

Page 1

Indice Pagina:
Parte 2: Istruzioni per il montaggio. Classe 768
1. Parti componenti della fornitura
2. Informazioni generali e sicurezze per il trasporto
3. Montaggio del sostegno
3.1 Montaggio dei par ticolari c he compongono il sos tegn o . . . . . . . . . 5
3.2 Montaggio del ban cale sul sosteg no e completamento . . . . . . . . . 5
3.3 Reg olazione in altezza del piano di lavoro . . . . . . . . . . . . . . . . 5
4. Motori per la macchina per cucire
4.1 Pacchetti motore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
4.2 Par ticolari c he compongono i pacchetti mot ore . . . . . . . . . . . . . 7
4.3 Montaggio dei mot ori della macch ina per cucire . . . . . . . . . . . . . 7
5. Montaggio della testa della macchina per cucire
5.1 Montaggio del piano d’ appoggio inclinato ed inserimento del l a testa
della macchina per cucire ne l bancale . . . . . . . . . . . . . . . . . . 9
5.2 Montaggio del gruppo di tasti sul braccio della macchina per cucire . . 11
5.3 Montaggio del pan nello di comand o per l’operatore . . . . . . . . . . . 11
5.4 Montaggio e tensionamento della cinghia trapezoidale . . . . . . . . . 13
5.5 Montaggio del ped ale . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
5.6 Montaggio dell’interruttore a ginocchiera . . . . . . . . . . . . . . . . . 15
5.7 Montaggio del gru ppo di distribu zione pneumatico . . . . . . . . . . . 15
6. Collegamento elettrico
6.1 Inform azioni generali . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
6.1.1 Pacchetto di collegamento elettrico e gruppo di particolari per il
collegamento a massa . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
6.2 Con trollo della tensione nominale di alimentazione . . . . . . . . . . . 16
6.3 Collega mento del motore della macchi na per cucire . . . . . . . . . . 16
6.4 Compensazione del potenziale di massa . . . . . . . . . . . . . . . . . 17
6.5 Collegamento del trasformatore per la lampada per l’illuminazione del
campo di cucit ura (dota zione supplementar e) . . . . . . . . . . . . . . 18
6.6 Prese di collegamento sui pannelli di comando del motore DA82GA . . 19
6.7 Montaggio del sincronizzatore di posizionamento . . . . . . . . . . . . 20
6.8 Collega mento della testa della macch ina per cucire . . . . . . . . . . . 20
6.9 Sen so di rotaz ione del motore . . . . . . . . . . . . . . . . . . . . . . . 2 1
6.9 .1 Contr ollo del senso di rot azione del motore . . . . . . . . . . . . . . . 21
6.9 .2 M odifica del senso di rota zione del motore . . . . . . . . . . . . . . . . 21
6.1 0 Reg olazione del posizi onamento . . . . . . . . . . . . . . . . . . . . . 22
6.11 Regolazione dei parametri s pecifici della macchina . . . . . . . . . . . 25
6.1 2 Rim essa a zero prin cipale "Ma ster reset" . . . . . . . . . . . . . . . . . 29
7. Collegamento pneumatico
7.1 Rea lizzazione dei collegamenti pneumatici . . . . . . . . . . . . . . . 31
8. Lubrificazione
8.1 Rifornimento dell’olio . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
8.2 Lubrificazione degli s toppini e dei feltri . . . . . . . . . . . . . . . . . . 34
9. Collaudo di cucitura
10. Dotazioni supplementari
10.1 Lampada per l’illuminazione del campo di cucitura . . . . . . . . . . . 37
10. 2 Gruppo riduttore per l’aria comp ressa . . . . . . . . . . . . . . . . . . 41
10. 3 Gui da per il nastro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
Ausg./Edition: 07/99
. . . . . . . . . . . . . . . . . . . . . . . . . . . 35
. . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . 3
I
Page 2

7
B
E
C
8
9
1
10
2
11
12
3
13
14
I
0
4
15
16
5
17
18
6
19
Page 3
1. Parti componenti della fornitura
Il volume della fornitura
Prima d’effettuare il montaggio controllare se sono stati forniti tutti i particolari
necessari per il montaggio.
Codesta desc ri zione è valida pe r una macchina per c ucire nella quale i singoli
componenti sono stati forniti completamente dalla
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
–
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
–
–
è dipendente dal Vs. ordine
Lampada per l’illuminazione del campo di cucitura con il suo
trasformatore (dotazione supplementare)
Puntello d’appoggio per la testa della macchina per cucire
Piano d’appoggio inclinato
Bancale
Cassetto
Sostegno
Portaconi
Sincronizzat ore di posizionamento
Carter di pro t ezione per la cinghia
Gruppo di tast i
Testa della macchina per cucire
Pannello di comando per l’operatore "Efka V810"
Gruppo di dist ribuzione pneum a t i co
Interruttore principale
Dispositivo di sollevamento el ettropneumatico dei piedini di
cucitura (FLP)
Motore della macchina per cucire "Efka DC 1600/DA 82 GA"
Interruttore a ginocchiera
Gruppo ridutt ore della pressione " WE-6" (dotazione su pplementare)
Pedale
Puleggia per il motore e cinghia trapezoidale
Piccoli particolari nella scatola degli accessori
.
DÜRKOPP-ADL ER A G
.
2. Informazioni generali e sicurezze per il trasporto
ATTENZIONE IMPORTANTE !
Codesta macchina per cucire sp eciale dev’essere m ontata
solo da personale specializzato ed appositamente istruito
allo scopo.
Sicurezze per il trasporto
Se la macchina per cucire speciale è stata fornita piazzata sul bancale e sostegno
devono essere rimosse le seguenti sicurezze per i l trasporto della m acchina:
–
Rimuovere i nastri di sicurezza e le traverse in l egno sulla testa della macchina pe r
cucire, bancale e sostegno
–
Rimuovere i nastri di sicurezza ed il cuneo di sicurezza sul motore per la macchina
per cucire
I
3
Page 4

12
3
13
4
5
12
11
I
0
6
7
8
9
10
4
Page 5

3. Montaggio del sostegno
3.1 Montaggio dei particolari che compongono il so stegno
–
Montare i componenti del sostegno come visibile nella figura.
–
Girare la vite di regolazione 10 per ottenere una stabilità del sostegno.
Il sostegno deve appoggiare con tutti e quattro i piedini sul pavimento !
3.2 Montaggio del bancale sul sostegno e completamento
–
Avvitare a sin istra sotto il bancale il
–
Avvitare a destra sotto il bancal e
–
Montare sotto il bancale e dietro l’interruttore principale 7 la
.
cavi 6
–
Avvitare sotto il bancale e dietro la canalina di posa dei cavi 6 la
scarico di trazione
–
Utilizzando le apposite viti e rondelle avvitare sotto il bancale il
archetto 4
(FLP).
Per poter fissare il supporto ad archetto, il bancale è corredato di fabbrica con tre
inserti filettati.
–
Utilizzando dei chiodini fissare il
corrispondenza della feritoia.
–
Utilizzando le apposite viti per legno (8 x 32) fissare il
L’allineamento del bancale sul sostegno è rilevabile dalle misure riportate nello
schizzo.
–
Inserire il
con i dadi.
Montare il braccio portaconi ed il braccio passafili ed orientarli.
Il braccio portaconi ed il braccio passafili devono essere perpendicolari l’uno
rispetto all’altro.
–
Inserire il tappo 1 ed il tappo 2 nei fori passacavo del bancale.
con disposit i vo di sollevamento elettropneuma tico dei piedini di cucitura
portaconi 3
dei cavi di collegamento.
nel foro del bancale e dopo aver inserito le rondelle fissarlo
cassetto 12
l’interruttore principale 7
carter paraolio 8
con i suoi supporti.
.
canalina di posa dei
fascetta 5 per lo
supporto ad
sotto il bancal e ed in
bancale 13
sul sosteg no.
3.3 Regolazione in altezza del piano di lavoro
La posizione in altezza del piano di lavoro può es sere liberament e regolata tra 750 e
900 mm (altezza misurata riferendosi alla superficie del bancale).
–
Allentare le viti 9 su entrambi i montanti di supporto del bancale.
–
Regolare il bancale sull’altezza di lavoro desiderata e curare che sia in bolla.
Per impedire uno scivolamento ed incastramento laterale, estrarre ed inserire i l
bancale in maniera uniforme su ent rambi i lati.
Le scale 11 sulla parete esterna dei montanti di supporto del bancale servono
come riferimento per la regolazione.
–
Dopo la rego l a zione bloccare sa l damente entramb i l e viti 9.
I
5
Page 6

1
2
3
4
5
6
Page 7

4. Motori per la macchina per cucire
Per le classi 768 è disponibile un motore posizionatore a corrente continua
(DC1600/DA82GA)
4.1 Pacchetti motore
Classe Pacchetto Tipo del motore Pannello di Tensione nominale di
788 9889 076801 8 DC1600/DA82GA V810 1x190-240V 50/60Hz
motore della macchina comando per alimentazione
per cucire l’operatore
4.2 Particolari che compongono i pacchetti motore
Motore posizionatore a corrente continua Motore posizionatore a frizione
Motore della macchina per cucire
DC1600/DA82G A
Pannello di comando per l’operato re V810*
Interruttore principale con cavi di collegamento
Tiranteria per il pedale
Puleggia di trasmissione
Cinghia trapezoidale
Schema di collegamento
Particolari di minuteria per il montaggio
* Il motore della macchina per cucire DC1600/DA82GA può essere utilizz ato a nche
con il pannell o di comando per l’op er at or e V 8 20 .
4.3 Montaggio dei motori della macchina per cucire
–
Fissare il motore per la macchina per cucire 3 con i l suo zoccolo di supp orto 2 sulla
superficie inferiore del piano di lavoro.
A codesto scopo avvitare le 3 viti a testa esagonale 6 (M8x 35) con le rondell e 5
negli inserti filettati 1 del piano di lavoro.
I
7
Page 8
1 2 3 4 5 3 7
2
8
1
9
10
8
9
184 mm
4
8
Page 9

