


Indice: Página:
Preámbulo e indicaciones generales sobre seguridad
Parte 1ª: Instrucciones de manejo Cl. 805
1. Descripción de la máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2. Elementos de manejo y funcionamiento
2.1 Elementos en el cabezal de coser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6-9
2.2 Elementos del panel de mandos del monitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
2.3 Elementos debajo del monitor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.4 Elementos de la estación de doblado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12, 13
2.5 Elementos de los dos carros transfer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
2.6 Elementos del expulsor de rodillos y del apilador . . . . . . . . . . . . . . . . . . . . . . . . . 15
2.7 Elementos en el bastidor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16, 17
2.8 Elementos de la unidad de fresado . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
3. Conexión, puesta a cero, puesta en marcha y desconexión de la máquina
3.1 Conectar la máquina y poner los carros a cero . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
3.2 Leer codificación y recuperar el menú "Automático" . . . . . . . . . . . . . . . . . . . . . . . . 20
3.3 Variar las entradas en el menú "Automático" . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
3.4 Colocar los recortes e iniciar el ciclo automático . . . . . . . . . . . . . . . . . . . . . . . . . . 22, 23
3.5 Ciclo automático . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24–26
3.6 Desconectar la máquina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
4. Procesos dentro del menú "Servicio"
4.1 Proceso "Número máx. de puntadas del hilo inferior. . . . . . . . . . . . . . . . . . . . . . . . 27, 28
4.2 Proceso "Preparador Servicio" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
4.3 Proceso "Cambio de variante" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
4.4 Proceso "Cambio de forma" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29–31
4.5 Proceso "Velocidad" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
4.6 Proceso "Longitud de puntada" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
4.7 Proceso "Selección del apilador" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33, 34
4.8 Proceso "Modo alternativo" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
5. Procesos diversos
5.1 Interrumpir el ciclo con la tecla "0" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
5.2 Subsanar la rotura de hilo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
5.3 Cambiar la canilla después de la indicación "Hilo inferior insuficiente" . . . . . . . . . . . . . 36
5.4 Accionar el interruptor "Paro de emergencia" en situaciones de emergencia . . . . . . . . . . 37
5.5 Con la tecla "0" conectar la lámpar a "Paro seguro de los mo tores" p ara a ctuar en l a máq uina de cose r 38
5.6 Indagar el estado después de la indicación "Stop" . . . . . . . . . . . . . . . . . . . . . . . . . 38
5.7 Retirar el paquete de piezas cosidas del apilador . . . . . . . . . . . . . . . . . . . . . . . . . 39
6. Manejo de la máquina de coser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40–43
7. Mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44–45
Parte 1ª: Instrucciones de manejo
1. Descripción de la máquina
1.1 Datos técnicos
Données techniques 805-111100 805-121100
Dimensions champ de couture (Largeur x profondeur) 200 x 220 200 x 220
Système d’aiguilles 134 ou Sy 1955-01MR 134
Grosseur d’aiguilles [Nm] 80 – 140 ou MR3 - MR6 70 – 110
Grosseur fil d’aiguille [Nm] 15/3 50/2
Numéro de points max. [1/min] 3700 4000
Longueur de points [mm] 0,8 – 3,5 0,8 – 3
Vitesse max. sur le tr ajet lors de la couture [m/min]
lors du transfert [m/ min]
Trajet de transfer t [mm] 550 550
Pression de travail [bar] 6 6
Consommation d’ air [NL/cycle] 30 28
Poids [kg] 755 745
Dimensions d’encombrement [mm]
(Largeur x profondeur x hauteur)
1880 x 1720 x 1750
1880 x 1360 x 1370
12
60
Expédition:
1880 x 1720 x 1750
Expédition:
1880 x 1360 x 1370
12
60
1.2 Patentes
Se aplican la s s i gu ie ntes patentes y mo de lo s de utilidad:
Estado: 12.11.1991
1) DE – PS 3709232 5) DE – PS 2607279
IT – PS 1216156 IT – PS 1077767
US – PS 4819572 JP – PS 1231614
US – PS 4869185 US – PS 4073251
2) DE – PS 3709210 6) IT – PS 1161637
IT – PS 1216158 JP – PS 1572448
US – PS 4793272 US – PS 4502398
3) DE – PS 3724002 7) DE – PS 3212543
IT – PS 1226344 IT – PS 1151267
US – PS 4809627 JP – PS 1335713
US – PS 4478162
4) DE – GM 8807180
5
1 2 3 4 5 6 7 8
12
12
13
13
14
14
6
2. Elementos de manejo y funcionamiento
2.1 Elementos en el cabezal de coser
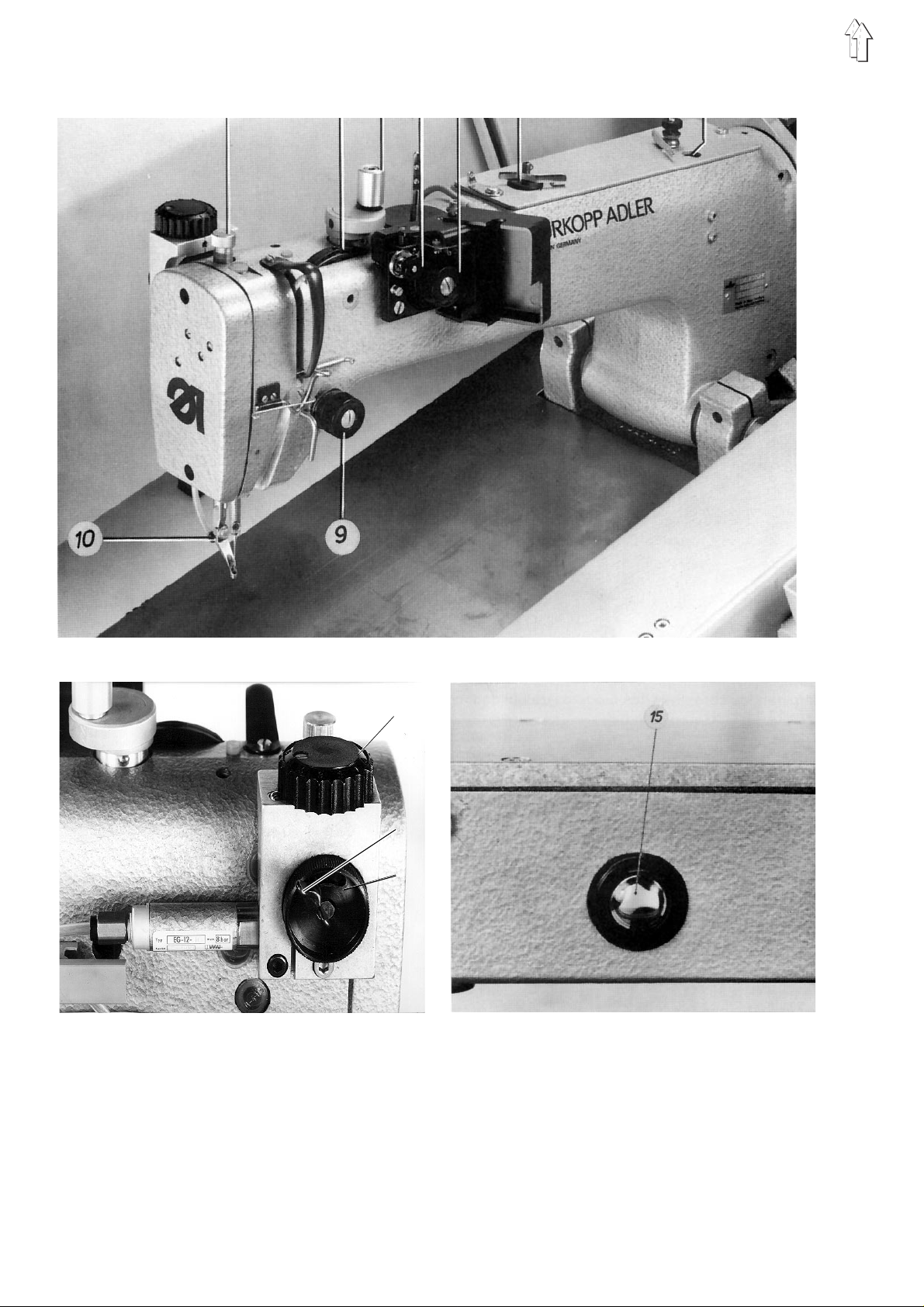
2.1.1 Elementos en el cabezal de coser de la subclase 121
Elemento Función
Rueda de ajuste 14 – Ajuste de la po sic ión in feri or d e l a c a rr era d el pre ns a te la s
Rueda de ajuste 12 – Ajuste de la po sic ión s up erior de la carrer a d el pre ns a te la s
Tornillo moleteado 1 – Regulación de la presión del prensatelas
Botón girato rio 9 – Ajuste de la te ns i ón principal del hi lo de la aguja
Botón giratorio 4 – Ajuste de la te ns i ón previa d el hilo de la aguja
Monitor del hil o 5 – Avi s ar l a r o tu ra de l hilo
Refrigeración de la aguja 10 – Refrigerar la aguja
Botón giratorio 7 – Ajuste de la tensión del hilo al bobinar
Mecanismo de bobinado 6 – Bobinar el hilo del garfio
Manivela 3 – Llevar la barra de la aguja a la posición deseada después de
conectar la lámpara "Paro seguro de los motores " - ver 5. 5
Ve ntanilla 2
Tubuladura 8
Mirilla del nivel de aceite 15
– Controlar el suministro de ace it e a l cabezal de coser
– Ve rter acei te en el c árter
– Control del n ivel d e a c ei te en el cár te r
7
8

