


Indice Pagina:
Home
Premessa ed indicazioni generali di sicurezza
Parte 1: Istruzioni per l’uso. Classe 767
1. Descrizione del prodotto
2. Descrizione della destinazione appropriat a
d’uso e d’applicazione
3. Sottoclassi della classe 767
3.1 Do tazion i suppl eme nta ri . . . . . . . . . . . . . . . . . . . . . . . . . . 6
4. Dati tecnici
4.1 Dati tecni ci delle sottocl assi . . . . . . . . . . . . . . . . . . . . . . . . 8
5. Istruzioni per l’uso
5.1 Filo superiore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
5.2 Filo inferiore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.3 Sostituzione dell’ago . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
5.4 Sollevamento dei piedini . . . . . . . . . . . . . . . . . . . . . . . . . 15
5.5 Bloccaggio dei piedini in p osizione sollevata . . . . . . . . . . . . . . . 15
5.6 Corsa di sollevamento dei piedini . . . . . . . . . . . . . . . . . . . . . 17
5.7 Press ion e dei pi edi ni . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
5.8 Lu nghezz a del punto . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 8
6. Pulsanti sul braccio della macchina per cucire
7. Pannello di comando e pannello per l’operatore
7.1 Pannello d i comando per l’operatore Q UICK . . . . . . . . . . . . . . . 21
7.2 Pannello d i comando per l’operatore EFKA . . . . . . . . . . . . . . . 22
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
. . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
. . . . . . . . . . . . 19
. . . . . . . . . . . 20
8. Ciclo di cucitura
9. Manutenzione
9.1 Puliz ia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
9.2 Lu bri fic azione . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Proseguimento nella prossima pagina !
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Indice Pagina:
10. Dotazioni supplementari
10.1 Dispositivo di controllo della rimanenza di filo
sulla spo lina R FW 13 - 3 . . . . . . . . . . . . . . . . . . . . . . . . 28
10.2 2. Dispositivo per la seconda lunghezza del pu nto STLS 13 - 2 . . . 30
10.3 Dispositivo per la variazione elettromeccanica rapida
della corsa di solle vamento dei piedini HP 13 - 7 . . . . . . . . . . . 31
10.4 Trasporto superiore ed inferiore a rulli SP 470 . . . . . . . . . . . . . 32
10.5 Disposit i vo d’abbassamento automatico
del trasporto a rulli WTA 13- 2 . . . . . . . . . . . . . . . . . . . . . . 33
Le figure rappresentate in codesto libretto d’istruzione riproducono sottoclassi
diverse della macchina per cucire speciale oggett o della descrizione !
Per favore tenete conto che l’aspetto della Vostra macchina per cucire speciale
può differire da quello riportato nella figura !

