

Page 1

Indhold Side:
Home
Forord og generelle sikkerhedsinformationer
Del 1: Betjeningsvejledning kl. 767
1. Pro duktbesk rivelse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2. Hen sigtsmæs sig anvendel se . . . . . . . . . . . . . . . . . . . . . . . 5
3. Underk lasse r . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
3.1 Ekstraudstyr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4. Tekniske dat a . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
4.1 Tekniske dat a for underklasserne . . . . . . . . . . . . . . . . . . . . . 8
5. Betjen ing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
5.1 Overtråd . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
5.2 Undertråd . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.3 Nåleskift . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 5
5.4 Løftning af sømfødderne . . . . . . . . . . . . . . . . . . . . . . . . . . 15
5.5 Arreter ing af sømf ødderne . . . . . . . . . . . . . . . . . . . . . . . . . 15
5.6 Sømfo dsløfter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
5.7 Sømfo dstryk . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
5.8 Sti nglængde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
6. Føler ved s yarmen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
7. Styrefelt og betjeningsfelt . . . . . . . . . . . . . . . . . . . . . . . . . 20
7.1 Betjeningsfelt Q UICK . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
7.2 Betjeningsfelt EFKA . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
8. Syning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
9. Vedligeholdelse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
9.1 Rensning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
9.2 Smøring . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Fortsættelse på næste side !
Page 2

Indhold Side:
10. Ekstraudstyr
10. 1 Resttrå dvog ter RFW 13 - 3 . . . . . . . . . . . . . . . . . . . . . . . 28
10. 2 2. Stinglængde STLS 13 - 2 . . . . . . . . . . . . . . . . . . . . . . . 30
10.3 Elektropneumatisk lynindstilling af løfteren HP 13 - 7 . . . . . . . . . 31
10.4 Valse-overtransport og valse-undertransport SP 470 . . . . . . . . . 32
10. 5 Automatisk n edsæ nkning WTA 13- 2 . . . . . . . . . . . . . . . . . . 33
De illustrationer, der vises i denne vejledning hidrører fra specialsymaskinens
forskellige underklasser !
Bemærk venligst, at Deres specialsymaskine i givet fald afviger fra
illustrationen !
Page 3

1. Produktbeskrivelse
DÜRKOPP ADLER 767
Fladbase-dob beltstikkestingsymaskine med undertransport, nåletran sport og
•
vekslende fo dovertranspor t.
Afhængig af underklasse som symaskine med én nål eller med to nåle, med eller
•
uden kantklipper og med eller uden trådklipper under nålepladen.
Maskiner med én nål er forberedt til ombygning til maskiner med to nåle.
( Gælder ikke for 767 - AE - 73 )
Alle underklasser med apparatskyder i fundamentpladen t i l hurtig udskiftning af
•
forskellige apparater. ( Gælder ikke for 767 - AE - 73 )
Maksimalt 16 mm gennemgang under sømfødderne ved løftede sømfødder.
•
Løftning af de vekslende sømfødder ved hjælp af stillehjul indstillelig op til
•
maksimalt 7 mm.
Automatisk, trykfri oliecirkulationssmøring med skueglas til kontrol af olieniveau og
•
oliecirkulation. Gribersmøringen er integreret i cirkulationen.
Stor todelt vertikalgriber med spolehusløfter.
•
En sikkerhedskobling forhindrer forskydning og beskadigelse af griberen ved
•
eventuel trådindslag i griberbanen.
er en universalt anvendelig specialsymaskine.
2. Hensigtsmæssig anvendelse
Klasse
til middeltu ngt symaterial e. Et sådant symateriale er i re gl en et materia l e, der er
sammensat af tekstilfibre eller skind. Sådanne symaterialer anvendes i beklædnings-,
bolig- og aut o i ndtræksindustrien.
Endvidere er det muligt med di sse symaskiner l i geledes at fora rbejde såkaldt e t ekniske
søm. Her skal operatøren dog foretage en eval uering af de mulige farer (gerne i
samarbejde med
forholdsvis sjældne og mangfoldighen dels er uoverskuelig. Alt efter resultatet af denne
evaluering sk al der muligvis t ræffes egnede sikkerhedsforanst a l t ninger.
Der må genere lt kun forarbej des tørt symateriale med dette syanlæg. Materialet må
ikke være tykkere end 10 mm, nå r det er presset s a m m en af de nedsæn kede
sømfødder. Materialet må ikke indehol de hårde genstande, da symaski nen ellers kun
måtte betjenes med øjenbeskyttelse. En sådan øjenbeskyttelse kan for tiden ikke
leveres.
Sømmen fremstilles almindeligvis med sygarner af tekstilfibre i dimensionerne op til
11 / 3 NeB ( bomuldstræde ), 11 / 3 Nm ( syntetiske tråde ), henhold svis 11 / 4 Nm
( tvindegarner ). Såfremt andre tråde ønskes anvendt, skal der også i dette tilfælde
foretages e n evaluering af de deraf resulterende farer og i givet fald træffes
sikkerhedsforanstaltninger.
Denne symaskine må kun opstilles og betjenes i tørre og velplejede lokaler. Anvendes
syanlægget i andre lokaler, der ikke er tørre og velplejede, kan yderliger e f orholdsregler
blive nødvendige. Sådanne forholdsregler skal aft ales ( se EN 60204-3-1: 1990 ).
Som producent e r af industrisy maskiner går vi ud fra, at vore p rodukter betjenes af
personale, der i det mindste er instrueret, således at alle generelle
betjeningsmuligheder og i gi vet fald de ermed forbundne r isici kan foruds ættes at være
kendt.
er en symaskin eoverdel, der hensigtsmæssigt kan anvendes til syning af let
767
DÜRKOPP ADLER AG
), da sådanne anvendelsest ilfælde dels er
5
Page 4
3. Underklasser
Af nedenstående tabel fremgår udrustningskendetegnene af de forskellige underklasser.
Und erklasse Symateriale 2- Griber Tråd- Kant- Tråd er
Nåle ven stre klipper klip per
- 73 M- ---
- AE - 73 M - x - x x
- FA - 73 M - - x - -
- FA - 74 S - - x - -
- LG - 73 M - x - - x
- LG - 74 S - x - - x
- 273 Mx----
- FA - 273 M x - x - -
- 373 M-----
- FA - 373 M - - x - -
- VF - 373 M - x x x -
- FA - 374 S - - x - -
Billedtekst: M Middeltungt symateriale x Standard
S Tungt symateriale - forefindes ikke
3.1 Ekstraudstyr
Til
kan der leveres følgende ekstrau d styr:
767
RAP 13 - 2 Elektropneumatisk sømlukning og løftning af sømfoden, fodbetjent.
FLP 13 - 2 Elektropneumatisk løftning af sømfoden, fodbetjent.
NK 13 - 1 Pneumatisk nålekøling.
NP 13 - 4 Elektropneumatisk nålereturstillingsindretning til maksimal gennemgang
HP 13 - 7 Elektropneumatisk lynindstilling af løfteren ved hjælp af vinkelkontakt
SP 470 Valse-overtransport og valse-undertransp ort.
WTA 13 - 2 Automatisk nedsænkning til val se-overtransport.
LR 13 - 4 Fotocelle til automatisk udløsning af RAP ved sømenden.
KNS 2 Vinkeltast til udløsning af RAP 13 - 2 .
WE 3 Betjeningse nhed.
RFW 13 - 3 Resttrådvogter
STLS 13 - 2 2. Stinglængde
under sømfødderne ved løftning.
( omskiftnings- og tastbetjening ) ved maksimal løftehøjde ved samtidit
begrænsning af stingtallet. Tvungen, trinløs stingtalsbegrænsning
afhængig af den indstillede løftehøjde ved hjælp af stillehjulet (speedomat).
6
Page 5

