

753 MkII type
7530-07532
Hydro-Pneumatic Power Tool
Druckluftgerät
Outil oléo-pneumatique
Attrezzo oleopneumatico
Instruction Manual
Manuel d’instructions
Betriebsanleitung
Manuale d’instruzione
0753
TYPE

3
Contents
Safety Rules 4
Specifications
Specification for 0753 MkII Type Tool 5
Specification for 07531 Intensifier 5
Intent of Use 6
Tool Dimensions 7
Putting into Service
Air Supply 8
Mechanical Cursors 9
Cursor 10
Loading and Re-loading the Tool 10-11
Operating Procedure 11
Mandrel Follower Springs Identification 12
and Orientation
Nose Assemblies
Nose Jaws 13
Selecting a Nose Jaw 14
Nose Jaw Selection Tables 15-16
Mandrels and Mandrel Follower Springs 17
Chobert®and Grovit®Selection Tables 17-18
Briv®Selection Tables 19-20
Mandrel Head Types and 'P' Length 20
Avlug®, Avsert®, Avtronic®and Rivscrew
®
21
Selection Tables
Servicing the Tool
Daily / Weekly 22
Moly Lithium Grease EP 3735 Safety Data 22
Service Kit 23
Maintenance
Dismantling 07530-02200 MkII 24-25
Dismantling 07532-02200 MkII 26-27
General Assembly and Parts List 07530-02200 MkII 28-29
General Assembly and Parts List 07532-02200 MkII 30-31
Intensifier 07531-02200 32-33
Pilot valve 07005-00590 Spares Information 34-35
Priming
Oil Details 36
Hyspin VG 32 and AWS 32 Oil Safety Data 36
Priming Procedure 36
Fault Diagnosis
Symptom, Possible Cause & Remedy 37
Français 41
Deutsch 79
Italiano 117
Avdel policy is one of continuous product development and improvement and we reserve the right to change the specification of any product without prior notice.
Warranty
Avdel installation tools carry a 12 month warranty against defects caused by faulty
materials or workmanship, the warranty period commencing from the date of delivery
confirmed by invoice or delivery note.
The warranty applies to the user/purchaser when sold through an authorised outlet,
and only when used for the intended purpose. The warranty is invalidated if the
installation tool is not serviced, maintained and operated according to the instructions
contained in the Instruction and Service Manuals.
In the event of a defect or failure, and at its sole discretion, Avdel undertakes only to
repair or replace faulty components.

4
Safety Rules
1 Do not use outside the design intent.
2 The Hand Tool and Intensifier have been tested as separate items and combined. They must only be used together and under no
circumstances for any other purposes.
3 Do not use equipment with this tool/machine other than that recommended and supplied by Avdel.
4 Any modification undertaken by the customer to the tool/machine, nose assemblies, accessories or any equipment supplied by Avdel or
their representatives, shall be the customer’s entire responsibility. Avdel will be pleased to advise upon any proposed modification.
5 The tool/machine must be maintained in a safe working condition at all times and examined at regular intervals for damage and function
by trained competent personnel. Any dismantling procedure shall be undertaken only by personnel trained in Avdel procedures. Do not
dismantle this tool/machine without prior reference to the maintenance instructions. Please contact Avdel with your training requirements.
6 The tool/machine shall at all times be operated in accordance with relevant Health and Safety legislation. In the U.K. the “Health and
Safety at Work etc. Act 1974” applies. Any question regarding the correct operation of the tool/machine and operator safety should be
directed to Avdel.
7 The precautions to be observed when using this tool/machine must be explained by the customer to all operators.
8 Always disconnect the airline from the tool/machine inlet before attempting to adjust, fit or remove a nose assembly.
9 Do not operate a tool/machine that is directed towards any person(s) or the operator.
10 Always adopt a firm footing or a stable position before operating the tool/machine.
11 Ensure that vent holes do not become blocked or covered and that hoses are always in good condition.
12 The operating pressure shall not exceed 7 bar (100 lbf/in
2
).
13 The combination of fastener, mandrel, hole size and sheet thickness shall be in accordance with Avdel Specifications.
14 Do not operate the tool if it is not fitted with a complete nose assembly unless specifically instructed otherwise.
15 When using the tool, the wearing of safety glasses is required both by the operator and others in the vicinity to protect against fastener
ejection, should a fastener be placed ‘in air’. We recommend wearing gloves if there are sharp edges or corners on the application.
16 Take care to avoid entanglement of loose clothes, ties, long hair, cleaning rags etc. in the moving parts of the tool which should be kept
dry and clean for best possible grip.
17 When carrying the tool from place to place keep hands away from the trigger/lever to avoid inadvertent startup.
18 Excessive contact with hydraulic oil should be avoided. To minimize the possibility of rashes, care should be taken to wash thoroughly.
This instruction manual must be read with particular attention to the following safety rules, by any person
installing, operating, or servicing this tool.
IMPORTANT
While a small amount of wear and marking will naturally occur through normal and correct use of mandrels, they must
be regularly examined for excessive wear and marking, with particular attention to the head diameter, the tail jaw
gripping area of the shank or heavy pitting of the shank and any mandrel distortion. Mandrels which fail during use
could forcibly exit the tool. It is the customer's responsibility to ensure that mandrels are replaced before any
excessive levels or wear and always before the maximum recommended number of placings. Contact your Avdel
representative who will let you know what that figure is by measuring the broach load of your application with a
calibrated test tool. These tools can also be purchased under Part Number 07900-09080, supplied with all necessary
information for testing in this manual.
Specification for 0753 Mk II Type Tool
Specification for 07531 Intensifier
Specifications
5
Air Pressure Minimum - Maximum 5-7 bar (70-100 lbf/in2)
Free Air Volume Required @ 5.1 bar /75 lbf/in
2
2.6 litres (0.09 ft3)
Stroke Minimum 30.0 mm (1.18 in)
Pull Force @ 5.5 bar /80 lbf/in
2
3.89 kN (875 lbf)
Cycle time Approximately 1 second
Noise Level Less than 70 dB(A)
Weight Pistol 1.2 kg (2.64 lb)
Vibration Less than 2.5 m/s2(8 ft/s2)
Air Pressure Minimum - Maximum 5-7 bar (70-100 lbf/in2)
Intensification Ratio 32:1
English

6
Intent of Use
The pneumatic 0753 MkII type tool is designed to place Avdel®speed fasteners (except 1/16” Avlug®) making it ideal for batch or flowline assembly in a wide variety of applications throughout all industries.
The Hand Tool and Intensifier have been tested as separate items and combined. They must only be used together and for no other
purposes. Refer to "Putting into Service" on page 8 for connection details.
Both models, the 07530 MkII and 07532 MkII are hand-held lightweight tools. Their only difference lies in the location of the hose entry.
The top entry on the 07532 MkII tool allows suspension from an added mounting plate, see drawing opposite. Part numbers are shown
to order a complete tool including the intensifier and all hoses but no nose equipment.
The pistol number for the 07530 MkII model is 07530-02200 and is 07532-02200 for the 07532 MkII model. See the general
assemblies on pages 28-31.
Both models will place the same fasteners and both will place most repetition fasteners, as shown in the table below.
Both models make use of the same nose equipment. Reference must be made to the Nose Equipment section of the manual when
selecting compatible components for the type and size of fastener used in your application (see pages 13-21). Nose jaw dimensions
are shown on page 14.
FASTENER NAME
AVLUG
BRIV
®
®
®
®
®
®
®
CHOBERT
GROVIT
RIVSCREW
AVTRONIC
AVSERT
FASTENER SIZE
3
/32"
5
1
/8"
/32"
3
●●●●●
●●●●
●●
●●●●
/16"
1
/4"
2.5mm
2.8mm
4mm3.5mm3mm
6mm
M2.5
4-40
UNC
●
● ● ● ●
●
● ●
M3
6-32
UNC
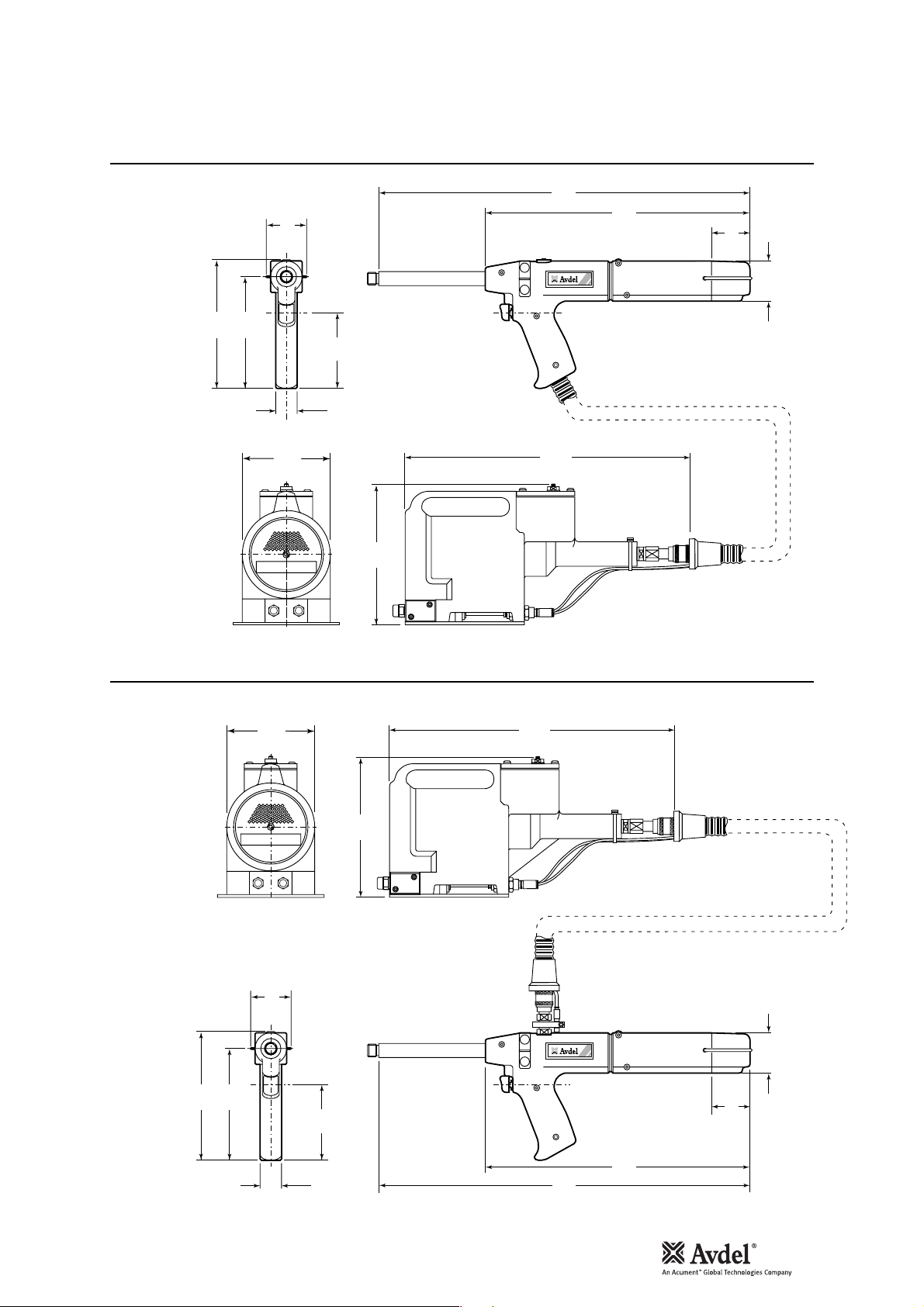
Tool Dimensions - 07530 MkII Model
Tool Dimensions - 07532 MkII Model
Intent of Use
7
Part Number 07530-02100
Part Number 07532-02100
Dimensions shown in bold are millimetres. Other dimensions are in inches.
English
163
140
6.41
5.51
60
2.36
130
5.12
98
3.85
28
1.10
200
7.87
475
18.70
420
16.54
0753
338
13.30
50
1.96
51
2
130
5.12
200
7.87
60
2.36
163
140
6.41
5.51
98
3.85
420
16.54
0753
50
1.96
51
2
28
1.10
475
18.70
338
13.30
8
Air Supply
Putting into Service
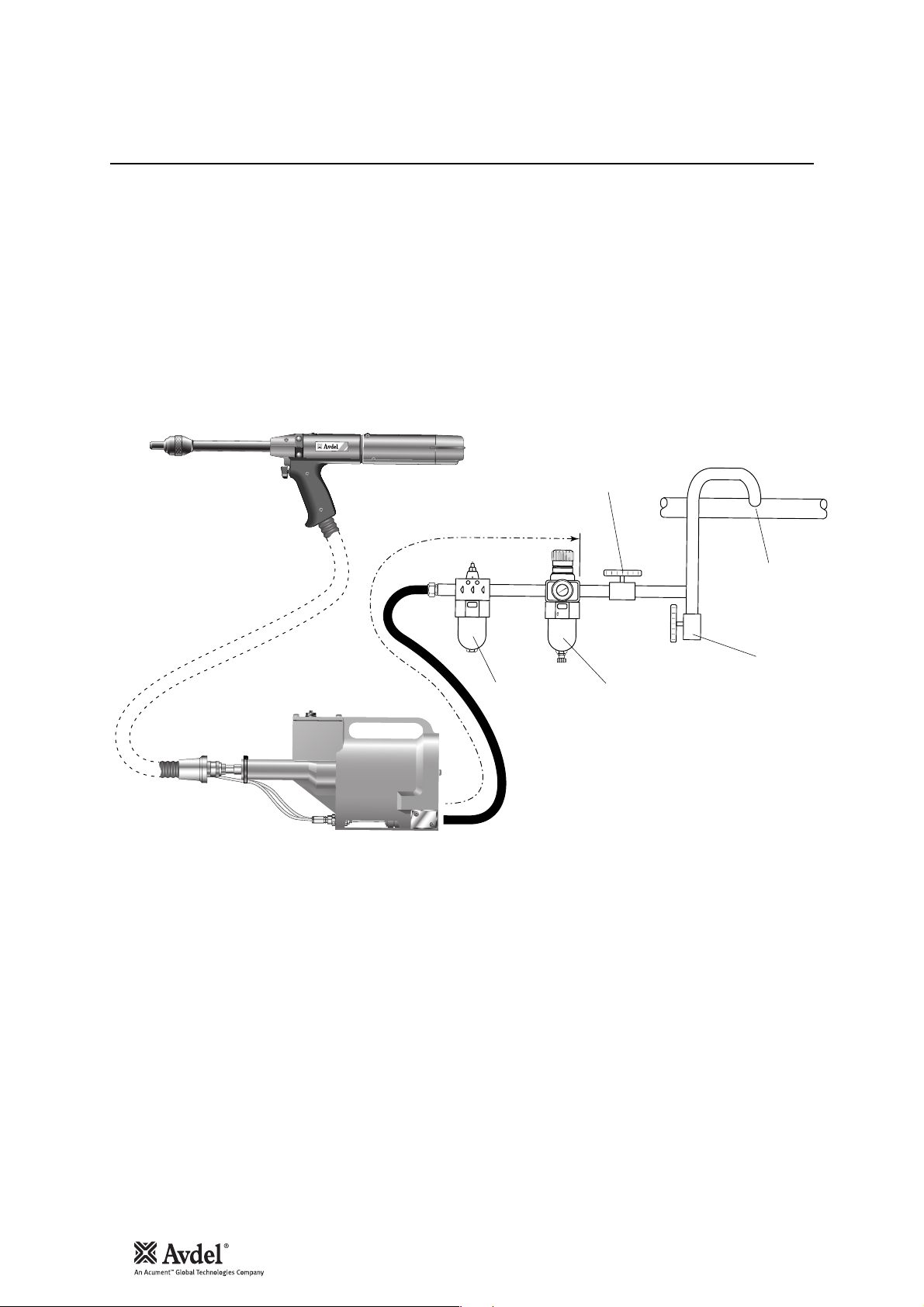
All tools are operated with compressed air at an optimum pressure of 5.5 bar. We recommend the use of pressure regulators and
automatic oiling/filtering systems on the main air supply. To ensure maximum tool life and minimum tool maintenance they should be fitted
within 3 metres of the tool (see diagram below).
Air supply hoses should have a minimum working effective pressure rating of 150% of the maximum pressure produced in the system or 10
bar, whichever is the highest. Air hoses should be oil resistant, have an abrasion resistant exterior and should be armoured where operating
conditions may result in hoses being damaged. All air supply hoses MUST have a minimum bore diameter of 6.4 millimetres or
1
/4 inch.
Read daily servicing details page 22.
Follow the steps below when connecting the tool to the intensifier and main air supply:
• Push the end of the large hydraulic hose from the tool into the quick release connector on the end of the intensifier.
• On the front face of the intensifier:
• Push the blue pneumatic (4mm OD) line into the reducer fitting which is located in the left hand bulkhead connector.
• Push the black pneumatic (4mm OD) line into the plastic collet of the right hand bulkhead connector.
• Fit a pneumatic hose between the male connector at the rear of the intensifier and main air supply.
