Feed/rev
Constant
Const~nt
surface
R.?~.
speed
(c.s.s.)
Page 19
1.
3.5
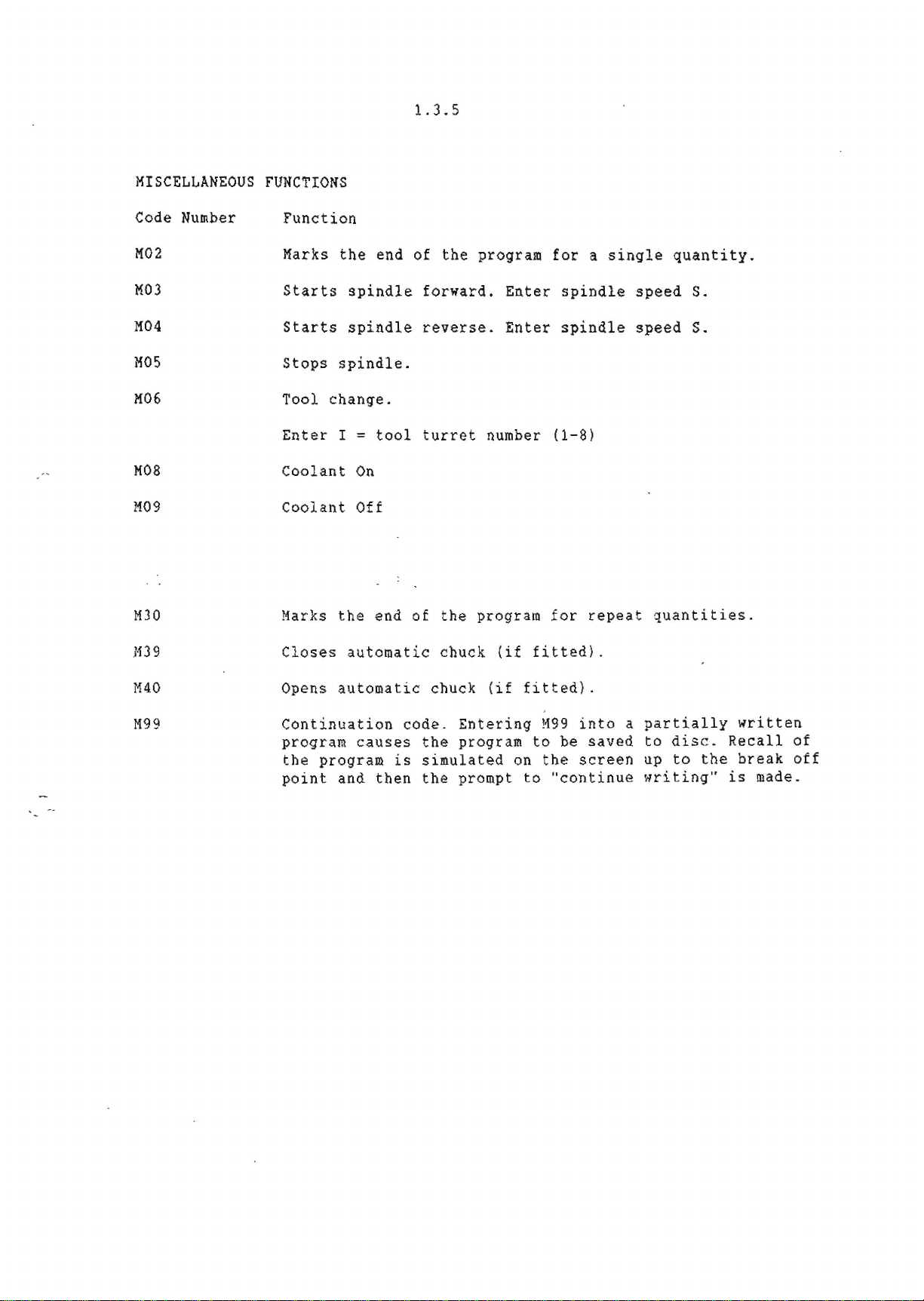
MISCELLANEOUS
Code
M02
M03
M04
M05
Number
M06
MOB
M09
M30
FUNCTIONS
Function
Marks
Starts
Starts
Stops
Tool
Enter
the
spindle
spindle
spindle.
change.
I =
Coolant
Coolant
Marks
the
On
Off
end
tool
end
of
the
forward.
reverse.
turret
of
the
program
Enter
Enter
number
program
for a single
spindle
spindle
(1-8)
for
repeat
speed
speed
quantity.
S.
S.
quantities.
1139
M40
M99
Closes
Opens
automatic
automatic
Continuation
program
the
point
causes
program
and
then
chuck
code.
the
is
simulated
the
chuck
Entering
program
prompt
(if
(if
fitted}.
fitted).
M99
to
on
the
to
into a partially
be
saved
screen
"continue
to
up
writing"
disc.
to
the
written
Recall
break
is
made.
of
otf
Page 20
2.1
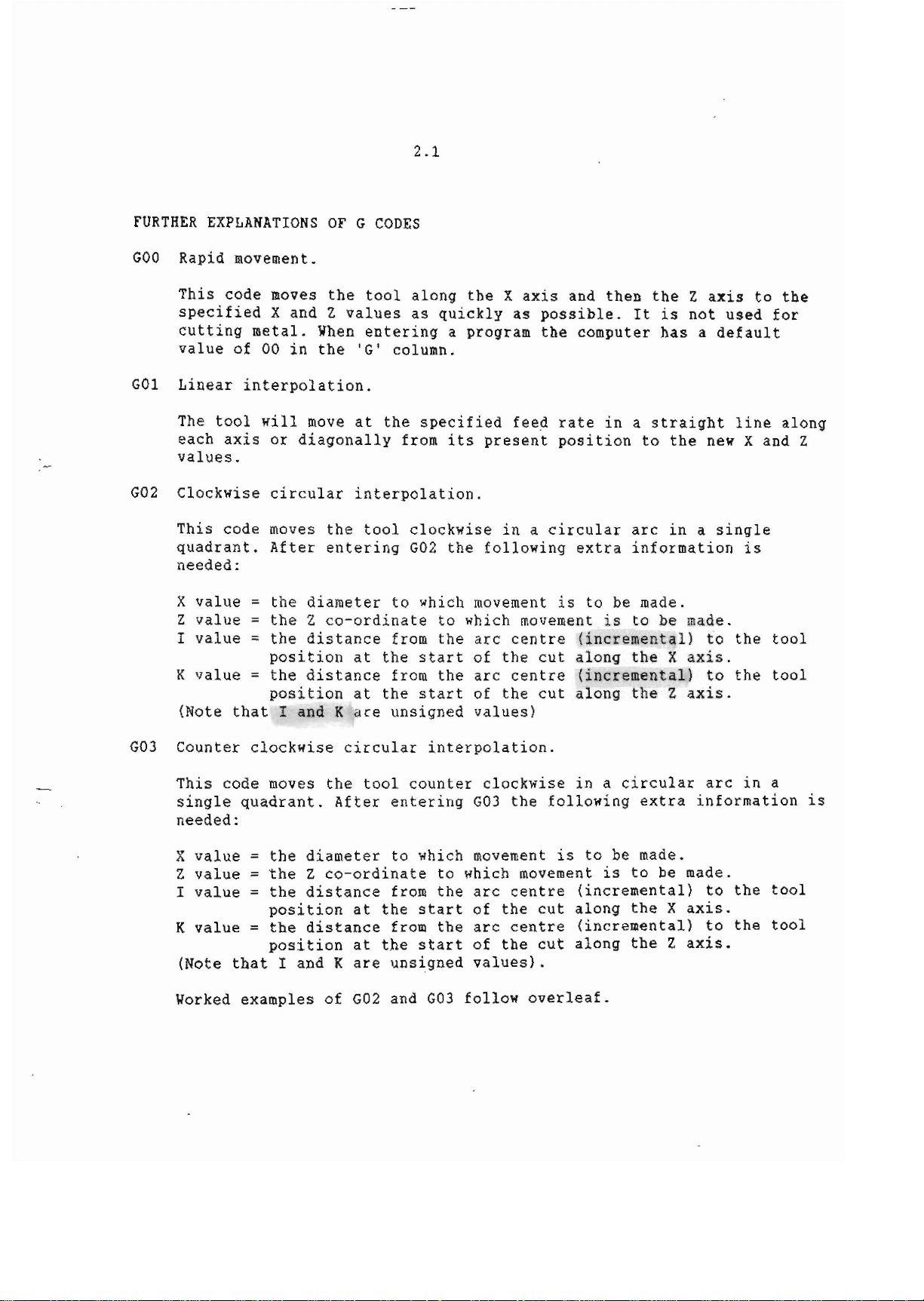
FURTHER
GOO
Rapid movement.
This
specified
cutting
value
GOl
Linear
The
each
values.
G02
Clockwise
This
quadrant.
needed:
X
value
Z
value
I
value = the
K
value = the
(Note
EXPLANATIONS
code moves
X and Z
metal.
of
00
in
When
the
interpolation.
tool
axis
will
or
diagonally
move
circular
code moves
After
=
the
=
the Z co-ordinate
entering
diameter
distance
position
distance
position
that
I and K
OF G CODES
the
tool
along
values
as
entering
'G'
column.
at
the
from
interpolation.
the
tool
clockwise
G02
to
from
at
the
from
at
the
ace
unsigned
the X axis
quickly
a program
specified
its
as
feed
presen~
in a circular
the
following
which movement
to
which movement
the
arc
centre
start
start
the
of
arc
of
the
centre
the
values)
and
then
possible.
the
computer has a
rate
in a straight
position
extra
is
to
be made.
is
(incremental)
cut
along
(incremental)
cut
along
the Z axis
It
is
not
default
to
the
new
arc
in a single
information
to be made.
to
the X axis.
to
the Z axis.
to
used
line
X and Z
is
the
the
the
for
along
tool
tool
G03
Counter
This
single
clockwise
code moves
quadrant.
needed:
X
value
Z
value
I
value = the
=
=
the
the
diameter
distance
position
K
value = the
position
(Note
that
I and K
Worked examples
circular
the
tool
After
Z
co-ordinate
at
distance
at
are
of
G02
interpolation.
counter
entering
to
which movement
to
from
the
from
the
the
start
the
start
unsigned
and
GO)
clockwise
GO)
the
in a circular
following
is
which movement
arc
of
arc
of
centre
the
centre
the
(incremental)
cut
along
(incremental)
cut
along
values).
follow
overleaf.
to
be made.
is
arc
extra
to
information
be made.
to
the X axis.
to
the Z axis.
in
the
the
a
is
tool
tool
Page 21
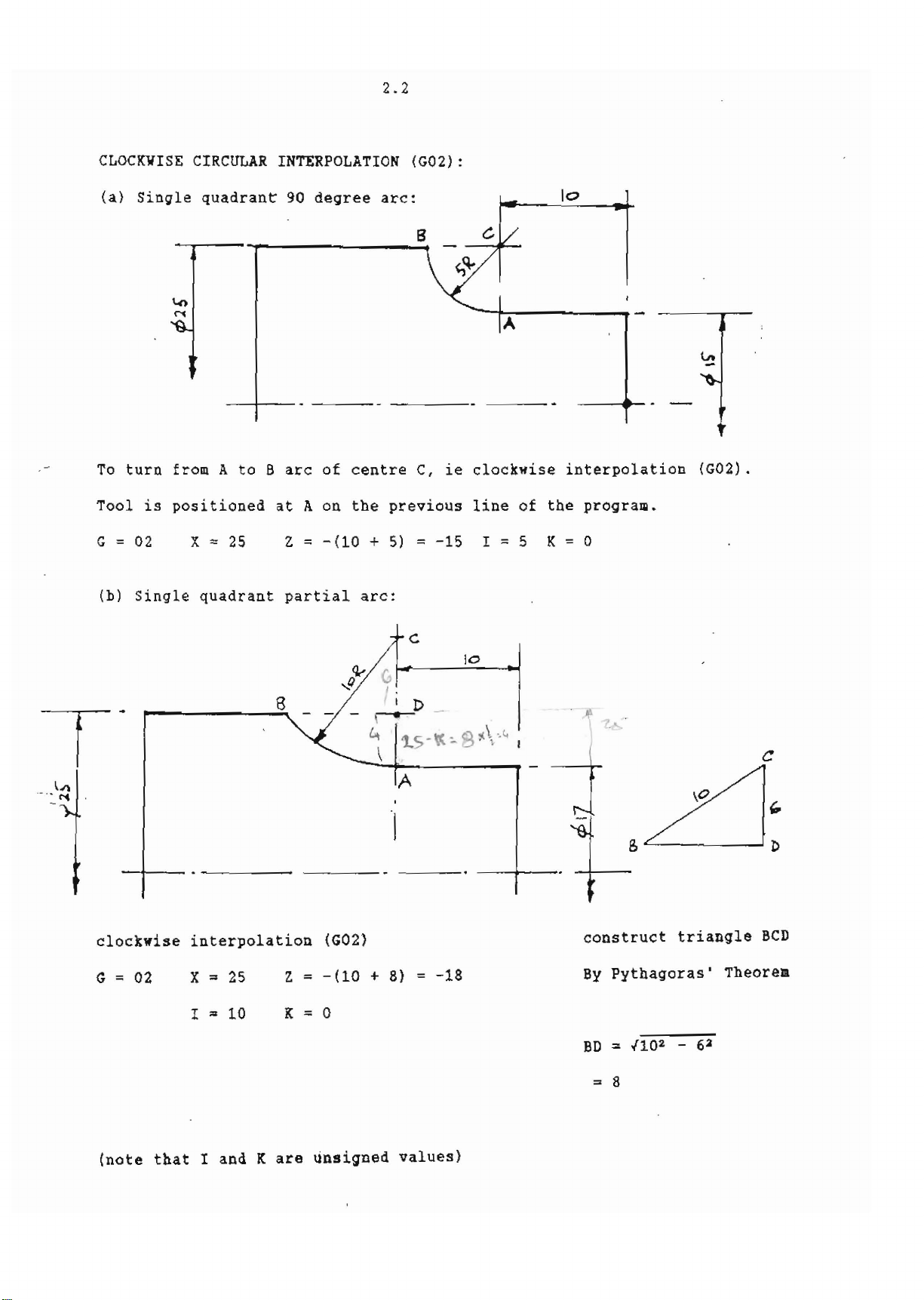
2.2
CLOCKYISE
(a)
Single
To
turn
Tool
G = 02
(b)
from A
is
positioned
Single
CIRCULAR
quadrant
to B arc
x
:::::
25
quadrant
INTERPOLATION
90
at
A on
Z =
partial
deQree
of
-(10
arc:
centre
the
previous
+
5) =-15
arc:
(G02):
C,
ie
10
clockwise
line
of
I =5 K =0
interpolation
the
(G02).
program.
clockwise
G =
02
8
interpolation
X :::I
25
I
::
10
K = 0
Z =
(G02)
-(10
Co
]0
G
/ .
I I
t>
.--.--
~
15
-
-\(
~
<3 :(\.
.
.1..
~
1.
I
\ c
A
+
8) = -18
construct
By
Pythagoras'
BD
=
f10
triangle
2
-
Theorem
2
6
BCD
(note
that
:::z
8
I
and
K
are
unsigned
values)
Page 22

