

Page 1

Inhalt Seite:
Home
T eil 3: Serviceanleitung Klasse 805
1. Nähmaschi ne ( K l. 80 5- 1 21 )
1.1 Greifer, Nadelstange und Nadelführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4, 5
1.2 Kapsellüfter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6, 7
1.3 Nähfuß . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.4 Fadenanzugsfeder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.5 Fadenspannungslüftung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
1.6 Ölschmierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10, 11
1.7 Armposition . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
2. Nähmaschi ne ( K l. 80 5- 111)
2.1 Stichsteller und Übertragungshebel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
2.2 Schwinge und Stichplatte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14-16
2.3 Greifer, Nadelstange, Greiferschutz und Nadelführung . . . . . . . . . . . . . . . . . . . . 17-19
2.4 Kapsellüfter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20, 21
2.5 Nähfuß . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
2.6 Fadenanzugsfeder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.7 Fadenspannungslüftung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.8 Fadenvorzieher . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2.9 Sicherheitskupplung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
2.10 Ölschmierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24-26
2.11 Näharm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
2.12 Schwenkzylinder für den Greiferkasten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
3. Fadenabschneider (Kl. 805-121
4. Fadenabschneider (Kl. 805-111)
5. Umbugeinrichtung
5.1 Außenrahmen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39, 40
5.2 Innenrahmen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
5.3 Mittelschieber . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42-44
5.4 Seiten-, Vorder- und Eckenschieber . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
5.5 Eckeneinschieber . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45-47
5.6 Position der beiden Stellräder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
6. Transferschlitten
6.1 Allgemeine Informationen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
6.2 Streckenabgleich der Schlitten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48-55
6.3 Positionsabgleich der Schlitten zur Umbug- und Nähstation . . . . . . . . . . . . . . . . . 56-61
6.4 Position des Schlittens zur Frässtation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62, 63
6.5 Nullpunktlage der Schlitten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64
6.6 Betätigungszeitpunkt der Begrenzungsschalter . . . . . . . . . . . . . . . . . . . . . . . . 65
6.7 Position des Anschlagstifts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29-33
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34-38
Page 2
Inhalt: Seite:
7. Stapler
7.1 Allgemeine Informationen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
7.2 Funktionsablauf des Staplers . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67-71
7.3 Seitliche Position des Auswerfers und des Staplers . . . . . . . . . . . . . . . . . . . . . 72
7.4 Niedrige und hohe Drehzahl des Ausrollers . . . . . . . . . . . . . . . . . . . . . . . . . . 73
7.5 Stellung des geöffneten Innenbügels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
7.6 Stellung des geöffneten Außenbügels . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
7.7 Empfindlichkeit der Lichtschranke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
7.8 Untere Position der Auswerferrolle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
7.9 Geschwindigkeit von Außenbügel, Innenbügel und Ablage . . . . . . . . . . . . . . . . . . 74
7.10 Geschwindigkeit "Auswerferrollen nach oben und unten" . . . . . . . . . . . . . . . . . . 75
7.11 Luftstromstärke und Blasrichtung der Düse . . . . . . . . . . . . . . . . . . . . . . . . . . 75
8. Fräseinrichtung
8.1 Allgemeine Informationen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76
8.2 Geschwindigkeit "Fräseinheit nach unten und oben schwenken" . . . . . . . . . . . . . . 76
8.3 Geschwindigkeit "Fräse nach oben und unten" . . . . . . . . . . . . . . . . . . . . . . . . 76
8.4 Betätigungszeitpunkt der Schalter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
8.5 Höhe der Fräseinheit zur Fräsplatte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
9. Menü "Service-Einrichter"
9.1 Menü "Service-Einrichter" aufrufen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
9.2 Struktur des Menüs "Service-Einrichter" . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
9.3 Vorgänge im Menü "Programmierung" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
9.4 Vorgänge im Menü "Programmkorrektur" . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
9.5 Vorgänge im Menü "Einrichtarbeiten" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81-85
9.6 Vorgänge im Menü "Fräsen" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
9.7 Vorgänge im Menü "Datenverwaltung" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86
9.8 Vorgänge im Menü "Diskettenbetrieb" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
9.9 Vorgänge "SPS-Bit-Anzeige", Variantenwechsel" und "Sprachen" . . . . . . . . . . . . . 87
10. Eingangs- und Ausgangssignale abfragen
11. Betriebssystem wechseln
12. Pneumatische Wartungseinheit
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89, 90
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 91
. . . . . . . . . . . . . . . . . . . . . . . . . 88
Page 3

T eil 3: Serviceanleitung
Klasse 805
Page 4

4
Page 5

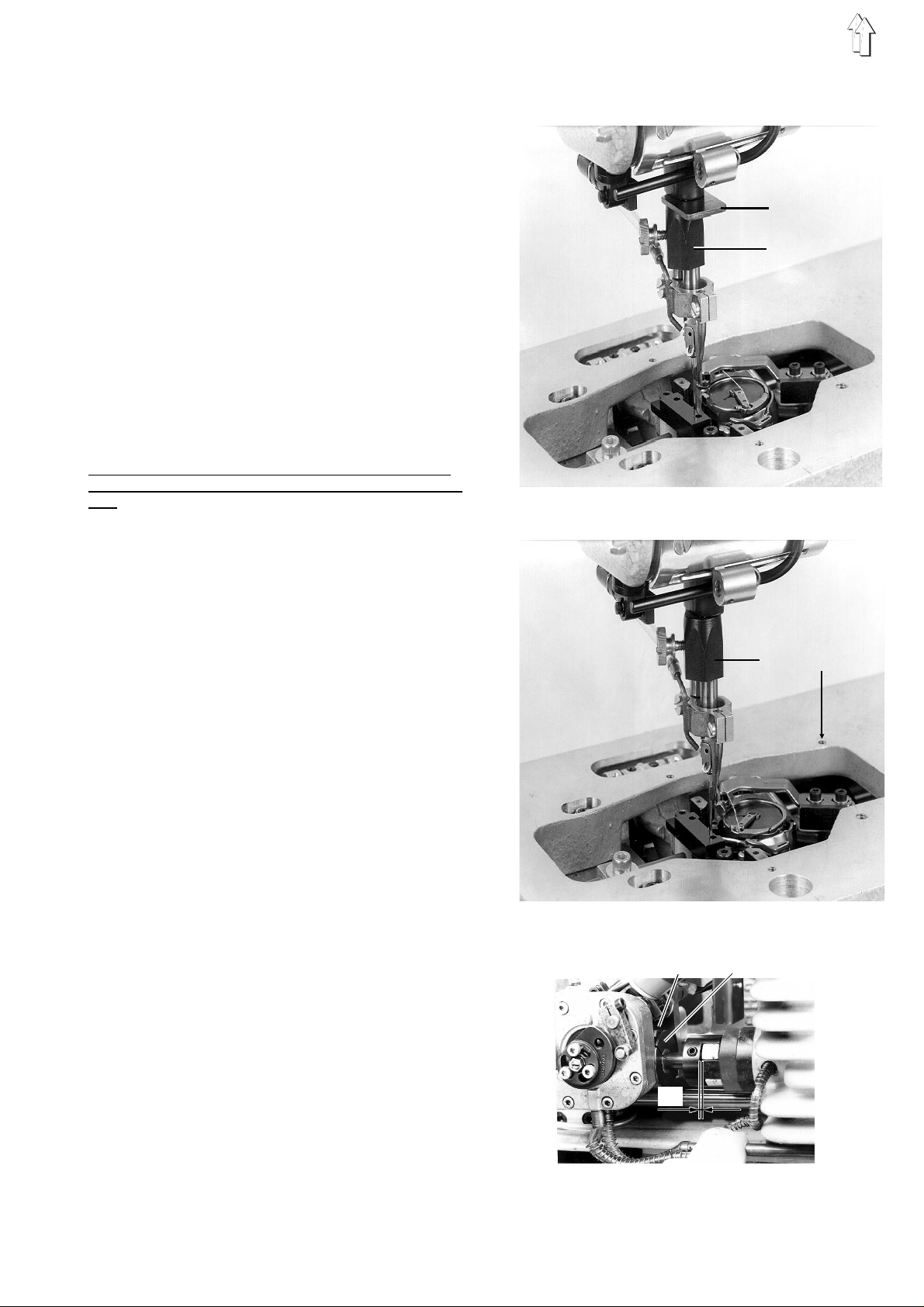
1. Nähmaschine (Kl. 805-121)
1.1 Greifer, Nadelstange und Nadelführung
1.1.1 Schlingenhub
Erläuterung:
Der Schlinge nh ub i st d er Weg de r Na de l sta ng e
vom unteren Totpunkt bis zu dem Pun k t, w o die
Greiferspitze auf Nadelmitte steht.
Regel:
Der Schlinge nh ub sol l 2 mm be tra ge n.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Kontrolle:
– Nadelstange mit der Kurbel in die tiefste
Stellung br i n ge n.
– Mit de m K o lben 1 (Teile-Nr. 981 15 000 2) die
Lehre 2 (Teile-Nr. 981 15 000 1) gegen die
Nadelstangenbuchse drücken und die
Schraube am K l ob en fe s tz ie hen.
– Lehre he r au s zi eh en und Kurbel in Pfei l ri c h tu ng
drehen, bis de r Kl ob en an der
Nadelstangenbuchse anliegt.
In dieser Stellung muß die Greiferspitze auf
Nadelmitte stehen.
Korrektur:
Schraube 4 löse n u nd Na de l sta ng e e nt spr. verset zen.
1.1.3. Abstand der Greiferspitze zur Nadel
Regel:
In der Schlingenhubstellung soll der Abstand der
Greiferspitze zur Hohlkehle der Nadel 0,1 mm betragen.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Kontrolle:
Kurbel ents pre c he nd dr e he n.
Korrektur:
Schrauben 3 lösen und Greifer auf der Welle axial
verschieben.
1.1.4 Abstand zwischen der Nadelführung und
der Nadel
Erläuterung:
Beim Nähen in be sti m mt en Ri ch tu ng en s ol l d i e N a delführung 6 e i ne B er ü hru ng zwischen Nade l un d
Greiferspitze verhindern.
Korrektur:
Schrauben 3 lösen und Greifer auf der Antriebswelle entsprec he nd dre hen.
1.1.2 Nadelstangenhöhe
Regel:
In der Schlingenhubstellun g s o ll di e G rei f er s p i tze
in der Mitte der Hohlkehle stehen.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Kontrolle:
Kurbel ents pre c he nd dr e he n.
Regel:
In der Schlingenhubstellun g s o ll di e Na de l fü hr u ng
6 so dicht wi e m ög l i c h zu r Na de l s te he n, oh ne di ese zu berühren.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Korrektur:
Die Position de r Na de lfü hr u ng 6 n ach Lö s en de r
Schraube 7 entsprechend ändern.
Hinweis:
Eine falsche Einstellung kann zu einer Beschädigung der Greif er s p i tze und zum Nadelbrech en führen.
5
Page 6
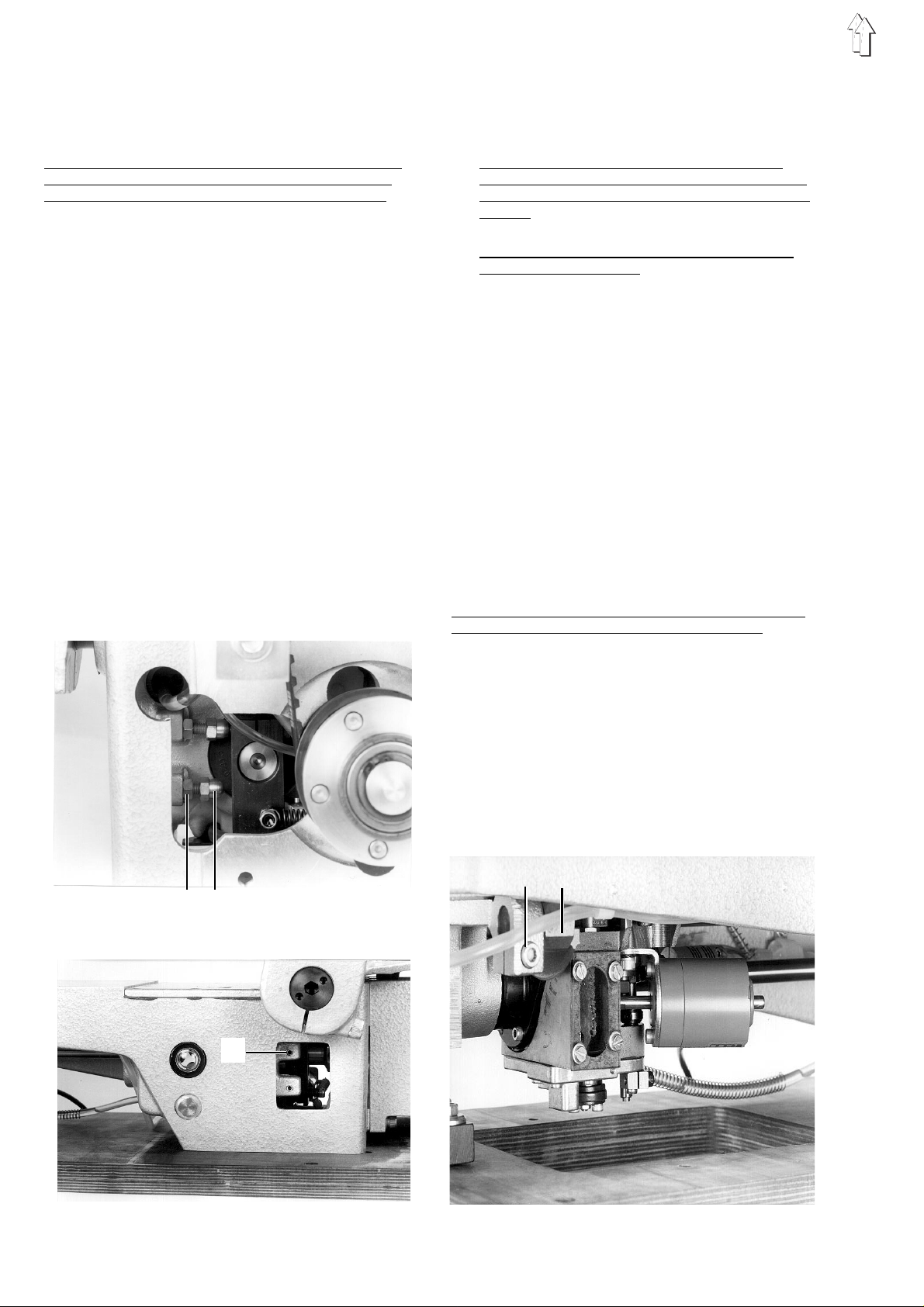
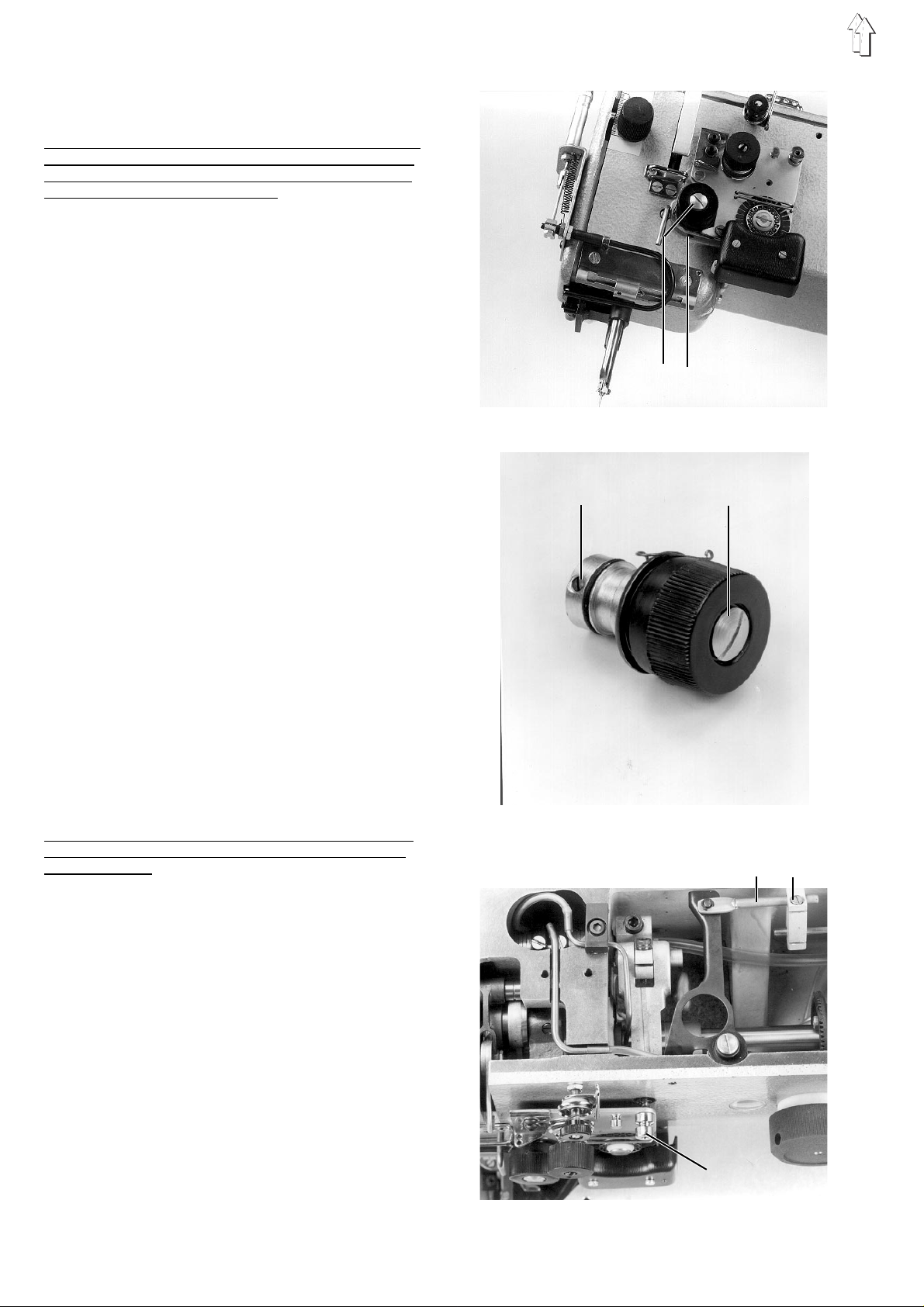
1.2 Kapsellüf ter
1.2.1 Allgemeine Informationen
– Der Fa de nh eb el m uß d en F ad en zw i sc h en de m
Mittelteil 1 und dessen Halter 2 durchziehen.
Damit dieser Vorgang ung eh i nd er t erfolgen
kann, muß das Mittelteil in diesem Moment vom
Kapsellüfter gelüftet werden.
Dadurch wird das gewünschte Nahtbild mit der
geringstmög l i che n F a de ns p an nu ng er z ie l t.
– Fals che Einstellungen k ön ne n folgende
Auswirkungen haben:
Fadenbrüche
Ösen auf der Nähgutunterseite
Starke Geräusche.
1.2.2 Höhe des Fingers
Regel:
Der Finger 8 soll mit der Nase des Mittelteils auf einer Höhe stehen.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Korrektur:
Schraube 6 lösen und Position des Fingers 8 entsprechend ändern.
1.2.5 Tiefe des Fingers
Regel:
Der Finger 9 soll einen Abstand von ca. 0,6 mm
zum Mittelteil 10 haben.
(Damit der F a de nd urc h s c hlupf zwischen Fi ng er
und Mittelteil unbehindert erfolgen kann.)
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Kontrolle:
Kurbel entsprechend drehen.
Korrektur:
Den Finger 8 na c h L ös e n d er S c h r au be 6 e nt s prechend einst el l e n.
(Dabei den Lüftungsweg nich t v e rän dern.)
Kontrolle:
Kurbel entsprechend drehen.
Korrektur:
Schraube 7 lösen und den Exzenter 5 entsprechend drehen .
1.2.3 Größe des Lüftungsspalts - Lage des
Fingerwegs
Regel:
Der Abstand X zwischen dem gelüfteten Mittelteil
und dessen Halter soll der Stärke des zu nähenden
Fadens ents prechen.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
1.2.6 Zeitpunkt der Lüftung
Regel:
Das Mittelteil 1 soll im Mo me nt de s F ad en du r ch schlupfes z wi sc h en Mi t te l te i l un d d es s e n H al t er 2
gelüftet sein.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Kontrolle:
Kurbel drehen und Fadendurchschlupf beim Nähen
beobachten.
Kontrolle:
Kurbel entsprechend drehen.
6
Page 7

Voreinstellung:
– Schra ub e 4 am E x zenter lösen.
– Mit der Kurbel die Nadelstange 1 mm hinter
den oberen Totpunkt bringen (in Laufrichtung
gesehen).
– Exzenter 3 mit Hilfe eines Schraubendrehers
so weit drehen , b i s de r F ing er 8 si c h im
vorderen Umk ehr pu nk t be fin de t, wo da s
Mittelteil ganz gelüftet ist.
– Schraube 4 am Exzenter festziehen.
Korrektur:
– Schra ub e 4 l ös e n u nd di e P osi t i on de s
Exzenters 3 mi t Hi l f e e i ne s S c hra ub en dr e he r s
entspreche nd än de r n.
8 3 4
6 7 5
7
Page 8

1.3 Nähfuß
1.3.1 Höhen-Einstellbereich
Regel:
Der Nähfuß soll im unteren Totpunkt einen Abstand
von 0,7 mm zur S t i chp l at te ha be n, we nn di e ni e dri gste Hublag e e i ng estellt ist.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Nähac h se" a ufrufen und Vorgang "Nähach se freistellen" wählen, siehe 9.2.
Kontrolle:
– Niedrigste Hublage mit dem Stellrad 1
einstellen.
– Nähfu ß mit der Kurbel in Tiefstel l un g bri n ge n.
Korrektur:
Die Schrau be 2 l ö s en un d d i e S t offdr ü ck er stange 3
entspreche nd v ers e tz e n.
Hinweis:
Nach der Korrektur folgende Bedingungen prüfen:
Die Nadels t an ge da r f i m un te ren Totpunkt nicht den
Nähfuß berühren, wenn die höchste Hublage eingestellt ist.
1.3.2 Zeitpunkt der Nähfuß-Bewegung
Regel:
– Die Schraube 6 a m H ubexzenter 7 soll si c h i n
der senkrechte n S t el lu ng be fi n de n, we nn s ic h
die Schraube 9 an der Armwellenkurbel 10 in
der gleichen Position befindet.
In diesem Fall erreicht der Nähfuß zusammen
mit der Nadel s ta ng e de n un te r en Totpunkt.
In axialer Richtung soll der Bund des Exzenters
–
7 einen Abstand von 7,8 mm zum Freischnitt in
der Welle haben.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Kontrolle:
Kurbel entsprechend drehen.
Korrektur:
Schraube 6 l ö s en un d d i e P o si ti o n d es H ub ex z e nters 7 auf der Welle entsprechend ändern.
Hinweis:
Eine falsc he E ins t el l u ng k an n f ol g en de
Auswirkungen haben:
– Starke Vibrationen der Nähmaschine.
(Weil der Hubexzenter 7 nicht die konstruktiv
vorgesehene Position zum Gegengewicht 8 hat
und dadurch eine "Unwucht" bewirkt.)
–Fehlstiche
1
2
3
8
Page 9

