


Indice Página:
Parte 4ª: Instrucciones de programación Cl. 805
1 Programar contornos de costura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1-5
2. Fresar las piezas del juego de forma que dependen de la forma
2.1 Recuperar el menú "Fresar" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6,7
2.2 Fresar placa transfer, corredera central, marco exterior y pieza insertada para tubo flexible 8-13
3. Montar, pegar y ajustar piezas del juego de forma
3.1 Montar las piezas de la corredera central . . . . . . . . . . . . . . . . . . . . . . . . . . . 14,15
3.2 Montar y pegar las piezas del marco interior . . . . . . . . . . . . . . . . . . . . . . . . . 16-19
3.3 Montar las piezas del marco exterior . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20-27
3.4 Montar las piezas de la pieza insertada con tubo flexible . . . . . . . . . . . . . . . . . . 28,29
3.5 Montar y pegar las piezas de la place transfer . . . . . . . . . . . . . . . . . . . . . . . . 30-48
3.6 Efectuar ajustes de preción en diversas partes . . . . . . . . . . . . . . . . . . . . . . . 49,50
4. Corregir programas
4.1 Informaciones generales . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 51
4.2 Corregir la posición de las puntadas de las esquinas . . . . . . . . . . . . . . . . . . . . 52
4.3 Corregir la longitud de puntada . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
4.4 Variar la posición del esquema la costura . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
4.5 Variar la posición de los contornos de costura y constituir una costura adicional . . . . . 55,56
4.6 Introducir puntos de señal para el desplazamiento de las posiciónes de la carrera . . . 57,58
4.7 Variar el mome nto de activaci ón de l as c o rr ed eras interiores de las placas t r an s fe r . . . 58
5. Procesos en el trabajo con disquetes
5.1 Formatear disquetes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
5.2 Consultar el contenido de un disquete . . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
5.3 Borrar un programa en un disquete . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
5.4 Transferir un programar desde la máquina a un disquete . . . . . . . . . . . . . . . . . . 61
5.5 Transferir un programar desde un disquta una máquina . . . . . . . . . . . . . . . . . . 62
6. Consultar, imprimir o borrar los datos almecenados en la memoria de la máquina
6.1 Borrar un programa de la memoria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
6.2 Consultar la geometria, los datos y la codificatión . . . . . . . . . . . . . . . . . . . . . . 64
6.3 Imprimir los parámetros del bolsillo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
6.4 Consulta r el listado del bolsillos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
6.5 Concatenar programas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
6.6 Anular la concatenación de programas . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
6.7 Combiar el número de identificatión de unprograma . . . . . . . . . . . . . . . . . . . . . 68
Parte 4ª: Instrucciones de programación
1. Programar contornos de costura
1.1 Programar contornos de costura partiendo de las formas básicas de bolsillo que están
a elección
Durante la programación se pueden corregir los valores de los parámetros de la siguiente manera:
1. Si la tecl a " E nt er" t odavía no ha sido acciona da :
– Pulsar repet i da me nte la tecla ← según
convenga
– Repetir la introducción con los valores correctos
2. Si la tecl a " E nt er" y a ha s i do ac ci o na da :
– Recuperar el menú "Programación" con la tecla de menús
– Repetir todas las introducciones efectuadas hasta ahora
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Conocida la geometría del contorno exterior y
del de costura
– Longitud de puntada conocida
– Menú "Preparador Servicio" recuperado – TP:
1: Programac ió n
1. Recuperar el menú 1:
– Pulsar la tecla "1"
2. Introducir nº de ident i fi c a ci ón :
– Introducir nº – Elegir un nº entre 1 y 510, teniendo en cuenta
– Pulsar la t ecl a " E nt er "
–TP:
Introducir nº de identificación del bolsillo
lo siguiente:
Si un clien te po s ee v ari a s má qu i na s 80 5 y l a
programación no tiene lugar en una única
máquina, hay que introducir un nº que no haya
sido utilizado hasta entonces. De lo contrario,
juegos de forma diferentes podrían recibir la
misma codificación.
– En la pantalla aparecen 4 formas básicas de
bolsillo y el siguiente TP:
Elija la forma de bolsillo deseada (1-4)
Hojear
3. Elegir la forma básica de bolsillo:
– Event. puls ar la tecla ← o la → – Tantas veces hasta que aparezcan las 4 formas
de bolsillo, entre las cuales se halle la forma
deseada. En to ta l ha y 16 formas para eleg i r.
– Seleccion ar l a fo r ma c on la tecla pertinen te (1,
2, 3 ó 4)
–TP:
1: Costura simple inicio izquierda
2: Costura simple inicio derecha
3: Costura doble inicio derecha
4: Costura doble inicio izquierda
1
Secuencia de introducción Observaciones / Texto en pantalla (TP)
4. Seleccionar el proceso deseado:
– Pulsar la tecla 1, 2, 3 ó 4
5. Introducir los valores de los parámetros del
bolsillo:
– Tal como se desprende del TP – Para una programación de una costura doble
– Pulsar la tecla "1" para el inicio de la costura
en el lado izquierdo, para, p. ej., poder
presentar la costura lateral izquierda visible en
el embalaje como costura hacia delante.
Pulsar la tecla "2" para el inicio de la costura
en el lado derecho, cuando, p. ej., se utilizan
piezas de base muy anchas.
– Además de la r e pre s en ta c i ón de l a f or m a d e
bolsillo deseada, aparece el siguiente TP:
Introduzca los valores de los parámetros del
bolsillo.
aparece la pregunta "¿Corredera interior?
Sí/No", que se refiere a la ejecución de la placa
transfer.
Así, p. ej., en la máqu i na 80 5- 1 21 s e n ec e s ita
la correder a i n te ri or p ara determinadas c l a s es
de tela, cuya distancia desde el borde a la
costura ex te ri or h a d e ser menor de 1,5 m m.
– Después de la última introducción aparecen en
la pantalla las versiones de presilla a elegir.
6. Introducir la versión de presilla deseada:
– Pulsar la tecla correspondiente – TP:
Introduzca los valores de los parámetros de la
presilla
7. Introducir los valores de los parámetros de la
presilla:
– Tal como se desprende del TP
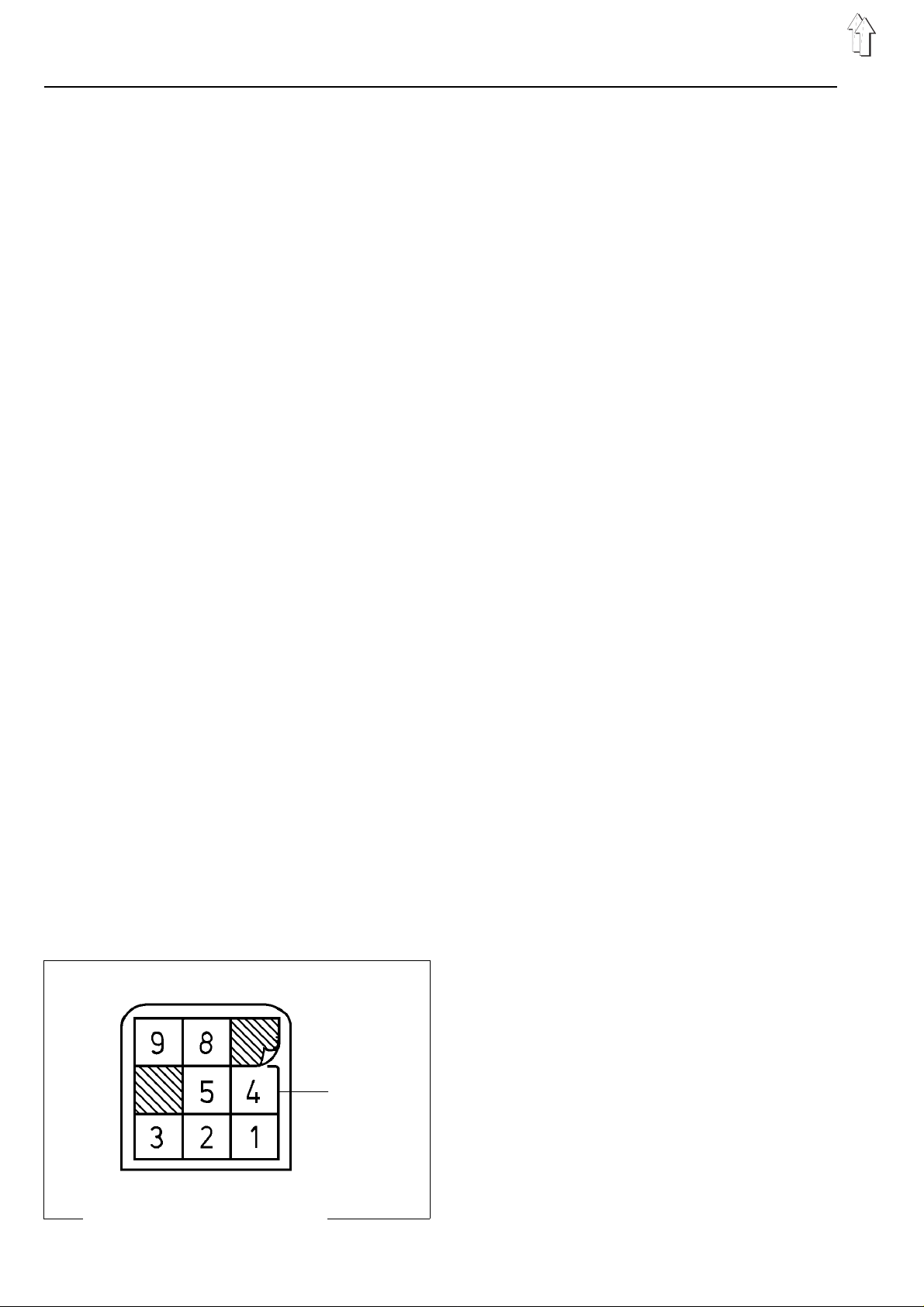
8. Marcar en el campo de codificación 1 los
puntos a pegar:
– Tal como se desprende del TP
– Después de la úl t i ma i nt r od uc ci ó n a pa r ec e el
siguiente TP:
9 8 7 Pegar lámina reflectora sobre las
4 5 6 secciones marcadas del campo de
3 2 1 codificació n d e l a pl a c a t ran s fe r
9. R ecuperar el menú "Preparador Servicio":_
– Pulsar la tecla "Enter"
Proseguir c o n E n te r
1
2
1.2 Programar contornos de costura "libres"
Frente al método descrito en el capítulo 1.1, este modo de programación ofrece, adicionalmente, las
siguientes posibilidades:
Programación de contornos que difieren de las formas básicas de bolsillo disponibles para elección. Este
es, p. ej., e l cas o de fo r ma s asi m ét r i c as.
Generación, además, de costuras adicionales que no están paralelas a las costuras laterales o que no
son rectas.
Los datos de programas con "costuras libres" se pueden corregir de la siguiente manera:
1. Si ya ha sido abandonado el modo de programación:
Dentro del men ú " Corrección de pro gr a ma s " pu ls ar l a te cl a 8 e i n tr o du c i r el n º d e o r de n d el p rog r am a
a corregir.
2. Buscar la línea con los datos a corregir:
Para ello, p ul sa r r ep et i da me nt e l a te c l a ↓ o la ↑ hasta que aparezca el tramo de costura pertinente con
la línea en cuestión.
Esta línea tiene que s er l a úl t i ma de l a l i sta.
Borrar la línea:
3.
Para ello, pulsar la tecla 7 (DELETE).
4. Introducir todos los datos de la línea con los valores corregidos:
Tal como se expli ca en este capítulo.
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Conocida la geometría del contorno exterior y
del de costura
– Longitud de punta conocida
– Establecida la posición de los puntos de señal
para determi n ad as f un c iones.
– Menú "Preparador Servicio" recuperado
1. Recuperar el menú "1": – TP:
2. Introducir nº de ident i fi c a ci ón :
– Introducir el nº
– Pulsar la tecla "Enter" – En la pantalla aparecen 4 formas básicas de
– Ver listado en el punt o 7 de este capítulo
–TP:
1:Programac ión
Introducir nº de identificación del bolsillo
– Elegir un nº entre 1 y 510, teniendo en cuenta
lo siguiente:
Si un clien te po s ee v ari a s má qu i na s 80 5 y l a
programación no tiene lugar en una única
máquina, hay que introducir un nº que no haya
sido utilizado hasta entonces. De lo contrario,
juegos de forma diferentes podrían recibir la
misma codificación.
bolsillo y el siguiente TP:
Elija la forma de bolsillo deseada (1-4)
Contorno libr e: 0
Hojear
3. Llamar el modo "Contorno libre":
– Pulsar la tecla "0" – TP:
Punto de inicio
X:
Y:
Longitud de puntada
3

Secuencia de introducción Observaciones / Texto en pantalla (TP)
4. Introducir la posi ci ón de l pu nto de inicio de l a
costura y la l on gi t ud de puntada
5. Introducir la funci ó n " C os e r" :
– Pulsar la tecla 4 para SEON
6. Introducir la velo ci da d d e c o s tu r a:
– Pulsar la tecla 6 para SPEED – TP:
– Con las teclas ← → introducir el valor deseado
Introducir todos los valores en mm
y tener en cuenta lo siguiente:
– Los valores de las coordenadas se refieren a
los ejes X e Y
– Introducir el signo "–" sólo para valores X a la
derecha del eje Y
– Confirmar todos los valores introducidos con la
tecla "Ent er "
– Después de las introducciones, el "Tramo de
marcha en vacío" al punto de inicio de la
costura se representará con una línea de
trazos. Loa tramos de costura, por el contrario,
aparecen co mo l íneas conti nu as .
Aparece además el listado de las
introducciones LINE, AWARC, CWARC, SEON,
SEOF,SPEED, DELETE y FUN 805
–TP:
SEON
SPEED: 100%
– Los valores se pueden variar en saltos del 5%
7. Introducir los datos de todos los demás puntos
del contorno de costura:
Si el tramo de costura al punto siguiente es recto:
– Pulsar la tecla 1 para LINE – TP:
LINE
PUNTO FINAL
X:
Y:
– Introducir los valores de las coordenadas del
punto final
– Responder l a p r eg un ta " P un ta da en el p un to fi -
nal" con la tecla SI o la NO
Si el tramo de costura al punto siguiente ha de
consisti r en un ar c o de círculo:
– Pulsar la tecla 2 (AWARC) o la 3 (CWARC)
– Introducir los valores de las coordenadas del
punto final y de l pu nto medio del ar co d e c írculo
–TP:
STITCH ? SI / NO
– Al entrar "SI" se reducirá la velocidad de
costura en este sector
– AWARC = Arco en sentido contrario al de las
agujas del reloj
CWARC = Arco en el sentido de las agujas del
reloj
–TP:
AWAR C o C WARC
PUNTO FINAL
X:
Y:
PUNTO MEDIO
X:
Y:
4