4. T ekniske data
Nominel spæn di ng: 3 ~ 400 V, 50 Hz
1 ~ 230 V, 50 / 60 Hz
Dimensioner: (H x B x T) 1570 x 500 x 1050 mm
Vægt: ca. 56 kg ( blot overde l )
Arbejdshøjde: 790 mm ( ab fabrik )
Støj: Arbejdspladsafhængig emissionsværdi
efter DIN 45635-48-A-1-KL2
767 - FA - 373 Lc = 83 dB (A)
Stinglængde: 5 mm Sømfodsløft: 1,6 mm Antal sting: 2 500 min
Symateriale: G1 DIN 23328 4-lags
767 - FA - 373 Lc = 80 dB (A)
Stinglængde: 7,2 mm Sømfodsløft: 5,6 mm Antal sting: 1 500 min
Symateriale: dobbelt skai 1,6 m m 900 g/m2 DIN 53352
767 - FA - 374 Lc = 84 dB (A)
Stinglængde: 5 mm Sømfodsløft: 1,6 mm Antal sting: 2 500 min
Symateriale: G1 DIN 23328 4-lags
767 - FA - 374 Lc = 80 dB (A)
Stinglængde: 7,2 mm Sømfodsløft: 5,6 mm Antal sting: 1 500 min
Symateriale: dobbelt skai 1,6 m m 900 g/m2 DIN 53352
767 - 273 Lc = 85 dB (A)
Stinglængde: 5 mm Sømfodsløft: 1,6 mm Antal sting: 2 700 min
Nåleafstand: 8 mm
Symateriale: G1 DIN 23328 3-lags
767 - 273 Lc = 84 dB (A)
Stinglængde: 6 mm Sømfodsløft: 5,6 mm Antal sting: 2 000 min
Nåleafstand: 8 mm
Symateriale: dobbelt skai 1,6 m m 900 g/m
767 - LG - 73 Lc = 83 dB (A)
Stinglængde: 6 mm Sømfodsløft: 3,5 mm Antal sting: 2 800 min
Symateriale: Bolsterindlæg med over- og underst of 435 g/m
767 - VF - 373 Lc = 85 dB (A)
Stinglængde: 6 mm Sømfodsløft: 3,5 mm Antal sting: 2 800 min
Symateriale: Bolsterindlæg med over- og underst of 435 g/m
767 - AE - 73 Lc = 84 dB (A)
Stinglængde: 6 mm Sømfodsløft: 3,5 mm Antal sting: 2 800 min
Symateriale: Bolsterindlæg med over- og underst of 435 g/m
2
DIN 53352
-1
-1
-1
-1
-1
-1
-1
2
-1
2
-1
2
7
Page 6

