

Page 1

Contenido Página:
Home
Prefacio e instrucciones generales de segurid ad
Parte 1: Instrucciones de manejo Cl. 767
1. Descripción del producto
2. Descripción del uso según lo dispuesto
3. Subclases
3.1 Equi pamientos adicionales . . . . . . . . . . . . . . . . . . . . . . . . 6
4. Datos técnicos
4.1 Datos técnicos de las subclases . . . . . . . . . . . . . . . . . . . . . 8
5. Manejo
5.1 Hilo superior . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
5.2 Hilo i nferior . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.3 Ca mb io de aguja . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
5.4 Ventilación de las patillas de cosido . . . . . . . . . . . . . . . . . . . 15
5.5 Bloqueo de las patillas de cosido . . . . . . . . . . . . . . . . . . . . . 15
5.6 Recorrido de la patilla de cosido . . . . . . . . . . . . . . . . . . . . . 17
5.7 Presión de la patilla de cosido . . . . . . . . . . . . . . . . . . . . . . . 18
5.8 Dimensión de los puntos de costura . . . . . . . . . . . . . . . . . . . 18
6. Explorador en el brazo de cosido
7. Control y panel de mando
7.1 Panel de mando Q UICK . . . . . . . . . . . . . . . . . . . . . . . . . . 21
7.2 Panel de mando EFKA . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
8. Cosido
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
. . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . 19
. . . . . . . . . . . . . . . . . . . . . . . . 20
9. Mantenimiento
9.1 Lim pieza . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
9.2 Engrase . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Continúa en la página siguiente.
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Page 2
Contenido Página:
10. Equipamientos adicionales
10. 1 Supervisor del hilo restante RFW 13 - 3 . . . . . . . . . . . . . . . . 28
10. 2 2. Dimensión de los puntos de costu ra STLS 13 - 2 . . . . . . . . . . 30
10.3 Regulación rápida electroneumática del recorri do HP 13 - 7 . . . . . 31
10.4 Rodillos de transporte superior y rodillos
de t ranspor te i nferior SP 470 . . . . . . . . . . . . . . . . . . . . . . 32
10. 5 Descens o au tomático WTA 13- 2 . . . . . . . . . . . . . . . . . . . . 33
Las ilustraciones mostr adas en estas In strucciones presentan diferentes
subclases de la máquina de coser especial.
Tenga en cuenta que su máqui na de coser especial puede di ferir de la
ilustración.
Page 3

1. Descripción del producto
La
DÜRKOPP ADLER 767
Máquina de coser de punto dobl e anudado de le cho plano con t ransporte infe ri or,
•
transporte de aguja y transporte superior de patilla alterno.
Según la subclase se suministra como máquina de una o de dos agujas, con o sin
•
cortaborde s y con o sin cort ahilo debajo de la placa de garganta.
Las máquinas de una aguja están preparadas para su transformación en máquinas
de dos agujas. ( No en la 767 - AE - 73 )
Todas las subclases tienen una corredera de aparatos en la placa de basamento
•
para un cambio rápido de los diferentes aparatos. ( No en la 767 - AE - 73 )
Paso máximo de 16 mm debajo de las patillas de cosido cuando son ventiladas.
•
El recorrido de las patillas de cosido alternas puede ajustarse hasta un máximo de
•
7 mm con la ru eda de ajuste.
Lubricación por circulación de aceite automática, sin presión, con mirillas para el
•
nivel y la circulación de aceite. La lub ri cación de la mordaza está in t egrada en la
circulación.
Mordaza vertical grande de dos piezas con ventilador de carcasa de bobinas.
•
Un acoplamie nt o de segurid ad evita el desplazamiento de la mordaza y daños en
•
ella con un eventual pliegue del hilo en la guía de la mordaza.
2. Descripción del uso según lo dispuesto
es una máquina de coser especial de aplicación universal.
La Clase
productos cosidos de ligeros a medios. El producto cosido está compuesto
normalmente de fibras textiles o piel. Estos materiales se utilizan en la industria de
prendas de vestir, tapicerías para el hoga r y el automóvi l .
Además, con es t a máquina de coser, posiblemente pueden realiz arse también l as
llamadas costuras técnicas. Sin embargo, en este caso el usua ri o debe realizar (para lo
cual
DÜRKOPP AD LER AG
peligros, ya que estos casos de aplicación son comparativamente infrecuentes y, por
otra parte, la variedad es impredecible. Según el resultado de esta valoración,
posiblemente deben adopt arse las medidas de seguridad adecuada s.
En general, con esta máquina deben elaborarse exclusivamente productos secos. El
material no debe tener un grosor superior a 10 mm cuando se comprime con las patillas
de cosido bajadas. El material no debe tener ningún objeto duro, ya que de lo contrario
la máquina de coser solamente debería utilizarse con protección ocular. Actualmente
no puede suministrarse un a protección d e este tipo.
La costura se realiza en general con hilos de coser de f i bras textiles de dimensiones
hasta 11 / 3 Ne
retorcidos de recubrimiento ). Si se desean utilizar otras fibras, previamente deben
valorarse también los posibles peligros que represente y adoptarse las medidas de
seguridad que proceda.
Esta máquina de coser solamente debe instalarse y hacerse funcionar en lugares
secos y cuidados. Si se utiliza en un lugar que no cumpla estas condiciones, puede ser
necesario ad optar otras m edidas que es preciso acordar ( véase EN 6020 4-3-1: 1990 ).
Como fabrica nte de máquin as de coser industriales, p artimos de la base de que el
personal operativo que trab aj e en nuestros p roductos tendrá una formació n mínima,
por lo que conocerá previamente todos los aspectos de manejo normales y, si existen,
sus peligros.
es una máquina de coser que puede utilizarse según lo dispuesto para
767
colaborará gustosamente ) una valoración de los posibles
( fibras de algodón ), 11 / 3 Nm ( fibras si nt éticas ) o 11 / 4 Nm ( hilos
B
5
Page 4
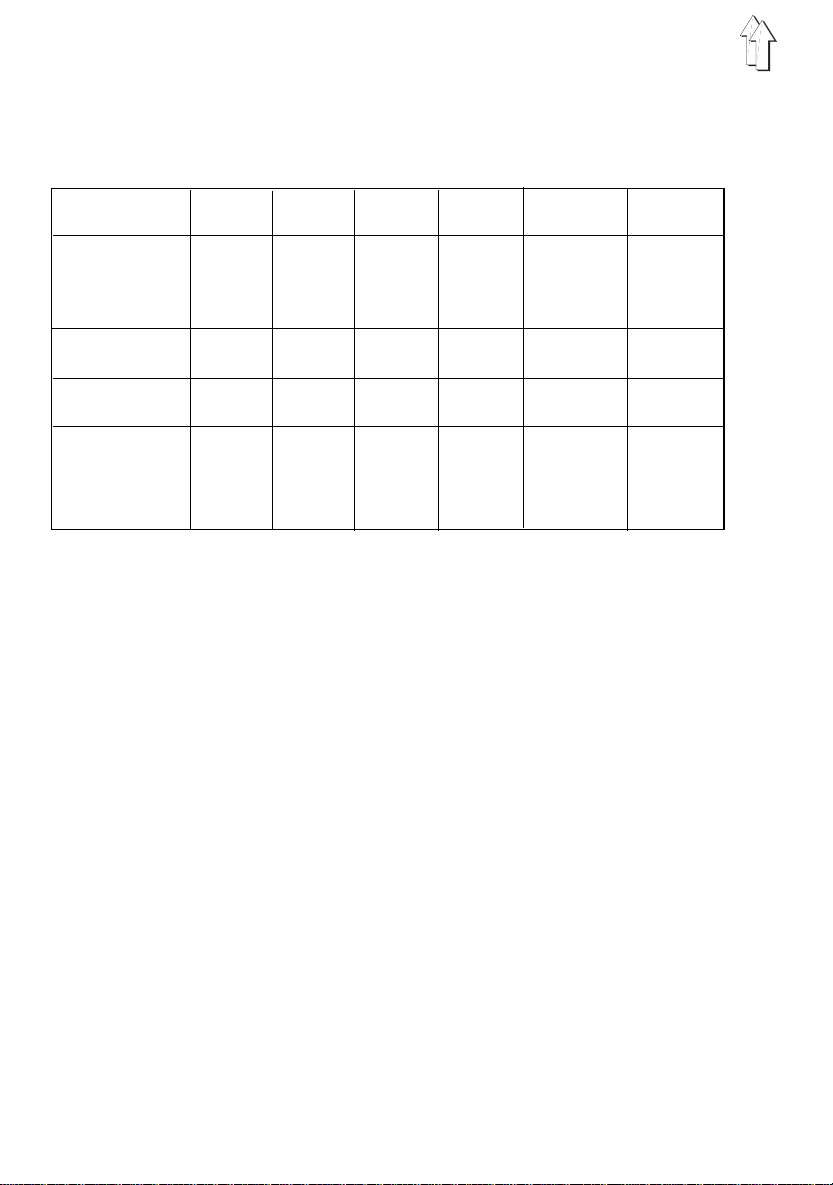
3. Subclases 767
En la Tabla siguiente se indican las características de equipamiento de las diferentes
subclases.
Subclase Producto 2- Mordaza Cortahilo Cortabordes Ribete ador
Agu jas izqu ierda
- 73 M - - - -
- AE - 73 M - x - x x
- FA - 73 M - - x - -
- FA - 74 S - - x - -
- LG - 73 M - x - - x
- LG - 74 S - x - - x
- 273 M x - - - -
- FA - 273 M x - x - -
- 373 M - - - - -
- FA - 373 M - - x - -
- VF - 373 M - x x x -
- FA - 374 S - - x -
Leyenda: M Producto medio x estándar
S Produc to pesado - inexis tente
3.1 Equipamientos adicionales
Para la
RAP 13 - 2 Bloqueo de la costura electroneumático y ventilación de la patilla de
FLP 13 - 2 Ventilación electroneumática de la patilla de cosido accionada con el pie.
NK 13 - 1 Refrigeración neumática de la aguja.
NP 13 - 4 Dispositivo electroneumático de retroceso de la aguja para dejar un paso
HP 13 - 7 Regulación rápida electroneumática del recorrido mediante el conmutador
SP 470 Rodillos de transporte superior y rodillos de transporte inferior.
WTA 13 - 2 Descenso automático para los rodillos de transporte superior.
LR 13 - 4 Barrera fotoeléctrica para el accionamiento automático de RAP en el
KNS 2 Explo rador acodado para el accionami ento de RAP 13 - 2 .
WE 3 Unidad de mantenimiento.
RFW 13 - 3 Supervisor del hilo restante
STLS 13 -2 2. Dimensión de los puntos de costura
pueden suministrarse los equipamientos adicionales siguientes:
767
cosido accion ada con el pie.
máximo debajo de las patillas de cosido al ventilar.
acodado ( funcionamiento continuo y a impulsos ) a una altura de
recorrido máx. con limitación simultánea del número de puntos de costura.
Limitación forzada gradual del número de puntos de costura, dependiendo
de la altura de recorrido ajus tada con la rueda de regulación (Speedomat).
extremo de la costura.
6
Page 5