Secuencia de introducción Observaciones / Texto en pantalla (TP)
Si el tramo siguiente no ha de coserse con la
velocidad a nt er io r me nt e i n tr o du c ida:
– Pulsar la tecla 6 para SPEED – TP:
SPEED: p. ej. 100%
– Con las teclas ← → introducir el valor deseado
Si en el último punto introducido hay que encauzar
determinadas f un c i on es :
– Pulsar la tecla 8 (FUNCT)
– Introducir el n º d e l a fu nc i ó n d es e ad a y p ul sar
la tecla "Enter"
–Nº. Función
01 Zigzag Con. ( e n l a 80 5-111)
02 Zigzag Desc. (en la 805-111)
03 Permitir activar "Corredera
interior ha ci a a tr á s "
(Entrarla an te s de l a f un c i ón 04 )
04 Corredera interior hacia atrás
05 Consulta "Corredera interior detrás"
06 Desplazamiento de la posición de la carrera
Con.
07 Desplazamiento de la posición de la carrera
Desc.
08 Soplar hacia fuera la pieza cosida
09 Bajar la placa transfer
10 Subir la placa transfer
– TP: FUN 805/XX
8. Después de introducido el punto final del
contorno de costura
– Introducir la función "Desc. costura" con la
tecla 5 (SEOF)
– Pulsar la t ecl a " E nt er " – La introduc c ión "Subir plac a t r an sfer" (LIFT)
9. Después de introducidos todos los datos de la
geometría:
– Pulsar la t ecl a de me nú s – Recuperar el me nú " P r ep ara do r S erv i c i o "
10. Recuperar el menú "Corrección de
programas" y seleccionar el proceso
"Contorno libre"
11. Responder las preg un tas que se despre nd en
del TP
–TP:
SEOFF
LIFT
NO LIFT
sólo es necesaria en casos especiales de
aplicación
– Si todavía hay que in c lui r o tro contorno de
costura:
Proceder com o s e ha de s c ri to a p ar t i r de l pu nto
5
– Estas son e n d et al l e l as s i g ui e nt es p r eg un ta s :
"Tamaño del bolsillo", "Variante de doblado",
"Con corredera interior", "Con doblado" y "Con
posición de l a ca r r era "
5
2. Fresar las piezas del juego de forma que dependen de la forma
2.1 Recuperar el menú "Fresar"
Proceso Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Posición correcta del carro respecto a la
estación de fresado
– Menú "Preparador Servicio" recuperado
– Programa de c ost ur a c on fe c c ion ado
– Piezas del juego de forma disponibles
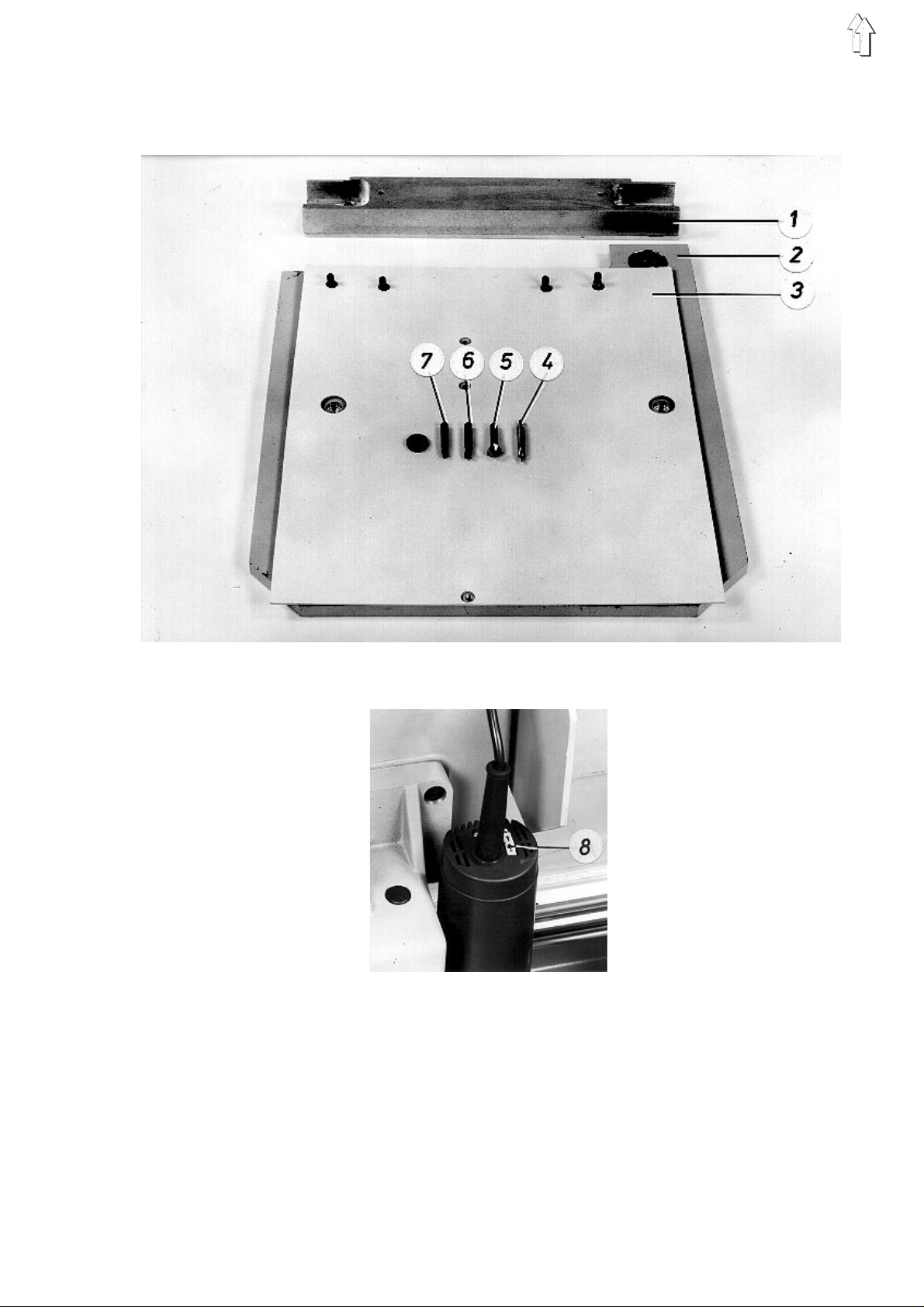
– Interruptor p ri nc i p al d e l a fre s a c o ne c ta do
– Régimen de revoluciones " 3 " aj u sta do en la
fresa con la rue da de aj u s te 8
– Medios auxiliares disponibles
1. Recuperar el menú "4"
– Pulsar la tecla "4"
– Determina r l a s u bcl a s e
– Efectuar la correspondiente introducción
– Pulsar la tecla "Sí" – TP:
– Introducir e l nº de orden del progr a ma
– Pulsar la tecla "Enter" – TP:
– Ver capítulo 6.4 de las Instrucciones de Servicio
–TP:
4: Fresar
– Fresas 7 y 6 de 4 y 6 mm Ø
– Fresa de forma 5
– Broca de centrar 4
– Placa de fre sado 2
– Lámina de cartón 3
– Regla de apoy o 1
–TP:
Fresar para Cl. 805-121
Fresar para Cl. 805-111
– Ver placa de características d e l a má qu i na
– Junto con el l i stado de los progr a ma s ap ar e ce
el siguiente TP:
¿Hay que fresar un programa?:
Sí
Introduzca el n úm er o de ord en del programa a
fresar
Fresar
Placa tran s fe r
Corredera central
Marco exterior
Pieza ins ert ad a c o n t ubo flexible
Corredera delantera (Event.)
6
7
2.2 Fresar placa transfer, corredera central, marco exter ior y pieza insertada para tubo flexibl e
2.2.1 Informaciones generales
Las piezas mencionadas se pueden fresar siguiendo un orden cualquiera.
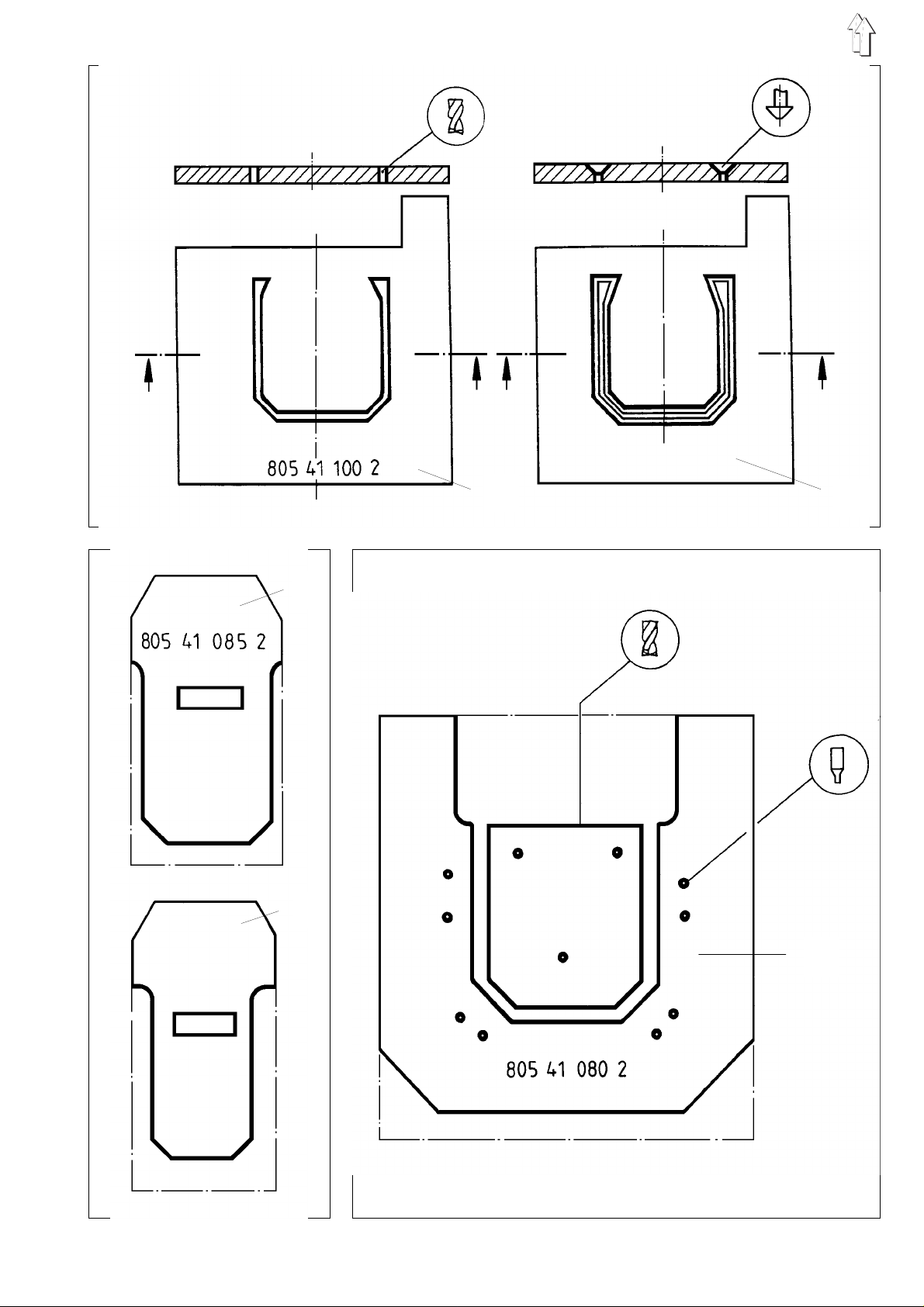
Sin embargo , a l fr e sar l a pl a c a t ran s fe r ha y qu e f res a r pri m er o l a ra nu r a, an te s de qu e p ue da fresarse el
chaflán en 2 pasadas con 2 a ltu r as d i fe ren tes de la fresa de fo r ma . E n el m ar co ex t er i o r ha y qu e t aladrar
primero todos los agujeros de centrado antes del "Fresado del contorno".
La rueda de aj us t e d e l a fr e s a, pa ra l a r eg ul a c ión de las revoluc ion es s e ha de en c on tr a r s i em pr e en l a
posición "3".
La pieza insertada para el tubo flexible de la 805-121 solamente puede ser fresada por el cliente si las
regletas de doblado de las correderas exteriores no son más anchas de 5 mm.
En el caso d e regletas más an chas, como las que ha y qu e e mp l ea r, p. ej., p ar a gé ne ros d e p un to, las
piezas insertadas para el tubo flexible han de fresarse en fábrica. Aquí se confecciona un programa con
un contorno c o nv e ni e nt em en te " má s pe qu eñ o" .
Para fresar y taladrar los correspondientes elementos hay que emplear las siguientes herramientas y
elegir las velocidades de avance que se indican:
Elemento Proceso _til Velocidad avance
Placa transfer 1 Fresar ranura Fresa 6 Ø 66%
Placa transfer 2 Fresar chaflán Fresa forma 66%
Corredera central sup. 3 Fresar cont. ext. Fresa 4Ø 33%
Corredera central inf. 4 Fresar cont. ext. Fresa 4 Ø 33%
Marco ext. 5 Taladrar agujeros Broca de cen tra r 100%
de centrado
Marco ext. 5 Fresar contorno Fresa 6 Ø 66%
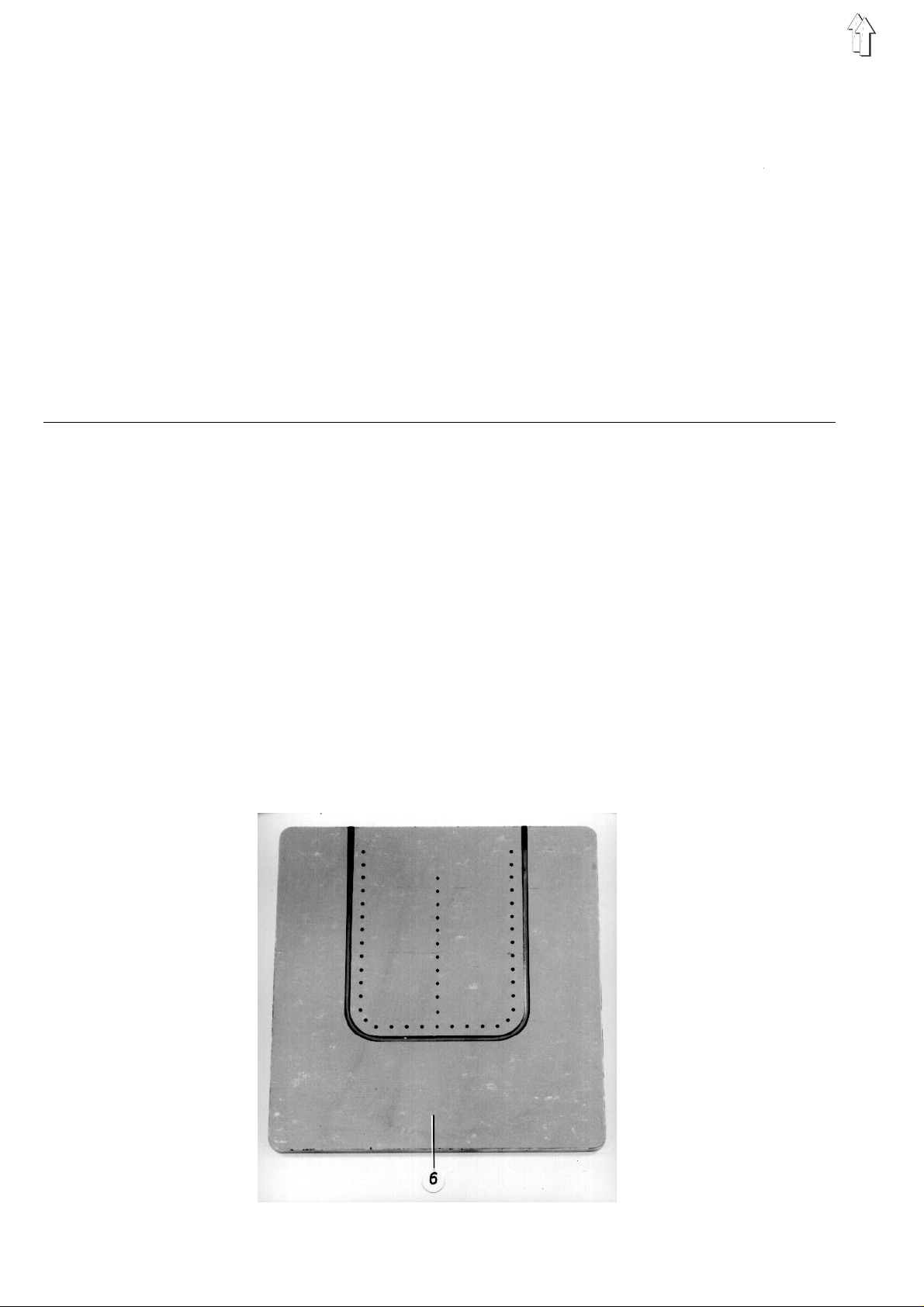
P. insert. tubo flex. 6 Fresar ranura Fresa 4 Ø 33%
(sólo en 805-121)
8
1
2
3
4
5
9