TYPE
0753
(USED DURING MAINTENANCE
OF FILTER/REGULATOR
OR LUBRICATION UNITS)
STOP COCK
M
U
M
I
X
A
M
S
E
R
T
E
M
3
10
8
6
12
4
14
2
16
0
TAKE OFF POINT
FROM MAIN SUPPLY
MAIN SUPPLY
DRAIN POINT
LUBRICATOR
PRESSURE REGULATOR
AND FILTER
(DRAIN DAILY)
9
Mechanical Cursors
Putting into Service
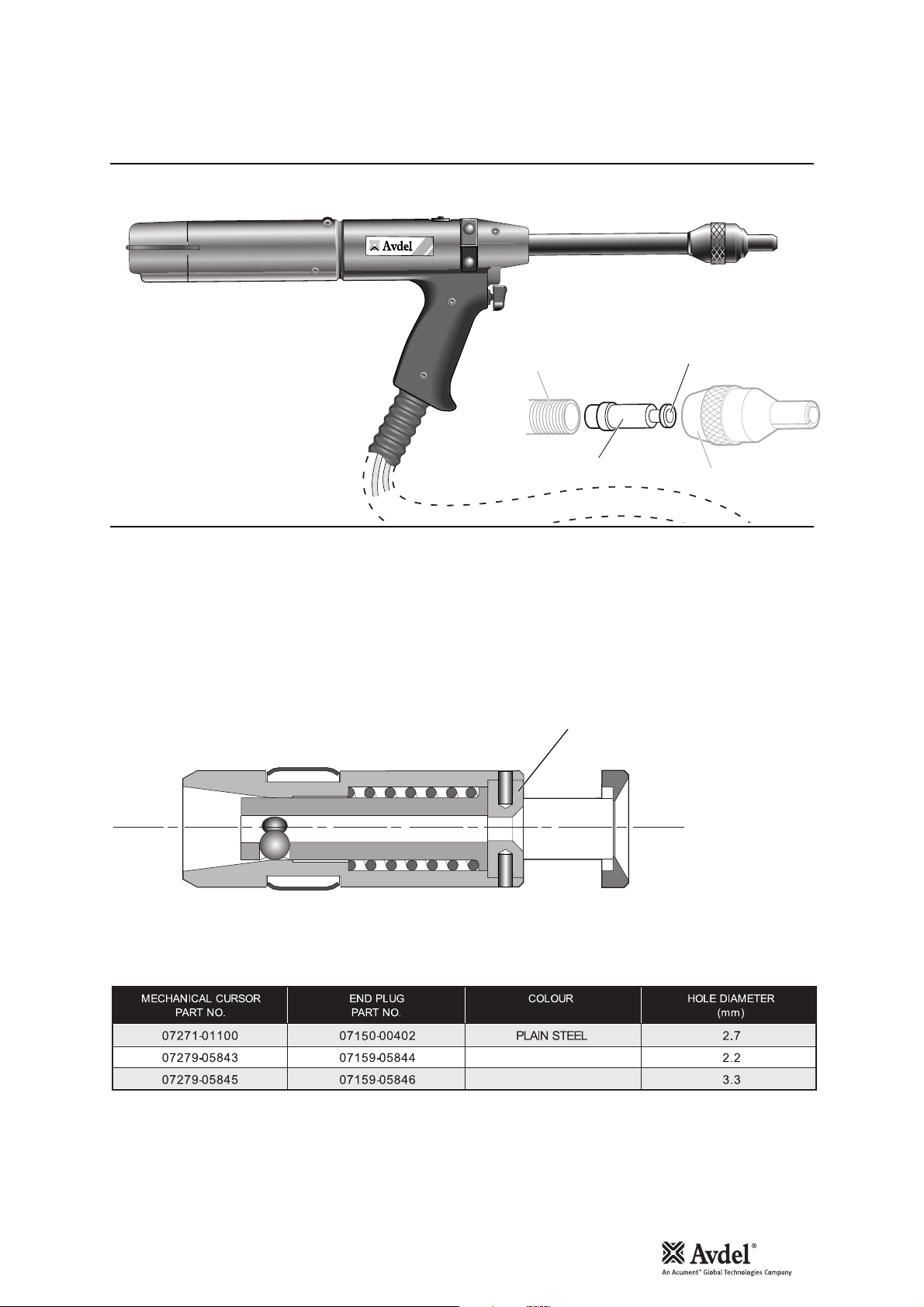
For reference there are three different mechanical cursor types:
• 07271-01100 Used for Standard mandrels and 5/32” Disposable mandrels
• 07279-05843 Used for 1/8” Disposable mandrels
• 07279-05845 Used for 3/16” Disposable mandrels
The difference in the above assemblies is the internal diameter of the End Plug.
These are colour coded see below:
END PLUG
English
0753
TYPE
TOOL
BARREL
CURSO
R
SPRIN
LOADED EN
G
D
NOS
E
JAW
S
GOLD
SILVER
10
Loading and Reloading the Tool
Cursor
Putting into Service
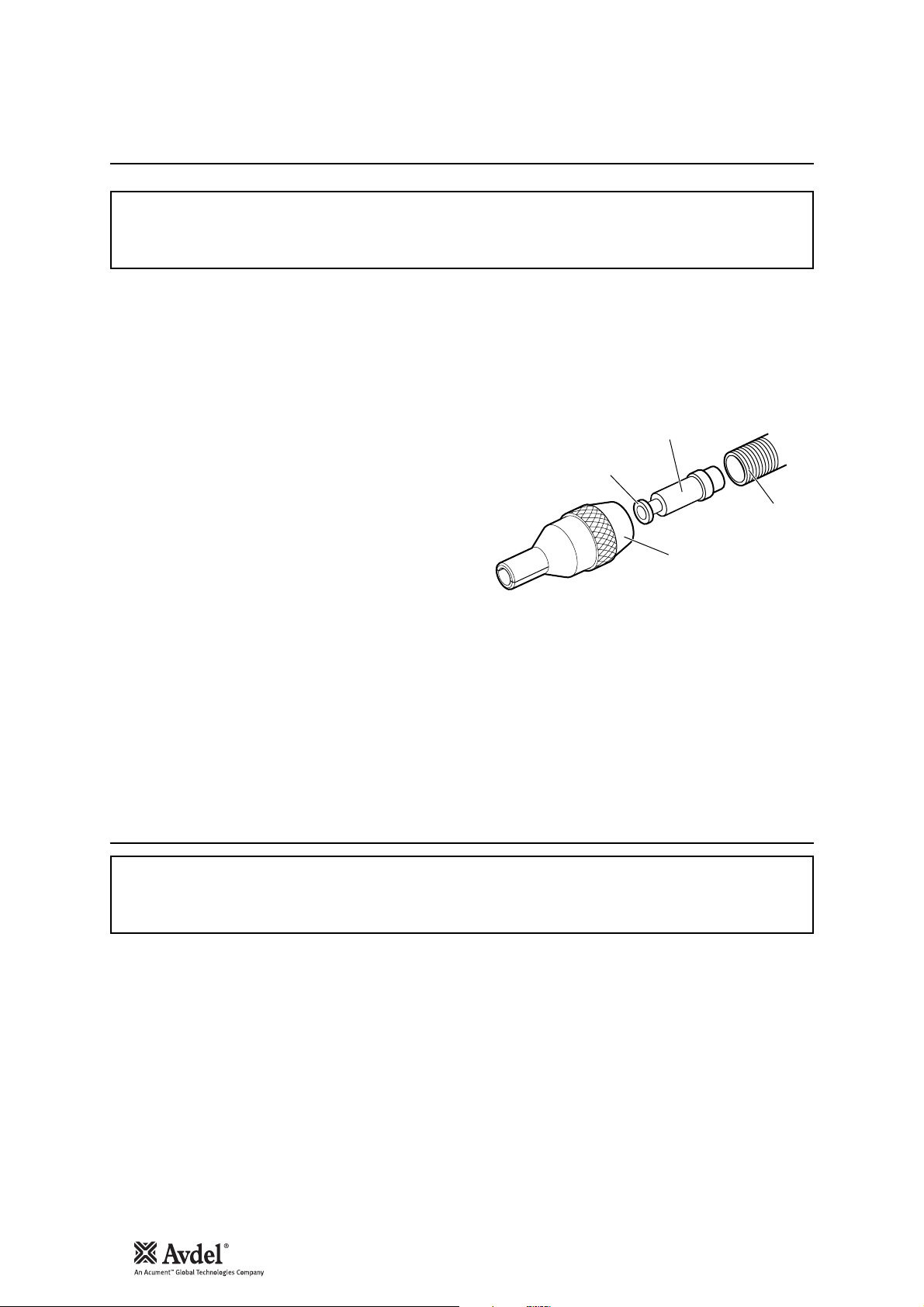
While the cursor will be fitted the correct way round when the tool is supplied, we recommend that you check its orientation before
fitting the nose equipment. The sprung loaded, slightly concave, end of the cursor should point towards the front of the tool as shown
in the illustration.
When fitted the correct way round, the cursor will easily slide out of the barrel when a mandrel is pushed into its centre then pulled
back.
To reverse the orientation of the cursor, follow these steps:
Item numbers in bold refer to the general assembly and parts list for
the 07530-02200 MkII type on pages 28-29. For the 07532-02200
MkII type, the procedure is the same but the part numbers must be
taken from the general assembly and parts list on pages 30-31.
• Remove the clip 47 and slide off end cap 38.
• Using an Allen Key, remove one cap head screw 44 ensuring that
any trapped air is exhausted. remove the second cap head screw
44.
• Pull out rear plug 46.
• Pull out tail jaw piston assembly 14 together with jaws 9.
• Lift out spring 13 and jaw housing 8.
• Insert a mandrel into the hole in the rear end of barrel 25 until it protrudes through the front of the barrel, then pull out the mandrel
and cursor together through the front.
• Reassemble components in reverse order.
• Insert Mechanical Cursor Assembly 5 into the front of the barrel, correct way round.
When ordering a complete tool or system you will normally be supplied with all the nose equipment required for the fastener to be
placed.
To identify nose equipment components or to select the correct elements, read the nose equipment section, on pages 13-21.
If you have been supplied with a nose jaw, mandrels and mandrel follower springs proceed with loading the tool and fitting the nose
equipment as shown overleaf.
IMPORTANT
If fitted incorrectly, the cursor will not allow feeding of the fasteners.
IMPORTANT
The procedure for loading the tool and for fitting the nose equipment to the tool is integral.
Item numbers in bold refer to the general assembly and parts list for the 07530-02200 MkII type on pages 28-29. For the 07532-02200 MkII
type, the procedure is the same but the part numbers must be taken from the general assembly and parts list on pages 30-31.
SPRING
LOADED END
CURSOR
TOOL
BARREL
NOSE
JAWS
11
Putting into Service
Loading the Tool
• Connect the air supply to the tool.
• Open tail jaws 9 which grip the mandrel, by switching off the tail jaw switch (items 26 and 30).
• Screw selected nose jaws onto barrel 25 of the tool.
n Insert a mandrel into the tail end of the fasteners through the paper pod.
• Slide the mandrel follower spring onto the mandrel ensuring correct orientation, as shown in the table on page 12.
• Gripping the tail end of the mandrel, tear off the paper pod from around the fasteners.
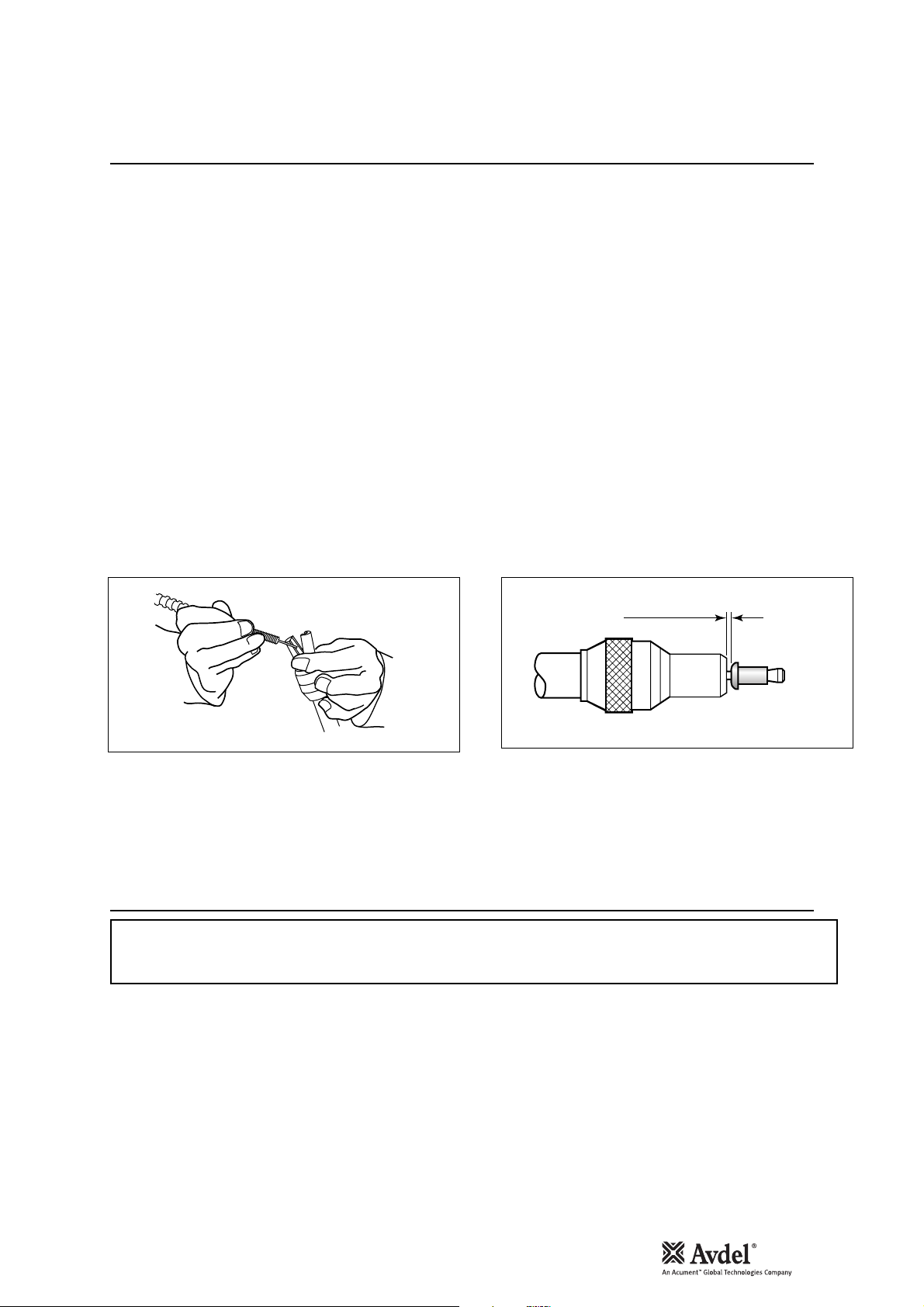
• Open the nose jaws either by rotating the outer ring on Cam operated jaws or by pushing outwards on the jaw ends, as illustrated
below left.
• Insert the previously assembled mandrel, mandrel follower spring and fasteners into the nose jaws until the first fastener to be placed
is protruding from the nose jaw.
• Close the nose jaws and adjust so that the first fastener protrudes by 1.5mm - 3mm (
1
/16” to 1/8”), as shown in the illustration
below right.
• Close the tail jaws to ensure the mandrel is gripped, by switching on the tail jaw switch (items 26 and 30).
• Push the fastener, protruding from the nose jaws, fully into the application holes ensuring that the tool is held square.
• Operate the trigger without releasing - the mandrel head is pulled through the fastener, forming the fastener into the application.
• Remove the tool.
• Release the trigger. The next fastener will be automatically presented through the nose jaws, ready for placing.
Reloading the Tool
• Open tail jaws 9 of tool.
• Open the nose jaws and pull the empty mandrel and mandrel follower spring out of the tool.
• Reload the tool by following the above instructions, starting at stage n.
IMPORTANT
You must check that the cursor orientation and the nose equipment are correct before attempting to operate the tool.
Item numbers in bold refer to the general assembly and parts list for the 07530-02200 MkII type on pages 28-29. For the 07532-02200 MkII
type, the procedure is the same but the part numbers must be taken from the general assembly and parts list on pages 30-31.