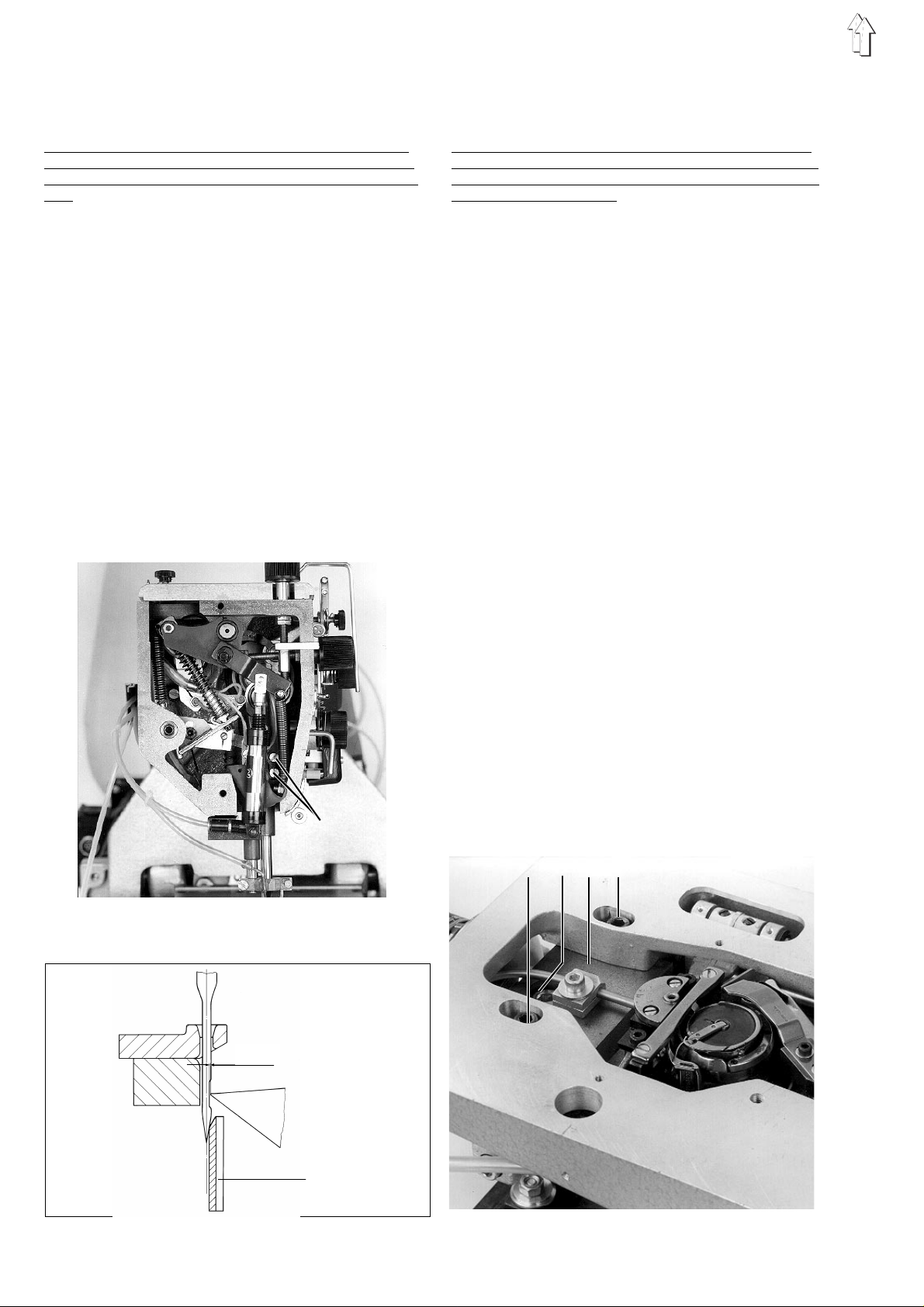
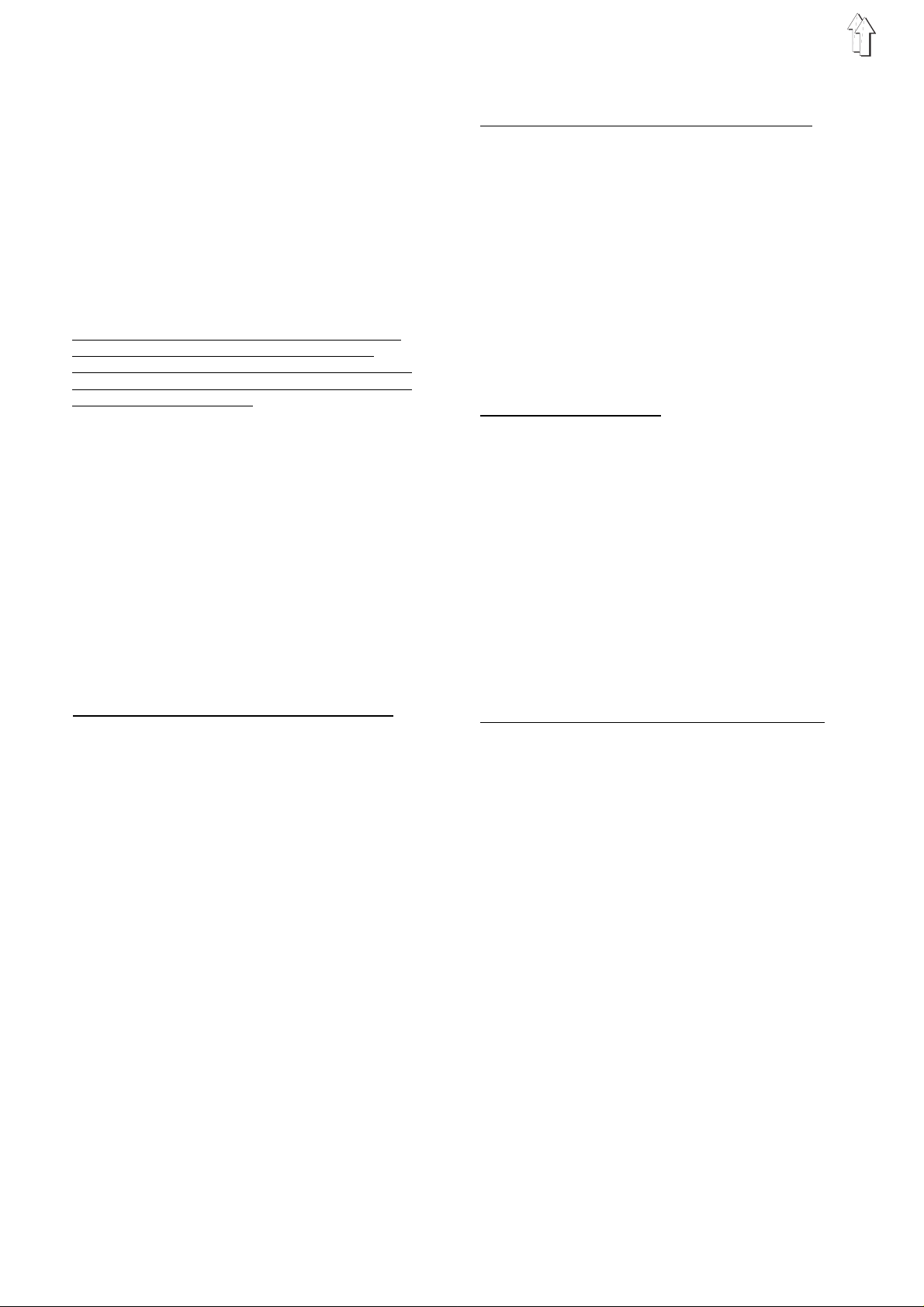
1.4 Fadenanzugsfeder
1.5 Fadenspannungslüftung
Regel:
Die Fadenanzugsfeder soll gerade ihre unterste
Stellung erreicht haben, wenn die Nadel bis zum
Öhr in das Nähg ut ei n ges to c he n is t .
Kontrolle:
Im Zyklus "Automatik" mit einer Geschwindigkeit
von 5% nähen.
Korrektur des Wegs:
– Schraube 2 am Arm etwas lösen.
– Mit de m Bo l z en 1 d i e g esa mt e
Fadenspannungseinheit entsprechend drehen.
Korrektur der Spannung:
– Mit de r Taste "0" die Lampe h4 0 "S i c he r er Ha l t"
einschalten.
– Schraube 2 am Arm lösen und die
Fadenspannungseinheit herausziehen.
– Schra ub e 3 l ös e n u nd de n B o l zen 4
entspreche nd dr e he n.
Erläuterung:
Die Fadenspa nn un gs l ü ft un g e r fo l gt ma gn et i s ch
während des Abschneidevorganges.
Regel:
Der Faden muß sich ungehindert durch die gelüftete Spannung ziehen lassen.
Korrektur:
– Mit de r Taste "0" die Lampe h4 0 "S i c he r er Ha l t"
einschalten.
– Die Schraube 2 lösen und die Position der
gesamten Spannung verändern.
(Dabei die S p an nu ng ni c h t d r eh en .)
1
2
9
Page 10
1.6 Ölschmierung
1.6.1 Funktionsweise
Ölförderung zum Nähkopf
Die Greife ran t ri e bs w el l e 5 f ör d ert üb er d i e S p i ral n u-
ten das Öl au s de r Wanne du r c h d i e L eitung 4 zum
Nähkopf. Das Rückschlagventil 6 in dieser Leitung
soll beim Maschinenstillstand den Rücklauf des Öls
verhindern. Das Sichtfenst er 2 üb er d er L ei t ung ermöglicht ei n e K o nt r ol le der Ölförderung. Ei n Teil
des zum Nähkopf geförderten Öls wird für die
Schmierung der mechanischen Teile im Nähkopf
verwendet. Der andere Teil des Öls fließt über die
Leitung 1 zum Einfüllstut zen 3. Von hi er w erden die
Armwellen l ag er u ng un d d i e Fü ß c he nh ub me c ha ni k
über die Dochte geschmiert.
Ölrückführung vom Nähkopf
Das im Nähko pf abgeschleudert e Ö l sammelt sich
im unteren Teil des Nähkopfes, wo sich auch die
Saugleitun g 14 mit dem Metall fi l t er b efindet. Über
diese Leitung saugt die Pumpe 10 auf der Greiferantriebswelle das Öl wieder zurück.
Ölförderung zum Greifer
Die Pumpe 10 saugt neben dem Öl aus dem Näh-
kopf auch Öl aus der Ölwanne an. Dieses Öl gelangt über die Leitung 9 mit dem Gummiring in die
Pumpe. Der Gummiring soll verhindern, daß das
Leitungsende direkt auf dem Grund der Ölwanne
liegt. Sons t be s te ht di e G ef ah r, daß Schm ut z pa rti kel angesau gt we r de n, di e de n K a na l z um G rei f er
verstopfen k ön nt en .
Die Pumpe 1 0 f ör d ert da s an ge s au gt e Ö l ü be r die
Drucklei tu ng 12 i n e i ne n K a na l . Von hier ge l an gt
das Öl über die Ölschleuderscheibe zum Greifer.
Das für die Greiferschmierung nicht benötigte Öl
fließt vorher d urc h da s Lo ch 1 3 i n de r Dr u ck l eit un g
ab.
1.6.3 Regulierung der Nähkopfschmierung
Regel:
Die eingestellte Ölmenge k an n wesentlich größ e r
sein als di e ta tsächlich benötig te Ö l me ng e.
(Die Pumpe saugt das Öl aus dem tiefsten Punkt
des Kopfes wieder zurück in di e Wanne).
Voreinstellung:
Die Regulierschraube 15 ganz hineindrehen und
dann um 1/2 Umdrehung lösen.
Kontrolle:
– Kopfdeckel abschrauben.
– Menü " N äh ac h s e ve r fa hr e n" a uf rufen.
(Über "Service Einrichter", "Einrichtarbeiten",
Verfahren X-, Y- und Nähachse" und "Nähkopf
senken").
– Vorgang "Handb et r i eb " wä hl e n.
–Mit der Taste ↓ die Nä hm asc h i ne c a. 2 M i nu te n
laufen lassen.
– Ein Stück Papier zwischen Stoffdrückerstange
und Gußwand ha l te n.
– Nähma s c hin e mi t Taste ↓ in Intervallen laufen
lassen.
Die Einstellung ist korrekt, wenn genügend Öl
auf das Papie r ab ge s chl e ud ert wi r d .
Korrektur:
Die Reguli e r sc hr a ub e 1 5 entsprechend dre he n.
Ölmenge vergrößern - Schraube nach links drehen.
Ölmenge verringern - Schraube nach rechts dre-
hen.
1.6.2 Kontrolle des Ölstands und der
Ölförderung
– Ölst an d- Kontrolle bei nic h t l a uf en de r
Nähmaschine am Ölstandsauge 7 vornehmen.
Öl ist nachzufüllen, wenn der Ölstand bis zur
Augenmitte ab ge s un ken i s t ( si e he 1. 6.6).
– Ölför d eru ng zum Nähkopf am S i chtfenster 2 bei
laufender Nähmaschine kontrollieren, z. B.
während des auto matischen Ablaufs im Menü
"Automatik".
10
1.6.4 Regulierung der Greiferschmierung
Erläuteru ng:
Der Greifer kann nur geschmiert werden, wenn sich
die Ölschleuderscheibe im Kesselbereich des Greifers befindet.
Regel:
Der Greifer soll mit einer möglichst geringen Ölmenge sicher geschmiert werden.
(Dann wird auch entsprechend wenig Öl verbraucht).
Voreinstellung:
Die Regulierschraube 11 ganz hineindrehen und
dann um 1/8 Umdrehung lösen.
Page 11

Kontrolle:
– Menü "Nähachse verfahren" aufrufen.
(Über "Service-Einrichter", "Einrichtarbeiten",
"Verfahren X-, Y- und Nähachse" und "Nähkop f
senken".)
– Vorgang "Handbetrieb" wählen.
– Nähgut au fl a ge he r au s ne hm en .
–Mit der Taste ↓ die Nähmaschine ca. 2 Minuten
laufen lass e n.
– Ein St üc k P a pi e r un te r de n G re i fe r ha l te n.
– Nähmaschine mit der Taste ↓ in Intervallen
laufen lass e n.
Die Einste ll un g i st k orr e kt, wenn genügend Öl
auf das Papier abgeschleudert wird.
1.6.5 Öl wech se ln
Nach den erst en 10 00 B et r i eb ss tu nd en bzw. nach
den ersten 6 Mo na te n i s t da s Ö l folgendermaßen
zu wechseln:
– Ablaßschraube 8 zum Ablassen des Öls
herausdrehen.
– Ölwannendeckel abnehmen.
– Ölwanne reinigen und kontrollieren, ob das
Lüftungsrohr frei ist.
– Ablaßs c hra ub e u nd Ö lwa nn de c k el m on ti e ren
(neue Dichtungen verwenden).
– Öl "ESSO SP-NK 10" nachfüllen.
Korrektur:
Die Reguli e rs c hra ube 11 entspr e chend drehen.
Ölmenge vergrößern - Schraube nach links
drehen.
Ölmenge verringern - Schraube nach rechts
drehen.
1.6.6 Öl nachfüllen
– Das Öl ist nachzufüllen, wenn der Ölstand bei
nicht laufender Maschine bis zur Augenmitte
abgesunken ist.
– Öl "ESSO SP-NK 10" durch den Einfüllstutzen
3 bis zum obe r en Ra nd de s Öl s ta nd s au ge s 7
nachfüllen.
Es können au c h a nd er e Öl e m i t f ol g en de n
Richtdaten verwendet werden:
Viskosität bei 40° C: 10 mm
2
/s
Flammpunk t : 150 C°
11
Page 12
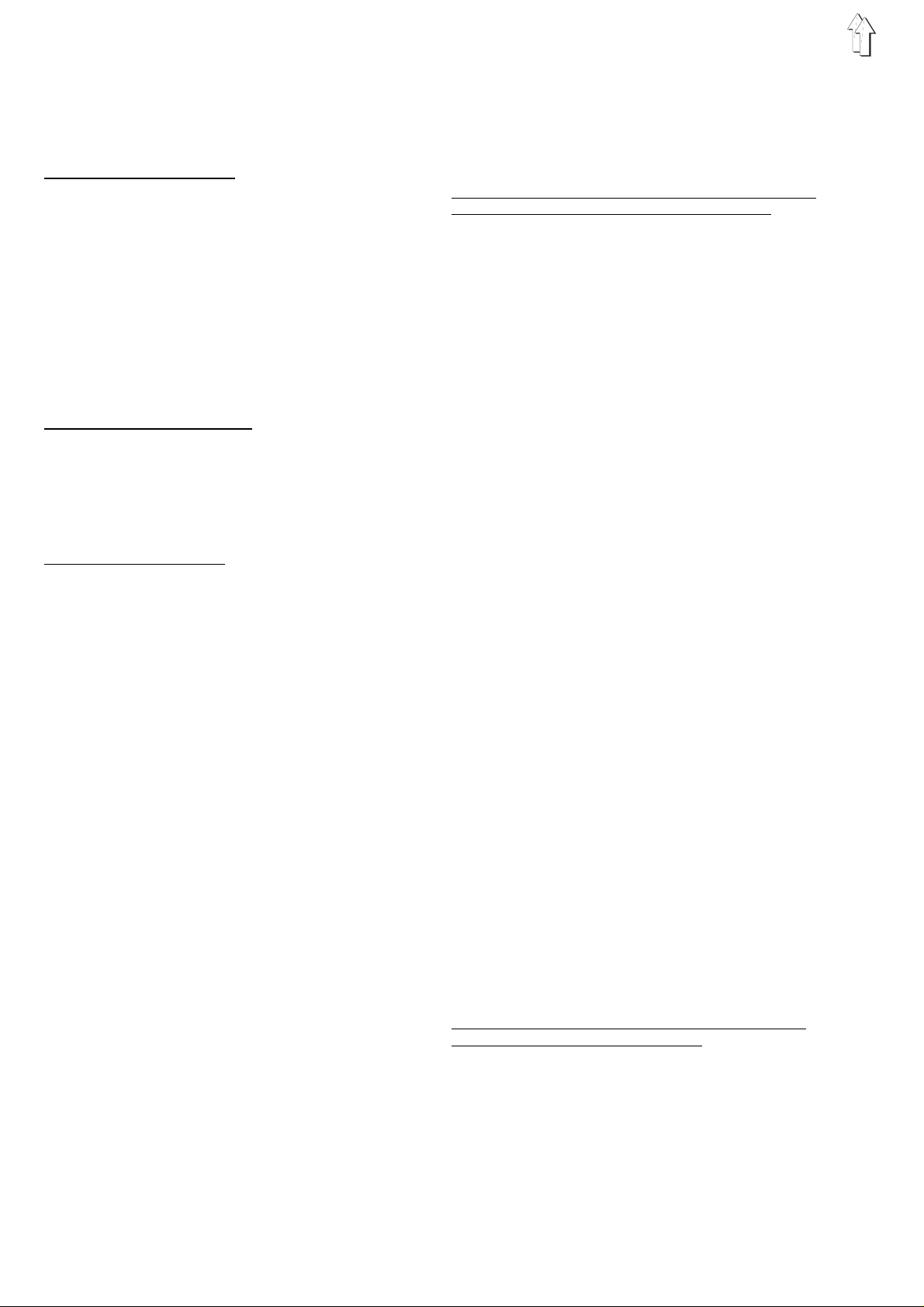
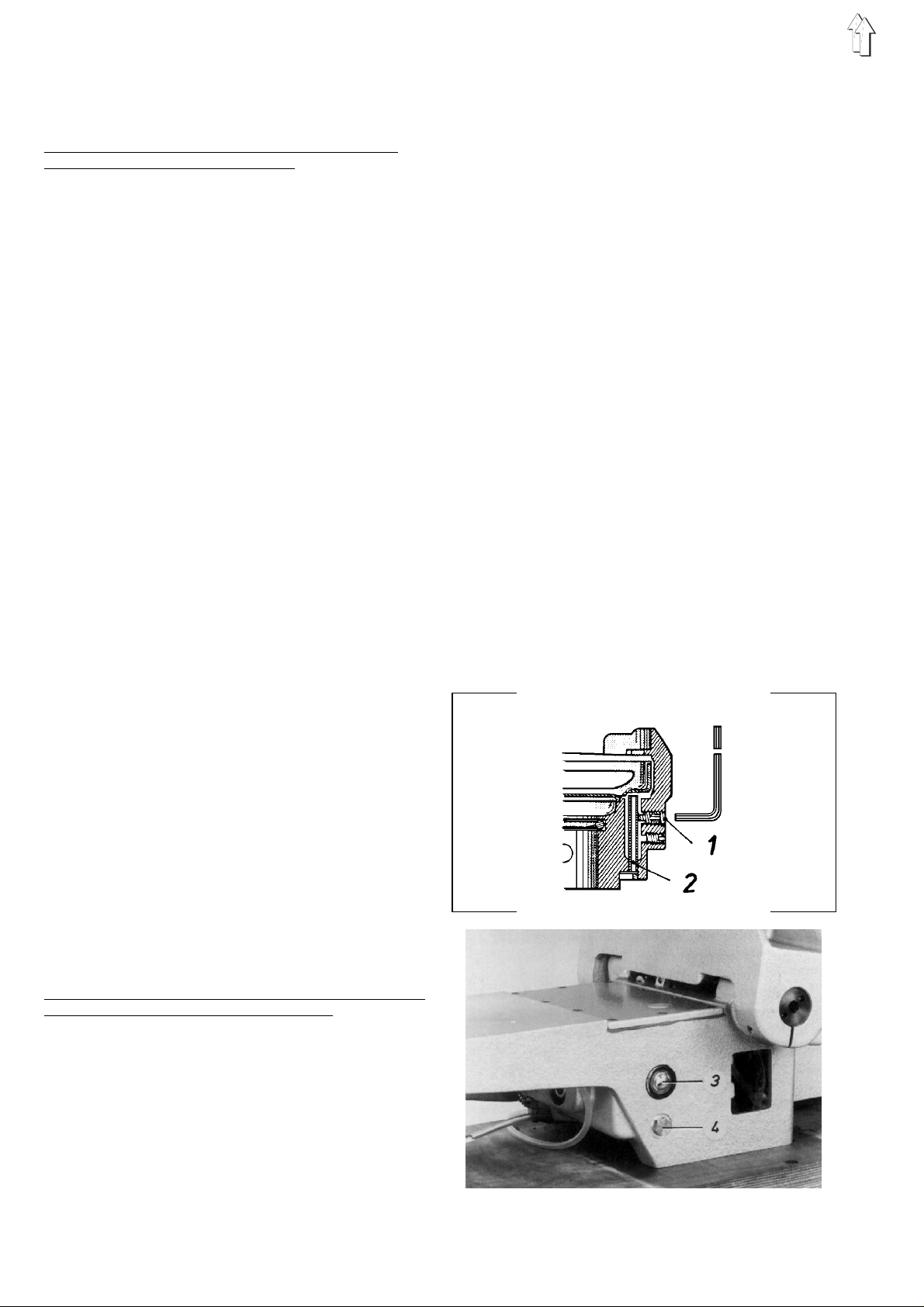
1.7 Näharmposition
1.7.1 Allgemeine Informationen
Die Schalter am Zylinder werden vom Magnetkern
an der Kolbens t an ge be tä ti g t, we nn de r Nä hk o pf
angehoben bzw. abgesenkt ist.
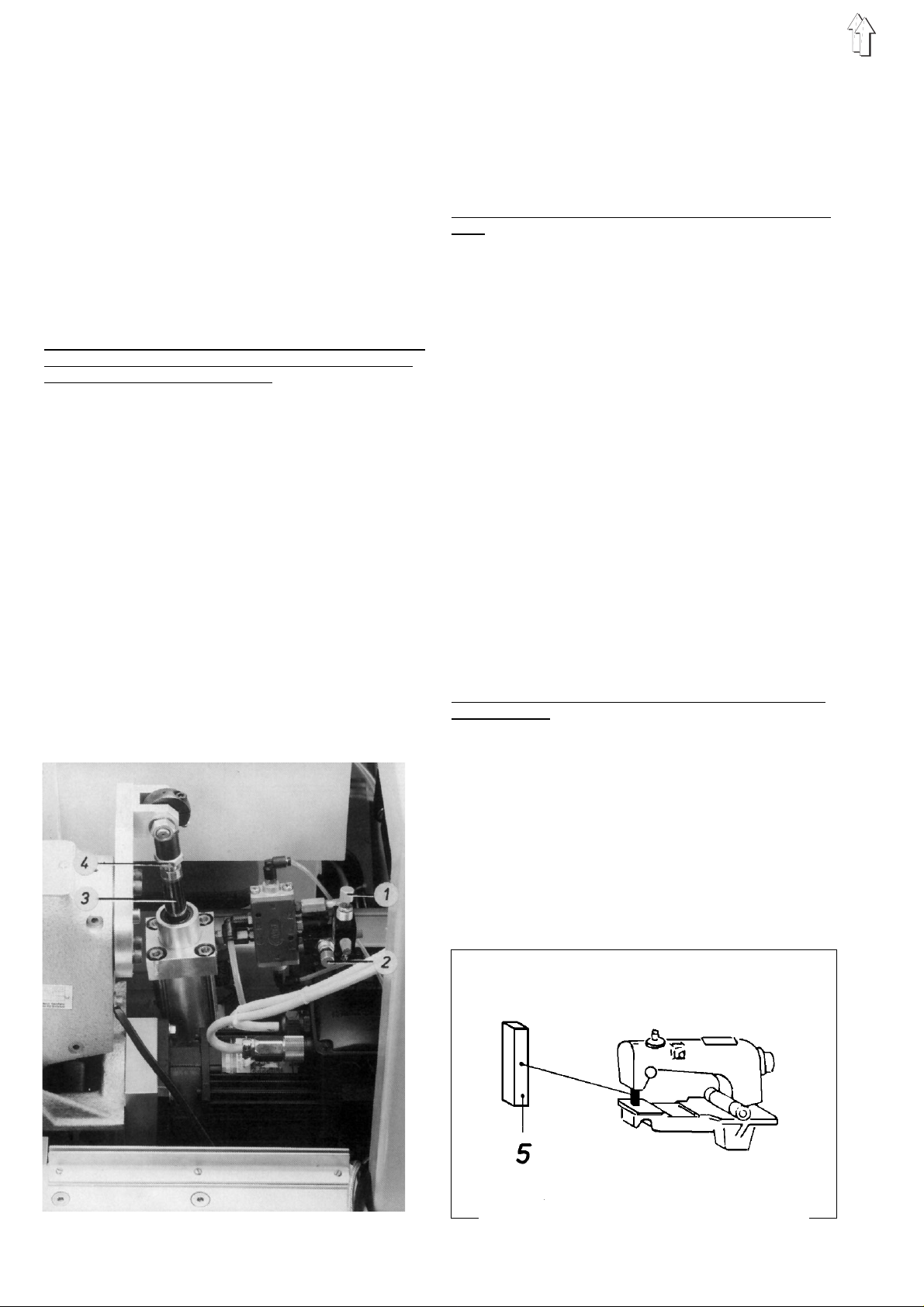
1.7.2 Untere Position des Näharms
Regel:
Die viereckige Abstandslehre 5 (70,9 mm hoch) soll
bei abgesenktem Arm genau zwischen Stichplatte
und Näharmunterseite passen.
Kontrolle:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Korrektur:
Kontermutt e r 4 l ö s en un d K o l be ns t an ge 3 e nt s pr e chend drehen .
Hinweis:
Nach dieser Einstellung ergibt sich die obere Position des Näharms durch den Kolbenstangenweg des
Zylinders.
1.7.3 Geschwindigkeit "Näharm nach oben und
unten"
Regel:
Der Nähkop f so l l s i ch z ü gi g un d g l ei c h mä ßi g b ewegen.
Kontrolle:
– Menü " Verfahren X- , Y- und Nähachse"
aufrufen, siehe 9.2.
– Wechselweise die Taste 4 für das Senken und
die Menütaste fü r da s He be n d es Näharms
betätigen.
Korrektur:
Mit den Drosseln 2 und 1 die "Abluft" des Zylinders
entsprechend regulieren.
1.7.4 Endlagendämpfung des Zylinders
Erläuteru ng:
Die Geschwi nd i gk e i t d er K o l be ns t an ge wi rd c a. 10
mm vor der Endlage verringert , u m d en s c hw er e n
Nähkopf weich abzubremsen.
Regel:
Die Kolbenstange 3 soll "weich" in die beiden Endlagen fahren .
Kontrolle:
– Menü " Verfahren X- , Y- und Nähachse"
aufrufen, siehe 9.2.
– Wechselweise die Taste 4 für das Senken und
die Menütaste fü r da s He be n d es Näharms
betätigen.
Korrektur:
Drosseln am Zylinder entsprechend drehen.
12
Page 13