2.2.2 Fresar piezas del juego de forma
Proceso Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Fresar" recuperado
1. Recuperar el proceso deseado:
– Pulsar la tecla correspondiente – TP después de seleccionar "Placa transfer":
–TP:
Placa tran s fe r
Corredera central
Marco exterior
Pieza ins ert ad a para tubo flexi bl e
Corredera delantera (Event.)
Fresar contorno
Fresar forma
– TP después de sel e c c ionar "Correder a ce ntral":
Valor de corrección del material
– TP después de sel e c c ionar el proceso "Marco
exterior" o "Corredera delantera":
Centrar aguj e r os
Fresar contorno
– TP después de seleccionar "Pieza
insertada p ar a tu bo fl e xi bl e :
Sujetar pieza semiacabada 805 40 232 0
Emplear fresa de 4 mm para 4 mm de
profundidad de fr e s ad o
2. Llevar el carro tran s fe r a l a " P os i ci ó n d e
montaje":
Si se ha sel e cc i on ad o e l pr o ces o " P l ac a tra ns f er " :
– O bien sele cc i on ar co n l a te c l a " E n te r " el p r oc e -
so "Fresar contorno" para fresar la ranura
– o seleccionar el proceso "Fresar forma" con las
teclas "↓" y "Enter" para fresar el chaflán
Si se ha sel e cc i on ad o e l pr o ces o " Co r r ed era
central":
– Como "Valor de corrección" introducir el grueso
de la pieza a coser en mm
– Pulsar la tecla "Enter" – TP:
– Seleccionar: o bien "Corredera central supe-
rior" con la tecla "Enter", o "Corredera central
inferior" con las teclas ↓" y "Enter"
– Seleccionar: o bien el proceso "Con ventana" o
el proceso "Sin ventana"
–TP:
Sujetar pieza semiacabada 805 41 100 2,
montar fresa de 6 mm
–TP:
Sujetar la placa transfer previamente fresada
Montar fresa de forma
– La corredera central será fresada "más
pequeña" con este valor
Corredera central superior
Corredera central inferior
–TP:
Con ventana
Sin ventana
– Seleccion ar e l pr o ces o " Co n v e nt ana",
solamente cuando haya que coser bolsillos
"fielmente a l a mu es t r a" .
Las correderas centrales sin ventana son más
sólidas.
10

Proceso Observaciones / Texto en pantalla (TP)
Si se ha seleccionado el proceso "Marco exterior"
o "Corredera delantera:
– O bien seleccionar "Centrar agujero" con la
tecla "Ent er "
– o seleccionar "Fresar contorno" con las teclas
"↓" y "Enter"
Si se ha seleccionado el proceso "Pieza insertada
con tubo flexi bl e :
– El carro transfer se encuentra ya en la
"Posición de montaje"
3. Cuando la placa de apoy o y la placa de fresad o
no están todavía montadas.
– Colocar la regla de apoyo 3 en el soporte de la
palanca del transfer 2
– Atornillar la placa de fresado 1 a la palanca del
transfer 2
– Colocar el apoyo de fresado sobre la placa de
fresado
–TP:
Sujetar pie z a se mi a c ab ad a 8 05 41 085 2
Montar fresa de 4 m m
–TP:
Sujetar pie z a se mi a c ab ad a 8 05 41 080 2 ó 805
41 094 2
Montar la bro c a d e ce ntrar
–TP:
Sujetar pie z a se mi a c ab ad a 8 05 41 080 2 ó 805
41 094 2
Montar fresa de 6 m m
– El apoyo de fresado es de cartón de 2 mm de
grueso
4. Atornillar la pieza semiacabada en cuestión
sobre la pla ca d e fresado
–Ver TP
11

Proceso Observaciones / Texto en pantalla (TP)
5. Montar el útil correspondiente:
– Retirar la c ab eza as p i r ad ora
– Montar la fr es a 2 o l a b roc a de c en tr a r 6 o un a
fresa de forma
– Fijar la galga 3 al soporte para la cabeza
aspiradora
– Ajustar la fresa o la broca de centrar o la broca
de forma respecto a la galga
– Sujetar el út i l
– Aflojar un po c o e l út i l, t i rar lo hacia abajo lo que
convenga y sujetarlo
– Retirar la ga l ga 3
– Insertar el disco de junta 4 sobre la fresa y em-
pujarlo contra el casquillo de sujeción.
– Fijar la ca be z a a s pir a do r a 1 al so po r te
– La broca de centrar debe descansar sobre el
estribo 8 de la galga.
Esta altura también la tiene que tener la fresa
de forma al "Fresar previamente" el chaflán en
la placa tr an s fe r.
– La fresa 2 ha de es t ar t oc a nd o a l a su perficie
de la galga 3.
Esta altura también la tiene que tener la fresa
de forma para el "Fresado de acabado" del
chaflán.
Para fresa r l a ranura en le pie za i n s ertada para
el tubo flex i bl e , l a fre s a ( 4 ) ha de estar todavía
0,8 mm más alta.
– Con ello el útil sube aprox. 1 mm
– Para que no puedan entrar virutas en la fresa
12

Proceso Observaciones / Texto en pantalla (TP)
6. Llevar el carro transfer a la "Posición de
fresado" y b asc u l ar el dispositi v o d e f r esa r
hacia abajo:
– Pulsar la t ecl a " E nt er "
7. Introducir la velocidad de avance prescrita:
– Pulsar convenientemente la tecla ← o la tecla
→
8. Activar el proceso d e f r esado o de centrad o:
– Pulsar la tecla "Enter" – La fresa se pone en marcha y baja.
–Esperar
–TP:
Proseguir con Enter
– Introducir 66% para fresar la placa transfer,
33% para la corredera central y 66% para el
marco exteri or
El movimie nt o d e l o s car ros para el proc eso de
fresado empieza cuando está accionado el
interruptor "Fresa abajo".
– En caso de r ot ura de una fresa hay que
proceder como s i gu e
1. Pulsar la tecla " S t op " :
Los carros se paran
TP: ¿Rotura de fresa? (Sí/No)
2. Pulsar la tecla " S í":
Se desconec t a e l di spositivo de as pi r a ci ón
Se desconec t a l a fresa y sube haci a a r ri ba
Bascular el dispositivo de fresar hacia arriba
3. Pulsar la tecla " I":
Carros a la "Posición de montaje"
4. Empezar otra vez d es d e e l pri n c i pi o el
proceso des cr i t o e n e l pu nt o 1 de es t e
capítulo
– H asta que se hayan desarrollado las siguientes
funciones:
1. Fresa desconectada y hacia arriba
2. Disposit i v o d e f r es a r ha c i a a rr i ba
3. Carros a la posición de montaje
4. TP:
Fresar
Placa transfer
Corredera central
Marco exteri or
Corredera delantera (Event.)
13
3. Montar , pegar y ajustar piezas del juego de forma
3.1 Montar las piezas de la corredera central
Las dos chap as d e l a c or re dera central es tá n, no r ma l me nte, algo abombad as . Para poder com pe ns a r es t a
deformación, las dos chapas tienen que tener una determinada posición una respecto a la otra al pegarlas
entre sí.
Proceso Observaciones
1. Desbarbar y pulir las dos chapas de la
corredera central
2. Pegar entre sí ambas chapas de la c o r red er a
central:
– Limpiar ambas chapas
– Pegar cinta adhesiva por ambos lados 1 sobre
toda la super fi c ie de la chapa peque ña
– Retirar la l ám i na de l a ci n ta ad hesiva pegada 1
– Insertar la c h ap a g r an de 2 e n l a s es p i ga s de l
soporte
– Insertar la chapa pequeña 3 en las espigas del
soporte
– Prensar ambas chapas una co nt r a o tr a c on la
más fuerte pr esi ó n p os i b l e
– Avellanar los 5 ag uj e r os – Tener en cuenta qu e la s c ab ez a s de los
– Atornillar ambas chapas 4 y 5 al soporte
3. Montar los topes del bolsillo y las pinzas de la
pieza a coser:
– Trazar la posici ón de l os 4 agujeros roscad os
en el soporte de l as ch apas 6
– Taladrar 4 agujeros con un Ø de 3,2 mm
– Atornillar los topes 8 y las pinzas 7 al soporte
– Ajustar la presión de las pinzas 7
– p, ej., con u na l ima y un di s c o de pu l ir
– Pegar con la cor r e spo ndiente presión s ob r e e l
lado representado en la ilustración
– La chapa ha de estar aquí en la posición
respecto al soporte representada en la
ilustración
tornillos han de quedar al ras con la chapa 4
– Con 5 tornillos avellanados
Tener en cuenta aq uí lo sigui en te :
– Posiciona r l os t op es p ara el a j us t e p r evi o a u na
distancia de 3 mm del borde inferior del escote
– Las pinzas t i en en qu e e s ta r em pujadas hacia
atrás hasta los topes
– Para ello do bl a r l as p i nzas de modo que el
recorte del bolsillo quede pinzado con
seguridad c o n la menor presión po s i ble.
14
1
2
4
3
5
6
7
8
15

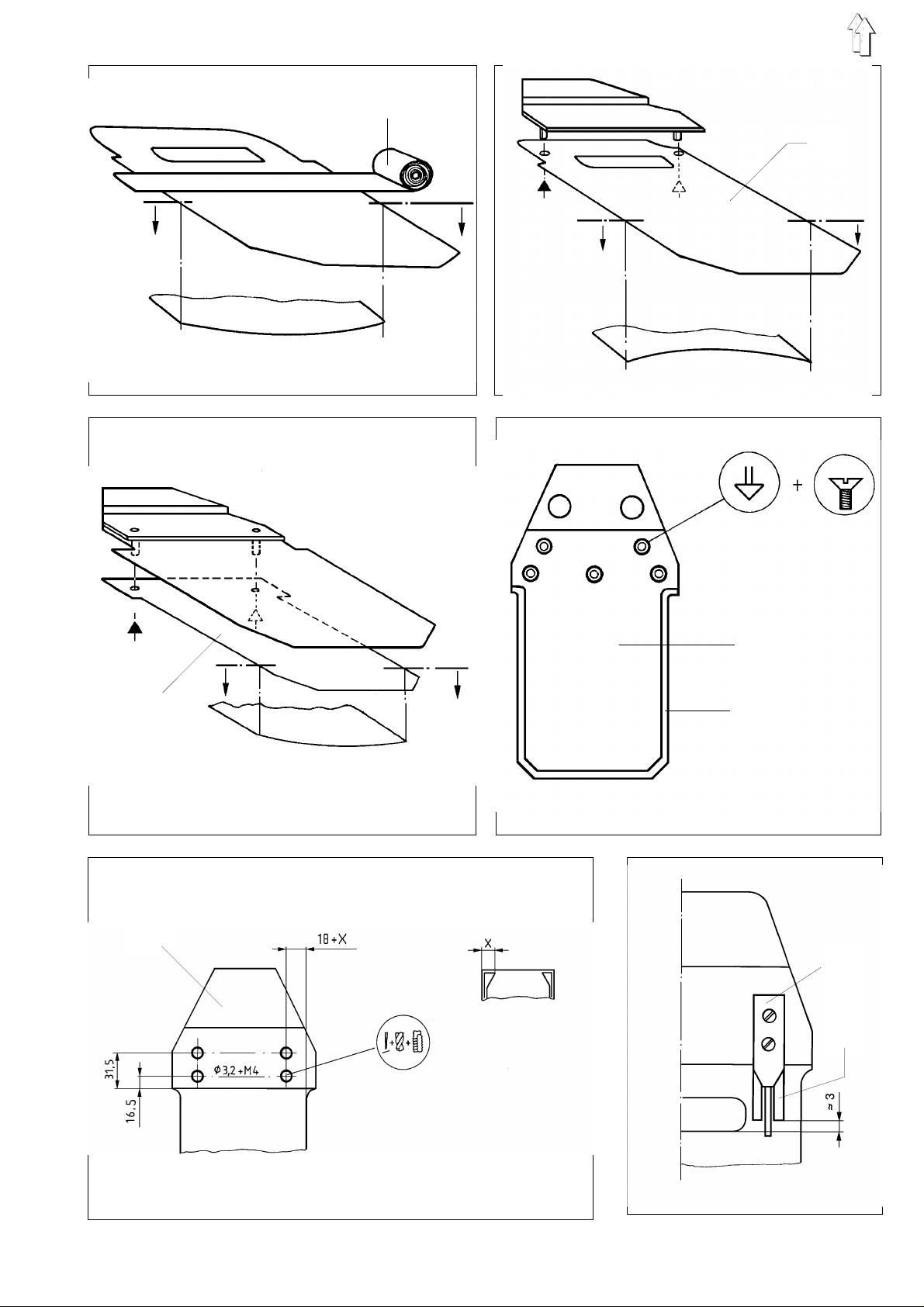
3.2 Montar y pegar las piezas del marco interior
Proceso Observaciones
1. Desbarbar el marco i n te ri or
2. Taladrar y avellanar los agujeros:
– Taladrar 2 agujeros de 4,2 Ø
– Taladrar un agujero de 7,1 Ø
– Avellanar ambos agujeros de 4 ,2 mm
3. Fijar los 2 tornillos de unión:
– I nsertar los tornillos 4 por los dos agujeros
avellanados
– I nsertar las arandelas 3 en los tornillos
– Enroscar las tuercas 2 a los tornillos
4. Enroscar la tubuladura de aspiración 1 – Con 2 tornillos exagonales de M3
5. Pegar las tiras de goma 6:
– Pegar las tiras de goma sobre el borde del
marco interi or
– Pegar la tira de goma paralela al canto superior
del marco in te ri or
– Pegar las tiras de goma dentro del área de
vacío del marco inter ior
– En los aguje r os d e c e nt r ad o
– En el agujer o d e c e nt rado
– Para tornillos avellanados de M4
– Las tiras de go ma mu s go sa d e 5 mm de ancho
han de quedar al ras con el bo rde exterior del
marco interior
– A una distancia de 18 mm
– Estas tiras ha n d e " s u s te nt ar " d es p ué s el
Delrin que h ay q ue pe ga r.
La distancia entre las tiras entre sí y también
hasta los bordes ya pegados del marco interior
ha de ser de 15 a 20 mm. Separaciones
mayores podrían conducir a una "mayor
anchura" de los bolsillos cosidos
6. Recortar el Delrin, taladrarlo y pegarlo:
– Señalar el contorno exterior del Delrin 7
– Recortar el D el ri n
– Marcar la pos i c ión de los cerca de 40 ag uj e r os
para vacío sobre el Del ri n 8
– Taladrar agujero s de 1, 5 mm en los puntos
marcados
– I nsertar el casquillo por el agujero del marco
interior 9
– Pegar el Del r in sobre la goma del marco
interior 10
– El contorno lateral y el inferior han de ser
idénticos al co ntorno exterior d el marco
interior. El canto superior del Del r in ha de
quedar al ras con la tira de goma superior.
– Tener en cuenta lo s i g ui e nt e:
La distancia de los agujeros al borde del Delrin
ha de ser de unos 10 mm.
Marcar otra línea de agujeros a una distancia
de 5 mm de la línea de agujeros del borde
delantero.
16
2
3
1
2
3
4
4
5
7
6
10
9
8
17