Operating Procedure
English
1.5mm - 3mm
1
(
/16" - 1/8")
12
Putting into Service
3
/16"
3
/32"
3
/32"
5
/32"
5
/32"
3
/16"
3
/16"
3mm
6 x 32
UNC
2.5mm
4 x 40
UNC
3
/32"
3
/32"
1
/8"
1
/4"
1
/8"
2.8mm
2.5mm
2.8mm
3mm
3.5mm
4mm
2.8mm
CHOBERT
®
AVLUG
®
GROVIT
®
CHOBERT
®
GROVIT
®
CHOBERT
®
RIVSCREW
®
BRIV
®
AVSERT
®
AVTRONIC
®
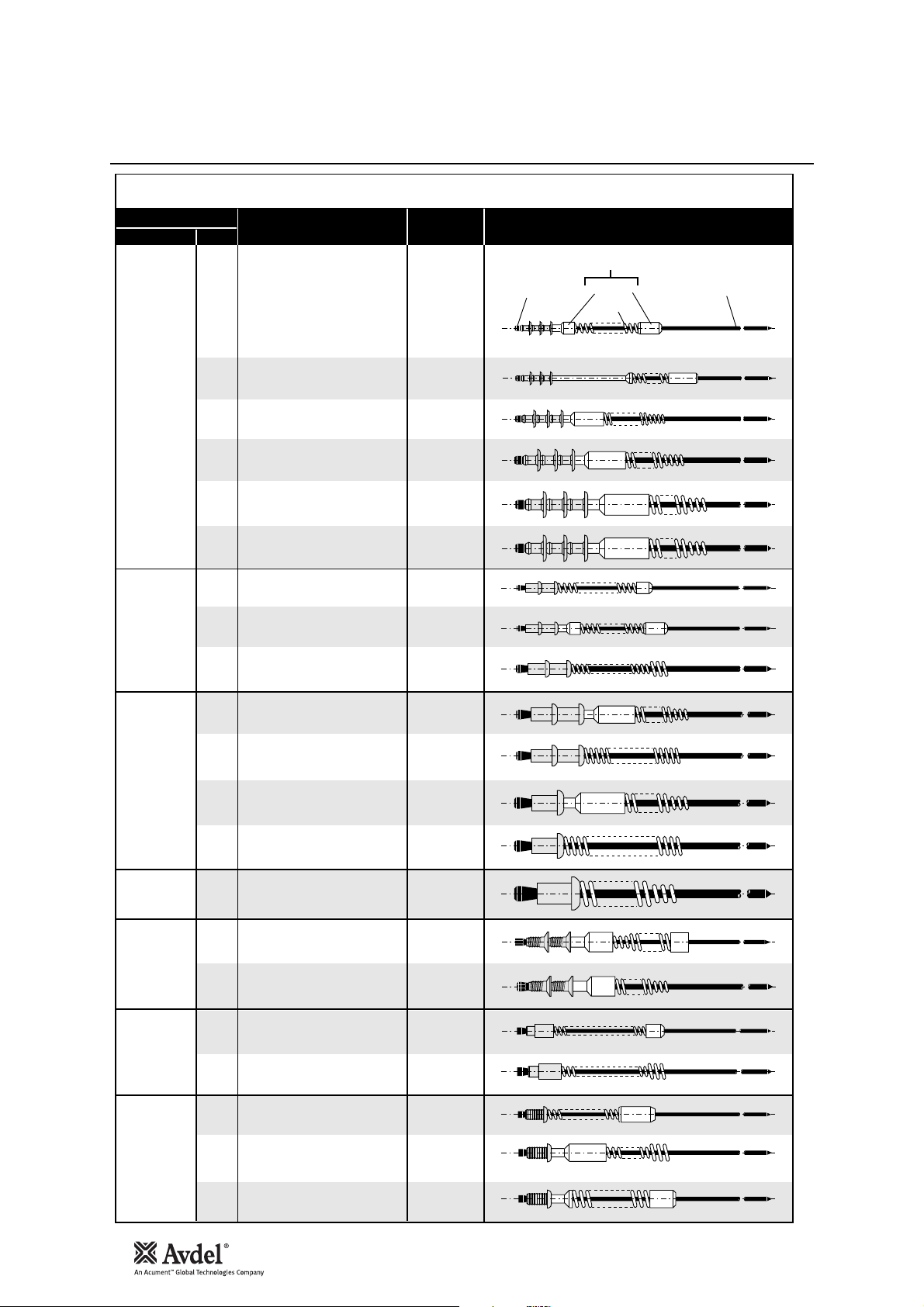
MANDREL HEAD
FERRULE
MANDREL FOLLOWER SPRING
SPRING
MANDREL
STANDARD TAPERED
ALL
ALL
ALL
ALL EXCEPT
STANDARD TAPERED,
LIMITED ACCESS
ALL EXCEPT
LIMITED ACCESS
STANDARD TAPERED,
LIMITED ACCESS
ALL
ALL
ALL
ALL
ALL
ALL
ALL
ALL
ALL
ALL
LIMITED ACCESS
5
/32"
FASTENER
SIZENAME
NOSE JAW
(SEE NOSE EQUIPMENT SECTION)
ALL
ALL
ALL
ALL
ALL
ALL
ALL
ALL
ALL EXCEPT
3rd
OVERSIZE
3rd
OVERSIZE
ALL EXCEPT
2nd
OVERSIZE
2nd
OVERSIZE
ALL
ALL
ALL
ALL
ALL
ALL
ALL
MANDREL
SIZE
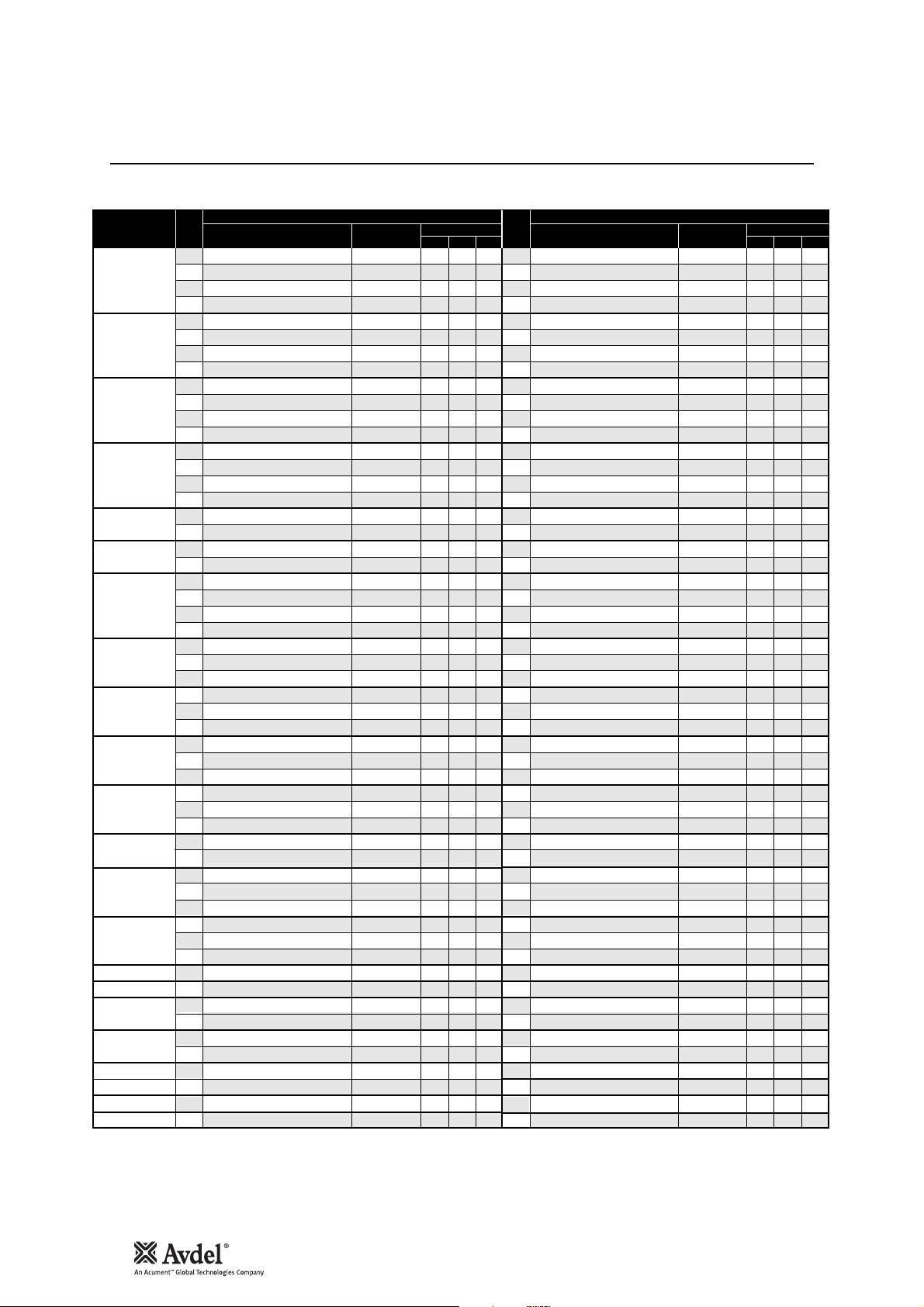
MANDREL FOLLOWER SPRINGS IDENTIFICATION AND ORIENTATION
MANDREL/MANDREL FOLLOWER SPRING
AND FASTENER ASSEMBLY
LIMITED ACCESS &
LIMITED ACCESS CAM OPERATED
STANDARD
ALL
EXCEPT 3rd
OVERSIZE
6mm
ALL ALL
13
Nose Jaws
Nose Assemblies
IMPORTANT
To avoid complete dismantling of the tool it is essential to check the orientation of the cursor before fitting
the nose equipment to the tool. See ‘CURSOR’ section on page 10.
It is essential that the correct nose equipment is fitted to the tool to ensure both effective placing of the
fastener and SAFE operation of the tool. READ THE SAFETY INSTRUCTIONS page 4 carefully.
On speed fastening tools such as 0753 MkII type, the nose equipment always consists of three elements: a nose jaw, a mandrel and a
mandrel follower spring. All three items are matched to the fastener being placed and to the hole size in the application.
To identify the correct combination of nose equipment to fit your tool first select a nose jaw by reading the section below then read the
mandrel section to select part numbers both for the mandrel itself and for the mandrel follower spring. Mandrels and mandrel follower
springs are illustrated on page 12.
To fit the nose equipment, follow the ‘Loading the Tool’ procedure page 11.
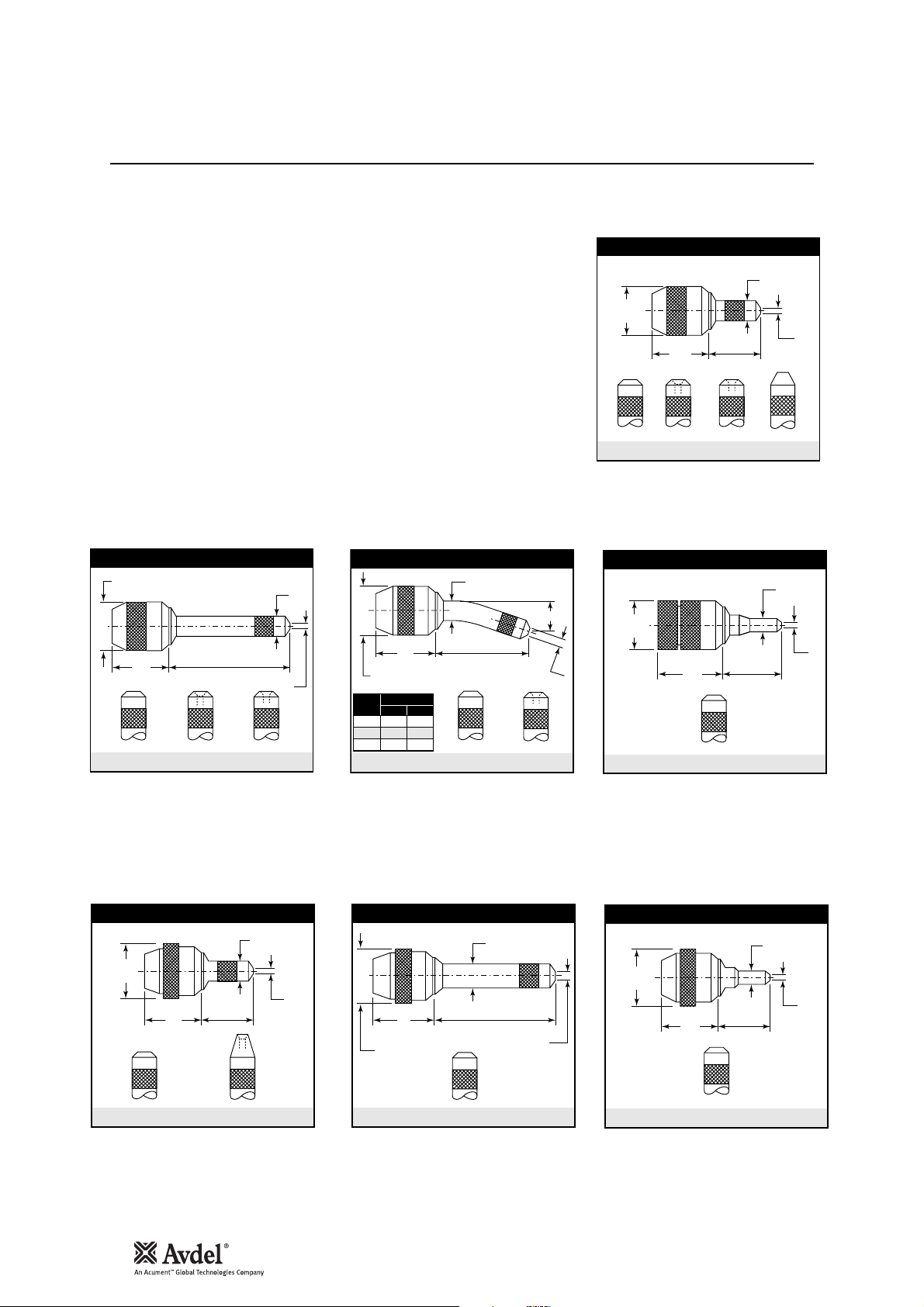
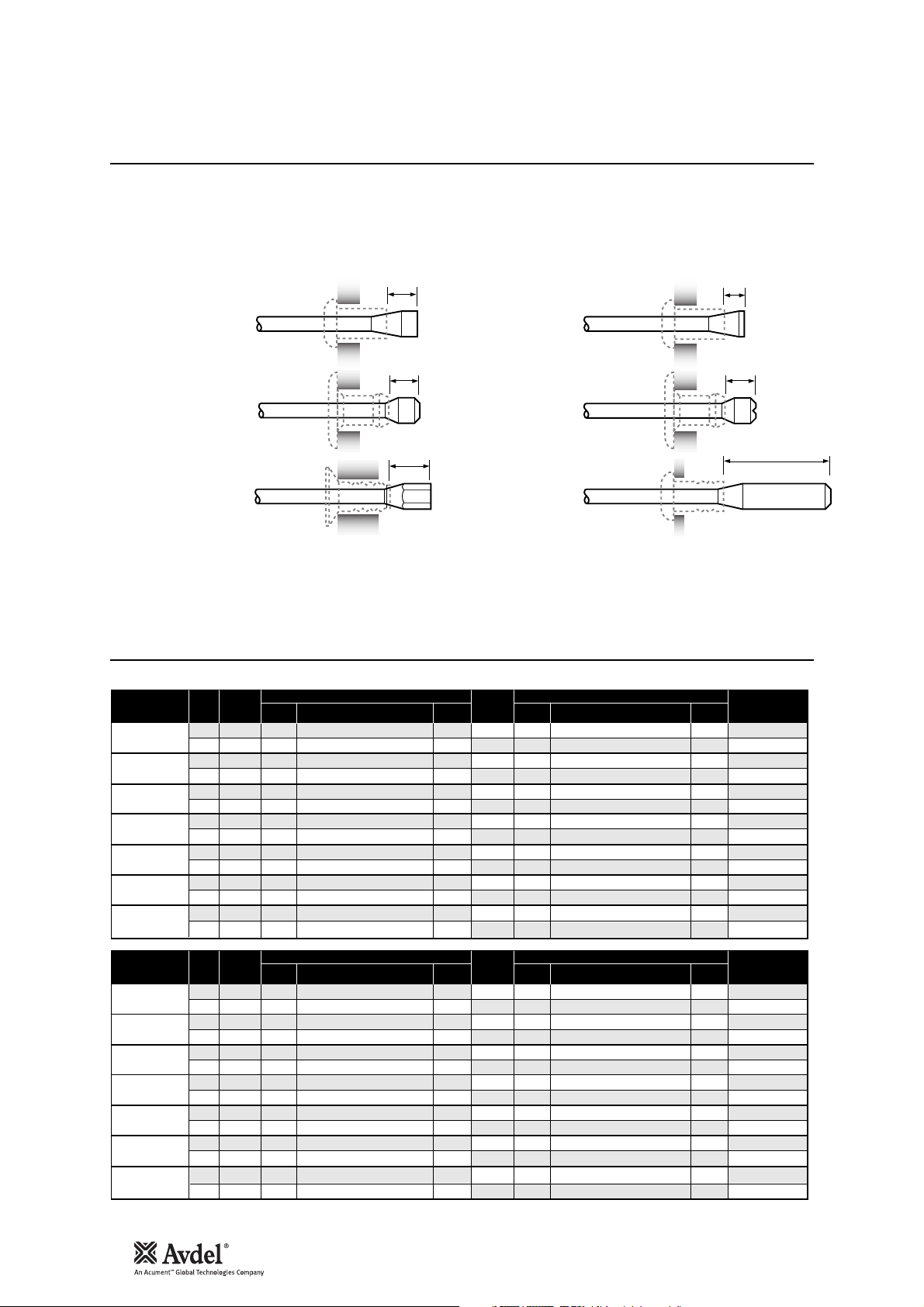
Nose Jaws can be categorised into 7 different basic shapes as illustrated opposite, even though internal dimensions will vary
according to the fastener it is intended for. Exact dimensions referring to the letters in the illustrations opposite are indicated in the
‘Nose Jaw Selection Tables’ on pages 15-16.
For a particular shape, there may be several options of end form giving access benefits or fastener placing enhancement.
Flat
• Normal end form of all nose jaws.
• Suitable on all applications with no access restrictions.
Universal
• Designed for use with universal head Chobert
®
fasteners.
• Can also be used with Briv
®
fasteners to obtain the highest possible clench. Note this reduces the maximum grip range of the
Briv®fastener by approximately 0.015” (0.4mm).
Recessed
• For use with Briv
®
fasteners ONLY.
• It gives a higher clench than a flat end form but less than a universal end form, with no reduction of the grip range of the fastener.
Tapered
• Available as shown in the ‘Nose Jaw Selection Tables’.
• Allows greater accessibility than a flat end form and places the same range.
Head Forming
• For use with Rivscrew
®
fasteners ONLY.
• Deforms the head of the fastener to achieve good clench.
IMPORTANT
The wrong nose jaw could result in an incorrectly placed fastener or incorrect clench.
English
14
Selecting a Nose Jaw
Nose Assemblies
Available in 4 different end forms to place all
fasteners (except Rivscrew). Suitable on
applications with no or little access restriction.
• List the name, size and material of the fastener to be placed.
• Look for this fastener in the first column of the nose jaw selection tables on page 15
if you use imperial measurements and on page 16 if you use metric units.
• Looking right across the table, take note of which nose jaws are available. ONLY
those shown are available.
• Select which is most suitable for your application by referring to the respective nose
jaw drawing. If your application has no access restriction, you should select the
standard shape with a flat end form with or without a cam.
Available as shown in NOSE JAW SELECTION TABLE.
Allows access into very restrictive applications.
Available as shown in NOSE JAW SELECTION TABLE overleaf. Equivalent functions to the Standard and Limited Access above with the
addition of a cam to ease and speed up the nose jaw opening thus the pod reloading procedure.
Available as shown in NOSE JAW SELECTION TABLE.
Allows more penetration into applications
with restricted access.
Mandrels must be curved by hand to follow
the shape of the jaw.
Available to place most of the fasteners.
Allows more penetration into applications
with no other access restriction.
Dimensions shown in bold are millimetres. Other dimensions are in inches.
28.6
1.125
STANDARD
33.5
1.32
'B'
'E'
'D'
LONG
28.6
1.125
33.5
1.32
'D'
UNIVERSALFLAT
'B'
'E'
RECESSED
LONG CURVED
'B'
'F'
33.5
1.32
28.6
1.125
RIVET
Ø
mm in.