2.3
COUNTER
(a)
To
turn
(G03)
Tool
G =03 x =
CLOCKWISE
Single
from B
•
is
positioned
quadrant
CIRCULAR
to A arc
at B on
25
90
degrees
of
Z =
-(10 + 6)=
INTERPOLATION
arc:
centre
the
C,
ie
previous
-16
(GO)}:
counter
line
of
I =0
10
clockwise
the
program.
K =6
interpolation
(b)
To
G
Single
turn
=
03
quadrant
from a
X =
25
1=0
partial
I
I
,
I ' I
~
to A arc
z =
-(10
K =
p.
/1
:: ..'
of
+
7.07
arc.
centre
2.07)
_8
C
=
-12.07
10
_
c
To
calculate
of A construct
AD ~ (25 -
CD =AD
= 5
co-ordinates
triangle
15)/2
= 5
A
ACD
Radius
n~
~
Ie
1.01 -
=
5/sin45
~
=2.01
=
7.07
Page 23

2.4
G50
G70
G71
Gao
G81-G84 Canned
Codes Gal -
to
repetitive
In
the
point
is
pOlnt.
Set
maximum
ego
G50
Programmable
Used when
Programmable
Used when
Canned
the
control
each
previous
is
incr
cycle
GS4
operations.
case
called
- S3000.
the
line
spindle
the
metric
the
cancel.
cycles.
are
system
tool
of
the
.
On
speed.
Spindle
imperial
input
input
referred
stand
completion
dimensions
dimensions.
dimensions
of
the
must be
code
will
dimensions.
to
as
lathe;
positioned
at a point
off
point.
of
the
not
exceed
are
in
are
metric.
'canned
their
2mm
All
cycle
3000rpm
inches.
cycles'.
use
simplifies
at
the
start
(0.1
inch)
information
the
tool
during
These
point
from
within
will
program.
codes
the
programming
ot
the
the
work.
the
return
are
built
cycle
This
canned
to
its
in
of
on
cycle
start
G8l
G82
Outside
Using
provided
X
axis
location
additional
value = total
X
value
Z
value = number
I
F
value
Cancel
This
G82
The
position
information
diameter
this
that
is
on
=
=
G81
fixed
Facing:
start
in
at
diameter
total
stand
feed
point
-
fixed
code
information
with
cycle
enables
the Z axis
the
2mm
the
previous
cut
and
length
off
of
rate.
GSO.
code
{programmed on
the Z axis.
is
needed:
cycle
several
movements
stand-off
line.
is
needed:
depth,
the
of
in
the Z direction.
cuts
required.
can
After
the
ie
final
travel
be uSed
entering
roughing.
cuts
point
After
the
to
are
and
entering
difference
diameter
the
in
for
either
previous
~
be
the
the
Z
G82
axis,
(exclude
taken
same. The
automatically
tool
between
Gal
is
the
ie
Facing
line}
the
is
following
start
programmed
following
the
original
stand
the
length
cut
or
Grooving.
from a
additional
point
off).
plus
stand
to
in
off
the
this
any
X
value = total
Z
value =total
I
F
value
value
= number
=
cut
depth -it
O.5mm:
to
clear
diaMeter plus
cut
width
of
cuts.
f.eedr3te.
the
lmm.
(exclude
is
end,
usual
ie
enter
the
to
stand
go
a
past
value
off).
the
of
centre
the
stand
line
off
by
Page 24

G82
2.5
Grooving:
G83
This
exceeding
necessary
required
programming
tool
face
groove
Enter
X
Z
I
F
Cancel
Peck
This
From
drill
After
cuts
canned
is
was
take
G82
value
value
value
value
G82
drilling
code
the
in
withdrawing
further
depth.
2.0mm
set
=
=
= number
=
stand
the
cycle
4.0mm.
to
create
This
using
wide
as
the
the
tool
and
then
the
difference
diameter
the
additional
feedrate.
with
is
GSO.
-
canned
used
off
-Z
direction
in
the
is
used
Before
a
is
codes
and
side
to
add
of
of
cuts.
to
drill
point
from
-Z
to
cut a rectangular
entering
slot
the
of
width
accomplished
GOO
and
that
during
nearer
its
stand
the
following
between
bottom
width
cycle.
holes
(X
= 0, Z =
a
distance
the
hole
direction
the
canned
2mm
using
G01. Remember
the
offset
the
chuck.
off
.position.
values:
the
stand
of
the
of
the
groove,
deeper
2)
equal
(to
remove
by an amount which
cycle
+
the
the
After
off
groove.
than
-the
first
to
swart)
width
that
routine
eg
twice
twice
section
routine
of
parting
the
cutting
diameter
lOrom
the
movement
the
the
determined
groove
the
off
parting
the
and
of
it
is
tool
tool
reference
this
narrow
the
width
to
and
off
the
-4.0mm = 6.0mm.
drill
drill
drill
diameter.
takes
diameter.
returns
by:
the
and
(K
multiplied
This
entering
Z
I
K
F
Cancel
"pecking"
G83
follow
value
value = drill
value = reduction;
value =feed
=
G83
total
the
required
with
by
is
repeated
depth
diameter.
second
depth
rate.
GSO.
the
with:
of
a
decimal
and
first
until
hole
subsequent
is
depth).
the
(exclude
value.
reached,
total
the
This
pecks
ego
depth
standoff).
is
the
get
reduced,
.9
or
.99.
-Z
is
reached.
percentage
until
by
the
After
~hich
Page 25

2.6
G84
Thread
G84
The
than
to
line
value
Z
I
value = depth
I(
value
F
value = pitch.
Cutting
Note:
the
Cancel
G84
cutting
External
start
the
be
cut
previous
=
=
tool
after
computer
G8~
Internal
outside
Thread:
point
(the
to
total
pitch).
number
for
up
value
shape
the
looks
with
thread:
-
canned
for
diameter
stand
the
length
of
thread
of
to
of
K.
is
first
for
G80
cycle
the
threading
off
G84
from
cuts.
1mm
pitch
6.
movement
the
for
of
the
point).
being
called.
stand
(measured
The
minimum
-
in
spindle
external
cycle
point
This
position
off.
on
is
larger
for
the X axis
zero
or
in
the X axis
on
the
After
entering
diameter,
10
cuts
values
there
marker
internal
diameter
is
programmed on
eg
1.23
this
and
pitch
of
is a pause
point.
threads.
is
2mm
of
the
G84
follow
for
is
greater
material
the
Imm
suitable
increase
whilst
with:
the
G90
G91
Tilis
the
Cancel
is
programmed
tool
G84
Absolute
All
dimensions
is
taken
Incremental
All
dimensions
fixed
location.
is
with
data
on
18 and
G80.
input.
are
the
centre
data
are
in
the
taken
input.
taken
the
stand
line
same
point
from a
of
from
way
fixed
the
the
as
the
15
1mm
datum.
billet
previous
external
in
the X axis.
The
at
the
position,
thread
X=O,
free
Z ~ 0
end.
and
except
not
that
position
from a
Page 26

3.1
MAIN
The
sub menus and a
MENU
MAIN
MENU
offers
variety
a
choice
of
features.
of
eight
main
facilities,
each
of
which
offer
This
they
section
are
presented
covers
in
the
the
use
order
of
the
in
items
which
available
they
appear.
on
the
MAIN
MENU
and
Page 27