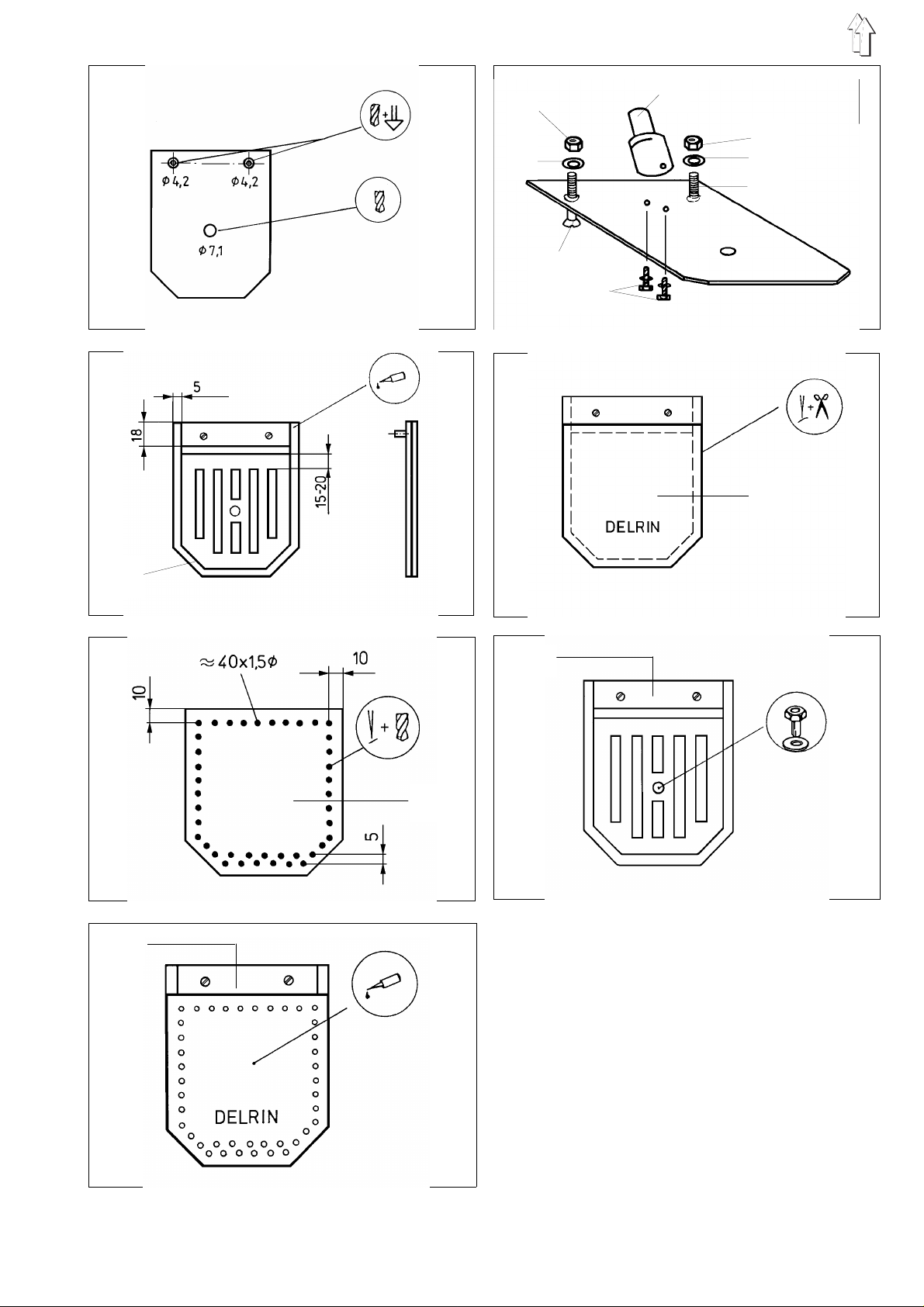
Proceso Observaciones
7. Pegar las cintas adhesivas 1:
– Recortar ti ra s de un os 8 mm de an c ho y pe ga r -
las sobre el Delrin
– Recortar tiras de 5 mm de ancho y pegarlas
sobre la goma
8. Unir el marco inter ior c o n l a pl a ca s o po r te :
– C olocar los muelles cónicos brillantes 3 sobre
ambos tornillos del marco interior
– Colocar la pl a c a so po r te 5 s o br e los d os
tornillos
– Enroscar los casquillos 4 a los tornillos
– Enroscar las contratuercas 6 a los tornillos
– C olocar el muelle cónico negro 10 sobre el cas-
quillo
– Las tiras han de quedar al ras con el borde
exterior del Delrin
– En el área superior del marco interior.
Según el grueso de la entrada del bolsillo
puede ser necesario esmerilar la goma o pegar
varias tiras adhesivas unas sobre otras.
– El extremo m ás a nch o de estos muelle s ha de
descansar s ob r e e l ma rc o i n te r ior
– Enroscar los casquillos hasta tal punto que las
contratuercas 6, a enroscar después, queden
al ras con los extremos de los tornillos
– Colocar el muelle delgado sólo para la Cl.
805-121.
Elegir el mu ell e gr u es o pa ra l a Cl . 80 5- 111 y
también para la Cl. 805-121 en casos
especiale s de ap l ic ac i ó n
– Insertar el elemento de des pl a z am i en to 7 e n e l
soporte 8, a través del agujero
– Enroscar la contratuerca 9 al tornillo del
elemento de desplazamiento
– Enroscar el casquillo al tornillo del elemento de
desplazami en to 12
– Enroscar la contratuerca contra el casquillo
– Atornillar el elemento de desplazamiento 12 a
la placa soporte 13
9. Atornillar la placa soporte 16 del marco interior
al puente 15
– La distanci a e nt r e l a placa soporte 13 y el
marco interior 14 ha de ser exactamente igual
como en los d os o tr o s pu ntos de unión
– Alinear el elemento de desplazamiento de
forma que el marco interior 14 se pueda mover
con suavid ad
– La fijación se efectúa mediante las 2 espigas
del puente
18
6
5
4
3
1
7
8
9
10
11
12
13
14
15
16
19
3.3 Montar las piezas del marco exterior
Proceso Observaciones
1. Desbarbar el marco exterior
2. Taladrar los ag uj e r os y r o s car l o s:
3. Pegar la goma esponjosa sobre el marco
exterior 1
4. Unir el puente 5 con e l ma rc o e x te r ior 1 :
– Insertar las 2 c l av ij a s de 4 m m e n l o s 2 a gu -
jeros del ma rc o e x te ri or
– Colocar la s placas intermedi a s 4 sobre el
marco exteri or
– Insertar el puente 5 en las clavijas del marco
exterior
– Atornillar las placas intermedias 4 y el puente 5
– Atornillar los refuerzos 3
5. Montar el cilindro:
– Elegir el elemento de corredera adecuado Largo d. borde d. bolsillo Elemento
Para las correderas laterales hasta 125 mm versión corta
Para la corredera delantera hasta 60 mm versión corta
– Pegar la goma de 2 m m d e g r ue s o, c on c inta
adhesiva por ambos lados, sobre toda la
superficie. Apretar bien la goma al efectuarlo.
– El marco interior ya está atornillado al puente
– Prestar atención a que las clavijas no
sobresalg an po r el l a do de l a g om a m us g os a
de 125 a 170 mm versión me dia
más de 170 mm versión lar g a
--------------------------------------------------------
más de 60 mm versión lar g a
--------------------------------------------------------
20

5
4
3
2
1
21

Proceso Observaciones
– I nsertar los casquillos 1 en el agujero de los
elementos 2 de las correderas
laterales, delanteras y de esquinas
– Pegar 2 láminas deslizantes 3 en el lado
inferior de los e l em en to s de l a c o rr ed era 2
– I nsertar los elementos de las correderas en las
clavijas de los cilindros
– Atornillar las placas 6 a los cilindros Tener en cuenta aquí lo siguiente:
– Atornillar las conexiones neumáticas T y L a los
cilindros
Aquí hay que tener en cu en ta l o s ig ui e nte:
– El agujero rasgado de los casquillos 1 tiene
que quedar t ran s v ers a l a l a " dir e c ci ón de empuje"
– Según el esqu em a d e c o s tu r a (Costura
doble/Costura simple), el agujero rasgado tiene
que estar en la correspondiente posición
representa da en l a il u s tr a c ión
– E n los elementos para la corredera lateral
derecha e izquierda, insertar el casquillo desde
el lado correspondiente
– Tal co mo está represen ta do en l a i l u s tra c i ón ,
pegarlas en el l a do po r el q ue no s ob r es a le el
collar del casquillo
– Tener aquí en cuenta que el camp o d e a c ci ón
de los elementos de las correderas está
situado enfrente de las conexiones neumáticas
– La placa ha de tener la posición respecto al
cilindro representada en la ilustración
– Apretar los tornillos de forma que todavía sea
posible un movimiento suave de las correderas
– Tal co mo está represen ta do en l a i l u s tra c i ón
6.
Controlar la anchura de los elementos 7 de las
correderas laterales y event. adaptarla
Controlar l a an c hu ra d el e l em en to 8 de la
7.
corredera de l an te r a y e ven t. adaptarla
1
– Cuando el borde lateral del bolsillo A es más
corto de 95 mm, hay que acortar como
corresponda el e l em en to de l a c o r red er a po r su
parte inferior
– La anchura X es correcta cuando el elemento
no es más ancho que el borde delantero B del
bolsillo
4
5
2
6
3
22

7
8
23

Proceso Observaciones
8.
Montar los introductores de esquinas en las
correderas laterales:
Cl. 805-121:
En la versió n m ed i a o l ar g a d el e l em en to de
corredera para las correderas laterales:
– Atornillar la regleta 2 sobre la placa 3 del
cilindro
– Fijar los pernos 1 a la regleta
En la versión corta del elemento de corredera
para las correderas laterales:
– Fijar los pernos 4 a la placa soporte – Con tornillos avellanados de M4
En todas las versiones del elemento de
corredera:
– Fijar el bulón excéntrico 5 a la corredera lateral
– Atornillar el bulón 6 a la corredera lateral
– Montar las articulaciones, bielas, regletas y
deslizadera s 7
– Ajustar la posición del bulón excéntrico 5
– Con tornillos avellanados de M4
– Para ello i nt rod uc i rl o en el a gu j er o de l a
corredera y fijarlo con una tuerca
– Para ello pro c ed er según el orden qu e s e
desprende de las dos ilustraciones
– La articulación 8 no debe estar en la posición
estirada cuando la corredera lateral se ha
desplazado de l to do ha c i a d el a nt e
Cl. 805-111:
Montar el int r od uc t or d e e s qu i na s 11 con todos
los elemento s pe r tinentes según el o rde n q ue
se desprende de las ilustraciones
1
1
2
– Prestar atención a que el bulón se encuentre
en el agujer o c o rr ec t o:
Agujero 10 p ar a cos t ur a s do bl e s
Agujero 9 pa r a co s tu r as si m pl e s
4
3
24

5
6
25

Proceso Observaciones
9.
Cortar a medi d a l a s reg l et as d e p er f i l Z y
atornillarlas:
– C ortar las regletas de perfil Z a la longitud
correcta
Tener en cuenta aquí lo siguien te :
– La longitud de las regletas de perfil Z ha de ser
0,5 mm más cor t a q ue el c o rr es p on di e nt e b or de del bolsillo
– El canto "s up eri o r " de l a re gl e ta de pe r fi l Z p ar a
la corredera lateral ha de estar a una distancia
de unos 15 mm de l cen tr o de l pr ó xi mo ag uj e r o
rasgado
– Los agujeros ra s ga do s de l as r e gl e ta s de pe r fi l
Z para las correderas delantera y de esquinas
han de estar emplazados "centrados"
– Atornillar las regletas de perfil Z 1 a los
elementos de las correderas
10.
Atornillar los cilindros 2 sobre el marco
exterior
11.
Cortar los tubos flexibles a medida, y
empalmarlos:
– Fijar las regletas de perfil Z para las correderas
laterales y delantera con 3 tornillos como
mínimo
– Alinear la s r eg l et as d e p erfil Z de manera q ue
los tornillos queden en el centro de los
agujeros rasgados
– Situar aquí los cilindros lo más atrás posible
– C ortar los tubos flexibles a la longitud correcta
– Empalmar los tubos flexibles a las conexiones
de los cilindros y del puente
26
– Tal co mo está represen ta do en l a i l u s tra c i ón

1
2
27

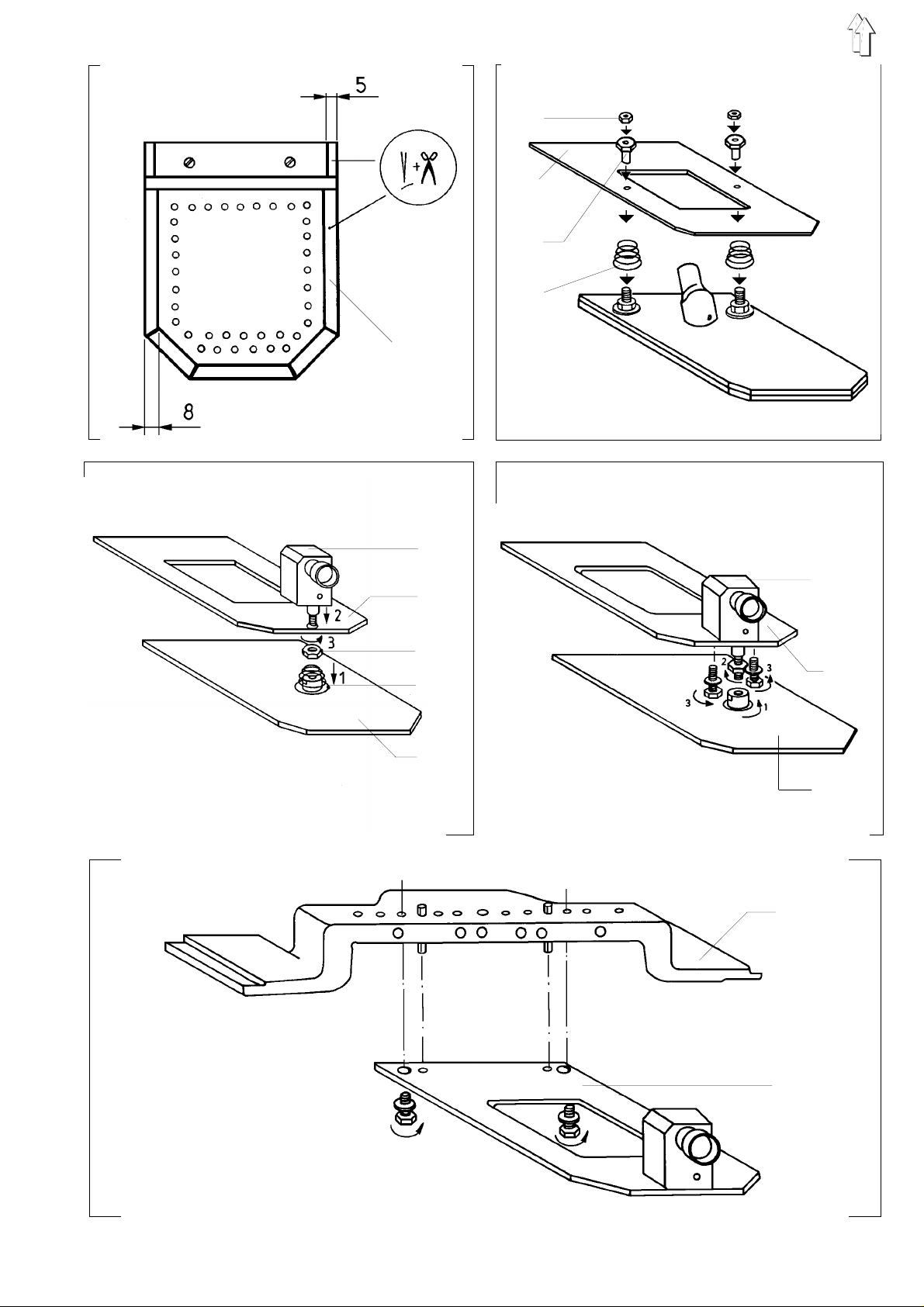
3.4 Montar las piezas de la pieza insertada con tubo flexible
Proceso Observaciones
1.
Desbarbar la ranura fresada en la placa 4
Limar un cha fl á n 7 de 1 x 1 mm
2.
3.
Tal ad rar y d esbarbar los aguj e ros
– Marcar la posición de los agujeros
– Taladrar 4 agujeros de 3 Ø
– Tal ad rar l o s ag ujeros de 2 Ø
– Avellanar por de ba j o l o s do s agujeros de 3 Ø
– Desbarbar t od os l o s agujeros
Pegar la cinta adhesiva:
4.
– Limpiar la cara superior de la placa 4
– Pegar la cinta adhesiva por ambos lados a la
cara superior de la placa, sin pliegues ni
ampollas
– Eliminar la cinta adhesiva en la zona de la
ranura
5.
Colocar el tubo flexible 3 y las piezas de los
extremos 1:
– Determina r l a l o ng i tu d d e t ub o f l ex i b l e
necesaria
– Cortar el tu bo fl e x i ble como corresp on da
– Pasar los ex t r em os d el t ub o f l ex ib l e p or l a s
piezas de lo s ext r em os 1
– C olocar el tubo flexible con las piezas
extremas en l a ran ur a
– Atornillar las piezas extremas
– Cortar los extremos del tub o f l exi b l e – El tubo ha de sob r es a l ir 1 m m a pr o x.
– En el lado inferior de la placa
– Estos agujeros han de estar en el centro de la
ranura
¡Este proces o ha de r ea l iz ar se antes de
–
colocar el tubo flexible!
– p. ej., con un cuchillo
– Longitud del tubo flexible = Longitud de la
ranura + 50 mm aprox.
– Introducir el tubo flexibl e p or e l ag uj e r o d e l a
placa y tira r de él h as t a q ue qu ed e, s i n t en s i ón ,
dentro de la ranura
Empalmar o s u j et ar todos los demá s el e me ntos
6.
neumáticos
Pegar la lámina y practicarle 4 agujeros
7.
28
Tener en cuenta aquí lo siguien te :
– El tubo flex i bl e 8 h a d e s e r ta n l a r go qu e s u en -
chufe rápid o q ue de al r a s c on el b or d e i n fe ri or
de la placa
– Para sujetar los tubos flexibles 5, 6 y 8
taladrar 3 agujeros ciegos de un Ø de 2,4 mm y
una profundidad de 5 mm y roscarlos a M3
– Mantener limpia la superficie para pegar la
cinta adhesiva
– Pegar la lám i na sobre la placa, s i n p l i eg ue s ni
ampollas
– Con una broca, eliminar la lámina donde hay
los agujer os
– Con una aguja, pinchar los 2 agujeritos 2 en la
lámina, de ba jo de las dos piez as e x tre ma s en
el borde de la ranura, sin dañar el tubo flexible