1
/8 .620 15.7
5
/32 .690 17.5
3
/16 .720 18.3
'F'
'D'
'E'
FLAT RECESSED
UNIVERSALFLAT
RECESSED TAPERED
LIMITED ACCESS
'B'
20.5
0.81
41.4
1.63
'D'
FLAT
'E'
STANDARD CAM OPERATED
'B'
28.6
1.25
'D'
HEAD FORMING (HF)
FLAT
34
1.34
'E'
LONG CAM OPERATED
34
1.34
28.6
1.25
FLAT
LIMITED ACCESS CAM OPERATED
'B'
28.6
1.25
'D'
'E'
37.1
1.46
'B'
'E'
'D'
FLAT
15
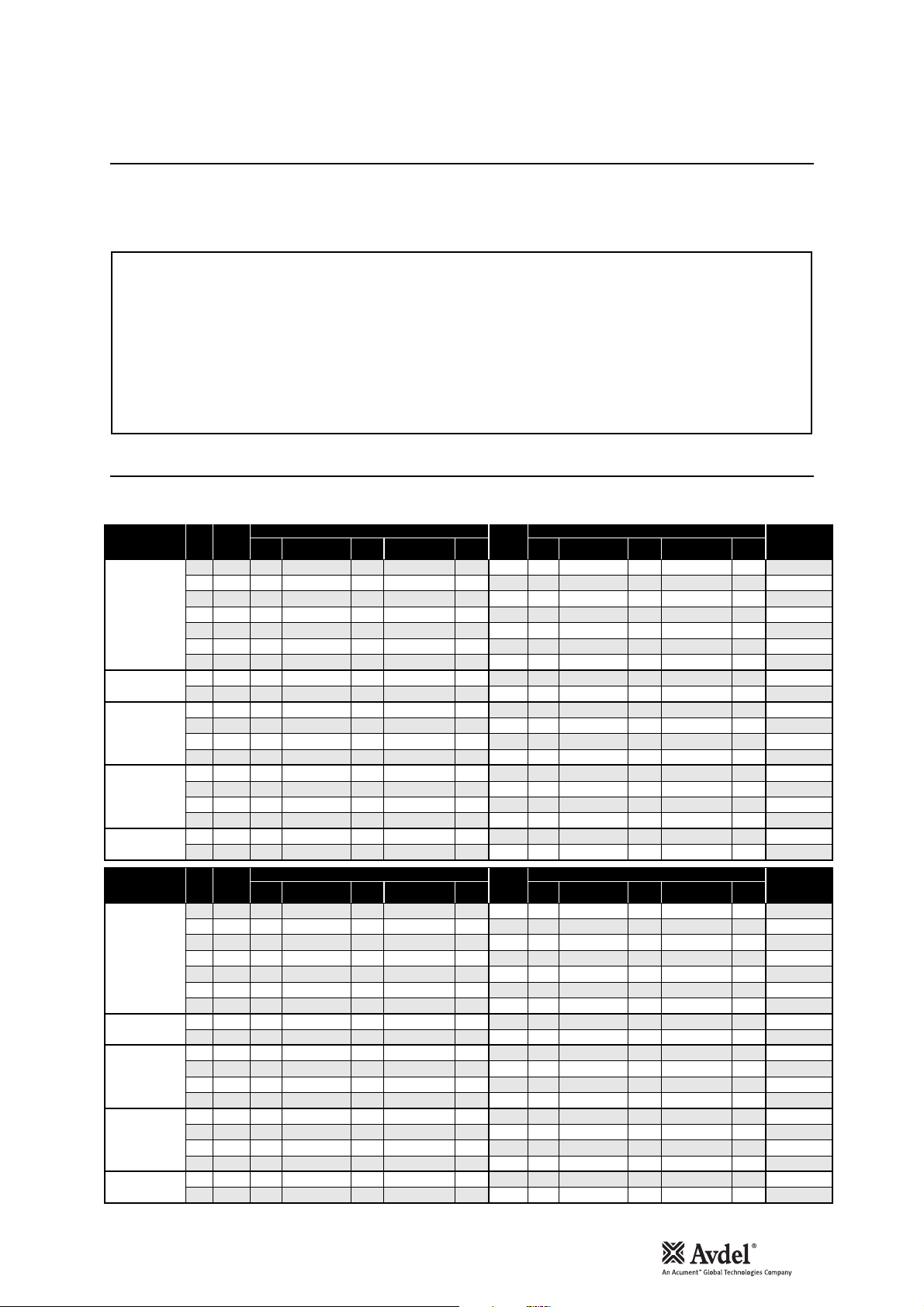
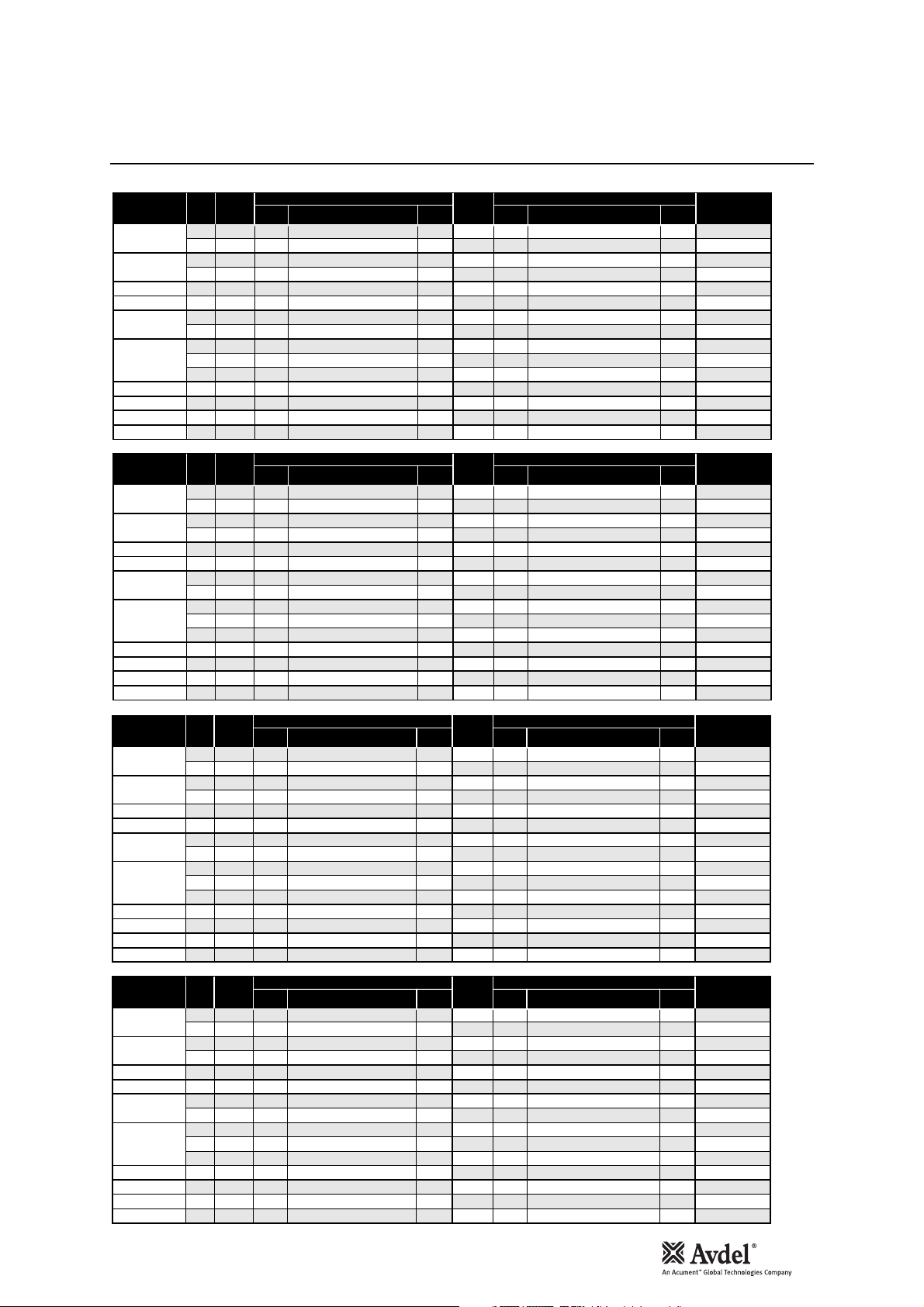
Nose Jaw Selection - Imperial
Nose Assemblies
The ‘REF Nº’ column cross references with the ‘REF Nº’ columns in the mandrel section. It identifies both the mandrel and mandrel
follower spring required for a particular nose jaw with a specific fastener.
# These nose jaws are suitable for placing Chobert®rivets with a Universal Head Form. When used on the equivalent size of Briv®, the
highest possible clench is achieved. Note when using Briv
®
fasteners, the maximum grip is reduced by approximately 0.015" (0.4mm).
possible clench is achieved. Note that when using Briv fasteners, the maximum grip is reduced by approximately 0.015” (0.4 mm).
English
FASTENER
3/32" CHOBERT®
& GROVIT
1/8" CHOBERT®
& GROVIT
5/32" CHOBERT®
& GROVIT
3/16" CHOBERT®
& GROVIT
1/4" CHOBERT®
3/32" BRIV®
Brass only
1/8" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
St.Steel only
3/16" BRIV®
Al. Alloy,
Brass, Steel
3/16" BRIV®
St.Steel only
6mm BRIV®
Al. Alloy, Steel
3/32" AVLUG®
1/8" AVLUG®
2.5mm, 4-40 UNC
AVSERT®
3.0mm, 6-32 UNC
AVSERT®
2.5mm AVTRONIC®
2.8mm AVTRONIC®
2.8mm RIVSCREW®
3.0mm RIVSCREW®
3.5mm RIVSCREW®
4.0mm RIVSCREW®
REF.
Nº
1
STD. CAM OPERATED - FLAT
1
2
4
5
5
6
6
7
7
8
8
9
9
10
10
11
12
13
14
15
15
16
16
LONG CURVED - RECESSED
17
18
18
19
20
20
21
22
22
23
24
24
25
26
27
STD. CAM OPERATED - FLAT
27
28
29
STD. CAM OPERATED - FLAT
29
30
31
32
33
34
35
37
STD. CAM OPERATED - HF
38
STD. CAM OPERATED - HF
39
STD. CAM OPERATED - HF
40
STD. CAM OPERATED - HF
41
TYPE AND
END FORM
STANDARD - FLAT
STANDARD - TAPERED
LONG - FLAT
STANDARD - FLAT
STANDARD - TAPERED
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
STANDARD - TAPERED
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
STANDARD - TAPERED
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG - FLAT
STANDARD - TAPERED
LIMITED ACCESS
STANDARD - FLAT
STANDARD - TAPERED
LONG - RECESSED
STANDARD - FLAT
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG - FLAT
LONG CURVED - FLAT
STD. CAM OPERATED
LONG CAM OPERATED
STANDARD - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
STANDARD - FLAT
STANDARD - FLAT
LONG - FLAT
STANDARD - FLAT
LONG - FLAT
NOSE JAW
07150-03003
07170-04500
07170-03103
07150-04003
07150-03004
07170-03104
07150-04004
07150-05004
07150-03005
07150-03105
07150-04005
07150-05005
07150-03006
07150-03106
07150-04006
07150-05006
07150-03008
07150-04008
07170-03103
07274-01000
07150-03004
07170-03104
07170-03204
07170-03304
07150-03005
07150-04005
07150-05005
07150-03005
07150-04005
07150-05005
07150-03006
07150-04006
07150-05006
07150-03006
07150-04006
07150-05006
07170-05600
07170-05700
07150-03003
07170-04500
07150-05003
07150-03004
07170-04600
07150-05004
07150-03003
07150-03004
07150-03003
07150-04003
07271-05600
07271-05900
07271-03000
07271-03000
07271-03500
07271-04000
PART Nº
DIMENSIONS
'D' 'E''B'
1.30
.36
1.30
.36
1.30
.36
2.30
.41
1.18
.41
1.19
.41
2.18
.41
2.12
.41
1.30
.48
1.30
.44
2.30
.48
2.23
.48
1.18
.56
1.18
.56
2.30
.56
2.21
.56
1.18
.64
2.18
.64
1.30
.36
1.07
.22
1.18
.41
1.19
.41
2.18
.41
2.12
.41
1.30
.48
2.30
.48
2.23
.48
1.30
.48
2.30
.48
2.23
.48
1.18
.56
2.30
.56
2.21
.56
1.18
.56
2.30
.56
2.21
.56
1.21
.64
2.19
.64
1.30
.36
1.30
.36
2.28
.41
1.18
.41
1.18
.41
2.12
.41
1.30
.36
1.18
.41
1.30
.36
2.30
.41
1.30
.36
2.30
.41
1.18
.41
1.18
.41
1.18
.41
1.18
.41
.16
.16
.16
.16
.20
.20
.20
.20
.24
.24
.24
.24
.33
.33
.33
.33
.39
.39
.15
.16
.20
.20
.30
.30
.24
.24
.24
.24
.24
.24
.33
.33
.33
.33
.33
.33
.52
.52
.16
.16
.16
.20
.20
.20
.16
.20
.16
.16
.16
.16
.24
.24
.24
.25
REF.
Nº
# STANDARD - UNIVERSAL
1
LTD. ACCESS CAM OPERATED
1
3
4
5
5
6
6
7
7
8
8
9
9
10
10
11
12
14
-
15
16
16
-
17
18
18
19
20
20
21
22
22
23
24
24
25
26
27
28
29
30
30
-
32
33
-
36
-
-
-
-
-
LONG CURVED - FLAT
# STANDARD - UNIVERSAL
STD. CAM OPERATED - FLAT
# LONG - UNIVERSAL
LONG CAM OPERATED - FLAT
# STANDARD - UNIVERSAL
STD. CAM OPERATED - FLAT
# LONG - UNIVERSAL
LONG CAM OPERATED - FLAT
# STANDARD - UNIVERSAL
STD. CAM OPERATED - FLAT
# LONG - UNIVERSAL
LONG CAM OPERATED - FLAT
STD. CAM OPERATED - FLAT
LONG CAM OPERATED - FLAT
LTD. ACCESS CAM OPERATED
STANDARD - RECESSED
LONG CURVED - FLAT
STANDARD - RECESSED
LONG - RECESSED
LONG CURVED - RECESSED
STANDARD - RECESSED
LONG - RECESSED
LONG CURVED - RECESSED
STANDARD - RECESSED
LONG - RECESSED
LONG CURVED - RECESSED
STANDARD - RECESSED
LONG - RECESSED
LONG CURVED - RECESSED
STANDARD - FLAT
STANDARD - TAPERED
STANDARD - TAPERED
LONG CAM OPERATED - FLAT
STD. CAM OPERATED - FLAT
LTD. ACCESS CAM OPERATED
LTD. ACCESS CAM OPERATED
TYPE AND
END FORM
LIMITED ACCESS
-
LONG - FLAT
-
LONG - FLAT
LONG - FLAT
-
LONG - FLAT
-
-
-
-
-
-
-
NOSE JAW
07150-03203
07177-03003
07274-01000
07150-05003
07150-03204
07170-04600
07150-04204
07170-05000
07150-03205
07170-04700
07150-04205
07170-05100
07150-03206
07170-04800
07150-04206
07170-05200
07170-04900
07170-05300
07177-03003
07170-03004
07150-04004
07150-05004
07170-03005
07170-03205
07170-03305
07170-03005
07170-03205
07170-03305
07170-03006
07170-03206
07170-03306
07170-03006
07170-03206
07170-03306
07170-05800
07170-05900
07150-03103
07150-04003
07170-03104
07150-04004
07170-05000
07170-04600
07271-08000
07271-08100
PART Nº
-
-
-
-
-
-
-
-
-
-
DIMENSIONS
'D' 'E''B'
1.33
.36
1.18
.20
1.07
.22
2.28
.41
1.22
.41
1.18
.41
2.22
.41
2.18
.41
1.35
.48
1.30
.48
2.35
.48
2.30
.48
1.24
.56
1.18
.56
2.39
.56
2.30
.56
1.18
.64
2.18
.64
1.18
.20
-
-
1.20
.41
2.18
.41
2.12
.41
-
-
1.32
.48
2.30
.48
2.23
.48
1.32
.48
2.30
.48
2.23
.48
1.20
.56
2.30
.56
2.21
.56
1.20
.56
2.30
.56
2.21
.56
1.21
.64
2.19
.64
1.30
.36
2.30
.41
-
-
1.19
.41
2.18
.41
2.18
.41
-
-
1.18
.41
1.18
.41
-
-
1.18
.40
-
-
-
-
-
-
-
-
-
-
.24
.16
.16
.16
.32
.20
.30
.20
.41
.24
.42
.24
.47
.33
.48
.33
.39
.39
.16
.30
.20
.20
.41
.41
.41
.41
.41
.41
.47
.47
.47
.47
.47
.47
.52
.52
.16
.16
.20
.20
.20
.20
.16
.16
-
-
-
-
-
16
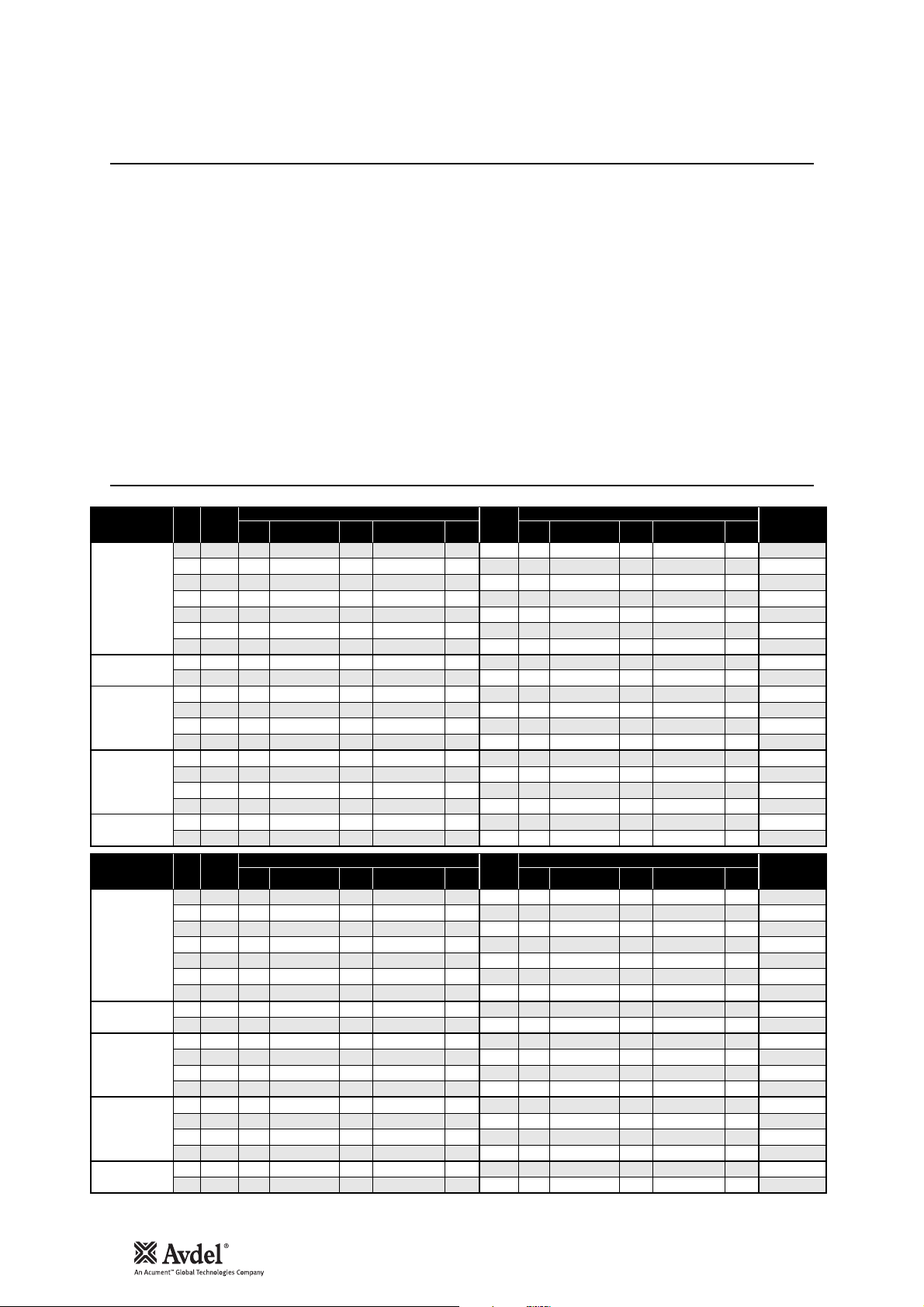
Nose Jaw Selection - Metric
Nose Assemblies
# These nose jaws are suitable for placing Chobert®rivets with a Universal Head Form. When used on the equivalent size of Briv®, the
highest possible clench is achieved. Note that when using Briv
®
fasteners, the maximum grip is reduced by approximately 0.015" (0.4mm).
possible clench is achieved. Note that when using Briv fasteners, the maximum grip is reduced by approximately 0.015” (0.4 mm).
