


Indice Pagina:
Parte 2: Istruzioni per il montaggio. Classe 745-34
1. Parti componenti della fornitura .................................... 3
2. Informazioni generali ........................................... 3
3. Montaggio dell’unità automatica di cucitura
3.1 Trasporto dell’unità automatica di cucitura ............................... 4
3.2 Togliere le sicurezze di trasporto ..................................... 5
3.3 Regolazione dell’altezza del piano di lavoro .............................. 6
3.4 Regolazione dei pedali ........................................... 7
4. Montaggio delle parti smontate per la spedizione della macchina
4.1 Supporto portaconi ............................................. 8
4.2 Depositi per il materiale .......................................... 9
4.3 Montaggio del supporto per il pannello di comando per l’operatore, del filarello e del
deposito per il materiale destro ...................................... 10
4.4 Ampliamenti del tavolo (dotazioni supplementari) ........................... 11
4.4.1 Ampliamento del tavolo per la lavorazione con carrello pinza-pacchetti .............. 11
4.4.2 Ampliamento del tavolo per l’impilatura laterale. Classi 745-34 A e 745-34 D .......... 12
4.4.3 Ampliamento del tavolo per l’impilatura laterale. Classi 745-34 B e 745-34 F........... 12
4.5 Impilatore a bracci (dotazione supplementare) ............................. 13
2
5. Collegamento elettrico
5.1 Collegamento del pannello di comando per l’operatore DAC II C .................. 15
5.2 Collegamento del filarello indipendente ................................. 15
5.3 Collegamento alla rete ........................................... 15
5.4 Controllo della tensione nominale d’alimentazione .......................... 16
5.5 Controllo della tensione nominale d’alimentazione del dispositivo d’aspirazione per il
vuoto spinto (dotazione supplementare)................................. 17
5.6 Controllo del senso di rotazione del motore per la macchina per cucire .............. 17
6. Collegamento pneumatico ....................................... 18
7. Collegamento all’impianto per il vuoto spinto della fabbrica .................. 19
8. Lubrificazione ............................................... 20
9. Collaudo dell’unità automatica di cucitura ............................. 21

