

Adler 975 User Manual [it]

Indice Pagina:
Home
Parte 4: Descrizione sommaria “ Microcontrol ” classe 975 - 1 - 5
1. Informazioni generali ........................................ 3
2. Descrizione del pannello di comando ............................... 4
2.1 Pulsantisulfrontalinodelpannellodicomando........................... 4
2.2 Interruttoriinterni............................................ 5
2.3 “Display”................................................ 6
3. Descrizione delle funzioni dei pulsanti .............................. 7
3.1 Pulsante“STOP”epulsante“O”.................................. 7
3.2 Pulsante“AVVIO”(“START”)epulsante“CANCELLARE”(“CLEAR”)............ 7
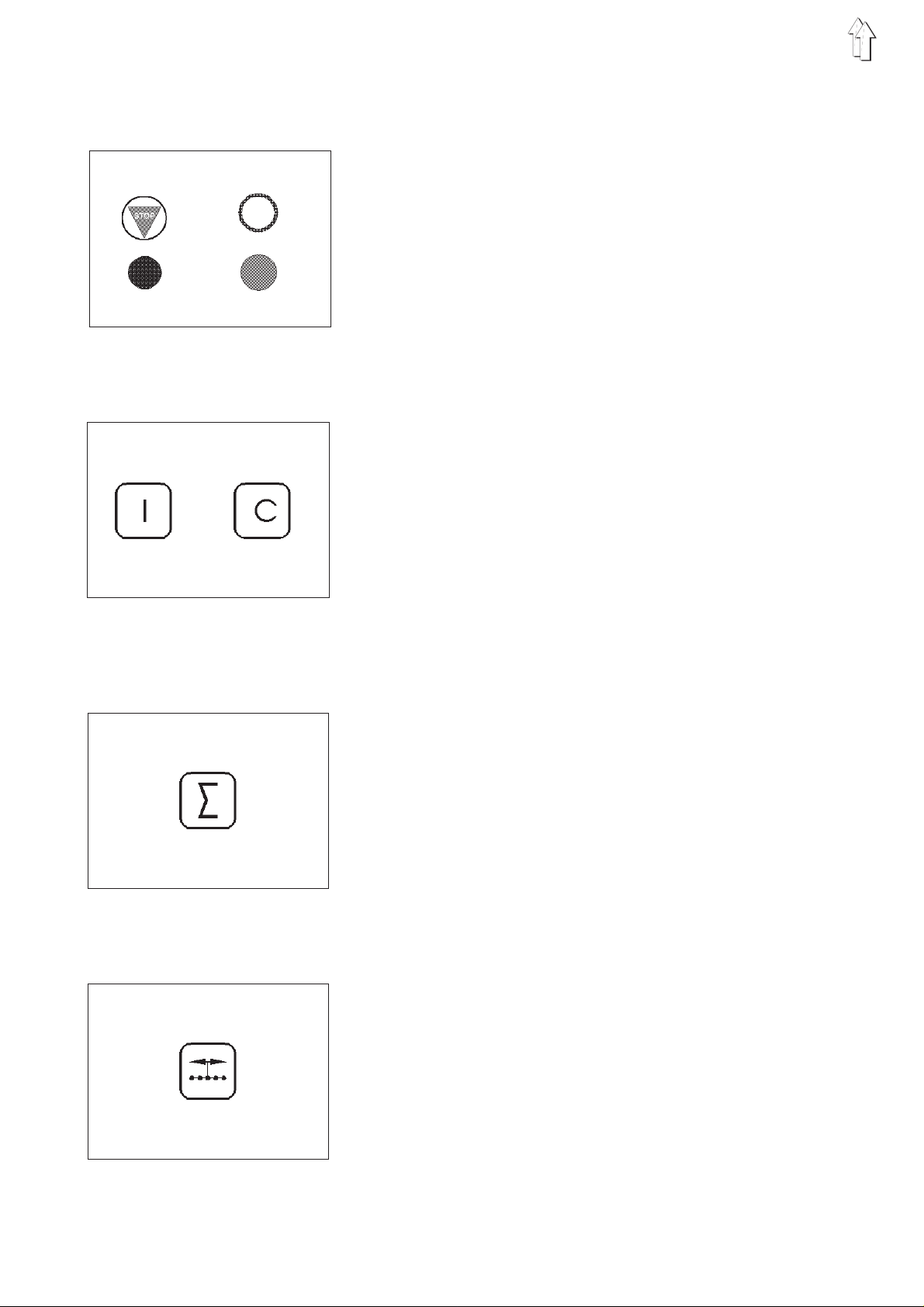
3.3 Pulsante “ Σ ” ............................................. 7
3.4 Pulsante “ INIZIO DELLA CUCITURA ” (“ NAHTANFANG ”) .................... 7
3.5 Pulsante“+”e“-”........................................... 8
3.6 Pulsante“CUCITURAINIBITA”(“NÄHSPERRE”) ........................ 8
3.7 Pulsante “ MARCIA A VUOTO / INTERRUZIONE ” (“ LEERDURCHLAUF / ABBRUCH ”) . . . 8
3.8 Pulsante“INFILATURA”(“EINFÄDELN”) ............................. 8
4. Scelta ed impostazione dei programmi di cucitura e di prova ................. 9
4.1 Indicazionedellaversionedelprogramma.............................. 9
4.2 Programmadicucitura......................................... 10
4.3 Cucireconcomandoadintermittenza ................................ 10
4.4 Cucireavelocitàlentaconcomandoadintermittenza ....................... 10
4.5 Cucireavelocitàangolaredellapunta................................ 11
4.6 Cucireavelocitàmassima ...................................... 11
4.7 Sollevareedabbassarelatestadellamacchinapercucire .................... 11
4.8 Indicazionedellaposizionedelsincronizzatorediposizionamento................ 11
4.9 Test“Memoria”,Test“Timer”.................................... 12
4.10 Provadiconduttività.......................................... 12
4.11 Controllodeglielementifunzionalidelfrontalinodelpannello................... 12
4.12 Controllodeglielementifunzionalid’entrata............................. 14
4.13 Sceltadeglielementifunzionalid’entrata .............................. 14
4.14 Sceltadeglielementifunzionalid’uscita............................... 16
4.15 Posizionamentonella2.posizione.................................. 17
4.16 Posizionamentonella1.posizione.................................. 17
