


Indice Pagina:
Parte 4: Istruzioni per la programmazione DAC. Classe 745-34
Versione del programma A 02
1. Informazioni generali ......................................... 3
2. Terminale per l’operatore ....................................... 4
3. Scheda di memorizzazione
3.1 Memorizzazione e caricamento di dati di un programma...................... 5
3.1.1 Trasferimento dei dati di un programma dalla scheda di memorizzazione
3.1.2 Trasferimento dei dati di un programma dal pannello di comando alla scheda
3.2 Memorizzazione e caricamento della versione della lingua .................... 8
3.2.1 Trasferimento della versione della lingua dalla scheda di memorizzazione
3.3 Trasferimento della “Software” della macchina nel pannello di comando ............ 9
3.4 Sostituzione della batteria della scheda di memorizzazione.................... 9
al pannello di comando .......................................... 6
di memorizzazione ............................................ 7
al pannello di comando ......................................... 8
4. Superficie di guida per l’operatore
4.1 Struttura del menù dei programmi di cucitura e di controllo .................... 10
4.2 Modifica dei valori di parametro .................................... 11
5. Programmi di cucitura
5.1 Richiamare le visualizzazioni sullo schermo dei parametri dei programmi di cucitura .... 12
5.2 Avvio del programma della macchina ................................. 13
5.3 Visualizzazione principale dello schermo............................... 14
5.4 Programmi di cucitura di tasche .................................... 16
5.5 Sequenza di programmi di cucitura di tasche ............................ 36
6. Programmi di controllo e di regolazione
6.1 Richiamare i programmi di controllo e di regolazione........................ 38
6.2 Parametri della macchina ........................................ 40
6.3 Programmi di controllo e di regolazione specifici per la macchina ................ 46
6.3.1 Regolazione del dispositivo di controllo per la riserva del filo del crochet............ 47
6.3.2 Inizializzare la memoria ......................................... 48
6.3.3 Controllo funzionale del dispositivo estrattore a rulli ........................ 49
6.3.4 Orientamento delle fotocellule ..................................... 50
6.3.4.1 Regolazione della sensibilità della fotocellula ............................ 51
6.3.4.2 Preparazione dell’unità automatica di cucitura e delle pinze di trasporto del materiale.... 52
6.3.4.3 Allineamento ed orientamento delle fotocellule ........................... 53
6.3.4.4 Unità automatica di cucitura equipaggiata con due fotocellule, posizionamento della pattina
a sinistra oppure a destra ........................................ 55
6.3.4.5 Unità automatica di cucitura equipaggiata con una fotocellula .................. 57
6.3.4.6 Avvisi d’errore ............................................... 58
6.3.5 Regolazione dello spostamento dei coltelli incisori degli angoli ................. 59
6.3.5.1 Controllo della stazione dei coltelli incisori degli angoli ...................... 60
6.3.5.2 Controllo del coltello incisore anteriore sinistro ........................... 60
6.3.5.3 Controllo del coltello incisore posteriore sinistro .......................... 60
6.3.5.4 Controllo dei movimenti dei coltelli incisori.............................. 61
6.3.5.5 Parametri della macchina per i coltelli incisori............................ 62
4
Indice Pagina:
6.3.6 Controllo dell’innesto delle barre-ago e del coltello centrale ................... 64
6.3.7 Controllo del dispositivo per l’alimentazione automatica del nastro di rinforzo......... 65
6.3.8 Controllo del timbro di presa e di piegatura senza le pinze di trasporto
6.3.9 Controllo del ciclo di posizionamento del capo con le pinze di trasporto ............ 67
6.3.10 Modo di lavoro “Funzionamento passo a passo” .......................... 68
6.3.11 Rilievo del tempo di ciclo dell’unità automatica di cucitura .................... 69
6.4 Sistema “Multitest” ............................................ 70
6.4.1 Indicazione della versione del programma e della somma “Check” ............... 71
6.4.2 Controllo della memoria di lavoro ................................... 72
6.4.3 Scelta degli elementi d’entrata ..................................... 73
6.4.4 Controllo degli elementi d’entrata ................................... 75
6.4.5 Scelta degli elementi d’uscita...................................... 76
6.4.6 Controllo dei nodi “CAN”......................................... 79
6.4.7 Controllo del motore della macchina per cucire ........................... 80
6.4.8 Lista degli errori.............................................. 81
6.5 Autocontrollo del terminale ....................................... 82
6.6 Valore di contrasto del “Display” .................................... 83
6.7 Editazione del menù ........................................... 84
6.8 Regolazione dell’interfaccia seriale .................................. 85
(solo per la versione B ed F) ...................................... 66
7. Segnalazioni d’errore
7.1 Segnalazioni d’errore del programma della macchina ....................... 86
7.2 Segnalazioni d’errore del pannello di comando del motore della macchina per cucire .... 86
7.3 Segnalazioni d’errore dei motori passo a passo ........................... 87
7.4 Avvisi d’errore “Modulo”-CAN...................................... 87
7.5 Segnalazioni d’errore del sistema ................................... 88

1. Informazioni generali
Codesto manuale d’istruzione contiene dei consigli importanti per permettere
all’utente una gestione sicura, economica ed adeguata allo scopo della nuova
generazione di pannelli di comando “DAC” (Dürkopp Adler Control).
