


Indice: Página:
Parte 3ª: Instrucciones de servicio Cl. 805
1. Máquina de coser (Cl. 805-121)
1.1 Garfio, barra de la aguja y guía de la aguja . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4, 5
1.2 Levantador de la cápsula . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6, 7
1.3 Prensatelas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.4 Muelle tira-hilo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.5 Levantamiento del tensor del hilo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.6 Lubricación con aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10, 11
1.7 Posición del brazo de costura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2. Máquina de coser (Cl. 805-111)
2.1 Regulador de puntadas y palanca de transmisión . . . . . . . . . . . . . . . . . . . . . . . . 13
2.2 Biela oscilante y placa de la aguja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14-16
2.3 Garfio, barra de la aguja, guarda-garfio y guía de la aguja . . . . . . . . . . . . . . . . . . . 17-19
2.4 Levanta-cápsula . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20, 21
2.5 Prensatelas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
2.6 Muelle tira-hilo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.7 Levantamiento del tensor del hilo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.8 Tira-hilo previo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2.9 Embrague de seguridad . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2.10 Lubricación con aceite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24-26
2.11 Brazo de costura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
2.12 Cilindro oscilante para la caja del garfio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
3. Corta-hilos(Cl. 805-121 )
4. Corta-hilos (Cl. 805-111)
5. Dispositivo para doblado
5.1 Marco exterior . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39, 40
5.2 Marco interior . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
5.3 Corredera central . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42-44
5.4 Correderas laterales, delantera y de esquinas . . . . . . . . . . . . . . . . . . . . . . . . . . 45
5.5 Introductor de esquinas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45-47
5.6 Posición de las dos ruedas de ajuste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
6. Carros transfer
6.1 Informaciones generales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
6.2 Igualación de los tramos de los carros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48-55
6.3 Igualación de la posición de los carros respecto a la estación de costura y a la de doblado . . 56-61
6.4 Posición del carro transfer respecto a la estación de fresado . . . . . . . . . . . . . . . . . . 62, 63
6.5 Posición del punto cero de los carros . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
6.6 Momento de accionamiento de los interruptores limitadores . . . . . . . . . . . . . . . . . . 65
6.7 Posición de la espiga de tope . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29-33
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34-38

Indice: Página
7. Apilador
7.1 Informaciones generales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
7.2 Ciclo de funcionamiento del apilador . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67-71
Posición lateral del expulsor y del apilador
7.3
Régimen de revoluciones bajo y alto del expulsor por rodillos
7.4
7.5 Posición del estribo interior abierto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
7.6 Posición del estribo exterior abierto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
7.7 Sensibilidad de la barrera luminosa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
7.8 Posición inferior del rodillo expulsor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
Velocidad del estribo exterior,del estribo interior y del depósito
7.9
7.10 Velocidad "Rodillos expulsores hacia arriba y hacia abajo" . . . . . . . . . . . . . . . . . . . 75
7.11 Intensidad de la corriente de aire y dirección de soplado de la tobera . . . . . . . . . . . . . 75
8. Dispositivo de fresado
8.1 Informaciones generales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
8.2 Velocidad "Bascular hacia abajo y hacia arriba la unidad de fresado" . . . . . . . . . . . . . 76
8.3 Velocidad "Fresa hacia arriba y hacia abajo" . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
8.4 Momento de accionamientode los interruptores . . . . . . . . . . . . . . . . . . . . . . . . . 77
8.5 Altura de la unidad defresado respecto a la placa de fresado . . . . . . . . . . . . . . . . . 77
. . . . . . . . . . . . . . . . . . . . . . . . . . 72
. . . . . . . . . . . . . . 73
. . . . . . . . . . . . . 74
9. Menú "Preparador Servicio"
9.1 Recuperar el menú "Preparador Servicio" . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
9.2 Estructura del menú "Preparador Servicio" . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
9.3 Procesos en el menú "Programación" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
9.4 Procesos en el menú "Corrección del programa" . . . . . . . . . . . . . . . . . . . . . . . . 80
9.5 Procesos en el menú "Trabajos de preparación" . . . . . . . . . . . . . . . . . . . . . . . . . 81-85
9.6 Procesos dentro del menú "Fresar" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
9.7 Procesos dentro del menú "Administración de datos" . . . . . . . . . . . . . . . . . . . . . . 86
9.8 Procesos dentro del menú "Trabajo con disquetes" . . . . . . . . . . . . . . . . . . . . . . . 87
9.9 Procesos "Indicació n Bits SPS", "Cambio de variante" e "Idiomas" . . . . . . . . . . . . . . 87
10. C onsultar las señale s de entrada y de sali da
11. Cambiar el sistema operativo
12. Unida d de acondicionamiento del aire comprimi do
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89, 90
. . . . . . . . . . . . . . . . . . . . . . . . . 88
. . . . . . . . . . . . . . . . . . . . . 91
Parte 3ª: Instrucciones de Servicio
4
1. Máquina de coser (Cl. 805-121)
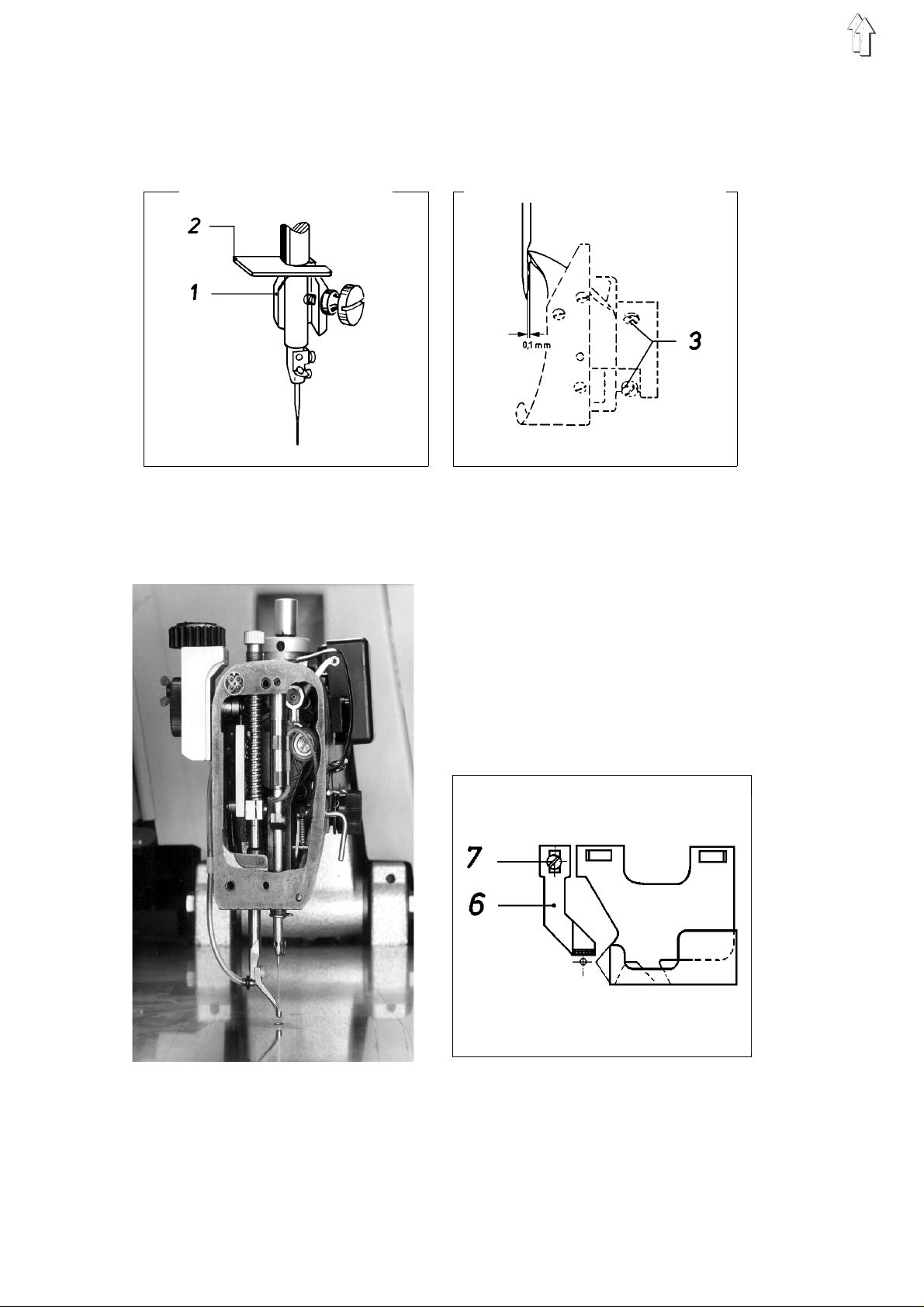
1.1 Garfio, barra de la aguja y guía de la aguja
1.1.1 Carrera d el bu cl e
Aclaración
La carrera del bucle es el recorrido de la barra de
la aguja desde el punto muerto inferior hasta el
punto en que la punta del garfio se halla en el
centro de la aguja.
Regla:
La carrera del bucle ha de ser de 2 mm.
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
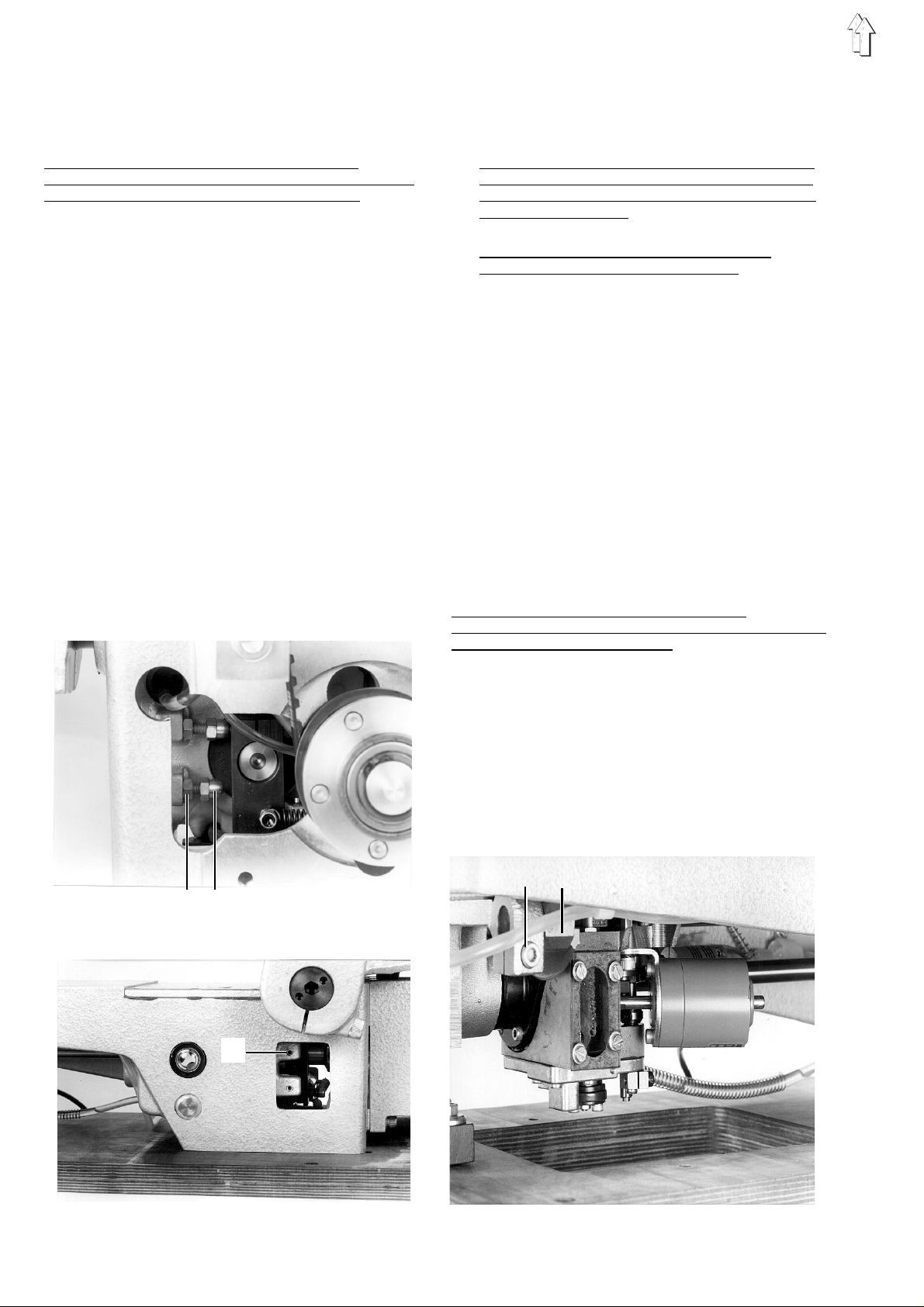
Control:
– Con la manivela llevar la barra de la aguja a la
posición más inferior.
– Con el taco 1 (Pieza nº 981 15 000 2) presionar
la galga 2 (Pieza nº 981 15 000 1) contra el
casquillo de la barra de la aguja y apretar el
tornillo del taco.
– Sacar la galga y girar la manivela en el sentido
de la flecha hasta que el taco toque al casquillo
de la barra d e l a ag uj a .
En esta posición la punta del garfio ha de estar
en el centro de la aguja.
Corrección:
Aflojar los tornillos 3 y girar convenientemente el
garfio sobre s u ej e de ac c i o na mi e nt o.
1.1.2 Altura de la barra de la aguja
Corrección:
Aflojar el tornillo 4 y desplazar la barra de la aguja
según convenga.
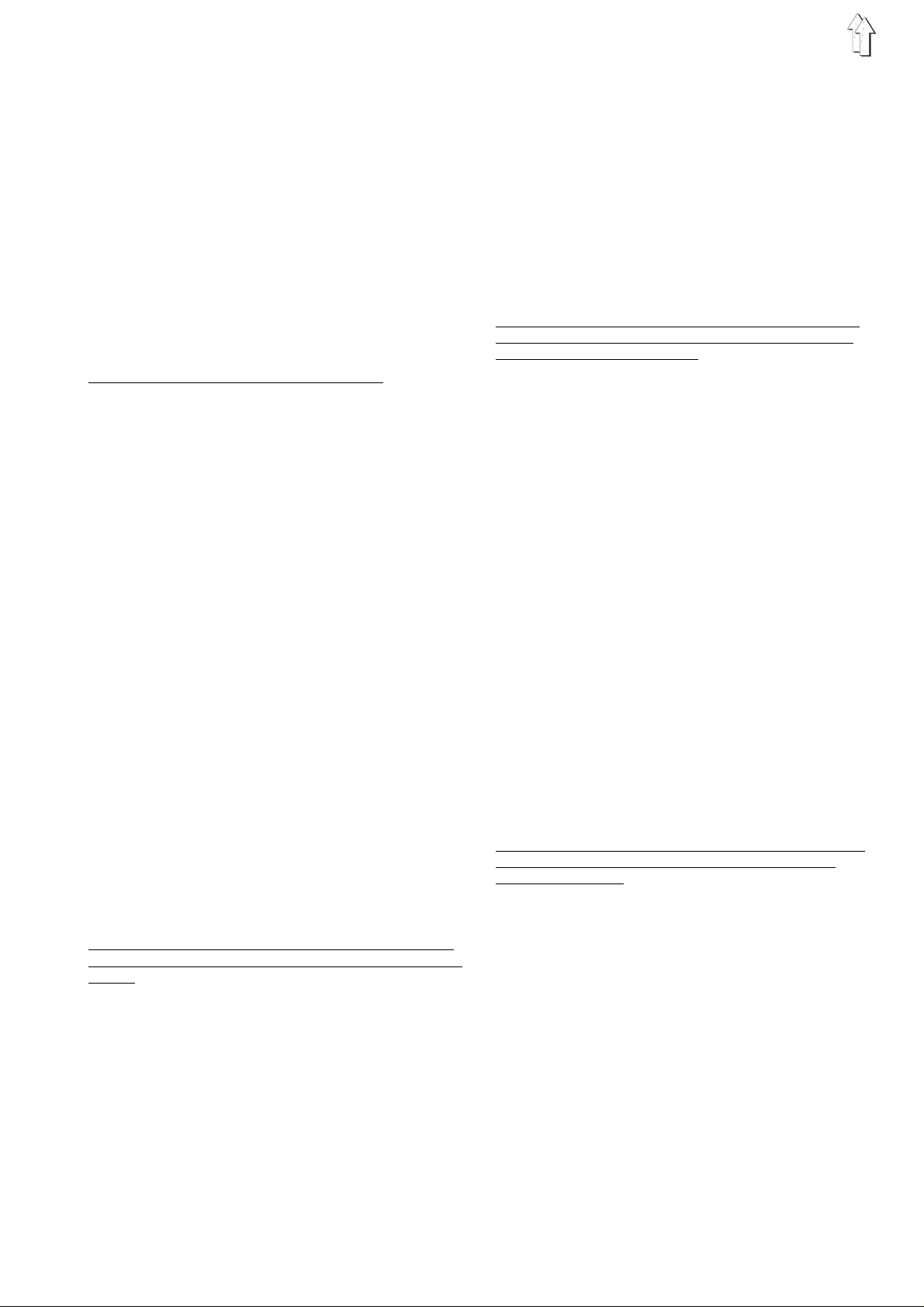
1.1.3. Distancia de la punta del garfi o a la a guja
Regla:
En la posic ión de la carrera del bu c l e l a di stancia
desde la punta del garfio hasta la garganta de la
aguja ha de ser d e 0 ,1 mm .