4.1 T ekniske d ata for underklasserne
Underklasse 767
Antal sting:
- maksim alt [ min
- ab fabrik [min
Stinglængde:
- fremad [mm]
- baglæns [mm]
Løftehøjde af de vekslende
sømfødder:
- maksimalt [mm]
- ab fabrik [mm]
Nålesystem:
Nåletykkelse:
(afhængig af E-nr.)
Tykkelse af sytråden:
a) Bomuld [NeB]
b) Syntetisk
garn [Nm]
c) Omspindingsgarn[Nm]
Maksimal spo l evolumen
ved
synt. sygarn ca. [m]
-73 -FA- 73 -FA-74 -273 -FA-273
-373 -FA-373 -FA-374
-1
]
-1
]
3200 3500 32 00 3200 3500
3200 3200 30 00 3200 3200
99999
99999
77777
1 - 61 - 61,6 - 71 - 61 - 6
134-35 134-35 134-35 134-35 134-35
110-140 110-140 140-170 90-110 90-110
110-140 110-140
24 / 3 24 / 3 12 / 3 2 4 / 3 24 / 3
30 / 3 30 / 3 11 / 3 30 / 3 30 / 3
30 / 3 30 / 3 11 / 3 30 / 3 30 / 3
35 35 12 35 35
Sømbredde / Nåleafstand
( afhængig af syindretningen ,
E-nr.) [mm]
Maksimalt g ennemgangsare al
under sømfødderne:
- Syning [mm]
- Ventilation [mm]
Håndhjulsremløb
middel Ø [mm]
Arbejdstryk [bar]
Luftforbrug [NL]
8
- - - 4-40 4 - 36
10 10 10 10 10
16 9 (16 8 (16) 16 9 (16)
80 80 95 80 80
66666
0,7 0,7 0,7 0,7 0,7
Page 7
Underklasse
-LG- 73 -LG-74 -VF-373 -AE-73
Antal sting:
- maksim alt [min
- ab fabrik [mi n
-1
-1
Stinglængde:
- fremad [mm]
- baglæns [mm]
Løftehøjde af de vekslende
sømfødder:
- maksimalt [mm]
- ab fabrik [mm]
Nålesystem:
Nåltykkelse: [Nm]
(afhængig af E-nr.)
Tykkelse af sytråden:
a) Bomuld [NeB]
b) Syntetisk
sygarn [Nm]
c) Omspindingsgarn [Nm]
Maksimal spolevolumen
ved
synt. sygarn ca. [m]
Sømbredde/Nåleafstand
( afhængig af syindretningen,
E-nr.) [mm]
]
]
3200 3000 3000 2800
3000 2800 2800 2800
9999
9999
7777
1 - 6 1,6 - 7 1,5 - 6 1 - 6
134-35 134-35 134-35 134-35
110-140 140-170 110-140 110-140
110-140
24 / 3 12 / 3 24 / 3 24 / 3
30 / 3 11 / 3 30 / 3 30 / 3
30 / 3 11 / 3 30 / 3 30 / 3
35 12 35 35
----
Maksimalt gennemgangsareal
under sømfødderne:
- Syning [mm]
- Ventilation [mm ]
Håndhjulsrem l øb
middel Ø [mm]
Arbejdstryk [bar]
Luftforbrug [NL]
10 10 10 10
13 13 9 (16) 13
80 95 80 80
6666
0,7 0,7 0,7 0,7
9
Page 8

