


Inhalt Seite:
T eil 4: Programmieranleitung Klasse 805
1. Nahtkonturen programmieren
2. Formabhängige Teile des Formsatzes fräsen
2.1 Menü "Fräsen" aufrufen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8, 9
2.2 Transferplatte, Mittelschieber, Außenrahmen und Schlaucheinsatz fräsen . . . . . . . . 10-15
3. Teile des Formsatzes montieren, bekleben und einstell en
3.1 Teile des Mittelschiebers montieren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16,17
3.2 Teile des Innenrahmens montieren und bekleben . . . . . . . . . . . . . . . . . . . . . . 18-21
3.3 Teile des Außenrahmens montieren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22-29
3.4 Teile des Schlaucheinsatzes montieren . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30,31
3.5 Teile der Transferplatte montieren und bekleben . . . . . . . . . . . . . . . . . . . . . . . 32-50
3.6 Feineinstellungen an diversen Teilen vornehmen . . . . . . . . . . . . . . . . . . . . . . 51,52
4. Programm korrigieren
4.1 Allgemeine Informationen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
4.2 Positionen der Eckenstiche korrigieren . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
4.3 Stichlänge ändern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
4.4 Position des Nahtbilds ändern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
4.5 Position von Nahtkonturen ändern und eine Zusatznaht bilden . . . . . . . . . . . . . . . 57,58
4.6 Signalpunkte für Hublagenverstellung eingeben . . . . . . . . . . . . . . . . . . . . . . . 59.60
4.7 Aktivierungszeitpunkt des Transferplatten-Innenschiebers ändern . . . . . . . . . . . . . 60
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3-7
5. Vorgänge im Diskettenbetrieb
5.1 Diskette formatieren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
5.2 Inhalt einer Diskette abfragen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
5.3 Programm auf einer Diskette löschen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
5.4 Programm von der Maschine auf eine Diskette übertragen . . . . . . . . . . . . . . . . . 63
5.5 Programm von der Diskette auf eine Maschine übertragen . . . . . . . . . . . . . . . . . 64
6. Daten im Speicher der Maschine abfragen, ändern, ausdrucken und löschen
6.1 Programm im Speicher löschen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
6.2 Geometrie, Daten und Kodierung abfragen . . . . . . . . . . . . . . . . . . . . . . . . . . 66
6.3 Taschenparameter drucken . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
6.4 Taschenverzeichnis abfragen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67
6.5 Programme verketten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
6.6 Verkettung von Programmen löschen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69
6.7 Kenn-Nr. eines Programms ändern . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 70


1. Nahtkonturen programmieren
1.1 Nahtkonturen von den zur Auswahl stehenden Taschengrundformen
programmieren
Parameterwe r te können während d es P ro gr a mm i ere ns f ol g en de r ma ß en kor ri g i er t we r de n:
1. Wenn die Taste "Enter" noch nich t be tä ti g t i s t:
–Taste ← entsprechend häufig drücken
– Eingabe mit korrekten Werten wiederholen
2. Wenn die Taste "Enter" schon betät i gt is t :
– Mit der Menü ta s te da s Me nü " P r og ram mi e r un g" a uf rufen
– Alle bisherigen Eingaben wiederholen
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Geometrie der Außen- und Nahtkontur bekannt
– Stichlänge bekannt
– Menü "Service-Einrichter" aufgerufen – BT:
1: Programmi e run g
Menü 1 aufruf en :
1.
– Taste "1" drücken
Kenn-Nr. eingeben:
2.
– Nr. eingeben – Eine Nr. zwischen 1 - 5 10 wä hl e n u nd da be i
– Taste "Enter" drücken
Taschengrundform wählen:
3.
– Evtl. Taste ← oder → drücke n – So oft, bi s d i e 4 Taschenformen erschei n en ,
– Form mit de r be tr e ffend en Taste (1, 2, 3 oder 4)
wählen
–BT:
Kennummer der Tasche eingeben
folgendes beachten:
Wenn ein Kunde me hr e r e 8 05 -A nl a ge n b es i t z t
und die Progr a mm i eru ng ni c h t n ur a n e i ne r
Anlage erfol g t, mu ß ei n e N r. eingegeben
werden, die bisher noch nicht benutzt
wurde.Sonst erhalten verschiedene
Formensätze d i es e l be K od i eru ng.
– Auf dem Bildschirm erscheinen 4
Taschengrundformen und folgender BT:
Wählen Sie die ge wü ns ch te Taschenform (1-4)
Blättern
unter denen sic h di e ge wü nsc h te For m
befindet. In s ge samt stehen 16 For m en z ur
Auswahl.
–BT:
1: Einzelna ht Na htbeginn link s
2: Einzelna ht Na htbeginn recht s
3: Doppelnaht Nahtbeginn rechts
4: Doppelnaht Nahtbeginn links
3

Eingabefolge Bemerkungen / Bildschirmtext (BT)
Gewünschten Vorgang wäh l en :
4.
– Taste 1, 2, 3 oder 4 d rüc k e n
Parameterw er t e de r Tasche eingeben:
5.
– Wie aus de m B T he rv or g eh t
– Taste "1" für den N äh s ta r t a uf de r l ink e n S e i te
drücken, um z . B . di e i n d er Verpacku ng
sichtbare li nk e S ei t en na ht al s Vorwärts na ht
präsentieren zu können.
Taste "2" für den Nähstart auf der rechten Seite
drücken, wenn z . B . seh r bre i te G run dt ei l e
verwendet werden.
– Neben der Dars t el lu ng de r ge wä hl t en
Ta s c he nf or m ers c h ei n t f ol g en de r BT:
Geben Sie di e P arameterwerte der Tasche ein.
– Bei einer Doppelnahtprogrammierung erscheint
die Frage "Innenschieber ? Yes/No", die sich
auf die Ausführung der Transferplatte bezieht.
So wird z. B. be i der A nl a ge 805 - 12 1 der
Innenschie be r be i be s timmten Stoffarte n
benötigt, deren Kantenabstand zur Außennaht
kleiner als 1,5 mm sein soll.
– Nach der le tz t en E i ng ab e e r sc he i ne n a uf de m
Bildschir m di e z ur Wahl stehenden
Riegelver s ionen.
Gewünschte Ri e ge lv ers i on e i ng eb en :
6.
– Betreffende Taste drücken
Parameterw er t e d es Riegels eing eb en:
7.
– Wie aus de m B T he rv or g eh t – Nach der le tz t en E i ngabe erschei nt fo l ge nd er
8.
Beklebung a uf dem Codierfeld 1 markieren :
– Wie aus de m B T he rv org eht
Menü "Service-Einrichter" aufrufen:_
9.
– Taste "Enter" d rüc k e n
–BT:
Geben Sie die P ara me te r we r te de s Ri e ge l s ei n
BT:
9 8 7 Markierte Abschnitte des Codier4 5 6 feldes auf der Transferplatte mit
3 2 1 Refl ex f ol ie bekleben
Weiter mit Ente r
1
4
1.2 "Freie" Nahtkonturen programmieren
Dieser Progr a mm i erm od us b i et et gegenüber der be i T he ma 1. 1 b es chriebenen Methode zusätzli ch noch
folgende Möglichkeiten:
Programmierung von Konturen, die von den zur Auswahl stehenden Taschengrundformen ab weichen. Dies
ist z. B. bei asymmetrischen Formen der Fall.
Bildung auc h v o n Zu s at z nä ht en , die nicht par al l e l z u d en S ei t en nä hten liegen bzw. nicht g er a de s ind.
Die Daten von P ro gra mm en mi t " fre i en K on tu ren " k ön nen f ol g en de r maß en k orri g i ert we r de n:
Wenn der Program mi e r mo du s sc ho n v e rl as s e n w ur d e:
1.
Im Menü "Programm-Korrektur" die Taste 8 drücken und die laufende Nr. des zu korrigierenden
Programms ei ng eb en.
Zeile mit de n z u kor ri g i er e nd en Da te n a uf r uf en :
2.
Dazu die Taste ↓ oder ↑ entsprechend häufig drücken, bis die dazugehörige Nahtstrecke mit der
betreffenden Zei l e ers c h ei n t.
Diese Zeile muß als letzte in der Auflistung stehen.
3. Zeile löschen:
Dazu die Taste 7 (DELETE) drücken.
Alle Daten de r Z ei le mit den korr igi e r te n Wer t en ei n ge be n:
4.
Wie bei dies em Them a er l ä ut er t .
Eingabefolge Bemerkungen / Bildschirm (BT)
Voraussetzungen:
– Geometrie der Außen- und Nahtkontur bekannt
– Stichlänge bekannt
– Position de r S ign al p un k te fü r be s ti m mt e Funk-
tionen fest g elegt
– Menü "Service-Einrichter" aufgerufen
Menü "1" auf ruf en : – BT:
1.
2.
Kenn-Nr. eingeben:
– Nr. eingeben
– Taste "Enter" drücken – Auf dem Bildschirm erscheinen 4
– Siehe Auflistung bei Punkt 7 dieses Themas
–BT:
1:Programmierung
Kennummer der Tasche eingeben
– Eine Nr. zwischen 1- 5 10 wä hl e n u nd da be i
folgendes beachten:
Wenn ein Kunde me hr e r e 8 05 -A nl a ge n b es i t z t
und die Programmierung nicht nur an 1 Anlage
erfolgt, muß eine Nr. eingegeben werden, die
bisher noch nic h t b en utzt wurde. Sonst können
verschiedene Formensätze dieselbe Kodierung
erhalten.
Taschengrundformen und folgender BT:
Wählen Sie die ge wü ns ch te Taschenform (1-4)
Freie Kontur: 0
Blättern
Modus "Freie Kontur" aufrufen:
3.
– Taste "0" drücken – BT:
Startpunkt
X:
Y:
Stichlänge
5