3.2
1
of
4
WRITE
Before
has
to
A
most
be
emergency
panel
and key
characters
to
a number. A
will
(end
be
of
specified
now
requested
the
workpiece.
CORRECT'
relevant
NEW
PROGRAM
of
written
stop
button
in a program
and
should,
prompted
block)
in
metric
to
Pressing
presents
soft
key
the
other
and
title
to
with
try
key and
or
enter
the
the
facilities
we
will
is
released
if
at
more
again.
confirm
imperial
the
outside
the
prompt
first
now
title.
all
possihle,
than
After
whether
by
Eoa
key
'TAILSTOCK
of
four
on
the
look
and
The
at
press
title
six
characters
keying
the
pressing
diameter,
to
confirm
REQUIRED' _ After
tool
You
tool
tool
tool
whilst
and would be
with
MAIN
how
the
should
begin
in
material
the
inside
library
are
shape
locations
shapes
no
MENU
to
WRITE
do
can
this.
key
not
with a letter
will
the
title,
dimensions
relevant
diameter
the
dimensions
pages
now
required
to
each
are
the
24th
assigned
tool
present.
be
used,
Ensure
on
the
exceed
be
six
reje~ted
press
soft
and
pressing
is
presented.
to
of-the
available.
cutting
is a null
a program
the
operators
as
opposed
the
are
key.
length
are
assign
eight
23
tools,
station
to
,a
and you
EOB
to
be
You
are
'ALL
the
a
of
location
of
the
To
enter
number
a
S5
pressed.
As
with
'input'
NB.
a
of
degree
The
tool
soft
Care
and
vice
tool
the
must be
Should a tool
then
24) to"
pressing
that
type
tool
left
hand
current
1,
to
key
and
versa
position
the
location
press
type
tool
assign
enter
taken
when
soft
and
the
soft
to
reside
turning
tool
number
a
tool
the
number
not
to
assign
using a rotary
not
be
required
key
labelled
increments
in
so
will
type
key
labelled
that
a 3 would
now
to
this
of
the
external
turret.
to
'Skip'
the
current
'Input'
position
have
tool
type
e.g.
be
keyed
incremented
position
of
tools
have a tool
assigns
the
tool
Tool
tool.
to
internal
type
null
to
the
and key
location
in
and
to
2.
press
assigned
tool
ne~t
in
the
Eoa
the
locations
to
(numher
number.
1
has
it,
Page 28

3.1
MAIN
The
sub
MENU
MAIN
menus and a
MENU
offers
variety
a
choice
of
features.
of
eight
main
facilities,
each
of
which
offer
This
they
section
are
presented
covers
in
the
the
use
order
of
the
in
items
which
available
they
appear.
on
the
MAIN
MENU
and
Page 29

~rite
As
copy
out
"on
a
well
printout
connect
line".
New
as
connected.
Program
being
may
an
Epson
Press
cont'd.
able
be
obtained
compatible
the
soft
to
view
key
the
four
and
stored
printer
labelled
pages
for
to
'print'
of
tools
reference.
the
printer
and
on
To
port
confirlll
the
VDU, a hard
obtain a print
and
place
the
printer
it
is
TOOL
~
1-
90
0"'1
RHOMBO
LH
R~&Mg:HD
LU
R~&",R3!t>
LH
~
4
7
EX
EXT
IHT
0
TOOL
SELECTXOf,l
60
TRXAHGU(.RR
LH
GROOVING
PARTING
LU
SELECTION
60
TR1i.nH~lhflR
~
J.8
55
O"'J
RHDMBO
RH
EX
I>
R~ijM2ij1D
HEUT
~
l.J
'f
2
W
::5
8
.1.J.
DE'<J
EXT
EXT
Oer
OFF
e:XT
(~-6>
.....
(7-J.2)
~
3
R~5MgOto
Ltl
EXT
6
T.IAEAOXNG
TOOL
EXTERNAL
Y
9
60 ()..
TR~AHOU
H
R~~M&81D
U,
~
RU
.12
E T
EXT
~
AR
'f
13
na3~s§l~
tI
.l6
68
TRXAHGUI::,AR
LU
~
19
CENTRE
ORILL
e
22
LARGE
DRXl.L
<.l7-Z:>
D"9
XMT
TOOL
TOOL
......>
sELECTZOH
n
.1.4
O~OOUl:HO/
PA
rXHG
RN
EXT
t:
.1.7
OROOU:IHG
IHTf:ftHAL
SELECTZOH
<%%
28
~"'ALL
J.-8
......
23
TAP
DRILL
)
OFF
(~3-~8>
THRERDIHG
,(
J.9-24
P!J
.1.:5
R28,.,R8!o
LH
XHT
L
.1.8
IH1'E
Ll
HAL
>
e::
2.l
I'tEO
DRILL
<9-.1.6",
HULL
...
>
Page 30

3.2
3
of
4
.........
Writing a New
On
completion
'fwrd'
'back'
After
and
entered
....
-
will
displays
entering
asks
.
if
Program
of
the
display
the
the
a
'Yes/No
cont'd.
first
the
fourth
tool
check'
page
second
page.
type
of
page
number
is
required
tools,
whereas
for
position
Answering
not
once
to
been
column
need
fault.
pressing
pressing
after
allow
the
enter
made
to
eight
each
EOB
a
then
be
the
soft
the
soft
the
line
or
'NO'
to
the
user a second
key
has
line.
with
used
the
If
the
edit
to
key
key
display
block
this
been
a
mistake
data
facility
correct
labelled
labelled
changes
has
prompt
change
pressed
in
any
the
been
does
has
would
Answering
entered
on
correct.
to
prompt
the
cursor
before
NB.
It
being
is
the
'Yes'
the
line
Pressing
for
the
to
the
accepted.
advised
input
routine
to
this
after
the
next
beginning
that
prompt
soft
line
the
has
allows
pressing
key
labelled
in
the
of
the
YES
option
been
achieved.
the
the
EOB
'Yes'
program
line
and
be
user
key
where
the
used
to
reflect
by
asking
accepts
as
line
until
on
the
if
the
the
line
answering
can
then
be
familiarisation
data
line
is
and moves
'No'
moves
corrected
with
on
Page 31

3.2
4 of 4'
Writing a New
Vhichever
accepts
The
first
prompts
The
first
the
G columns
progr~mming.
column
input
'data
cursor
would need
park
be
INPUT
column
will
axis
again
the
As
INPUT
alone.
press
position
made
now
park
line.
this
of
the
three
as
to
line
to
set
of a tool
the
will
to
then
key
should
awaiting
move
position
press
Press
is
the
key
followed
Program
these
option
the,data
to
The second
either
jump
be
e.g.
rather
the
the
two
and
"".In
TI!:'SiTl
lines
of
the
set
path
address
into
pressed
X50.
than
be
used.
the
next
cursor
may
INPUT
the
I key and
last
piece
by
cont'd.
options
the
display
or
blocks
required
program
the
mode
line
imperial
po~ition
letter
the
relevant
followed
Because
pressing
The
address
into
be
inserted.
as
there
of
the
EOB
are
of
appear
requests
of
either
requests
or
metric
and a
key
on
by
there
the
cursor
column
the
Z column where
is
one more
enter
data
key
required
may
chosen
changes
the
program
across
for
absolute
for a 70
input.
tool
the
column.
the
is
EOB
should
to
After
a 1
in
be
pressing
to
reveal
the
either
or
turret
alpha
In
data
more
pressed
relating
than
key
to
now
move
entering
piece
the
on
the
the
o
o
o U
o 0
D.
are
compulsory
VDU.
90
or
or
incremental
or
71
The
third
number.
numeric
this
column
instance
one column.
enter
appear
to.
Pressing
the
data
the
of
data
block,
or
just
relevant
the
following:
91
to
be
line
keyboard
to
the X axis
the
back
for
value
to
to
select
either
the
soft
in
to
be
entered
reqQests
To
enter
and
the
entry
data
in
the
the
(20),
be
EOB
the
the
input
tool
the
key
that
entered
in
the
this
the
X key
to
line
Z key
Z
once
on
1.
key
in
G
the
From
going
required.
are
noticed.
cancel
that
which
letter
into
Pressing
Should
is
prompt
corrected
line
to
several
the
case
that
po~sible
option
40 onwards
contain
Should an
ways
If
the
(CAN)
as
the
key
error
the
the
column and
the
INPUT
error
to
by
pressing
the
to
make
error
of
correcting
error
can
is
cursor
one
not
answer 'No'
has
be used
not
with
the
key
be
been
was
noticed
will
the
user
the
be
noticed
be
the
erroneous
old
now
displays
noticed
to
chosen.
address
must
machine
made
to
value
it
delete
until
in
the
until
the
The
in
depending
before
prompt •
letter
decide
tool
keying
after
line
value
can
the
column which
what each
manufacture
the
the
erroneous
the
column.
in
then
corrected
after
CORRECT'
and
in
on
input
be
the
keying
line
the
data
the
position
key
characters.
INPUT
causes
overtyped
key
Pressing
value.
EOB
key
providing
is
in
in
the
of
the
in
was
has
cursor
by
has
error
the
program
component
a column
the
error
pressed
It
been
the
the
been
can
correct
same
the
pressed
to
new.
pressed
'Yes/No'
then
is
there
was
tben
may
address
move
be
value.
the
be
in
it
Page 32

EDIT/CONTINUATION
3.3
1
of
6
-This
extend
To
gain
released
of
the
option
programs
access
and
program.
allows
which
to
press
Pressing
programs
may
these
the
facilities
edit
to
be
have been
key on
the
EOB
altered,
terminated
ensure
the
key
presents
it
errors
the
emergency
operators
Selection
options
relevant
during
panel
the
following
of
is
numbered
are
creation.
either
made
found,
stop
and
by
button
enter
menu:
of
the
pressing
soft
key.
or
the
to
is
title
four
the
'I'
=
Continuation
Pressing
of
the
The M code found
reacts.
block
The program
M02
or
Should
revert
explained
'2'
=
Line
Choosing
make
deleting
the
any
display
the
soft
program up
Should
containing
may
M30
should
the
program have
to
the
under
Edit
this
corrections
whole
and
key
to
at
the
program have an
the
he
extended
be
program
Print
option
lines
the
program
labelled
the
point
the
end
M99
is
used.
an
M02
print
a Program.
allows
that
may
of
data.
1
activates
at
of
the
deleted
to
its
or
menu
the
is
and
user
be
necessary
Pressing
read
'which
program
M9~
conclusion
M30
it
as
and a prompt
at
its
offer
to
scan
the
into
the
a
graphical
was
terminated.
determines
its
last
to
at
which
end
then
the
facilities
through
including
soft
key
edit
how
block
continue
the-display
the
inserting
labelled
file.
sl~ulation
the
software
then
point
program and
is
either
which
2
the
shown.
are
and
changes
will
Page 33