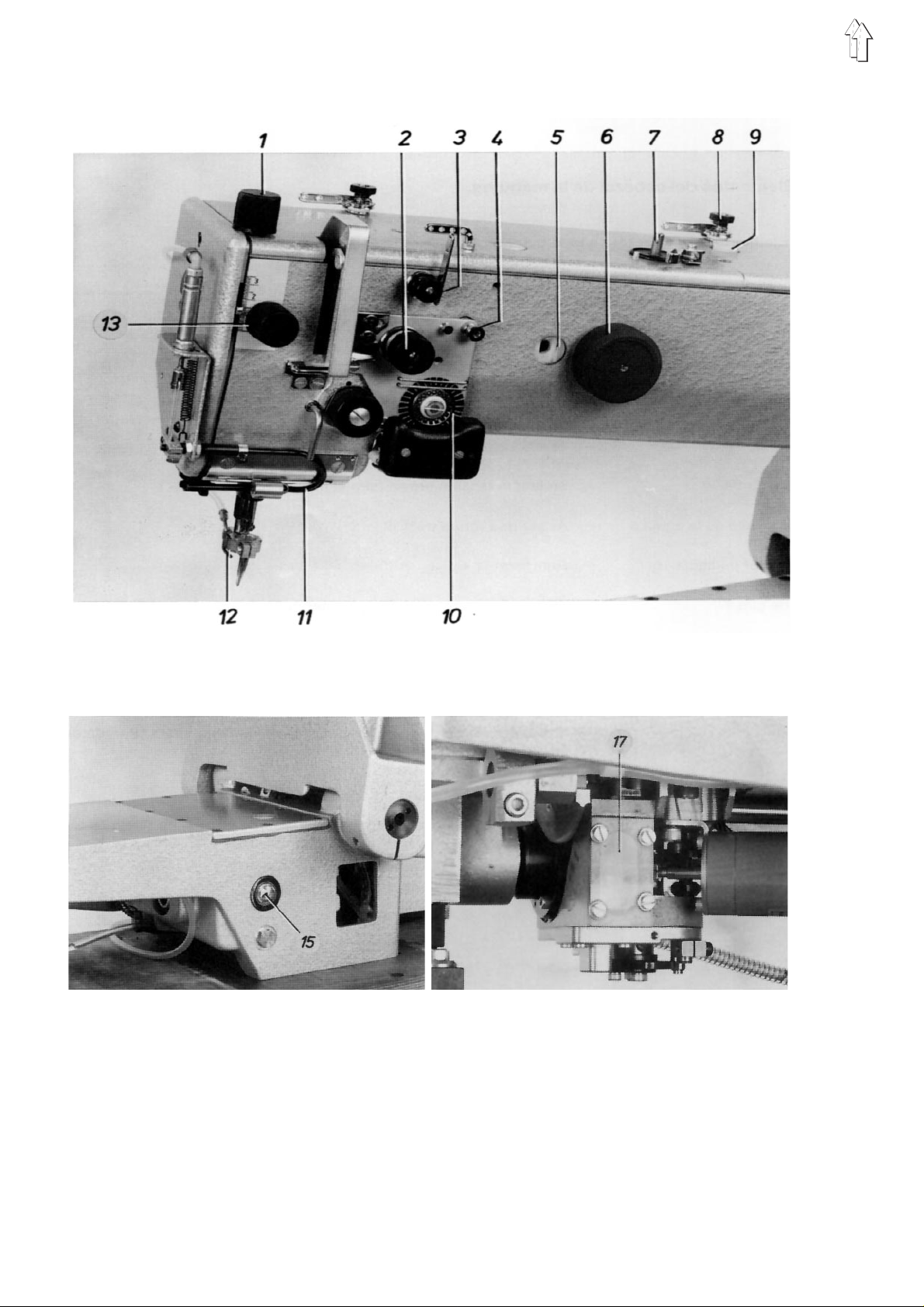
2.1.2 Elementos en el cabezal de coser de la subclase 111
Elemento Función
Botón girato rio 13 – Ajustar la po s ici ón inferior de la carr er a d el pr e ns a te la s
Botón giratorio 1 – Ajustar la posición superior de la carrera del prensatelas
Botón girato rio 2 – Ajustar la tensión princ i pa l d el hi lo de la aguja
Botón giratorio 3 – Ajustar la te nsi ón pr evia del hi lo de la ag uj a
Botón pulsador 4 – Levantar el tensor del hilo
Botón giratorio 8 – Ajustar la tensión del hilo para el bobinado
Rueda de ajuste 6 – Llevar la barra de la aguja a la posición deseada después de
conectar la lámpara "Paro seguro de los motores " - ver 5. 5
Mecanismo de bobinado 7
Ve ntanilla 5
Ve ntanilla 17
Visor 15
Tubuladura 9
Refrigerado r de la aguja 12
Monitor del hil o 1 0
Tira-hilo previo 11
Monitor del h ilo in fer io r – Mediante la reflexión del rayo de luz sobre l a s u pe r fi c ie pu li da del
– Bobinar el hilo del garfio
– Controlar el suministro de ace it e a l cabezal de coser
– Controlar el nivel de aceite en la caja del garfio
– Controlar el nivel de aceite en el cárter
– Ve rter acei te en el c árter
– Refrigerar la ag uj a d espués de conect ar l a m áq ui na
– Avisar rotura del hilo
– Durante la ac ti vaci ón de l c o rta-hilo " tirar previamente" del hilo, de
forma que este te nga la longitud nec e saria para coser c o n s e gu ridad
núcleo de la bo bi na , l a b a rr e ra lu mi no s a d e e s te di s po s it ivo ad ic i on a l
detecta que la bo bi na es t á vacía a exce pci ón de una pequeña
cantidad de hi lo res i du al . Después del c icl o d e c o st u ra ap ar e c e
entonces el aviso "Hilo inferior insuficiente"
9
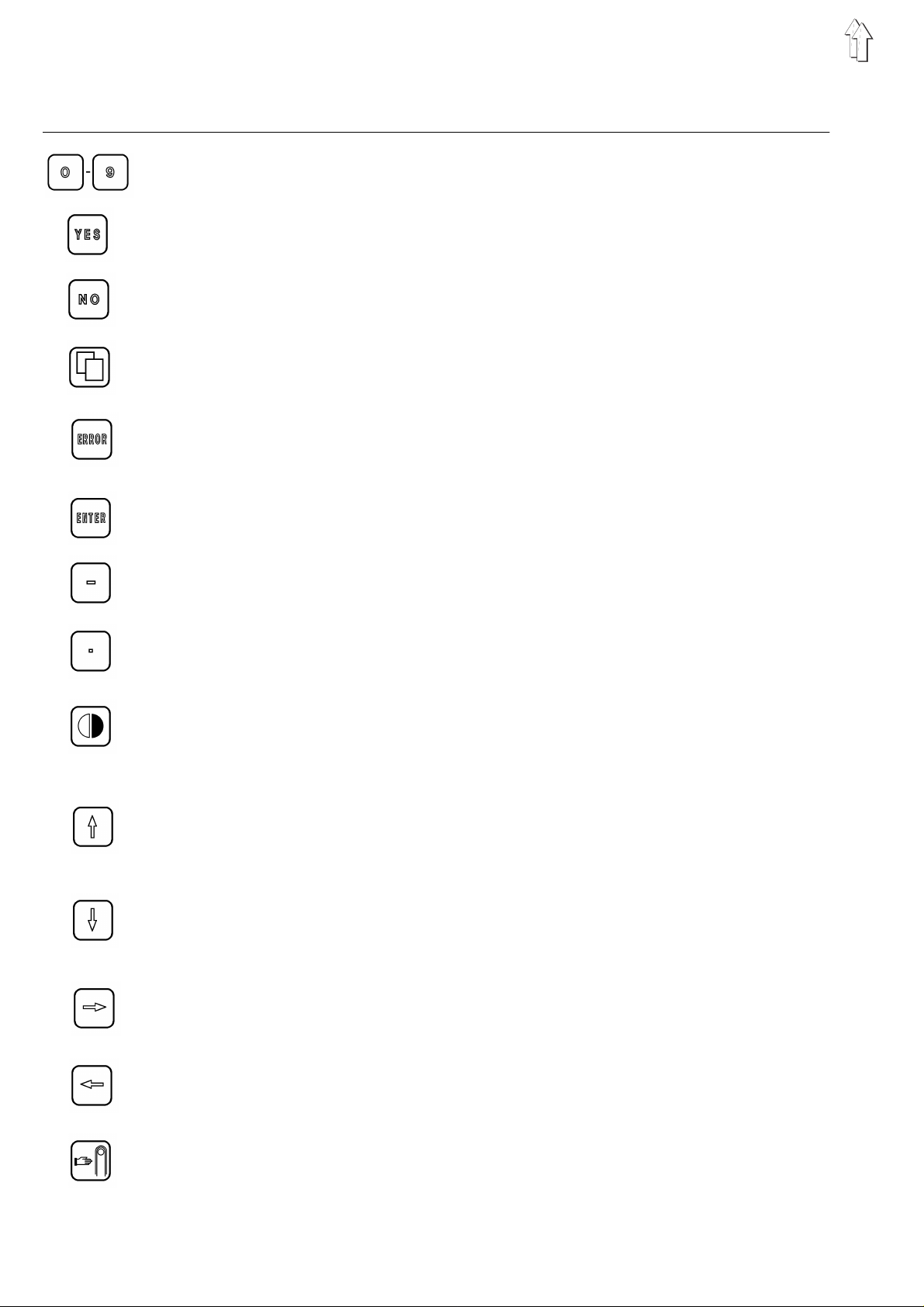
2.2 Elementos del panel de mandos del monitor
Tecla Función
– Introducci ón d e nú me r os
– Responder "Sí" a la pregunta de la pantalla
– Responder " No" a la pregunta de la pa nt al la
– Esta "Te c la de me nús " p ermite el "Hoj ea r ha c ia ad elante o hacia
atrás" p. ej., para recuperar el menú deseado
– Preguntar l a c a us a del fallo después de ap arecer "Stop" en la pa ntalla
– Concluir el p roc e s o d e i nt rod uc c i ón
– Introducci ón de un valor nu mé rico negativo
– Introducci ón de valore s num ér i c os con no todas las ci fr as
– Oscurece r la pantalla
– Llamar uno de 2 procesos selec c i on ables
– Hacer marc ha r la má qu ina después de ac t ivar el pr o c es o "Marcha
manual"
– Desplazar el cursor hacia arriba
– Llamar uno de 2 procesos selec c i on ables
– Desplazar el cursor hacia abajo
– Aumentar los valores num ér i c os indicados
– Desplazar el cursor hacia la derecha
10
– Disminuir los valores numéricos indicados
– Desplazar e l cu r s or h ac i a l a iz qu ie r da
– Permitir retirar el paquete de piezas cosidas del apilad or
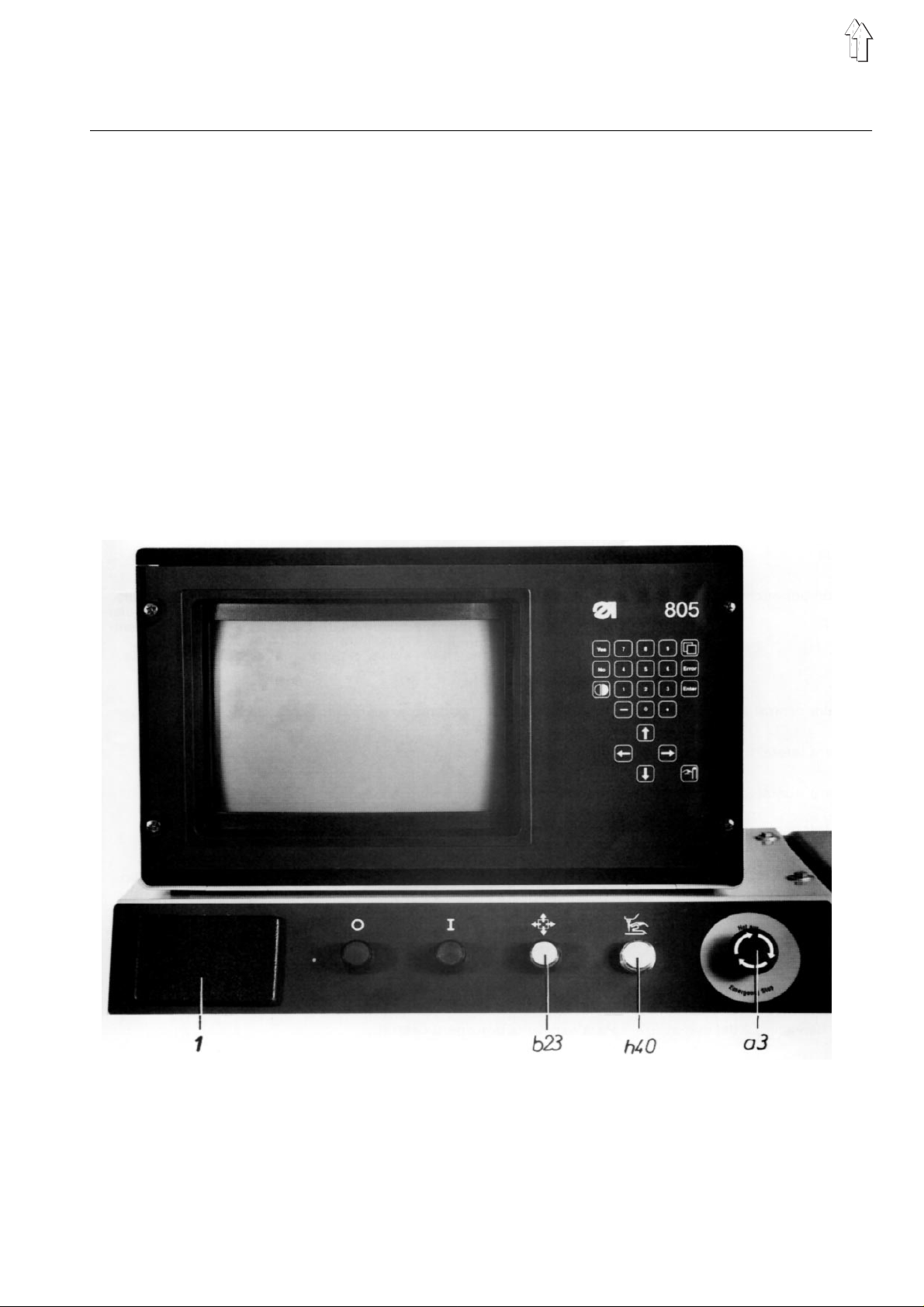
2.3 Elementos debajo del monitor
Elemento Función
Tecla "0" – Interrumpir el ciclo de la máquina
– Para actividades en la máquina - como p. ej., enhebrar,
cambio de aguja o de bobina - parar los motores y con ello
llevarlos a un "Paro segur o"
Tecla "I" – Permitir e l i ni c io del proceso s eleccionado
Tecla b23 – Repetir el proceso de doblado dentro de los ciclos
"Automático" y "Servicio"
Lámpara h40
Interruptor "Paro de emergencia"
Unidad de disqu ete 1 con microdis c o – Permitir la transmis i ón de da to s en tr e la má qu in a y e l
– Indicar el estado "Paro seguro de lo s mo to r es "
– Desconectar todos los motores de la máquina en caso de
emergencia
disquete
11