Visualizzazioni dello schermo contenute in codesto manuale d’istruzione
Gli avvisi tramite simboli nelle diverse visualizzazioni sullo schermo dipendono
dalle regolazioni e dall’equipaggiamento dell’unità automatica di cucitura.
Perciò le visualizzazioni dello schermo contenute in codesto manuale
d’istruzione sono parzialmente aleatorie e possono differire dalle
rappresentazioni effettive visibili sul “Display” del pannello di comando.
Terminale per l’operatore con guida per l’operatore a simbologia grafica
ll terminale per l’operatore è dotato di un “LCD-Display” e di una tastiera.
La guida per l’operatore a simbologia grafica avviene utilizzando
esclusivamente simboli a comprensione internazionale e testi informativi
complementari redatti nella lingua prescelta. I diversi simboli sono raccollti in
gruppi all’interno della struttura del menù dei programmi di cucitura e di
controllo.
Una gestione molto semplice permette tempi d’apprendimento molto brevi.
Programmazione confortabile
L’utilizzatore può combinare 99 programmi di cucitura di tasche liberamente
programmabili con raffigurazioni della cucitura a piacere.
Per la cucitura di sequenze di cuciture sono disponibili 20 sequenze
richiamabili di cuciture di tasche.
Ogni sequenza di programmi di cucitura di tasche può essere composta da
una sequenza a piacere di un massimo di 8 programmi di cucitura di tasche.
Inoltre con la versione “Tasche a filetto in sbieco” della classe 745-34 tutte le
angolazioni dello sbieco che vengono normalmente utilizzate in pratica nella
confezione delle tasche possono essere programmate dall’utilizzatore.
In codesta maniera sono spariti definitivamente sia la complicata regolazione
dell’angolazione dei coltelli incisori che la fastidiosa programmazione della
cucitura in sbieco.
Programmi di controllo e di regolazione
Nel pannello di comando DAC è integrato il confortevole sistema di prova e di
controllo MULTITEST.
Un microcomputer assume i compiti di comando degli azionamenti, controlla il
processo di cucitura ed indica le manipolazioni errate e le avarie sul “Display”.
Errori e risultati di controllo vengono indicati sul “Display”-LCD.
Durante il normale ciclo di lavoro, senza anomalie, sul “Display” appaiono
informazioni per l’operatore riguardanti l’utilizzazione dell’unità automatica di
cucitura ed il ciclo di cucitura.
Nel caso di un errore gestionale oppure di un’avaria, il ciclo funzionale viene
interrotto e la causa viene indicata sul “Display” tramite il corrispondente
simbolo rappresentante l’errore.
Nella maggior parte dei casi, il simbolo sparisce dopo l’eliminazione della
causa dell’errore.
In alcuni casi, per ragioni di sicurezza, per eliminare l’avviso d’errore si deve
disinserire l’interruttore principale.
Una serie di programmi speciali facilita le regolazioni meccaniche e rende
possibile un veloce controllo della funzionalità degli elementi d’entrata e
d’uscita senza aver bisogno d’ulteriori strumenti di misura.
Scheda di memorizzazione RAM
La scheda di memorizzazione RAM ha il compito di custodire per lungo tempo
tutti i dati programmati e per effettuare il trasferimento della versione della
“Software” e della lingua utilizzata dall’operatore.
Tramite codesta scheda i dati possono essere trasferiti su altre unità
automatiche di cucitura.
Il pannello di comando trasferisce i dati sulla scheda di memorizzazione.
I dati così memorizzati possono a loro volta essere trasferiti dalla scheda di
memorizzazione nuovamente in un pannello di comando DAC.
Codesta operazione è ripetibile a piacere durante tutto il tempo di custodia dei
dati della scheda di memorizzazione (ca. 4 anni).