1. Parti componenti della fornitura
–
Unità automatica di cucitura di base destinata alla precucitura
automatica di filetti, pattine ed intagli di tasche del petto a filetto
con angoli della tasca ad angolo retto oppure in sbieco, composta
da:
–
Sostegno regolabile in altezza
–
Motori passo a passo per la macchina per cucire, per il
trasporto del materiale da cucire, per la regolazione della
posizione longitudinale del dispositivo per l’incisione degli
angoli.
–
Testa della macchina per cucire a due aghi, a doppio punto
annodato
–
Pannello di comando DAC II C con pannello di comando per
l’operatore
–
Luci di riferimento a laser
–
Luce per l’illuminazione del campo di cucitura
–
Gruppo riduttore per l’aria compressa con pistola ad aria
compressa.
–
Supporto portaconi.
–
Depositi per il materiale di guarnizione a sinistra
dell’operatore e sotto al piano di lavoro.
–
Utensili e piccoli particolari negli accessori.
–
Dispositivi d’alimentazione ed organi di cucitura a seconda del
metodo di lavoro
–
Dotazioni supplementari (optional)
2
2. Informazioni generali
ATTENZIONE IMPORTANTE !
L’unità automatica di cucitura dev’essere montata solo da personale
specializzato ed appositamente istruito allo scopo.
Tutti i lavori sull’equipaggiamento elettrico dell’unità automatica di
cucitura devono essere effettuati da elettricisti specializzati ed
appositamente addestrati allo scopo.
Prima d’iniziare ogni lavoro sull’equipaggiamento elettrico si deve
estrarre la spina dalla rete d’alimentazione dell’unità automatica di
cucitura.
Le istruzioni dell’allegato libretto d’istruzione per l’uso della ditta
produttrice dei motori passo a passo devono essere assolutamente
rispettate.
3
3. Montaggio dell’unità automatica di cucitura
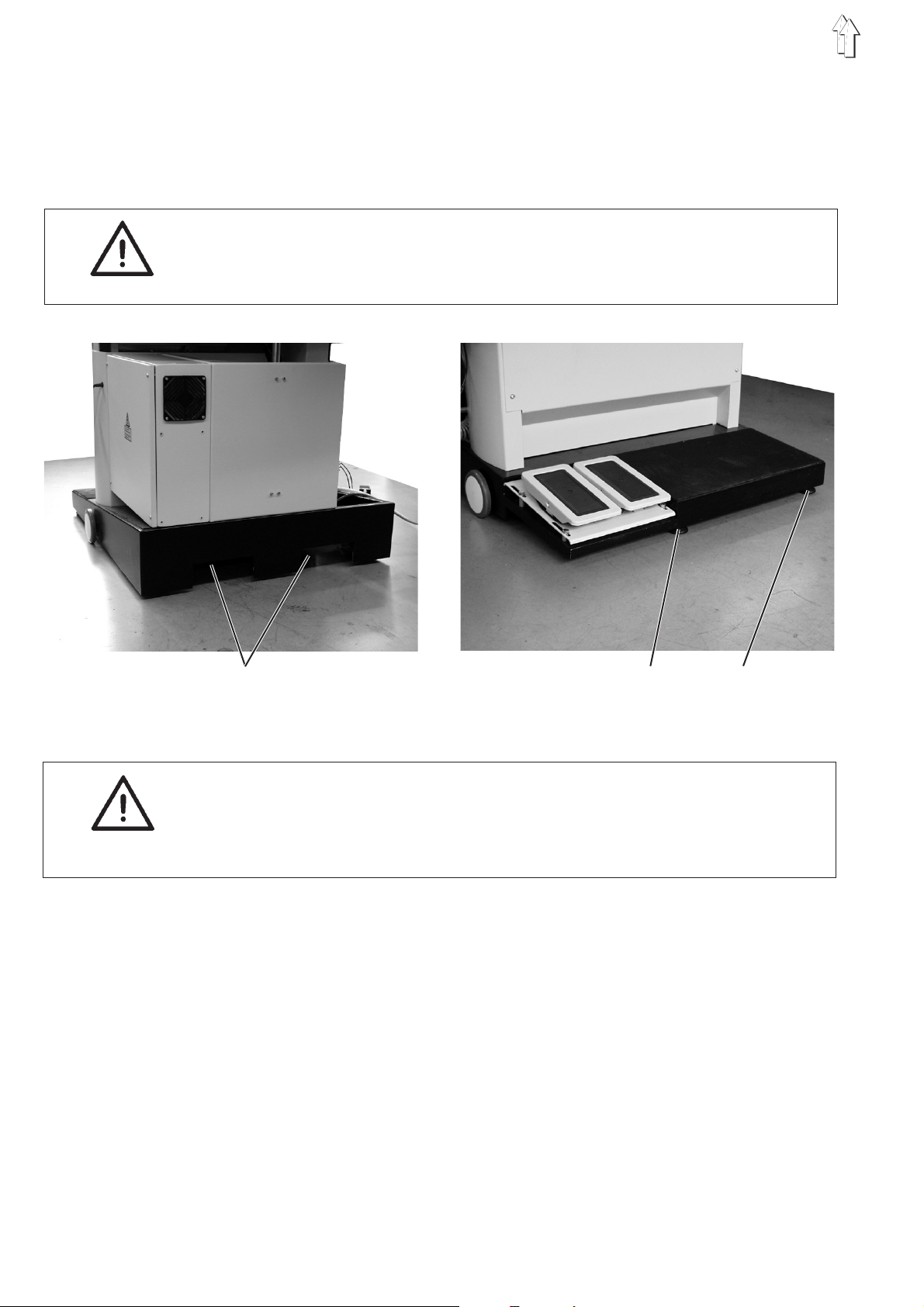
3.1 Trasporto dell’unità automatica di cucitura
Il sostegno dell’unità automatica di cucitura è dotato di quattro rulli di
trasporto per permettere il trasporto dell’unità automatica di cucitura
all’interno della fabbrica.
ATTENZIONE IMPORTANTE !
Per trasportare l’unità automatica di cucitura non sollevarla sotto il