4.17 Posizionamentonella1.e2.posizioneconciclodelrasafilo ................... 17
5. Indicazioni funzionali e d’errore .................................. 18
5.1 Indicazioni d’ausilio operativo .................................... 18
5.2 Indicazionid’erroredelprogrammadicucitura ........................... 18
5.3 Indicazionid’erroredelpannellodicomando ............................ 20
1. Informazioni generali
Nel pannello di comando “MICROCONTROL” dell’unità di cucitura
DÜRKOPP ADLER 975 - 1 - 5 è integrato il sistema di test e di
controllo “MULTITEST”.
Un microcomputer assume i compiti di comando, controlla il processo
di cucitura ed indica errori d’utilizzazione ed eventuali avarie.
Una serie di programmi speciali facilita le regolazioni meccaniche e
rende possibile un veloce controllo de lla funzionalità degli elementi
d’entrata e d’uscita senza aver bisogno d’ulteriori strumenti di misura.
Errori e risultati di controllo veng ono indicati su due righe a 16 simboli
del “ Display ”.
Durante il normale ciclo di lavoro, senza anomalie, sul “ Display ”
appaiono informa zioni per l’operatore riguardanti l’utilizzazione ed il
ciclo di c ucitura.
Per il test del programma e la diagnosi delle avarie sussiste la
possibilità di eliminare dallo schermo il contatore ed in alternativa di
avere una indicazione del ciclo della parte di programmazione che
lavora in parallelo sia per il tavolo di pinzaggio destro e sinistro che
anche per il ciclo di cucitura.
In caso di un errore d’utilizzazione oppure di un’avaria, il ciclo
funzionale viene interrotto e la causa viene indicata sul “ Display ”
tramite il corrispondente simbolo. Nella maggior parte dei casi, il
simbolo sparisce dopo l’eliminazione della causa dell’errore e dopo
aver premuto il pulsante “ CANCELLARE ” (“ CLEAR ”).
In alcuni casi per ragioni di sicurezza, per eliminare l’indicazione
d’errore si deve disinserire l’interruttore principale.
Una parte delle segna lazioni d’errore è riservata esclusivam ente al
personale d’assistenza.
Tutte le funzioni possono essere richiamate e variate premendo il
corrispondente pulsante; a questo scopo l’unità automatica di cucitura
dev’essere situata nella sua posizione di base.
Al momento dell’inserimento dell’interruttore principale, il pannello di
comando dell’unità di cucitura svolge automaticamente una vasta serie
di autocontrolli, tra i quali anche il contro llo di funzionalità del
“ Display ” e della memoria programma / dati.