1
7
8
9
2
10
11
3
4
12
5
6
10
13
Page 9
5. Betjening
5.1 Overtråd
Forsigtig! Fare for tilskadekomst !
Afbryd hovedkontakten !
Overtråden må kun trådes ved afbrudt symaskine.
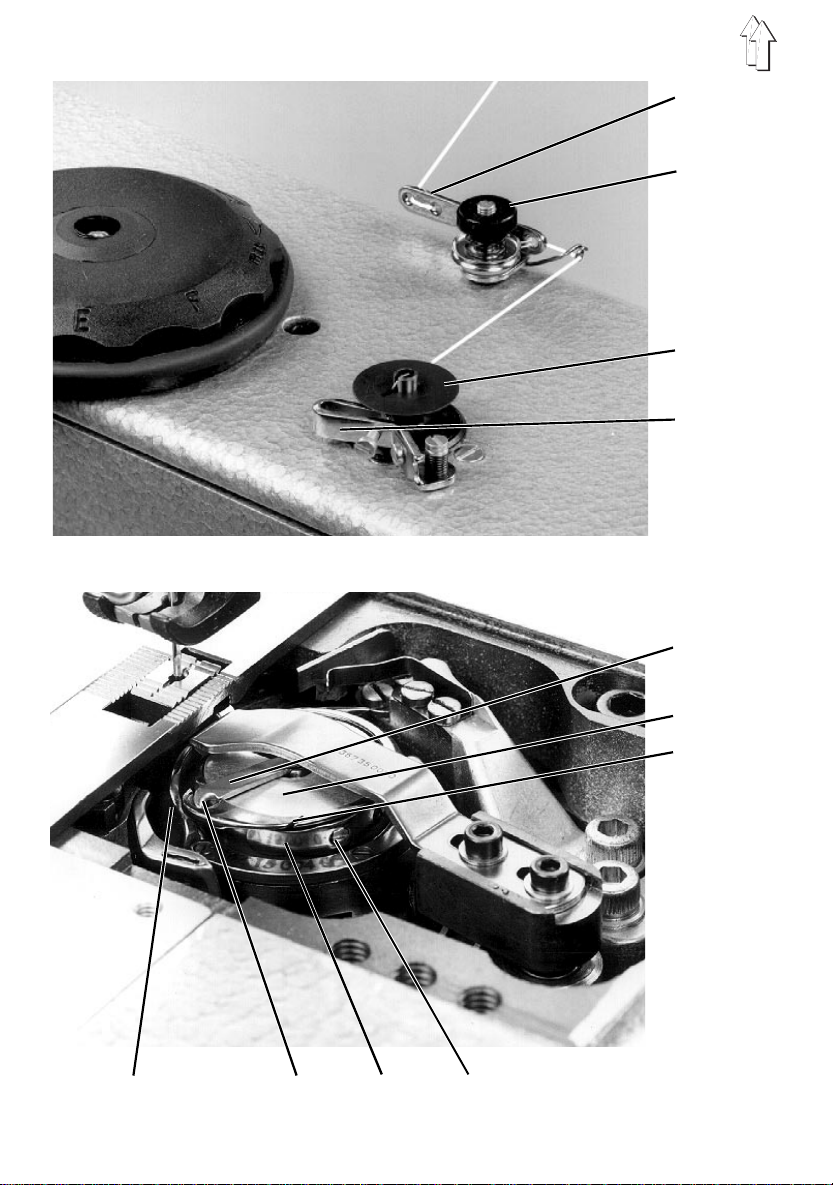
Isætning af overtråd ( nåletråd )
–
Garnspolen an bringes på standeren og tråde n føres igennem udrykkerhåndtagets
føringsøsken.
–
Tråden føres igennem føringen 7 og mo d uret om forspændingen 8. Tråden føres
påny igennem f øringen 7.
–
Tåden føres om føringen 11 og mod uret om hovedspændingen 10. Tråden føres
med uret om hovedspændingen 12.
–
Tråden føres med uret om trådspændingsenheden 4 og forbi
trådtiltrækningsfjederen 3 igennem føringen 2.
–
Tråden føres igennem trådarmen 1, trådføringerne 2, 5 og 6.
–
Tråden føres igennem nålen, derefter trækkes tråden nogle centimetre ud og
klippes af.
Isætning af overtråden ved symaskiner med to nåle
Ved symaskiner med 2 nål e skal trådene isættes på lignende måde som ved
symaskinen med 1 nål.
Den ændrede trådføring fremgår af illustrationen.
Fjederspændingsenheden 13 er udført som dobbeltspænding.
Indstilling af overtrådspændingen
Spændingen bør indstilles så lille som muligt. Sammenfletningen bør ligge i midten af
symaterialet.
–
Forspænding 8 indstilles.
Forspændingen skal indstilles mindre end hovedspændingen.
–
Hovedspænding 10 og 12 indstilles.
Ventilation af overtrådspændingen
Overtrådsspændingen ventileres automatisk ved trådafklipningen.
–
Knap 9 indtrykke s m anuelt.
Overtrådsspændingen er ventileret, sålænge knappen holdes nedtrykt.
11
Page 10
1
2
3
4
5
12
6
7
891011
Page 11

5.2 Undertråd
Forsigtig, fare for tilskadekomst !
Afbryd hovedkontakten !
Undertråden må kun isættes, når maskinen er afbrudt.
Opspoling af undertråden ( gribertråden )
–
Garnspolen anbringes på garnstanderen.
–
Undertråden føres igennem trådføringen ved udrykkerarmen og skiftevis igennem
føringen af forspændingen 1.
–
Tråden føres mod uret om spændingen 1 og påny igennem trådføringen.
–
Trådens begyndels e vikles manuelt m ed nogle vindin ger mod uret om spolekernen
og spolen anbringes.
–
Spolearmen 4 drejes mod den tom m e spoler.
Trådens opspoli ng foregår unde r syningen.
Ved fuld spole 3 afsluttes opspolingen ved spolearmen 4.
–
Spænding 1 indstilles.
Tråden bør opspoles med så lille spænding som muligt.
Isætning af un dertråden
–
Klappen 5 højstilles og den tomme spole udtages med en magnet.
–
Spolen 6 ilægges således, at den ved trådaf t rækningen bevæger sig i modsat
retning til griberen.
–
Tråden føres igennem spal t en 7 og trækkes under fjederen 10.
–
Tråden trækkes igennem spalten 8, og der trækkes yderlig ere ca. 3 cm efter.
–
Klappen 5 lukkes og tråden trækkes igennem klappens føring 9.
Indstilling af undertrådsspændingen
Undertrådsspændingen indstilles svarende til det ønskede sømbillede.
–
Spændingen indstilles med skruen 11.
13
Page 12