3.3
2
of
6
Edit/continuation
• ~ •__•• ---__.-_
l.UU:
2. \
'.
..
.)
..
••
..
'.
CUU'OJ2
\
,
I
,
,
I
,
I
,
c
••
"
••
..
0'
"',.
,
,
,
,
,
,
,
,
,
,
'OO1JH
•••
••
..
r _
••••••••
, ,
,
"
I
, ,
,
I
I
\
,
,
TO
8eRO
:f
:)
... • COlO
$ •
__ •_.
•
~o
,.
.\
.....
• - 11.00 ~ ....
• D£L.E"U:: A
•
1E1I
11
fI
tC:"'R.-D
L
I"l
I.J
_. _••• _...............
,
,
,
,.
,
,
,
•
,
,
1l-4E
i".IN(
~
to
I
1'0"[
A.
t,n..;t
C~i"Nr;c.!'i
r
..
'lto .r....
cont'd
,
"
, ,
,
,
\
I
,
,
r
,
\1
~
_
rw.
•
TITLE
o
II....
t,DI
L..""rll).
.
__
t-QaJ:l1t
...
............
,
,
,
,
,
,
,
,
,
.)~IJ.O'II
(h"
~Il~'"
_
......
\
<
•
\2.
\
,
I
:
"".
,
J
,
,
,
,.
The
program
dimensions
shown
as
of
well
title
the
as a menu
along
with
material
with
the
are
5
options.
The
program
down
•
and
keys
on
by
the
may
be
using
the
keyboard.
scrolled
two
up
cursor
1 =
ADD
A LINE.
It
may
be
option
program
between
by
The
may
The
the
line
now
line
allows
so
the
soft
of
be
number
SUbsequent
until
2 ;
As
exists.
two
labelled
yes
the
DELETE A LINE
well
as
Scroll
arrow
YES.
soft
key
renumbered
necessary
this
that
two
key
the
arrow
labelled
data
entered
will
l~nes
program
adding
the
symbols.
Care
has
been
into
sequence
to
to
be
line
symbols.
now
jumps
as
required
now
are
renumbered.
is
as
lines
line
Press
must be
pressed.
insert
done.
after
YES.
down a line
change
required.
to
a program
to
be
the
soft
taken
before
lines
Using
the
one
Press
and on
to
Further
deleted
key
as
Once
any
of
data
the
cursor
that
the
soft
and an empty
completion
the
next
lines
the
facility
so
that
labelled
there
again
is
the
further
to
a program and
keys,
is
to
be
key
labelled
line
the
one
in
sequence
of
data
to
it
appears
2
followed
no
second
line
action
numbers
can
scroll
inserted
appears.
EOB
key
may
delete
between
by
chance
be
taken.
this
the
appears
1
followed
Data
pressed.
and
be added
lines
also
the
the
one
once
are
the
Page 34

3.3
3
of
6
Edit/Continuation
3 =
EDIT A LINE
It
may
be
This
value
delete
the
symbols.
the
could
it
the
value
line
was,
Press
with
be-positioned
of
the
value
column.
the
value
To
delete
the
soft
press
will
4
=
Key
only
value
on
two
arrow
key
labelled
the
now
delete
GO
TO ALINE
cont'd.
required
be
an X
it
whole
to
be
the
at
to
in
the
same
a
value
symbols.
decimal
to
alter
co-ordinate
would be
line
altered
the
the
be
the
to
and
soft
soft
beginning
altered
new
alter,
until
key
key
value
line.
from a column
Press
YES.
point
the
Move
key
column.
one
easier
type
labelled
labelled
and
or
INPUT,
the
to
specific
or
maybe a
to
it
again.
it
appears
of
the
the
cursor
followed
should
scroll
the
soft
cursor
overtype
change
3 and
YES.
line.
by
the
key
into
the
piece
spindle
the
Scroll
between
confirm
The
flashing
Key
jumps
either
you wish
line
labelled
the
characters.
of
data
speed
specific
the
line
the
you
in
the
to
the
the
EOB
to
to
be
3
relevant
in a program.
but
whichever
value
two
wish
cursor
that
arrow
than
contains
to
will
address
start
key,
alter
edited
followed
of
if
another
between
by
column and
Pressing
edit
now
letter
the
it
the
EOB
to
is
~hen
near
program.
Enter
requested
5 =
Once
of
labelled
returns
'3'
= Column
This
column were
column
if
them) were
Press
editing
the
the
RECORD
the
the
machine.
Edit
method
edit
all
of
the
long
beginning
Press
number
line
CHANGES
program
YES
saves
the
display
of
required
would be
the
feedrate
required
soft
programs
of
the
soft
of
the
will
now
has
Pressing
the
to
editing
to
key
labelled
the
key
line
appear
been
the
edited
the
would be
to
be
both
values
be
there
program
labelled
to
be moved
between
edited
soft
version
MAIN
MENU.
used
altered
quicker
currently
altered
3 and
is
usually
to a line
4 and
the
it
must
key
labelled
of
if
to a new
and
easier
to
175mm/min.
the
following
to
then
the
many
set
a
need
near
the
and
two
be
program
to
to
soft
press
arrow
saved
5
followed
skip
the
key
the
symbols.
to
identical
value.
than
at
An
example
line
150mm/min (maybe
display
from a
end
of
labelled
EOB
key.
into
by
the
the
memory and
values
in
of
edit
would
will
appear
line
the
YES.
The
memory
one
any
where
be
13
of
.
.::ol.
-
•••
"2'
.~
...
•
'*'
: I I
•
•
,
I'
IF
,.
cow,.
IltJtOU.
c:
C9t,.UKIrI
eo1..UtlN
'f11I:f.J!tAM
r
<',
<H ~ (11
"~I
, > I
Ii
I
TKO
..
'f)
~D
..
IJ)
0.1
04.utl::l
CCI.L.t.lttJlll
COL.U~
I , ,
I I I I
COL.l..i'tlJol
, TO
,-IIKU
(7)
I
Uj
,.,
...
('I
"Uil(
'tN1"""
T",-'"
••
..
'I'
TO
~COI
a.c"JlIC( CiH
C~"'Hgt
I
j , 1 I ,
hI)
C(H.,,",,:lo!
(7)
..
.u,h4 •
'I
COw"..
t'J
• • I
As
with
TO
(f'
III
~11
menu
3
editing
and
'to
to
changes
the
line
with 5 options
options.1
the
facility
and
return
edit
to
to
option
is
displayed.
scroll
save
the
a
option
the
menu.
Page 35

3.3
4
of
6
Edit/Continuation
'1'
=
IF
COLUMN
Pressing
address
example
be
searched
CHANGE
pressed.
The whole
(YiN)?'
the
Pressing
whether
to
change
to
this
numbers
the
program
of
150
is
displayed
change
Whichever
continues
the
letter
this
COLUMN'
Enter
Answering
column
confirmation
prompt,
are
Column
until
in
the
program
cont'd.
the
soft
of
would be F
for
and
the
line
the
all
the
is
to
is
edit
Edit
value
menu.
soft
of
displayed)
Menu. Answering 'YES'
it
F column.
and a prompt
chosen
search
the
display
(?) = (?)
key
labelled
the
column
e.g.
150 and
it
is
new
value
now
displayed
NO
at
key
labelled
is
the
blOCKS
the
control
makes
finds
but
a
answering
the
for
1
displays
to
edit
for
feedrate.
press
now
this
that
for
point
the
the
along
YES
required
which match
searches
block
When a block
to
control
the
next
reverts
before
the
changes
which
alter
'NO'
takes
occurrence.
to
THEN
EOB.
aborts
displays
is
the
CHANGE
should
Now
The prompt
address
feedrate
with
changing a block,
the
through
the
matches
is
found
given.
leaves
the
Column
COLUMN
the
prompt
now
be
enter
the
the
requested
control
the
appropriate
the
letter
e.g.
question
operation
the
prompt
given
the
the
Answering 'YES'
On
data.
program
searches
line
the
whole
value
reaching
Edit
Menu.
(?)
'IF
COLUMN'.
inserted.
value
now
appears
once
175 and
'ALL
and
that
Answering 'NO'
(the
and
then
requested
block
unchanged.
action
the
TO
(?)
In
that
again
press
CORRECT
reverts
asks
or
whether
block
displays
through
of
will
then
end
The
our
is
to
'THEN
is
EOB.
value
data
at
to
th~
NOTE:
Options
option
search.
'4'
This
view
3.
which you
was
the
scroll
to
'5'
To
the
to
of
Alterations
facility
this
=
SCROLL
option
any
Press
entered
cursor
mode
the
=
RETURN
return
'YES'
be
saved.
which
is
1
Column
2 and 3
only
changes
the
wish
keys
to
or
option
of
more
PROGRAM
allows
soft
to
now
appears
to
press
Edit
TO
MAIN
the
'NO'
The
was
to
tool
and must be
to
update
the
data
the
that
may
key
labelled
scroll
scroll
the
soft
Menu.
MENU
MAIN
display
MENU
soft
chosen.
numbers
followed
the
Column
may
be
program
have
from
at
the
the
key
press
key
to
will
are
tool
offset
Edit
Menu
specified
to
be
been
followed
top
program
labelled
confirm
now
by a
requested
'4'
and
of
the
return
best
continuation
library
work
to
scrolled
enter
by
the
the
display
up
or
'5'
soft
key
whether
to
performed
with
in
an
achieve
from
using
the
block
EOa
down.
Which
labelled
or
not
the
MAIN
using
run.
the
identical
a more
beginning
options
number from
key.
with
To
returns
The
a prompt
terminate
'5'
the
MENU
the
The
new
tool
way
specific
to
end
1,
2 and
block
the
and
changes
irrespective
Line
purpose
which
to
the
display
either
are
Edit
numbers.
to
to
use
of
'4'
=
Header
This
program.
size,
Edit
facility
The
the
~rogram
allOWS
header
the
intormation
title
or
user
the
to
tool
alter
being
the
the
types
header
material
chosen.
information
type,
the
of
a
material
Page 36

3.3
5
of
6
Edit/Contiuation
'1'
=
MATERIAL
This
of
option
great
planned,
cont'd.
SIZE
allows
use
should a different
be
available
the
size
for
of
use.
Pressing
'4'
four
to
items
relevant
material
material
presents
items
be
edited.
is
to
be
size,
the
which
by
pressing
soft
altered
from
soft
key
another
are
Access
key.
that
labelled
menu
with
available
to
tbese
the
which would be
originally
··r
Pressing
title
enter
press
current
length
the
followed
the
new
the
EGB
value
value
soft
automatically
menu.
'2' =MATERIAL
This
Pressing
types
the
option
the
of
material.
display
allows
soft
reverts
'3' = PROGRAM
As
the
heading
be
changed.
are
required
the
soft
exceed
will
the
display
be
This
without
key
labelled
'SIX'
characters
rejected).
returns
key
by
the
values.
key
otherwise
unaltered.
TYPE
the
key
Press
back
TITLE
suggests
may
be
loosing
After
to
labelled
current
To
change a
Pressing
reverts
type
of
labelled
the
to
the
this
useful
'3'
and
in
length
keying
the
Header
'1'
workpiece
dimension
press
the
the
material
'2'
soft
key
Header
third
if
alterations
the
original.
enter
(a
in
Edit
presents
dimensions
EOa
key
EOB
key
the
Qisplay
being
presents
1, 2 or 3 to
Edit
option
the
allows
new
title
the
new
menu.
a
display
ente~
the
only
after
back
used
you
with a choice
menu.
the
to
the
To
change
title.
exceeding
title
press
of
and
a prompt
new
to
leave
entering
to
the
to
be
make
program
original
the
The
title
SIX
the
the
program
value
the
the
Header
changed.
of
the
change and
title
program
title
press
must
characters
EOB
key and
to
and
Edit
3
to
not
'4'
This
eight
::;
TOOL
option
tool
TYPE
allows
stations.
the
user
to
alter
the
tool
types
chosen
in
the
Page 37