Proceso Observaciones
8.
Comprobar la al t ura de l a p l ac a :
– Colocar la placa en el escote del apoyo de la
pieza a coser
– Controlar la altura de la placa – La placa no debe encontrarse por debajo del
nivel del ap oy o de l a p i eza a c o s er.
Para corregir la altura pegar una tira de
espesor adecuado debajo de la placa
29

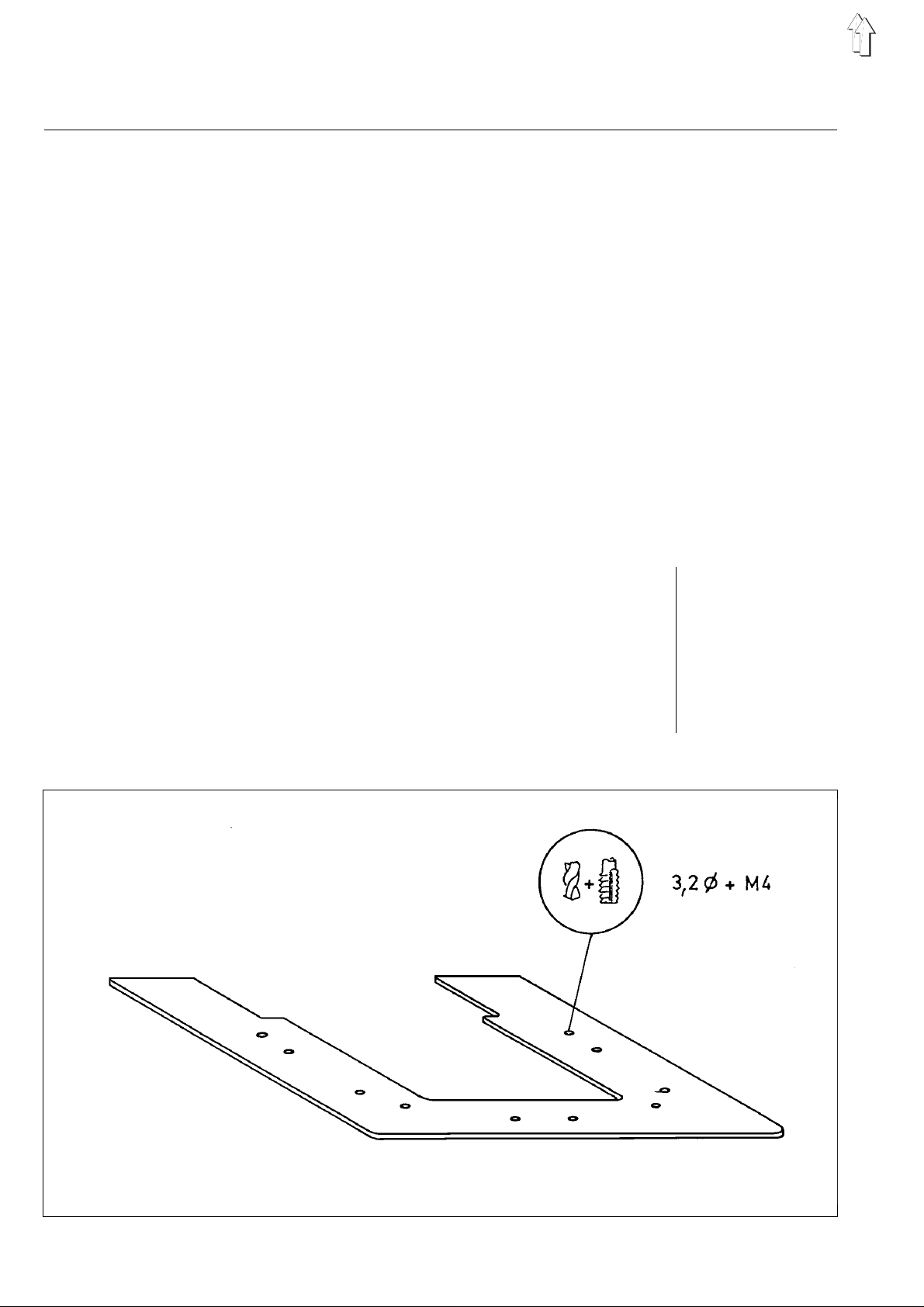
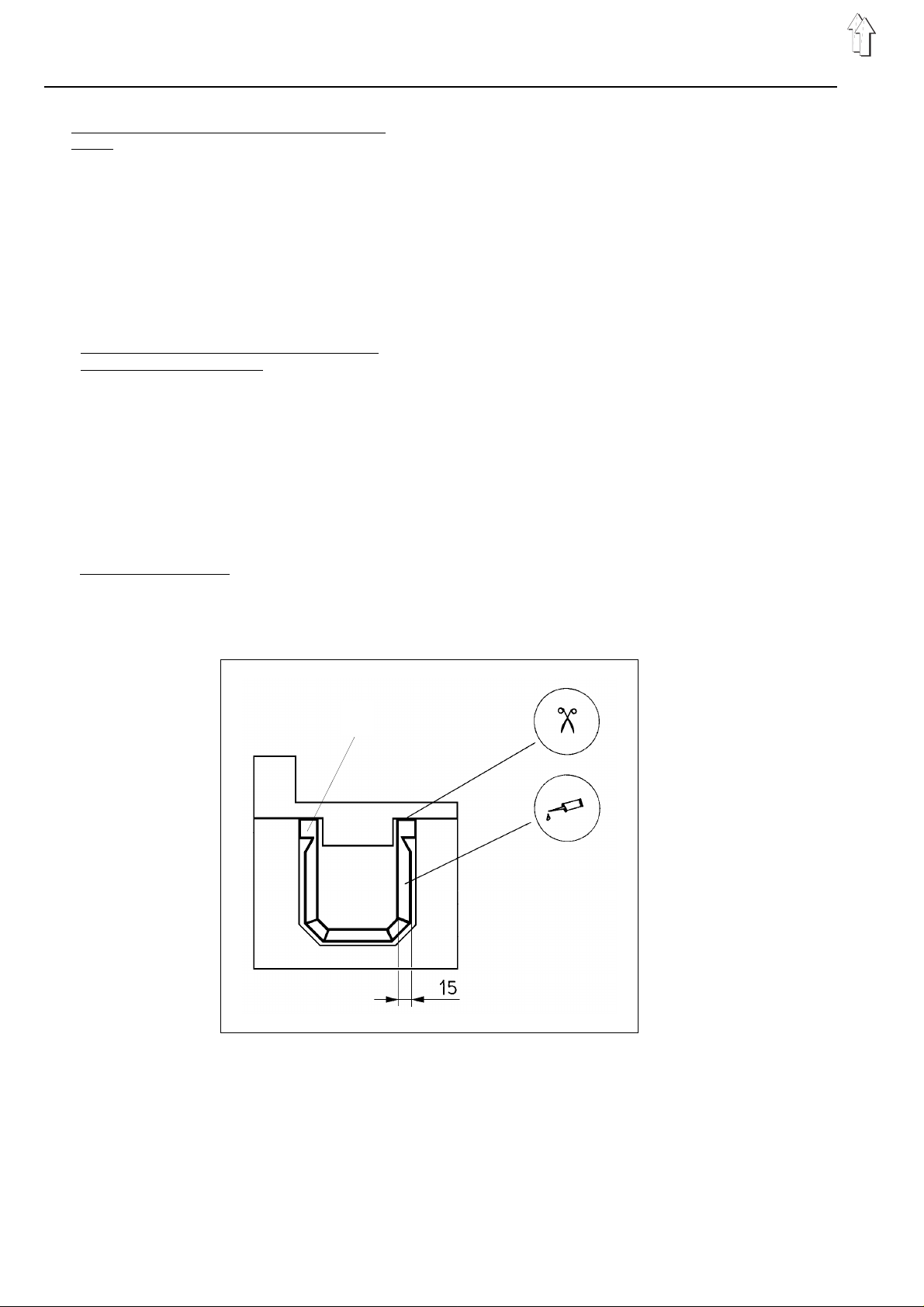
3.5 Montar y pegar las piezas de l a placa tr ansfer
3.5.1 Pegar placas transfer sin corredera interior
Las placas tra ns f er s in c or re de r a i n te r ior s ó l o se pu eden emplear para l a c o s tu ra de programas co n
costuras simples
Proceso Observaciones
Desbarbar l a pl a ca transfer
1.
Recortar la goma esponjosa 1 y pegarla debajo
2.
de la placa t r an s fe r:
– Marcar el tamaño del escote "interior" sobre la
goma esponjos a
– Recortar la goma esponjosa
– Pegar la goma esponjosa debajo de la placa
transfer, con cinta adhesiva por ambas caras
– Recortar un a ranura para el co s i do en l a g om a
esponjosa
– Alinear la go ma centrada en direc c i ón l at era l y
posicionarla a una distancia de 15 mm del
canto super i or d e l a pl a c a t r an sf e r
– De acuerdo co n e l an c ho de l a ra nura para el
cosido en l a p l aca transfer
Recortar el D el ri n y pe ga r l o so br e l a g om a
3.
esponjosa
– Marcar el es c ot e e n e l ár e a su perior del Delr in – Según el cont or n o d e l a go ma es p on j os a
– Marcar el co nt or n o e x te ri or d el D el ri n – El Delrin h a d e so br e s al ir u n p oc o po r en ci ma
de la ranura para cosido de la placa transfer
– Recortar el D el ri n
– Pegar el Del r in sobre la goma es p on j os a c on
cinta adhesiva
Atornillar los elementos de alojamiento 4 y los
4.
elementos de conmutación 6 a la placa transfer
Pegar el ca mp o d e c o di f i cac i ó n y f orr a r lo:
5.
– Pegar el campo de codificación 3 sobre la
placa trans fe r
– Pegar la lámina reflectora 2 sobre los
segmentos correspondientes del campo de
codificación
– Pegar el campo de datos 5 sobre la placa
transfer
– A lo largo de las marcas
– Pero para pl aca s tr a nsfer para progra ma s de
costura simple, pegar el Delrin sólo sobre la
goma musgosa de la "lengua"
– Fijar los do s elementos de aloj a mi e nt o c o n l o s
tornillos avellanados y enroscar el elemento de
conmutació n a l ag uj e r o ro s c ad o
– El campo ha de qu ed ar e n l a po s i ci ón
representa da en l a il u s tr a c ión
– Cubrir con lámina pegada los segmentos
indicados en l a p rog r am ac i ó n
Acoplar el juego de forma a la máquina
6.
Marcar el contorno de costura sobre el Delrin:
7.
– Recuperar el proceso "Coser sin doblar"
–Con la tecla ↓ reducir la velocidad a 5%
– Iniciar el proceso y para rl o o tr a vez c u an do el
cabezal de coser haya bajado
30
– Ver capítulo 4.4 de las Instrucciones de Manejo
– Ver capítulo 9.5.6 de las Instrucciones de
Servicio

Proceso Observaciones
– Pulsarla t ecl a " 0"
– Insertar una aguja acortada
– Controlar, y event. corregir, la altura de la aguja
– Pulsar la tecla "I"
– Proseguir el p r oce s o
– Retirar la placa transfer
Recortar y limar el Delrin:
8.
– Recortar el Delrin a lo largo del contorno
marcado
– Limar el Delrin – H ay que limar o lijar el Delrin de forma que
– Para el "Paro seguro" de los motores
– La aguja no debe penetrar demasiado
profundamente en el Delrin, ya que entonces
podría romperse éste
quede con la mínima sep aración posible
respecto a la aguja utilizada, sin tocar ésta
1
2
3
4
5
4
31
Proceso Observaciones
9.
Controlar la separación entre el Delrin y la
aguja
– Colocar la pl a c a t ran s fe r – TP:
Leer la codificación
Proseguir c o n E n te r
– Pulsar la tecla "Enter" – La codificación de la placa transfer es leída
– Insertar la aguja
– Poner en mar c ha el c i c l o de cos t ur a y controlar
la separación
Cortar a medida las tiras adherentes 1 y
10.
pegarlas so bre el D el r i n :
– Retirar la pl a ca transfer
– Recortar ti ra s ad he r en te s de l a a nchura
conveniente
– Pegar las tiras adherentes sobre el Delrin – Las tiras han de quedar al ras con el borde
– Colocar la pl a c a t ran s fe r
– En caso que l a a gu j a s u fra de s v i aci o ne s ha y
que limar o lijar más el Delrin en los puntos
convenientes
exterior del Delrin
–TP:
Leer la codificación
Proseguir c o n E n te r
Leer la codificación:
11.
– Pulsar la tecla "Enter"
1
32

3.5.2 Montar y forrar la placa transfer con corredera interior para servicio en la 805-111
La placa tran s fe r c on c or re de r a i n te ri or, ilustrada en la página 39 , e s ne c es a ri a p ar a cos e r c ost ur a s
dobles.
Las placas t ran s fe r pa r a p rog r am as co n distancias de c os t ura desiguales sól o s e p ue de n p r ep ara r en
fábrica.
Proceso Observaciones
1.
Desbarbar la placa transfer fresada 2
Montar la pla c a d e e mp uj e y l a d e la corredera
2.
interior
– Atornillar el bulón 1 a la placa transfer 2
– Acoplar la placa de empuje 4 y las 4 bielas 5
con los remaches de cabeza grande 3
– Unir los remaches 8 y los casquillos 7 con las 2
placas semiacabadas 6 de la corredera interior
– Acoplar las bielas superiores a los agujeros
superiores de la placa de empuje
– Las bielas inferiores deben conservar la misma
distancia (b ) r esp ec t o a l as b i el a s s up er i o res
como la que ti en en l as r a nu ras d e g uía
superiores respecto a las inferiores (distancia
a)
– Para ello i n ser t ar los remaches en l o s ag uj e ros
y, por el otro lado, los casquillos a los
remaches y remachar estos.
Los casquillos han de encontrarse en la parte
de arriba de las semiplacas derecha e izquierda
1
2
6
3
7
5 4
8
33