14
1
2
3
Page 13

5.3 Udskiftning af nålen
Forsigtig, fare for tilskadekomst !
Hovedkontak t en afbrydes !
Nålen må kun trådes og udskiftes ved afbrudt symaskine.
–
Håndhjulet drejes, indtil nål estangen har nået det øvre døde punkt.
–
Skrue 1 løsnes.
–
Nålen fjerne s.
–
Den nye nål just eres med hulkelen t i l griberen og skubb es helt opad.
–
Skrue 1 strammes.
ADVARSEL !
Såfremt der isættes en nål med en anden tykkelse, skal
indstillingerne korrigeres, således som det fremgår af
servicevejledningen.
Ved anvendelse af en t yndere nål kan d er ellers forekom me fejlsting el l er beskadigels er
af tråden.
Ved anvendelsen af en t ykkere nål kan der forekomme b eskadigelser af griberspidsen
eller nålen.
5.4 Sømfødderne ventileres
Afhængig af symaskinens udførelse kan sømfødderne ventileres mekanisk eller
pneumatisk.
Mekanisk
–
Knæarmen 2 aktiveres.
Pneumati sk ( FLP eller RAP påkrævet )
–
Træd pedalen halvvejs baglæns.
5.5 Sømfødderne arreteres
De mekanisk eller pneumatisk ventilerede sømfødder kan ved hjælp af armen 3
arreteres i deres højtstillede position.
–
Armen 3 drejes nedad.
De ventilerede sømfødder arreteres i den højtstillede position.
–
Armen 3 drejes opad.
Arreteringen er ophævet.
15
Page 14

1
16
2
Page 15

5.6 Løftning af sømfoden
Højden af sømfodens løftning indstilles ved stillehjulet 1.
Symaskiner uden FA
Ved disse symaskiner kontrolleres omdrejningst allet ikke. Venligst bemærk
informationen og tabellen længere nedenfor.
Symaskiner med FA
Sømfodsløftning og antal sting er uafhængige af hinanden. Et potentiometer er
mekanisk forbundet med stillehjulet. Via dette potentiometer konstaterer styringen den
indstillede fodløftning og begrænser omdrejningstallet.
Symaskiner med HP 13 - 7 ( Speedomat )
Den maksimale løftning kan under syningen tilkobles med vinkelkontakten 2.
Potentiometret forefindes her som ved maskinerne med FA.
Forsigtig, fare for tilskadekomst !
Afbryd hovedkontakten !
Løftningen af sømfoden må kun indstilles ved afbrudt
symaskine.
Indstilling af sømfodsløftningen
–
Stillehjul 1 indstilles. min. , A , B , C , D , E , F , max.
min. = minimal løftning
max. = maksimal løftning
Information !
For at opnå en s å sikker drift so m m u l i gt og en lang le vetid bør det i tabelle n opførte
maksimale antal sting ikke overskrides.
Stinglængdeområde Stillehjul Underklasse Max. antal sting
[ mm ] [ Position ] [ Sting / mm ]
0 - 6 min. - B - LG 74 3 000 ( 3 300 )
- VF 373 3 000
- AE 73 2 800
- alle andre 3 200 ( 3 500 )
C - D - LG 74 2 500 ( 2 800 )
- VF 373 2 500
- AE 73 2 300
- alle andre 2 700 ( 3 000 )
E - max. alle 2 000
6 - 9 min. - max. alle 2 000
1)
Ved udrustning med Speedomat HP 13 - 7 kan antallet sting forhøjes med
ca. 300 sting/min ud over den i parentes anførte værdi.
Ekstraudstyret HP 13 - 7 er be skrevet på sid e 31.
1)
1)
1)
1)
17
Page 16

5.7 Sømfodstryk
12
Det ønskede sømfodstryk indstilles ved hjælp af drejeknappen 1.
–
Somfodstrykket forhøjes = drejeknap 1 drejes med uret.
Sømfodstrykket reduceres = drejeknap 1 dreje s mod uret.
5.8 Stinglængde
Den ønskede stinglængde indstilles ved hjælp af drejeknappen 2.
–
større stinglængde = drejeknap 2 dreje s m ed uret.
Mindre stinglængde = drejeknap 2 dr ej es mod uret.
18
Page 17

6. Føler ved syar men
12 3 4
Tast 1 = mellemrigel under syningen
Tast 2 = 2. stinglængde
Tast 3 = Undertrykkelse af begyndelses -, henholdsvis sl utriglen
Tast 4 = Nål i høj, henholdsvis nedr e position
–
Tast 1 trykkes og holdes nede .
Mellemriglen sys. Maskinen syr baglæns, så længe tasten hol des nedtrykt.
–
Tast 2 trykke s ned.
2. stinglængde aktiveres.
Når den 2. stinglængde har været aktiveret, aktiveres den 1. stinglængde igen ved
fornyet ne dt rykning af tast 2.
–
Tast 3 trykke s ned.
Den næste begyndelses-, henholdsvis slutrigel bliver
–
Tast 4 trykke s ned.
Nålen posit i oneres i højde-, henhol dsvis i den nedre position.
ikke
syet.
19
Page 18

