


10500 Orbital Way
Pacoima, California 91331 U.S.A.
MODEL 227 POWER SUPPLY
OPERATION MANUAL
Document No. 740063
DATE
A
2367
B
3053
C
3583
MODEL 227
OPERATION MANUAL
NOTICE
This document and the information contained herein is the property of Arc Machines, Inc.. It
is proprietary and submitted and received in confidence. It shall be used only for the purpose
for which it is submitted and shall not be copied in whole or in part without the prior express
written permission of Arc Machines, Inc.
The information in this document has been carefully reviewed and is believed to be accurate.
However, no responsibility is assumed for inaccuracies.
Information and instructions in this document are subject to change and Arc Machines, Inc.
reserves the right to change specifications and data without notice.
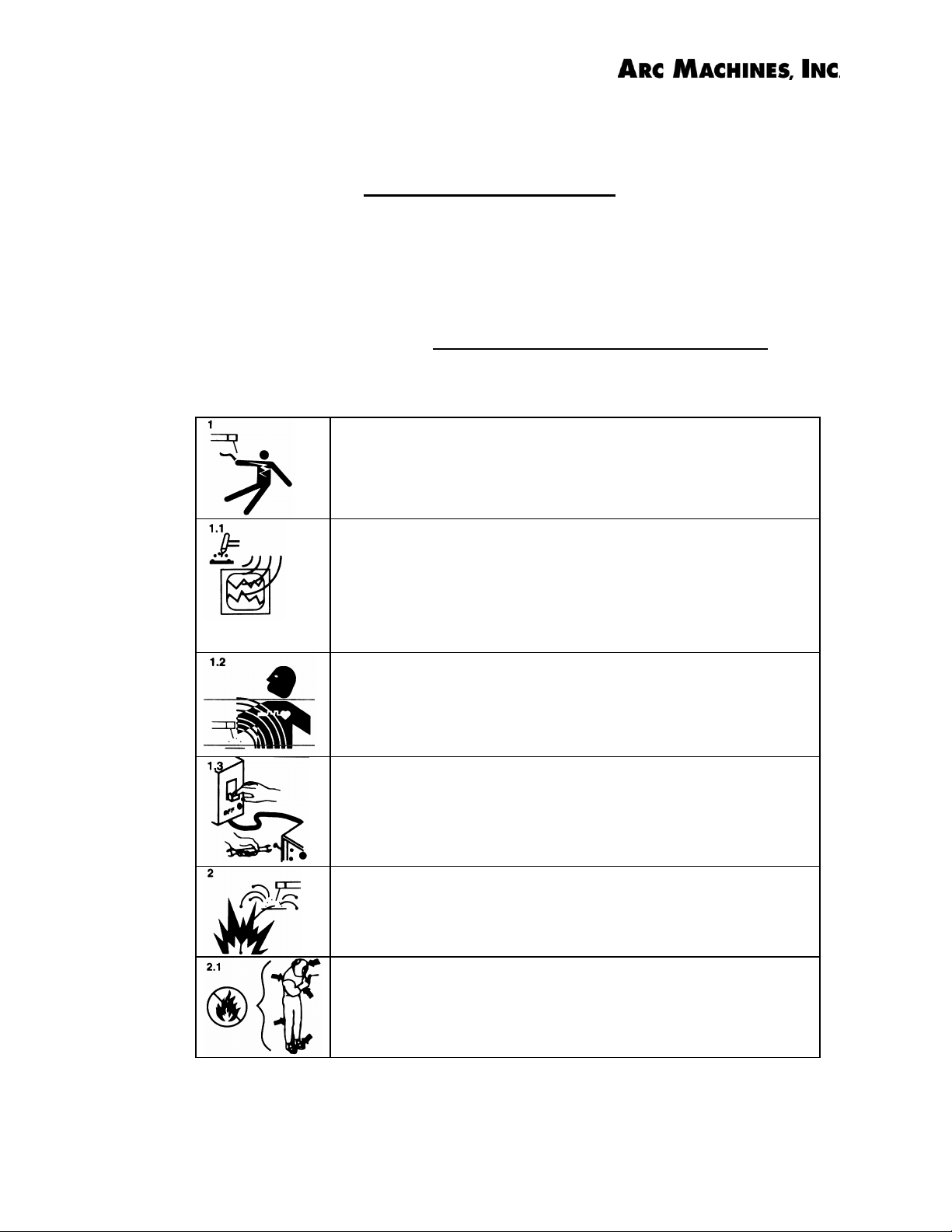
WARNING
The nature of the GTAW process creates some POTENTIAL HAZARDS. In accordance
with international safety regulations the EXCLAMATION SYMBOL indicates that this
equipment is considered HAZARDOUS until an operator has been made aware of these
POTENTIAL HAZARDS by READING THIS MANUAL. The LIGHTNING FLASH
SYMBOL indicates that there are potential electrical hazards. The use and display of these
symbols make it the OPERATOR’S RESPONSIBILITY TO INSURE THAT HE HAS
READ AND/OR BEEN MADE AWARE OF ALL OF THE SAFETY-RELATED ITEMS
CONTAINED IN THIS MANUAL.
Publication date : First Edition - February 12, 1992
Copyright 1992 by Arc Machines, Inc.
All rights reserved
REV DCO # CHANGE DESCRIPTION
Revised to include required IEC-974 information 10/03/96 GPE
Add M227/207-CW Spec-info pgs: iv, v, 1.1, 2.4, 4.14,
4.16, 5.7, 7.6, 7.8, 8.1, 8.2.
Added Offset adj. Information to sect. 7. Replaced Sect. 7,
Pg. i & iv.
04/08/98 GPE
03/23/00 GPE
D 3682 Removed ref to miller coolant pages 8.1,8.2 7/19/00 GPE
E 4633 Correct typo in section 7.2.14 2/25/08 LEC
i
APR
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
EFFECTIVITY
Features and operation of the Model 227 are derived mostly from SOFTWARE. This
document is based on the latest STANDARD version of SOFTWARE at the time of last
revision (see revision page).
Some deviations in actual operation, from this document, are possible depending on the
software version of a particular machine. Please feel free to contact Arc Machines
Service Department for documentation or information on how software updates effect
this document.
ii
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
TABLE OF CONTENTS
SECTION DESCRIPTION PAGE
SECTION I INTRODUCTION
1.0 Introduction 1.1
1.1 Safety Precautions 1.2
1.2 Operational Precautions 1.4
1.3 RF and EMI emissions 1.5
1.4 Shock Hazard Warning 1.8
SECTION II SPECIFICATIONS
2.0 Electrical 2.1
2.1 Physical Construction 2.3
2.2 Programmable Functions 2.3
2.3 Multi-level Functions 2.4
2.4 Non-Programmable Functions 2.4
2.5 Ambient Temperature Ranges 2.4
2.6 Cable Operating Distance Limits 2.4
SECTION III INSTALLATION
3.0 Inspection 3.1
3.1 Power Connection 3.1
3.2 Welding Gas Connections 3.2
3.3 Adapter Cable to M-227 Installation 3.3
3.4 Weld Head Installation 3.7
3.5 Ground (Work) Cable Installation 3.7
3.6 Remote Pendant Installation 3.8
SECTION IV SYSTEM FUNCTIONS
4.0 Introduction 4.1
4.1 Functional Description, General 4.1
4.2 Weld Library and Description 4.3
4.3 Weld Sequence 4.3
4.4 Panel Keys 4.11
4.5 Operate Mode Switch 4.14
4.6 Faults 4.14
4.7 Sensor 1,2,3 Faults 4.16
4.8 Set-Up Functions 4.16
4.9 Glossary of Abbreviations 4.17
4.10 Glossary of Terms 4.18
iii
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
TABLE OF CONTENTS
SECTION DESCRIPTION PAGE
SECTION V OPERATION
5.0 Introduction 5.1
5.1 Initial Power-On 5.1
5.2 Use of Next/Prev 5.2
5.3 Weld Schedule Selection 5.3
5.4 Pass Advance 5.4
5.5 Viewing Function Values 5.6
5.6 Overriding Function Values 5.6
5.7 Set Up Functions 5.7
5.8 Remote Pendant Operation 5.11
5.9 Rotation Calibration 5.14
5.10 Wire Feed Calibration 5.15
5.11 Manual Advance Function 5.16
5.12 Welding Operation 5.17
5.13 Printer Operation 5.18
SECTION VI PROGRAMMING
6.0 Introduction 6.1
6.1 Create a Weld Schedule 6.1
6.2 Modify a Weld Schedule 6.4
6.3 Copy a Weld Schedule 6.5
6.4 Transfer/Receive a Weld Schedule 6.5
6.5 Delete a Weld Schedule 6.6
6.6 Program Select Function 6.6
SECTION VII CALIBRATION
7.0 Introduction 7.1
7.1 Equipment Required 7.1
7.2 Current Servo 7.2
7.3 AVC Servo 7.4
7.4 Oscillator Servo 7.5
7.5 General Maintenance 7.7
7.6 System Fault Corrections 7.8
7.7 Error Messages 7.11
7.8 Miscellaneous Maintenance 7.12
SECTION VIII OPTIONS
8.0 Introduction 8.1
8.1 M227/207-CW & M207-CW Cooling Units 8.1
8.2 M-227-EMM External Memory Module 8.3
iv
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
LIST OF ILLUSTRATIONS
NUMBER DESCRIPTION PAGE
FIGURE 1 SYSTEM CONFIGURATION 1.7
FIGURE 2 INSTALLATION LOCATIONS 3.4
FIGURE 3 AC POWER SET-UP 3.5
FIGURE 4 CABLE CONNECTIONS 3.6
FIGURE 5 SEQUENCE TIMING CHART 4.7
FIGURE 6 PANEL KEY LOCATIONS 4.8
FIGURE 7 USE OF NEXT/PREV KEYS 5.5
FIGURE 8 STANDARD REMOTE PENDANT 5.10
FIGURE 9 M227/207-CW or M207-CW INSTALLATION 8.4
v
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION I - INTRODUCTION
1.0 INTRODUCTION
This manual is intended to assist users of this equipment in set-up and basic
operation. Automated welding requires a good deal of operator expertise which
also requires AMI supplied, hands-on training. THIS MANUAL IS NOT
INTENDED AS A SUBSTITUTE FOR THAT TRAINING.
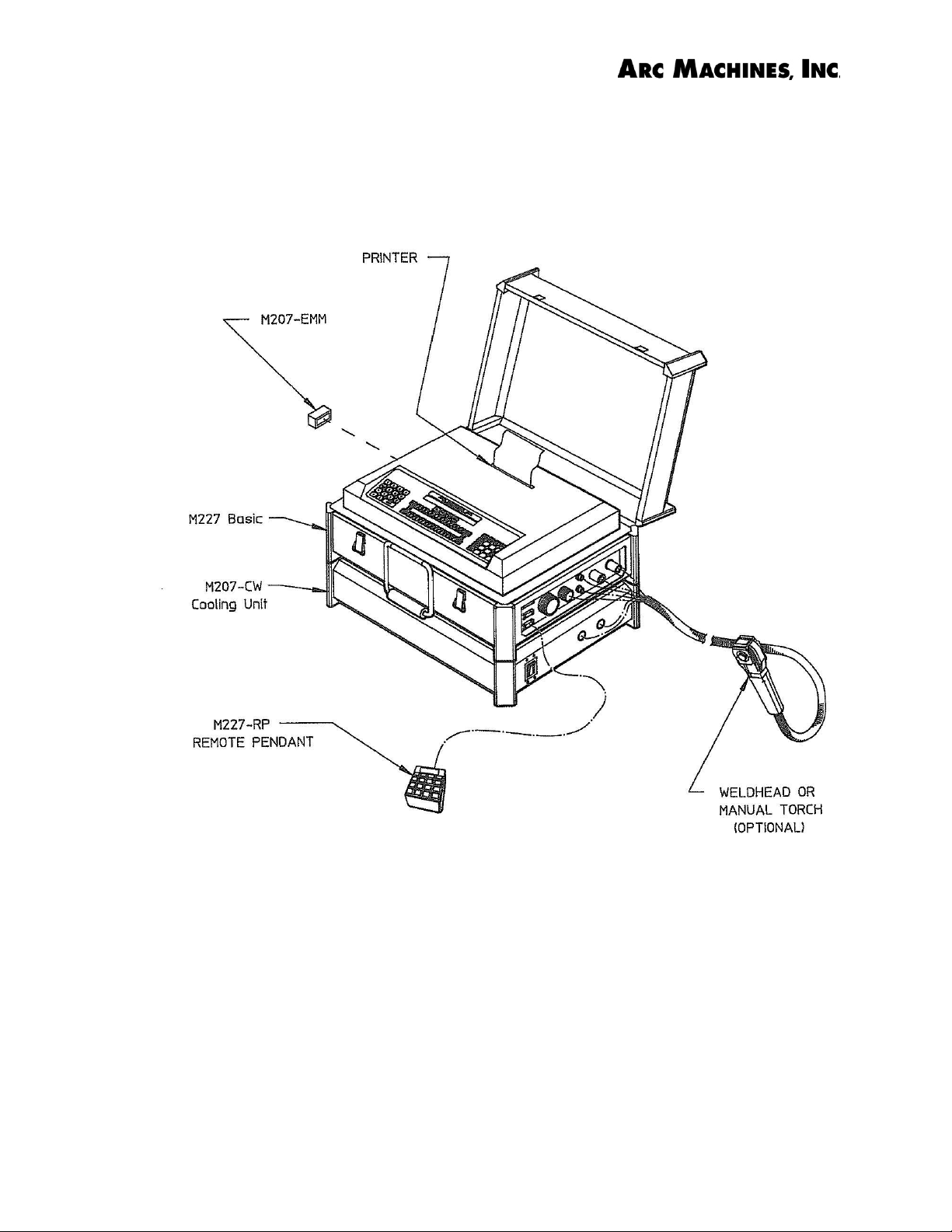
The Model 227 (M-227) welding power supply is part of a complete welding
system intended for the welding of tubes, pipes and fittings (see figure 1). The
complete system consists of the M-227 power supply, adapter cable, gas lines and a
variety of different AMI Welding Heads or Torch Fixture devices (Heads and
Fixtures are sold separately).
The standard version of the M-227 power supply provides GTAW current with
pulsation controls, high frequency arc starting, purge gas controls, weld head arc
rotation, cold wire feed, Arc Voltage Control, Torch Weave/Steering (Oscillation)
and automatic timing functions. Another version is available without the
AVC and
Oscillator functions. The M-227 includes a Remote Operators Pendant and comes
ready to weld. Users need only to supply input AC power, regulated gas source
with flow meter and the appropriate weld head or manual torch.
Some operation conditions may require optional components such as the M227/207 CW Cooling Unit (for liquid cooled weld heads and torches). The M-227 family
of options also includes memory back up devices, off-line programming and quality
assurance options such as chart recorders.
The system can also be used as a manual welding power source using an optional
manual torch with a variety of manual welding options such as a variable current
foot controller with remote start/stop switch.
In-depth weld development instructions, weld head set-up, maintenance and
troubleshooting are contained in other manuals, documents and training classes
and are not included in this manual. Contact your AMI representative for more
information about these items.
NOTE
1.1
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
SECTION I - INTRODUCTION
1.1 SAFETY PRECAUTIONS
This section contains cautions and warnings concerning the operation of this
equipment and welding equipment in general. However, in addition to reading
this manual and before operating this or any welding equipment, users should
reference and be familiar with “ANSI-49.1 Safety in Welding and Cutting”.
This standard is published by the American National Standards Institute and the
American Welding Society.
WARNING: Touching energized electrical parts can cause
fatal shocks and burns. When in weld sequence the electrode
and work are electrically energized. Incorrectly installed or
improperly grounded equipment is a hazard.
WARNING: This equipment is authorized to use a type of
arc starter that produces a High Frequency Radio Wave
(sometimes called HF and/or RF Starting). It can cause
interference and sometimes even damage to nearby electronic
equipment (such as computers) that are un-protected or poorly
protected against such interference.
WARNING: Magnetic Fields from High Currents can affect
pacemakers. PACEMAKER WEARERS KEEP AWAY
UNTIL CONSULTING YOUR DOCTOR.
Doc # 740063 Rev E
WARNING: Disconnect the input power to the machine
before opening or servicing. Discharge all circuits that store
high voltage such as capacitor packs. Only QUALIFIED
service personnel should open this equipment.
WARNING: Welding can cause fires or explosions. Do not
weld near FLAMMABLE or EXPLOSIVE MATERIALS.
Watch for fire. Have proper type of extinguisher in work area.
WARNING: Welding Operators should wear non-flammable
protective clothing, footwear and head gear.
1.2
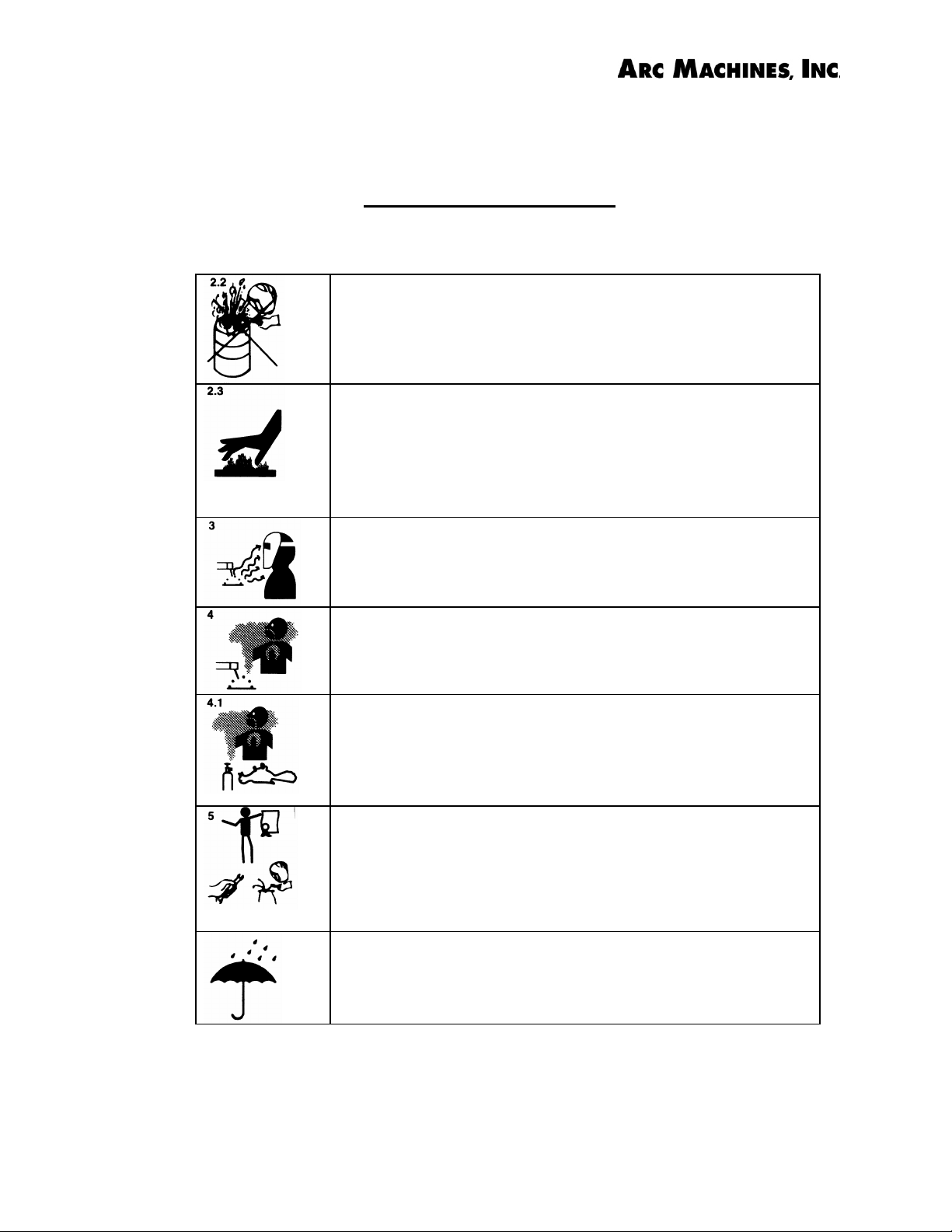
cause severe burns. Do not touch recently welded components.
OPERATION MANUAL
SECTION I - INTRODUCTION
1.1 SAFETY PRECAUTIONS
WARNING: Never weld on sealed containers or pipes. This
may result in an EXPLOSION.
WARNING: Welding produces high temperatures in both the
welded components and the welding equipment. Both can
MODEL 227
Doc # 740063 Rev E
soon after use. Avoid touching torch components and welding
fixtures soon after welding.
WARNING: The welding arc emits ultra-violet (UV) radiation
and the molten weld gives off infra-red (IR). Both can burn
eyes and skin if unprotected. Suitable eye and skin protection
Avoid touching internal components of the welding system
must be worn.
WARNING: Weld materials can emit toxic fumes during
welding. WELD ONLY IN AREAS WITH ADEQUATE
VENTILATION.
WARNING: Most GTAW gases like Argon are non-toxic,
however, Argon is heavier than air and will displace the
normal atmosphere in enclosed areas. DO NOT WELD IN
ENCLOSED AREAS WITH OUT PROPER VENTILATION
OR RESPIRATORS.
WARNING: AMI factory training is essential for all Welding
Operators and Maintenance Technicians who operate AMI
equipment.
WARNING: Before operating, storing or handling, always
make sure that the M-227, M-227-RP Pendant, weld heads and
cables are not exposed to rain or standing water. SYSTEM
COMPONENTS ARE NOT WEATHER-PROOF.
1.3