2. Nähmaschine (Kl. 805-111)
2.1 Stichsteller u. Übertragungshebel
2.1.1 0-Stellung des Stichstellers
Regel:
Beim Nähen ohne Zick-Zack-Funktion darf die Nadelstange nicht "pendeln".
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Kontrolle:
Nach dem Abschrauben des Ölwannendeckels
kann eine gena ue Kontrolle auf die s e Wei s e erfolgen:
– Knebelinbusschlüssel in Schraube 1 stecken.
– Stell r ad dre hen.
Wenn der Schlüssel die geringstmögliche
Bewegung ma c ht , i st die Einstellu ng k or re k t.
2
2
Korrektur:
– Kontermutter 3 lösen.
– Schra ub e 2 en ts p rec h en d d r eh en .
2.1.2 Stellung des Übertragungshebels
Erläuterung:
Der Hebel 5 überträgt die Bewegung von der Vorschubwelle 6 auf die Schwinge 4.
Regel:
Der Hebel 5 sol l lot r ec h t st eh en , wenn die ZickZack-Funktion ni c h t a kti v i e rt i st .
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
3 2
Korrektur:
Schraube 7 lösen und den Hebel auf der Welle entsprechend drehen.
Hinweis:
Bei falscher Einstellung sind die "Pendelbewegungen" der Nadelstange und der Stichplatte während
des Zick-Zack-Betriebs nicht synchron.
13
Page 14

Y
X
1
1 5 6 7 8 9 10 11
16 15
14 13 12
21
14
Page 15
2.2 Schwinge und Stichplatte
2.2.1 Allgem eine I nformati onen
Bei einer voll s t än dig en P en de l be we gu ng de r Na de l stange und Stichplatte während der Zick-ZackFunktion wird die Nadelstange 2 mal auf und ab bewegt. Dies w i rd d ur c h da s Zah nr a dp aa r 17 un d 1 9
mit einem Übers e tz u ng sv erh äl t ni s v o n 1 :2 be wi rk t .
2.2.2 Position der Schwinge
Regel:
Die Nadel soll z e nt ri sc h i n die 2 m m- B o hru ng de r
Lehre 1 eintau c he n, we nn sich die Nähma sc hi n e
nicht im Zic k -Z ac k- B e tri e b b efindet.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Korrektur in X-Richtung:
– Schra ub en 2 a n d en 2 S t el l k l o be n 3 l öse n.
– Klemmschraube 15 am Antriebshebel 16 lösen.
– 2 Schr au be n 4 un d 6 an de r La ge r un g f ür d en
Fadenhebell e nk e r 5 l ö s en .
– 2 Klemmschrauben 14 an der Armwellenkurbel
13 lösen.
– 1 Positionsschraube 21 an der Armwellenkurbel
etwas lösen.
(Weil die Positionsschraube auf der Fläche des
Zapfens si tzt.)
– Korre ktur vornehmen.
Evtl. Hubwelle 7 für den Nähfuß nach dem
Lösen folgender Schrauben axial verschieben:
Schrauben a n d en be i de n S t el l ri n ge n 8 und 9,
Schraube 10 am K l ob en 11.
– Alle vorher gelösten Schrauben festziehen und
dabei auf folgendes achten:
Axiale Fixierung der Schwinge,
waagerechte Stellung der Stellkloben 3,
korrekte Position der Dochte,
geringstmögliches seitliches Spiel des
Fadenhebell e nk e rs 5.
Korrektur in Y-Richtung:
– Klemmschraube 15 am Antriebshebel 16 lösen.
– Posit i on de r S chwinge entspreche nd ändern.
Hinweis:
Nach einer Korrektur in X-Richtung ist der Abstand
der Nadel zum Greifer zu kontrollieren und evtl. zu
korrigieren.
2.2.3 Zeitpunkt der Schwingen-Pendelbewegung
Regel:
– Im Zick-Zack-Betrieb soll die Nadel beim
Einstich in den oberen Riegelpunkt genau so
weit nach innen "treiben" wie beim Einstich in
den unteren Riegelpunkt.
Beide Rieg ele i ns t i c he s oll e n d en gl e i c he n
–
Abstand zum "Nullstich" haben.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Kontrolle:
– Ein St üc k P a pi e r au f d i e Nähgutauflage le ge n
und dort festhalten.
– Stell r ad dre hen, um die Posit i on de s
"Nullstichs" zu ermitteln.
– Vorgang "Zick- Z ack " w äh l en . ( S iehe 9.2).
– Stell r ad dre hen
Korrektur:
Schrauben 20 lösen und Zahnrad 18 auf der Greiferantriebswelle entsprechend drehen.
Hinweis:
Eine falsc he E ins t el l u ng k an n z u m N ad el b r echen
führen.
15
Page 16
2.2.4 Größe des Schwingen-Pendelbereichs
(Überstichbreite)
Regel:
Beim Zick-Zack-Betrieb der Nähmaschine sollen
die "oberen " un d " u nt er e n" E i n s ti c h e a uf ei n em
Stück Papier einen Abstand von 5 mm haben.
Dies ergibt bei der aufgenähten Tasche eine von
der Nähgutart, dem Faden und der Fadenspannung
abhängige Überstichbreite von ca. 3 mm.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Kontrolle:
– Vorgang "Zick-Zack" wählen. (Siehe 9.2)
– Ein Stück Papier auf die Nähgutauflage legen
und dort festh al t en .
– Stellrad drehen.
2.2.5 Horizontale Position der Stichplatte
Regel:
–In X-Richtung:
In der Schlin ge nh ub ste l l un g - o de r et wa s
danach - soll der Nadelschaft einen Abstand
von 0,3 mm zur rec h te n S e i te de s S ti c h loc h s
haben.
–In Y-Richtung:
Die Nadel soll in dieser Richtung mittig ins
Stichloch eintauchen.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Korrektur:
Schrauben l ö s en un d P o si ti o n d er S t i chplatte entsprechend ändern.
Korrektur:
Kontermutter 2 lösen und Anschlagschraube 1 entsprechend d reh en.
2 1
2.2.6 Höhe der Stichplatte
Regel:
Der Stichl o c hp i lz s ol l s i c h 0, 5 m m u nt er h al b de r
oberen Seite der Nähgutauflage befinden.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Korrektur:
Schraube 3 l ö s en un d d en K l ob en 4 e nt s pre c he nd
drehen.
3 4
16
1
Page 17
2.3 Greifer , Nadelstange, G reiferschutz und Nadelführung
2.3.1 Schlingenhub
Erläuterung
– Der Sc hl i n ge nh ub i s t d er Weg de r Na de l s ta ng e
vom unteren Totpunkt bis zu dem Punkt, wo die
Greiferspit z e a uf Na de lmi t te s te ht .
– Die 1. Schraube am Greifer - in Drehrichtung
des Greifers gesehen - sitzt auf der Fläche der
Greiferwelle.
Durch die Fixierung kann sich der Greifer beim
Nähen nicht mehr auf der Welle verdrehen. Bei
einer Block i e r un g d es Gr e i fe rs r ast et die
Sicherheitskupplung aus.
:
Voraussetzung:
Position de r S chwinge korrekt (s h. 2. 2.2).
Regel:
Der Schlinge nh ub sol l 2 mm be tr a gen, we nn s ic h
die Nähmaschine nicht im Zick-Zack-Betrieb befindet.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Korrektur:
– Voraussetzung " S i cherheitskupplu ng
eingeraste t" p rüfen.
– Nadel s ta ng e i n ti e fste Stellung brin ge n.
– Mit de m K lo ben 2 (Teile-Nr. 981 15 000 2) die
Lehre 1 (Teile-Nr. 981 15 000 3) gegen die
Schwinge dr ü c k en un d d i e S ch r au be am
Kloben festziehen.
– Lehre he r au s zi eh en und Stellrad in
Laufrichtung drehen, bis der Kloben 2 an der
Schwinge anliegt.
In dieser Stellung muß die Greiferspitze auf
Nadelmitte stehen.
1
2
2 3
Korrektur:
– Klemmschraube in Bohrung 3 mit einem
Sechskant s chr a ub en dr e he r ( S W 5m m) l ö s en .
Die Schrau be 4 b ef i nd et s i c h a m S t el l ri n g 5 .
– Greifer auf der Antriebswelle soweit drehen,
daß die Greiferspitze auf Nadelmitte steht.
Darauf acht e n, da ß der Luftspalt in de r K l au en -
kupplung 0,5 mm beträgt.
– Klemmschraube 4 in Bohrung 3 festziehen.
Hinweis:
Nach einer Korrektur sind folgende Einstellungen
zu überprüfen:
– Lüftungszeitpunkt des Kapsellüfters (sh. 2.4.4).
– Position des Greiferschutzes (sh. 2.3.4).
4 5
0,5
17
Page 18
2.3.2 Nadelstangenhöhe
2.3.3 Abstand des Greifers zur Nadel
Regel:
In der Schlingenhubstellung soll die Greiferspitze
in der Mitte der Nadelhohlkehle stehen, wenn sich
die Nähmaschine nicht im Zick-Zack-Betrieb befindet.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Korrektur:
2 Schrauben 1 lösen und Höhe der Nadelstange
entspreche nd än de r n.
(Dabei die Nadelstange nicht drehen).
Hinweis:
Nach einer K o r rek t ur is t di e P os i t i on de r Nadelführung und des G re i fe r s chu tz e s z u p rüfen. (Siehe
2.3.4 und 2.3.5).
Regel:
In der Schlingenhubstellung soll der Abstand der
Greiferspit z e z u r Ho hl k e hl e de r Na del 0,1 mm betragen, wenn sich die Nähmaschine nicht im ZickZack-Betrieb befindet.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Kontrolle:
– Prüfe n, ob die Na de l in d er
Schlingenh ub s te ll un g v o m Gr e i fe rs c hu tz 2
nicht abgedrängt wird.
Bei einer Abdrängung ist der Greiferschutz 2
entsprechend zurückzustellen.
– Abstand prüfen.
Dazu kann ein S tü c k we i ß es P a pi e r hi n te r de n
Greifer gelegt we r de n.
Korrektur:
– Evtl. Greiferschutz 2 zurückstellen.
– Schrauben 4, 5, 7 lösen und den Greiferkasten
6 entspreche nd s ei t l ic h v e rs c hi e be n.
0,1mm
Hinweis:
– Nach einer Korrektur ist der seitliche Abstand
in der Klauenkupplung zu kontrollieren und
evtl. zu korr i g i ere n ( si e he 2.3.7).
– Wenn eine Nadel mit einer and er e n S t är ke
eingesetzt wird, die zu eine r an de ren
Stärkengru pp e (8 0- 110 bzw. 120-140) gehört,
muß der Abstand zwischen dem Greifer und der
Nadel geprüft we rde n.
1
4 5 6 7
18
2
Page 19

2.3.4 Position des Greiferschutzes
Erläuterung:
– Der Gr eiferschutz 2 sol l ei n e B e r üh r un g
zwischen der Nadel und der Greiferspitze
verhindern.
– Die Stellung des Greiferschutzes ist nach
folgenden Vorgängen z u prüfen:
Korrektur der Nadelstangenhöhe,
Korrektur des Schleifenhubs,
Nadelstärkenänderung ab 0,2 mm.
Regel:
In der Schlingenhubstellung soll die Nadel ohne Abdrängung am Greiferschutz 2 anliegen, wenn sich
die Nähmaschine nicht im Zick-Zack-Betrieb befindet.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Korrektur:
Schraube lösen und Position des Greiferschutzes 2
entsprechend ändern.
2.3.6 Kontrollen nach dem Eins atz von Nadeln
mit anderen Stärken
– Wenn sich die Nadelstärke um mindestens 0,2
mm verändert hat:
Position des Greiferschutzes kontrollieren.
– Wenn sich der Abstand der Hohlkehle zur
Nadelmitte ändert.
Dies ist de r Fal l , we nn di e Na de l z u e i ne r
anderen Stärkengruppe (80-110 bzw. 120-140)
gehört. Innerhalb einer Stärkengruppe ist der
Abstand immer gleich:
Abstand des Greifers zur Nadel kontrollieren.
2.3.7 Seitlicher Abstand in der Klauenkupplung
Regel:
Der seitliche Abstand in der Klauenkupplung 3 soll
0,5 mm betrag en .
Korrektur:
– Klemmschraube 9 durch Bohrung 3 mit einem
Sechskant s chr a ub en dr e he r ( S W 5m m) l ö s en .
Die Schrau be 9 b ef i nd et s i c h a m S t el l ri n g 1 0.
(sh. 2.3.1)
– Posit i on de r l ink e n K u pp l un gs h äl f te
entspreche nd än de r n.
(Dabei die Wel l e ni cht drehen.)
2.3.5 Position der Nadelführung
Erläuterung
Die Nadelführu ng 8 s o l l di e Na de l be i m N äh en in
bestimmten Ric h tu ng en s o f üh r en , d aß d i ese ni c h t
vom Greifer w eg gedrängt wird. Sonst könnten Fehlstiche entstehen.
:
Regel:
In der Nadeltiefstellung soll die Nadelspitze so nah
wie möglich zur Nadelführung stehen, ohne diese
zu berühren.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Korrektur:
Schraube lösen und Position der Nadelführung 8
entsprechend ändern.
9 10
0,5
0,1mm
Hinweis:
Eine falsc he E ins t el l u ng k an n z u m B ru c h d er N ad el
im Bereich de r Ho hl ke hl e fü hr e n.
8
2
0,05mm
19
Page 20

2.4 Kapsellüf ter
2.4.1 Allgemeine Informationen
– Der Fa de nh eb el m uß d en F ad en zw i sc h en de r
Spulenkaps el 4 un d d er e n H al t er 7 du rc hz i e he n.
Damit dieser Fa de ndurchschlupf un ge hi n de r t
erfolgen kan n, mu ß di e S pu l en kap s el i n di e s em
Moment vom Kap sel l ü ft er g el ü ft et we r de n.
Dadurch wird das gewünschte Nahtbild mit der
geringstmög l i che n F a de ns p an nu ng er z ie l t.
– Fals che Einstellungen k ön ne n folgende
Auswirkungen haben:
Fadenbrüche,
Ösen auf der Nähgutunterseite,
starke Geräusche.
2.4.2 Größe des Fingerweges
Regel:
Der Hebel 3 soll 3 mm exzentrisch gelagert sein.
Dies ist de r Fal l , we nn di e Mu tt er 2 mi t de r
Außenkante der Welle abschließt.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Korrektur:
Mit dem Spezialschlüssel 1 die Mutter 2 lösen und
die Exzent r iz i tä t e nt s pr e che nd ändern.
Hinweis:
Nach einer K o r rek t ur d en Lü ft un gs w eg un d Lüftungszeitpunkt kontrollieren.
2.4.4 Zeitpunkt der Kapsellüftung
Regel:
Die Spule nka ps e l s ol l i m Mo me nt des Fadendurch schlupfes zwischen Spulenkapsel 4 und deren Halter 7 gelüftet sein.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Kontrolle:
Stellrad drehen und den Fadendurchschlupf beobachten.
Voreinstellung:
– 2 Schrauben 8 lösen.
– Stellrad so weit drehen, bis sich die
Greiferspitze nach der Schlingenaufnahme in
der "3-Uhr-Stellung" befindet.
– Welle 9 m i t H i l fe ei n es S chraubenziehers so
weit drehen, b is de r F i ng er s ic h i m vo r de ren
Umkehrpunkt befindet, wo die Kapsel ganz
gelüftet ist.
– 2 Schr a ub en 8 f es t z i eh en .
Korrektur:
2 Schrauben 8 lösen und die Position der Welle 9
mit Hilfe eines Schraubenziehers entsprechend ändern.
2.4.3 Größe des Lüftungsspalts - Lage des
Fingerwegs
Regel:
Der Abstand X zwischen der gelüfteten Spulenkapsel 4 und deren Halter 7 soll der Stärke des zu nähenden Fadens entsprechen.
Kontrolle un d K o r rek t ur vo r be r eiten:
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
Korrektur:
Schraube 5 lösen und Position des Fingers 6 entsprechend ändern.
20
Page 21

7 6 5 4 3
2.5 Nähfuß
2.5.1 Allgemeine Informationen
Die Einstell u ng de r un te r en un d o be ren Hu bl a ge
des Nähfußes i st bei Thema 6.2.6 der Be tr i e bs a nleitung erläutert.
2.5.2 Zeitpunkt der Nähfuß-Bewegung
9 8
Regel:
In der Schlingenhubstellung soll die Aufwärtsbewegung des Nähf uße s be gi n ne n.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
Korrektur:
2 Schrauben l ö s en un d E xz e nt er 1 0 a uf de r Wel le
entsprechend drehen.
10
21
Page 22
2.6 Fadenanzugsfeder
Regel:
Der Weg und die S p annung der Fadenan zug s fe de r
soll so eingestellt sein, daß sie gerade ihre untere
Stellung err e ic ht ha t, we nn di e Na de l bis z u m Öh r
in das Nähgut ei n ge sto c he n is t .
Kontrolle:
Im Zyklus " A ut omatik" mit einer G e s chwindigkeit
von 5% nähen.
Korrektur des Wegs:
– Schraube 1 am Arm etwas lösen.
– Mit dem Bolzen 2 die gesamte
Fadenspannun gs e i nh ei t en ts p rec h en d d r eh en .
Korrektur d er S p an nu ng :
– Mit der Taste "0" die Lampe h40 "Sicherer Halt"
einschalten.
– Schraube 1 am Arm lösen und die
Fadenspannun gs e i nh ei t he r au sz i eh en .
– Schraube 4 lösen und den Bolzen 3
entsprechend drehen.
2 1
3 4
2.7 Fadenspannungslüftung
Erläuteru ng:
Die Fadenspannung wird während des Abschneidevorgangs oder durch die Betätigung des Druckknopfes 7 an der Trägerplatte gelüftet.
Regel:
Der Faden muß sich während des Abschneidevorgangs ungeh indert durch die gel ü ft et e S p an nu ng
ziehen lassen.
Kontrolle
Mit der Zugstange 5 die Fadenspannung so weit
wie möglic h l ü ft en .
Korrektur:
Schraube 6 l ö s en un d P o si ti o n d er Zu gs t an ge 5 entsprechend ändern.
:
5 6
22
7
Page 23