Dopo il disinserimento dell’interruttore principale, tutti i valori impostati
delle singole funzioni veng ono memorizzati nella memoria
programma / dati (con batteria tampone) ed al prossimo inserimento
dell’interruttore principale vengono aut omaticamente attivati.
ATTENZIONE IMPORTANTE !
Codesta descrizione sommaria del pannello di comando
“ Microcontrol ”per la classe 975 - 1 - 5 è valida solo per la
versione di programma 97 5A03 !
3
2. Descrizione del pannello di comando
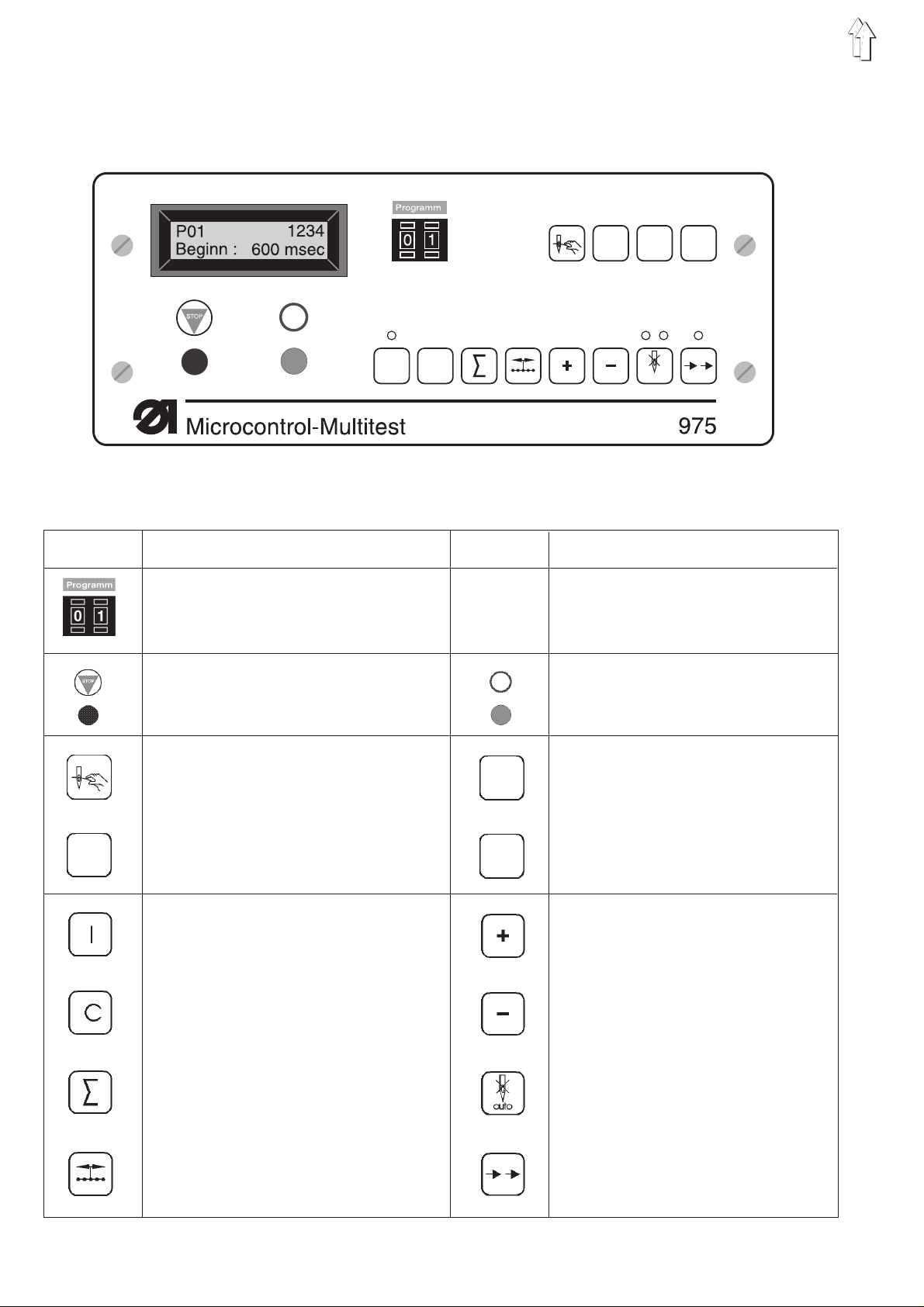
2.1 Pulsanti sul frontalino del pannello di comando
CI
Pulsante Funzione Pulsante Funzione
Impostazione dei programmi di
cucitura e di controllo