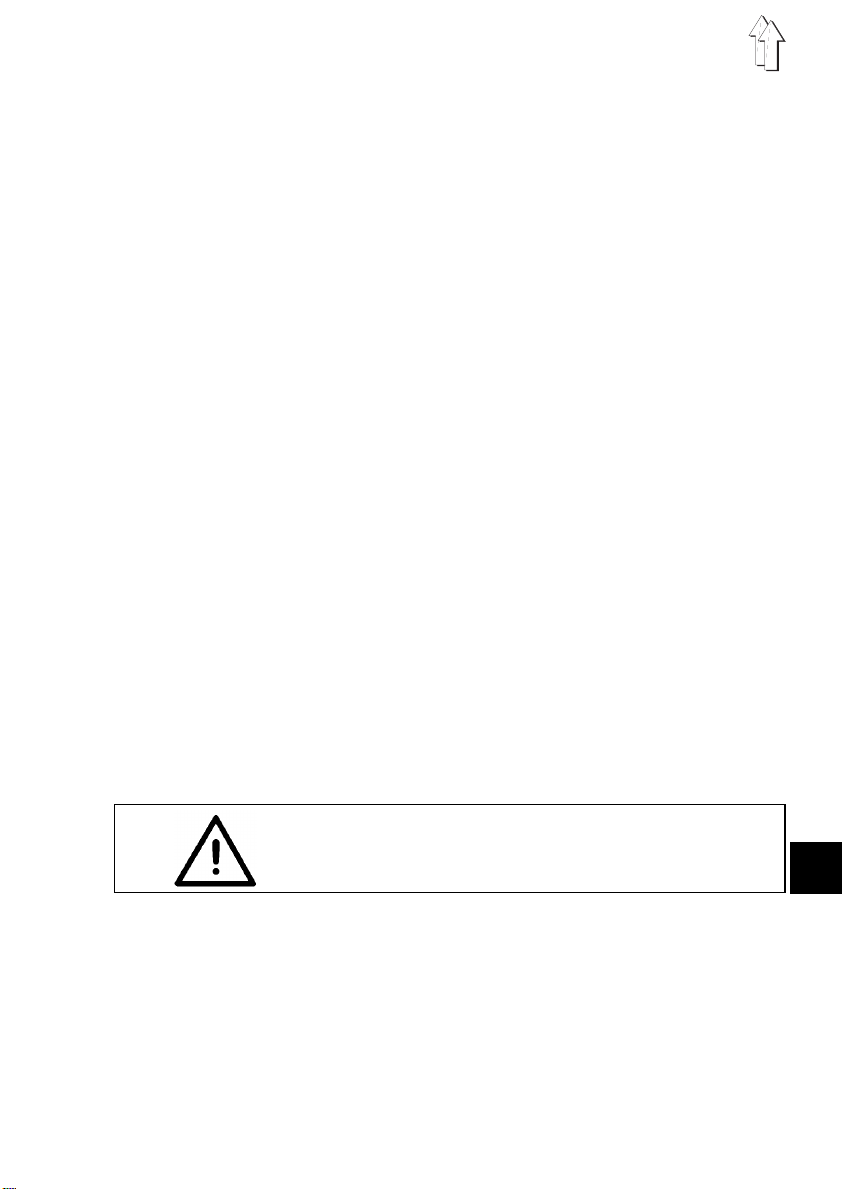
5. Montaggio della testa della macchina per cucire
5.1 Montaggio del piano d’appoggio inclinato ed inserimen to della
testa della macchina per cucire nel bancale
La minuteria necessaria per il m ontaggio della testa della macch i na per cucire sul
bancale è rint racciabile nel pa cchetto degli accessori della macchi na per cucire.
–
Inserire il puntello d’appoggio per la testa della macchina per cucire 5 nel foro del
bancale.
–
Dal basso inser i re i dadi (M8) in entrambi i fori 1 del pi ano d’appoggio incli nato 8.
I dadi servono per il fissaggio delle piastrine di ritenuta 3.
–
Utilizzando le quattro viti per masonite (5,0x30) fissare il piano d’appoggio inclinato
8 sul bancale 9 (consultare lo schizzo).
–
Premere i componenti inferio ri delle cerniere 2 negli svasament i del piano
d’appoggio inclinato.
–
Premere i gommi ni d’appoggio 10 negli svasamenti del bancale 9.
–
Utilizzando le viti a testa svasata (M6x8) fissare le cerniere 7 al basamento della
testa della macchina per cucire.
–
Inserire la testa della macchina per cucire nell’intaglio del bancale.
Le cerniere 7 devono essere inserite nei componenti inferiori delle cerniere 2.
–
Utilizzando le viti a testa svasata (M8x25) avvitare le piastrine di ritenuta 3 sul
piano d’appoggio inclinato 8.
–
Inserire il feltro d’aspirazione per il recupero dell’olio della testa della macchina per
cucire nell’alveolo del carter paraolio.
Attenzione importante!
Il tubo d’aspirazione per il recupero dell’olio non deve avere nessun contatto con
organi della macchina che sono in movimento.
ATTENZIONE IMPORTANTE!
Ribaltare verso l’indietro la testa della macchina per
cucire solo se i piedini di cucitura sono st at i
previamente bloccati meccanicamente nella loro
posizione sollevata !
di un danneggiamento degli organi meccanici per il
sollevamento dei piedini di cucitura e del bancale.
In caso contrario sussiste il pericolo
I
9
Page 10
3 4 5
1 2
10
26
7 8 9 10
Page 11

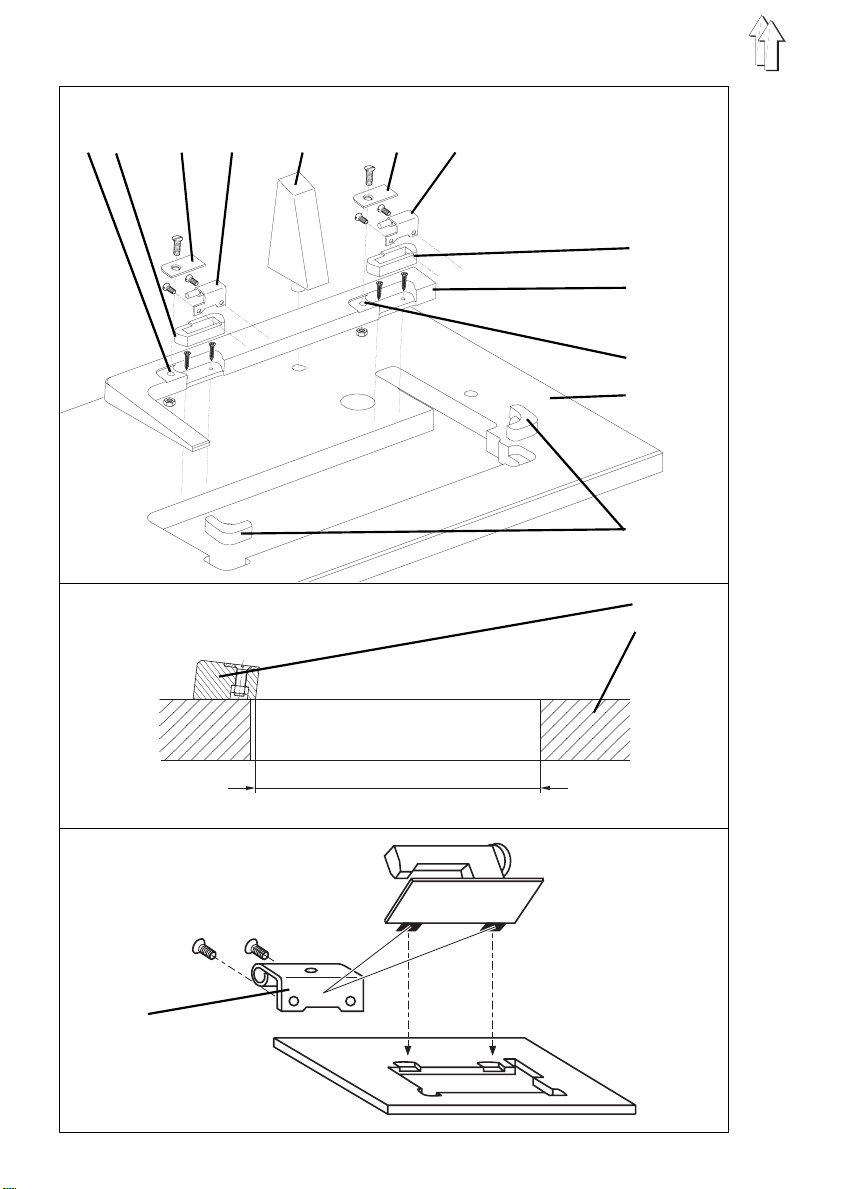
5.2 Montaggio del gruppo di tasti sul braccio della macchina per
cucire
Il gruppo di tasti 2 ed il carter di protezione 4 sono rintracciabili nel pacchetto degli
accessori de l l a m acchina per cuci re.
Per poter effettuare il montaggio del gruppo di tasti 2 il braccio della macchina per
cucire è corredato di fabbrica con i corrispondenti fori filettati.
–
Avvitare il gruppo di tasti 2 con la sua squadretta di fissaggio 4 dietro la piastra di
supporto 1 del gruppo delle tensioni sul braccio della macchina per cucire.
–
Posare il cavo di collegamento 5 dietro al carter di protezione 4 ed avvitare il carter
di protezione sulla parete posteriore del braccio della macchina per cucire.
–
Posare verso il basso il cavo di collegamento 5 nella canalina posacavi montata
sulla colonna della macchina per cucire.
–
Portare verso il basso il cavo di collegamento 5 facendolo passare attraverso il fo ro
7 del bancale.
–
Inserire la spina 6 del cavo di collegamento 5 nella presa D del pannello di
comando del motore (consultare il capitolo 6.4).
5.3 Montaggio del pannello di comando per l’operatore
–
Utilizzando le apposite viti e rondelle fissare il pannello di comando per l’operatore
10 con la sua s quadretta di supporto 9 sul bancale 8.
–
Portare verso il basso il cavo di collegamento facendolo passare attraverso il foro 7
del bancale.
–
Inserire lateralmente il cavo di collegamento nella canalina posacavi sotto il
bancale e port arlo verso l’avanti.
–
Inserire la spina del cavo di c ol l egamento nella presa
comando del motore (consultare il capitolo 6.6).
del pannello di
b776
11
I
Page 12