1. Descrizione del prodotto
La
DÜRKOPP ADLER 767
impiegata in maniera universale .
Macchina a base piana a doppio punto annodato con trasporto inferiore, trasporto
•
a punta d’ago ed a trasporto supe ri ore a piedini alternati.
A seconda della sottoclasse nelle varianti ad un ago oppure a due aghi, con oppure
•
senza coltello rifilatore, con oppure senza dispositivo rasafilo sotto la placca ago.
Le macchine per cucire ad un ago sono già costruttivamente preparate per poter
essere trasformate in macchine a due aghi. ( Non nel caso della sottoclasse
767 - AE - 73 )
Tutte le sottoclassi sono dotate nella fusione di base con coperchi scorrevoli sui
•
quali possono essere montate diverse apparecchiature, ciò per permettere il
cambio rapido delle apparecchiature ed adattare così la macchina alle differenti
esigenze di lavorazione. ( Non nel caso della sottoclasse 767 - AE - 73 )
Con i piedini di trasporto sollevati, il passaggio massimo sotto i piedini di trasporto
•
è pari a 16 mm.
La corsa di so l l evamento dei piedini del trasporto superiore alternat o è regolabile
•
tramite l’apposito disco di regolazione fino ad una corsa massima di sollevamento
pari a 7 mm.
Lubrificazio ne automatica e senza pressione a circol azione d’olio, con spie di
•
controllo per il livello e la circolazione dell’olio. La lubrificazione del crochet è
integrata n el c i rcuito di circolazione.
Crochet grande a due componenti ed ad asse verticale con apricestello.
•
Una frizione sl i ttante di sicurezza impedisce un’al t erazione della regolazione del
•
crochet ed un suo danneggiamento nel caso di un bloccaggio causato da un
intasamento di filo nella pista di scorrimento del cestello.
è una macchina per cucire speciale che può essere
2. Descrizione della destinazione appropriata d’uso e
d’applicazione
La classe
destinazione, può essere utilizzata per cucire materiale da leggero a medio-pesante.
Tale materiale consiste normalmente in fibre tessili oppure pelle. Codesti materiali
vengono impiegati nell’industria della confezione e della tappezzeria per mobili ed auto.
Inoltre con codesta macchina per cucire speciale possono essere realizzate delle
cosidette cuciture tecniche. In codesto caso l’utilizzatore ( se desiderato in
collaborazione con la
rischi ivi connessi ed a seconda dei casi di lavorazione e della preventiva valutazione
effettuata, deve adottare le appropriate misure di sicurezza.
Generalmente con codesta macchina per cucire speciale si può lavorare solo materiale
asciutto. Il m ateriale non deve s u perare 10 mm di spessore quando esso vi ene premuto
dai piedini di t rasporto abbassati. Il materiale non dev e contenere oggetti duri, in caso
contrario la macchina per cucire speciale dev’essere utilizzata solo utilizzando un
dispositivo di sicurezza per gli occhi. Al momento un dispositivo di sicurezza per gli
occhi adatto al lo scopo non è forn i b i l e.
La cucitura viene generalmente realizzata utilizzando filati in fibra tessile delle seguenti
dimensioni: fino a 11 / 3 NeB ( filati in cotone ), 11 / 3 Nm ( filati sintetici ) oppure 11 / 4
Nm ( filati ritorti e ricoperti ). Chi volesse impiegare altri fili, deve anche in questo caso
valutare pr eventivamente i rischi ivi connessi ed a seconda dei c a si adottare le
appropriate m isure di sicurezza.
Questa macchina per cucire speciale può essere collocata ed utilizzata solo in locali
asciutti e ben tenuti; in caso essa venisse impiega ta in locali che non s i ano asciutti e
ben tenuti, potrebbero rende rsi necessarie altre precauzioni, che devono essere
concordate ( vedi EN 60204-3-1:1990 ).
Come produttori di macchine per cucire industriali diamo per scontato che sui nostri
prodotti lavori personale quantomeno addestrato e che quindi tutte le operazioni inerenti
all’uso e gli eventuali rischi ad esse connesse siano da considerare come conosciuti.
è una macchina per cucire speciale che, conformeme nt e alla sua
767
DÜRKOPP AD LER AG
) deve valutare preventivamente i possibili
5
3. Sottoclassi della classe 767
Nella seguente tabella sono r i portate le caratt eristiche d’equipaggiamento delle diverse
sottoclassi.
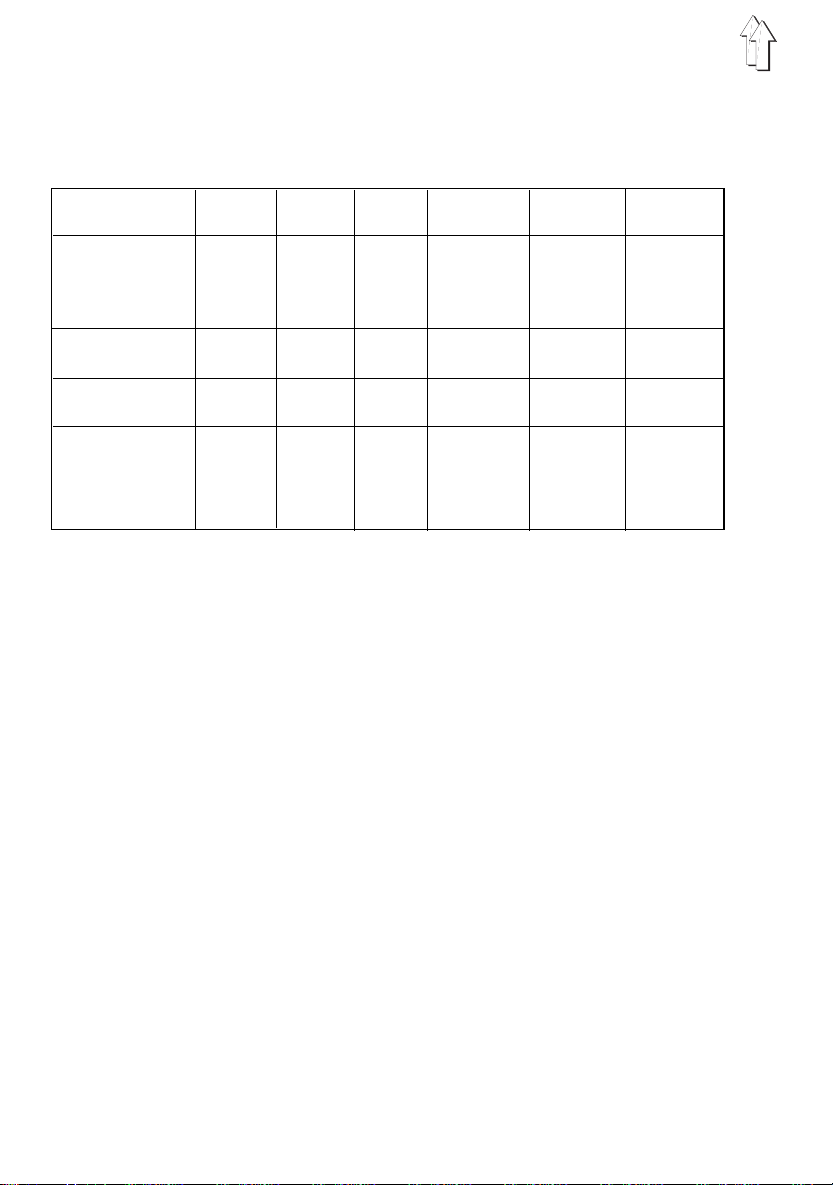
Sottoclasse Materiale 2 Croch et Disposi tivo C oltello Bo rdato re
agh i sinistro rasafilo rifila tore
- 73 M- ---
- AE - 73 M - x - x x
- FA - 73 M - - x - -
- FA - 74 S - - x - -
- LG - 73 M - x - - x
- LG - 74 S - x - - x
- 273 Mx----
- FA - 273 M x - x - -
- 373 M-----
- FA - 373 M - - x - -
- VF - 373 M - x x x -
- FA - 374 S - - x - -
Leggenda: M Materiale mediopesante x Standard
S Materiale pesante - Non disponibile
3.1 Dotazioni supplementari
Al momento della stampa di code sto libretto d’istruzione, per la classe
le seguenti dotazioni supplementari:
RAP 13 - 2 Fermatur a elettropneumatica della cucitura e sollevamento
elettropne um atico del piedino, a zionamento tramite pedale.
FLP 13 - 2 Sollevamen to elettropneumati co del piedino, azionamento tramite pedale.
NK 13 - 1 Dispositivo di raffreddamento pneumatico dell’ago.
NP 13 - 4 Dispositivo elettropneumatico di ritorno dell’ago per realizzare il
passaggio massimo per il materi ale sotto i piedin i di trasporto sollevati.
HP 13 - 7 Regolazio ne elettropneumatic a rapida della corsa di sollevamento dei
piedini di trasporto sul suo valore massimo tramite interruttore a
ginocchiera (azionamento continuo oppure a scatti) con contemporanea
riduzione della velocità. Riduzione forzata e continua della velocità in
dipendenza della corsa di sollevamento dei piedin i i m postata tramite
il disco di re golazione ( Speedom at ).
SP 470 Trasporto superiore ed inferiore a rulli.
WTA 13 - 2 Abbassamento automatico per il trasporto superiore a rulli.
LR 13 - 4 Fotocellula p er l’azionamento automatico del disposit i vo
RAP alla fine della cucitura.
KNS 2 Interruttore a ginocchiera per l ’ azionamento del dispositivo RAP 13 - 2 .
WE 3 Gruppo riduttore per la regolazione della pressione dell’aria compressa.
RFW 13 - 3 Dispositivo di controllo della rimanenza di filo della spolina
STLS 13 -2 Dispositivo per l’impostazione di una seconda lunghezza del punto
sono fornibili
767
6