FASTENER
3/32" CHOBERT®
& GROVIT
1/8" CHOBERT®
& GROVIT
5/32" CHOBERT®
& GROVIT
3/16" CHOBERT®
& GROVIT
1/4" CHOBERT®
3/32" BRIV®
Brass only
1/8" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
St.Steel only
3/16" BRIV®
Al. Alloy,
Brass, Steel
3/16" BRIV®
St.Steel only
6mm BRIV®
Al. Alloy, Steel
3/32" AVLUG®
1/8" AVLUG®
2.5mm, 4-40 UNC
AVSERT®
3.0mm, 6-32 UNC
AVSERT®
2.5mm AVTRONIC®
2.8mm AVTRONIC®
2.8mm RIVSCREW®
3.0mm RIVSCREW®
3.5mm RIVSCREW®
4.0mm RIVSCREW®
REF.
Nº
1
STD. CAM OPERATED - FLAT
1
2
4
5
5
6
6
7
7
8
8
9
9
10
10
11
12
13
14
15
15
16
16
LONG CURVED - RECESSED
17
18
18
19
20
20
21
22
22
23
24
24
25
26
27
27
STD. CAM OPERATED - FLAT
28
29
29
STD. CAM OPERATED - FLAT
30
31
32
33
34
35
37
38
STD. CAM OPERATED - HF
39
STD. CAM OPERATED - HF
40
STD. CAM OPERATED - HF
41
STD. CAM OPERATED - HF
TYPE AND
END FORM
STANDARD - FLAT
STANDARD - TAPERED
LONG - FLAT
STANDARD - FLAT
STANDARD - TAPERED
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
STANDARD - TAPERED
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
STANDARD - TAPERED
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG - FLAT
STANDARD - TAPERED
LIMITED ACCESS
STANDARD - FLAT
STANDARD - TAPERED
LONG - RECESSED
STANDARD - FLAT
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG - FLAT
LONG CURVED - FLAT
STD. CAM OPERATED
LONG CAM OPERATED
STANDARD - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
LONG CURVED - FLAT
STANDARD - FLAT
STANDARD - FLAT
STANDARD - FLAT
LONG - FLAT
STANDARD - FLAT
LONG - FLAT
NOSE JAW
07150-03003
07170-04500
07170-03103
07150-04003
07150-03004
07170-03104
07150-04004
07150-05004
07150-03005
07150-03105
07150-04005
07150-05005
07150-03006
07150-03106
07150-04006
07150-05006
07150-03008
07150-04008
07170-03103
07274-01000
07150-03004
07170-03104
07170-03204
07170-03304
07150-03005
07150-04005
07150-05005
07150-03005
07150-04005
07150-05005
07150-03006
07150-04006
07150-05006
07150-03006
07150-04006
07150-05006
07170-05600
07170-05700
07150-03003
07170-04500
07150-05003
07150-03004
07170-04600
07150-05004
07150-03003
07150-03004
07150-03003
07150-04003
07271-05600
07271-05900
07271-03000
07271-03000
07271-03500
07271-04000
PART Nº
DIMENSIONS
33.02
9.14
33.02
9.14
33.02
9.14
58.42
10.41
29.97
10.41
30.23
10.41
55.37
10.41
53.85
10.41
33.02
12.19
33.02
11.18
58.42
12.19
56.64
12.19
29.97
14.22
29.97
14.22
58.42
14.22
56.13
14.22
29.97
16.26
55.37
16.26
33.02
9.14
27.18
5.59
29.97
10.41
30.23
10.41
55.37
10.41
53.85
10.41
33.02
12.19
58.42
12.19
56.64
12.19
33.02
12.19
58.42
12.19
56.64
12.19
29.97
14.22
58.42
14.22
56.13
14.22
29.97
14.22
58.42
14.22
56.13
14.22
30.65
16.33
55.65
16.33
33.02
9.14
33.02
9.14
57.91
10.41
29.97
10.41
29.97
10.41
53.85
10.41
33.02
9.14
29.97
10.41
33.02
9.14
58.42
10.41
33.02
9.14
58.42
10.41
29.97
10.41
29.97
10.41
29.97
10.41
29.97
10.41
REF.
4.06
4.06
4.06
4.06
5.08
5.08
5.08
5.08
6.10
6.10
6.10
6.10
8.38
8.38
8.38
8.38
9.91
9.91
3.81
4.06
5.08
5.08
7.62
7.62
6.10
6.10
6.10
6.10
6.10
6.10
8.38
8.38
8.38
8.38
8.38
8.38
13.14
13.14
4.06
4.06
4.06
5.08
5.08
5.08
4.06
5.08
4.06
4.06
4.06
4.06
6.10
6.10
6.10
6.35
Nº
1
1
3
4
5
5
6
6
7
7
8
8
9
9
10
10
11
12
14
-
15
16
16
-
17
18
18
19
20
20
21
22
22
23
24
24
25
26
27
28
-
29
30
30
-
32
33
-
36
-
-
-
-
-
'D' 'E''B'
TYPE AND
END FORM
# STANDARD - UNIVERSAL
LTD. ACCESS CAM OPERATED
LIMITED ACCESS
LONG CURVED - FLAT
# STANDARD - UNIVERSAL
STD. CAM OPERATED - FLAT
# LONG - UNIVERSAL
LONG CAM OPERATED - FLAT
# STANDARD - UNIVERSAL
STD. CAM OPERATED - FLAT
# LONG - UNIVERSAL
LONG CAM OPERATED - FLAT
# STANDARD - UNIVERSAL
STD. CAM OPERATED - FLAT
# LONG - UNIVERSAL
LONG CAM OPERATED - FLAT
STD. CAM OPERATED - FLAT
LONG CAM OPERATED - FLAT
LTD. ACCESS CAM OPERATED
-
STANDARD - RECESSED
LONG - FLAT
LONG CURVED - FLAT
-
STANDARD - RECESSED
LONG - RECESSED
LONG CURVED - RECESSED
STANDARD - RECESSED
LONG - RECESSED
LONG CURVED - RECESSED
STANDARD - RECESSED
LONG - RECESSED
LONG CURVED - RECESSED
STANDARD - RECESSED
LONG - RECESSED
LONG CURVED - RECESSED
STANDARD - FLAT
LONG - FLAT
STANDARD - TAPERED
LONG - FLAT
-
STANDARD - TAPERED
LONG - FLAT
LONG CAM OPERATED - FLAT
-
STD. CAM OPERATED - FLAT
LTD. ACCESS CAM OPERATED
-
LTD. ACCESS CAM OPERATED
-
-
-
-
-
NOSE JAW
07150-03203
07177-03003
07274-01000
07150-05003
07150-03204
07170-04600
07150-04204
07170-05000
07150-03205
07170-04700
07150-04205
07170-05100
07150-03206
07170-04800
07150-04206
07170-05200
07170-04900
07170-05300
07177-03003
07170-03004
07150-04004
07150-05004
07170-03005
07170-03205
07170-03305
07170-03005
07170-03205
07170-03305
07170-03006
07170-03206
07170-03306
07170-03006
07170-03206
07170-03306
07170-05800
07170-05900
07150-03103
07150-04003
07170-03104
07150-04004
07170-05000
07170-04600
07271-08000
07271-08100
PART Nº
-
-
-
-
-
-
-
-
-
-
DIMENSIONS
33.78
9.14
29.97
5.08
27.18
5.59
57.91
10.41
30.99
10.41
29.97
10.41
56.39
10.41
55.37
10.41
34.29
12.19
33.02
12.19
59.69
12.19
58.42
12.19
31.50
14.22
29.97
14.22
60.71
14.22
58.42
14.22
29.97
16.26
55.37
16.26
29.97
5.08
-
30.48
10.41
55.37
10.41
53.85
10.41
-
33.53
12.19
58.42
12.19
56.64
12.19
33.53
12.19
58.42
12.19
56.64
12.19
30.48
14.22
58.42
14.22
56.13
14.22
30.48
14.22
58.42
14.22
56.13
14.22
30.65
16.33
55.65
16.33
33.02
9.14
58.42
10.41
-
30.23
10.41
55.37
10.41
55.37
10.41
-
29.97
10.41
29.97
10.41
-
29.97
10.16
-
-
-
-
-
'D' 'E''B'
6.10
4.06
4.06
4.06
8.13
5.08
7.62
5.08
10.41
6.10
10.67
6.10
11.94
8.38
12.19
8.38
9.91
9.91
4.06
-
-
7.62
5.08
5.08
-
-
10.41
10.41
10.41
10.41
10.41
10.41
11.94
11.94
11.94
11.94
11.94
11.94
13.14
13.14
4.06
4.06
-
-
5.08
5.08
5.08
-
-
5.08
4.06
-
-
4.06
-
-
-
-
-
-
-
-
-
-
17
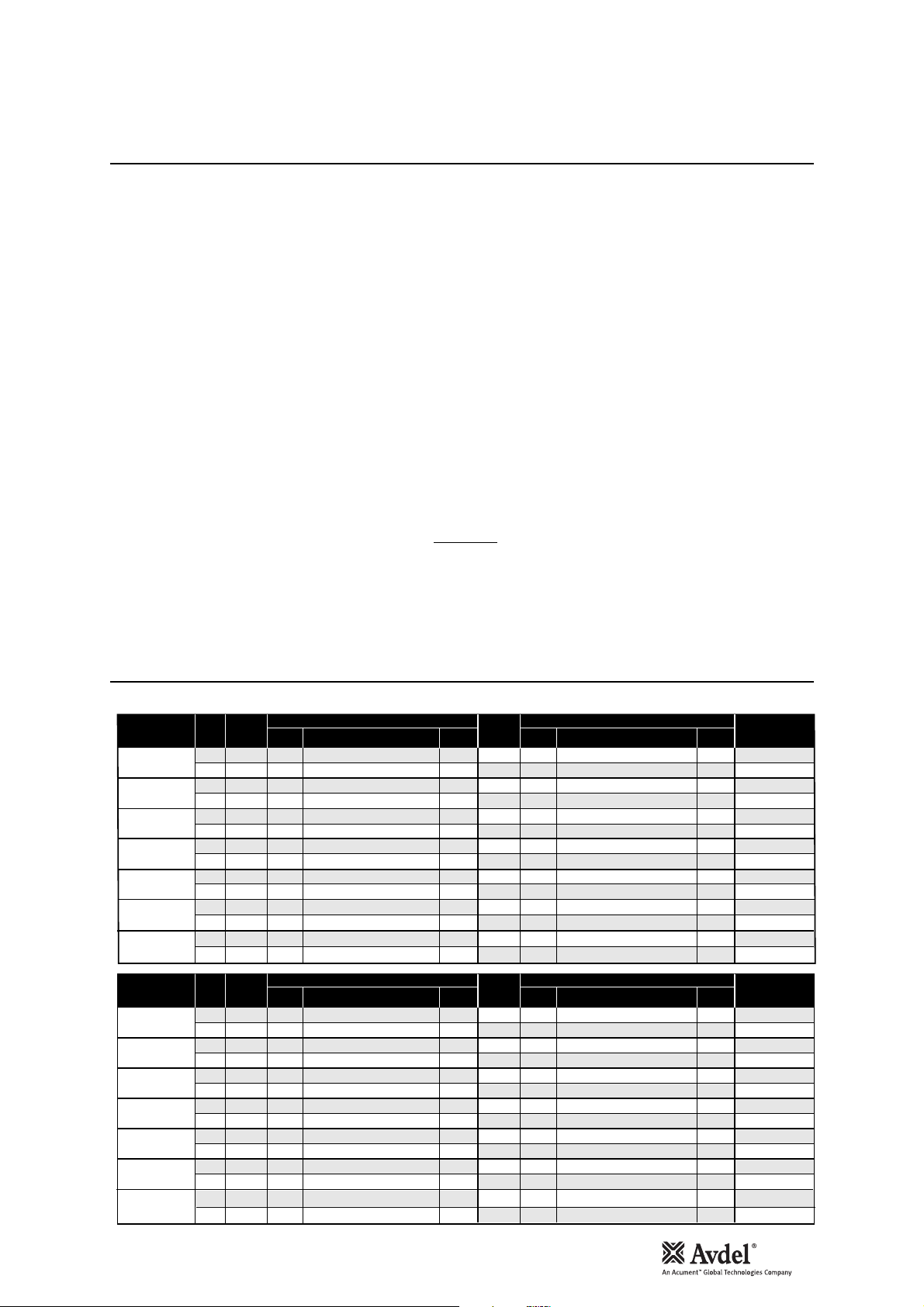
Mandrels and Mandrel Follower Springs
Chobert® and Grovit® - Imperial
Nose Assemblies
Mandrels and mandrel follower springs, illustrated on page 12 need to be selected to suit the fastener type and size as well as the size
of the hole in the application. Use of the wrong mandrel could increase the risk of breakage and the wear of the mandrel head.
Feeding problems could occur if the wrong mandrel follower spring is used.
For mandrel or mandrel follower spring selection, follow instructions on page 19.
IMPORTANT
READ THE SAFETY INSTRUCTIONS page 4 carefully.
While a small amount of wear and marking will naturally occur through normal and correct use of mandrels, they
must be regularly examined for excessive wear and marking, with particular attention to the head diameter, the
tail jaw gripping area of the shank or heavy pitting of the shank and any mandrel distortion. Mandrels which fail
during use could forcibly exit the tool. It is the customer’s responsibility to ensure that mandrels are replaced
before any excessive levels of wear and always before the maximum recommended number of placings. Contact
your Avdel representative who will let you know what that figure is by measuring the broach load of your
application with our calibrated measuring tool. These tools can also be purchased under part number 07900-
09080, supplied with all necessary information for testing.
# S/R: Short Reach Mandrel. See page 19-20 for explanation.
English
FASTENER
3/32" CHOBERT®
& GROVIT®
1/8" CHOBERT®
& GROVIT®
5/32" CHOBERT®
& GROVIT®
3/16" CHOBERT®
& GROVIT®
1/4" CHOBERT®
FASTENER
3/32" CHOBERT®
& GROVIT®
1/8" CHOBERT®
& GROVIT®
5/32" CHOBERT®
& GROVIT®
3/16" CHOBERT®
& GROVIT®
1/4" CHOBERT®
REF.
Nº
10
10
11
12
REF.
Nº
1
1
2
2
3
3
4
5
6
7
7
8
8
9
9
10
10
11
12
HOLE
HEAD
SIZE
.0725
AS REC.
1
-
1
.0725
AS REC.
2
-
2
.0725
AS REC.
3
-
3
.0725
AS REC.
4
AS REC.
5
AS REC.
6
AS REC.
7
-
7
AS REC.
8
-
8
AS REC.
9
-
9
AS REC.
AS REC.
AS REC.
HOLE
HEAD
SIZE
+.0035
+.0035
+.0035
+.0035
+.010
+.010
+.015
-
+.015
-
-
+.024
-
+.024
-
-
STANDARD MANDREL - GREEN
MANDREL
Ø
PART Nº
07150-06003
-
-
-
.088
.088
.107
-
.107
-
.132
-
.132
.184
.184
Ø
.076
.076
.076
.076
.098
.098
.122
.122
-
.156
.156
-
-
-
07150-06003
-
07150-06003
07150-07003
07150-06004
07150-07004
07150-06005
07150-07005
07150-06006
07150-07006
07150-06008
07150-07008
2ND OVERSIZE MANDREL - BLUE
MANDREL
PART Nº
07150-06103
07150-06103
07150-06103
07150-07103
07150-06204
07150-07204
07150-06205
07150-07205
-
07150-06206
07150-07206
-
-
P
MAX.
.166
.166
.166
.166
.216
.216
.244
.244
.247
.247
.268
.268
MAX.
.185
.185
.185
.185
.268
.268
.320
.320
.372
.372
-
-
-
-
-
-
-
P
-
-
-
-
-
-
-
-
-
# S/R MANDREL
PART Nº
07150-08003
-
07150-08003
-
07150-08003
07150-09003
07150-08004
07150-09004
07150-08005
07150-09005
07150-08006
07150-09006
07150-08008
07150-09008
# S/R MANDREL
PART Nº
-
-
-
-
-
-
07150-08204
07150-09204
07150-08205
07150-09205
-
07150-08206
07150-09206
-
-
P
MAX.
.071
-
.071
-
.071
.071
.090
.090
.100
.100
.102
.102
.110
.110
P
MAX.
-
-
-
-
-
-
.110
.110
.130
.130
-
.150
.150
-
-
HOLE
SIZE
+.0015
+.0035
+.0015
+.0035
+.0015
+.0035
+.0035
+.004
+.004
+.008
-
+.008
-
+.014
-
+.014
+.012
+.012
HOLE
SIZE
-
-
-
-
-
-
+.014
+.014
+.025
+.025
-
-
-
-
-
-
1ST OVERSIZE MANDREL - YELLOW
MANDREL
HEAD
PART Nº
Ø
07150-06303
.074
.076
07150-06303
.074
.076
07150-06303
.074
.076
.076
07150-06104
.092
07150-07104
.092
07150-06105
.115
07150-07105
.115
07150-06106
.146
07150-07106
.146
07150-06108
.196
07150-07108
.196
3RD OVERSIZE MANDREL - RED
MANDREL
HEAD
PART Nº
Ø
-
-
-
-
-
-
07150-06304
.102
07150-07304
.102
07150-06305
.132
07150-07305
.132
-
-
-
-
-
-
MAX.
-
-
-
-
-
-
-
-
MAX.
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
P
# S/R MANDREL
.174
-
.174
-
.174
-
.237
.237
.284
.284
.320
.320
.330
.330
P
# S/R MANDREL
-
-
-
-
-
-
.288
.288
.372
.372
-
-
-
-
-
-
PART Nº
-
07150-08103
-
07150-08103
07150-08103
07150-09103
07150-08104
07150-09104
07150-08105
07150-09105
07150-08106
07150-09106
07150-08108
07150-09108
PART Nº
-
-
-
-
-
-
07150-08304
07150-09304
07150-08305
07150-09305
-
-
-
-
-
-
P
MAX.