MODEL 227
OPERATION MANUAL
SECTION I - INTRODUCTION
1.1 SAFETY PRECAUTIONS
WARNING: Keep hands and fingers clear from moving parts
such as fans, gears rotors, Wire Feed, Rotation and AVC
Mechanisms.
1.2 OPERATIONAL PRECAUTIONS
The following is a check list for operating personnel to follow to insure minimum
system down-time due to improper operation and handling:
1. TOO AVOID severe equipment damage VERIFY that the M-227 is
connected to the correct Input AC power (see section 3.1).
2. Before operating, check all fittings and connectors for proper seating and that
all protective boots are in place. If not properly seated or protected, short
circuits, poor connections or inert gas leaks could occur.
3. The M-227 is intended for typical GTAW gases ONLY. NEVER CONNECT
OXYGEN OR ACETYLENE TO THE M-227.
4. Before operating, insure that all cables are routed or protected in such a way
that they will not be subject to heat, equipment and/or personnel traffic. Insure
that the cables DO NOT come in contact with HOT PIPE.
5. When storing or handling cables, always keep the protective boots and dust
caps on all connectors and fittings until ready to install. A major cause of
downtime in any automatic welding system is improper care and use of cables.
WARNING: The M-227 Power Supply is not intended for
pipe thawing or heating in any form.
WARNING: The M-227 Power Supply weighs in excess of
91 lbs (41.3 kg). It has no handles and is not intended to be
carried by a single person. Be sure to follow your local, OSHA,
international or employer guidelines for proper methods of
lifting and re-locating this equipment.
1.4
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION I - INTRODUCTION
1.2 OPERATIONAL PRECAUTIONS
6. Before operating, insure that the M-227 has adequate air flow. Do not restrict
the intakes or exhaust vents of the power supply.
7. Before operating, always insure that there is bare metal contact between the
weld head components which connect to GROUND (clamp inserts, etc.) and
the tube or pipe to be welded.
8. When storing or handling weld heads, always keep them in the protective
containers they are shipped in, or optional carrying case, until ready to install.
9. When operating, storing or handling, insure that the system is protected against
dirt, dust, etc. NEVER GRIND NEAR AN EXPOSED WELD HEAD OR
THE M-227.
10. Do not use acid, corrosives, liquid “Easy Out” or any liquid substance on the
M- 227 or any AMI weld head. When cleaning, use only a light solution of
Isopropyl alcohol on a soft cloth .
11. When handling, take extreme care to avoid dropping the M-227, weld heads,
cables or any accessories.
12. Do not attempt to move tube end into position using the weld head as a lever.
13. Do not add any lubrication like graphite, oil or grease to the weld heads or
power supply unless it is specified in the operation or maintenance manual
for that equipment.
1.3 RF AND EMI EMISSIONS
1. WHY RF?
“It has long been recognized that in the practice of welding and cutting,
there are circumstances where it is required to assist the process using
radio frequency voltage. In order to arc weld an electric arc must be created,
because of safety and economic concerns, the no load voltage of arc power
sources is kept as low as practical. Thus, a source of high voltage with a
high safety factor must be utilized. Radio Frequency voltage is the best
method of meeting these criteria for many reasons.” (quoted from
CISPR/B/63).
1.5
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION I - INTRODUCTION
1.3 RF AND EMI TRANSMISSIONS
2. RF REGULATION
The FCC regulates the RF emission limitations for welding equipment by the
use of an IEC (international) regulation created by the Special Committee on
Radio Interference (known as CISPR) subcommittee B. The regulation of
record is:
CISPR/B/63
“CODE OF PRACTICE FOR THE USE OF WELDING AND CUTTING
POWER SOURCES UTILIZING RADIO FREQUENCY VOLTAGE FOR
STARTING OR STABILIZING THE ARC.”
The regulation states that due to the variety of work requirements and
conditions it is virtually impossible to establish fixed, normalized and
predictable tests and test setups for RF limits that would actually mean
something. Instead of limits they state the following:
“The manufacturer must design and produce equipment that is functional but
at the same time, design this equipment to keep electromagnetic radiation at
a minimum.”
“The user has the responsibility to install and use the power source per the
instructions of the manufacturer. Through this practice, it is reasonable to
assume that the probability of electromagnetic disturbances will be
significantly reduced. However, if some electromagnetic disturbances are
felt, then it is the responsibility of the USER of the equipment to resolve the
situation.”
3. RF PROTECTION
AMI policy is to comply with the IEC (and thus FCC) regulations. Our
design rules and procedures include testing and observing this area. We can
assure our customers that every effort has been made to reduce RF
emissions to the absolute minimum from our power sources.
However, this does not mean that a user will not have occasional problems
with RF interference with other equipment due to the use of our equipment.
This is the nature of RF starting.
1.6
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
Doc # 740063 Rev E
SYSTEM CONFIGURATON
1.7
MODEL 227
OPERATION MANUAL
SECTION I - INTRODUCTION
1.3 RF AND EMI TRANSMISSIONS
3. RF PROTECTION (continued)
Most RF noise interference problems are going to be either set-up related or
caused by poor or no filtering on the behalf of the equipment that is being
interfered with. Most problems are easily correctable but each one must be
looked at on a “case by case basis.”
4. EMI SUPPRESSION
The M-227 is equipped with a heavy-duty Pi-Network filter, connected to
the input power line, to prevent propagation of EMI either into or out of the
M-227. The all-metal enclosures and internal shields prevent radiated EMI.
1.4 SHOCK HAZARD WARNING
As already stated in this manual “High Voltage” is present on exposed internal
terminals. The ELECTRODE (tungsten and M-9 rotors) is also an “exposed
terminal” and by its nature the GTAW process requires electrical potential to be
present on the electrode during arc starting and of course during the welding.
All AMI Power Supplies contain a “bleeder” circuit to ground any residual
potential after welding or after an aborted or bad “arc start” attempt. However,
these circuits take a few seconds to operate or COULD FAIL.
“THE ELECTRODE SHOULD ALWAYS BE CONSIDERED A POSSIBLE
SHOCK HAZARD”. This is especially true when ever the system is in “weld
sequence” ready to weld, is welding, or has just finished welding. However,
equipment/component failure, system abuse, or improper maintenance could result
in electrical potential at the weld head “even when not in weld sequence”.
The users/operators of this equipment must take all precautions necessary to avoid
contact with the ELECTRODE at “ALL TIMES”. The only exception is when
actually replacing or adjusting the electrode and this should be done “WITH THE
POWER TURNED OFF”.
If performed with the power “ON” the system must be in test mode out of weld
sequence and the USER MUST OBSERVE COMMON SAFETY PRACTICES
such as grounding the electrode to insure discharge before actually touching it.
REMEMBER, there is a “POSSIBLE” shock hazard in all welding power supplies
at “ALL” times.
Most AMI Power Supplies feature High Frequency (HF) Arc Starting. This is a
High Voltage/High Frequency electrical transmission process. To eliminate any
HF shock possibility “AVOID ALL CONTACT” with the Welding WORK
(ground), the ELECTRODE or the WELD HEAD during arc start.
Doc # 740063 Rev E
1.8
S
MODEL 227
OPERATION MANUAL
SECTION II - SPECIFICATION
The following contains only general specifications about the M-227 Power
Supply. More detailed information is available in AMI Specification No. 227.
2.0 ELECTRICAL
1. RATING PLATE DEFINITIONS
1) Company: Country:
Arc Machines, Inc. USA
8) Process:
G.T.A.W.
23) Shock Rating:
15) Input:
1~ 50/60 HZ
1) - Manufacturer and Country of Origin.
3) - Model Number Rating Plate applies to.
4) - Serial Number (located on M-227 Center Plate, not on rating plate).
6) - International and USA Standards that the equipment meets.
8) - Weld Process symbol for GTAW welding.
9) - Rated MIN and MAX Outputs at Continuous Current with no pulsation.
Rated MIN and MAX Outputs when current is pulsing.
MAX current output using 110 VAC input is 100 Amperes.
10) - Symbol that output is Direct Current (DC) only.
11) - Rated No Load Output Voltage (open circuit voltage) is 59 volts.
12) - The M-227 is a 100 % Duty Cycle for the rated outputs (9).
15) - Input Voltage type contains symbol for single (1) phase Alternating
Current (AC) input at 50 or 60 Hz frequency.
18) - Nominal Input Voltage value is 110 VAC or 220 VAC.
19) - Rated maximum current required from the AC supply. Given for both
I1 maximum (I1max) and I1 effective (I1eff). 30 Ampere service is required
for both 110 VAC and 220 VAC operation.
10) Type:
DC
11) No-load Voltage:
U
= 59V
0
18) Voltage:
U1 = 110V
220V
3) Model:
Model 227
9) Output Continuous Current:
Minimum Maximum
6) Standards:
NEMA EW1
IEC 974-1
3A / 5V 200A / 20V
Output Pulsed Current
Minimum Maximum
3A / 5V 225A / 20V
12) Duty Cycle:
X = 100% ALL RATED OUTPUTS
19) Input Current:
I
= 30A I
1max
30A 30A
2.1
= 30A
1eff
21/22) Rating/Class:
IP21
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
SECTION II - SPECIFICATION
2.0 ELECTRICAL
1. RATING PLATE DEFINITIONS
21) - International Protection (IP) rating. The M-227 is rated IP21 which
includes protection against a limited amount of exposure to rain (does
not make it weather proof or intended for all weather usage).
22) - The M-227 is rated as class I. No symbol is used for class I equipment.
23) - “S” Symbol indicates a welding power source which is suitable for an
environment with an increased electric shock hazard.
2. INPUT POWER, DETAIL - The M-227, as shipped standard, can operate on
the following Single Phase input AC:
Voltage Tolerance Freq. Max Input Current
100 VAC + 32%, -10% 50/60 Hz 30 amperes
110 VAC + 20%, -18% 50/60 Hz 30 amperes
115 VAC + 15%, -22% 50/60 Hz 30 amperes
120 VAC + 10%, -25% 50/60 Hz 30 amperes
200 VAC + 32%, -10% 50/60 Hz 30 amperes
208 VAC + 27%, -13% 50/60 Hz 30 amperes
220 VAC + 20%, -18% 50/60 Hz 30 amperes
230 VAC +15%, -22% 50/60 Hz 30 amperes
240 VAC + 10%, -25% 50/60 Hz 30 amperes
+/- % indicates the allowable input voltage change to maintain performance as
specified. Maximum input current is based on maximum output current at
maximum arc voltage. See section 3.1 for installation.
3. OUTPUT POWER - Straight polarity, constant current DC regulation
intended for GTAW welding only. Static characteristic of the M-227 is flat.
Minimum current Output all cases .................... = 3 Amperes DC
Maximum current Output:
Set up for 110 VAC input ............. = 100 Amperes DC continuous or peak pulse.
Set up for 220 VAC input ............. = 200 Amperes DC continuous current
225 Amperes DC peak pulse
The M-227 is limited, by software, not to be able to be programmed for an
average current (between primary and background) of greater than 200 Amperes.
However, a peak pulse can be up to 225 amperes as long as the average does
not exceed 200 amperes.
4. CIRCUIT BREAKER - ON/OFF, two pole, 30 Ampere at 250 VAC.
Doc # 740063 Rev E
NOTE
2.2
MODEL 227
OPERATION MANUAL
2.1 PHYSICAL CONSTRUCTION
Cabinet material - aluminum
Height = 13.9 inch (353.1mm) cover closed
12.3 inch (312.4 mm) cover removed
Width = 22.75 inch (577.9 mm)
Depth = 19.25 inch (489.0 mm)
Weight = 91 lbs (41.3 kg)
2.2 PROGRAMMABLE FUNCTIONS
PREPURGE TIME = 010 - 999 seconds
POSTPURGE TIME = 000 - 999 seconds
UPSLOPE TIME = 00.0 - 99.9 seconds
DOWNSLOPE TIME = 00.0 - 99.9 seconds
ROTATION START DELAY = 00.0 - 99.9 seconds
ROTATION MODE SETTINGS = CONT - STEP - OFF
ROTATION DIRECTION = CW - CCW
PRIMARY ROTATION SPEED = 0.00 - 20.0 RPM
BACKGROUND ROTATION SPEED = 0.00 - 20.0 RPM
WIRE FEED START DELAY = 00.0 - 99.9 seconds
PRIMARY WIRE FEED SPEED = 000 - 200 IPM
BACKGROUND WIRE FEED SPEED = 000 - 200 IPM
WIRE FEED STOP DELAY = 00.0 - 99.9 seconds
WIRE FEED RETRACT TIME = 0.0 - 1.0 seconds
PRIMARY AVC = 5.0 - 20.0 volts
BACKGROUND AVC = 5.0 - 20.0 volts
AVC START DELAY TIME = 00.0 - 99.9 seconds
AVC STOP DELAY TIME = 00.0 - 99.9 seconds
AVC MODE SETTINGS = CONT - SAMPLE - OFF
OSCILLATION MODE = ON - OFF
TORCH OSCILLATION AMPLITUDE = Determined by Head Type
OSCILLATION IN and OUT DWELL TIMES = 0.00 - 9.99 seconds
OSCILLATION EXCURSION TIME = 0.00 - 9.99 seconds
PULSE MODE SETTINGS = ON - OFF - SYNC (to osc)
PRIMARY PULSE TIME = 0.00 - 9.99 seconds
BACKGROUND PULSE TIME = 0.00 - 9.99 seconds
LEVELS = 1 - 99
LEVEL TIME (each level) = 000 - 999 seconds*
PRIMARY CURRENT = 3 - 225 amperes*
BACKGROUND CURRENT = 3 - 225 amperes*
* = Can be in increments of 0.1
Doc # 740063 Rev E
SECTION II - SPECIFICATION
2.3