Eingabefolge Bemerkungen / Bildschirmtext (BT)
Position des Nahtanfangspunktes und die
4.
Stichläng e e i ng eb en
5.
Funktion " Nä he n" e i ng eb en :
– Taste 4 für SEON drücken – BT:
6.
Nähgeschw i nd i gke i t e i ng eb en :
– Taste 6 für SPEED drücken
– Mit den Tasten ← → den gewünschten Wert ei n -
geben
Alle Werte in mm ei n ge be n
und dabei folgendes beachten:
– Die Koordinatenwerte beziehen sich auf die
Achsen X und Y
– Das Vorzeichen "–" nur bei X-Werten rechts
von der Y-Achse eingeben
– Alle eing eg eb en en Wer te mi t der Taste "Enter"
bestätigen
– Nach den Ei ng aben wi rd di e " Leer f ah rs tre c ke"
zum Nahtanfangspunkt als gestrichelte Linie
dargestellt.Nahtstrecken erscheinen dagegen
als durchg eh en de Li n i en .
Außerdem erscheint die Auflistung der
Eingaben LINE, AWARC, CWARC, SEON,
SEOF,SPEED, DELETE und FUN 805
SEON
–BT:
SPEED: 100%
– Die Werte lassen sich in Sprüngen von 5%
ändern
Daten aller weiteren Punkte der Nahtkontur
7.
eingeben:
Wenn die Nahtstrecke zum nächsten Punkt gerade
ist:
– Taste 1 für LINE drücken
– Koordinatenwerte des Endpunktes eingeben
– Frage "Stich am Endpunkt" mit der Taste YES
oder NO beantworten
Wenn die Nahtstrecke zum nächsten Punkt aus
einem Kreisbogen bestehen soll:
– Ta ste 2 (AWARC) oder 3 (CWARC) drücken
– Koordinatenwerte des End- und Mittelpunktes
vom Kreisbog en eingeben
–BT:
LINE
ENDPUNKT
X:
Y:
–BT:
STITCH ? YES / NO
– Bei der Eingabe "YES" wird die
Nähgeschwindigkeit in diesem Bereich
verringert
– AWARC = Bogen entgegen de m U hrz e i ge rs i nn
CWARC = Bogen im Uhrzeigersinn
–BT:
AWARC oder CWARC
ENDPUNKT
X:
Y:
MITTELPUNKT
X:
Y:
6
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Wenn die folgende Nahtstrecke nicht mit der vorher
eingegebenen Geschwindigkeit genäht werden soll:
– Taste 6 für SPEED drücken – BT:
SPEED: z. B. 100%
– Mit den Tasten ← → den gewünschten Wert
eingeben
Wenn im zuletz t e i ng eg eb en en P un k t b es t i mm te
Funktionen auszulösen sind:
– Taste 8 (FUN CT) drücken
– Nr. der gewünschten Funktion eingeben und Ta-
ste "Enter" drücken
– Nr. Funktion
01 Zick Zack Ein (bei 805-111)
02 Zick Zack Aus (bei 805-111)
03 Aktivie r un g " I nn en s chi e be r
n. hinten" ermöglichen
(Vor Funktion 04 eingeben)
04 Innenschieber nach hinten
05 Abfrage " I nn en s chi e be r hi n te n"
06 Hublagenverstellung Ein
07 HublagenverstellungAus
08 genähtes Teil herausblasen
09 Transferplatt e se nk e n
10 Transferplatte heben
– BT: FUN 805/XX
8.
Nach der Eingabe des Endpunktes der
Nahtkontur
– Funktion "Nähen Aus" mit der Taste 5 (SEOF)
eingeben
– Taste "Enter" drücken
Nach der Eingabe aller Geometrie-Daten:
9.
– Menütaste betätigen – Aufruf des Menüs "Service-Einrichter"
Menu "Programmkorrektur" aufrufen und
10.
Vorgang "Freie Kont ur" w ählen
Aus dem BT hervorgehende Fragen
11.
beantworten
–BT:
SEOFF
LIFT
NO LIFT
– Die Eingabe "Transferplatte heben" (LIFT) ist
nur in speziellen Anwendungsfällen notwendig
– Wenn noch eine weitere Nahtk ontu r
aufzunehmen ist:
Wie ab Punkt 5 b es c h ri eb en v or g eh en
– Dies sind im einzelnen folgende Fragen:
"Taschengröße", "Umbugvariante", "Mit
Innenschieb er ", "Mit Umbugg en " un d " M i t
Hublage"
7
2. Formenabhängige T eile des Formsatzes fräsen
2.1 Menü "Fräsen" aufrufen
Vorgang Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Positio n d er S c h l it t en zur Fr ä ss ta ti o n k o rr ekt – Siehe Them a 6. 4 de r Ser v ic ea nl e itu ng
– Menü "Ser v ic e- Ei n r ic ht er " a uf ge r uf en – BT:
4: Fräsen
– Nahtprog ram m e r s te l lt
– Teile des Formsatzes vorhanden
– Hauptsc ha lter an Fräse ein ge s c ha l te t
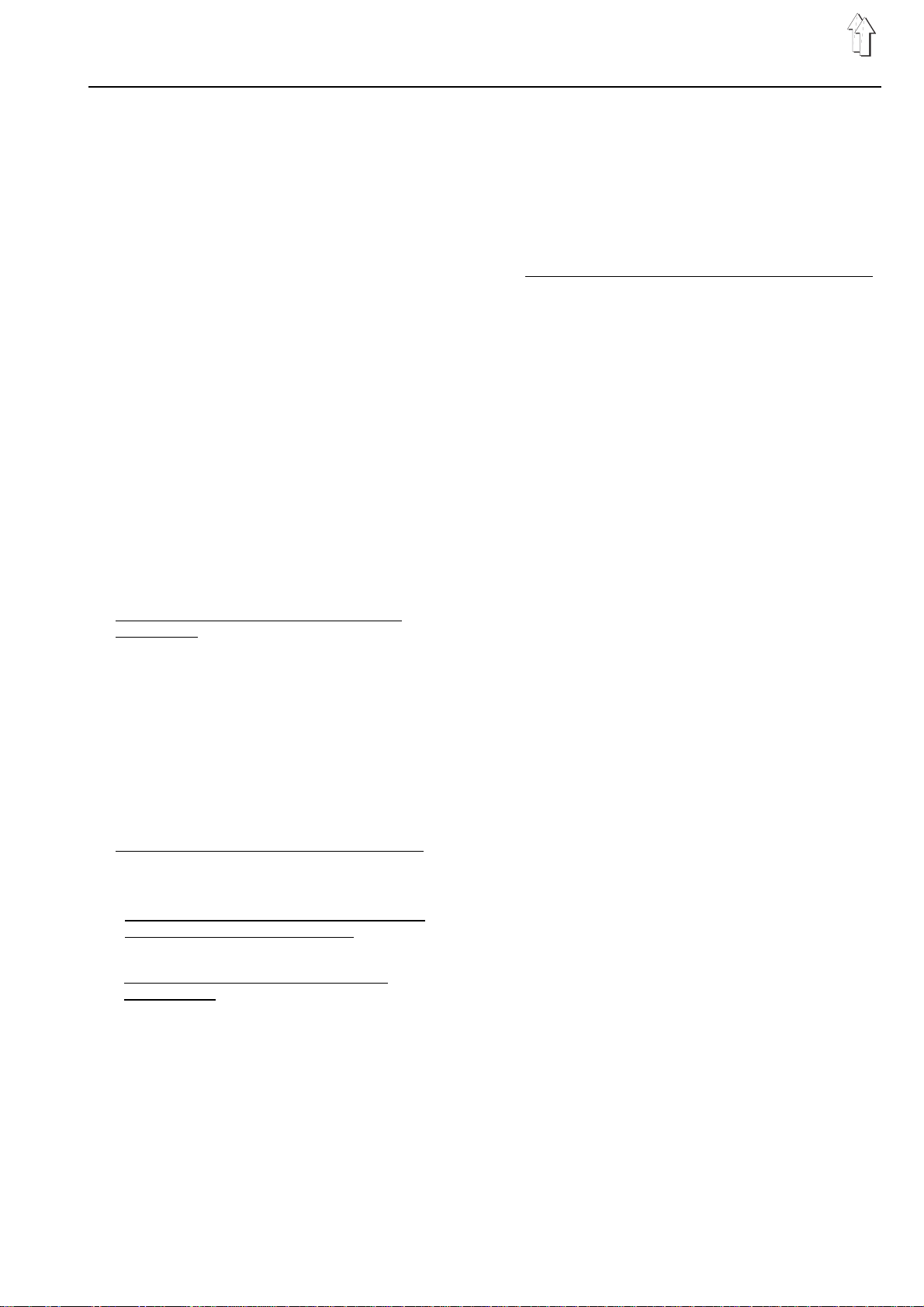
– Drehzahlstufe "3" mit dem Stellrad 8 an der
Fräse eingestellt
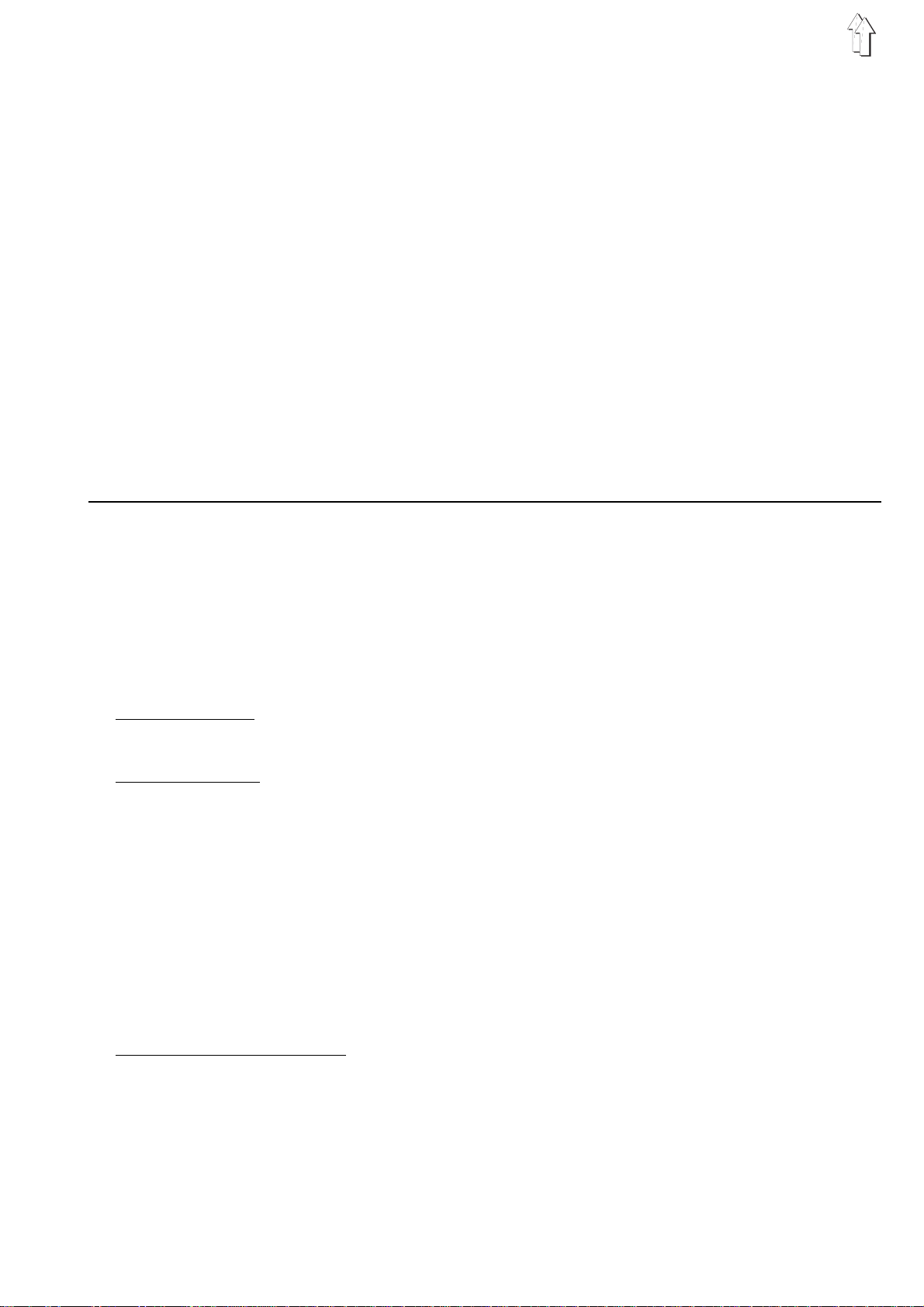
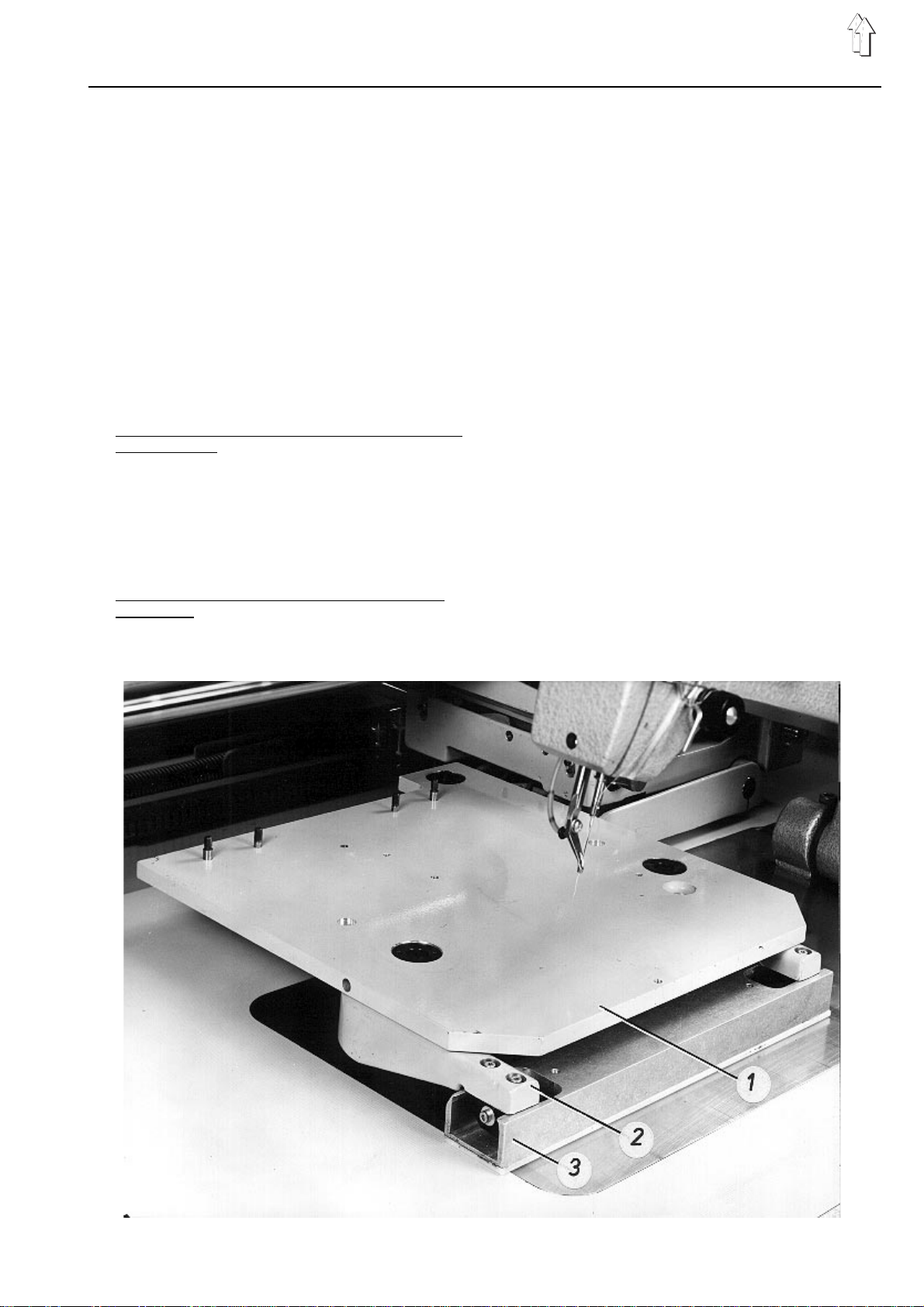
– Hilfsmittel vorhanden – Fräser 7 und 6 von 4 und 6 mm Ø
– Formfräser 5
– Zentrierbohrer 4
– Fräsplatte 2
– Fräsunterl a ge au s P ap pe 3
– Stützleis te 1
Menü "4" auf ruf en
1.
– Taste "4" drücken – BT:
Fräsen für Kl. 805-121
Fräsen für Kl. 805-111
– Unterklasse ermitteln – Siehe Typenschild an der Anlage
– Entsprechende Eingabe vornehmen – Neben der Auflistung der Programme erscheint
folgender B T:
Soll ein Programm gefräst werden:
Yes
– Taste "Yes" drücken
– Laufende N r. des Prog ram ms e i ng eb en
– Taste "Enter" d rüc k e n
–BT:
Geben Sie die laufende Nummer des zu
fräsenden Programms ein
–BT:
Fräsen
Transferplatte
Mittelschieber
Außenrahme n
Schlaucheinsatz
Vorderschieber (Evtl.)
8
9

2.2 T ransferplatte, Mittelschieber , Außenr ahmen und Schlaucheinsatz fräsen
2.2.1 Allgemeine Informationen
Die genannten Teile können in beliebiger Reihenfolge gefräst werden.
Beim Fräsen de r Transferpl a tt e m uß je do c h zu nä c hs t die Nu t g ef r äs t we rde n, be v or d i e Fa s e in 2 S c hri t te n
mit jeweils 2 unterschiedlichen Formfräserhöhen gefräst werden kann. Beim Außenrahmen sind vor dem
"Kontur fr äse n" a l l e Ze nt r ier b oh run ge n z u bo hr e n.
Das Stellrad an der Fräse für die Regulierung der Drehzahl muß sich immer in der Stellung "3" befinden.
Der Schlaucheinsatz der 805-121 kann nur vom Kunden gefräst werden, wenn die Umbugleisten der
Außenschieber nicht breiter als 5 mm sind.
Bei breite ren Leisten, wie s i e z . B . f ür Wi r k w aren einzusetz en s i nd , m üs se n d i e S c h l au c he i nsä tz e i m Wer k
gefräst werden. Hier wird ein Programm mit einer entsprechenden "kleineren" Kontur gebildet.
Für das Fräse n u nd Bohren des be tr e ffend en E l em en te s s ind folgende Werkze ug e e i nzusetzen und
Vorschubgeschwindigkeiten zu wählen:
Element Vorgang Werkzeug Vorschubgeschw.
Transferplatte 1 Nut fräsen Fräser 6 Ø 66%
Transferplatte 2 Fase fräsen Formfräser 66%
Oberer Mittelschieber 3 Außenkontur f räs e n Fräser 4Ø 33%
Unterer Mit te l s c hieber 4 Außenkontur f räs e n Fräser 4 Ø 33%
Außenrahme n 5 Zentrierbo hr u ng en Zentrierbohr e r 100%
bohren
Außenrahme n 5 Kontur frä sen Fräser 6 Ø 66%
Schlaucheinsatz 6 Nut fräsen Fräser 4 Ø 33%
(nur bei 805-121)
10