-
.078
-
.078
.078
.078
.098
.098
.116
.116
.130
.130
.134
.134
P
MAX.
-
-
-
-
-
-
.118
.118
.150
.150
-
-
-
-
-
-
SPRING
PART Nº
07150-06803
07150-06803
07170-06873
07170-06873
07170-06903
07170-06903
07150-07803
07150-06804
07150-07804
07170-06875
-
07170-07875
-
07170-06876
-
07170-07876
07150-06808
07150-07808
SPRING
PART Nº
07150-06803
07170-06873
07170-06903
07150-07803
07150-06804
07150-07804
07170-06875
07150-06805
07170-07875
07150-07805
07150-06806
07150-07806
-
-
18
Nose Assemblies
Tables below left and right and over the next four pages list part numbers of all mandrels and mandrel follower springs available per
fastener or group of fasteners, i.e. for Chobert
®
and Grovit®on these pages.
While fastener sizes are always shown in their specified units, each table has been produced twice to offer dimensions in imperial units
on the left-hand page then in metric units on the right-hand page. These 'Mandrel Selection' tables cross-reference with the 'Nose Jaw
Selection' tables on pages 15-16 through the ‘Ref. Nº’ column.
It is the diameter of the head at the end of a mandrel which when pulled through controls the expansion of the fastener body.
While there are different head shapes to suit different types of fasteners (see illustration on page 20), progressive head sizes are
needed to reflect manufacturing tolerances on the diameter of the hole in your application so that the fastener always expands
sufficiently to fill the hole.
Too large a mandrel head would overstress the mandrel and mandrels which fail during use could forcibly exit the tool.
Selection tables are arranged into four 'mandrel size' sections, ranging from 'standard’ to '3rd oversize', each being colour coded as
per the end of the mandrel heads themselves.
# S/R: Short Reach Mandrel. See page 19-20 for explanation.
Chobert® and Grovit® - Metric
FASTENER
3/32" CHOBERT®
& GROVIT®
1/8" CHOBERT®
& GROVIT®
5/32" CHOBERT®
& GROVIT®
3/16" CHOBERT®
& GROVIT®
1/4" CHOBERT®
FASTENER
3/32" CHOBERT®
& GROVIT®
1/8" CHOBERT®
& GROVIT®
5/32" CHOBERT®
& GROVIT®
3/16" CHOBERT®
& GROVIT®
1/4" CHOBERT®
REF.
Nº
1
1
2
2
3
3
4
5
6
7
7
8
8
9
9
10
10
11
12
REF.
Nº
10
10
11
12
1
1
2
2
3
3
4
5
6
7
7
8
8
9
9
HOLE
SIZE
AS REC.
-
AS REC.
-
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
HOLE
SIZE
+.09
-
+.09
-
+.09
-
+.09
+.25
+.25
+.38
-
+.38
-
-
+.60
-
+.60
-
-
HEAD
HEAD
STANDARD MANDREL - GREEN
MANDREL
Ø
PART Nº
1.84
07150-06003
-
1.84
-
1.84
-
1.84
2.24
2.24
2.72
-
2.72
-
3.35
-
3.35
-
4.67
4.67
Ø
1.93
-
1.93
-
1.93
-
1.93
2.49
2.49
3.10
-
3.10
-
-
3.96
-
3.96
-
-
-
07150-06003
-
07150-06003
07150-07003
07150-06004
07150-07004
07150-06005
07150-07005
07150-06006
07150-07006
07150-06008
07150-07008
2ND OVERSIZE MANDREL - BLUE
MANDREL
PART Nº
07150-06103
07150-06103
07150-06103
07150-07103
07150-06204
07150-07204
07150-06205
07150-07205
-
07150-06206
07150-07206
-
-
P
# S/R MANDREL
MAX.
4.22
-
4.22
-
4.22
-
4.22
5.49
5.49
6.20
-
6.20
-
6.27
-
6.27
-
6.81
6.81
P
# S/R MANDREL
MAX.
4.70
-
4.70
-
4.70
-
4.70
6.81
6.81
8.13
-
8.13
-
-
9.45
-
9.45
-
-
PART Nº
07150-08003
-
07150-08003
-
07150-08003
07150-09003
07150-08004
07150-09004
07150-08005
07150-09005
07150-08006
07150-09006
07150-08008
07150-09008
PART Nº
-
-
-
-
-
-
07150-08204
07150-09204
07150-08205
07150-09205
-
07150-08206
07150-09206
-
-
P
MAX.
1.80
-
1.80
-
1.80
-
1.80
2.29
2.29
2.54
-
2.54
-
2.59
-
2.59
-
2.79
2.79
P
MAX.
2.79
2.79
3.30
3.30
3.81
3.81
HOLE
SIZE
+.04
+.09
+.04
+.09
+.04
+.09
+.09
+.10
+.10
+.20
-
+.20
-
+.35
-
+.35
+.30
+.30
HOLE
SIZE
-
-
-
-
-
-
-
-
-
-
-
-
-
+.35
+.35
-
+.63
-
-
+.63
-
-
-
-
-
-
-
-
-
-
-
1ST OVERSIZE MANDREL - YELLOW
MANDREL
HEAD
Ø
1.88
1.93
1.88
1.93
1.88
1.93
1.93
2.34
2.34
2.92
-
2.92
-
3.71
-
3.71
-
4.98
4.98
HEAD
Ø
-
-
-
-
-
-
-
2.59
2.59
-
3.35
-
3.35
-
-
-
-
-
-
PART Nº
07150-06303
07150-06303
07150-06303
07150-06104
07150-07104
07150-06105
07150-07105
07150-06106
07150-07106
07150-06108
07150-07108
3RD OVERSIZE MANDREL - RED
MANDREL
PART Nº
07150-06304
07150-07304
07150-06305
07150-07305
MAX.
-
-
-
-
-
-
-
-
MAX.
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
P
# S/R MANDREL
4.42
-
4.42
-
4.42
-
-
6.02
6.02
7.21
-
7.21
-
8.13
-
8.13
-
8.38
8.38
P
# S/R MANDREL
-
-
-
-
-
-
-
7.32
7.32
-
9.45
-
9.45
-
-
-
-
-
-
PART Nº
-
07150-08103
-
07150-08103
07150-08103
07150-09103
07150-08104
07150-09104
07150-08105
07150-09105
07150-08106
07150-09106
07150-08108
07150-09108
PART Nº
-
-
-
-
-
-
07150-08304
07150-09304
07150-08305
07150-09305
-
-
-
-
-
-
P
MAX.
1.98
1.98
1.98
1.98
2.49
2.49
2.95
2.95
3.30
3.30
3.40
3.40
P
MAX.
3.00
3.00
3.81
3.81
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
07150-06803
07150-06803
07170-06873
07170-06873
07170-06903
07170-06903
07150-07803
07150-06804
07150-07804
07170-06875
07170-07875
07170-06876
07170-07876
07150-06808
07150-07808
07150-06803
07170-06873
07170-06903
07150-07803
07150-06804
07150-07804
07170-06875
07150-06805
07170-07875
07150-07805
07150-06806
07150-07806
SPRING
PART Nº
-
-
-
-
SPRING
PART Nº
-
-
-
-
-
-
-
19
Briv® - Imperial
Nose Assemblies
For mandrel or mandrel follower spring selection, follow instructions above.
To find the correct part number of a mandrel for a particular application, read the instructions below after you have gathered the following
information as per example alongside. Answers for the example are shown in
grey italic.
FASTENER NAME
example Chobert
®
FASTENER SIZE
1
/8”
DATASHEET
Series 1125
APPLICATION HOLE SIZE
0.1335”
CLEARANCE BEHIND APPLICATION
Infinite
‘REF.Nº’ FROM NOSE JAW SELECTION TABLE
5 (standard flat)
• Subtract the minimum hole size recommended (AS REC.) in the fastener datasheet from the actual application hole size.
-example: 0.005.
• Turn to the page with the ‘Mandrel Selection’ table for your fastener, selecting either the imperial or the metric dimensions table
(pages 17-21).
-example: page 17.
• Staring with the ‘Standard Mandrel - Green’ section, find your fastener size in the left-hand column.
-example 1/8” Chobert®& Grovit®.
• If you selected a nose jaw which place you fastener, you should now be able to find a line within your fastener section with the same ‘Ref
No.’ as that from the ‘Nose Jaw Selection’ table.
-example: 5.
This is your line ‘Ref. No.’ in which you will find both your mandrel and
mandrel follower spring part number. This line continues into the second half of the table for the ‘2nd’ and ‘3rd’ oversize mandrels.
• Scan along the line to the ‘hole size’ columns and select which ever is the nearest or equal to the figure calculated in step one. You may
now read the mandrel part number next to the ‘hole size’.
-example: 07150-06104
• For Chobert
®
and Grovit®only, most mandrels are also available in a ‘short reach’ version (see illustration on page 20). Short reach
mandrels are used to minimise the possibility of the mandrel head contacting a read obstruction. This would result in the underside of the
fastener head not seating properly on the application surface, causing a lack on clench in the joint.
• Whichever size mandrel you settle on, you will also need to check the ‘P’ figure against that mandrel is adequate. ‘P’ is the clearance
required for the mandrel head at the back of the application IN ADDITION
to the length of the fastener protruding through the application,
as shown in the illustration on page 20.
• You may now read the corresponding mandrel follower spring part number in the right-hand column of the table.
-example: 07150-06804.
In all cases, satisfactory clenching of the joint should be assessed particularly if the size of the hole in your application is very close to the next
oversize hole condition, when it will be safe to select the greater size of mandrel to obtain a higher clench. REMEMBER that this will increase
the broach load and reduce the mandrel life.
English
FASTENER
3/32" BRIV®
Brass only
1/8" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
St.Steel only
3/16" BRIV®
Al. Alloy,
Brass, Steel
3/16" BRIV®
St.Steel only
6mm BRIV®
Al. Alloy, Steel
FASTENER
3/32" BRIV®
Brass only
1/8" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
St.Steel only
3/16" BRIV®
Al. Alloy,
Brass, Steel
3/16" BRIV®
St.Steel only
6mm BRIV®
Al. Alloy, Steel
REF.
Nº
13
14
15
16
17
18
19
20
21
22
23
24
25
26
REF.
Nº
13
14
15
16
17
18
19
20
21
22
23
24
25
26
HOLE
SIZE
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC
AS REC
HOLE
SIZE
+.008
+.008
+.010
+.010
+.010
+.010
-
+.010
+.010
-
+.010
+.010
STANDARD MANDREL - GREEN
HEAD
Ø
.072
.072
.092
.092
.110
.110
.120
.120
.141
.141
.153
.153
.179
.179
2ND OVERSIZE MANDREL - BLUE
HEAD
Ø
.079
.079
.102
.102
.120
.120
-
.151
.151
-
.189
.189
MANDREL
PART Nº
07150-06013
07150-06013
07271-06414
07271-07414
07150-06015
07150-07015
07170-06805
07170-07805
07150-06016
07150-07016
07170-06806
07170-07806
07150-06018
07150-07018
MANDREL
PART Nº
07150-06213
07150-06213
07271-06614
07271-07614
07150-06215
07150-07215
07150-06216
07150-07216
07150-06218
07150-07218
HOLE
P
SIZE
MAX.
.119
+.004
.119
+.004
.120
+.005
.120
+.005
.136
+.005
.136
+.005
.126
+.005
.126
+.005
.157
+.005
.157
+.005
.150
+.005
.150
+.005
.165
+.005
.165
+.005
HOLE
P
SIZE
MAX.
.126
.126
.133
.133
.149
.149
-
.170
.170
-
.177
.177
-
-
-
-
-
-
-
-
-
+.012
+.012
-
-
-
-
-
-
1ST OVERSIZE MANDREL - YELLOW
HEAD
Ø
.076
.076
.097
.097
.115
.115
.125
.125
.146
.146
.158
.158
.184
.184
HEAD
Ø
-
-
-
-
-
-
-
.153
.153
-
-
-
-
MANDREL
PART Nº
07150-06113
07150-06113
07271-06514
07271-07514
07150-06115
07150-07115
07170-06825
07170-07825
07150-06116
07150-07116
07170-06826
07170-07826
07150-06118
07150-07118
3RD OVERSIZE MANDREL - RED
MANDREL
PART Nº
-
-
-
-
-
-
-
07150-06316
07150-07316
-
-
-
-
MAX.
.123
.123
.126
.126
.142
.142
.132
.132
.164
.164
.156
.156
.171
.171
MAX.
.173
.173
P
P
-
-
-
-
-
-
-
-
-
-
-
-
SPRING
PART Nº
07170-06873
07170-06903
07150-06814
07150-07814
07170-06875
07170-07875
07170-06875
07170-07875
07170-06876
07170-07876
07170-06876
07170-07876
07150-06846
07150-07846
SPRING
PART Nº
07170-06873
07170-06903
07150-06814
07150-07814
07170-06875
07170-07875
-
07170-06876
07170-07876
-
07150-06846
01750-07846
20
Mandrel Head Types and ‘P’ Length
Briv® - Metric
Nose Assemblies
Mandrels for stainless steel Briv®are easily identifiable by a ‘V’ cut in the end of the mandrel heads.
When using curved nose jaws, mandrels have to be bent by hand to match the curvature of the nose jaw, thus ensuring good feed of
fasteners.
CHOBERT®, GROVIT®,
AVSERT®, AVTRONIC®
BRIV®
RIVSCREW®
REF.
FASTENER
3/32" BRIV®
Brass only
1/8" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
St.Steel only
3/16" BRIV®
Al. Alloy,
Brass, Steel
3/16" BRIV®
St.Steel only
6mm BRIV®
Al. Alloy, Steel
FASTENER
3/32" BRIV®
Brass only
1/8" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
Al. Alloy,
Brass, Steel
5/32" BRIV®
St.Steel only
3/16" BRIV®
Al. Alloy,
Brass, Steel
3/16" BRIV®
St.Steel only
6mm BRIV®
Al. Alloy, Steel
Nº
13
14
15
16
17
18
19
20
21
22
23
24
25
26
REF.
Nº
13
14
15
16
17
18
19
20
21
22
23
24
25
26
HOLE
SIZE
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC
AS REC
HOLE
SIZE
+.20
+.20
+.25
+.25
+.25
+.25
-
+.25
+.25
-
+.25
+.25
STANDARD MANDREL - GREEN
HEAD
Ø
1.83
1.83
2.34
2.34
2.79
2.79
3.05
3.05
3.58
3.58
3.89
3.89
4.54
4.54
HEAD
Ø
2.01
2.01
2.59
2.59
3.05
3.05
3.84
3.84
4.79
4.79
-
-
-
-
MANDREL
PART Nº
07150-06013
07150-06013
07271-06414
07271-07414
07150-06015
07150-07015
07170-06805
07170-07805
07150-06016
07150-07016
07170-06806
07170-07806
07150-06018
07150-07018
2ND OVERSIZE MANDREL - BLUE
MANDREL
PART Nº
07150-06213
07150-06213
07271-06614
07271-07614
07150-06215
07150-07215
07150-06216
07150-07216
07150-06218
07150-07218
P
SHORT REACH
(CHOBERT® &
GROVIT® ONLY)
P P
BRIV®
(STAINLESS STEEL)
P
AVLUG®
HOLE
P
SIZE
MAX.
3.02
+.10
3.02
+.10
3.05
+.13
3.05
+.13
3.45
+.13
3.45
+.13
3.20
+.13
3.20
+.13
3.99
+.13
3.99
+.13
3.81
+.13
3.81
+.13
4.18
+.13
4.18
+.13
HOLE
P
SIZE
MAX.
3.20
3.20
3.38
3.38
3.78
3.78
-
-
4.32
4.32
-
-
4.49
4.49
-
-
-
-
-
-
-
-
-
+.30
+.30
-
-
-
-
-
-
1ST OVERSIZE MANDREL - YELLOW
HEAD
Ø
1.93
1.93
2.46
2.46
2.92
2.92
3.18
3.18
3.71
3.71
4.01
4.01
4.67
4.67
HEAD
Ø
-
-
-
-
-
-
-
-
3.85
3.85
-
-
-
-
MANDREL
PART Nº
07150-06113
07150-06113
07271-06514
07271-07514
07150-06115
07150-07115
07170-06825
07170-07825
07150-06116
07150-07116
07170-06826
07170-07826
07150-06118
07150-07118
3RD OVERSIZE MANDREL - RED
MANDREL
PART Nº
-
-
-
-
-
-
-
07150-06316
07150-07316
-
-
-
-
P
MAX.
3.12
3.12
3.20
3.20
3.61
3.61
3.35
3.35
4.17
4.17
3.96
3.96
4.34
4.34
P
MAX.
4.39
4.39
-
-
-
-
-
-
-
-
-
-
-
-
P
SPRING
PART Nº
07170-06873
07170-06903
07150-06814
07150-07814
07170-06875
07170-07875
07170-06875
07170-07875
07170-06876
07170-07876
07170-06876
07170-07876
07150-06846
07150-07846
SPRING
PART Nº
07170-06873
07170-06903
07150-06814
07150-07814
07170-06875
07170-07875
07170-06876
07170-07876
07150-06846
07150-07846
P
-
-
-
-
21
Avlug®, Avsert®, Avtronic® & Rivscrew® - Imperial & Metric
Nose Assemblies
For mandrel or mandrel follower spring selection, follow instructions on page 19.
FASTENER
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
P
MAX.
SPRING
PART Nº
STANDARD MANDREL - GREEN
HOLE
SIZE
1ST OVERSIZE MANDREL - YELLOW
3/32" AVLUG®
1/8" AVLUG®
2.5mm AVTRONIC®
2.8mm AVTRONIC®
2.8mm RIVSCREW®
3.0mm RIVSCREW®
3.5mm RIVSCREW®
4.0mm RIVSCREW®
2.5mm, 4-40 UNC
AVSERT®
3.0mm, 6-32 UNC
AVSERT®
.353
.353
.593
.593
.145
.185
.140
.140
.150
.150
.150
.127
.127
.132
.150
MANDREL
PART Nº
07150-06603
07150-07603
07150-06604
07150-07604
07150-06003
07150-06004
07170-06025
07170-07025
07170-06028
07170-06028
07170-07028
07271-06030
07271-06030
07271-06035
07271-06140
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
AS REC.
HEAD
Ø
.076
.076
.098
.098
.0725
.088
.070
.070
.079
.079
.079
* .065
* .065
* .0825
* .103
P
MAX.