2.8 Fadenvorzieher
Erläuterung:
Während des Abschn ei d ev o rgangs wird der Fadenvorzieher 4 n ac h de r Sc hl i n ge na uf na hm e v o r ge schwenkt und während der 2. Bewegungsphase
des Fadenziehmessers wieder zurückgeschwenkt.
Regel:
Der Fadenvorzieher 4 soll soviel Faden vorziehen,
daß folgende Bedingungen für den nächsten Nähzyklus erfüllt sind:
Sicheres Annähen.
–
Fadenende wird unter das Nähgut gezogen.
–
Kein "Faden ei n sc hl a g" i n de n G re i fe r.
–
5
Korrektur:
Schraube 5 lösen und Position des Fadenvorziehers 4 entspre c he nd än dern.
2.9 Sicherheitskupplung
2.9.1 Allgemeine Informationen
Die Sicherheitskupplung im unteren Gurtrad soll
beim Blockieren des Greifers ausrasten.
Nach dem Ausraste n i s t di e Kupp l un g wi ed er fol gendermaßen e i nz u ras t en :
– Stell r ad s o w ei t drehen, bis die Ku pp l un g
wieder eing er a s te t i st .
– Ursac he fü r da s B l oc k ieren des Greifers
beseitigen.
4
2.9.2 Größe des übertragbaren Drehmoments
Das übertrag ba re Drehmoment der S ic he r he i ts kupplung wir d i m Werk a uf ei n en be s ti m mt en Wer t
eingestellt.
23
Page 24
2.10 Ölschmierung
2.10.1 Allgemeine Informationen
– Die Dochte zur Schmierung der betreffenden
Elemente im Nähkopf dürfen de n
Rückführungs do cht ni c h t b erü hr e n.
– Die Kunsttoffkappe am Greifer verhindert, daß
die Vakuumpumpe Staub und F lus e n i n de n
Greiferkas te n h i ne i nsa ugen kann.
– Durch di e Ö l sc hl e ud er sc h r au be 20 ge l an gt
auch bei niedrigem Ölstand genügend Öl auf
das Fangblech.
Beim Kompl et ti e r en de r Ma sc hi n e o de r na c h
–
längerem Maschinenstillstand sollten die
"ausgetrockeneten" Dochte im Nähkopf mit Öl
benetzt werden, bevor die Maschine wieder in
Betrieb genomm en wi r d . So ns t k ön ne n dur ch
die zunächst ungenügende Schmierung
Schäden auf tre te n.
– Die Schlitzschraube 22 unter der
Regulierschraube 21 für die Ölschmierung
kann herausgedreht werden, um Verstopfungen
in der Ölzuführung zur Greiferbahn mit einer
Blaspisto l e b ese i ti g en z u k ö nn en .
Danach ist die Schraube 22 wieder ganz
hineinzudrehen.
– Das S ic h tf en s te r 15 er m ög l ic ht di e K on tr o l l e
des Ölstands im Greiferkasten.
2.10.2 Funktionsweise
Ölförderung v o m N ähkopf zum Greife rk as t en
Das im Nähkopf abgeschleuderte Öl wird vom
Filz aufgen om me n u nd z u d em da r un te r
liegenden Rücksaugdocht 16 weitergeleitet,
der das Öl in d en G r eiferkasten fördert.
Das vom Messingrohr 3 in die Auskesselung 2
tropfende Öl gelangt über die Leitung 6 zum
Greiferkasten.
Das vom Füßchenhubexzenter
abgeschleud er t e Öl wird von der Filz p l at te 17
aufgefangen u nd üb er d i e L ei t un g 1 8 z u m
Greiferkasten geführt.
Ölförderung z u m G re i fe r
Das aus dem Näh k op f zu r ück g ef üh rte Ö l fli e ß t
durch die Lei t un g 2 9 i n de n G re i fe r kas t en . H i er
kann das öl bis zum Niveau der Saugleitung 28
ansteigen.
Die Greiferhoh l welle 26 fördert über d ie
Spiralnuten der fixierten Welle 30 das Öl bis
zum oberen Kessel 23 des Greifers. Von hier
aus gelangt das Öl durch die Bo hr u ng 24 i n d en
unteren Kess e l 31 . D er kl e i ne r e Teil dieses Öls
wird durch die Z e nt ri fu ga l k raf t ü be r ei n Ö lr oh r
32 zur Greiferbahn geführt. Der größere Teil
des Öls fließt wieder nach unten zurück und
schmiert da be i die Z ah nr ä de r 27 und das
Kugellager 25 .
Ölförderung von der Ölwanne zum Nähkopf
Die Spiralnu te n i n de r G rei f era nt r ieb s we l l e 11
fördern das Öl von der Wanne durch die
Leitung 7 bis zur Auskesselung 2 im Nähkopf.
Das Rückschlagventil 8 in dieser Leitung soll
beim Maschinenstillstand den Rücklauf des Öls
verhindern. Eine Kontrolle der Ölförderung in
dieser Leit un g e rmöglicht das Sic h tf en s te r 4.
Das aus dem Messingrohr 3 heraustretende Öl
gelangt zum größten Teil in die Bohrung der
Hohlwelle 1. In di e ser H oh l we ll e b ef i nd et si c h
ein Docht, das das Öl zu den Schmierstellen
des Füßchenhubantriebs und zum Sumpf im
Nähkopf fördert. Von hier wird das Öl über
Dochte zu den Ge l en ken de r
Füßchenhubm ech anik und zu der Sc hw i ng e
transportier t . Der Füßchenhubexz e nt er w i r d
vom Docht 19 geschmiert, der das Öl aus der
Auskesselung 2 ansaugt.
Ölrückführung vom Greiferkasten zur Ölwanne
Die Pumpe 12 auf der Greiferantriebswelle
saugt das Öl vom Greiferkasten über die
Leitung 14 wieder zurück in die Ölwanne. Der
Filter 13 in dieser Leitung soll Schmutzpartikel
abfangen und d am i t e i ne Funktionsstörung de r
Pumpe verhindern.
2.10.3 Kontrol le des Öls tands und der
Ölförderung
– Ölstand in der Ölwanne bei nicht laufender
Maschine am Auge 10 kontrollieren.
Öl ist nachzufüllen, wenn sich der Ölspiegel im
unteren Drittel des Auges befindet.
– Ölförd er u ng zum Nä hk o pf am S ic ht fe ns t er 4
bei laufender Nähmaschine kontrollieren, z. B.
während des auto matischen Ablaufs im Menü
"Automatik".
– Ölst an d a m S i c h tf en s te r 15 des Greiferkaste ns
prüfen, wenn sich dieser in "Nähstellung"
befindet und die Nähmaschine nicht in Betrieb
ist.
24
Page 25

32
31
23 24
25
26
27
21
22
28
29
30
25
Page 26
2.10.4 Regulierung der Greiferschmierung
2.10.5 Öl wechseln
Regel:
Der Greifer soll mit einer möglichst geringen Ölmenge sicher geschmiert werden.
Kontrolle:
– Menü " N äh ac h s e ve r fa hr e n" a uf rufen.
Über "Service-Einrichter", "Einrichtarbeiten",
"Verfahren X-, Y- und Nähachse" und Nähkopf
senken".)
– Vorgang "Handb et r i eb " wä hl e n.
– Nähgutauflage herausnehmen.
–Mit der Taste ↓ die Nä hm asc h i ne c a. 1 M i nu te
laufen lassen.
– Ein Stück Papier neben den Greifer halten.
– Nähma s c hin e mit der Taste ↓ in Intervallen von
ca. 15 Sekunden laufen lassen.
Die Einstellung ist korrekt, wenn genügend Öl
auf das Papie r ab ge s chl e ud ert wi r d .
Voreinstellung:
– Spulenkapsel und Abdeckblech herausnehmen,
um die Posit i on de s Öl r öh rc he ns 2 er ke nnen zu
können.
– Mit einem Inbusschlüssel "SW 1,5" die
Schraube 1 so weit zurückdrehen, bis sich das
Ölröhrchen 2 nicht mehr bewegt.
(Dies ist normalerweise der Fall, wenn sich das
Röhrchen in der Mitte der Bohrung befindet.)
– Schraube 1 so weit hineindrehen, bis die
Röhrchenbewe gu ng ge rad e b eg inn t u nd da nn
die Schraube 1 noch um 1/8 Umdrehung
weiterdrehen.
Je weiter das Röhrchen von der Mitte der
Bohrung entfernt ist, um so geringer ist die
eingestell te Ö l me ng e.
Das Öl sollte nach den ersten 500
Betriebsstunden folgendermaßen gewechselt
werden:
– Ölwan nendeckel abnehm en .
– Ablaßschraube 4 lösen, um das Öl abzulassen.
– Ölwan ne und Entlüftungs r o hr r e i nigen.
– Filt er 13 (Seite 25) in d er S a ugleitung zwisc he n
dem Greiferkasten und der Ölwanne reinigen.
– Ablaßschraube 4 mit neuer Dichtung wieder
hineindrehen.
– Öl "ESSO SP-NK 10" durch den Einfüllstutzen
5 (Seite 25) gießen, bis sich der Ölspiegel im
oberen Dritt el d es Öl s t an ds a ug es b ef i nd et .
2.10.6 Öl nachfüllen
Öl ist nachzufüllen, wenn sich bei nicht
laufender Maschine der Ölspiegel im unteren
Drittel des Auges 3 befindet.
Dazu das Öl "ESSO SP-NK 10" durch den
Einfüllst ut z en 5 (S e i te 25 ) gi e ßen, bis sich der
Ölspiegel im oberen Drittel des Ölstandsauges
befindet.
Es können andere Öle mit folgenden
Richtdaten v erw en de t w er d en :
Viskosität bei 40° C: 10 mm
2
/s
Flammpunk t : 150° C
Korrektur:
Mit einem Inbusschlüssel "SW 1,5" die Schraube 1
im Uhrzeigersinn drehen, um die Ölmenge zu verkleinern.
Schraube 1 entgegen dem Uhrzeigersinn drehen,
um die Ölmenge zu vergrößern.
Dabei ist folgendes zu beachten:
Der Regulierbereich zwisc h en de r ma x imalen und
minimalen Ölmenge erstreckt sich ca. auf eine 1/4
Umdrehung d er S c h r au be .
Das Röhrchen 2 wi r d zus a mm en ge drü c kt, wenn die
Schraube 1 zu we i t h ine i ng ed reh t wird.
Hinweis:
Damit eine sichere Schmierung während der Einlaufzeit der Maschine gewährleistet ist, wird vom
Werk aus eine rel a ti v g roß e Öl me ng e eingestelt.
Deshalb sollte die Ölmenge nach der Einlaufzeit
kontrolliert und evtl. reduziert werden.
26
Page 27

2.11 Näharm
2.11.1 Allgemeine Informationen
– Die S cha l te r b1 9 u nd b2 0 a m Z y l in der werden
vom Magnetkern an der Kolbenstange betätigt,
wenn der Nähkopf angehoben bzw. abgesenkt
ist.
– Die K li nk e 5 s o l l de n N äh k op f i n de r oberen
Stellung arretieren, wenn das pneumatische
System dru ck l os i st , w i e e s z. B . nach der
Betätigung der Taste "0" oder nach dem
Ausschalten der Maschine der Fall ist.
2.11.2 Untere Position des Näharms
Regel:
Die sechseckige Abstandslehre 10 (82.8 mm hoch)
soll bei abgesenktem Arm genau zwischen Grundplatte und Näharmunterseite passen.
Kontrolle und Korrektur vorbereiten:
Menü "Verfahren X-, Y- und Nähachse" aufr uf en ,
Vorgang "Nähkopf senken" wählen und mit der Taste "0" die Lampe h40 "Sicherer Halt der Motore"
einschalten, siehe 9.5.4.
2.11.4 Endlagendämpfung des Zylinders
Erläuterung:
Die Geschwindigkeit der Kolbenstange wird ca.
10 mm vor der En dla ge v err in ge r t, um de n s ch we ren Nähkopf weich abzubremsen.
Regel:
Die Kolbenstange 6 soll "weich" in die beiden Endlagen fahren.
Kontrolle:
– Menü "Verfahren X-, Y- und Nähachse"
aufrufen, si e he 9. 2.
– Wechsel we i se d i e Taste 4 für das Senken un d
die Menütaste für das Heben des Näharms
betätigen.
Korrektur:
Drosselschrauben 7 und 8 entsprechend drehen.
Korrektur:
Kontermutter 9 lösen und Kolbenstange 6 entsprechend drehen.
Hinweis:
Nach dieser Ei ns t el l u ng er g ibt sich die obere P o s iti on des Näharms d urc h de n K o l be ns t an ge nweg des
Zylinders.
2.11.3 Geschwindigkeit "Näharm nach oben
und unten"
Regel:
Der Nähkopf soll sich zügig und gleichmäßig bewegen.
Kontrolle:
– Menü "Verfahren X-, Y- und Nähachse"
aufrufen, si e he 9. 2.
– Wechsel we i se d i e Taste 4 für das Senken un d
die Menütaste für das Heben des Näharms
betätigen.
Korrektur:
Mit den Dross e l n 4 .5 un d 4 .4 di e " A bl u ft " de s Zy l i nders entsprec h en d r e gu l i ere n.
27
Page 28

2.12. Schwenkzylinder für den
Greiferkasten
2.12.1 Stellung des eingeschwenkten
Greiferkastens
Regel:
Der eingesc h we nk t e G re i fe r kas t en 6 s o l l an de r
Grundplatte 7 anliegen.
Diese Bedi ng un g i s t er f ül l t , w en n d er S chaltnocken
1 einen Abstand von 1 mm zum Anschlag 3 hat.
Korrektur:
Schraube 2 l ö s en un d P o si ti o n d es S c h al t no c ken s
1 entsprechend ändern.
2.12.2 Stellung des ausgeschwenkten
Greiferkastens
Regel:
Der Greiferkasten 6 soll nach einer Drehung von
75° diese S t el l u ng er re i c he n.
Kontrolle:
– Im Menü "Automatik" den Vorgang
"Spulenwechsel" wählen.
– Drehwinkel an der Skala 8 ermitteln.
1 2 3 4 5 6 7
8
Korrektur:
Schraube 4 l ö s en un d P o si ti o n d es S c h al t no c ken s
5 entsprechend ändern.
Hinweis:
Wenn der Greiferkasten zu weit ausgeschwenkt
wird, kann das Öl aus dem Greifer heraustreten.
2.12.3 Geschwindigkeit "Greiferkasten ein-
und ausschwenken"
Regel:
Der Greife rk as t en s oll z ü gi g un d g l ei chmäßig einund ausgeschwenkt werden.
Kontrolle:
Im Menü "Automatik" den Vorgang "Spulenwechsel" aufrufe n, um de n G re i fe rk asten auszuschwenken und die Taste "Ι" betätigen, um den Greiferkasten wieder einzuschwenken.
Korrektur:
Abluft des Z y li n de r s mi t de n b et r effen de n D r os se l n
entspreche nd r eg eln.
28
Page 29

3. Fadenabschneider
(Kl. 805-121)
3.1 Funktionsablauf
In der 1. Position - ca. 4 mm hinter der
Nadeltiefstellung:
– Der Fadenabschneider-Magnet wird
eingeschaltet und drückt das Antriebssegment
gegen die Steuerkurve.(Phase 1)
– Lüften de r Fad en s pa nn un g.
– Drehe n d er M as c h i ne mi t S chn ei d dr e hz a hl .
Wenn das Antriebssegment vom Magneten in
die Ausnehmung der Steuerkurve gezogen
wird: (Phase 2)
Das Fadenzie hm es se r wi rd i n d ie
Oberfadensc hli n ge ge s chw en k t. Da be i fa l len
der Oberfad en un d U nt er f ad en hi n te r de n
Fadenziehh ak e n d es M ess e r s.
Wenn das Antriebssegment aus der
Steuerkur ven - A us n eh mu ng he r au sge dr ü c k t
wird:
(Phase 3)
Der Ober- und Unterfaden werden zum
Gegenmesse r gezogen und in der
Fadenhebelh oc h s te l l un g g es ch ni t ten.
In der 2. Position kurz hinter der
Fadenhebelhochstellung:
(Phase 4)
– Der Motor stoppt.
– Der Ma gn et fü r di e F ad en s pa nn un gs l ü ft un g
wird ausgeschaltet.
– Der Ma gn et fü r den Fadenabschnei de r wi rd
ausgeschaltet.
3.2 Al lge me in e Info rma tio ne n
– Die Oberfadenlänge wird von der Vorspannung
beeinflußt.
– Nach e i ne m Fe hl s t i c h w i rd d er O b erf ad en nicht
geschnitten.
– Stumpfe Me s ser p aar we is e a ust au s che n.
29
Page 30

3.3 Nähanlage für die Einstellungen
vorbereiten
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
3.4 Position der Grundplatte
Erläuteru ng:
Die Höhe der Grundplatte 5 bestimmt den Abstand
des Fadenzi e hm ess e r s zum G r eifer.
Einstellung:
– Grei fe r he r au s ne hm en .
– Mutte r 8 l ö s en .
– Sechs k a nt s chr a ub e 6 l ös e n.
– Lehre 3 96 35 185 0 auf die Welle s te ck en
– Mutter 8 und Sechskantschraube 6 festziehen.
3.5 Position der Steuerkurve
Erläuteru ng:
Die Position der Steuerkurve 10 bestimmt den Zeitpunkt des Ein- und Ausschwenkens des Fadenziehmessers.
Regel:
Das Antriebssegment 12 soll die Steuerkurve 10 im
letzten Drittel der kleinen Fläche berühren, wenn
das Antriebssegment in der Fadenhebelhochstellung gegen d i e Steuerkurve gedrüc k t wi rd.
Korrektur:
Die Steuerk u r ve nach Lösen der Sc hraube entsprechend auf de r Wel l e d reh en.
3.6 Abstand zwischen
Antriebssegment und Steuerkurve
Regel:
Der Abstand soll 0,2 mm betragen, wenn das Antriebssegment 2 ganz zurückgeschwenkt ist.
0396 351850
Korrektur:
Schraube 4 lösen und Magnetanker 3 entsprechend drehen .
Hinweis:
– Bei zu großem Spiel kann das
Fadenziehmesser nicht weit genug nach hinten
schwenken un d d i e F ä de n n i c ht erf as s e n.
– Bei dieser Einstellung sollte gleichzeitig die
Funktion der Feder 11 im Antriebssegment und
die leichtgän gi g e B e we gu ng de s
Antriebssegmentes überprüft werden.
30
Page 31

3.7 Seitliche Fadenziehmesser-Position
Regel:
Die Spitze des Fadenziehmessers 13 soll mittig zur
Nadel stehen.
(Damit das Fadenziehmesser in die Mitte der Oberfadenschlinge eintreten kann.)
Korrektur:
Grundplatte 5 n ac h Lö s en v on 2 S ch r au be n 6 un d 7
seitlich versetzen.
3.9 Position des Gegenmesserträgers
zum Fadenziehmesser
Regel:
Der seitliche Abstand Y zwischen dem Gegenmesserträger und de m Z i e hh ak e n d es Fa de nz i e hm essers soll so gering wie möglich sein.
Außerdem soll sich die Nase 15 des Gegenmesserträgers unterhalb des Ziehhakens befinden. Dabei
kann die Nase 15 genau mit dem Zieh ha ken abschließen oder auch etwas vorstehen.
Korrektur:
Die Position des Gegenmesserträgers nach Lösen
der beiden Sc h rau ben 14 entsprechend ändern.
3.8 Position des Fadenziehmessers
zum Gegenmesserträger
Regel:
Der Abstand vom Ziehhaken des Fadenziehmessers zum Gege nm es s e rtr ä ge r 15 sol l c a . 0 ,3 mm
betragen, wenn das Antriebssegment ganz zurückgeschwenkt ist.
Korrektur:
Die Position des Fadenziehmessers nach Lösen
der beiden Sc h rau ben entsprechend ändern.
13
Hinweis:
Bei einer falschen Einstellung kann der Nadelfaden
am Ziehhaken hä ng en bl e i be n. Di e s fü hrt zu Fadenbrüchen oder Ös en .
14
15
31
Page 32

3.10. Position des Gegenmessers zum
Fadenziehmesser
3.11 Druck des Gegenmessers zum
Fadenziehmesser
Erläuteru ng:
Die Positi o n d es G e ge nm es se r s be st im mt die Messerüberlappung und den Zeitpunkt des Abschneidens.
Regel:
In der Fadenh eb el h oc h s te l lung sollen die Sc hn eiden kurz vor dem Beginn der Überlappung stehen.
(Damit wird der Faden erst nach der Fadenhebelhochstellung geschnitten).
Korrektur:
Die Position des Gegenmessers nach Lösen der
Schraube entsprechend ändern.
Regel:
Die Messer sollen beim geringsmöglichen Druck sicher schneiden.
Kontrolle:
– Faden hinter den Ziehhaken des
zurückgeschwenkten Fadenziehmessers legen.
– Fadenziehmesser zum Gegenmesser
schwenken.
Korrektur:
Die Schrau be 1 e nt s pr e chend drehen.
1
32
Page 33

3.12 2. Positi on
3.13 1. Positi on
Erläuterung:
Der Schneidvorgang wird in dieser Position beendet.
Regel:
In dieser Po si ti o n, k ur z h i nt er d er Fa de nh ebelhochstellung, sollen die Schneiden der Messer ca.
0,5 mm überlappt sein.
(Bei dieser Überlappung liegt das Antriebssegment
noch nicht am hö c hs t en P un k t d er S t euerkurve an.)
Kontrolle und Korrektur vorbereiten:
– Menü "Verfahren X-, Y- und Nähachse"
aufrufen, si e he 9. 2.
– Mit de r en ts p r ech enden Tas t e de n Vorgang
"Nähkopf senken" aktivieren und damit das
Menü "Nähac h se v e r fa hr e n" aufrufen.
Kontrolle:
Mit der entsp r ech en den Tas te den Vorgang "Fad en hebelhochst el l u ng an fa hr e n" a kti v i e ren.
Korrektur:
Position des Inkrementalgebers 2 am Gleichstrommotor entsprechend ändern.
Dabei darauf a cht en , d aß a uch di e " 1. Pos i t i on " v erändert wird.
Erläuterung:
Der Fadenabschneider wird in dieser Position aktiviert, wenn das Signal "Nahtende" erfolgt.
Voraussetzung:
2. Position k orr e k t e i ng es t el lt.
Regel:
In dieser Pos iti o n so l l die Na de l sta ng e 4 mm v om
unteren Totpunkt aufgestiegen sein.
Kontrolle und Einstellung vorbereiten:
Wie bei Thema 3.12 beschrieben vorgehen.
Kontrolle:
Mit der entsprechenden Taste den Vorgang "Nadeltiefstellu ng an fa hr e n" a k tiv i e r en .
Einstellu ng :
– Mit de r en ts p r ech enden Tas t e de n Vorgang
"Nadelti ef st e ll un g e i ns t el l e n" w äh l en .
– Mit der Kurbel die Nadelstange in die
entsprechende Position bringen.
– Taste " Yes" zur Speiche r un g d er Position
drücken.
2
3.14 Funktion des Fadenabschneiders
prüfen
– Funkti o ns p rüf ung vorbereiten:
Wie bei "Kontrolle und Korrektur vorbereiten"
des Themas 3.12 beschrieben.
– Mit de r en ts p r ech enden Tas t e de n Vorgang
"Fadenabschneideablauf" aktivieren.
33
Page 34

4. Fadenabschneider (Kl. 805-111)
4.1 Funktionsablauf
Zeitpunkt Funktion
Nadel kurz vor dem unteren Totpunkt (1. Position)
Fadenziehm es se r s chwenkt zum Gegenm ess e r
(Phase b und c)
Kurz vor der Fadenhebelhochstellung – Fadenvorzieher zurück in die Ausgangsstellung.
– Der Magnet drückt den Rollenhebel 1 gegen
den tiefsten Punkt der Steuerkurve 2.
Dadurch wird das Fadenziehmesser 3
weggeschwenkt – Phase a.
– Nähmaschine läuft mit 160 U/min.
– In der Phase b wird das Fadenziehmesser bis
kurz vor die Nase der Spulenkapsel
geschwenkt.
(Damit bef indet sich das Fade nz iehmesser
außerhalb des B e we gu ng s be rei c h s de s
Kapsellüfterfingers).
– Zu Begi n n d er P h ase c er f aßt das
Fadenziehmesser zunächst den Greifer- und
dann den Nadelfaden.
– Fadenspannung lüften.
– Aktiv i e run g d es F a de nv o rz i eh er.
– Im weiteren Verlauf zieht das Fadenziehmesser
den "losen" N ad el f ad en unter das Nähgut un d
den Greiferfaden von der Spu le.
– Klemmu ng des Greiferfad en s .
– Schneid en de s Na de l - un d G re i fe rfa de ns .
Fadenhebelh och s te l lun g ( 2 . Po s i tio n) – Der Antrieb stoppt.
– Fadenspannung schließen.
– Fadenab s c hn ei d em ag ne t d ea k ti v ie r t.
4.2 Nähanlage für die Einstellungen
vorbereiten
Kontrolle un d K o rr ektur vorbereiten :
Menü "Verfahren X-, Y- und Nähachse" aufrufen,
Vorgang "Nähkopf se nken" wählen und mit der Taste "0" die La mp e h 40 " S i c he rer H al t de r Mo to r e"
einschalt en , s i e he 9. 5. 4.
4.3 Seitliche Stellung des
Fadenziehmessers
Regel:
– Das Fadenziehmesser 6 soll im "sicheren
Abstand" an d er N as e 5 d er S p ul e nka ps e l
vorbeischwenken.
Das Fadenzi e hm es ser 6 darf nicht mi t d er
–
Spulenkapsel 8 kollidieren.
Korrektur:
Schrauben 7 lösen und Position des Fadenziehmessers 6 ents pre c he nd än de r n.
34
Page 35