piano di lavoro ma bensì utilizzare un carrello elevatore.
1
ATTENZIONE IMPORTANTE!
Prima d’effettuare il collaudo dell’unità automatica di cucitura svitare i
piedini del sostegno2e3inmaniera tale che l’unità automatica di
cucitura appoggi effettivamente e sicuramente con tutti e quattro i
piedini sul pavimento ed il piano di lavoro sia in bolla.
Per sollevare l’unità automatica di cucitura:
–
Inserire le forche del carrello elevatore nelle aperture 1 situate
nella parte posteriore dell’unità automatica di cucitura.
Per trasportare l’unità automatica tramite i rulli di trasporto:
–
Per trasportare l’unità automatica tramite i rulli di trasporto,
avvitare i piedini del sostegno2e3inmaniera tale che i rulli di
trasporto appoggino sul pavimento.
–
Dopo aver effettuato il trasporto dell’unità automatica di cucitura,
svitare i piedini del sostegno2e3inmaniera tale che i rulli di
trasporto non facciano più presa sul pavimento ed assicurarsi che
l’unità automatica di cucitura appoggi effettivamente e sicuramente
con tutti e quattro i piedini sul pavimento ed il piano di lavoro sia in
bolla.
23
4
3.2 Tagliere le sicurezze di trasporto
Prima d’effettuare il montaggio dell’unità di cucitura smontare le sei
sicurezze per il trasporto dell’unità di cucitura.
Se l’unità di cucitura dev’essere nuovamente trasportata rimontare
obbligatoriamente le sicurezze per il trasporto.
2
5
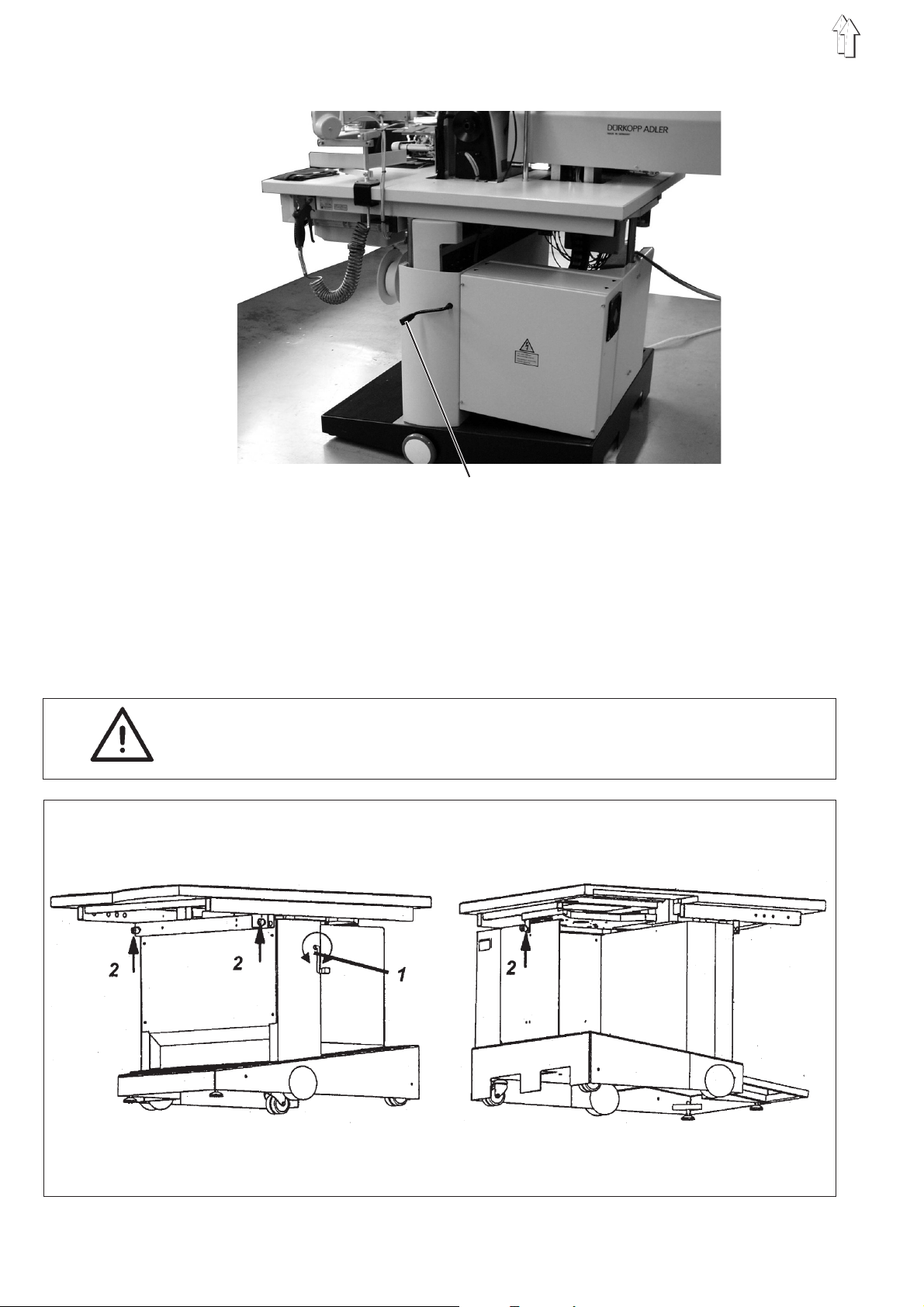
3.3 Regolazione dell’altezza del piano di lavoro
1
L’altezza del piano di lavoro (misurata tra il pavimento ed il bordo
superiore del piano di lavoro) può essere regolata tra 77 cm e 108 cm.
All’atto della fornitura l’unità automatica di cucitura è regolata dalla
fabbrica sull’altezza del piano di lavoro più bassa, cioè corrispondente
ad 77 cm.
–
Tramite la manovella 1 portare il piano di lavoro all’altezza
desiderata.
–
Girando verso destra = Il piano di lavoro si solleva
–
Girando verso sinistra= Il piano di lavoro s’abbassa
ATTENZIONE IMPORTANTE!
Prima di azionare la manovella 1 togliere le 3 viti di sicurezza 2.
6