HOLE
SIZE
.478
.368
-
-
-
.140
.140
.150
.150
.150
-
-
-
-
MANDREL
PART Nº
07150-06703
07150-07703
-
-
-
07170-06125
07170-07125
07170-06128
07170-06128
07170-07128
-
-
-
-
+.005
+.003
-
-
-
+.003
+.003
+.003
+.003
+.003
-
-
-
-
HEAD
Ø
.081
.079
-
-
-
.073
.073
.082
.082
.082
-
-
-
-
07150-06803
07150-07803
07150-06804
07150-07804
07150-06803
07150-06804
07150-06803
07150-07803
07170-06528
07170-06873
07170-07528
07271-06630
07271-06630
07271-06635
07271-06640
FASTENER
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
P
MAX.
SPRING
PART Nº
2ND OVERSIZE MANDREL - BLUE
HOLE
SIZE
3RD OVERSIZE MANDREL - RED
3/32" AVLUG®
1/8" AVLUG®
2.5mm AVTRONIC®
2.8mm AVTRONIC®
2.8mm RIVSCREW®
3.0mm RIVSCREW®
3.5mm RIVSCREW®
4.0mm RIVSCREW®
2.5mm, 4-40 UNC
AVSERT®
3.0mm, 6-32 UNC
AVSERT®
-
-
-
-
-
.140
.140
.150
.150
.150
-
-
-
-
MANDREL
PART Nº
-
-
-
-
-
07170-06225
07170-07225
07170-06228
07170-06228
07170-07228
-
-
-
-
-
-
-
-
-
+.006
+.006
+.006
+.006
+.006
-
-
-
-
HEAD
Ø
-
-
-
-
-
.076
.076
.085
.085
.085
-
-
-
-
P
MAX.
HOLE
SIZE
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
MANDREL
PART Nº
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
HEAD
Ø
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
07150-06803
07150-07803
07170-06528
07170-06873
07170-07528
-
-
-
-
* These Dimensions are Across Flats
REF.
Nº
REF.
Nº
English
3/32" AVLUG®
1/8" AVLUG®
2.5mm, 4-40 UNC
3.0mm, 6-32 UNC
2.5mm AVTRONIC®
2.8mm AVTRONIC®
2.8mm RIVSCREW®
3.0mm RIVSCREW®
3.5mm RIVSCREW®
4.0mm RIVSCREW®
* These Dimensions are Across Flats
3/32" AVLUG®
1/8" AVLUG®
2.5mm, 4-40 UNC
3.0mm, 6-32 UNC
2.5mm AVTRONIC®
2.8mm AVTRONIC®
2.8mm RIVSCREW®
3.0mm RIVSCREW®
3.5mm RIVSCREW®
4.0mm RIVSCREW®
FASTENER
AVSERT®
AVSERT®
FASTENER
AVSERT®
AVSERT®
HOLE
LINE
SIZE
Nº
27
AS REC.
28
AS REC.
29
AS REC.
30
AS REC.
31
AS REC.
32
AS REC.
33
AS REC.
34
AS REC.
35
AS REC.
36
AS REC.
37
AS REC.
38
AS REC
39
AS REC.
40
AS REC.
41
AS REC.
HOLE
LINE
SIZE
Nº
27
-
28
-
29
30
31
32
33
34
35
36
37
38
39
40
41
-
-
-
+.15
+.15
+.15
+.15
+.15
-
-
-
-
STANDARD MANDREL - GREEN
HEAD
Ø
1.93
1.93
2.49
2.49
1.84
2.24
1.78
1.78
2.01
2.01
2.01
* 1.65
* 1.65
* 2.10
* 2.62
2ND OVERSIZE MANDREL - BLUE
HEAD
Ø
-
-
-
-
-
-
1.93
1.93
2.16
2.16
2.16
-
-
-
-
MANDREL
PART Nº
07150-06603
07150-07603
07150-06604
07150-07604
07150-06003
07150-06004
07170-06025
07170-07025
07170-06028
07170-06028
07170-07028
07271-06030
07271-06030
07271-06035
07271-06140
MANDREL
PART Nº
07170-06225
07170-07225
07170-06228
07170-06228
07170-07228
-
-
-
-
-
-
-
-
-
-
HOLE
P
SIZE
MAX.
8.97
+.10
8.97
+.10
15.06
15.06
MAX.
-
-
3.68
-
4.70
-
3.56
+.07
3.56
+.07
3.81
+.07
3.81
+.07
3.81
+.07
3.23
-
3.23
-
3.35
-
3.81
-
HOLE
P
SIZE
-
-
-
-
-
-
-
-
-
-
-
-
3.56
-
3.56
-
3.81
-
3.81
-
3.81
-
-
-
-
-
-
-
-
-
1ST OVERSIZE MANDREL - YELLOW
HEAD
Ø
2.06
2.01
-
-
-
-
1.85
1.85
2.08
2.08
2.08
-
-
-
-
HEAD
Ø
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
3RD OVERSIZE MANDREL - RED
MANDREL
PART Nº
07150-06703
07150-07703
-
-
-
07170-06125
07170-07125
07170-06128
07170-06128
07170-07128
-
-
-
-
MANDREL
PART Nº
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
P
MAX.
12.14
9.35
3.56
3.56
3.81
3.81
3.81
P
MAX.
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
SPRING
PART Nº
07150-06803
07150-07803
07150-06804
07150-07804
07150-06803
07150-06804
07150-06803
07150-07803
07170-06528
07170-06873
07170-07528
07271-06630
07271-06630
07271-06635
07271-06640
SPRING
PART Nº
-
-
-
-
-
07150-06803
07150-07803
07170-06528
07170-06873
07170-07528
-
-
-
-
22
Daily
Weekly
Moly Lithium Grease EP 3753 Safety Data
Servicing the Tool
IMPORTANT
The employer is responsible for ensuring that tool maintenance instructions are given to the appropriate personnel.
The operator should not be involved in maintenance or repair of the tool unless properly trained.
Grease can be ordered as a single item, the part number is shown in the service kit page 23.
First Aid
SKIN:
As the grease is completely water resistant it is best removed with an approved emulsifying skin cleaner.
INGESTION:
Ensure the individual drinks 30ml Milk of Magnesia, preferably in a cup of milk.
EYES:
Irritant but not harmful. Irrigate with water and seek medical attention.
Fire
FLASH POINT: Above 220°C.
Not classified as flammable.
Suitable extinguishing media: CO
2
, Halon or water spray if applied by an experienced operator.
Environment
Scrape up for burning or disposal on approved site.
Handling
Use barrier cream or oil resistant gloves
Storage
Away from heat and oxidising agent.
Regular servicing should be carried out and a comprehensive inspection performed annually or every 500,000 cycles, whichever is
sooner.
• Daily, before use or when first putting the tool into service. Pour a few drops of clean lubricating oil into the air inlet of the
intensifier if no lubricator is fitted on air supply. If the tool is in continuous use, the air hose should be disconnected from the main
air supply and the tool lubricated every two to three hours.
• Check for air and oil leaks. If damaged, hoses and couplings should be replaced.
• If there is no filter on the pressure regulator, bleed the airline to clear it of accumulated dirt or water before connecting the air
hose to the intensifier. If there is a filter, drain it.
• Check that the nose equipment is correct.
• Check mandrels regularly for signs of wear or damage monitoring the number of placings (read the safety instructions on page 4).
• Conduct the full “Daily” procedures as described above.
• Remove, inspect, clean and grease the Tail Jaws (refer to “Tail Jaw Cylinder” in the "Maintenance Section" page 24).
• Check oil level in the intensifier Unit reservoir is approximately 12mm (
1
/2”) below the transparent cover plate.
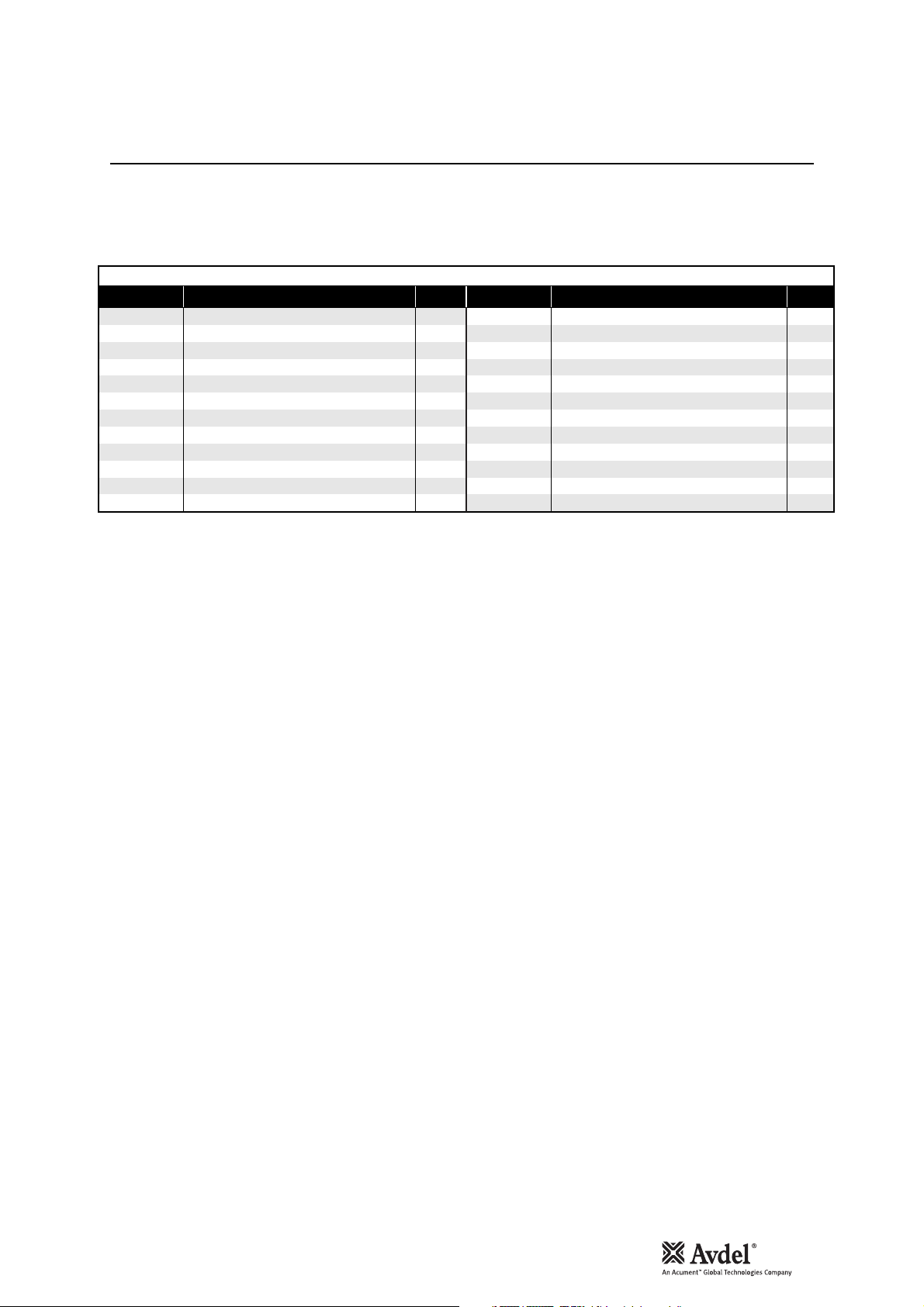
23
Service Kit
Servicing the Tool
For all servicing we recommend the use of the service kit (part number 07900-05300).
Note: Spanner sizes are measured 'across flats' unless otherwise specified.
English
SERVICE KIT
ITEM PART Nº DESCRIPTION Nº OFF
07900-00157 CIRCLIP PLIERS 1
07900-00006 SPATULA 1
07900-00446 EXTRACTOR 1
07900-00603 BARREL VICE JAWS 1
07900-00520
07900-00521
07900-00602 'O' RING ASSEMBLY BULLET 1
07900-00595 18mm SPANNER 1
07900-00434 32mm SPANNER 1
07900-00237
07900-00012
07900-00008
3
/8" ROD 1
1
/4" ROD 1
3
/8" x 5/16" B.S.W. SPANNER 1
9
/16" x 5/8" SPANNER 1
7
/16" x 1/2" SPANNER 1
ITEM PART Nº DESCRIPTION Nº OFF
07900-00352 SEAL REMOVAL HOOK 1
07900-00710 BARREL PLUG REMOVAL SPANNER 1
07900-00725 BULLET 1
07900-00243 SCREWDRIVER 1
07900-00717 INTENSIFIER SPANNER 1
07900-00013
07900-00617 LOCTITE MULTI-GASKET 574 50ml PACK 1
07900-00469 2.5mm ALLEN KEY 1
07900-00351 3mm ALLEN KEY 1
07900-00224 4mm ALLEN KEY 1
07900-00225 5mm ALLEN KEY 1
07992-00020 80g TIN MOLY LITHIUM GREASE EP 3753 1
1
/8" ALLEN KEY 1
24
Maintenance
Every 500,000 cycles the tool should be completely dismantled and new components should be used where worn, damaged or when
recommended. All ‘O’ rings and seals should be renewed and lubricated with Moly Lithium grease EP 3753 before assembling.
IMPORTANT
Safety Instructions appear on page 4.
The employer is responsible for ensuring that tool maintenance instructions are given to the appropriate personnel.
The operator should not be involved in maintenance or repair of the tool unless properly trained.
The airline must be disconnected before any servicing or dismantling is attempted, unless specifically instructed otherwise.
It is recommended that any dismantling operation be carried out in clean conditions.
Dismantling of the 07530 MkII and 07532 MkII are covered separately. For the 07530 MkII refer to the dismantling procedures below
and for the 07532 MkII refer to pages 26-27. Item numbers in bold refer to the general assemblies and parts lists for the respective
model on pages 28-31.
Prior to dismantling the tool, you will need to remove the nose equipment.
For total tool servicing we advise that you proceed with the dismantling of sub-assemblies in the order shown below after having
disconnected the hydraulic hose from the intensifier unit and the trigger air line from the intensifier valve, thus separating the pistol
unit from the intensifier unit.
To dismantle the 07532-02200 MkII refer to pages 26-27.
TAIL JAW CYLINDER
• Manually flip the Clip 47 up and remove the End Cap 38.
• Using an Allen Key*, remove one Cap Head Screw 44 ensuring that any trapped air in the tail jaw cylinder is exhausted. Remove the
second Cap Head Screw 44.
• Pull out Rear Plug 46.
• Extract air tail jaw components, comprising Tail Jaw Piston Assembly 14, Spring 13, Jaws 9 and Jaw Housing 8.
• Remove plug at rear of piston assembly using an Allen Key* and a bar through the large slot in the turret.
• Clean out turret using a 4.7mm (
3
/16”) drill and replace plug using a non-hardening sealing compound, e.g. Loctite Multi-gasket 574*.
• Remove piston seal ‘O’ Ring 10.
• Using an Allen Key*, remove all five handle moulding securing Screws 34, 39 and Nuts 33 from the tool handle.
• Grip Barrel 25 in a vice using soft jaws* to avoid damage.
• Using a box spanner*, unscrew Barrel Plug 7, preventing Barrel 25 turning by using an open ended spanner*.
• Disconnect Air Tail Jaw Concertina Tube 12 from Switch Block 28 and pull Tail Jaw Cylinder 6 from tool.
• Remove ‘O’ Ring 4, Rubbing Strip 15 and Barrel Return Spring 16.
• Free length of Spring 13 should be 38.1mm (1.5”). Replace if necessary.
• Coat the tail jaws with Moly Lithium grease before assembling.
• Assemble in reverse order of dismantling.
HYDRAULIC PISTON
• Remove Tail Jaw Cylinder 6 as described earlier.
• Grip Body 19 in vice using soft jaws* to avoid damage, undo Stroke Limiter 17.
• Grip Barrel 25 in soft jaw vice, pull Body 19 from Barrel 25 (a small quantity of hydraulic oil will be ejected from inside body).
• Remove Piston 18 carefully so as not to damage body bore.
• Remove Seal 3.
• Seal 1 is difficult to remove without damaging, but can remain in place during cleaning (provided it is not affected by cleaning process). If
however, Seal 1 requires renewing proceed as follows:
• Using spatula*, prise out Seal 1 from Body 19, taking care not to damage body cavity and bores. The removed Seal 1 MUST be
discarded.
• To replace Seal 1, unscrew Hydraulic Hose Assembly 22 and fit a spare Bleed Plug Assembly 2 screwing it in to bring inside face level
with internal bore.
• Unscrew existing bleed plug until inside face is level with internal bore. This will provide a smooth passage for insertion of new Seal 1
through rear of body.
• Ensure the seal is well greased and the correct way round with the open end of the seal facing the rear tail jaws.
• Complete assembly in reverse order of dismantling.
* Refers to items included in the 0753 Mkll service kit. For complete list see page 23.
Item numbers in bold refer to the general assemblies and parts lists on pages 28-29.
Dismantling 07530-02200 MkII
25
Dismantling 07530-02200 MkII
Maintenance
TRIGGER ASSEMBLY
• To dismantle/service assembly, remove covers from the tool as described earlier.
• Disconnect all air hoses from assembly, taking care not to damage them. Remove assembly.
• Using a spanner*, unscrew the Retainer 49 and remove. Take care to keep the Spring 50.
• Prise off the ‘O’ Ring 53 taking care not to damage the Spindle 54 and Retainer 49 seatings.
• Clean and re-assemble using a new ‘O’ Ring 53.
• Check length of Spring 50 which must be 12.7mm (0.5”) free length – replace if necessary.
• Assembly in reverse order of dismantling.
TAIL JAW ON/OFF VALVE
• The unit is designed so that minimum of servicing is required during the life of the tool.
• If it is necessary to dismantle valve, proceed as follows:
• Disconnect air hose from assembly, taking care not to damage them. Remove assembly.
• Using an Allen Key*, loosen Screw 27 clamping assembly to Barrel 25 and remove assembly.
• Using a screwdriver*, carefully remove the Chrome Star-lock Washer 26 from Air Tail Jaw Spool 29 and discard washer.
• Extract Air Tail Jaw Spool 29 from Switch Block 28.
• Taking care not to damage the Air Tail Jaw Spool 29, remove the ‘O’ Rings 31.
• Clean spool and refit new ‘O’ Rings 31 using assembly bullet* and insert into Switch Block 28, noting its orientation.
• Fit New Chrome Star-lock Washer 26 by clamping in vice using a soft jaw vice to prevent damage. DO NOT USE UNDUE FORCE.
• Complete assembly in reverse order of dismantling.