Arresto del programma in corso, Attivazione della funzione
Attivazione del programma scelto
Infilatura - Riserva -
auto
- Riserva - - Riserva -
Avvio (Start) Aumento del valore del parametro
Cancellare (Clear) Diminuzione del valore del
( per cancellare l’avviso d’errore ) parametro
Regolazione del contatore Cucitura inibita
Attivazione della funzione
Inizio della cucitura Marcia a vuoto / Interruzione
4
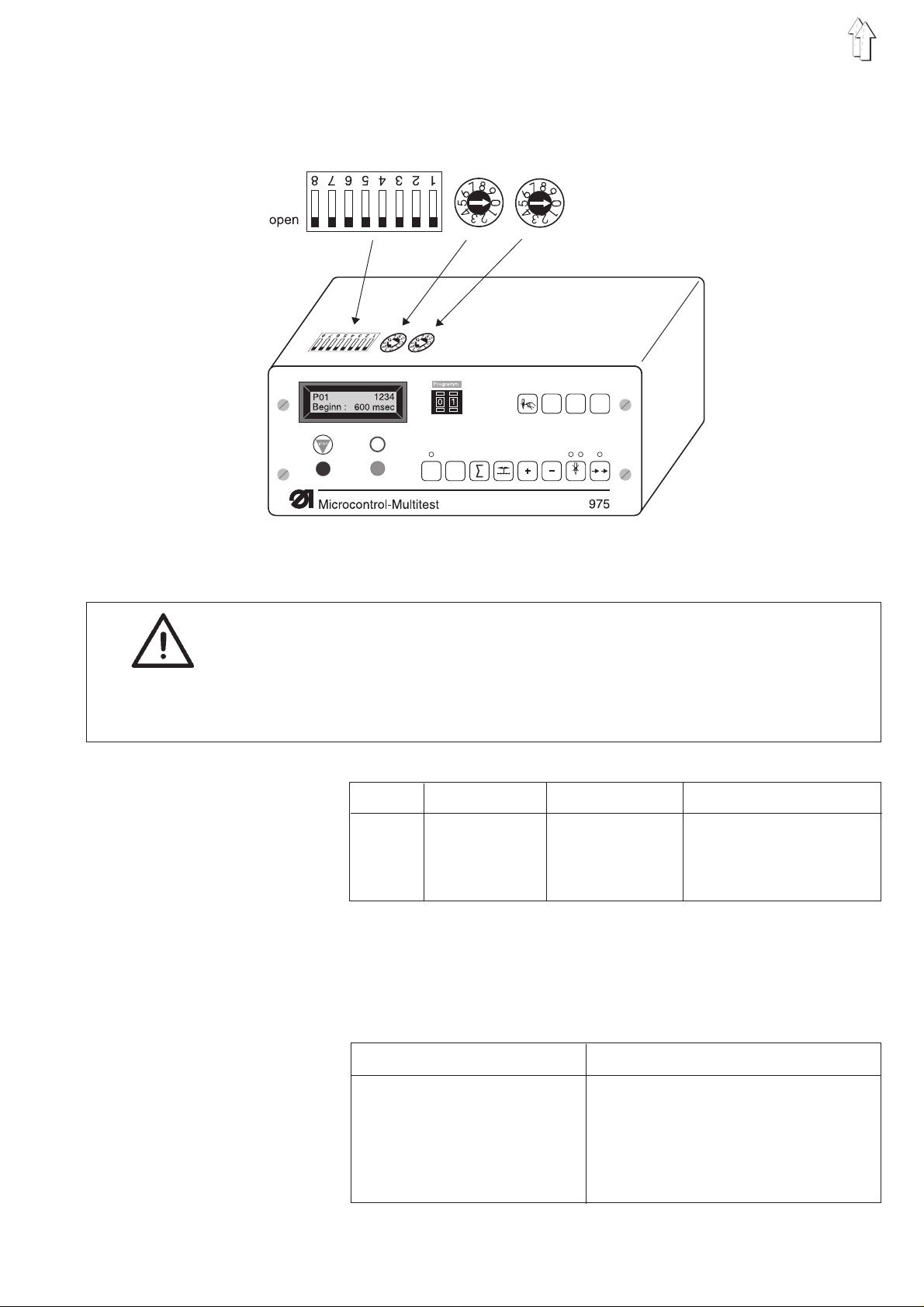
2.2 Interruttori interni
Interruttore - DIP b417 b401 b402
CI
auto
Nel pannello di comando, dietro al “ Display ”, sono situati 3 interruttori
di preselezione che servono per la regolazione di diversi parametri
della macchina.
