

Page 1

Indice Pagina:
Premessa ed indicazioni generali di sicurezza
Parte 1: Istruzioni per l’uso. Classe 768
1. Descrizione del prodotto
2. Descrizione dell’uso e dell’applicazione appropriata
3. Sottoclassi
4. Dotazioni supplementari
5. Dati tecnici
6. Uso della macchina
6.1 Infilatura del filo dell’ago . . . . . . . . . . . . . . . . . . . . . . . . . . 9
6.2 Regolazione della tensione per il filo dell’ago . . . . . . . . . . . . . . 9
6.3 Apertura della tensione per il filo dell’ago . . . . . . . . . . . . . . . . 9
6.4 Regolazione del regolatore della quantità di filo dell’ago . . . . . . . . 10
6.5 Avvolgim ento del filo del croc het s ulla spo lina . . . . . . . . . . . . . . 11
6.6 Sostituzione della spolina p er il filo del croc het . . . . . . . . . . . . . 12
6.7 Regolazione del la tensione per il fil o del croc het . . . . . . . . . . . . 13
6.8 Sostituzione dell’ago . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
6.9 Soll evament o dei piedini di cucitura . . . . . . . . . . . . . . . . . . . . 15
6.1 0 Bloccaggio dei piedini d i cucitura in posizione sollevata . . . . . . . . 15
6.11 Regolazione della corsa di sollevamento dei piedini di cucitura . . . . 16
6.11.1 Variazione meccanica della corsa di sollevamento dei piedini di cu citu ra 16
6.11.2 Vari azione elettr opneumati ca della cor sa di solle vamento dei p iedini di cucitura (HP ) 17
6.12 Regolazione della pressione dei piedini di cucitura . . . . . . . . . . . 18
6.13 Regol azione d ella lun ghezza del punto . . . . . . . . . . . . . . . . . . 18
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . . . . . 6
I
7. Gruppo di tasti sul braccio della macchina per cucire
7.1 Tasti . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
7.2 Diodi luminosi (LED) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
Ausg./Edition: 07/99
Page 2

Indice Pagina:
8. Pannello di comando del motore e pannello di comando per l’operatore
8.1 Informazio ni generali . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
8.2 Tasti sul pan nello di comando per l’operat ore . . . . . . . . . . . . . 21
8.3 Uso del pannello di coman do per l’oper atore V810 . . . . . . . . . . 22
8.4 Variaz ione dei valori de i parame tri . . . . . . . . . . . . . . . . . . . . 23
8.5 Scelta diretta d ei numer i dei paramet ri . . . . . . . . . . . . . . . . . 23
9. Cucire
10. Manutenzione
10. 1 Pulizia e controlli . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
10.2 Lubrificazione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
11. Dotazioni supplementari
11.1 Gui da centrale della cuc itura . . . . . . . . . . . . . . . . . . . . . . . 30
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Page 3