4. Datos técnicos
Tensión nominal: 3 ~ 400 V, 50 Hz
1 ~ 230 V, 50 / 60 Hz
Dimensiones: (A x a x P) 1570 x 500 x 1050 mm
Peso: aprox . 56 kg ( sólo la pa rte superior )
Altura de trabajo: 790 mm ( de fábrica )
Ruidos: Valor de emisiones en referencia al puesto de trabajo
según DIN 45 635-48-A-1-Cl.2
767 - FA - 373
Lc = 83 dB (A)
Dimensión de los puntos de costura: 5 mm Recorrido de la patilla
de cosido: 1,6 mm Número de puntos de costura: 2 500 min
Producto: G1 DIN 23328 4 capas
767 - FA - 373
Lc = 80 dB (A)
Dimensión de los puntos de costura: 7,2 mm Recorrido de la
patilla de cosido: 5,6 mm Número de puntos de costura: 1 500 min
Producto: skai doble 1,6 mm 900 g/m2 DIN 53352
767 - FA - 374
Lc = 84 dB (A)
Dimensión de los puntos de costura: 5 mm Recorrido de la patilla
de cosido: 1,6 mm Número de puntos de costura: 2 500 min
Producto: G1 DIN 23328 4 capas
767 - FA - 374
Lc = 80 dB (A)
Dimensión de los puntos de costura: 7,2 mm Recorrido de la
patilla de cosido: 5,6 mm Número de puntos de costura: 1 500 min
Producto: skai doble 1,6 mm 900 g/m2 DIN 53352
767 - 273
Lc = 85 dB (A)
Dimensión de los puntos de costura: 5 mm Recorrido de la patilla
de cosido: 1,6 mm Número de puntos de costura: 2 700 min
Distancia de aguja: 8 mm
Producto: G1 DIN 23328 3 capas
767 - 273
Lc = 84 dB (A)
Dimensión de los puntos de costura: 6 mm Recorrido de la patilla
de cosido: 5,6 mm Número de puntos de costura: 2 000 min
767 - LG - 73
Distancia de aguja: 8 mm
Producto: skai doble 1,6 mm 900 g/m
Lc = 83 dB (A)
2
DIN 53352
Dimensión de los puntos de costura: 6 mm Recorrido de la patilla
de cosido: 3,5 mm Número de puntos de costura: 2 800 min
767 - VF - 373
Producto: vellón para tapicería con material superior e
inferior 435 g/m
Lc = 85 dB (A)
2
Dimensión de los puntos de costura: 6 mm Recorrido de la patilla
de cosido: 3,5 mm Número de puntos de costura: 2 800 min
767 - AE - 73
Producto: vellón para tapicería con material superior e
inferior 435 g/m
Lc = 84 dB (A)
2
Dimensión de los puntos de costura: 6 mm Recorrido de la patilla
de cosido: 3,5 mm Número de puntos de costura: 2 800 min
Producto: vellón para tapicería con material superior e
inferior 435 g/m
2
-1
-1
-1
-1
-1
-1
-1
-1
-1
7
Page 6
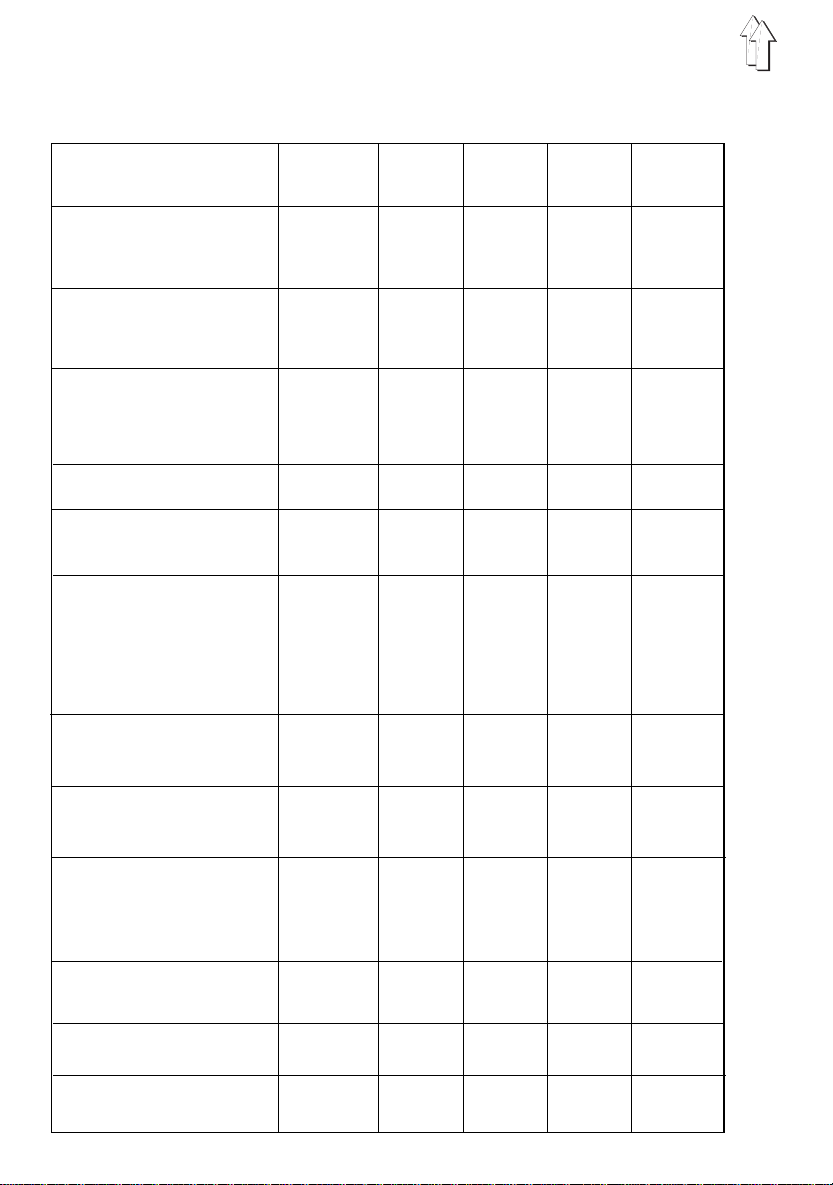
4.1 Datos técnicos de las subclases
Subclase 767
o
de puntos de cos tura:
N
- máx. [min
- de fábrica [min
Dimensión de los puntos
de costura:
- adelante [mm]
- atrás [mm]
Altura de recorrido de las
patillas de cosido alternas:
- máx. [mm]
- de fábrica [mm]
Sistema de agujas:
Espesor de aguja: [Nm]
(según el Nº E)
Espesores de los hilos
de coser:
a) Algodón [NeB]
b) Retorcidos
sintét icos [Nm]
c) Retorcidos de
rec ubrimiento [Nm ]
Capacidad de bobinas
máx. con hilo retorcido
sintét ico aprox. [m]
-73 -FA- 73 -FA-74 -273 -FA-273
-373 -FA-373 -FA-374
-1
]
-1
]
3200 3500 3200 3200 3500
3200 3200 3000 3200 3200
99999
99999
77777
1 - 61 - 61,6 - 71 - 61 - 6
134-35 134-35 134-35 134-35 134-35
110-140 110-140 140-170 90-110 90-110
110-140 110-140
24 / 3 24 / 3 12 / 3 24 / 3 24 / 3
30 / 3 30 / 3 11 / 3 30 / 3 30 / 3
30 / 3 30 / 3 11 / 3 30 / 3 30 / 3
35 35 12 35 35
Anchura de cos tura/d ista nci a
de aguja (seg ún el equ ipo de
cosido, Nº E) [mm]
Espacio de paso máx.
debajo de las patillas
de cosido:
- Cosido [mm]