5 6
8
7
35
Page 36

4.4 Höhe des Fadenziehmessers
4.6 Position der Unterfadenklemme
Regel:
Das Fadenzi e hm es ser 2 soll so nah wi e mö gl ic h
über die Spule 1 schwenken, ohne diese zu berühren.
Korrektur:
– Schrauben an den 2 Stellringen 10 und 11
lösen.
– Höhe d es Fa denziehmessers entsprechend
ändern.
– Welle 12 mi t de n b ei d en S te l l r ingen so fixieren,
daß sich das F a de nz iehmesser ohne Spi e l
leichtgängig schwenken läßt.
– Schr au be n a n d en 2 S t el l r in gen festziehen.
Hinweis:
Eine falsc he E ins t el l u ng k an n f ol g en de
Auswirkungen haben:
– Kein sicheres Erfassen der Fäden.
– Berührung der Nähgutauflage.
– Beschädigung der Spule.
Erläuteru ng:
Die Klemme 5 soll während des Abschneidevorgangs den Unterfaden festklemmen, damit dieser
beim Annähen sicher vom Nadelfaden erfaßt werden kann.
Regel:
Der Unterf ad en s oll m i t e i ne m m ög l i c hst geringen
Druck sicher gehalten werden.
Kontrolle:
– Fäden mit dem von Hand betätigten
Fadenziehmesser abschneiden.
– Faden aus der Klemme herausziehen, um die
Klemmwirk un g z u erm i tt el n .
Korrektur:
Schrauben 7 l ös e n u nd K l em me en ts p rec h en d v e r setzen.
Hinweis:
Eine falsche Einstellung kann zu Annähproblemen
führen.
4.5 Position des Gegenmessers zum
Fadenziehmesser
Regel:
Der Gegenmess e rtr ä ge r 8 s o l l s o n ah wi e
–
möglich zur hinteren Gußkante stehen.
Die Fäden so l l en be i m g eri n gs m ög l i c he n D r uck
–
des Gegenmessers 3 zum Fadenziehmesser 2
sicher geschnitten werden. Dies ist
normalerwei se der Fall, wenn be i ha l be r
Messerüberl ap pu ng di e G eg en me s s ers c h ne i de
gerade das Fa de nzi e hm es s e r be rüh r t.
Korrektur:
Schrauben 9 bz w. 6 lösen un d Ge ge nmesserträger
bzw. Gegenmesser ents p r echend versetzen.
Hinweis:
Je höher der Me ss er d ruc k i st, um so höher ist d er
Messerverschleiß.
4.7 Position der Steuerkurve
Erläuteru ng:
Die Steuerkurve 21 bestimmt den Bewegungsablauf des Fadenziehmessers.
Regel:
In der Fadenh eb el h oc h s te l lung soll das Loch 2 0 i n
der Steuerk u rv e 2 1 a uf de r Verbindung s l ini e 18 z wischen der Welle 22 und der Rolle 19 des Hebels 17
liegen.
Korrektur:
3 Schrauben 23 lösen und die Steuerkurve entsprechend drehen .
36
Page 37

4.8 Schwenkbereich des
Fadenziehmessers
4.9 Stellung des Rollenhebels zur
Steuerkurve
Regel:
Der Rücken des Fadenziehmessers 2 soll bündig
zur Schneide des Gegenmessers 3 stehen, wenn
der Magnetan ker 1 4 g an z au s ge fa hren ist.
Korrektur:
Schraube am Klemmkloben 13 lösen und Magnetanker 14 en ts p r ech en d drehen.
Hinweis:
Die Stellung des ausgeschwenkten Fadenziehmessers ergibt sich, wenn der Rollenhebel 17 am tiefsten Punkt der Steuerkurve 21 anliegt.
1 2 3
Erläuterung:
Die Steuerkurve 21 darf den Rollenhebel 17 während des Nähens nicht berühren.
Regel:
Der Abstand des Rollenhebels 17 zum höchsten
Punkt der St eu er ku r v e 2 1 soll 0,1 mm betrag en ,
wenn der Magnetanker 14 ganz aus ge fa hr e n i s t .
Korrektur:
Schraube 15 am Rollenhebel 17 lösen und diesen
auf der Welle 16 en ts p rec h en d d r eh en . ( D ab ei d ar auf achten, d aß d i e Rolle mittig zur S t eu er ku r v e
steht.)
2 3 5 6 7 8 9
10
11
12
13 14 15
16
17
18
19
20
21
22
23
37
Page 38

4.10 2. Position
4.11 1. Position
Erläuteru ng:
Der Schnei dv o rga ng wird in dieser P os i t i on be en det.
Regel:
In dieser P os ition soll sich die Maschine in der Fa denhebelhochstellung befinden.
Kontrolle un d K o r rek t ur vo r be r eiten:
– Menü " Verfahren X- , Y- und Nähachse"
aufrufen, siehe 9.2.
– Mit der entsprechenden Taste den Vorgang
"Nähkopf sen k en " ak t i v ier e n u nd da mi t da s
Menü "Nähachse verfahren" aufrufen..
Kontrolle:
Mit der entsprechenden Taste den Vorgang "Fadenhebelhochstellung anfahren" aktivieren.
Korrektur:
Position des Inkrementalgebers 1 entsprechend ändern.
Dabei beachten, daß auch die "1. Position" verändert wird.
Erläuteru ng:
Der Fadenabs c h ne i de r wi r d i n d ies e r P osi t i on ak t i viert, wenn da s S i gn al " N ah te nd e" e rfo l gt .
Voraussetzung:
2. Position korrekt eingestellt.
Regel:
In dieser Position soll die Nadelöhrunterkante der
abwärtsgehenden Nadel mit dem Greiferdeckring 2
abschließen.
(Damit der R ol l e nh eb el g eg en de n tiefsten Punkt
der Steuerku rv e g esc h we nk t we rde n k a nn .)
Kontrolle un d E i n s te l lun g v o r be rei t en:
Wie bei Thema 4.10 beschrieben vorgehen.
Kontrolle:
Mit der ents pr e che nden Tas t e de n Vorgang "N ad el tiefstellung anfahren" aktivieren.
Einstellung:
– Mit der entsprechenden Taste den Vorgang
"Nadeltiefstellung einstellen" wählen.
– Mit dem S te l lr ad di e Na de ls ta ng e i n die
entsprechen de P os ition bringen.
– Taste "Yes" zur Speicherung der Position
drücken.
1
4.12 Funktion des Fadenabschneiders
prüfen
– Funktionsprüfung vorbereiten:
Wie bei "Ko nt r oll e un d K o r r ekt ur v o rbe r ei t en "
des Themas 4.10 beschrieben.
– Mit der entsprechenden Taste den Vorgang
"Fadenabsc hn eideablauf" akti vi er e n.
2
38
Page 39

5. Umbugeinrichtung
5.1 Außenrahmen
5.1.1 Allgemeine Informationen
Der Außenrahmen ist der Träger von folgenden
Funktionselementen:
Seitenschieber
Vordersch ieber
Eckenschieber
Eckeneinschieber
Innenrahmen
5.1.2 "Umbugstellung" des Außenrahmens
Regel:
Der gelüftete Außenrahmen soll in seiner vorderen
Stellung einen Abstand von 85 mm zur Nähgutauflage haben.
Kontrolle:
– Vorgang "Einzelschrittmodus" aufrufen, siehe
9.5.5.
(Über die Me nü s " S erv i ce - E i nri c h te r " un d
"Einrichtarbeiten".)
– Taste b1 "Start" so oft drücken, bis der
Außenrahme n d i e e nt s pre c he nd e P o s i ti o n h at .
Korrektur:
Kontermutter 1 lösen und Kolbenstange 2 entsprechend drehen.
Hinweis:
Wenn der Außenrahmen zu tief steht, kann dieser
mit dem Mittelschieber kollidieren.
39
Page 40

5.1.3 Betätigungszeitpunkt der Schalter
Erläuteru ng:
Der Betätigungszeitpunkt des Schalter b25 "Außenrahmen hinte n" , de r c a. 24 5 m m v o r der Endstellung erfolgt, läßt sich nicht verändern.
Regel:
Die folgen de n S c h alter sollen kurz v o r den Endstellungen des Außenrahmens betätigt werden:
Schalter b 30 " Auß e nra hm en ob en "
Schalter b 28 " Auß e nra hm en un te n"
Schalter b24 "Außenrahmen vorn"
Korrektur:
Position des Betätigungselements entsprechend
ändern.
5.1.4 Endlagendämpfung der Zylinder
Erläuteru ng:
Die Dämpfun g d es Z yl i n de r s 8. 4 (S e i te 39 ) " A uße nrahmen nach oben und unten" beginnt ca. 10 mm
vor den Endla ge n. Di e Dä mp fu ng de s k ol b en sta ngenlosen Zy li n de r s 14 .2 " A uße nr a hm en v or u nd z urück" setz t s chon 20 mm vor den E nd lagen ein.
Regel:
Der Außenrahmen soll "weich" in alle Endlagen fahren.
Kontrolle:
Entweder die Dämpfung während des automatischen Ablaufs im Zyklus "Automatik" oder bei der
schrittwei sen Betätigung der Taste b1 beim Vorgang "Einz el s c h ri ttmodus" beobach te n, s i eh e 9 .5.5.
Korrektur:
Drosselsc hr a ub en an den Zylindern 8 .4 bz w. 14.2
entspreche nd dr e he n.
(Dabei niem al s d i e Drosselschraub en ga nz z u dr e hen.)
b28
b30
40
Page 41

5.2 Innenrahmen
5.2.1 Allgemeine Informationen
– Der Innenrahmen 2 ist mit dessen Halter
federnd an 3 Punkten verbunden
– Das Vakuumfeld unter dem Innenrahmen 2
saugt den Mittelschieber an un d e r mö gl ic h t d as
Hochziehen de s Mi t te l s c hiebers in die
"Umbugstellung".
5.2.2 Einstellbereich des Stellrades 3
Erläuterung:
Mit dem Stell r a d 3 k an n d i e " U mb ug s te l l un g" d es Innenrahmens 2 und damit auch des Mittelschiebers
bestimmt werden. Auf de m Au fkle be r de r Transferplatte steht die Position des Stellrades, die für das
Umbuggen der be tre ffend en S to ffart b en öt i gt wi rd .
Bei der Einstellung mit dem Stellrad 3 sollte beachtet werden, daß die "Umbugstellung" hauptsächlich
im "unteren" Taschenbereich verä nd ert wird. Eine
stärkere Änderung im "oberen" Taschenbereich bewirkt die E ins t el l u ng mi t de m S t el l rad 1.
1
3 4 2
Regel:
Die Vorderschieber 4 m üs s e n si c h mi t de m g eringstmöglichen Abstand unter den Mittelschieber
schieben lassen, wenn sich die beiden Stellräder 1
und 3 in der Position "0" befinden und der Innenrahmen 2 in der "U mb ug s te l l un g" s t eh t.
Kontrolle:
– Beide Stellräder 1 und 3 in die Position "0"
bringen.
– Vorgang "Einzelschrittmodus" aufrufen, siehe
9.5.5.
– Taste b 1 s o hä uf i g b et ät i ge n, bi s d i e
Vorderschieber 4 von Hand nach vorn
geschoben we rde n k ö nn en .
Korrektur:
Kontermutter 6 lösen und Kolbenstange des Verstelleleme nt s 5 e nt s prechend drehen.
6 5
41
Page 42

5.3 Mitte lschieber
5.3.1 Allgemeine Information
– Der Mittelschieber 1 bestimmt die Außenkontur
der aufzunähenden Tasche.
– Das u nt ere Blech des Mitte l s c hi e be rs 1 s o l l di e
umgebuggten S e i te n f i x ier e n, we nn di e S ei t en - ,
Vorder- und Eckensch i eb er wieder in die
Ausgangsst el l u ng fa hre n. Diese Funktion k an n
jedoch nur erf üll t we r den, we nn de r
Taschenzusc h nitt eine entsprech en de
Mindestgröße hat. Dies ist bei einer
Größenzugabe von mindestens 10 mm
gegenüber der Taschenaußenkontur de r Fa ll .
– Der Mittelschieber wird durch die Aktivierung
des Vakuumfelds 6 gegen di e u ntere Seite des
Innenrahmens gesaugt. Der Zylinder im
Stelleleme nt 10 z i eh t d en In ne nr a hm en un d
damit auch den angesaugten Mit te l s c hieber
nach oben in die "Umbugstellung". Diese
stoffstärken-abhängige Stellung kann mit dem
Stellrad 11 verändert werden.
5.3.2 Einstellbereich des Stellrades 9
5.3.3 Begrenzung der Bewegung
"Mittelschieber nach oben"
Regel:
Die Bewegu ng de s Mi t te l sc hi e be r s nach oben muß
von den Hebeln 7 am Au ß en r ah me n beg ren z t w er den und nicht von dem Zylinde r 9.3 "Mittelschi eb er
nach oben".
Kontrolle:
– Stellrad 9 in die Position "11" bringen.
– Vorgang "Einz el s chrittmodus" aufr u fe n, s i eh e
9.5.5.
– Mit der Taste b1 den entsprechenden Schritt
aufrufen.
Korrektur:
Kontermutt e r 3 l ö s en un d K o l be ns t an ge 2 e nt s pr e chend drehen .
5.3.4 "Ausrichtstellung" des Mittelschiebers
Voraussetzung:
Einstell be rei c h de s S te l l rad es 11 korrekt.
Erläuteru ng :
Die Position des Stellrades 9 bestimmt die "Umbugstellung" des Mittelschiebers in dessen "hinterem"
Bereich. Die "Umbugstellung" im "vorderen" Bereich hängt v on de r P os i t i on de s S te l l rad es 11 ab.
Regel:
Die Seitenschieber 12 müssen sich mit dem geringstmöglichen Abstand unter den Mittelschieber
schieben l as se n, wenn sich die bei d en S te l l r äd er 9
und 11 in der Position "0" befinden und der Innenrahmen in der " U mb ug s te l l un g" st eht.
Kontrolle:
– Vorgang "Einz el s chrittmodus" aufr u fe n,
siehe 9.5.5.
– Beide S tellräder in die Pos i t i on " 0" d reh en.
– Taste b1 so oft betätigen, bis sich der
Innenrahmen in der "Umbugstellung" befindet
und sich die S ei t en s chi e be r v on Ha nd na c h
vorn schieben lassen.
Erläuteru ng:
Nach dem Positionieren des Taschenzuschnittes
auf dem Mitt el sc h i eb er kann dieser mit der Taste
b2 so weit abgesenkt werden, daß ein "mustergetreues" Ausrichten des Grundteils möglich ist.
Regel:
In dieser Stellung muß sich das dickste Grundteil
noch frei unterhalb des Mittelschiebers bewegen
lassen.
Kontrolle:
Mit der Taste b2 den Mittelschi eb er bi s z ur "A us richtstell u ng " ab s en k en .
Korrektur:
Kontermutt e r 5 l ö s en un d K u ns t s to ffka pp e 4 en tsprechend d reh en.
Korrektur:
Position der Anschlagschrauben 8 entsprechend
ändern. Dabei darauf achten, daß die Hebel 7 auf
beiden Anschlagschrauben 8 anliegen.
42
Page 43

9.3
3
2
4
5
9
10
11
12
6
43
Page 44

5.3.5 Geschwindigkeit "Mittelschie ber nach
vorn, unten und oben"
Regel:
Der Mittelschieber soll sich zügig und gleichmäßig
bewegen.
Kontrolle:
– Vorwärtsbewegung während des
Umbugvorgang s be ob ac h te n.
– Vertikalbew eg un g b ei m Vorgang
"Einzelschrittmodus" beobachten, siehe 9.5.5.
Korrektur:
Abluft mit den Drosseln entsprechend regeln.
b.31
5.3.6 Betätigungszeitpunkt der Schalter
Regel:
Die Schalter sollen zum folgenden Zeitpunkt Signale auslöse n:
Schalter Zeitpunkt
b27 Betätigung des Schalters, wenn
sich der Mittelschieber ca 80 mm vor
der hintere n E n ds t el lu ng befindet.
b26 Freiwerden des Schalters in der
vorderen Stellung des
Mittelschiebers.
b31 Betätigung des Schalter in der
unteren Stel l u ng de s
Mittelschiebers.
b29 Betätigung des Schalter in der
"Umbugstellung" des
Mittelschiebers.
Kontrolle:
– Vorgang "Einzelschritt" aufrufen, siehe 9.5.5.
– Taste b1 entsprechend häufig betätigen.
Korrektur:
Position des Betätigungselements bzw. des Schalters verändern.
44
Page 45

5.4 Seitens chieber, Vorderschieber
und Eckenschieber
5.4.1 Allgem eine I nformati onen
Diese Schi eb er b ug gen den Tas c h en z usc h ni t t um
den Mittelschieber, wenn dieser vom Innenrahmen
in die Umbugstellung gebracht wurde.
5.4.2 Vordere Stellung der Schieber
Regel:
Der seitliche Abstand X der Schieber zum
Mittelschieber soll der mittleren Nähgutstärke
entsprechen.
Kontrolle:
– Vorgang "Einzelschrittmodus" aufrufen,
siehe 9.5. 5.
– Taste b 1 e nt s pre c he nd hä ufig betätigen.
5.5 Eckeneinschieber
5.5.1 Allgem eine I nformati onen
– Der Ec k en ei n s chi e be r 4 s o ll de n S t off un te r di e
30°-Kante des Seitenschiebers 3 legen, damit
der umgebuggte Stoff im Bereich des
Tascheneingriffs nicht hervorsteht.
– Bei Eckeneinschiebern für die Kl. 805-111 muß
auf die vorg es chriebene Drehpu nkt l ag e
geachtet werden.
Doppelnaht: Stift in Bohrung 2 für einen
lä nger en Hub
Einzelnaht : S t i ft i n B o hr u ng 1 f ür e inen
kürzeren H ub
Korrektur:
Position des Schiebers entsprechend ändern.
1 2
4 3
45
Page 46

5.5.2 Stellung des eingeschwenkten
Eckeneinschiebers
Regel:
Die Überlappung zwischen de m e i ng esc h we nk t en
Eckeneinschieber 4 und dem Seitenschieberblech
3 soll je na c h S t offart 1-2 mm betragen.
Kontrolle:
– Vorgang "Einz el s chrittmodus" aufr u fe n, s i eh e
9.5.5.
– Taste b1 entsprechend häufig betätigen.
Korrektur:
2 Schrauben 1 und 2 lösen und Position des
Schieberb l ech s 4 e nt s pr e chend ändern.
5.5.3 Höhe des Eckeneinschiebers
Regel:
Der Abstand zwischen dem eingeschwenkten
Eckeneinschieber 4 und dem Seitenschieberblech
3 soll der m ittleren Stoffstärk e e nt s pre c he n.
5.5.4 Position des Exzenters (nur K l. 805-121)
Regel:
Die beiden S che nk e l 6 u nd 7 d es G e l en ks dü r fe n
sich nicht in der gestreckten Lage befinden, wenn
der Seitenschieber eingeschwenkt ist.
Kontrolle:
– Vorgang "Einz el s chrittmodus" aufr u fe n, s i eh e
9.5.5.
– Taste b1 entsprechend häufig betätigen.
Korrektur:
Mutter 9 lösen und Position des Exzenters 8
entspreche nd än de r n.
Kontrolle:
– Vorgang "Einz el s chrittmodus" aufr u fe n, s i eh e
9.5.5.
– Taste b1 entsprechend häufig betätigen.
Korrektur:
Schraube 5 l ö s en un d d i e H öh e d es
Schieberb l ech s 4 e nt s pr e chend ändern.
1 2
6
7
5 4 3
46
9 8
Page 47

5.5.5 Position der "Umlegkante" des
Seitenschiebers
Regel:
Nach dem "Eckeneinschieben" soll der Zuschnitt
die auf Seite 45 dargestellte P os i t i on ha be n.
Kontrolle:
– Vorgang "Einzelschrittmodus" aufrufen, siehe
9.5.5.
– Taschen z us c h ni t t a uf de m M i tt el s c h ieber
positioni er e n.
– Taste b 1 s o hä uf i g b et ät i ge n, bi s d i e
Seitenschieber drucklos sind.
– Seitenschieber von Hand vorschieben.
Korrektur:
Position de s S ei t en s chi e be r bl e chs 3 en ts p r echend
ändern.
5.6.2 Position des St el lr ad e s 11
Erläuterung:
Die Positi on di e s es S t el l r a de s bestimmt die
"Umbugstellung" des Mittelschiebers in seinem
"vorderen" Bereich. Auf de m Au fkle be r de r
Transferplatte ist die Stellrad- P osi t i on an gegeben,
die sich für die jeweilige Stoffart als optimal
herausgestellt hat.
Regel:
Die Position des Stellrades muß der jeweiligen
Stoffstärke an ge pa ß t sein, um ein optim al e s
Umbugergebnis zu erzielen.
Kontrolle:
– Vorgang "Einzelschrittmodus" aufrufen, siehe
9.5.5.
– Taste b 1 e nt s pre c he nd hä ufig betätigen.
Korrektur:
Stellrad en ts p rec h en d d r eh en .
(Je dicker der Stoff ist, um so höher muß der
eingestellte Wert sein.)
5.6 Position der beiden Stellräder
5.6.1 Position des St el lr ad e s 1 0
Erläuterung:
Die Positi on di e s es S t el l r a de s bestimmt die
"Umbugstellung" des Mittelschiebers in seinem
"hinteren" Bereich. Die für die jeweilige Stoffart
benötigte Stellrad-Position ist auf dem Aufkleber
der Transferplatte angegeben, sofern sie schon
ermittelt wu rde .
Regel:
Die Position des Stellrades muß der jeweiligen
Stoffstärke an ge pa ß t sein, um ein optim al e s
Umbugergebnis zu erzielen.
Kontrolle:
– Vorgang "Einzelschrittmodus" aufrufen, siehe
9.5.5.
– Taste b 1 e nt s pre c he nd hä ufig betätigen.
Hinweis:
Eine falsche Einstellung kann zu unterschiedlichen
Kantenabständen führen.
10
Korrektur:
Stellrad en ts p rec h en d d r eh en .
(Je dicker der Stoff ist, um so höher muß der
eingestellte Wert sein.)
11
47
Page 48