1
2
3
4
5
11
2.2.2 Teile des Formsatzes fräsen
Vorgang Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Frä sen " au fg er u fe n
Gewünschten Vorgang auf r uf en :
1.
– Entsprechende Taste drücken – BT nach der Wahl von "Transferplatte":
–BT:
Transferplatte
Mittelschieber
Außenrahme n
Schlaucheinsatz
Vorderschieber (Evtl.)
Kontur fräs e n
Form fräsen
– BT nach der Wahl von "Mittelschieber":
Materialkorrekturwert
– BT nach der Wahl von Vorgang "Außenrahmen"
oder "Vorderschieber":
Bohrungen zentrieren
Kontur fräs e n
– BT nach der Wahl von "Schlauchein-
satz":
Halbfertig te i l 80 5 4 0 2 32 0 s p an ne n
4 mm-Fräser für 4 mm Frästiefe einsetzen
Transferschlitt en z ur "M ontagepositio n" f ah r en :
2.
Wenn der Vorgang "Transferplatte" gewählt wurde:
– Entweder Vorgang "Kontur fräsen" für das Frä-
sen der Nut mit d er Taste "Enter" wählen
– oder Vorgang "Form fr ä s en " fü r da s F räs e n d er
Fase mit den Tasten "↓" und "Enter" wählen
Wenn der Vorgang "Mittelschieber" gewählt wurde:
– Als "Korrekturwert" die Stärke des Nähguts in
mm eingeben
– Taste "Enter" d rüc k e n
– Entweder "Oberer Mittelschieber" mit der Taste
"Enter" oder "Unterer Mittelschieber" mit den
Tasten "↓" und "Enter" wählen
– Entweder Vorgang "Mit Fenster" oder Vo rgang
"Ohne Fenst er" w äh l en
–BT:
Halbfertig teil 805 41 100 2 spannen 6
mm-Fräser einspannen
–BT:
Vorgefräste Transferplatte spannen
Formfräser ei n spa nnen
– Um diesen Wert wird der Mittelschieber
"kleiner" gefräst
–BT:
Oberer Mittelschieber
Unterer Mittelschieber
–BT:
Mit Fenster
Ohne Fenster
– Vorgang "Mit Fenster" nu r wä hl e n, we nn
Taschen "mustergetreu" aufzunähen sind .
Mittelschieber ohne Fenster sind stabiler.
12
Vorgang Bemerkungen / Bildschirmtext (BT)
Wenn der Vorgang "Auß en rahmen" oder "Vorderschieber" ge wä hlt wu r de :
– Entweder " B oh r un g zentrieren" mit der Taste
"Enter" wählen
– Oder "Kon tu r fr ä s en " mi t den Tas te n "↓" und
"Enter" wählen
Wenn der Vorgang "Sch l au c he i nsa tz " g ew äh l t
wurde:
– Der Transferschlitten befindet sich bereits in
der "Montage po s i ti o n"
3.
Wenn die Stützp l at te und Fräsplatt e n och nicht
montiert si nd :
– Stützleiste 3 in die Halterung des
Transferhebels 2 stecken
– Fräsplatte 1 an den Transferhebel 2 schrauben
– Fräsunterl a ge au f d i e F rä s pl a tt e l e ge n
–BT:
Halbfertigteil 805 41 085 2 spannen
4 mm-Fräser einspannen
–BT:
Halbfertigt ei l 8 05 41 08 0 2 bz w. 805 41 094 2
spannen
Zentrierbohr e r ei n s pa nn en
–BT:
Halbfertigt ei l 8 05 41 08 0 2 bz w. 805 41 094 2
spannen
6 mm-Fräser einspannen
– Die Fräsunterlage besteht aus 2 mm starker
Pappe
4.
Betreffendes Halbfertigteil auf die Fräsplatte
schrauben
–Siehe BT
13

Vorgang Bemerkungen / Bildschirmtext (BT)
Betreffendes Wer kz e ug ei n s et z en :
5.
– Saugkopf 1 abnehmen
– Fräser 2 bzw. Zentrierbohrer 6 bzw. Formfräser
einsetzen
– Lehre 3 in d er H al t er u ng fü r den Saugkopf
arretieren
– Fräser bzw. Zentrierbohrer bzw. Formfräser zur
Lehre einste l l en
– Werkzeug spannen
– Werkzeug etwa s lös e n, en ts p rec h en d nac h
unten ziehen und spannen
– Lehre 3 abne hmen
– Dichtungsscheibe 4 auf den Fräser stecken und
bis gegen die Spannhülse schieben
– Saugkopf 1 in der Halterung arretieren
– Der Zentrierbohrer muß auf dem Bügel 8 der
Lehre aufliegen.
Diese Höhe mu ß au c h d er Fo r mf r äse r be i m
"Vorfräsen" der Fas e i n de r Transferp l at te
haben
– Der Fräser 2 muß auf der Fläche der Lehre 3
aufliegen.
Diese Höhe mu ß au c h d er Fo r mf r äse r be i m
"Fertigfrä s en " de r F as e ha be n.
Zum Fräsen der Nu t i m Sc hl a uch ei n s at z mu ß
der Fräser (4 Ø) noch 0,8 mm höher stehen.
– Dabei wird das Werkzeug um ca. 1 mm
angehoben
– Damit kein e S p äne in die Fräse ge l an ge n
können
14

Vorgang Bemerkungen / Bildschirmtext (BT)
Transferschlitten zur "Frässtellung" fahren und
6.
Fräseinrichtung nach unten schwenken:
– Taste "Enter" drücken – BT:
Weiter mit Enter
Vorgeschriebene Vorschubgeschwindigkeit
7.
eingeben:
–Taste ← bzw. Taste →e ntsprechend be tä ti g en – Zum Fräsen de r Transferp l at te 66%, des
Mittelschiebers 33% und des Außenrahmens
66% eingeben
Fräs- bzw. Zentriervorgang aktivieren:
8.
– Taste "Enter" drüc k en – Die Fräse l ä uf t u nd wir d ab ge sen k t.
Die Schlitte nb ew eg un g für den Fräsvorga ng
beginnt, wenn der Schalter "Fräse unten"
betätigt ist .
– Bei einem Fräserbruch ist folgendermaßen
vorzugehen
1. Tas t e " S t op dr ü ck en :
Schlitten s t op pe n
BT: Fräserbruch (Yes/No)
2. Tas t e " Yes" drücken:
Saugeinrichtung aus
Fräse aus und n ac h ob en
Fräseinrichtung nach oben schwenken
3. Tas t e " I" drücken:
Schlitten zur "Montagestellung"
4. Vorgang wie bei Punkt 1 dieses Themas
beschriebe n w i ed er v o n v o r n b eg i nn en
– Warten – Bis folg en de F un k tio nen abgelaufen s i nd :
1. Fräse aus und n ac h ob en
2. Fräseinrich tu ng nach oben
3. Schlitten zur "Montagestellung"
4. BT:
Fräsen
Transferplatte
Mittelschieber
Außenrahmen
Schlaucheinsatz
Vorderschieber (Evtl.)
15
3. T eile des Formsatzes montieren, bekleben und einstellen
3.1 T e ile des M ittel schieber s montiere n
Die beiden Bleche der Mittelschieber sind normalerweise etwas gewölbt. Um diese Verformung wieder
ausgleichen zu können, müssen die beiden Bleche beim Zusammenkleben eine bestimmte Position
zueinander ha be n.
Vorgang Bemerkungen
Beide Mittelschieberbleche entgraten und
1.
polieren
2.
Beide Mittelschieberbl e c he z us a mm en k leben:
– Beide Bl ec h e reinigen
– Doppels eitiges Klebeb an d 1 au f die gesamte
Fläche des kleineren Bleches kleben
– Folie vo n d em au fg ek lebten Klebeb an d 1
abziehen
– Größeres B lec h 2 a uf di e S tif te de s Ha l te rs
stecken
– Kleineres Blech 3 auf die Stifte des Halters
stecken
– Beide Bleche mit möglichst starkem Druck
gegeneinand er p r es se n
– 5 Bohrunge n a us s e nk e n
– Beide Bleche 4 und 5 an den Halter schrauben – Mit 5 Senkschrauben
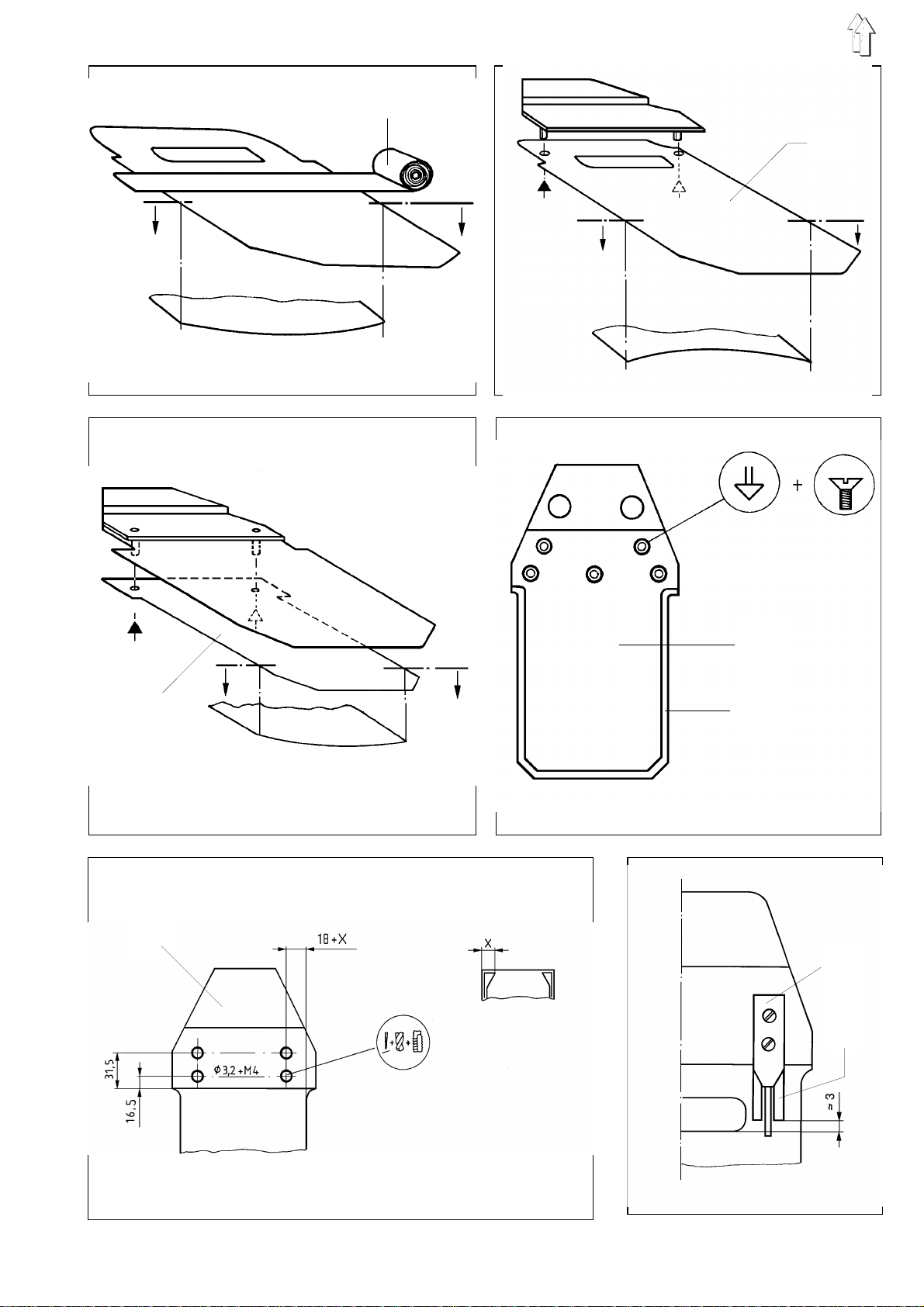
Taschenanschläge und Nähgutklemmen
3.
montieren:
– Lage der 4 G ew i nd eb oh r un ge n a m B l e c hh al t er
6 anreißen
– 4 Bohrunge n m i t e i ne m Ø v o n 3 ,2 mm bo hr e n
– Anschläge 8 und Klemmen 7 auf den Halter
schrauben
– Druck der Klemmen 7 einstellen
– z. B. mit einer Feile und einer Polierscheibe
– Auf die in der Abbildung dargestellte Seite mit
entspreche nd em Dr u ck k l eb en
– Dabei muß das Blech die in der Abbildung
dargestell t e P o s iti o n z u m Halter haben
– Dabei beachten, daß die Schraubenköpfe mit
dem Blech 4 abschließen müssen
Dabei folgendes beachten:
– Die Anschläge zur V o reinste llun g in ein em Ab-
stand von 3 mm zur unteren Ausschnitt kante positionieren
– Die Klemmen müssen nach hinten bis zu den
Anschläge n g es choben sein
– Dazu die Klemmen so biegen, daß der
Taschenzuschnitt mit dem geringstmöglichen
Druck sicher geklemmt wird.
16
1
2
4
3
5
6
7
8
17
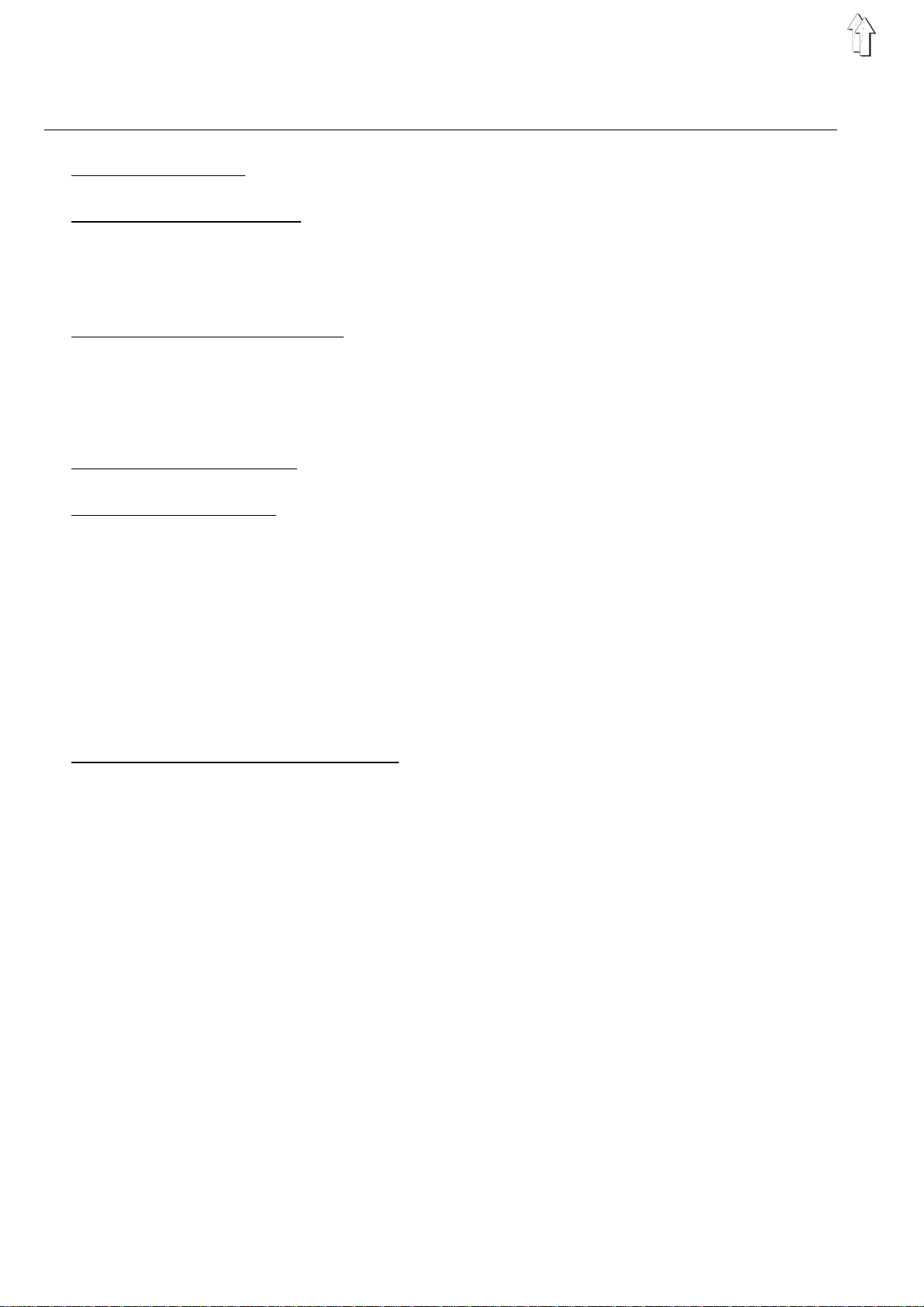
3.2 T e ile des Innenrahm ens montieren und bekleben
Vorgang Bemerkungen
Innenrahme n e nt gra ten
1.
Löcher bohr en un d a us se nk e n:
2.
– 2 Bohrunge n v o n 4 ,2 Ø bo hr e n
– 1 Bohrung v o n 7 ,1 Ø mm bo hr e n
– Beide 4, 2 m m-B o hr u ng en au s s en ken
2 Verbindungsschrauben befestigen:
3.
– Schrauben 4 durch die 2 ausgesenkten
Bohrungen st ec k e n
– Scheiben 3 auf die Schrauben stecken
– Muttern 2 auf die Schrau be n d r eh en
Ansaugstutzen 1 anschrauben – Mit 2 M3-Sechskantschrauben 5
4.
5.
Gummistrei fe n 6 aufkleben:
– Gummistreifen auf den Innenrahmenrand kle-
ben
– Gummistreifen parallel zur oberen Kante des In-
nenrahmens k l eb en
– Gummistreifen innerhalb des Vacuumbereichs
auf den Innenrahmen kleben
– An den Zentrierbohrungen
– An den Zentrierbohrungen
– Für M4-Senk k o pf s chr a ub en
– Der 5 mm breite Moosgummistreifen soll mit
der Außenkante des Innenrahmen abschließen
– Im Abstand von 18 mm
– Diese Str ei f en s ol len das später a uf z uk l e be nd e
Delrin "abstützen".
Der Abstand der Streifen zueinander und auch
zu den schon be k l eb te n I nn en r ah me n-Rändern
soll ca. 15-20 mm betragen. Größere Abstände
können zu einer "Mehrweite" der aufgenähten
Tasche führen
6.
Delrin ausschneiden, bohren und aufkleben:
– Außenkontur des Delrins 7 anreißen – Die seitliche und untere Kontur muß identisch
zur Außenkontur des Innenrahmens sein. Die
obere Delrinkante muß mit dem oberen
Gummistrei fe n a bs c h l i eße n.
– Delrin ausschneiden
– Position der ca. 40 Vacuumlöcher auf dem Del-
rin 8 markieren
– Löcher vo n 1 ,5 mm an de n m ar k ierten Stelle n
bohren
– Buchse durch das Loch des Innenrahmens 9
stecken
– Delrin au f d as G u mm i de s Innenrahmens 10
kleben
– Dabei folgendes beachten:
Der Abstand de r Löc h er z ur De lr i nk a nt e so ll ca.
10 mm betragen.
Eine weitere Lochreihe im Abstand von 5 mm
zur Lochreihe an der Vorderkante markieren.
18
2
3
1
2
3
4
4
5
7
6
10
9
8
19
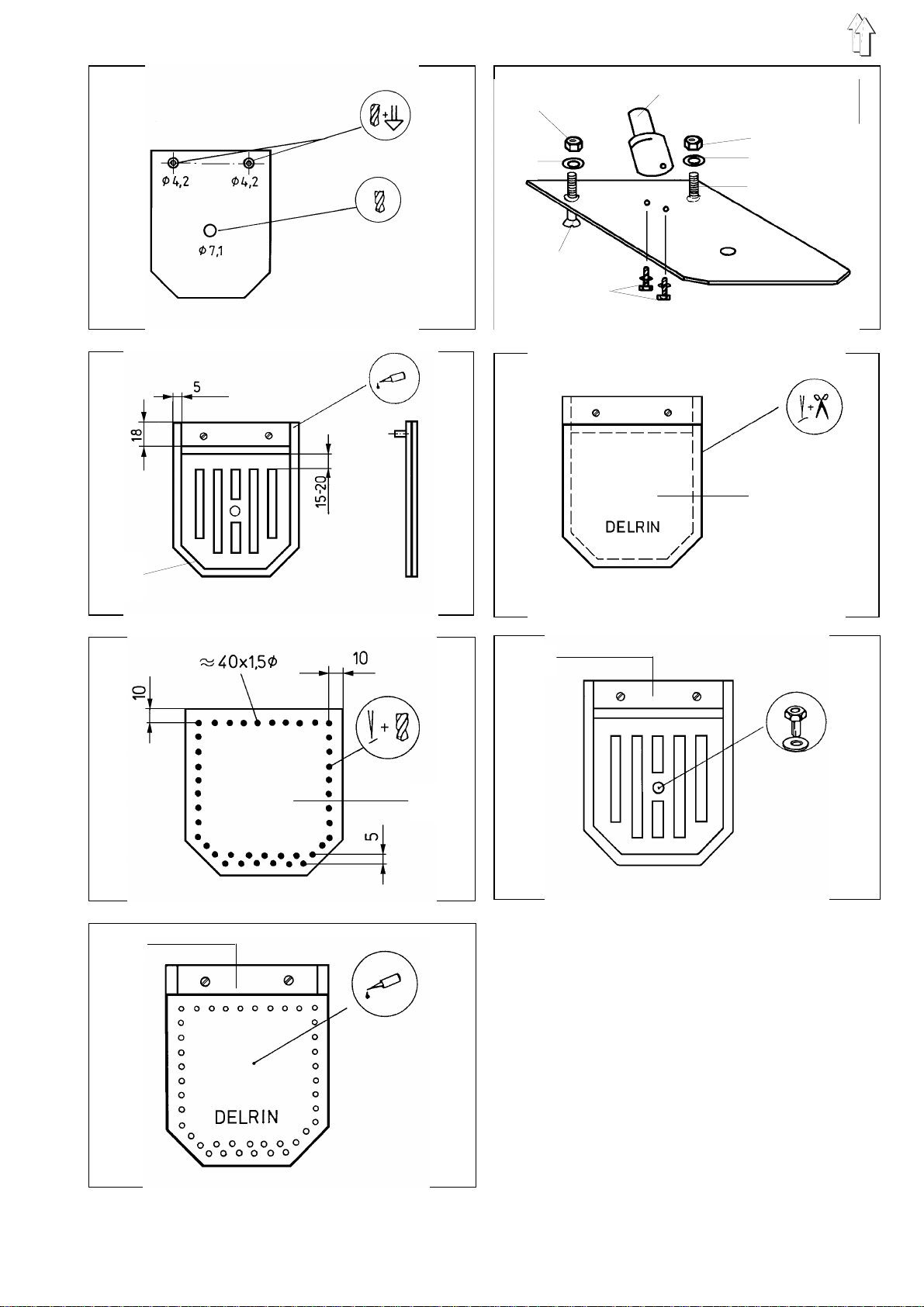
Vorgang Bemerkungen
Haftstreifen 1 aufkleben:
7.
– Ca. 8 mm br ei t e S t rei f en z us c h ne i de n u nd au f
das Delrin kleben
– 5 mm breite S tr e i fe n z u sc hn ei d en un d a uf das
Gummi kleben
8.
Innenrahmen mit der Halteplatte verbinden:
– Kegelfedern 3 auf die beiden Schrauben des In-
nenrahmens setzen
– Haltepl at te 5 a uf di e be i de n S c h rauben setzen
– Buchsen 4 au f d i e S c h rau ben drehen
– Kontermutter 6 auf die Schraube drehen
– Schwarze K e ge lfe de r 10 au f d i e Bu c hs e set z en
– Die Streifen müssen mit der Außenkante des
Delrins abschließen
– Im oberen Bereich des Innenrahmens.
Je nach Stärke des Tascheneingriffs kann ein
Abschleifen des Gummis oder ein
Übereinanderkleben von mehreren Haftstreifen
notwendig sein.
– Das breitere Ende dieser blanken Federn muß
auf dem Innen r ah me n l i e ge n
– Buchse so we i t d reh en , d aß d ie a ns c h li eße nd
noch aufzudr e he nd en K on te r mu tt er n 6 m i t d en
Schraubene nd en ab s c hl ie ß en
– Dünne Fede r nu r be i K l. 805-121 einse tz e n.
Dicke Feder für Kl. 805-111 und bei besonderen
Anwendungsf äl le n a uc h fü r di e K l . 8 05 -12 1
wählen
– Verstellelement 7 durch die Bohrung im Halter
8 stecken
– Kontermutter 9 auf die Schraube am
Verstellelement dre he n
– Buchse au f d i e S c h rau be des Verstellelements
12 drehen
– Kontermut ter gegen die Bu c hs e dre hen
– Verstellelement 12 an Halteplatte 13 schrauben – Dabei das Verstellelement so ausrichten, daß
Halteplat te 16 de s In ne nr a hm en s an di e B rüc k e
9.
15 schrauben
– Der Abstand zwischen der H alteplatte 13 und
dem Innenrahmen 14 soll genau so groß sein
wie an den beiden anderen Verbindungspunkten
sich der Innenrahmen 14 leichtgängig bewegen
läßt
– Die Fixierung erfolgt durch die 2 Stifte in der
Brücke
20
6
5
4
3
1
7
8
9
10
11
12
13
14
15
16
21

