

Adler 975 Service Manual [it]

Indice Pagina:
Home
Parte 3: Istruzioni per il servizio. Classe 975 - 1 - 5
1. Informazioni generali ........................................ 3
2. Testa della macchina per cucire .................................. 4
2.1 Corsadipresadelcappio....................................... 4
2.2 Posizione in altezza della barra ago e distan za della punta del crochet rispetto all’ago .... 5
2.3 Placcaago ............................................... 6
2.3.1 Posizionelateraledelsupportodellaplaccaago .......................... 6
2.3.2 Posizionealtaeposizionebassadelsupportodellaplaccaago ................. 7
2.3.3 Momento dell’azionamento degli interru ttori ............................. 8
2.3.4 Regolazionedellavelocitàdisalitaedidiscesadellaplaccaago................. 9
2.4 Apricestello............................................... 10
2.4.1 Posizioneinaltezzadelnasinodell’apricestello .......................... 10
2.4.2 Ampiezza di passaggio intorno all’apricestello (ampiezza della corsa e
posizioneinprofonditàdell’apricestello)............................... 11
2.4.3 Momento dell’apertura del cestello .................................. 12
2.5 Piedinodicucitura........................................... 13
2.5.1 Pressionedelpiedinodicucitura................................... 13
2.5.2 Campodiregolazioneinaltezza ................................... 14
2.5.3 Sincronizzazionedelmomentodelmovimentodelpiedinodicucitura .............. 15
2.6 Mollarecuperafilo ........................................... 16
2.7 Aperturadellatensioneprincipale .................................. 17
2.8 Lubrificazione ............................................. 18
2.8.1 Regolazionedellalubrificazione ................................... 19
2.9 Bracciooscillantedellamacchinapercucire ............................ 21
2.9.1 Posizionedelbracciooscillantedellamacchinapercucire .................... 21
2.9.2 Smorzamento della posizione finale del cilindro .......................... 22
2.9.3 Momentod’azionamentodegliinterruttori.............................. 23
2.10 Rullidiguidaperlacinghiadentata ................................. 24
3. Dispositivo rasafilo
3.1 Ciclodifunzionamento ........................................ 25
3.2 Posizionedellapiastradisupportodibaseedellacammadicomando ............. 26
3.3 Distanzatrailrollinopalpatoreelacammadicomando...................... 27
3.4 Controcoltelloecoltellotirafilo .................................... 28
3.5 Pressionedelcontrocoltello...................................... 29
4. Tavolo di pinzaggio .......................................... 30
4.1 Cammadicomandoprincipale .................................... 30
4.1.1 Posizionedellestriscieinalluminio ................................. 31
4.2 Variazionedellalunghezzadelpunto ................................ 32

Indica Pagina:
4.3 Cammedicomandopiccoledeltavolodipinzaggio........................ 33
4.3.1 Funzionedellecammedicomando ................................. 33
4.3.2 Posizione delle camme di comando sull’alber o .......................... 34
4.3.3 Posizionedellestriscieinalluminiosullecammedicomando .................. 35
4.4 Dischidicomando .......................................... 36
4.4.1 Funzionedeidischidicomando................................... 36
4.4.2 Posizionedeidischidicomandosull’albero ............................ 37
4.5 Posizionedeltavolodipinzaggio .................................. 38
4.6 Pinzadeltavolofisso......................................... 39
4.7 Pinzadeltavolomobile........................................ 41
4.7.1 Rinnovareirivestimentidellapinzadeltavolomobile....................... 43
4.8 Piegatoricentrali ........................................... 44
4.8.1 Regolazionedeipiegatoricentrali.................................. 45
4.9 Piegatorilaterali............................................ 47
4.10 Piegatoreanterioreesterno ..................................... 48
4.11 Piegatoreanterioreintermedio ................................... 49
4.12 Piegatoreanterioreinterno ..................................... 50
4.13 Levapremifessino .......................................... 52
5. Probabili cause per una distanza irregolare tra il bordo del