1. Descrizione del prodotto
La macchina per cucire special e
può essere utilizzata in maniera universale.
Macchina per cucire a doppio punto annodato, a colonna, a due aghi, dotata di trasporto
•
inferiore a griffa, trasporto a punta d’ago e trasporto superiore a piedini alternati.
Costruzione robusta basata sul conosciuto e comprovato sistema modulare della classe 767.
•
Costruzione speciale che garantisce una ridotta manutenzione (cuscinetti a rotolamento e
•
cuscinetti sinterizzati privi di manutenzione, leva tendifilo articolata con cuscinetti di
rotolamento a lubrificazione continua)
Lubrificazione automatica a circolazione continua senza pressione con spie per il livello dell’olio
•
e per la circolazione dell’olio. La lubrificazione del crochet dev’essere effettuata manualmente.
Passaggio massimo per il materiale sotto i piedini sollevati pari a 16 mm.
•
La corsa di sollevamento dei piedini a movimento alternante è regolabile fino ad un limite massimo
•
di 7 mm tramite una manopola girevole di regolazione montata sul braccio della macchina.
Crochet grande ad asse verticale con apricestello.
•
Una frizione slittante di sicurezza montata sulla puleggia dentata inferiore impedisce una sregolazione
•
oppure un danneg giamento del c rochet a causa d i un bloccaggio del filo nella pista del croch et.
La macchina è dotata di serie con un dispositivo per il sollevamento elettropneumatico dei
•
piedini di cucitura azionato tramite il pedale.
La macchina è dotata di ser ie con un dis positivo e lettropneuma tico per la variazione rapida dell a
•
corsa di sollevamento dei piedini di cucitura con limitazione automatica della velocità,
l’azionamento avviene tramite un interruttore a ginocchiera oppure tramite un tasto montato
ergonomicamente sul braccio della macchina per cucire. Adattamento forzato e continuo della
velocità in rapporto diretto con la corsa di sollevamento dei piedini di cucitura che è stata impostata.
DÜRKOPP ADLER classe 768
è una macchina che
2. Descrizione dell’uso e dell’applicazione appropriata
La classe 768 è una macchina per cucire speciale che, conformemente alla sua destinazione, può
essere utilizzata per cucire materiale da leggero a medio-pesante. Tale materi ale consiste
normalmente in fibre tessili oppure pelle. Codesti materiali vengono impiegati nell’industria della
confezione e della tappezzeria per mobili ed auto.
Inoltre con codesta macchina per cucire speciale possono essere realizzate delle cosidette cuciture
tecniche. In codesto caso l’utilizzatore ( se desiderato in collaborazione con la DÜRKOPP ADLER AG
) deve valutare preventivamente i possibili rischi ivi connessi ed a seconda dei casi di lavorazione e
della preventiva valutazione effettuata, deve adottare le appropriate misure di sicurezza.
Generalmente con codesta macchina per cucire speciale si può lavorare solo materiale asciutto. Il
materiale non deve superare 10 mm di spessore quando esso viene premuto dai piedini di trasporto
abbassati. Il materiale non deve contenere oggetti duri, in caso contrario la macchina per cucire
speciale dev’essere utilizzata solo utilizzando un dispositivo di sicurezza per gli occhi. A l momento
un dispositivo di sicurezza per gli occhi adatto allo scopo non è fornibile.
La cucitura viene generalmente realizzata utilizzando filati in fibra tessile delle dimensioni fino a 10/3
NeB ( filati in cotone ), 10/3 Nm ( filati sintetici ) oppure 10/3 Nm ( filati ritorti e ricoperti ). Chi volesse
impiegare altri fili, deve anche in questo caso valutare preventivamente i rischi ivi connessi ed a
seconda dei casi adottare le appropriate misure di sicurezza.
Questa macchina per cucire speciale può essere collocata ed utilizzata solo in locali asciutti e ben
tenuti; in caso essa venisse impiegata in locali che non siano asciutti e ben tenuti, potrebbero
rendersi nece ssarie a ltre prec auzioni, che devo no essere concor date ( vedi E N 60204 -3-1:1990 ).
Come produttori di macchine per cucire industriali diamo per scontato che sui nostri prodotti lavori
personale quantomeno addestrato e che quindi tutte le operazioni inerenti all’uso e gli eventuali
rischi ad esse connesse siano da considerare come conosciuti.
I
5
Page 4
3. Sottoclassi
Classe 768-274-FLP-HP
: Macchina per cucire a colonna, a due aghi, a doppio punto
annodato,dotata di trasporto inferiore a griffa, trasporto a
punta d’ago e trasporto superiore a piedini alternati.
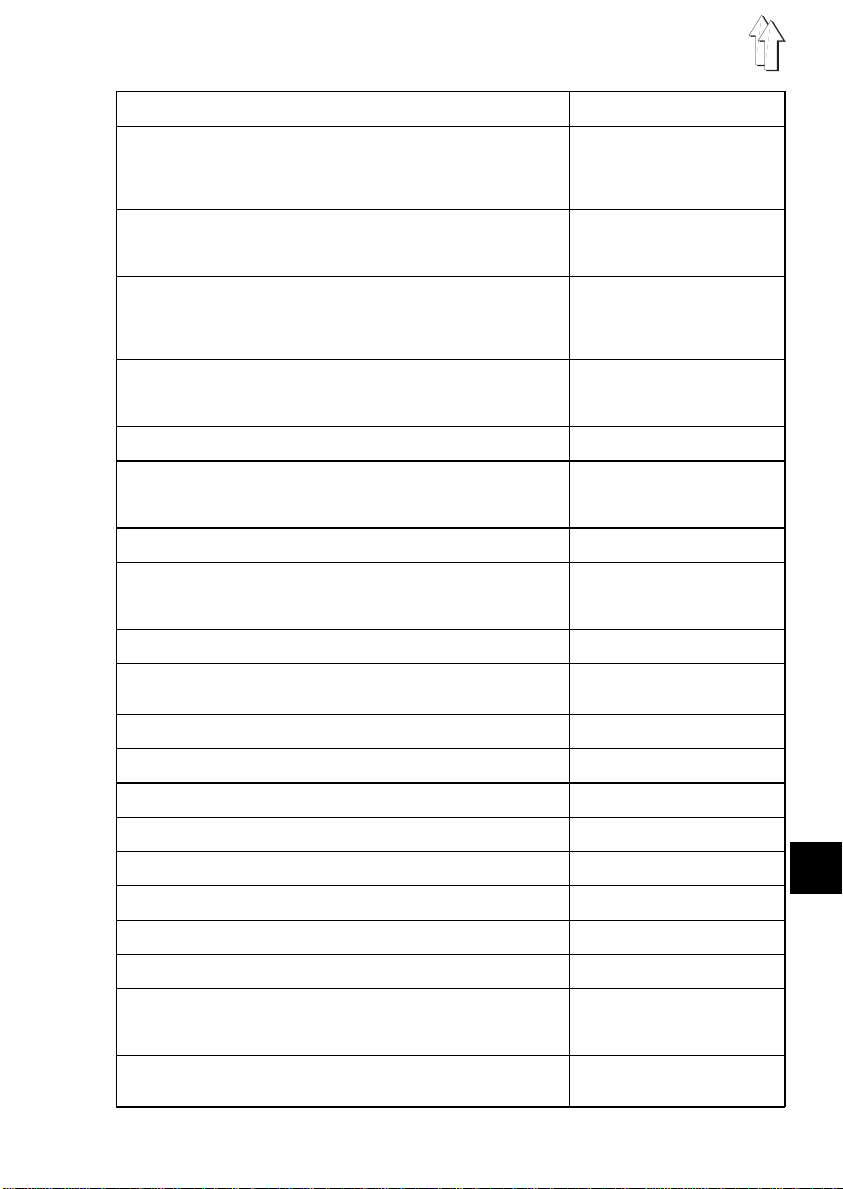
4. Dotazioni supplementari
Numero d’ordine Dotazione supplementare
9822 510125 Lampada a fibra ottica per l’illuminazione del campo di cucitura
9880 767001 Gruppo di montaggio per la lampada per l’illuminazione del campo di cucitura
9822 510001 Lampada per l’illuminazione del campo di cucitura (alogena)
0907 487519 Gruppo di montaggio per la lampada per l’illuminazione del campo di cucitura
0798 500088 Trasformatore per la lampada per l’illuminazione del cam po di cucitura
9781 000002 WE-6 Gruppo riduttore della pressione
0797 003031 Pacchetto per il collegamento pneumatico
Nr. dipendente da lla
larghezza del nastr o
N800 005611 Guida centrale della cucitura
con cavo di collegamento alla rete ed interruttore a bilico;
la lampada è montabile sul braccio della macchina per cucire
Destinato alla lampada per l’illuminazione del campo di cucitura a fibra ottica 9822 510125
tipo WALDMANN, con lampadina 12V/20W, la lampada è montabile
sul braccio della macchina per cucire
Destinato alla lampada per l’illuminazione del campo di cucitura 9822 510001
230V, con cavo di collegamento alla rete, senza interruttore,
Destinato alle lampade per l’illuminazione del campo di cucitura
9822 510001 e 9822 510125
Per il col legamento pneumat ico di bancali e quipaggiati con un gruppo
riduttore della pressione e dotazioni supplementari pneumatiche.
Codesto pacchetto di collegamento pneumatico è composto dai seguenti
particolari: Tubo di collegamento (lunghezza 5m, diametro 9 mm), fascette
e boccole per il tubo, spina e presa d’accoppiamento pneumatico.
Guida per il nastro con portarotolo
5. Dati tecnici
Rumorosità:
Lc = 85dB (A)
Lunghezza del punto: 9,6 mm
corsa di sollevamento dei piedini: 1,5 mm
Velocità: 1.400 min
Materiale da cucire: Skai quadruplo 1,6 mm 900g/m
Lc = 85dB (A)
Lunghezza del punto: 9,6 mm
corsa di sollevamento dei piedini: 5,6 mm
Velocità: 1.400 min
Materiale da cucire: Skai quadruplo 1,6 mm 900g/m
6
Valore d’emissione riferito al posto di lavoro seconda
la norma DIN 45635-48-A-1-K L2
-1
-1
2
2
Page 5
Sistema ago: 134-35
Finezza dell’ago (a seconda del nr. "E"):
- min. [Nm] 140
- max. [Nm] 200
- di serie [Nm] 180
Distanza tra gli aghi (a seconda del nr. "E"):
- min. [mm] 8
- max. [mm] 14
Titolo massimo del filato:
- Cotone [NeB] 10/3
- Filato sintetico [Nm] 10/3
- Filato ritorto e ricoperto [Nm] 10/3
Capacità max. della spolina nel caso:
- di filato sintetico Nm 20/3: [m] ca. 22
- di filato sintetico Nm 30/3: [m] ca. 35
Velocità max.: [min-1]2400
Lunghezza del punto max.:
- in marcia avanti: [mm] 12
- in marcia indietro: [mm] 12
Spessore massimo del materiale da cucire: [mm] 10
Corsa di sollevamento dei piedini a movimento alternato:
- max. [mm] 7
- di fabbrica [mm] 1 - 6
Corsa di sollevamento della griffa di trasporto (sopra alla placca ago): [mm] 1,2
Passaggio m a x. sotto i piedini di cuci tura:
- Sollevamento [mm] 16
Pressione d’esercizio: [bar] 6
Consumo aria per ciclo di lavoro (dispositivi FLP e HP): [NL] ca. 0,2
Motore della macchina per cucire: [Tipo] Efka DC1600/DA82GA
Potenza nominale: [kW] 0,75
Tensione nominale d’alimentazione: 1 x 230 V, 50 / 60 Hz
Sostegno: [Tipo] MG55-3
Dimensioni (A x L x P): [mm] 1570 x 1060 x 600
Altezza del pi ano di lavoro (di fabbrica): [mm] 950
Peso:
- Testa della macchina per cuci re [kg] ca. 56
- Sostegno con motore della m acchina per cucire [kg] ca. 46
I
7
Page 6
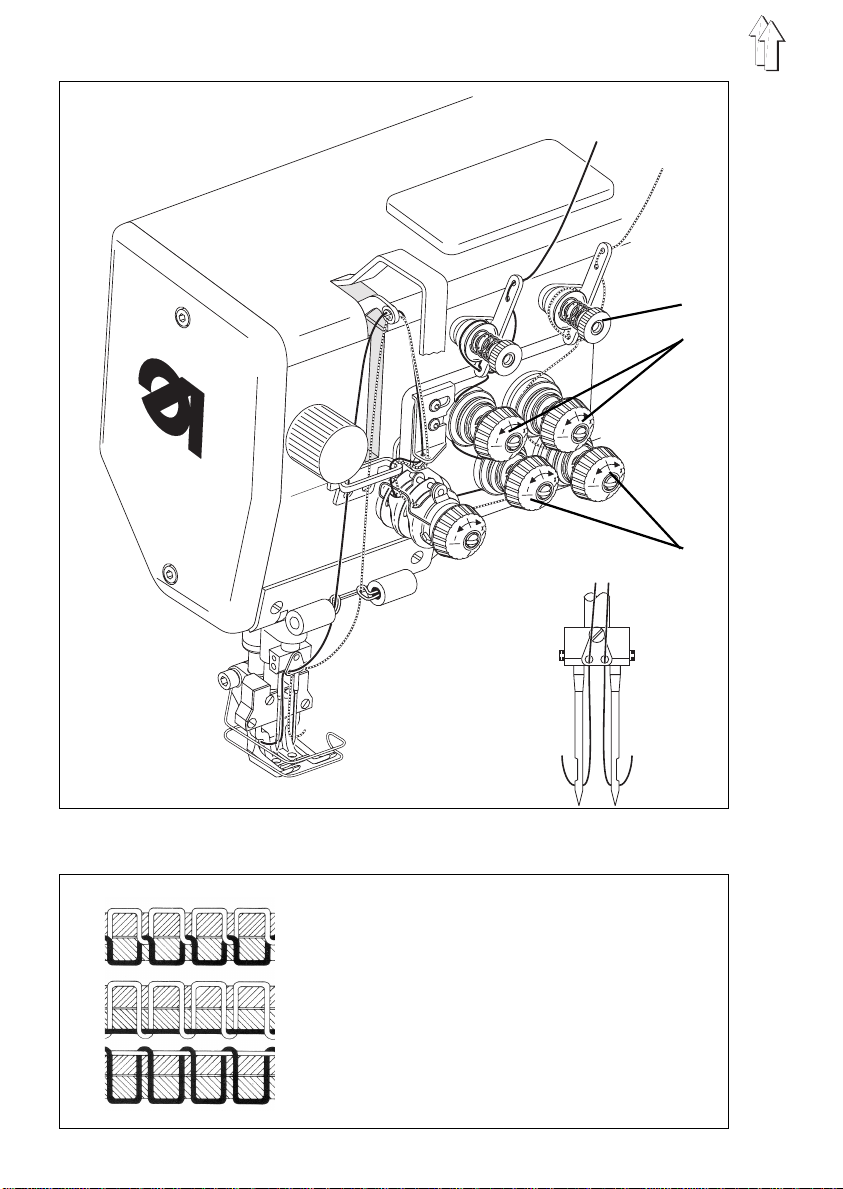
1
2
3
Fig. a: Annodamento cor retto dei fili
Fig. b: Tensione per il filo dell’ago troppo debole
Fig. c: Tensione per il filo dell’ago troppo forte
8
nel mezzo del mat eriale da cucire
tensione per il filo del crochet
oppure
regolata troppo forte
tensione per il filo del crochet
oppure
regolata troppo debole
Page 7
6. Uso della macchina
6.1 Infilatura del filo dell’ago
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Il filo dell’ago dev’essere infilato solo quando l’interruttore
principale della macchina per cucire è disinserito.
–
Eseguire l’infilatura del filo dell’ago come visibile nella figura.
6.2 Regolazione della tensione per il filo dell’ago
Pretensioni 1
Il valore dell a tensione di c i ascuna delle pretensioni 1 de v’ essere sempre minore di
quello realizzato tramite la corrispondente tensione principale per il filo dell’ago 3.
–
Regolare le pr et ensioni 1 girando i bottoni zigr i nati.
–
Nel caso di un cambiamento notevole del va l ore di regolazi one delle prete n sioni 1,
regolare di conseguenza le tensioni principali per il filo dell’ago 3 in modo da
ottenere n uovamente dura nte la cucitura un annodamento regolare del punto.
Tensioni principali per il filo dell’ago 3
Le tensioni dei fili dell’ago realizzate tramite le tensioni principali per il filo dell’ago 3
devono essere regolate sul valore minore possibile.
L’annodamento dei fili dev’essere regolare e sempre nel mezzo del materiale da cucire
(consultare la fig. a). Nel cas o di materiale da c ucire fino, un tensionamento tr oppo
forte dei fili potrebbe causare un’arricciatura indesiderata del capo cucito ed
eventualmente delle rotture del filo.
–
Regolare le tensioni principali per il filo dell’ago 3 in maniera tale da ottenere un
annodamento regolare del punto.
Tensioni supplementari per il filo dell’ago2
Le tensioni supplementari per il filo dell’ago 2 possono essere inserite supplettivamente
durante la cucitura per ottenere una variazione rapida della tensione del filo dell’ago
(per es. nel caso d’inspesso ramenti del mat eriale da cucire oppure eseguendo
l’impuntura del davanti del revers di una giacca oppure di un cappotto).
–
Il valore di regolazione della tensione delle tensioni supplementari per il filo dell’ago 2
dev’essere sempre minore di quello delle tensioni principali del filo dell’ago.
–
Inserire supplettivamente durante la cucitura le tensioni supplementari per il filo
dell’ago 2 tramite il gruppo di tasti montato sul braccio della macchina per cucire.
Se le tensioni supplementari per il filo dell’ago sono inserite, il diodo luminoso
sopra al corrispondente tasto è illuminato.
6.3 Apertura della tensione per il filo dell’ago
Se le tensioni principali per il filo dell’ago 3 e le tensioni supplementari per il filo
dell’ago 2 sono inserite, esse vengono aperte automaticamente quando i piedini di
cucitura vengono sollevat i elettropneum aticamente (consultare il capitolo 6.9).
I
9
Page 8
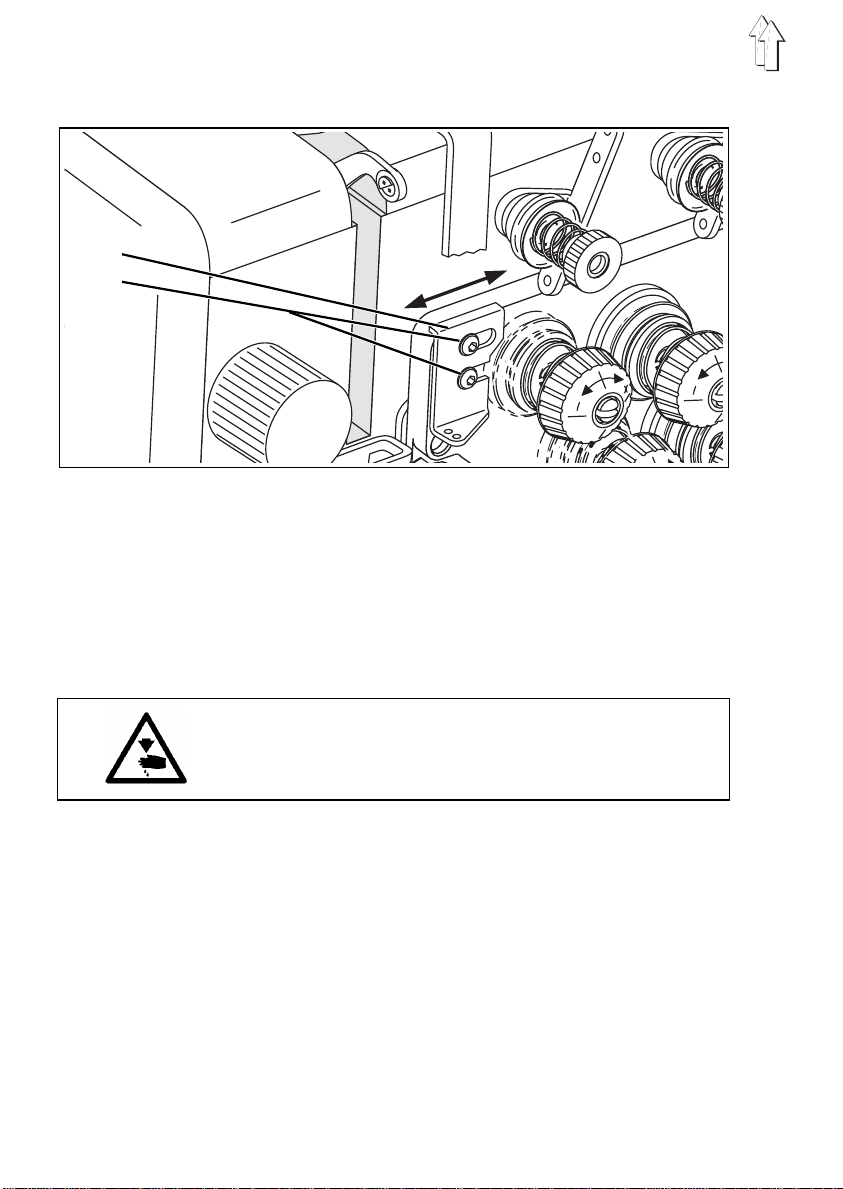
6.4 Regolazione del regolatore della quantità di filo dell’ago
1
2
Tramite il regolatore della quantità di filo dell’ago 1 viene regolata la quantità di filo
dell’ago necessaria per la formazione del punto.
La regolazione dipende dai seguenti fattori: - Spessore del material e da cucire
Un regolatore della quantità di filo dell’ago ben regolato garantisce un aspetto della
cucitura altamente qualitativo realizzato con la tensione per il filo dell’ago minore
possibile.
Se la regolazione è esatta il cappio formato dal filo dell’ago deve scivolare con una
tensione minima sul punto di maggior diametro del crochet.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Il regolatore della quantità di filo dell’ago dev’essere
regolato solo quando l’interruttore principale della
macchina per cucire è disinserito.
–
Allentare ent rambi le viti 2.
–
Spostare il regolatore della quantità di filo dell’ago 1.
Per poter effettuare codesta regolazione il regolatore della quantità di filo dell’ago
è dotato di asole di regolazione.
Spostando in direzione della freccia "+" = Quantità massima del filo dell’ago
Spostando in direzione della freccia "-" = Quantità minima del filo dell’ago
–
Bloccare nuovamente le viti 2.
-
- Caratteristiche del filato
- Lunghezza del punto
+
10
Page 9
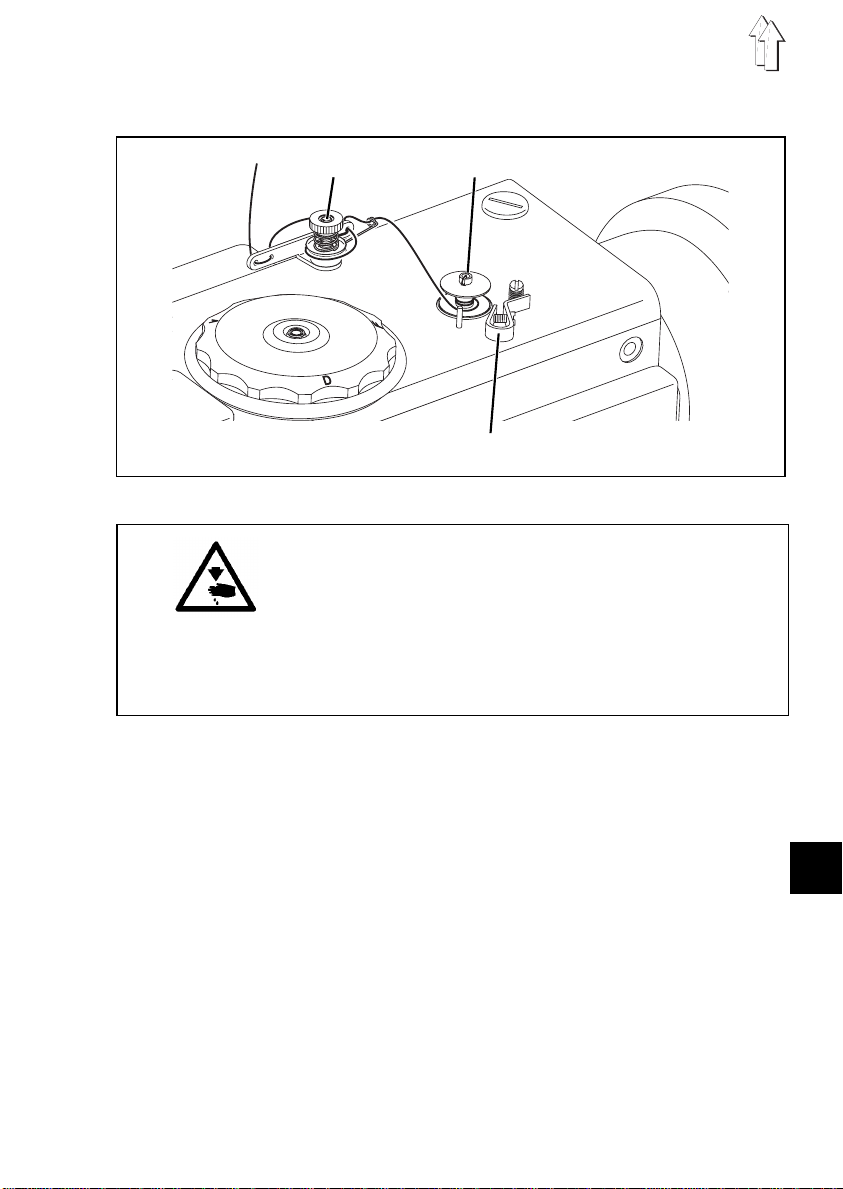
6.5 Avvolgimento del filo del crochet sulla sp olina
1 2
B
C
E
3
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale!
Per eseguire l’avvolgimento della spolina, il filo del crochet
dev’essere infilato solo quando l’interruttore principale
della macchina per cucire è di sinserito.
Attenzione pericolo di danneggiamento !
Se l’avvolgiment o della spolina non deve avvenire durante
la cucitura ma bensì senza materiale sotto i piedini di
cucitura, bloccare sempre previamente i pi edini di cucitura
nella loro po si zione alta.
–
Se l’avvolgiment o della spolina non deve avvenire durante la cucitura ma bensì
senza materiale sotto i piedini di cucitura, procedere nella seguente maniera:
Bloccare i piedini di cucitura nella loro posizione alta (consultare il capitolo 6.9).
–
Effettuare l’infilatura del filo del crochet come visibile nella figura.
–
Inserire la spolina sull’asse del filarello 2.
–
Avvolgere il filo del crochet in senso antiorario per circa cinque giri intorno all’asse
della spolina, dopodichè inserirlo nella molla di pinzaggio e tagliarlo tramite il
coltellino.
–
Premere la leva di disinnesto 3 del filarello contro l’asse della spolina.
–
Regolare la tensione per il filo 1.
Il filo del crochet dev’essere avvolto utilizzando la tensione minore possibile.
–
Porre in marci a la macchina a bassa velocità.
Quando la spolina è piena, il processo d’avvolgimento viene terminato
automaticamente tramite il disinnesto della leva 3 del filarello.
I
11
Page 10