3.3 T eile des Außenrahm ens montieren
Vo rgang Bemerkungen
Außenrahme n e nt gr a te n
1.
Löcher bohren und Gewinde schneiden:
2.
Schwammgummi auf den Außenrahmen 1
3.
kleben
Brücke 5 mit Außenrahmen 1 verbinden: – An der Brücke ist bereits Innenrahmen
4.
– 4 mm-Stifte 2 in die 2 Bohrungen des Außenrah-
mens stecke n
– Zwischenplatten 4 auf den Außenrahmen legen
– Brücke 5 au f die Sti f te des Auß e nra hm en
stecken
– Zwische np l at te n 4 un d B r ü ck e 5 an s c hra ub en
– Verstärkungen 3 ans c h rau be n
Zylinder mo nt i er e n:
5.
– Passendes Schieberelement wählen
Für den Seitenschieber
Für den Vorderschieber
– Das 2 mm di ck e G u mm i mit einem
doppelseitigen Klebeband auf die gesamte
Fläche kleb en . Dabei das Gumm i fe s t
andrücken
angeschraubt
– Dabei darauf achten, daß die Stifte nicht auf
der Moosgummiseite hervorstehen
Länge d. Taschenkante Element
bis 125 mm kurze Version
von 125-170 mm mittl. Version
ab 170 mm lange Version
-------------------------------------------------------bis 60 mm kurze Version
ab 60 mm lange Version
--------------------------------------------------------
22

5
4
3
2
1
23

Vorgang Bemerkungen
– Buchse 1 i n da s Lo c h d er S c h i eb ere l em en te 2
vom Seiten-, Vorder- und Ecken-
schieber stecken
– 2 Gleitfo l i en 3 a uf di e un te r e S e i te de r
Schieberelemente 2 kleben
– Schieberelemente auf den Stifte der Zylinder
stecken
– Platte 6 an die Zylinder schrauben
– Pneumati sc h e T- und L-Ans c hl ü ss e an di e
Zylinder schrauben
6.
Breite der Sei t enschieberelemente 7
kontrollieren und evtl. anpassen
Dabei ist folg en de s z u bea c ht en :
– Das Langloch in der Buchse 1 muß quer zur
"Schieberichtung" stehen
– Je nach Naht bi l d ( Do pp el n ah t/ E i nz e l na ht ) muß
das Langloch die in der Abbildung dargestellte
Position haben
– Bei den Elementen für den rechten und linken
Seitenschieber die Buchse von der
entspreche nd en S ei t e h i ne i ns t eck e n
– Wie in der Ab bil d un g da r ge s te l l t au f di e Sei te ,
wo der Buchs e nb un d n i c ht he r vor s t eh t
– Dabei beachten, daß der Aktionsbereich der
Schiebere l em en te ge ge nü be r de n
Pneumatika ns c h l üss e n l i e gt .
Dabei folgendes beachten:
– Die Platte muß die in der Abbildung
dargestell t e P o s iti o n z u m Z yl i n de r ha be n
– Schrauben s o f es t an z ieh en, daß noch ein e
leichtgäng i ge S c hi e be rbe wegung möglich i s t
– Wie in der Abbildung dargestellt
– Wenn die Taschenseitenkante A kürzer als
95 mm ist, muß das Schieberelement an der
unteren Seite entsprechend gekürzt werden
Breite der Vorderschi e be rel e me nt e 8
7.
kontrollieren und evtl. anpassen
1
– Die Breite X ist korrekt, wenn das
Schiebere l em en t n i cht breiter als d i e
Taschenvorderkante B ist
4
5
2
6
3
24

7
8
25

Vorgang Bemerkungen
8.
Eckeneinschieber an die Seitenschieber
montieren:
Kl. 805-121:
Bei der mittleren oder langen Version des
Schieberelements für die Seitenschieber:
– Leiste 2 au f die Platte 3 de s Z y l ind er s
schrauben
– Bolzen 1 an der Leiste 2 befestigen
Bei der kurz en Versio n d es S ch i eb er e l em en ts
für die Seit en s c hie ber:
– Bolzen 4 auf der Trägerplatte befestigen – Mit M4-Senkschrauben
Bei allen Versio ne n d es S chieberelemen ts :
– Exzenter b ol ze n 5 am Seitenschi e be r be fe s tigen – Dazu den B olz e n i n di e B oh r un g d es
– Bolzen 6 auf den Seitenschieber schrauben
– Gelenke, Koppel, Leiste und Schieber 7
montieren
– Position des Exzenterbolzens 5 einstellen
– Mit M4-Senkschrauben
Seitenschiebers stecken und mit einer Mutter
befestigen
– Dabei in der aus den beiden Abbildungen
ersichtli c he n R ei h en fo l ge v or g eh en
– Das Gelenk 8 da r f si c h ni c h t in der getreckt e n
Lage befinden, wenn der Seitenschieber ganz
vorgefahren ist
Kl. 805-111:
Eckeneins chi e be r 11 mit allen daz u ge hö r i ge n
Elementen in der aus den Abbildungen hervorgehenden Reihe nf ol g e m on tie r en
1
1
2
– Dabei darauf achten, daß sich der Bolzen in
der korrekt en B oh r un g b ef i nd et :
Bohrung 10 be i Do pp el n äh te n
Bohrung 9 bei Einzelnähten
4
3
26

5
6
27

Vorgang Bemerkungen
9.
Z-Leisten z us c h ne i de n u nd an s chr a ub en :
– Z-Leisten auf die korrekt e L änge schneiden
Dabei folgendes beachten:
– Die Länge d er Z - L eis t en muß um 0,5 mm kür -
zer als die be tr e ffend e Taschenkante sein
– Die "obere" Kante der Z-Leiste für den
Seitenschieber sollte einen Abstand von ca.
15 mm zur Mit te de s nä c hs t en La ng l oc h s ha ben
– Die Langl öch er d er Z- L ei sten für den Vorder-
und Eckenschieber sollen "mittig" plaziert sein
– Z-Leisten 1 auf die Schie be r el e me nt e
schrauben
Zylinder 2 auf de n Au ß en rah me n sc h rauben
10.
Schläuche z u sc hn ei d en un d v e r binden:
11.
– Schläuche auf die korrekte Länge schneiden
– Schläuche mit den Anschlüssen an den
Zylindern und an der Brücke verbinden
– Die Z-Leisten für den Seiten- und
Vorderschieber mit m i nd es t en s 3 S chrauben
befestigen
– Z-Leisten so ausrichten, daß die
Befestigungsschrauben in der Mitte der
Langlöcher stehen
– Dabei die Zylinder so weit wie möglich nach
hinten ste ll en
– Wie in der Abbildung dargestellt
28