MODEL 227
OPERATION MANUAL
SECTION II - SPECIFICATION
2.3 MULTI-LEVEL FUNCTIONS - The following functions can be programmed to
change value during a given weld sequence.
FUNCTION POSSIBLE CHANGES
LEVEL TIME = 1 to 99 levels
PRIMARY CURRENT = 1 to 99 levels
BACKGROUND CURRENT = 1 to 99 levels
PRIMARY PULSE TIME = 1 to 99 levels
BACKGROUND PULSE TIME = 1 to 99 levels
PULSE MODE (ON/OFF/SYNC) = 1 to 99 levels
PRIMARY ROTATION RPM = 1 to 99 levels
BACKGROUND ROTATION RPM = 1 to 99 levels
ROTATION MODE (CONT/STEP/OFF) = 1 to 99 levels
PRIMARY WIRE FEED SPEED = 1 to 99 levels
BACKGROUND WIRE FEED SPEED = 1 to 99 levels
AVC MODE = 1 to 99 levels
PRIMARY AVC = 1 to 99 levels
BACKGROUND AVC = 1 to 99 levels
OSC AMPLITUDE = 1 to 99 levels
OSC DWELL and EXCURSION TIMES = 1 to 99 levels
2.4 NON-PROGRAMMABLE FUNCTIONS
WIRE FEED MODE SWITCH = ON/OFF
SYSTEM MODE KEY SWITCH = PROGRAM/OPERATE/LOCK
MANUAL PURGE = ON/OFF
2.5 AMBIENT TEMPERATURE RANGE - 32 F (0 C) to 110 F (45 C).
2.6 CABLE OPERATING DISTANCE LIMITS - Standard = 50 ft (15.2 m)
Maximum = 100 ft (30.5 m)
The standard distance consists of a 40 ft Pipe Weld Head Adapter cable and a 10 ft
Weld Head cable combined together. The maximum distance is achieved by
adding extension cables to the standard cables.
The above are considered normal limits and using a standard M227/207-CW or
M207-CW Cooling Unit Option. With special options, greater distances can be
achieved.Consult with an AMI technical representative for more information.
2.4
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
SECTION III - INSTALLATION
3.0 INSPECTION
1. After unpacking, inspect all items for obvious physical damage and loose
parts. If damage is evident, contact a factory representative before using.
NOTE
If water condensation is apparent, dry the unit before using.
2. All M-227’s are shipped with a variety of peripheral equipment such as gas
hoses, fittings, manuals (including this one) and electrical drawings. An
exact list of these items is included with each power supply shipment. This
manual will reference some of those items, so before beginning installation, these
items should be located and be available.
3.1 POWER CONNECTION
WARNING
Do not connect the M-227 power supply to any AC power other than the ones
listed in section 2.0.2.
The M-227 can operate on 9 different input line voltages and must be set up for the
one you are using. Use the following procedure to insure that the M-227 is set-up for
the correct AC power.
1. The M-227 is supplied with a 25 ft power cord. One end has a connector on it
that plugs into the side of the M-227. The wires on the other end are pig-
tailed (no connector). A suitable AC line connector, matching the input
power, must be supplied and installed by the user. Color coding of the
power cord is as follows:
Black ................. = Hot (high line side)
White ................. = Neutral (low line side)
Green/Yellow .... = Ground (protective earth ground)
NOTE
For additional ground reference there is a ground symbol silk-screened next to
the ground pin on the M-227 Input AC connector on the Input Panel.
3.1
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION III - INSTALLATION
3.1 POWER CONNECTION
2. Install the AC line connector onto the power cord.
NOTE
DO NOT PLUG THE M-227 INTO THE AC POWER SOURCE UNTIL
ALL INSTALLATION STEPS OF THIS MANUAL ARE COMPLETE.
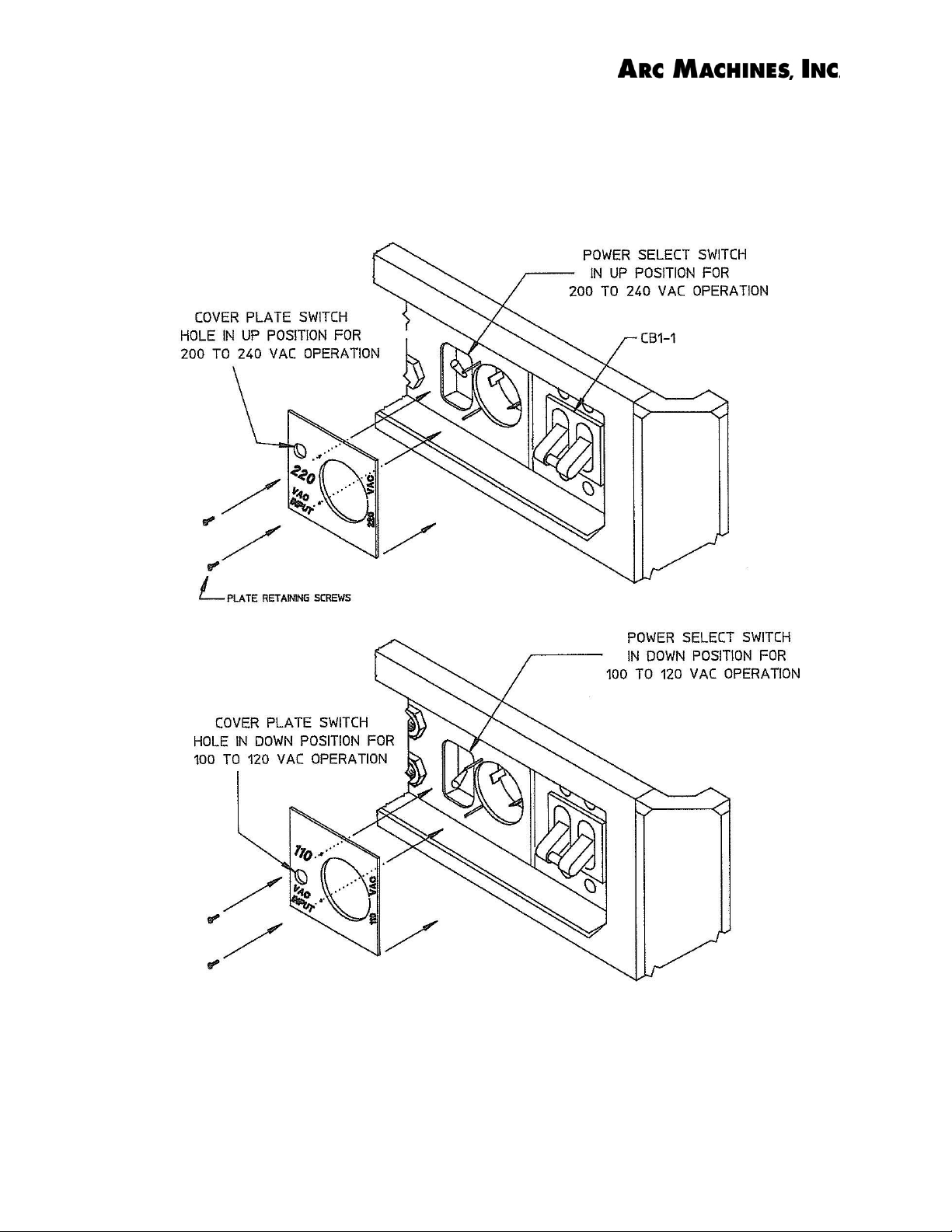
3. Insure that the circuit breaker (CB-1) is in the OFF (down) position (see
figure 3).
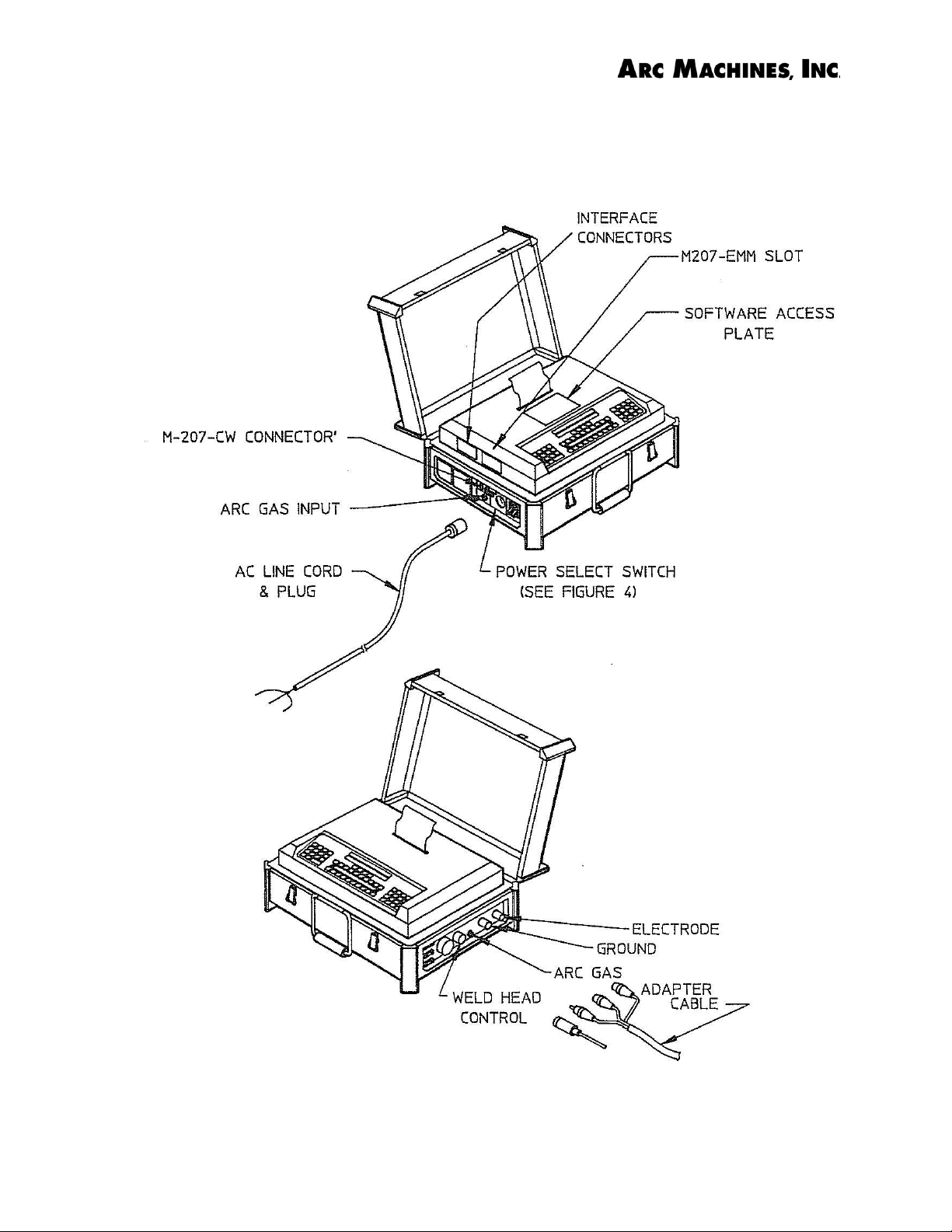
4. Using figure 2 and 3 as a reference, locate the power SELECT SWITCH
(next to the input power connector). The switch is concealed by a cover
plate and only the top of the switch handle can be seen through a hole in the
plate. The plate is labeled as to what voltage it is currently set for.
5. If the M-227 is to be run on 100, 110, 115 or 120 VAC, this switch must be
in the 110 VAC position. If it is to be run on 200, 208, 220, 230 or 240
VAC, it must be in the 220 VAC position.
6. To change the power select switch position, remove the cover retaining
screws (see figure 3) and remove the cover. Set the switch to the alternate
position and install the cover plate. It must be flipped over so the hole in the
plate will fit over the switch handle in the new position. This will
automatically expose the alternate voltage label on the other side.
3.2 WELDING GAS CONNECTIONS
1. An Arc Input Gas Hose is supplied with the M-227. This hose is made of
material selected specifically for automatic welding. HOSES MADE
FROM OTHER MATERIAL ARE NOT RECOMMENDED (especially
rubber, nylon or tygon).
2. The 10 foot (3m) hose should be installed from the gas regulator/flowmeter
(user supplied) to the ARC GAS INPUT fittings required to mate with the
M-227 and most domestic (USA) inert gas flow meters.
The arc gas line is controlled by a solenoid and flow sensor in the M-227
and MUST BE connected to the M-227 (not directly to the weld head or
torch). After installing the hose and fittings loosely by hand, tighten the
retaining nuts slightly with a wrench to insure there are no leaks, but do not
over-tighten. The use of plumbers tape or grease is not recommended.
3.2
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
SECTION III - INSTALLATION
3.2 WELDING GAS CONNECTIONS
CAUTION
The M-227 arc gas solenoid valve is rated at 50 PSI (345KPa) maximum
pressure, DO NOT EXCEED THIS RATING.
3. No I.D. Purge line is provided, but most GTAW welds will require the inside
be purged with Argon. Most piping situations will require I.D. purging from
sources and entry points a long distance from the M-227, so no outlet or
monitoring is provided. However, be sure to provide an I.D. purge if the
weld procedure requires it.
3.3 ADAPTER CABLE TO M-227 INSTALLATION
The M-227 comes standard with a 40 ft Pipe Weld Head Adapter Cable. This will be
used for most Weld Heads. However, some Weld Heads will use a different Adapter
Cable or additional cables. The correct cables required should be resolved at the time
of order. The following section refers mainly to the connection of the Pipe Weld
Adapter Cable.
NOTE
The Pipe Weld Head Adapter Cable consists of a 40 ft Control Adapter Cable and a
40 ft Service Adapter Cable. The two cables are not tied together as a unit.
WARNING
Always turn the power supply off before making any cable or connection changes to
the M-227 power supply.
1. One end of an adapter cable ALWAYS connects to the weld head. The
other end connects to the M-227 or to a weld head extension cable. The
connector types and keyways are different for each item (except gas).
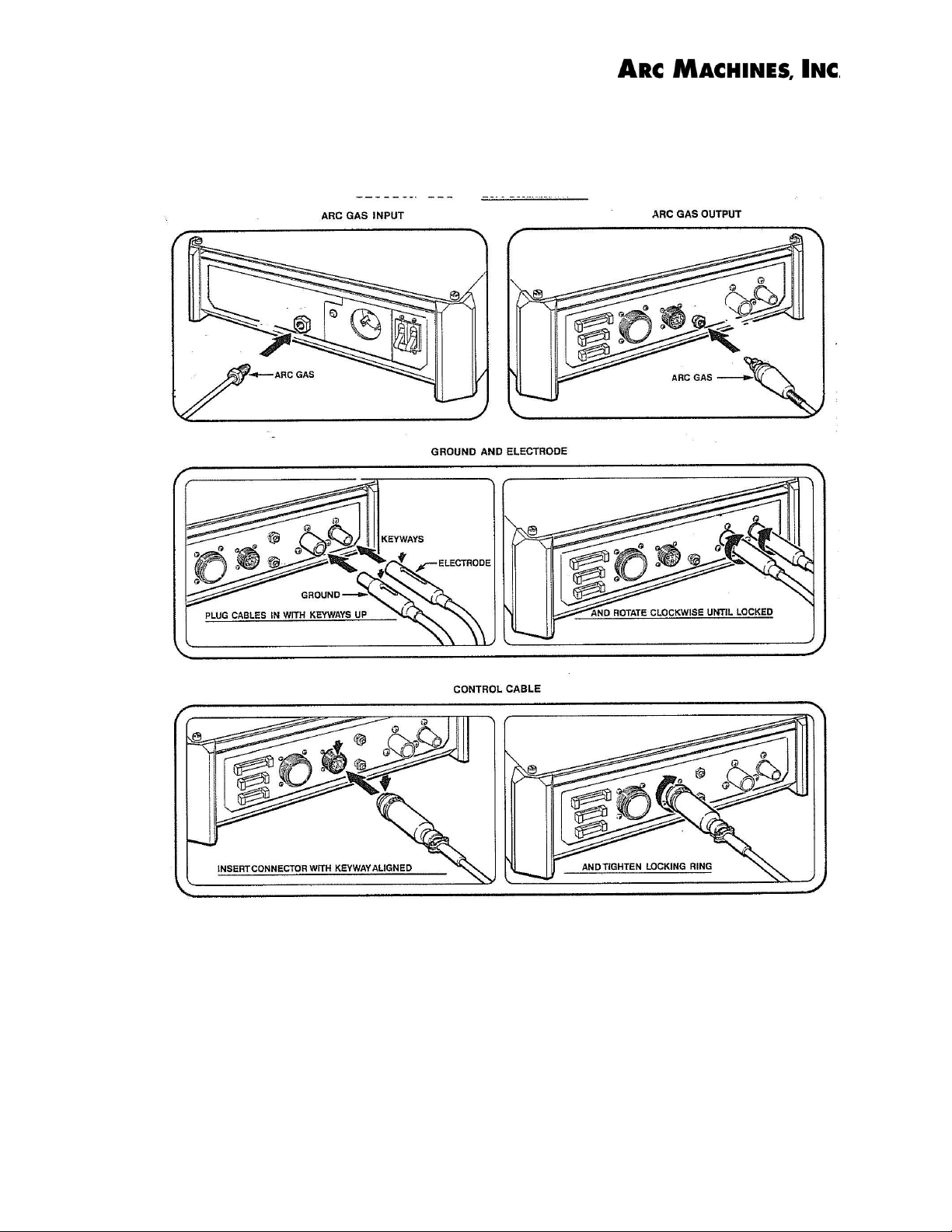
Use the following steps for connection to the M-227 (see figure 2 and 4).
2. Connect the Service Adapter ELECTRODE connector to its respective
terminal on the M-227. Align the keyway, push in and twist clockwise until
fully locked.
3. Weld head CONTROL connector - Just before installing, unscrew the dust
caps on the electrical connectors on the cable and M-227. Insert the multi pin electrical connector into the M-227. Insert the multi-pin electrical
connector into the M-227 connector labeled PIPE WELD HEAD
CONTROL. Note the positioning keyway and NEVER FORCE or use tools
on the cable connections. Hand tighten the connecting ring after the pins are
firmly seated.
3.3
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
Doc # 740063 Rev E
INSTALLATON LOCATONS
3.4
MODEL 227
OPERATION MANUAL
Doc # 740063 Rev E
AC POWER SET-UP
3.5
MODEL 227
OPERATION MANUAL
Doc # 740063 Rev E
CABLE CONNECTIONS
3.6
MODEL 227
OPERATION MANUAL
SECTION III - INSTALLATION
3.3 ADAPTER CABLE INSTALLATION (continued)
4. Insert the Service cable male gas quick-disconnect into the M-227 ARC
GAS OUTPUT connector.
5. Insert the two coolant quick-disconnects into the COOLANT IN and
COOLANT OUT connectors on the CW (if being used). The cable
coolant connectors are interchangeable and it does not matter which one
goes to in or out.
3.4 WELD HEAD INSTALLATION - The weld head cable connects to the adapter
cable. Refer to the Weld Head Operation manual as you perform this installation.
1. The male brass quick dis-connect on the adapter cable provides the electrode
power and one leg of the coolant path. Connect it to the mating female
quick dis-connect on the Weld Head.
2. Connect the other coolant quick dis-connect and gas quick dis-connect (they
are different types and sizes) to their mates on the Weld Head Cable.
3. After the Electrode, Coolant and Gas connectors are secure and checked,
slide the rubber boots on each line together and secure them in place. These
boots provide both a safety factor to prevent shorting to ground and also act
as a retainer to prevent the connectors from coming apart.
4. Unscrew the CONTROL connector dust caps on both cables just before
installing. Insert the adapter connector into the head connector. Note the
positioning keyway and NEVER FORCE or use tools on the cable
connections. Using just your hand, tighten the connecting ring until the pins
are firmly seated. Screw the two dust caps together to prevent them from
swinging around.
3.5 GROUND (WELDING WORK) CABLE INSTALLATION
1. A 50 ft Ground Cable with a “C” type clamp on one end and a Cam-lok quick
dis-connect is provided.
2. Connect the quick dis-connect to the GROUND connector on the M-227 or
the Ground Extension Cable if one is provided.
3. Connect the Ground Clamp to a “bare” metal surface on the Pipe to be
welded. It should be placed as close to the weld as possible.
3.7
Doc # 740063 Rev E
MODEL 227
OPERATION MANUAL
SECTION III - INSTALLATION
3.6 REMOTE PENDANT INSTALLATION
Always turn the power supply OFF before making any cable or connection
changes to
the M-227 power supply.
1. Insert the M-227-RP cable connector into the M-227 Panel connector
labeled REMOTE.
2. If a M-227-RP extension is used, it is installed between the M-227 and the
RP.
3. If required the M-227 can be operated without the RP Unit.
CAUTION
Installation is now complete but before proceeding with POWER ON it is
EXTREMELY important to have a basic understanding of SYSTEM
FUNCTIONS. Read section IV (system functions) before proceeding with
OPERATION (section V) or PROGRAMMING (section VI).
3.8
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.0 INTRODUCTION
The M-227 is intended for use with AMI orbital welding heads and has functions
designed for these weld heads. This section describes what these functions are and
may, where needed for clarification, indicate how they are commonly (but not
always) used.
Step 4.1 is a general description; the remaining steps describe, in more detail, the
items of step 4.1. Only FUNCTION is discussed here. Details of function ranges and
tolerances can be found in section II of this manual and the AMI Specification No.
227. Details about operating these functions can be found in section V.
4.1 FUNCTIONAL DESCRIPTION, GENERAL
1. LIBRARY - The heart of the M-227 is its MEMORY. The values of each
function, for a given weld, are only programmed one time. After that the M 227 will store the function values (for that weld) by WELD SCHEDULE
NUMBER (#) and description.
When a particular weld type is needed to be made the Operator can locate it
in the WELD SCHEDULE LIBRARY by description or by weld schedule
number (#).
2. WELD SEQUENCE AND LEVELS - Selected weld schedules are started
by manually initiating the SEQUENCE START. Once the sequence is
started the system operation can be totally automatic.
In addition to functions to start and stop the weld, the weld sequence
includes the ability to preset changes in function values and modes. These
changes are called LEVELS and as many as 100 levels can be used for each
weld sequence. All weld schedules start with (and must have) Level 1.
If preset changes are desired they will be set in LEVELS 2, 3, ETC. The
LEVELS advance from 1 to 2, 2 to 3, etc. automatically as a function of
time, or they can be advanced by the Operator manually.
3. CURRENT SOURCE AND CONTROL - The M-227 is a pulsed, 225
ampere peak, constant current, straight polarity, GTAW power source. The
current value(s) can be set between 3 and 225 Amps.
NOTE
The M-227 is limited, by software, not to be able to be programmed for an
average current (between primary and background) greater than 200 Amperes.
However, a peak pulse can be up to 225 amperes as long as the average does
not exceed 200 amperes.
4.1
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.1 FUNCTIONAL DESCRIPTION, GENERAL
4. TRAVEL FUNCTION - The system is equipped with a motor servo
controller that provides the power and regulation for rotating the arc around
the weld seam. The system controls the movement in revolutions per
minute (RPM) or inches per minute (IPM) depending on weld head type.
NOTE
The motor servo can only work properly if the weld head being used is
equipped with a motor assembly designed for operation on the M-227.
5. WIRE FEED FUNCTION - The system is equipped with a motor servo
controller that provides the power and regulation for feeding Wire into the
weld puddle. The system controls the feed in Inches per Minute (IPM).
6. AVC FUNCTION - The standard M-227 comes with an Arc Voltage
Control (AVC) Motor Servo. A version of the M-227 is also available
without AVC. The AVC in conjunction with a weld head with an AVC
motor is used to maintain the desired Arc Gap between the Electrode and
the weld puddle.
7. TORCH OSCILLATION - The standard M-227 comes with an OSC Motor
Servo. A version of the M-227 is also available without OSC. The OSC
in conjunction with a weld head with an OSC motor is used to perform both
cross-seam steering during a weld and to provide welding weave across the
weld during rotation.
8. PULSATION - The system can rapidly change or PULSE back and forth
between two (2) different values of CURRENT, TRAVEL, WIRE FEED
and AVC. The normal or HIGH value is designated the PRIMARY value.
The other or LOW value is designated the BACKGROUND value. This
pulsation is done as a function of time by using the PRIMARY and
BACKGROUND PULSE TIMES to set an exact amount of time for each
PRIMARY and BACKGROUND function to occur or the pulsation can be
synchronized to the movement of the Torch Oscillator function.
9. OVERRIDES - The weld schedule programmer can set the M-227 to allow
the operator to change the value of some weld schedule functions. The
programmer can also set limits to the amount of changes the operator can
make to each function.
4.2
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.1 FUNCTIONAL DESCRIPTION, GENERAL
10. FAULT STATUS - The system continuously monitors certain function such
as gas flow, coolant flow, ground fault, system temperature and input AC.
If there are any problems the system will alert the operator and in some
cases, where weld quality might be affected, the system will stop the
welding process.
11. GAS FUNCTIONS - As stated, the M-227 is intended for the GTAW
process. This process requires a welding gas (usually inert) for operation
and the M-227 is equipped with a gas solenoid and input/output connectors
for the control of the welding (arc) gas.
12. PRINT FUNCTIONS - Built into the M-227 is a Thermal Printer. The
printer allows copies of the Library and complete weld schedule to be made.
4.2 WELD LIBRARY AND WELD DESCRIPTION
Each weld schedule programmed into the system memory is identified and
displayed (when selected) with the following information:
1. # = Individual WELD SCHEDULE NUMBER from 001 to 100.
2. OD = Outside diameter in inches or mm of the weld.
3. WALL = Wall thickness in inches or mm of the weld.
4. MAT = Uses abbreviations to identify the base material the schedule is
programmed to run.
5. HEAD = Uses Weld Head Model number to identify what AMI Head the
schedule is programmed to run.
6. PASS = Indicates total number of weld passes programmed to complete the
weld.
4.3 WELD SEQUENCE - Although the M-227 can be used as a manual welding
power source, it is primarily intended to follow an automatic SEQUENCE.
After a weld schedule is selected and the weld head is setup, the SEQUENCE will
be manually started by the operator and the following events will occur
automatically (see figure 5 for the timing chart):
1. EVENT 1: PREPURGE - Welding gas will start to flow (for the entire
weld) from the gas source (user supplied) through the power supply to the
weld head. Complete gas coverage should be obtained before the arc is
struck. How long it flows before the arc is struck is called the PREPURGE
TIME.
4.3
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.3 WELD SEQUENCE
2. EVENT 2: ARC START - When PREPURGE time is complete the M-227
will initiate an arc. The Arc Start MODE can be set to either RF or TOUCH.
In RF mode a high frequency pulse will be generated to establish an arc
between the electrode and the weld joint. In TOUCH mode the AVC will
perform a TOUCH START and initiate the arc (can only be used with
Weld Heads with an AVC function).
3. EVENT 3: LEVEL 1 TIME, START LEVEL, UPSLOPE, TRAVEL and
WIRE START DELAY, AVC START DELAY and OSC UPSLOPE When the arc is established the following functions all start at the same time:
1. LEVEL 1 TIME - When the arc is established all weld functions are
considered to be in LEVEL 1. If the TIMER MODE is in AUTO the
LEVEL 1 Timer will start to count and the M-227 will stay in LEVEL 1
until this time is complete. If the TIMER MODE is set to MANUAL the
system will still be in LEVEL 1 but the timer will not be counting and
the system will stay in LEVEL 1 until the operator manually advances or
ends the sequence.
2. WELD CURRENT START LEVEL - As the arc is established the weld
current will jump to a small value. This current is used to stabilize the
arc and is called the START LEVEL. Its value is programmable and
may need to be changed depending on certain conditions. However, it
is not a multi-level function and it is only used to help initiate the arc.
3. WELD CURRENT UPSLOPE - Sometimes it may be necessary to raise
the weld current to full value slowly. This is called UPSLOPE. When
the arc is established the weld current will start to rise to the PRIMARY
and BACKGROUND (if pulsed) value programmed in LEVEL 1. The
time it takes to rise to full value is the UPSLOPE TIME.
4. PRIMARY and BACKGROUND PULSE TIMES - When the arc is
established and the LEVEL 1 PULSE MODE is programmed to the ON
position, the weld current will be pulsing between the PRIMARY and
BACKGROUND functions at the rate set by the Level 1 PULSE
TIMES.
5. TRAVEL START DELAY - Rotation of the arc should not occur in
most cases, until full penetration of the weld has been achieved. When
the arc is established the TRAVEL START DELAY time will begin to
count. When this programmable period of time is complete the weld
head will start to rotate the arc.
Doc # 740063 Rev E
4.4