6.6 Sostituzione della spolina per il filo del crochet
2 5 6 7
1 2 3
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
La spolina per il filo del crochet dev’essere sostituita solo
quando l’interruttore principale della macchina per cucire è
disinserito.
4
Estrazione della spolina vuota dal crochet
–
Sollevare manualmente, tramite la leva per il sollevamento, i piedini di cucitura.
–
Aprire il carter di copertura del crochet 3.
–
Sollevare il catenacciolo della capsula portaspolina 1.
–
Estrarre la capsula portaspolina 2 con la spolina vuota.
–
Estrarre la spolina vuota.
Infilare il filo del crochet
–
Inserire la spolina piena 4 nella capsula p ortaspolina 2:
La spolina dev’essere inserita in modo tale che tirando lo spezzone finale del filo
essa giri
–
Far passare il filo del crochet attraverso la fessura 5 fino sotto alla molla di
tensionamento del filo 6.
–
Infilare il filo del crochet attraverso i l foro 7 della capsula portaspo l i na 2.
–
Tagliare lo spezzone finale del filo del crochet curando che spunti ancora in fuori
per ca. 3 cm.
–
Inserire la capsula portaspolina 2 con la spolina piena n el crochet.
–
Chiudere il catenacciolo della capsula portaspolina 1.
–
Chiudere il carter di copertura del crochet 3.
nel senso contrario a quello del tiraggio del filo
(nel senso della freccia).
12
Page 11