materialeedilpercorsodicucitura ............................... 53
6. Sincronizzatore di posizionamento ................................ 55
7. Circuito pneumatico ........................................ 56
8. Manutenzione ............................................ 57
1. Informazioni generali
Codesto manuale d’istruzione per il servizio della classe 975-1-5
descrive le regolazioni dell’unità automatica di cucitura.
ATTENZIONE IMPORTANTE !
Tutte le attività descritte nel manuale di servizio devono essere
effettuate da personale specializzato oppure da persone
appositamente istruite a llo scopo !
Attenzione pericolo di ferimento !
In caso di riparazioni, lavori di trasformazione oppure di manutenzione
disinserire l’interruttore principale.
Lavori di regolazione e controlli di funzionalità a macchina in marcia
devono essere effettuati con estrema precauzione ed osservando
imperativamente tutte le misure di sicurezza.
3
2. Testa della macchina per cucire
2.1 Corsa di presa del cappio
1
2
4
3
5
6
La corsa di presa del cappio corrisponde alla corsa effettuata dalla
barra ago a partire dal suo punto morto inferiore fino al punto nel quale
la punta del crochet si trova esattamente sulla mezzeria dell’ago.
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
–
Abbassare la testa della macchina per cucire.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa.
–
Girando man ualmente il volantino portare la barra ago nel suo
punto morto inferiore.
–
Tramite il morsetto 2 premere il calibro 1 contro la bussola della
barra ago.
–
Avvitare la vite 3.
–
Estrarre il calibro e girare manu almente il volantino nel senso
normale di rotazione della macchina fino a quando il morsetto si
appoggia contro la bussola della barra ago.
In codesta posizione la punta del crochet dev’essere esattamente
sulla mezzeria della barra ago.
–
Allentareleviti4e6.
–
Rotare corrispondentemente il crochet 5 sul suo albero di
trasmissione fino a raggiungere la posizione de siderata.
–
Avvitare le viti 4 e 6.
Morsetto Numero d’ordine : 9 81 150002
Calibro Numero d’ordine : 981 150003
4
2.2 Posizione in altezza della barra ago e distanza della punta del crochet rispetto all’ago
2
3
1
4
5
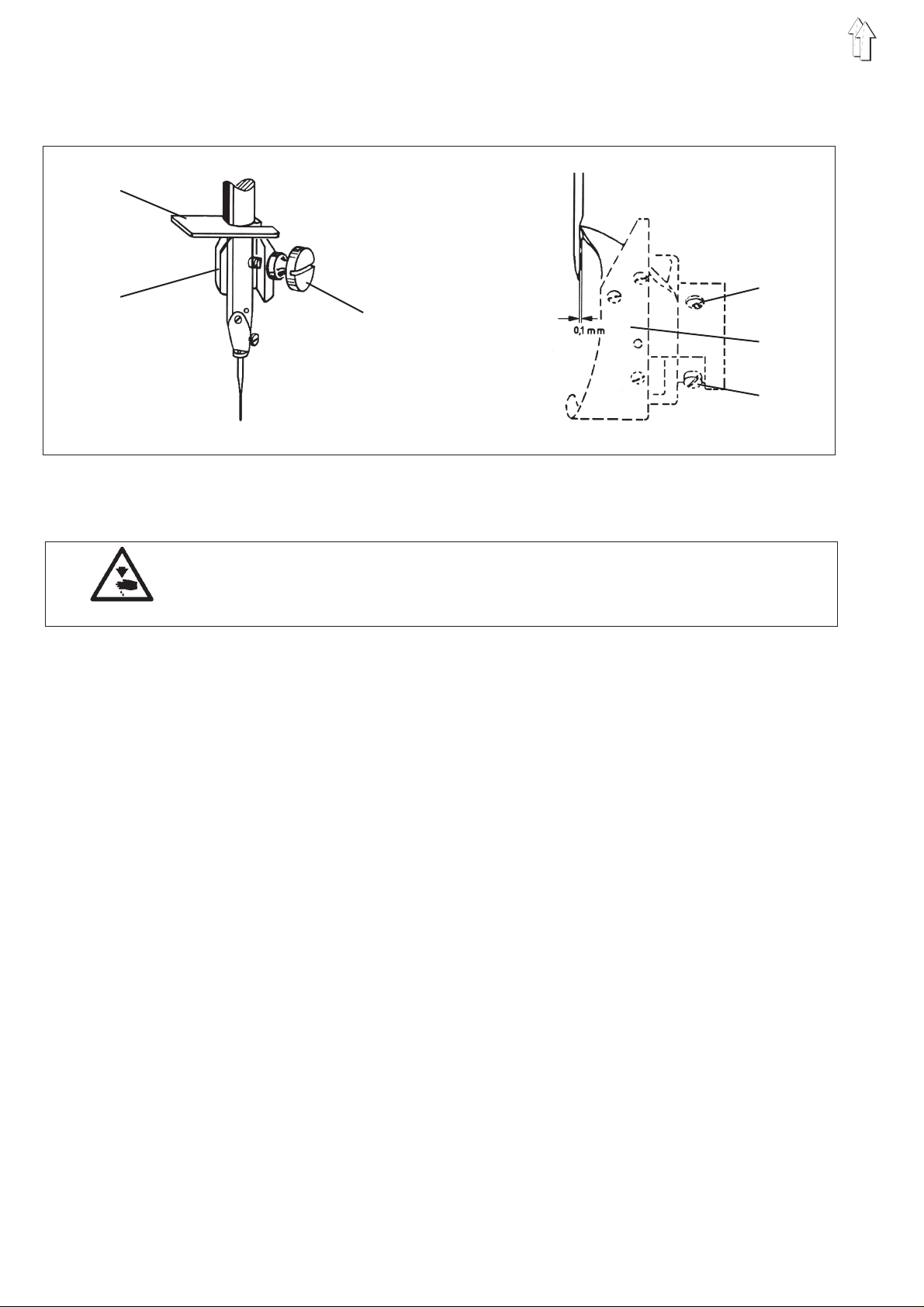
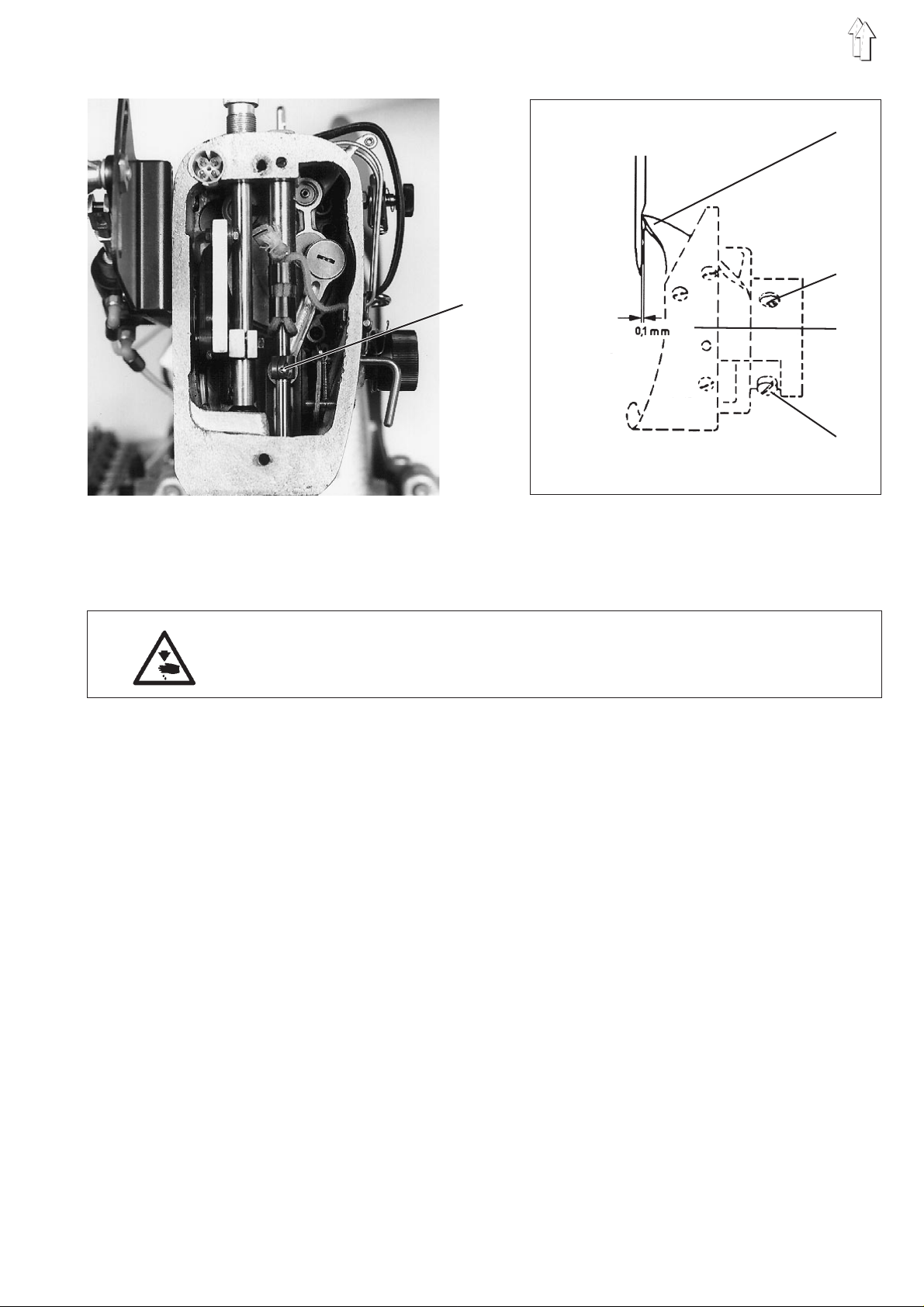
Nella posizione di presa del cappio, la punta 2 del croche t dev’essere
situata sulla mezzeria dell’incavo dell’ago.
Nella posizione di presa del cappio, la distanza della punta del crochet
rispetto alla superficie d ell’incavo dell’ago deve corrispondere a 0,1 mm.
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
–
Abbassare la testa della macchina per cucire.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa.
Posizione in altezza della barra ago
–
Girando manualmente il volantino portare la barra ago nel suo
punto di presa del cappio.
–
Svitare la vite 1.
–
Spostare in altezza la barra ago.
La punta 2 del crochet dev’essere situata sulla mezzeria
dell’incavo dell’ago.
–
Avvitare la vite 1.
Distanza della punta del crochet rispetto all’ago
–
Allentare le viti 3 e 5.
–
Spostare assialmente il crochet 4 sul suo albero.
La distanza tra la punta del crochet e la superficie dell’incavo
dell’ago deve corrispondere a 0,1 mm.
Attenzione: D urante la regolazione non r otare radialmente il
crochet e curare di non spingere troppo verso l’indietro il disco
mandaolio situato nella camera posteriore del cro chet.
–
Avvitare le viti 3 e 5.
5
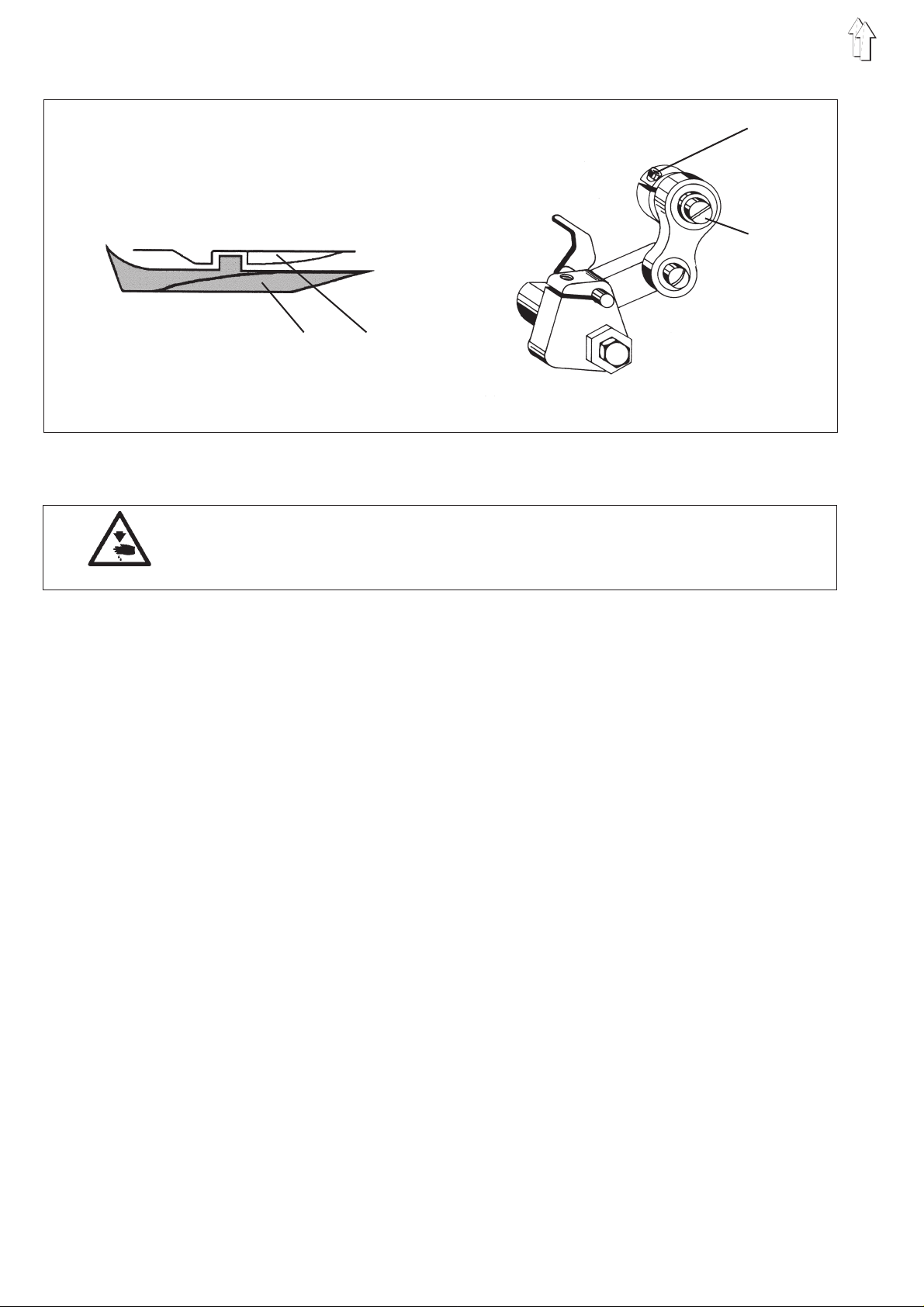
2.3 Placca ago
Durante il processo di cucitura, la placca ago è sempre in posizione
alta (sollevata).
Il rialzo del foro della placca ago è smussato verso l’interno per
impedire che il fessino all’inizio del ciclo di cucitura venga spinto v ia e
formi delle piege du rante la cucitura.
Le funzioni “ Placca ago verso l’alto ” e “ Testa della macchina per
cucire verso il basso ” avve ngono contemporaneamente. La
funzione “ Placca ago verso il basso ” avviene solo quando la testa
della macchina per cucire ha abba ndonato la sua posizione bassa e la
valvola di commutazione è stata azion ata. Grazie a codesta sequenza
funzionale lo spezzone finale del filo tagliato viene estratto dal c ampo
di lavoro della placca ago prima che quest’ultima possa involutamente
appinzare il filo.