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Control:
Girar la mani v e la s e gú n c o nv e ng a.
Corrección:
Aflojar los tornillos 3 y desplazar axialmente el
garfio sobre el eje
1.1.4 Distancia entre la guía de la aguja y la aguja
Aclaración
Al coser en de terminadas direcc i o ne s , l a gu ía de la
aguja 6 ha de impedir el contacto entre la aguja y
la punta del garfio.
Regla:
En la posic ión de la carrera del bu c l e l a gu ía de la
aguja 6 ha de estar lo más cerca posible de la
aguja sin toc a r la.
Regla:
En la posic ión de la carrera del bu c l e l a pu nt a d el
garfio ha de es t ar e n e l centro de la garganta de la
aguja.
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Control:
Girar la mani v e la s e gú n c o nv e ng a.
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Corrección:
Variar convenientemente la posición de la guía de
la aguja 6 después de aflojar el tornillo 7.
Observación:
Un ajuste erróneo puede conducir a que se dañe la
punta del garf i o y a l a rotura de la aguja .
5
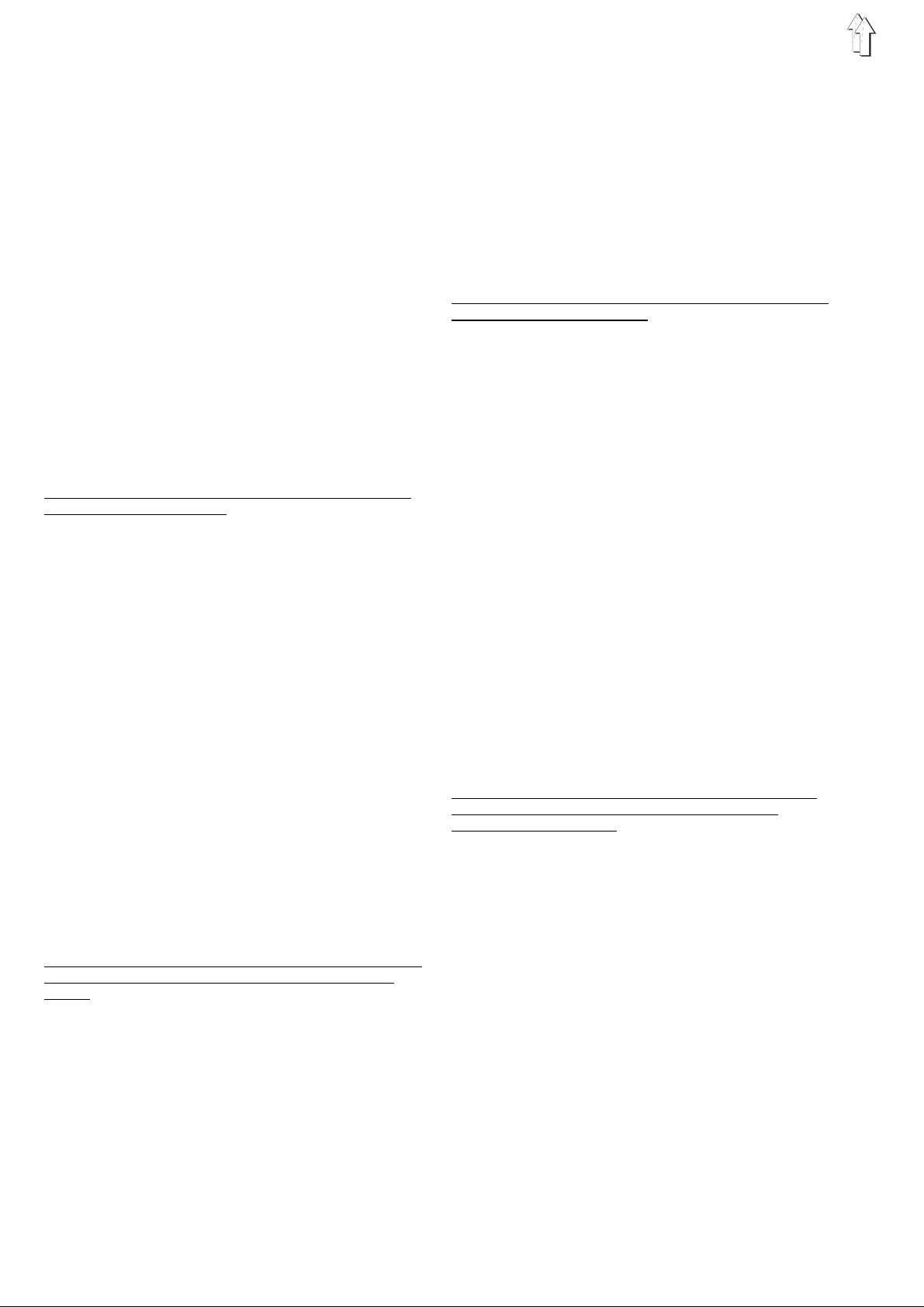
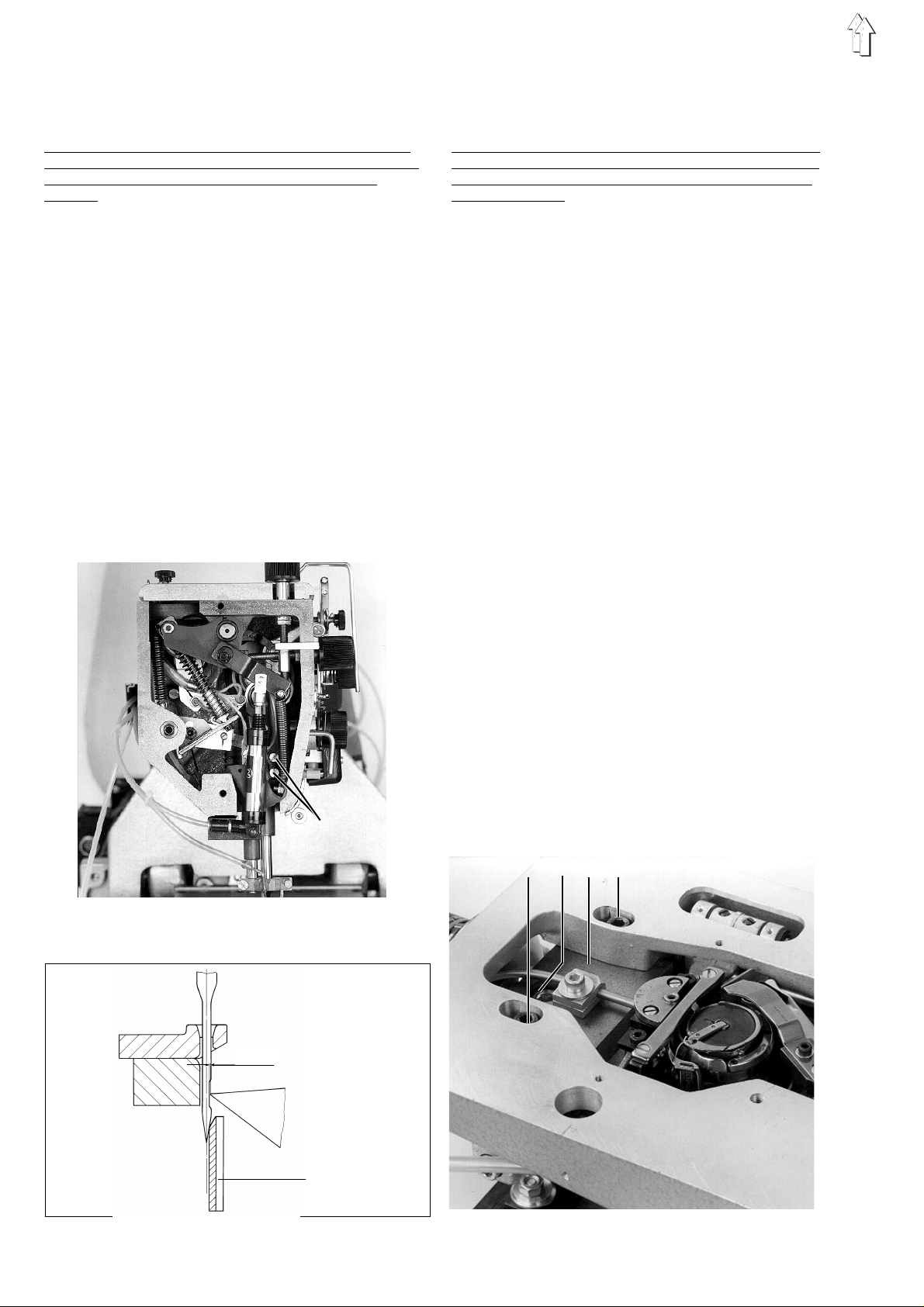
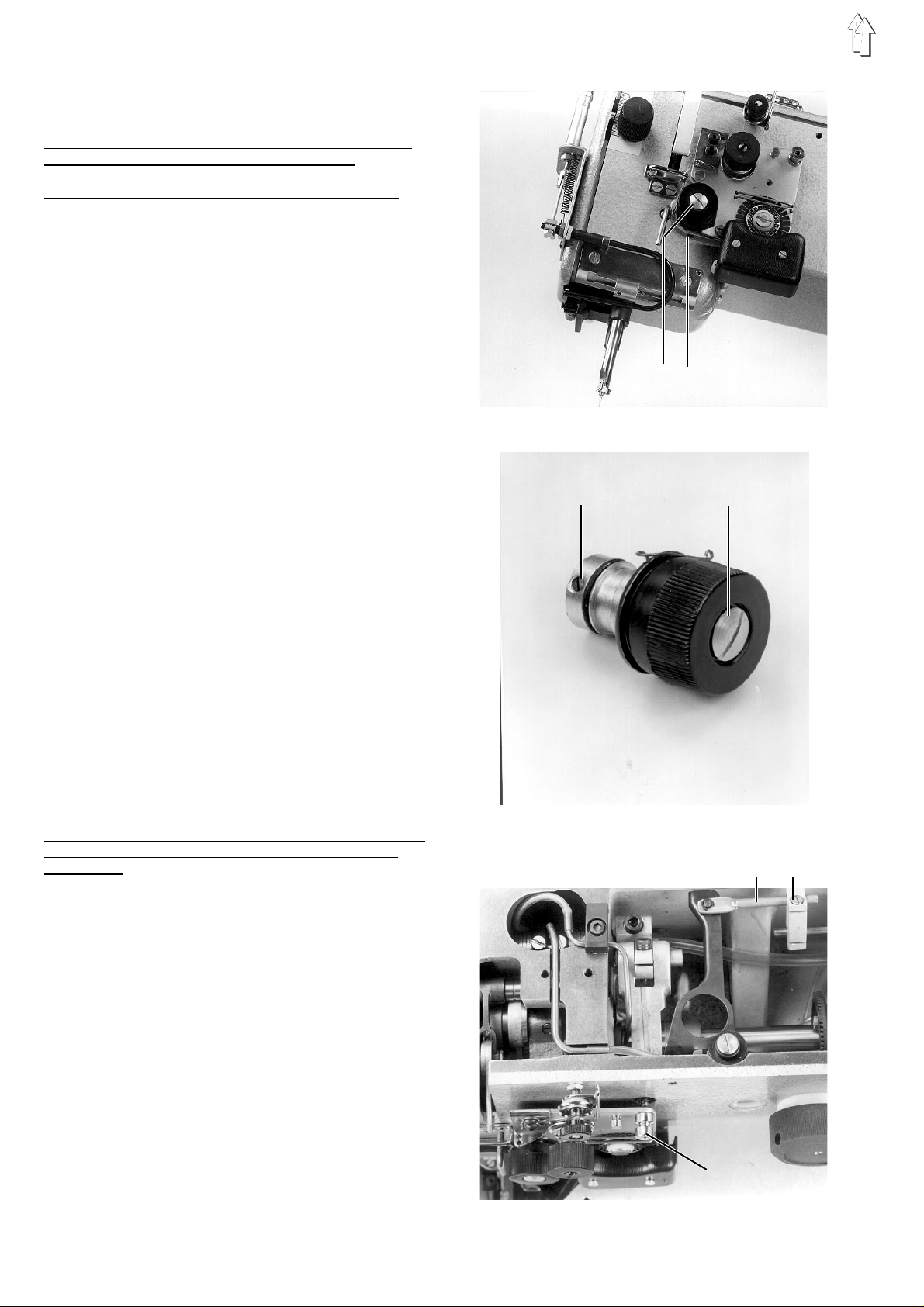
1.2 Levantador de la cápsula
1.2.1 Informaciones generales
– La palanc a de l hi l o ha de pa s ar e l hi l o en tre la
pieza centr al 1 y su soporte 2. P ar a qu e e s ta
operación pu ed a e fe c tu ar se s i n i m pe di m en to s ,
la pieza central ha de ser levantada en este
momento por e l l ev a nt ad or d e l a c áp sul a .
Con ello se consigue el esquema de costura
deseado con la menor tensión del hilo posible.
– Ajustes erróneos pueden producir los
siguientes ef ec t os :
Roturas de hilo
Ojetes en la c ara i nf er i o r de l a p i ez a a c o ser
Fuertes ruidos.
1.2.2 Altura del dedo
Regla:
El dedo 8 tiene que estar a la misma altura que la
nariz de la pieza central.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Control:
Girar la manivela según convenga.
Corrección:
Aflojar el tornillo 6 y variar la posición del dedo 8
como corresponda.