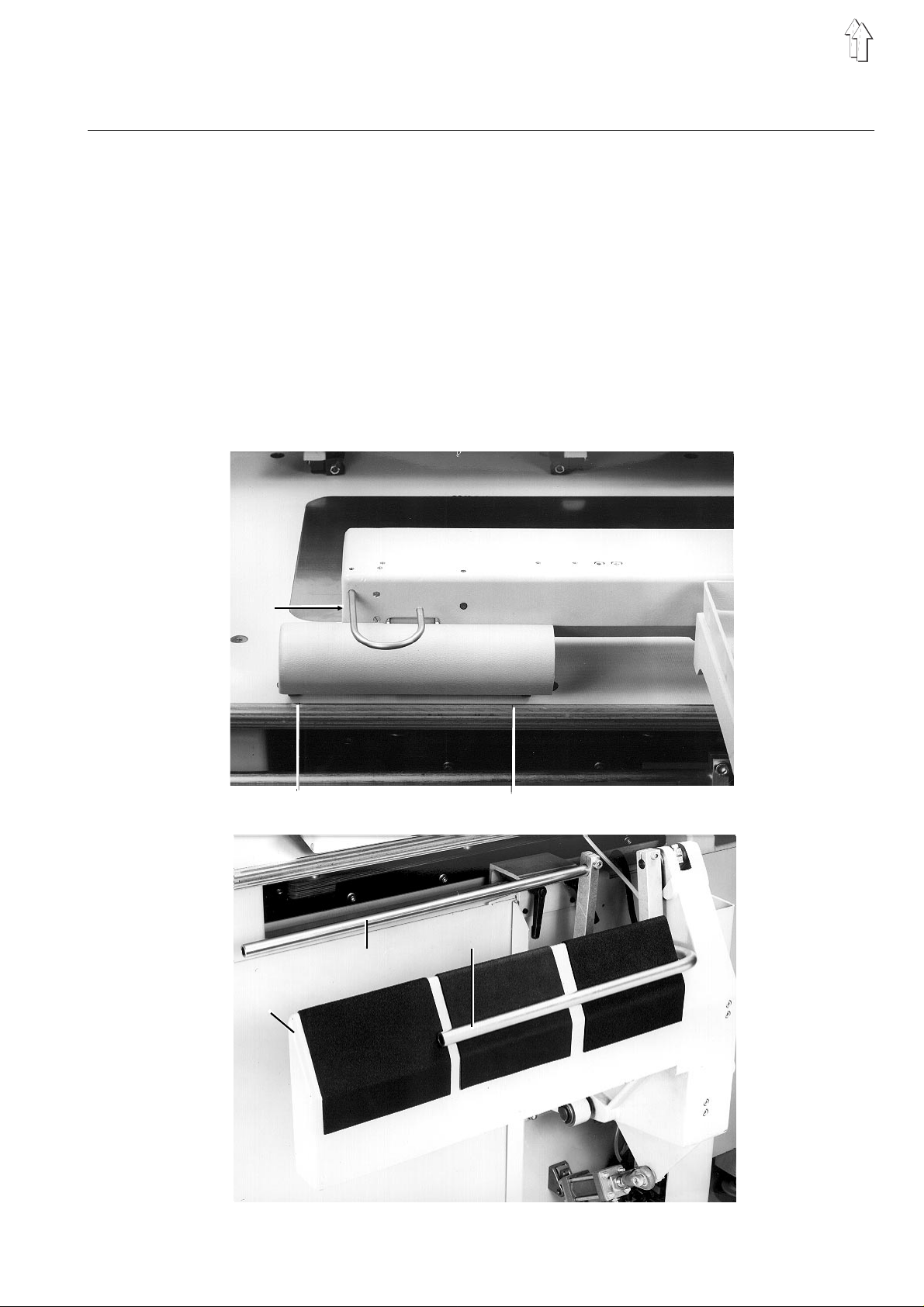
2.4 Elementos de la estación de doblado
Elemento Función
Rueda de ajus t e 9 – Determina r la " po s ici ón pa ra el do blado " de la corredera
central en el área "delantera"
Rueda de ajus t e 1
Tecla b2 – Bajar la cor redera central a la " po s ic i ón pa ra al in ea c ió n"
Tecla b1 – Activar el proceso de doblado dentro del ciclo "Automático"
Pedal b3 – Activación o d es a c ti vación de l c a mp o d e vacío 13 para fijar
Conexión de enchufe 10
– Determi na r la " po s ic i ón pa ra el do blado" de la corre de ra
central en el área "posterior"
para permitir una alineación "fiel al rapport" de piezas con
rayas o cuadros
– Llevar de nuevo la corredera cent ra l 1 1 desde la "posi c ió n
para alineación" a la posición anterior.
– Después de una rotura de hilo, transportar con el carro la
pieza a cose r en la di r ec ci ón de c os t ura.
– Después de una rotura de hilo, bajar el cabezal de coser y,
con el carro, transportar la pieza a coser al punto de rotura
del hilo
– Llamar los pasos dentro del proceso "paso a paso"
la pieza de bas e al in ea da o p ar a d eshacer otra vez la fijac ión
– Para conectar una barrera luminosa que ha de detectar si en
la corredera central hay un bolsillo "izquierdo" o "derecho".
Esta detección es necesaria cuando sobre una prenda de
base hay que cos e r 2 bolsillos diferent es - usando
precisamen te un ju eg o p ar a d oblado.
Según la d et ec ci ón s e a c ti vará el p rogr am a o bi en pa ra el
bolsillo "iz q ui er d o" o pa ra el " de r ec h o"
Corredera central 11
Corredera lateral 5
Corredera de la nt er a 8
Corredera de esquina
Introduct or d e e s qu in as 4
Marco exterior 7
Marco interior 6 – Fijar el recorte del bolsillo durante el proceso de doblado
Campo de vacío 12 en el marco interior – Aspirar la corredera central
– Determinar el contorno exterior del bolsillo
– Doblar el reco rte del bo lsi ll o s o br e la c or redera central
– Doblar el reco rte del bo lsi ll o s o br e la c or redera central
– Doblar el reco rte del bo lsi ll o s o br e la c or redera central
– Colocar el recorte de bolsillo doblado, en la zona de la
entrada del bolsillo, alrededor del borde de 30 de la
corredera lateral
– Soporte de las corredera laterales, corredera delantera,
correderas d e e s qu in a y d el marco interior
– Permitir tirar hacia arriba la correde ra c en tral a s u " po s ici ón
para el doblado"
12
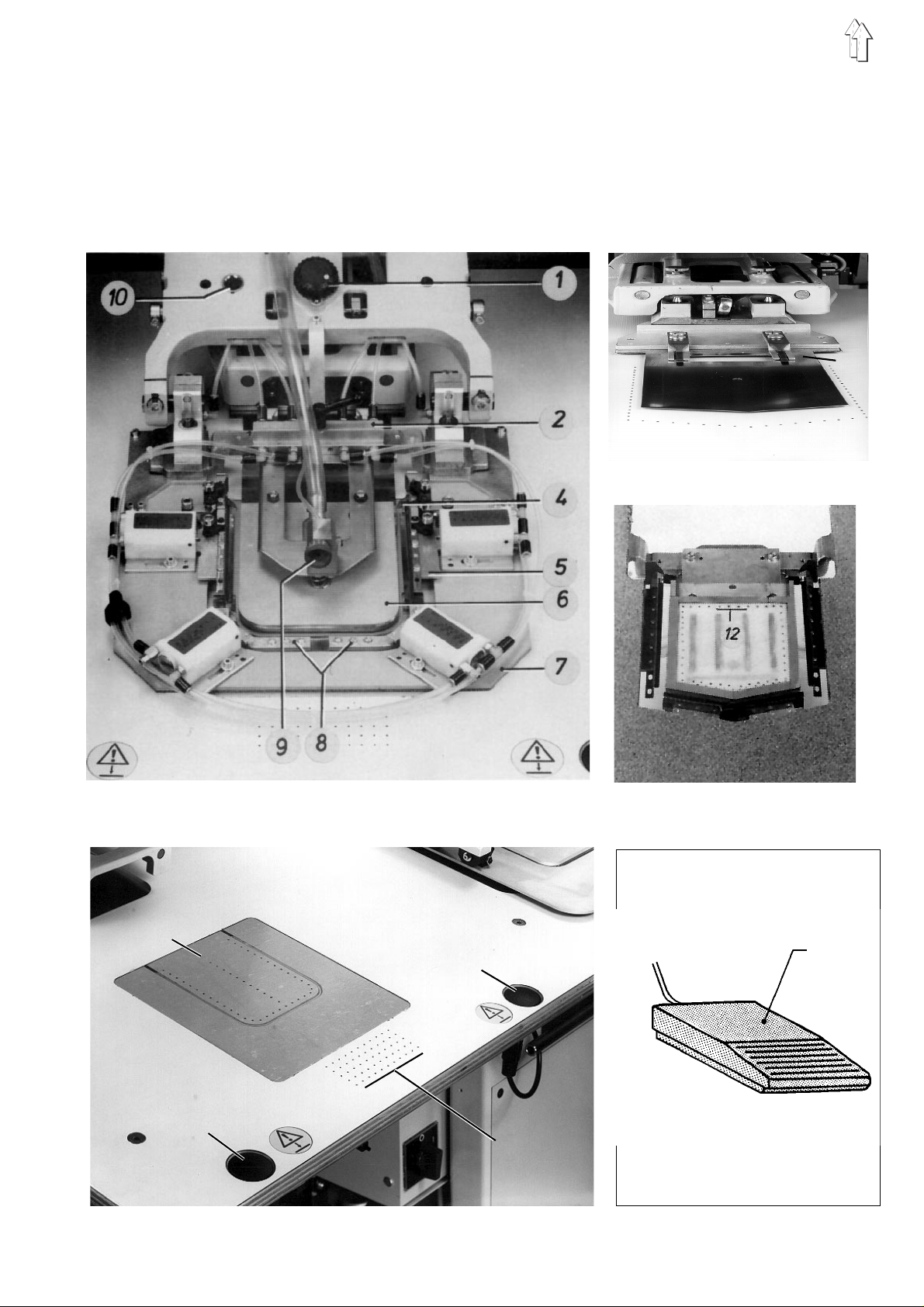
Campo de vacío 13 s ob r e l a su pe r fi c ie
de apoyo
–F
ijar la pieza a coser sobre el apoyo durante el proceso de
doblado
Pieza insertada con t ub o f lexible 14
(sólo en la 805 -12 1)
– El tubo flexible de esta pieza insertada en la superficie de
apoyo de la pieza a co se r, fija la parte doblad a de l r e c orte
del bolsillo du ra nt e e l r e troceso de las c or re deras "exteriores "
11
11
14
b2
b3
b1
13
13
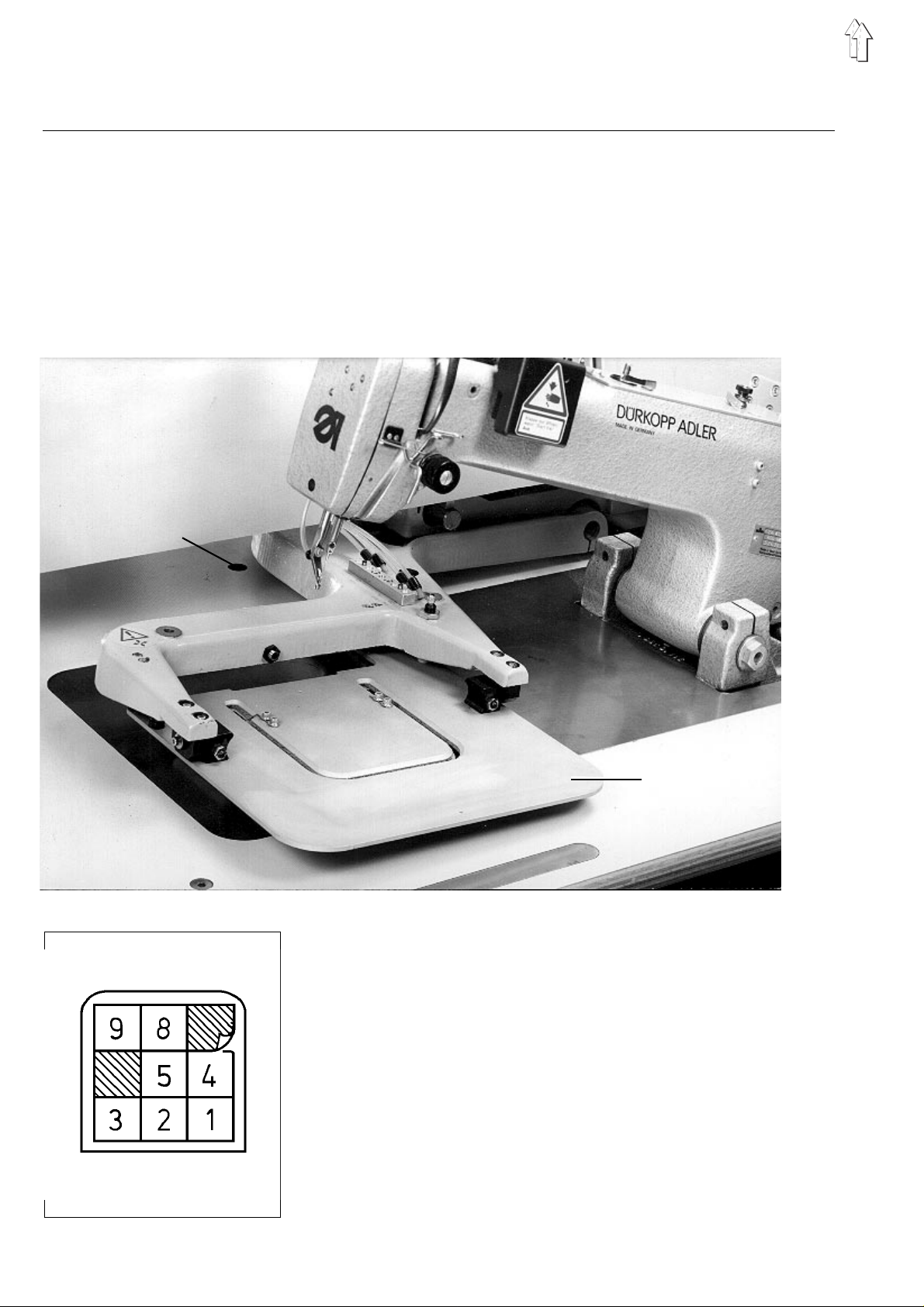
2.5 Elementos de los dos carros transfer
Elemento Función
Placa transfer 1 – Transportar las p iez as a c os e r de s de la es t ac i ón de do blado
al cabezal de coser
– Mover las piezas a cos e r du rant e el proceso de co s tu ra de
acuerdo con el con t o rno de la cost ura.
Barrera luminosa u7 – Detectar la codificación sobre la placa transfer
Campo de cod if ica c ió n – El campo de co di fi c aci ón de ba jo de la placa transfer ha d e
permitir que el mando detecte el juego de forma para poder
llamar el pertinente programa para bo ls i llo s.
u7
1
14
2.6 Elementos del expulsor de r odil los y del apilador
Elemento Función
Rodillos expulsore s 1 – Transportar la piez a cos i da de sde la pl ac a de la me sa a l
apilador
Barrera lumi no s a u 8
Estribo in te rior 4
Estribo exterio r 2
Depósito 3 – Depositar las piezas cosidas
– Disparar la señal "Pieza cosida expulsada"
– Sujetar la pi ez a c os ida antes de su expuls ió n
– Sujetar las piezas apiladas, cuando el estribo interior está
abierto
u8
1
1
2
4
3
15
e6
1
0.7
a1
0.4
0.5
0.3
0.2
0.1
0.6
5.5
16