- Ventilación [mm]
Recorrido de l a correa del
volante cent ral Ø [mm]
Presión de régimen [bar]
Consumo de aire [NL]
8
- - - 4-40 4 - 36
10 10 10 10 10
16 9 (16) 8 (16) 16 9 (16)
80 80 95 80 80
66666
0,7 0,7 0,7 0,7 0,7
Page 7
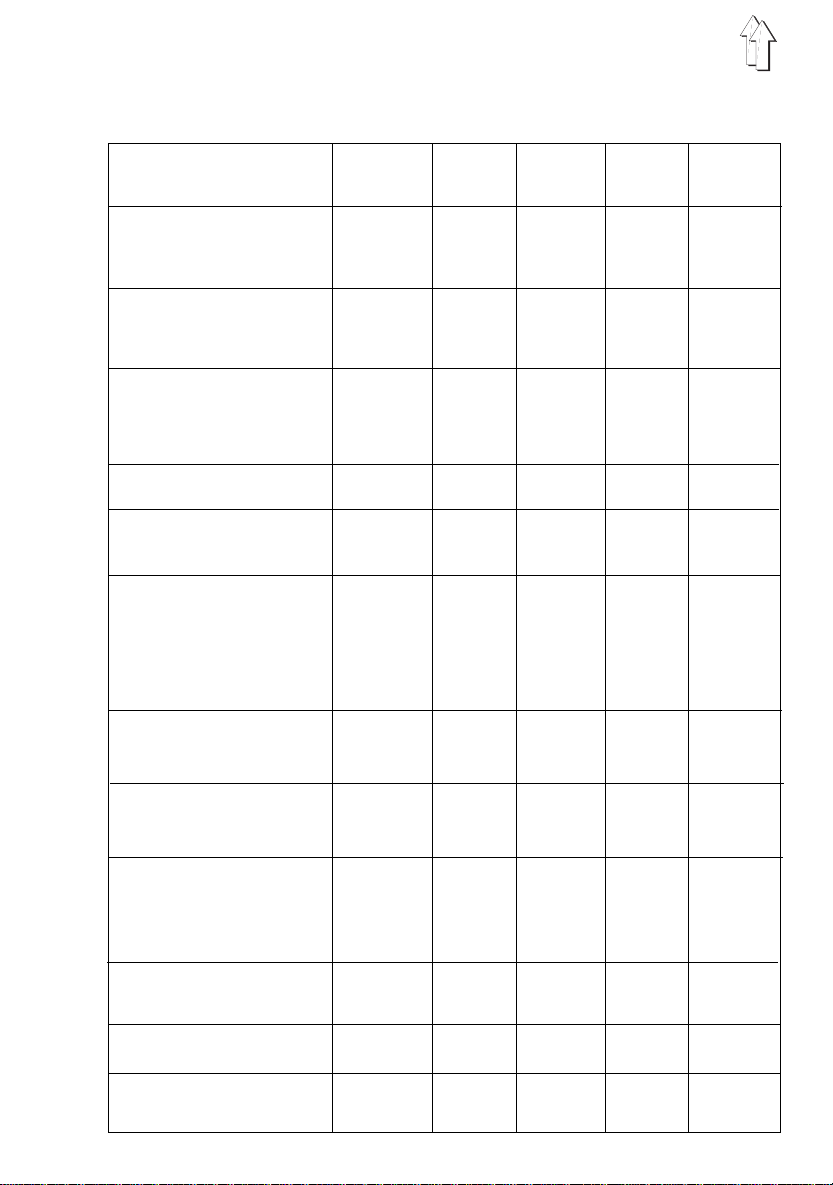
Subclase
o
de puntos de costura:
N
- máx. [min
- de fábrica [min
Dimensión de los puntos
de costura :
- adelante [mm]
- atrás [ m m]
Altura del recorrido de las
patillas de cosido alternas:
- máx. [mm]
- de fábrica [mm]
-LG- 73 -LG-74 -VF-373 -AE-73
-1
]
-1
]
3200 3000 3000 2800
3000 2800 2800 2800
9999
9999
7777
1 - 6 1,6 - 7 1,5 - 6 1 - 6
Sistema de agujas:
Espesor de aguja: [Nm]
(según el Nº E)
Espesores d e l os hilos
de coser:
a) Algodón [NeB]
b) Retorcidos
sintéticos [Nm]
c) Retorcidos de
recubrimie nto [Nm ]
Capacidad de bobinas
máx. con hilos retorcidos
sintéticos apro x. [m]
Anchura de costura/distancia
de aguja (según el equipo de
cosido, Nº E) [mm]
Espacio de pa so máx.
debajo de las patillas
de cosido:
- Cosido [mm]
- Ventilado [mm]
Recorrido de la correa del
volante central Ø [mm]
Presión de régim en [b ar]
134-35 134-35 134-35 134-35
110-140 140-170 110-140 110-140
110-140
24 / 3 12 / 3 24 / 3 24 / 3
30 / 3 11 / 3 30 / 3 30 / 3
30 / 3 11 / 3 30 / 3 30 / 3
35 12 35 35
----
10 10 10 10
13 13 9 (16) 13
80 95 80 80
6666
Consumo de air e [NL]
0,7 0,7 0,7 0,7
9
Page 8
1
7
8
9
2
10
11
3
4
12
5
6
10
13
Page 9
5. Manejo
5.1 Hilo superior
¡Precaución, peligro de daños personales!
Desactivar el interruptor principal.
El hilo superi or debe enhebr arse exclusivam ente con la
máquina de coser desactiv ada.
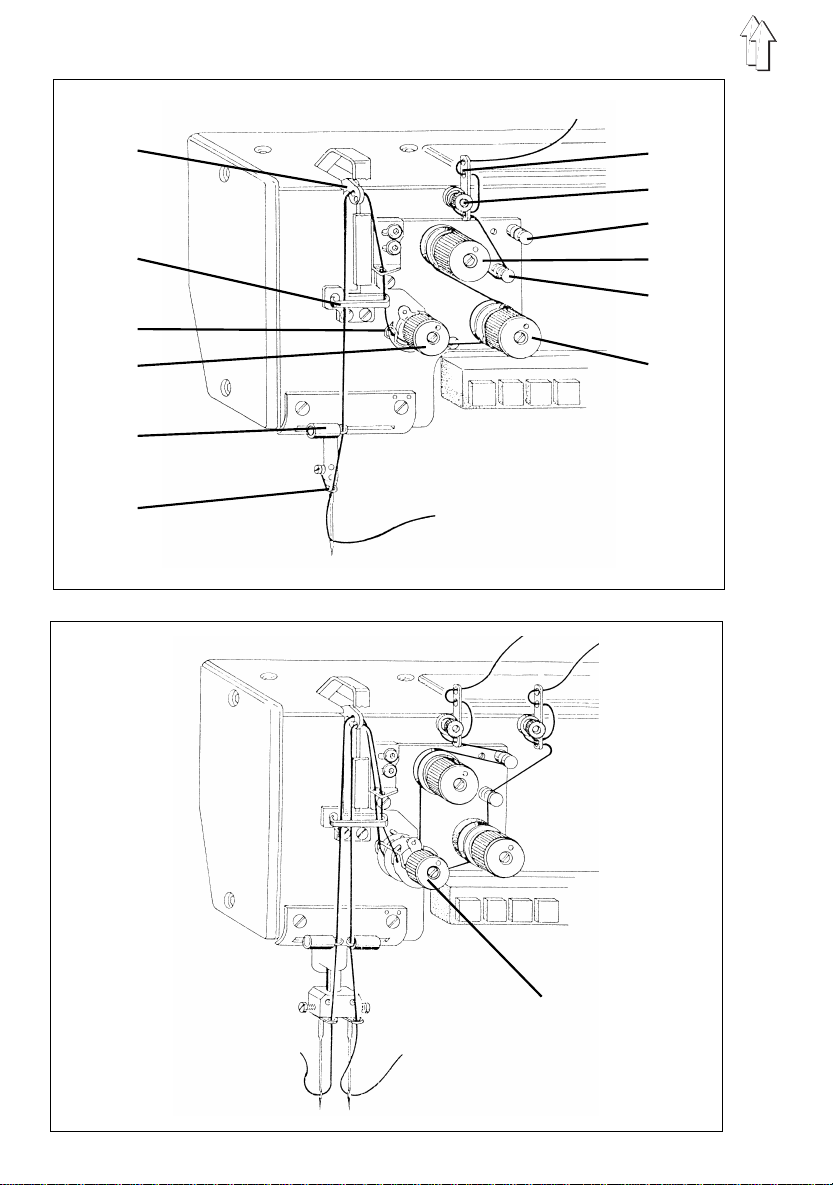
Enhebrar el hilo superior ( hilo de aguja )
–
Introducir la bobina de hilo en el basti dor y guiar el hi lo a través de l os ojos guía
del brazo de devanado.
–
Pasar el hilo a través de la g uía 7 y pasarlo en sentido antihorario en torno a l a
tensión inicial 8. Pasar de nuevo el hilo a través de la guía 7.
–
Pasar el hilo en torno a la guía 11 y en sentido antihorario en torno a la tensión
principal 10. Pasar el hilo en sentido horario en torno a la tensión principal 12.
–
Pasar el hilo en sentido horario en torno a la unidad de tensión del hilo 4 y pasar
por el resorte de apriete del hilo 3 a través de la guía 2.
–
Pasar el hilo por la palanca del hilo 1 , las guías del hilo 2, 5 y 6.
–
Pasar el hilo a través de la aguja, reapretar el hilo algunos centímetros y cortar.
Enhebrar el hilo superior en las máquinas de coser de 2 agujas
En las máquinas de coser con 2 agujas, los hilos se enhebran de forma similar a la
máquina de coser de 1 aguja.
La guía del hilo modificada puede verse en la figura.
La unidad de t ensión del hilo 13 está diseñada con dob l e tensión.
Ajustar la tensión del hilo superior
Ajustar la tensión tan baja como sea posible. El enlace debe quedar en el centro del
producto cosido.
–
Ajustar la tensión inicial 8.
La tensión inicial debe estar ajustada más baja que la tensión principal.
–
Ajustar la tensión principal 10 y 12.
Ventilar la tensión del hilo superior
La tensión del hilo superior se ventila automáticamente al cortar el hilo.
–
Pulsar manualmente el botón 9.
La tensión de l hi l o superior se ventila mientr as está pulsado el botón.
11
Page 10
1
2
3
4
5
12
6
7
891011
Page 11