ATTENZIONE IMPORTANTE !
La posizione di commutazione degli interruttori viene controllata dal
pannello di comando solo per una volta al momento dell’accensione
dell’unità di cucitura.
Commutare pe rciò la posizione degli interruttori solo ad interruttore
principale disinserito oppure dopo la commutazione azionare il
pulsante “ STOP ”.
Interruttore - DIP b417
b417 Funzione OFF ON
1 Indicazione Contapezzi Ciclo del programma
2 Ciclo dicucitura Norma le Test continu o
3...8 - Riserva - ————— —————
Interruttori rotativi b401 e b402
Tramite codesti interruttori vengono regolate le velocità di cucitura per
la cucitura degli angoli della punta del fessino ( b401 ) e per la cucitura
alla velocità massima ( b402 ).
Posizione dell’interruttore Velocità di cucitura
0960n/min
11280n/min
21700n/min
32260n/min
4-9 3000n/min
5
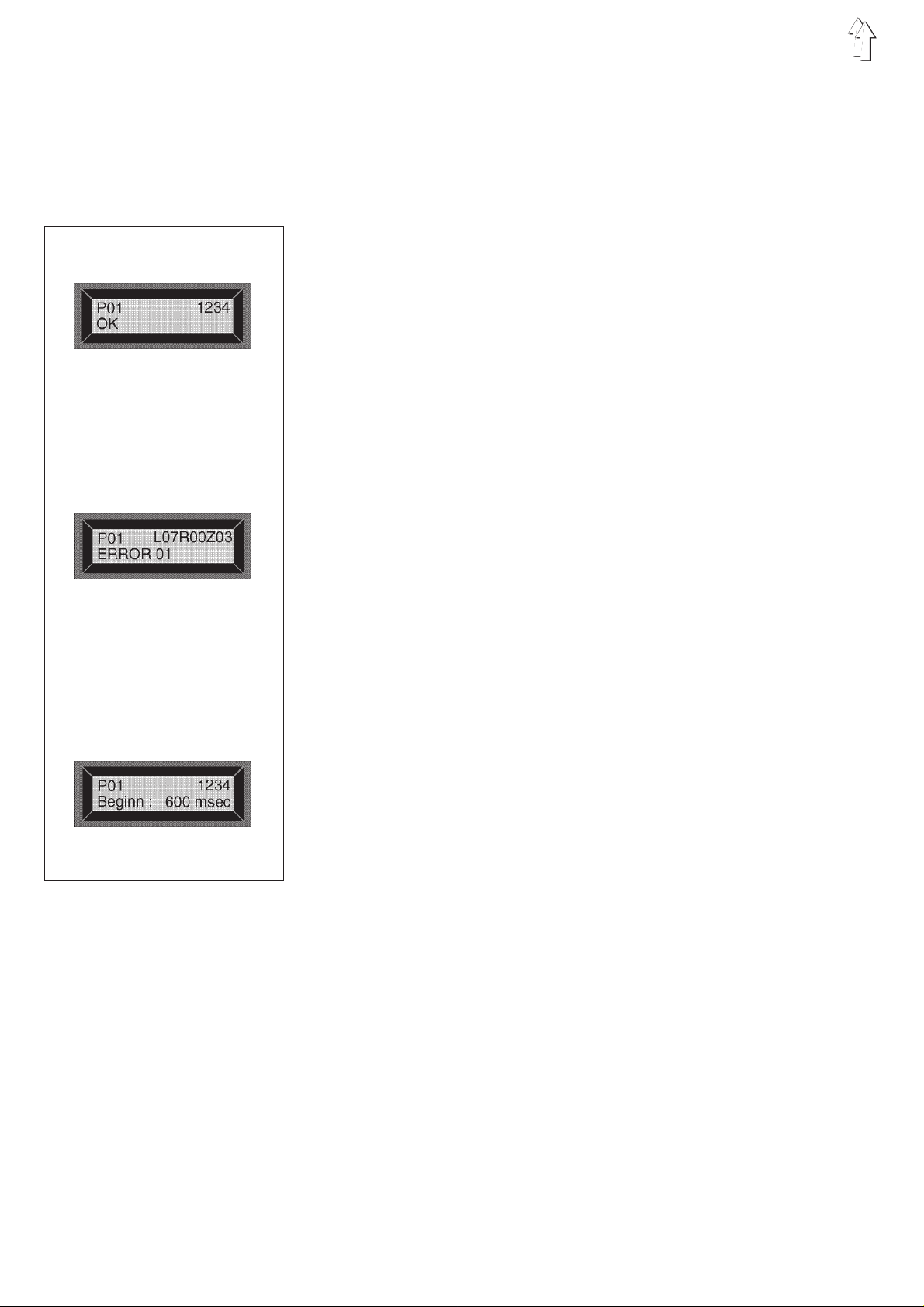
2.3 “ Display ”
Il pannello di comando “ Microcontrol ” è dotato di un “ Display ” a due
righe ognuna a 16 simboli.