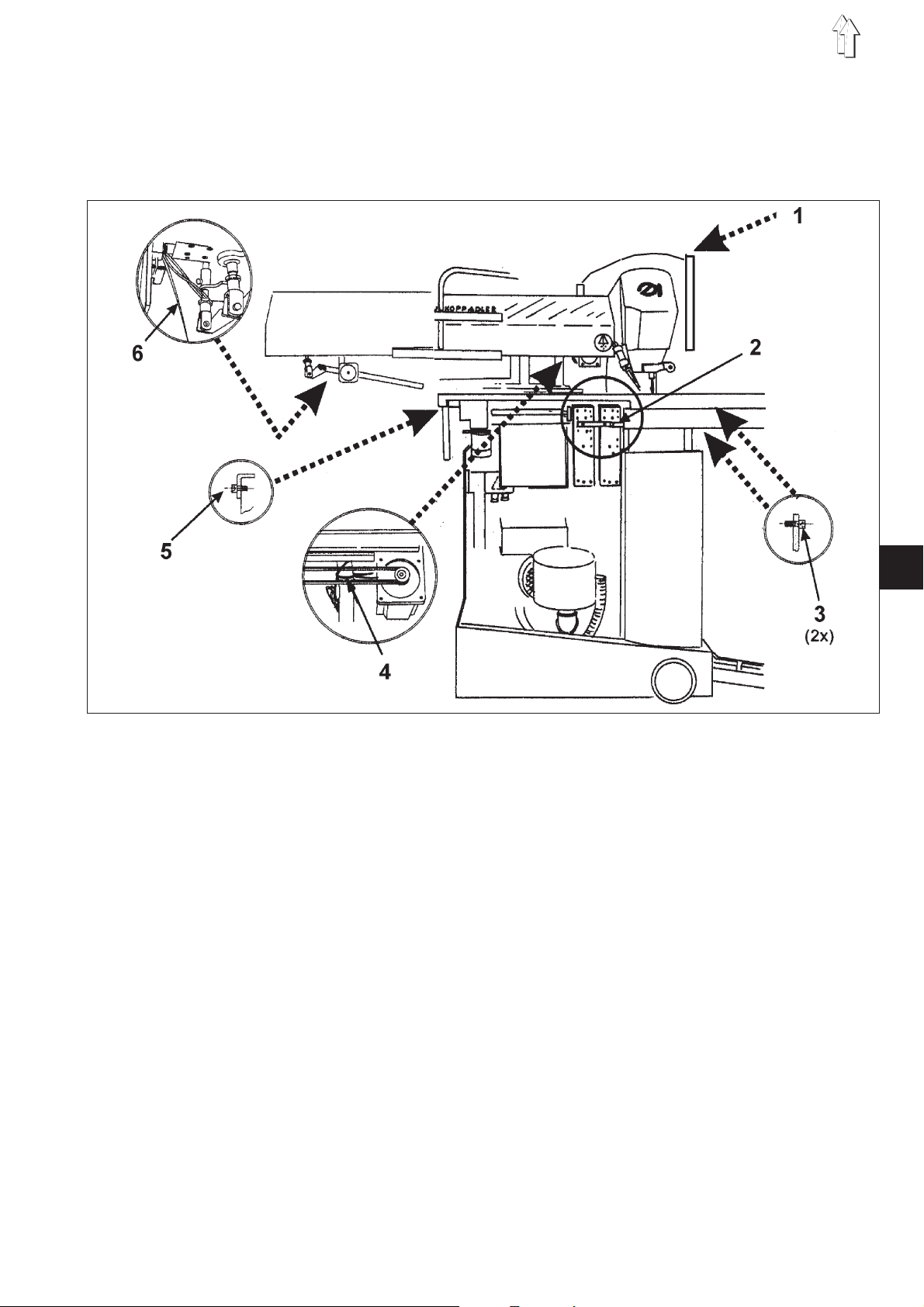
3.4 Regolazione dei pedali
12 3 4 5
La distanza tra i pedali e l’operatore può essere regolata in maniera
tale da ottenere un comodo azionamento.
–
Allentare le viti 1, 2,4e5.
–
Spostare nella posizione desiderata la piastra di base 3 con i
pedali.
–
A regolazione ultimata avvitare nuovamente saldamente le viti 1, 2,
4e5.
2
7