4
3
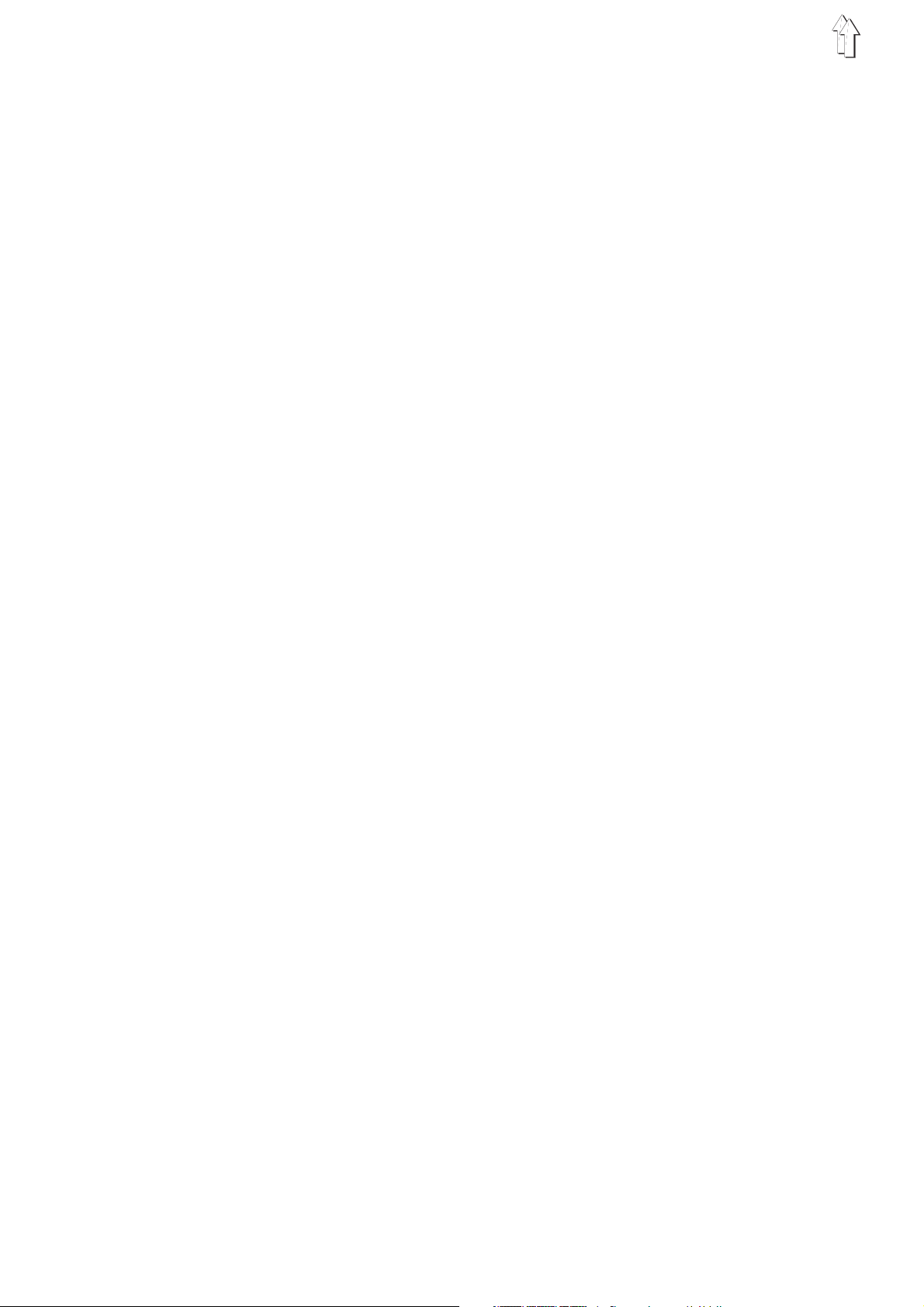
2. Terminale per l’operatore
L’immissione e l’emissione di dati avviene tramite un terminale per
l’operatore dotato di un “Display”-LCD a colori ed una confortevole tastiera.
“Display”-LCD a colori
Tasto-RST
Tastiera decimale
Tasti per il
cursore
Tasto-OK
Tasto-ESC Tasti funzionali
Tasto/Gruppo di tasti Funzione
Tasti funzionali Per richiamare la visualizzazione sullo schermo dei parametri dei programmi di cucitura
(dalla visualizzazione principale dello schermo).
Per richiamare i programmi di controllo (dopo aver premuto il tasto “RST”)
Per inserire e disinserire delle funzioni.
Per abbandonare i programmi di controllo e le visualizzazioni sullo schermo dei parametri.
Tasti per il cursore Per modificare i valori di parametro.
Modifica dei valori di parametro.
ï, ð : Per scegliere il simbolo del parametro desiderato
ñ, ò : Per inserire oppure disinserire la funzione del parametro,
per scegliere la soglia precedente oppure la prossima soglia del valore,
per attivare il programma di controllo.
Tastiera decimale Per impostare valori di parametro.
: per cambiare il segno del valore del parametro
Tasto “Escape” Per visualizzare nuovamente il vecchio valore di parametro.
Tasto “OK” Per aprire la finestra per la regolazione del parametro prescelto.
Per memorizzare il valore di parametro che è stato impostato.
Tasto “RST” Per abbandonare il programma della macchina.
Per arrestare il programma in corso.
4

3. Scheda di memorizzazione
3.1 Memorizzazione e caricamento di dati di un programma
La scheda di memorizzazione (RAM-Card) ha il compito di custodire
per lungo tempo tutti i programmi di cucitura e d’effettuare il
trasferimento della versione della “Software” delle unità automatiche di
cucitura. Tramite codesta scheda di memorizzazione i programmi di
cucitura, le raffigurazioni di cucitura ed i parametri della macchina
possono essere trasferiti su altre unità automatiche di cucitura.