5.2 Hilo inferior
¡Precaución, peligro de daños personales!
Desactivar el interruptor principal.
El hilo inferior solamente debe enhebr arse con la máquina
de coser desactivada.
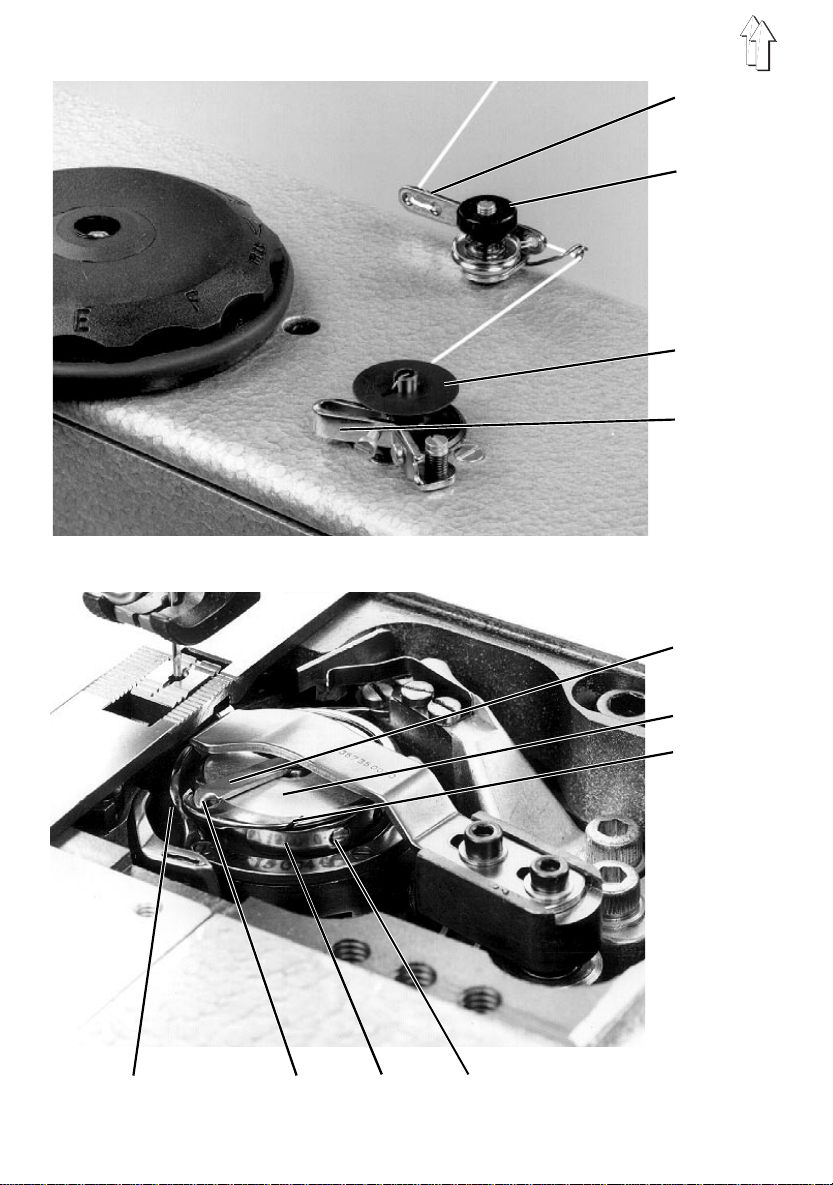
Bobinado del hilo inferior ( hilo de rizador )
–
Introducir la bobina de hilo e n el bastidor del hilo.
–
Pasar el hilo inferior a través de la guía del hilo del brazo de accionamiento y
después alternativamente por la guía de tensión inicial 1.
–
Pasar el hilo en sentido ant i horario en torno a la tens i ó n 1 y de nuevo a través de
la guía del hilo.
–
Bobinar el ini ci o del hilo con cuidado manu al m ente varias v ueltas en sent i do
antihorario, en torno al nú cl eo de la bobina e introducir la bobina.
–
Bascular la palanca de la mechera 4 contra la mechera vacía.
El bobinado del hilo se realiza durante el cosido.
Cuando la bo bina 3 está llena, el bobinado se finali za con la palan ca de la
mechera 4.
–
Ajustar la tensión 1.
El hilo debe bo bi narse con la mínima tensi ón posible.
Enhebrado del hilo inferior
–
Levantar la trampilla 5 y extraer la bobina vacía con un imán o con unas pinzas.
–
Colocar la bobina 6 de forma que al accionar el hilo se mueva en dirección
contraria, hacia la mordaza.
–
Pasar el hilo a través de la r anura 7 y estir ar por debajo del resorte 10.
–
Pasar el hilo a través de la ranura 8 y reapretar unos 3 cm.
–
Cerrar la trampilla 5 y pasar el hilo a través de la guía 9 de la trampilla.
Ajustar la tensión del hilo inferior
La tensión del hilo inferior debe ajustarse d e acuerdo con la figura de la cos t ura
deseada.
–
Ajustar la tensión con el tornillo 11.
13
Page 12