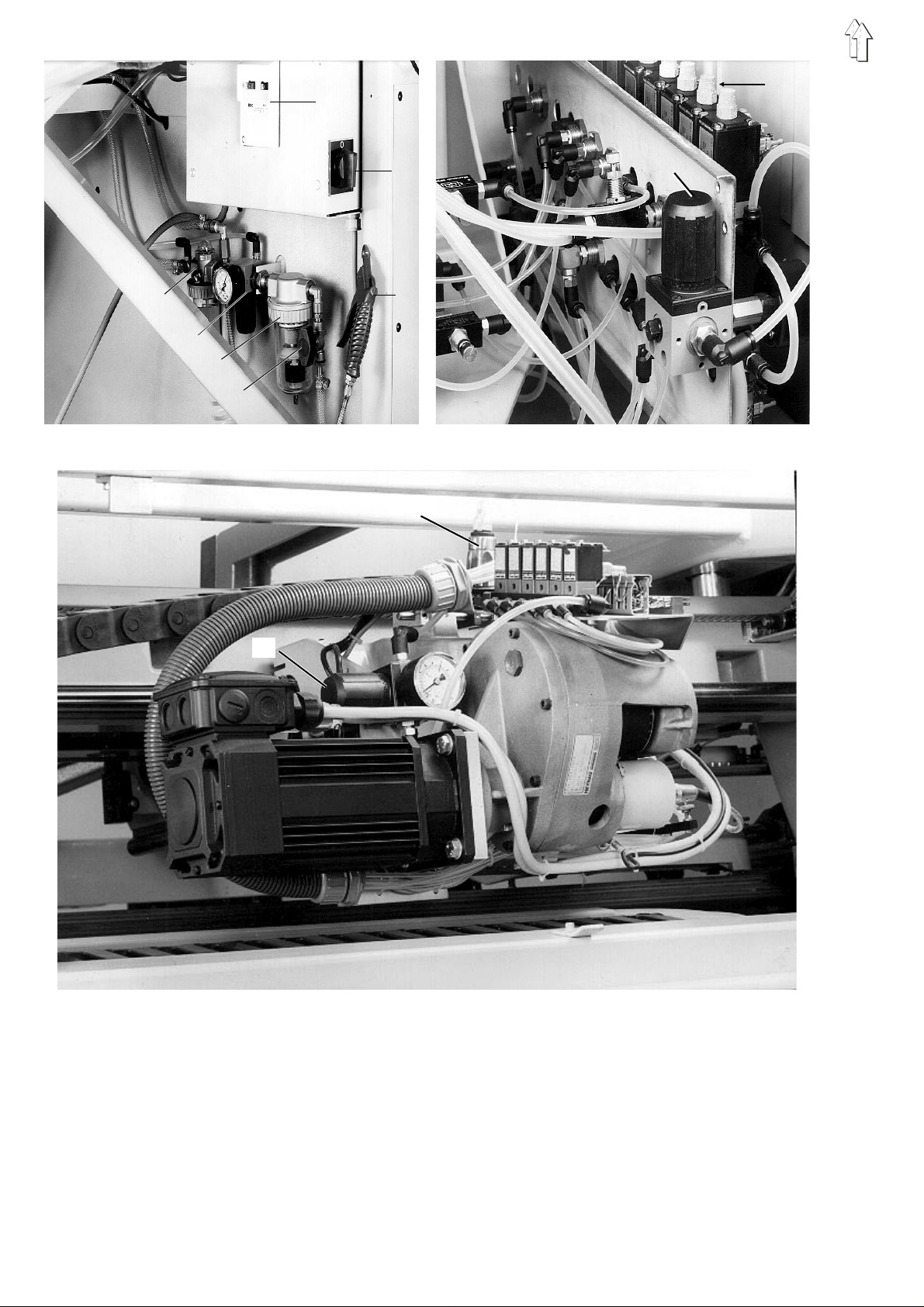
2.7 Elementos en el bastidor
Elemento Función
Interrupto r pr i nc i pa l a 1 – Conectar y desconectar la máquin a
Interruptor protector del motor e6 – Aislar la máquina de la alimentación
de corrient e en cas o de s ob r ecarga
Válvula de cierre 0.1
Regulador de pr e s ió n c o n m an óm et r o 0 .7
Regulador de pr e s ió n c o n m an óm et r o 5 .5
(sólo en la 805 -12 1)
Regulador de pr e s ió n c o n
manómetro (1 e n el bloq ue de válvul as )
Filtro de aire y s e pa ra do r
de agua 0.2
Regulador de pr e s ió n c o n m an ómetro 0.3– Red uci r la pr e s ió n d e l a r e d a la pr e s ió n d e servicio de s de
Nebulizador de aceit e 0 .4
Presostato 0. 6
– Cerrar la entrada de aire al sistema neumático
– Suministrar una presión de 2 bar a los cilindros para las
funciones "M arc o exterior y corredera cen t ral ha c ia ab ajo"
– Suministrar una presión de aprox. 0,8 bar al cilindro para la
función "Pla c a t rans fer ha c ia ab aj o"
– Ajustar la p r es i ón de l tubo flexible de la pieza inser tada en el
apoyo de la pieza a coser, a aprox. 3 bar, para la fijación del
recorte de bolsillo doblado.
– Impedir el atascamiento y la formación de óxido en los
elementos neum áticos
de 3 bar
– Lubrificar todas las pa rtes móv i le s de l s i st e ma ne um ático
– Avisar la caída de presión por debajo de 4 bar
Pistola sopladora 0.5
– Expulsar la pelusa, polvo y otras partículas
17

2.8 Elementos de la unidad de fresado
Elemento Función/Observaciones
Interrupt or p rincipal 2 de la f res a 1 – Es te in te rruptor tiene que es t ar s iem pr e c on ec t ad o p ar a
permitir al mando que active la fresa
Palanc a 3
Fres a 1
Interruptor principal
del dispositivo de aspiración 6
Dispositivo de a spi ra ció n 6
Cabezal aspirador 4
– Aflojar la inm ovi li z ac ión del cabezal de as p ir ac i ón 4 o de la
galga para el ajuste de la altura de la fresa o de la broca de
centrado
– Fresar todas las piez a s de l j ue go de forma en fun c ió n d e la
forma
– Este interruptor tiene que es t ar s i em pr e conectado para
permitir al mando que active el dispositivo de aspiración
– Aspirar las virutas de fresado y de taladrado de la fresa
– El cabezal aspirador, con el anillo elásticamente alojado,
permite la aspiración de todas las virutas
18

3. Cone xión, puesta a cero, puesta en marc ha y desconexión de la máquina
3.1 Conectar la máquina y poner los carros a cer o
Antes de la c o nexión de la má quina los elemen t os d e d oblad o s e encuentran en la si gu iente posición:
Marco exterior a trás y abajo.
Corredera central abajo y delante.
Secuencia de manejo Observaciones/Texto en pantalla (TP)
Condiciones previas:
– Interruptor protector del motor e6 conectado
– Placa transfer fuera del área de la estación de
doblado
Conectar la má qu in a:
1.
– Abrir la válvul a de c i er re 0. 1
– Conectar el in te r ruptor princi pa l
Poner a cero los carros transfer:
2.
– Pulsar la tecla "I" – Corredera cen tral hac ia at rás
– Pulsar la tecla "Enter" – Puesta a cero del "Eje Z" y de los carros X e Y
– La placa transfer puede apartarse con la mano
–TP:
Ir al punto de referencia con "I" y "Enter"
– Marco exterior ha cia ar riba
– Marco exterior at rás
– Placa transfer hacia arriba
– La lámpara de la tecla "I" se enciende
– Corredera c en t ral ha c ia de lante
–TP:
Leer codificac i ón
Proseguir con "Enter"
0.1
e6
a1
19