4. Dati tecnici
Tensione nominale d’alimentazione: 3 ~ 400 V, 50 Hz
1 ~ 230 V, 50 / 60 Hz
Misure d’ingo m bro: (H x B x T) 1570 x 50 0 x 1050 mm
Peso: ca. 56 kg ( solo testa )
Altezza del pi ano di lavoro: 790 mm ( dalla fabb rica )
Dati di rumorosità: Valore d’emi ssione riferito al posto di
lavoro seco ndo la norma DIN 45635-48-A-1-KL2
767 - FA - 373
Lc = 83 dB (A)
Lunghezza del punto: 5 mm
Corsa di sollevamento dei piedini: 1,6 mm Velocità: 2 500 min
Materiale: G1 DIN 23328 4-strati
767 - FA - 373
Lc = 80 dB (A)
Lunghezza del punto: 7,2 mm
Corsa di sollevamento dei piedini: 5,6 mm Velocità: 1 500 min
Materiale: 2-strati Skai 1,6 m m 900 g/m2 DIN 53352
767 - FA - 374
Lc = 84 dB (A)
Lunghezza del punto: 5 mm
Corsa di sollevamento dei piedini: 1,6 mm Velocità: 2 500 min
Materiale: G1 DIN 23328 4-strati
767 - FA - 374
Lc = 80 dB (A)
Lunghezza del punto: 7,2 mm
Corsa di sollevamento dei piedini: 5,6 mm Velocità: 1 500 min
Materiale: 2-strati Skai 1,6 m m 900 g/m2 DIN 53352
767 - 273
Lc = 85 dB (A)
Lunghezza del punto: 5 mm
Corsa di sollevamento dei piedini: 1,6 mm Velocità: 2 700 min
Distanza tr a gli aghi: 8 mm
Materiale: G1 DIN 23328 3-strati
767 - 273
Lc = 84 dB (A)
Lunghezza del punto: 6 mm
Corsa di sollevamento dei piedini: 5,6 mm Velocità: 2 000 min
767 - LG - 73
Distanza tr a gli aghi: 8 mm
Materiale: 2-strati Skai 1,6 m m 900 g/m
Lc = 83 dB (A)
2
DIN 53352
Lunghezza del punto: 6 mm
Corsa di sollevamento dei piedini: 3,5 mm Velocità: 2 800 min
767 - VF - 373
Materiale: Fliselina per tapp ezzeria con stoffa superiore ed
inferiore 435 g/m
Lc = 85 dB (A)
2
Lunghezza del punto: 6 mm
Corsa di sollevamento dei piedini: 3,5 mm Velocità: 2 800 min
767 - AE - 73
Materiale: Fliselina per tapp ezzeria con stoffa superiore ed
inferiore 435 g/m
Lc = 84 dB (A)
2
Lunghezza del punto: 6 mm
Corsa di sollevamento dei piedini: 3,5 mm Velocità: 2 800 min
Materiale: Fliselina per tapp ezzeria con stoffa superiore ed
inferiore 435 g/m
2
-1
-1
-1
-1
-1
-1
-1
-1
-1
7
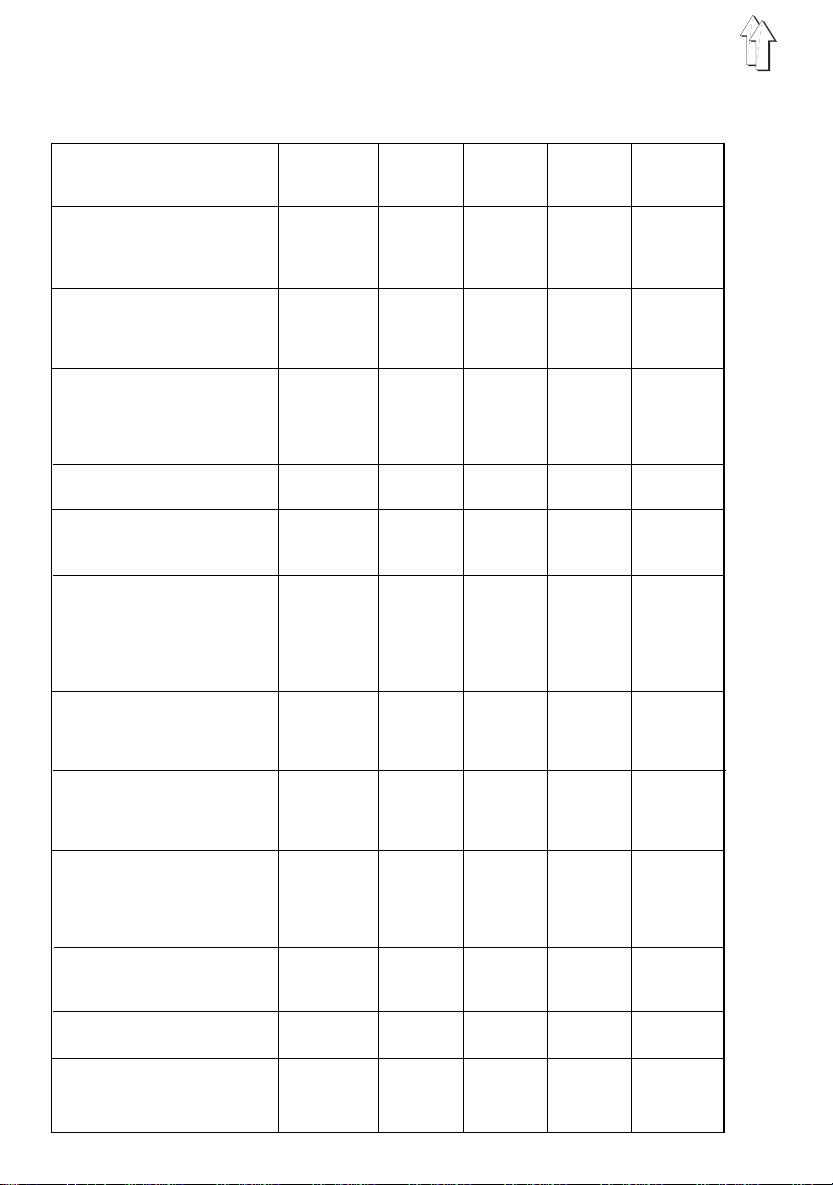
4.1 Dati tecnici delle sottoclassi
Sottoclasse 767
Velocità:
- max. [min
- di fabbrica [min
Lunghezza del punto:
- in avanti [mm]
- indietro [mm]
Altezza di sollevamento
dei piedini alt ernati:
- max. [mm]
- di fabbrica [mm]
Sistema ago:
Finezza dell’ago:
(a seconda d el nr. "E")
Titolo del filato:
a) Cotone [NeB]
b) Filato sintetico [Nm]
c) Filato ritorto e
ricoperto [Nm]
Capacità max . della
spolina in caso di
filato sintetico ca. [m]
-73 -FA- 73 -FA-74 -273 -FA-273
-373 -FA-373 -FA-374
-1
]
-1
]
3200 3500 3200 3200 3500
3200 3200 3000 3200 3200
99999
99999
77777
1 - 61 - 61,6 - 71 - 61 - 6
134-35 134-35 134-35 134-35 134-35
110-140 110-140 140-170 90-110 90-110
110-140 110-140
24 / 3 24 / 3 12 / 3 24 / 3 24 / 3
30 / 3 30 / 3 11 / 3 30 / 3 30 / 3
30 / 3 30 / 3 11 / 3 30 / 3 30 / 3
35 35 12 35 35
Distanza tra le cuciture /
Distanza tra gli aghi (a
seconda del nr. "E") [mm]
Passaggio max. sotto
i piedini:
- Durante la cucitura [mm]
- A piedini sollevati [mm]
Puleggia del volantino
media Ø [mm]
Pressione d’esercizio [bar]
Consumo aria [NL]
8
- - - 4- 40 4 - 36
10 10 10 10 10
16 9 (16 8 (16) 16 9 (16)
80 80 95 80 80
66666
0,7 0,7 0,7 0,7 0,7