7. Styring og betjeningsfelt
ADVARSEL !
I denne driftsvejledning er kun opført afbryder ens og
følerens funktioner.
Den udførlige beskri velse af styrin gen fremgår af v edlagte
aktuelle driftsvejledning fra motorproducenten.
Styringen programmeres med be tjeningsfeltet, og funktionerne for den pågældende
søm indstilles.
Afhængig af syopgaven kan der sys manuelt ell er via sømprogrammerin gen.
Til forskellige syopgaver og afhængig af den aktuelle styring kan der programmeres
sømforløb, ved hvilke funktionerne ( begyndelsesrigel, slutrigel, stingtælling,
trådafklipning etc. ) og parameterværdier ( antal sting, sømlængde, omdrejningstal etc.
) tildeles individuelt.
Indlæsningen foregår i programmeringsmodus; parametrene og værdierne vises i
displayet. De programmerede søm bevares også efter afbrydelsen af symaskinen
(batteribuffer).
For at undgå utilsigtet ændring af forud indstillede funktioner, er betjeningen opdelt i
forskellige niveauer ( operatør, tekniker, montør ). Operatøren ( syersken ) kan
programmere direkte. Adgangen til de øvrige niveauer er kun mulig efter indlæsning af
et kodenummer, eller ved samtidig nedtrykning af forskellige taster.
GENINDSTILLING
Såfremt der er flyttet totalt om på styringen, kan teknikeren via denne funktion
genindstille alle indstillingsværdier til den oprindelige leveringsposition ( indstilling fra
fabrikens side ).
Funktionen fremgår af service vejledningen !
20
Page 19

7.1 Betjeningsfelt QUICK
1
2
3
4
5
6 7 8 9 10 11 12
Afbryder Foroven Forneden
1 Pyntesømrigel Normalrigel
2 Sømfod foroven Sømfod forneden
3 Sømbegyndelse med blidt Sømbegyndelse i
4 Begyndelsesrige l dobbelt Begyndelsesrigel enkelt
5 Slutrigel dobbelt Slutrigel enkel
6 Begyndelsesrige l ind Begyndel sesrigel ud
7 Slutrigel ind Slutrigel ud
8 Nålekøling ind Nålekøling ud
Tast Funktion Programmeringsmodus
9 Rigel sys én gang Gruppenr. ændres
10 Nål op Indstillingsnr. ændres
11 Et sting / Syning Indikeret værdi forøges
12 Programskift Indikeret værdi reduceres
tilløb normal tilløb
forstørres med n
min
21
Page 20

7.2 Betjeningsfelt EFKA
Tast Funktion
P Programmeringsmodus kaldes, henholdsvis afsluttes
E Ændringer i programmodus kvitteres
+ Indikeret værdi forøges
- Indikere t værdi reduceres
1 Stingtælling ind / ud
2 Program m ering / Bearbejdn i ng af sømstrækningerne
3 Funkti onstast
4 Nålens basisposition foroven / forneden
5 Autom. f odventilatio n ved stop i sømmen i nd / ud
6 Autom. f odventilation efter afklipningen ind / ud
7 Begyndelsesrigel enkelt / dobbelt / ud
8 Slutrigel enkelt / dobbelt / ud
9 Trådafklipper / trådafklipper + returdrejning / ud
0 Fotoce l l ef unktion ind / ud
22
Page 21

8. Syning
Beskrivelsen af syningen sker på grundlag af f ølgende forudsætninge r:
–
Det drejer sig om en maskine med 1 nål med følgende ekstratil behør:
- FA Trådafkli pper.
- RAP Elektropneumatisk sømlukning og sømfodventilation, fodbetjent
- FLP Elektropneumatisk sømfodventila tion, fodbetj ent.
- HP Elektropneumatik lynindstilling af løftningen.
–
Følgende funktioner er indstillet ved betjeningsfeltet:
- Begyndelses- henholdsvis. slutaflukningen : IND
- Sømfodposition før og efter klipningen : FORNEDEN
- Nåleposition før klipningen : FORNEDEN ( 1. position )
- Nåleposition efter klipningen : FOROVEN ( returdrejning efter tilkørsel af
–
Hovedafbryder tilsluttet !
–
Den sidste sypro ces er blevet afsluttet med sluta f l ukning og trådafklipning.
Betjenings- og funktionsforløb ved syning
2. p osit ion )
4
3
Syproces Betjening / Forklaring
Inden syning
Udgangsposition
Materiale positioneres, så
sømningen kan påbegyndes.
Fortsæt telse se næste side !
- Pedal i hvilestilling
Symaskinen står stille.
Nålene foroven. Sømfødderne forneden.
- Tast 4 trykkes ned.
Nålen positioneres i dybdestillingen.
- Pedalen trædes halvvejs baglæns.
Sømfødderne vent i l eres.
- Materialet skubbes frem ti l nålen.
2
1
23
Page 22