TAIL JAW PRESSURE NON-RETURN VALVE
• The Non-return Valve 21 is located in the tool handle.
• To remove/replace the Non-return Valve 21 depress the bulk head fittings and withdraw the Blue Plastic Tube 23 from both ends.
• When replacing the Non-return Valve 21, note the orientation.
HANDLE & END CAP
• Clean and inspect mouldings for cracks or other damage.
CURSOR
• Clean and oil Mechanical Cursor Assembly 5 occasionally with a little light oil.
* Refers to items included in the 0753 Mkll service kit. For complete list see page 23.
Item numbers in bold refer to the general assemblies and parts lists on pages 28-29.
IMPORTANT
Check the tool against daily and weekly servicing.
Priming is ALWAYS necessary after the tool has been dismantled and prior to operating.
English

26
Dismantling 07532-02200 MkII
Maintenance
To dismantle the 07530-02200 MkII refer to pages 24-25.
TAIL JAW CYLINDER
• Manually flip the Clip 54 up and remove the End Cap 45.
• Using an Allen Key*, remove one cap head Screw 51 ensuring that any trapped air in the tail jaw cylinder is exhausted. Remove
the second cap head Screw 51.
• Push forward Rear Plug 53 against Spring 20 and release quickly to allow Rear Plug 53 to fall away.
• Extract air tail jaw components, comprising Tail Jaw Piston Assembly 21, Spring 20, Jaws 16 and Jaw Housing 15.
• Remove plug at rear of piston assembly using an Allen Key* and a bar through the large slot in the turret.
• Clean out turret using a 4.7mm (
3
/16”) drill and replace plug using a non-hardening sealing compound, e.g. Loctite Multi-gasket
574*.
• Remove piston seal ‘O’ Ring 17.
• Using an Allen Key*, remove all five handle moulding securing Screws 41, 46 and Nuts 40 from the tool handle.
• Grip Barrel 31 in a vice using soft jaws* to avoid damage.
• Using a box spanner*, unscrew Barrel Plug 14, preventing Barrel 31 turning by using an open ended spanner*.
• Disconnect Air Tail Jaw Concertina Tube 19 from Switch Block 35 and pull Tail Jaw Cylinder 12 from tool.
• Remove ‘O’ Ring 10, Rubbing Strip 22 and Barrel Return Spring 13.
• Free length of Spring 20 should be 38.1mm (1.5”). Replace if necessary.
• Coat the tail jaws with Moly Lithium grease before assembling.
• Assemble in reverse order of dismantling.
HYDRAULIC PISTON
• Remove Tail Jaw Cylinder 12 as described earlier.
• Grip Body 25 in vice using soft jaws* to avoid damage, undo Stroke Limiter 23.
• Grip Barrel 31 in soft jaw vice, pull Body 25 from Barrel 31 (a small quantity of hydraulic oil will be ejected from inside body).
• Remove Piston 24 carefully so as not to damage body bore.
• Remove Seal 9.
• Seal 1 is difficult to remove without damaging, but can remain in place during cleaning (provided it is not affected by cleaning
process). If however, Seal 1 requires renewing proceed as follows:
• Using spatula*, prise out Seal 1 from Body 25, taking care not to damage body cavity and bores. The removed Seal 1 MUST be
discarded.
• To replace Seal 1, disconnect Hydraulic Hose Assembly 63 and all the associated air pipes. Unscrew Self Closing Coupler 6,
remove Suspension Mounting Plate 4, unscrew the Adapter Top Hose 2 and fit a spare Bleed Plug Assembly 30 screwing it into
bring the inside face level with the internal bore.
• Unscrew existing bleed plug until inside face is level with internal bore. This will provide a smooth passage for insertion of new
Seal 1 through rear of body.
• Ensure the seal is well greased and the correct way round with the open end of the seal facing the rear tail jaws.
• Complete assembly in reverse order of dismantling.
* Refers to items included in the 0753 Mkll service kit. For complete list see page 23.
Item numbers in bold refer to the general assemblies and parts lists on pages 30-31.
27
Dismantling 07532-02200 MkII
Maintenance
IMPORTANT
Check the tool against daily and weekly servicing.
Priming is ALWAYS necessary after the tool has been dismantled and prior to operating.
TRIGGER ASSEMBLY
• To dismantle/service assembly, remove covers from the tool as described earlier.
• Disconnect all air hoses from assembly, taking care not to damage them. Remove assembly.
• Using a spanner*, unscrew the Retainer 56 and remove. Take care to keep the Spring 57.
• Prise off the ‘O’ Ring 60 taking care not to damage the Spindle 61 and Retainer 56 seatings.
• Clean and re-assemble using a new ‘O’ Ring 60.
• Check length of Spring 57 which must be 12.7mm (0.5”) free length – replace if necessary.
• Assembly in reverse order of dismantling.
TAIL JAW ON/OFF VALVE
• The unit is designed so that minimum of servicing is required during the life of the tool.
• If it is necessary to dismantle valve, proceed as follows:
• Disconnect air hose from assembly, taking care not to damage them. Remove assembly.
• Using an Allen Key*, loosen Screw 34 clamping assembly to Barrel 31 and remove assembly.
• Using a screwdriver*, carefully remove the Chrome Star-lock Washer 33 from Air Tail Jaw Spool 36 and discard washer.
• Extract Air Tail Jaw Spool 36 from Switch Block 35.
• Taking care not to damage the Air Tail Jaw Spool 36, remove the ‘O’ Rings 38.
• Clean spool and refit new ‘O’ Rings 38 using assembly bullet* and insert into Switch Block 35, noting its orientation.
• Fit New Chrome Star-lock Washer 33 by clamping in vice using soft Jaws to prevent damage. DO NOT USE UNDUE FORCE.
• Complete assembly in reverse order of dismantling.
TAIL JAW PRESSURE NON-RETURN VALVE
• The Non-return Valve 26 is located in the tool handle.
• To remove/replace the Non-return Valve 26 depress the bulk head fittings and withdraw Blue Plastic Tube 27 from both ends.
• When replacing the Non-return Valve 26, note the orientation.
HANDLE & END CAP
• Clean and inspect mouldings for cracks or other damage.
CURSOR
• Clean and oil Mechanical Cursor Assembly 11 occasionally with a little light oil.
* Refers to items included in the 0753 Mkll service kit. For complete list see page 23.
Item numbers in bold refer to the general assemblies and parts lists on pages 30-31.
English
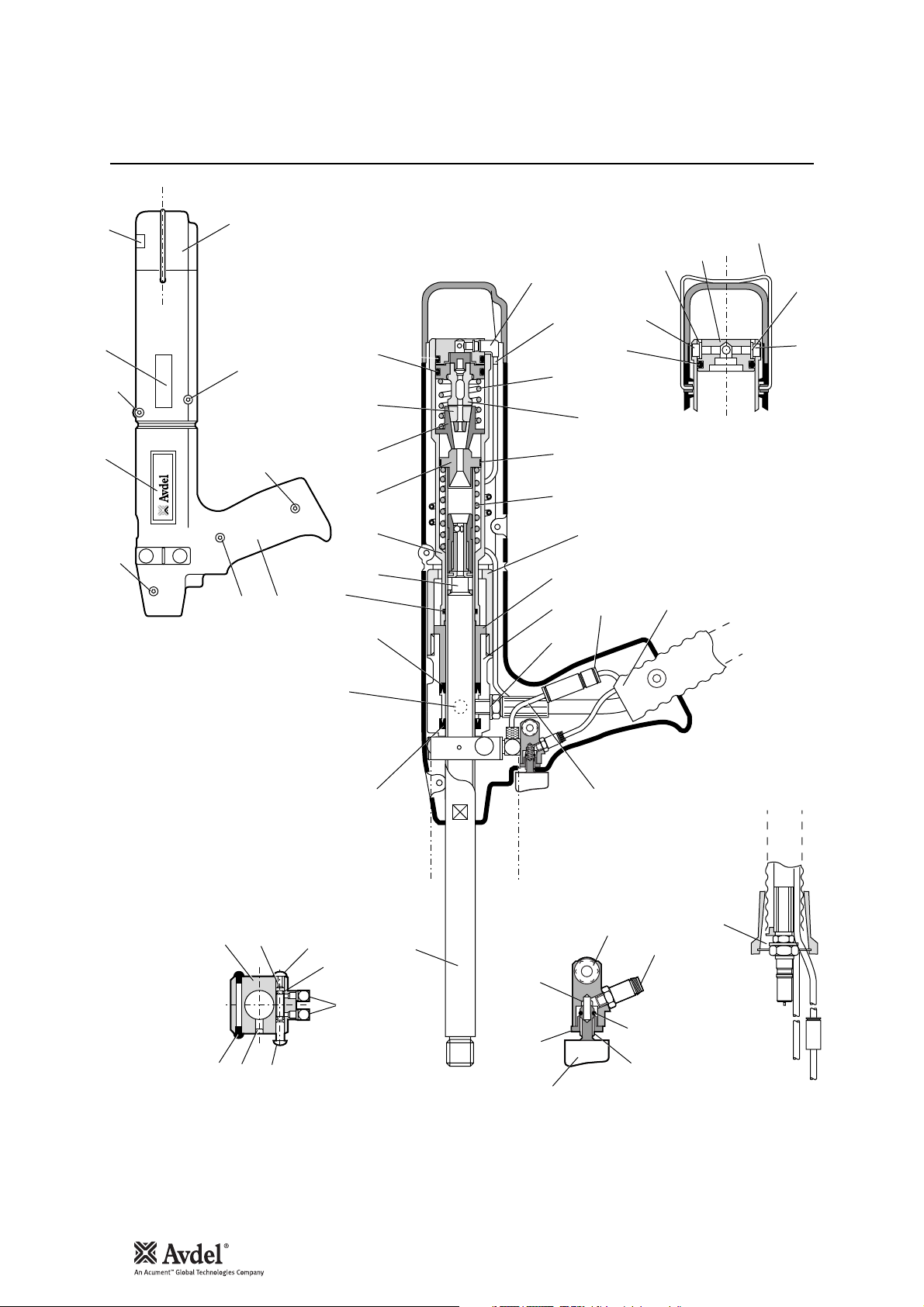
28
General Assembly of Base Tool 07530-02200 MkII
WW
36 37
34
35
34
33
33
38
34
33
HANDLE COVER DETAILS
39
33
40
33
41
39
78 1013569
11
12
19
20 18 1516 13
1417
21
43
44
45
47
46
45
44
PART SECTION 'W'-'W'
22
28
60
27
29
26
24
X
30
31
25
32
SECTION 'X'-'X'
24
23
X
20
TRIGGER VALVE DETAIL
49 50
51
52
53
54
48
29
Parts List for Base Tool 07530-02200 MkII
English
-
2-
ELBOW CONNECTOR
29 07530-02302 AIR TAIL JAW SPOOL 1 -
30 07004-00059 1/8" STARLOCK WASHER BLACK 1 -
31 07003-00121 'O' RING 2 3
32 07005-01571
33 07002-00134 M4 HEX NUT 5 -
34 07001-00401 M4 X 10 LONG SOCKET HEAD CAP SCREW 3 -
35 07530-02210 LABEL 2 -
1-
END CAP
36 07007-01504 CE MARK LABEL 1 -
37 07007-01503 BOOK SYMBOL LABEL 1 -
38 07530-02603
39 07001-00262 M4 X 22 LONG SOCKET HEAD CAP SCREW 2 -
40 07530-02601 MODIFIED HANDLE MOULDING (RIGHT) 1 -
41 07530-02602 MODIFIED HANDLE MOULDING (LEFT) 1 -
43 07003-00113 'O' RING 1 -
44 07001-00504 M4 X 6 LONG SOCKET HEAD CAP SCREW 2 2
45 07002-00153 M4 WASHER PLASTIC 2 -
1
46 07530-02213 REAR PLUG 1 -
47 07530-02220 CLIP 1 -
48 07007-00300 TRIGGER BUTTON
49 07220-00803 RETAINER 1 -
50 07125-00215 SPRING 1 -
51 07530-02311 TRIGGER HOUSING 1 -
52 07005-01357 COLLET TYPE CONNECTOR 1 -
53 07003-00022 'O' RING 1 -
57 07003-00194 ● BONDED SEAL 1 1
54 07241-00208 SPINDLE 1 -
56 07003-00142 ● BONDED SEAL 1 1
60 07530-00310 BLANKING PLUGS 2
59 07530-00501 ● PLUG 1 -
58 07001-00442 ● SCREW 1 -
07530-02200 PARTS LIST
1 07003-00237 SEAL (STATIC) 1 -
2 07530-00500 BLEED PLUG ASSEMBLY (ITEMS 56 to 59) 1 -
3 07003-00236 SEAL (DYNAMIC) 1 1
4 07003-00167 'O' RING 1 1
5 07271-01100 MECHANICAL CURSOR ASSEMBLY 1 -
6 07530-02207 TAIL JAW CYLINDER 1 -
7 07530-02205 BARREL PLUG 1 -
ITEM PART Nº DESCRIPTION QTY SPARES ITEM PART Nº DESCRIPTION QTY SPARES
8 07530-00208 JAW HOUSING 1 -
1-
L TYPE THREADED NIPPLE
12 07530-02211 AIR TAIL JAW CONCERTINA TUBE 1 -
13 07154-00404 SPRING 1 -
9 07151-00403 JAWS 2 2
10 07003-00113 'O' RING 1 2
11 07005-01972
14 07530-02800 TAIL JAW PISTON ASSEMBLY 1 -
15 07530-00206 RUBBING STRIP 1 1
16 07490-03002 BARREL RETURN SPRING 1 -
17 07530-00204 STROKE LIMITER 1 -
18 07530-00203 PISTON 1 -
19 07530-02202 BODY 1 -
20 07003-00142 1/8" BSP BONDED SEAL 2 2
21 07005-01973 NON-RETURN VALVE 1 -
22 07008-00423 HYDRAULIC HOSE ASSEMBLY 1 -
23 07005-01083 4mm O/D BLUE PLASTIC TUBE 60mm -
24 07007-00017 DUST CAP 1 -
25 07530-02201 BARREL 1 -
26 07004-00058 1/8" STARLOCK WASHER CHROME 1 -
27 07001-00404 M5 X 6 LONG SOCKET HEAD SCREW 1 -
28 07530-02301 SWITCH BLOCK 1 -
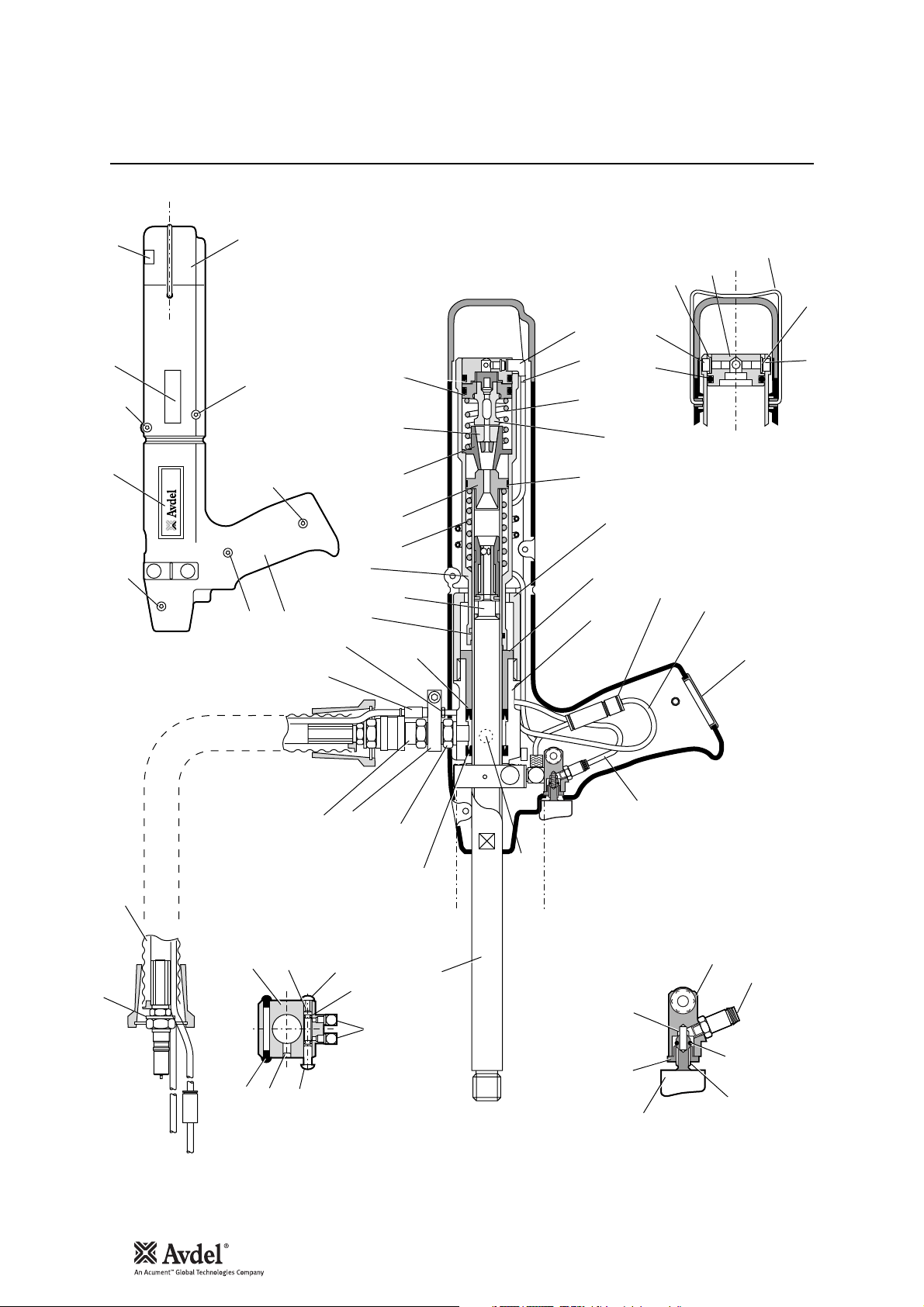
30
General Assembly of Base Tool 07532-02200 MkII
WW
43 44
41
42
41
40
40
45
46
41
40
HANDLE COVER DETAILS
46
40
40
47
48
8
7
12
10
16
15 17
14
13
11
54
53
52
52
18
19
22 20
9
24
25
21
23
51
50
51
PART SECTION 'W'-'W'
26
27
28
3
63
35
68
34
36
33
56 57
55
29
58
7
60
61
TRIGGER VALVE DETAIL
534
6
37
3
38
39
SECTION 'X'-'X'
2
1
32
X
31
30
X
 Loading...
Loading...