4. Montaggio delle parti smontate per la spedizione della macchina
4.1 Supporto portaconi
123
–
Inserire il supporto portaconi 2 nel foro del piano di lavoro e
fissarlo sotto al piano di lavoro con il dado4elarispettiva
rondella.
–
Montare ed orientare, come visibile in figura, i bracci passafilo 1 ed
i bracci portaconi 2 con i relativi piattelli di supporto dei coni di
filato.
4
8

4.2 Depositi per il materiale
5 678
–
Fissare i depositi per il materiale sulla sbarra di supporto 7.
A questo scopo inserire i morsetti5e6sulla sbarra di supporto 7,
trovare la giusta posizione in altezza e fissare i depositi per il
materiale sulla sbarra di supporto bloccando le viti dei morsetti.
–
Aprire la leva di fissaggio 8 ed orientare i depositi per il materiale
rispetto alla stazione di cucitura.
–
A regolazione ultimata bloccare nuovamente la leva di fissaggio 8.
2
9

4.3 Montaggio del supporto per il pannello di comando per l’operatore, del filarello e
del deposito per il materiale destro
Il supporto 1 per il pannello di comando per l’operatore, il filarello
indipendente esterno ed il deposito per il materiale destro, visti dal
punto di vista dell’operatore, vengono fissati sulla parte a destra della
testa della macchina per cucire.
8
9
12 3 4567
–
Inserire il supporto 1 con il morsetto a squadretta 2 sul piano di
lavoro e fissarlo tramite la vite 3.
–
Orientare i bracci passafilo 4,5e9.
–
Fissare il deposito 6 sul braccio 4.
–
Fissare il pannello di comando per l’operatore 7 sul braccio 5.
–
Fissare il filarello 8 sul braccio 9.
Per il collegamento del filarello indipendente consultare il
capitolo 5.2.
10