Syproces Betjening / Forklaring
Ved sømmens begyndelse
Begyndelsesaflukning og
videresyning
Kun begyndelsesaflukning sys
Begyndelsesaflukning sys
I midten af sømmen
Syprocessen af brydes
Hjørne sys
Syprocessen fo rtsættes
( efter afla stning af pedalen )
Mellemaflukningen sys
- Pedalen trædes fremefter og holdes.
Begyndelsesaflukningen sys.
I tilslutning hertil sys videre med det af pedalen
fastsatte omdrejningstal.
- Pedalen trædes fremefter i kort tid.
Symaskinen stopper efter
begyndelsesaflukningen i den 1. position.
- Tast 3 trykkes ned, derefter trædes pedalen
.
ikke
fremefter.
Symaskinen syr med det af pedalen fastlagte
omdrejning stal.
- Pedalen afl astes ( hvileposition) .
Symaskinen stopper i den 1. position.
Sømfødderne er forneden.
- Pedalen drejes halvvejs baglæns.
Symaskinen stopper i den 1. position.
Sømfødderne er foroven.
- Materialet drejes om nålen.
- Pedalen trædes fremefter.
Symaskinen syr med det omdrejningstal, der
bestemmes af pedalen. Begyndel sesaflukningen
sys
- Tast 1 trykkes ned og pedalen trædes fortsat ned.
Symaskinen syr baglæns sålænge tast 1 holdes
nede.
Omdrejningstallet bestemmes af pedalen.
Fortsættelse se næste side !
ikke
.
4
3
2
1
24
Page 23

Syproces Betjening / Forklaring
Sy henover tværsømmen.
For enden af sømmen
Materialet udtages
Sømfødderne ventileres
Slutafluknin gen sys
ikke
ikke
- Aktiver vinkelkontakten.
Omdrejningstallet begrænses til 2000 stin g / min.
a) Vippekontakt foroven
Vinkelkontakten aktiveres, sålænge den
maksima le sømfodløftnin g ska l være virksom .
b) Vippekontakt forneden
Vippekontakten aktiveres kort ved
begyndelsen og slutningen af
sømfodløftningen.
- Pedalen trædes helt baglæns og holdes.
Slutaflukningen sys.
Tråden klippes af.
Symaskinen stopper i 2. position.
Nålen er foroven ( returdre jning ).
Sømfødderne er foroven.
- Pedalen trædes helt baglæns i kort tid.
Slutaflukningen sys.
Tråden klippes af.
Symaskinen stopper i 2. position.
Nålen er foroven ( returdre jning ).
Sømfødderne er fo rneden.
- Tast 3 trykkes ned og pedalen trædes helt
baglæns.
Slutaflukningen sys
Tråden klippes af.
Symaskinen stopper i 2. position.
Nålen er foroven ( returdre jning ).
Sømfødderne er foroven eller forneden,
afhængig af pedalpositionen.
ikke
.
25
Page 24

9. V edligeholdelse
Forsigtig, fare for tilskadekomst !
Hovedkontakten afbrydes !
Vedligeholdelse af symaskinen må kun ske, når
hovedkontakten er afbrudt.
9.1 Rensning
En ren symaskine beskytter mod forstyrrelser !
Daglig rensning:
–
Rens dagligt området gribe r, trådafklipper, stingplad e, transportør og syhoved for
systøv, trådrester og klippeaffald !
–
Rens oliebeholderen dagligt !
–
Kontroller dagligt vandstanden i trykregulatoren.
Vandstanden må ikke stige op til filterindsatsen 2.
Efter isætni ng af udløbsskruen 3 udle des vandet unde r tryk fra vandsamleren 1.
26
1
2
3
Page 25

9.2 Smøring
1
2
Kontroller ugentligt olieniveauet ved skueglasset 2 !
Til opfyldning af olieforrådsbeholderen anvendes udelukkende smøreolien
SP-NK 10
–
–
eller en olie af samme kvalitet med følgende specifikation:
Viskositet ved 40° C : 10 mm2/s
Flammep unkt: 150 °C
ESSO
ESSO SP-NK 10 kan fås hos salgsstederne af
delnumre:
9047 000013 2 liter
9047 000014 5 liter
–
Oliepåfyldni ngsskrue 1 løsnes og der p åfyldes olie.
–
Olieniveauet kontrolleres ved skueglasset 2.
Olieniveauet skal ligge mellem
–
Oliepåfyldningsskruen strammes igen.
Olie, der er løbet over, fjernes f ra oliebeholderen.
" LEER " (TOM)
DÜRKOPP ADLER AG
OG
" VOLL "(FULD
under følgende
).
27
Page 26

10. Ekstratilbehør
10.1 Resttrådvogter RFW 13 - 3
Resttrådvogteren overvåger griberspolens trådmængde . Et akustisk sign al m eddeler, at
der kun rest erer en ringe trådmængde.
Operatøren kan slutte sømmen og ilægge en ny spole. Ufrivillige reparationssteder eller
materialebeskadigelser undgås.
Resttrådvogteren, del nr.: 0767 367629 kan anvendes med en trådafklipper i alle
symaskiner med 1 nål af klassen 767. Det er en forudsætning , at den fra maj måned
1992 indbyggede kortere trådtrækmåler 4 dele-nr.: 0367350083 ( 22 mm lang ) er isat.
1
2
3
4
5
Funktion og bet j ening af resttrådvogteren
Når fotocellens lysstråle under syningen reflekteres fra fladen 7 ved spolekernen,
afbrydes sy ningen.
Der høres et akustisk signal i 2 sekunder.
–
Pedalen aflastes, derefter trædes igen fremefter.
Der sys videre på sømmen. Trådmængden i forrådsrillen 8 af griberspolen rækker
almindeligvis dertil.
–
For enden af sømmen trædes pedalen bagu d.
Tråden afklippes. Til minde om spoleskiftet høres et nyt akustisk signal med to
sekunders varighed.
28
Page 27