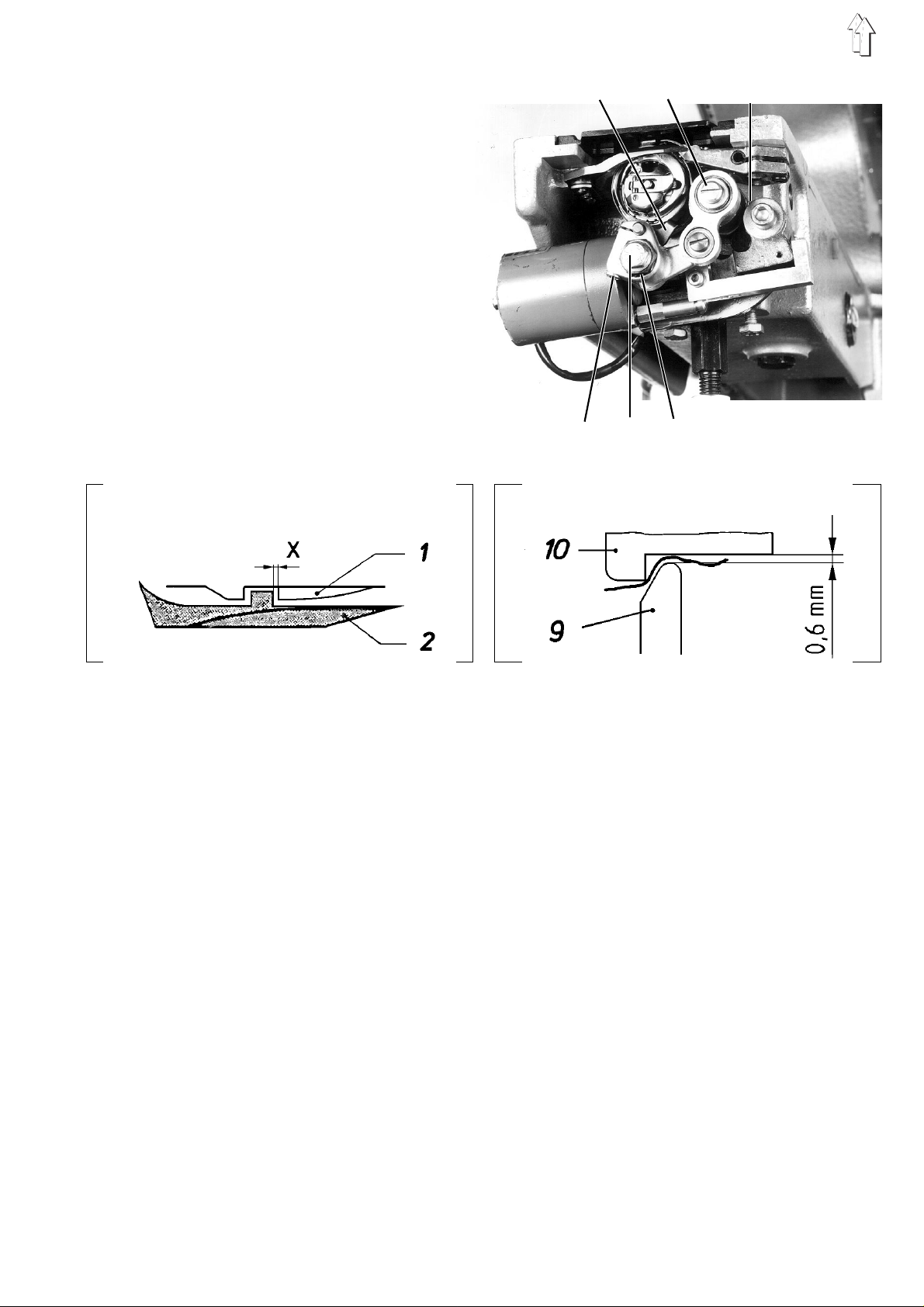
1.2.5 Profundidad del dedo
Regla:
El dedo 9 ha de estar a una distanci a de ap r ox . 0, 6
mm de la pieza central 10.
(Para que el deslizamiento del hilo entre el dedo y
la pieza ce nt r al p ueda efectuarse si n
impedimentos.)
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Control:
Girar la manivela como convenga.
Corrección:
Ajustar convenientemente el dedo 8 después de
aflojar el tornillo 6.
(No modificar el recorrido de levantamiento.)
Corrección:
Aflojar el tornillo 7 y girar convenientemente la
excéntrica 5.
1.2.3 Tamaño de la rendij a de le vantamie nto Posición del recorrido del dedo
Regla:
La distancia X entre la pieza central levantada y su
soporte ha de c or re s po nd er a l gru es o de l hi l o a
coser.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Control:
Girar la manivela convenientemente.
1.2.6 Momento del levantamiento
Regla:
La pieza central 1 tiene que estar levantada en el
momento de deslizarse el hilo entre la pieza
central y su soporte 2.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Control:
Girar la manivela y observar el deslizamiento del
hilo al coser.
6
Ajuste prev io :
– Aflojar el tornillo 4 de la excéntrica.
– Con la manivela llevar la barra de la aguja 1
detrás del punto muerto superior (visto en el
sentido de marcha).
– Con la ayuda de un destornillador girar la
excéntrica 3 hasta que el dedo 8 se encuentre
en el punto d e i n ver s i ó n d el a nt ero , e n e l qu e la
pieza central está levantada del todo.
– Apretar el tornillo 4 de la excéntrica.
Corrección:
– Aflojar el tornillo 4 y variar según convenga la
posición de la excéntrica 3 con la ayuda de un
destornillador.
8 3 4
6 7 5
7
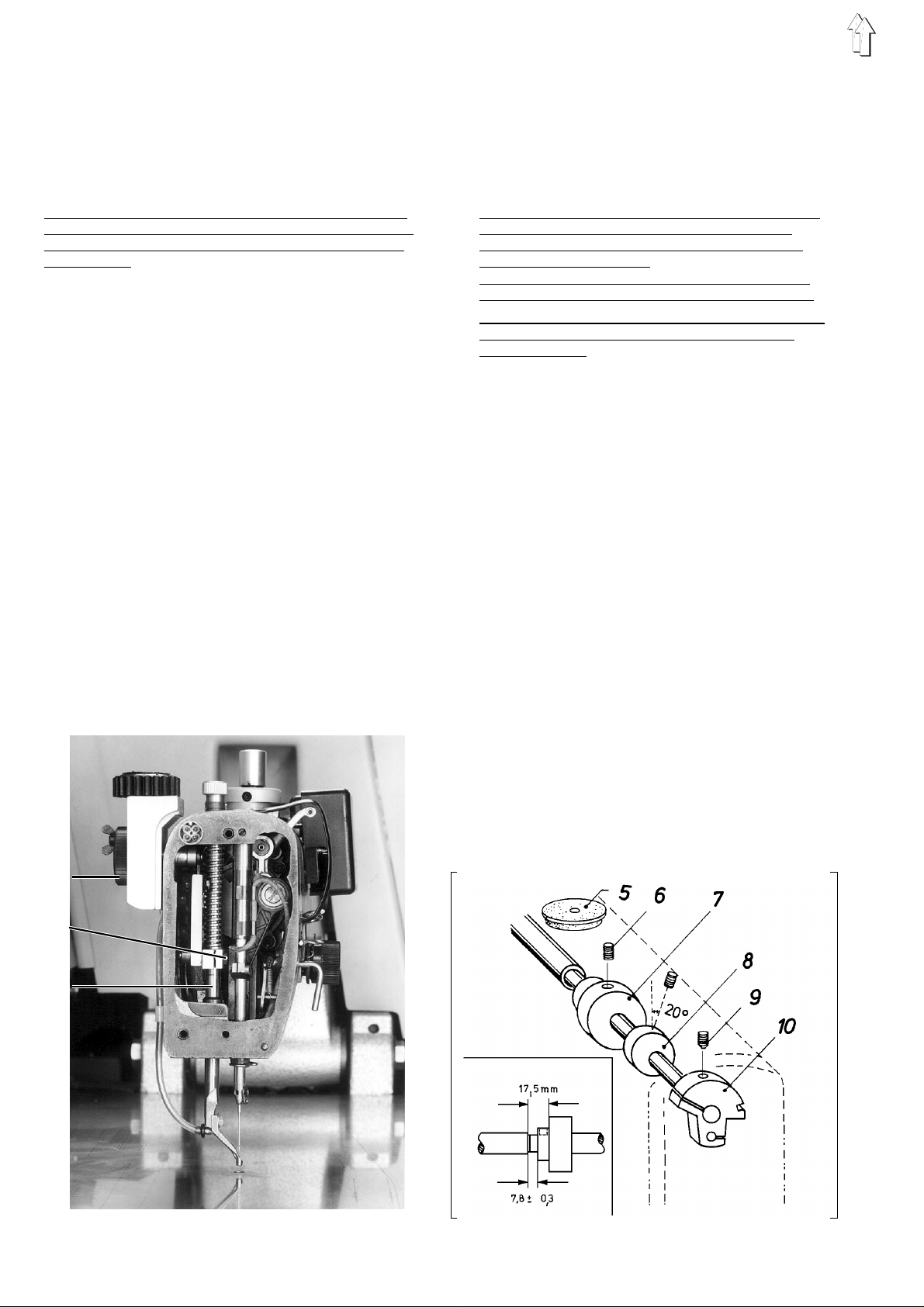
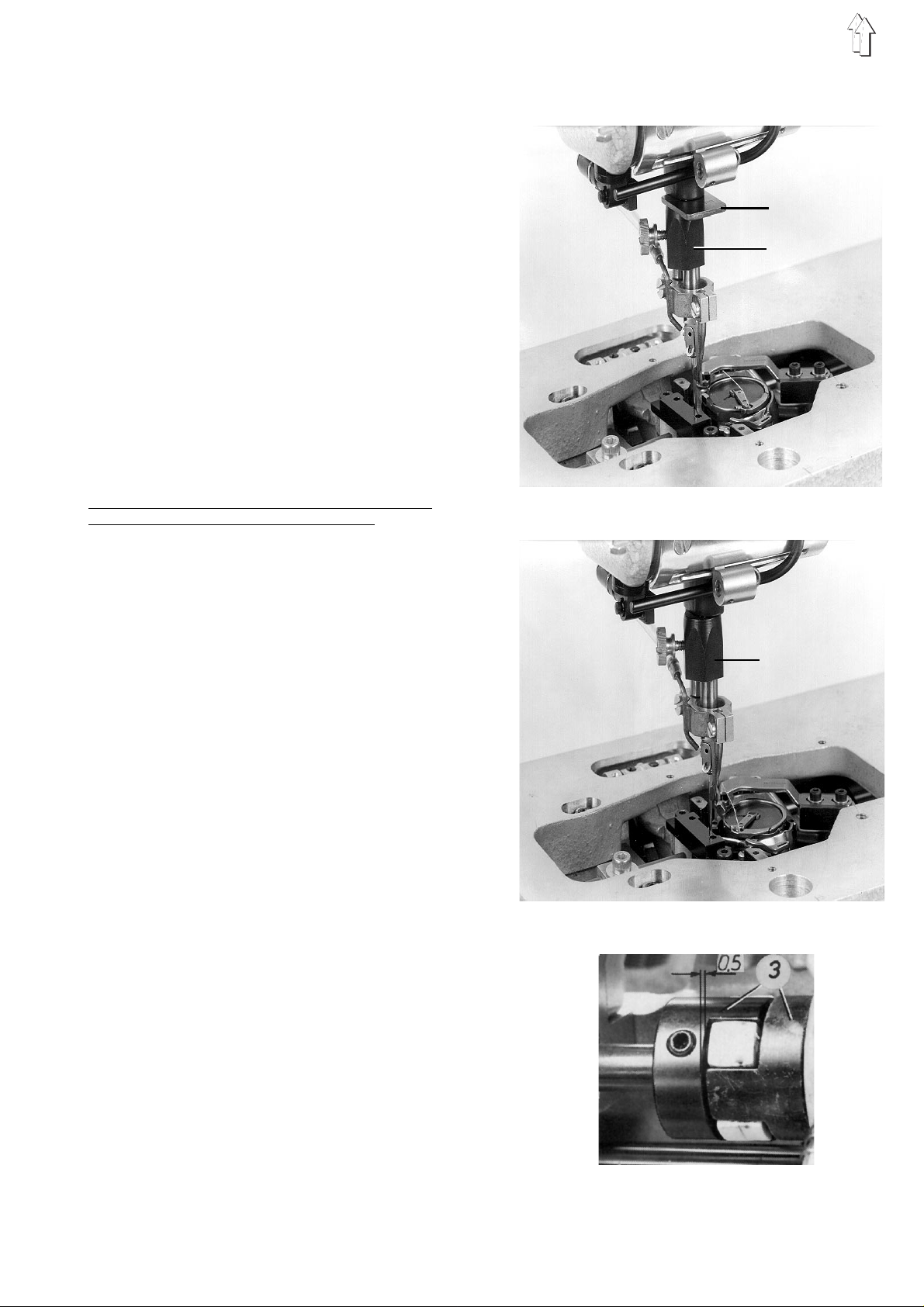
1.3 Prensat elas
1.3.1 Campo de ajuste de las alturas
Regla:
Cuando está ajustada la posición de carrera más
baja, en el punto muerto inferior el prensatelas ha
de quedar a una distancia de 0,7 mm de la placa
de la aguja.
Preparar control y corrección:
Recuperar el menú "Eje de costura" y seleccionar
el proceso "Li b er a r ej e de c os t ur a " , ve r 9. 2.
Control:
– Ajustar la posición de carrera más baja con la
rueda de ajuste 1.
– Con la manivela, llevar el prensatelas a la
posición má s inferior.
Corrección:
Aflojar el tornillo 2 y desplazar como corresponda
la barra del prensatelas 3.
Observación:
Después de la corrección comprobar las siguientes
condiciones:
Cuando está ajustada la posición de carrera más
elevada, la ba r ra de la aguja no debe to c ar al
prensatela s en el p un to mu er t o i n fe ri or.
1.3.2 Momento del movimiento del prensatelas
Regla:
– El tornillo 6 de la excéntrica de la carrera 7 se
ha de hallar en posición vertical cuando el
tornillo 9 del cigüeñal del árbol del brazo se
halla en igua l po s i ci ón .
en este caso e l prensatelas alcan z a e l pu nt o
muerto infer i or j u nt o c o n l a ba r ra d e l a ag uj a .
En sentido axial, el collar de la excéntrica 7 ha
–
de quedar a una distancia de 7, 8 m m d e l a
regata del eje.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Control:
Girar la manivela como corresponda.
Corrección:
Aflojar el tornillo 6 y variar según corresponda la
posición de la excéntrica para la carrera 7.
Observación:
Un ajuste erró ne o p ue de te ne r l os s i g uie nt es
efectos:
– Fuertes v i b rac i o ne s en l a m áq ui n a d e c o ser.
(Porque la excéntrica para la carrera 7 no tiene
la posición prevista respecto al contrapeso 8 y
origina así un "desequilibrio".