1 2 3
4 5 6 7 8
1 10
12
9 4 8
6 11 12 13
3
14 15 1 6
Page 13

5.4 Montaggio e tensionamento della cinghia trapezoidale
La cinghia trapezoidale 6, la puleggia di trasmissione per la cinghia trapezoidale 2 ed il carter di
protezione per l a c ing hi a 14 su l m otore della macchi na pe r c ucire sono partico lar i co m po ne nti del
pacchetto mo to re . E n tr am b i i co m po ne nt i de l ca rt er di p ro te zio ne pe r l a cin gh i a 5 ed 8, i l su pp or to di
ritenuta per il sincronizzatore di posizionamento 4 ed il cuscino di copertura 1 sono rintracciabili nel
pacchetto ac c essori della macc h ina per cucire.
Smontaggio dei carter di protezione
Se al momento della fornitura della macchina per cucire i carter di protezione per la cinghia
trapezoidale 6 sono montati, es s i de vo no essere previame nte smontati per es se re in grado di
montare la c ing hi a tr ap ez oi d al e .
–
Smontare il supporto di ritenuta per il sincronizzatore di posizionamento 4 .
–
Dopo aver allentato entrambi le viti 10 estrarre il cuscino di copertura 1 dalla leva
regolapunto 3.
–
Allentare le viti di fissaggio d’entrambi i componenti 5 ed 8 del carter di protezione per la
cinghia.
Le viti sono accessibili attraverso i fori riportati nei carter di protezione per la cinghia.
–
Smontare il carter posteriore di protezione per la cinghia 8.
–
Estrarre il carter anteriore di protezione per la cinghia 5 sopra la leva regolapunto 3.
–
Smontare il coperchio del carter di protezione per la cinghia 14 sul m otore della macchina
per cucire.
Nota bene:
Nella figura il volantino 7 è stato smontato solo per migliorare la visualizzazione dei
componenti. Per effettuare il montaggio della cinghia trapezoidale 6 il volantino 7 non
dev’essere smontato.
Posare la cinghia trapezoidale e montare il carter di protezione per la cinghia sulla
testa della macchina per cucire
–
Fissare la puleggia di trasmissione per la cinghia trapezoidale 12 sull’albero 13 del motore
della macchina per cucire.
–
Posare la cinghia trapezoidale 6 sulla puleggia 2 della testa della macchina per cucire.
–
Portare verso il basso la cinghia trapezoidale 6 introducendola nell’apposita fessura del
bancale.
–
Ribaltare verso l’indietro la testa della macchina per cucire.
–
Posare la cinghia trapezoidale 6 sulla puleggia per il motore 12 del motore della macchina
per cucire.
–
Riportare la testa della macchina per cucire nella sua posizione normale.
–
Montare entrambi i componenti 5 ed 8 del carter di protezione per la cinghia sulla testa della
macchina per cucire. Far passare il carter anteriore di protezione per la cinghia 5 con l a sua
fessura sopra la leva regolapunto 3.
–
Inserire il cuscino di copertura 1 sulla leva regolapunto 3 e fissarlo tramite le vi ti 10.
–
Fissare il supporto di ritenuta per il sincronizzatore di posizionamento 4 sul carter posteriore
di protezione per la cinghia 8. Il supporto di ritenuta per il sincronizzatore di posizionamento
evita che il corpo del sincronizzatore di posizionamento 9 possa entrare in rotazione.
Tensionamento della cinghia trapezoidale
–
Allentare la vite 16 sullo zoccolo del motore della macchina per cucire 13.
–
Porre in tensione la cinghia trapezoidale 6 oscillando il motore della macchina per
cucire 13. Se la tensione della cinghia è stata regolata correttamente, la cinghia
trapezoidale 6 deve poter essere premuta senza notevole sforzo nella sua mezzeria per ca.
10 mm verso l’interno.
–
Dopo la regolazione bloccare nuovamente saldamente la vite 16.
I
Montare il carter di protezione per la cinghia sul motore per la macchina per cucire
–
Regolare le sicurezze di guida della cinghia 11 e la battuta di ritenuta della cinghia 15 del
carter di protezione per la cinghia 14. Quando la testa della macchina per cucire è ribaltata,
la cinghia trapezoidale 6 d ev e r im a ne r e in s e ri t a su l l e p u l eg g i e d e l mo t o re e d el v o la n t in o .
Per la regolaz ione consultare anc he le istruzioni p er l’uso della ditta pr oduttrice del motore che sono a corredo del
motore!
–
Montare il coperchio del carter di protezione per l a cinghia 14.
13
Page 14

1
2
3
4
5
14
6
7
8
Page 15

5.5 Montaggio del pedale
–
Fissare il peda l e 8 sulla traversa 7 d el sostegno.
–
Allineare lateralmente il pedale 8 nella seguente maniera:
Il tirante per il pedale 6, quando è agganciato, deve lavorare verticalmente.
La traversa 7 del sostegno è corredata di fori ampiamente asolati per permettere
l’allineamento del pedale.
–
Agganciare il tirante per il pedale 6 con le sedi per i perni sferici al pedale 8 ed al
trasduttore di velocità 4.
–
Allentare leggermente la vit e 5.
–
Regolare in altezza il tirante per il pedale 6 nella seguente maniera:
Il pedale 8 quando è in posizione di riposo deve presentare un’inclinazione di ca. 10°.
–
Dopo la rego l a zione bloccare nu ovamente saldamente la vite 5.
5.6 Montaggio dell’interruttore a ginocchiera
Tramite l’interruttore a ginocchiera 3 (negli accessori) viene inserita durante la cucitura
la corsa di sollevamento massima dei piedini (variazione rapida elettropneumatica della
corsa di sollevamento dei piedini).
–
Utilizzando delle viti per legno avvitare l’interruttore a ginocchiera 3 sotto il bancale.
–
Spostare lateralmente l’interruttore a ginocchiera 3 in maniera che possa essere
azionato ergonomicamente con il ginocchio destro.
–
Inserire la spina del cavo di collegamento dell’interruttore a ginocchiera nella presa
del pannello di comando del motore (consultare il capitolo 6.6).
b4
5.7 Montaggio del gruppo di distribuzione pneumatico
–
Avvitare il gruppo di distribuzione pneumatico 2 con la squadretta di supporto sotto
il bancale a des t ra e vicino al montante del sostegno.
–
Portare verso il basso il cavo di collegamento pa rt endo dalla cassetta di
distribuzione montata sul braccio della macchina per cucire e passando attraverso
la canalina posacavi montata sulla colonna della macchina per cucire.
–
Introdurr e verso il basso il cavo di collegament o attraverso il f oro 1 del bancale.
–
Inserire la spina del cavo di collegamento nella presa del gruppo di distribuzione
pneumatico.
I
15
Page 16