6. T ransferschlitten
6.1 Allgemeine Informationen
Die Transferschl i tt en , d ie v o n 2 Mo toren in X- und
Y-Richtu ng be we gt we r den, ha be n folgende
Aufgaben:
– Nähgu t m i t H i l fe de r Transferp l at te vo n de r
Umbugstation z ur N äh s ta tio n t r an s por ti e ren .
– Nähgu t w ährend des Nähvorg an gs
entsprechend der Nahtkontur bewegen,
– Funktionselemente des Formensatzes während
des Fräsvorgangs entsprechend der Fräskontur
bewegen.
Vorgang Bemerkungen / Bildschirmtext (BT)
6.2 Streckenabgleich der Schlitten
Durch die Fertigungstoleranzen der Gurträder und
Gurtriemen weichen meist die tatsächlich
zurückgelegten Strecken der Schlitten von den
vorgegebenen Strecken ab. Deshalb werden im
Werk durch eien Streckenabgleich in X- und
Y-Richtu ng di e "Is t we r te " de n " S o l lw e rte n"
entspreche nd an ge pa ß t.
Nach der Auslieferung der Maschine ist nur noch in
folgenden Fä l l en ei n we i te r er S t r ec ke na bgleich
vom Dürkopp-Adler-Service-Techniker
vorzunehmen:
1. Wechsel des Gurtriemens,
2. Änderung der Gurtriemenspannung.
Voraussetzungen:
– Lehren 1, 5, 12 vorhanden
– Keine Na de l ein ge s et z t
– Lehren ha l te r 13 v on de r Lehre 12 getrennt
Teile des Formensatzes herausnehmen:
1.
– Menü " Service" aufruf en
– "Formenwechsel" wählen
– Vakuumschlauch vom Innenrahmen abziehen
– Kupplungsleiste trennen
– Mittelschieber und Außenr ahm en
herausnehmen
–Taste "I" drücken
– Transferpl at te he r au s ne hm en
Lehren mit N äh gu ta uf l ag e un d Transfe rhe bel
2.
verbinden:
– Schrauben 2 in der Nähgutauflage
herausdrehen
– Lehre 1 au f die Nähgutauflage schrauben – Mit 2 Paßschrauben 3
– Halt ek lötze 10 für die Transferpl at te
herausnehmen
– Federn herausnehmen
– Lehre 5 in den Transferhebel 6 einsetzen
– Um die Umbugstation in die 0-Stellung zu
bringen
– Dazu d i e Sc h r au be n 9 he r au s dre he n
– Dabei di e be i de n S ch i eb er 7 de r Le hre na c h
außen in die Schlitze der Führungsklötze 4 am
Transferhebel 6 drücken
48
Page 49

49
Page 50

3. Vorgang "Strec k e na bg l ei c h " wählen:
– Menü " Service-Einric ht er " a uf r uf en
– Menü " Ei n r i chtarbeiten" aufru fe n
– Menü "Verfahren X-, Y- und Nähachse" aufrufen – Transferschlitten nach hinten
– Vorgang "Streck e na bg lei c h " wä hl e n – BT:
Schlitten zur Nähmaschine fahren,
4.
Transferhebel und Nähmaschine absenken:
– Taste "Yes" drücken
– Taste " Enter" drücken
Position des Transferplattenhalters und der
5.
Transferschlitten kontrollieren und evtl.
korrigieren:
– Kontrollen vornehmen
– Evtl. Korrekturen vornehmen
– Absteckbolzen 7 herausnehmen
– Bei Erscheinen des Textes "Bitte Code
eingeben" di e Nr. 9762 ei ng eb en
– Mittelschieber nach unten
Streckena bg l eic h
Bestätigen mit Yes
– Transferschlitten zur Nähmaschine
(Pkt. 1)
– Transferhebel nach unten
–BT:
Weiter mit Ente r
– Nähko pf ab s en k en
– Die P osi t i on de r S c hli t te n und der
Führungsklötze 6 ist korrekt, wenn diese
seitlich an de r Le hr e 8 a nl i e ge n u nd s i ch die 2
Absteckbolzen 7 durch die Bohrungen der
beiden Lehren 8 und 9 stecken lassen
– Schrauben 4 an den Führungsklötzen lösen,
die Führungsklötze mit Hilfe der
Rändelschrauben 5 gegen die Lehre drücken
und die Posi t i on de r Le hre 8 entsprechend
ändern.
Wenn die Korrekt ur au f di e s e A rt ni c ht mögl ic h
ist, muß die Position der Schlitten geändert
werden. Dazu die Stellung der
Inkrementalgeber 10 und 11 an den X- und
Y-Motoren entsprechend ändern.
Nähkopf-Po s i ti o n p rüfen und evtl. korr i g ier e n:
6.
– 2 mm-Stift 9 in die Nadelstange einsetzen
– Kurbel drehen
– Wenn eine K or rektur notwendig :
Position des Nä hk o pf es ä nd ern
Transferschlitten zum X-Abgleichpunkt fahren: – Dieser Abgleichspunkt (Pkt. 2) befindet sich im
7.
– Taste " Enter" drücken
– 2 mm-Stift aus der Nadelstange nehmen
– Evtl. Taste "I" drücken
50
– Der Stift muß ohne Ablenkung in die Bohrung
der Lehre 8 am Transferhebel eintauchen
können
Bereich der Um bu gs t at i on
–BT:
Nadel entfernen
Weiter mit Ente r
– Wenn die Leuchte in dieser Taste nicht mehr
eingeschal t et i s t
Page 51

– Taste "Enter" drücken
– Taste "Enter" drücken – Transferschlitten zur Umbugstation
– Nähk op f n ac h ob en
– Transferheb el n ac h ob en
–BT:
Weiter mit Enter
– Bloc k i eru ng de s X - Mo to rs ge l ös t
– Transferheb el n ac h un te n
–BT:
Einstellu ng be s tä ti g en mi t " Yes"
10
11
51
Page 52

8. Position des X-Transferschlittens kontrollieren
und evtl. korrigieren:
– Kontrolle vornehmen – Die Absteckbolzen 2 müssen sich durch die
Bohrungen in der "oberen" Lehre 1 bis in die
Langlöcher der "unteren" Lehre 3 stecken
lassen
– Wenn eine K or rektur notwendig :
X-Schlitte n v o n Hand entspreche nd ver s ch i eben
Taste "Yes" drücken – Speicherung der "X-Abgleich-Daten"
– Blockierung des X-Schlittens
–BT:
Weiter mit Ente r
– Wenn kei ne K or re k tu r no tw en di g :
Taste "No" d rüc k e n
– Absteckbolzen herausnehmen
– Taste " Enter" drücken
9.
Transferschlitten zum Y-Abgleichpunkt fahren: – Dieser Punkt befindet sich 300 mm oberhalb
– Taste " Enter" drücken
– Blockierung des X-Schlittens
–BT:
Weiter mit Ente r
– Transferhebel nach oben
–BT:
Weiter mit Ente r
der Nähmaschine
– X-Schlitten nach rechts zur Nähmaschine
– Y-Schlitten nach hi nt en
– Blockierung des Y-Motors gelöst
– Transferhebel nach unten
–BT:
Einstellung bestätigen mit Yes
Position des Y-Schlittens kontrollieren und
10.
evtl. korri gi e ren :
– Kont rol l e v orn eh men
– Wenn eine K or rektur notwendig :
Y-Schlitten von Hand entsprechend verschieben
Taste "Yes" drücken
– Wenn kei ne K orr e k tu r no tw en di g :
Taste "No" d rüc k e n – Block ie r un g de s Y-Schlittens
– Absteckbolzen herausnehmen
– Taste " Enter" drücken
– Maschine ausschalten
– Die Absteckbolzen 4 müssen sich durch die
Bohrungen in der "oberen" Lehre bis in die
Langlöcher der "unteren" Lehre stecken lassen
– Speicherung der "Y-Abgleich-Daten"
– Block i e run g de s Y-Schlittens
–BT:
Weiter mit Ente r
–BT:
Weiter mit Ente r
– Transferhebel nach oben
–BT:
Maschine ausschalten
52
Page 53

11. Vorgang "Positions a bg lei c h " wä hle n:
– Menü "Service Einrichter" aufrufen
– Menü "Einrichtarbeiten" aufrufen
– Menü " Verfahren X- , Y- und Nähachse" aufr uf en – Transferschli tt en na c h h i nt en
– Vorgang "Posit i on s ab gl e i ch" wählen – BT:
Transferschlitten zur Nähmaschine fahren und
12.
Nähkopf absenken:
– Taste "Yes" drücken – Transferschlitten zum Nähkopf
– Taste "Enter" drücken
– Wenn der Text "Bitte Code eingeben" erscheint,
ist die Nr. 9762 einzug eben
– Mittelschieber nach unten
Bestätigen mi t Yes
– Transferheb el n ac h un te n
– Außenrahmen nach vorn und unten
–BT:
Weiter mit Enter
– Nähkopf absenken
53
Page 54

13. Position der Transferschlitten kontrollieren
und evtl. kor ri g i eren:
– 2 mm-S tift in die Nadelsta ng e e ins e tz e n
– Kurbel drehen – Der Stift 9 (Seite 51) muß ohne Ablenkung in
– Evtl . K o r rek t ur e n v o rne hm en – Posit i on de r In k rem en ta l ge be r 10 un d 11 (Seite
Transferschlitten zu r Um bu gs t at ion fa hr e n u nd
14.
Lehrenhalter e i nsetzen:
– Taste " Enter" drücken
– 2 mm-Stift aus der Nadelstange nehmen
– Taste " Enter" drücken
– Taste " Enter" drücken
– Lehren ha l te r 2 m i t M i tt el sc h i eb er a uf na hm e
verbinden
– Taste " E nt er " drücken
Position des X-Transferschlittens kontrollieren
15.
und evtl. kor ri g i eren
– Lehre 3 an deren Halter 2 schrauben
– Kont rol l e v orn eh men
– Wenn eine K or rektur notwendig :
– X-Schlitten von Hand entsprechend verschieben
Taste "Yes" drücken – Speicherung der "X-Positionsdaten"
– Wenn kei ne K or re k tu r no tw en di g :
Taste "No" d rüc k e n
– Absteckbolzen 4 herausnehmen
:
– Dieser Vorgang is t no tw endig, weil sich na c h
dem Streckenabgleich die Längen der vom
Referenzpunkt 0 (Seite 51) ausgehenden
Strecken verändert haben
die Bohrung der Lehre am Transferhebel
eintauchen k ö nn en
51) an den X- und Y-Motoren entsprechend
ändern
–BT:
Nadel entfernen
Weiter mit Ente r
– Außenr a hm en na c h h i nt en un d o be n
– Nähkopf nach oben
– Transferhebel nach oben
–BT:
Weiter mit Ente r
– Transferschli t te n z u r Um bu gs t at i on
– Blockierung des X-Motors gelöst
– Transferhebel nach unten
–BT:
Einstellung bestätigen mit "Yes"
– Der Absteckbolzen 4 muß sich durch die
Bohrung der "oberen" Lehre bis in das
Langloch der Lehre im Transferhebel stecken
lassen
– Blockierung des X-Schlittens
–BT:
Weiter mit Ente r
– Blockierung des X-Schlittens
–BT:
Weiter mit Ente r
Position de s Mi t te l s chi e be r ha l te rs i n
16.
Y-Richtung kontrollieren und evtl. korrigieren:
– Kont rol l e v orn eh men
– Evtl . K o r rek t ur e n v o rne hm en – Klemms c h raube 7 lösen und Exz e nt er 6
54
– Der Absteckbolzen 5 muß sich durch die
Bohrung der "oberen" Lehre bis in das
Langloch der Lehre im Transferhebel stecken
lassen
entspreche nd dr e he n
Page 55

17. Alle Lehren herausnehmen und Teile des
Formensatzes einsetzen:
– Lehre 3 vo n i h r em Ha l te r 2 t ren ne n
– Taste " Enter drücken" – Transferheb el n ac h ob en
– Lehre vom Transferhebel herausnehmen
– Halteklötze für die Transferplatte anschrauben
– Taste " Enter" drücken – Transfersch l i tt en in die Ausgangsstellung
zurück
–BT:
Vorrichtung entfernen
Weiter mit "E nt er"
– Lehrenhalter 2 von Mittelschieberaufnahme
trennen
– Lehre v on de r Nä hg ut au fl a ge ab s c hra ub en
– Schra ub en i n di e Tischpla tt e dr e he n
– Taste " Enter" betätigen – Außen r ah me nh al t er n ach v or n
– Mittelschieber, Außenrahmen und
Transferplatte ei n s et zen
55
Page 56

6.3 Positionsabgleich der Schlitten zur Näh- und Umbugstation
– Dieses Thema beschre ibt neben dem Posit i on s ab gleich auch die Kon tr o l l e un d K orr e k tu r fo l g en de r E i n-
stellungen:
1. Position des Transferplattenhalters
2. Position de r Nä hm as chine zur Nähguta uf l ag e
3. Position de s Mi tt el s ch i eb er h al t ers i n Y-Richtung
– Die während des Positionsabgleichs im "eingerahmten" Feld des Bildschirms erscheinenden Angaben
sind zu igno ri er e n.
Vorgang Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Lehren 1, 5, 12 vorhanden
– Keine Na de l ein ge s et z t
– Lehren ha l te r 13 v on de r Lehre 12 getrennt
1.
Lehren mit de r Nä hg ut au fl a ge un d dem
Transferhebel verbinden:
– Menü "Einrichtarbeiten" aufrufen - siehe 9.2
– Transferpl at te he r au s ne hm en
– Halt ek lötze 10 für die Transferpl at te
herausnehmen
– Federn herausnehmen
– Lehre 5 in den Transferhebel 6 einsetzen
– Schrauben 2 in der Nähgutauflage
herausdrehen
– Lehre 1 au f die Nähgutauflage schrauben – Mit 2 Paßschrauben 3
– Dazu d i e Sc h r au be n 9 he r au s dre he n
– Dabei di e be i de n S ch i eb er 7 de r Le hre na c h
außen in die Schlitze der Führungsklötze 4 am
Transferhebel 6 drücken
Vorgang "Positionsa bgl ei ch " wä hle n:
2.
– Menü " Se r v ic e-E i n r ic ht er " a uf r uf en – Bei Er sc h ei n en de s Textes "Bitte Code
eingeben" di e Nr. 9762 eing eb en
– Menü " Ei n r ic ht ar b eit en " au fr u fe n
– Menü " Verfahren X - Y und Nä ha chs e " auf ruf en
– Vorgang "Positionsabgleich" wählen
– Transferschlitten nach hinten
– Mittelschieber nach unten
–BT:
Positionsabgleich
Bestätigen mit Yes
56
Page 57

57
Page 58

3. Transferschlitten zum Nähkopf fahren, Nähkopf
absenken und Umbugsatz herausnehmen:
– Taste "Yes" drücken – Transferschlitten zum Nähkopf
– Transferhebel nach unten
– Außenr a hm en na c h vorn und unten
–BT:
Weiter mit Ente r
– Vacuumschlauch vom Innenrahmen abziehen
– Kupplungsleiste trennen
– Mittelschieber und Außenr ahm en
herausnehmen
– Taste " E nt er " drücken – Nähkopf absen ken
Position des Transferplattenhalters und der
4.
Transferschlitten kontrollieren und evtl.
korrigieren:
– Kontrollen vornehmen – Die Position der Schlitten und der
Führungsklötze 6 ist korrekt, wenn diese
seitlich an de r Le hr e 8 a nl i e ge n u nd s i ch die 2
Absteckbolzen 7 durch die Bohrungen der
beiden Lehren 8 und 9 stecken lassen
– Evtl. Korrekturen vornehmen – Schrauben 4 an den Führungsklötzen 6 lösen,
die Führungsklötze mit Hilfe der
Rändelschrauben 5 gegen die Lehre drücken
und die Posi t i on de r Le hre 8 entsprechend
ändern.
Wenn die Korrekt ur au f di e s e A rt ni c ht mögl ic h
ist, muß die Position der Schlitten geändert
werden. Dazu die Stellung der
Inkrementalgeber 10 und 11 an den X- und
Y-Motoren entsprechend ändern
– Absteckbolzen 7 herausnehmen
5.
Nähkopf-Po s i ti o n p rüfen und evtl. korr i g ier e n:
– 2 mm-Stift 9 in die Nadelstange einsetzen
– Kurbel drehen – Der Stift 9 muß ohne Ablenkung in die Bo hrung
der Lehre 8 am Transferhebel eintauchen
können
– Wenn eine K or rektur notwendig :
Position des Nä hk o pf es ä nd ern
Transferschlitten zur Umbugstation fahren und
6.
Lehrenhalter verbinden:
– Taste " Enter" drücken – BT:
Nadel entfernen
Weiter mit Ente r
– 2 mm-Stift aus der Nadelstange nehmen
– Taste "Enter" drücken – Außenrahmenhalter nach hinten und oben
– Taste "Enter" drücken – Nähkopf nach oben
– Transferhebel nach oben
–BT:
Weiter mit Ente r
58
Page 59

– Lehrenh al t er 1 3 m i t M i tt el s ch i eb er a uf na hm e
verbinden
– Taste "Enter" drücken – Transferschlitten zur Umbugstation
– Bloc k i eru ng de s X - Mo to rs ge l ös t
– Transferheb el n ac h un te n
–BT:
Einstellu ng be s tä ti g en mi t " Yes"
10
11
59
Page 60

7. Position des X-Transferschlitten kontrollieren
und evtl. korrigieren:
– Lehre 3 an deren Halter 2 schrauben
– Kontrolle vornehmen – Der Absteckbolzen 4 muß sich durch die
Bohrung der "oberen" Lehre bis in das
Langloch der Lehre im Transferhebel stecken
lassen
– Wenn eine K or rektur notwendig :
X-Schlitte n v o n Hand entspreche nd ver s ch i eb en
Taste "Yes" drücken – Speicherung der "X-Positionsdaten"
– Blockierung des X-Schlittens
–BT:
Weiter mit Ente r
– Wenn kei ne K or re k tu r no tw en di g :
– Taste "No" drücken
– Absteckbolzen 4 herausnehmen
Position des Mittelschieberhalters in
8.
Y-Richtung kontrollieren und evtl. korrigieren:
– Kont rol l e v orn eh men
– Evtl . K o r rek t ur e n v o rne hm en – Klemms c h raube 7 lösen und Exz e nt er 6
– Blockierung des X-Schlittens
–BT:
Weiter mit Ente r
– Der Absteckbolzen 5 muß sich durch die
Bohrung der "oberen" Lehre bis in das
Langloch der Lehre im Transferhebel stecken
lassen
entspreche nd dr e he n
Alle Lehren herausnehmen und Teile des
9.
Formensatzes einsetzen:
– Lehre 3 von ihrem Halter 2 trennen
– Taste " Enter" drücken – Transferhebe l na c h o be n
– Lehre v om Transferh eb el he r au s ne hm en
– Halt ek lötze für die Transferplat t e an s chr a ub en
– Taste "Enter" drücken – Transferschlitten in die Ausgangsstellung
zurück
–BT:
Vorrichtung entfern en
Weiter mit Ente r
– Lehren ha l te r 2 v o n M i tt el sc h i eb er a uf na hm e
trennen
– Lehre von der Nähgutauflage abschrauben
– Schrauben in die Tischplatte drehen
– Taste "Enter betätigen – Außenrahmenhalter nach vorn
– Mittelschieber, Außenrahmen und
Transferplatte einsetzen
60
Page 61

61
Page 62

6.4 Position des Transferschlittens zur Frässtation
Vorgang Bemerkungen
Voraussetzung:
– Menü "Verfahren X- Y- und Nähachse"
aufgerufen
Vorgang "Fräsernull p un k t e i nstellen" aufrufen
1.
– Entsp r ec h en de Taste drücken – Die Sc hl i t te n f ah r en i n d i e "Montagepositio n"
Hilfsmittel montieren:
2.
– Transferpl at te he r au s ne hm en
– Stützleiste 1 in den Transferhebel einsetzen
– Fräsplatte 2 an den Transferhebel schrauben
– Saugk op f vo n d er Fr ä se t r en ne n – Dazu den be tre ffend en He be l be tä ti g en
– 6 mm-Stift 3 in die Fräse einsetzen – Der Stift muß ca. 25 mm aus der Spannhülse
– Über die Menüs "Service-Einrichter" und
"Einrichtarbeiten"
–BT:
Fräsplatte montieren
Weiter mit Ente r
hervorstehen
Transferschlitten zur Fräseinrichtung fahren
3.
und Fräseinrichtung nach unten schwenken
– Taste " Enter" drücken – BT:
Weiter mit Ente r
X- und Y-Achse freistellen:
4.
– Taste " Enter" betätigen
5.
Kontrolle v orn eh me n:
– Fräse nach unten ziehen
Wenn eine Korr e ktur notwendig ist:
6.
– Transferschlitten entsprechend verschieben
Nullpunktdaten speichern, Y-X-Achsen
7.
blockieren un d F r ä sei n r i chtung nach oben
schwenken:
– Taste "Yes" drücken
–BT:
Einstellen: Verschieben der Fräsplatte
Einstellung bestätigen mit Yes
– Der Nullpunkt ist korrekt, wenn der Stift 3 in der
Fräse ohne Ablenkung in das Loch der
Fräsplatte 2 eintauchen kann
– Nach dem Anheben der Fräse fährt die
Transferplatte wieder in die "Montagestellung"
–BT:
Fräsplatte demontieren
Weiter mit Ente r
62
Page 63

8. Hi l f smi t tel herausnehmen:
– Fräsplatte, Stützleiste und Stift herausnehmen
– Evtl. Transferplatte einsetzen
Transferschlitten in die Ausgangsstellung
9.
fahren:
– Taste "Enter" drücken – Die Transferplatte wird angehoben
– Aufruf des Menüs "Verfahren in X und Y"
3
1
2
63
Page 64

6.5 Nullpunktlage der Schlitten
6.5.1 Allgemeine Informationen
– Die Nullpunktlage der Schlitten wird beim
Positionsab gl e ic h z u r Um bu g- u nd Nä hs t at i on
bestimmt.
– Bei ei n er U md r eh un g d er b ei d en Mo to re l e ge n
die Schlitten eine Strecke von 16 mm zurück.
– Der Inkrementalgeber am Motor erzeugt pro
Umdrehung 500 Signale und einen 0-Impuls.
6.5.2 Funktionsfolge beim Nullen der Schlitten
Wenn nach dem Einschalten der Maschine die
Tasten "I" un d " E n te r" be tä ti g t werden:
X-Motor fährt den Schlitten in die +X-Richtung.
Wenn der X-Induktivschalter vom Schlitten betätigt
wird:
X-Motor stoppt und fährt dann den Schlitten in
Gegenrichtung.
6.5.3 Zeitpunkt der
Induktivschalterbetätigung während des
Nullens
Regel:
Der Schaltnocken 1 bzw. 2 soll nach dem Nullen
einen Abstand von 2-3 mm zum X- bzw.
Y-Induktivschalter b8 bzw. b17 haben.
Korrektur:
Position des Schaltnockens entsprechend ändern.
Hinweis:
Der Schlitten wird während des Nullens ständig
hin- und herbewegt, wenn die Betätigung zum
falschen Z eitpunkt erfolgt.
b6 b8 1
2- 3mm
Wenn der Inkrementalgeber am X-Motor ein
0-Signal erzeugt:
X-Motor st op pt de n S c h l itten.
Y-Motor fä hrt de n anderen Schlitt en i n d i e
+Y-Richtung.
Wenn der Y-Induktivschalter vom Schlitten betätigt
wird:
Y-Motor sto ppt und fährt dann de n S c h l i tt en i n
Gegenrichtung.
Wenn der Inkrementalgeber am Y-Motor ein
0-Signal erzeugt:
Y-Motor stoppt den Schlitten.
2 b17 b4
64
Page 65

6.6 Betätigungszeitpunkt der
Begrenzungsschalter
Erläuterung:
Wenn die Steueurung eine Überschreitung des
Schlittenb ew egungsbereichs n i cht erkennt, solle n
die bis Ende 1991 installierten Schalter b4, b5, b6
und b7 die beiden Motore sofort s t op pe n u nd
ausschalten.
Regel:
Die Schalter sollen ca. 5 mm vor der mechanischen
Endlage betät i gt we rde n.
Kontrolle:
Bei ausgesc h al t et er M as c h i ne di e S c hl i t te n i n di e 4
Endlagen sc hi e be n
Korrektur:
Position der Schalter entsprechend ändern.
Hinweis:
Beim Einschalten der Nähanl a ge mi t de m
Hauptschalter müssen alle Begrenzungsschalter
unbetätigt se i n.
6.7 Position des Anschlagstifts
Erläuterung:
Der Anschlagstift 5 bestim mt die Position der
Transferplatte im Mo me nt de r Nä hg ut - Üb er n ah me .
Regel:
Beim Absenken der Transferplatte soll deren
Unterseite mit der gesamten Fläche auf der
Nähgutauflage "aufsetzen".
Kontrolle:
In der Ausgangsstellung der Maschine den
Transferhebel nac h u nt en drücken.
Korrektur:
Kontermutter 4 lösen und die Hülse 3 entsprechend
drehen.
Hinweis:
Bei falscher Einstellung wird das Nähgut während
der Übernahme " v ers ch ob en " .
b5
65
Page 66