– Puntadas defectuosas
1
2
3
8
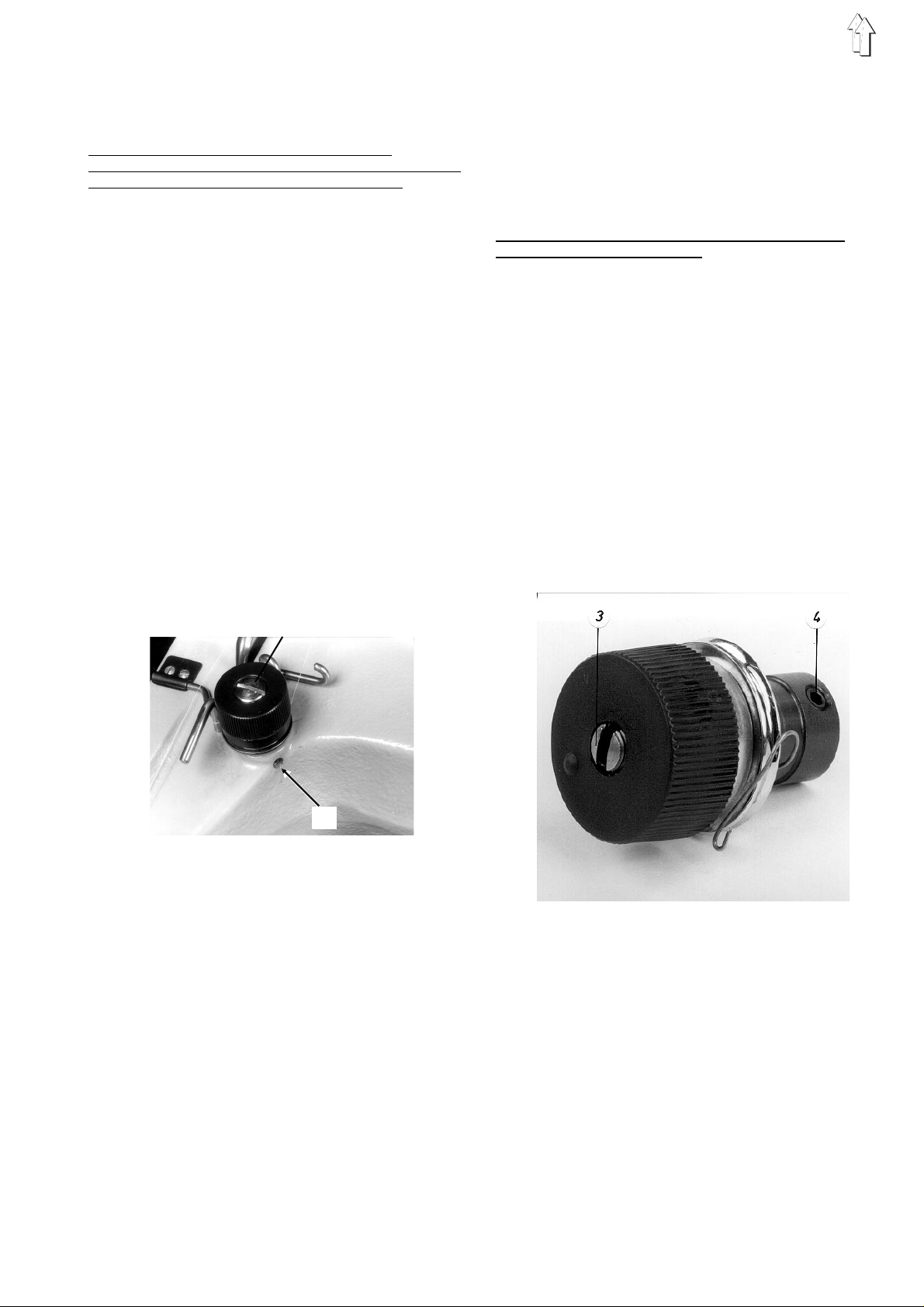
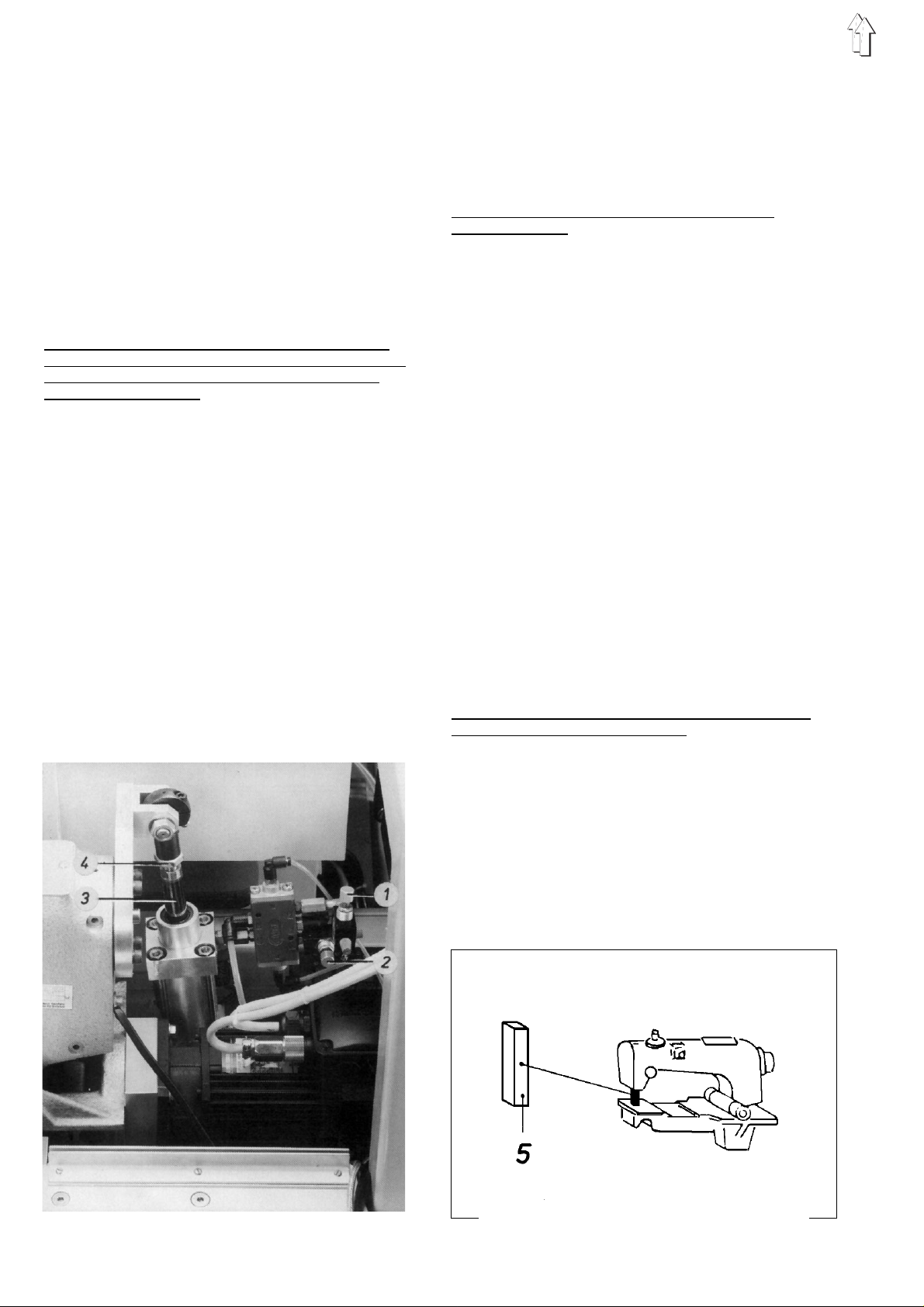
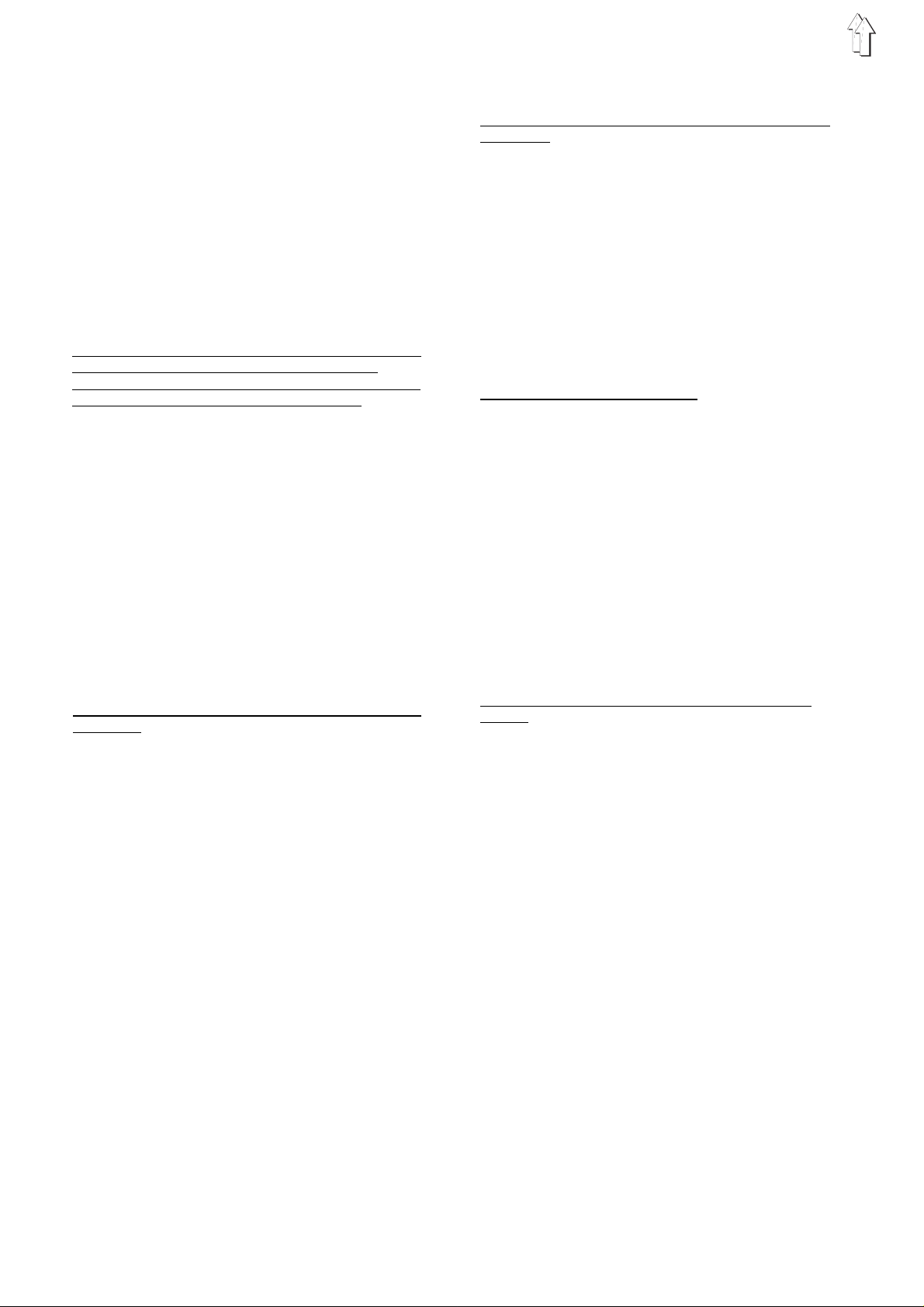
1.4 Muelle tira-hilo
1.5 Levantamiento del tensor del hilo
Regla:
El muelle ti ra - hi l o ha de ha be r alc a nz a do
justamente s u p os i c ió n i n fe r i or c u an do l a a gu j a h a
penetrado has ta el o j o e n l a pi e z a a c ose r.
Control:
Coser con una velocidad del 5% dentro del ciclo
"Automático".
Corrección del recorrido:
– Aflojar un poco el tornillo 2 en el brazo.
– Mediante e l bu l ón 1 g i r ar c o nv e ni e nt em en te
toda la unidad tensora del hilo.
Corrección de la tensión:
– Con la tecla "0" conectar la lámpara h40 "Paro
seguro".
– Aflojar el tornillo 2 del brazo y extraer la unidad
tensora del hi l o .
– Aflojar el tornillo 3 y girar el bulón 4 según
corresponda.
Aclaración
El levantam i en to de l te ns o r de l hi l o s e e fe c tú a
magnéticamente durante el proc e s o d e c o rte.
Regla:
Hay que poder tirar del hilo sin impedimentos a
través del tensor levantado.
Corrección:
– Con la tecla "0" conectar la lámpara h40 "Paro
seguro".
– Aflojar el tornillo 2 y variar la posición de todo
el disposi t i vo t ensor.
(No girar el tensor al hacer esto.)
1
2
9
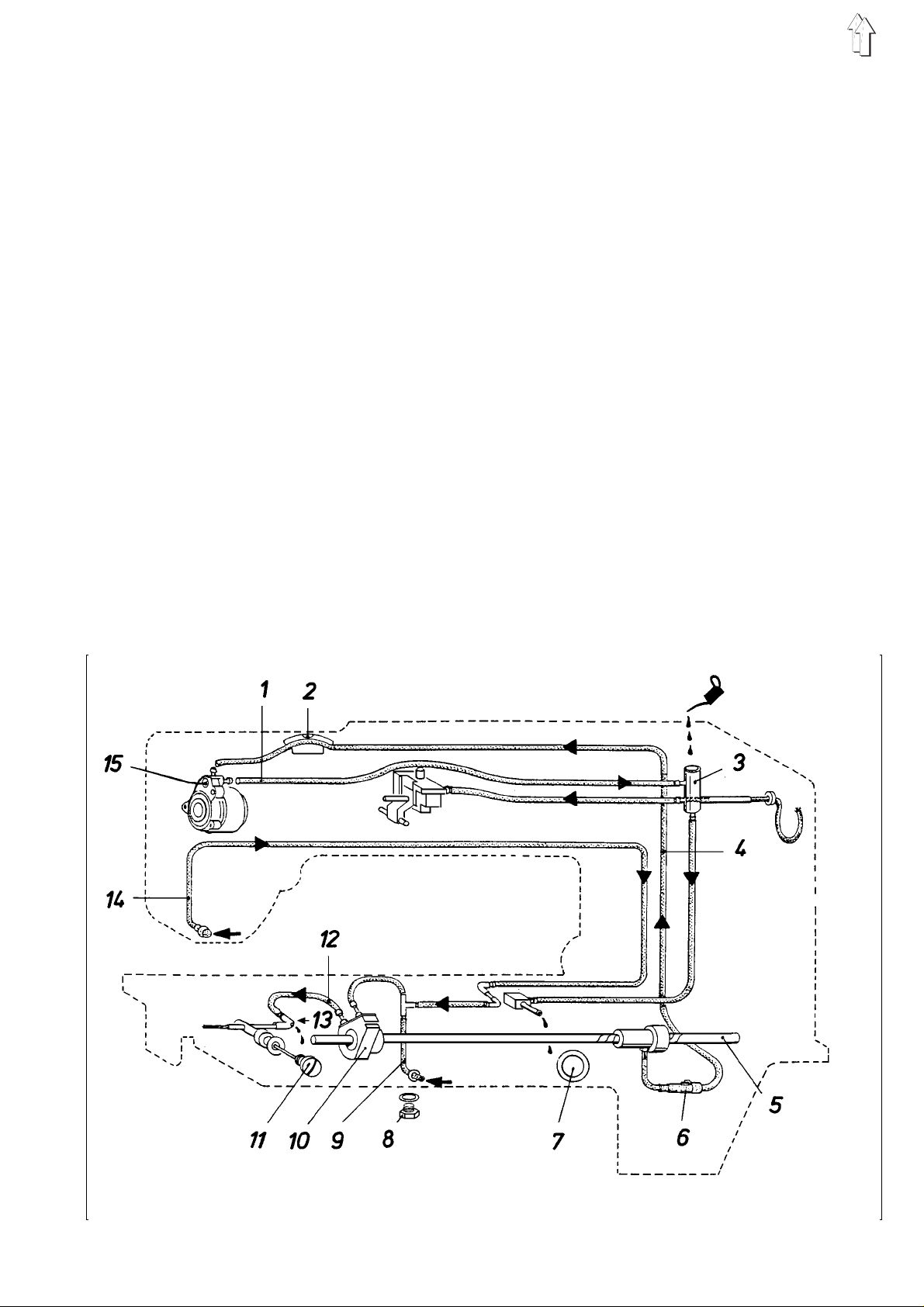
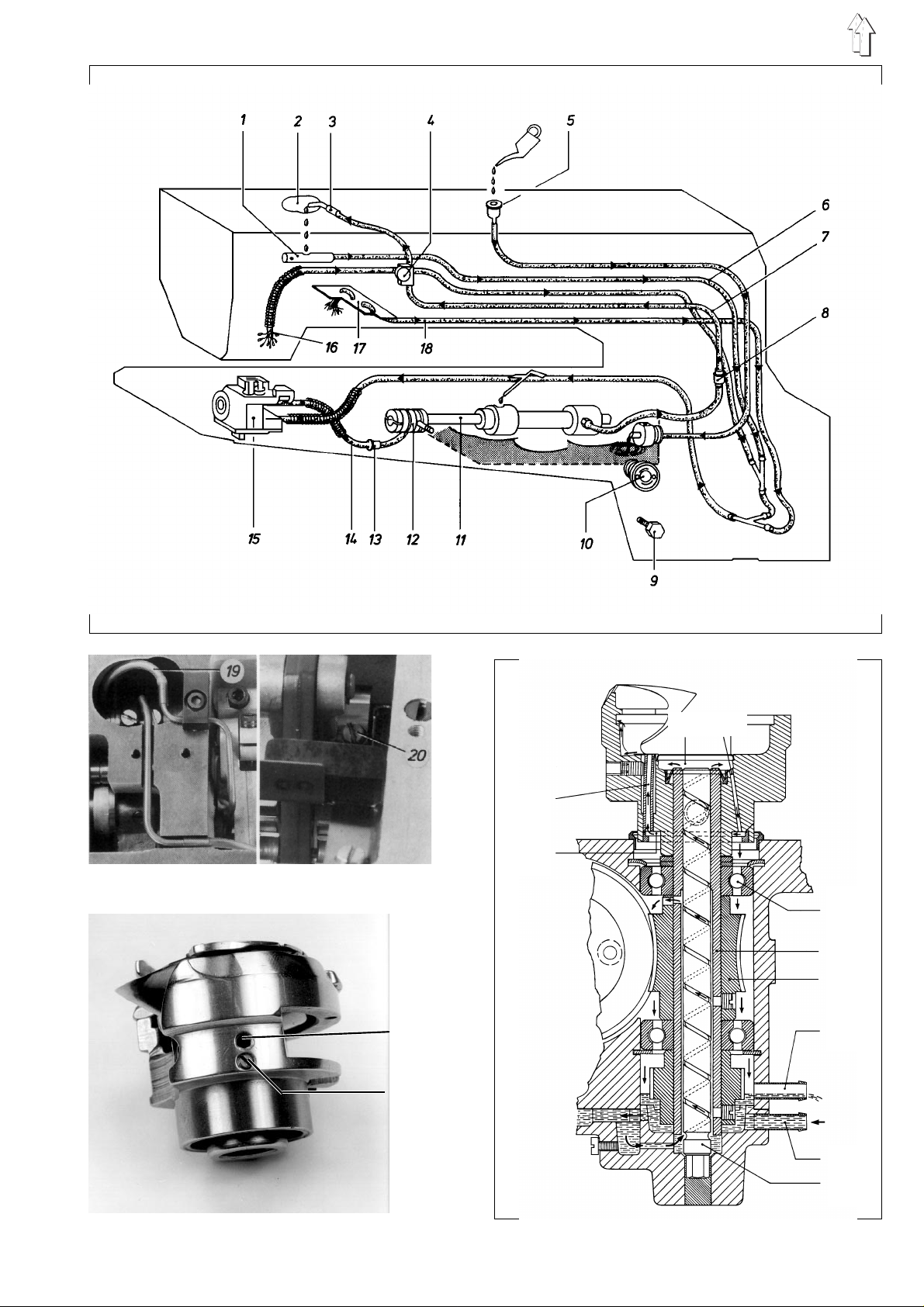
1.6 Lubricación con aceite
1.6.1 Funcionamiento
Suministr o de aceite al cabezal d e c o s er
El eje de ac c i on am i en to de l ga rfi o 5 transporta el
aceite del cárter mediante las ranuras espirales y a
través del conducto 4 al cabezal de coser. La
válvula de retención 6, en est e c o nd ucto, impide el
retroceso de l ac e i te al e s ta r pa r ad a l a má qu i na . L a
ventanilla 2 encima del conducto permite controlar
el suministro de aceite. Una parte del aceite
suministrado al cabezal de coser se utiliza para la
lubricación de sus partes mecánicas. La otra parte
del aceite fluye a través del conducto 1 a la
tubuladura d e l l e na do 3. Desde aquí se lubrican
mediante mechas los cojinetes del árbol del brazo
y el mecanismo de la carrera del prensatelas.