3.3
6
of
6
Edit/Continuation
Should
there
increments
number
for
position
the
and
cont'd.
be
that
type
no
change
position
position.
the
required-
number by
On
display
Pressing
presents
and a number
of
To
1,
type
library)
then
one
completion
returns
tool
alter
enter
required
pressing
and
of
to
the
the
the
currently
the
the
and
displays
the
eighth
Header
soft
key
first
relating
assigned
tool
type
number
(from
press
the
EOB
the
Edit
tool
of
the
the
tool
tool
labelled
position
to
the
there.
for
position
the
tool
tool
EOB
key.
key
alone
type
menu.
'4'
type
Once
the
soft
returning
all
of
the
key
to
changes
editing
labelled
the
MAIN
that
of
the
'MENU'
MENU.
have
header
presents
Pressing
been
made
information
an
option
the
soft
in
any
has
key
of
been
to
'SAVE
labelled
the
completed,
CHANGES'
four
Header
'YES'
pressing
before
saves
Edit
all
the
options.
-'
Page 38

\
Page 39

3.4
'URUE
TEST
After
necessary
machine
operator
Press
title.
HilUS
RUN A PROGRAM
either
tool.
the
Pressing
to
or
machine.
TEST
o
[)h.
writing
step
through
This
RUN
the
35,000
option
button
a
EOB
'.OJto
new
key
0.000
program
it
on
allows
on
the
causes
l...r"~
or
editing
simulation
this
to
operators
the
l h
SO.
OO()
lJ
0
o u
o B
prior
be
carried
panel
display
Pressing
program
by
line
Should a
may
be
facility
carried
an
existing
to
running
out
'and
to
change
the
to
be
and
checked
fault
corrected
and a
out.
with
enter
to
EOB
key
stepped
be
using
second
program
it
on
no
the
program
the
allows
through
for
noticed
the
test
it
may
be
the
danger
follo~ing.
to
the
line
accuracy.
then
it
edit
run
On
completion
appropriate
of
action
the
may
test
be
run
the
taken.
display
returns
to
the
MAIN
MENU
so
the
Page 40

PRINT A PROGRAM
3.5
1
of
2
Choosing
listing,
of
a
program.
To
access
and
enter
display:
1.
Display
this
taKe a
these
the
Program
option
hard
facilities
program
from
copy
title.
the
of
the
press
Pressing
MAIN
program
the
MENU
print
the
allows
listing
button
EOB
key
You
will
offering
now
be
the
user
or
view a
on
the
brings
notice a sub
three
options
explained
to
view
quick
operators
up
the
menu
in
detail.
the
program
simulation
panel
following
appears
which
will
2.
To
display
labelled
the
on
the
25
blocks.
Print
This
length
user
blocKs
Program
option
providing
machine.
Press
by
the
pressing
on
the
1 and
the
of
to
the
or
display
allows
an Epson
soft
key
the
VDU a listing
first
the
program,
program
print
the
the
program
compatible
labelled
soft
key
page
of
pressing
sub
next
page
printer
2 and
labelled
of
the
the
menu
of
listing
confirm
YES.
program,
program
the
if
the
the
program
to
be
is
connected
that a printer
press
is
displayed:
EOB
key
will
program does
if
printed
to
the
it
out
the
soft
Depending
either
not
does
on
exceed
paper,
side
is
connected
key
return
exceed
of
the
25
Page 41

3.5
2
of
2
T l
T\.£l-
~l"'"
MIO
I<2C
IQ<)
.....,
~
~
H70
".",
"""
"'00
K~10
"'20
N1J:O
1"«1
H''''
"'~
Nl'70
Hl$a.
"''''''
N'::O'O
:~~10
N:~::
....
,
N::::{l
,
,
'71
l~
t~.
t
""
'0'
,0'
,0\
,
L
,
10'
;
,
'0'
'0'
,
:
9<1
Print
0Nl1
a
a program
,
~
,
1
<>C
,
,
I
,
10.
,
I
:
:O~
';:(I
'fOOL..
I
7
On
print
cont'd.
O.:>l'"
~or
"7:.
~7.
c
,
,
,
SliO-
I
,
10
,
"
'0
'-I
'''II
,
"0
,
:-12
1-10.:::1
j-12
.
'0
7001,.5
, .... t
7"'~'"
B700
""
1
._~
USE.!:J
, ,
t
,
l~o
1
~
:37
,-,
':~
'''''
I
:s7
,:.0
L~Y
'3'
::J:i
r
1::2
:
-1
:;7
I~O
completion
sub menu.
,
,
11
I
,
,
1
I
L
t
L
,y
~o'
1'!1q't
:.90(1'"
:'.&4:,.0
of
0
l •
.0 ~ ...
: K
the
:
-------------
•
I
ll~O
:1':i(JI I
11~O
•
i~O
, ,
I
'M>
I
;
:00
LbO
printout
L-n 9
,
,
5
I
~":-.
1.-_
'2000
,
L_
I
,
I
,
t
l\
the
:
The
printout
opposite
You
title,
tool
the
record
display
printer
similar
.
will
notice
material
offsets
printout
of
reverts
will
now
to
that
produce
the
the
dimensions
are
all
included
making a complete
the
program.
to
the
program
one
program
and
a
the
in
3.
Workpiece
Option
view
the
see
the
On
print
To
3,
the
soft
is
similar
EOB
completion
sub
return
Sketch
workpiece
program
key
lahelled
key
for
menu.
to
the
of
as
to
each
the
MAIN
sketch,
a
graphical
3
the
TEST
move.
simulation
MENU,
will
as
activate
RUN
press
the
nam~
simulation
option
the
display
the
suggests
the
but
soft
of
the
facility
without
reverts
key
labelled
allows
program.
which-
the
need
to
the
as
the
MENU.
user
to
Pressing
you
will
to
press
program
Page 42

EXECUTE A PROGRAM
As
the
the
heading
machine
suggests
tool.
this
3.5
option
enables
the
~
execution
of
"
of
a program
by
YES:
Press
title.
E.
I::
HO'
Confirming
procedure.
1.
2.
J.
the
r.
If
not
press
select
Place
and
Load
(if
111
the
key
r>
that
already
the
panel.
the
check
{if
turret)
program.
labelled
EXECUTE
r I t I
the
offsets
in
manual
HAN
key on
component
the
length.
quickchange}
to
the
first
in
the
or
are
:node
:;\ode
the
index
tool
on
the
ME.N,U
correct
chuck
operators
A
list
with
Press
confirm
Pressing
reverts
MAIN
MENU.
presents
panel
of
their
the
whether
the
and
the
offsets
relevant
the
soft
display
the
user
tools
these
enter
used
now
soft
key
back
with
the
along
appears.
key
are
correct.
labelled
to
the
set
program
to
NO
the
up
4.
~f
not
the
On
~ressing
gi~en.
Pressing
stickout.
and
press
?ress
A
axes
If
will
the
prompt
are
at
this
remain
completion
on'
then
Press
the
Pressing
their
pre-selected
appears.
At
this
which
point
case
1lr~ady
t·.~o
axes.
any key
Enter
the
EOB
soft
to
set
homed
point
with
of
the
'press
AUTO
mode
any key
it
the
single
the
the
key
the
now
the
the
any
now
may
~here
the
choice
appropriata
length
key.
labelled
feedrate
appears.
axes
above
homing
key'
select
activates
tool
park
be
required to step through the
block
Home
of
rES
up
of
key
~he
to
either
reveals
~aterial
confir~
override
are
not
at
message on view
procedure
a prompt
appears_
key and
the
the
machine
position
key
should
~etric
a prompt
~rotruding
the
length
to
100%
their
and a
home
until
to
'press
red
LED
will
tool
and a prompt
now
be
pressed.
or
imperial
to
from
~nt0r~d.
reminder
positions
both
axes
the
light
and
the
to
'Press
program
dimensions
enter
the
then
are
AUTO
up.
two
axes
the
bar
chuck
to
ensure
the
control
at
home.
MODE
button
move
cycle
start'
ilowly in
is
the
On
to
Page 43

3.6
2
of
2
Execute
Pressing
program
of
the
a program
the
cycle
line
by
machines
cont'd.
start
line
and
functions.
key
using
will
the
allow
feed
the
user
override
to
knob
step
the
through
user
has
the
control
Page 44

3.7
HELP
This
280TM
DATA
LIBRARY
allows
machine
the
as
user
well
to
as
view a
giving
desired.
To
access
the
following
GOQcRAPIO
GOl-LINEAR
G02-CIRCULAR IHTERPOLATION (CLOCXWISR)
G03-CIRCULAR
G04"1IMB
GSO-SET
G708 IHPERIAL
G71·~TRIC
G81-0IAMETER
G82 2 FACING/GROOVING CYCLE
G83-PKCK
G84=THREAD CUTTING
G8~~TAPPING
G90-ABSOLUTK
G91·IKC~HKHTAL
G94=F&EDRATB PER MINUTE
G9S-P2EDRATK
G96-CONST~T
G97-CONSTANT SURFACE SPEEO OFF
the
G and M
list
HELP K!:SSAGXS
MOVEMSNT
HDVEK¥NT
INTERPOLATION (COUHTZR CLOCXWIBK)
DWELL
HAXIKUX
DRILLING
SPINDLE
UNITS SKL£CTED
UNITS SELECTED
TURNING CYCLE
crCLE
CYCLE (2mm
PROGRAKHING
PROGRAMMING
PER
REVOLUTION
SURFACE SPEED
codes
of G codes
SPBEn
(2lPJ!l
(2Alll\
OR
(21l1l\l
(2mm
.11n
ON
crCLE
press
OR
OR
OR
OR
'X'
list
will
.11n
.110
.lin
.lin
AXIS
the
the
appear.
'X'
•
't.
'z'
'X'
DIAMETER
of
all
the
option
RELP
AXIS
AXIS
AXIS
AXIS
to
key
DIAMETER STANDOFF)
STANDOFF
STANOOFF
DIAMETER STANDOFF)
S'l'AtlDOFF)
G and M
take
a
on
the
I
codes
hard
copy
operators
used
print
on
panel
the
if
and
Pressing
the
H02-BHD
H03-SPIHDLE
MO.-SPINDLE
HOS-SPINDLE
H06-TOOL
110e"COOLA1oIT
H09-COOLANT OFF
M30-ENO OF
H39-CLOSE
H40-0PEN
H41-EXT£ND
H42-RETRACT AIR QUILL
H99-COHTINUATION
The G and M
compatible
the
soft
On
completion
key
EOB
OF
CHANOI<
AIR
code
printer
labelled
of
key
displays
PROGRAM
START
START REVERSE
STOP
ON
PROGRAM
AIR
CHUCK
AIR
CHUCK
QUILL
CODE
(SINGLE
FORWARDS
(REWINO)
listings
to
the
YES
the
listing
the
QUANTITY)
may
be
machine.
to
obtain
the
list
printed
With
your
display
of M codes.
out
by
attaching
the
printer
hard
copy.
reverts
to
ready
the
an
to
MAIN
Epson
receiYe
MENU.
press
Page 45