4.4 Ampliamenti del tavolo (dotazioni supplementari)
4.4.1 Ampliamento del tavolo per la lavorazione con carrello pinza-pacchetti
(numero d’ordine 0745 597574)
321
–
Fissare l’ampliamento del tavolo 3 tramite le viti 2 sulla sbarra del
piano di lavoro.
–
Allentare leggermente le viti 1.
Spostando l’ampliamento del tavolo 3 creare un distanza rispetto al
piano di lavoro.
Codesta distanza è necessaria per permettere il libero passaggio
del sacco della tasca che è stato posizionato sul piano di lavoro.
2
11

4.4.2 Ampliamento del tavolo per l’impilatura laterale - 745-34 A e 745-34 D
(numero d’ordine 0745 597584)
21
–
Fissare l’ampliamento del tavolo 2 tramite le viti 1 sulla sbarra del
piano di lavoro.
4.4.3 Ampliamento del tavolo per l’impilatura laterale - 745-34 B e 745-34 F
(numero d’ordine 0745 597684)
12
43
–
Fissare l’ampliamento del tavolo 2 tramite le viti 1davanti sulla
sbarra del piano di lavoro.
–
Tramite le due viti fissare la squadretta di supporto 3 sotto il piano
di lavoro 4.
21

4.5 Impilatore a bracci (dotazione supplementare)
21
43 2
27 56
2
98
L’impilatore a bracci 1 (numero d’ordine 0745 597544) viene fissato
tramite il tubo di supporto 2 al sostegno dell’unità automatica di
cucitura.
–
Fissare il tubo di supporto 2 tramite le viti, le rondelle ed il giunto 3
nell’apertura destra dell’impilatore 4.
–
Avvicinare l’impilatore a bracci al sostegno dell’unità automatica di
cucitura.
–
Fissare i longheroni5e6conilgiunto ed entrambi le staffe 7 sul
longherone 2.
–
Inserire la spina d’accoppiamento dell’alimentazione dell’aria
compressa (tubo di maggior diametro) nell’accoppiamento di
raccordo per tubi 8.
–
Inserire la spina d’accoppiamento del circuito di comando (tubo di
minor diametro) nell’accoppiamento di raccordo 9.
13

Orientamento dell’impilatore a bracci
–
Spostare lateralmente l’impilatore a bracci in maniera tale che il
longherone 4 sia circa allineato con il bordo del piano di lavoro 3.
–
Allentare la vite di fissaggio 6.
–
Tramite il cilindro 5 spostare in altezza l’impilatore a bracci in
maniera tale che il braccio stenditore 7 durante il suo movimento
non entri in collisione con il piano di lavoro 1.
–
A regolazione ultimata bloccare nuovamente la vite di fissaggio 6.
14

5. Collegamento elettrico
ATTENZIONE IMPORTANTE!
Tutti i lavori sull’equipaggiamento elettrico dell’unità automatica di
cucitura devono essere effettuati da elettricisti specializzati ed
appositamente addestrati allo scopo.
Prima d’iniziare ogni lavoro sull’equipaggiamento elettrico si deve
estrarre la spina dalla rete d’alimentazione dell’unità automatica di
cucitura.
5.1 Collegamento del pannello di comando per l’operatore DAC II C
21
–
Inserire con cautela la spina 1 nella parete posteriore del pannello
di comando per l’operatore.
–
Avvitare le viti per il fissaggio 2 della spina 1.
5.2 Collegamento del filarello indipendente
–
Inserire la spina del filarello indipendente nella presa 3 sotto il
piano di lavoro ed assicurarla con il collaretto filettato.
–
Utilizzando due fascette a nastro5e6unire a fascio il cavo del
filarello indipendente e quello del pannello di comando per
l’operatore.
2
654 3
5.3 Collegamento alla rete
–
Collegare la spina di rete.
15