14
1
2
3
Page 13

5.3 Cambio de aguja
¡Precaución, peligro de daños personales!
Desactivar el interruptor principal.
La aguja únicamente debe enhebrarse con la máquina de
coser desactivada.
–
Girar el volante hasta que el portaagujas haya alcanzado el punto muerto superior.
–
Aflojar el tornillo 1.
–
Extraer la aguja.
–
Alinear la nueva aguja con l a garganta ha ci a la mordaza y desplazar
completamente hacia arriba.
–
Apretar el tornillo 1.
¡ATENCIN!
Cuando se utiliza una aguja de otro espesor, es necesario
corregir los ajustes tal como se indica en las instrucciones
de servicio.
Cuando se utiliza una aguja más fina pueden producirse puntos de costura defectuosos
o daños en el hi l o.
Si se utiliza una aguja más gruesa, pueden producirse daños en la punta de la mordaza
o en la aguja.
5.4 Ventilación de las patillas de cosido
Las patillas de cosido pueden ventilarse, según el acabado de la máquina de coser,
mecánica o neumáticamente.
Mecánicamente
–
Accionar la pa l anca acodada 2 .
Neumáticamente ( FLP o RAP necesario )
–
Pisar el pedal la mitad hacia atrás.
5.5 Bloqueo de las patillas de cosido
Las patillas de cosido ventiladas mecánica o neumáticamente pueden bloquearse con
la palanca 3 en la posición superior.
–
Bascular la palanca 3 hacia abajo.
Las patillas de cosido ventiladas se bloquean en la posición superior.
–
Bascular la palanca 3 hacia arriba.
El bloqueo se elimina.
15
Page 14