6. Collegament o elet trico
6.1 Informazioni generali
ATTENZIONE IMPORTANTE !
Tutti i lavori sull’equipaggiamento elettrico di codesta
macchina per cucire speciale devono essere effettuati da
elettricisti specializzati ed appositament e addestrati allo
scopo.
Prima d’iniziare ogni lavoro sull’equipaggiamento elettrico
si deve estrarre la spina dall a rete di aliment azione!
Devono essere assolutamente rispett at e le istruzioni
contenute nel libretto d’istruzione per l’uso del
fabbricante del motore che sono allegate al motore
stesso!
6.1.1 Pacchetto di collegamento elettrico e gruppo di particolari per il
Il pacchett o d i co l leg am e nt o e l et tr ic o ed il gr uppo di particolari p er il co ll eg am e nt o a m as s a so no
rintracciabili negli accessori della macch ina per cuc ire.
Il pacchetto di collegamento elettrico contiene tutti i particolari necessari per collegare
elettricamente la testa della macchina per cucire con il suo motore.
Il gruppo di par ti c ol a ri p er il co ll eg am e nt o a m as sa serve per il colleg am e nt o a l po te nz i ale di m a ss a
della testa della macchi na per c uc ire , dell’in te rrut tore a gino cc hie ra e della pia stra di s uppo rto e di
distribuzione.
collegamento a massa
6.2 Controllo della tensione nominale di alimentazione
ATTENZIONE IMPORTANTE !
La tensione n om i nale di alimentazi one riportata sulla
targhetta d el m otore della macchi na per cucire e la
tensione nominale di rete devono corrispondere tra di loro.
6.3 Collegamento del motore della macchina per cucire
Il
motore posizionatore a corrente continua
monofase".
Nel caso di collegamento ad una rete di alimentazione a corrente alternata trifase 3 x 380V, 3 x
400V oppure 3 x 41 5V il m o to re de l la m a cc hi n a p er cu cir e viene collegato ad un a f as e e d a l ne ut ro .
Nel caso di collegamento ad una rete di alimentazione a corrente alternata trifase 3 x 200V, 3 x
220V, 3 x 230V oppure 3 x 240V il m o to re de l la m a cc hi n a p er cu cir e viene collegato a d ue fa si.
Per evitare che il collegamento di numerose macchine su una rete di alimentazione trifase comporti
uno sfasame nt o d i re te e c os ì un sovraccarico di una sing ol a fa se , i m o to ri d ell e m ac ch i ne de vo no
essere collegati uniform eme nt e dist rib uiti su lle t re fa si d ella re te di alim enta zio ne.
Consultare lo schema di colle ga m en to 9800 139001 B
–
Posare il cavo di collegamento dall’interruttore principale attraverso la canalina di posa dei
cavi fino al motore della macchina per cucire e collegarlo al motore.
–
Posare il cavo di collegamento alla rete di alimentazione dall’interruttore principale
attraverso la canalina di posa dei cavi e fissarlo con la fascetta di scarico della trazione
–
Inserire il cavo di collegamento dal trasduttore di commutazione nella presa di
collegamento b2 del pannello di comando del motore. (Solo per il motore posizionatore a
corrente continua), consultare il capitolo 6.6
–
Inserire il cavo di collegamento dal trasduttore per il valore di velocità dovuto nella presa di
collegamento
corrente continua), consultare il capitolo 6.6
del pannello di comando del motore. (Solo per il motore posizionatore a
b80
dev’essere alimentato a "Corrente alternata
16
Page 17

–
Il collegamento alla rete tramite il collegamento con una spina deve avvenire solo se
previamente tutti i cavi di collegamento di massa sono già stati tutti collegati (consultare il
capitolo 6.4) e tutti i lavori sull’equipaggiamento elettrico (per es. il collegamento del
trasformatore per la lampada per l’illuminazione del campo di cucitura, capitolo 6.5) sono
già stati tutti terminati.
ATTENZIONE IMPORTANTE!
Il collegamento della macchina per cucire alla rete di
alimentazione dev’essere obbligatoriamente effettuato
tramite un collegamento a spina.
6.4 Compensazione del potenziale di massa
7
6
1
Il gruppo di particolari per il collegamento a massa è rintracciabile negli accessori della testa della
macchina per cucire.
l cavi di collegam e nto di massa hanno i l c om p i to di convogliare le car ich e elettrostatiche de ll a t es ta
della macchina per cucire 6, d ell’inte rr utto re a g ino cc hiera 2 e de lla pias tr a di su pp orto e di
distribuzione 5 passando attraverso il motore per la macchina per cucire 1 verso la massa.
–
Tramite la vite di fissaggio fissare il cavo di collegamento di massa 7 dell a testa della
macchina per cucire 6 con il suo morsetto d’attacco, il morsetto piatto e la rondella dentata
nel foro d’attacco previsto dalla fabbrica.
Portare verso il basso il cavo di collegamento di massa 7 facendolo passare attraverso il
foro del bancale.
–
Fissare il capocorda del cavo di collegamento di massa 4 con la vite e la rondella sulla
piastra di supporto e di distribuzione 5.
Portare il cavo di collegamento di massa 4 facendolo passare attraverso la canalina
posacavi verso lo zoccolo del motore della macchina per cucire.
–
Fissare il capocorda del cavo di collegamento di massa 3 con la vite e la rondella
sull’interruttore a ginocchiera 2.
Portare il cavo di collegamento di massa 3, facendolo passare attraverso la canalina
posacavi, verso lo zoccolo del motore della macchina per cucire.
–
Fissare i capicorda dei tre cavi di collegamento di massa 3,4 e 7 con la vite (M5) e la
rondella sullo zoccolo del motore della macchina per cucire 1.
2 3 4 5
I
17
Page 18

6.5 Collegamento del trasformatore per la lampada per
l’illuminazione del campo di cucitura (dotazione supplementare)
1
–
Staccare la sp i na di collegament o alla rete di alimentazione per la m acchina per
cucire!
–
Posare il cavo di collegamento alla rete di alim entazione del trasformatore per la
lampada per l’illuminazione del campo di cucitura 1 attraverso la canalina di posa
dei cavi 2 fino all’interruttore principale 3.
–
Il collegamento avviene all’entrata di rete dell’interruttore principale.
(Consultare lo schema di collegamento 9800 139001 B)
ATTENZIONE IMPORTANTE!
Il trasformatore per la lampada per l’illuminazione del
campo di cuci t ura è collegato d irettamente alla rete di
alimentazione ed è sotto tensi one anche quando
l’interruttore principale è disinserito.
Lavori sul trasformatore per la lampada per l’illuminazione
del campo di cucitura, per es. sostituzione del fusibile
devono essere eseguiti solo se previamente è stata
staccata la spina di collegamento alla rete di alimentazione.
2 3
18
Page 19

6.6 Prese di collegamento sui pannelli di comando dei
motori DA82GA
19
I
Page 20

2
3
1
4 5 6 7
6.7 Montaggio del sincronizzatore di posizionamento
–
Inserire il sincronizzatore di posizionamento 3 sulla flangia del volantino della
macchina per cucire.
La scanalatura 6 sull’involucro del sincronizzatore di posizionamento dev’essere
inserita su l perno d’arresto 5 del sincronizzatore, codesto perno è montato sul
carter di pro t ezione per la cinghia.
–
Bloccare entrambi le viti a brugola 2 sull’anello 4 del sincronizzatore di
posizionamento.
–
Introdurre verso il basso, pass ando attraverso l a f eritoia del piano di lavoro, il cav o
di collegamento 7 del sincroni zzatore di posizi onamento.
–
Inserire la spina del cavo di collegamento del sincronizzatore di posizionamento
nella presa di collegamento B1 (consultare capitolo 6.6) del pannello di comando
del motore.
6.8 Collegamento della testa della macchina per cucire
Il collegam ento elettrico ve rso la testa della m a cchina per cucire avviene tramite la
spina centrale di collegamento 1.
–
Inserire la sp i na a 16 poli del ca vo di collegament o nella presa di col l e gamento
della testa della macchina per cucire.
–
Far passare il cavo di collegamento verso il basso attraverso l’intaglio del piano di
lavoro.
–
Inserire la spina a 37 poli nella presa di collegament o A (consultare i l capitolo 6.6)
del pannello di comando del motore.
20
Page 21

6.9 Controllo del senso di rotazione del motore
ATTENZIONE IMPORTANTE !
Prima d’effettuare il collaudo della macchina per cucire è
assolutamente indispensabile effettuare il controllo del
senso di rot azione del motor e per la macchina per cucire.
La messa in marcia della macchina per cucire con un
senso di rotazione errato del m otore può causare dei
danneggiamen ti della macchina.
La freccia nel la f i gu ra ind ica il senso giusto di r ot az ione del motore della m a cchina per cucire.
(Marcia sinistra = In senso antiorario guardando la puleggia per il motore)
6.9.1 Controllo del senso di rotazione del motore posizionatore a corrente
Il senso di rot az i on e d el m o to re po si z ionatore a corrente continua è regolato d i fa bb rica sul senso di
marcia sinistro tramite il valore di "Preset" (= 1) del parametro F-161. Ciò nonostante prima di
procedere al co l lau do de ll a m a cc hi n a s i de ve obbligatoriame nt e c on tr ol la re i l se ns o d i ro ta zio ne del
motore. Per eseguire codesto controllo procedere per es. nella seguente maniera:
–
–
–
–
–
–
6.9.2 Modifica del senso di rotazione del motore posizionatore a corrente
Se il motore della macchina per cucire gira nel falso senso di rotazione, il parametro F-161 nella
"Soglia per il tecnico" dev’essere reg olato sul va lore 1 .
Per la modifica utilizzando il pannello di comando per l’op eratore V8 10 cons ultar e il capito lo 6.11.4
Per la modifica utilizzando il pannello di comando per l’op eratore V8 20 cons ultar e il capito lo 6.11.5
continua DC1600/DA82GA.
Il sincronizzatore di posizionamento dev’essere già stato montato. Consultare il capitolo 6.7
La spina del trasduttore per il valore di velocità dovuto, il trasduttore di commutazione, il
sincronizzatore di posizionamento ed il pannello di comando per l’operatore devono essere
già stati collegati. Consultare il capitolo 6.6
Non inserire la spina a 37 poli
Inserire l’interruttore principale.
Poichè la spina a 37 poli non è inserita, sul pannello di comando per l’operatore appare
l’avviso
"Info A5"
valida e perciò la velocità massima viene limitata.
Premere leggermente il pedale verso l’avanti; il motore della macchina per cucire gira;
controllare il senso di rotazione.
Dopo il controllo inserire nuovamente la spina a 37 poli della testa della macchina per
cucire.
, ciò significa che non viene riconosciuta una resistenza "Autoselect"
della testa della macchina per cucire.
continua DC1600/DA82GA.
ATTENZIONE IMPORTANTE !
Dopo una modif i ca de l se nso di rotazione è as s olu ta m en t e
necessaria una nu ova regolazione dell e f un zioni di
della macchina per cucire. Cons ultar e il cap ito lo 6.10
posizioname nto
I
21
Page 22