2.3.1 Posizione laterale del supporto della placca ago
2
3
1
L’ago deve penetrare perfettamente centrato nel foro della placca ago
quando qu est’ultima è nella sua posizione alta.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare la posizione solo quando l’unità di automatica di cucitura è
disinserita dalla rete d’alimentazione.
–
Levare la bacinella paraolio.
–
Allentare g li anelli di regolazione 2 e 3 sulla parte sinistra
dell’albero.
–
Orientare lateralmente il supporto 1 della placca ago.
Il foro della placca ago dev’essere centrato rispetto all’ago.
–
A regolazione ultimata, levare il gioco e fissare la posizione tramite
gli anelli di regolazione 2 e 3.
–
Montare nuovamente la bacinella paraolio.
6
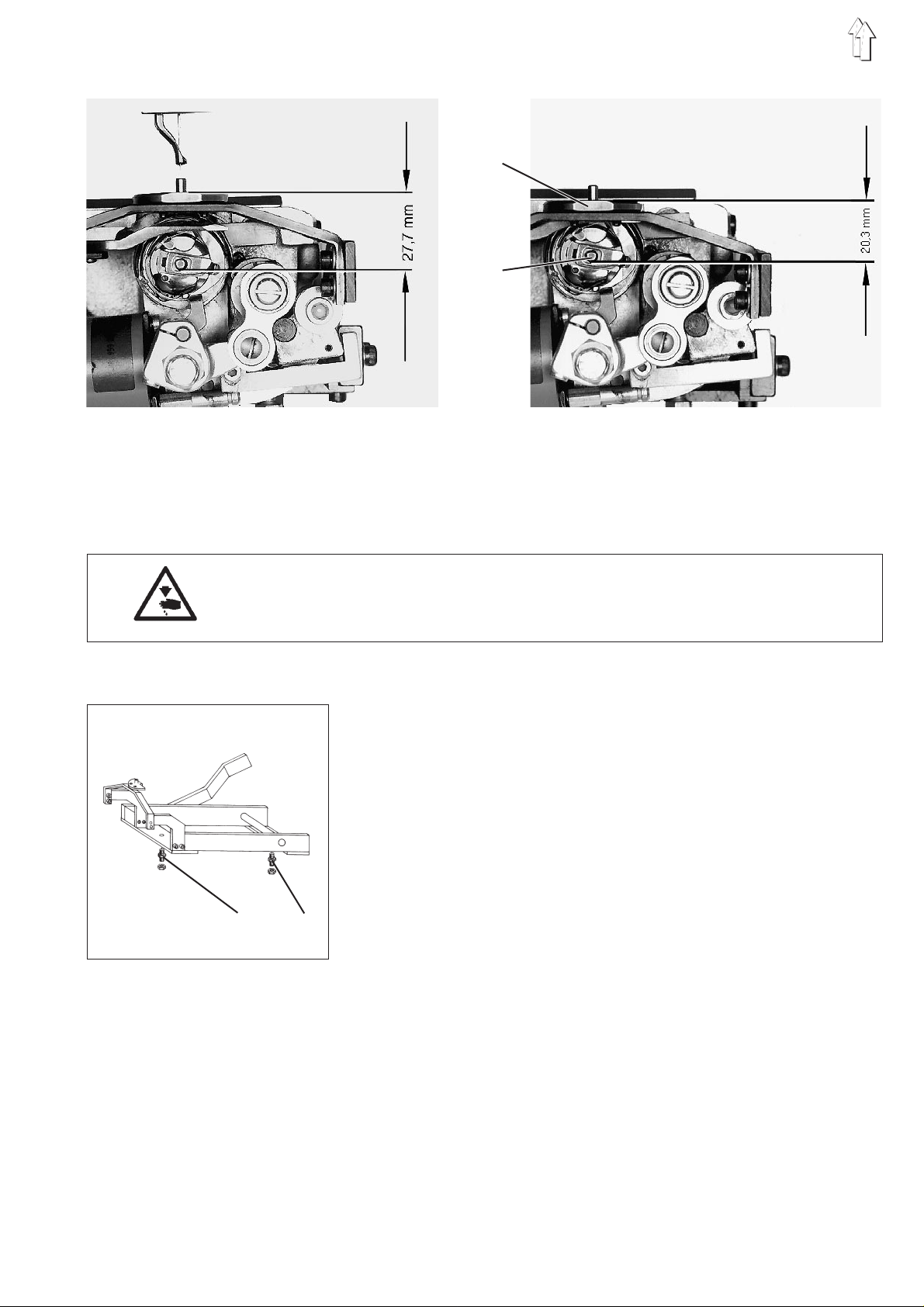
2.3.2 Posizione alta e posizione bassa del supporto della placca ago
1
2
Nella posizione alta, la distanza tra il bordo superiore della placca
ago 1 ed il bordo infer iore del perno 2 della capsula deve
corrispondere a 27,7 mm.
Nella posizione bassa, la distanza tra il bordo superiore della placca
ago 1 ed il bordo infer iore del perno 2 della capsula deve
corrispondere a 20,3 mm.
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
Posizione alta della placca ago
–
–
–
Posizione bassa della placca ago
34
–
–
–
–
–
–
Abbassare la testa della macchina per cucire.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa.
Allentare il controdado e regolare tramite la vite di battuta 3.
La distanza tra il bordo superiore della placca ago 1 ed il bordo
inferiore del perno 2 della capsula deve corrispondere a 27,7 mm.
Avvitare nuovamente il controdad o.
Levare la bacinella paraolio.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa e la placca ago ed il
piedino si alzano.
Premere il pulsante “ START ”.
Ora tramite il pulsante “ Σ ” la testa della macchina per cucire può
essere sollevata ed abbassata a piacere.
Allentare il controdado e regolare tramite la vite di battuta 4.
La distanza tra il bordo superiore della placca ago 1 ed il bordo
inferiore del perno 2 della capsula deve corrispondere a 20,3 mm.
Il crochet deve pot er girare libero senza entrare in collisione sotto
la placca ago.
Avvitare nuovamente il controdad o.
Montare nuovamente la bacinella paraolio.
7
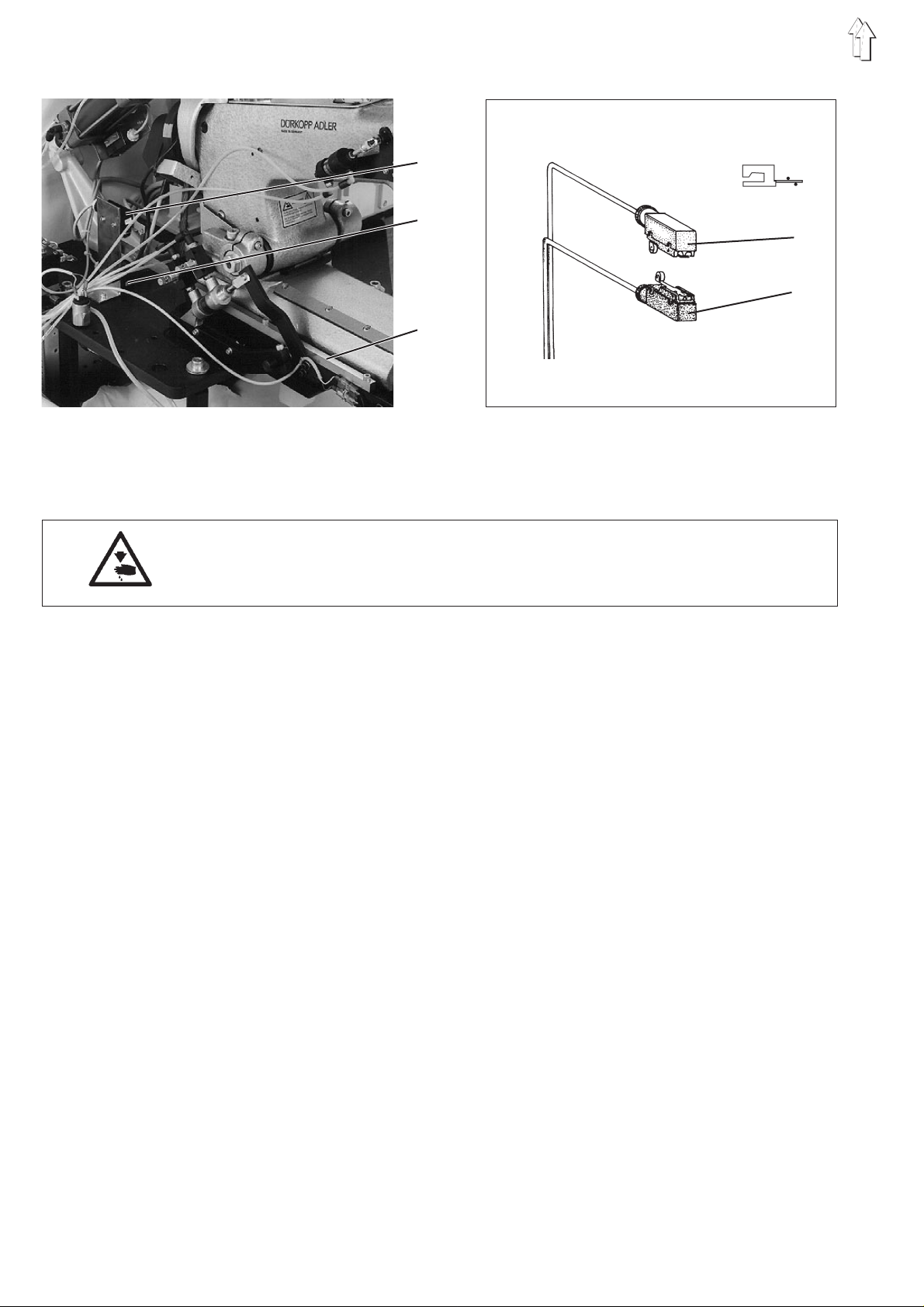
2.3.3 Momento dell’azionamento degli interruttori
1
2
3
Quando la placca ago è nella sua posizione alta, la barra di supporto 3
deve azionare l’interruttore 2 ( b20 ).