7. Stapler
7.1 Allgemeine I nformati onen
– Die S t ap l erv e r si on mi t ei n em
Auswerferrollenpaar ermöglicht das Abstapeln
von Teilen, deren Unterkante einen Abstand
von mindenstens 310 mm zum Nahtende hat.
Diese Bedingungen sind normalerweise bei
allen Hosen- u nd He md en te i l en er f ül lt .
Die Staplerversion mit einem zusätzlich
Auswerferrollenpaar ermöglicht auch das
Abstapeln von Teilen, deren Unterkante einen
Abstand zwischen 100 und 310 mm zum
Nahtende hat.
– Der Stapler kann auch d ur ch eine
entsprechen de E i ng ab e i m Me nü " A ut om at i k "
außer Betrieb g es e tzt werden, um z.B. da s
Nähgut mit de r aufgenähten Tasche v on Han d
herauszunehmen.
– In welchen Fällen ein anderes Staplersystem
oder eine ande r e Vorrollän ge ei n z ug eb en i s t,
geht aus dem Th em a 4.7 in der
Bedienanlei t un g h er v o r.
– Die Ablage 1 befindet sich normalerweise in
der unteren Hö he ns t el l u ng . I m B e da r fsfall kann
die Ablage auch höher gestellt werden. Zur
Korrektur s i nd die Schrauben 3, 4 zu l ös e n, um
die Ablage in die beiden anderen Stellungen
bringen zu k ön ne n.
– Die Ablage 1 mit der Ausnehmung ist für das
Abstapeln v on He md en mi t K no pfleiste
vorgesehen. Für alle anderen Teile kann das
Segment ohne Ausnehm un g an ge schra ub t
werden.
– Der Sc h alt er b 34 wir d be tä ti g t, we nn de r
Innenbügel 2 ge öffne t i s t. Di e A bl a ge 1 betät i gt
in ihrer Ausgangsstellung den Schalter b33.
2
1
3
4
66
Page 67

7.2 Funktionsablauf des Staplers
7.2.1 Funktionsablauf des Staplers im Modus "Staplersystem 1"
– Das "Staplersystem 1" ermöglicht z. B. das Abstapeln von Hosen.
– Die Funktionselemente haben vor der Aktivierung des Staplers folgende Position:
Auswerferrolle 1 oben
Außenbügel 2 geschlossen
Innenbügel 3 geöffnet
Ablage 4 zurückgeschwenkt.
Funktionsfolge Bemerkungen
Wenn der Fadenabschneider aktiviert wird:
1.
– Auswerferrolle nach unten
– Ablage vorschwenken
– Innenbügel schließen
– Nach e i ne r Verzögeru ng :
Außenbügel öffnen
–Phase 2
–Phase 2
– Das Nähgut wird fixiert - Phase 2
–Phase 3
2.
Wenn die Transferplatte angehoben wird:
– Ausw erf er ro l l en s c hn el l d r eh en
– Ablage zurückschwenken – Phase 5
Wenn die Lichts ch r an k e f r ei i s t :
3.
– Ausw erf er ro l l e n ac h ob en – Phase 6
– Außenbügel schließen – Phase 6
– Nach e i ne r Verzögeru ng :
Innenbügel öffen – Phase 6
– Drehen der Auswerferrolle be ende n
– Das Nähgut wird über die Ablage geworfen -
Phase 4
67
Page 68

7.2.2 Funktionsablauf des Staplers im Modus "Staplersystem 2"
– Das "Staplersystem 2" ermöglicht z. B. das Abstapeln von Hemden.
– Die Funktionselemente haben vor der Aktivierung des Staplers folgende Position:
Auswerferro l l e 1 ob en
Außenbügel 2 ge s c hlossen
Innenbügel 3 ge öffne t
Ablage 4 zurückgeschwenkt.
Funktionsfolge Bemerkungen
Wenn der Fadena bs chneider aktivi ert wi r d :
1.
– Auswerferrollen nach unte n
2.
Wenn die Transferpla tt e an ge ho be n i s t:
– Auswerferrollen langsam drehen
Wenn das langs am e Drehen beendet ist: – Nach d er e i ng eg eb enen "Vorrollänge", sieh e
3.
– Innen bü ge l s chl i e ß én
– Ablag e v o r s chwenken
–Phase 2
– Dabei fällt das untere Ende des Nähguts
zwischen In ne nb üg el un d A bl a ge - Phas e 3
4.7 in der Bedienungsanleitung
–Phase 4
– Das Nähg ut wi r d fix i e rt - Ph as e 4
Wenn der Innenbügel geschlossen ist:
4.
– Außen bü r ge l öffne n
Wenn der Auße nbügel geöffnet ist:
5.
– Auswerferrollen schnell drehen
– Ablage zurückschenken – Phase 6
Wenn die Lichtschranke frei ist:
6.
– Auswerferrolle nach oben – Phase 7
– Außen bü ge l s c hli e ß en – Phase 7
– Nach einer Verzögerung:
Innenbügel ö ffen – Phase 7
Schnelles Drehen der Auswerferrollen beenden
–Phase 4
– Das Nähgut wird über die Ablage geworfen -
Phase 5
68
Page 69

69
Page 70

7.2.3 Funktionsablauf des Staplers im Modus "Staplersystem 3"
– Dieses System ermögl i ch t das Abstapeln von " K urz t ei l e n" , wen n der Stapler mit eine m z usä tz l i chen
Vorroller ausgestattet ist.
– Die Funktionselemente haben vor der Aktivierung des Staplers folgende Position:
Auswerferrollen 1 und 2 oben
Außenbügel 3 ge s c hlossen
Innenbügel 5 ge öffne t
Ablage 4 zurückgeschwenkt.
Funktionsfolge Bemerkungen
1.
Wenn sich die Transfe rpl a tt e ni c h t me hr im
Bereich der Nä hs t at i on be fi n de t:
– Vorroller und Auswerferrollen langsam drehen
– Vorroller nach unten
Wenn die Lichtschranke durch das Teil
2.
unterbrochen wird:
– Nach einer Verzögerung:
Auswerferro l l en na c h u nt en
– Nach einer weiteren Verzögerung:
Vorroller nach oben
–Phase 2
– Das Teil wird ausgerollt –
Phase 2
– Die Auswerferrollen übernehmen das Teil vom
Vorroller und rollen es zwischen den
Innenbügel und die Ablage - Phase 3
–Phase 3
Wenn das langs am e Drehen beendet ist:
3.
– Innen bü ge l s chl i e ß en – Phase 4
– Ablag e v o r s chwenken – Phase 4
Wenn der Innenbügel geschlossen ist:
4.
Außenbügel ö ffen – Phase 4
Wenn der Auße nbügel geöffnet ist:
5.
– Auswerferrollen schnell drehen – Das Nähgut wird über die Ablage geworfen -
– Ablage zurückschwenken
Wenn die Lichtschranke frei ist:
6.
– Auswerferrolle nach oben
– Außen bü ge l s c hli e ß en
– Nach einer Verzögerung:
Innenbügel ö ffnen
Schnelles Drehen der Auswerferrollen beenden
– Nach d er e i ng eg eb enen "Vorrollänge", sieh e
4.7 in der Bedienungsanleitung
Phase 5
–Phase 6
–Phase 7
–Phase 7
–Phase 7
70
Page 71

71
Page 72

7.3 Seitl iche Position des Auswerfers
und des Staplers
7.3.1 Seitliche Position des Auswerfers
Regel:
– Bei He md en mi t K no pf lei s t e:
Die linke Rolle soll sich über der Knopfleiste
befinden.
– Bei allen anderen Teilen:
Die Rollen sollen mittig zum Grundteil stehen.
Kontrolle:
Automatischen Ablauf starten und die Position der
Rollen ermi t te l n.
Korrektur:
Schraube 1 l ö s en un d d i e se i tl i c h e P o s iti o n d es
Auswerfers entsprechend ändern.
Wenn der Verstellbereich nicht ausreicht, kann die
Schraube i n d as a nd ere G ew i nd el o c h 2 ge s c hra ub t
werden.
7.3.2 Seitliche Position des Staplers
Regel:
– Bei He md en mi t K no pf lei s t e:
Die Knopfleiste des abgestapelten Teils soll
sich in der Aus ne hm un g de s Se gm en ts in der
Ablage 7 bef inden.
– Bei allen anderen Teilen:
Das abgestape lte Teil soll mit der gesamten
Breite auf der Ablage liegen.
Kontrolle:
Automatischen Ablauf starten und die Position des
Nähguts zum Stapler ermitteln.
Korrektur:
4 Schrauben 3, 4, 5, und 6 lösen und di e s eitliche
Position d es S t ap l ers e nt s pr e che nd ändern.
7
1
2
3
4
P100 P101
6 5
72
Page 73

7.4 Niedrige und hohe Drehzahl des Ausrollers
Vor dem Auswerfen mit hoher Drehzahl muß das genähte Teil vom Innenbügel erfaßt worden sein. Deshalb sind "kü rz ere " Teile (z. B. Hemden) zun äch s t m i t n ied r i ge r Dr e hza hl bi s z um geö ffnet en In ne nb üg el
"vorzurollen". Längere Teile (z. B. Hosen) befinden sich schon während des Nähens zwischen dem geöffneten Innenbügel und der Ablage.
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü " Ser v i ce - E i nri c h te r" au fg er u fe n – Siehe Th em a 9.1
–BT:
3: Einrich ta rbe i te n
Menü "3" auf ruf en :
1.
– Taste "3" drücken
Vorgang "4" wählen:
2.
– Taste "4" drücken – BT:
–BT:
4: Vorrolldrehzahl
Vorrolldrehzahl
1: Niedrige Geschwindigkeit
2: Hohe Geschwindigkeit
Auswerferrol l e m i t n i ed ri ge r Dre hz a hl l a uf en
3.
lassen:
– Taste "1" drücken
4.
Niedrige Drehzahl kontrollieren und evtl.
korrigieren:
– Kontrolle mit Drehzahlmesser vornehmen
– Korrektur mit Potentiometer P100 vornehmen
5.
Auswerferrolle mit hoher Drehzahl laufen
lassen:
– Menütaste drücken – Die Auswerferrolle stoppt
– Taste "2" drücken
Hohe Drehzahl kontrollieren und evtl.
6.
korrigieren:
– Kontrolle mit Drehzahlmesser vornehmen
– Korrektur mit Potentiometer P101 vornehmen
Auswerferrolle deaktivieren:
7.
– Menütaste drücken
– Die Drehzahl soll ca. 400 U/min. betragen
– Die Drehzahl soll den maximalen möglichen
Wert von 1500 U/min haben
73
Page 74

7.5 Stellung des geöffneten
Innenbügels
Regel:
Der geöffnete Innenbügel 1 soll in horizontaler
Richtung einen Abstand von ca. 10 mm zur
Nähgutauflage haben.
Kontrolle:
Position in der Ausgangsstellung der Maschine
prüfen.
Korrektur:
Schraube l ösen und die Posit ion des Bügels
entspreche nd än de r n.
7.6 Stellung des geöffneten
Außenbügels
Regel:
Der geöffnete Außenbügel 10 soll einen Abstand
von ca. 3 mm zu der Abdeckung der angehobene n
Auswerferrollen 9 haben, wenn die Ablage 11
vorgeschwenkt ist.
Kontrolle:
– Vorgang "Einzel sc h ri tt mo du s " wä hle n, s i eh e
9.5.5
– Taste b1 entsprechend häufig betätigen.
Korrektur:
Schraube l ösen und die Posit ion des Bügels
entspreche nd än de r n.
7.7 Empfindlichkeit der Lichtschranke
7.8 Untere Position der Auswerferrolle
Regel:
In dieser Position soll der Schaumstoffring an der
Rolle 7 etwas zusammengedrückt sein.
Kontrolle:
Auswerferrolle bei ausgeschalteter Maschine nach
unten drücken.
Korrektur:
Schrauben 5 un d 6 l ös e n u nd di e P os ition des
Zylinders un d d am i t d er R ol l e n e nt s pre c he nd
ändern.
7.9 Geschwindigkeit von Außenbügel,
Innenbügel und Abl age
Regel:
– Alle Elemente sollen sich zügig und
gleichmäßig be we ge n.
Der Außenbügel 2 soll ganz geöffnet sein,
–
wenn das Teil ausgeworfen wird.
Die vorgehen de Ab l ag e 3 s ol l z ur gl eic h en Zei t
–
das von der Nä hg ut au fl a ge he r un te r hä ng en de
Teil erreichen wi e de r In ne nb üg el 1 .
(Damit das Teil nicht verrissen wird.)
Kontrolle:
Automatischen Ablauf starten und die Bewegungen
beobachten.
Korrektur:
Die Geschwi nd i gke i t w i r d d urc h die Dr o ss el u ng de r
Abluft geregelt.
Je nach Funktion sind folge nd e im Pneumatik-Pl an
lokalisierten Drosseln einzustellen:
Erläuteru ng:
Die Lichts c hranke u8 soll durc h da s S i gn al " Teil
ausgerollt" den Ablauf des Staplers fortsetzen.
Regel:
– Die LED soll ni c h t le uc h te n, we nn s ic h e i n
Nähgutteil un te r de r Li chtschranke befi nd et .
Die LED soll leuchten, wenn sich kein
–
Nähgutteil un te r de r Li chtschranke befi nd et .
Korrektur:
Potentiometer 4 entsprechend drehen.
74
Funktion Drossel
Außenbügel öffnen 20.4
Außenbügel schließen 20.2
Innenbügel öffnen 21.4
Innenbügel schließen 21.2
Ablage vorschwenken 22.4
Ablage zurückschwenken 22.2
Page 75

7.10 Ge sc hwindigk ei t "Auswer ferrol le n
nach oben und unten"
7.11 Luftstromstärke und Blasrichtung
der Düse
Regel:
Die Auswerferrollen 7 solle n sich zügig und
gleichmäßig be we ge n.
Kontrolle:
Automatischen Ablauf starten und die Bewegungen
beobachten.
Korrektur:
Mit den Drosseln 23.4 und 23.2 die Abluft
entsprechen d re gulieren.
Erläuterung:
Die Düse 8 soll das von der Nähgutauflage gerollte
Teil nach unte n blasen, damit das Teil zwischen
Ablage 3 und In ne nb üg el 1 ge l an ge n k a nn .
Regel:
– Der Luftstrom soll senkrecht nach unten
gerichtet sein.
Die Düse soll mi t de r ge r ing s tm ög l ic he n L uf t
–
stromstärk e i h r e Fu nk t i on er f ül le n.
Kontrolle:
Luftstromst är k e un d B l a s ri c ht ung während des
automatischen Ablaufs beobachten.
Korrektur:
– Posit i on de s B l äse r s 8 e nt s pre c he nd än de r n.
– Dross el e nt s pre c he nd ei n s te l l en .
7 8 7
75
Page 76

8. Fräseinrichtung
8.1 Allgemeine Informationen
– Diese Einrichtung er m ög l ic ht da s F räs e n a l l er
formabhändigen Teile des Formsatzes.
– Die Klinke 10 soll die Fräseinheit in der oberen
Stellung halten, wenn deren Zylinder 11
drucklos is t . D i es i st der Fall, wenn di e
Maschine aus g es ch al t et ist oder der Vorgang
"Fräsen" nicht aktiviert ist.
– Im Werk w er d en di e S c hra ub en 2 für die
Höheneinstel lu ng de r Fr äsp l at te mi t "Lo c ti t e
620" fixiert.
– Weitere Informationen enthält das Thema 2 der
Programmieranleitung.
8.2 Geschwindigkeit "Fräseinheit nach
unten und oben schwenken"
Regel:
Die Fräsein r i c ht un g 6 s oll z ü gi g un d g l ei c h mä ßi g
nach unten u nd ob en ge s chwenkt werden.
8.3 Geschwindigkeit "Fräse nach oben
und unten"
Regel:
– Die Fräse 7 soll sich zügig und gleichmäßig
nach oben bewegen.
Die Fräse 7 soll sich "langsam" und
–
gleichmäßig nach unten bewegen.
Kontrolle:
– Menü " Fr ä sen" aufrufen und de n Vorgang
"Zentrierbohrungen des Außenrahmens
bohren" wählen und aktivieren. (Siehe Thema 2
der Anleitung zum Programmieren).
– Geschwindigkeit beobachten.
Korrektur:
Abluft des Z y li n de r s mi t de n D r oss e l n 2 6. 2 u nd
26.4 entsprechend regeln.
Kontrolle:
Menü "Fräsen" aufrufen, Fräsvorgang aktivieren
und kurz danach unterbrechen.
(Siehe Thema 2 der Anleitung zum
Programmieren).
Korrektur:
Abluft mit den Drosseln am Zylinder 11
entspreche nd r eg eln.
76
Page 77

8.4 Betätigungszeitpunkte der
Schalter
8.5 Höhe der Fräseinheit zur
Fräsplatte
Regel:
Die Schalte r sol l e n z u m f ol g en de n Z e i tp un k t
betätigt werden :
Schalter Betätigung s z ei t pu nk t
b 9 Fräseinheit nach oben geschwenkt
b10 Fräseinheit nach unten geschwenkt
b11 Fräse oben
b12 Fräse ganz unten
Korrektur:
Betätigung sel e me nt bzw. Schalter entsprech en d
versetzen.
Hinweis:
Wenn der Schalte r b1 2 z u frü h b et ät igt wi rd ,
beginnt der F räs v o rs chu b s c h on vor E rr e i che n d er
unteren Fräserstellung.
Regel:
Der Halter 1 soll ei n en Ab sta nd vo n 65 mm zur
Fräsplatte haben, wenn der Fräszyklus aktiviert ist.
Kontrolle:
– Menü "Fräsen" aufrufen (siehe 9.2)
– Vorgang "Außenr a hm en " wä hl e n
– Vorgang "Kontur fr ä sen " wä hl e n
– Stützleiste 3 und Fräsplatte 4 montieren.
– Taste "Enter" drücken:
Transferschlitten fahren zur Fräseinrichtung
Fräseinrichtung schwenkt nach unten
– Taste "Enter" drücken, um den Fräszyklus zu
aktivieren.
– Nach dem Beginn der Vorschubbewegung die
Taste "0" drücken.
Korrektur:
– Kontermutter 9 lösen.
– Stell s c hra ub e 8 entsprechend dreh en .
9. Menü "Service-Einrichter"
9.1 Menü "Service-Einrichter" aufrufen
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service" aufgerufen
1. Taste "2" drücken – BT:
Bitte Code e i ng eb en
2. Code 9762 eingeben und Taste "Enter" drücken
– BT: Service-Einrichter
1: Program mierung 6. D iskettenbetri eb
2: Programmkorrektur 7. SPS-Bit-Anzeige
3: Einrichtar beiten 8. Vari antenwe chsel
4: Fräs en 9. Sprache
5: Datenverwa ltu ng
77
Page 78

9.2 Struktur des Menüs "Service-Einrichter"
PROGRAMMIERUNG
AUTOMATIK
UNTERFADENSTICHE (Evtl.)
STÜCKZAHL
SPULENWECHSEL
UMBUGKONTROLLE
FADENWÄCHTER
NADELKÜHLUNG (Evtl.)
VORAUSRICHTEN
STAPLER
SERVICE
UNTERFADENSTICHZAHL
MAX. (Evtl.)
SERVICE EINRICHTER
VARIANTENWECHSEL
FORMWECHSEL
GESCHWINDIGKEIT
STICHLÄNGE
STAPLERWAHL
WECHSELMODUS
SERVICE EINRICHTER
PROGRAMMIERUNG
PROGRAMMKORREKTUR
EINRICHTARBEITEN
FRÄSEN
DATENVERWALTUNG
DISKETTENBETRIEB
SPS-BITANZEIGE
VARIANTENWECHSEL
SPRACHE
9762
EINZELNAHT LINKS
EINZELNAHT RECH TS
DOPPELNAHT RECHTS
DOPPELNAHT LINKS
PROGRAMMKORREKTUR
ECKENKORREKTUR
RIEGELKORREKTUR
VERSCHIEBUNG
SITCHLÄNGENKORREKTUR
UMBUGKORREKTUR
HUBLAGENVERSTELLUNG
SCHALTPUNKT DOPPELNAHT
FREIE KONTUR
EINRICHTARBEITEN
VERFAHREN X Y Z
EINZELSCHRITTMODUS
NÄHEN OHNE UMBUGGEN
AUSWERFER JUSTIEREN
FORMWECHSEL
BETRIEBSDATEN
BETRIEBSSYSTEM
MAX. UMBU GKORREKTUR
FRÄSEN
TRANSFERPLATTE
MITTELSCHIEBER
AUSSENRAHMEN
VORDERSCHIEBER (Evtl.)
SCHLAUCHEINSATZ
VERFAHREN IN X UND Y
POSITIONSABGLEICH
STRECKENABGLEICH
NÄHKOPF SENKEN
FRÄSERNUL LPUNKT EIN-
STELLEN
NÄHACHSE VERFAHREN
HANDBETRIEB
NADEL TIEFSTEL L. ANF AHR.
FADE NHEBEL HOCHS T. ANF.
FADE NABS CHNEIDE ABLA UF
NADELTIEFST. EINSTELLEN
ZICK- ZACK
DATENVERWALTUNG
PROGRAMM LÖSCHEN
TASCHENABMESS. DARSTELL.
TASCHENPARAMETER DRUCKEN
TASCHENVERZEICHNIS
PROGRAMME VERKETTEN
VERKETTUNG LÖSCHEN
PROGRAMM U M BENENNEN
DISKETTENBETRIEB
DISKETTE FORMATIEREN
INHALTSVERZEICHNIS
PROGRAMM LÖSCHEN
PROGRAMM SICHERN
PROGRAMM EINLESEN
SPRACHEN
DEUTSCH
ENGLISCH
FRANZÖSISCH
SPANISCH
ITALIENISCH
PORTUGIESISCH
POLNISCH
78
Page 79

9.3 Vorgänge im Menü "Programmierung"
Vorgang Funktion / Bemerkungen
"Einzelnaht links" – Dieser Modus ermöglicht das Programmieren einer Einzelnahtkontur
mit dem Nähst art au f d er li n k en Sei t e. Da be i be s te he n f olg en de Mö glichkeiten:
1. Wahl zwischen 16 Taschengrundformen
2. Wahl zwischen 6 Riegelversionen
3. Bestimmu ng de r P ara me te r we rte fü r die ge wä hl t e Taschenform
und Riegelversion
"Einzelnaht rechts" – Wie bei "Einzelnaht links" - jedoch mit dem Nähstart auf der rechten
Seite
"Doppelnaht rechts"
"Doppelnaht links" – W ie bei "Doppelnaht rechts" - nur mit dem Unterschied, daß der Näh-
– Dieser Modus ermöglicht das Programmieren einer Doppelnahtkontur
mit dem Nähstart auf der rechten Seite. Dabei bestehen folgende
Möglichkeiten:
1. Wahl zwischen 16 Taschenformen
2. Wahl zwischen 6 Riegelversionen bei Kl. 805-111
(Für Kl. 805-121 steht nur 1 Riegelversion zur Verfügung)
3. Bestimmu ng de r P ara me te r we rte fü r die ge wä hl t e Taschenform
und Riegelversion
start auf der linken Seite erfolgt
79
Page 80