Forsigtigt, fare for tilskadekomst !
Hovedkontak t en afbrydes !
Griberspolen m å kun udskiftes ved afbrudt symaskine.
–
Udskiftning af griberspolen.
Der kan sys en ny søm.
ADVARSEL !
Griberspolen skal isættes således, at rillen 6 befinder sig
forneden. Området omkring spolehuset og fotocellen skal
renses for sy støv !
Såfremt den tomme griberspole ikke erstattes med en fuld, lyder det akustiske
signal ved den næste søm.
Afhængig af indstillingen:
- Konstant signal ved sømningen indtil trådafklipningen.
- Signal af 2 sekunders varighed ved næste tr ådafklipning.
–
Opspoling af spoletråden.
Processen er beskrevet i den foreliggende betjeningsvejledning.
ADVARSEL !
Ved opspolingen skal rillen 6 befinde sig foroven.
Tråden vikles manuelt kun om spoleker nen i området af
forrådsrillen 8.
6
7
8
29
Page 28

10.2 2. Stinglængde STLS 13 - 2
2
1
3
4
Den valgbare 2. stinglængde muliggør et hurtigt skift fra monteringssømmen til den
efterfølgende overstikningssøm.
Valget mellem 1. eller 2. stinglængde sker via føleren ved syarm en. 2. stinglæ ngde er
altid mindre end den 1. stinglængde.
Efter tilslutningen af symaskinen er den 2. stinglængde aktiv.
Funktion og bet j ening
Betegnelse Funktion
1 Drejeknap Indstilling af 1. stinglængde.
2 Skala 2. stinglængde indikeres.
3 Fingerskrue Indstilling af 2. stinglængde.
4 Skala 1. stinglængde indikeres.
30
Page 29

10.3 Elektropneumatisk lynindstilling af løftningen HP 13 - 7
1
2
3
Sømfodsløftning og antal sti ng er afhængige af hinanden. Et potentiometer er mekanisk
forbundet med stillehjulet. Styringen konstaterer via dette potentiometer den indstillede
løftning af foden og begrænser omdrejningstallet. Værdierne fremgår af tabellen på
side 17.
Den maksimale løftning kan tilkobles under syningen ved hjælp af vi nkelkontakten 3.
Forsigtig, fare for tilskadekomst !
Hovedkontak t en afbrydes !
Løftningen af sømfoden og vippekontakten må kun
indstilles, når symaskinen er afbrudt.
Indstilling af vippekontakt 2
–
Kontakt foroven = Tast -drift
Kontakt forneden = Hvile -drift
Ved
tastedrift
vinkelarmen betjenes.
Ved
rasterdrift
betjenes og forbliver tilsluttet. Ved den næste betjening afbrydes
sømfodsløftningen igen.
Den maksimale løftning tilsluttes under syningen
–
Vinkelarbryder en 3 betjenes.
Sømfodsløftningen er virksom al t efter positionen af vippekontak t en 2.
er den maksimale løftning af sømfoden kun virksom, sålænge
bliver den maksimale sømfodsløftning virksom, når vinkelarmen
31
Page 30

10.4 Valse-overtransport og valse-undert ransport SP 470
Valse-overtransporten og valse-undertransporten understøtter symaterialets
videretransport. Herved kan der opnås et bølgefrit og ensartet resultat af syningen.
Den hastighed, hvormed symaterialet borttransporteres, kan trinløst tilp asses
stinglængden. Modtrykket kan indstilles svarende til det materiale, der skal forarbejdes.
1
2
3
–
Arm 1
Hastigheden t i l valse-overtransporten og valse-undertransport en tilpasses den
indstillede stinglængde.
–
Skrue 2
Modtrykket til valse-overtransporten indstilles svarende til det symateriale, der skal
forarbejdes.
–
Arm 3
Nedsænkning af valse-overtra nsporten.
32
Page 31

10.5 Automatisk nedsænkning WT A 13 - 2
1
2
4 5
3
6 7 8
Dette ekstra udstyr er et supplement til val se-overtransporten og
valse-undertransporten. Den muliggør endvidere indstillingen af impulserne fra
sømmens begyndelse til den automatiske nedsænkning af overvalsen. Herved opnås
det, at valsen f ørst nedsænkes, når symater i al et befinder sig under valsen.
Impulsskiven 2 sættes på gearet 1. Initiatoren 3 registrerer impulserne og melder disse
til styringen 6. Når antallet af de indstillede impulser er nået, nedsænkes den øvre valse.
–
Arbejdslampe 4
Lampen lyser, når styringen er forsynet med netspænding.
–
Afbryder 5
EIN (IND) = Automatisk nedsænkning er tilkoblet.
AUS (ud) = Automatisk nedsænkning er frakoblet.
–
Afbryder 8
VARIGHED = Den øvre valse er varigt nedsænk et.
AUTO = Automatisk nedsænkning i overensstemmelse med de indstillede
impulser
–
Afbryder 7
Antallet af impulserne fra sømmens begyndelse til nedsænkningen indstilles.
( IND / UD )
( VARIGHED / AUTO )
( 0 til 15 )
33
 Loading...
Loading...