1
2
29

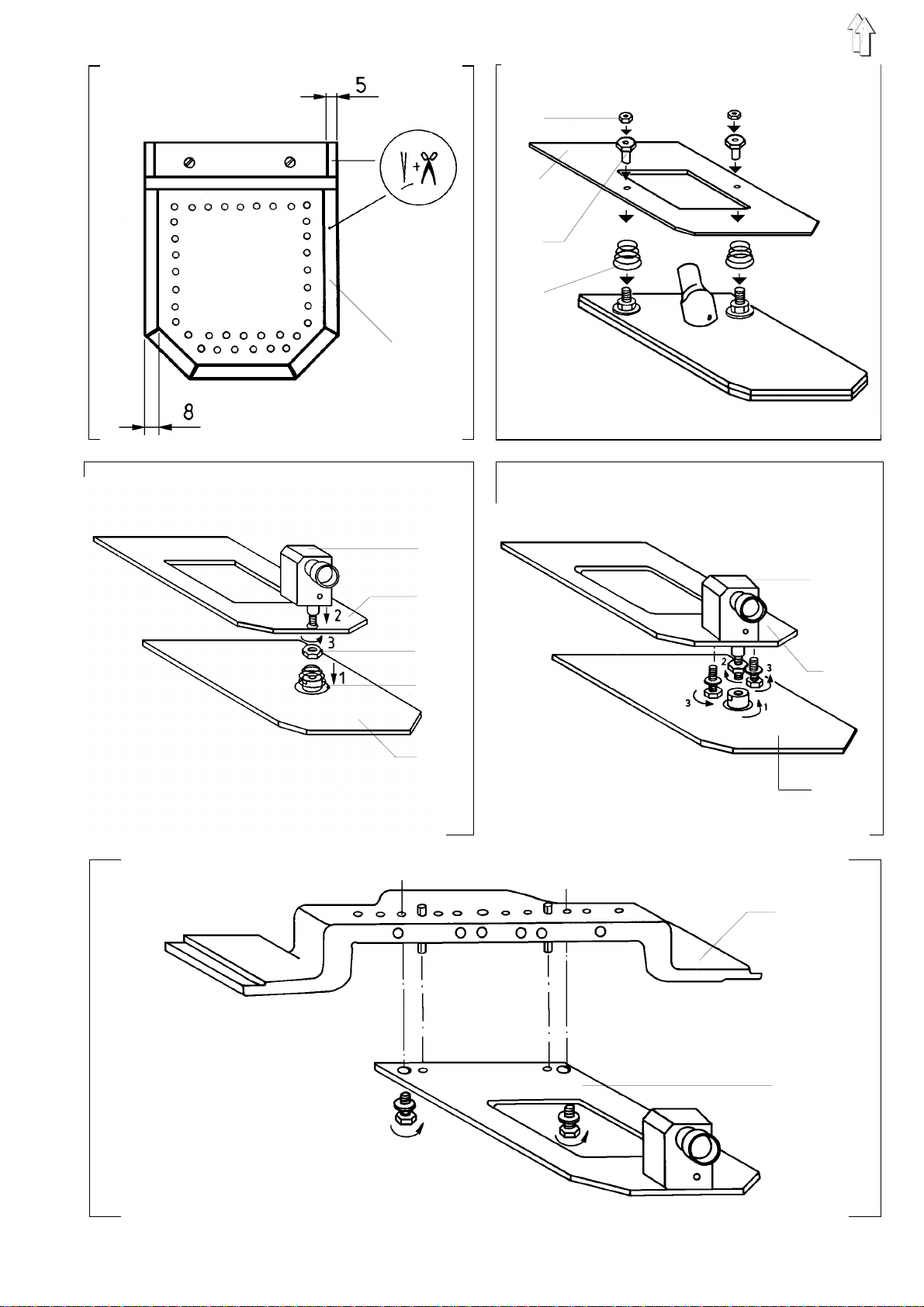
3.4 T e ile des S chlauchei nsatzes montieren
Vorgang Bemerkungen
1.
Gefräste Nut in de r Pl at te 4 e nt grate n
Fase 7 von 1 x 1 mm feilen
2.
3.
Bohrungen bohren und entgraten
– Position der Bohrungen markieren
– 4 Bohrunge n v o n 3 Ø bo hren
– Bohrungen von 2 Ø bohren
– Die beid en ob ere n 3 Ø-Bohrunge n vo n u nten
aussenken
– Alle Boh r un ge n e nt gr a te n
Klebeband aufkleben:
4.
– Obere Seite der Platte 4 reinigen
– Doppels eitiges Klebeb an d f al t en- und
blasenfrei au f d i e o be re S e i te de r P l at te k l eb en
– Klebeband im Bereich de r Nu t e ntfernen – z. B. mi t ei n em Me s s er
Schlauch 3 un d E n ds t üc ke 1 einsetzen:
5.
– Benötigte Schlauchlänge ermitteln – Schlauchlänge = Nutlänge + ca. 50 mm
– Schlauc h e nt s pre c he nd ab s c hn ei d en
– Schlauc he nd en du r ch die Endstück e 1 z iehen
– Schlauc h m i t E n dstücken in die Nu t e i ns e tz e n – Dabei den Schlau c h d ur ch di e B oh r un g i n de r
– Endstücke anschrauben
– Schlauc he nd en ab s c hn ei d en – Der Schla uc h sol l c a . 1 mm he r vor s t eh en
– An der unter e n S e i te de r Pl at te
– Diese Bohrungen müssen sich in der Nutmitte
befinden
–
Dieser Vorgang muß vor de m E i n s et zen des
Schlauchs erfolgen !
Platte führen und dann so weit ziehen, bis er
spannungsfrei in der Nut liegt
Alle ander en pn eu ma ti s chen Elemente
6.
verbinden bzw. befestigen
Folie aufkleben und mit 4 Löchern versehen
7.
Dabei folgendes beachten:
– Der Schlauch 8 muß so lang sein, daß dessen
Schnellk up pl u ng mi t de r un teren Kante de r P l at te abschließt
– Für die Befestigung der S c h l äu che 5, 6 und 8
3 Sackbohrungen mit einem Ø von 2,4 mm und
einer Tiefe von 5 mm bo hr e n un d M3 Ge wi n de
schneiden
– Die Klebefläche des Klebebandes sauberhalten
– Folie falten- und blasenfrei auf die Platte kleben
– Folie im Bereich der Boh r un ge n m i t e i ne m
Bohrer entf ernen
– Mit einer Nadel jeweils 2 Löcher 2 unterhalb
der 2 Endstücke am Nutrand in die Folie
stechen, ohne den Schlauch zu beschädigen
30

Vorgang Bemerkungen
8.
Höhe der Plat te prü fe n:
– Platte in die Ausnehmung der Nähgutauflage
einsetzen
– Plattenhöhe kontrollieren – Die Platte darf sich nicht unterhalb des
Niveaus der Nä hg ut au fl a ge be fin de n.
Zur Höhenkorrektur einen entsprechend dicken
Streifen unter die Platte kleben
31

3.5 T e ile der Transferplatte montieren und bekleben
3.5.1 Transferplatte ohne Innenschieber bekleben
Transferplatten ohne Innenschieber können nur zum Nähen von Programmen mit Einzelnähten eingesetzt
werden.
Vorgang Bemerkungen
Transferplatte en tg r at en
1.
Schwammgummi 1 zuschneiden und unter die
2.
Transferplatte k leben:
– Größe des "inneren " Ausschnitts auf dem
Schwammgum mi m ark i e ren
– Schwammgu mm i zus ch ne i de n
– Schwammgu mmi mit dem dop pe l sei t i ge n
Klebeband unter die Transferplatte kleben
– Nähschlitz in das Schwammgummi schneiden – Entsprechend der Nähschlitzbreite in der
– Dabei das Gummi in seitlicher Richtung mittig
ausrichten und in einem Abstand von 15 mm
zur Oberkante der Transferplatte positionieren
Transferplatte
Delrin zuschneiden und auf das
3.
Schwammgummi kleben:
– Ausschnitt im oberen Bereich des Delrins
markieren
– Außenkontur des Delrins markieren
– Delrin beschneiden – Entlang der Markierungen
– Delrin mit dem Klebeband auf das
Schwammgum mi kl e be n
Aufnahmeel e me nt 4 u nd S c ha l te l em en t 6 an
4.
die Transferplatte schrauben
Codierfeld au fk l e be n u nd be k l eb en :
5.
– Codierfel d 3 a uf die Transferplatte k l eb en – Das Feld muß die i n de r Abb i ldu ng dargestellte
– Reflexf ol ie 2 auf die betreffe nd en S eg me nt e
des Codierfelds kleben
– Datenfel d 5 au f di e Transferp l at te kl e be n
Formsatz mi t d er M as ch i ne v er b inden – Siehe Them a 4. 4 de r Be di e na nl e it u ng
6.
– Entsprechend der Kontur im Schwammgummi
– Das Delrin soll etwas über den Nähschlitz der
Transferplatte hinausragen
– Bei Transferplatten für Einzel na ht pr o gra mm e
jedoch das D el r i n nu r au f d as M oo s gu mm i de r
"Zunge" kleben
– Die beiden Aufnahmeelemente mit den
Senkschrauben anschrauben, das
Schaltelement in das Gewindeloch schrauben
Position haben
– Die bei der Programmierung angezeigten
Segmente be k leb en
7.
Nahtkontur a uf de m D el r in markieren:
– Vorgang "Nähen ohne Um bu ggen" aufrufen – Siehe Thema 9.5.6 der Se r vi c ea nl e i tu ng
– Geschwindigkeit mit der Taste ↓ auf 5%
reduzieren
– Vorgang starten un d w i ed er s t op pe n, wenn der
Nähkopf abges en kt i s t
32

Vorgang Bemerkungen
– Taste "0" betätigen
– Gekürzte Na de l ei n s et zen
– Höhe der Nadel kontrollieren und evtl.
korrigieren
–Taste "I" betätigen
– Vorgang fortsetzen
– Transferplatte herausnehmen
Delrin beschneiden und befeilen:
8.
– Delrin entlang der markierten Kontur
beschneiden
– Delrin befeilen – Das Delrin ist so weit zu befeilen, bzw. zu
– Für den "Si c h er e n H al t " de r Mo to re
– Die Nadel darf nicht zu tief in das Delrin
einstechen, weil sonst das Delrin brechen
könnte
schmirgeln, daß es den geri ng stmöglichen
Abstannd zu ve r we nd et en Na de l ha t, oh ne
diese zu ber üh ren
1
2
3
4
5
4
33

Vorgang Bemerkungen
9.
Abstand zwischen Delrin und Nadel
kontrollieren:
– Transferplatte ei n s et z en – BT:
Codierung einlesen
Weiter mit Ente r
– Taste "Enter" drüc k e n – Die Codierun g de r Transferpl at te wi r d
eingelesen
– Nadel ei nse t ze n
– Nähzyklus starten und Abstand ermitteln
Haftstreifen 1 zuschneiden und auf das Delrin
10.
kleben:
– Transferplatte he r au snehmen
– Entsprechend breite Haftstreifen zuschneiden
– Haftstreifen auf das Delrin kleben – Der Streifen muß mit der Außenkante des
– Transferplatte ei n s et z en
– Bei Nadelabdrängungen ist das Delrin an den
betreffenden S t el le n weiter zu befe i l en bz w. zu
schmirgeln
Delrins abschließen
–BT:
Codierung einlesen
Weiter mit Ente r
Codierung einl e s en :
11.
– Taste "Enter" d rüc k e n
1
34

3.5.2 Transferplatte mit Innenschieber für den Betrieb an der 805-111 montieren und bekleben
Die auf Seite 39 abgebildet e Transfer p l at te mi t In ne ns c h i eb er wird zum Nähen von Doppelnäh te n be nö ti g t.
Transferplatten fü r P rog r am me mi t un gl e i chen Nahtabstän de n k ö nn en nu r i m Werk g ef er t i gt we r de n.
Vorgang Bemerkungen
1.
Gefräste Transferpl a tt e 2 en tg r at en
Schub- und In ne ns c h ieberplatte mo nt i ere n
2.
– Bolzen 1 i n d i e Transfe rpl a tt e 2 s c hra ub en
– Mit Großko pf ni e te n 3 di e S c hu bp l at te 4 u nd di e
4 Koppeln 5 verbinden
– Nieten 8 un d B u c hse n 7 mit den 2 hal bf ertigen
Innenschie be r pl a tt en 6 v e rbi n de n
– Die oberen Koppeln mit den obersten
Bohrungen der S chubplatte ve rbi n de n
– Die unteren Koppeln mü ss en de n g l ei c h en
Abstand (b) zu d en oberen Koppeln ha be n wie
die oberen Fü hru ng s nu te n z u de n u nteren
Führungsnuten (Abstand a).
– Dazu die Nieten durch die Bohrungen stecken
und von der anderen Seite die Buchsen auf die
Nieten stecken und diese vernieten.
Die Buchsen müssen sich oberhalb der rechten
und linken P l at te nh äl f te n b efinden
1
2
6
3
7
5 4
8
35

Vorgang Bemerkungen
– Schubplatte 1 kürzen
– Halbferti g e Ku ns t s to ffplat te 2 ( 0 ,5 mm De l ri n)
auf die Buchs e n 4 de r In ne ns ch i eb er p l at te n 3
stecken
– Innenschi e berplatten 9 vo n u nten in die
Transferplatte stecken
– Kunststoffscheiben 6 auf die Buchsen stecken
– Schubpla tt e 7 mit Innensch i eb er p l at te n
verbinden
3.
Führungsklötze 12 und Anschlag 14 montieren:
– Seitliche Führungsklötze 12 anschrauben – Klötze so ausrichten, daß sich die Schubplatte
– Anschla g 1 4 f ür "Innenschiebe r i n P o si ti o n
Außennaht" einstellen und festschrauben
– Die Schubp l at t e sol l f ol g en de Lä ng e haben:
Abstand (a) zwischen oberen und unteren
Führungsnuten + 50 mm
(z. B. 80 + 50 = 130 mm).
Die Mindestlänge von 12 0 m m d arf j ed oc h ni c h t
unterschritten werden.
– Die Buchsen 8 müssen sich in den
Führungsnuten der Transferplatte befinden
– Koppeln 5 über die Buchs e n 8 st e ck en un d m i t
Sicherung sr i ng en 10 s i che r n
13 mittig bewegen kann
– Evtl. vorher entsprec he nd e B o hru ng en bohren
und Gewind e (M 3) sc h ne i de n
Dabei folgendermaßen vorgehen:
– Schubplatte 13 ganz nach hinten schieben
– Abstand Y2 de r Sc h ub pl a tt e 13 zu r
Transferplattenkante ermitteln (z. B. 1,1 mm)
– Schubplat te um 0,7 mm nach vorn z i eh en un d
in dieser Stellung halt e n.
(Dies ist die Position "Innennaht" des
Innenschiebers.)
– Abstand der Schubplatte zur Transferplatte
notieren z. B. 1,1 + 0,7 = 1,8 mm.
– Anschlag 14 für die Position "Außennaht" im
folgenden Abstand (Y1) zur Schubplatte
plazieren und dort festschrauben:
Nahtabstand zwischen den Doppelnähten + 0,5
mm (z. B. 6,35 mm + 0,5 mm = 6,85 mm).
Evtl. Bohrung von 2,4 mm bohren und Gewinde
für M3 schneiden.
Innenschieber und Delrinplatten beschneiden – Ein Fräsprogramm für diesen Vorgang wird
4.
z.Zt. vorbereitet
– Außenkontur der Innenschieber- und
Delrinplatten 15 markieren
– Platten en tlang der marki ert en K on tur
beschneiden un d e nt gr a te n
36
– Dazu die Schubplatte 13 nach vorn bis gegen
den Anschlag 14 schieben und dann die Kontur
im folgenden Abstand (x) zur Innenseite des
Nähschlitzes markieren:
Nahtabstand der Doppelnähte + 1,25 mm
(z. B. 6,35 mm + 1,25 mm = 7,6 mm)
– Dazu die Pl a tten herausnehm en
– Nach dem Vorgang die Platten wieder einsetzen