3.2 Leer codificación y recuperar el menú "A utomático"
Secuencia de manejo Observaciones / T e xto en pantalla (TP)
Condición previa:
– Máquina conectada y carros puestos a cero – Ver capítulo 3.1
Leer codificación de la placa transfer:
1.
– Pulsar la te cla " E nt er " – Los carros van a la b ar r e ra lu mi no s a. Aquí se
lee la codificación sobre la placa transfer para
llamar el pertinente programa para bo ls i llo s. La
codificación aparece brevemente en la pantalla.
Luego continúa el transporte al punto cero del
bolsillo.
– Corredera central hacia arriba
– Si este pro grama de bolsillo no c o nt iene
ninguna variante, junto a la forma del bolsillo y
de la presilla y a los valores de los parámetros
aparece el siguiente TP:
Proseguir c on E nt er.
– Si además del programa base existen variantes
del mismo, aparece la l ista de todos los
programas pertenecientes al nº de
identificación, como muestra el siguiente
ejemplo:
Selección de bolsillo
Nº orden Nº ident. Fam.bols. Var.
0001 001 3000 00
0002 001 3000 01
0003 001 3000 02
Introduzc a el nº de or d en de l b ol s il lo de s eado
2.
Cuando varias variantes de programa
pertenecen a un nº de identificación:
– Introducir el nº de or d en de la var iante
– Pulsar la tecla "Enter" – Junto a la forma d el bolsillo y de la p res i ll a y a
los valores de los parám etr os ap arec e el
siguiente TP:
Proseguir c on E nt er
Recuperar el menú "Automático"
3.
– Pulsar la tecla "Enter"
–TP:
Automático
Event. nº de puntadas del hilo inferior XXXXX
Cantidad de piezas XXXXX
Cambio de canilla
Control de doblado CON. o DESC.
Monitor del hilo CON. o DESC.
Event. refrigeración aguja CON. o DESC.
Alineación previa CON. o DESC.
Apilador X Longitud X CON. o DESC.
20
Velocidad 100%
Nº identificación bolsillo p. ej. 1 V ariante p. ej. 01
En Servicio con la " Tecla de menús "
– Explicación sobre el TP:
"Nº de puntadas del hilo inferior" aparece sólo
en máquinas sin monitor del hilo inferio.
"Refriger ac ión aguja" aparece s ól o e n
máquinas de la subclase 121

3.3 Va riar las entradas en el menú "Automático"
Con excepción de la "Velocidad", las entradas permanecen guardadas incluso después de desconectar la
máquina.
Entrada / Proceso Función / Observaciones
"Puntadas de l h il o i nferio r
"Nº de piezas
"Cambio de canilla" – Abrir el estribo interior, y en la máquina para la
"Control del d oblad o" – Con la entrad a d e e s ta fu nc ión , e l ci c lo
"Monitor del h il o" – Activar o desactivar la func ió n d el mo ni to r del
– En máquinas s i n m on it or d el hi lo inferior, volver
el nº de puntad as d el hi lo inferior a su valor
máximo - p. ej. des pu és d e u n c a mb io de c an illa
– Empezar de nu evo desde "0 " el rec u en to de las
piezas cosi da s.
subclase 111 girar hacia fuera además la caja
del garfio, para pode r c am bi ar l a canilla. Con el
aviso "Hilo inferior insuficiente" estas funciones
se realizan automáticamente
automático se interrumpe después del doblado.
Después del control, o bien hay que proseguir
el ciclo con la tecla "I", o hay que llevar el
dispositivo de doblado a la posición "0" con la
tecla b23, para pe rmitir la repetición del
proceso de do blado
hilo
"Refrigeración de la aguja"
Apilador 1, 2 ó 3,
Longitud 1, 2, 3 ó 4
"Velocidad" – Variar la velocidad de costura y de
– En máquinas de la subclase 12 1, ac t ivar o
desactivar la fu nc i ón de refrigerac ió n de la
aguja
– Activar o desa c ti var la f un c ió n d el ap il ador
– Detección de l s i s te ma de ap il ad o a c ti vado y d e
la "longitud de giro previo de los rodillos"
transferencia dentr o de lo s valore s de 0 al
100% en salto s de un 5% me di an te las teclas
← →.
El proceso " Velocidad" del m enú " S ervicio"
permite un a variación diferencia da de las
velocidades.
Ver capítulo 4.5.
21

3.4 Colocar lo s recortes e iniciar el ci cl o automát ico
3.4.1 Colocar los recortes y activar el proceso de doblado
Secuencia de manejo Observaciones
Condicione s pr evias:
– Menú "Automático " r ec u pe rado
– Seleccionado el "Sistema de apilado" correcto
y la "Longitud de giro previo de los rodillos"
correcta
– Ver capítulo 4.7
Posicionar el recorte del bolsillo sobre la
1.
corredera central
Alinear la piez a de base, fijarla y ac t ivar el
2.
proceso de doblado:
Método 1: – Para costura no "fie l a la muestra"
– Alinear la pieza con las marcas de la mesa
– Pulsar la te cla b1 " In ic i o" – La pieza de bas e q ue da fi ja da po r la ac t ivació n
Método 2
– Colocar la pi ez a de ba s e b aj o la c o r red er a
central
– Pulsar la tecla b2 – La corredera central desciende hasta la
– Alinear la pi eza de base respecto a l a mu es t ra
del bolsillo
– Accionar el p ed al b3 – La pieza de bas e q ue da fi ja da po r la ac t ivació n
– Pulsar la tecla b1 "Inicio"
– Aquí tirar hacia arriba el recorte hasta el tope 1
por debajo de las pinzas 2 y centrarlo con la
corredera central
del campo de vacío 13
– Se activa el proceso de doblado
– Para costura "fiel a la muestra"
"Posición para alineación"
del campo de vacío 13
– Se activa el proceso de doblado
22
1
2
3

3.4.2 Colocar los recortes en el modo "Alineación previa" y activar el proceso de doblado
Este modo hay que seleccionarlo en el menú "Automático" cuando antes de colocar el recorte del bolsillo
hay que alinear la pi eza de base respecto a l as m arc a s en el áre a d el c am po de vací o superior. La entrada
de "Alineac ió n previa" ti en e po r e fecto qu e l a c o r red er a c e nt ral s e de s pl az a ha cia at rá s an te s de la
alienación de l a p ie z a d e b ase, c o n l o c u al no ta pa má s la s ma rc as.
Secuencia de manejo Observaciones
Condiciones previas:
– Menú "Automático" recuperado
– Seleccionad o e l "S i s te ma de ap il ad o" c o rr ecto
y la "Longitu d d e g iro pr evio de l os r o dill os "
correcta
– "Alineación previa" introducida
1. Alinear la pieza de base con las marcas
– Para que al alinear la pi ez a de base la
corredera central se halle en la posición
posterior
2. Accionar el pedal b3
3. Posici onar el recorte de bolsi ll o s o br e la
corredera central
4. Cuando es necesaria u na c os t ur a " f ie l a la
muestra":
– Pulsar la tec l a b 2 – La cor r ed er a c e nt ra l d es c i en de ha s ta la
– Accionar el pedal b3 y alinear la pieza de base,
que ahora no es tá fi ja da , c o n l a mu es t ra del
bolsillo
– Accionar el pe da l b3
– Pulsar la tecl a b 1 " I ni c io"
– La pieza de base queda fijada por la activación
del campo de vac ío 13
– La corredera central 3 se desplaza hacia
delante.
Mantener aqu í u na di stancia suficient e
respecto a s u ca mp o de movimiento
– Aquí tirar ha cia ar r i ba el r ecorte has t a e l t op e 1
por debajo de la s pi nz a s 2 y centrarlo con la
corredera central 3
"Posición para aliena c ió n"
– La pieza de base es fijada de nuevo
– Se activa el proc es o de do blado
b1
b2
b3
13
23

3.5 Cicl o automát ico
En esta descripción se parte de las siguientes condiciones previas:
– Activación de un programa de costura simple
– Pieza insertada con tu bo flexible incluida en el apoyo de la pi ez a a co s er
Secuencia de funciones Observaciones
Condición previa:
– Proceso de do blado act ivado
DOBLAR EL RECORTE DE BOLSILLO
1. Activar los campos de vacío de la placa de la
mesa
2. Marco exterior hacia delante y bajar la
corredera central
3. Corredera central hacia arriba y activar el
campo de vacío del marco interior
4. Llevar el marco interior hacia arriba a la
posición para el doblado
5. Correderas laterales, delantera y de esquina
hacia delante
6. Marco exterior y corredera central hacia abajo – Los cilindros "Marco exterior y corredera
– Fijar la pieza de base
– Ver fas e 2
– El campo de vacío at ra e la c o r red er a c e nt ra l
contra el marc o i nt erior.
Ver fase 3
– La corredera central aspirada sigue el
movimiento del marco interior.
Ver fase 4
– El recorte de bolsillo es doblado alrededor de
la corredera central. Las correderas se
accionan siguiendo un orden s e gú n l a forma
del bolsillo.
Ver fase 5
central hacia abajo" se accionan con una
presión de ap rox. 2 bar.
Ver fase 6
7. Suministrar aire compri mi do al tu bo fl exible de
la pieza insertada
8. Desactivar el campo de vacío del marco interior
9. Correderas laterales, delantera y de esquina
hacia atrás
10. Levantar el marco exterior y purgar el aire del
tubo flexible
11. Marco exterior hacia atrás
24
– El tubo flexible pre s io na la pa rte doblad a d el
recorte de bolsill o c o nt ra la c or redera central
– Ver fas e 7
– Ambas piezas a cos e r están ahora únicam en te
sostenidas por la corredera central, que es
aspirada contra la placa de la mesa por el
campo de vacío. Ver fase 8

TRANSPORTAR LAS PIEZAS A COSER A LA MAQUINA
1. Placa transfer a la estación de doblado – Ver fase 9
2. Bajar la placa transfer – E l c il in dro pa ra es t a p la ca e s ac c ionado con
0,8 bar aprox.
Ver fase 10
3. Desactivar el campo de vacío de la placa de la
mesa
4. Corredera central hacia atrás
5. Placa transfer a la máquina de coser
6. Corredera central hacia delante
– Ver fase 11
– Ver fase 12
– La estación de doblado puede cargarse
de nuevo
25

COSTURA
1. Cabezal de coser hacia abajo
2. Activar los motores de la máquina de coser y
de los carros
3. Activar el corta-hilo – Después de la señal "Final de costura"
4. Desactivar los motores de la máquina de coser
y de los carros.
5. Placa transfer hacia arriba
6. Cabezal de coser hacia arriba
APILAR LAS PIEZAS COSIDAS
– Después del inicio de la costura a velocidad
lenta, sólo tiene lugar una reducción del
número de revoluciones en las "Esquinas".
Todos los demás tramos de costura se cosen
con el número de r evoluciones m áx i mo,
siempre que e n l os tramos de costur a " Pr e s illa "
y "Bolsillo" la velocidad sea del 100%.
– Ve r ta mb ié n e l c a pí tu lo 7. 2 d e l as I ns t rucciones
de Servicio y las ilustraciones a él pertinentes
3.6 Desconectar la máquina
Secuencia de manejo Observaciones / T e xto en pantalla (TP)
Condicione s pr evias:
– Máquina en la posición de partida
1.
Desconecta r el in te rruptor princ ipal – Los cilindros de la es t ac i ón de do blado qu ed an
sin presión y po ne n e n m ar c h a, as í , l as
siguientes f un c io ne s :
– Marco exterior hacia abajo
– Inmovilizar mecánicamente el marco exterior
en la posición posterior
– Corredera central hacia abajo
– Inmovilizar me c ánicamente el ca be z al de c os e r
en la posición superior
Cerrar la válvula de cierre
2.
26

4. Pr ocesos dentro del men ú "Servicio"
4.1 Proceso "Númer o máx. de puntadas del hi lo infer ior."
4.1.1 Determinación del número máximo de puntadas del hilo inferior
– La determinación de este número de puntadas sólo es necesaria en máquinas sin monitor del hilo
inferior.
– El número de puntadas que se pueden coser con el hilo de una canilla llena depende, principalmente,
de los siguientes factores:
1. Longitud de la puntad a
2. Grueso del hilo
3. Grueso de la pieza a coser
4. Tensión del hilo al bobinarlo
Secuencia de manejo Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Automático" recuperado
–TP:
3: Cambio de canilla
Colocar la canilla:
1.
– Pulsar la tec l a " 3 " – Para permitir el cambio de can il la
– Colocar la canilla llena
Introducir núm ero de puntadas "99999 "
2.
– Pulsar la te c la de menús – Recuperac ió n de l m enú "Serv ici o"
– Pulsar la tecla "1" – Borrar el número de puntadas indicado
– Introducir 99999
– Pulsar la tecla "Enter"
Coser bol s il los:
3.
– Pulsar la te c la de menús – Recuperac ió n de l m enú "Automático"
– Pulsar la tecl a " 1 " – TP: Número máx. de puntadas del hilo in ferior
99999
– Iniciar el ciclo automático las veces que
convenga
4.
Determinar el número de puntadas cosidas – Número de puntadas 99999
– Hasta que la canilla quede vacía
introducido menos
número de puntadas 45999
indicado p. ej .
54000
5.
Determinar el número máx. de puntadas – Puntadas cosidas p. ej. 54000
menos
Margen de segu ridad 10 00
p. ej.
53000
27