Proceso Observaciones
– Acortar la p l ac a de em pu j e 1
– Insertar las placas de plástico semiacabadas 2
en los casquillos 4 de las placas de la
corredera interior 3
– Insertar po r ab aj o l as p l acas de la corred era
interior 9 a la placa transfer
– Insertar las arandelas de plástico 6 en los
casquillos
– Acoplar la placa de empuje 7 con las placas de
la corredera interior
3.
Montar los tacos de guía 12 y el tope 14:
– Atornillar los tacos laterales de guía 12 – Alinear los tacos de modo que la placa de
– Ajustar el tope 14 para "Corredera interior en
posición de costura exterior" y atornillarlo fuerte
– La placa de empuje ha de tener la siguiente
longitud:
Distancia (a) entre las ranuras de guía superior
e inferior
más 50 mm (p. ej., 80 + 50 = 130 mm)
Sin embargo, no debe tener menos de la
longitud mínima de 120 mm.
– Los casquillos 8 han de encontrarse dentro de
las ranuras de gu ía de la pla c a t ran s fe r
– Insertar las bielas 5 encima de los casquillos 8
y asegurarlas con los anillos de seguridad 10
empuje 13 se pueda mover centrada
– Event. taladrar antes los correspondientes
agujeros y roscarlos a M3
Proceder aquí del siguiente modo:
– Empujar la placa de empuje 13 del todo hacia
atrás
– Determinar la distancia Y2 desde la placa de
empuje 13 al borde de la pla ca t r an s fe r (p. ej .
1,1 mm)
– Tirar la placa de empuje 0,7 mm hacia delante
y mantenerla en esta posición.
(Esta es la posición "Costura interior" de la
corredera interior.)
– Anotar la di s ta nci a de l a p l ac a de em pu j e a l a
placa transfer, p. ej. 1,1 + 0,7 = 1,8 mm.
– Colocar el tope 14 para la posición "Costura
exterior" a la siguiente distancia (Y1), respecto
a la placa de empuje, y atornillarlo allí fuerte:
Distancia de costura entre las costuras dobles
+ 0,5 mm (p. ej.: 6,3535 mm + 0,5 mm = 6,85
mm).
Event. taladrar un agujero de 2,4 mm y roscarlo
a M3.
4.
Recortar la corredera interior y las placas de
Delrin
– Marcar el co nt or n o e x te ri or d e l a s pl a c as d e l a
corredera interior y de Delrin
– Recortar y de sba r ba r las p l ac a s a lo largo del
contorno mar cado
34
– Actualmente s e e s tá pr e pa ran do un programa
de fresado para este proceso
– Para ello, empujar la placa de empuje 13 hacia
delante hasta tocar al top e 1 4 y lu ego marcar el
contorno a la siguiente distancia (x) del lado
interior de la ranura para costura:
Distancia de costura de las costuras dobles +
1,25 mm
(p. ej. 6,35 mm + 1,25 mm = 7,6 mm)
– Para ello ret i r ar l a s pl a c as
– Después del p r oc e so, colocar las placas de
nuevo

1
2
3
4
5
10
6
7
8
9
11
12
13
14
15
35

Proceso Observaciones
5.
Pegar las tiras de goma:
– Pegar 2 tiras de goma 2 de 3 x 8 mm sobre las
placas de la c orr e de ra i n te r i or
– Cortar a medi d a l a go ma mu s go s a 3 ( 1 m m d e
grueso) y pega r l a
– Cortar la ti ra musgosa 4 (roja ) en ti r a s de 20
mm de ancho y pe ga r l as
– Cortar a medi d a l a go ma du r a 5 ( 2 m m d e
grueso) y pega r l a
– Pegar el papel de lija 6 sobre la goma musgosa
(roja)
– La tira exteri o r ha de qu ed ar a l ras c o n e l
contorno ex te r ior d e l a s placas.
La tira interior ha de quedar tocando a la tira
exterior
– Con una cinta adhesiva por ambos lados
1
3
2
5
36
4
6

Proceso Observaciones
6.
Montar el taco, el cilindro y la chapa para
solapo:
– Enroscar el ej e de l ém bo l o 4 en l a ro s c a d el
taco 5
– Insertar el cilindro en el bulón 3 de la placa
transfer y asegurarlo con arandelas de
seguridad
– Atornillar la chapa para solapo 9 al taco 5
– Doblar la ch ap a p ar a sol a po – La chapa no d eb e " q ue da r s ep ar a da " si no qu e
– Retirar el papel de lija (encima de las tiras de
goma) situado debajo de la chapa para solapo
– Acortar la chapa para solapo por su parte
delantera
– Pegar papel de lija a la punta de la chapa
Ajustar la corredera interior. Montar los
7.
elementos de alojamiento y de cambio:
– Ajustar la posición "Costura interior" de la
corredera interior
– Comprobar el fu nc i o na mi e nt o d e l a c orr e de ra
interior
– Fijar la barra de cambio 1 junto con el anillo de
ajuste 2 al taco 5
– Atornillar los elementos de alojamiento 6 y el
de cambio 8 a l a pl a c a t r an sf e r
– Enroscar el eje del émbolo hasta que su
extremos que de al ra s c on el t ac o
– Entre ambos el e me nt os t i en e q ue ha be r do s
casquillos
ha de descansar uniformemente sobre el papel
de lija de las dos tiras de goma (3 x 8)
– El canto del a nt er o de l a c h ap a h a d e q ue da r al
ras con las do s pl a c as d e l a c or re de r a i n te ri or
10
– U tilizar cinta adhesiva por ambos lados o
pegamento ul tra r r áp ido
– Con el eje del émbolo entrado del todo, la
placa de empuj e ha de quedar respecto a l a
placa transfer a la distancia anotada según el
punto 3 de est e c a pítulo.
Para correc ci ón , g i r ar c o nv e ni e nt em en te el e j e
del émbolo dentro del taco 5 .
– La corredera ha de po der moverse con
suavidad
– El extremo de la barra de cambio se ha de
hallar aquí a la altura de l bu l ón 3 ( a j ust e previo)
– Atornillar los dos elementos de alojamiento con
los tornillos avellanados, enroscar el elemento
de cambio al agujero roscado
37

Proceso Observaciones
8.
Montar el cilindro para "Levantar placa
transfer":
– Pegar los discos de goma 9 (14 Ø) a las
arandelas de aluminio 10 (14 Ø x 6)
– D espués de pegados juntos, atornillarlos a la
parte frontal de los ejes del émbolo del los 4
cilindros 5
– Atornillar los 4 cilindros 5 a la placa transfer
Empalmar los elementos de conexión y los
9.
tubos flexibles
– C ortar los tubos flexibles a la longitud debida
– Empalmar los elementos de conexión y los
tubos flexibl e s
Pegar el campo de codificación y forrarlo:
10.
– Pegar el campo de codificación sobre la placa
transfer
– Pegar la lámina reflectora 7 sobre los
correspondientes segmentos del campo de
codificación
– Pegar el campo de datos 6 sobre la placa
transfer
– Cubrir con lámina pegada los segmentos
indicados en l a p rog r am ac i ó n
Acoplar el juego de forma con la máquina – Ver capítulo 4.4 de las Instrucciones de Manejo
11.
y ajustar la barra de cambio 1 de fo r ma qu e
quede a una distancia de 0,5 mm del
interruptor "Corredera interior en la posición de
costura interior"
12.
Controlar las posiciones "Costura interior" y
"Costura exterior" de la corredera interior:
– Llamar el proceso "Coser sin doblar"
– Reducir la v elocidad a 5%
– Colocar la pl a c a t ran s fe r
– Pulsar la tecla "Enter"
– Colocar la ag uj a y el prensatelas
– I niciar el ciclo de costura y determinar la
distancia d el p ren s at el a s a l a s placas de la
corredera interior
– Ver punto 9.5.6 de las Instrucciones de Servicio
–TP:
Leer la codificación
Proseguir c o n E n te r
– La codificación de la placa transfer es leída
– Si la distancia no es de 0,5 mm:
Variar la posición del ej e de l ém bo l o 2 de nt r o
del taco, o variar la posición del tope
38

39

3.5.3 Montar y forrar la placa transfer con la corredera central para servicio en la 805-121
La placa transfer (ver página 47) con corredera interior es necesaria para coser costuras dobles situadas
paralelas entre sí.
Proceso Observaciones
1.
Desbarbar l a s pl a c as t r an sfer fresadas
2.
Montar la palanca angular 3 y las horquillas 1 y
2 y atornillarlas luego a la placa transfer interior
3.
Montar la placa de empuje, y las placas de la
corredera interior y de Delrin
– Acoplar la placa de empuj e 7 y las 4 bi e l as 6
con los remaches de cabeza grande 5
– U nir los remaches 10 y los casquillos 9 con las
dos placas se mi a c ab ad as d e l a c orr e de r a
interior
– Insertar las placas de plástico semiacabadas
(Delrin de 0,5 mm) sobre los casquillos 13 de
las placas de la corredera interior 12
– Acoplar las placas de la corredera interior y de
Delrin con la placa de empuje
– Prestar aquí atención a que las horquillas
atornilladas queden con un ángulo de 90
grados respe c to al c a nt o s u pe ri or d e l a pl a ca
transfer.
Para el ajuste se recomienda utilizar una
escuadra con ala.
– En caso nece s ari o , a v el l a na r po r de ba j o l o s 4
agujeros
Luego introducir por abajo los remaches en los
agujeros de las placas y, por el otro lado,
insertar los anillos en los remaches y remachar
estos
–
Para ello utilizar las placas de Delrin con los
agujeros má s pe qu eñ os
Para ello pro c ed er d e l a si gu i en te manera:
– Insertar los casquillos 17 de las placas de la
corredera interior 18 a través de las ranuras de
las placas transfer
– Colocar las arandelas de plástico 15 sobre los
casquillos
– Insertar las bielas 14 encima de los casquillos
y asegurarl as c o n a ran de l as d e s e gu r ida d
Montar los casquillos de guía y el tope:
4.
– Fijar los 2 casquillos de guía 21 a la placa de
empuje 20
– Ajustar el tope 23 "Corredera interior en
posición para costura exterior" y atornillarlo
40
Para ello pro c ed er d e l a si gu i en te manera:
– Tirar del todo hacia delante la placa de empuje
22
– Retroceder la placa d empuje 0,7 mm
– Ajustar el to pe 23 c on tra l a p l ac a de em pu j e y
atornillarlo

8
9
10
1 2 3 4
5
6
7
11
12
13
17
18
14
15
19
16
20
21
22
23
41

Proceso Observaciones
5.
Recortar las placas de la corredera interior y de
Delrin:
– Marcar el co nt or n o e x te rno de ambas placas 2 – Tirar de l a pl a c a d e e mp uj e contra el tope 23
– Recortar y de sba r ba r las p l ac a s a lo largo del
contorno mar cado
Forrar la placa transfer:
6.
– Recortar la goma musgosa 3 (roja, 3 mm) y
pegarla sobre l as p l ac a s de la corredera i nt er i o r
– Pegar las p l aca s de De l r in s e mi a c ab ad as 4
(blancas) s ob re l a pl a c a d e l a c orr e de ra i n te r i or
– Pegar la lámina adherente 5 sobre las placas
de Delrin
– Pegar la goma musgosa 6 (roja, 3 mm) sobre la
placa trans fe r ex t er i o r
– Un programa de fr e s ad o p ara es t e p r oc e s o se
encuentra en preparación
(página 41) y luego marcar el contorno a una
distancia de l bo rde exterior del ma rc o i n te r i or,
que corresponda a la distancia de la costura
doble
– Cortar tiras de 12 mm de ancho, siemp re q ue
su distanc i a a l can to interior de l a c h ap a s e a
mayor de 6 mm. E n o tr o c aso la tira tiene que
ser proporc i on al m en te má s estrecha
– Para pegarlas utilizar cinta adhesiva por ambas
caras
– Para ello utilizar el pegamento especial
teniendo en c on si de r ac ió n l a s i ns t ruc c i o ne s
para pegado, y a pl i c a r pe ga mento sobre toda
la superficie de las placas
– Para pegarla utilizar cinta adhesiva por ambas
caras
1
2
42

3
4 + 5
6
43

Proceso Observaciones
7.
Montar el taco, el cilindro y la barra de cambio
– Atornillar el bulón 12 a la placa transfer
– Enroscar el eje del émbolo 7 a la rosca del taco
8
– Insertar el cilindro 3 sobre el bulón de la placa
transfer y asegurarlo con una arandela de
seguridad
– Atornillar el taco 8 y la chapa para solapo 10 a
la placa de em pu j e 11
– A justa r la posición "Corredera interior atrás
para costura i n te r i or"
– Atornillar el anillo de ajuste 14 a la barra de
cambio 13 y fijar ésta dentro del taco 8
– Comprobar l a s u av id ad de movimient o d e l a
corredera interior
– Enroscar el ej e de l ém bo l o h as t a q ue s u
extremo quede al ras con el taco
– Para ello i nt rod uc i r del todo el eje de l ém bo l o y
luego girarl o de ntro del taco 8 h asta que las
placas de l a c o rr ed era i nt er i o r queden al ras
con la plac a t r an sfer interior
Tener en cuenta aquí lo siguien te :
– El anillo 14 ha de quedar al ras con el extremo
de la barra de cambio
– Estando el ej e de l ém bo l o r e ti ra do de ntro, la
barra de cam bio ha de sobresal i r de l c an to
superior de l a pl a c a t r an sf e r i nt er i o r
Montar las conexiones y empalmar los tubos
8.
flexibles
– Atornillar las conexiones 4 al cilindro
– Empalmar el tubo flexible de 350 mm 6 a la
correspondiente conexión del cilindro
– Empalmar el tubo flexible de 370 mm 5 a la
correspondiente conexión del cilindro
Montar la placa soporte y el puente:
9.
– Elegir la pla c a s o po r te ad ec u ad a
– Acoplar la placa soporte 1 5 c o n e l pu en te 16
– Atornillar la placa soporte 15 a las 4 horquillas
17 de la placa tr a ns f er i n te r i or
– Unir el puen te 16 c on l a p l ac a tra ns f er e x te ri or
18
– Alinear la placa transfer interior 19 y atornillarla
fuerte
–
Profundidad bolsilloVersión
105-125 m m 2
ab 125 mm 1
– Las clavijas fijan ambos elementos
– Apretar los tornillos sólo ligeramente
– Las clavijas fijan ambos elementos
– La placa transfer interior tiene que conservar
por todos lados la misma distancia respecto a
la placa tr an s fe r ex t er i o r
44
1
2

3 4
14
13
12
11
5
6
7
8
9
10
17
15
16
18
19
45

Proceso Observaciones
10.
Montar los cilindros y los elementos de unión
– Montar el so po r te 4 y l a ab r az a de ra 6 al
cilindro 5
– Empalmar las conexiones 7 y 9 y los tubos
flexibles 8 y 10
– Montar el anillo 11, la contratuerca 12 y la
barra de tracción 13
– Atornillar la unidad montada del cilindro sobre
la placa soporte 3
– Montar los elementos de unión entre el cilindro
5 y las 4 pala nc a s an gulares 14 y 19
– Montar el muelle 23
– Ajustar la altura de la placa transfer interior
bajada 30
– Comprobar l a s u av id ad de marcha del
mecanismo de l ev a nt am i en to
– Tubo flexible 8 = 20 0 m m l a r go
Tubo flexible 10 = 23 0 m m l a r go
Proceder tal como está representado en la ilu-
stración y tener en cuenta lo siguiente:
– Las palancas a ng ul a res t i en en qu e e s ta r a l a
misma distancia que sus horquillas 1 y 2
situadas sobre la placa transfer interior
Ajustar convenientemente la longitud del bulón
roscado 18.
– Emplazar los anillos de ajuste 15 y 20 de forma
que todo el sistema mecánico se pueda mover
con suavid ad
– Ajustar la esp i ga r os ca da 21 para regular l a
presión del m ue l le, de forma que la es p i ga
roscada quede al ras con la contratuerca 22
– Cuando el eje del émbolo del cilindro 5 está
introducido dentro del todo, la placa transfer
interior 30 y l a ex t er io r 29 de be n e nc o nt r ars e al
mismo nivel.
Para contr ola r l o c o loc a r, p. ej., u na r eg la s o br e
ambas placas.
Para correc ci ó n v a r iar c o nv e nientemente la
posición del eje del émbolo en la barra de
tracción 13
– En caso de ir duro, subsanar las causas de ello
11.
Empalmar los tubos flexibles a la regleta de
acoplamiento:
– Atornillar los empalmes para los tubos flexibles
a la regleta d e a c op l am i en to
– Empalmar los tubos flexibles 8, 9, 16 y 17,
desde los cilindros a la regleta de acoplamiento
Atornillar el elemento de alojamiento 28 y el
12.
elemento de cambio 32 a la placa transfer
13.
Pegar el campo de codificación y forrarlo:
– Pegar el campo de codificación 24 sobre la
placa trans fe r
– Pegar la lámina reflectora 25 sobre los
correspondientes segmentos del campo de
codificación
– Pegar el campo de datos 31 sobre la placa
transfer
Acoplar el juego de forma con la máquina: – Ver capítulo 4.4 de las Instrucciones de Manejo
14.
– Tener aquí en cuenta que los tubos flexibles 16
y 17 del cilindro "Corredera interior" han de
quedar dentro de la ranura de la placa soporte
– Atornillar ambos elementos de alojamiento 28
con los tornillos avellanados y enroscar el
elemento de cambio 32 al aguj ero r os cado
– El campo ha de qu ed ar e n l a po s i ci ón
representa da en l a il u s tr a c ión
– Cubrir con lámina pegada los segmentos
indicados en l a p rog r am ac i ó n
y ajustar la barra de cambio de modo que
quede a una distancia de 0,5 mm del
interruptor "Corredera interior entrada". La
barra de cambio ha de estar, además,
"centrada" con el interrupt or.
46