1
2
3
4
5
10
6
7
8
9
11
12
13
14
15
37

Vorgang Bemerkungen
5.
Gummistreifen aufkleben:
– 2 Gummistreifen 2 von 3 x 8 mm auf die
Innenschieb er p l at te n 1 k l eb en
– Moosgumm i 3 ( 1 mm di c k) z u sc hn ei d en un d
aufkleben
– Moosgumm i 4 ( rot) in 20 mm bre i te S tre i fe n
schneiden un d a uf k l eb en
– Hartgumm i 5 (2 mm di c k ) z u s chn ei d en und
aufkleben
– Flintpap i er 6 au f das Moosgummi ( rot) kleben
– Der äußere Streifen soll mit der Außenkontur
der Platten abschließen.
Der innere Streifen soll am äußeren Streifen
anliegen
– Mit einem Doppelklebeband
1
3
2
5
38
4
6

Vorgang Bemerkungen
6.
Kloben, Zyli n de r un d Ü berlappungsbl e c h
montieren:
– Kolbenstange 4 in das Gewinde des Klobens 5
drehen
– Zylinder a uf de n B o l z en 3 i n de r Transfer p l at te
stecken und mit Sicherungsringen sichern
– Überlappungsblech 9 an den Kloben 5
schrauben
– Überlappungsblech biegen
– Das unter de m Überlappung sbl e c h l i e ge nd e
Flintpapi er ( a uf de n G u mm i s tre i fe n) e nt fe r ne n
– Überlappungsblech vorn abschneiden – Die Vorderkante des Blechs muß mit den
– Spitze des Blechs mit Flintpapier bekleben
Innenschieber einstellen, Aufnahme- und
7.
Schaltelem en te mo ntieren:
– Position "Innennaht" des Innenschiebers
einstellen
– Funktion des Innenschiebers prüfen
– Schaltst an ge 1 m i t S t el l ri n g 2 am K l ob en 5
befestigen
– Aufnahme- 6 un d S c h al t el e me nt 8 a n die
Transferplatte s chr a ub en
– Kolbenstange so weit drehen, bis deren Ende
mit dem Klobe n abschließt
– Zwische n b ei d en E l em en te n m üs se n 2
Buchsen liegen
– Das Blec h d ar f ni cht "abstehen ", s o nd er n s ol l
gleichmäßig auf dem Flintpapier der beiden
Gummistreifen (3 x 8) aufliegen
beiden Innen s chi e be r pl a tt en 10 ab s c hli e ß en
– Doppels eitiges Klebeb an d o de r ei n en
Sekunden-Kleber benutzen
– Bei ganz e i ng ef ah r en er Kolbenstange sol l d i e
Schubplatte den bei Punkt 3 dieses Themas
notierten Abstand zur Transferplatte haben.
Zur Korrekt ur d i e K o l be ns t an ge i m K l o be n 5
entsprechend drehen.
– Der Schi eb er m uß s i ch freigängig b ewegen
lassen
– Dabei soll sich das Schaltstangenende in Höhe
des Bolzens 3 befinden (Voreinstellung)
– Die beiden Aufnahmeelemente mit den
Senkschrauben anschrauben, das
Schaltelem en t i n da s G ew i nd el o ch s c h r au be n
39

Vorgang Bemerkungen
8.
Zylinder "Transferplatte heben" montieren:
– Gummischeiben 9 (14 Ø) auf Alu-Scheiben 10
(14 Ø x 6) kleben
– Zusammeng ek l e bt e S c h eiben an die
Kolbenstangenstirnseite der 4 Zylinder 5
schrauben
– 4 Zylind er 5 an di e Transfe rpl a tte schrauben
9.
Anschlußel e me nte und Schläuc h e v e r bin den
– Schläuche auf die korrekte Länge schneiden
– Pneumatische Anschlußelemente und
Schläuche v e rbi n de n
Codierfeld aufkleben und bekleben:
10.
– Codierfel d 8 a uf die Transferplatte k l eb en
– Reflexf ol ie 7 auf die betreffe nd en S eg me nt e
des Codierfelds kleben
– Datenfel d 6 au f di e Transferp l at te kl e be n
– Die bei der Programmierung angezeigten
Segmente be k leb en
Formsatz mit de r Ma s chi n e v e r bi n de n – Siehe Them a 4 .4 der B ed i en an l eitung und
11.
dabei die Schaltstange 1 so einstellen, daß
diese einen Abstand von 0,5 mm zum Schalter
"Innenschieber in der Position Innennaht" hat
Position "Innennaht" und "Außennaht" des
12.
Innenschiebers kontrollieren:
– Vorgang "Nähen ohne Um bu ggen" aufrufen – Siehe Pkt. 9.5.6 de r S er v ic e an l ei t un g
– Geschwindigkeit auf 5% reduzieren
– Transferplatte ei n s et z en – BT:
Codierung einlegen
Weiter mit Ente r
– Taste "Enter" drüc k e n – Die Codierun g de r Transferpl at te wi r d
eingelesen
– Nadel und Nä hf uß e i nse tz e n
– Nähzyklus starten und Abstand des Nähfußes
zu den Innenschieberplatten ermitteln
– Wenn der Abstand nicht 0,5 mm beträgt:
Position d er Kolbenstange 2 im Kloben ände rn
bzw. Position des Anschlags 4 ändern
40

41

3.5.3 Transferplatte mit Innenschieber für den Betrieb an der 805-121 montieren und bekleben
Die Transferplatte (siehe Seite 47) mit Innenschieber wird zum Nähen von parallel zueinanderliegenden
Doppelnäht en be nö ti g t .
Vorgang Bemerkungen
1.
Gefräste Transferplatten entgraten
2.
Winkelhebel 3 und Gabel 1 und 2 montieren
und dann auf die innere Transferplatte 4
schrauben
3.
Schubplatte, Innenschieber- und Delrinplatten
montieren
– Mit Großkopfnieten 5 die Schubplatte 7 und die
4 Koppeln 6 ve r bi n de n
– Nieten 10 un d B u c hs e n 9 mi t de n 2 ha l bf er t i ge n
Innenschieberplatten 8 verbinden
– Halbferti g e K u ns t s to ffpl at te n 11 (0,5 mm
Delrin) auf die Buchsen 13 der
Innenschieberplatten 12 stecken
– Innenschi e be r - un d Delrinplatt en mi t
Schubplatte v er b i nd en
– Dabei darauf achten, daß die angeschraubten
Gabeln im 90-Winkel zur oberen
Transferplattenk a nt e s t eh en .
Zur Einstel l u ng wi rd die Benutzung eines
Anschlagw i nk e l s em pfohlen.
– Falls notwendig, die 4 Bohrungen von unten
aussenken
Dann die Ni et en v on un te n d ur c h di e
Bohrungen de r P l at te n s t ec ke n u nd von der
anderen Seite die Buchsen auf die Nieten
stecken und di e s e vernieten
–
Dazu die Delr i n pl a tt en mi t de n k l e i ne ren
Bohrungen verwenden
Dazu folgende rma ß en vor g eh en
– Buchsen 17 de r In ne ns ch i eb er p l at te n 1 8 d ur c h
die Nuten der Transferplatten stecken
– Kunststoffscheiben 15 auf die Buchsen stecken
– Koppeln 14 über die Buchsen stecken und mit
Sicherungringen 19 sichern
Führungsbuchsen und Anschlag mont ieren:
4.
– 2 Führungs b uch s en 21 an der Schubplat te 20
befestigen
– Anschla g 2 3 " I nn en s c hie ber in Positio n für die
Außennaht" e i ns t el len und anschra ub en
Dazu folgende rma ß en vor g eh en :
– Schubplat te 22 ganz nach vorn zi eh en
– Schubplatte 0,7 mm zurückziehen
– Anschlag 23 ge ge n d i e S c h ub pl a tt e s t el len und
anschrauben
42

8
9
10
1 2 3 4
5
6
7
11
12
13
17
18
14
15
19
16
20
21
22
23
43

Vorgang Bemerkungen
5.
Innenschie be r - un d Delrinplatt en beschneiden:
– Außenkontur der beiden Platten 2 markieren – Schubplatte gegen den Anschlag 23 (Seite 41)
– Platten en tlang der marki ere n K o nt ur
beschneiden un d e nt gr a te n
6.
Transferplatte be k l eb en :
– Moosgumm i 3 ( rot, 3 mm) zusc hn ei d en un d a uf
die Innenschieberplatten kleben
– Halbfertige Delrinplatten 4 (weiß) auf die
Innenschieb er p l at te au fk l e be n
– Haftfolie 5 a uf di e De l ri np l at te n kl e be n
– Moosgummi 6 (rot, 3 mm) auf die äußere
Transferplatte kleben
– Ein Fräsprogramm für diesen Vorgang ist in
Vorbereitung
ziehen und dann die Kontur in einem Abstand
zur Außenkante des Innenrahmens markieren,
der dem Abstand der Doppelnähte entspricht
– 12 mm breite Streifen schneiden, sofern deren
Abstand zur Innenkante des Blechs größer als
6 mm ist. Andernfalls muß der Streifen
entspreche nd s chmaler sein
– Zum Kleben da s do pp el s e it ig e K l e be ba nd
benutzen
– Dazu den S pe zi al k l e be r un ter Beachtung d er
Klebevorsc h r i ft en be nu tz e n u nd de n K l e bs t off
auf die gesamte Fläche der Platten auftragen
– Zum Kleben da s do pp el s e it ig e K l e be ba nd
benutzen
1
2
44

3
4 + 5
6
45

Vorgang Bemerkungen
7.
Kloben, Zy l inder und Schal ts t an ge mo nt i er e n
– Bolzen 12 in die Transferplatte schrauben
– Kolbenst an ge 7 i n da s G ew i nd e d es K l o be ns 8
drehen
– Zylinde r 3 a uf de n B o l z en in der Transfe r pl a tt e
stecken und mit einem Sicherungsring sichern
– Kloben 8 und Überlappungsblech 10 an die
Schubplatte 11 schrauben
– Positio n " I nn en s c hieber zurück fü r In ne nn ah t"
einstellen
– Stellri n g 1 4 a uf di e S c ha lt st ange 13 schraub en
und diese im Kloben 8 befestigen
– Freigängigkeit der Innenschieberbewegung
prüfen
– Kolbenstang e s o we it d r eh en , b is de ren E nd e
mit dem Kloben abschließt
– Dazu die Ko l be ns t an ge ganz einfahren un d
dann so weit im K l ob en 8 d reh en , b i s die
Innenschie be r pl a tt en bü nd i g z u r i nn er e n
Transferplatte stehen
Dabei folgendes beachten:
– Der Ring 14 muß bündig zum Schaltstangenen-
de sitzen
– Bei eingef ah r en er K o lbenstange soll d i e
Schaltstange über die obere Kante der inneren
Transferplatte hinausragen
Anschlüsse montieren und Schläuche verbinden
8.
– Anschlü s se 4 an den Zylinder s c hra ub en
– 350 mm lan ge n S ch l au c h 6 mi t de m
betreffenden Zy l ind er a ns c h luß v e rbi n de n
– 370 mm lan ge n S ch l au c h 5 mi t de m
betreffenden Zy l ind er a ns c h luß v e rbi n de n
Trägerplatte und Brücke montieren:
9.
– Passende Trägerplatte wählen
– Trägerplatte 15 mit Brücke16 verbinden
– Trägerplatte 15 an die 4 Gabeln 17 auf der
inneren T ransferplatte schrauben
– Brücke 15 mit äußerer Transferplatte 18
verbinden
– Innere Transfer platte 19 ausric ht en und fes t
anschrauben
Tasc hentiefe Vers ion
–
105-1 25 m m 2
ab 125 mm 1
– Die Stif te fi xi e r en be i de E l em en te
– Schrauben nu r los e an z i eh en
– Die Stif te fi xi e r en be i de E l em en te
– Die innere Transferplatte muß nach allen
Seiten den gleichen Abstand zur äußeren
Transferplatte ha be n
46
1
2

3 4
14
13
12
11
5
6
7
8
9
10
17
15
16
18
19
47

Vorgang Bemerkungen
10.
Zylinder und Verbindungselemente montieren:
– Halter 4 und Schelle 6 m i t Z yl i n de r 5 ve r bi n de n
– Anschlü s se 7 un d 9 und Schläuc he 8 u nd 10
verbinden
– Ring 11, Kontermutter 12 un d Z u gs t an ge 13
montieren
– Montierte Zylindereinheit auf Trägerplatte 3
schrauben
– Verbindungselemen te zwischen Z yl i nd er 5 un d
den 4 Winkel he be l n 1 4 u nd 19 mo ntieren
– Feder 23 mo nt i eren
– Höhe der ab ge senkten inneren Transfe rpl a tt e
30 einstell en
– Leichtgän gi g k ei t v om Lü ft un gs m ec h an i smus
prüfen
– Schlauch 8 = 200 mm lang
Schlauch 10 = 230 mm lang
Wie in der Abbildung dargestellt vorgehen und
dabei folg en de s beachten:
– Die Winke l he be l mü s s en de n g l eic h en
Abstqand haben wie deren Gabeln 1 und 2 auf
der inneren Transferplatte.
Länge des Gewindebolzens 1 8 e nt s pr e chend
einstelle n.
– Die Stellringe 15 und 20 so plazieren, daß sich
die Mechanik freigängig bewegen läßt
– Den Gewindestift 21 für die Einstellung des
Federdrucks so einstellen, daß der
Gewindestift mit der Kontermutter 22 abschließt
– Wenn die Kolbenstange des Zylinders 5 ganz
eingefahren i s t, s ol len sich die i nn ere 30 und
äußere Transferplat te 29 auf eine m Ni v e au
befinden.
Zur Kontrolle z. B. ein Lineal über beide Platten
legen.
Zur Korrektur die Position der Kolbenstange in
der Zugstange 13 entsprechend ändern
– Bei Schwe r gä ng i gk e it d ie Ursachen behe be n
Kupplungsl ei s t e m i t S ch l äu c he n v e rbi n de n:
11.
– Schlauchanschlüsse an Kupplungsleiste 27
schrauben
– Schläuc he 8, 9, 16 un d 17 von den Zyl i nd ern
mit der Kuppl u ng s l eis t e v e r bi n de n
Aufnahme- 28 und Schaltelement 32 an die
12.
Transferplatte schrauben
Codierfeld aufkleben und bekleben:
13.
– Codierfel d 24 auf die Transferplatte kle ben
– Reflexf ol ie 25 auf die betreff en de n S e gm en te
des Codierfelds kleben
– Datenfel d 3 1 a uf di e Transfe rpl a tte kleben
Formsatz mit de r Ma s chi n e v e r bi n de n:
14.
– Dabei beachten, daß sich die Schläuche 16
und 17 vom Zylinder "Innenschieber" im Schlitz
der Trägerplatte befinden müssen
– Die beiden Aufnahmeelemente 28 mit den
Senkschrauben anschrauben, das
Schaltelement 32 in das Gewindeloch
schrauben
– Das Feld muß die in der Abbildung dargestellte
Position haben
– Die bei der Programmierung angezeigten
Segmente be k leb en
– Siehe Them a 4. 4 de r Be di e na nl e it u ng
und dabei die Schaltstan ge s o e i ns t el l e n, da ß
sie einen Abstand von 0,5 mm zum Schalter
"Innenschieber eingefahren" hat. Außerdem
soll die Schaltstange "mittig" zum Schalter
stehen.
48