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.3 WELD SEQUENCE
3. EVENT 3:
6. WIRE FEED START DELAY - Feeding of the Wire should not occur,
in most cases, until travel has started. When the arc is established the
WIRE FEED START DELAY time will begin to count. When this time
is complete the wire will be able to feed if the Wire Mode is set to ON.
7. AVC START DELAY - The AVC should not be turned on until the
current is near full value and the puddle has stabilized. When the arc is
established the AVC START DELAY time will begin to count. When
this time is complete the AVC will be able to operate.
8. OSCILLATOR UPSLOPE - The Torch Oscillator Upslope is linked to
the current Upslope time. During the Current Upslope time the
Oscillator Amplitude (movement) will start at 0 amplitude and slowly
increase to the full program value of OSC Amplitude by the end of
current Upslope.
9. OSCILLATOR DWELL and EXCURSION TIMERS - The Oscillator
movement is based on time. The Level 1 Dwell and Excursion Timers
start counting at the beginning of Event #3 (if OSC MODE is set to ON).
4. EVENT 4: FULL LEVEL FUNCTIONS - Sometime after the arc is
established, depending on the weld schedule, the current UPSLOPE, OSC
UPSLOPE and all START DELAYS (Travel, Wire, AVC) will be completed
and all of the following functions will be in effect:
1. LEVEL 1 TIME - Will be counting towards 0. During its count all of
the below functions will be occurring:
2. LEVEL 1 PULSE MODE - The PULSE MODE can be set in each
LEVEL to work several different ways:
ON = In the ON mode system will pulse between PRIMARY and
BACKGROUND function values using the PULSE TIMERS for
timing control.
OFF = In the OFF mode all system functions will be in
PRIMARY only. No BACKGROUND functions will be done.
SYNC = In the SYNC Mode the system will pulse between
PRIMARY and BACKGROUND function values using the
Oscillator Dwell and Excursion Timers for pulse control.
4.5
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.3 WELD SEQUENCE
4. EVENT 4: FULL LEVEL FUNCTIONS -
3. LEVEL 1 PRIMARY PULSE TIME - If the LEVEL 1 PULSE MODE
is ON this function will now be timing the Primary pulses (see Event 3).
4. LEVEL 1 BACKGROUND PULSE TIME - If the LEVEL 1 PULSE
MODE is ON this function will now be timing the Background pulses.
5. LEVEL 1 PRIMARY AMPS - After UPSLOPE the system will be
regulating this programmed value of current each time the system goes to
Primary Pulse either using the Level 1 Primary Pulse Time or the Level 1
Osc Dwell Time if the Level 1 Pulse Mode is in SYNC.
6. LEVEL 1 BACKGROUND AMPS - If the LEVEL 1 PULSE MODE
was programmed to ON or SYNC, the system will be regulate the
Level 1 Background current value after each Level 1 Primary pulse.
7. LEVEL 1 TRAVEL MODE - After the TRAVEL START DELAY time
is complete the Travel will function in one of these programmable modes.
OFF = Will prevent rotation from occurring.
CONT = Runs the travel at the PRIMARY-RPM speed only,
regardless of PULSE MODE.
STEP = Will pulse the travel between the PRIMARY-RPM and
BACKGROUND-RPM speed. If the TRAVEL MODE is in
STEP but the PULSE MODE is in OFF then only PRIMARY will
occur (without pulsing there are no background functions).
8. LEVEL 1 PRIMARY-RPM - After the Travel Start Delay time is
complete the travel function will begin. If the Level 1 Travel Mode is
programmed to CONT the travel will be rotating the arc at the Primary RPM rate continuously regardless of any pulsing. If the Travel Mode is
STEP it will rotate the arc at the Primary-RPM speed each time the
system goes to PRIMARY.
9. LEVEL 1 BACKGROUND RPM - If the LEVEL 1 PULSE MODE is in
ON or SYNC and the TRAVEL MODE is in STEP the system will
rotate the arc at the BACKGROUND-RPM each time the system goes to
a BACKGROUND pulse.
NOTE
Travel direction is programmable CLOCKWISE or COUNTER CLOCKWISE. After the Travel Start Delay the Head will rotate in the
programmed direction. The direction is not programmable by LEVELS.
4.6
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
Doc # 740063 Rev E
SEQUENCE TIMING CHART
4.7

MODEL 227
OPERATION MANUAL
Doc # 740063 Rev E
PANEL KEY LOCATIONS
4.8

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.3 WELD SEQUENCE
4. EVENT 4: FULL LEVEL FUNCTIONS -
10. LEVEL 1 PRIMARY WIRE - After the Wire Start Delay time is
complete the Wire Feeder will feed at the Primary Wire Feed value
whenever the system is in Primary and the Wire Mode is set to ON.
11. LEVEL 1 BACKGROUND WIRE - After the Wire Start Delay is
complete the Wire Feeder will feed at the Background Wire Feed value
whenever the system is in Background and the Wire Mode is ON.
12. LEVEL 1 AVC MODE - The AVC can be set in each Level to work
several different ways:
OFF = Will prevent the AVC servo from operating.
CONT = Allows the AVC to work continuously both in the
PRIMARY and BACKGROUND functions, using the Level 1
AVC value when in Primary and using the Level 1 Background
AVC value when in Background.
SAMP/PRI = Allows the AVC to work only during the
PRIMARY current, using only the Primary AVC value. The
AVC position will not move during Background.
SAMP/BCK = Allows the AVC to work only during the
BACKGROUND current. using only the Background AVC
value. The AVC position will not move during Primary.
13. LEVEL 1 PRIMARY AVC - After the AVC START DELAY time is
complete and the AVC MODE is in CONT or SAMP/PRI. the AVC
will maintain this value during the Primary current.
14. LEVEL 1 BACKGROUND AVC - After the AVC START DELAY
time is complete and the AVC MODE is in CONT or SAMP/BCK the
AVC will maintain this value during the Background current.
15. LEVEL 1 OSCILLATOR AMPLITUDE - Is the distance the Torch
Oscillator will move from full IN to full OUT during the EXCURSION
TIME programmed in LEVEL 1.
16. LEVEL 1 OSCILLATOR EXCURSION TIME - The time in LEVEL
1 that the oscillator will travel from full IN to full OUT position.
17. LEVEL 1 IN DWELL TIME - The amount of time the oscillator will
stay at the IN position before EXCURSION to the OUT position.
18. LEVEL 1 OUT DWELL TIME - The amount of time the oscillator
will stay at the OUT position before EXCURSION to the IN position.
Doc # 740063 Rev E
4.9

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.3 WELD SEQUENCE
5. EVENT 5: LEVEL 2 TO LAST PROGRAMMED LEVEL - As the arc is
rotated around the weld it is usually necessary to program changes in the
current, pulse times, modes and rotation speed. These changes are called
LEVELS and up to 100 can be programmed for each sequence. Each
LEVEL contains the same functions and options as EVENT 4. In TIMER
MODE AUTO each LEVEL TIME sets the duration of that level. TIMER
MODE MANUAL the system will stay in a programmed level until
MANUAL ADVANCED by the Operator (from the Remote Pendant).
6. EVENT 6: DOWNSLOPE - When the last programmed LEVEL is
complete the WELD SEQUENCE will begin the process of stopping
as follows:
1. Current and Oscillator DOWNSLOPE - To avoid cratering and cracking
of the weld the current and oscillator need to be reduced slowly. The last
LEVEL PRIMARY-AMP value and BACKGROUND-AMP value (if
pulsed) and OSC AMPLITUDE will start to decrease towards 0. The
time it takes to reach arc cutoff (about 3 amps) is called the
DOWNSLOPE time and it is programmable.
2. WIRE STOP DELAY TIMER - At the end of the last Level the WIRE
STOP DELAY time will start counting. The WIRE will continue to feed
until this time is complete. When the wire quits feeding the wire will
automatically retract (go in reverse) for the programmed RETRACT
TIME.
3. AVC STOP DELAY - At the end of the last Level the AVC STOP
DELAY time will start counting. The AVC will continue to operate until
this time is complete.
NOTE
The ROTATION function does not have a STOP DELAY. The Weld Head
will continue to TRAVEL for the DOWNSLOPE time and then turn off.
7. EVENT 7: POSTPURGE - At the end of DOWNSLOPE, when the current
is less than 3 amperes, the arc will go out. All functions except gas flow will
stop. The gas should not be stopped until the weld and electrode are cooled
enough to prevent oxidation. How long the gas continues to flow is called
the POSTPURGE TIME.
4.10
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.3 WELD SEQUENCE
8. EVENT 8: RETURN TO HOME AND RESET - When POSTPURGE is
complete the gas will shut off. When the gas shuts off, Weld Heads with
“Return to Home” functions (M-9, M-95, M-79) will then have the rotor
automatically return to the open position for removal. The System will then
reset and be ready to make another weld.
4.4 PANEL KEYS - The following are descriptions of all active operating keys
contained on the system Main Panel (see figure 6):
1. ALL STOP KEY - Active only during weld sequence in test or weld mode.
When pressed it will stop the sequence, turn off the arc with no downslope
and start the postpurge process (see 4.3 event 7).
2. C KEY - Used for screen clear or cancel, it will end (without storing) the
screen being displayed and return to the beginning of any step. The screen
will prompt the operator to indicate what will happen if the C key is pressed.
3. CE KEY - The Clear Entry key is used to clear numbers entered with the
numeric keys before the ENTER key is pressed. Use this key when a mistake
is make using the numeric keys.
4. ENTER KEY - Used at the end of each step to indicate completion and to
move to the next step or screen.
5. F KEYS - These are function keys numbered 1 to 16. Each key is aligned
with a portion of the display and are used to activate, cycle or alter the item
displayed above or below it. Each key will alter different functions
depending on whet screen is being displayed. Use of the F keys is always
prompted by the screens.
6. L KEY - The M-227 is multi-lingual. Pressing this key will change the
display from English to French to German, etc.. The L key is always active.
7. LIB KEY - Used to access the LIBRARY (weld schedule memory/storage).
8. MANUAL PURGE KEY - Active at all times. Used for manually turning
on the gas solenoid. When ON, the gas solenoid will be energized and it
will stay ON until this key is manually pressed again.
9. METER KEY - Only one of the displays is used as a BAR GRAPH METER
during Welding. Limited functions are shown. Use this key to access the
desired meter function. Remember that meter readouts are provided for
functional troubleshooting only. They are not intended for verification of
system performance.
4.11
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.4 PANEL KEYS
10. NEXT LEVEL KEY - Active when weld schedules with more than one
level are being displayed. An * will appear on the displays to indicate that
more levels are programmed for that weld schedule.
11. NEXT PASS KEY - Used to retrieve from memory the next weld pass
parameters for the weld schedule being used.
12. NEXT SCREEN KEY - Active when another screen (more data) is available
for a weld schedule or function. An * will appear on the display to indicate
that more data is available on the next screen.
13. NUMERIC KEYS - Used to select weld schedule number (3) or to enter
numbers during programming, overriding and set-up functions.
14. PREV LEVEL KEY - Same as NEXT LEVEL but levels appear in reverse
order.
15. PREV PASS KEY - Used to retrieve from memory the previous parameters
used for the previous pass.
16. PREV SCREEN KEY - Same as NEXT SCREEN but screens appear in
reverse order.
17. PRINT KEY - If pressed when the status screen is displayed a copy of
system hours and software revision will be printed. If pressed during the
library screen a copy of the entire library will be printed. If pressed while
displaying a weld schedule the entire weld schedule will be printed. This key
will not be activate any other time. It cannot be used during an actual weld
sequence. The date will be printed on every copy.
18. PRO KEY - Active only if the OPERATE MODE SWITCH is in the
PROGRAM position. Pressing the PRO key from the Status screen will
access the programming modes. During programming the PRO key is also
used to store information.
19. SEQ START KEY - Active with the schedule screen. When pressed this
key will start the weld sequence (see 4.3).
20. SEQ STOP KEY - Active only during weld sequence. When pressed this key
will stop the weld sequence and start the downslope function (4.3 event 6).
4.12
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV – SYSTEM FUNCTIONS
4.4 PANEL KEYS
21. SET UP KEY - Active at all times except during a weld sequence. When
pressed this key will allow access to various set-up options (see 4.8).
22. TVL CW JOG KEY - Active at all times. When pressed the weld head will
rotate the electrode in the counterclockwise direction
23. TVL CCW JOG KEY - Active at all times. When pressed the weld head
will rotate the electrode in the counterclockwise direction.
24. WELD/TEST KEY - At power on the M-227 will always be in the TEST
mode. In TEST mode a weld sequence can be run but NO ARC will be
struck. The user must press this key to initiate WELD mode. Once this is
done the M-227 will stay in WELD mode as long as the same weld schedule
is displayed. Changing schedules will cause the system to return to the
TEST mode.
25. WIRE JOG FWD KEY - Used to feed the wire out manually before
sequence for installation and set-up purposes.
26. WIRE JOG REV KEY - Used to pull the wire back manually before
sequence for installation and set-up purposes. This key should be used
sparingly because most weld heads do not have a reel take up function and
the wire can back-lash if too much wire is retracted.
27. WIRE MODE ON/OFF KEY - After Wire Start Delay the Wire can only
turn on if the wire mode is set to ON.
28. AVC UP JOG KEY - Used to move, prior to and after welding, the AVC
(and torch) in the up direction.
29. AVC DOWN JOG KEY - Used to move, prior to and after welding, the
AVC (and torch) in the down direction.
30. OSC IN JOG KEY - Used to STEER the Oscillator and torch toward (IN) the
Weld Head.
31. OSC OUT JOG KEY - Used to STEER the Oscillator and torch away (OUT)
from the Weld Head.
32. STOP PRINT KEY - This key will allow the user to stop the printing
process for any reason.
33. PAPER FEED KEY - This key allows the user to advance the paper in the
printer.
4.13
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.5 OPERATE MODE SWITCH
This is a three position switch with a locking key. When set to the desired position
(mode) the key can be removed, to prevent any non-key holder from changing the
mode.
1. OPERATE/WELD SELECT POSITION - The OPERATE mode is for
standard welding operations. It allows access to all weld schedules and set up screens. All normal system operations, such as weld sequence, etc. are
performed in this mode. In this mode the operator CANNOT perform any
PROGRAMMING functions or changes to the memory such as creating,
modifying, transferring or deleting.
2. MODE LOCK - After weld schedule has been selected it may be locked-in
to prevent selection of any other weld schedule. This feature is intended
primarily for when the operator is welding out-of-sight of the M-227 or if a
supervisor wishes to insure that ONLY a particular weld schedule is used.
3. PROGRAM/OPERATE - In order to CREATE, MODIFY, TRANSFER,
COPY or DELETE a weld schedule in the system memory, the mode switch
must be set to this position. All system operations, such as weld sequence,
can also be performed in this mode.
CAUTION
Authorization and access to the OPERATE MODE KEY should be controlled.
When the switch is set to the PROGRAM mode the operator may permanently
MODIFY (change) or DELETE weld schedule information contained in the
system memory.
4.6 FAULTS
The M-227 has the ability to monitor certain functions. If they are not working
correctly a system fault (FLT) will alert the operator to the problem. The following is
a description of each type of fault (FLT):
1. TEMP FLT - Power supply internal TEMPERATURE IS TOO HIGH
Fault creates an ALL STOP condition if it occurs during weld sequence.
2. COOL FLT - Insufficient TORCH COOLANT FLOW. Active only with
the M227/207-CW or M207-CW option and the fault can be disabled from the
SETUP Screen.
When active the fault creates an ALL STOP condition if it occurs during
weld sequence.
3. LVPS FLT - Problem with the Low Voltage DC Power Supplies. Fault
creates SEQ STOP if it occurs during weld sequence.
4.14
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.6 FAULTS
4. GAS FLT - TORCH GAS FLOW is not detected. Fault creates an ALL
STOP if it occurs during a weld.
5. INPUT FLT - If the M-227 cannot achieve desired outputs because of
inadequate AC input. Fault creates a SEQ STOP of it occurs during a weld.
6. SENSOR 1,2,3 - User defined (see 4.7, 4.8 and 5.8).
7. BAD START - Indicates that the system was unable to sustain an arc.
8. STUB OUT - If the Arc Voltage gets too low or the electrode should touch
the puddle then a stub out will occur.
9. HIGH VOLTS - If the Arc Voltage gets too high a fault will occur.
10. GROUND FAULT - On Heads with Ground Fault Sense, if the Work
Ground is not connected to the Work piece the system will detect this and
prevent arc start.
11. OSC LIMIT - On Heads with OSC limit switches, if they are engaged the
system will create an ALL STOP.
12. AVC LIMIT - On Heads with AVC limit switches, if they are engaged the
system will create an ALL STOP.
The method of alerting the operator depends on what the fault is and when it
occurs. A problem with TEMP, LVPS or INPUTAC when the M-227 is first
turned on will create a FAULT SCREEN and the fault must be corrected before
the M-227 will proceed with any other functions.
A problem with COOL, GAS or SENSOR is common at power on or when
preparing for welding. These items will only create the FAULT SCREEN if they
occur during weld sequence. BAD START appears only during weld sequence
(after pre-purge) and does not create a fault screen.
STUB OUT and HIGH VOLTS will only occur during a weld and will cause an
ALL STOP condition. After postpurge the normal “return to home” sequence will
also be disabled.
4.15
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
4.7 SENSOR 1, 2, 3 FAULTS
The M-227 has 3 separate inputs that the user can define for creating a fault
condition based on some external problem. The most common is connecting a gas
analyzer(s) to the M-227 to detect excessive Oxygen in the I.D. purge of a weld.
The user must make these connections and uses the SET-UP screen (see 5.8) to
define what a fault is for this external input.
4.8 SET-UP FUNCTIONS
The following SET-UP functions provide some customizing and calculating
features to enhance system performance:
1. CALCULATE - Calculates TUNGSTEN LENGTH, IPM to RPM
conversions and WELD TIME.
2. WELD-SELECT - The M227-RP may select up to 4 pre-determined weld
schedules from memory. This function defines the schedules that are picked.
3. COOLANT FAULT - Used to enable or disable Coolant Fault whether or
not a M227/207-CW or M207-CW is connected.
4. REV - Used to display the SOFTWARE REVISION of a particular M-227.
Depending on intended use, M-227’s may have different software revisions.
5. PRINT EMM - Used to print a copy of the EMM memory.
6. AMP - TIME - Used to change the last significant digit of Level Current or
Level Time from whole numbers to tenths (000 to 000.0).
7. ARC V FLT - Used to de-activate STUB OUT and HIGH VOLT faults
These faults are usually needed to be turned off for manual welding.
8. SENSORS - Activates and defines EXTERNAL Fault inputs (see 5.8).
9. PRINTER - Used to select AUTO or MANUAL print mode.
10. OSC SPEED - Used to set the speed that the OSC IN Key and OSC OUT
key move the Oscillator Steering.
11. DATE RESET - Used to reset the DATE.
12. AVC JOG SPEED - Used to set the speed of the AVC JOG UP and AVC
JOG DOWN. Primarily used to refine Touch Start Operation.
13. OPERATOR I.D. - Allows the Operator to enter his name or ID number.
Once entered it will be printed on all copies of weld schedules.
14. POWER SUPPLY SERIAL NUMBER - Allows entry of Power Supply
Serial #. Once entered it will be printed on all copies of weld schedules.
Doc # 740063 Rev E
SECTION IV - SYSTEM FUNCTIONS
4.16