3.8
1
of
4
FILE
This
in
INDEX
option
the
memory and
transfer
Up
to a maximum
With
panel
the
and
of
in
and
MAIN
the
th~
MAIN
their
Oijt
of
of
18
MENU
on
following
MENU
allows
titles.
the
memory
programs
the
VDU,
display
As
is
may
press
will
the
well
possible
be
stored
the
appear.
user
as
to
displaying
in
file
view
by
various
the
index
the
the
memory
key
on
number
programs,
means.
at
anyone
the
operations
of
programs
time.
You
will
program
1.
2.
To
gain
following
notice
or
to
To
1 (below
To
The
the
incorrect
key
without
The
load
or
access
display
that a sub
copy
delete
delete
program
deleted
labelled
any
second
programs
load
programs
to
this
will
menu
programs
in
or
a program from
the
VDU).
the
named
is
program.
title
NO
Enter
program,
deleted
e.g.
and
the
Should
RINGM
alterations.
option,
via
PROGRAM
either
from
facility
appear.
appears
out
the
the
and
the
instead
display
IN/OUT,
a
cassette
offline
press
offering
of
the
memory
program
press
VDU
the
memory.
press
title
the
soft
displays
option
the
and
key
the
you have keyed and
of
will
allows
tape
programming
the
soft
OFFM,
return
key
then
to
the
recorder
units.
labelled
to
soft
press
labelled
catalogue
entered
press
the
catalogue
user
to
or
2 and
delete
key
the
disc
labelled
EOB
YES.
minus
an
the
save
drive,
the
a
key.
soft
and
Page 46

3.8
File
A
Index
further
TRANSFER
The
first
this
method
cont'd.
sub
TO
AND
option
press
menu
FROM
allows
now
CASSETTE
the
soft
appears
program
key
offering
Transfer
Transfer
Transfer
storage
labelled
three
options.
to
and
to
and from
from
from
offline
via a cassette
TAPE.
cassette
disc
through
recorder.
RS232
To
use
.1
Connect
recorder.
leader.
Press
the
down
EOB
length,
After
a few more
FINISHED
the
transfer
To
transfer
labelled
the
cassette
NB.
Be
sure
tbe
RECORD
key on
will
the
be
displayed
machine.
seconds
and prompt you
option
a program from
TAPE
follo~ed
recorder
to
wind
and
the
to
menu.
by
to
the
the
PLAY
buttons
After a few
on
the
VDU.
display
PRESS
ANY
cassette
the
soft
Press
you
program
in
machine and
tape
forward
on
seconds
will
KEY
at
tape
key
to
labelled
the
require
the
program
so
the
cassette
confirm
which
the
soft
e.g.
out
to a cassette
insert
as
to
the
program
that
point
machine,
2.
key
1
title
a
tape
bypass
unit
the
you
press
for
the
to
transfer
and
press
in
the
the
and
then
title,
operation
are
returned
the
option
tape.
tape
press
with
has
soft
a
Key
EOB
its
to
key
.
Enter
the
program
title
and
press
the
EOB
key.
Page 47

3.8
3
of
4
File
Place
the
Press
After
the
After
Index
the
program.
PLAY
a few
program.
a few more
FINISHED
the
transfer
Pressing
TRANSFER
This
option
facility,
inside
With
key
the
·the
labelled
cont'd.
cassette
on
the
seconds
tape
recorder
the
seconds
and prompt you
option
the
soft
TO
AND
allows
a dis·c
door
catalogue
menu.
key
FROM
the
drive
at
the
on
FLOPPY
DISC.
in
the
and
program
a message
to
PRESS
labelled
user
unit
right
the
VOU,
recorder
EOB
title
ANY
MENU
DISC
to
store
(either
hand end
press
and
on
the
machine.
will
will
KEY
will
confirm
at
return
programs on
40
or
80
of
the
the
soft
fast
appear
that
which
you
track)
machine.
key
forward
along
the
point
to
floppy
must be
labelled
to
the
with
operation
you
are
the
MAIN
disc.
connected
2
start
the
returned
MENU.
To
then
length
has
use
this
the
of
of
to
soft
After
and prompt
option
To
soft
Enter
After
and prompt
a few
seconds
to
PRESS
menu.
copy a program from
key
labelled
the
title
a few
seconds
to
PRESS
menu.
a message
ANY
DISC
of
the
a message
ANY
will
KEY
at
which
disc
and
into
then
the
the
program and
will
KEY
and
this
confirm
point
memory
one
labelled
press
confirm
will
Press
option
copy a program
disc.
Enter
you wish
EOB
key.
that
the
you
are
of
the
2.
EOB.
that
return
the
you
the
soft
you
require.
the
title
to
save
operation
returned
machine,
operation
to
the
key
for
e.g.
out
to a floppy
of
the
and
has
to
the
press
has
transfer
the
1
to
program
press
the
FINISHED
transfer
the
FINISHED
option
Pressing
MENU.
the
soft
key
labelled
MENU
will
return
the
display
to
the
MAIN
Page 48

3.8
4 of 4
File
RECEIVE
The
facility
the
To
press
Enter
The
The
Index
DATA
third
allows
memory
use
this
the
the
machine
peripheral
Confirmation
confirmation
Once
appears
To
saved
before
return
cont'd.
VIA
option
programs
of
the
facility
soft
key
program
will
equipment
that
that
the
program
returning
to
the
RS232
off
the
machine
select
labelled
title
now
wait
the
it
is
MAIN
transfer
written
tool.
and
to
should
data
being
is
then
the
MENU,
option
on
option 2 of
RS232.
press
EOB.
receive
now
is
being
saved.
converted
display
press
the
menu
offline
the
the
data.
be
set
received
and a
to
the
soft
is
software
catalogue
to
transfer
is
given
message
transfer
key
labelled
the
RS232
to
be
sub
menu and
the
followed
to
this
options
MENU.
L •
transfer.
transferred
data.
by
effect
menu.
This
into
then
Page 49

;(
:.. l\\.(,
..
~":".C,\.
MACHINE
It
may
the
X and Z
tool
to
will
length
select
be
2-
~-
t~~·
FEEDBACK/OFFSETS
be
necessary
counters
offsets
this
option
presented
~~c.c
at
as a digital
have
with
some
to
press
the
3.9
stage
display
be
set
the
OFFSET
following
to
use
for
display.
the
only
tools
key on
The
sub
options.
machine
machine
the
second
offsets
1
machine
or
in a program.
the
menu
to
with a digital
before
in
it
may
operators
displayed
The
first
be
used
is
used
manual
executing
of
be
required
In
panel
allows
as
for
5
mode
either
shows 2
a manual
readout
setting
a
usinq
that
case
and you
the
and
tool
program.
1.
Manual
To
choice
soft
axes
two windows
Whenever
window.
the
use
key
will
MAIN
Mode
the
then
and
the
Pressing
MENU.
machine
appears
the
now
alter
may
spindle
in
digital
be
reset
the
manual mode,
between
metric
display
the
values
to
zero
is
revolving
soft
key
press
or
is
displayed
by
its
labelled
the
i~perial.
then
shown.
in
pressing
speed
MENU
soft
the
the
is
will
key
labelled
Press
Jogging
X and Z windows. The
relevant
displayed
revert
the
relevant
of
soft
in
the
1.
the
X and Z
key.
the
display
A
SPEED
to
Page 50

3.9
2
of
5
Machine
2.
Offset
Pressing
After
menu
Feedback/Offsets
Mode
the
soft
entering
is
displayed.
:CURRE~T
.
:i=El>XT
,2=DrSPL
.:3~SET
"'~SKIP
the
TOOL
CURRENT
~y
AL l OFFSETS
UP
CIHlRCKT
TO NEXT TOOL
cont'd.
key
labelled
program
-No.
"'1
TOOL
TOOL
':
-
title
2
takes
and
you
then
As
pressing
well
current
indicated.
into
as
tool
tool
the
(usually
offset
EOB
the
program
mode.
following
title
tool
no.1)
the
15
2;
Display
Press
The
asterisks
tool
numbers
there
to
the
All
the
are
tools.
Offsets
soft
indicate
no
offsets
key
labelled
alongside
assigned
the
that
2 and
the
following
display
appears:
Page 51

3.9
of
3
5
Machine
3 =
Leave
Enter
device
Feedback/Offsets
Set
Up
Current
Press
appear.
Start
light
end
the
the
and
the
the
facing
of
the
tool
length
press
soft
spindle
workpiece.
on
cut
the
that
EOB.
cont'd.
Tool
key
labelled
and
across
zero
the
take
face
bar
3 and
a
the
and
is
protruding
follow
press
the
the
soft
from
instructions
key
labelled
the
workholding
which
E.
The
value
resultant
the
tool
turn a register
a
diameter
with
labelled
value
resultant
tool
menu
the
The
offsets
workpiece.
following
the
offsets
and
program.
first
entered
value
offset
(long
tool
E and
entered
value
the
tool
set
Should a tool
message
diameter
still
enter
is
is
for
current
used
as
it
is
now
is
both
register
enough
on
the
subtracted
the
this
in
is
will
tool
tool
a program must be
the
be
subtracted
displayed
along
with
to
measure)
the
turned
measured
this
amount
the
number
tool
other
displayed.
from
in
the Z axis
side
tool
of X axis
display
which
than
tool
1.
and
diameter,
diameter.
time
has
incremented
sets
tool
the
1.
Jog
stop
from
offset.
reverts
the
up
1 be
displayed
window and
The prompt
the
tool
the
spindle.
press
As
with
the X axis
Having
back
to
first
the
datum
chosen,
Z
now
into
the
tool
position,
soft
the Z axis
and
now
to
the
the
next
to
points
then
value
loaded
appears
key
the
set
tool
have
the
and
the
both
tool
of
the
into
to
turn
offset
in
its
the
Page 52

3.9
4
of
5
r
Machine
To
prompt
appears.
labelled
The
turning
In
to
position
key
alongside
Feedback/Offsets
set
the
to
prompt
the
event
touch
next
touch
Move
E.
which
tool
on
tool's
the
the
The amount
or
drill/centre
that
to
the
appears.
labelled
the
E and
turret
cont'd.
tool
tool
now
appears
the
diameter
Yith
the
number.
offset
on
to
of
next
the
offset
to
this
offset
depends
drill.
tool
with
tool
will
Pressing
menu
current
press
the
front
position
is
is
an
that
still
be
the
display
where
tool)
the
must be
soft
face
and
recorded
upon
external
tool
on
that
calculated
the
back
option
tool
key
of
press
against
whether
turning
and
leave
diameter
EOB
key
to
used
no.
equals
labelled
the
the
the
and
will
the
tool
4
(Skip
until
the
1.
3 and
workpiece
soft
the
tool
it
tool
tool
in
key
is
the
that
press
recorded
revert
offset
to
next
the
number.
a
prompt
the
soft
In
the
ever.t
i.e.
slightly
After
diameter
note
of
press
The
tool
Once
a
centre
setting
the
the
tool
the
display
number
the
different.
and
value
soft
last
willincrement
Pressing
2
will
tools
their
displayed
the
once
used
offset
alongside.
that
drill
the
or
the Z axis
then
from
will
once
soft
again
move
of
the X axis
it.
key
now
again
tool's
back
key
display
Move
labelled
revert
offsets
to
in a program
values
are
next
tool
drill,
offset
Z+
clear
the
displays
number
labelled
the
but
also
read
E
to
have
1.
now
the
tool
to
the
is a tool
setting
the
prompt
of
the
face
out
and
X minus
register
tool
the
next
been
set
which
procedure
to
appears.
then
to
the
offset
tool
the
cuts
touch
subtract
the
value
offset.
menu
to
be
current
on
for
the
At
and
set.
tool
centreline
the
X
axis
too)
nnto
this
point
the
diameter
calculated
the
current
number
1S
the
and
Page 53