6.7 Regolazione della tensione per il filo del crochet
1
3 2
2 3
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Regolare la tensione per il filo del crochet solo quando
l’interruttore principale della macchina per cucire è disinserito.
Regolazione della molla 2 per la tensione per il filo del crochet
–
Aprire il carter di copertura del crochet .
–
Girando la vite di regolazione 3 regolare la molla 2 per la tensione del filo del
crochet.
Per aumentare la tensione per il filo del crochet = Girare la vite di r egola zione 3
Per diminuire la tensione per il filo del crochet = Gira re la vite di regolazione 3
–
Chiudere il carter di copertura del crochet.
in senso orario
in senso antiorario
I
13
Page 12

6.8 Sostituzione dell’ago
1
2
3
4
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Sostituire gli aghi solo quando l’interruttore principale della
macchina per cucire è disinserito.
–
Girare manualmente il volantino fino a quando la barra ago 1 ha raggiunto il suo
punto morto superiore.
–
Allentare la vite 3.
–
Estrarre l’ago verso il basso dal morsetto porta-aghi 2.
–
Inserire il nuovo ago nel foro del morsetto porta-aghi 2 spingendolo verso l’alto fino
in battuta.
Attenzione importante!
Visto dalla parte dell’operatore curare che l’incavo 4 dell’ago destro guardi verso
destra e quello dell’ago sinistro guardi verso sinistra (consultare lo schizzo).
–
Bloccare nuovamente la vite di fissaggio 3.
ATTENZIONE IMPORTANTE !
Se vengono inseriti degli aghi di un’altra finezza
dev’essere controllata ed eventualmente corretta la
distanza tr a la punta dei crochet ed i rispettivi aghi
(consultare il libretto d’istruzione per il servizio).
Se non si effettuano le necessarie correzioni potrebbero avvenire i seguenti inconvenienti:
Utilizzando un ago di un diametro minore: - Salti del punto
Utilizzando un ago di un diametro maggiore:- Danneggiamenti della punta del croc het
- Danneggiamenti del filo
- Danneggiamenti dell’ago
14
Page 13

6.9 Sollevamento dei piedini di cucitura
La macchina per cucire a colonna classe
elettropneumatico per so l l evamento dei piedini di cucitura (FLP). Codes to dispositivo
permette il sollevament o dei piedini di cucitura ad un arresto della macchina per cucire
durante l’es ecuzione della cucitura.
–
Premere leggermente il pedale verso l’indietro oltre la sua posizione di riposo.
–
La macchina per cucire si ferm a nella 1. posizione (aghi in basso).
I piedini d i cucitura si s ollevano.
–
Rilasciare il pedale, i piedini s’abbassano.
–
Premere verso l’avanti il pedale.
La macchina per cucire cuce con la velocità determinata dalla posizione del pedale.
è equipaggiata di serie con il dispositivo
768
6.10 Bloccaggio dei piedin i di cucitura in posizione sollevata
1
I piedini di c ucitura solleva ti elettropneumaticamente vengono bloccati nella loro
posizione soll evata tramite la leva di sollevamento 1 (p er es. per effettuare
l’avvolgimento del filo del crochet sulla spolina oppure per effettuare la sostituzione
degli organi di cucitura). La leva di sollevamento 1 è situata sulla parete posteriore del
braccio dell a m acchina per cucire.
–
A macchina ferma, premere leggermente il pedale verso l’indietro.
I piedini d i cucitura si s ollevano.
–
Premere verso il basso la leva di sollevamento 1.
I piedini d i cucitura vengono bloccat i nella loro po sizione sollevata.
–
Spostare verso l’alto la leva di sollevamento 1.
Il bloccaggio dei piedini di cucitura nella loro posizione sollevata viene eliminato.
I
15
Page 14

6.11 Regolazione della corsa di sollevament o dei pied ini di cucitura
1
B
C
E
6.11.1 Variazione meccanica della corsa di sollevamento dei piedini di cucitura
La quantità della cors a di sol levame nto de i piedin i di c ucitur a vien e regol ata trami te la m anopo la
girevole di regolazione 1 montata sul coperchio del braccio della macchina per cucire.
Attenzione pericolo di ferimento !
Regolare la corsa di sollevamento dei piedini solo quando
l’interruttore principale della macchina per cucire è disinserito.
–
Girare la manopola girevole di regolazione 1.
min., A, B, C, D, E, F, max.
min. = Corsa minima di
sollevamento dei piedini
max. = Corsa massima di
sollevamento dei piedini
Limitazione automatica della velocità
La corsa di sol l evamento dei pie di n i e l a velocità della m acchina per cucire sono
dipendenti l’una dall’altra (consultare la tabella). Un potenziometro è collegato
meccanicamente con la manopola girevole di regolazione 1. Tramite codesto
potenziometro il pannello di comando del motore riconosce la quantità regolata della corsa
di sollevamento dei piedini e limita corrispettivamente la velocità della macchina per cucire.
Campo di lunghezza Manopola girevole Corsa di sollevamento Velocità max.
del punto di regolazione dei piedini
[mm] [Posizione] [mm] [min
2400
1600
0 - 8
min.
A
B
C
D
E
F
max.
1,5 2350
2,4 2200
3,3 2050
4,2 1950
5,1 1750
6,0 1650
8 - 12 min. - max. 1600
16
-1
]
Page 15