Quando la placca ago è nella sua posizione bassa, la barra di
supporto 3 deve azionare l’interruttore 1 ( b19 ).
1
2
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
Interruttore per il controllo della posizione alta della placca ago
–
Impostare l’interruttore programma su 63 e premere il pulsante
“STOP”.
–
Impostare l’interruttore programma su 20.
–
Portare manualmente la placca ago nella sua posizione alta.
Sul “ Display ” deve apparire l’indicazione “- b20 ”.
Se ciò non fosse il caso correggere la posizione dell’interruttore.
Interruttore per il controllo della posizione bassa della placca ago
–
Impostare l’interruttore programma su 63 e premere il pulsante
“STOP”.
–
Impostare l’interruttore programma su 19.
–
Portare manualmente la placca ago nella sua posizione alta.
Sul “ Display ” deve apparire l’indicazione “- b19 ”.
Se ciò non fosse il caso correggere la posizione dell’interruttore.
8
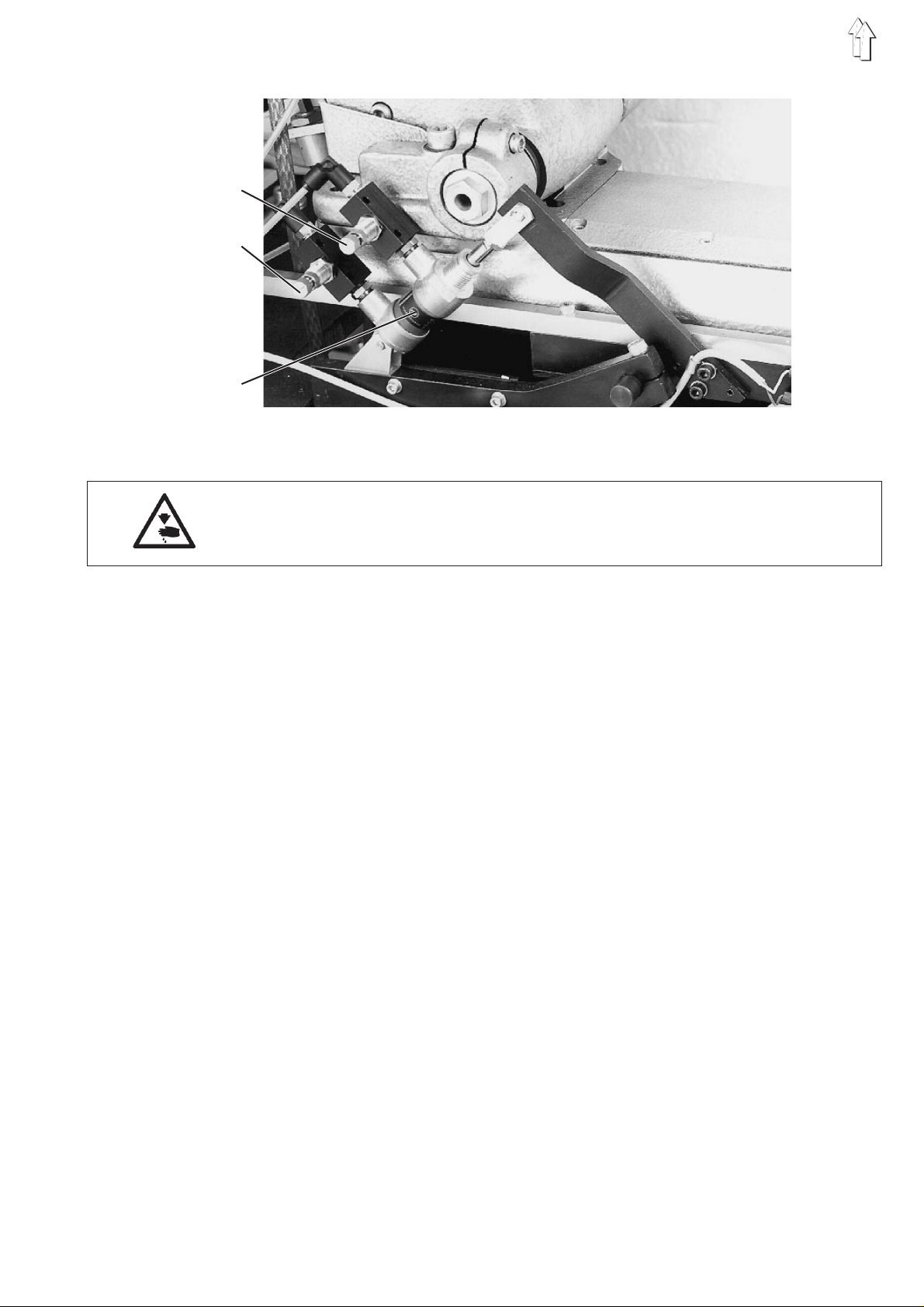
2.3.4 Regolazione della velocità di salita e di discesa della placca ago
1
2
3
Tramite il cilindro 3 la placca ago viene portat a nella sua posizione alta
oppure ba ssa.
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
Velocità di salita della placca a go
–
Regolare la valvola di riduzione 1.
–
Eseguire il controllo di funzionalità.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa e la placca ago ed il
piedino si alzano.
Premere il pulsante “ START ”.
Ora tramite il pulsante “ Σ ” la testa della macchina per cucire, la
placca ago ed il piedino possono essere sollevati ed abbassati a
piacere.
La placca ago si deve m uovere verso l’alto rapidamente ma non a
scatti.
Se ciò non fosse il caso la valvola di riduzione 1 dev’essere
nuovamente regolata.
Velocità di discesa dell a placca ago
–
Regolare la valvola di riduzione 2.
–
Eseguire il controllo di funzionalità.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa e la placca ago ed il
piedino si alzano.
Premere il pulsante “ START ”.
Ora tramite il pulsante “ Σ ” la testa della macchina per cucire, la
placca ago ed il piedino possono essere sollevati ed abbassati a
piacere.
La placca ago si deve muo vere verso il basso rapidamente ma non
a scatti.
Se ciò non fosse il caso la valvola di riduzione 2 dev’essere
nuovamente regolata.
9
2.4 Apricestello
La leva tendifilo deve tirare il filo verso l’alto tra il cestello 5 ed il
fermacestello 4.
Per facilitare codesta operazione, nel momento del passaggio del filo il
cestello dev’essere spostato d all’apricestello in maniera da ottenere il
desiderato passaggio libero del filo.
In questa maniera si può ottenere la chiusura del punto desiderata con
la tensione minore possibile.
Una regolazione errata potrebbe provocare le seguenti conseguenze:
–
Rotture del filo.
–
Cappioline di filo sulla parte inferiore del materiale.
–
Eccessivi rumori.
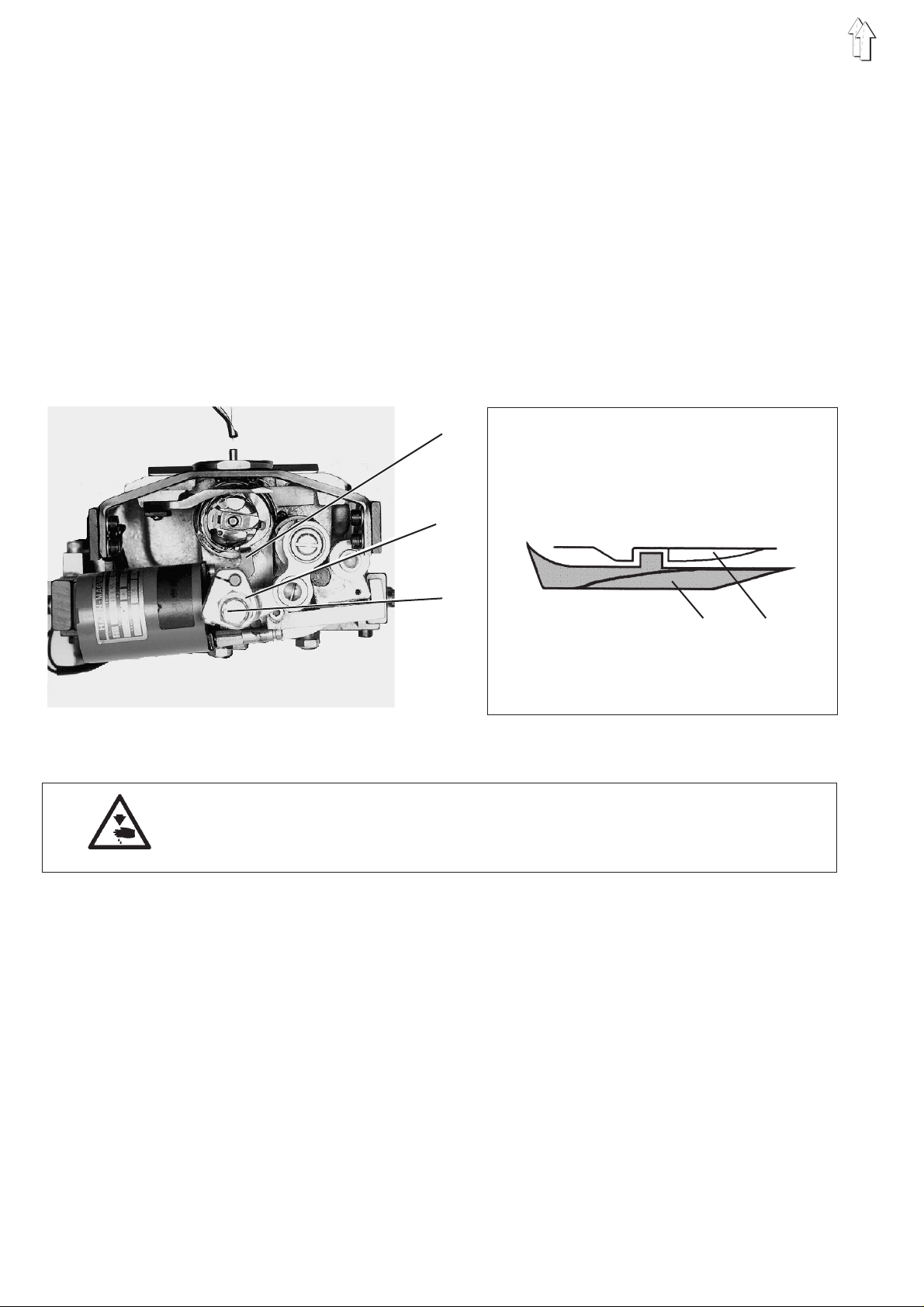
2.4.1 Posizione in altezza del nasino dell’apricestello
1
2
3
45
Il nasino 1 dell’apricestello dev’essere posizionato in altezza sulla
stessa altezza del nasino del cestello.