Sottoclasse
-LG- 73 -LG-74 -VF-373 -AE-73
Velocità:
- max. [min
- di fabbrica [min
Lunghezza del punto:
- in avanti [mm]
- indietro [mm]
Altezza di sollevamento
dei piedini alternati:
- max. [mm]
- di fabbrica [mm]
Sistema ago:
Finezza dell’ago:
(a seconda del nr. "E"):
Titolo del filato:
a) C otone [NeB]
b) Filato sintetico [Nm]
c) Filato ritorto e
ricoperto [Nm]
Capacità max. della
spolina in caso di
filato sintetico ca. [m]
Distanza t ra le cuciture /
Distanza tr a gli aghi (a
seconda del nr. "E") [mm]
-1
]
-1
]
3200 3000 3000 2800
3000 2800 2800 2800
9999
9999
7777
1 - 6 1,6 - 7 1,5 - 6 1 - 6
134-35 134-35 134-35 1 34-35
110-140 140-1 70 110-140 110-140
110-140
24 / 3 12 / 3 24 / 3 24 / 3
30 / 3 11 / 3 30 / 3 30 / 3
30 / 3 11 / 3 30 / 3 30 / 3
35 12 35 35
----
Passaggio max. sotto
i piedini:
- Durante la cucitura [mm]
- A piedini sollevati [mm]
Puleggia del volantino
media Ø [mm]
Pressione d’esercizio [bar]
Consumo aria [NL]
10 10 10 10
13 13 9 (16) 13
80 95 80 80
6666
0,7 0,7 0,7 0,7
9

1
7
8
9
2
10
11
3
4
12
5
6
10
13

5. Istruzioni per l’uso
5.1 Filo superiore
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Il filo super i ore dev’essere infil ato solo quando la m acchina
per cucire è disinserita.
Infilatura del filo superiore ( filo dell’ago )
–
Inserire il cono di filato sul braccio portaconi ed infilare il filo attraverso le asole
passafilo del braccio guidafilo superiore.
–
Far passare il filo attraverso il guidafilo 7 ed avvolgerlo in senso antiorario intorno
alla pretensione 8 e riinfilarlo nuovamente attraverso il foro del guidafilo 7.
–
Far passare il filo intorno al guidafilo 11 ed avvolgerlo in senso antiorario intorno
alla tensione principale 10. Avvolgere il filo in senso orario intorno alla tensione
principale 12.
–
Avvolgere il fil o i n senso orario intorno al gruppo di tensionamento 4 e f acendolo
passare attraverso la molla recuperafilo 3 farlo passare attraverso il guidafilo 2.
–
Infilare il filo attraverso il foro della leva tendifilo 1 e successivamente farlo
passare attraverso i guidafili 2 , 5 e 6.
–
Infilare il filo nella cruna dell’ago e dopo averlo tirato per alcuni centimetri tagliarlo.
Infilatura del filo superiore nel caso di macchine a 2-aghi
In caso di macchine per cucire a 2-aghi, i fili devono essere infilati in maniera simile alle
macchine per cuc i re ad 1-ago.
Il corrispondente schema d’infilatura è visibile in figura.
Il gruppo di tensionamento 13 è dotato di una molla recuperafilo per due fili.
Regolazione della tensione del filo superiore
La tensione dev’essere regolata sul valore minore possibile. L’annodament o dei fili
deve avvenire nella mezzeria del materiale che viene cucito.
–
Regolazione d el l a pretensione 8.
Il valore de l l a tensione della pr etensione dev’esse re sempre minore di quello della
tensione principale.
–
Regolare le tensioni principali 10 e 12.
Apertura della tensione principale per il filo superiore
Durante il ciclo di taglio dei fili, la tensione principale per il filo superiore viene aperta
automaticamente.
–
Premere manualmente il bottone 9.
La tensione principale per il filo superiore viene aperta per tutto il tempo
d’azionament o del bottone.
11

1
2
3
4
5
12
6
7
891011

5.2 Filo inferiore
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Il filo inferiore dev’essere infilato solo quando la macchina
per cucire è disinserita.
Bobinatura del filo inferiore ( filo del crochet )
–
Inserire il cono di filato sul braccio portaconi.
–
Infilare il filo inferiore attraverso le asole pa ssafilo del braccio guidafilo superiore e
farlo passare in alternanza at traverso i fori del passafilo 1.
–
Avvolgere il filo in senso antiorario intorno alla pretensione 2 e farlo passare
nuovamente attraverso i fori del passafilo 1.
–
Avvolgere accuratamente manualmente per alcuni giri in senso antiorario lo
spezzone iniziale del filo intorno al all’asse della spolina ed inserire la spolina
sull’asse del filarello.
–
Premere la leva 4 del filarello contro la spolina vuota.
L’avvolgimento della spolina avviene durante la cucitura.
Quando la spol i na 3 è piena, il processo d’avvolgimento viene terminato
automaticamente tramite il disinnesto della leva 4 del filarello.
–
Regolazione d el l a pretensione 2.
Il filo dev’essere avvolto utilizzando la tensione minore possibile.
Infilatura del filo inferiore
–
Sollevare il catenacciolo 5 ed estrarre la spolina vuota con l’ausilio di un magnete.
–
Inserire la sp olina 6 in maniera t ale che tirando lo spezzone finale del filo essa giri
nel senso contrario alla normale senso di rotazione del crochet.
–
Far passare il filo attraverso la f essura 7 e sotto la m olla 10.
–
Tirare il filo attraverso la fessura 8 in maniera che il suo spezzone finale spunti per
ancora ca. 3 cm.
–
Chiudere nuovamente il catenacciolo 5 e far passare il filo attraverso la guida
passafilo 9 del catenacciolo.
Regolazione della tensione del filo inferiore
La tensione del filo inferiore dev’essere regolat a a seconda della chi usura del punto
desiderata.
–
Regolare la tensione del filo inferiore tramite la vite 11.
13