Retorno del aceite desde el cabezal de coser
El aceite c e nt r ifu gado en el cabezal d e c o s er se
acumula en la parte inferior del mismo, en la que
se halla el conducto de aspiración 14 con un filtro
metálico. La bomba 10 situada sobre el eje de
accionami en to de l ga r fi o asp i r a e s te aceite de
retorno a tr avé s de es t e c o nd uc t o.
Suministr o de aceite al garfio
Además del a c ei t e d el c a be z al d e c o s er, la bomba
10 aspira ta mb i én ac e i te de l cár t er. Este ac ei t e
llega a la bo mb a p or e l c on du c to 9 p rov i s t o d e u n
anillo de goma. Este anillo impide que el extremo
del conducto descanse directamente sobre el
fondo del cárter. Sino existiría el peligro de que se
aspiraran pa r tículas de s u c i ed ad qu e p od r ían
atascar el canal hacia el garfio.
La bomba 10 transporta el aceite aspirado a un
canal, a trav és d el c o nd ucto de presión 12. De sde
aquí el aceite pasa al garfio a través del disco
centrifuga do r. El acei te no ne c esi t ado para la
lubricaci ón de l ga r fi o fl u ye a ntes hacia el cond uc t o
de presión por el agujero 13.
1.6.3 Regulación de la lubricación del cabezal
de coser
Regla:
La cantidad de aceite ajustada puede ser
considera ble mente mayor que la ef ectivamente
necesaria.
(La bomba aspira el aceite desde el punto más
bajo del cabezal y lo devuelve al cárter).
Ajuste previo:
Girar del todo hacia dentro el tornillo de regulación
15 y luego afl o j ar l o 1/ 2 v u elta.
Control:
– Desatornillar la tapa del cabezal.
– Recuperar el menú "Desplazar eje de costura".
(A través de: "Preparador Servicio", "Trabajos
de preparació n" , " D e spl a z ar e jes X , Y y de
costura" y "Bajar cabezal de coser").
– Seleccionar el proceso "Servicio manual".
– Mediante la tecla ↓ hacer marchar la máquina
unos 2 minutos .
– Sostene r un pe da z o d e p ap el e nt re l a ba r r a d el
prensatelas y l a pa r ed de fu nd i c i ón .
– Mediante la tecla ↓ hacer marchar la máquina a
intervalos.
El ajuste es co r r ect o c u an do s e c e nt r i fu ga
suficiente ac e i te sob r e e l pa pe l .
Corrección:
Girar según convenga el tornillo de regulación 15.
Aumentar la cantidad de aceite: Girar el tornillo
hacia la izquierda
Disminuir la cantidad de aceite: Girar el tornillo
hacia la derecha.
1.6.2 Control del nivel y del suministro de
aceite
– Realiz ar el control del ni v e l de aceite por el
visor 7 estando la máquina parada.
Cuando el niv el h a d es c e nd i do a l a mitad del
visor hay que añadir aceite (ver 1.6.6).
– Controlar el suministro de aceite al cabezal de
coser por la ventanilla 2 con la máquina en
marcha, p. ej ., du r an te el c ic l o au to má ti c o
dentro del menú "Automático".
10
1.6.4 Regulación de la lubricación del garfio
Aclaración
El garfio sólo puede lubricarse cuando el disco
centrifuga do r de aceite se halla en el á r ea de l
receptáculo del garfio.
Regla:
El garfio h a d e l u bri c a r se c o n s e gu r idad con la
menor cantidad de aceite posible.
(Entonces se consume, en consecuencia, menos
aceite).
Ajuste previo:
Girar del todo hacia dentro el tornillo de regulación
11 y luego aflojarlo 1/8 d e v u el t a.
Control:
– Recupera r el m en ú " Desplazar eje de c ostura".
(A través de: "Preparador Servicio", "Trabajos
de preparación", "Desplazar ejes X, Y y de
costura" y "Bajar cabezal de coser").
– Selecci on ar e l pro c es o " S erv i ci o ma nual".
– Retirar el apoyo de la pieza a coser.
– Mediante l a te c l a ↓ hacer marchar la máquina
unos 2 minutos.
– Sostener u n p ed az o de pa pe l de ba j o d el g arf i o.
– Mediante l a te c l a ↓ hacer marchar la máquina a
intervalos.
El ajuste es correcto cuando se centrifuga
suficiente aceite sobre el papel.
1.6.5 Cambio de aceite
Después de la s pri m er a s 1. 00 0 h or a s de s er vi c i o o
de los primeros 6 meses hay que cambiar el aceite
de la siguie nt e m an er a :
– Desenroscar el tornillo 8 para vaciar el aceite.
– Retirar la tapa del cárter.
– Limpiar el cárter y comprobar si el tubo de
ventilación está libre.
– Montar el tornillo de vaciado y la tapa del cárter
(utilizar juntas nuevas).
– Rellenar con aceite "ESSO SP-NK 10".
Corrección:
Girar según convenga el tornillo de
regulación 11.
Aumentar la cantidad de aceite: Girar el tornillo
hacia la izquierda.
Disminuir la cantidad de aceite: Girar el tornillo
hacia la derecha.
1.6.6 Relle nar co n a ce it e
– Hay que re l l en ar c o n a c ei t e c u an do el n i vel h a
descendido po r de ba j o d el ce ntro del visor,
estando la má quina parada.
– Rellenar con aceite "
tubuladura 3 ha s ta el b or d e s u pe ri or d el vi s o r
del nivel 7.
Se pueden utilizar también otros aceites con
los siguientes datos básicos:
Viscosidad a 40° C: 10 mm2/s
Punto de inflamación : 150 C°
ESSO SP-NK 10
" por la
11
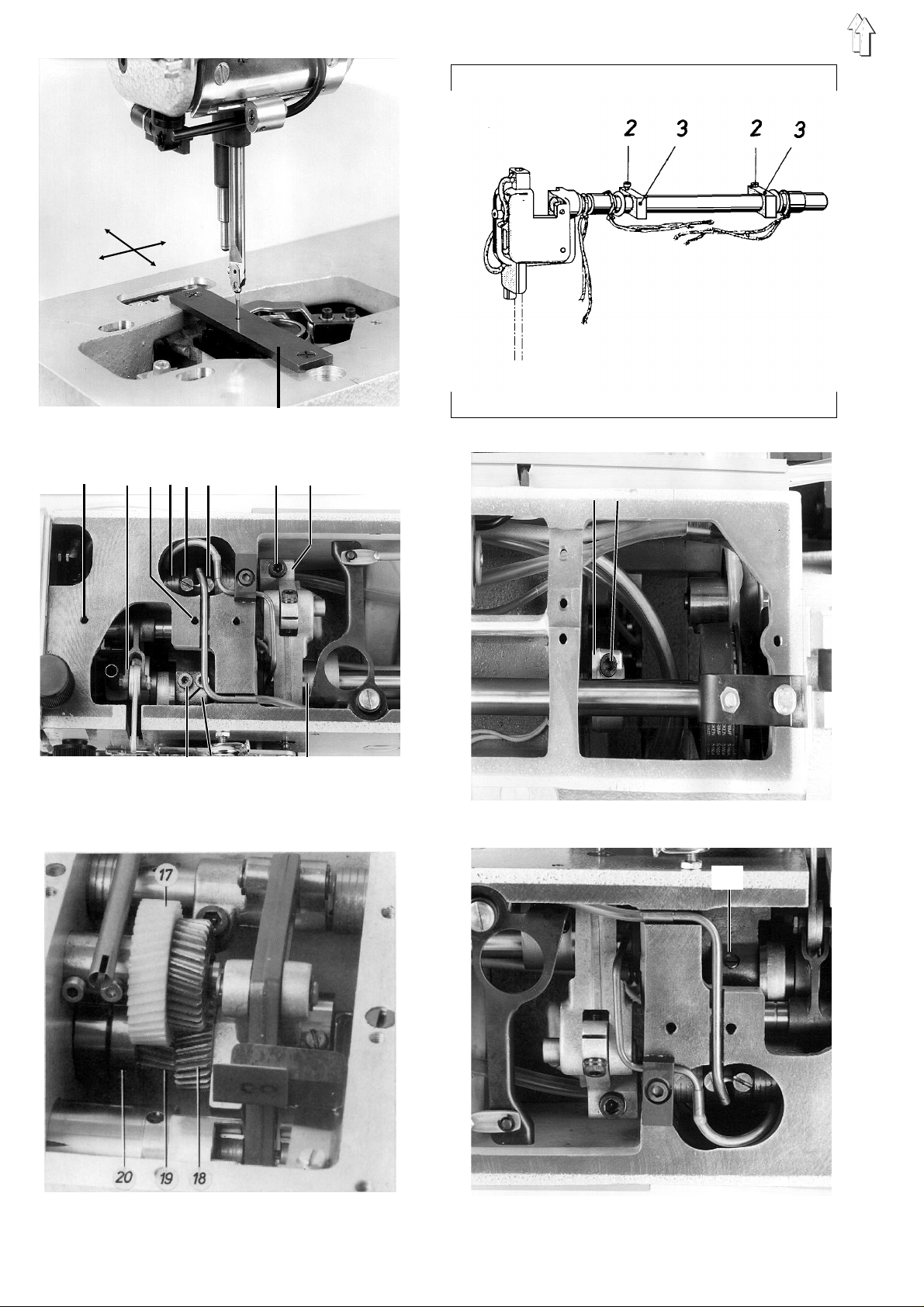
1.7 Posición del brazo de costura
1.7.1 Informaciones generales
Los interruptores del cilindro son accionados por el
núcleo magné t ic o de l ej e de l ém bo l o c u an do el
cabezal de c o s tu ra e s tá l ev a nt ad o o ba j ad o.
1.7.2 Posición inferior del brazo de costura
Regla:
La galga rec ta ng ul a r dis t an c i ad or a 5 (7 0,9 mm
altura) tiene que adaptarse exactamente entre la
placa de la aguja y la parte inferior del brazo,
estando éste ba j ad o.
Control:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Corrección:
Aflojar la contratuerca 4 y girar según convenga el
eje del émbolo 3.
Observación:
Después de est e ajuste, la posic i ó n s u pe ri or d el
brazo de costura resulta del rec o r ri do de l ej e de l
émbolo del cilindro.
1.7.3 Velocidad "Brazo de costura ha cia arriba
y hacia abajo"
Regla:
El brazo de cos t ur a ha de mo v er se r áp i da y
uniformemente.
Control:
– Recuper ar el menú "Despla zar e j es X , Y y de
costura", ver 9.2.
– Acciona r al t er n at i vam ente la tecla 4 para ba j ar
el brazo de c ost ur a y l a t ec la de menús para
subirlo.
Corrección:
Con los estranguladores 2 y 1 regular
convenientemente la "salida de aire" del cilindro.
1.7.4 Amortiguación de las posiciones
extremas del cilindro
Aclaración
Aprox. 10 mm . a nt es d e l a po s i ci ón ex t r em a s e
reduce la v elo c i da d d el e j e d el é mb ol o pa r a f ren ar
suavemente el pesado brazo de costura.
Regla:
El eje del émbolo 3 debe moverse "suavemente"
en ambas posiciones extremas.
Control:
– Recuper ar el menú "Despla zar e j es X , Y y de
costura", ver 9.2.
– Acciona r al t er n at i vam ente la tecla 4 para ba j ar
el brazo de c ost ur a y l a t ec la de menús para
subirlo.
Corrección:
Girar según c o nvenga los estrangu l ad or e s de l
c
i
l
i
n
d
r
o
.