Sul “ Display ” vengono indicati i numeri di progr amma, il numero di
pezzi cuciti, le situazioni funzionali, gli a vvisi d’errore, i ritardi all’inizio
della cucitura e così di seguito.
La disponibilità all’avvio dell’unità di cucitura viene segnalata quando
sul “ Display ” appare l’invito a premere sul pulsante “ AVVIO ”
(“ START ”).
Esempio 1:
P01 = Numero del programma
1234 = Numero di pezzi
OK = Situazione funzionale
Esempio 2:
P01 = Numero del programma
L07R00Z03 = Ciclo del programma
ERROR 01 = Avviso d’errore
Esempio 3:
P01 = Numero del programma
1234 = Numero di pezzi
Beginn: 600 msec = Ritardo all’inizio della cucitura
6
3. Descrizione delle funzioni dei pulsanti
3.1 Pulsante “ STOP ” e pulsante “ O ”
Premendo il pulsante “STOP”vengo no immediatamente interr otte
tutte le funzioni che si stanno svolgendo sull’unità automatica di
cucitura e sui tavoli di pinzaggio.
Premendo il pulsante “STOP”vengono attivati i programmi di
cucitura, ausiliari e di controllo che sono stati prescelti tramite
l’interruttore “ PROGRAMMA ” (“ PROGRAMM ”).
Premendo il pulsante “O”in diversi programmi di controllo vengo no
attivati gli elementi d’entrata e d’uscita e gli elementi del frontalino del
pannello che sono già stati preventivamente scelti.
3.2 Pulsante “ AVVIO ” (“ START ”) e pulsante “ CANCELLARE ” (“ CLEAR ”)
Premendo il pulsante “ AVVIO ”(“START ”) dopo l’acce nsione
dell’unità automatica di cucitura viene dato il comando
d’inizializzazione della partenza del tavolo di pinzaggio.
Premendo il pulsante “ AVVIO ”(“START ”) viene a nnullato un
precedente comando “ STOP ”.
Premendo il pulsante “ CANCELLARE ” (“ CLEAR ”),dopo
l’eliminazione dell’errore vengono annullati gli avvisi di piccole a varie.
Se dopo aver premuto il pulsante “ CANCELLARE ” (“ CLEAR ”)
l’avviso d’errore non scompare è necessario l’int ervento d i un tecnico
di servizio.
3.3 Pulsante “ Σ ”
Premendo il pulsante “ Σ ” la situazione del contapezzi ( nel
“ Display ” sopra a destra ) viene rimessa su 0000.
La situazione del contapezzi indica la quantità dei pezzi cuciti a partire
dall’ultimo azze ramen to.
Nel programma 40, premendo il pulsante “ Σ ” viene attivato il ciclo di
cucitura se uno dei due tavoli di pinzaggio è in posizione di cucitura.
3.4 Pulsante “ INIZIO DELLA CUCITURA ” (“ NAHTANFANG ”)
Premendo il pulsante “ INIZIO DELLA CUCITURA ”
(“ NAHTANFANG ”) viene indicato sul “ Display ” il tempo di ritardo
all’inizio della cu citura ch e è stato impostato.
Mantenendo premuto il pulsante “ INIZIO DELLA CUCITURA ”
(“ NAHTANFANG ”) e premendo con temporaneamen te i pulsanti
“+”oppure “-”può essere regolato il tempo d i rita rdo all’inizio della
cucitura.
Campo di regolazione: 0....600 msec
Il valore del tempo che è stato impost ato rimane memorizzato anche
dopo che l’unità automatica di cucitura è stata disinserita dalla rete
d’alimentazione.
7
 Loading...
Loading...