6.10 Regolazione del posizionamento
6.10.1 Definizione delle posizioni
Posizione di riferimento
La posizione di riferimento è la posizione di partenza per tutte le altre posizioni; essa è
raggiunta e definita quando, girando manualmente il volantino nel senso normale di
rotazione della macchina, la punta dell’ago in discesa raggiunge il livello della
superficie superiore della placca ago. Nel cas o di smontaggio d el sincronizzatore di
posizionamento e presupposto che pannello di comando del motore fosse già stato
previamente regolato esattamente, dev’essere regolata nuovamente solo la posizione
di riferime nto, tutte le al t re posizioni sono poi automaticame nte giuste.
Posizione 1
Nella
1. posizione
volantino nel senso normale di marcia della macchina) dev’essere allineato con la
superficie superiore dell’anello 2 di ritenuta del cestello.
Posizione 1A
Codesta posizione viene utilizzata solo per le funzioni interne del pannello di comando
del motore, essa dev’essere regolata con una di fferenza di almeno 60 incrementi dopo
la 1. Posizione.
Posizione 2
Nella
2. posizione
Posizione 2A
Codesta posizione viene utilizzata solo per le funzioni interne del pannello di comando
del motore, essa dev’essere regolata con una di fferenza di almeno 60 incrementi dopo
la 2. Posizione.
Posizione 3
Nella classe 768 codesta posizione non viene utilizzata.
Posizione 3A
Nella classe 768 codesta posizione non viene utilizzata.
il bordo inferiore della cruna dell’ago (ago discendente e girando il
la barra ago d e v’essere nel suo p unto morto superi ore
6.10.2 Regolazione delle posizioni con il motore posizionatore a corrente continua
6.10.2.1 Informazioni generali
Il sincroniz zatore di posizion am ento digitale f ornisce al pannel l o di comando del m ot ore
512 impulsi (incrementi) ed un impulso supplettivo una volta per giro. Grazie a codesti
impulsi ed ai valori impostati nei parametri
posizioni di fermata dell’ago.
Sul sincroniz zatore di posizion am ento non è necessaria nessuna regolazione
meccanica.
ATTENZIONE IMPORTANTE!
Dopo i seguenti lavori
1. Quando il motore della macchina per cucire viene collaudato e posto per la prima
2. Dopo una sostituzione del motore della macchina per cucire, del pa nnello di comando
3. Dopo una sostituzione dell’EPROM‘s nel pannello di comando del motore.
Dopo i segue nti lavori dev’essere regolata nu ovamente
riferimento
1. Smontaggio e montaggio oppure sostituzione del sincronizzatore di posizionamento.
DC1600/DA82GA
e
F-170
tutte le posizioni
volta in lavorazione.
del motore oppure della scheda di comando del pannell o di comando del mot ore.
.
devono essere nuovamente regolate!
vengono determinate tutte l e
F-171
solo la posizione di
22
Page 23

6.10.2.2 Regolazione delle posizioni tramite il pannello di comando per
Impostazione del numero di codice per la "Soglia per il tecnico"
–
–
–
–
–
–
–
Regolazione della posizione di riferimento
–
–
–
–
–
–
–
Regolazione della "Posizione 1" e della "Posizione 2"
–
–
–
–
–
–
–
–
–
–
–
–
–
l’operatore V810
Disinserire l’interruttore principale.
Tutte le spine devono essere già state inserite nel pannello di comando del motore della
macchina per cucire.
Premere e mantenere premuto il tasto
Inserire l’interruttore principale. Nell’avviso ottico appare "
Rilasciare il tasto
Impostare il numero di codice
cifra lampeggiante. Tramite il tasto
Premere il tasto
Dopo l’impostazione del numero di codice, premere il tasto
Appare il primo parametro
Tramite i tasti
Premere il tasto
Premere il tasto
Girare manualmente il volantino nel senso normale di rotazione della macchina fino a
quando sul "Display" sparisce il segno "( )", dopodichè continuare a girare manualmente il
volantino fino a raggiungere la posizione di riferimento (punta dell’ago durante la sua corsa
discendente pari al livello della superficie superiore della placca ago).
Premere il tasto
"
171
Se la posizione di riferimento non fosse stata memorizzata, sul "Display" appare un avviso
d’errore = "
ripetere la sequenza operativa succitata.
Si pone come presupposto che la posizione di riferimento sia già stata regolata. (Consultare
il punto precedente)
Impostare il parametro
Premere il tasto
Premere il tasto
1"
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
girando manualmente il volantino.
Premere il tasto
2"
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
girando manualmente il volantino.
Premere il tasto
"Posizione 1A"
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
girando manualmente il volantino.
Premere il tasto
"Posizione 2A"
Se fosse necessario correggere il valore di parametro *. Tramite i tasti
girando manualmente il volantino.
Premere due volte il tasto
viene abbandonata
Per il controllo delle posizioni consultare il capitolo 6.10.2.4
"P"
1907
. Appare il primo parametro
"E"
nella "Soglia per il tecnico".
F-100
e
"+", "-"
. Avviso sul "Display" = "
"E"
">>"
. La posizione di riferimento viene memorizzata. Avviso sul "Display" "
"E"
". Continuare a girare manualmente il volantino, premere il tasto
inF E3
. Avviso sul "Display" = "
"E"
">>"
. Avviso sul "Display" = "
"E"
. Avviso sul "Display" = "
"E"
. Avviso sul "Display" = "
"E"
impostare il parametro
">>"
. Avviso sul "Display" = "
.
F-171
. Avviso sul "Display" = "
. Le regolazioni sono terminate, la soglia di programmazione
"P"
.
"P"
C-0000
. Tramite i tasti
si commuta sulla prossima cifra.
">>"
Sr1
Sr2
2 xxx
1A xxx
2A xxx
e
"+"
F-100
"
PoS0 ( )
"
1 xxx
" = valore di parametro della "Posizione
viene modificato il valore della
"-"
nella "Soglia per il tecnico".
"E"
.
F-170
"
" = valore di parametro della "Posizione
" = valore di parametro della
" = valore di parametro della
"
.
e
e
e
e
"-"
"-"
"-"
"-"
oppure
oppure
oppure
oppure
"+"
"+"
"+"
"+"
"E"
F-
e
I
* ATTENZIONE IMPORTANTE!
rilevate nella lista dei parametri (rint racc iab ile nella sc at ola pe r gli acce ss or i)
I valori di parametro per le posizioni 1, 2, 1A e 2A devono essere
23
Page 24

6.10.2.3 Regolazione delle posizioni tramite il pannello di comando per
Impostazione del numero di codice per la "Soglia per il tecnico"
–
–
–
–
–
–
–
Regolazione della posizione di riferimento
–
–
–
–
–
–
–
Regolazione della "Posizione 1" e della "Posizione 2"
–
–
–
–
–
–
–
–
–
–
–
–
–
l’operatore V820
Disinserire l’interruttore principale.
Tutte le spine devono essere già state inserite nel pannello di comando del motore della
macchina per cucire.
Premere e mantenere premuto il tasto
Inserire l’interruttore principale. Nell’avviso ottico appare "
Rilasciare il tasto
Tramite i tasti numerici da 0 fino a 9 impostare il numero di codi ce
Premere il tasto
cifra lampeggia.
Dopo l’impostazione del numero di codice, premere il tasto
nella "Soglia per il tecnico".
F-100
Tramite i tasti da 0 fino a 9 impostare il parametro
Premere il tasto
Premere il tasto
Girare manualmente il volantino nel senso normale di rotazione della m acchina fino a
quando sul "Display" sparisce il segno "( )", dopodichè continuare a girare manualmente il
volantino fino a raggiungere la posizione di riferimento (punta dell’ago durante la sua corsa
discendente pari al livello della superficie superiore della placca ago).
Premere il tasto
"
"
F- 171
Se la posizione di riferimento non fosse stata memorizzata, sul "Display" appare un avviso
d’errore = "
posizione di riferimento desiderata.
Si pone come presupposto che la posizione di riferimento sia già stata regolata. (Consultare
il punto precedente)
Impostare il parametro "
Premere il tasto
Premere il tasto
"Posizione 1"
Se fosse necessario correggere il valore di parametro *. T ramite i tasti
girando manualmente il volantino.
Premere il tasto
"Posizione 2"
Se fosse necessario correggere il valore di parametro *. T ramite i tasti
girando manualmente il volantino.
Premere il tasto
"Posizione 1A"
Se fosse necessario correggere il valore di parametro *. T ramite i tasti
girando manualmente il volantino.
Premere il tasto
"Posizione 2A"
Se fosse necessario correggere il valore di parametro *. T ramite i tasti
girando manualmente il volantino.
Premere due volte il tasto
viene abbandonata
Per il controllo delle posizioni consultare il capitolo 6.10.2.4
InFo E3
.
"P"
. Appare il primo parametro
"E"
. Avviso sul "Display" = "
"E"
. Avviso sul "Display" = "
"B"
. La posizione di riferimento viene memorizzata. Avviso sul "Display"
"E"
". Continuare a girare manualmente il volantino fino a raggiungere la
".
F-171
. Avviso sul "Display" = "
"E"
. Avviso sul "Display" = "
"B"
. Avviso sul "Display" = "
"E"
. Avviso sul "Display" = "
"E"
. Avviso sul "Display" = "
"E"
. Le regolazioni sono terminate, la soglia di programmazione
"P"
.
"P"
F-100
F-170
F-170 Sr1"
F-170 PoS 0 ( )
"
Sr2
F 171 1 xxx
F 171 2 xxx
F 171 1A xxx
F 171 2A xxx
"
C-0000
.
1907
nella "Soglia per il tecnico" e la prima
. Appare il primo parametro
"E"
.
"
" = valore di parametro della
e
e
e
e
"-"
"-"
"-"
"-"
oppure
oppure
oppure
oppure
"+"
" = valore di parametro della
"+"
" = valore di parametro della
"+"
" = valore di parametro della
"+"
* ATTENZIONE IMPORTANTE!
rilevate nella lista dei parametri (rintr ac ciabile nella s cato la per gli a cc esso ri).
24
I val o ri di parametro per l e po si z ioni 1, 2, 1A e 2A devono essere
Page 25