Protezione contro la scrittura
Campo d’annotazione
4
5

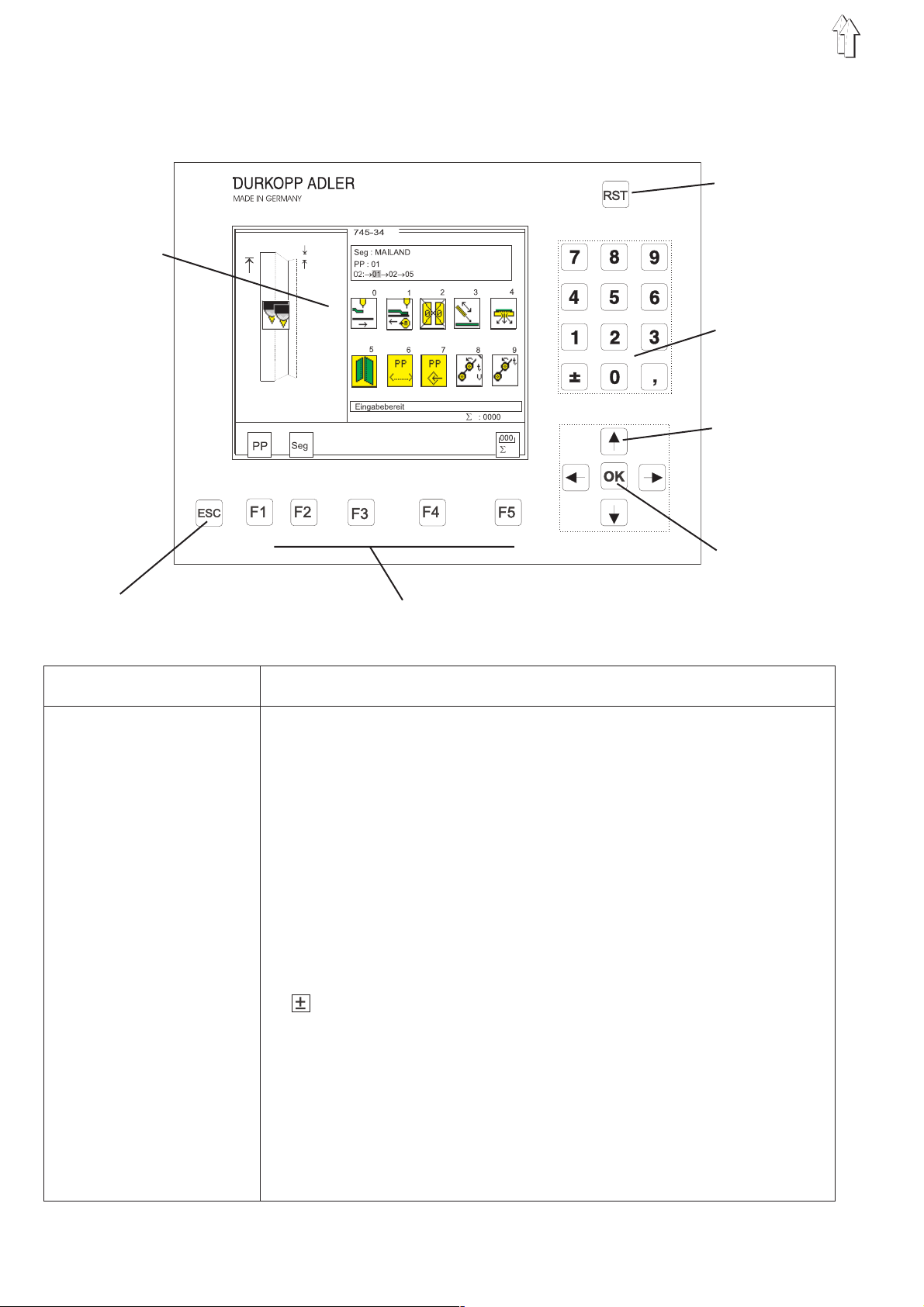
3.1.1 Trasferimento dei dati di un programma dalla scheda di memorizzazione al pannello di comando
I parametri della macchina, le sequenze di programmi di cucitura ed i
programmi di cucitura di tasche possono essere trasferiti
singolarmente sulla scheda di memorizzazione.
ATTENZIONE IMPORTANTE!
Non spegnere l’unità automatica di cucitura durante il trasferimento dei
dati nel pannello di comando dell’unità automatica di cucitura.
Durante il trasferimento di programmi da un’unità automatica di
cucitura all’altra trasferire solo le sequenze di programmi di cucitura ed
i programmi di cucitura delle tasche.
–
Con la visualizzazione principale dello schermo visualizzata sullo
schermo inserire la scheda di memorizzazione lateralmente ed in
direzione della freccia nel pannello di comando.
Il campo d’annotazione dev’essere rivolto verso l’operatore.
–
Scegliere il senso desiderato di trasferimento dei dati tramite il tasto"F4“.
–
Scegliere il parametro desiderato tramite i tasti per il cursore"ï“ oppure ”ð“.
Il simbolo del parametro scelto appare con sottofondo scuro.
ATTENZIONE IMPORTANTE: Pericolo di danneggiamento !
Tenere conto del metodo di lavoro che è stato scelto.
Trasferire solo i dati per il giusto metodo di lavoro.