1
16
2
Page 15

5.6 Recorrido de la patilla de co sido
La altura del recorrido de la patilla de cosido se ajusta con la rueda de regulación 1.
Máquinas de coser sin FA
En estas máquinas de coser n o se comprueba el número de r e voluciones.
Tenga en cuent a l as indicacion es y la Tabla que se presentan má s adelante.
Máquinas de coser con FA
El recorrido de la patilla de cosido y el número de puntos de costura dependen
recíprocamente entre sí. Unido mecánicamente a la rueda de regulación hay un
potenciómetro. A través de este pot enciómetro, el control reconoce el recorrido de la
patilla de cosido ajustado y limita las revoluciones.
Máquinas de coser con HP 13 - 7 ( Speedomat )
El recorrido máximo puede c onectarse durante el cosido con la palan ca acodada 2.
Como en las máquinas FA, también se halla presente aquí el potencióme tro.
¡Precaución, peligro de daños personales!
Desactivar el interruptor principal
Ajustar el recorrido de la patilla de cosido exclusivamente
con la máquin a de coser desa ctivada.
Ajuste del recorrido de la patilla de cosido
–
Ajustar la rueda de regulación 1. min. , A , B , C , D , E , F , max.
min. = recorrid o mínimo
max. = recorrido máximo
¡NOTA!
Para conseguir un funciona miento lo más seguro posib l e y una larga duración, no
debería sobrepasarse el número de puntos de cost ura máximo ind i cado en la Tabla.
Gama de la dimension Rueda de Subclase Número de puntos
de los puntos de costura regulación de costura máx.
[ mm ] [ Posición ] [Puntos de costura/ min]
0 - 6 min. - B - LG 74 3 000 ( 3 300 )
- VF 373 3 000
- AE 73 2 800
- alle andre 3 200 ( 3 500 )
C - D - LG 7 4 2 500 ( 2 800 )
- VF 373 2 500
- AE 73 2 300
- toclas las otras 2 700 ( 3 000 )
E - max. to clas 2 000
6 - 9 min. - max. toclas 2 000
1)
Cuando está equipado el Speedomat HP 13 - 7 el número de puntos de costura
puede aumentarse en unos 300 puntos de costura aprox./min en el valor
indicado entre paréntesis.
El equipamient o adicional de l a HP 13 - 7 se describe en la página 31.
1)
1)
1)
1)
17
Page 16

5.7 Presión de la patilla de cosido
12
Con el botón giratorio 1 se regula la presión de la patilla de cosido deseada.
–
Aumentar la presión de la patilla de cosido = Girar el botón giratorio 1 en sentido
Reducir la presión de la patilla de cosido = Girar el botón giratorio 1 en sentido
horari o
ant ihorario
5.8 Dimensión de los puntos de costura
Con el botón g i ratorio 2 se re gula la dimensión de los puntos de costura deseada.
–
dimensión de los puntos de costura mayor = girar el botón giratorio 2 en sentido
Dimensión de los puntos de cost ura menor = gira r el botón giratorio 2 en senti do
18
horari o
ant ihorario
Page 17

6. Explorador en el brazo de cosido
12 3 4
Tecla 1 = R em atado inter m edio durante el cosido
Tecla 2 = 2. Di m ensión de los puntos de costur a
Tecla 3 = Supresión del rematado inicial o final
Tecla 4 = Aguja en la posición alzada o bajada
–
Pulsar la tecla 1 y mantener en esta posición.
Se cose el rematado intermedio. La máquina cose hacia atrás mientras se pulsa la
tecla.
–
Pulsar la tecla 2.
Se activa la 2ª dimensión de los puntos de costura.
Si la 2ª dimensión de los pu nt os de costura estaba activada, se activa de nuevo
la 1ª.
–
Pulsar la tecla 3.
El siguiente rematado final o el inicial no se cose.
–
Pulsar la tecla 4.
La aguja se sitúa en la posición subida o bajada.
19
Page 18

7. Control y panel de mando
¡ATENCIN!
En estas instrucciones de funcionamiento únicamente se
indican las funciones de los conmutadores y pulsadores.
En las instru cciones de fu ncionamiento actuales adjuntas
del fabricante de motores puede consultar la descripción
del mando completa.
Con el panel de mando se programa el control y se ajustan las funciones para la
costura correspondiente.
En función del trabajo de cosido, puede coserse manualmente o mediante la
programación de costura.
Para los diferentes trabajos de cosido y según el mando correspondiente, pueden
programarse los procesos de cosido, en los que pueden asignarse individualmente las
funciones ( rematado inicial, rematado final, recuento de puntos de costura, corte de
hilos, etc. ) y valores de los parámetros ( número de pu nt os de costura, dimensión de
los puntos de costura, número de vueltas, etc. ).
La entrada s e realiza en el m odo de programación, los parámetros y los valores se
muestran en el display. Las costuras programadas se mantienen también desp ués de
desactivar la máquina de c o ser (con soporte de batería) .
Para evitar una modificación involuntaria de las funciones predefinidas, el manejo está
dividido en di ferentes ni veles ( operari o, técnico, a j ustador ). El operario ( cosedora )
puede programar directamente. El acceso a los otros niveles solamente es posible
después de la entrada de un número de código o bien deben pulsarse simultáneamente
diferentes teclas.
REINICIALIZACIN
Cuando el control esté completamente ajustado, el técnico puede reinicializar con esta
función todos los valores de ajuste al e stado de sumi ni stro ( ajuste de fábrica ).
La función se describe en las instrucciones de servicio.
20
Page 19

7.1 Panel de mando QUICK
1
2
3
4
5
6 7 8 9 10 11 12
Conmutador Arriba Abajo
1 Remate de costura ornamental Remate normal
2 Patilla de cosido arriba Patilla de cosido abajo
3 Inicio de costura con Inicio de costura en arranque
4 Remate inicial doble Remate inicial simple
5 Remate final doble Remate final simple
6 Remate inicial activado Remate inicial desactivado
7 Rema te final activ ado Remate final desactivado
8 Refrigeración de la Refrigeración d e la aguja
Tecla Función Modo de programador
9 Coser una vez el rema tado Modificar núme ro de grupo
10 Aguja alta Modificar número de ajuste
11 Un punto de costura / Aumentar el valor mostrado
12 Cambio de palabra Reducir el valor mostr ado
arranque suave normal
aguja activada desactivada
coser con n
min
21
Page 20