14
1
2
3

5.3 Sostituzione dell’ago
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
L’ago dev’essere sostituito oppure infilato solo quando la
macchina per cucire è disinserita.
–
Girare manualmente il volantino fino a quando la barra ago ha raggiunto il suo
punto morto superiore.
–
Allentare la vite 1.
–
Levare l’ago.
–
Inserire il nuovo ago nella barra ag o spingendolo verso l’alto fino in battut a e
curare che l’incavo dell’ago sia orientato verso il crochet.
–
Bloccare nuovamente saldamente la vite 1.
ATTENZIONE IMPORTANTE !
Se viene inserito un ago di un’altra finezza devono essere
eseguiti i controlli e le regolazioni come descritto nel
libretto d’istruzione per il servizio.
Non effettuando le necessarie correzioni potrebbero avvenire i seguenti inconvenienti:
Utilizzando un ago di una finezza più fine potrebbero comparire dei salti del punto
oppure dei danneggiamenti del fi l o.
Utilizzando un ago di un diametro maggiore potrebbero avvenire dei danneggiamenti
della punta del crochet oppure dell’ago.
5.4 Sollevamento dei piedini
A seconda dell’equipaggiamento della macchina i piedini possono essere sollevati
meccanicamente oppure pneumaticam ente.
Meccanicamente
–
Azionare la leva a ginocchiera 2.
Pneumaticamente ( è necessario un disposit ivo FLP oppure RAP )
–
Premere il pedale mezzo indietro.
5.5 Bloccaggio dei piedini in posizione sollevata
I piedini sollevati meccanicamente oppure pneumaticamente possono essere bloccati in
posizione soll evata tramite la leva 3.
–
Spingere la leva 3 verso il basso.
I piedini sollevati vengono bloccati nella posizione sollevata.
–
Tirando la leva 3 verso l’alto.
Viene eliminato il bloccaggio dei piedini nella posizione sollevata.
15

1
16
2

5.6 Corsa di sollevamento dei pied ini
La corsa di so l l evamento dei piedini viene regolata t ramite il disco di regolazione 1.
Macchine per cucire senza dispositivo rasafilo ( FA )
Nel caso di codeste macchine la velocità non viene controllata.
Rispettare la susseguente indicazione e la tabella.
Macchine per cucire con dispositivo rasafilo ( FA )
La corsa di sollevamento dei piedini e la velocità sono interdipendenti l’una dall’altra.
Un potenziom etro è collegato m eccanicamente con la situazione di regolazione del
disco di regolazione. Tramite codesto potenziometro il pannello di comando riconosce
la corsa di soll evamento dei pied i ni che è stata impost ata e limita di conseguenza la
velocità.
Macchine per cucire dotate con il dispositivo HP 13 - 7 ( Speedomat )
La ciorsa di sollevamento massima dei piedini può e ss e re inserita durant e la cucitura
tramite l’interruttore a ginocchiera 2. Anche in codesto caso con le macchine dotate di
dispositivo rasafilo ( FA ) la velocità viene limitata tramite un potenziometro.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Regolare la corsa di sollevamento dei piedini solo quando
la macchina p er cucire è disinseri ta.
Regolazione della corsa di sollevamento dei piedini
–
Regolare il disco di regolazione 1. min. , A , B , C , D , E , F , max.
min. = cor sa min ima di sollevame nto
max. = corsa mas sima di sollevam ento
INDICAZIONE IMPORTANTE !
Per garantire una sicura lavoraz ione e contemporaneamente una minima usura, la
velocità massima indicata in tabella non dev’essere superata.
Compo di regolazione Disco di sottoclasse Velocità max.
della lunghezza del regolazione
punto [ mm ] [ Posizione ] [ Punti / min ]
0 - 6 min. - B - LG 74 3 000 ( 3 300 )
- VF 373 3 000
- AE 73 2 800
- tutte le altre 3 200 ( 3 500 )
C - D - LG 74 2 500 ( 2 800 )
- VF 373 2 500
- AE 73 2 300
- tutte le altre 2 700 ( 3 000 )
E - max tutte 2 000
6 - 9 min - max tutte 2 000
1)
Se la macchina è dotata con il dispositivo Speedomat HP 13 - 7 la velocità può
essere aumen tata di ca. 300 punt i / min fino al valore i ndicato in parentesi.
La dotazione supplementare HP 13 - 7 è descritta alla pagin a 31.
1)
1)
1)
1)
17

5.7 Pressione dei piedini
12
Tramite il bottone girevole 1 viene regolata la pressione desiderata dei piedini.
–
Per aumentar e l a pressione dei piedini = Girare il bottone girevole 1 in senso
Per diminuire la pressione dei piedini = Girare il bottone girevole 1 in senso
orario
ant iorario.
5.8 Lunghezza del punto
Tramite il bottone girevole 2 viene regolata la lunghezza del punto desiderata.
–
Per aumentare la lunghezza del punto = Girare il bottone girevole 2 in senso
Per diminuire l a l unghezza del punto = Girare il bottone girevole 2 in senso
18
orario
ant iorario.

6. Pulsanti sul braccio della macchina per cucire
12 3 4
pulsante 1 = Fermatura intermedia della cucitura durante la cucitura
pulsante 2 = 2. Lunghezza del punto
pulsante 3 = Sopprimere la fermatura iniziale della cucitura oppure quella finale
pulsante 4 = Posizionamento dell’ago nella posizione alta oppure bassa
–
Premere e mantenere premuto il pulsante 1.
Fermatura in termedia della cucitura viene esegui ta. La macchina cu ce a marcia
indietro, per tutto il tempo du rante il quale il pulsa nte viene premuto.
–
Premere il pulsante 2.
La 2. lunghezza del punto viene attivata.
Quando la 2. lunghezza del punto è s t ata attivata, viene poi attivata nuovame nte la
1. lunghezza del punto.
–
Premere il pulsante 3.
La prossima fermatura iniziale della cucitura oppure la prossima fermatura finale
della cuci tura
–
Premere il pulsante 4.
L’ago viene posizionato alternativam ente ad ogni azionamento nella sua p osizione
alta oppure bassa.
viene cucita.
non
19