47

Proceso Observaciones
15.
Marcar el con to r no de c ostura sobre el De l ri n:
– Llamar el proceso "Coser sin doblar"
– Mediante la tecla ← reducir la velocidad al 5%
– Iniciar el proceso y pararlo otra vez en cuanto
el cabezal de coser haya bajado
– Pulsar la tecla "0"
– Insertar un a a gu j a a c ort ad a
– Controlar l a al t ura de la aguja y even t.
corregirla
– Pulsar la tecla "I"
– Proseguir e l pr o ces o ha s ta el f i na l de l c ic l o
– Retirar la pl a ca transfer
Recortar y limar el Delrin:
16.
– Recortar el D el ri n a l o l ar g o d el co ntorno
marcado
– Limar el Delrin
– Ver capítulo 9.5.6 de las Instrucciones de
Servicio
– Para el "Pa ro s e gu r o" de los motores
– La aguja no de be pe ne tr a r de ma s i ad o e n e l
Delrin, por q ue s ino éste podría romperse
– Hay que limar o lijar el Delrin de forma que
quede con la mínima separación posible
respecto a la aguja utilizada, sin tocar ésta
Doblar y recor ta r po r de lan te l a c h ap a p ara
17.
solapo 26 (pá gi n a 4 7)
Controlar la separación entre el Delrin y la
18.
aguja:
– Colocar la pl a c a t ran s fe r – TP:
– Pulsar la tecla "Enter" – La codificación de la placa transfer es leída
– Insertar la aguja
– I niciar el ciclo de costura y determinar la
separación
– La chapa tiene que descansar uniformemente
sobre la lámina adherente
– El canto delantero de la chapa ha de quedar al
ras con el Delrin
Leer la codificación
Proseguir c o n E n te r
– En caso de que la aguja sufra desviaciones hay
que limar o lijar más el Delrin en los puntos
convenientes.
48

3.6 Efectuar ajustes de precisión en diversas partes
Proceso Observaciones
1.
Controlar, y event. corregir, la "Posición para el
doblado" del ma r c o interior:
– Llamar el proc e s o " M od o p as o a p as o " – Ver capítulo 9.5.5 de las In s trucciones de
Servicio
– Girar las rue da s de aj u s te a l a po s ic i ón " 0"
– Pulsar repet i da me nte la tecla b1 h asta que el
marco interior se halle en la "Posición para el
doblado"
– Mover las cor re de r as , s in presión, later a l es ,
delantera y de es q ui n as , ha s ta de ba j o d e l a
corredera central
– Determinar la separación entre la corredera
central y las correderas "exteriores"
– Si la separación no es correcta:
Variar la altura del mar c o in terior
– En esta posición, la corredera central se
encuentra tam bi é n d eb aj o de l ma r c o interior
– Las regleta s de pe rf il Z t i en en qu e q ue da r l o
más cerca pos i bl e de l a p arte inferior de l a
corredera central, sin tocar a ésta.
– Para ello aflojar la contratuerca 2 y girar
convenientemente el tornillo del elemento de
reglaje 1
Ajustar la posición de las correderas laterales,
2.
delantera y de las esquinas, desplazadas hacia
delante:
– Pulsar repet i da me nte la tecla b1 "Inicio" hasta
las correderas laterales y la delantera estén
adelantadas
– Ajustar la dis t an c i a l a te ral r e s pe cto a la
corredera central
– Pulsar otra vez la tecla b1 "Inicio" y ajustar la
distancia de las correderas de las esquinas
– Controlar la longitud y posición de las regletas
de perfil Z
– La separación lateral de las correderas de la
corredera central ha de corresponder al grueso
de la pieza a coser más delgada
– Para ello aflojar los tornillos y variar
convenientemente la posición del cilindro
– I gual que para las correderas laterales y
delantera
– Tiene que poder exc l ui rs e c ua l qu i er c o l i si ón de
las regleta s de perfil Z.
49

Proceso Observaciones
3.
Controlar, y event. cor re gi r, la posi c i ón de l as
regletas de perfil Z respecto al apoyo de la
pieza a coser:
– Pulsar repetidamente la tecla b1 hasta que las
correderas l a te ral e s , d el a nt er a y de esq ui n as ,
que estaban a de l an ta do s , e stén de nuevo en la
posición de pa rt id a
– Controlar l a po s ic i ón de l as re gl e ta s de pe r fi l Z – Las reg l et as d e p er f i l Z de be n q ue da r to c an do ,
sin presión, sobre el apoyo de la pieza a coser
– Para corregi r, doblar co nv e ni e nt em en te las
regletas de pe r fi l Z
Comprobar el f un c i on am i en to de l di spositivo de
4.
doblado con l a pi e z a a c oser y, event. corregir
los ajustes.
Montar la chapa de empuje del introductor de
5.
esquinas y ajustarla:
– Atornillar la chapa de empuje 2 al soporte
– Ajustar la altura de la chapa de empuje 2
– Ajustar el solapo de la chapa de empuje 2 con
la corredera lateral 1
– Efectuar la c om pro ba c i ón de nt r o d el " M od o
paso a paso"
– La distanci a respecto a la cor re dera lateral ha
de correspon de r al g rueso medio de la te l a
– Según la cla s e d e t el a , e l s ola po ha de ser de 1
a 3 mm
Para ajustarlo variar convenientemente la
posición del soporte
50
4. Corregir programas
4.1 Informaciones generales
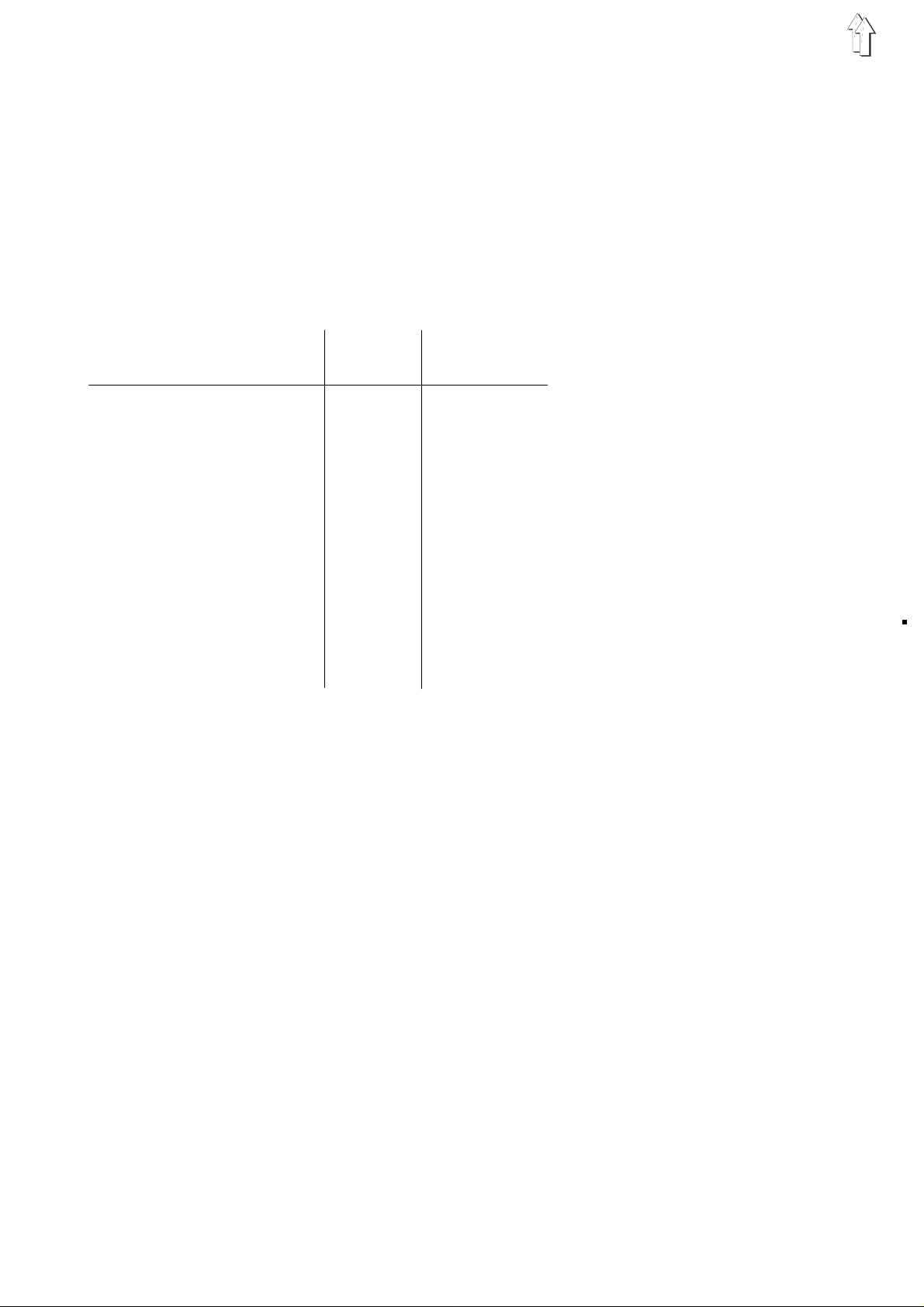
De la tabla se desprenden las siguientes informaciones:
– Qué correcc ion es s e pu ed en ef ec t ua r ún i c am en te de nt r o d el p rog r am a b as e (P r oc e sos 1 , 2 y 4)
– Para qué correcciones o introducciones es necesaria la constitución de una variante de programa
(Procesos 5 y 6)
– Qué correcc ion es d en tr o de l pr o gra ma ba s e r e pe rc ut en también en las p ert i ne ntes variantes de l pro -
grama (Proc es o s 1, 2 y 4). Esto se rep res e nt a m ediante una flec h a.
Procesos en el menú Programa Variante
"Correcci ón de pr o grama" base d e programa
1: Correcc ión de esquinas x →
2: Corrección de la presilla x →
3: Desplazar x x
4: Correcc ión de la longitu d
de puntada x →
5: Correcc ión del doblado x
6: Desplazamiento de las
posic iones d e la car rera x
51

4.2 Corregir la posición de las puntadas de las esquinas
La posición de las puntadas de las esquinas dentro del área de la presilla se puede variar mediante la
"Corrección de la presilla". La posición de todas las otras puntadas de las esquinas se puede variar con la
"Corrección de esquinas". En todos los casos es posible una corrección dentro del programa base, de
hasta 0,8 mm en l os s e nt i do s X e Y.
Esta corrección repercute en todas las variantes del programa.
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– Determina r l os va l or e s de cor r e cc i ón me di a nt e
test de costura con todos los tipos de tela
– M enú "Preparador Servicio" recuperado
Recuperar e l me nú " 2" :
1.
Pulsar la tecla "2" – TP:
Seleccionar el menú "1" ó el "2":
2.
Pulsar la tecla "1" ó la "2" – Junto a la lista de bolsillos aparece el siguiente
Responder l a p r eg un ta :
3.
Pulsar la tecla "Sí" – TP:
Introducir n º d e o rde n:
4.
– I ntroducir nº
– Pulsar la tecla "Enter" – TP:
Introducir los valores de corrección de las
5.
puntadas de esquina:
Introducir los valores X e Y de todas las puntadas de esquin a y c o nf i rma r l o co n l a te c l a " E n ter"
–TP:
2: Correcc ión de programa
1: Correcc ión de esquinas
2: Corrección de la presilla
TP:
Hay que corregir un programa?: Sí
Introduzca el nº de orden del programa a
corregir
Corrija las p un tadas de esquin a indicadas un
máx. de 0,8 mm en los sentidos X e Y
X: 0 Y:
– Las introducciones son válidas para la puntada
de esquina señalada con una cruz
– Cuando no haya que variar la posición del
punto representado, pulsar únicamente la tecla
"Enter"
52
– Después de la introducción del último valor
aparece el menú "Preparador Servicio"

4.3 Corregir la longitud de puntada
La longitud de pu nt ad a s e pu ed e v a ri ar d en tr o de l sec t or e s ta blecido.
La correcci ón s ólo es p os i b l e d en tr o de l pro gr a ma ba s e, pe r o re pe r c ut e e n t od as l a s v ar i a nt es p ert i n e nt es
del programa .
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Preparador Servicio" recuperado
Recuperar el menú "2":
1.
Pulsar la tecla "2" – TP:
Seleccion ar p r oc e so " 4 " :
2.
Pulsar la tecla "4"
Responder la pregunta:
3.
Pulsar la tecla "Sí" – TP:
–TP:
2: Corrección de programa
4: Correcció n d e l a l on gi t ud de pu ntada
–TP:
Junto a la lista de bolsillos aparece el siguiente
TP:
¿Hay que cor reg i r un pro gr a ma ?: S í
Introduzca e l nº de ord en del programa
Introducir nº de orden:
4.
– Introducir nº
– Pulsar la t ecl a " E nt er "
Corregir la longitud de puntada:
5.
– Introducir la longitud de puntada
– Pulsar la tecla "Enter" – Llamada del menú "Preparador Servicio"
– Del programa base "00"
–TP:
Longitud de puntada: X
53

4.4 V ariar la posición del esquem a de costura
En todos los programas base y variantes de programa se puede variar hasta 0,5 mm la posición del
esquema total de costura en los sentidos X e Y. Aquí hay que tener en cuenta que una corrección del
programa base no repercute en las pertinentes variantes del programa. Esto rige también en el caso
inverso.
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Determina r l os va l or e s de cor r e cc i ón me di a nt e
un test de costura
– M enú "Preparador Servicio" recuperado
Recuperar e l me nú " 2" :
1.
Pulsar la tecla "2" – TP:
Seleccionar proceso 2 :
2.
Pulsar la tecla "3"
Responder l a p r eg un ta :
3.
Pulsar la tecla "Sí"
Introducir n º d e o rde n:
4.
– I ntroducir nº
– Pulsar la tecla "Enter" – TP:
Introducir lo s " Valores de desp l az a mi e nt o" d e
5.
todo el contorno del bolsillo:
– I ntroducir el valor X y pulsar la tecla "Enter"
– I ntroducir el valor Y y pulsar la tecla "Enter"
–TP:
2: Correcc ión de programa
3: Desplazamiento
– Junto con la lista de bolsillos aparece el
siguiente TP:
¿Hay que corregir un programa?
–TP:
Introduzca el nº de orden del programa
Desplazamiento del esquema de costura para
el doblado: máx. 0,5 mm en sentido X
– TP como en el pun to 4
–TP:
Preparador Servicio
54

4.5 V ariar la posición de los contornos de costura y constituir una costur a adicional
La "Corrección del doblado" a seleccionar para este proceso, que va unida a la constitución de una
variante, ofrece las siguientes posibilidades:
– Variar la posición de los tramos de costura mediante el "Desplazamiento" de sus puntos extremos.
La posición de estos puntos se puede variar aquí hasta 0,5 mm en los sentidos X e Y.
– Constituir una costura adicional que transcurra paralela a la costura lateral izquierda o derecha.
Aquí se puede elegir en tre un a " Costura en zigz a g" o un a " C os t ur a rec t a" .
Démarrage
Démarrage Démarrage
Démarrag
55

Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Determina r l os va l or e s de cor r e cc i ón me di a nt e
un test de costura
– M enú "Preparador Servicio" recuperado – TP:
2: Correcc ión de programa
Recuperar e l me nú " 2" :
1.
Pulsar la tecla "2"
Seleccionar proceso "5" :
2.
Pulsar la tecla "5" – Junto con la lista de bolsillos aparece el
Responder l a p r eg un ta :
3.
Pulsar la tecla "Sí" – TP:
Introducir n º d e o rde n:
4.
– I ntroducir nº
– Pulsar la tecla "Enter"
Introducir e l nº de la variante:
5.
– I ntroducir nº
– Pulsar la tecla "Enter" – TP:
Introducir lo s " Valores de desp l az a mi e nt o" d e
6.
los puntos d e l a s es q uinas:
– I ntroducir los valores de todos los puntos y
confirmar cada vez con "Enter"
–TP:
5: Correcc ión del doblado
siguiente TP:
¿Hay que corregir un programa?
Introduzca el nº de orden del programa
–TP:
Introduzca el nº de la variante
Desplace los puntos extremos de los tramos de
costura hasta un máximo de 0,5 mm en los
sentidos X e Y:
X: Y:
– Cuando no haya que variar la posición del
punto representado, pulsar únicamente la
tecla Enter
– Después de la introducción del último valor, en
el caso de bolsillos con costuras laterales que
discurren p ar a l ela s en tr e s í aparece el
siguiente t ex t o:
1: Sin costura adicional
2: Costura adicional en zigzag
3: Contorno libre
4: Costura adicional recta.
En todos los demás casos aparece el menú
"Preparador Servicio"
7.
Para la pregunta sobre la "Costura adicional"
– Si no se desea ninguna costura adicional:
Pulsar la tecla "1"
– Si se desea un a c o s tu ra a di c i o na l :
Pulsar la tecla "2" , la "3" ó la "4"
Introducir los datos de la costura adicional
Pulsar la tecla "Enter" – Aparece el menú "Preparador Servicio"
Repasar el fre s ad o d e l a pl a c a t r an sf e r – Tal como está explica do en el capítulo 2
56
– Aparece el menú "Preparador Servicio"
– Después de introducido el último valor aparece
el siguiente TP:
Imprescindible repasar el fresado de la placa
transfer
Proseguir c o n E n te r

4.6 Introducir puntos de señal para el desplazamiento de las posiciones de la carrera
– Cuando con un programa se tienen que coser piezas con distintas alturas de la pieza a coser, se pue-
de constitu i r un a va r i an te de pr o gra ma c on un a p os i c i ó n m ás alta de la carr era de l pr e ns a te l as, en los
tramos de costura que se deseen. En la presilla esta función ya se realiza por principio. Así pues no es
necesaria una introducción para este sector.
– Al establecer los puntos de señal hay que tener en cuenta lo siguiente:
Un poco ante s de l niv e l má s al t o d e l a pi e za a coser tiene qu e t en er l u ga r la s e ña l " P os ic i ó n s u pe r i or
de la carrera", y poco antes de abandonar este nivel más alto, la señal "Posición inferior de la carrera". Como qu e l a v ari a c i ón de l as p os i c iones de la carr era ti e ne l ug ar con la máquina en marcha, al
establecer lo s pu nt os d e s e ña l ti e ne n q ue te ne r s e e n cuenta las corr esp ondientes vías de reacci ón .
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Preparador Servicio" seleccionado – TP:
2: Corrección de programa
Recuperar el menú "2":
1.
Pulsar la tecla "2":
Seleccion ar p r oc e so " 6 " :
2.
Pulsar la tecla "6"
3.
Responder la pregunta:
Pulsar la tecla "Sí" – TP:
–TP:
6: Desplazamiento de las posiciones de la
carrera
– Junto con la lista de bolsillos aparece el
siguiente TP:
¿Hay que cor reg i r un pro gr a ma ?:
Sí
Introduzca e l nº de ord en del programa a
corregir
57

Proceso Observaciones / Text o en pantalla (TP)
4.
Introducir e l nº de orden:
– I ntroducir nº
– Pulsar la tecla "Enter"
– Pulsar la tecla "Enter – En la pantall a ap ar e c e l a si gu i en te
5.
Introducir "P u ntos de señal" pa r a e l
desplazamiento de las posiciones de la carrera:
Introducir la longitud de los tramos definidos
con letras y pulsar la tecla "Enter"
–TP:
El número de l a v a ri an te es :
p. ej. 50
Proseguir c o n E n te r
representa ci ón :
1. Forma del bolsillo
2. Zonas par a e l de spl a z am i en to de l as
posiciones de la carrera
3. Acotamiento de zonas con letras
– Cuando en la zona representada no tiene que
tener lugar ningún desplazamiento de las
posiciones de la carrera, introducir un "0"
4.7 V ari ar el mom ento de act ivación de la s correde ras int eriores de las pla cas trans fer
La señal "Llevar la corredera interior a la posición para la costura interior" tiene que tener lugar lo más
tarde posible para que al coser las últimas puntadas de la costura exterior el bolsillo no quede deformado.
Pero, por otra parte, la máquina de coser no debe quedar temporalmente parada. Pero muchas veces, en
el caso de telas suaves y delgadas, esto no se puede evitar.
Proceso Observaciones / Text o en pantalla (TP)
Condiciones previas:
– La corrección se ha revelado como necesaria
en el test de cos t ur a .
– M enú "Preparador Servicio" recuperado – TP:
2: Correcc ión de programa
Recuperar e l me nú " 2" :
1.
– Pulsar la tecla "2"
Seleccionar proceso "7" : – TP:
2.
Variar el momento del ca mb i o
3.
– Introducir la s pu nt adas
– Pulsar la tecla "Enter"
–TP:
7: Punto de c a mb i o p ara c os t ur a do bl e
Punto de ca mb io para corredera i n te r i or e n e l
caso de costura doble: 9 puntadas antes del
borde superior de la presilla (mín 2, máx. 16)
58

5. Procesos en el trabajo con disquetes
5.1 Formatear disquetes
Un disquete ha de fo rma te ar se en l os s i g uie ntes casos:
– Cuando hay que transferir los datos de un programa a un disquete nuevo a estrenar
– Cuando hay que borrar los datos de todos los programas que hay en un disquete
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Unidad de disquete conteniendo el disquete, en
la máquina
– Menú "Trabajo con disquetes" recuperado
(a través de "Preparador Servicio")
Seleccion ar p r oc e so " 1 " :
1.
Pulsar la tecla "1"
–TP:
1: Formatear dis q ue te
–TP:
Introduzca e l nº de l dis q ue te
Introducir un nº cualquiera:
2.
– Introducir nº
– Pulsar la t ecl a " E nt er " – TP:
Espere, el d i squ ete se está form at ea nd o
–Esperar
– H asta que aparezca otra vez el menú "Trabajo
con disquetes"
5.2 Consultar el contenido de un disquete
Esta consulta posibilita un listado de todos los programas que están almacenados en el disquete.
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Unidad de disquete conteniendo el disquete, en
la máquina
– Menú "Trabajo con disquetes" recuperado
(a través de "Preparador Servicio")
–TP:
2: Listado d e a rc hi vos
Seleccion ar p r oc e so " 2 " :
1.
Pulsar la tecla "2" – Junto con el l i s ta do de arc h i v os aparece el
siguiente TP:
Hojear con ← →
Atrás con la tecla de menús
59

5.3 Borrar un programa en un disquete
– Para borrar to do s l os p r og r am as s e pu ed e también format ea r el disquete.
– Al borrar un programa base se borrarán también todas las variantes pertinentes del programa .
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Unidad de di squete contenie nd o e l di s q ue te , e n
la máquina
– Conocido e l nº de orden del progr a ma a b or ra r
– Menú "Trabajo con d i s qu et es "
(a través de "Preparador Servicio")
Llamar el proceso "3":
1.
Pulsar la tecla "3"
Responder l a p r eg un ta :
2.
Pulsar la tecla "Sí"
Introducir n º d e o rde n:
3.
– I ntroducir nº
– Pulsar la tecla "Enter" – La llamada del menú "Trabajo con disquetes"
–TP:
3: Borrar el programa
–TP:
¿Hay que borrar un programa?
"Sí"
–TP:
Introduzca el nº de orden del programa
indica el b orr a do de l pr o gra ma
60

5.4 Tr ansferir un program a desde la máquina a un disquete
Este proceso pe r mi t e " Guardar" los dat os de l pr og r am a en un di sq uete. Además, los pr o gr a ma s
confeccion ad os e n u na má qu i na pu ed en tr a ns f eri r se a otra máquina a t r avé s de l di s q ue te .
Ver el capítulo 5.5.
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Unidad de disquete conteniendo el disquete, en
la máquina
– Conocido el nº de orden del programa a
transferir
– Recuperado el menú "Trabajo con disquetes"
(a través de "Preparador Servicio")
Llamar el proceso "4" :
1.
Pulsar la tecla "4" – Junto con el l i s ta do de arc h i v os aparece el
2.
Responder la pregunta:
Pulsar la tecla "Sí" – TP:
Introducir nº de orden:
3.
– Introducir nº
– Pulsar la t ecl a " E nt er "
– Esperar – Hasta que la aparición del menú "Trabajo con
–TP:
4: Guardar el p r og r am a
siguiente TP:
¿Hay que almacenar un programa en un
Floppy? "SI"
Hojear con ← →
Introduzca e l nº de ord en del programa a
almacenar
disquetes" an un c i a e l fi n al d el p r oceso
61
5.5 T ransferir un programa desde un di squete a una máquina
Los datos de un programa se pueden transferir desde el disquete a cualquier máquina. Pero hay que tener
en cuenta aq uí que el prog r am a t ransferido a la me mo r i a d e l a má qu i na rec i b i rá otro número de o rde n.
Proceso Observaciones / Text o en pantalla (TP)
Condiciones previas:
– Unidad de di squete contenie nd o e l di s q ue te , e n
la máquina
– Recuperado e l me nú " Trabajo c on di sq uetes"
(a través de "Preparador Servicio")
Llamar el proceso "5" :
1.
Pulsar la tecla "5" – TP:
2.
Responder l a p r eg un ta :
Pulsar la tecla "Sí" – Junto con el listado de archivos aparece el
–TP:
5: Leer el programa
¿Hay que lee r un arc h i v o?
"Sí"
siguiente TP:
Introduzca el nº de orden del programa
Introducir n º d e o rde n:
3.
– I ntroducir nº
– Pulsar la tecla "Enter" – La aparición del menú "Trabajo con disquetes"
anuncia el f i na l de l proceso
62

6. Consultar , imprimir o borrar los datos almacenados en la memoria de la
máquina
6.1 Borrar un programa de la memoria
Al borrar un programa base se borrarán también todas las variantes del programa .
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Preparador Servicio" seleccionado
Recuperar el menú "5":
1.
Pulsar la tecla "5" – TP:
Seleccion ar p r oc e so " 1 " :
2.
Pulsar la tecla "1"
–TP:
5: Administración de datos
1: Borrar el programa
– Junto con el l i s ta do de to do s l os p r og r am as
aparece el sigu i en te TP :
¿Hay que borra r un pr o gra ma ?:
"Sí"
Hojear
Responder la pregunta:
3.
Pulsar la tecla "Sí"
Introducir nº de orden:
4.
– Introducir nº
– Pulsar la tecla "Enter" – Si se introdujo el nº de un programa base que
Borrar el programa
5.
Pulsar la tecla "Sí" – TP:
6.
Cuando hay qu e b orr a r otros programas:
Proceder como se ha explicado a partir del
punto 3
–TP:
Introduzca e l nº de ord en del programa a bor ra r
contiene además variantes de programa,
aparece el sigu i en te TP :
¿Hay que borrar el programa nº X con todas
sus variantes?
– En todos los demás casos aparece este TP:
¿Hay que borra r el p rograma con el nº X ?
(Sí/No)
¿Hay que borra r un pr o gra ma ?:
"Sí"
Hojear
63

6.2 Consultar la geometría, los datos y la codificación
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Preparador Servicio" seleccionado
Recuperar e l me nú " 5" :
1.
Pulsar la tecla "5" – TP:
Seleccionar proceso "2":
2.
@EINZ-065-UMBR = Pulsar la tecla "2"
3.
Responder l a p r eg un ta :
Pulsar la tecla "Sí" – TP:
–TP:
5: Administración de datos
2: Representar las dimensiones de los bolsillos
– Junto con el listado de todos los programas
aparece, entre otras cosas, el siguiente TP:
¿Hay que mostrar un bolsillo?
"Sí"
Hojear
Introduzca el nº de orden del bolsillo a mostrar
Introducir n º d e o rde n:
4.
– I ntroducir nº
– Pulsar la tecla "Enter"
En la pantall a ap ar e c en l as s i g ui e nt es i n fo r -
maciones:
– Geometría del bolsillo
– Valores de los parámetros
– Codificaci ó n d e l a s pl a cas t r an s fe r
– TP: Atrás con la tecla de menús
64

6.3 Imprimir los parámetros del bolsillo
Este proceso s ól o es p os ib l e s i e x is te l a c o rr es p on di e nt e i n te r fa ce en la máquina y se tiene una impr es o ra
a disposición.
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condiciones previas:
– Los parámetros del bolsillo deseado
representa do s en la pantalla
– Impresora conectada y aprestada para
funcionar
– Menú "Preparador Servicio" recuperado – TP:
1.
Recuperar el menú "5":
Pulsar la tecla "5"
Seleccion ar p r oc e so " 3 " :
2.
Pulsar la tecla "3" – Junto con el l i s ta do de l os p r og r am as aparece
– Ver capítulo 6.2
5: Administración de datos
–TP:
3: Imprimir parámetros del bolsillo
el siguiente TP:
¿Imprimir parámetros del bolsillo? "Sí"
Responder la pregunta:
3.
Pulsar la tecla "Sí" – Introduzca el n º d e o r de n d e l o s pa r ám et r os d el
bolsillo a imprimir
Introducir el nº de orden del programa:
4.
– Introducir nº
– Pulsar la t ecl a " E nt er "
– Los datos se imprimirán
6.4 Consultar el listado de bolsill os
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Preparador Servicio" recuperado
Recuperar el menú "5":
1.
Pulsar la tecla "5" – TP:
–TP:
5: Administración de datos
4: Consultar listado de bolsillos
Seleccion ar p r oc e so " 4 " :
2.
Pulsar la tecla "4"
– Junto con el listado de los programas aparece
el siguiente TP:
Hojear
65

6.5 Concatenar progr amas
Aquellos programas que en su geometría sólo difieren unos de otros de una manera insignificante (p. ej.
por tener otra presilla), se pueden doblar y coser con
concatenación
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– M enú "Preparador Servicio" recuperado
Recuperar e l me nú " 5" :
1.
Pulsar la tecla "5" – TP:
2.
Seleccionar proceso "5" :
Pulsar la tecla "5"
Introducir e l nº de orden del progr a ma a
3.
concatenar:
– I ntroducir nº
– Pulsar la tecla "Enter" – TP:
un sólo juego de forma, después de proceder a su
–TP:
5: Administración de datos
5: Concaten ar p rog r am as
–TP:
Introduzca el nº de orden del programa a
concatenar
Introduzca el nº de orden del programa base
Introducir e l nº de orden del progr a ma ba s e:
4.
– I ntroducir nº
– Pulsar la tecla "Enter"
66

6.6 Anular la concatenación de programas
La concatenación de programas descrita en el capítulo 6.5 se puede anular de la siguiente manera:
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– Menú "Preparador Servicio" recuperado
Recuperar el menú "5":
1.
Pulsar la tecla "5" – TP:
Seleccion ar p r oc e so " 6 " :
2.
Pulsar la tecla "6"
Introducir el nº de orden del programa en
3.
cuestión:
– Introducir nº
– Pulsar la t ecl a " E nt er " – TP:
–TP:
5: Administración de datos
6: Anular concatenación
–TP:
Introduzca e l nº de ord en del programa cuy a
concatenaci ó n h a d e s e r anulada
¿Hay que anul ar l a con c at en ac i ó n d e l o s
programas X e Y? SI / NO
Anular la concatenación:
4.
Pulsar la tecla "Sí"
67

6.7 Cambiar el número de identificación de un programa
Los programas no pueden ser leídos ni guardados cuando en el disquete o en la memoria ya están
contenidos pr o gra mas con el mismo nú me r o d e i d en ti f i cac i ó n. E n e s te c as o ha y que renombrar el
programa en c u estión de la sig uie nte manera:
Secuencia de introducción Observaciones / Texto en pantalla (TP)
Condición previa:
– M enú "Preparador Servicio" recuperado
Recuperar e l me nú " 5" :
1.
Pulsar la tecla "5" – TP:
2.
Llamar el proceso "7" :
Pulsar la tecla "7"
Introducir e l nº de orden del progr a ma en
3.
cuestión
– I ntroducir nº
– Pulsar la tecla "Enter" – TP:
–TP:
5: Administración de datos
7: Renombrar programa
–TP:
Introduzca el nº de orden del programa que hay
que renombrar.
Introduzca el nuevo nº de identificación
Introducir nuevo número de identificación
4.
– I ntroducir nº
– Pulsar la tecla "Enter"
68
 Loading...
Loading...