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
–
Abbassare la testa della macchina per cucire.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa e la placca ago ed il
piedino si alzano.
–
Svitare la vite 2.
–
Rotare l’eccentrico 3.
–
Avvitare la vite 2.
10

2.4.2 Ampiezza di passaggio intorno all’apricestello ( ampiezza della corsa e posizione in
profondità dell’apricestello )
1
X
34
2
La distanza x tra il nasino del cestello 4 in posizione aperta ed il
fermacestello 3 deve corrispondere allo spessore del filato che viene
utilizzato.
In profondit à il nasino dell’apricestello deve avere un a distanza di
0,6 mm rispetto al corpo del cestello.
Con questa distanza il filo può passare libero tra il nasino
dell’apricestello ed il cestello.
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
–
Abbassare la testa della macchina per cucire.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa e la placca ago ed il
piedino si alzano.
Ampiezza del passaggio
–
Allentare la vite 2.
–
Variare la posizione de l nasino 1 dell’apricestello.
–
Avvitare la vite 2.
Posizione in profondità del nasino dell’apricestello
–
Allentare la vite 2.
–
Variare la posizione in profondità d el nasino 1 dell’apricestello.
In profondit à il nasino dell’apricestello deve avere un a distanza di
0,6 mm rispetto al corpo del cestello.
–
Avvitare la vite 2.
11
2.4.3 Momento dell’apertura del cestello
12
Al momento del passaggio del filo tra il cestello 2 ed il fermacestello 1,
il cestello dev’essere tenuto in posizione aperta dall’aprice stello.
3
4
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
–
Abbassare la testa della macchina per cucire.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa e la placca ago ed il
piedino si alzano.
–
Allentarelavite3.
–
Girando man ualmente il volantino portare la barra ago 1 mm dopo
il suo punto morto superiore (visto in direzione di marcia).
–
Rotare l’eccentrico 4 fin o a quando il nasino dell’apricestello si
trova al culmine della sua corsa in avanti (punt o d’inversione).
In codesta posizione il cestello 2 dev’essere completamente
spostato in posizione d’apertura.
–
Avvitare la vite 3.
12
2.5 Piedino di cucitura
Durante l’esecuzione della cucitura trasversale la pinza per la punta è
aperta e non può più mantenere appinzato il mat eriale. Per evitare un
salto dei punti, il piedino di cucitura durante l’esecuzione della cucitura
trasversale viene abbassato.
L’abbassamento del piedino di cucitura avviene contemporaneamente
all’apertura della pinza p er la punta.
2.5.1 Pressione del piedino di cucitura
1
La pressione del piedino di cucitur a dev’essere regolata in maniera
tale che durante il suo movimento di discesa il piedino possa seguire
senza incepparsi il suo meccanismo d’azionamento.
Una pressione troppo leggera del piedino di cucitura po trebbe
provocare u n salto del punto.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare la pressione del piedino di cucitura solo q uando l’unità di
automatica di cucitura è disinserita dalla rete d’alimentazione.
–
Regolare la pressione del piedino di cucitura tramite la vite di
regolazione 1.
13
2.5.2 Campo di regolazione in altezza
Quando la corsa più bassa di sollevamento del piedino di cucitura è
attivata, il piedino, quando è al suo punto morto inferiore, deve avere
una distanza pari a 2,5 mm rispetto al rialzo del foro della placca ago.
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
1
2
3
4
5
6
7
8
–
Abbassare la testa della macchina per cucire.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa e la placca ago ed il
piedino si alzano.
–
Allentare la vite a farfalla 4 e bloccare la leva 5 nella sua posizion e
più bassa.
–
Allentare il dado 1.
–
Premere il perno 2 verso il basso fino alla fine della feritoia.
–
Avvitare il dado 1.
–
Tirare la leva 3 verso l’avanti fino a quand o l’asta del cilindro è
completamente fuoriuscita.
–
Girando man ualmente il volantino portare il piedino di cucitura
nella suo punto morto inferiore.
–
Levare il coperchio 8 della testa della macchina.
–
Allentarelavite6.
–
Regolare in altezza la barra del piedino 7.
La distanza tra il piedino e il rialzo del foro della placca ago deve
corrispondere a 2,5 mm.
–
Avvitare la vite 6.
–
Montare nuovamente il coperchio 8 della testa della macchina.
14
ATTENZIONE IMPORTANTE !
Dopo la regolazione del campo d i regolazione in altezza del piedino, la
posizione in altezza della corsa del piedino dev’essere nuovamente
regolata. A questo sco po consultare il manuale d’istruzione per l’uso.
2.5.3 Sincronizzazione del momento del movimento del piedino di cucitura
1
Il piedino di cucitur a deve raggiungere il suo punto morto inferiore
contemporaneamente alla barra ago. Il movimento di risalita del
piedino di cucitura inizia dopo il punto di presa del cappio.
Attenzione pericolo di ferimento !
Eseguire tutti i lavori di regolazione ed i controlli di
funzionalità con estrema precauzione.
2
–
Abbassare la testa della macchina per cucire.
Impostare l’interruttore programma su 44 e premere il pulsante
“STOP”.
La testa della macchina per cucire s’abbassa e la placca ago ed il
piedino si alzano.
–
Estrarre il tappo 1.
–
Allentare entrambi le viti dell’eccentrico 2 per la corsa di
sollevamento.
–
Rotare l’eccentrico 2 per la corsa di sollevamento sul suo albero.
Attenzione: La posizione assia le dell’eccentrico sull’albero non
dev’essere variata.
–
Avvitare nuovamente entrambi le viti d ell’eccentrico 2 per la corsa
di sollevamento.
–
Inserire nuovamente il tappo 1.
15
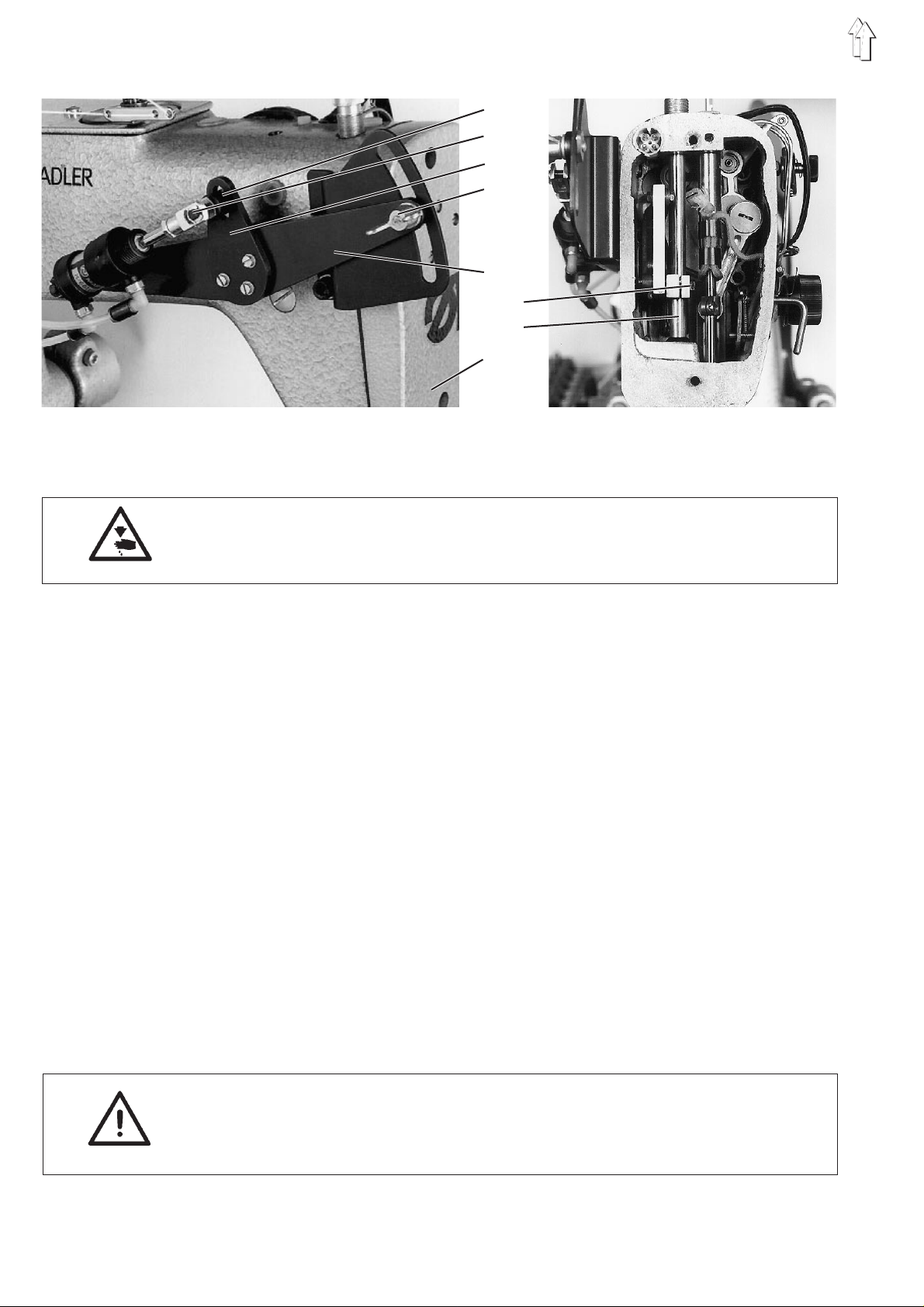
2.6 Molla recuperafilo
1
2
3
4
5
Quando la cruna de ll’ago sta’ penetrando nel m ateriale la molla
recuperafilo 2 deve appena aver raggiunto la sua posizione più bassa
di tensionamento.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare la molla recuperafilo solo quando l’unità di automatica di
cucitura è disinserita dalla rete d’alimentazione.