3.9
5
of
5
Machine
On
MENU
relevant
returns
1 =
It
the
that
number.
Press
with
EOB
value,
The
value.
~s
unaltered.
Confirmation
to
menu
Feedback/Offsets
completion
and
the
soft
the
Edit
may
Current
be
sizes
the
tool
the
a prompt
to
alter
pressing
old Z axis
Enter
with
press
the X offset,
any
and
the
of
option
key
display
necessary
required
to
soft
key
to
the
Eoa
offset
the
of
the
key.
current
cont'd.
settinq
to
either
to
Tool
to
for
be
edited
labelled
enter
offset.
will
is
new
value
pressing
old
Pressing
tool
the
save
the
saves
the
MAIN
edit
the
one
components.
is
1 and
the
new
Should
leave
now
and
and
new
any key
number
tool
offsets,
offsets
or
does
MENU.
or
more
the
one
the
value.
you wish
the
value
displayed
press
only
the
values
returns
is
incremented.
press
is
given.
not
save
of
the
tool
To
edit a tool's
indicated
old X axis
Enter
not
the
to
unaltered.
with a prompt
the
EOB
key
EOB
key
are
now
displayed
the
user
the
Pressing
the
tool
offsets
by
the
offset
new
value
alter
to
alter
leaves
to
soft
key
the
offsets
to
offset,
current
is
displayed
and
the X axis
to
enter
the
the
value
with
the
tool
labelled
and
achieve
ensure
tool
press
the
new
offset.
a prompt
offset
To
by
return
the
appropriate
to
the
11AIN
soft
HEl'lU
key
press
response
the
soft
to
the
key
prompt
labelled
save
ME~ru
offsets.
followed
Page 54

4.1.1
1
of
2
ELECTRICAL/ELECTRONIC
OVERVIE',l'
The 280B
A
brief
The
heart
issues
\fhich
such
signalled
and
limit
multiprocessor
relay
Control
(i)
{ii)
(iii)
(iv)
(v)
(vi)
(vii)
outline
of
control
ultimately
as
guard
to
proximity
RL3
which
System
136
SERIES
COMPUTER
CNC
PROGRAM
CNC
MACHINE
SPINDLE
2
AXES
136 SERIES
of
the
the
whole
commands
controls
interlocking,
this
board
switches
board.
in
turn
CONTROL
SYSTEM
consists
MULTIPROCESSOR
MOTHERBOARD
ENTRY
OPERATOR
DRIVE
HYBRID
function
system
UNIT
SERVO
PLC
BOARD
of
is a dedicated
directly
the
spindle
spindle
via
the
Auxiliary
for
The
coolant
is
energised
of
the
PANEL
CONTROL
MOTOR
each
to
the
drive
both
pump
from
following
BOARD
CONTROL
of
power
speed
status
Input
axes
is
activated
the
seven
PANEL
RACK
the
above
multiprocessor
electronics
and
axes
Jnd Emergency
Board
have
dedicated
by
processor
main
now
subsystems,
follows:
board
in
the
movement.
Functions
Stop
M~/OO/14/01.
inputs
contactoc
board.
which
machine
are
The
on
the
tlC3
via
home
The
storage
Motherboard.
an RS-232C
programs
serial
CMe
Panel.
port
program
The
version
The
Operator
functions
directly
communicate
ON/OFF
push
situated
situated
standard
to
soft
of
the
via
behind
on
on
and
These
the
socket.
data
Control
with
buttons,
this
this
Keyboard.
The
Spindle
from
the
the
range 0 to
proportional
the
spindle
Drive
multiprocessor
OV
shaft
multiprocessor.
spindle
holes
cutting.
r1
't~
C'
Alp
load.
and
r 1
Two
to
1
the
()
n
dynamic
....
execution
programs
onboard
is
touch
computer
the
136
the
each
panel.
panel.
unit
5000
to
lOV
feeds
This
One
optical
other
i
'r1l
po
n f
of
CNC
programs
are
downloaded
serial
entered,
keyboard
communication
computer
edited
and
can
menu
keyboard.
Panel
series
push
other
Emergency
rpm,
allows
Keyboard
button
via a dedicated
The main
They
is
are
an
INVERTER
board
in
either
analog
back
an
the
hoard
Stop
CNC
an
and
allowing
C~
voltage.
accurate
allows the desired
gi~es
braking
t-
h 2
switch
the
c.
1'1
i P
provides
marker
resistors
~,
'~
f1'
~
is
also
and
displayed
selection
input
Interface
to
link.
be
of
carried
the
External
carried
manual
Board
out
multiprocessor
out
on
the
buttons
MW/OO/09/01. The 136
and
CNC
Program
extension
type
taking
infinite
or
cc~
A
dual
actual
speed
the
signal
are
.~
fitted
-. ,-,
~ I ~'&
fast
program
to
serial
protect
Entry
to
options
the
its
speed
directions
optical
speed
to
be
reached reqardles9
speed
reading
allow
t- ;,
to
(·l
.... ~ .... ,...
Program
accurate
enable a faster.
'.... f
by
the
uploading
via
Program
are
and
automatic
which
is
series
link.
key
are
commands
selection
by
the
encoder
reading
from
", ,.'"' :,,-
Computer
board
of
the
external
Entry
a remapped
machine
mounted
of
boards
The
POWER
are
also
also
Entry
directly
over
input
of
mounted
into
the
the
50
thread
' ...
""
.,
t
.........
~....
on
ot
rfio
via
a
'";\
..
Page 55

4.1.1
2
of
2
Electrical/Electronic
In
order
to
move
consisting
for
this
signals,
(DIR). The
waveforms
motors
to
convert
the
axes,
of
function.
a
rate/distance
drive
directly
is
returned
Hybrid
profile.
If
the
chuck,SERIES
control
guard
machine
collet,
PLC
panel
interlocking
has
quill
board.
and
Control
the
interface
Servo
Each
modules
to
the
to
the
been
or
This
sets
etc
board
the
is
System Overview
control
commands
power
Motor
axis
of
movement
is
commanded
convert
hybrid
rack
fitted
parts
to
with
catcher,
takes
corresponding
correct,
electronics
Drive
Modules and a power
(CLOCK)
these
servo
keep
any
12V
motors.
the
alr
then
the
input
to
activate
cont'd.
issued
are
to
move
and
signals
Encoder
axes
controlled
these
signals
solenoid
the
by
the
required.
by
the
direction
into
movement
are
handled
from
valve
desired
multiprocessor
~
rack
supply
use
of
of
150V
DC
feedback
to
the
options,
the
outputs,
air
is
only
movement
7.5A power
from
required
such
by
the
operator
provided
option.
board
assembly
used
two
the
as
136
Page 56

4.1.2
ELECTRICAL/ELECTRONIC
POWER
The
plus a neutral
machine
plate
From
breakers
only
from
In
motor
generate
generates
fan
To
from
multiprocessor
display,
are
proximity
the
Motherboard.
SUPPLIES
machine
depending
on
the
and
CBl
order
drive
tray
produce
phase
fitted
lOV
JA
requires
line.
the
rear
isolator
CBl
and CB2. The
is
set
set
at
to
obtain
modules a
l07VAC.
the
above
on
the
the
+24VDC,
Ll and
board,
power
on
then
switches.
tapping.
upon
of
the
to
13A. The
lOA.
the
This
mentioned
rack
neutral.
lamp and
the
+12v
The machine
A
CONTROL
a
30A 3 phase
Note
the
assembly.
this
your
three
15QVDC
transformer
is
+12VDC
keyboard
standard
local
machine.
phases
current
rest
taken
These
miscellaneous
supply
SYSTEM
415VAC
input
supply.
are
through
of
and
24VDC
TXl
to
the
DC
voltages.
and
+5VDC
DC
voltages
interface,
is
also
light
BBC
power
power
voltage
Please
doubled
CB2
the
machine
required
is
fed
power
supplies
PLC
relay
used
is
powered from
supply
may
powers
with
supply
TXl
are
board,
for
supply
vary
check
up
artd
therefore
to
power
phases
on
also
coils.
a
switched
used
the
is
used
provides
suitably
slightly
the
stamped
fed
to
two
the
spindle
obtains
the
Ll
and
the
rack
l10VAC
mode
to
supply
monochrome
If
any
air
solenoid
transformer
with
the
earthed,
on
the
circuit
drive
its
hybrid
L2
which
psu
the
CRT
options
valves
TX2
Computer
metal
power
servo
to
for
is
and
on
unit
the
fed
All
contactor
external
giving
three
240VAC
coils
pin
2A
max
are
power
for
240VAC
socket
use
with a printer
and
is
plug
in
provided
relay
on
or
coils
the
front
cassette
are
l2VDC.
of
the
recorder.
An
machine
Page 57

4.1.
3 1
of
2
ELECTRONIC/ELECTRICAL
FAULT
The
caused
ascertain
with
in
If
Department
options
and
1.
FINDING
following
by
the
machine
this
you
manual.
encounter
fitted
easier.
In
Manual
run:-
The most
or
any
MC2
in
this
guards.
for
correct
list
malfunctions
the
root
and
likely
of
the
will
If
provides
of
wiring
problems
have
to
it.
Mode
the
main
right
be
pulled
MC2
operation.
at
both
is
CONTROL
of
the
any
problem
diagram
not
hand
This
cause
hand
will
the
is a faulty
lockable
rear
in.
in
then
SYSTEM
details
electrical/electronic
listed
details
axes
If
check
of
this
and
control
below
of
enable
will
guards.
cabinet.
not
check
the
possible
list
the
us
not
limit
To
If
limit
is
best
system
then
machine
to
rectify
jog
and
switch
confirm
the
the
limit
switch
control
hardware.
used
layout
please
serial
the
the
on
this,
lockable
switches
on
system
in
conjunction
drawings
call
spindle
either
the
number,
problem
locate
guards
the
faults
In
trying
Service
quicker
will
the
contactor
are
on
these
sliding
included
and
any
not
sliding
OK
then
guard
to
2.
3.
4.
5.
In
Manual
correctly:The
drive
probably
cards
note
An
switches:
The
tool
covering
check
The
after
The
operator
fatal
on
The
it
in
of
axis
proximity
or
for a clean
spindle
a RESET:-
spindle
error.
the
spindle
should
Mode
card,
faulty.
the
the
location
will
limiting
them.
will
flashing
that
spindle
will
be
one
or
Open
rack
not
find
switches
the
Find
sensing
not
it
has
Open
doing
the
drive
not
axis
control
for
of
its
axes
their
run
LED
tripped
right
unit
run
so:-
will
the
left
the
presence
these
Home
located
movement
location
face.
and
is
and
even
not
card
Stop,
the
out
hand
call
jog
for
hand
and
call
position
on
the
way
due
rear
though
the
rear
of
are
on
CW
the
the
but
the
non
door
lit
or
the
Service
correctly
two
slideways
most
the
mechanical
or
CCW
drive
to
malfunction.
door
the
and
Service
LED
other
functioning
and
flashing
likely
LEDS
unit
for
is
check
Department.
or
for
to
are
uses
note
the
Department.
direction
functioning
axis
each
red
LEDS.
ignores
Homing up
have
drawings
flashing
This
swarf
to
tell
may
flashing
indicates
is
of
the
and
not
these
Make
limit
even
the
be
code
a
the
a
If
you
cannot
breaker
CB2
try again.
Department.
hear
or
If
the breakers continue to
..
the
thermal
_.-
-,'----.
,-----
motor
breaker
then
TRl
the
having
most
trip
likely
tripped.
then
cause
If
call
so
the
is
the
reset
Service
circuit
it
and
Page 58