Parametri della macchina
Sequenze di programmi di cucitura
Programmi di cucitura di tasche
–
Premere il tasto funzionale F5.
Il trasferimento dei dati viene avviato.
6
3.1.2 Trasferimento dei dati di un programma dal pannello di comando alla scheda di memorizzazione
Memorizzando sulla scheda “RAM” vengono assunti tutti i parametri.
–
Con la visualizzazione principale dello schermo visualizzata sullo
schermo inserire la scheda di memorizzazione lateralmente ed in
direzione della freccia nel pannello di comando.
Il campo d’annotazione dev’essere rivolto verso l’operatore.
–
Il pannello di comando commuta nel modo di memorizzazione.
–
Scegliere il senso desiderato di trasferimento dei dati tramite il
tasto"F2“.
–
Premere il tasto funzionale F5.
Il trasferimento dei dati viene avviato.
Sopra la freccia al centro del “Display” appaiono delle frecce di
trasferimento.
Alla fine del trasferimento dei dati le frecce di trasferimento si
spengono.
–
Estrarre la scheda di memorizzazione.
L’indicazione sul “Display” ritorna nuovamente indietro sulla
visualizzazione principale dello schermo.
4
7

3.2 Memorizzazione e caricamento della versione della lingua
3.2.1 Trasferimento della versione della lingua dalla scheda di memorizzazione al pannello di comando
ATTENZIONE IMPORTANTE !
Non spegnere l’unità automatica di cucitura durante il trasferimento dei
dati nel pannello di comando dell’unità automatica di cucitura.
–
Inserire l’interruttore principale, premere e mantenere premuto il
tasto “ñ ”
oppure premere il
tasto “RST” ed il tasto “ñ ”
–
Appare la visualizzazione dello schermo “Scelta delle lingue”.
–
Inserire la scheda di memorizzazione lateralmente ed in direzione
della freccia nel pannello di comando.
–
Tramite il tasto per il cursore “ñ ” oppure “ò” scegliere la versione
della lingua desiderata.
–
Premere il tasto “F5”.
Il trasferimento della lingua viene avviato.
Dopo il trasferimento della versione della lingua appare sullo
schermo un “OK”.
–
Estrarre la scheda di memorizzazione.
–
Disinsere ed inserire nuovamente l’interruttore principale oppure
premere il tasto “RST”.
L’unità automatica di cucitura viene riavviata con la nuova versione
della lingua.
Nota bene:
Durante un’aggiornamento del programma (Update) tramite il
tasto può essere ripristinata la lingua base Inglese.
8
3.3 Trasferimento della “Software” della macchina nel pannello di comando
La “Software” della macchina viene trasferita nel pannello di comando
tramite un “Bootbox” oppure tramite un computer portabile dotato di un
cavo di caricamento dei dati.
Il collegamento e l’uso del “Bootbox” sono descritti nelle istruzioni per
l’uso:
“Bootbox per unità automatiche di cucitura ed unità di cucitura
equipaggiate con i pannelli di comando DAC2A/B”
Codeste istruzioni per l’uso possono essere ordinate sotto il numero di
particolare 0791 100621.
Il collegamento e l’uso del computer portabile e del relativo cavo di
caricamento dei dati sono descritti nelle istruzioni per l’uso:
“Cavo di caricamento dati per il pannelli di comando DAC2A/B”
Codeste istruzioni per l’uso possono essere ordinate sotto il numero di
particolare 0791 100622.
3.4 Sostituzione della batteria della scheda di memorizzazione
Tempo di custodia dei dati della scheda di memorizzazione senza
sostituzione della batteria: ca. 4 anni.
ATTENZIONE IMPORTANTE !
All’atto della sostituzione della batteria tutti i programmi memorizzati
sulla scheda di memorizzazione vengono irrimediabilmente cancellati.
Prima d’effettuare la sostituzione della batteria caricare i programmi in
un pannello di comando!
4
9

4. Superficie di guida per l’operatore
4.1 Struttura del menù dei programmi di cucitura e di controllo
Per la struttura della superficie di guida per l’operatore vengono utilizzati
esclusivamente simboli a comprensione internazionale.
Ogni funzione viene supplettivamente brevemente spiegata in una riga
informativa.
I singoli parametri ed i programmi di controllo e di regolazione sono raggruppati
in gruppi diversi.
Inserire
l’interruttore
principale
Visualizzazione
principale
dello schermo
Programmi di cucitura Programmi di controllo e di regolazione
Richiamare i programmi di cucitura
–
Inserire l’interruttore principale.
Il pannello di comando viene inizializzato.
Sul “Display” appare brevemente l’emblema DÜRKOPP-ADLER.
–
La visualizzazione sul “Display” cambia sulla visualizzazione principale
dello schermo.
Premendo uno dei tasti funzionali F1 oppure F2 viene richiamato il
corrispondente menù dei parametri dei programmi di cucitura.
Richiamare i programmi di controllo e di regolazione
–
Inserire l’interruttore principale.
Il pannello di comando viene inizializzato.
Sul “Display” appare brevemente l’emblema DÜRKOPP-ADLER.