Corsa della molla recuperafilo
–
Girare manualmente il volantino fino a quando la cruna de ll’ago
penetra nel materiale.
–
Allentarelavite5.
–
Tramite il p erno 4 rotare tutto il gruppo di tensione 3.
La molla recuperafilo 2 deve appena aver raggiunto la sua
posizione più bassa di tensionamento.
–
Avvitare nuovamente la vite 5.
Regolazione della tensione della molla recuperafilo
–
Allentarelavite5.
–
Estrarre tutto il gruppo di tensione 3.
–
Allentarelavite1.
–
Regolare la tensione tramite il perno 4.
–
Avvitare nuovamente la vite 1.
–
Montare nu ovamente tutto il gruppo di tensione 3.
–
Avvitare nuovamente la vite 5.
16
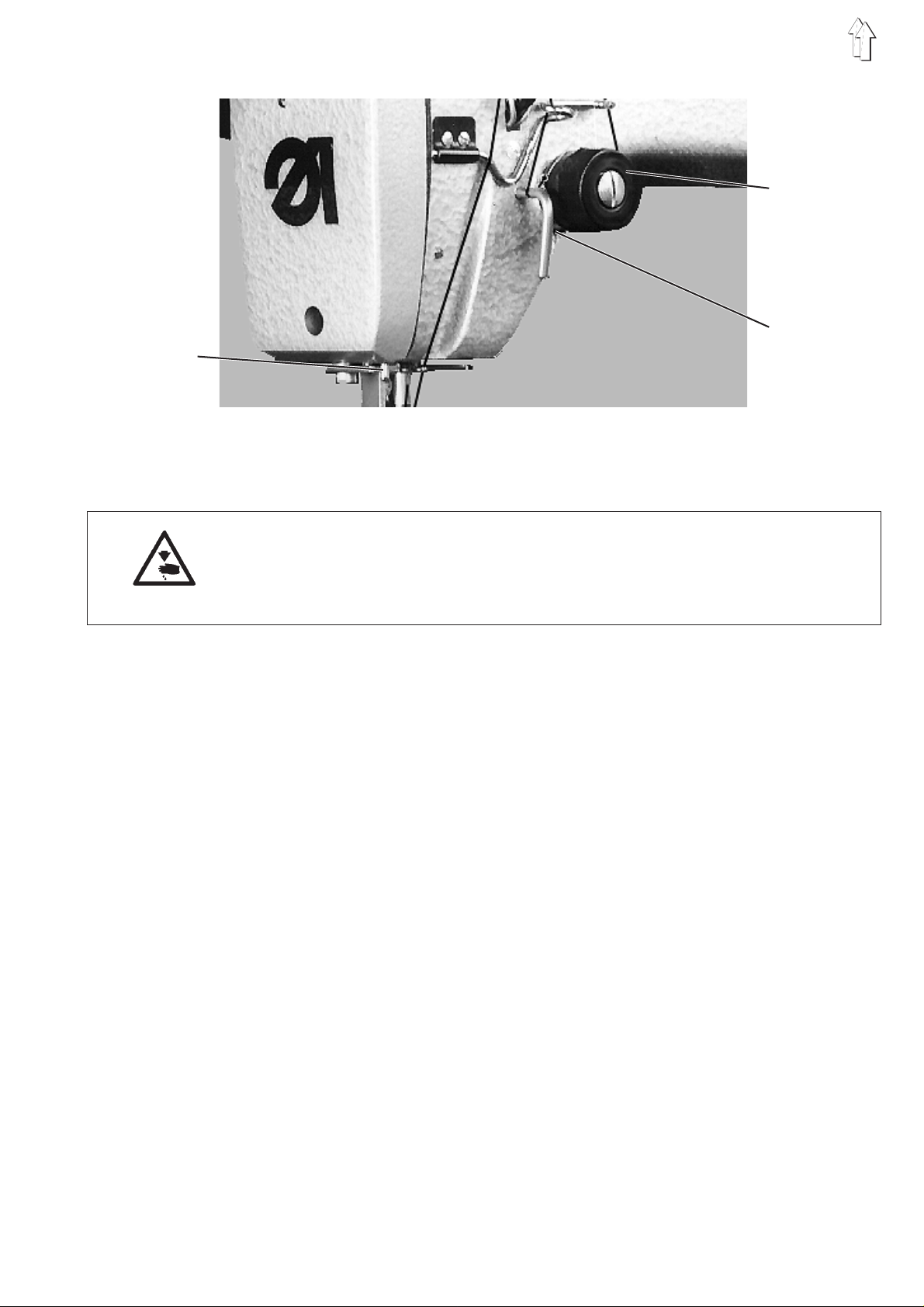
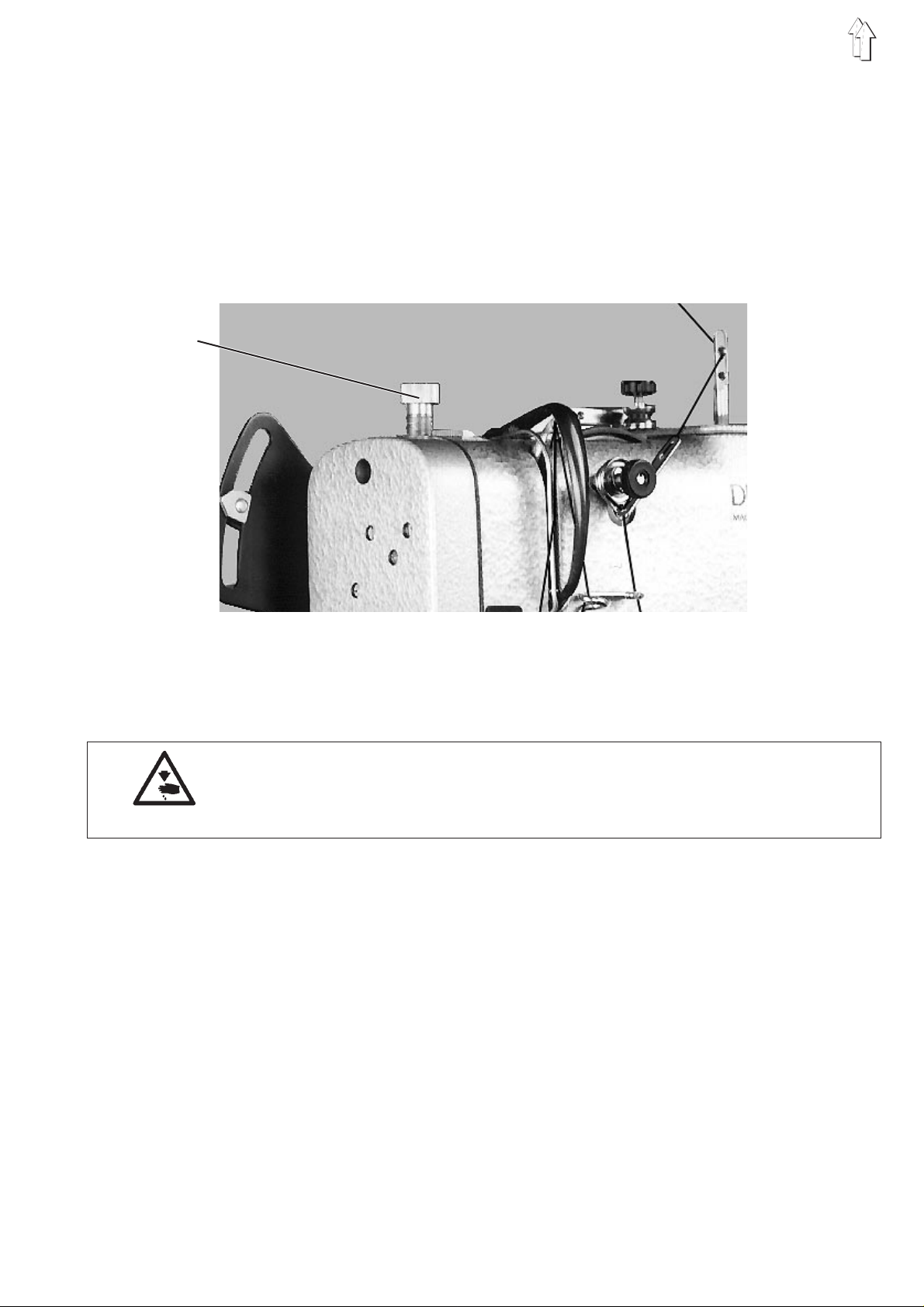
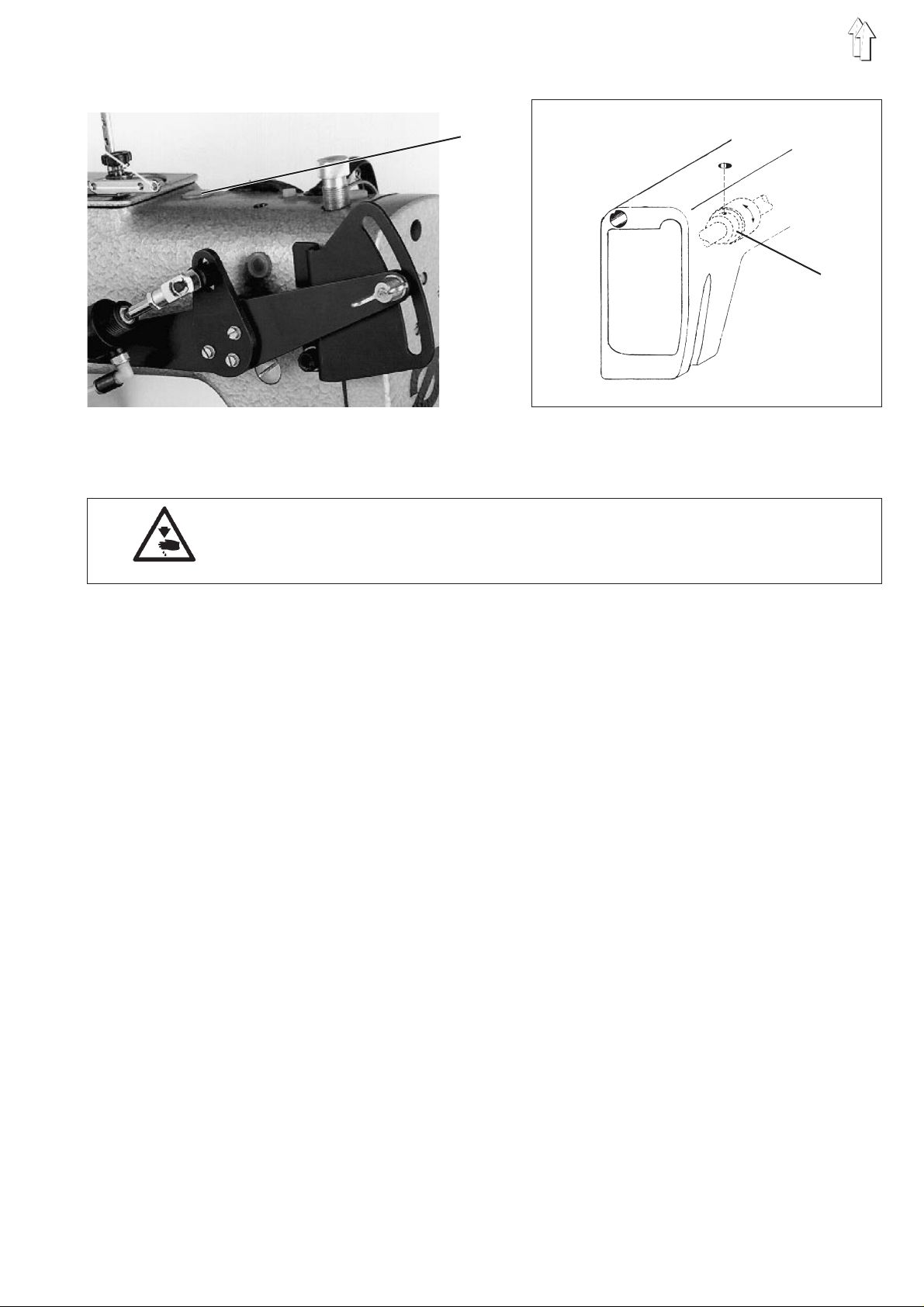
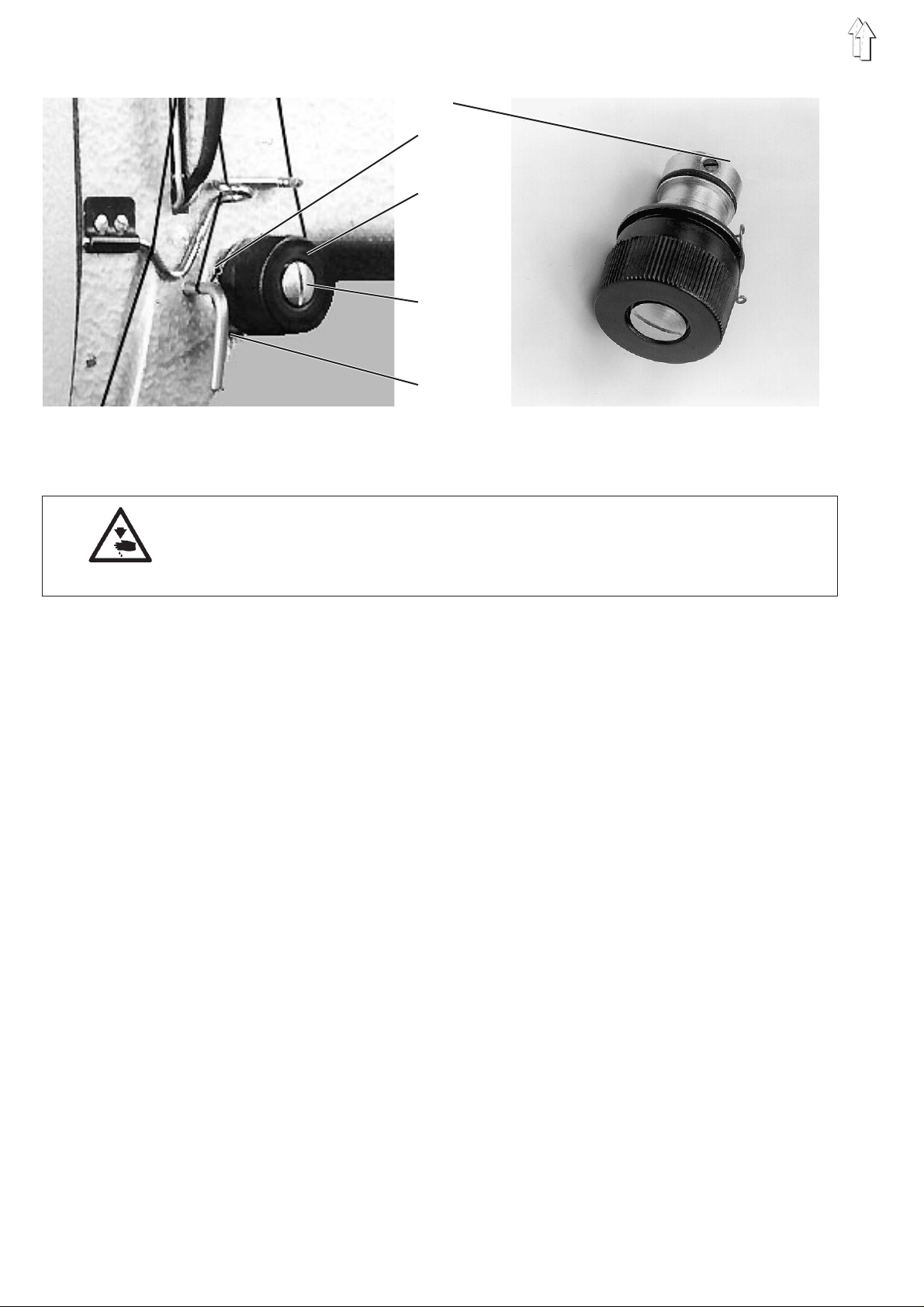
2.7 Apertura della tensione principale
1
L’apertura della tensione principale avviene automaticamente durante
il ciclo del dispositivo rasafilo tr amite un magnete situato nel coperchio
frontale della testa della macchina per cucire oppure può essere
aperta manu almente premendo il perno 1 .
2
3
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare l’ape rtura della tensione solo qu ando l’unità di automatica di
cucitura è disinserita dalla rete d’alimentazione.
Eseguire tutti i controlli di funziona lità con estrema precauzione.
–
Allentare la vite 3
–
Spostare assialmente tutto il gruppo della te nsione principale 2.
Quando il perno 1 è premuto, il filo deve poter essere tirato
manualmente senza frizionamenti attraverso la tensione principa le
aperta.
–
Avvitare nuovamente la vite 3.
Controllo funzionale dell’apertura della tensione principale
–
Inserire l’interrutto re principale.
–
Impostare l’interruttore programma su 64 e premere il pulsante
“STOP”.
Impostare l’interruttore programma su 9.
–
Premere il pulsante “O”.
Il gruppo della tensione principale viene aperto dal magnete.
Il filo deve poter essere tirato manualmente senza frizionamenti
attraverso la tensione principale aperta.