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.9 GLOSSARY OF DISPLAY SYMBOLS AND ABBREVIATIONS - The M-227
displays contain many abbreviations. The following is an alphabetical listing:
AL = Aluminum
AMP = Amperes
BCK = Background (low value of a function that pulses)
CAL = Calibrate or calibration
CCW = Counterclockwise
CONT = Continuous operation
COOL = Coolant flow
CS = Carbon steel
CW = Clockwise
DLY = Delay time
EXT = External input or function
FLT = Fault
HAS = Hastaloy
INC = Inconel
INPUTAC = Input power AC voltage check
IPM = Inches per minute
LIB = Library, listing of programmed weld schedules
LVL = Level or levels
LVPS = Low voltage DC power supply check
MAT = Material
MNL = Monel
OD = Outside diameter
OK = Mean monitored function is operating properly.
PRE-PURGE-POST = PREPURGE, postpurge columns.
PRI = Primary function value
PRI-AMP-BCK = Primary amp, background amp columns
PRI-PULSE-BCK = Primary time, background time columns
PRI-RPM-BCK = Primary speed, background speed columns
PRO = Program mode
REV = Software revision or sometimes Reverse
ROT = Rotation or travel function
ROT DLY = Rotation or travel start delay time
RPM = Revolutions per minute
SP = Special material
SS = Stainless steel
SYS HOURS = System hours indicate total power-on time.
TEMP = Power supply internal temperature
TI = Titanium
# = Weld schedule number
* = Indicates that more information is available
Doc # 740063 Rev E
4.17

MODEL 227
OPERATION MANUAL
SECTION IV - SYSTEM FUNCTIONS
4.10 GLOSSARY OF DISPLAY TERMS - The M-227 displays contain many terms that
do not relate directly to a function or sequence. The following is a listing of
those terms:
AMIWELD = Name, type and revision of software
ARC GAP = Distance needed between electrode and weld.
ARC HOURS = Total hours system has been welding.
BAD START = Problem has occurred with RF start.
CALCULATE = Function calculates RPM or tungsten length.
CANCEL = Ends step without storing or completing.
COPY = Allows a schedule to be copied with a new #.
CREATE = For creating a new weld schedule.
DATE RESET = Resets date function.
DELETE = Used to delete a weld schedule from memory.
INVALID NUMBER = Can appear by attempting to CREATE a weld
schedule that already exists or by Selecting a weld
schedule that does not exist.
MODE LOCK = Screen cannot be changed. Weld schedule (if
selected) will be locked in.
MODIFY = Used to permanently change a weld schedule.
OPERATE = Operate mode only, cannot program.
OVERRIDES = Ability to change a value temporarily.
PROGRAM/OPERATE = Ability to program or operate.
RING = Insert ring is used for filler material.
ROTOR OD = Outside diameter of M-9 rotor.
SENSOR 1,2,3 = User defined faults.
STORE = Puts weld information into memory.
TRANSFER = Allows copying of memory to another M-227 or
to the M-227-EMM.
TYPE = Describes the basic type of weld.
WALL = Wall thickness of the weld.
WARNING = Used to indicate that if step is continued a
permanent loss of information will result.
4.18
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION V - OPERATION
5.0 INTRODUCTION
Operation covers those steps that must be taken to actually perform a weld.
Programming and development of schedules are not covered in this section.
It is very important to insure, before operating, that the operator has INSTALLED
the M-227 per section III and has a good understanding of functions from section IV.
Function explanations are not covered in this section.
The M-227 uses two displays to provide information and instructions for use. For
the most part, the information and instructions presented on these displays are
adequate explanation of operation. This section is only intended as a guideline to get
started with for first time users AFTER HAVING ATTENDED AN AMI
M-227 TRAINING CLASS.
5.1 INITIAL POWER ON/STATUS SCREEN
1. Before connecting or energizing the AC power; verify that all input power
set up requirements of Section III have been complied with.
WARNING
Applying 200 VAC or greater input power to a M-227 set up for 110 VAC
operation WILL CAUSE THE INPUT VARISTERS TO FAIL. MAKE
SURE THE INPUT POWER SET UP IS CORRECT FOR THE POWER
BEING USED.
2. The M-227 can be turned on without the adapter cable, gas hoses or weld
head connected. However, to verify proper operation they must be
connected. Insure that all of these connections are per Section III.
3. Plug in the AC power cable to the AC source. Move the circuit breaker
(CB1) to the ON position.
4. After a few seconds the STATUS SCREEN will appear as shown on the
next page:
NOTE
If the input power is too low it is possible for the screens not to turn on,
be scrambled or get a fault screen indicating a LVPS fault. If these
conditions occur recycle CB1. If they continue to occur check the input
power and the power setup of the M-227.
5.1
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION V - OPERATION
5.1 INITIAL POWER ON/STATUS SCREEN
4. (continued)
UPPER SCREEN
TO WELD PRESS LIB TO PROGRAM PRESS PRO
SYS HOURS - 00000.0 ARC HOURS - 00000.0
LOWER SCREEN
TEMP-OK INPUTAC-OK GAS-OK LVPS-OK
COOL-OK SENSOR1-OK 2-OK 3-OK
Actual hours will appear where the above show 0. COOL, GAS or
SENSOR 1,2,3 may indicate FLT where OK appears. This is considered
normal at power-up.
5.2 USE OF NEXT/PREV SCREENS/LEVELS
Weld schedules contain more data than can be shown at one time. To display this
data the NEXT/PREV SCREEN keys and NEXT/PREV LEVEL keys must be
used. These keys are located at the corners of the lower display. When there is
more data on another screen or level, a flashing * will appear in the appropriate
corner (s) to indicate that more information is available.
Screen/Level keys are used in selection of a weld schedule and all weld schedules
use 8 basic Lower Screen Displays that appear in the following order:
1. PROMPT SCREEN = Appears when a weld schedule is called up from
memory. Gives instructions in lower display and shows Library Description,
Weld Mode and Fault Status in upper display.
2. LEVEL 01 AMPS - TIME - PULSE = Displays the value of Amps, Level
Time and Pulse Times for Level 1.
3. LEVEL 01 RPM/IPM - MODES = Displays the value of Travel Speeds,
Travel Mode and Pulse Mode for Level 1.
4. LEVEL 01 WIRE -AVC-AVC MODE = Displays the value of Wire Feed
Speeds, AVC settings and AVC MODE for Level 1.
5. LEVEL 01 OSC = Displays the value of Osc Amplitude, IN Dwell, Out
Dwell and Excursion times for Level 1.
5.2
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
5.2 USE OF NEXT/PREV SCREENS/LEVELS
6. PURGE - SLOPE - ROT DELAY = Displays the time for Prepurge,
Postpurge, Upslope, Downslope Rotation Direction and Rotation Start
7. WF DELAY - RETRACT - T/MODE - OSC MODE = Displays settings
for Wire Feed Start Delay, Stop Delay, Wire Retract Time, Timer Mode and
Osc Mode
8. AVC DELAY - START MODE - RESPONSE - START LEVEL =
Displays settings for AVC Start Delay, Stop Delay, Response and Start Level.
Pressing the NEXT SCREEN key will advance the display in the above order.
When viewing screen 2 to 8 (above) pressing the PREV SCREEN key will
reverse the order.
The weld schedule can be programmed to have up to a 100 levels of screen 2, 3, 4
and 5. When viewing screen 2, 3, 4 or 5 the operator can press the NEXT LEVEL
key to view the values for the next level for those same functions (if programmed).
When displaying level 2 or greater, pressing the PREV LEVEL key will then
display the previous level.
Pressing the NEXT SCREEN or PREV SCREEN key after using the NEXT
LEVEL or PREV LEVEL key will display the NEXT SCREEN for that LEVEL,
except if the next screen is 1, 6, 7 or 8, these screens are the same for all levels.
Reference figure 7 for a flow chart on the use of NEXT/PREV SCREEN and
LEVEL keys.
5.3 WELD SCHEDULE SELECTION
The following describes how to select a weld schedule from the LIBRARY. The
Operate Mode switch must be in the OPERATE or PROGRAM position. Be sure
to have read section 5.2 (use the Next/Prev keys) before proceeding.
1. The STATUS Screen of 5.1 should be displayed. If not press the C key until
until the STATUS screen appears.
2. Press the LIB key and the following display will appear:
Doc # 740063 Rev E
SECTION V - OPERATION
5.3

MODEL 227
OPERATION MANUAL
SECTION V - OPERATION
5.3 WELD SCHEDULE SELECTION
2. (continued)
USE SCREEN KEYS TO FIND # PRESS ENTER
OR IF # IS KNOWN ENTER #--- PRESS ENTER
# OD WALL MAT HEAD PASSES *
001 1.500 .065 SS 95 10 *
Instructions are displayed on the upper screen. The first weld schedule in
memory (may not be #001) will be displayed on the lower screen.
3. If you know what weld schedule you want, enter its number using the numeric
keys. The numbers will appear in the --- area as you enter them. If you make a
mistake press CE and start over. When you have entered and verified the
correct number press the ENTER key. After a few seconds your selected weld
schedule will appear on the display. Proceed to step 5.
4. To find the weld schedule you want press the NEXT SCREEN key. The next
weld schedule in memory will be displayed . Continue pressing the NEXT
SCREEN key until the desired weld schedule appears. When the desired
schedule appears, press the ENTER key. After a few seconds your selected
weld schedule will appear on the display.
5. When the weld schedule is called up from memory it will appear on the
screens like this:
# OD WALL MAT HEAD PASS READY
001 1.500 .065 SS 95 01 TO TEST
USE NEXT SCREEN FOR VALUES THEN F KEYS *
TO CHANGE VALUES - USE SEQ START TO WELD
READY TO TEST may say FAULT _______ with an explanation in the _____
space as to what the fault is. The fault must be corrected before proceeding.
5.4 PASS ADVANCE
1. When a Weld Schedule is selected it will always come up showing the first
pass (01). Pressing the NEXT PASS Key will access the second (02) pass (if
there is one).
2. Use the PREV PASS key to return to Pass 01. Continue to use the
NEXT/PREV PASS Keys to access the desired Weld Pass Parameters.
5.4
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
Doc # 740063 Rev E
USE OF NEXT/PREVIOUS KEYS
5.5

MODEL 227
OPERATION MANUAL
SECTION V - OPERATION
5.5 VIEWING FUNCTION VALUES
NOTE
Insure that section 5.2 ( use of Next/Prev keys) has been reviewed before
proceeding.
1. Pressing the NEXT SCREEN key after the weld schedule has been selected
from the library will result in the following screen:
# OD WALL MAT HEAD PASS READY
001 1.500 .065 SS 95 01 TO TEST
*LVL-TIME PRI--AMP--BCK PRI-PULSE-BCK*
01 000 000 000 0.00 0.00*
The above shows amperes, pulse times and level time (duration) for level 1 of
the schedule.
2. After reviewing this information the operator can do one of the following:
1. Make changes to these level 1 functions (see 5.6)
2. Press the NEXT LEVEL or NEXT SCREEN key to review the entire weld
schedule as depicted in figure 7 and make changes if desired.
3. Press the SEQ START key to run this weld sequence
5.6 OVERRIDING FUNCTION VALUES
Each weld schedule in the M-227 library can be programmed to allow unlimited,
limited or NO changes to be made to the function values of the weld schedule. If the
weld schedule allows changes to be made use the following procedure.
1. Use the NEXT SCREEN and/or NEXT LEVEL keys until the function value
to be changed appears on the screen.
2. Directly above and below each function value is an F key. When either one is
pressed the first time, the function to be changed will start to blink.
3. The value can be changed two ways. A small INCREASE in the value can be
made by pressing the UPPER F key. A DECREASE in the value can be made
by pressing the LOWER F key. Each time the F key is pressed the value will
change by the smallest programmable increment. Large changes should be
done by using the numeric keys. With the function blinking (step 2) enter the
new value using the numeric key pad. Verify that the new value appears on the
display. If you make a mistake press the CE key and try again.
5.6
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
5.6 OVERRIDING FUNCTION VALUES
4. When the new value is displayed and verified, press the ENTER key. The
function will stop blinking and the system is ready to change another value or
to operate.
5. MODES such as TIMER, ROT, etc. are not controlled by any limits and can be
changed overridden by the Operator by using the F key to change the MODE.
5.7 SET UP FUNCTIONS
There are two types of SET UP screens. Both are accessed with the SET UP key.
One type appears when the System Mode is set to Operate and both appear when
The System Mode is set to OPERATE and both appear when the System Mode is
set to PROGRAM.
The SET UP screens offer special functions that can ENHANCE or in some cases
CHANGE the way the M-227 operates. It is important for the user to understand
these features. Under some conditions, if not properly set, undesirable performance
can occur.
1. OPERATE MODE SET UP FUNCTIONS - Pressing the SET UP key on the
M-227 panel when on the STATUS SCREEN or WELD SCREEN with the
System Mode set to OPERATE will access the first of three SET UP screens
that contain the following functions:
1. CALCULATE - Pressing the F key under this choice will access a prompt
screen for calculating Tungsten Length or RPM or Weld Time. Follow the
instruction on the screen to make these calculations. These features can be
very helpful when creating new weld procedures.
2. WELD SELECT - This feature is used to select up to 4 different weld
schedules to be accessible by M-227-RP Remote Pendant. Press the F key
under Weld Select and follow the instructions on the display.
3. COOLANT FAULT - If the Coolant Fault is ON the M-227 will look to see
if an optional M227/207-CW or M207-CW Cooling Unit is connected. If it is
then the M-227will require that coolant be flowing or else it will create a fault.
If for some reason the Cooling Unit is connected but not being used the
operator can change this Coolant Fault Set Up to OFF and no coolant fault will
be detected.
Severe damage to the weld head and cables can occur if you have the
Coolant Fault turned OFF and are operating a weld head that needs
coolant and then you forget to turn the cooler on or to make the connections.
Doc # 740063 Rev E
SECTION V - OPERATION
NOTE
CAUTION
5.7