6.11.2 Variazione elettrop neumatica della corsa di sollevamento dei piedini di cucitura (HP)
2
1
La macchina per cucire a colonna classe
elettropneumatico per la variazione rapida della corsa di sollevamento dei piedini (HP).
Nel caso variazioni di spessore del materiale da cucire op pure per sormon tare
preesistenti cuciture trasversali la corsa massima di sollevamento dei piedini può
essere variata durante la cucitura, ciò può avvenire nella seguente maniera:
–
Premere il tast o 1 del gruppo di tasti montato sul braccio della mac china per cucire.
OPPURE:
–
Azionare l’interruttore a ginocchiera 2 montato sotto il piano di lavoro.
Modi di funzionamento della variazione rapida della corsa di sollevamento massima dei piedini
Il tempo di durata dell’attivazione della corsa di sollevamento massima dei piedini dipende
dal modo di funzionamento che è stato impostato. Si può effettuare la scelta tra tre modi di
funzionamento. I singoli modi di funzionamento vengono determinati tramite la regolazione
dei parametri
d’istruzione d el l a di tta produttrice del moto re che è allegato a l m oto re).
Modo di
funzionamento
Monostabile
F-138 = off
F-184 = 0
Bistabile
F-138 = on
Monostabile
per il numero
minimo di
punti
impostato
F-138 = off
F-184 > 0
F-138
e
sul pannello di comando per l’ op eratore (consul tare il libretto
F-184
Modo d’utilizzazione / Spiegazione
La corsa di soll evamento mas sima dei piedi ni rimane i nserita per tutto il
tempo durante il quale il tasto 1 oppure l’interruttore a ginocchiera 2 sono
azionati.
La corsa di sollevamento massima dei piedini viene inserita con
l’azionamento del tasto 1 oppure dell’interruttore a ginocchiera 2. La corsa di
sollevamento massima dei piedini viene disinserita quando il tasto 1 oppure
l’interruttore a ginocchiera vengono nuovamente azionati.
La corsa di sollevamento massima dei piedini rimane inserita per tutto il tempo durante il
quale il tasto 1 oppure l’interruttore a ginocchiera 2 sono azionati. Dopo aver rilasciato il
tasto oppure l’interruttore a ginocchiera la macchina per cucire prosegue la cucitura con
la corsa di sollevamento massima dei piedini velocità fino a raggiungere il numero
minimo di punti che è stato impostato (parametro F-184); dopodichè la cucitura viene
proseguita co n la corsa di soll evamento normale d ei piedini.
è equipaggiata di serie con il dispositivo
768
I
17
Page 16

6.12 Regolazione della pressione dei p iedini di cu citura
B
E
C
1
La pressione dei piedini di cucitura viene regolata tramite il bottone girevole 1.
–
Per aumentare la pressione dei piedini = Girare il bottone girevole 1
Per diminuir e la pres si one dei piedi ni = Girare il bottone gir evol e 1
in senso orario.
in senso antiorario.
2
3
6.13 Regolazione della lunghezza del punto
La lunghezza del punto viene regolata tramite il bottone girevole 2.
–
Per aumentare la lunghezza del punto = Girare il bottone girevole 2
Per diminuir e la lun ghez za del punto = Girare il bottone gir evole 2
–
Per effettuare delle fermature manuali della cucitura, premere la leva 3 del
regolapunt o verso il basso.
La macchina cuce in marcia in di etro per tutto il tempo durante il quale l a l eva 3 del
regolapunt o viene azionata verso il basso..
La lunghezza del punto corrisponde alla lunghezza del punto che è stata regolata
per la marcia in avanti.
Nota bene:
Nel caso di lunghezze del punto che superano 8 mm la velocità del motore della
macchina per cucire viene automaticamente ridotta.
In codesta m aniera si evita u n sovraccarico meccanico dei componenti meccani ci di
trasmission e del movimento del gruppo rego lapunto.
18
in senso orario
in senso antiorario
Page 17

7. Gruppo di tasti sul braccio della macchi na per cucire
1 2 3 4
5 6 7 8
7.1 Tasti
Tasto Funzione
5 Posizionare alternativamente gli aghi nella loro posizione alta oppure bassa (punto per punto)
6 Inserimento della corsa di sollevamento massima dei piedini
7 Inserimento / disinserimento delle tensioni supplementari dei fili dell’ago
8 Inserimento / disinserimento della battuta per la guida centrale della cucitura
7.2 Diodi luminosi (LED)
LED Avviso
1 La corsa di sollevamento massima dei piedini è attivata
2 Il motore della macchina per cucire è inserito
3 Le tensioni supplementari del filo dell’ago sono inserite
4 La battuta per la guida centrale della cucitura è inserita
I
19
Page 18

8. Pannello di comando del motore e pannello di
comando per l’operatore
ATTENZIONE IMPORTANTE !
In codeste istruzioni per l’uso vengono
funzioni dei tasti e le variazioni dei parametri che possono
essere eseguite dall’operatore.
Per la descrizione particolareggiata del pannello di
comando consultare l’attuale libretto d’istruzione per l’uso
della ditta produttrice del motore che è allegato al m otore
stesso.
8.1 Informazioni generali
Il pannello di comando del motore viene programmato tramite il pannello di comando
per l’operatore e nel contempo possono essere programmate le funzioni per ogni
rispettiva cucitura.
A seconda dei lavori di cucitura che devono essere es eguiti, la cucitura può esser e
eseguita ma nualmente oppure tramite la programmazion e della cucitura.
A seconda dei lavori di cucitura che devono essere es eguiti possono essere
programmati cicli di cucitura, nei quali le funzioni (fermatura iniziale della cucitura,
fermatura finale della cucitura, conteggio dei punti, taglio dei fili ecc.) ed i valori di
parametro (quantità dei punti, lunghe zza della cucitura, velocità ecc.) possono es sere
abbinati individualmente a ciascun tratto di cucitura.
L’impostazione dei rispettivi dati avviene nel "Modo di programmazione", i parametri ed
i loro rispettivi valori vengono indicati sul "Display". Le cuciture programmate
rimangono memorizzate anche dopo il disi nserimento dell a maccchina per cucire
(batteria tampone).
Per evitare u n’ involuta vari azione di funzi oni già preimpostate, il pann ello di comando
per l’operatore è suddiviso in differenti soglie d’accesso (soglia per l’operatore, soglia
per il tecnico, soglia per la fabbrica).
L’utilizzatore finale (operatore) può programmare direttamente e l’accesso alla sua
soglia è libero.
L’accesso alle altre soglie viene permesso solo dopo l’impostazione di un codice
numerico d’accesso (EFKA).
descritte le
solo
RESET
Nel caso che i l pannello di comando per il motore fosse completamente posto fuori
dalla normale regolazione ed il suo riassettamento si rivelasse problematico, il tecnico
ha, tramite la funzione "RESET", la possibilità di ripristinare nel pannello di comando
del motore i valori di base originali di fabbrica e presenti nel pannello all’atto della
fornitura.
L’utilizzazione di codesta funzione è descritta nel libretto d’istruzione per il servizio !
20
Page 19