6.10.2.4 Controllo del posizionamento
"Posizione 1"
–
Inserire l’interruttore principale
–
Premere brevemente il pedale verso l’avanti e poi rilasciarlo. L’ago po si ziona nella
"Posizione 1".
–
Controllare la posizione dell’ago
"Posizione 2"
–
Premere brevemente il pedale verso l’avanti e poi completamente verso l’indietro e
mantenerlo premuto in codesta posizione fino all’arresto della macchina per cucire.
L’ago posiziona nell a " Posizione 2".
–
Controllare la posizione dell’ago
Se una oppure entrambi le posizioni dell’ago non corrispondono a quanto definito nel
capitolo 6. 10.1, dev’essere eff ettuata una correzione della re golazione conformemente
a quanto desc ritto nel capito l o 6.10.2.
6.11 Regolazione dei parametri specifici della macchina.
6.11.1 Informazioni generali
Le funzioni del pannello di comando del motore della macchina per cucire sono
determinate dal programma e dall a regolazione di pa rametri.
All’atto della fornitura, sui motori delle macchine per cucire, i valori di parametro sono
preregolati dalla ditta "Efka" (valori di "Preset"). A seconda della classe e sottoclasse
della macchina per cucire devono essere modificati alcuni parametri nella "Soglia per il
tecnico" e nell a " Soglia per la fabbri ca" per ottimizzare il pannello di coma ndo del
motore ed adattarlo ai compiti che devono essere svolti dalla macchina per cucire. I
parametri che devono essere modificati sono riportati nella susseguente tabella e nella
lista dei parametri (nella scatola per gli accessori).
6.11.2 Autoselect
Il pannello di comando del motore riconosce tram i te la misurazione della resistenza
"Autoselect", che è montata sul l a macchina per cuc i re, su quale gruppo di classi di
macchina è colle gato. Tramite la funzione "Autoselect" vengono scelte le funzi oni di
comando ed i valori di "Preset " dei parametri. Se i l pannello di comando del motore non
riconosce nessuna oppure una resistenza "Autoselect" non valida, il motore della
macchina per c ucire gira solo con l e cosiddette "Funzioni d’emerge nza" per evitare dei
danneggiamenti della testa della macchina per cucire.
Consultare le istruzioni per l’uso "EFKA DA82GA 3301"
Resistenza Classi Pannello di comando del Lista dei parametri
"Autoselect" motore della macchina
1000R (1000 Ohm) 768 DA82GA 9800 130014 PB51
I
25
Page 26

6.11.3 T abella dei parametri specifici della macchina del pannello di comando del
I valori dei parametri sottoelencati devono essere modificati rispetto al valore di
"Preset".
I valori (x) che devono essere impostat i devono essere rilevati dalla lista dei
parametri 9800 13 0014 PB51
(Nella scatola per gli accessori della testa della macchina per cucire).
Parametro * Denominazione 768
F-111 T Limite superiore della velocità massima x
F-117 T Velocità con la variazione massima della corsa x
F-147 T Tipo di funzionam ento del tasto collegato su D.3 x
F-171 T "Posizione 2", x
F-196 T Definizi one del modo di funz i onamento x
F-197 T Definizi one del modo di funz i onamento della x
F-225 A Autoregolazione interna continua del valore x
* T = Parametro nella "Soglia per il tecnico", A = Parametro nella "Soglia per la fabbrica"
motore DA82GA
dei piedini
"Posizione 2A" x
d’entrambi le tensioni in abbinamento con il
movimento di sollevamento del pi edino
2. tensione in abbinamento con la variazione
della corsa di sollevamento dei piedini e "Speedomat"
di velocità
0 = Macchine "Nor mali", 1 = Macchine "M ediopesanti"
ATTENZIONE IMPORTANTE!
La modifica dei valori di parametro dev’essere effettuata
con estrema cura, poichè se il pannello di comando del
motore è mal regolato la testa della macchina per cucire
può essere da nneggiata! Tramite una rimessa a zero
principale "Masterreset" tutti i valori di parametro possono
essere riassettati nella condizione original e di fornitura
(valori di "Preset"). Consultare il capitolo 6.12
26
Page 27

6.11.4 Regolazione dei valori di parametro tramite il pannello di comando per
Modifica dei valori di parametro nella "Soglia per il tecnico"
Impostazione del numero di codice per la "Soglia per il tecnico"
–
–
–
–
–
–
–
Scelta del parametro e modifica dei valori
–
–
–
–
–
Memorizzazione dei valori di parametro modificati
–
–
–
–
l’operatore V810
Disinserire l’interruttore principale.
Tutte le spine devono essere già state inserite nel pannello di comando del motore della
macchina per cucire.
Premere e mantenere premuto il tasto
Inserire l’interruttore principale. Nell’avviso ottico appare "
Rilasciare il tasto
Impostare il numero di codice
cifra lampeggiante. Tramite il tasto
Premere il tasto
Tramite i tasti
Tramite i tasti
Premere il tasto
Tramite i tasti
Premere il tasto
oppure premere il tasto
Premere il tasto
Eseguire un ciclo di cucitura completo, vale a dire il pedale dev’ essere premuto in avanti e
poi completamente verso l’indietro. La modifica viene memorizzata.
Se non viene eseguito un ciclo di cucitura completo e la macchina viene spenta, la modifica
effettuata è irrimediabilmente persa.
Premendo nuovamente il tasto
"P"
1907
. Appare il primo parametro
"E"
e
"+"
">>", "+"
"+"
viene scelto il prossimo oppure il precedente parametro.
"-"
, e
il parametro può essere impostato direttamente.
"-"
. Appare il valore del parametro scelto.
"E"
e
il valore di parametro può essere modificato.
"-"
. Appare il prossimo parametro
"E"
"P"
- appare lo stesso parametro.
"P"
, la soglia di programmazione viene abbandonata.
"P"
.
"P"
"
C-0000
. Tramite i tasti
si commuta sulla prossima cifra.
">>"
si ritorna indietro nella soglia di programmazione.
e
"+"
F-100
viene modificato il valore della
"-"
nella "Soglia per il tecnico".
Modifica dei valori di parametro nella "Soglia per la fabbrica"
Impostazione del numero di codice per la "Soglia per la fabbrica"
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di comando del motore della
macchina per cucire.
–
Premere e mantenere premuto il tasto
–
Inserire l’interruttore principale. Nell’avviso ottico appare "
–
Rilasciare il tasto
–
Impostare il numero di codice
cifra lampeggiante. Tramite il tasto
–
Premere il tasto
–
Proseguire come gà descritto nella "
"P"
3112
. Appare il primo parametro nella "Soglia per la fabbrica"
"E"
ATTENZIONE IMPORTANTE!
I valori di parametro che sono stati modificati vengono
memorizzati solo quando, dopo l’abbandono della soglia di
programmazi one, viene eseguito un ciclo di cucit u ra
completo, ci ò significa che il pedale è stato premuto in
avanti e poi completamente verso l’indietro. Se subito dopo
l’abbandono della soglia di programmazione il motore della
macchina per c ucire viene disinserito dalla rete di
alimentazione le modifiche effettuate sono
irrimediabilmente perse.
.
"P"
".
C-0000
. Tramite i tasti
si commuta sulla prossima cifra.
">>"
Scelta del parametro e modifica dei valori"
"+"
e
viene modificato il valore della
"-"
F-200
I
27
Page 28