7. Pannello di comando e pannello per l’oper atore
ATTENZIONE IMPORTANTE !
In codeste istruzioni per l’ uso vengono solo descritte le
funzioni degli interruttori e dei pulsanti.
Per la descrizione particolare ggiata del pannello di
comando consultare l’attuale libretto d’istruzione per l’uso
della casa costruttrice de l m o tore che è allega to al motore
stesso.
Il pannello di comando del motore viene programmato tramite il pannello di comando
per l’operatore e nel contempo possono essere programmate le funzioni per ogni
rispettiva cucitura.
A seconda dei lavori di cucitura che devono essere eseguiti, la cucitura può essere
eseguita manualmente oppure tramite il modo di programmazione della cucitura.
A seconda dei lavori di cucitura che devono essere eseguiti e corrispondentemente al
pannello di comando del motore utilizzato possono essere programmate sequenze di
cucitura, nelle quali le funzioni ( fermatura iniziale della cucitura, fermatura finale della
cucitura, conteggio dei punti, taglio dei fili ecc. ) ed i valori di parametro ( quantità dei
punti, lunghezza della cucitura, velocità ecc. ) possono essere abbinate
individualme nte a ciascun tratto di c ucitura.
L’impostazione dei rispettivi dati avviene nel "Modo di programmazione", i parametri ed
i loro rispettivi valori vengono indicati sul "Display". Le cuciture programmate
rimangono memorizzate anche dopo il disinserimento della maccchina per cucire
( batterie tampone ).
Per evitare una involuta variazione di funzioni già preimpostate, il pannello di comando
per l’operatore è suddiviso in differenti soglie d’accesso ( soglia per l’operatore, soglia
per il tecnico, soglia per la fabbrica ). L’utilizzatore finale (cucitrice) può programmare
direttamente e l’accesso alla sua soglia è libero. A seconda del tipo di motore utilizzato,
l’accesso alle altre soglie viene permesso solo dopo l’impostazione di un codice
numerico d’accesso oppure dopo l’azionamento contemporaneo di una determinata
combinazione di pulsanti.
RESET
Nel caso che i l pannello di comando per il motore fosse completamente posto fuori
dalla normale regolazione ed il suo riassettamento si rivelasse problematico, il tecnico
ha tramite la funzione "RESET" la possibilità di ripristinare nel pannello di comando del
motore i valori di base originali di fabbrica presenti nel pannello all’atto della fornitura.
L’utilizzazione di codesta funzione è descritta nel libretto d’istruzione per il servizio !
20

7.1 Pannello di comando per l’operatore QUICK
1
2
3
4
5
6 7 8 9 10 11 12
Int errut tore Posizi one alta Posizione bassa
1 Fermatura ornamentale Fermatura normale della cucitura
2 Piedino alto Piedino basso
3 Inizio lento della cucitura Inizio della cucitu ra a velocità norma l e
4 Fermatura iniziale doppia Fermatura iniziale semplice della
5 Fermatura finale doppia Fermatura finale semplice della
6 Fermatura iniziale della Fermatura iniziale della cucitura
7 Fermatura finale della Fermatura finale della cucitura
8 Raffreddamento dell’ago Raffreddamento dell’ago disinserito
Pulsante Funzione Modo di programmazione
9 Cucire ancora una volta la Variare il numero di gruppo dei
10 Ago alto Variare il numero di rego l az i one
11 Punto a punto/Cucire con n
12 Cambio del programma Diminuire il valore indicato
della cucitura
della cucitura cucitura
della cucitura cucitura
cucitura i nserita disinserita
cucitura i nserita disinserita
inserito
fermatura della cucitura parametri
Aumentare il valore indicato
min
21

7.2 Pannello di comando per l’op eratore EFKA
Pulsante Funzione
P Aprire oppure chiudere il "Modo di programmazione"
E Confermare le modificazio ni effettuate nel "M odo di programmazione"
+ Per aumentare il valore indica t o
- Per diminuire il valore indicato
1 Conteggi o dei punti inserito / di si nserito
2 Programmare / Esecuzione dei tratti di cucitura
3 Pulsante f unzionale
4 Posizione di base dell’ago alta / bassa
5 Sollevamento automatico del piedino all’arresto della macchina
6 Sollevamento automatico del piedino dopo il rasafilo
7 Fermatura iniziale della cucitura semplice / doppia / disinserita
8 Fermatura finale dell a cuci tura semplice / d oppia / disinserita
9 Rasafilo / Rasafilo + Ritorno del volantino / disinserito
0 Funzio namento della fotoce llula inserito / disinserito
durante cucitura inserito / disinserito
inserito / disinserito
22

8. Ciclo di cucitura
Per la descrizi one del ciclo di cucitura sono state presi in considerazion e i seguenti
presupposti:
–
Si tratta di una macchina per cucire ad 1-ago dotata con i seguenti
equipaggiamenti supplementari:
- FA Dispositivo rasafilo.
- RAP Fermatura el et tropneumatica dell a cucitura e sollevame nto
elettropne um atico del piedino, a zionamento tramite pedale.
- FLP Sollevamento elettropneumatico del piedino, azionamento tramite pedale.
- HP Regolazion e elettropneumatica rapida della co rsa di sollevamento dei
piedini di trasporto.
–
Sul pannello di comando per l’operatore sono state impostate le seguenti funzioni:
- Fermatura iniziale e finale della cucitura : INSERITA
- Posizione dei piedini prima e dopo il ciclo del rasafilo : BASSA
- Posizione dell’ago prima del ciclo del rasafilo : BASSA ( 1. posizione )
- Posizione dell’ago dopo il ciclo del rasafilo : ALTA ( Ritorno del volantino dopo il
–
Interruttore principale inserito !
–
L’ultimo ciclo di cuci t ura che è stato effe t tuato è stato ter m inato con una fermatura
finale della cucitura ed un ciclo del dispositivo rasafilo.
Sequenza operativa e funzionale durante la c ucitura
pos izionamento nel la 2. posizione )
4
Sequenza operativa Operazione / Spiegazione
Prima della cucitura
Situazione di partenza
Posizionare il materiale per
l’inizio della cucitura.
Continuazione nella prossima pagina !
- Pedale in posizione di riposo
La macchina per cucire è ferma.
Ago in posizione alt a . P iedini in basso.
- Premere il puls ante 4.
L’ago posiziona nell a sua posizione bassa .
- Premere il pedale mezzo verso l’indietro.
I piedini si sollevano.
- Posizionare il materiale fino contro l’ago.
3
2
1
23

4
3
2
1
Sequenza operativa Operazione / Spie gaz i one
All’inizio della cucitura
Esecuzione della fermatura
iniziale della cucitura e
proseguimento della cucitura
Cucire solo la fermatura
iniziale della cucitura
Sopprimere
iniziale della cucitura.
Durante la cucitura
Interrompere il ciclo di cucitura
Cucire un angolo
Continuare il ciclo di cucitu ra
( dopo aver rilasciato il pedale )
Cucire la fermatura intermedia
della cucitura
la fermatura
- Premere il pedale verso l’avanti e mantenerlo in
questa posizione.
La fermatura iniziale della cucitura viene eseguita.
Infine la cucitura viene continuata con la velocità
che viene determinata dal pedale.
- Premere brev em ente il pedale verso l ’ avanti.
Dopo l’esecuzione della fermatura iniziale della
cucitura la macchina per cucire si ferma
posizionando nella 1. posizione.
- Premere il pu l sante 3 e poi premere i l pedale
verso l’avanti.
La macchina per cucire cuc e con la velocità che
viene determi nata dal pedale.
- Rilasciare il pedale ( posizione di riposo ) .
La macchina per cucire si ferma posizionando
nella 1. posizione.
I piedini sono in basso.
- Premere il pedale mezzo verso l’indietro.
La macchina per cucire si ferma posizionando
nella 1. posizione.
I piedini sono in alto.
- Girare il materiale intorno all’ago.
- Premere il pedale verso l’avanti.
La macchina per cucire cuc e con la velocità che
viene determi nata dal pedale. La f ermatura
iniziale della cucitura
- Premere il pu l sante 1 e mantenere u l t eriormente
premuto il pedale.
La macchina per cucire cuce a marcia indietro fino
a quando il pulsante 1 viene mantenuto premuto.
La velocità viene determinata dal pedale.
Continuazi one nella prossima pagina !
non viene
eseguita.
24