MODEL 227
OPERATION MANUAL
5.7 SET UP FUNCTIONS
1. OPERATE MODE SET UP SCREENS
4. REV - Pressing the F key under this will show the current software
REVISION installed. This can be important when discussing problems or
features with an AMI representative.
The following SET UP functions are accessed by pressing NEXT SCREEN
from the first SET UP screen.
5. Print EMM - Pressing the F key under this choice will create a Print out of
the LIBRARY contained in M-207-EMM Option (EMM must be installed).
6. AMP - TIME - This feature allows the user to change the programmable
increments of LEVEL AMPS or LEVEL TIME from 000 (whole numbers)
to 000.0 (tenths) .
This is not on an individual WELD # basis. All WELD # will be changed
automatically. If a WELD # was originally programmed for 87.7 amperes
and this is changed to whole numbers the WELD # when accessed will then
call for 87 amperes (it will drop the digit, not round off).
7. ARC V FAULT - This feature can turn this FAULT ON or OFF. When
ON a STUB OUT will be created if the ARC VOLTAGE goes below 5 V
or a HIGH VOLTS fault if the VOLTAGE goes over 20 V . These
conditions only occur in automatic welding if something is wrong .
However, in manual welding these conditions can occur without anything
being wrong . THIS FEATURE NEEDS TO BE SET TO OFF FOR
MANUAL WELDING .
The following SET UP functions are accessed by pressing NEXT SCREEN
from the second SET UP screen.
8. OPERATOR ID - This feature allows the Operator to enter his name into
system memory and the M-227 will record that name onto every print out
run after a weld sequence.
9. SERIAL NUMBER - This feature allows the entry of the Power Supply
Serial number into system memory and the M-227 will record that SN# onto
every print out run after a weld sequence.
Doc # 740063 Rev E
SECTION V - OPERATION
NOTE
NOTE
NOTE
5.8

MODEL 227
OPERATION MANUAL
5.7 SET UP FUNCTIONS
2. PROGRAM MODE SET UP FUNCTIONS - If the System Mode Key is set to
PROGRAM these additional functions can be shown after the first three SET
UP screens, press the NEXT SCREEN key to access.
1. SENSORS - The M-227 FAULT detection system has an EXTERNAL input
feature that allows the user to monitor up to 3 external functions (such as an
Oxygen Analyzer) and create a M-227 FAULT if that external feature
should fail .
Pressing the F key under this will allow the user to turn any or all of the 3
Sensors ON and select whether the FAULT should occur with a LOW input
signal or a HIGH input signal. Reference AMI drawing 45B072514 for pin
connections and electrical signal information about HIGH and LOW.
2. PRINTER MODE - The M-227 can be set up to make a print out of the
WELD # automatically (AUTO) after every Sequence. If set to MANUAL
print will only be made if the PRINT key is pressed after a weld sequence.
The following SET UP functions are accessed by pressing the NEXT
SCREEN key from the fourth SET UP screen.
3. OSC JOG - Use this feature to set the OSC STEERING speed. Weld
Head models with an OSC function can very as to the motor speed and
sensitivity when trying to steer. This feature is used to adjust the
movement to optimum for the model being used.
4. DATE RESET - Use this feature to reset the date. Usually required after
the BATRAM has been replaced (see section VII).
5. AVC JOG SPEED - Use this feature to set the AVC UP JOG SPEED and
the AVC DOWN JOG speed. Weld Head models with an AVC function
can very as to the motor speed. This can cause variations in the Touch
Start function. Use this feature to adjust the jog speeds (up and down) to
achieve the best Touch Start performance for the model being used.
Doc # 740063 Rev E
SECTION V - OPERATION
NOTE
5.9

MODEL 227
OPERATION MANUAL
Doc # 740063 Rev E
STANDARD REMOTE PENDANT
5.10

MODEL 227
OPERATION MANUAL
SECTION V - OPERATION
5.8 REMOTE PENDANT (RP) OPERATION
1. A complete understanding of system operation is needed for proper use of the
RP. All previous sections of this manual and all previous steps of this section
should be read before proceeding with RP operation.
2. The following functions and features are provided by the standard RP:
1. Sequence Start key 2. Sequence Stop key
3. All Stop key 4. Travel Jog CW key
5. Travel jog CCW key 6. Weld/Test Mode key
7. Wire Feed Mode key 8. Wire Feed Jog key
9. Wire Retract Jog key 10. Osc IN Jog key
11. Osc OUT Jog key 12. AVC UP Jog key
13. AVC DOWN Jog key 14. Primary Amp Override key
15. Background Amp Override key 16. Primary Wire Feed Override key
17 Background Wire Feed Override key 18. Arrow Up key
19. Arrow Down key 20. Special Function key
21. Next key 22. Prev key
23. Primary Pulse Time Override key 24. Background Pulse Override key
25. Primary Travel Speed Override key 26. Background Tvl Override key
27. Primary AVC Override key 28. Background AVC Override key
29. Osc Amplitude Override key 30. Excursion Time Override key
31. IN Dwell time Override key 32. OUT Dwell time Override key
33. 8 character digital status display
2. Items 1 to 13 above are duplicates of keys contained on the M-227 panel. They
work exactly the same as the keys on the panel. When the RP is connected
these keys and the identical ones on the M-227 panel are active at the same
times. Pressing either key will perform the function desired .
3. The 8-charter digital display is used to indicate to the operator what particular
mode or area of a weld schedule the system is in.
When the M-227 is first turned ON the RP display will say NO SEQ. This
indicates to the operator that no weld schedule has been selected. When a
schedule is selected the display will show 001 TEST. This indicates that PASS
# 1 of a Weld Schedule has been called up and that the system is in TEST mode.
At other times it may indicate WELD or FLT depending on system status.
NOTE
If the power was turned off while a weld schedule was displayed the
system will power up with that schedule displayed again. The NO SEQ display
applies to power ON when power OFF occurred without a weld schedule
displayed.
5.11
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION V - OPERATION
5.8 REMOTE PENDANT (RP) OPERATION
3. (continued)
When the weld sequence is started the display will indicate progression through
PURGE, UPSLOPE, LVL 01 (etc.), DOWNSLOPE and then
POSTPURGE.
4. The Override Keys allow the operator to change Amps, Volts, TVL, OSC and
Wire Values (with-in set limits) . After a Pass is called up pressing one of these
keys will change the display to show the value of that function. Using the Arrow
Up key will then increase the amount . Using the Arrow Down key will then
decrease the amount.The same Operation can also be done DURING SEQUENCE
as well.
Overridden values only stay as long as that pass is displayed. If another pass is
called up and then the original one is called up again the values will be as
originally programmed, not as previously overridden. With the Operate Mode
key in PROGRAM it is possible to save or MODIFY the original parameters
with the new overridden values . See Special Function Key operation (step 5)
for more details.
Using the Override Keys only OVERRIDES the function value in the
LEVEL displayed . During Sequence you cannot Override a value in
another LEVEL . Before Sequence it can be done by use of the MAN ADV
special Function. See Special Function Key operation (step 5) for more details.
5. SPECIAL FUNCTION KEY - The Pendant Special Function key allows access
and manipulation of many additional functions. This feature works ONLY
WHEN NOT IN WELD SEQUENCE. Each time the Special Function key is
pressed the display will change in the following order :
1. PASS - This allows the user to select the next or previous pass in the Weld
Schedule . Pressing the NEXT Key will access the next pass, if there is
one. Pressing the PREV Key will access the last pass, if there is one .
When pressed the display will leave the Special Function and show the
Weld pass # and System mode (002 TEST) as previously described.
2. PURGE - Press the NEXT Key to manually change the state of the Gas
Solenoid . It will turn ON or OFF depending on its condition . Press the
NEXT Key again to return the Gas Solenoid to its original state . You can
continue to cycle the Solenoid in this way until another function is chosen
(like jogging, etc.).
5.12
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION V - OPERATION
5.8 REMOTE PENDANT (RP) OPERATION
5. SPECIAL FUNCTION KEY -
3. PRINT - Allows printing of Weld Pass from the RP . Press the NEXT key
to actuate the print function.
4 STORE - If the Operate Mode Key is in the PROGRAM position it is
possible to permanently change some programmed values. Accessing the
STORE special function at the end of the sequence and pressing the NEXT
key will permanently change the functions to the overridden values.
5. SELECT - As previously noted, the M-227 can store in memory up to 100
weld schedules . Any 4 of these schedules can be programmed to be
selected from the RP . See Section 6 for information on how to set-up
which Weld Schedules can be selected . Pressing the NEXT key will
replace the existing weld schedule in the SELECT function.
6. PRE-WRAP - For use on M-95 series weld heads. Pressing the NEXT key
will engage the head Rotation and allow it to wrap the cable one time
before starting sequence.
7. SET - Used in conjunction with a M-6 Weld Head to move the Torch to a
pre-set arc gap prior to arc starting.
8. OSC MAN - Used to engage the OSC function and perform the same
movement out of sequence that it will perform in sequence. Used to check
Amplitude value.
9. MAN ADV - For OVERRIDE purposes all weld schedule passes when
called up from memory or reset after welding are said to be at Level 1
values. To Override a level 2 or greater function before welding requires
the Operator to select this Special Function and use the Next key to
Manually Advance to the desire LEVEL.
CAUTION
If left in Level 02 or greater and Weld Sequence is started the system will start at
Level 2 or greater. Unless this is the desired effect the user SHOULD ALWAYS
USE THE MAN ADV FUNCTION and PREV Key to return the system to
Level 01 before Weld Sequence.
NOTE
Except for PURGE, anytime a Special Function is actuated with the Next key it
will do that function and then return to the 01 TEST display. To repeat that
special function (such as pass) or to access another special function will require
pressing the Special Function Key again.
5.13
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
5.9 ROTATION CALIBRATION
For proper operation, Weld Head rotation speed must be calibrated for the power
supply it is connected to. If weld heads are switched they must be re-calibrated on
that system before welding commences .
1. Insure that the weld head is connected per section III. Rotation calibration is
done by moving the torch and measuring actual speed. Before proceeding
CHECK THAT THE WELD IS FREE TO ROTATE SAFELY.
2. To manually calibrate the user will need to have a Weld Schedule in the Library
programmed in accordance to the Calibration Procedure contained in the
operation manual for the particular Weld Head being used.
3. A MANUAL calibration schedule will always be run in TEST Mode and usually
contains the following:
PRE-PURGE-POST UP-SLOPE-DOWN ROT-DLY
000 000 00.0 00.0 CCW 00.0
STR-WFDY-STP RETRACT T/MODE
00.0 00.0 0.0 AUTO
LVL TIME PRI-AMP-BCK PRI-PULSE-BCK
1 *** 000 000 0.00 0.00
LVL PULSE ROT PRI--RPM--BCK
1 OFF CONT *** ***
LVL PRI-WF-BCK
1 000 000
LVL TIME PRI-AMP-BCK PRI-PULSE-BCK
2 005 000 000 0.00 0.00
LVL PULSE ROT PRI--RPM--BCK
2 2 OFF 0.0 0.0
4. LEVEL 1 TIME needs to be set for the time it will take to rotate ONE
REVOLUTION at the selected LEVEL 1 PRI--RPM rate. The RPM rate is
usually set at a rate that the head is most frequently used at
LEVEL 2 is added with ROTATION turned OFF. This is to allow the operator
time to see if 1 revolution was completed before the “Return to Home”
functions engages at the end of the Sequence. LEVEL 2 CAN BE OMITTED
FOR WELD HEADS THAT DO NOT HAVE A RETURN HOME
FUNCTION .
Doc # 740063 Rev E
SECTION V - OPERATION
NOTE
5.14

MODEL 227
OPERATION MANUAL
SECTION V - OPERATION
5.9 ROTATION CALIBRATION
5. Create or recall from the LIBRARY the appropriate Weld Schedule and
connect the Weld Head to be calibrated. Insure that the system is SAFE to
rotate and that the System Mode is in TEST. Note the starting position of the
Weld Head and Press Sequence Start. At the end of the Sequence the weld
head should have rotated the programmed amount.
6. If it has not rotated or moved the correct distance then adjust the Weld Head
Rotation Cal Potentiometer
7. Repeat 5 and 6 until the head is calibrated.
5.10 WIRE FEED CALIBRATION
NOTE
For proper operation, weld head Wire Feed speed must be calibrated for the
power supply it is connected to. If weld heads are switched they must be re calibrated on that system before welding commences.
1. Insure that the weld head is connected per section III and the Weld Head
manual. Wire Feed calibration is done by feeding the wire and measuring actual
speed. Before proceeding CHECK THAT THE HEAD IS FREE TO FEED
WIRE SAFELY
2. To manually calibrate the user will need to have a Weld Schedule in the Library
programmed in accordance to the Calibration Procedure contained in the
operation manual for the particular Weld Head being used
3. A MANUAL calibration schedule will always be run in TEST Mode and usually
contains the following:
PRE-PURGE-POST UP-SLOPE-DOWN ROT-DLY
000 00.0 00.0 CCW 00.0
STR-WFDLY-STP RETRACT T/MODE
00.0 00.0 0.0 AUTO
LVL-TIME PRI-AMP-BCK PRI-PULSE-BCK
1 060 000 000 0.00 0.00
LVL PULSE ROT PRI--RPM--BCK
1 OFF OFF 0.0 0.0
LVL PRI-WF-BCK
01 100 100
5.15
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
5.10 WIRE FEED CALIBRATION
4. LEVEL 1 TIME needs to be set for 60 seconds (1 minute). PULSE MODE
should be OFF so only one Wire Feed Speed is checked (primary). The Wire
Feed Primary IPM on most weld Heads should be set to 50 or 100 IPM (what
ever rate is closer to actual weld schedules) . Insure that the Wire Mode
switch is set to ON.
Note that no Start Delays or Stop Delays are used. It is very important for
calibration that the wire start feeding at the beginning of the 60 seconds of
Level 1 Time and stop at the end of the Level 1 Time.
5. Create or recall from the LIBRARY the appropriate Weld Schedule and
connect the Weld Head to be calibrated. Insure that the system is SAFE to
feed wire and that the System Mode is in TEST.
6. Jog the wire until it is at the end of the nozzle but not protruding.
7. Press Sequence Start. Wire should feed out 60 seconds. When Sequence is
over cut the wire flush with the nozzle and measure. It should be whatever
value was programmed. If it is not adjust the Wire Feed Cal Potentiometer on
the Weld Head. Repeat step 6 and 7 until the wire is calibrated.
5.11 MANUAL ADVANCE FUNCTION
All of the previous calibrations were based on the TIMER MODE being in the
AUTO position. If the TIMER MODE is in the MAN (manual) Mode the Levels can
only be advanced by the operator from the RP. Level Advance from the M-227 panel
is not possible
When not in Sequence the Next key on the RP is used in conjunction with the
Special Function Key . However, when in WELD SEQUENCE the NEXT Key
becomes the MANUAL ADVANCE Key.
If the Timer Mode is MAN the Level will advance, during Sequence, each time the
NEXT key is pressed. When in the last Level (could be 01 or 99) pressing the
NEXT Key is the same as pressing the SEQ STOP Key.
The Timer Mode (and most other function modes) can be changed by the Operator
by using the appropriate F key on the M-227 Panel.
Doc # 740063 Rev E
SECTION V - OPERATION
5.16

MODEL 227
OPERATION MANUAL
5.12 WELDING OPERATION
Before running a weld schedule the weld head must be calibrated to the
M-227. When a weld head is switched from one power supply to another it must
be re-calibrated to the new power supply. If the weld head being used has not been
calibrated, perform the cal procedure in this section.
All of this step is based on the OPERATE MODE switch being in the OPERATE
or Program position.
1. Select the desired weld schedule from the library. Entry of schedules into the
library is a programming function and not discussed in this section.
2. Install the weld head per section III and the weld head manual, be sure to
connect the Work Ground Clamp also.
3. Install the correct tungsten and the material to be welded into the weld head as
described in the weld training manual and weld head manual.
4. Turn on the gas source (at the regulator/ flowmeter). Engage MANUAL
PURGE and set the required flow rate for the weld and weld head being used.
Continue Manual purge until all lines are filled with the gas and all moisture
and impurities have been removed. How long this takes depends on the
conditions. When this is done dis-engage the Manual Purge function.
5. When the weld schedule has been selected the upper display will indicate that
the system is in the TEST mode. Pressing the SEQ START key at this time
will run the complete weld schedule without an arc. First-time operation of the
system should be done this way to insure that rotation, wire and all sequence
functions are working properly.
6. When all items are prepared properly for welding (not covered in this manual)
and system operation has been verified, press the WELD/TEST key. The upper
display will now say READY TO WELD. INSURE THAT THE ARC CAN
BE STRUCK SAFELY.
7. Press the SEQ START key. The system will start to purge gas and the display
will appear a follows:
Doc # 740063 Rev E
SECTION V - OPERATION
NOTE
5.17

MODEL 227
OPERATION MANUAL
SECTION V - OPERATION
5.12 WELDING OPERATION
7. (continued)
(bar-graph meters will appear here)
PRE-PURGE-POST UP-SLOPE-DOWN ROT--DLY**
60 60 0.0 9.0 CW 1.5
When prepurge starts, the time programmed will start counting down on the
screen . The upper display will be bar graphs that will indicate approximate
value of current and voltage. Use the Meter Key to access bar graphs for Wire
and Rotation speeds.
8. As the sequence progresses (see 4.3) the screens will change to follow its
progress.
9. When the sequence is complete (end of postpurge) the Return to Home
function will engage (on some heads) and then the system will reset and be
ready to make another weld.
5.13 PRINTER OPERATION
1. The printer receives its power from the M-227 and does not require any
external manipulations (other than installing the paper roll).
2. The printer is activated by using the PRINT key on the M-227 panel or the
PRINT Special Function on the RP . The PRINT function will only activate
the printer under the conditions of step 3 (below).
3. The printer will produce a copy of the following information at the following
times.
1. STATUS SCREEN - When the STATUS screen is displayed and the
PRINT key is pressed a copy of SYSTEM HOURS, ARC HOURS, DATE
and the SOFTWARE REVISION NUMBER will be printed.
2. LIBRARY SCREEN - When the LIB key is pressed and any of the library
screens are being displayed a copy of the descriptions of ALL WELD
SCHEDULES in memory can be printed. This print out will include each
WELD SCHEDULE NUMBER, OD, WALL, MATERIAL, HEAD and
PASS QTY.
5.18
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
5.13 PRINTER OPERATION
3. (continued)
3. INDIVIDUAL WELD SCHEDULE - When a weld schedule has been
selected from memory a complete copy of all of the function values can be
printed by pressing the PRINT key. This can be done at any portion of the
weld schedule is being displayed except during an ACTUAL WELD
SEQUENCE.
A statement at the bottom of the print out will show whether ALL
PARAMETERS PERFORMED AS PROGRAMMED the last key is
pressed after each weld is made, a hard copy record of performance can be
kept. The DATE is also included on each print out.
4. An Auto-print function can also be set up to have the system automatically
make a print out after each Weld Sequence (in Weld Mode). If this mode
is selected the printer will automatically print out a copy of the complete
weld pass after the weld sequence.
5. There is another print function contained on the Set-Up Screen. This
function is to print a copy of the LIBRARY in the memory of the Optional
M227-EMM unit. Access the Set-Up screens for this operation.
Doc # 740063 Rev E
SECTION V - OPERATION
5.19