6.11.5 Regolazione dei valori di parametro tramite il pannello di comando per
Modifica dei valori di parametro nella "Soglia per il tecnico"
Impostazione del numero di codice per la "Soglia per il tecnico"
–
–
–
–
–
–
–
Scelta del parametro e modifica dei valori
–
–
–
–
–
Memorizzazione dei valori di parametro modificati
–
–
–
–
l’operatore V820
Disinserire l’interruttore principale.
Tutte le spine devono essere già state inserite nel pannello di comando del motore della
macchina per cucire.
Premere e mantenere premuto il tasto
Inserire l’interruttore principale. Nell’avviso ottico appare "
Rilasciare il tasto
Tramite i tasti numerici da 0 fino a 9 impostare il numero di codi ce
Premere il tasto
cifra lampeggia.
Dopo l’impostazione del numero di codice appare il primo parametro
La prima cifra del numero di parametro lampeggia.
Impostare il numero di parametro desiderato tramite i tasti numerici da 0 fino a 9.
Premere il tasto
Tramite i tasti
Premere il tasto
oppure premere il tasto
Premere il tasto
Eseguire un ciclo di cucitura completo, vale a dire il pedale dev’essere premuto in avanti e
poi completamente verso l’indietro . La modifica viene memorizzata.
Se non viene eseguito un ciclo di cucitura completo e la macchina viene spenta, la modifica
effettuata è irrimediabilmente persa.
Premendo nuovamente il tasto
"P"
. Appare il primo parametro
"E"
. Appare il valore del parametro scelto.
"E"
e
"+"
il valore di parametro può essere modificato.
"-"
. Appare il prossimo parametro
"E"
"P"
- appare lo stesso parametro.
"P"
, la soglia di programmazione viene abbandonata.
"P"
.
"P"
"
C-0000
.
1907
nella "Soglia per il tecnico" e la prima
F-100
.
F-100
si ritorna indietro nella soglia di programmazione.
Modifica dei valori di parametro nella "Soglia per la fabbrica"
Impostazione del numero di codice per la "Soglia per la fabbrica"
–
Disinserire l’interruttore principale.
–
Tutte le spine devono essere già state inserite nel pannello di comando del motore della
macchina per cucire.
–
Premere e mantenere premuto il tasto
–
Inserire l’interruttore principale. Nell’avviso ottico appare "
–
Rilasciare il tasto
–
Impostare il numero di codice
–
Premere il tasto
–
Proseguire come gà descritto nella "
"P"
3112
. Appare il primo parametro nella "Soglia per la fabbrica"
"E"
ATTENZIONE IMPORTANTE!
I valori di parametro che so no stati modificati vengono
memorizzati solo quando, dopo l’abbandono della soglia di
programmazione, viene eseguito un ciclo di cucitura
completo, ciò significa che il pedale è stato premuto in
avanti e poi completamente verso l’indietro. Se subito dopo
l’abbandono della soglia di prog rammazione il motor e della
macchina per cucire viene disinserito dalla rete di
alimentazi one le modifiche e ff ettuate sono
irrimediabilm ente perse.
.
"P"
".
C-0000
tramite i tasti numerici da 0 fino a 9.
F-200
Scelta del parametro e modifica dei valori"
28
Page 29

6.12 Rimessa a zero principale "Masterreset"
Tramite una rimessa a zero principale "Masterreset" tutti i valori di parametro vengono
riassettati nelle condizioni che avevano al momento della fornitura (valori di "Preset").
Attenzione importante
Se si deve eseguire una rimessa a zero principale "Masterreset", tutti i carichi esterni,
come per es. il dispositivo di sollevamento del piedino devono essere disinseriti. Perciò
è consigliabile di estrarre la spina a 37 poli "A" (consultar e i l capitolo 6.6) del
collegamento della testa della macchina per cucire dal pannello di comando del motore.
–
Disinserire l’interruttore principale.
–
Estrarre la spina a 37 poli "A" (consultare i l capitolo 6.6) dal pannello di comando
del motore.
–
Premere il tasto
–
Rilasciare il tasto
–
Impostare il numero di codice "
6.10.2.3
–
Premere il tasto
–
Premere il tasto
–
Impostare il valore su
–
Premere due volte il tasto "P".
–
Disinserire l’interruttore principale.
–
Inserire la spina a 37 poli "A" (consultar e i l capitolo 6.6).
–
Dopo un breve momento d’attesa inserire l’interruttore principale. Tutti i parametri,
ad esclusione di 111, 161, 170, 171 e da 190 fino a 193, hanno nuovamente i valori
di "Preset" che erano stati regolati in fabbrica.
ed inserire l’interruttore principale.
"P"
.
"P"
". Consultare il capitolo 6.10.2.2 oppure
1907
. Appare il parametro
"E"
. Appare il valore del parametro
"E"
.
170
ATTENZIONE IMPORTANTE!
Nel caso di u na rimessa a zero principale "Mast erreset"
alcuni param et ri come per es.
(posizione di r i f erimento),
F-170
ed
riassettati.
Tutti i parametri che devono essere regolati specificamente
per la macchina devono essere nuovamente regol ati
secondo quanto riportato nella lista dei parametri.
Consultare i l capitolo 6.11
(senso di marc i a del motore) non v engono
F-161
F-100
.
.
F-100
(posizioni dell’ago)
F-171
29
I
Page 30

1
2
3
4
5
30
Page 31

7. Collegamento pneumatico
7.1 Realizzazione dei collegamenti pneumatici
La macchina per cucire a colonna classe
dispositivi ad azionamento elett ropneumatico:
–
Dispositivo di sollevamento el ettropneumatico dei piedini di cucitura
–
Dispositivo elettropneumatico per la variazione rapida della corsa di sollevamento
dei piedini
Per garantire il funzionamento di dispositivi ad azionamento pneumatico la macchina
per cucire dev’ essere alimentat a con aria compressa priva di residui d’acqua.
Collegamento del dispositivo di sollevamento elettropneumatico dei piedini di
cucitura (FLP).
–
Effettuare il collegamento delle tubazioni tra la valvola di riduzione del flusso
dell’aria 1 ed il cilindro 3.
Collegamento del dispositivo elettropneumatico per la variazione rapida della corsa
di sollevamento dei piedini (HP).
–
Effettuare il collegamento delle tubazioni da l la valvola di riduzi one del flusso
dell’aria 2 fino alla cassetta di distribuzione montata sulla parete posteriore del
braccio dell a m acchina per cuci re.
Collegamento per l’aria compressa
–
Eseguire il collegamento delle tubazioni tra il gruppo riduttore per l’aria compressa
4 montato sul s os tegno 5 e le valvole el ettromagnetich e.
–
Collegare i l gruppo riduttore per l’aria compressa tramite il tubo di collegamento
(Ø = 9 mm) alla rete d’alimentazione dell’aria compressa.
Pacchetto per il collegamento pneumatico
Per il sostegni dotati di un gruppo riduttore per l’aria compressa e di dispositivi ad
azionamento pneumatico, sotto i l numero di particola re 0797 003031 può e ss ere
ordinato un pacchetto di coll e gamento pneumat i co.
Codesto pacchetto di collegamento pneumatico
è composto dai seguenti particolari: - Tubo di collegamento, lu nghezza 5m, Ø = 9 mm
(HP)
ATTENZIONE IMPORTANTE !
Il funzionamento di dispositivi ad azionamento pneumatico è
garantito solo se la pressione della rete d’alimentazione
dell’aria compressa è costantemente compresa tra 8 e 10 bar .
La pressione d’ esercizio dei dispositivi pneumati ci montati
sulla macchina per cucire d eve corrisponder e a
è equipaggiata di serie con i seguenti
768
(FLP)
.
6 bar
- Fascette e bo ccole per il tubo
- Spina e presa d’accoppiamento pneumatico
I
31
Page 32

1
B
E
C
2
32
3 4
Page 33

8. Lubrificazione
Attenzione pericolo di ferimento !
L’olio lubrificante può provocare delle irritazioni cutanee.
Evitare un contatto prolungato dell’epidermide con l’olio
lubrificante. Dopo un contatto lavarsi accuratamente.
ATTENZIONE IMPORTANTE !
La manipolazione e lo smaltimento di oli minerali è
sottoposta a direttive legis l ative.
Smaltite l’o l i o usato sempre presso i posti d’acce ttazione
autorizzati. Proteggete l’am b i ente.
Fate attenzione a non disperdere l’olio nell’ambiente.
Per il rifornimento del recipiente di riserva dell’olio utilizzare sempre ed esclusivamente
dell’olio lubrificante del tipo
qualità con le seguenti caratteristiche tecniche:
–
Visc osità a 40° C : 10 mm2/s
–
Pun to d’infiammazione : 150 °C
ESSO SP-NK 10
oppure un altro olio lubrificante di alta
L’olio lubrificante
autorizzati della
Canistro da 2 li t ri: 9047 000013
Canistro da 5 li t ri: 9047 000014
ESSO SP-NK 10
DÜRKOPP ADLER AG
può essere acquistato presso i punti di vendita
sotto il seguente numero di particolare:
8.1 Rifornimento dell’olio
Lubrificazione della testa e della base della macchina per cucire
–
Effettuare il rifornimento d’olio attraverso il foro situato sotto il tappo 1.
–
Controllare il livello dell’olio sulla spia 2.
Il livello dell’olio dev’essere situato sopra la linea di riferimento rossa "
("
").
Pieno
–
Avvitare il tappo 1 (rintracciabile negli accessori) nel foro praticato sul carter di
copertura del braccio della m acchina per cuci re.
–
Eliminare l’olio sbordato nel carter paraolio.
Lubrificazione del crochet
–
Utilizzando l’oliatore (rintracciabile negli accessori) lasciar gocciolare alcune gocce
d’olio nel foro 3 dell’anello di ritenuta del cestello 4
ATTENZIONE IMPORTANTE !
Di fabbrica la regolazione dell’afflusso dell’olio è regolata su una
relativamente grande quantità d’afflusso d’olio, ciò per assicurare
che durante il periodo di rodaggio della macchina la lubrificazione
del crochet venga sicuramente garantita.
La regolazione dev’essere controllata e dopo il periodo di rodaggio
dev’essere ridotta sulla quantità sufficiente ad assicurare una
costante lubr ificazio ne del cr ochet (a qu esto sco po consul tare il
libretto d’istruzione per il servizio).
voll
"
I
33
Page 34