49

Vorgang Bemerkungen
15.
Nahtkontur auf dem Delrin markieren:
– Vorgang "Nähen ohne Um bu ggen" aufrufen
– Geschwindigkeit mit der Taste ← auf 5%
reduzieren
– Vorgang starten un d w i ed er s t op pe n, wenn der
Nähkopf abges en kt i s t
– Taste "0" betätigen
– Gekürzte Nadel einsetzen
– Höhe der Nadel kontrollieren und evtl.
korrigieren
–Taste "I" betätigen
– Vorgang bis zum Zyklusende fortsetzen
– Transferplatte he r au snehmen
Delrin beschneiden und befeilen:
16.
– Delrin en tl a ng de r ma rk i er t en K on tu r
beschneiden
– Delrin befeilen – Das Delrin ist so weit zu befeilen bzw. zu
– Siehe Them a 9. 5. 6 de r Se rv i c ea nl e i tu ng
– Für den "Sicheren Halt" der Motore
– Die Nadel darf nicht zu tief in das Delrin
einstechen, weil sonst da s De l ri n b rec h en
könnte
schmirgeln, daß es den geringstmöglichen
Abstand zur verwendeten Nadel hat, ohne
diese zu berühren
17.
Überlappungs b l ec h 26 (S ei t e 4 7) b i eg en un d
vorn abschneiden
Abstand zwi s c he n D el r in und Nadel
18.
kontrollieren:
– Transferplatte ei n s et z en – BT:
– Taste "Enter" drüc k e n – Die Codierun g de r Transferpl at te wi r d
– Nadel ei nse t ze n
– Nähzyklus starten und Abstand ermitteln
– Das Blech s ol l g l ei ch mä ß i g a uf de r Ha ft fo l i e
aufliegen
– Die Vorderkante des Blechs soll mit dem Delrin
abschließen
Codierung einlesen
Weiter mit Ente r
eingelesen
– Bei Nadelabdrängungen ist das Delrin an den
betreffenden S t el le n weiter zu befe i l en bz w. zu
schmirgeln
50

3.6 Feineinstellungen an diversen Teilen vornehmen
Vorgang Bemerkungen
1.
"Umbugstellung" des Innenrahmens
kontrollieren und evtl. korrigieren:
– Vorgang "Einzelschrittmodus" aufrufen – Siehe Thema 9.5.5 der Serviceanleitung
– Stellräd er i n P os i t i on " 0" d r eh en
– Taste b1 so oft drüc k e n, bi s d er I nn enrahmen in
der "Umbugstellung" ist
– Drucklose Seiten-, Vorder- und Eckenschieber
unter den Mittelschieber bewegen
– Abstand zwischen dem Mittelschieber und den
"äußeren" S c hi e be r n e rmi t te l n
– Wenn der Abstand nicht korrekt:
Innenrahmenhöhe ändern – Dazu Kontermutter 2 lösen und Schraube des
– In dieser Stellung befindet sich auch der
Mittelschi e be r unter dem Innen rah me n
– Die Z-Ble che s ol le n s o na ht wi e mö gli c h un te r
dem Mittelsc h i eb er s t eh en, ohne diese n zu
berühren
Verstellelements 1 e nt s prechend drehen
Position de r vor g ef ah r en en S ei t en - , Vorder-
2.
und Eckenschieber einst el l e n:
– Taste b1"Start" so oft drücken, bis der Seiten-
und Vorderschieber vorn
– Seitlichen Abstand zum Mittelschieber
einstellen
– Taste b1 "Start" ein weiteres Mal drücken und
den Abstand des Eckenschiebers einstellen
– Länge und Position der Z-Leisten kontrollieren – Eine Kollision der Z-Leisten muß
– Der seitliche Abstand der Schieber zum
Mittelschi e be r s ol l d er S tärke des dünn s te n
Nähguts entsp rec h en
– Dazu die Schrauben lösen und die Position des
Zylinders e nt s pre c he nd än de r n
– Wie beim Seiten- und Vorderschieber
ausgeschlossen werden können.
51

Vorgang Bemerkungen
3.
Position der Z-Leisten zur Nähgutauflage
kontrollieren und evtl. korrigieren:
– Taste b1 so oft drücken, bis die vorgefahrenen
Seiten, Vorder- und Eckenschieber wieder in
der Ausgangsstellung sind
– Position der Z-Leisten kontrollieren – Die Z-Leisten sollen ohne Druck auf der
Nähgutauflage anliegen
– Zur Korrektur die Z-Leis t en en ts p r ech en d
biegen
Funktion der Um bu ge inr ic h tu ng mit Nä hg ut
4.
prüfen und e vtl . E i nst el l u ng en k orr ig i er e n
5.
Schieberb l ech de s E c k en einschiebers
montieren und einstellen:
– Schieberblech 2 an den Halter schrauben
– Höhe des S ch i eb er b l ec h s 2 e i ns t el l e n – Der Abstand zum Seitenschieber soll der
– Überlappu ng des Schiebe r blechs 2 zum
Seitenschi e be r 1 einstellen
– Prüfung im "Einzelschrittmodus" vornehmen
mittleren S t offs tä r ke e ntsprechen
– Die Überlapp un g s o l l je n ac h S to ffart 1 -3 m m
betragen.
Zur Einstell u ng di e P osi t i on de s Ha l te rs
entspreche nd än de r n
52

4. Programm korrigieren
4.1 Allgemein e Info rma tio ne n
Aus der Tabelle gehen folgende In fo rma ti o ne n hervor:
– Welche Korrekturen nur im Basisprogramm vorgenommen werden können (Vorgänge 1,2 und 4)
– Für welche K o rrek t ur e n bz w. Eingaben d i e B il d un g e i ne r P r og ram mv a ri an te no tw en di g is t
(Vorgänge 5 und 6)
– Welche Korrekturen im Basisprogramm sich auch auf dazugehörige Programmvarianten auswirken
(Vorgänge 1, 2 und 4). Die s wir d du rc h e i ne n Pf ei l d arg es t el lt .
Vorgänge im Menü Basis- Programm-
"Programmkorrektur" programm variante
1: Eckenkorrektur x →
2: Riegelkorrektur x →
3: Verschieben x x
4: Stichlängenkorrektur x →
5: Umbugkorrektur x
6: Hublagen v ers t el l u ng x
53

4.2 Position der Eckenst iche korr igieren
Die Positi o n d er E ck e ns t i c he i m R i eg el b ere i c h k a nn mi t de r " R ie gelkorrektur " ge än de rt w erden. Die
Position aller anderen Eckenstiche läßt sich mit der "Eckenkorrektur" verändern. In allen Fällen ist eine
Korrektur i m B as is p r og ram m bis 0,8 mm in X - und Y-Richtung möglic h.
Dabei wirkt sich diese Korrektur auch in allen Programmvarianten aus.
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Korrektur w er t e d urc h Nä ht es t s mi t al l e n
Stoffarten ermittelt
– Menü "Ser v i ce- E i n ri c ht er" a ufgerufen – BT:
2: Programmkorrektur
1.
Menü "2" aufrufen:
Taste "2" drücken
Menü "1" bzw. "2" wählen:
2.
Taste "1" bzw. "2" drücken
Frage beantw or t en :
3.
Tas t e " Yes" drücken
Laufende Nr. eingeben:
4.
– Nr. eingeben
– Taste "Enter" d rüc k e n
Korrekturwerte der Eckenstiche eingeben:
5.
X- und Y-Werte aller Eckensti che ei ng eb en und
mit der Taste "Enter" bestätigen
–BT:
1: Eckenkorrektur
2: Riegelkorrektur
– Neben dem Taschenverzeichnis erscheint
folgender B T:
Soll ein P rogramm korrigi ert werden: Yes
–BT:
Geben Sie die laufende Nr. des zu
korrigier en de n P ro gr a mm s ei n
–BT:
Korrigieren Sie die angegebenen Eckenstiche
um max. 0,8 m m i n X -un d Y-Richtung
X: 0 Y:
– Die Eingaben gelten für d en mi t ei n em K reu z
markierten Eckenstich
– Wenn die Position des dargestellten Punktes
nicht zu verändern ist, nur die Taste "Enter"
drücken
– Nach der Eingabe des letzten Wertes erscheint
das Menü "Service-Einrichter"
54

4.3 Stichlänge korrigieren
Die Stichlänge kann innerhalb des festgelegten Bereichs verändert werden.
Eine Korrektur ist nur im Basisprogramm möglich, wirkt sich aber in allen dazugehörigen
Programmvar i an te n a us .
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service-Einrichter" aufgerufen
Menü "2" auf ruf en :
1.
Taste "2" drücken – BT:
Vorgang "4" wählen:
2.
Taste "4" drücken
Frage beantworten:
3.
Taste "Yes" drücken – BT:
–BT:
2: Programmk o rr ektur
4: Stichlän ge nk o r rek t ur
–BT:
Neben dem Taschenverzeichnis erscheint
folgender BT:
Soll ein Programm korrigiert werden: Yes
Geben Sie di e l a uf en de Nu mm er d es
Programms ein
Laufende Nr. eingeben: – Vom Basisprogram m "00"
4.
– Nr. eingeben
– Taste "Enter" drücken – BT:
Stichlänge : X
Stichlänge k orr i g i ere n:
5.
– Stichlänge eingeben
– Taste "Enter" drücken
– Aufruf des Menüs "Service-Einrichter"
55

4.4 Position des Nahtbilds ändern
In allen Basisprogrammieren und Programmvarianten kann die Position des gesamten Nahtbildes in Xund Y-Richtung um bis 0,5 mm geändert werden. Dabei ist zu berücksichtigen, daß sich eine Korrektur im
Basisprogramm nicht auf die dazugehörigen Programmvarianten auswirkt. Dies gilt auch für den
umgekehrten Fall.
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Korrekturw er t e d urc h Nä ht es t s er m i tt elt
– Menü "Ser v i ce- E i n ri c ht er" a ufgerufen
Menü "2" aufrufen:
1.
Taste "2" drücken – BT:
Vorgang 2 wählen:
2.
Taste "3" drücken
Frage beantw or t en :
3.
Tas t e " Yes" drücken
Laufende Nr. eingeben:
4.
– Nr. eingeben
– Taste "Enter" d rüc k e n
"Verschiebewerte" d er g es a mt en
5.
Ta s c he nk o nt ur e i ng eben:
– X-Wert eingeben und Taste "Enter" drücken – BT wie bei Punkt 4
– Y-Wert eingeben un d Taste "Enter" drücken – BT:
–BT:
2: Programmkorrektur
3: Verschiebung
– Neben dem Taschenverzeichnis erscheint
folgender B T:
Soll ein P rogramm korrigi e rt werden?
–BT:
Geben Sie die laufende Nummer des
Programms ei n
–BT:
Verschiebung des Nahtbildes zum Umbug um
max. 0,5 mm in X -Ri ch tu ng :
Service-E i n ri c ht er
56

4.5 Position von Nahtkonturen verändern und Zusatznähte bilden
Die für dies en Vorgang zu w äh l en de " Um bu gk o r rek t ur " , di e mi t de r B i l du ng ei n er Variante verb un de n i s t ,
bietet folg en de Mö gl i ch k ei t en :
– Position de r Na ht s tre c k en du r ch d as " Verschieb en" von deren E nd pu nk t en v erä ndern.
Dabei kann die Position dieser Punkte um bis zu 0,5 mm in X- und Y-Richtung geändert werden.
– Eine parallel zur linken oder rechten Seitennaht verlaufende Zusatznaht bilden.
Dabei besteht die Wahl zwischen einer "Zick-Zack-Naht" und "geraden Naht".
Démarrage
Démarrage Démarrage
Démarrag
57

Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Korrekturw er t e d urc h Nä ht es t erm i tt el t
– Menü "Ser v i ce- E i n ri c ht er" a ufgerufen
Menü "2" aufrufen:
1.
Taste "2" drücken – BT:
Vorgang "5" wählen:
2.
Taste "5" drücken
Frage beantw or t en :
3.
Tas t e " Yes" drücken
Laufende Nr. eingeben:
4.
– Nr. eingeben
– Taste "Enter" d rüc k e n
Nr. der Variante eing eb en :
5.
– Nr. eingeben
– Taste "Enter" d rüc k e n – BT:
"Verschiebewerte" der Eckpunkte eingeben:
6.
– Werte aller P u nk t e e i ng eb en un d j e de s ma l mi t
"Enter" bes t ät i ge n
–BT:
2: Programmkorrektur
5: Umbugkorrektur
– Neben dem Taschenverzeichnis erscheint
folgender B T:
Soll ein P rogramm korrigi e rt werden?
–BT:
Geben Sie die laufende Nummer des
Programms ei n
–BT:
Geben Sie di e Nu mm er d er Variante ein
Verschieben Sie di e E n dp un k te de r
Nahtstrecken um max. 0,5 mm in X- und
Y-Richtung:
X: Y:
– Wenn die Position des dargestellten Punktes
nicht zu verändern ist, nur die Taste Enter
drücken
– Nach der Eingabe des letzten Wertes erscheint
bei Taschen mit parallel zueinander
verlaufenden Seiten nähten der Text:
1: ohne Zusatznaht
2: Zusatznaht Zick-Zack
3: Freie Ko nt ur
4: Zusatzna ht ge r ad e.
In allen an de ren F äl len erscheint da s Me nü
"Service-Einrichter"
7.
Bei der Frag e n ac h de r "Z us a tz n ah t"
– Wenn keine Zusatznaht gewünscht:
Taste "1" drücken
– Wenn eine Zusatznaht gewünscht:
Taste "2" , "3" oder "4" drücken
Daten der Zusat z na ht ein ge be n
Taste "Enter" drücken
Transferplatte nachfräsen
58
– Das Menü " Ser v i ce - E i nri c h te r" er s ch ei n t
– Nach der Eingabe des letzten Wertes erscheint
folgender B T:
Unbedingt Transferplatte nachfräsen
Weiter mit Ente r
– Das Menü " Ser v i ce - E i nri c h te r" er s ch ei n t
– Wie bei Thema 2 erläutert