8.2 Tasti sul pannello di comando per l’operatore
CD E F
12 3 4AB
Tasto Funzione Regolazioni
P
E
+
1
2
3
4
A
B
*In questa macchina i tasti non sono attivi!
Aprire oppure chiudere il modo di programmazione
Confermare la variazione di un valore di parametro
Aumentare il valore indicato del parametro
Diminuire il valore indicato del parametro
* Fermatura iniziale della cucitura oppure
infittimento dell’inizio della cucitura SEMPLICE/DOPPIA/DISINSERITA
* Fermatura finale della cucitura oppure
infittimento della fine della cucitura SEMPLICE/DOPPIA/DISINSERITA
Sollevamento automatico dei piedini durante
una fermata durante la cucitura INSERITO/ DISINSERITO
Sollevamento automatico dei piedini dopo
il ciclo di taglio dei fili INSERITO/ DISINSERITO
Posizionamento degli aghi (PMI/PMS) POSIZIONE 1/POSIZIONE 2
* Tasto per eliminare oppure richiamare
la prossima fermatura del l a cucitura
Tasto per ago alto/basso oppure nel modo
di programmazione "Tasto-Shift"
I
21
Page 20

Simbolo Funzione
C
D
E
F
La velocità automatica è attiva
La fotocellula è inserita
La macchina è in m arcia
La limitazione di velocità è attiva
8.3 Uso del pannello di comando per l’operatore V810
Premendo i t asti numerici ed alcuni tasti a si mbolo sul pannello di comand o per
l’operatore è possibile l’inserimento oppure il disinserimento di funzioni.
Tasto 3: Sollevamento automatico dei piedini
Sollevamento automatico dei piedini
durante una fermata durante la cucitura, inserito: Appare la freccia destra sopra il tasto 3.
Sollevamento automatico dei piedini
durante una fermata durante la cucitura, disinserito: Scomp are la fr ecc ia des tr a s opr a i l ta st o 3.
Sollevamento automatico dei piedini
dopo il ciclo di taglio dei fili, inserito: Appare la freccia sinistra sopra il tasto 3.
Sollevamento automatico dei piedini
dopo il ciclo di taglio dei fili, disinserito: Scom pa re l a f rec ci a s ini st ra s op ra il t as to 3 .
Tasto 4: Posizione di fermata degli aghi
Posizione di fermata degli aghi nel
punto morto inferiore:
Posizione di fermata degli aghi
punto morto super iore:
Appare la freccia sinistra sopra il tasto 4.
Scompare la freccia sinistra sopra il tasto 4.
22
Page 21

8.4 Variazione dei valori dei parametri
ATTENZIONE IMPORTANTE !
Dopo una variazione di valori di parametro è assolutamente
indispensabile l’esecuzione di un ciclo completo di cucitura, solo
dopo codesta operazione le variazioni impostate vengono
definitivamente memorizzate. Se non viene effettuato un ciclo
completo di cucitura, spegnendo l’interruttore principale tutte le
variazioni di regolazione effettuate sono irrimediabilmente perdute !
La variazione oppure l’inserimento/disinserimento di parametri avviene tramite i tasti
"P", "E", "+"
I parametri che possono essere variati nella "Soglia per l’operatore" sono descritti nella
lista dei parametri.
1. Inserire l’interruttore principale.
2. Aprire il modo di programmazione
–
Premere il tasto
Appare l’ultimo parametro che è stato richiamato. Se dopo l’inserimento dell’interruttore
principale non è stato ancora richi amato ne ssun param etro app are sul "Disp lay"
3. Scelta del parametro desiderato
–
Premere il tasto
parametro desiderato. Premendo in continuazione il tasto
di parametro scorrono automaticamente fino a quando il tasto viene abbandonato.
–
Premendo il tasto
4. Variazione del valore di parametro indicato
–
Premendo i tasti
inserire/disinserire la funzione del parametro.
5. Memorizzazione del valore di parametro che è stato variato
–
Premere il tasto
Il valore di parametro che è stato variato viene memorizzato. Sul "Display" appare
il prossimo parametro della soglia per l’operatore.
oppure:
–
Premere il tasto
Il valore di parametro che è stato variato per ultimo vi ene memorizzato.
Il pannello di comando per l’operatore abbandona il modo di programmazione.
–
Eseguendo un ciclo comple t o di cucitura i nuovi valori di parametro vengono
definitivamente memori zzati e rimangono memorizzati anche dopo il
disinserimento dell’interruttore principale.
e
sul pannello di comando per l’ operatore.
"-"
.
"P"
oppure
"+"
appare il valore del parametro.
"E"
oppure
"+"
per variare ulteriori valor i di parametro .
"E"
per abbandonare il modo di programmazione.
"P"
tante volte fino a quando sul "Display" appare il
"-"
variare il valore del parametro oppure
"-"
"+"
oppure
"F - 000"
i numeri
"-"
.
I
8.5 Scelta diretta dei numeri dei parametri
Il numero di parametro può essere scelto anche in maniera diretta:
–
Quando appare un numero di parametro, premere il tasto ">>". La prima posizione
lampeggia.
–
Tramite i tasti
"+"
oppure
viene scelta la prossima posizione.
"-"
23
Page 22

9. Cucire
Per la descrizione del processo di cucitura si è tenuto conto dei seguenti presupposti:
–
Si tratta di una macchina per cucire speciale classe
–
Sul pannello di comando per l’operatore sono impostate le seguenti funzioni:
Conteggio dei punti: DISINSERITO
Posizione di base degli aghi : BASSA (posizione 1)
Sollevamento automatico dei piedini
di cucitura ad un arresto durante la cucitura: DISINSERITO
Fermatura iniziale della cucitura: DISINSERITA
Fermatura finale della cucitura: DISINSERITA
Rasafilo RASAFILO +
–
L’interruttore principale è inserito.
Sequenza operativa e funzionale durante la cucitura:
Ciclo di cucitura Operazione / Spiegazione
Prima dell’avvio della
cucitura
Situazione di partenza
Posizionare il materiale
all’inizio della cucitura
- Pedale in posizione di riposo.
La macchina è ferma.
Aghi in alto. Piedini di cucitura in basso.
- Premere il pedale leggermente verso l’indietro.
I piedini di cucitura si sollevano.
- Posizionare il materiale da cucire contro gli aghi.
768-274-FLP-HP
RITORNO DE L VOLA NTINO
.
Cucire
Durante la cucitura
Interruzione del ciclo di cucitura
Proseguimento del ciclo di
cucitura
(dopo il rilascio del pedale)
24
- Premere e mantenere premuto verso l’avanti il
pedale.
La macchina cuce con la vel o cità determinata
dalla posizione del pedale.
- Rilasciare il pedale (posizione di riposo).
La macchina si ferma posizionando nella 2.
posizione (aghi bassi).
I piedini di c ucitura sono in basso.
- Premere verso l’avanti il pedale.
La macchina cuce con la vel o cità determinata
dalla posizione del pedale.
Page 23

B
E
C
Cucitura di una fermatura
intermedia della cucitura
Cucire sopra la cucitura
intermedia o sopra
l’inspessoramento del
materiale.
(Corsa di soll evamento
massima dei piedini)
Alla fine della cucitura
Estrarre dalla macchina il
materiale cucito
Non sollevare
i piedini di
cucitura
1
2
- Premere la leva regolapunto 1 verso i l basso.
La macchina cuce in marcia indietro per tutto il tempo
durante il quale la leva regolapunto 1 è azionata.
La velocità viene determinata dal pedale.
- Premere il tasto 2 oppure azionare l’interruttore
a ginocchiera.
La corsa di sollevamento massima dei piedini viene
inserita.La velocità vie ne li mitata su 16 00 n/mi n.
- Modi di funzionamento della corsa di
sollevamento massima dei piedini:
a) Funzionamento monostabi l e
Per tutto il tempo d’azionamento del tasto
oppure dell’interruttore a ginocchiera la
corsa di sollevamento massima dei piedini è
attivata, l’attivazione cessa all’abbandono
del tasto oppure dell’interruttore a ginocchiera.
b) Funzionamento bistabil e
Azionando brevemente il ta sto oppure
l’interruttore a ginocchiera viene attivata
la corsa di sollevamento massima dei piedini,
l’attivazi one cessa solo quando
il tasto oppure interrutt ore a ginocchiera
vengono nuovamente brevemente azionati.
- Premere il pedale completamente verso l’indietro
e mantenerlo pr emuto in codesta posiz ione.
La macchina si ferma po sizi onando nella 2 .posiz ione.
Gli aghi sono in alto. I piedini di cucitura si sollevano.
- Estrarre dalla macchina il materiale cucito.
- Premere brevemente il peda le com pletam ente
verso l’indietro e rilasciarlo nuovamente.
La macchina si ferma posi zionan do nella 2 . posizi one.
Gli aghi sono in alto. I piedini di cucitura rimangono in
basso.
I
25
Page 24