MODEL 227
OPERATION MANUAL
6.0 INTRODUCTION
Programming is simply the name used to describe the process of entering the
values for functions within a particular weld schedule. The PROGRAM mode may
be used to CREATE a new weld schedule or to MODIFY (make changes) to an
existing weld schedule. The PROGRAM mode is also used to create a new weld
schedule by COPYING an existing weld schedule and then MODIFYING the copy
of the original with the desired changes.
In addition to the CREATE, MODIFY and COPY functions, the PROGRAM
mode also allows the user to make BACK UP copies of the memory. This
function provides both security in case of a failure in system memory and provides
a method to TRANSFER the memory from one system to another to insure
multiple system users of identical weld schedule libraries.
AUTHORIZATION AND ACCESS TO THE “PROGRAM” MODE SHOULD BE
CONTROLLED BECAUSE “DELETION” OF WELD SCHEDULES FROM
MEMORY IS ALSO A FEATURE OF THIS MODE. To CREATE a schedule the
OPERATE mode switch must be in the PROGRAM position. All programming starts
from the STATUS screen.
This section explains very basic operation of each of these programming functions.
For the most part the M-227 is self teaching because of the instructions on the
screens, only general information is given in this section.
6.1 CREATE A WELD SCHEDULE
1. Press the C key until the status screen appears. Press the PRO key and the
following screen will appear on the displays.
USE F KEYS TO SELECT PROGRAMMING MODE
OR USE C KEY TO RETURN TO STATUS SCREEN
CREATE MODIFY COPY DELETE TRANSFER
*** *** *** *** ***
Use of the C key - Anytime during programming the entire process can be
stopped by pressing the C key. If this is done the M-227 will ask the
programmer to confirm that cancellation of the programming sequence is
desired. If the C key is pressed again, all data ENTERED TO THAT POINT for
THAT weld schedule will be ignored (not put in memory) and the system
will return to the Status Screen. If the C key is pressed by accident then press
the CE key to continue programming without a loss of data.
Doc # 740063 Rev E
SECTION VI - PROGRAMMING
CAUTION
NOTE
6.1

MODEL 227
OPERATION MANUAL
6.1 CREATE A WELD SCHEDULE
2. To CREATE a weld schedule press the F key below the word CREATE
and the following screen will appear:
ENTER NEW WELD # - THEN PRESS ENTER KEY
PRESS C KEY TO CANCEL WELD PROGRAMMING
#
000
Enter the number using the numeric keys. Look at the lower screen and
confirm that the numbers entered are correct; if not, press CE and re-enter
the numbers. When correct, press the ENTER key. If the number is already
used the system will reject the number and ask the programmer to try again.
3. The description screen will appear when an acceptable weld schedule number
has been entered:
ENTER WELD OD - THEN PRESS THE ENTER KEY
PRESS C KEY TO CANCEL PROGRAMMING MODE
# OD WALL MAT HEAD
001 0.000 0.00 - - - - - - - - - -
The weld description and all values for LEVEL 1 of the weld schedule must be
entered. They cannot be skipped, you must enter a number (even if it is 0) for
each item before progressing to the next item.
4. Enter the O.D. (in inches or millimeters) using the numeric keys. Verify the
correct number on the screen and then press the ENTER key.
5. After pressing the ENTER key follow the instructions on the screen for
entering the wall thickness.
6. The M-227 will then give you a choice of materials. Use the F key to select
the proper one and Press Enter.
7. The M-227 will then give you a choice of Weld HEADS. Use the F keys to
select the proper head, press ENTER.
8. Single Level functions will then appear:
ENTER VALUE FOR BLINKING ITEM
PRE-PURGE-POST UP-SLOPE-DOWN ROT--DLY
Doc # 740063 Rev E
000 000 00.0 00.0 CCW 00.0
SECTION VI - PROGRAMMING
NOTE
THEN PRESS ENTER KEY
6.2

MODEL 227
OPERATION MANUAL
SECTION VI - PROGRAMMING
6.1 CREATE A WELD SCHEDULE
8. (continued)
Use the numeric keys to enter the prepurge time; verify and then press the
ENTER key; then use the same method for postpurge, upslope and downslope;
then use the numeric keys again to enter the rotation; then use the F key to
select the direction of rotation ; then use the numeric keys again to enter the
rotation delay time, wire delay time, wire retract and timer mode. The same
method of instruction and entering is used for LEVEL 1 values of pulse mode,
travel mode, travel RPM, level time, amperes, wire IPM and pulse times, AVC
mode, AVC and Osc values.
NOTE
If pulse mode is set OFF the system will not ask for background functions,
backgrounds are only needed when pulsing. However, the M-227 will
automatically default a value for pulse times in case the pulse mode should be
turned ON later in a modify operation. There must be a value for Pulse Times.
9. As noted, the system follows an exact sequence through LEVEL 1. When the
last LEVEL 1 values is entered the screen will ask if you want to create
LEVEL 2; if so press the NEXT LEVEL key. If you are done , press the PRO
key and go to step 9.
If the NEXT LEVEL is used the system will copy all values of level 1 and
switch to the MODIFY mode. In the MODIFY mode you only have to make
changes to level 2 functions that are different from level 1. See section 6.2 for
MODIFY mode instructions.
10. When the PRO key has been pressed, indicating the end of level programming,
the system will display the OVERRIDE Screen.
USE F KEYS TO SELECT ITEM - ENTER %
PRESS ENTER KEY WHEN ALL % ARE SET
TIME AMP RPM WF AVC OSC PLS DLY
100 100 100 100 100 100 100 100
The system automatically defaults to 100 % override. This means the operator
can make up to a 100 % change to any of these functions.
If you wish to limit the amount of changes to certain functions then use the F
key for that function and use the numeric keys to enter the desired % of change
to be allowed. When one F key is pressed, pressing another will turn the first
one off and activate the second function. When all Override % are set, press
the ENTER key.
6.3
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
6.1 CREATE A WELD SCHEDULE
11. The system will then ask if you want to store the weld schedule in memory or
to MODIFY it. Remember that until it has been STORED it does not exist in
memory. It is usually better to STORE at this time and if changes are needed,
recall it from the memory using the MODIFY function. To STORE press the
F key under the word STORE and then press ENTER. To MODIFY press the
F key under the word MODIFY and then press ENTER and go to step 6.2.
6.2 MODIFY WELD SCHEDULE
The OPERATE mode switch must be in the PROGRAM position to MODIFY.
Modifying an existing weld schedule in memory starts from the Status Screen or at
the end of LEVEL 1 programming in the CREATE mode. If modifying from the
CREATE mode proceed to step 2.
1. Press the PRO key. Use the F key to select MODIFY and then press the
ENTER key. The system will then ask you what weld schedule number you
wish to MODIFY. Use the numeric keys to enter the number, verify and then
press the ENTER key.
2. Modifying a weld schedule works similar to reviewing a weld schedule in the
operate mode (see section V). Use the NEXT/PREV SCREEN and
EXT/PREV LEVEL keys to find the function and level to be modified.
3. When the function values or mode to be modified is found use the F key above
or below it to enable it to be modified. Use the numeric keys to enter the new
value, for changes of mode use the F key again.
Verify the correct change and then press the ENTER key. If more changes are
needed, find the next item with SCREEN and LEVEL keys and use the same
method to modify it.
To DELETE a LEVEL use the NEXT/PREV keys to find the Level Time for
the Level to be deleted. Enter 0 time to DELETE the LEVEL. All subsequent
Levels will advance one number.
When all items have been modified press the PRO key. The System will ask if
you want to STORE or continue MODIFYING. Remember, NONE OF THE
CHANGES MADE ARE ENTERED INTO MEMORY UNTIL THEY ARE
STORED.
Doc # 740063 Rev E
SECTION VI - PROGRAMMING
6.4

MODEL 227
OPERATION MANUAL
6.3 COPY A WELD SCHEDULE
To copy a weld schedule you must start from the STATUS screen and the OPERATE
mode switch must be in the PROGRAM position.
1. Press the PRO key. Then use the appropriate F key to select COPY and then
press the ENTER key.
2. The screen will then ask you what weld schedule number you wish to COPY.
Use the numeric keys, verify and then press the ENTER key. The system will
then ask you what weld schedule number should be for the COPY. Use the
numeric keys, verify and then press the ENTER key.
3. The system will then proceed to COPY the weld schedule. When it is copied
the program screen will appear and MODIFY can be selected to modify the
COPIED weld schedule.
4. If you ask for a weld schedule that does not exist or try to COPY it to and
existing number the system will notify you that it is an INVALID NUMBER
and to press the CE key and try again.
6.4 TRANSFER/RECEIVE WELD SCHEDULE MEMORY
If a user has more than one M-227, it is usually a good idea to keep both libraries
identical. This is done by TRANSFERRING a COPY of the LIBRARY of one
system into the M-227-EMM; then taking the M-227-EMM to another M-227 and
TRANSFERRING a COPY of it into that M-227.
For single-system users it will also be important to have a security copy of the
memory that can be stored separate from the M-227. If something should happen to
the M-227 memory such as component failure, tampering or accidental deletion, the
M-227-EMM copy can then be used to restore the memory in the M-227.
1. The TRANSFER function allows the user to perform the following functions:
1. TRANSFER the ENTIRE LIBRARY from the M-227 to the M-227-EMM.
2. RECEIVE the ENTIRE LIBRARY from the M-277-EMM.
3. RECEIVE an individual weld schedule from the M-227-EMM to the M-227.
2. To perform any of the above, the M-227-EMM must be plugged into the slot
provided on the M-227 upper housing.
3. The TRANSFER function must begin from the STATUS screen and
OPERATE mode switch must be in PROGRAM.
Doc # 740063 Rev E
SECTION VI - PROGRAMMING
6.5

MODEL 227
OPERATION MANUAL
6.4 TRANSFER/RECEIVE WELD SCHEDULE MEMORY
4. Press the PRO key. then press the F key above or below the word
TRANSFER. The Screen will than ask if you want to TRANSFER THE
ENTIRE LIB, RECEIVE THE ENTIRE LIB, or RECEIVE ONE WELD #.
Use the appropriate F key to select your choice and then press ENTER.
Prior to TRANSFERRING data from the M-227 to the M-227-EMM the M 227-EMM the M-227-EMM memory is erased. Any data stored in the EMM
previously will be LOST. The M-227-EMM is intended to copy the ENTIRE
memory of an M-227.
Individual weld schedules CANNOT be added one at a time to the M-227 EMM from M-227 (TRANSFER mode). Individual weld schedules CAN BE
added one at a time to the M-227 from the M-227-EMM (RECEIVE mode).
6.5 DELETE A WELD SCHEDULE
USE OF THIS FUNCTION WILL RESULT IN THE LOSS OF A WELD
SCHEDULE IN MEMORY.
1. The DELETE function must start from the STATUS screen and the
OPERATE mode switch must be in the PROGRAM position
2. Press the PRO key; then press the F key above or below the word DELETE.
Use the numeric keys to enter the weld schedule number to be DELETED. A
WARNING will appear that pressing ENTER will DELETE this Schedule;
VERIFY and then press the ENTER key or press the C key if you change your
mind.
Another WARNING will be given at this time to confirm that you wish to
DELETE this Schedule. Confirm and verify again and then press the Enter key
again. THE WELD SCHEDULE WILL BE DELETED at this time.
3. Deletion of a Level with in a Schedule is part of the Modify option.
6.6 PROGRAM SELECT FUNCTION
1. To initially set up which schedules can be selected from the M-227-RP press
the SET UP key on the M-227 (this operation cannot be done from the RP).
The SET UP screen can be obtained from the STATUS screen or a Weld
Schedule screen
Doc # 740063 Rev E
SECTION VI - PROGRAMMING
CAUTION
CAUTION
6.6

MODEL 227
OPERATION MANUAL
6.6 PROGRAM SELECT FUNCTION
2. Press the F key under WELD SELECT and the screen will then ask what
WELD # should be in position 1. Then position 2, 3 and 4. You do not have
to select all 4, just the ones you want selectable from the RP . When all
choices (up to 4) are made go back to the STATUS screen.
3. The M-227-RP will now be able to select one of the WELD #’s entered by use
of the Special Function Key, SELECT function.
Doc # 740063 Rev E
SECTION VI - PROGRAMMING
6.7

MODEL 227
OPERATION MANUAL
7.0 INTRODUCTION
This procedure is intended for calibration/certification of system performance by the
user. Expect for the Current Servo all system functions are controlled by the
processor and no calibration points or steps are required . Rotation and Wire Feed
calibration are contained in Section V.
An examination of internal electronics will find several adjustment points. These
points are “Factory Pre-set” only and ARE NOT adjusted by the user.
All personnel attempting to calibrate, trouble-shoot, or repair this system must be
familiar with its operation. They must understand the circuits and have a complete
understanding of the controls and their interrelationships.
All personnel must be aware of the location of hazardous voltage-carrying conductors
terminals, heat sinks, etc., and must employ safety precautions when working with a
welding machine.
Any testing or recording instruments connected to any points in the machine or to the
welding head may be exposed to extremely high transient voltage at the time the arc
starter operates . ENSURE THAT ALL TEST EQUIPMENT IS DISCONNECTED
DURING ARC START.
Wire Feed and Rotation (Travel) Calibration, in conjunction with a Weld Head, are
performed on a frequent basis and are covered as part of Section V (operation).
7.1 EQUIPMENT REQUIRED FOR CALIBRATION
1. Digital Multimeter (DMM), minimum 4 - digit readout. Suggested: Fluke Model
8060A or equal . The meter must have floating inputs (not connected to line or
chassis ground) of minimum 1 megohm input impedance. Battery operated
devices are recommended.
2. Screwdriver, Calibration, small slot with 6” shaft and a 3/32 Allen Wrench
3. Any Weld Head rated for 100 amps or more pipe that will not melt away with
100 amperes or a manual torch set up on flat plate.
4. External Shunt, 1 mv/amp, PN 13B272504-01 (optional)
5. Dial Calipers
Doc # 740063 Rev E
SECTION VII - CALIBRATION
WARNING
NOTE
7.1

DLY
MODEL 227
OPERATION MANUAL
7.2 CURRENT CALIBRATION
The M-227 contains components for measuring the actual amount of current. Normal
calibration is intended for adjusting the circuitry based on measuring these devices.
True verification of current output for Quality Control purposes must be done with an
External Calibration Shunt that is calibrated by an independent agency and controlled
by a QC or QA department. An external shunt adequate for this use is sold as a M 227 option.
This procedure is written to include both calibration using internal devices for
measuring and for using the external shunt option provided by AMI.
A weld schedule is required for calibration. The first time calibration is done it will
have to be CREATED. Step 1 of the following schedule has a place for writing in the
Weld # when it is created. Six levels shall be programmed, odd numbered levels (1,
3, 5) shall be set to 100 amps and even number level (2, 4, 6) settings will be at 10
amps.
1. Select Weld Schedule Number ____ and verify that it is programmed as follows:
LVL
1-6
PULSE
OFF
LEVEL 1
LVL
1, 3, 5
TIME
20
LVL
2, 4, 6
TIME
20
PRE-PURGE-POST
10 10
2. Set up a Weld Head rated for 100 amperes continuous duty and insert a tube or
pipe that can withstand 100 amperes of continuous current with no rotation. A
copper rod is good for this. If either one of these is not available use a Hand
Torch on a large plate with the torch fixed so it cannot change the gap during
calibration. It is also possible to purchase a Carbon Pile that will take the place of
a torch or weld head. In any case make sure that when an arc is struck nothing
will overheat or melt.
Doc # 740063 Rev E
SECTION VII - CALIBRATION
ROT
OFF
PRI-AMP--BCK
100 0
PRI-AMP--BCK
10 0
UP-SLOPE-DOWN
PRI--RPM-BCK
0.00 0.00
PRI-PULSE-BCK
0.00 0.00
PRI-PULSE-BCK
0.00 0.00
ROT--
1.0 1.0
7.2
CW 0.0

MODEL 227
OPERATION MANUAL
7.2 CURRENT CALIBRATION Cont.
3. The test points and adjustments for Current Calibration are located on the Center
Plate under the computer cover (front panel housing). Turn the Power Off and
unscrew the two computer cover retaining screws in the front. Lift up on the
cover and expose the center plate. Prop the cover up so it will not fall but so you
can still operate the system
Locate test points REF. TP. and CUR. TP. Locate Adjustment screw labeled
“Current Gain”. Turn Power back on.
4. If an External Shunt is to be used connect it between the Work (ground) connector
on the Power Supply and the Work (ground) connector of the Weld Head Adapter
Cable or manual torch. Current is always measured along the ground return path.
5. Insure everything is ready to strike an arc. Turn M-227 power ON. The system
should return to your calibration weld procedure. Set the Weld/Test Mode to
WELD.
6. Set up the DMM to read on the 200 mv DC scale if you are using the external
shunt. Set it up to read on the 20 VDC scale if you are using the center plate test
points.
7. If you are using the external shunt prepare to insert them into the red and black
test point on the shunt.
8. If you are using the center plate test points prepare to insert them into REF. TP.
(black lead) and CUR. TP. (red).
9. DO NOT INSERT THE PROBES UNTIL AFTER THE ARC IS STRUCK. The
high frequency start may damage some meters.
10. Press the SEQ START key.
11. As soon as the arc is struck (after prepurge) insert the Probes into the center plate
test points or into the external shunt if it is being used.
12. During Weld Sequence Odd Levels the DMM should read as follows:
Center Plate Test Points = 2.00 VDC +/- 0.01 VDC.
(1.99 VDC to 2.01 VDC)
AMI External Shunt = 100 mv DC +/- 0.25 mv DC
( 99.75 mv to 100.25 mv )
If out of tolerance adjust the “Current Gain” trim potentiometer adjusting screw
on the Center Plate.
Doc # 740063 Rev E
SECTION VII - CALIBRATION
7.3

AVC MODE
MODEL 227
OPERATION MANUAL
7.2 CURRENT CALIBRATION (continued)
13. Wait for machine to advance to and even level or 10 Amps.
14. During Weld Seq. Even Levels the DMM should read as follows:
Center Plate Test Points = 0.20 VDC +/- 0.001 VDC.
(0.199 VDC to 0.201 VDC)
AMI External Shunt = 10 mv DC +/- 0.025 mv DC
( 9.97 mv to 10.02 mv )
If out of tolerance adjust the “Current Off Adj.” Current offset trimming
potentiometer adjusting screw on the Center Plate.
15. Repeat steps 13 and 14 until no adjustments are required.
16. Press the SEQ STOP key.
17. After Postpurge turn the power off, remove all test leads. If calibration is
complete lower the computer cover and install the retaining screws
7.3 ARC VOLTAGE CONTROLLER (AVC) CALIBRATION
A weld schedule is required for AVC calibration. The first time calibration is
performed this schedule will have to be CREATED. Step 1 (next page) has a place
for writing in the Weld # after it has been created.
The adjustment for AVC Calibration is located on the Center Plate under the
computer cover (front panel housing). Turn the Power OFF and unscrew the two
computer cover retaining screws in the front. Lift up on the cover and expose the
center plate. Prop the cover up so it will not fall but make sure you can still operate
the system. Locate the adjustment screw labeled “TR3” and turn the power back ON..
1. Select Weld Schedule Number ____ and verify that the FIRST PASS
it is programmed as follows:
LVL
1
LVL
TIME
20
PULSE
1
LVL 1 PRI-WF-BCK
000 000
Doc # 740063 Rev E
SECTION VII - CALIBRATION
NOTE
PRI-AMP--BCK
100 100
ROT
OFF
OFF
PRI-AVC-BCK
10.0 10.0
7.4
PRI-PULSE-BCK
0.00 0.00
PRI--IPM-BCK
0.00 0.00
CONT