5.4 Controllo della tensione nominale d’alimentazione
ATTENZIONE IMPORTANTE !
Il valore della tensione nominale d’alimentazione deve corrispondere
assolutamente al valore della tensione nominale d’alimentazione
riportata sulla targhetta dell’unità automatica di cucitura !
2
25 4
6
5
4
1
L’adattamento al valore nominale della rete d’alimentazione
dev’essere effettuato sulla morsettiera 3 e sul trasformatore 6 nel
pannello di comando.
–
Smontare il coperchio 1 sul pannello di comando.
–
Allentare le viti2e5esmontare il carter di protezione 4.
–
Controllare la distribuzione dei collegamenti sulla morsettiera 3 e
sul trasformatore 6.
(Consultare gli schemi di collegamento elettrico).
–
Se fosse necessario cambiare i collegamenti corrispondentemente
all’effettiva tensione della rete d’alimentazione.
–
Montare nuovamente il carter di protezione 4 e fissarlo tramite le
viti2e5.
–
Montare nuovamente il coperchio 1 sul pannello di comando ed
avvitarlo.
3
16

5.5 Controllo della tensione nominale d’alimentazione del dispositivo d’aspirazione per
il vuoto spinto (dotazione supplementare)
1
L’adattamento al valore nominale della rete d’alimentazione dev’essere
effettuato sulla morsettiera nella cassetta di collegamento 1.
–
Smontare il coperchio sulla cassetta di collegamento 1.
–
Controllare la distribuzione dei collegamenti sulla morsettiera.
(Consultare lo schema di collegamento elettrico).
–
Se fosse necessario cambiare i collegamenti corrispondentemente
all’effettiva tensione della rete d’alimentazione.
–
Montare nuovamente il coperchio sulla cassetta di collegamento 1
ed avvitarlo.
5.6 Controllo del senso di rotazione del motore per la macchina per cucire
L’unità automatica di cucitura è equipaggiata con la tecnica più
moderna di motori passo a passo. Un controllo del senso di rotazione
non è necessario poichè esso viene regolato automaticamente dal
pannello di comando.
2
17

6. Collegamento pneumatico
Per garantire un funzionamento ottimale degli elementi comandati
pneumaticamente, l’unità automatica di cucitura dev’essere alimentata
con aria compressa priva di residui d’acqua.
ATTENZIONE IMPORTANTE !
Per garantire un funzionamento ottimale delle funzioni comandate
pneumaticamente, la pressione di rete dev’essere tale da garantire
che anche nel momento di maggior consumo d’aria, la pressione
d’esercizio dell’unità automatica di cucitura non scenda mai sotto il
livello minimo della pressione di lavoro di 6 bar.
Nel caso di una caduta troppo forte della pressione :
–
Aumentare la potenza del compressore.
–
Aumentare il diametro della tubazione d’alimentazione della rete
per l’aria compressa.
2
3
4
Collegamento del gruppo riduttore per la regolazione della
pressione
–
Collegare, tramite un accoppiamento 1/4 “, il tubo di
collegamento 1 (numero d’ordine 0797 003031) al rubinetto 2 ed
alla rete d’alimentazione per l’aria compressa.
Regolazione della pressione d’esercizio
–
La pressione d’esercizio dev’essere pari a 6 bar.
Essa può essere letta sul manometro 4.
–
Per regolare la pressione, sollevare la manopola girevole 3 e
rotarla a seconda della necessità.
–
Girando in senso orario = Aumento della pressione
–
Girando in senso antiorario = Diminuzione della pressione
1
18
ATTENZIONE IMPORTANTE !
Dalla rete dell’aria compressa non deve provenire aria compressa
lubrificata.
Dopo il filtro viene prelevata l’aria compressa pulita che serve per la
pulizia di parti della macchina ed anche per i vari getti d’aria
eventualmente montati sull’unità automatica di cucitura.
Particelle d’olio convogliate nel flusso d’aria potrebbero provocare
disturbi funzionali della macchina e sporcare i capi in lavorazione.