10. Manutenzione
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale!
La manutenzione della macchina per cucire dev’essere
effettuata solo quando l’interruttore principale della
macchina per cucire è disinserito.
I lavori di manutenzione devono essere eseguiti al più tardi entro gli intervalli di tempo
riportati in tabella (consultare la colonna "Ore di lavoro").
In caso di la vorazione di materiali che pr oducono una grande quantità di pulviscolo di
cucitura gli intervalli di manutenzione devono essere accorciati.
10.1 Pulizia e controlli
Una macchina per cucire manten uta ben pulita ev i ta disturbi operativi e
danneggiamenti della macchina!
3
1
26
2
6
4
8
2
10
4
5
6
7
Page 25

Lavori di Spiegazione Ore di
manutenzione lavoro
Testa della macchina per
cucire
- Eliminare il pulviscolo di
cucitura e i residui di filo
e di taglio.
Punti che devono essere puliti con
particolare attenzione:
- Il campo di lavoro sotto la placca ago 1
- Griffa di trasporto
- Il campo di lavoro intorno ai crochet 2
- Le capsule per la spolina 3
- Le pareti interne dei carter 4 di
copertura dei crochet
- Le tensioni per i fili degli aghi
8
- Pulire la vaschetta
paraolio.
Motore della macchina
per cucire
- Controllare lo stato d’usura
e la tensione de l la c ing hia
trapezoidale.
Gruppo riduttore
per l’aria compressa
(dotazione supplementare)
- Controllare il livello
dell’acqua nel recipiente di
raccolta.
- Pulire la vaschetta del filtro.
- Eliminare il pulviscolo di cucitura e le
rimanenze d’olio tramite un panno morbido
La cinghia trapezoidale deve poter essere
ancora premuta n ella sua mezz eri a, con la
semplice press ione della dita, per c a. 10 mm.
Il livello dell’acqua non deve mai raggiungere
la vaschetta del filtro 5.
- Sotto pressione, dopo aver avvitatola vite di scarico
7, scaricare l ’acqua dal recip iente di raccolta 6.
Nota bene:
Il recipiente d i raccolta 6 è dotat o di un dispositi vo
semiautomatico di scarico dell’acqua condensata. Se
la pression e scende sotto un determinato liv ello,
l’acqua condensata viene automaticamente scaricata.
La vaschetta del filtro 5 ha il compito di separare
dall’aria compressa lo sporco e l’acqua condensata.
- Staccare la macch ina dalla r ete
d’alimentazione dell’aria compressa.
- Avvitare la vite di scarico 7.
Il sistema pneu matico della m acchina dev’e ssere
assolutamente privo di residui di pressione.
- Svitare il recipiente 6 di raccolta dell’acqua
condensata.
- Svitare la vaschetta del filtro 5
Lavare la vaschetta del filtro ed il filtro
utilizzando benzina avio (
solventi, essi distruggono la vaschetta !
e ripulirli utilizzando una pistola ad aria
compressa.
- Riassemblare il gruppo riduttore per l’aria
compressa e c ollegare nuovame nte la
macchina alla rete d’alimentazione dell’aria
compressa.
non utilizzare dei
8
160
40
500
I
)
27
Page 26

1
B
E
C
2
3
28
4 5
Page 27

10.2 Lubrificazione
Attenzione pericolo di ferimento !
L’olio lubrificante può provocare delle irritazioni cutanee.
Evitare un contatto prolungato dell’epidermide con l’olio lubrificante.
Dopo un contatto lavarsi ac curatamente.
ATTENZIONE IMPORTANTE !
La manipolazione e lo smaltime nt o di oli minerali è
sottoposta a direttive le gi slative.
Smaltite l’o l i o usato sempre presso i posti d’accettazione
autorizzati. Proteggete l’ambiente.
Fate attenzione a non disperdere l’olio nell’ambiente.
Per la lubrificazione di codesta macchina per cucire speciale utilizzare sempre ed
esclusivamente dell’olio lubrificante del tipo
lubrificant e di alta qualità con le seguenti caratteri stiche tecniche:
–
Viscosit à a 40° C : 10 mm2/s
–
Punto d’ infiammazione: 150 °C
ESSO SP-NK 10
oppure un altro olio
L’olio lubrificante
autorizzati della
Canistro da 2 li t ri: 9047 000013
Canistro da 5 li t ri: 9047 000014
Lavori di Spiegazione Ore di manutenzione lavoro
- Lubrificare la testa della
macchina per cucire
e gli elementi meccanici in
movimento sotto la
base della macchina per
cucire.
- Lubrificazione del crochet. - Utilizzando l’oliatore (rintracciabile
-
A macchina in moto
controllare
l’alimentazione dell’olio
verso la testa
ESSO SP-NK 10
DÜRKOPP-ADLER AG
può essere acquistato presso i punti di vendita
sotto il seguente numero di particolare:
- Estrarre il tappo 1.
- Effettuare il rifornimento dell’olio.
- Controllare il livello dell’olio tramite la
spia 3. Il livello dell’olio deve sempre
superare la linea di riferimento rossa
"
" ("
Voll
- Inserire nuovamente il tappo 1.
- Eliminare l’olio traboccato nella
bacinella di raccolta dell’olio.
negli accessori) versare alcune gocce
d’olio nel foro 4 dell’anello di ritenuta
del cestello 5 (non esiste una
lubrificazione a circolazione dell’olio)
- della macchina
la spia 2.
- Se sulla spia non è visibile nessuna
circolazione dell’olio consultare il
servizio d’assistenza tecnica.
").
Pieno
per cucire utilizzando
8
3
8
I
29
Page 28

1 1. Dotazioni supplementari
11.1 Guida centrale della cucitura
(solo abbinata con il gru ppo diorgan i di cucitu ra 768-E2/...)
Informazioni generali
La guida centrale della cucitura serve come ausilio di guida del materiale durante
l’esecuzione di lavori d’impuntura. La guida ha il compito di guidare il centro della
cucitura in maniera tale che la distanza tra il centro della cucitura e l’ago sinistro e
quello destro sia sempre uguale.
Pressione d’appoggio della battuta per la guida centrale della cucitura
ATTENZIONE IMPORTANTE!
La pressione per la guida centrale della cucitura
dev’essere al massimo regolata su 2 bar !
–
Per la regolazione della pressione d’appoggio sollevare il pomolo di regolazione
del gruppo riduttore della pressione per l a guida central e della cucitura e girarlo
nella direzione desiderata.
Girando in sens o orario = La pres si one d’appoggio aumenta
Girando in senso antiorario = La pressione d’appoggio diminuisce
30
 Loading...
Loading...