12
2. Máquina de coser (Cl. 805-111)
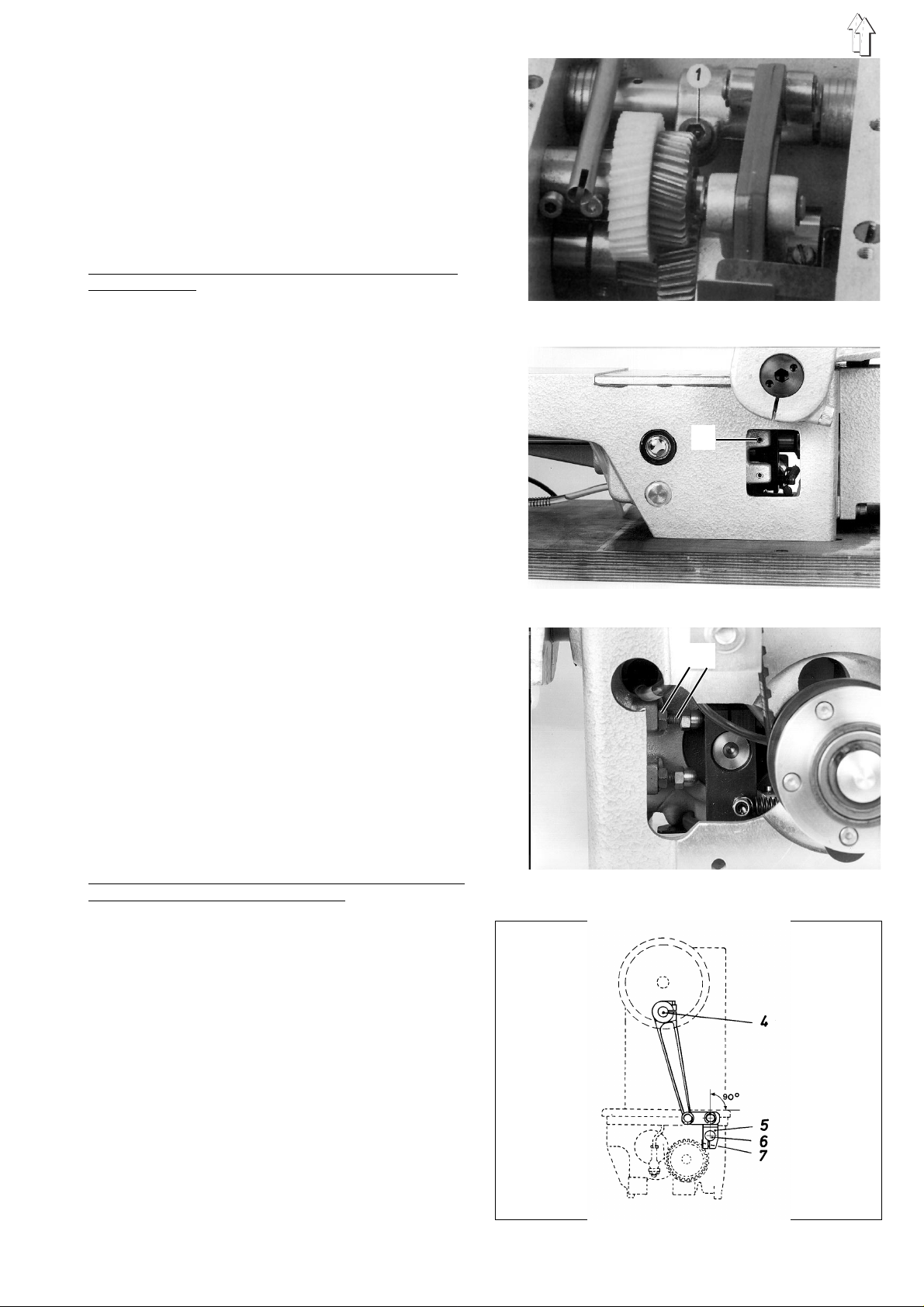
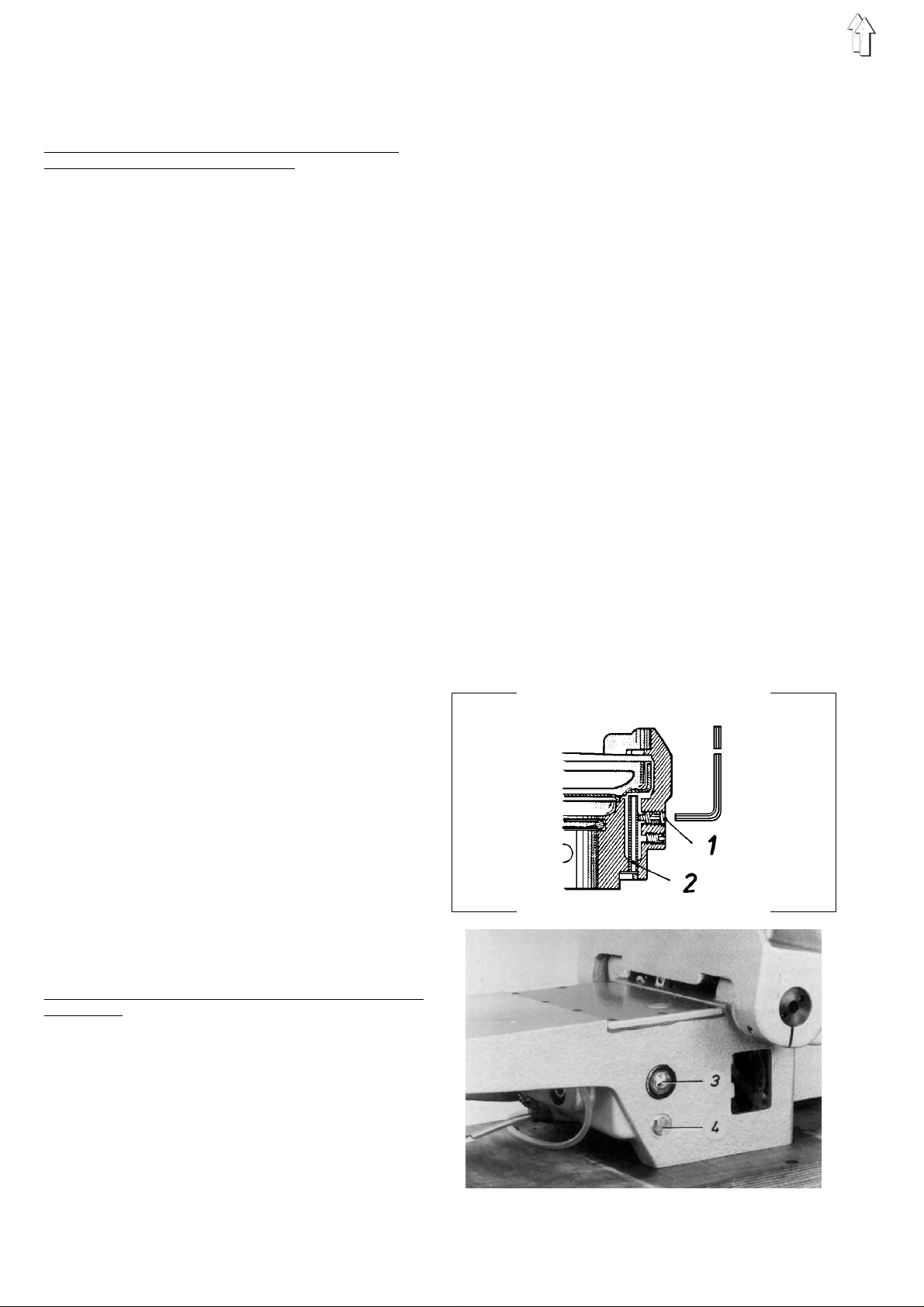
2.1 Regulador de puntadas y palanca
de transmisió n
2.1.1 Posición 0 del regulador de puntadas
Regla:
Al coser si n f un c i ón zi gz a g l a ba r ra d e l a ag uj a no
debe "oscilar".
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Control:
Después de desatornillar la tapa del cárter se
puede efectu ar u n c o nt r ol e x act o de la siguiente
manera.
– Insertar la llave Allen de muletilla en el tornillo 1.
– Girar la rue da de aj u s te .
Cuando la l l ave ha c e e l mínimo mov imi e nto
posible, el ajuste es correcto.
2
2
Corrección:
– Aflojar la contratuerca 3
– Girar convenientemente el tornillo 2.
2.1.2 Posición de la palanca de transmisión
Aclaración
La palanca 5 tr a ns m i te el m ovi m i en to de l ej e de
avance 6 a la b i el a os ci l a nt e 4 .
Regla:
La palanca 5 tiene que estar perpendicular cuando
la función zigzag no está activada.
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Corrección:
Aflojar el tornillo 7 y girar la palanca sobre el eje
según convenga.
3 2
Observación:
En caso de un ajuste erróneo, los "movimientos
pendulares" d e l a ba rr a d e l a ag uj a y de la placa de
la aguja no están sincronizados en la marcha en
zigzag.
13
Y
X
1
1 5 6 7 8 9 10 11
16 15
14 13 12
21
14
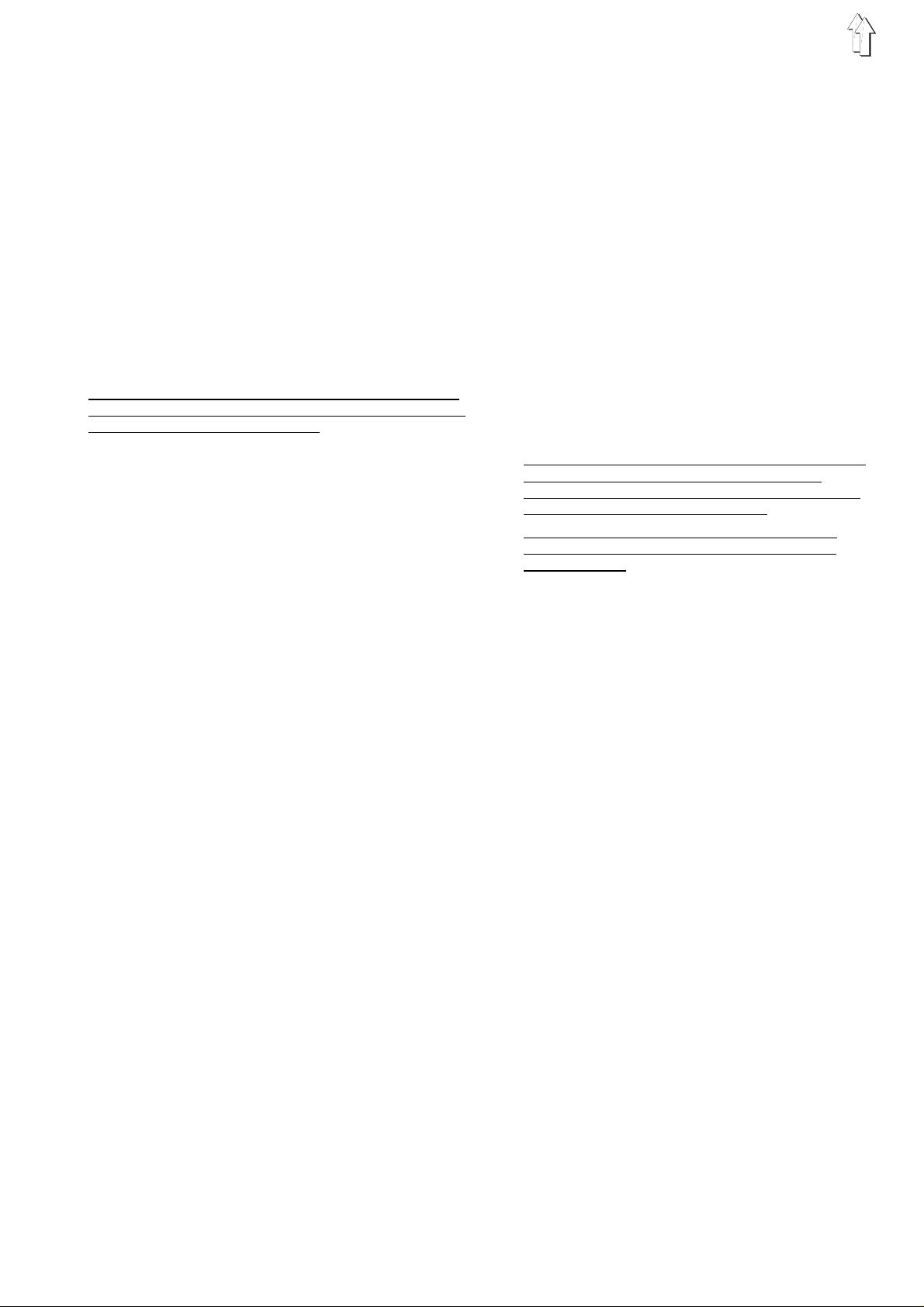
2.2 Biela oscilante y placa de la aguja
2.2.1 I nformaciones generales
En un movimiento pendular completo de la barra
de la aguja y de la placa de la aguja durante el
funcionamie nt o e n z i g z ag , l a ba rr a d e l a ag uj a s e
mueve 2 veces a rr i ba y abajo. Esto lo ori g i na el p ar
de ruedas dent ad as 1 7 y 1 9 c o n u na r ela c i ón de
multiplicación de 1:2.
2.2.2 Posición de la biela oscilante
Regla:
La aguja ha de pe ne trar centrada en el a gu j er o de
2 mm de la galga 1 cuando la máquina de coser no
está en funcionamiento zigzag.
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Corrección en sentido Y:
– Aflojar el tornillo 15 de la palanca de
accionamiento.
– Variar convenienteme nt e l a po s i c ión de la biela
oscilante.
Observació n:
Después de una corrección en sentido X hay que
controlar, y eventual m en te c orr e gi r, la dist an ci a d e
la aguja al garfio.
2.2.3 Momento del movimiento pendular de la
biela osci lante
Regla:
– En l a ma r cha en zigzag, al pinc h ar la aguja en
el punto superior de la presilla tiene que
"impulsar" hacia dentro tanto como al pinchar
en el punto inferior de la presilla.
Ambos pinchazos en la presilla tienen que
–
mantener la misma distancia respecto a la
puntada cero.
Corrección en sentido X:
– Aflojar los tornillos 2 de los tacos de ajuste 3
– Aflojar el tornillo de fijación 15 de la palanca de
accionami en to 16 .
– Aflojar los dos tornillos 4 y 6 del alojamiento
para la biela de la palanca del hilo 5.
– Aflojar los dos tornillos 4 del cigüeñal del eje
del brazo 13.
– Aflojar un poco el tornillo posicionador 21 del
cigüeñal del eje del brazo
(Porque este tornillo se asienta sobre la
superficie del muñón.
– Efectuar la corrección.
Eventualmente desplazar axialmente el eje de
la carrera 7 para el prensatelas después de
aflojar los siguientes tornillos:
Tornillos de los dos anillos de ajuste 8 y 9,
Tornillo 10 del taco 11.
– Apretar todos los tornillos antes aflojados y
prestar atención a lo siguiente:
Fijación ax i a l de l a b i ela oscilante,
posición horizontal de los tacos de ajuste 3,
correcta posición de las mechas,
mínimo juego lateral posible de la biela de la
palanca del hilo 5.
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Control:
– Colocar un pedazo de papel sobre el apoyo de
la pieza a coser y sostenerlo allí firme.
– Girar la rueda de ajuste para determinar la
posición de la "Puntada cero"
– Selecci on ar e l pro c es o " Zi gz a g" . (Ver 9.2).
– Girar la rue da de aj u s te .
Corrección:
Aflojar los tornillos 20 y girar según convenga la
rueda dentad a 1 8 so br e el e j e m ot r iz de l ga r fi o .
Observació n:
Un ajuste defe ctu os o pu ed e c o nd uci r a l a r o tu ra d e
la aguja.
15
2.2.4 Tamaño del campo pendular de la biela
oscilante (Ancho entre puntadas)
Regla:
En la marcha en zigzag de la máquina, los
pinchazos " sup er i o r" e " i n fe r ior " sobre un trozo de
papel han de tener una distancia de 5 mm.
Esto da por resultado en el bolsillo cosido, un
ancho entre puntadas de unos 3 mm que depende
de la clase de tela, del hilo y de su tensión.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Control:
– Seleccionar el proceso "Zigzag" (Ver 9.2)
– Colocar u n p ed az o de pa pe l s ob re e l ap oy o de
la pieza a coser y sostenerlo allí firme.
– Girar la rueda de ajuste.
2.2.5 Posición horizontal de la placa de la aguja
Regla:
– En sentido X:
En la posic ión de la carrera del bu c l e - o algo
después - el ma ng o d e l a ag uj a ha de es t ar a
una distanci a de 0, 3 m m d el l a do de r ec h o d el
agujero de puntada.
– En sentido Y:
En este senti d o l a ag uj a ha de pe ne tr a r
centrada en el a gu j er o de pu nt ad a.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Corrección:
Aflojar los tornillos y variar como corresponda la
posición de la placa de la aguja.
Corrección:
Aflojar la contratuerca 2 y girar según convenga el
tornillo de tope 1.