7. Collegamento all’impianto per il vuoto spinto della fabbrica
1
Il dispositivo d’aspirazione per il vuoto spinto facilita l’esatto
posizionamento del capo da cucire sul piano di lavoro.1.
–
Collegare il tubo dell’impianto a vuoto spinto della fabbrica alla
valvola di collegamento 2.
Nota bene:
Se nella fabbrica non è disponibile un proprio impianto a vuoto spinto è
necessario ordinare supplettivamente un dispositivo d’aspirazione per
il vuoto spinto (numero d’ordine 0745 597624).
2
2
19

8. Lubrificazione
23
Attenzione pericolo di ferimento !
L’olio lubrificante può provocare delle irritazioni cutanee.
Evitare un contatto prolungato dell’epidermide con l’olio lubrificante.
Dopo un contatto lavarsi accuratamente.
ATTENZIONE IMPORTANTE !
La manipolazione e lo smaltimento di oli minerali è sottoposta a
direttive legislative.
Smaltite l’olio usato sempre presso i posti d’accettazione autorizzati.
Proteggete l’ambiente.
Fate attenzione a non spargere l’olio nell’ambiente.
Per il rifornimento dei recipienti di riserva dell’olio utilizzare sempre ed
esclusivamente dell’olio lubrificante del tipo ESSO-SP-NK 10 oppure
un altro olio lubrificante di alta qualità con le seguenti caratteristiche
tecniche:
–
Viscosità a 40° C: 10 mm
–
Punto d’infiammazione: 150° C
L’olio lubrificante ESSO-SP-NK 10 può essere acquistato presso i
punti di vendita autorizzati della
DÜRKOPP ADLER AG sotto il seguente numero di particolare:
Canistro da 2 litri: 9047 000013
Canistro da 5 litri: 9047 000014
2
/s
1
20
23
Serbatoio per l’olio per la lubrificazione della testa della macchina
per cucire
–
Rifornire il serbatoio per l’olio 1 attraverso gli orifici praticati nella
spia per il livello dell’olio.
Il livello dell’olio dev’essere situato tra le linie di riferimento “Min” e
“Max”.
Serbatoio per l’olio per la lubrificazione del crochet
–
Sollevare la testa della macchina per cucire (consultare le
istruzioni per l’uso capitolo 2.3)
–
Rifornire il serbatoio per l’olio 3 attraverso l’orificio 2 fino alla linea
di riferimento “Max.” (consultare lo schizzo).

9. Collaudo dell’unità automatica di cucitura
Dopo aver terminato i lavori di montaggio dev’essere eseguito un
collaudo di cucitura.
–
Inserire la spina nella presa della rete d’alimentazione.
Attenzione pericolo di ferimento!
Il posizionamento del capo da cucire e l’uso dell’unità automatica di
cucitura sono descritti nella parte 1.
(“Istruzioni per l’uso. Classe 745-34).
Luce a laser.
Non guardare direttamente nella fonte luminosa.
–
Infilare il filo dell’ago (consultare le istruzioni per l’uso
capitolo 2.5).
–
Infilare il filo del crochet (consultare le istruzioni per l’uso 2.7).
–
Inserire l’interruttore principale.
Il pannello di comando viene inizializzato.
Sul “Display” del pannello di comando per l’operatore appare per
un tempo breve l’emblema della DÜRKOPP-ADLER.
–
Premere verso l’indietro il pedale sinistro.
La corsa di riferimento viene avviata.
Il carro di trasporto si porta nella sua posizione posteriore.
La corsa di riferimento è necessaria per ottenere una posizione
iniziale di riferimento ben definita del carro di trasporto.
–
La visualizzazione sul “Display” commuta sulla visualizzazione
principale dello schermo dell’unità automatica di cucitura.
–
Premendo il pedale sinistro vengono attivati in sequenza i diversi
passi del ciclo di posizionamento e del ciclo di cucitura.
I singoli passi dipendono dal metodo di lavoro utilizzato e
dall’equipaggiamento dell’unità automatica di cucitura.
2
ATTENZIONE IMPORTANTE !
Al momento dell’avvio del ciclo di cucitura, sotto le pinze di trasporto
dev’essere già stato posizionato del materiale da cucire.
Un avvio del carro di trasporto senza materiale da cucire sotto le pinze
di trasporto potrebbe danneggiare i materiali di rivestimento delle
pinze di trasporto.
–
Per la scelta del programma di cucitura e per ulteriori regolazioni
del pannello di comando consultare la parte 4: “Istruzioni per la
programmazione. Classe 745-34".
–
Il posizionamento del capo da cucire e l’uso dell’unità automatica
di cucitura sono descritti nella parte 1:"Istruzioni per l’uso.
Classe 745-34".
21
 Loading...
Loading...