–
Durante la visualizzazione dell’emblema premere uno dei tasti
funzionali F1 fino a F5 oppure freccia verso l’alto, freccia verso il basso.
oppure se l’unità automatica di cucitura è accesa
–
Premere il tasto RST e poi tenere premuto uno dei tasti funzionali F1 fino
a F5 oppure freccia verso l’alto, freccia verso il basso.
La visualizzazione cambia sul corrispondente gruppo dei programmi di
controllo oppure di regolazione.
10
4.2 Modifica dei valori di parametro
I valori dei parametri vengono modificati nelle singole visualizzazioni
sullo schermo dei parametri.
–
Scegliere il parametro desiderato tramite il tasti per il cursore"ï “ oppure ”ð “.
Il simbolo del parametro scelto appare con sottofondo scuro.
–
Premere il tasto “OK”.
Appare la finestra di regolazione con l’invito all’impostazione
oppure la finestra con i valori attuali.
–
Modificare il parametro come descritto nei susseguenti punti da 1. fino a 4.
–
Premere il tasto “OK”.
La nuova regolazione del valore di parametro viene memorizzata.
(inserito) (disinserito)
20
Impostazione:
10, 12, 14, 16, 18, 20, 22, 24
[-20 ...+20]
Modificando i valori di parametro si deve effettuare una distinzione tra
quattro gruppi di parametri:
1. Funzioni che vengono inserite e disinserite
–
Inserire oppure disinserire la funzione del parametro tramite i tasti
per il cursore “ð ” oppure “ï”.
2. Parametri con diverse funzioni
–
Impostare la funzione desiderata del parametro tramite i tasti per il
cursore"ð “ oppure ”ï“.
3. Parametri per i quali i valori vengono modificati a soglie
–
Scegliere la soglia precedente oppure la prossima soglia del valore
del parametro tramite i tasti per il cursore “ñ ” oppure “ò”.
4. Parametri per i quali i valori vengono impostati tramite la
tastiera decimale
–
Impostare il valore di parametro desiderato tramite la tastiera
decimale.
ATTENZIONE IMPORTANTE !
Il valore impostato deve giacere entro i limiti dei valori ammessi.
Se viene impostato un valore troppo piccolo oppure troppo grande
dopo aver premuto il tasto d’immissione dati appare il limite di
valore inferiore oppure superiore.
–
Se davanti al valore del parametro appare un segno matematico,
quest’ultimo può essere cambiato tramite il tasto “ ”.
4
11

5. Programmi di cucitura
Con la classe 745-34 l’utilizzatore può relizzare fino a 99 programmi di
cucitura di tasche combinabili con raffigurazioni della cucitura a piacere.
I singoli programmi di cucitura (programmi di cucitura di tasche) possono
essere liberamente programmati.
Per la cucitura di sequenze di cuciture sono disponibili 20 sequenze
richiamabili di cuciture di tasche. Ogni sequenza di programmi di cucitura
di tasche può essere composta da una sequenza a piacere composta da
un massimo di 8 programmi di cucitura di tasche.
5.1 Richiamare le visualizzazioni sullo schermo dei parametri dei programmi di cucitura
Tramite i tasti funzionali F1 e F2 si può passare dalla visualizzazione
principale dello schermo nelle diverse visualizzazioni sullo schermo dei
parametri dei programmi di cucitura. Tramite il tasto funzionaleF5 il
contapezzi viene azzerato. Tramite il tasto funzionale F4 viene azionato il
dispositivo guidanastro (ciò solo se il dispositivo è montato sull’unità
automatica di cucitura).
Contapezzi
Programma della tasca Sequenza di programmi di cucitura di tasche
PP Seq
Parametri e visualizzazioni sullo schermo dei parametri dei
programmi di cucitura
Programma della tasca (PP) : Parametri per la programmazione
Sequenza di programmi Per la programmazione di sequenze
di cucitura di tasche (Seq) : di programmi di cucitura di tasche
Contapezzi : Per il conteggio giornaliero dei pezzi
del percorso di cucitura e delle
inerenti funzioni complementari.
12
5.2 Avvio del programma della macchina
–
Inserire l’interruttore principale.
Il pannello di comando viene inizializzato.
–
Sul “Display” appare brevemente l’emblema della
DÜRKOPP-ADLER.