7.2 Panel de mando EFKA
Tecla Función
P Llamar o finaliz ar el modo de programador
E Confirmar las modificaciones en el modo de programador
+ Au m entar el valor mostrado
- Reducir el valor mostrado
1 Recuento de puntos de costura activado / desactivado
2 Programación / ejecución de los tramos de costura
3 Tecla de función
4 Po sición i nicial de la aguja arriba / abajo
5 Ventilación automática de la patilla al parar en la costura
6 Ventilación automática de la patilla después del proceso de corte
7 Re matado inicial sim ple / doble / des activado
8 Rematado final simple / doble / desactivado
9 Cortahilo / cortahilo + gi rar hacia atrás / desactiv ado
0 Función de barrera fotoeléctrica activada / desactivada
activada / desactivada
activada / desactivada
22
Page 21

8. Cosido
Para la descripción del cosido se parte de los requisitos siguientes:
–
Se trata de una máquina de 1 aguja con los equipos adicionales siguientes:
- FA Cort ahilo.
- RAP Bloqueo electroneumático de la costura y ventilación de la patilla de cosido
accionados con el pie.
- FLP Ventilación electroneumática de la patilla de cosido accionada con el pie.
- HP Regulación rápida electroneumática del recorrido .
–
En el panel de mando se ajustan las funciones siguientes:
- Rematado inicial o final : ACTIVADO
- Posición de la patilla de cosido antes y después del corte : ABAJO
- Posición de la aguja antes del corte : ABAJO ( 1ª posición )
- Posición de la aguja después del corte : ARRIBA ( Giro hacia atrás después del
–
Conmutador principal act i vado.
–
El último proceso de cosido se concluyó con el rematado final y el cortahilo.
Secuencia de mando y funcional al coser
arranque de la 2ª posic ión )
4
3
2
1
Proceso de cosido Manejo / explicación
Antes de coser
Posición inicial
Colocar el material en el inicio
de la costura.
Véase la contin uación en la pág ina siguiente
- Pedal en la posición de reposo
La máquina de coser se para .
Aguja arriba. Patillas de cosido abajo.
- Pulsar la tecla 4.
La aguja se sit úa en la posic ión bajada.
- Pisar el peda l la mitad hacia atrás.
Se ventilan las patillas de cosido.
- Desplazar el material hasta la aguja.
23
Page 22

Proceso de cosido Manejo / explicación
En el comienzo de la costura
Rematado inicial y seguir
cosiendo
Coser solamente el rematado
inicial
coser el rematado inicial.
No
En mitad de la costura
Interrumpir el proceso de
cosido
Coser la esqu i na
Continuar el proceso de cosido
( después de soltar el pedal )
Coser el rematado intermedio
- Pisar el pedal hacia adelante y mantenerlo así.
Se cose el rematado inicial.
A continuación se siguen cosiendo las
revoluciones determinadas con el pedal.
- Pisar el pedal brevemente hacia adelante.
La máquina de coser se detiene después del
rematado inicial en la 1ª posición.
- Pulsar la tecla 3 y seguidamente pisar hacia
adelante el pedal.
La máquina de coser cose con las revoluciones
determinadas con el peda l.
- Levantar el pedal ( posición de reposo) .
La máquina de coser se detiene en la 1ª
posición.
Las patillas de cosido están abajo.
- Pisar el pedal la mitad hacia atrás.
La máquina de coser se detiene en la 1ª
posición.
Las patillas de cosido están arriba.
- Girar el mate ri al en torno a la aguja.
- Pisar el pedal hacia adelante.
La máquina de coser cose con las revoluciones
determinadas por el pedal. El rematado in i cial
no se cose.
- Pulsar la tecla 1 y seguir manteniendo pisado el
pedal.
La máquina de coser cose hacia atrás mientras
se mantiene pulsada la tecla 1.
Las revoluci ones son dete rm i nadas por el pedal.
Véase la continuación en la pá gin a sig uie nt e.
4
3
2
1
24
Page 23

Proceso de cosido Manejo / explicación
Sobrecoser la costura
transversal.
Al final de la costura
Retirar el material
ventilar las patillas de
No
cosido
coser el rem atado final
No
- Accionar el conmutador acodado.
Las revoluciones se limitan a 2000 puntos de
costura / min.
a) Conmutador basculante arriba
Accionar el conmutado r ac odado mientras
deba estar activo el recorri do máx. de la
patilla de cosido.
b) Conmutador basculante abajo
Accionar brevemente el conmutador acodado
al comienzo y al final del re corrido máx. de la
patilla de cosido.
- Pisar completamente hacia atrás el pedal y
mantener así.
Se cose e l rematdo final.
Se corta el hilo.
La máquina de coser se para en la 2ª posici ón.
La aguja está arriba ( gira r hacia atrás ) .
Las patillas de cosido están arriba.
- Pisar brevemente hacia atrás el pedal por
completo.
Se cose e l rematado final.
Se corta el hilo.
La máquina de coser se deti ene en la
2ª posición.
La aguja está arriba ( gira r hacia atrás ) .
Las patillas de cosido están abajo.
- Pulsar la tecl a 3 y pisar el pedal completamente
hacia atrás.
El rematado final no se cose.
El hilo se corta.
La máquina de coser se para en la 2ª posici ón.
La aguja está arriba ( gira r hacia atrás ) .
Las patillas de cosido están arriba o abajo según
la posición del pedal.
25
Page 24

9. Mantenimiento
¡Precaución, peligro de daños personales!
Desactivar el interruptor principal.
Solamente debe realizarse el mantenimiento de la
máquina de coser cuando esté desacti vada.
9.1 Limpieza
Una máquina de coser limpia evita averías
Limpieza diaria:
–
Limpie diariamente la zona de la mordaza, el cortahilo, la placa de garganta, la
transportadora y el cabezal de cosido, eliminando el polvo del hilo, los restos de
hilo y de corte.
–
Limpie diariamente la band ej a de aceite.
–
Compruebe di ariamente el ni vel del agua en el regulador de p resión.
El nivel de agua no debe asce nder hasta el f i l tro 2.
Después de girar el tornillo de purga 3 purgar el agua bajo presión del separador
de agua 1.
26
1
2
3
Page 25

9.2 Engrase
1
2
Compruebe semanalmente el nivel de aceite a través de la mirilla 2.
Para llenar el depósito de aceite utilice exclusivamente aceite lubricante
ESSO SP-NK 1 0
–
Viscosidad a 40° C : 10 mm2/s
–
Punto de infla m ación: 15 0 °C
o equivalente con la especificación siguiente:
ESSO SP-NK 1 0
con el Nº ref. siguiente:
9047 000013 2 lit ros
9047 000014 5 lit ros
–
Aflojar el tornillo de llenado de aceite 1 y llenar aceite.
–
Comprobar el nivel de aceite a través de la mirilla 2.
El nivel de aceite debe hallarse entre
–
Apretar de nuevo el tornillo de llenado 1.
Eliminar de la bandeja el aceite que se haya vertido.
puede adquir irse en los puntos de venta de
" VACO "
y
" LLENO "
DÜRKOPP-ADLER AG
.
27
Page 26