8.2 Lubrificazione degli stoppini e dei feltri
1
5
6
2 3
Al momento del montaggio e dopo un lungo periodo d’inattività della macchina, gli
stoppini ed i l feltro 1 montati nella testa della macchina per cuc i re devono essere
imbevuti manualmente con una piccola quantità d’olio.
–
Smontare il coperchio 2 della testa della macchina.
–
Inumidire gli stoppini ed il feltro 1 con una piccola quantità d’olio.
–
Rimontare il coperchio 2 della testa della macchina e bloccarlo con le sue viti.
Attenzione importante: Durante codesta operazione curare che la linguetta in feltro 3 del
coperchio della testa della macchina per cucire sia pinzata tra il feltro d’assorbimento 6 ed il
giunto dello stoppino 5.
Il foglio 4 deve giacere sulla parte interna del coperchio 2 della testa della macchina per
cucire.
34
4
Page 35

9. Collaudo di cucitura
B
C
E
1
Una volta terminati i lavori di montaggio si può procedere ad un collaudo di cucitura!
–
Inserire la spina nella rete d’alimentazione.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Eseguire l’infilatura del filo del crochet destinato all’avvolgimento
della spolina solo se l’interruttore principale è disinserito.
–
Eseguire l’infilatura del filo del crochet destinato all’avvolgimento della spolina
(consultare le istruzioni per l’uso della macchina).
–
Bloccare i piedini di cucitura nella loro posizione alta (consultare le istruzioni per
l’uso della macchina).
–
Inserire l’interruttore principale ed eseguire l’avvolgimento della spolina a bassa
velocità della macchina.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Eseguire l’infilatura del filo dell’ago e del filo del crochet
solo se l’interruttore principale è disinserito.
–
Eseguire l’infilatura del filo dell’ago e del filo del crochet (consultare le istruzioni per l’uso
della macchina).
–
Scegliere il materiale che dev’essere cucito.
–
Eseguire il collaudo di cucitura a bassa velocità e poi aum entare gradatamente e
continuamente la velocità.
–
Controllare se le cuciture corrispondono alla qualità richiesta.
Se non viene raggiunta la qualità di cucitura desiderata, variare il valore di regolazione della
tensione dei fili fino a raggiungere l’effetto di chiusura del punto desiderato (consultare le
istruzioni per l’uso).
Se fosse necessario controllare anche le regolazioni descritte nel manuale d’istruzione per
il servizio ed eventualmente correggerle.
–
Durante la marcia della macchina per cucire controllare sulla spia 1 l’af flusso dell’olio verso
la testa della macchina. Se a macchina in moto non si nota nessun afflusso d’olio
controllare il circuito di lubrificazione (consultare le istruzioni per il servizio).
I
35
Page 36

2
3
4
8
5
6
7
1
9
36
10
11
12
13
14
Page 37

10. Dotazioni supplementari
10.1 Lampada per l’illuminazione del campo di cucitura
Montare la lampada per l’illuminazione del c am po di cuc itura .
Per la classse 768, come dotazione supplementare, sono fornibili a richiesta due diversi
tipi di lampade per l’illuminazione del campo di cucitura.
Montaggio della lampada alogena per l’illuminaz ione de l ca mpo di c u cit ur a.
Per il montaggio della lampada alogena per l’illuminazione del campo di cucitura 1 è
necessaria l’utilizzazione di un gruppo speciale di particolari per il montaggio della
lampada (numero d’ordine 0907 487519).
–
Smontare il carter di copertura d el braccio della macch i na per cucire 6.
–
Fissare il supporto 5 con la rosetta dentata 7 e la vite 8 sul carter di copertura del
braccio dell a m acchina per cuci re 6.
A questo scopo il carter di copertura del braccio della macchina per cucire è
corredato di fabbrica con i corrispondenti fori filettati.
–
Montare nuovamente il carter di copertura del braccio della macchina per cucire 6.
–
Inserire la lampada alogena per l’illuminazione del campo di cucitura 1 sul
supporto 5 ed orientarla.
–
Bloccare le vi ti di fissaggio 2 e 3.
–
Fissare, incollandolo, il portacavo 4 sulla parete posteriore del braccio della
macchina per cucire.
Montaggio della lampada a fibra ottica per l’illuminazione del campo di cucitura.
Per il montaggio della lampada a fibra ottica per l’illuminazione del campo di cucitura 9
è necessaria l’utilizzazione di un gruppo speciale di particolari per il montaggio della
lampada (numero d’ordine 9880 767001).
–
Utilizzando le viti a testa svasata avvitare la lampada a fibra ottica per
l’illuminazione del campo di cucitura 9 sulla piastra di supporto 10.
–
Utilizzando le viti a testa svasata avvitare la piastra di supporto 10 sulla parete
posteriore del braccio della macchina per cucire . A questo scopo il braccio della
macchina per c ucire è corredato di fabbrica con i c o rrispondenti fori filettati.
–
Avvitare il supporto 11 per il cavo a fibra ottica 13 sul coperchio 12 della testa della
macchina per cucire.
–
Utilizzando la fascetta 14 avvitare il cavo a fibra ottica 13 sulla testa della
macchina per cucire.
37
I
Page 38

4
I
0
1 2
38
3
Page 39

Montaggio del trasformatore per la lampada per l’illuminazione del campo di
cucitura.
L’alimentazione delle lampade per l’illuminazione del campo di cucitura avviene tramite
il trasformatore per la lampada per l’illuminazione del campo di cucitura fornibile come
dotazione supplementare (numero d’ordine 0798 500088).
–
Utilizzando le viti per masonite 1 fissare il trasformatore per la lampada per
l’illuminazione del campo di cucitura 2 sotto al bancale.
–
Utilizzando delle fascette per cavi fissare il cavo di collegamento sotto il bancale.
Collegamento della lampada per l’illumina zione del c am po di cuc itura .
ATTENZIONE IMPORTANTE !
Quando l’interruttore principale della macchina per cucire è
disinserito, la tensione d’alimentazione per lampada per
l’illuminazione del campo di cucitura
contemporaneamente disinserita
–
Incollare l’etichetta autoincollante 3 con l’avviso di sicurezza sulla parete frontale
dell’interruttore principale.
–
Posare il cavo di collegamento della lampada per l’illuminazione del campo di
cucitura dietro la piastra di protezione sul braccio della macchina per cucire.
–
Posare il cavo di collegamento verso il basso attraverso la canalina posacavi sulla
colonna della macchina per cucire.
–
Portare il cavo di collegament o verso il basso att raverso il foro 4 del bancale.
–
Eseguire il collegamento a spine con il cavo di collegamento al trasformatore per la
lampada per l’illuminazione del campo di cucitura.
non viene
.
39
I
Page 40

40
12 3 4
6
4
8
2
10
5
6
7
Page 41

10.2 Gruppo riduttore per l’aria compressa
Sotto il numero di particolare 9781 000002 può essere ordinato il gruppo riduttore per
l’aria compressa
funzionamento pneumatico.
Collegamento del gruppo riduttore per l’aria compressa
–
Fissare il gruppo riduttore per l’aria compressa 4 con la squadretta di supporto 3 e
giunzione 2 sulla traversa del sostegno 1.
–
Tramite il tubo di collegamento 5 (Ø = 9 mm) e l’accoppiamento per il tubo R1/4"
collegare il gruppo riduttore per l’aria compressa 3 alla rete d’alimentazione
dell’aria compressa.
Regolazione della pressione d’esercizio
La pressione d’esercizio deve corrispondere a
La pressione d’ esercizio può essere letta sul manometro 7.
–
Per la regolazione della pressione d’esercizio, sollevare la manopola girevole 6 e rotarla.
Per aumentare la pressione d’esercizio = Rotare la manopola girevole 6 in senso orario
Per diminuire la pressione d’esercizio = Rotare la manopola girevole 6 in senso antiorario
per permettere l’utilizzazione delle dotazioni supplementari a
WE-6
.
6 bar
10.3 Guida per il nastro
Montaggio del supporto per il rotolo del nastro
–
Utilizzando quattro viti fissare il supporto 1 sotto al bancale. Curare che il centro
del nastro sul supporto per il rotolo del nastro sia centrato rispetto al centro delle
cuciture.
1
I
41
Page 42

Montaggio della guida per il nastro
–
Montare la gui da in materiale pla st i c o 1 e la guida 2.
–
Montare la vite 3, la guida 2 e l a rondella 4. Avvitare sol o leggermente la vite 3.
–
Utilizzando la vite 5 fissare la guida in materiale plastico 1, la guida 2, la vite 3 e la
rondella 4 sulla colonna della macchina per cucire.
–
Utillizzando le rondelle 7 e le viti 8 fissare la guida inferiore per il nastro 6 sulla
colonna della macchina per cucire .
–
Orientare il nasino della guida 2 rispetto al centro delle cuciture e fissarlo tramite la
vite 3 e la ro ndella 4. Ad operazione ultimata bloccare la vite 5.
2
1
42
4
3
5
6
7
8
 Loading...
Loading...