2 1
2.2.6 Altura de la placa de la aguja
Regla:
El "hongo" de l ag uj e r o d e p un ta da de be
encontrarse 0,5 mm por debajo de la cara superior
del apoyo de la pieza a coser.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Corrección:
Aflojar el tornillo 3 y girar convenientemente el
taco 4.
3 4
16
1
2.3 Garfio, barra de la aguja,
guarda-garfio y guía de la aguja
2.3.1 Carrera d el bu cl e
Aclaración:
:
– La carrera del bucle es el recorrido de la barra
de la aguja desde el punto muer t o i n fe ri or
hasta el punto en que la punta del garfio está
en el centro de la aguja.
– El 1er. tornillo del garfio - visto en el sentido de
giro del mismo - se asienta sobre la superficie
del eje del garfio.
Gracias a la fijación, el garfio no puede girar
más sobre el eje, al coser. En caso de un
bloqueo del garfio, el acopl am i en to de
seguridad s e de senclava
Posición correcta de la biela oscilante (ver 2.2.2)
Regla:
La carrera del bucle ha de ser 2 mm cuando la
máquina no está en marcha en zigzag.
:
1
2
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Corrección:
– Condici ón pr e vi a " A c o pl a miento de segurida d
enclavado".
– Llevar la ba r ra d e l a ag uj a a l a po s i c ión más
baja.
– Con el taco 2 (Pieza nº 981 15 000 2) presionar
la galga 1 (Pieza nº 981 15 000 3) contra el
balancín y apretar el tornillo del taco.
– Retirar la galga y girar la rueda de ajuste en el
sentido de marcha hasta que el ta c o 2 to qu e a l
balancín.
En esta posición la punta del garfio ha de estar
en el centro de la aguja.
Corrección:
– Aflojar el tornillo de fijación situado en la mitad
izquierda del embrague de garras 3.
– Girar el garfio convenientemente.
2
Observación:
Después de una corrección hay que verificar los
siguientes ajustes:
– Momento de levantamiento del levantador de la
cápsula (v. 2.4.4).
– Posición del guarda-garfio (v. 2.3.4).
17
2.3.2 Altura de la barra de la aguja
2.3.3 Distancia del garfio a la aguja
Regla:
En la posición de la carrera del bucle la punta del
garfio ha de estar en el centro de la garganta de la
aguja, cuando la máquina no está en marcha
zigzag.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Corrección:
Aflojar los 2 tornillos 1 y variar según convenga la
altura de la barra de la aguja (No girar esta barra).
Observación:
Después de una corrección hay que comprobar la
posición d e l a gu ía de la aguja y del guarda-garfio
(ver 2.3.4 y 2.3.5).
Regla:
En la posición de la carrera del bucle, la distancia
de la punta del garfio a la garganta de la aguja ha
de ser de 0,1 m m, c ua nd o l a má qu i na no es t á e n
marcha zigzag.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Control:
– Comproba r qu e e n l a po s i ci ón de l a c a rr er a de l
bucle la aguj a no s ea de s vi ad a p or e l
guarda-garf io 2 .
En caso de desviación hay que retroceder
convenientemente el guarda-garfio 2.
– Comprobar la distancia.
Para ello se puede colocar un pedazo de papel
blanco detrá s de l ga rfi o .
Corrección:
– Eventualmente, retroceder el guarda-garfio 2.
– Aflojar los tornillos 4, 5, 7 y desplazar
lateralmente la caja del garfio 6 según
convenga.
0,1mm
Observación:
– Después de una corrección hay que comprobar
la distanci a l at era l en el e mb r ag ue de ga r ras y,
eventualmente, corregirla ( v er 2 .3 . 7 ).
– Cuando se emplea una aguja de ot r o g rueso,
que pertenece a o tr o gr u po de gruesos (80-110
ó 120-140), ha y qu e c o mp rob ar l a di stancia
entre el garf i o y l a ag uj a .
1
4 5 6 7
18
2

2.3.4 Posición del guarda-garfio
Aclaración
– El guard a-g ar f i o 2 ha de i mp ed i r el c o nt ac t o d e
la aguja con la punta del garfio.
– La posic ión del guarda-garfi o h a d e
comprobarse después de los siguientes
procesos:
corrección de la altura de la barra de la aguja,
corrección de la carrera del bucle,
variación del grueso de la aguja, a partir de 0,2
mm.
Regla:
En la posic ión de la carrera del bu c l e l a ag uj a ha
de estar toca nd o a l gu ar d a-g ar f i o, s i n su fr i r
desviación, cuando la máqui na no es t á e n m ar ch a
zigzag.
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Corrección:
Aflojar los tornillos y variar convenientemente la
posición de l gu ard a- g ar f i o 2 .
2.3.6
– Cuando el grueso de la aguja ha variado en 0,2
– Cuando ha variado la distancia de la garganta
2.3.7 Distancia lateral en el e mb r agu e de g a rr as
Controles d es p ué s de mo nt ar a gu j as d e
otros gruesos
mm como mínimo:
Comprobar la posición del guarda-garfio.
al centro de la aguja.
Este es el c a so c u an do l a a gu j a p er t en ec e a
otro grupo de gruesos (80-110 ó 120-140).
Dentro de un grupo de gruesos la distancia es
siempre igual:
Controlar la distancia del garfio a la aguja.
Regla:
La distanci a l a te ral e n e l em br a gu e d e g ar ra s 3 h a
de ser de 0,5 mm.
Corrección:
– Aflojar el tornillo de fijación situado en la mitad
izquierda del embrague de garras 3.
– Variar como corresponda la posición de la
mitad izquierda del embrague de garras 3.
(No girar el eje.)
2.3.5 Posición de la guía de la aguja
Aclaración:
La guía de la aguja 8 ha de guiar la aguja, al coser
en determinadas direcciones, de forma que ésta no
sea apartada p or e l ga rfi o . S i n o, pu eden
producirse puntadas defectuosas.
Regla:
En la posic ión más baja de la ag uj a , l a pu nt a d e l a
aguja ha de estar lo más cerca po s i bl e de l a g uía,
sin tocar a ésta.
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Corrección:
Aflojar el tornillo y variar como corresponda la
posición de l a g uía de la agu ja 8.
Observació n:
Un ajuste erróneo puede conducir a la rotura de la
aguja en la zo na de s u g ar g an ta .
0,1mm
8
0,05mm
2
19

2.4 Levanta-cápsula
2.4.1 Informaciones generales
L
a palanca del hi l o ha de ar ra s tr a rl o e nt r e l a
–
cápsula de la canilla 4 y su soporte 7.
Para que este de s l iz am i en to de l hi l o pu ed a
efectuarse s in impedimentos, l a cápsula de la
canilla ha de ser levantada en este momento
por el levanta-cápsula.
Con ello se consigue el esquema de costura
deseado con la menor tensión del hilo posible.
– Ajustes erróneos pueden tener las siguientes
consecuencias:
Roturas de hilo,
ojetes en la c a r a in terior de la pieza a coser,
fuertes ruidos.
2.4.2 Magnitud del recorrido del dedo
Regla:
La palanca 3 tiene que estar alojada con 3 mm de
excentricidad. Este es el caso cuando la tuerca 2
queda al ras con el canto exterior del eje.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
2.4.4 Momento del levantamiento de la cápsula
Regla:
La cápsula de la canilla ha de estar levantada en el
momento del deslizamiento del hilo entre la
cápsula 4 y su soporte 7.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Control:
Girar la rueda de ajuste y observar el
deslizamiento del hilo
Ajuste previo:
– Aflojar los 2 tornillos 8.
– Girar la rueda de ajuste hasta que la punta del
garfio, desp ué s de to ma r el bucle, se encuentre
en la "posición de las 3 horas".
– Mediante un destornillador girar el eje 9 hasta
que el dedo se e nc u en tr e en el p un to de
inversión delantero, en el que la cápsula está
levantada del t odo.
– Apretar los 2 tornillos 8.
Corrección:
Aflojar la tuerca 2 con la llave especial 1 y variar la
excentricidad como convenga.
Observación:
Después de una corrección controlar el recorrido y
el momento d el levantamiento.
2.4.3 Magnitud del espacio de levantamiento Posición del recorrido del dedo
Regla:
La distancia X entre la cápsula levantada 4 y su
soporte 7 ha d e c o r res p on de r al g rue s o d el h i l o a
coser.
Preparar control y corrección:
Recuperar e l me nú " De s pl a zar e j es X , Y y de
costura", sel e c c i on ar e l pr o c eso " B aj a r cab ez a l de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de los motores", ver 9.5.4.
Corrección:
Aflojar los 2 tornillos 8 y, con un destornillador,
variar segú n c o nv e ng a l a po s ic i ón de l ej e 9.
Corrección:
Aflojar el tornillo 5 y variar según convenga la
posición del dedo 6.
20
7 6 5 4 3
2.5 Prensatelas
2.5.1 Informaciones generales
El ajuste de l a p os ic i ó n i n fe r ior y superior de la
carrera del prensatelas está explicado en el
capítulo 6.2.6 de las Instrucciones de Manejo.
2.5.2 Momento del movimiento del prensatelas
9 8
Regla:
El movimiento hacia arriba del prensatelas tiene
que empezar en la posición de la carrera del bucle.
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Corrección:
Aflojar 2 tornillos y girar la excéntrica 10 sobre el
eje, como corresponda.
10
21
2.6 Muelle tira-hilo
Regla:
El recorrido y la tensión del muelle tira-hilo tienen
que estar ajustados de forma que alcance
precisamente su posición inferior cuando la aguja
haya penetrado hasta el ojo en la pieza a coser.
Control:
Con el ciclo "Automático" coser con una velocidad
del 5%.
Corrección del recorrido:
– Aflojar un poco el tornillo 1 del brazo.
– Mediante el bulón 2 girar convenientemente
toda la unidad tensora del hilo.
Corrección de la tensión:
– Con la t ecl a " 0" c o ne ct a r l a l á mp ar a h4 0 " Paro
seguro".
– Aflojar el tornillo 1 y retirar la unidad tensora
del hilo.
– Aflojar el tornillo 4 y girar el bulón 3 según
convenga.
2 1
3 4
2.7 Levantamiento del tensor del hilo
Aclaración
El tensor d el h i lo e s l ev a nt ad o d ur a nt e e l proceso
de corte, o mediante el accionamiento del botón de
presión 7 de la placa soporte.
Regla:
Durante el proceso de corte, el hilo ha de poder ser
arrastrado sin impedimentos a través del tensor
levantado.
Control:
Con la barra de tracción 5 levantar el tensor del
hilo todo lo posible.
Corrección:
Aflojar el tornillo 6 y variar según convenga la
posición de la barra de tracción 5.
5 6
22
7

2.8 Tira-hilo previo
Aclaración
Durante el proceso de corte, el tira-hilo previo 4
gira hacia d elante después de l a t om a d el b uc l e , y
durante la 2ª fase del movimiento de la cuchilla
tira-hilo gira otra vez hacia atrás.
Regla:
El tira-hilo previo 4 ha de arrastrar previamente
tanto hilo, de fo rma que se cumplan las s i gu i en te s
condiciones para el próximo ciclo de costura:
Inicio de costura seguro.
–
El final del hilo es arrastrado debajo de la pieza
–
a coser.
Ninguna "doblez del hilo" en el garfio.
–
5
Corrección:
Aflojar el tornillo 5 y variar como corresponda la
posición de l tir a - hil o pr e v i o 4 .
2.9 Embrague de seguridad
2.9.1 Informaciones generales
El embrague d e s e gu r ida d en la polea inferi o r de l a
correa ha de d ese mbragarse si qued a b l oq ue ad o e l
garfio.
Después de un desembrague hay que enclavar de
nuevo el embrague como sigue.
– Girar la rue da de aj u s te ha s ta qu e e l em br a gu e
quede de nuevo enclavado.
– Eliminar la causa del bloqueo del garfio.
4
2.9.2 Magnitud del par de giro transmisible
El par de giro tr a ns m i si bl e de l em br a gu e d e
seguridad es ajustado en fábrica a un valor
determinado.
23
2.10 Lubricación con aceite
2.10.1 Informaciones generales
– Las mechas para la lubricación de los
correspondientes elementos del cabezal de
coser no debe n e s ta r en c on ta c to c on l a m ec h a
de retorno.
– La tapa de plástico del garfio impide que la
bomba de vacío aspire po l v o y p el u sa d entro
de la caja del garfio.
– Mediante el tornillo 20 de la centrifugación de
aceite llega suficiente aceite a la chapa
colectora, incluso con un nivel de aceite bajo.
–
Al completar la máquina, o después de un paro
prolongado, h ay q ue mo j ar co n aceite las
mechas "secas" del cabezal de coser, antes de
poner de nuevo l a m áq ui n a e n m ar c h a. S i no ,
podrían producirse da ño s debido a la al
principio insuficiente lubricación.
– El tornillo 22, debajo del tornillo de regulación
21 de la lubricación, puede retirarse para poder
eliminar con una pistola sopladora los
atascamient os e n l a al i m en ta c ión de aceite a la
pista del gar f i o.
Luego hay que en ros c a r otra vez del todo el
tornillo 22.
– La ventanilla 15 permite el control del nivel de
aceite dentr o d e l a c aj a de l ga rfi o .
2.10.2 Funcionamiento
Transporte de aceite desde el cabezal a l a c a j a
del garfio
El aceite centrifugado en el cabezal de coser
es recogido po r el f i el t r o y c o nd uc i d o a l a
mecha de aspiración de retorno 16 situada
debajo, que t ransporta el aceit e a l a c a j a d el
garfio.
El aceite qu e g ot ea po r el t ub o 3 en l a e nt r ad a
2 pasa a la caj a de l ga rf io por el conducto 6.
El aceite centrifugado por la excéntrica de la
carrera del p rensatelas es capt ad o p or l a pl a ca
de fieltro 17 y conducido a la caja de l ga r fi o po r
el conducto 1 8.
Suministro de aceite al garfio
El aceite qu e r e to rna de l c ab ez a l de c ose r fl u y e
en la caja del garfio por el conducto 29. Aquí el
aceite puede s u bi r h asta el nivel del c on du c to
de aspiración 28.
El eje hueco 26 de l ga r fi o tra ns p or t a e l aceite
hasta el receptáculo superior del garfio, a
través de las ranuras espirales del eje fijo 30.
Desde aquí el aceite pasa por el agujero 24 al
receptáculo inferior 31. Una pequeña parte de
este aceite es conducida a la pista del garfio
por la fuerza centrífuga, a través del tubo de
aceite 32. La mayor parte del aceite fluye hacia
abajo y lubr ic a, de paso, las ruedas d en ta da s
27 y el coji ne te de bo l as 2 5.
Transporte de aceite desde el cárter al ca be z al
de coser.
Las ranuras es p i ral e s de l ej e de ac ci o na mi e nto
del garfio 11 transportan el a cei t e desde el
cárter hasta la entrada 2 en el cabezal de
coser, a través del con du c to 7. La v ál v u l a d e
retención 8, en es t e c o nd uc t o, i mp i de el
retroceso del a c ei t e a l es t ar l a má qu i na
parada. La ventanilla 4 permite controlar el
transporte de aceite en este conducto.
El aceite qu e s a l e p or e l tu bo de l at ón 3 pasa,
en su mayor parte, al agujero del eje hueco 1.
En este eje hay una mecha que transporta el
aceite a los pu nt os d e l u bri c a c i ón de l
accionamiento de la carrera del prensatelas y a
la caja de aceite del cabezal de coser. Desde
aquí el aceite es trans po r ta do me di a nt e
mechas a las articulaciones mecánicas de la
carrera del prensatelas y al balancín. La
excéntrica de la carrera del prensatelas es
lubricada por la mecha 19, que aspira el aceite
desde la entr ad a 2 .
Retorno del aceite desde la caja del garfio al
cárter.
La bomba 12 situada sobre el eje de
accionamiento del garfio, aspira el aceite de la
caja del gar fi o y, a través del c o nd uc t o 1 4 l o
retorna al cárter. El filtro 13, en este conducto,
capta las partículas de suciedad para impedir
fallos en el fu nc i o na mi e nt o d e l a bo mb a.