10. Equipamientos adicionales
10.1 Supervisor del hilo restante RFW 13 - 3
El supervisor del hilo restante contro l a l a cantidad de hilo de la bobina de la mordaza.
Con una señal acústica se in di ca que solame nte queda una cantidad de hi l o mínima.
El usuario pu ede finalizar l a costura y colocar una nueva bobina. Con ello se evitan
reparaciones no deseadas o daños en el mater i al .
El supervisor de hilo restante con el Nº ref.: 0767 367629 puede utilizarse en todas las
máquinas de coser de 1 agu j a de la Clase 76 7 con un cortahi lo. Para ello es necesario
que se utilice el portacuchillas de tracción del hilo 4 con el Nº ref.: 0367 350083
( 22 mm de lar go ) más corto montado desd e mayo de 1992 .
1
2
3
4
5
Función y manejo del supervisor de hilo restante
Cuando durante el cosido se refleja el rayo luminoso de la barrera fotoeléctrica desde
la superficie 7 en el núcleo de la bobina, el proceso de cosido se interrumpe.
Se emite una señal acústica durante 2 segundos.
–
Soltar el pedal y seguidament e pisar de nuev o hacia adelant e.
Se sigue cosiendo la costura. La cantidad de hilo de la ranura de reserva 8 de la
bobina de la mordaza suele ser suficiente normalmente.
–
Al final de la costura, pisar el pedal ha ci a atrás.
El hilo se corta. Para recordar e l cambio de bobina, se escucha de nuevo una
señal acústica durante 2 segundos.
28
Page 27

¡Precaución, peligro de daños personales!
Desactivar el interruptor principal.
La bobina de la mordaza sol a m ente debe ca m bi arse con la
máquina de coser desactiv ada.
–
Cambiar la bobina de la mordaza.
Puede cosers e una nueva cos t ura.
¡ATENCIN!
La bobina de la mordaza debe colocarse de modo que se
halle en la ranura 6 inferior.
El área en torno a la carcasa de la bobina y la barrera
fotoeléctrica debe limpiarse de polvo de cosido.
Cuando la bobina de la mordaza vacía no se cambia por una llena, en la
siguiente costura se emite de nuevo la señal acústica.
Según el ajuste:
- Señal permanente durante la costura hasta el corte del hilo.
- Señal de 2 segundos en el corte del hilo siguiente.
–
Bobinar el hilo de la bobina.
El proceso se des cribe en estas instrucciones de m anejo.
¡ATENCIN!
BAl bobinar, la ranura 6 debe hallarse a rriba.
Bobinar manualmente el hilo sólo en torno al núcleo de la
bobina en la zona de la ranura de reserva 8.
6
7
8
29
Page 28

10.2 2. Dimensión de los puntos de costura STLS 13 - 2
2
1
3
4
La 2ª dimensión de los punto s d e costura que pu ede llamarse pe rm i t e un cambio rá pi do
de la costura de montaje para la siguiente sobrecostura con punto anudado.
La selección 1ª o 2ª de la di m ensión de punt o de costura se realiza con el pulsador de l
brazo de cosido. La 2ª dimensión de los puntos de costura es siempre inferior a la 1ª.
Después de activar la máquina de coser está activa la 2ª dimensión de los puntos de
costura.
Función y manejo
Denominación Función
1 Botón giratorio Ajustar la 1ª dimensión de los puntos de costura.
2 Escala Se muestra la 2 ª di m ensión de los puntos de costur a.
3 Tornillo moleteado Ajustar la 2ª dimensión de los puntos de costura.
4 Escala Se muestra la 1 ª di m ensión de los puntos de costur a.
30
Page 29

10.3 Regulación rápida electroneumática d el recorrido HP 13 - 7
1
2
3
El recorrido de la patilla de cosido y el número de puntos de costura dependen
recíprocamente entre sí. Hay un potenciómetro unido mecánicamente con la rueda de
regulación. El control reconoce a través de este potenc iómetro el recorrido ajustado de
las patillas y limita las revoluciones. Los valores se indican en la Tabla de la página 17.
El recorrido máximo puede c onectarse durante el cosido con el conmu t ador acodado 3 .
¡Precaución, peligro de daños personales
Desactivar el conmutador principal.
Ajustar el recorrido de la patilla de cosido y el conmutador
basculante solamente con la máquina de coser desactivada.
Ajustar el conmutador basculante 2
–
Conmutador arriba = funcionam i ento a impulsos
Conmutador abajo = funcionamiento de enclavamiento
En el
funcionamiento a impulsos
solamente est á activo mient ras se acciona la palanca acodada.
En el
funcionamiento de enclavamiento
máximo permanece activo cuando se acciona la palanca acodada y permanece
activado. En el siguiente accionamiento se desactiva de nuevo el recorrido de la
patilla de cosido.
Conexión del recorrido máximo durante el cosido
–
Accionar el co nm utador acodado 3.
En función de la posición del conmutador basculante 2 el recorrido de la patilla de
cosido está activo.
el recorrido de la patilla de cosido máximo
el recorrido de la patilla de cosido
31
Page 30

10.4 Rodillos de transporte superior y rodillos de transporte
inferior SP 470
Los rodillos de transporte superior y los rodillos de transporte inferior realizan el
transporte del producto cosido. Con el l o se obtiene un cosido unif orme y sin
ondulaciones.
La velocidad con la que se t ransporta e l producto cosido puede adapt arse
gradualmente a la dimensión de los puntos de costura. La presión de apriete puede
ajustarse según el materi al a elaborar.
1
2
3
–
Palanca 1
Adaptar la velocidad para los rodillos de transporte superior y los rodillos de
transporte inferior a la dimensión de los puntos de costura ajustada.
–
Tornillo 2
Ajustar la presión de apriete de los rodillos de transporte superior según el
producto cosido a elaborar.
–
Palanca 3
Descenso de los rodillos de transporte superior.
32
Page 31

10.5 Descenso automático WTA 13 - 2
1
2
4 5
3
6 7 8
Este equipamiento adicional es un complemento para los rodillos de transporte
superior y para los rodillos de transporte inferior. Con él puede realizarse el ajuste de
los impulsos desde el inicio de la costura hasta el descenso automático del rodillo
superior. Con ello se consigue que el rodillo descienda cuando el producto cosido se
halle debajo.
En el engranaje 1 se sitúa el disco de impulsos 2. El iniciador 3 capta los impulsos y los
transmite al control 6. Cu ando se alcanza el número de i mpulsos ajust ados, descien de
el rodillo superior.
–
Luz de funcionamiento 4
La luz se enciende cuando el control recibe el suminis t ro de la tensión de red.
–
Conmutador 5
EIN = Descenso automático activado.
AUS = Descenso automático desactivado.
–
Conmutador 8
DAUER = El cilindro superior desciende de forma permanente.
AUTO = Descenso automático según los impulsos ajustados
–
Conmutador 7
Número de im pulsos desde el i nicio de la cos tura hasta el descenso.
( ACTIVADO / DESACTIVADO )
( PERMANENTE / AUTOMTICO )
( 0 a 15 )
33
 Loading...
Loading...