4.1.2 Cambiar el número máximo de puntadas del hilo inferior
En máquinas sin monitor del hilo inferior se puede cambiar el número de estas puntadas de la siguiente
manera:
Secuencia de manejo Observaciones / T e xto en pantalla (TP)
Condicione s pr evias:
– Número máx. de puntadas d el hi lo in feri or
determina do
– Menú "Servicio" re cuperado – Con la "Tecla de menús"
1.
Introducir el número máx. de puntadas:
– Pulsar la te cla " 1" – Borrar el núm ero de puntadas ind ic a do
– Introducir e l número máx. de puntadas – Se puede int rod uc i r un número de puntadas
– Pulsar la tecla "Enter"
Poner las "Puntadas del hilo inferior" al nuevo
2.
valor:
– Pulsar la tecla de menús – Aparece el menú "Automático"
– Pulsar la tecla "1" – Aparece en la pantalla el número de puntadas
– Ve r 4. 1. 1
hasta 99999
anteriormente introducido
4.2 Proceso "Preparador Servicio"
Los procesos de este menú es t án de s critos en el capí tulo 9 de las Inst rucciones de Se rvicio.
4.3 Proceso "Cambio de v ariante"
Para coser diferentes cla ses d e t el a s e pu ed en c on s ti tu ir d is t in ta s vari an te s de pr o grama ba jo el mi s mo
número de id en ti fi c ac i ón . Así pues, en c a s o d e u n c a mb io de la clase de tela se puede seleccionar la
correspondi en te var ian te de la siguiente ma ne ra :
Secuencia de entrada Observaciones / Te xto en pantalla (TP)
Condición previa:
– Menú "Servicio" recu pe ra do
Llamar el proceso "Cambio de variante":
1.
– Pulsar la correspondiente tecla
– Con la tecla de me nús
– Junto con la lista de todas las variantes
pertenecientes a un número de identificación
aparece el siguiente TP: Introduzca el número
de orden del bolsillo seleccionado
Introducir e l número de orden
2.
– Introducir e l número
– Pulsar la te cla " E nt er " – Aparece de nu evo el menú "S ervicio"
28
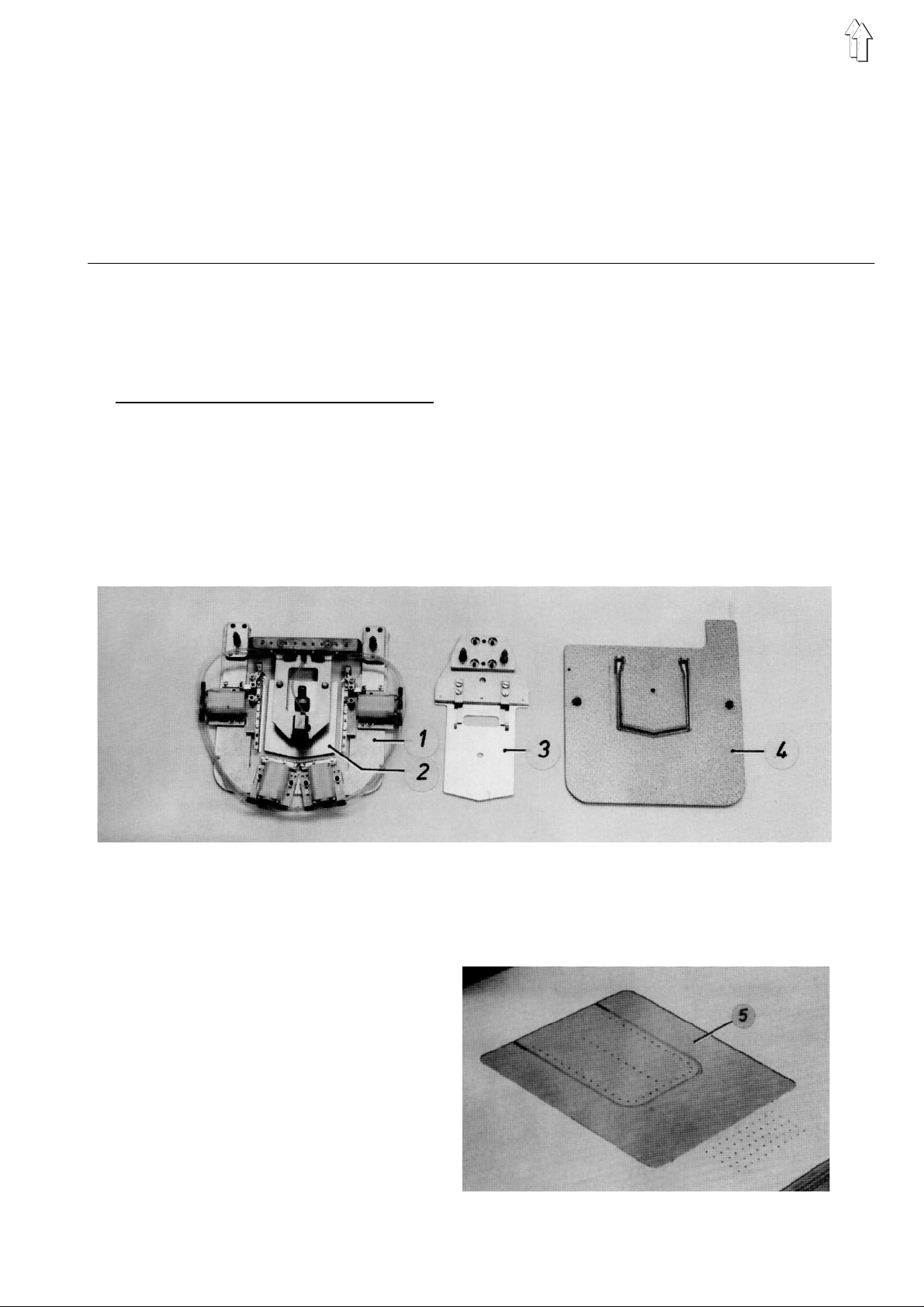
4.4 Proceso "Cambio de f orma"
El juego de forma se compone de los siguientes componentes:
Marco exterior 1 con marco interi or 2
Corredera central 3
Placa transfer 4
Pieza insertada co n t u b o f lexible 5 (s ó lo en la 805-121)
Proceso Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Menú "Servicio" recup er ad o
– Lámpara de la tecla b22 "I" encendida
Seleccionar e l p r oce s o " C am bi o d e forma":
1.
– Pulsar la tecl a c o rr es p on di en te – Marco exterior ha c ia de la nt e y a ba jo
– Corredera cen t ral ha c ia ab ajo
– Placa transfer hacia abajo
– Deshacer la in mov il iz a c ió n d el ma r c o exterior y
de la corredera central
29

2. Retirar el juego de doblado "anterior"
– Extraer el tubo flexible del vacío 3 de la
tubuladura del soporte del marco interior
– Separar la regleta de acoplamiento 2
– Retirar el marco exterior 4 y la corredera central
– Retirar la p ie z a in sertada c o n el tubo flexible
Colocar el " nuevo" juego d e d oblad o:
3.
– Colocar la pi eza inser tada con el tubo fl exible
– Colocar la c orr e de ra c en tr al
– Colocar el ma rc o exterior
– Empalmar la re gl et a d e acoplamiento
– Empalmar el tubo flexible del vacío a la
tubuladura del soporte del marco interior
Event. cambiar la posición de ambas ruedas de
4.
ajuste:
– Girar las r uedas de ajuste 1 y 5 a la posici ón
correcta
– Para ello accionar la válvula manual y
desacoplar el enchufe rápido
– Tal como s e i nd ic a en la et iqueta de la placa
transfer
Llevar las piezas del juego de forma a la
5.
posición "0"
– Pulsar la tecla "I" – Marco exterior hacia arr iba y atrás
– Corredera central hacia arriba
– Placa transfer hacia arriba
Cambiar placas transfer – TP:
6.
Leer codificación
Proseguir c on E nt er
7.
Leer codificación:
– Pulsar la te cla " E nt er " – La placa trans fer se de s plaz a a l a b ar re ra
luminosa para qu e é s ta le a l a co di fi c aci ón
sobre ella. Luego prosigu e e l t rans p orte al
punto cero del bolsillo.
– Si no existe ningun a var ia nt e d el programa,
junto con la forma del bolsillo y de la presilla y
con los valo res de l os pa rá me tr o s a pa r ec e el
siguiente TP:
Proseguir c on E nt er
– Si existen variantes d e p rogr am a, ju nt o c o n l a
lista de todos los programas pertenecientes al
número de identificación apar e ce el siguiente
TP:
Introduzca e l nú me r o d e o rde n d el bo ls i llo
deseado.
8.
Cuando varias variantes de programa
per te ne c en a un núm ero de identificaci ón :
– Introducir el número de orden de la variante
– Pulsar la tecla "Enter" – Junto con la for ma de l b ol s il lo y de la pr e s il la y
con los valo res de l os pa rá me tr o s a pa r ec e el
siguiente TP:
Proseguir c on E nt er
Event. cambiar la posición lateral del rodillo
9.
expulsor y del ap il ad or
30
– Tal como está descrito en el capítulo 7.3 de las
Instrucciones de Servicio