Sequenza operativa Operazione / Spiegazione
Cucire sopra una preesistente
cucitura trasversale.
Alla fine della cucitura
Estrazione del materiale
Per
Per
finale della cucitura
sollevare i piedini
non
cucire la f e rmatura
non
- Azionare l’interruttore a ginocchiera.
La velocità viene limitata a 2000 punti / min.
a) Se l’interruttore a levetta è in alto
Per il tutto il tempo dell’azionamento, la corsa
di sollevamento max. del piedino è inserita.
b) Se l’interruttore a levetta è in basso
Al primo azionament o: inserimento dell a corsa
di sollevamento max. del piedino.
Al secondo azionament o: di sinserimento della
corsa di sollevamento max. del pi edino.
.
- Premere il pedale completamenter verso
l’indietro e mantenerlo premuto.
La fermatura finale della cucitura viene eseguit a.
I fili vengono tagliati.
La macchina per cucire si ferma nella
2. posizione.
L’ago è in alto ( ritorn o del volantino ).
I piedini sono sollevati.
- Premere brevemente il pedale completamente
indietro.
La fermatura finale della cucitura viene eseguit a.
I fili vengono tagliati.
La macchina per cucire si ferma nella
2. posizione.
L’ago è in alto ( ritorn o del volantino ).
I piedini sono abbassati.
- Premere il puls ante 3 e premere comp l et amente
verso l’indietro il pedale.
La fermatura finale della cucitura
eseguita.
I fili vengono tagliati.
La macchina per cucire si ferma nella
2. posizione.
L’ago è in alto ( ritorn o del volantino ).
I piedini a seconda della posizione del pedale
sono in alto oppure in basso.
non
viene
25

9. Manutenzione
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Eseguire la manutenzione della macchina per cucire solo
quando la macchina per cucire è disinserita.
9.1 Pulizia
Una macchina per cucire mantenuta ben pulita preserva la macchina da disturbi
operativi e danneggiamenti !
Pulizia giornaliera:
–
Ripulire og ni giorno dagli accumuli di sporcizia la testa della macchina per cucire
ed in particolare i campi di lavoro del crochet, del dispositivo rasafilo, della placca
ago e della griffa di trasporto !
–
Ripulire giornalmente la vaschetta paraolio !
–
Controllare giornalmente il livello dell’acqua condensata nella vaschetta del
gruppo riduttore della pressione dell’aria compressa.
Il livello dell’acqua condensata nella vaschetta del gruppo riduttore non deve mai
raggiungere il filtro 2.
Per scaricare l’ acqua condensata: Sotto pressione , avvitare la vite di scarico 3 e
far scaricare l’acqua dalla vaschetta di raccolta 1.
26
1
2
3

9.2 Lubrificazione
1
2
Controllare settimanalmente sulla spia 2 il livello dell’olio !
Per rifornire la bacinella di riserva dell’olio utilizzare esclusivamente olio lubrificante
ESSO SP-NK 1 0
caratteristiche:
–
Viscosità 40° C : 10 mm2/s
–
Punto di infiammabilità: 150 °C
oppure un altro equivalente ol io di marca con le se guenti
L’olio
ESSO SP-NK 1 0
DÜRKOPP ADLER AG
9047 000013 2 Litro
9047 000014 5 Litri
–
Allentare la vite 1 di chiusura del bocchettone dell’olio ed effettuare il rifornimento.
–
Controllare il livello dell’olio sulla spia 2.
A bacinella piena il livello dell’olio dev’essere compreso tra le linee di riferimento
"LEER" "VUOTO"
riferimento
paraolio dell’olio in eccedenza.
–
Avvitare nuovamente la vite 1 di chiusura del bocchettone dell’olio e ripulire la
bacinella paraolio dall’olio eventualmente traboccato.
può essere acq uistato presso i pu nt i di vendita autori zzati della
sotto il seguente numero di particolare:
e
"VOLL" "PIENO"
"VOLL" "PIENO"
potrebbe causare una fuoriuscita nella bacinell a
; un rifornimento che superi la linea di
27

10. Dotazioni supplementari
10.1 Dispositivo di controllo della rimanenza di filo sulla spolina
RFW 13 - 3
Il dispositivo di controllo della rimanenza di filo sulla spolina controlla la quantità del filo
della spolina del crochet. Tramite un avviso acustico l’ operatore viene a vvisato che la
spolina è quasi vuota ed ha solo una rimanenza di riserva di filo.
L’operatore può eventualmente terminare la cucitura e dopodichè inserire nel crochet
una spolina piena. Grazie a codesto dispositivo vengono evitati punti indesiderati di
ripresa della cucitura e nel contempo eventuali danneggiamenti del materiale da cucire.
Il dispositivo di controllo della rimanenza di filo sulla spolina (numero di particolare :
0767 367629) può essere montato anche a posteriori su tutte le macchine ad 1-ago
della classe 767 dotate di un dispositivo rasafilo. Il presupposto necessario è che che il
supporto raccorciato 4 (numero di particolare 0367 350083, lunghezza 22 mm, montato
dal Maggio 1992) del coltello tirafilo sia già montato sulla macchina.
1
2
3
4
5
Funzionamento ed uso del dispositivo di controllo della rimanenza di filo sulla
spolina
Se durante la cucitura un raggio della fotocellula viene riflesso dalla superficie 7
riportata sull’asse della spolina, il ciclo di cucitura viene interrotto.
Un avviso ac ustico viene attivato per 2 second i .
–
Rilasciare i l pedale e poi premerl o nuovamente verso l ’ avanti.
La cucitura viene continuata. Normalmente la quantità della rimanenza di filo che è
ancora avvol t a sulla scanalatura di riserva 8 della spolina è sufficiente per
terminare i l tratto di cucitura che dev’essere ancora eseguito .
–
Alla fine della cucitura, premere il pedale verso l’indietro.
I fili vengono tagliati. Per ricordare d’effettuare il cambio della spolina, viene
attivato nuovamente per 2 seco ndi un avviso acustic o.
28

Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
La spolina del filo del crochet dev’essere sostituit a solo
quando la macchina per cucire è disinserita.
–
Sostituire la spolina del filo del crochet.
Una nuova cuc i tura può essere nuovamente iniziata.
ATTENZIONE IMPORTANTE !
La spolina dev’essere inserita nel crochet in maniera tale che
la scanalatura 6 di riserva del filo sia riv ol t a verso il basso .
Il campo di lavoro intorno al cestello ed alla fotocellula
dev’essere assolutamente mantenuto pulito dal pulviscolo
provocato dall a cucitura !
Se la spolina vuota non viene sostituita da una spolina piena, all’inizio della
prossima cuci tura viene attivato nuovamente un avviso acustico.
A seconda della regol azione:
- Avviso acustico continuo durante la cucitura fino all’azionamento del dispositivo
rasafilo .
- Avviso acustico di 2 secondi dopo l’azionamento del prossimo ciclo del
dispositivo rasafilo.
–
Bobinatura de l f i l o i nferiore.
Codesta operazione è descritta in questo libretto d’istruzione per l’uso.
ATTENZIONE IMPORTANTE !
Durante la bobinatura del filo, la scanalatura 6 dev’essere
rivolta verso l’alto.
Manualmente avvolgere il filo sull’asse della spolina solo nel
campo d’azione della scanalatura 8 per la riserva del filo.
6
7
8
29

10.2 2. Lunghezza del punto STLS 13 - 2
2
1
3
4
La 2. lunghezza del punto richiamabile a piacere, permette un passaggio rapido dalla
cucitura di montaggio alla susseguente cucitura d’impuntura.
La scelta della 1. oppure della 2. lunghezza del punto avviene tramite il pulsante situato
sul braccio della macchina. La 2. lunghezza del punto è sempre più corta che la 1.
lunghezza d el punto.
Dopo l’accensione della macchina per cucire, viene sempre attivata la 2. lunghezza del
punto.
Descrizione degli elementi di funzionamento e d’utilizzazione
Definizione Funzione
1 Bottone gi revole Per impostare la 1. lunghezza del punto.
2 Scala Per indicare la 2. lunghezza del punto.
3 Bottone gi revole godronato Per i m postare la 2. lunghezza del punto.
4 Scala Per indicare la 1. lunghezza del punto.
30

10.3 Dispositivo per la variazione elettromeccanica rapida della corsa
di sollevamento dei piedini HP 13 - 7
1
2
3
La corsa di sollevamento dei piedini e la velocità sono interdipendenti l’una dall’altra.
Un potenziometro è collegato meccanicamente con il disco di regolazione. Tramite
codesto potenziometro il pannello di comando del motore riconosce la posizione di
regolazione della corsa di sollevamento dei piedini e limita corrispondentemente la
velocità. I valori sono indicati nella tabella riportata a pagina 17.
La corsa massi ma di sollevamento dei piedini può essere inserita durant e la cucitura
tramite l’interruttore a ginocchiera 3.
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale !
Regolare la corsa di sollevamento dei piedini e l’interruttore
a levetta solo quando la macchina per cucire è disinserita.
Regolazione dell’interruttore a levetta 2
–
Interrutto re posizionato verso l’alto = Azionamento ad int ermittenza.
Interrutt o re posizionato verso il basso = Azionamento conti nuo.
Nel caso di un
dei piedini viene attivata solo per tutto il tempo d’azionamento dell’interruttore a
ginocchiera.
Nel caso di un
piedini viene attivata al momento dell’azionamento dell’interruttore a ginocchiera e
rimane attivata. Quando l’interruttore a ginocchiera viene nuovamente azionato la
corsa massima di sollevamento dei piedini viene disattivata.
Inserimento della corsa massima di sollevamento dei piedini durante la cucitura
–
Azionare l’interruttore a ginocchiera 3.
La corsa massima di sollevamento dei piedini viene attivata a seconda della
posizione dell’interruttore a levetta 2.
azionamento ad intermittenza
azionamento continuo
, la corsa massima di sollevamento
, la corsa massima di sollevamento dei
31

10.4 T rasporto superior e ed inferiore a rulli SP 470
Il trasporto superiore ed inferiore a rulli serve a facilitare il trasporto del materiale da
cucire. Questo tramite può essere realizzato un risultato di cucitura regolare e senza
arricciature.
La velocità con la quale il materiale da cucire viene trasportato può essere adattata in
continuazione alla lunghezza del punto. La pressione dei rulli può essere regolata in
dipendenza del materiale che dev’essere cucito.
1
2
3
–
Leva 1:
Per adattare la velocità del trasporto superiore ed inferiore a rulli alla lunghezza
del punto che è stata impostata.
–
Vite 2:
Per regolare la pressione del rullo del trasporto superiore a rulli in dipendenza del
materiale che dev’essere cucito.
–
Leva 3:
Per abbassare il rullo del trasporto superiore a rulli.
32

10.5 Abbassamento automatico del trasporto a rulli WT A 13 - 2
1
2
4 5
3
6 7 8
Codesta dotazione supplementare è a complemento del trasporto superiore ed inferiore
a rulli. Codesta dotazione permette la regolazione dell’impulso d’abbassamento der
rullo di trasporto superiore all’inizio della cucitura in maniera tale che esso s’abbassi
solo quando il materiale si trova già sotto il rullo di trasporto.
Sul riduttore 1 viene montato il disco ad impulsi 2. l’interruttore di prossimità 3
trasmette gli impulsi al pannello di comando 6. Quando il numero d’impulsi che è stato
impostato sul pannello viene raggiunto, il rullo del trasporto superiore a rulli s’abbassa.
–
Lampada di controllo 4.
La lampada s’illumina quando il pannello di comando è alimentato dalla tensione di
rete.
–
Interruttore 5
EIN / INSERITO = L’abbassamento automatico del rullo del trasporto
superiore a rulli è inserito.
AUS / DISINSERITO = L’abbassamento automatico del rullo del trasporto
superiore a rulli è disinserito.
–
Interruttore 8
DAUER / CONTINUO = Il rullo di trasporto superiore è continuamente abbassato.
AUTO / AUTOMATICO = Abbassamento automatico del rullo del trasporto
superiore a rulli a seconda del numero d’impulsi che è
stato impostato sul pann ello di comando.
–
Interruttore 7
Per regolare il numero degli impulsi a partire dall’inizio della cucitura fino al
momento dell’attivazione dell’abbassamento del rullo del trasporto superiore.
EIN (INSERITO) / AUS (DISINSERITO)
DAUER (CONTINUO)/ AUTO (AUTOMATICO)
( 0 fino 15 )
33
 Loading...
Loading...