4.1.
3 2
of
2
Electrical/Electronic
6.
7.
8.
The
spindle
Also
The
Service
There
If
of
If
a
If
breaker
to
The low
the
you
optical
end
the
the
the
fault
the
trip
Check
may
door
Department
are
no
power
operator
power on
has
above
cal
then
volt
the
bulb
Control
speed
have
encoders
have
LEns
on
occurred
is
to
call
machine
is
encountered
become
lit
light
panel
light
true
see
the
and
System
erratic
mounted on
misaligned
for
further
on
the
is
lit
interface
is
not
on
the
but
the
if
it
has
SERVICE
light
the
fuse
Fault
and
will
problems
the
information.
operator
then
check
PCB
lit
but
switched
fan
is
tripped,
DEPARTMENT.
does
not
on
transformer
Finding
not
settle
during
end
of
or
are
panel.
the
136-02.
the
rear
mode
not
function.
running
if
so
power
cont'd.
to
thread
the
spindle
faulty.
connector
door
supply
then
reset,
TX2
rated
the
cutting
shaft
Please
PLl on
fan
is
unit,
check
but
if
at
desired
cycles.
inside
call
the
running
Pl.
the
it
continues
3.15~.
value.
the
rear
then
circuit
Page 59

(HUCK
o
~
0
CLOSE
i
QP~
o 0
T~
~
~UII.)
fO~WER
DI~~ER
@J
~OG.
PROTEcT
CT
o
~
0
~
0
AUTO ~ MAN ! RESET
OPFA'
0
'WRITE
0'
PRINT
0 0
EXE[~
CUTE
'0
CYCLE
START
SELECT
liON
0 0
EDIT
0
FILE
INDEX
0
OFFSET
0
SINGLE
BLOCK
TEST
RUN
0
HELP
0
FEED
HOLD
0
HOME
0
lOW-
1('
0
HIGH
x1K
0
0'
(W'.
0 0 0
JOG
JOG
Mltl
0
"'fO.l
,,10
0
0
0
STOP
INC
JOG
n
.Y
0
HED.H
.100
0
TURRET
INDEX
0
0
(('ft'.
,~
r
IL
0 0
Oz
(,::==:l
0
LU8
LOW
-
..
-.-
--"
..
_"
~U
80
90
Oz
RAPID
R
https://manualmachine.com/o
.'
~D
i
, I
[OOLANT
0 0
ON
OFF
0
AUTO.
.,
2808
T""
Machine
Function
Keyboard
Page 60

"
. .
-
:.
~'
"'"
..
r
-//.
l
[@IJ
/'
/
/.
DOD
/'
DE])
. 0
0
U 'fI
,8
ern
:
EEEEj,
0
7
8
0
N
4
5
x
Z
,
2
0
M
S
K
I I
G
F
3
R
T
,
Ii
.-
A 8
\U,
f H .
.1..J..
P
Q.
:1..,;1.':
E08
~.
~
---r~_,
0
.
-
"-,
.
1,
-,
..
. '
:
.....
0
.
- l- -
.-
-,
BOXFORD
•...•.
_-:
~.~~·-'":"17
•..,..-'.·
\;"'~·~~,,-.-.-$,.~~,·_~
280B
..
,.... ...
VDU
&Computer Keyboard
TURNMASTER
;. .\ ~ ,....
.' _ ..
~_
,_
J-
..
:7
,~
,·Il·~,
..
-...
.,'.
,W
",
.'
••
",J ••,_
~~-
'.':"~'..--
--:
.•- •••..
~i
····j
'.'
'~,'
, ' .
Page 61

BOXFORD
280
TURNMASTER
LUBRICATION
1
!
i
~UL
-.
[NOrs
~--
---I-j---_.+-:
1='
::::::::::;=~~~-----:a1.i
3~D
SlU42
~u.ows('
U'
LF
l5H
11M
---
W~
".
¢:::===~====~~"_L-;~~
,.'DtlYA(
I1slDf
I
I
i
I'
I
I
VA£
-
'-----
-r-
I
I;
I
I
i
, I
, I
I
, i
I
,
I
,
Hj
~Lll-L
------
--
- - -----"'7
...
~.---::,-j
~~~YB_-_-~:-~-=-~~~_:,--~-~:-_~:;~'
--
:,
-----
, ,
......
-
I
~
j
,.
",
I;.
II;
, .
,
.
..
<-;.ili
~.:
- - -
;:';
110-1'15 ><]0 - 1
Ii:
1--
i...-
.
1
~~
ENors
ENors
'i
I
---------::::<;--~
-----._-----,
360 50002-8
360
50101-8
---/-:-'---
'--..---..-J
---'~
------',
I .
fNOTS
36057000
•
L
-_----It
SCHHERUNu
LUBR1FICAT ION
I
Page 62

~
~
"
(,')
u
(\
n
.
<.)
, .
'-,
f./I
,
.~,
--._-
-,
_____
~--
-
l'l
IQ
'r,
<:;)
I
oS
I
ij
><
Page 63

QUiCK
fHA/VuE
TOOLHOLCE;:(
X70-:6-:J86
XCL-05-524A
:
07
-/16
/
/
Xr-?2-018
~
_:
\,.,
x a
~
i
<0
,
PAP!D
rlR["-~\1
I I I
.....,., \
...
, I J
'-'
J>o
l"
XCL-05
-672A
Page 64

I
I _
---r-
-
~
Page 65

BOXFORD
280
TURNMAS
230-~
101-1'16)(8-1
TEr
'15-2
/Xl0-07-026
TAILS
TOCK
"
XI0-07-008/
101P-H6x
X1O-0J-016
16
XI0-07-026
X1D-07-02D
~
-1
~
X10-0J-OOS
I----
'I'
i !
.....
---
X1D-OJ-022
X10-05-048
216
.
------
Xl~0~S02
-51101-2
/45-1110-1
/~
..•
-.7
,"
r~ ~ ~~~~~l';
,(
.
----.--
\.
."
. I ' I
I '--......:- . !
~_
. \ J
'f'~~')
t
,,_~
I I
I
_'
":'"
.','
,
I ,
111
1
\\,1,'1
~
')1
)/Ii:),11
N"l
\
.\
J
II
If
J,.
'
")
fl
lSJ-¢4)(
Xl0-07-
X(L-{)1-50B
24-1
011
217-LSI226-1
X10-01-028
XCL-07-S07
113-H4
><10-2
104-HBx55-1
158-¢ 6)(30-2
X[£-07-S09
XCL-07-S10
(70mm)
(200mmJ
REITS
rlJf>..1
!PF
.
TVt.
-1'16><
TOCK
p:,:uprr
8-2
Page 66

BOXFORD
280
G.1MJ
!URNMAS
,(c/. -05 -601
/
f16~16a)
XCL-OS
~~~tlmm)
TE:-'·
-6038
'GT608
G1QQ2
TOOL
XCL-Q5-609
HOLDERS
.10c)
flO
X(L /;612
GT602
X([
d,
6T604
Q
~~
~
.'
-
',-
'-.
'.
~
''''':'~
'>l~n~
X(L-OS-606A
(/mm)
"'-.
•
X[(-05-612
GT607
XCL~05
-6038
tlmm)
612
".~.:~
(/mm)
GT605
XCl·05-60t.
r
~
........
,~/~https://manualmachine.com/
, I
,I
-.,'-
~
'-c::Y
I
(20,,200)
XCL-OS16068
Ilmm)
XC L-OS
amm)
-6068
"'''-J
~.rX(L-05-606A
xo.-
05
X[£-05-612
Xr
I
_rl"""1-~
120
"lOa)
(Imm)
-606
rul!t
XCL
GT676
-05 -6158
flmm)
'/
XCL-O$
112
x 120)
X[(-05
-I
X[£-05-612
-I
X~S-615
-61'
-615
XCL-05
-6/2
lrom
X[L
-05 -
Imm
6Q6A
xn·05-612
X(L-05·615A
{/rom!
X(£-05-612
Page 67

~
-....:t
'0
I--
l:J
'-t
""
'<:l
I
~
""
I
-..J
'-'
><::
-
~
~
'G
"
"<
n..,
>(
<'-.,
':::
f"l
~
~
l:J
n..,
~
'0
,
lr,
c:>
j
-..J
'-'
><::
-
~
'""
'IS
"
""
""'
"
.....,
'"
--
~
'-"
'0
lJ">
~
-J
'-'
x
~
lJi
~
l:l
,
,
......
l-.
~
'"
;g
"<
"
.....,
"
.....,
""
'--
'0
""
lr,
~
-..J
'-'
x
,
I
.......
~
I-:.
L:J
......
l-.
~
n..,
::c::
"<
n..,
~
,.,...,
......
c:i
"
"
l
..
I
.-
,.-L------r---------t-/·
/
,/
/
L . ,
I
I
Page 68

BO)(FCRD
280
TURNHAS
TE,r-,
TOOLHOLDER
GANG
TOOLING
PLATES
GT610
XCL-05-6/Z
GT680
I
~.
~,
'-...
-
f.-
tl1
-
,dO-J
H1
GT600
Page 69

VI
Q::
Lu
~
-.J
a
:J:::
-.J
a
a
r-...
~
~
'0
l.r)
<::::l
-.J
t...J
X;
C"-J
~
J
'0
I-
l.:J
--..
co
'lS.
I
)(
~
I
~
)(
<:::>
~
"-
~
'0
I
lr\
~
I
-.J
t...J
x
--...
C)
--.
'&
><
<::::l
<"-..J
l(
~
~
'-
f'rJ
C"'J
~r
l..::J:
"'l
<"-..J
'0
J
lr\
~
I
-.J
~
x
-...
~
'l':).
C)
~
~
~
""-
~
--..
~
'0
.......
'G
I
\9..
)(
)(
lJl
~
-.J
~
x
l(
~
I
~
)(
C)
<"-..J
-
c:::.
t"-I
'G
I
l.I)
C)
I
--.I
~
X
'0
<::::l
'G
I
lJl
C)
I
.....:...J
~
X;
/
I
,
~
'G
li")
<;:)
t...J
_II]
I
!
-.J
X
~
'0
c:>
'C
I
C)
I
--.J
t...J
X:
--..
E
l::
......
-
<;:)
rr,
'0
I
:g
I
-.J
~
X:
-...
l--
~
.-.
c:i
<:
C)
t"-I
c:>
"'-.I
-
I
x
)(
 Loading...
Loading...