2.10.3 Control del nivel y del suministro de
aceite.
– Control ar e l ni v e l en el c á rte r po r el v i s o r 10 ,
estando la máquina parada.
Si el nivel está en el tercio i nf er io r de l v is or,
hay que rell en ar a c ei t e.
– Controlar el suministro de aceite al cabezal por
la ventanilla 4, con la máquina en marcha, p.
ej., durante el ciclo automát i c o d en tr o de l me nú
"Automátic o" .
– Control ar e l ni v e l de ac e i te en l a ca j a d el g ar f i o
por la ventanilla 15, cuando esta caja está en
"posición de coser" y la máquina está parada.
24
32
31
23 24
25
26
27
21
22
28
29
30
25
2.10.4 Regulación de la lubricación del garfio
2.10.5 Cambio de aceite
Regla:
El garfio ha de lubricarse, con seguridad, con la
menor cantidad de aceite posible.
Control:
– Recuperar el menú "Desplazar eje de costura".
(A través de: "Preparador Servicio", "Trabajos
de preparació n" , " D e spl a z ar e jes X , Y y de
costura" y "Bajar cabezal de coser").
– Seleccionar el proceso "Servicio manual".
– Retirar e l apoyo de la pieza a c o s er.
–Con la tecla ↓ hacer marchar la máquina
durante aprox . 1 m i nu to .
– Sostener un trozo de papel junto al garfio.
–Con la tecla ↓ hacer marchar la máquina a
intervalos de unos 15 segundos.
El ajuste es correcto si se centrifuga suficiente
aceite sobr e e l papel.
Ajuste previo:
– Retirar la cápsula de la canilla y la chapa de
cobertura para poder detectar el tubito de
aceite 2.
– Con una llave Allen de 1,5 desenroscar el
tornillo 1 hasta que el tubito del aceite 2 no se
mueva más.
(Normalmente éste es el caso cuando el tubito
se halla en el centro del agujero.)
– Enroscar el tornillo 1 hasta que justo empiece
el movimien to de l tu bi t o y l u eg o e nro s c arl o
todavía 1/8 de vuelta má s .
Cuanto más se a lej a el t ub i to de l c en tro de l
agujero más pequeña es la cantidad de aceite
regulada.
Después de las pri m era s 50 0 h ora s de s erv ic i o
debería cambiarse el a c eite de la siguien te
manera:
– Retirar la tapa del cárter.
– Desenroscar el tornillo 4 para vaciar el aceite.
– Limpiar el cárter y el tubo de ventilación .
– Limpiar el filtro 13 (página 25) del conducto de
aspiración e ntre la caja del ga r fio y el cárter.
– Enroscar otra vez el tornillo de purga 4 con una
junta nueva.
– Verter aceite "ESSO SP-NKK 10" por la
tubuladura 5 (página 25), hasta que el nivel de
aceite se sitúe en el tercio superior del visor
del nivel.
2.10.6 Rellenar aceite
Hay que rell en ar c o n a c ei t e c u an do c on l a
máquina parad a e l ni v e l qu ed a e n e l te rc i o
inferior del visor 3.
Para ello verter aceite "ESSO SP-NKK 10" por
la tubuladura 5 (página 25), hasta que el nivel
de aceite se s i t úe en el t erc i o s up eri o r de l v is or
del nivel.
Se pueden emplear otros aceites con los
siguientes datos básicos:
Viscosidad a 40 ° C: 10 mm2/s
Punto de inf l am aci ó n : 150° C
Corrección:
Con una llave Allen de 1,5 girar el tornillo 1 en el
sentido de las agujas del reloj para disminuir la
cantidad de aceite.
Girar el tornillo 1 en sentido contrario al de las
agujas del r e l oj p ar a au me nt ar l a c an ti d ad de
aceite.
Aquí hay que tener en cuenta lo siguiente:
El campo de r e gu l aci ó n e ntre la cantidad má x i ma y
mínima de aceite se extiende a aprox. 1/4 de
vuelta del tornillo.
Si se introduce demasiado el tornillo 1 se aplastará
el tubito 2.
Observación:
Para que qued e g ar a nt i z ad a u na l ub r ic ac i ó n
segura dura nt e e l pe ríodo de roda j e d e l a má qu i na ,
se ajusta en fá br i ca un a c a nt i da d d e aceite
relativamente grande. Por esto después del rodaje
hay que controlarla y eventualmente reducirla.
26
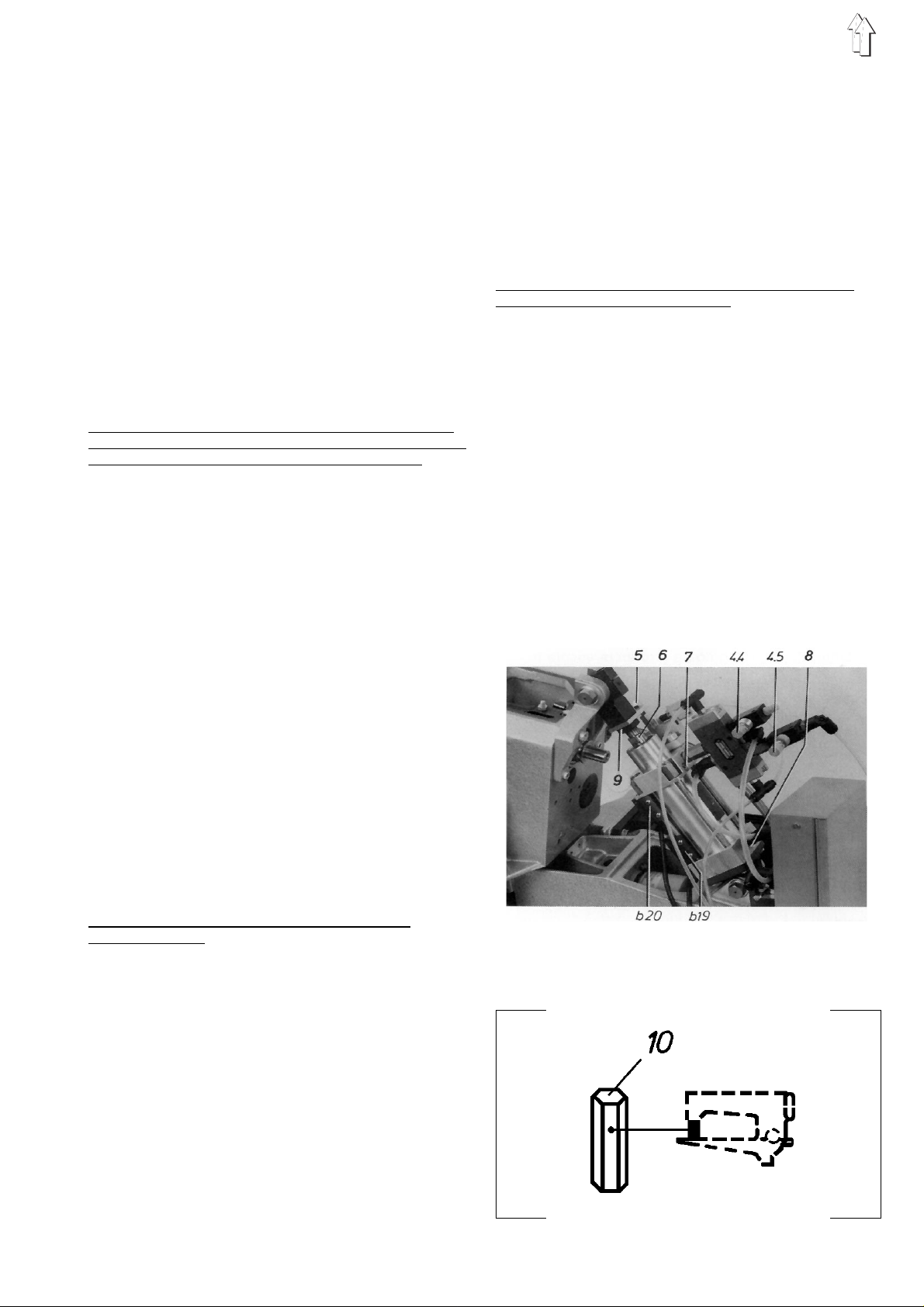
2.11 Brazo de costura
2.11.1 Informaciones generales
2.11.4 Amortiguación de las posiciones
extremas del cilindro
– Los interruptores b19 y b20 del cilindro son
accionados p or e l nú c l eo ma gn ét i c o d el e j e d el
émbolo cuando el cabezal de coser es subido o
bajado respectivamente.
– El trinquete 5 ha de inmovilizar el cabezal
cuando el si s t em a n eu má ti c o es t á si n pr e s i ón ,
como p. ej. es e l c as o de s pu és d e pulsar la
tecla "0" o después de desconectar la máquina.
2.11.2 Posición inferior del brazo de costura
Regla:
La galga exago nal de distancia 1 0 ( 8 2. 8 m m a l to )
ha de encajar ex a ctamente entre la pl a c a b asa y l a
parte inferi o r de l br a z o, estando éste bajado .
Preparar control y corrección:
Recuperar el menú "Desplazar ejes X, Y y de
costura", seleccionar el proceso "Bajar cabezal de
coser" y con la tecla "0" conectar la lámpara h40
"Paro seguro de l os m ot or e s ", v e r 9. 5. 4.
Aclaración
Aprox. 10 mm. antes de la posición extrema se
reduce la velocidad del eje del émbolo para frenar
suavemente el p es a do br a zo de costura.
Regla:
El eje del ém bo l o 6 de be mo v er se " s ua v em en te "
en ambas posi c i on es extremas.
Control:
– Recuperar el menú "Desplazar ejes X, Y y de
costura", ver 9.2.
– Accionar alternativamente la tecla 4 para bajar
el brazo de costura y la tecla de menús para
subirlo.
Corrección:
Girar según convenga los estranguladores 7 y 8.
Corrección:
Aflojar la contratuerca 9 y girar según convenga el
eje del émbol o 6 .
Observació n:
Después de este ajuste la posición superior del
brazo resulta del recorrido del eje del émbolo del
cilindro.
2.11.3 Velocidad "Brazo de costura hacia
arriba y haci a a b aj o
Regla:
El brazo de costura ha de moverse rápida y
uniformemente.
Control:
– Recuperar el menú "Desplazar ejes X, Y y de
costura", ver 9.2.
– Accionar alternativamente la tecla 4 para bajar
el brazo de costura y la tecla de menús para
subirlo.
Corrección:
Con los estr an gu l ad ore s 4. 5 y 4 .4 r eg ul a r
convenientemente la "salida de aire" del cilindro.
27

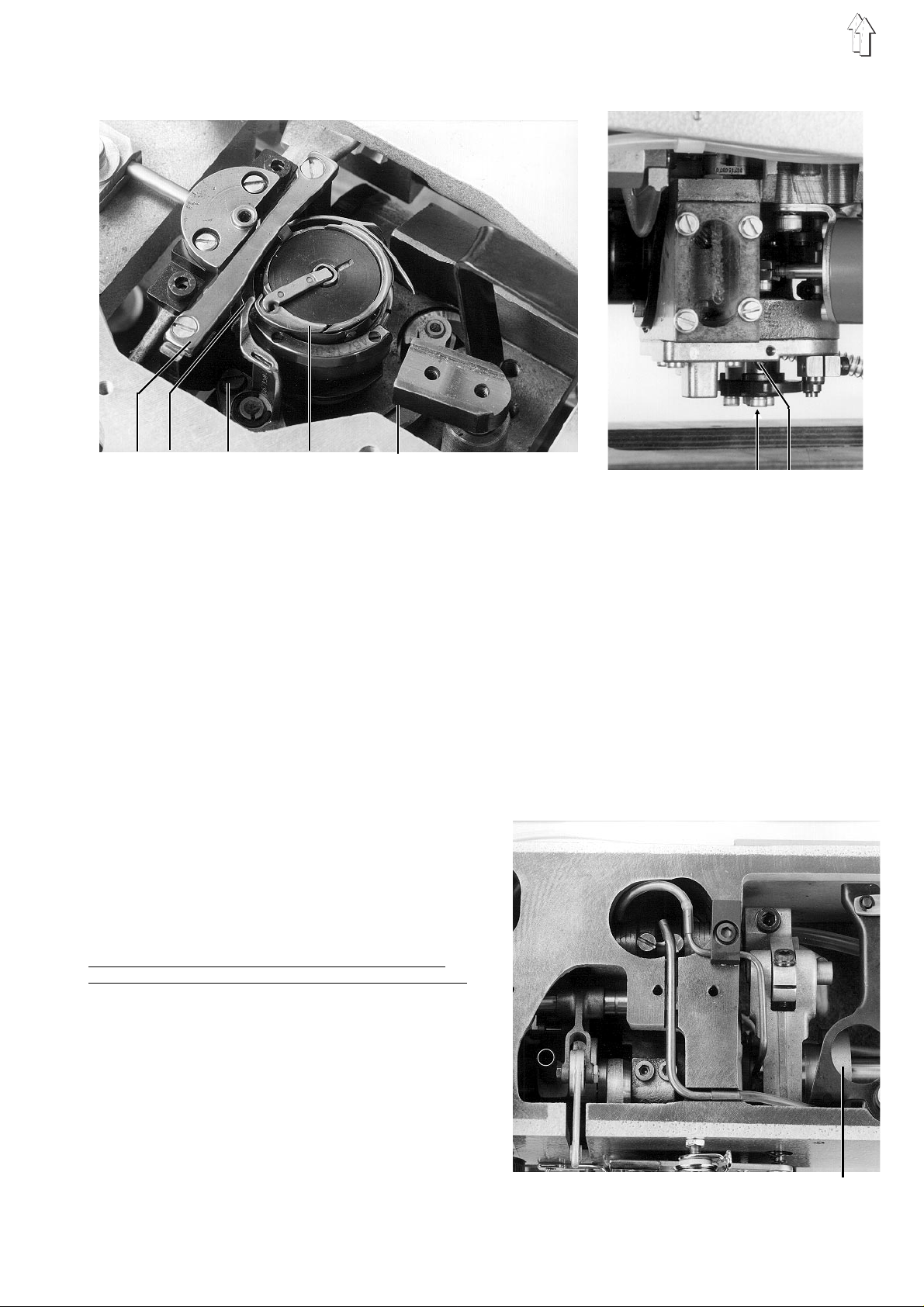
2.12. Cilindro oscilante para la caja del
garfio
2.12.1 Posición de la caja del garfio girada
hacia dentro
Regla:
La caja del garfio 6, girada hacia dentro, ha de
estar en contacto con la placa de base 7.
Esta condición se cumple cuando la leva 1 está a
una distanc i a d e 1 mm de l to pe 3.
Corrección:
Aflojar el tornillo 2 y variar como corresponda la
posición de la leva 1.
2.12.2 Posición de la caja del garfio girada
hacia fuera
Regla:
La caja del garfio 6 ha de alcanzar esta posición
después de un gi r o de 75° .
Control:
– Dentro de l me nú " A ut om át i c o" s e lec c i o na r el
proceso "Cambio de canilla".
– Determi na r el á ng ul o de gi ro en l a e s c ala 8.
1 2 3 4 5 6 7
8
Corrección:
Aflojar el tornillo 4 y variar según convenga la
posición de la leva 5.
Observación:
Si la caja de l ga rfi o gi r a de ma s iado hacia fuera, e l
aceite puede salir del garfio.
2.12.3 Velocidad para "Girar hacia dentro y
hacia fuera la caja del garfio"
Regla:
La caja del garfio tiene que girar hacia dentro y
hacia fuera rápida y uniformeme nte.
Control:
Dentro del me nú " Automático" llama r el p roc e s o
"Cambio de canilla" para girar hacia fuera la caja
del garfio y pulsar la tecla "Ι" para girarla de nu ev o
hacia dentro.
Corrección:
Regular com o c o r res p on da l a s a l ida de aire del
cilindro con los estranguladores correspondientes.
28
 Loading...
Loading...