9.4 Vorgänge im Menü "Programmkorrektur"
Vorgang Funktion / Bemerkungen
"Eckenkorrektur" – Position der Eckenstichpunkte im unteren Taschenbereich in X- und Y-
Richtung um bis zu 0,8 mm ändern. Dabei bleibt die Lage der Nahtstrecken un be einflußt.
– Eine K o r rek t ur i st nur im Basispro gr a mm " 00 " mö gl i ch , wirkt sich aber
in allen dazugehörigen Programmvarianten aus.
Siehe Thema 4. 2 de r Pro gr a mm i era nl e i tu ng .
"Riegelkorrektur" – Position der beiden Eckenstichpunkte im Riegelbereich in X- und Y-
Richtung um bis zu 0,8 mm ändern. Dabei bleibt die Lage der Nahtstrecken un be einflußt.
– Korrekturen sind nur im Basisprogramm "00" möglich, wirken sich
aber auch in allen dazugehörigen Programmvarianten aus.
Siehe Thema 4. 2 de r Pro gr a mm i era nl e i tu ng .
"Verschieben" – Position des g es a mt en Na ht bil d es i n X- un d Y-Richtung um bis zu 0,5
mm ändern.
– Korrekturen sind sowohl im Basisprogramm als auch in allen dazuge-
hörigen Varianten mögli ch.
Siehe Thema 4. 4 de r Pro gr a mm i era nl e i tu ng .
"Stichlängenkorrektur"
"Umbugkorr e kt u r" – Posi ti o n d er N ah ts t r eck e n d ur c h Verschiebe n v o n d er e n E n dp un k te n
"Hublagenv ers t el lu ng " – "Höher e Hu bl a ge de s Nä hf uß e s" i n d en ge wü nsc h te n N ah ta bs ch ni t -
– Stic hl ä ng e i n ne r ha l b d es festgelegten Be r eic h s au f d er g es a mt en
Nahtstrecke ändern.
– Eine K o r rek t ur i st nur im Basispro gr a mm " 00 " mö gl i ch , wirkt sich aber
in allen dazugehörigen Programmvarianten aus.
Siehe Thema 4. 3 de r Pro gr a mm i era nl e i tu ng .
ändern.
Dabei können die Punkte um bis zu 0,5 mm in X- und Y-Richtung "verschoben" werden.
– Eine parallel zur linken oder rechten Seitennaht verlaufende "Zusatz-
naht" einge be n.
– Diese Korrekturen bzw. Eingab en s i nd mi t de r B il du ng ei n er P ro-
grammvariante von dem Basisprogramm verbunden.
Siehe Thema 4. 5 de r Pro gr a mm i era nl e i tu ng .
ten eingeben .
– Diese Eingabe ist mit der Bildung ein er speziellen Prog ram mv a r i an te
von dem Basi s pro gr a mm od er e i ne r an de r en P rogrammvariante v erbunden.
Siehe Thema 4. 6 de r Pro gr a mm i era nl e i tu ng .
80
Page 81

9.5 Vorgänge im Menü "Einrichtarbeiten"
9.5.1 Vorgänge auf der 1. Ebene des Menüs
Vorgang Funktion / Bemerkungen
"Verfahren X-, Y- und Nähachse"
"Einzelschrittmodus"
"Nähen ohne Umbuggen" – Grundteil unter die Transferplatte legen und den Nähvorgang starten,
"Auswerfer justieren"
"Formwechsel"
"Betriebs da te n" – Betri eb s da te n a bf r ag en un d t ei l w ei s e k orr i g ier e n.
– Die Vorgänge in diesem Menü beschreibt das Thema 9.5.2
– Umbugvorgang zur Funktionskontrolle schrittweise aktivieren und da-
nach bei Bed ar f de n N äh- und Stapelvor ga ng s ta r te n.
Die Nähgeschwindigkeit kann in 5%-Sprüngen geändert werden. Siehe Thema 9.5.5.
um z. B. eine Funktionskontrolle zu ermöglichen.
Die Nähgeschwindigkeit kann in 5%-Sprüngen geändert werden. Siehe Thema 9.5.6.
– Ausroller mit "niedriger" oder "hoher" Drehzahl laufen lassen, um eine
Einstell un g d er Drehzahlen mit de m P o te nt i om et er zu er m ög l i chen.
Siehe Thema 7.4.
– Teile des Formensatzes wechseln.
Siehe Thema 4.4 der Bedienanleitung.
Siehe Thema 9.5.7.
"Betriebssystem"
"Max. Umbugkorrektur" – Korrekturen im Modus "Umbugkorrektur" über das Maß von 0,5 mm
– Wechsel des Betriebssystems ermöglichen.
Siehe Thema 11.
hinaus bis 20 mm ermöglichen. Dies ist z. B. bei schrägen Tascheneingriffen notwendig.
81
Page 82

9.5.2 Vorgänge im Menü "Verfahren X-, Y- und Nähachse"
Vorgang Funktion / Bemerkungen
"Positionsabgleich"
"Streckenabgleich" – Mit speziellen Lehren die Schlittenstrecken in X- und Y-Richtung "ab-
"Nähkopf se nk e n" – Nähkopf senken und damit da s Me nü " Nä ha c hs e v erf ah r en " au frufen.
"Fräsernullpunkt einstellen"
9.5.3 Vorgänge im Menü "Nähachse verfahren"
Vorgang Funktion / Bemerkungen
"Handbetrieb"
– Position der Transferschlitten zur Umbug- und Nähstation mit speziel-
len Lehren "abgleichen". Siehe Thema 6.3.
gleichen".
Siehe Thema 6.2.
Siehe Thema 9.5. 3.
– Position der Transferschlitten zur Frässtation prüfen und evtl. korrigie-
ren.
Siehe Thema 6.4.
– Nähma s chi n e m i t de r Taste ↓ laufen lassen, um z. B. die Nähkopf-
schmierung einzustellen. Die Drehzahl, die auf dem Bildschirm in %Werten angezeigt wird, kann mit den Tasten ← → in 5%-Sprüngen
verändert werde n.
"Nadelti ef st e ll un g a nfahren"
"Fadenhebelhochstellung"
anfahren
"Fadenabschneideablauf" – Fadenabschneider zur Funktionskontrolle aktivieren.
"Nadelti ef st e ll un g e i ns t el l e n" – Akti v i eru ng s z ei t pu nk t de s Fad en abschneiders und da mi t di e " 1. P osi t i-
"Zick-Zack"
– Armwe ll e i n de r Nä hm as c h ine bi s zu r "1. P os ition" drehen, um de ren
Kontrolle zu ermöglichen.
– Armwelle in der Nähmaschine in die "2. Position" drehen, um deren
Kontrolle zu ermöglichen.
on" bestimme n.
– Bei der Nähmaschine für Kl. 805-111:
Stichstel l er i n di e P os ition für den Zick- Zack-Betrieb bri n ge n, um bestimmte Einstellungen kontrollieren zu können.
82
Page 83

9.5.4 Für Einstellungen an der Nähmaschine die Motore in den Zustand "Sicherer Halt" bringen
Einstellungen an der Nähmaschine und am Fadenabschneider dürfen nur kontrolliert und
korrigiert werden, wenn alle Antriebe mit der Taste "o" außer Betrieb gesetzt sind
und sich dami t i n d em Z ust and "Sicherer Ha lt" b efinden. Diese Vorschrif t i s t erfüllt,
wenn die Lamp e h 40 " S ic he r er Halt" leuchtet .
Die Nichteinhaltung dieser Vorschrift kann zu körperlichen Verletzungen führen !
Bedienungsfolge Bemerkungen /Bildschirmtext (BT)
Voraussetzung:
– Menü "Service-Einrichter"
aufgerufen
Menü "3" auf ruf en :
1.
– Taste 3 drü c k en – BT:
Menü "1" auf ruf en :
2.
– Taste 1 drü c k en
–BT:
3: Einrichtarbeiten
1: Verfahren X-, Y- und Nähachse
– Transferplatte nach hinten
BT:
Nähkopf se nke n
Vorgang "Nähkopf senken"
3.
aufrufen:
– Entsprechende Taste
drücken
4.
Antriebe in einen "Sicheren Halt" bringen:
Mit der Taste "0" die
Lampe h40 einschalten.
Evtl. Nähgut au fl a ge
5.
herausnehmen
6.
Einstellungen vornehmen – Wie beim jeweiligen Thema beschrieben
– Aufruf de s Me nü s " Nä ha c hs e v erf ah r en "
– Für Einstellung unterhalb dieser Auflage
83
Page 84

9.5.5 Bedienungsfolge beim Vorgang "Einzelschrittmodus"
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Menü "Service-Einrichter"
aufgerufen
– Leuchte in der Taste "I" ein
– BT: 3: Einrichtarbeite n
Menü "3" aufrufen
1.
– Taste 3 drücken – BT: 2: Einzelschrittmodus
2.
Vorgang "2" wählen:
– Taste 2 drücken – BT: Start und nächster Schritt: "Start"
Schritte aufrufen:
3.
– Taste b1 entsprechend
häufig betät i ge n
Wenn der Umbugvorgang
4.
zu wiederholen ist:
– Taste b23 drücken – Die Teile des Umbugsatzes nehmen wieder ihre Ausgangsstellung ein.
– Taste b1 entsprechend
häufig betät i ge n
Wenn der Ablauf fortzu-
5.
setzen ist:
–Taste "I" drücken
– Taste b 1 entsprechend
häufig betät i ge n
:
– Wenn der Umbugvorgang beendet ist, erscheint folgender BT:
Start und nächster Schritt: "Start"
Umbuggen: "Wi e de rho l un g"
Nähen: "Abla uf fre i "
– BT: Start und nächster Schritt: "Start"
9.5.6 Bedienungsfolge beim Vorgang "Nähen ohne Umbuggen"
Bedienungsfolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service-Einrichter"
aufgerufen
1.
Menü "3" aufrufen:
– Taste 3 drücken – BT: 3: Nähen ohne Umbuggen
Vorgang "3" wählen:
2.
– Taste 3 drücken – BT: Veränderung der Geschwindigkeiten mit ← →
Nähgut unter die Transfer-
3.
platte legen:
Nähvorgang starten:
4.
– Taste b1 drü c k en
– BT: 3: Einrichtarbeite n
– Mittelschieber nach unten
84
Page 85

9.5.7 Betriebsdaten aufrufen und evtl. ändern
Bedienungsfolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service Einrichter"
aufgerufen
Menü "3" auf ruf en :
1.
– Taste "3" drücken – BT:
6: Betriebsdaten
Vorgang "6" wählen:
2.
– Taste "6" drücken
3.
Wenn die Werte von "1"
und "2" zu änd er n s ind :
– Taste "1" oder "2" drücken
– Wert ents prechend ändern
– Maschine ausschalten
–BT:
1: Annähdrehzahl (400): 400
2: Stiche mit Annähdrehzahl (1):1
Einschaltzeit:
Nähzeit:
Stückzahl:
Formwechsel:
Nach Änderung: Maschine ausschalten
– Nur die Werte der mit "1" und "2" gekennzeichneten Daten lassen sich
verändern. A us de n i n de n K l am me r n s te he nd en Za hle n " 40 0" un d " 1"
gehen die Ausgangswerte hervor
9.6 Vorgänge im Menü "Fräsen"
Weitere Informationen enthält das Thema 2 der Programmieranleitung.
Vorgang Funktion / Bemerkungen
"Transferplatte"
"Mittelschieber"
"Außenrahm en"
"Vorderschieber"
– "Nähschlitz" fräsen
– Fase an beiden Seiten des Nähschlitzes fräsen
– Bei D op pe l nä ht en : 4 Nu te n f ür d i e Führung des Innensc h i eb er s fräsen
– Außenk o nt ur d es oberen und untere n S ch i eb er b l eches fräsen
– "Sichtfenster" in beide Schieberbleche fräsen
– Zentrierbohrungen in die Platte für den Außen- und Innenrahmen frä-
sen
– Innenkontur des Außenrahmens und Außenkontur des Innenrahmens
fräsen
– Kontu r de s Vorderschi e be r s für die "runden" Taschenformen "1000"
und "1500" fräsen
"Schlaucheinsatz" – Nut für den Schlauch in diesem Einsatz fräsen
85
Page 86

9.7 Vorgänge im Menü "Datenverwaltung"
Weitere Infor ma ti o ne n e nt hä l t d as T h em a 7 de r Pr o gra mmieranleitung
Vorgang Funktion / Bemerkungen
"Programm lös c h en " – Programm im S p ei c h er l ö s c he n.
Für diesen Vorgang ist di e E i ng ab e d er l a uf en de n Nu mm er de s bet reffenden Progr am ms n ot we nd i g. Wenn di e s di e Nr. eine Bas is p r ogramm ist, werden auch alle dazugehörigen Programmvarianten gelöscht.
"Taschenabmessungen darstellen"
"Taschenparameter drucken"
"Taschenverzeichnis"
"Programm e ve r k et te n"
"Verkettung lösche n"
– Darstellung folgender Abm essungen bzw. Daten:
Taschengeometrie
Parameterwe r te de r Tasche und des Riegels
Transferplatten-Kodierung
– Die a uf de m B i l d sc hi r m da rge s te l l te P arameterwerte des aufgerufe-
nen Taschenpro gr a mm s ausdr u c ken .
Dieser Vorgang ist jedoch nur möglich , w en n eine entsprechen de
Schnittste l l e a n d er Maschine exist i ert un d ein Drucker zur Verfügung
steht.
– Auflistung aller Programme im Speicher
– 2 oder mehrere in ihrer Geometrie nur geringfügig voneinander abwei-
chende Taschenprogramme verketten, um sie mit einem Formensatz
umbuggen und n äh en z u k ö nn en
– Verkettung vo n Taschenprogrammen wied er l ös ch en
86
Page 87

9.8 Vorgänge im Menü "Diskettenbetrieb"
Weitere Informationen enthält das Thema 6 der Programmieranleitung.
Vorgang Funktion / Bemerkungen
"Diskette f orm at i ere n" – Fabrik ne ue Dis k e tt e "v o rbe r ei t en ", u m d i e S p ei ch er u ng von Da te n z u
ermöglichen.
"Inhaltsverzeichnis"
"Programm lö s c he n"
"Programm si c h ern "
"Programm ei nle s en " – Gewüns cht es P ro gr a mm von de r Dis k e tt e im La uf we r k in d en S pe i -
– Aufli s tu ng aller Programme , d i e a uf de r Di s kette gespeichert s i nd .
– Gewünschtes Programm auf der Diskette löschen.
Für diesen Vorgang ist die Eingabe der laufenden Nr. des betreffenden Programmes notwendig. Wenn dies die Nr. eines Basisprogramms ist , w er d en au c h a l le d az u ge hö r i ge n P ro gr a mm v ari a nten gelöscht.
– Gewünschtes Programm vom Speicher in der Maschine auf die Disket-
te im Laufwe rk üb er t r ag en un d d ort speichern.
cher der Masc h i ne üb er t rag en.
– Ein an e i ne r Ma s chi n e g ebildetes Progr am m kann also über die Vor-
gänge "Programm sichern" und "Programm einlesen" auf eine andere
Maschine über t rag en we r de n.
9.9 Vorgänge "SPS-Bit-Anzeige", "Variantenwechsel" u nd "Sprachen"
Vorgang Funktion / Bemerkungen
"SPS-Bit-Anzeige" – Abfrage von Eingangs- und Ausgangssignalen.
Siehe Thema 10.
"Variantenwechsel"
"Sprachen"
– Eine an de r e Variante des be tre ffend en B as is p r og ram ms w äh l en .
– Deutsche, englische, französische, spanische, portugiesische, polni-
sche oder italienische Bildschirmtexte wählen.
87
Page 88

10. Eingangs- und Ausgangssignale abfragen
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service-Einrichter"
aufgerufen
Vorgang "7" aufrufen:
1.
– Taste "7" drücken – BT:
–BT:
7: SPS-Bit-Anzeige
XXX
XXXXXXX XXXXXXXXX XXXXXXXX XXXXXXXXX
XXXXXXX XXXXXXXXX XXXXXXXX XXXXXXXXX
– Erläuterung zu den Angaben im "umrahmten Feld":
Die 3-stellige Nr. in der oberen Reihe kennzeichnet die mit den Tasten
← → gewählte Adresse. So ist z. B. für die Abfrage von Ausgangssignalen die Adresse "064" aufzurufen
In den beiden unteren jeweils 32-stelligen Zahlenreihen steht entweder eine 0 für "Signal nicht vorhanden" oder eine 1 für "Signal vorhanden". Welche Si gn al e an we lc he r S te l l e a ngez e i gt we rde n, ge ht au s
den Elektro pl ä ne n h erv o r.
– Die Signalanzeige erfolgt in jedem Menü bei jedem Funktionsschritt.
2.
Wenn Eingangssignale
abzufragen sind:
– Adresse "000" mit den
Tasten ← → aufrufen
– Position der Anzeige
ermitteln
– Anzeige prüfen.
3.
Wenn Ausgangssign ale
abzufragen sind:
– Adresse "064" mit den
Tasten ← → aufrufen
– Position der Anzeige
ermitteln
– Anzeige prüfen
Wenn die Signalanzeige
4.
zu löschen ist:
– Menü " Service" aufruf en
– Menü "Service-Einrichter"
aufrufen
– Vorgang "SPS-Bit-Anzeige"
aufrufen
– Siehe Auflistung in den Elektroplänen.
So geht z. B. aus der Positionsbezeichnung "0.3" für das Signal "Nähkopf unten" folgende Information hervor:
0 = Erste 8-stellige Zahlenreihe
3 = 4. Stelle in der jeweiligen Zahlenreihe
– Siehe Auflistung in den Elektroplänen.
88
Page 89

11. Betriebssystem wechseln
– Die Daten des Betriebssystems sind in den Eproms auf der Platine enthalten.
– Im RAM-Bereich befinden sich neben den maschinenspezifischen Daten, die auf der Innenseite des
Deckels für den Einschub des Diskettenlaufwerks stehen, auch noch die Daten aller Taschenprogramme. Da beim Wechsel des Betriebssystems auch alle Daten im RAM-Bereich gelöscht werden, sollten
vorher alle Taschenprogramm-Daten abgefragt oder mit einem Drucker ausgedruckt werden. Wenn ein
Diskettenla uf we r k vor h an de n is t , k ö nn en die Da te n a uc h au f e i ne Dis k e tt e ü be rtr a gen werden.
Bedienungsfolge Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Menü "Service-Einrichter " gewählt
– Daten der Taschenprogramme entweder
abgefragt oder ausgedruckt oder auf eine
Diskette übertragen
Menü "3" wäh l en ;
1.
– Taste "3" drücken – BT:
–BT:
3: Einrich ta rbe i te n
– Wie be i de n T h em en 6. 2, 6.3 und 5.4 der
Programmieranleitung erläutert
5: Betriebssystem
Vorgang "5" wählen:
2.
– Taste "5" drücken
Maschinenspezifische Daten auf dem Aufkleber
3.
mit den Daten au f d em B i l ds chirm vergleiche n
und evtl. kor ri g i eren:
– Daten vergleichen
– Evtl. Angaben korr igieren – Bei unterschiedlichen Daten sind die Angaben
Fragen beantworten und Maschine ausschalten:
4.
– Taste " Yes" drücken
– Taste " Yes" drücken – BT:
– Hauptschalter ausschalten
– Neben der Auflistung der
maschinenspezifischen Daten erscheint
folgender BT:
Sind alle Programme auf Floppy gesichert
– Der Aufkleber befindet s i c h auf der Inne ns e i te
des Deckels 2 (S ei t e 9 0) f ür d en E i ns ch ub de s
Diskettenlaufwerks
auf dem Aufkleber entsprechend zu korrigieren
–BT:
Soll das BS jetzt gewechselt werden
Maschine ausschalten
89
Page 90

5. Eproms wechseln:
– Steu ere i nh ei t he r au s zi eh en
– "Alte" Eproms" aus der Platine 1 herausziehen
– "Neue" Eproms einsetzen
– Steuereinheit hineinschieben
Maschine einschalten und Sprache wählen:
6.
– Haupt s c ha l te r ei n s c ha lten
– Gewü nsc h te S pr a c he mit der betreffenden
Taste wählen
7.
Maschinensp ezi f i sc he Da te n ei ng eb en :
– Daten mi t de r Me nü ta s te au fr u fe n – BT:
– Daten ei n gebe n – Wie auf de r In ne ns e i te de s De c k els 2 fü r de n
– Dazu das Arretierblech nach unten drücken
– Dabei folgendes beachten:
– Die mi t de n N um me r n 1 - 15 ge kennzeichneten
Eproms mit den betreffenden Sockeln verbinden
– Die K erb en v on de n E p r om s un d S o ck el n
müssen übereinander stehen
–BT:
Sprachen
1: Deutsch
2: Englisch
3: Französisch
4: Spanisch
5: Italienisch
Q 1050
1051
Q 2050
2051
R 7
R 8
R 12
R 51
Einschub d es D i s ket t e nlaufwerks angegeben
– Nach der Eingabe des letzten Wertes erscheint
folgender B T:
Maschine ausschalten
8.
Maschine ausschalten
– Nach dem erneuten Einschalten der Maschine
sind entweder wieder alle Programme neu zu
bilden oder alle Programme von der Diskette in
die Maschine einzulesen
90
Page 91

12. Pneumatische Wartungseinheit
12.1 Luftfilter und Wasserabschneider
Erläuterung:
Dieses Gerät 0. 2 s o l l S c hm ut z pa rti k e l un d Wasser
ausscheiden, um Verstopfungen und
Rostbildungen im pneumatischen System zu
verhindern.
Die Entleerung des Plastikbehälters erfolgt
automatisch du r ch ein Schwimmerv en ti l , we nn ei n
bestimmter Wasserstand erreicht wird.
Regel:
– Nach jedem 5. Maschinenzyklus soll 1 Tropfen
in den Luftstrom fallen.
Die Düse muß sich in der Stellung A befinden.
–
Der Ölspiegel muß sich oberhalb der
–
Saugrohröffnung befinden.
Wartung:
Der Filtereinsatz ist in vierteljährlichen
Abständen mit Benzin oder Petroleum zu
reinigen, b ev o r de r Lu ft dr u c k ab s i nk t .
– Druckluftzufuhr mit Sperrventil unterbrechen
– Pneum at i sc he s S y ste m entlüften
– Plast i k be hä l te r abschrauben
– Filte rei n s at z ab s c hra ub en
12.2 Druckminderventil
Erläuterung:
Das Druckminderventil 0.3 soll den Netzdruck von
7-10 bar auf de n B e tr iebsdruck von 6 ba r
verringern, um konstante Kolbengeschwindigkeiten
und Zylinderkräfte zu erreichen.
Bei einem N et zdr u c k von me hr a l s 10 ba r i s t e i n
weiteres Druckminderventil "vorzuschalten".
Regel:
Der Betriebsdruck soll 6 bar betragen.
Korrektur:
Schraube zur Vergrößerung der Fördermenge in
die Richtung "+" drehen. Zur Verringerung der
Fördermenge ist die Schraube in die Richtung "-"
zu drehen.
Nachfüllen:
– Druckluftzufuhr mit dem Sperrventil
unterbrechen
– Pneum at i sc he s S y ste m entlüften
– Schra ub e h er a usd r eh en
– Hydrauliköl "ESSO Nuto H 68" oder ein
anderes Öl mit folgenden Richtdaten bis zur
Markierung "max" nachfüllen:
2
Viskosität bei 40° C: 66 mm
Flammpunk t : 236° C
/s
Wartung:
Der Ölstand ist in vierteljährlichen Abständen zu
kontrollieren.
Kontrolle:
Eingestell t en Dr u ck am Ma no meter ablesen.
Korrektur:
Knopf entsprechend drehen.
12.3 Nebelöler
Erläuterung:
Der Nebelöler 0.4 soll alle beweglichen Teile des
pneumatischen Systems mit Öl versorgen, um den
Verschleiß und die R eibkräfte zu verri ng er n un d u m
Korrosion zu verhindern.
0.4 0.3 0.2
91
 Loading...
Loading...