–
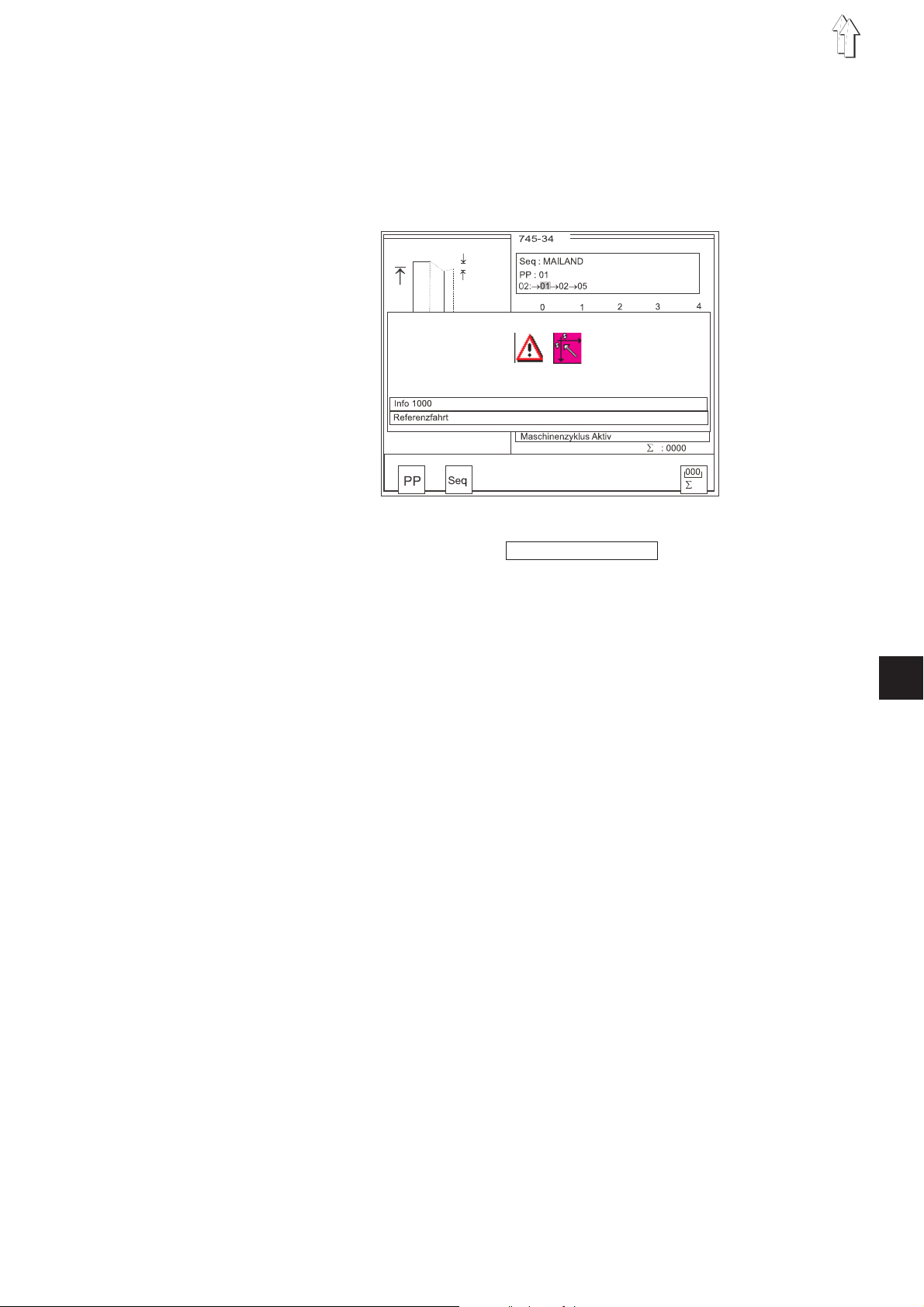
Il pannello di comando controlla la posizione del carro di trasporto.
Appare:
Riga informativa:
Corsa di riferimento
–
Avviare la corsa di riferimento premendo verso l’indietro il pedale
sinistro.
–
La visualizzazione sul “Display” cambia sulla visualizzazione
principale dello schermo dell’unità automatica di cucitura.
Dalla visualizzazione principale dello schermo, premendo il tasto
funzionale F1 oppure F2 si può passare nelle diverse
visualizzazioni sullo schermo dei parametri.
–
Premendo il tasto RST il programma della macchina viene
abbandonato.
Il pannello di comando viene nuovamente inizializzato.
4
13

5.3 Visualizzazione principale dello schermo
Sulla visualizzazione principale dello schermo appaiono la raffigurazione
della cucitura, il programma di cucitura, la sequenza di programmi di cucitura
di tasche prescelta ed i parametri di maggior importanza.
I singoli parametri possono essere scelti individualmente dall’operatore.
Riga informativa
Raffigurazione della cucitura
Nella metà sinistra del “Display” appare la raffigurazione della cucitura del
programma di cucitura della tasca che è stato scelto.
Nome della sequenza di programmi di cucitura di tasche
Nell’angolo destro superiore del “Display” appare un rettangolo con il nome
della sequenza di programmi di cucitura di tasche.
Scegliere il numero del programma e la sequenza di programmi di
cucitura di tasche
Nell’angolo destro superiore del “Display” appare la sequenza di programmi di
cucitura di tasche scelta.
Se il cambio automatico dei programmi di cucitura di tasche è inserito, appaiono delle
frecce tra i singoli programmi della tasca della sequenza di programmi di cucitura.
–
Scegliere la sequenza di programmi di cucitura di tasche tramite i tasti per il
cursore “ñ” oppure “ò”.
Tasto"ò“ : Per scegliere laprossima sequenza di programmi dicucitura di tasche
Tasto”ñ“ : Per scegliere laprecedente sequenza di programmi dicucitura di tasche.