4.6 Signalpunkte für Hublagenverstellung eingeben
– Wenn mit einem Programm auch Taschen mit unterschiedlichen Nähguthöhen aufzunähen sind, kann
eine Programmvariante mit einer höhere Hublage des Nähfußes in den gewünschten Nahtabschnitten
gebildet w erd en. Im Riegel e r fo lgt diese Funkt i on gru ndsätzlich. E i ne E ing abe für diesen B e r ei c h is t
also nicht no tw en di g .
– Bei der Fes tl e gu ng de r S i gn al p un k te is t f ol g en de s z u b ea c ht en :
Kurz vor dem hö he r en Nä hg ut ni v e au mu ß da s Si gn al " O b ere Hu bl a ge " , u nd k ur z v o r de m Verlass en
des höheren Niveaus muß das Signal "Untere Hublage" erfolgen. Da die Hublagenveränderung bei laufender Maschine erfolgt, müssen bei der Festlegung der Signalpunkte entsprechende Reaktionswege
berücksichtigt werden.
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service-Einrichter" gewählt – BT:
2: Programmk o rr ektur
Menü "2" auf ruf en :
1.
Taste "2" aufrufen:
Vorgang "6" wählen:
2.
Taste "6" drücken – Neben dem Taschenverzeichnis erscheint
Frage beantworten:
3.
Taste "Yes" drücken
–BT:
6: Hublagenverstellung
folgender BT:
Soll ein Programm korrigiert werden:
Yes
–BT:
Geben Sie di e l a uf en de Nu mm er d es zu
korrigierenden Programms ein
59

Vorgang Bemerkungen / Bildschirmtext (BT)
4.
Laufende Nummer eingeben:
– Nr. eingeben
– Taste "Enter" d rüc k e n
– Taste "Enter dr ück e n – Auf dem Bil d s c hi rm er sc h ei n t f ol g en de
5.
"Signalpu nk t e" f ür d ie Hublagenvers t el l u ng
eingeben:
Länge der mit B u c hs t ab en ge k en nz e i chn eten
Strecken eingeben und Taste "Enter" drücken
–BT:
Die Nummer der Variante ist:
z. B. 50
Weiter mit Ente r
Darstellung:
1. Taschenform
2. Zonen für d i e H ub l ag en v er stellung
3. Zonen-Be ma ß un g m i t Buchstaben
– Wenn in der dargestellten Zone keine
Hublagenv ers t el l u ng erfolgen soll, ei n e " 0 "
eingeben
4.7 Aktivierungszeitpunkt des T ransferplatten-Innenschiebers ändern
Das Signal "Innenschieber in die Stellung für die Innennaht bringen" soll so spät wie möglich erfolgen,
damit die Tasche beim Nähen der letzten Außennahtstiche nicht verzogen wird. Auf der ander en Seite soll
die Nähmaschine aber auch nicht kurzzeitig stehenbleiben. Dies läßt sich jedoch manchmal bei weichen
und dünnen S to ffar te n n i cht umgehen.
Vorgang Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Korrektur hat sich bei Nähtests als notwendig
erwiesen.
– Menü "Ser v i ce- E i n ri c ht er" a ufgerufen
Menü "2" aufrufen:
1.
– Taste "2" drücken – BT:
2.
Vorgang "7" wählen:
Schaltzei t pu nk t än de r n_
3.
– Stiche eingeben
– Taste "Enter" d rüc k e n
–BT:
2: Programmkorrektur
7: Schaltpu nkt Do pp el n ah t
–BT:
Schaltpunk t für Innenschi eb er bei Doppelna ht 9
Stiche vor Riegeloberkante (min. 2, max. 16)
60

5. V orgänge im Diskettenbetrieb
5.1 Disketten formatieren
Eine Diske tt e i s t i n f ol g en den Fällen zu f or m at i er e n:
– Wenn die Daten eines Programmes auf eine fabrikneue Diskette zu übertragen sind.
– Wenn die Daten von allen Programmen auf einer Diskette zu löschen sind.
Eingabefolge Bemerkungen / Bemerkungen (BT)
Voraussetzungen:
– Diskettenlaufwerk mit der Diskette in der
Maschine
– Menü "Disk e tt en be tr i e b" a uf ge r uf en
(über "Service-Einrichter")
Vorgang "1" wählen:
1.
Taste "1" drücken
–BT:
1: Diskette f orm at i ere n
–BT:
Geben Sie die Diskettennummer ein
Eine beliebi ge Nr. eingeben :
2.
– Nr. eingeben
– Taste "Enter" drücken – BT:
Bitte warten, Diskette wird formatiert
–Warten
– Bis das Menü "Diskettenbetrieb" wieder
erscheint
5.2 Inhalt einer Diskette abfragen
Diese Abfrage ermöglicht die Auflistung aller Programme, die auf der Diskette gespeichert sind.
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Diskettenlaufwerk mit der Diskette in der
Maschine
– Menü "Disk e tt en be tr i e b" a uf ge r uf en
(über "Service-Einrichter")
–BT:
2: Inhaltsve r z eic h ni s
Vorgang "2" wählen:
1.
Taste "2" drücken – Neben dem Inhaltsverzeichnis erscheint
folgender BT:
Blättern mit ← →
Zurück mit Me nü ta s te
61

5.3 Programm auf einer Dis kette l öschen
– Zum Löschen von allen Programmen kann auch die Diskette formatiert werden.
– Beim Löschen eines Basisprogramms werden auch alle dazugehörigen Programmvarianten gelöscht.
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Diskette nla uf we r k mi t de r Dis k e tt e i n de r
Maschine
– Laufende N r. des zu lö s c he nd en P r og r am ms
bekannt
– Menü "Diskettenbetrieb"
(über "Service-Einrichter")
1.
Vorgang "3" aufrufen:
Taste "3" drücken – BT:
Frage beantw or t en :
2.
Tas t e " Yes" drücken – BT:
Laufende Nr. eingeben:
3.
– Nr. eingeben
– Taste "Enter" drücken – Der Aufruf des Menüs "Diskettenbetrieb" zeigt
–BT:
3: Programm löschen
Soll ein Programm gelöscht werden
"Yes"
Geben Sie die laufende Nummer des
Programms ei n
die Löschun g d es P ro gr a mm s an
62

5.4 Programm von der Maschine auf eine Diskette übertragen
Dieser Vorgang ermögli c h t d as " S i che r n" de r Pr o gra mm-Daten auf ein er Di s k e tt e. Au ßer d em kö nn en di e
an einer Masc h ine gebildeten P rog r am me üb er d i e D i sk et te auf andere Ma sc hi n en üb er t ragen werden.
Siehe Thema 5.5.
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Diskettenlaufwerk mit der Diskette in der
Maschine
– Laufende Nr. des zu üb ertragenden Pro gr a mm s
bekannt
– Menü "Disk e tt en be tr i e b" a uf ge r uf en
(über "Service-Einrichter")
Vorgang "4" aufrufen:
1.
Taste "4" drücken – Neben dem Inhaltsverzeichnis erscheint
2.
Frage beantworten:
Taste "Yes" drücken – BT:
Laufende Nr. eingeben:
3.
– Nr. eingeben
– Taste "Enter" drücken
– Warten – Bis das E rs c h ei n en de s Me nü s
–BT:
4: Programm s ic h er n
folgender BT:
Soll ein Programm auf Floppy gespeichert
werden "YES"
Blättern mit ← →
Geben Sie di e l a uf en de Nu mm er d es zu
speichernden Programms ein
"Disketten be tr i e b" d as E n de des Vorgangs
meldet
63

5.5 Programm von der Diskette auf eine Maschine über tragen
Die Daten eines Programms können von der Diskette auf jede Maschine übertragen werden. Dabei ist
jedoch zu berücksichtigen, daß das in den Speicher der Maschine übertragene Programm eine andere
laufende Nu mm er erhält.
Vorgang Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Diskette nla ufwerk mit der Di sk e tt e i n de r
Maschine
– Menü "Diskettenbetrieb" aufgerufen
(über "Service-Einrichter")
1.
Vorgang "5" aufrufen:
Taste "5" drücken
Frage beantw or t en :
2.
Tas t e " Yes" drücken
–BT:
5: Programm einlesen
–BT:
Soll eine D at ei e i ng el e sen we r de n
"Yes"
– Neben dem Inhaltsverzeichnis erscheint
folgender B T:
Geben Sie die laufende Nummer des
Programms ei n
Laufende Nr. eingeben:
3.
– Nr. eingeben
– Taste "Enter" drücken – Das Erscheinen des Menüs "Diskettenbetrieb"
meldet das E nd e des Vorgangs
64

6. Daten im Speicher der Maschine abfragen, ausdrucken und löschen
6.1 Programm im Speicher löschen
Bei der Lösch ung eines Basi s p rog r am ms w er d en au c h a ll e d az u ge hö r i ge n P ro gr a mm v ari a nt en gelöscht.
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service-Einrichter" gewählt
Menü "5" auf ruf en :
1.
Taste "5" drücken – BT:
Vorgang "1" wählen:
2.
Taste "1" drücken
–BT:
5: Datenverwa ltu ng
1: Programm l ö sc he n
– Neben der Auflistung aller Programme
erscheint f ol g en de r B T:
Soll ein Pro gr a mm ge l ös c h t w er d en :
"Yes"
Blättern
Frage beantworten:
3.
Taste "Yes" drücken
Laufende Nr. eingeben:
4.
– Nr. eingeben
– Taste "Enter" drücken
5.
Programm löschen
Taste "Yes" drücken – BT:
–BT:
Geben Sie di e l a uf en de Nu mm er d es zu
löschenden P rogramms ein
– Wenn die Nr. eines Ba si s pro gr a mm s
eingegeben wurde, das auch
Programmvar i an te n e nt hä l t, er s ch ei n t
folgender BT:
Soll die Programm-Nr. X mit allen Varianten
gelöscht wer d en ?
– In allen anderen Fälle n e rs c he i nt di e ser B T:
Soll das Progr a mm mi t de r Nr. X gelösc ht
werden (Yes/No)
Soll ein Pro gr a mm ge l ös c h t w er d en :
"Yes"
Blättern
6.
Wenn andere Pro gra mm e z u l ös chen sind:
Wie ab Pkt. 3 b es c h ri eb en v or g eh en
65

6.2 Geometrie, Daten und Kodierung abfragen
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service-Einrichter" gewählt
Menü "5" aufrufen:
1.
Taste "5" drücken – BT:
Vorgang "2" wählen:
2.
Taste "2" drücken
Frage beantw or t en :
3.
Tas t e " Yes" drücken
–BT:
5: Datenverwaltung
2: Taschenabmessungen darstellen
– Neben der Auflistu ng aller Programme
erscheint u. a. folgender BT:
Soll eine Tasche gezeigt werden
"Yes"
Blättern
–BT:
Geben Sie die laufende Nr. der zu zeigenden
Tasche ein
Laufende Nr. eingeben:
4.
– Nr. eingeben
– Taste "Enter" d rüc k e n
Auf dem Bildschirm erscheinen folgende Infor-
mationen:
– Taschengeometrie
– Parameterwerte
– Transferplatten-Kodierung
– BT: Zurück mit der Menütaste
66

6.3 T aschenparameter drucken
Dieser Vorgang ist nu r mö gl i c h , w en n e i ne en ts p r ec h en de S chnittstelle a n d er M as chine existi ert und ein
Drucker zur Verfügung steht.
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzungen:
– Gewünscht e Taschenparameter auf de m
Bildschirm dargestellt
– Drucker angeschlossen und betriebsbereit
– Menü "Service-Einrichter" aufgerufen
1.
Menü "5" auf ruf en :
Taste "5" drücken – BT:
Vorgang "3" wählen:
2.
Taste "3" drücken
– Siehe Thema 6.2
–BT:
5: Datenverwa ltu ng
3: Taschenparameter drucken
– Neben der Auflistung der Programme erscheint
folgender BT:
Tas c h en pa rameter drucke n "Yes"
Frage beantworten:
3.
Taste "Yes" drücken
Laufende Nr. des Programm s ein ge be n:
4.
– Nr. eingeben
– Taste "Enter" drücken – Die Daten werden gedruckt
– Geben Sie die laufende Nummer der zu
druckenden Taschenparameter ein
6.4 T aschenverzeichnis abfragen
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service-Einrichter" aufgerufen – BT:
5: Datenverwa ltu ng
Menü "5" auf ruf en :
1.
Taste "5" drücken
–BT:
4: Taschenverzeichnis abfragen
Vorgang "4" wählen:
2.
Taste "4" drücken – Neben der Auflistung der Programme erscheint
folgender BT:
Blättern
67

6.5 Programme ve rkette n
Programme, die sich in ihrer Geometrie (z. B. durch einen anderen Riegel) nur geringfügig voneinander
unterscheiden, können nach ihrer Verkettung mit
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Ser v ic e- Ei n r ic ht er " a uf ge r uf en – BT:
Menü "5" aufrufen:
1.
Taste "5" drücken
Vorgang "5" wählen:
2.
Taste "5" drücken – BT:
3.
Laufende Nr. des zu ve rk et te nden Programms
eingeben:
– Nr. eingeben
– Taste "Enter" d rüc k e n
einem Formensatz umgebuggt und genäht werden.
5: Datenverwaltung
–BT:
5: Programm e v e rk et te n
Geben Sie die laufende Nummer des zu
verkettend en P rogramms ein
–BT:
Geben Sie die laufende Nummer des
Basisprogramms ein
Laufende Nr. des Basisprogramms eingeben:
4.
– Nr. eingeben
– Taste "Enter" d rüc k e n
68

6.6 V erkettung von Programmen löschen
Die bei Thema 6.5 beschriebene Verkettung von Programmen kann auf folgende Weise wieder rückgängig
gemacht werden:
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Service-Einrichter" aufgerufen – BT:
5: Datenverwa ltu ng
Menü "5" auf ruf en :
1.
Taste "5" drücken
Vorgang "6" wählen:
2.
Taste "6" drücken – BT:
3.
Laufende Nr. des betreffenden P r o gra mm s
eingeben:
– Nr. eingeben
– Taste "Enter" drücken – BT:
–BT:
6: Verkettung löschen
Geben Sie di e l a uf en de Nu mm er d es
Programms ei n, dessen Verkettung gelös c h t
werden soll
Soll die Verkettung des Programms X und Y
gelöscht werden YES / NO
Verkettung löschen:
4.
Taste "Yes" drücken
69

6.7 Kenn-Nr . eines Program ms ändern
Programme können nicht e ing el e s en un d n i c ht ge s i chert werden, w en n a uf de r Dis k e tt e b z w. im Spei cher
schon Prog ram me mi t de r s el b en K en n-Nr. enthalten sind. In d i es e m Fa l l mu ß da s be tre ffend e P r o gr a mm
auf folgend e Wei se umbenannt werd en :
Eingabefolge Bemerkungen / Bildschirmtext (BT)
Voraussetzung:
– Menü "Ser v i ce- E i n ri c ht er" a ufgerufen
Menü "5" aufrufen:
1.
Taste "5" drücken – BT:
2.
Vorgang "7" aufrufen:
Taste "7" drücken
Laufende Nr. des betreffenden Programms
3.
eingeben:
– Nr. eingeben
– Taste "Enter" d rüc k e n – BT:
–BT:
5: Datenverwaltung
7: Programm um be ne nn en
–BT:
Geben Sie die laufende Nummer des
Programms, das umbenannt werden soll, ein.
Geben Sie di e ne ue K en n- N r. ein
Neue Kenn- Nr. eingeben :
4.
– Nr. eingeben
– Taste "Enter" d rüc k e n
70
 Loading...
Loading...