T/MODE
STLV
OSC
MODEL 227
OPERATION MANUAL
SECTION VII - CALIBRATION
7.3 ARC VOLTAGE CONTROLLER (AVC) CALIBRATION Cont.
LVL
1
PRE-PURGE-POST
5 10
STR WFDLY STP
0.0 0.0
STR AVDLY STP
1.0 0.0
2. Prepare the system to strike an arc.
OSC AMPL
.500
IN EXC OUT
0.5 0.5 0.5
UP-SLOPE-DOWN
1.0 10
RETRACT
0.0
STR/ MODE
TOUCH
3. Set up a Weld Head on a pipe or plate adequate to withstand 100 amperes without
rotation.
4. Prepare to install the DMM positive lead on to the Guide Ring and the negative
lead to the electrode on the torch. If using RF start instead of Touch Start DO
NOT connect the DMM until after the arc is established.
5. Set WELD/TEST Mode (on RP or Panel) to WELD.
6. Press SEQUENCE START. After the arc is established and meter is connected
the DMM should read 10.0 VDC +/- 0.1 VDC.
7. If out of Tolerance adjust TR-3 on the center plate until the reading is correct.
8. When Arc Voltage is correct press Sequence Stop.
7.4 TORCH OSCILLATION (OSC) AMPLITUDE CALIBRATION
A weld schedule is required for OSC calibration. The first time calibration is
performed this schedule will have to be CREATED. Step 1 (next page) has a place
for writing in the Weld # after it has been created.
The adjustment for OSC Calibration is located on the Center Plate under the
computer cover (front panel housing). Turn the Power OFF and unscrew the two
computer cover retaining screws in the front. Lift up on the cover and expose the
center plate. Prop the cover up so it will not fall but so you can still operate the
system. Locate the adjustment screw labeled “TR4” and turn the power back to ON.
Doc # 740063 Rev E
NOTE
7.5
MAN
ROT--DLY
CW 1.0
25
RESPONSE
3
OFF

AVC MODE
T/MODE
STLV
OSC
MODEL 227
OPERATION MANUAL
SECTION VII - CALIBRATION
7.4 TORCH OSCILLATION (OSC) AMPLITUDE CALIBRATION Cont.
1. Select Weld Schedule Number ____ and verify that the FIRST PASS
it is programmed as follows:
LVL
1
LVL
1
LVL 1 PRI-WF-BCK
LVL
1
PRE-PURGE-POST
3 3
STR WFDLY STP
0.0 0.0
STR AVDLY STP
1.0 0.0
2. Insure that the Torch is free to Oscillate without obstructions.
3. Set the WELD/TEST mode (RP or Panel) to TEST. Using Jog Keys center Torch
in the middle of its stroke.
4. Using the Dial Caliper prepare to measure the total movement of the Torch from
its furthest IN position (toward the Head) to its furthest OUT position. How this
can be done will vary from Weld Head Model to Weld Head Model.
5. Press Sequence Start and after prepurge measure the full Oscillator movement. It
should be 0.500 inch +/- 0.005. If out of tolerance adjust TR4 on the center plate.
6. When measurement and adjustment is complete press All Stop.
Doc # 740063 Rev E
TIME
0
PRI-AMP--BCK
100 100
PULSE
OFF
000 000
OSC AMPL
.500
ROT
OFF
PRI-AVC-BCK
10.0 10.0
IN EXC OUT
0.5 0.5 0.5
UP-SLOPE-DOWN
0.0 0
RETRACT
0.0
MAN
STR/ MODE
TOUCH
7.6
PRI-PULSE-BCK
0.00 0.00
PRI--IPM-BCK
0.00 0.00
CONT
ROT--DLY
CW 1.0
25
OFF
RESPONSE
3

MODEL 227
OPERATION MANUAL
SECTION VII - CALIBRATION
7.5 GENERAL MAINTENANCE INSTRUCTION
WARNING
Always disconnect the AC power cable from the line voltage before attempting to
work with this welding power supply.
1. AIR FILTER - The M-227 power supply has one (1) foam air filter. Inspect this
air filter regularly. The foam filters may be washed in water and detergent, dried
and reused or replaced. Do not operate unit without filter in place. There is a
similar filter on the M227/207-CW or M207-CW Cooling Unit that requires the
same inspection and cleaning.
2. COOLANT - The water tank in the optional M227/207-CW OR M207-CW unit
holds approximately three (3) U.S. gallons. Check water level periodically. Using
different weld heads will remove water from tank over a period of time. Fill the
tank per instructions of Section VIII.
3. Cleaning exterior and interior surfaces - Prolonged use in dusty shop or outside
environments may cause the outside surfaces to accumulate a coating of dirt and
dust. Do not use shop air (usually too wet) to blow dust particles away from
panels. Either wipe it off with a damp cloth or use a vacuum cleaner with a soft
brush . Where a vacuum brush cannot reach, use clean, soft paint brush and then
vacuum.
CAUTION
Always disconnect the power input cable from the junction box or wall-plug
before cleaning.
DO NOT USE ANY SOLVENTS, SPRAY-ON CLEANERS OR WATER on
any of the inside parts. All outside surfaces may be cleaned with a soft cloth or
sponge, damp, NOT SOAKED, with a mild detergent solution.
4. INPUT/OUTPUT PANEL CONNECTIONS - Periodic inspection of the M-227
panel and cable electrode, gas and water return quick-disconnects should be
performed. Damaged, dented or deformed connectors may cause poor or unsafe
operation and water or gas leakage.
Doc # 740063 Rev E
7.7

MODEL 227
OPERATION MANUAL
7.6 SYSTEM FAULT CORRECTIONS
When a System Fault occurs prior to or during welding it is required for the operator
to clear the fault condition before welding. When a fault occurs during sequence or
attempting to sequence the FAULT SCREEN will appear.
Some faults are only temporary and the fault is corrected when the arc goes out but all
faults will cause the fault screen to appear and let the operator know why the
sequence was stopped.
The following is a general description of the cause of each type of fault and some
recommendations for correction. In all cases, when the fault is corrected the operator
must press the C key to clear the FAULT SCREEN. If the fault is truly corrected the
system will automatically return to the weld schedule it was on when the fault
occurred.
1. TEMP - The M-227 has internal temperature probes. If the Power Supply gets hot
the a fault occurs. This can occur only if there is some type of blockage of air
circulation, fan failure or component failure within the Power Supply OR THE
SYSTEM IS BEING OPERATED IN AN AMBIENT AIR TEMPERATURE
BEYOND ITS RATED 110 DEGREES F.
This Fault should only occur during an actual weld sequence. If it occurs when
the machine is not welding then a serious internal problem exists. In this case
turn the Power Supply OFF and call an AMI service representative.
If it occurs during welding, check for blockage of the air intakes on the side of the
machine and for cleanliness of the filters. They may need cleaning. If no
blockage exists and the filters are clean then cease all welding operations and call
an AMI Service representative.
2. INPUTAC - Monitors the available line current. If the system cannot supply the
desired DC amperage of the weld schedule it looks to see if the line voltage is
adequate for the amount of current.
Doc # 740063 Rev E
SECTION VII - CALIBRATION
7.8

MODEL 227
OPERATION MANUAL
7.6 SYSTEM FAULT CORRECTIONS
3. GAS - This fault will only occur at the beginning of or during a Weld
Sequence. If the arc Gas Flow through the system should stop or be too low a
fault will occur.
Check the Gas Source (user supplied) is turned on and that adequate gas is
available. Check all Gas Hoses and connections for free flow this is usually
the problem.
If there is no problem with the source or with hoses and connection then an
internal failure of the flow switch, solenoid or internal housing is possible.
Contact an AMI Service representative.
4. LVPS - The system continuously monitors its internal Low Voltage (DC) Power
Supplies. If they are not up to standard then the system may not be able to
perform to specification
There are several ways this could occur. The most common would be too low of
an AC input voltage. Check the line voltage to see that it is correct and that the
Power Supply is set up for that voltage (see section 3)
The other reason would be a failure of the LVPS. Always check the AC input
first and if that is OK call an AMI Seville representative.
5. COOL - Monitors the coolant flow out of the M227/207-CW or M207-CW
cooling unit. If it is not at least 0.2 GPM a fault will occur. This fault will only
exist if the CW unit is turned ON. IF it is off no fault will occur.
Check the hoses and flow path of coolant to and from the weld head this is usually
the problem. If all looks good then an internal failure of theCW pump or flow
switch is possible, contact an AMI Service Representative.
6. SENSOR 1, 2, 3 - These faults must be turned on and set up by the user. Contact
whoever set them up.
7. STUB OUT - This fault will only occur when an arc is present and will no longer
exist when the arc goes out. If the arc voltage gets to low or the electrode should
touch the weld puddle then a fault will occur. It creates an ALL STOP but does
not operate the “return to home” function after Postpurge.
The operator should check to see if the electrode is stuck to the tube being
welded. Clear the obstruction and jog the rotor to open position and remove the
tube and replace the electrode and then press the C key to clear the fault.
Check the required tungsten length and arc gap required for the weld. Something
caused the arcgap to get too small. This FAULT can be “turned OFF” by use of
the SET UP screens. It is recommended to turn it OFF when MANUALLY
welding.
SECTION VII - CALIBRATION
7.9
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION VII - CALIBRATION
7.6 SYSTEM FAULT CORRECTIONS
8. HIGH VOLTS - If the arc voltage gets too high during a weld sequence this fault
will occur. It usually occurs if a hole should be made in the weld and the arc can
extend over to the opposite side of the weld, Check the weld procedure and the
arc gap required for the weld. This FAULT can be “turned off” by use of the set
up screens.
Turn this feature OFF when MANUALLY welding or when using large ARC
Gaps (0.050”) and low current in HELIUM or HELIUM mixed gases . These
conditions tend to create very high ARC Voltages and could cause an undesirable
FAULT if this option is left ON.
9. BAD START - If for any reason the M-227 cannot achieve a stable Arc at the end
of PREPURGE the system will display this statement.
There can be several reasons for this to occur. The most common are poor cable,
ground and electrode connections, bad gas, bad tungstens, dirty tungstens, etc.
The RF is transmitted from the M-227 to the electrode, if anything creates
resistance or an alternate path for the RF the start can be weak.
When a BAD START occurs check the electrode connection and electrode
condition first. Also check to insure that CERRIATED electrodes are being used.
They have proven to be much more effective than THORIATED electrodes for
RF transmission and longer life.
BAD STARTS can also be caused by not having the START LEVEL set. See
Section V for START LEVEL information.
RF starting problems can be very difficult to solve because of all the items that
can cause problems. If continued RF problems occur call the AMI Service Dept.
for help in finding the problem .
CAUTION
Another cause for a BAD START indicator is to press Sequence Start near the end
of the POSTPURGE but before “Return to Home” and system reset. The M-227
will sometimes try and strike another arc. ALWAYS ALLOW THE M-227 TO
FINISH AN OPERATION COMPLETELY BEFORE ATTEMPTING TO
START ANOTHER.
10. NO DISPLAYS/DISPLAYS SCRAMBLED - The LVPS FAULT is meant to
detect Low Voltage. However, if the Voltage is really low the Displays will not
even turn on or the information being displayed can be scrambled.
7.10
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION VII - CALIBRATION
7.6 SYSTEM FAULT CORRECTIONS Cont.
10. Cont.
In these cases check the input AC voltage first and insure that the M-227 is set for
the correct input Voltage. Another possible reason for no display or scrambled
displays is RF interference. Although the M-227 is protected against this, certain
conditions are still possible to occur that can cause this
Outside RF from another type or source such as a HF welding machine or a radio
transmitter near by could cause a problem. If these conditions continue contact
the AMI service Dept. for possible solutions.
7.7 ERROR MESSAGES
1. MEMORY CHECK
At Power On the weld schedule memory storage is checked for any type of
corruption. If any of the checks fail the system will display the following:
LIBRARY MEMORY ERROR RELOAD FROM EMM
PRESS PRINT FOR MEMORY STATUS REPORT
NOTE
When the print key is pressed any weld schedule with a directory or link
error will automatically be “DELETED”. Any schedule with a sum check
error will be flagged corrupted on the print out and the user should call
up that weld schedule and verify the parameter values.
A typical print out could look like this:
ARC MACHINES, INC. COPYRIGHT 1996
AMIWELD 227 1.5
SYS HOURS - xxxxx.x ARC HOURS - xxxxx.x
15 AUG 1996
SCHEDULE xxx DELETED
SCHEDULE xxx CORRUPTED PLEASE VERIFY
SCHEDULE xxx DELETED
SCHEDULE xxx DELETED
Use the M-227-EMM to restore the deleted schedules.
7.11
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION VII - CALIBRATION
7.8 MISCELLANEOUS MAINTENANCE ITEMS
1. BATRAM - The system BATRAM has a life of from 2 to 5 years. The
following describes what happens to the BATRAM settings and functions
when the BATRAM is replaced:
1. System Hours and Arc Hours - Will reset to 0.
2. Day/Date information - Will have to be reset.
3. Last Language used - Will default to English until reset.
4. Remote Sensor set ups will have to be reset.
5. Whole or Tenth increments for Amps and Level Time will reset to whole.
6. Operators Name will clear.
7. Power Supply Serial Number will clear.
Replacing the BATRAM requires accessing the inside of the M-227. A
complete replacement procedure is available in the M-227 Maintenance
Manual.
2. RS232 COMMUNICATIONS
The M-227 can shut down the RS232 port on it own if it detects
non-intelligent information on it. This can be caused by ambient
light or improper set up. The RS232 port will not be re-activated
until the power has been re-set. If you are having problems with
RS232 communications, re-set the power and try again.
NOTE
Always keep the plastic dust covers on the RS232 port when not in use.
7.12
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
8.0 INTRODUCTION
The following are installation and operation instructions for some M-227 options.
Always turn the power supply OFF before making any cable or connection changes to
the M-227 power supply.
8.1 M227/207-CW & M207-CW COOLING UNIT SPECIFICATIONS/INSTALLATION
1. Specifications -
1. AC Input Power - supplied from the M-227 power supply.
2. Coolant capacity - 3 gallons (11.4 liters).
3. Circulation - 0.3 GPM (1.1 lpm) with most M-9 Heads.
2. Physical Construction -
1. Material - aluminum cabinet/Polyethylene tank.
2. Height - 14.00 inches (355.6 mm)
3. Width - 22.75 inches (577.9 mm)
4. Depth - 19.25 inches (489.0 mm)
5. Weight - 70 lbs. (31.75 kg) M227/207-CW filled
- 50 lbs. (22.7 kg) M207-CW filled
3. Pump- Both M227/207-CW & M207-CW water pumps have a built-in pressure
regulators set at 60 PSI, along with an external flow rate FAULT detect switches.
4. Installation
1. Insure that the M-227 is OFF, remove the power cable from the M-227
and set the CW ON/OFF switch to the OFF position.
2. The cooling unit is shipped dry and requires 3 gallons (11.4 liters) of
CLEAN DISTILLED or DE-IONIZED water. In areas where freezing
temperatures are expected, add 2 gallons (7.6 liters) of CLEAN
DISTILLED or DE-IONIZED water and 1 gallon (3.8 liters) of pure
ethylene glycol. DO NOT USE AUTOMOTIVE ANTI-FREEZE
All cooling systems are subject to problems from mineral buildup, algae and bacteria.
Frequent changes of coolant and flushing of the system are necessary to keep any
cooling system running efficiently. Frequency of changes is strictly dependent on the
environment and quality of coolant used. Monitor your cooling system carefully and often.
Doc # 740063 Rev E
SECTION VIII - OPTIONS
WARNING
NOTE
8.1

MODEL 227
OPERATION MANUAL
SECTION VIII - OPTIONS
8.1 M227/207-CW & M207-CW COOLING UNIT SPECIFICATIONS/INSTALLATION
4. Installation
3. Before mounting the M277/207-CW or M207-CW on to the M-227 remove
the fill cap and add the water. Replace the fill cap. Remove the pins
attached to each corner post (see figure 9). Locate the CW Power Cord
exiting a hole in the top of the CW unit. Pull enough of the cord out so it
dangles over the side of the unit.
4. Move the M-227 onto the CW unit and insert the corners onto the posts
of the CW Unit. Locate the M-227 Coolant Unit Connector located on the
panel on the AC Input side of the M-227. Insert the CW cable connector
into the M-227 connector. Secure the CW unit with the pins that were
removed (figure 9).
5. Install the adapter cable coolant hoses per section III. Re-connect the M-227
power cable.
5. Operation
1. When all connections have been made per Section III and a coolant flow
path is created, turn the M-227 ON and set the CW ON/OFF
switch to ON. The pump should start circulating coolant.
WARNING
DO NOT OPERATE the water cooling unit WITHOUT coolant in the tank
OR WITHOUT a water flow path (water OUT to IN through a weld head).
2. Both CW units contain a flow sensor. If the Set Up Screen Coolant Fault
Mode is ON the M-227 will look to see if the Cooling Unit is connected. If
it is, the M-227 will require that coolant be flowing or else it will create a fault.
If for some reason the Cooling Unit is connected but not being used the
operator can change the Coolant Fault Set Up to OFF and no coolant fault
will be detected.
CAUTION
Severe damage to the weld head and cables can occur if you have the Coolant Fault turned
OFF and are operating a weld head that needs coolant and then you forget to turn the cooler
on or to make the connections.
3. The above is the basic operation. The only decision to be made is whether
COOLANT is required. Some weld heads need it, some do not, depending
on the type of weld and duty cycle. Consult with an AMI representative as
to cooling requirements.
8.2
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION VIII - OPTIONS
8.2 M-227-EMM EXTERNAL MEMORY MODULE
1. The M-227-EMM is used to TRANSFER a COPY of the library of one M 227 to another M-227 to maintain identical libraries for multiple system
users. It is also used as a security device to retain a copy of the library which
cannot be changed accidentally.
WARNING
Always turn the power supply OFF before making any cable or connection
changes to the M-227 power supply.
2. To install the EMM, turn the M-227 OFF. The EMM has a connector on
one side of the module. This connector should be inserted into the slot on the
side of the M-227 labeled EMM. It is keyed and can only be inserted one
way. When installed, turn the M-227 ON and perform the desired
TRANSFER or RECEIVE functions as described in Section VI of this manual.
3. When finished with the EMM it should be stored in a secure, dry location away
from any large magnetic or electrical sources.
4. The EMM uses a type of memory that does not require batteries and has an
unlimited shelf life. However, it does have a limited number of erase cycles.
Erasing occurs anytime you are COPYING from a M-227 to the EMM.
Erasing of the EMM memory does not occur when you are TRANSFERRING
from the EMM to the M-227. Eventually the EMM will require replacement.
However, this is not anything to be particularly concerned with. Even if you
erased the EMM every day (very high usage) it would last 27 years.
5. A copy of the EMM Library can be printed by using the EMM PRINT
function on the SET UP screen, see Section 5.6.1.
CAUTION
The M-227-EMM and the M-207-EMM look alike (although labeled
differently). Do not confuse them and attempt to use an M-227-EMM with a
M-207A.
8.3
Doc # 740063 Rev E

MODEL 227
OPERATION MANUAL
SECTION VIII - OPTIONS
Doc # 740063 Rev E
M227/207-CW OR M207-CW INSTALLATION
8.4
 Loading...
Loading...