17
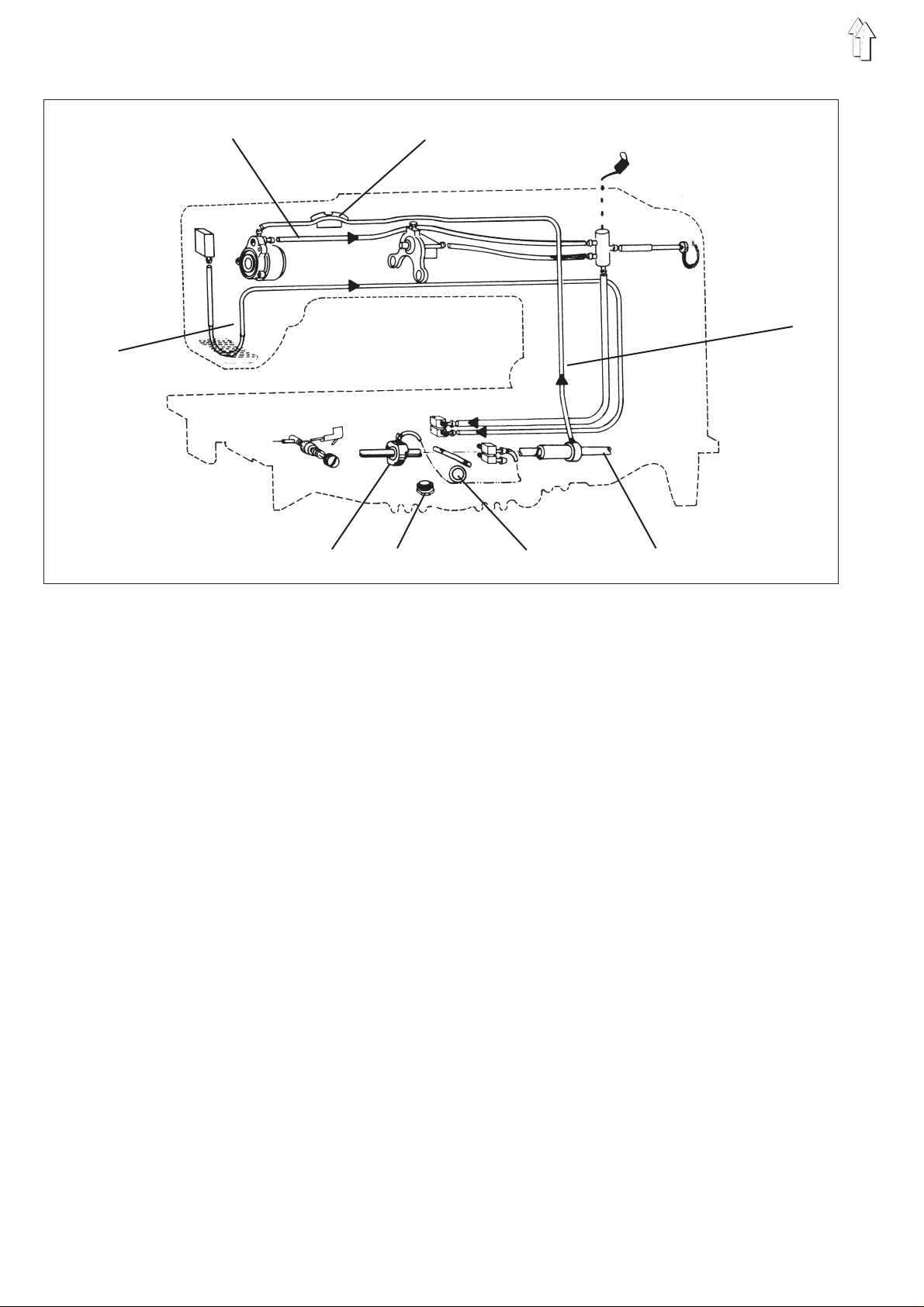
2.8 Lubrificazione
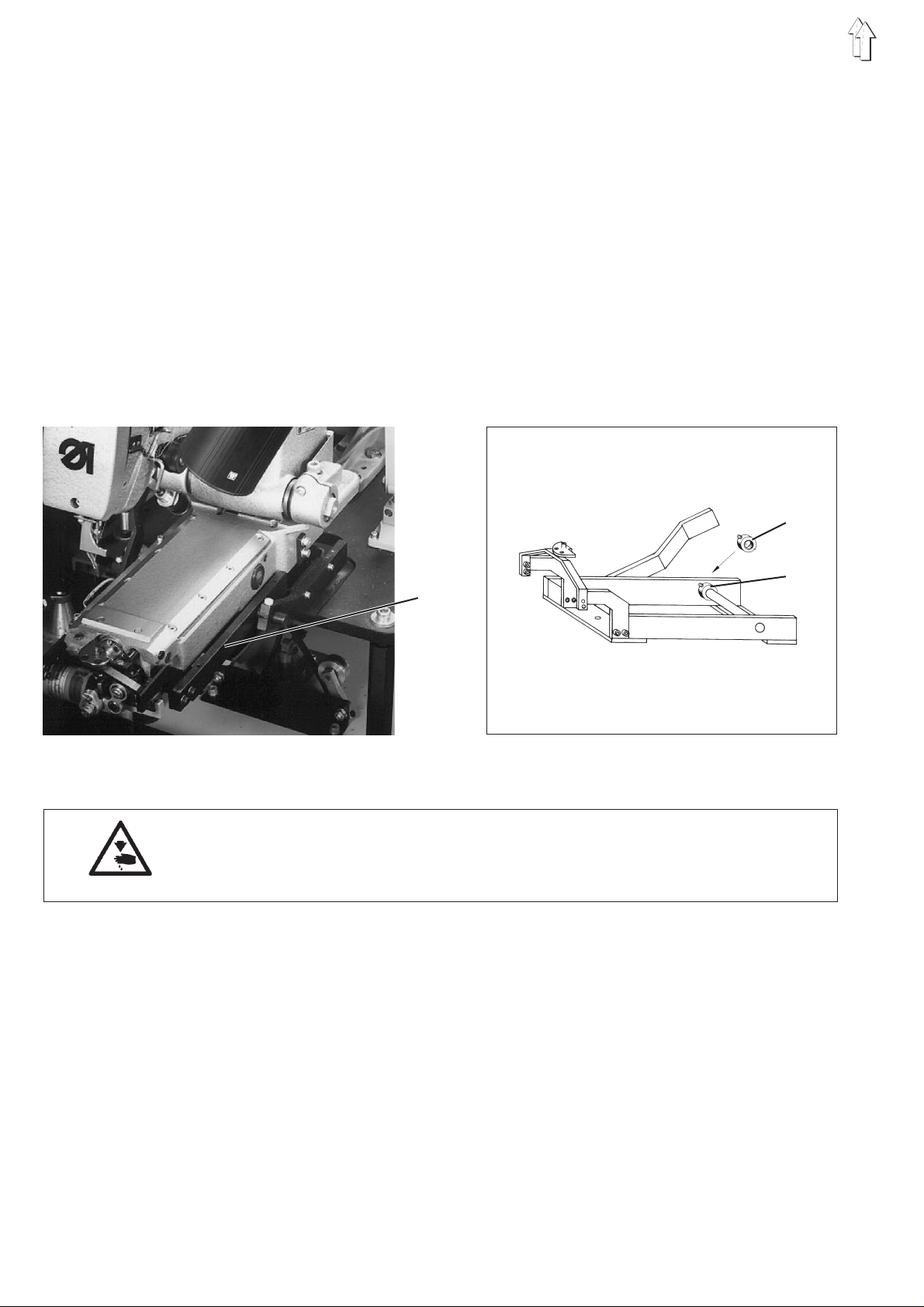
3
12
4
5678
Mandata dell’olio verso la testa della macchina per cucire
L’albero 8 per il movimento del crochet tramite la fresatura a spirale
recupera l’olio dalla bacinella ed attraverso il tubo 4 manda l’olio verso
la testa della macchina per cucire. La spia 2 posta s opra il tubo
permette un controllo della mandata dell’olio. Una parte d ell’olio
mandato verso la testa della macchina per cucire viene utilizzato per
la lubrificazione delle parti meccaniche della testa de lla macchina per
cucire; il resto dell’olio attraverso il tubo 1 fluisce verso il bocchettone
di rifornimento, da qui, tramite st oppini, vengono lubrificati i cuscinetti
dell’albero sup eriore e le parti meccaniche per la corsa di
sollevamento del piedino di cucitura.
Ritorno dell’olio dalla testa della m acchina per cucire
L’olio spruzzato nella testa della macchina per cucire si accumula
nella parte inferiore della testa della macchina per cucire dove è
montato il tubo di recupero 3 con il filtro me tallico, attraverso codesto
tubo la pompa 5 aspira l’olio indietro verso l’albero per il movimento
del crochet.
Mandata dell’olio verso il crochet
La pompa 5 oltre l’olio dalla testa della macchina p er cucire aspira
anche l’olio dalla bacinella per l’olio; quest’olio raggiunge la pompa
tramite un tubo. un anello in gomma impedisce che lo spezzone finale
del tubo giaccia direttamente sul fondo della bacinella per l’olio, in
codesta maniera s’impedisce che particelle di sporcizia possano
venire aspirate e possano otturare il canale in direzione del crochet.
La pompa spinge l’olio aspirato a ttraverso una tubazione a pressione
in un canale e da qui l’olio tramite il disco di centrifugazione raggiunge
la camera del c rochet. L’olio in eccedenza che non viene u tilizzato per
la lubrificazione del crochet defluisce in anticipo tramite un foro
praticato nella tubazione a pressione.
18
6 = Vite di scarico per l’olio
7 = Spia di controllo
 Loading...
Loading...