1
2
3
5
4
31

4.5 Proceso " Velocidad"
Este proceso permite una variación diferenciada de la "Velocidad de transferencia", "Velocidad de costura
del bolsillo" y "Velocidad de costura de la presilla". En el menú "Automático" solamente se puede introducir
un mismo valor en % para todas las clases de velocidad
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Servicio" recu pe ra do – Con la te cla de me nús
Llamar el proceso "Velocidad":
1.
– Pulsar la correspondiente tecla – TP:
Velocidad de transferencia bolsillo
Velocidad de costura presilla
Seleccionar velocidad de transferencia o de
2.
costura:
– Pulsar la tecla ↓ o la tecla ↑
Variar la velocidad:
3.
– Pulsar la tecla ← o la tecla →
– El campo "claro" o invertido muestra la
velocidad seleccionada
– La velocidad se puede variar dentro d e los
valores de 0 al 100% a saltos d e u n 5 %
4.6 Proceso "Longitud de puntada"
Este proceso permite la var iación de la longitud de puntada dentro de las siguientes gamas:
En la subclase 121: 0,8 - 3,0 mm
En la subclase 111: 0,8 - 3,5 mm
Secuencia de introducción Observaciones / Te xto en pantalla (TP)
Condición previa:
– Menú "Servicio" recu pe ra do
Llamar el proceso "Longitud de puntada":
1.
– Pulsar la correspondiente tecla
Introduci r la longitud de punt ada deseada:
2.
– Introducir el valor
– Pulsar la tecla "Enter"
– Borrado del valor de longitud de puntada
indicado
32
4.7 Proceso "Selección del apilador"
Este proceso ofrece las siguientes posibilidades:
– Elección ent r e e l "S i s te ma de ap il ad or 1" o el "Sistema de ap il ad or 2 " .
En la versión de apilador con un s e gu nd o par de rodillos expul s or e s s e p ue de ac tivar, además, el
"Sistema de ap il ad or 3 ".
– Elección entre 4 distintas longitudes de giro previo de los rodillos en el "Sistema de apilador 2" ó el
"Sistema de ap il ad or 3 "
– Activación del apilador sólo cada dos ciclos de máquina
Introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Servicio" recup er ad o
Llamar el proceso "Selección de apilador"
1.
– Pulsar la tecl a c o rr es p on di en te
– Con la tecla de menús
– TP:
1: Apilar sólo cada 2 ª pi ez a
2: Apilador 1
3: Apilador 2
4: Apilador 3
2.
Cuando hay que activar el ap il ad or só lo cada 2º
ciclo:
– Pulsar la tecla "1" – Cuando, p. ej., hay que coser 2 bolsillos, uno
después del otro, sobre una pieza de base.
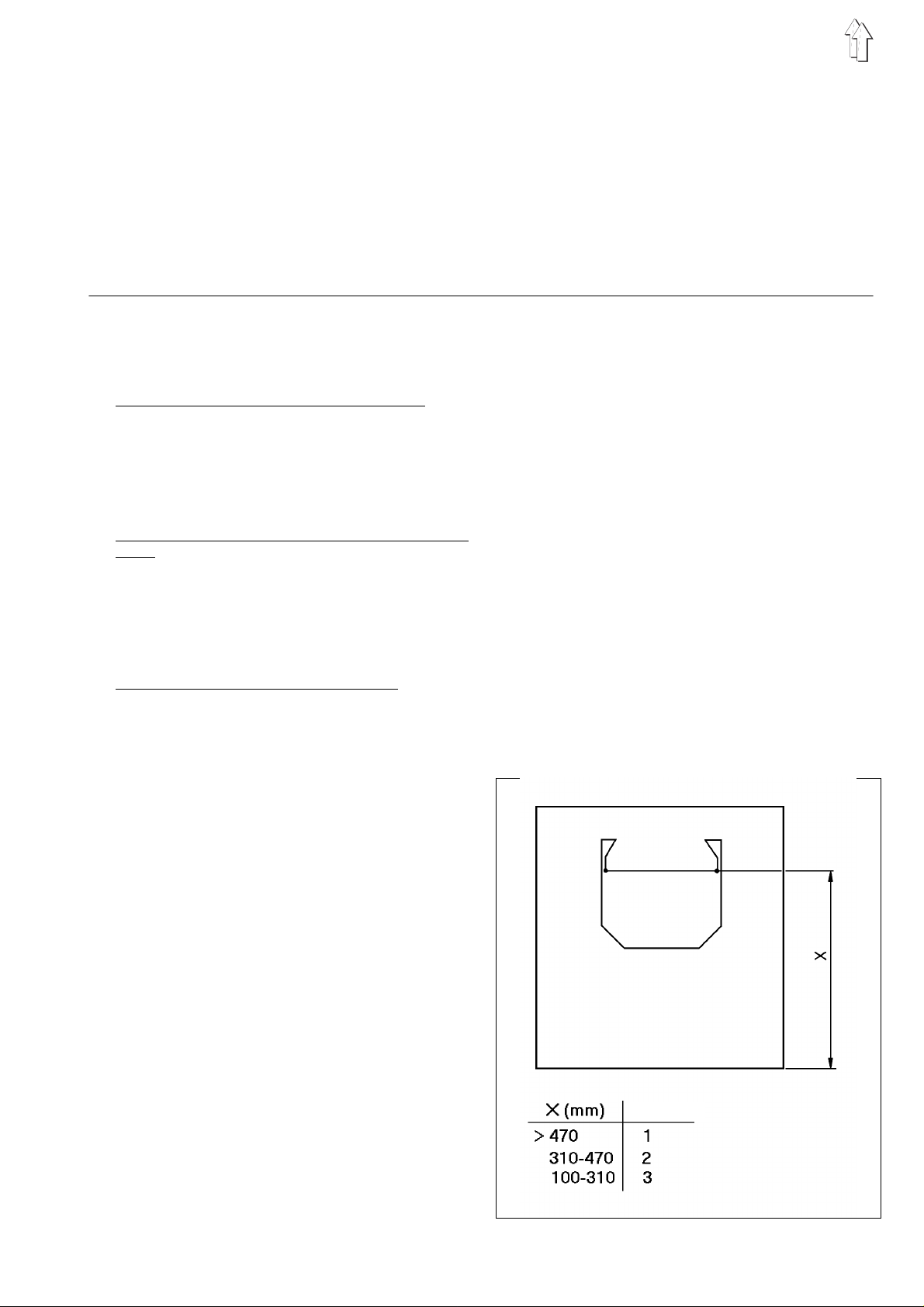
Cuando hay que apilar p ie z as " l argas"
3.
– Pulsar la tecla "2"
– Como, p. ej ., pa nt al on es cuyo borde inferior
queda a una distancia X de 470 m m c o mo
mínimo, respecto al f inal de la c os t ur a
– TP:
Servicio
Système
33
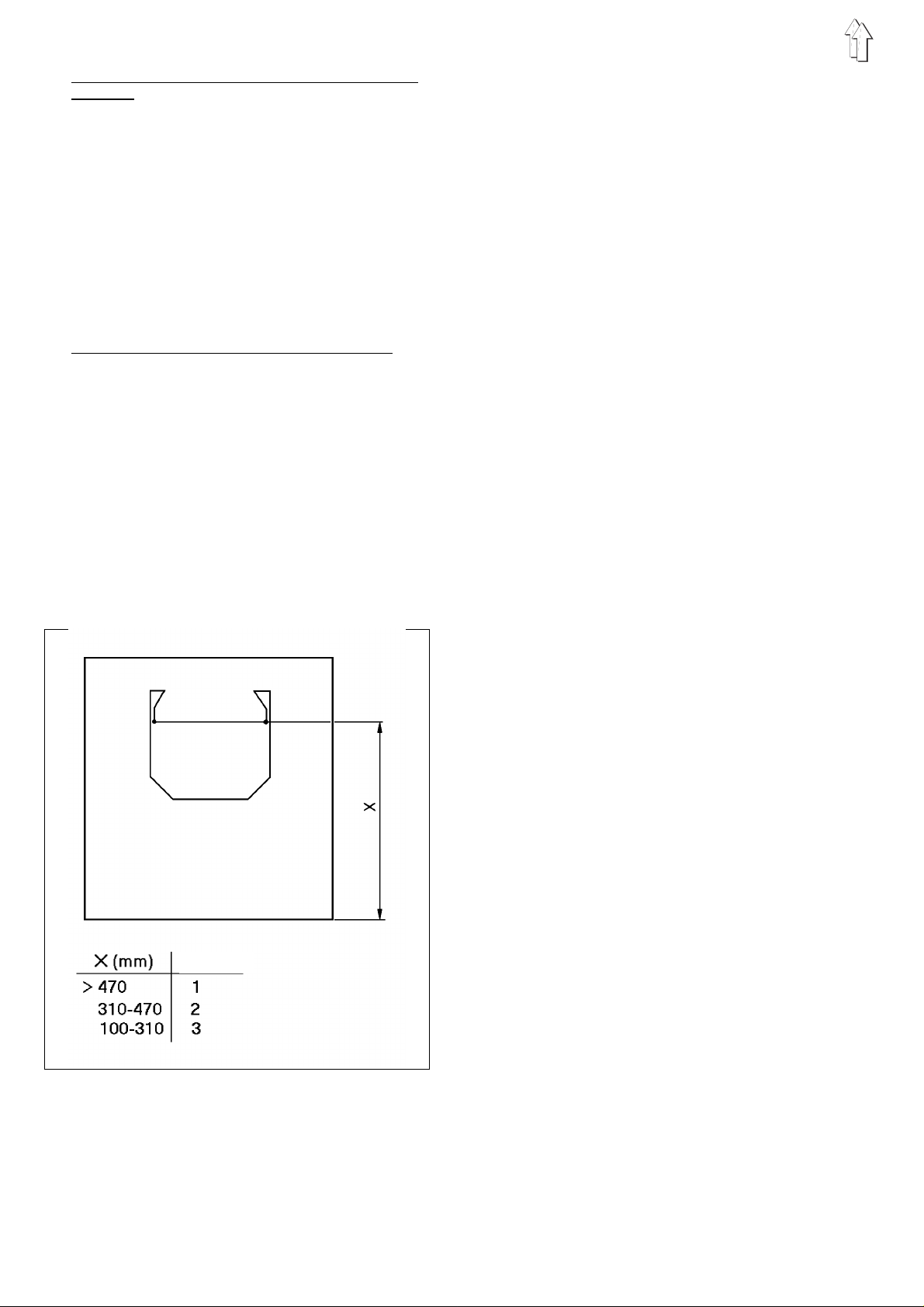
4. Cuando hay que apilar piezas con una longitud
"media":
– Pulsar la tecla "3"
– Según la "Longitud de giro previo de los
rodillos" pulsar la tecla 1, 2, 3 ó 4.
Cuando hay que apilar piezas "especiales": – Cuyo borde inferior queda a una distancia X de
5.
– Pulsar la tecla "4"
– Según la "Longitud de giro previo de los
rodillos" pulsar la tecla 1, 2, 3 ó 4.
– Como, p. ej., camisas cuyo borde inferior queda
a una distanc ia X de 31 0 a 47 0 m m r e s pe c to al
final de la costura
– TP:
1: Longitud 1
2: Longitud 2
3: Longitud 3
4: Longitud 4
– La "Longitud de giro previo de los rodillos" es
correcta cu an do la pi ez a de ba s e c u el ga con
igual longit ud por cada lado del depósito
–TP:
Servicio
100 a 310 mm respecto al final de la costura
–TP:
1: Longitud 1
2: Longitud 2
3: Longitud 3
4: Longitud 4
– La "Longitud de giro previo de los rodillos" es
correcta cu an do la pi ez a de ba s e c u el ga con
igual longit ud por cada lado del depósito
–TP:
Servicio
34
Système

4.8 Proceso "Modo alternativ o"
Un programa de pu nt o d e fantas í a y u n p r ogram a de costura de bols i ll os, qu e e s té n concatenados en tr e
sí, pueden cos e r s e co n e s te mo do de manera alter nativa.
La secuencia de introducción para este proceso se desprende del texto que aparece en pantalla.
5. Pr ocesos diversos
5.1 Interrumpir el ciclo con la tecla "0"
Con la tecla "0 " s e p ue de interrumpir el pro c es o de doblado, el proceso de costur a o el mov im ie nt o de los
carros transfer.
Secuencia de manejo Observaciones
1. Pulsar la tecla "0"
2. Pulsar la tecla "I"
– El ciclo queda interrumpido.
En una interrupción del proceso de costura la
barra de la aguj a se para en una posic ió n
arbitraria
– La lámpara h40 se enciende e indica, así, el
"Paro seguro" de los motores
– El ciclo prosigue
1 b2 3 h4 0 a3
35

5.2 Subsanar la rotura de hil o
– Si el monito r e le ctr ó ni co del hilo detec ta un a r o tu ra de hilo durante la costu ra , s e de s en cadenan las
siguientes funciones:
Corta- h ilo c o ne cta do
Máquina de co s er h ac i a a r r ib a
Se apaga la lámpara de la tecla "I"
Indicación de "Error" en la pantalla
Se enciende la lá mp ar a h 40 para indicar "Paro s eg ur o "
– Al preguntar la c a us a de l fallo c o n l a t ec la " E r ro r " ap are c e " R ot ur a d e h il o" e n la pantalla
Secuencia de manejo Observaciones
Condición previa:
– Lámpara h40 enc e nd id a
1. Enhebrar el hilo
2. Pulsar la tecla "I"
3. Pulsar la tecla b1
4. Pulsar la tecla "I"
– Ver etiqueta en la má qu in a
– La lámpara h40 se apaga
– Se enciende la lá mp ar a d e l a tecla"I"
– Motores otra vez listos para funcionar
– Mantener pulsada esta tecla hasta que primero
haya bajado el cabezal de coser y luego los
carros transfer hayan transportado la pieza a
coser al punto de rotura del hilo
– Con la tecla b2 los carros pueden transportar la
pieza a cose r en la di r ec ci ón op ue s ta
– Proseguir el proceso de costura
5.3 Cambiar la canilla después de la indicación "Hilo infer ior insuficiente"
– Este aviso tiene lugar inmediatamente después del ciclo de costura cuando el hilo restante en la
canilla no alcanza para coser otro bolsillo.
Simultáneame nte se abre el es tribo inter io r y, en la máquina versión 8 05 - 11 1 g ir a a de má s ha c ia af u er a
la caja del garfio. Con ello se cumplen las condiciones previas para el cambio de canilla.
– El aviso se puede también ignorar con la tecla "I", si todavía ha de e je cutarse otro ciclo.
Secuencia de manejo Observaciones
1. Cambiar la canilla – Como está d es crito en el capítulo 6
2. En máquinas sin monit or d e l hi lo inferior:
Pulsar la te c la " 1"
3. Pulsar la tecla "I"
36
– En la pantalla aparece otra vez el número máx.
de puntadas del hilo inferior
– Puede reanudar s e ot ra vez e l ci c lo au to má ti co

5.4 Accionar el interruptor "Paro de emergencia" en situaciones de emergencia
Secuencia de manejo Observaciones / Texto en pantalla (TP)
1. Accionar el interruptor a3 "Paro de emergencia" – Se frenan inmediatamente todos los motores
antes activados. Luego se pone n t od os f ue ra
de ser vic i o.
–TP:
Stop
2. Desconectar el interruptor principal a1
3. Eliminar las causas de la situación de
emergencia
4. Desenclavar el interruptor a3 " Paro de
emergencia "
5. Conectar la máquina
1 b2 3 h4 0 a3
– Para ello, girar hacia la derecha el botón
presionado ha c ia de nt r o
– Como está de s crito en el capí tu lo 3. 1
b2
b1
a1
37

5.5 Con la tecl a "0" cone ctar l a lámpar a "P a ro s egur o de los m otores" pa ra
actuar en la máquina de coser
El cambio de aguja, el cambio de canilla, el enhebrado y otras actividades dentro del campo de
movimiento de el em en to s, ú ni c am en te de be n e mp r en de r se c u an do pr eviamente todos los mo to r es h an
sido puestos fuera de servicio mediante el interruptor "0". Esta condición se cumple cuando la lámpara
h40 está encendida.
Secuencia de manejo Observaciones
Condición previa:
– Ciclo automático finalizado
1. Conectar la lámpara h40 con la tecla "0" – Los motores quedan fuera de servicio
– El cilindro "Subir y bajar cabezal de coser" está
sin presión
– El cabezal de coser es inmovilizado, tan pronto
se halla en la posición superior
2. Realizar la actividad deseada
3. Pulsar la tecla "I" – Los motores está n o tr a vez en di s po s ic ión de
servicio
– En caso de que la posición de los carros haya
sido variada en m ás 0 ,5 mm, estos tienen qu e
ser conducidos a su posición anterior. Esta se
alcanza cua nd o l os c a r ros n o s e pu ed en mover
más
– Se puede act ivar el pr o c eso deseado
5.6 Indagar el estado después de la indicación "Stop"
La indicación "Stop" aparece en los siguientes casos:
1. Cuando la máquina no ha s i do alimentada durante 3 0 s e gu nd os.
(Esto es nece sario por r azones téc nicas d e seguridad).
2. Cuando el mando detect a u n fallo.
Secuencia de manejo Observaciones / T e xto en pantalla (TP)
Preguntar el estado:
1.
– Pulsar la tecla "Error"
–TP:
Estado
Descripc ión del estado
Paso: p. ej., 7 1 6 3 0
– En caso de q ue pa ra la el im inación de fallos
fuera necesaria la ayuda de fábrica, indicar, sin
falta, los pasos indicados. De ellos se
desprende la fase en la cual tuvo lugar la
detección de l fallo.
38

5.7 Retirar el paquete de piezas cosidas del apilador
Secuencia de manejo Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Automático" o "Servicio" recuperado
1. Pul sar la tecl a – A bri r el est rib o in ter ior
– La lámpara de la tecla "I" se desconecta
2. Retirar el paquete
3. Pulsar la tecla "I" – Cerrar el estribo interior
– La lámpara qued a c o ne c ta da ot ra vez
39

6. Manejo de la máquina de coser
6.1 Manejo de la máquina de coser
para la subclase 121
6.1.1 Enhebrar el hilo de la aguja
– Con la tecla " 0" c o ne c tar la lámpara h40 " Paro
seguro".
– Enhebrar el hilo de la aguja.
– Pulsar la tecla "I".
6.1.2 Bobinar el hilo de la canilla
Bobinar el hilo de la canilla
El bobinado tiene lugar mientras se cose, y al
quedar la cani lla l le na , l a p al an c a d el
bobinador fina li z a e l pr oc e s o.
6.1.3 Cambio de canilla
– Tal como se ha de s c r ito en el capítulo 5. 5, c on
la tecla "0" conectar la lámpara h40 "Paro
seguro" y cambiar la canilla de la siguiente
manera:
– Girar a un lado la tapa 3 y extraer la cápsula de
la canilla ju nt o c o n e ll a.
– Colocar la canilla llena en la cápsula y pasar el
hilo por la ranur a 6 po r de ba jo del muelle 1 y a
través de la guía 2.
Al tirar del hi lo la c an il la ha de gi ra r en s en ti do
contrario al que se tira del hilo.
– Colocar la c áp s ul a con la canilla en l a p ie z a
central, enclavarla con la tapa y tirar del hilo
unos 5 cm.
6.1.5 Cambiar la aguja
– Con la tecla " 0" c o ne c tar la lámpara h40 " Paro
seguro".
– Alinear la ag uj a co n l a g ar g an ta
convenientemente orientada al garfio,
empujarla ha s ta ar riba del todo y a pr e ta r el
tornillo de la barra de la aguja.
– Pulsar la tecla "I".
6.1.6 Ajustar el prensatelas
– Presión del prensatelas:
Con el torn il lo mo leteado 7 ajustarla de
acuerdo con e l m at erial a coser.
– Altura del p r en s at el as o po s ic i ón in feri or de su
carrera:
El prensate la s ha de tocar lige ra me nte a la
pieza a coser o al Delrin de la placa transfer.
Para comprobarlo, dentro del menú
"Automático" coser con una velocidad del 5%.
Para corregir, aflojar el tornillo de aletas 11 y
girar la rue da de aj us t e 1 2.
– Posición superio r de la c arr e ra :
Esta posición de la carrera sólo se activa para
las correspondientes variantes de programa. El
prensatelas ha de r oza r li ge rame nte la pieza a
coser situada a mayor altura.
Para comprobar, dentro del menú "Automático"
coser con una velocidad del 5%.
Para corrección, gi ra r la rueda de ajust e 1 0.
6.1.4 Ajustar la tensión del hilo
– Tensión d el hi lo de la aguja:
Girar el botón giratorio 8 de acuerdo con el
esquema de cos t ur a d es e ad o.
– Tensión del hilo de la canilla:
Con la tecla "0" conectar la lámpara h40 "Paro
seguro".
Girar convenientemen te el to rnillo 5 de la
cápsula de la canilla.
Pulsar la tecla "I".
40

1 2 3
6
5 4
11 10
12
41

6.2 Manejo de la máquina de coser para l a subclase 111
6.2.1 Enhebrar el hilo de la aguja
– Con la tecla " 0" c o ne c tar la lámpara h40 " Paro
seguro".
– Enhebrar el hilo de la aguja tal como está
representado en la etiqueta de la máquina
– Pulsar la tecla "I".
6.2.2 Bobinar el hilo de la canilla
– Enhebrar el hilo de la canilla como se ve en la
ilustración y ar rollarlo sobre el núcleo de la
canilla.
– Presionar la palanca 1 contra la canilla.
– El bobinado s e e fectúa mi en tras s e c ose, y l a
palanca del bobinador lo finaliza cuando la
canilla está llena.
6.2.3 Cambiar la canilla
– Con la tecla " 0" c o ne c tar la lámpara h40 " Paro
seguro".
– Activar el proceso "Cambio de canilla" dentro
del menú "Automático ".
– Levantar la tapa 7 y reti ra r la c an il la 3
levantada por un muelle.
@BLICKFANG-STR = Colocar la canilla de
forma que al tira r de l h il o s e mueva en
dirección opue s ta r es p ecto al garfio.
– Pasar el hilo por la ra nura 6 y po r de ba jo del
muelle 5.
– Cerrar la tapa y tirar del hilo unos 5 cm.
– Pulsar la tecla "I".
6.2.5 Cambiar la aguja
– Con la tecla " 0" c o ne c tar la lámpara h40 " Paro
seguro".
– Alinear la ag uj a co n l a g ar g an ta
convenientemente orientada al garfio,
empujarla ha s ta ar riba del todo y a pr e ta r el
tornillo de la barra de la aguja.
– Pulsar la tecla "I".
6.2.6 Ajustar el prensatelas
– Posición inferior de la carrera
En el punto muerto inferior, el prensatelas ha
de rozar ligera me nt e l a p ie z a a cos e r o e l
Delrin de la placa transfer.
Para comprobarlo, dentro del menú
"Automático" coser con una velocidad del 5%.
Para corregir, girar convenientemente el botón
giratorio 12 .
– Posición superior de la carrera
Al coser tramos de costura con un nivel más
alto de la pieza a c o s er - p. ej. en el área de la
presilla - se puede llevar el prensatelas a la
posición superior de la carrera. Pero esto sólo
es posible en varian te s de pro gra ma qu e
contienen una i nt r od uc c ión de datos
correspondiente.
6.2.4 Ajustar las tensiones de los hilos
Ajustar la tensión del hi lo de la ag uj a:
– Ajustarl a co n el botón girator io 10 de for m a q ue
se consiga el es q ue ma de costura desead o c o n
la menor tensi ón po s ible.
Ajustar la tensión del hi lo de la c an il la :
– Con la tecla " 0" c o ne c tar la lámpara h40 " Paro
seguro".
– Seleccionar el proceso "Cambio de canilla"
dentro del m enú "Automá t ic o" , pa ra gi rar ha cia
fuera la caja del garfio.
– Con el tornillo 4 ajustar u na te ns i ón lo má s
reducida pos ible.
– Pulsar la tecla "I".
En los tramos de costura con un nive l más alto
de la pieza a coser, en el punto muerto inferior
el prensatela s ha de roz a r li ge rame nt e el
material o el Delrin de la placa transfer.
Dentro del m enú "Automá t ic o" c o ser c o n u na
velocidad del 5%.
Girar convenientemen te la rueda de ajuste 9 .
6.2.7 Ajustar el refrigerador de la aguja o
soplador
El refrig erad or d e l a a gu ja o s o plador 11 ha de
enfriar la aguja suficientemente con el menor
consumo de ai r e p osi ble.
Para corregir, ajustar convenientemente la rueda
de ajuste o el estrangulador.
42

9
12
11
1
10
7 6 5 4 3
43

5
6
44
0.4
0.2

7. Mantenimiento
Los trabajos de mantenimiento aquí relacionados tienen que efectuarse, a más tardar, después de
transcurridas las horas indicadas en la columna "Intervalos"
Operación Intervalos Observaciones
Máquina de coser (Cl. 805-121)
– Retirar acumulaciones de pelusa 8
– Controlar el nivel de aceite en el cárter 40
– Controlar el suministro de 40
aceite por la ventanilla 1
– Controlar las correas 500 – Dejar que un mecánico controle su estado y
– Controlar l a l ub ricación del ga r fi o 160
– Con la máqu in a p ar ad a e l n ivel d e a c ei te ha de
estar entre e l ce ntro y el borde su pe r io r de l
visor 3.
Llenar con ac eite "ESSO SP-NK10" por el
orificio 2.
– Efectuar el control con la
máquina en ma rc h a.
tensión
– Dejar que un me c án ic o la c ontrole y,
eventualmente, la corri ja (ver I nstrucciones d e
Servicio)
Máquina de coser (Cl. 805-111)
– Retirar acumulaciones de pelusa 8
– Controlar el nivel de aceite en el cárter 40
– Suministr o d e a c ei te en la ventanilla 5 40
– Controlar las c o r rea s 500
– Controlar la lubricación del garfio 160 – Dejar que un mecánico la controle y,
Sistema neu má t ic o
– Limpieza del inserto en el filtro de aire 0.2 500 – Para e llo cerrar antes l a válvu la de c ierre y
– Controlar el nivel de aceite en el
nebulizador 0.4 180
– Controlar el suministro de ace it e 18 0
del nebulizador 0.4
– Comprobar la e s ta nq ue id ad de l 500
sistema ne um át ic o
– Con la máqu in a p ar ad a e l n ivel d e a c ei te ha de
estar dentro del tercio superior del visor 7.
Verter aceite "ESSO-SP-NK10" por el orificio 6
– Realizar e l control con la má quina en marcha
– Dejar que un mecánico controle su estado y
tensión
eventualmente, la corri ja (ver I nstrucciones d e
Servicio)
purgar el aire d el s ist em a
– El nivel no debe de sc en de r po r de ba jo de l
orificio de l tubo de aspirac ió n. Después de
purgar el aire d el s ist em a l le na r con ac e it e
"ESSO NUTO H68" hasta la marca "max".
– Cada 5 ciclos h a d e c a er u na gota de aceite en
la corriente de aire. Girar según convenga el
tornillo de ajuste
Carros transfer
– Limpiar y lubricar las barras de guía 160
– Limpiar las correas dentadas con
una pistola sopladora 160
45
 Loading...
Loading...