14
Scelta del programma di cucitura della tasca nell’attuale sequenza di
programmi di cucitura di tasche
Nella sequenza di programmi di cucitura di tasche il programma di cucitura della
tasca che è stato scelto appare in contrasto negativo.
–
Scegliere il programma di cucitura della tasca tramite i tasti per il cursore “ð”
oppure “ï”.
Tasto “ð” : Per scegliere il prossimo programma di cucitura della tasca
Tasto “ï” : Per scegliere il precedente programma di cucitura della tasca.
Parametri
I simboli al centro della metà destra del “Display” permettono un
accesso rapido a parametri importanti.
L’operatore ha la possibilità di raggruppare fino a dieci parametri sulla
visualizzazione della visualizzazione principale dello schermo (consultare
anche il capitolo 6.7).
I parametri vengono modificati direttamente tramite la tastiera decimale.
La cifra del tasto che dev’essere premuto viene indicata a destra vicino al
simbolo del parametro.
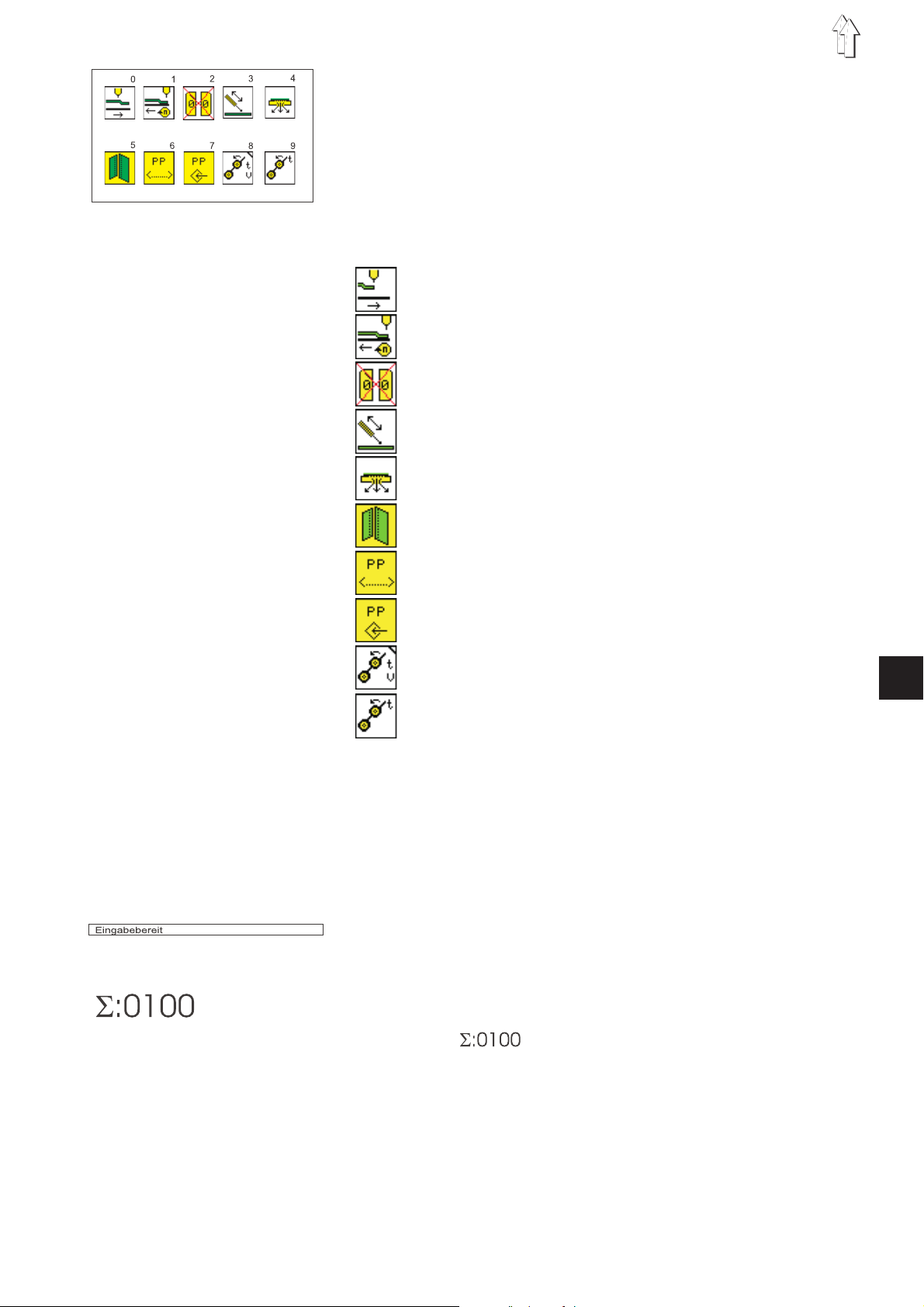
Esempio:
0: Corsa di ritorno del carro di trasporto posizione d’attesa
1: Velocità d’alimentazione
2: Sequenza delle pattine
3: Pressello
4: Dispositivo a vuoto spinto
5: Filetto del taschino del petto
6: Nome del programma di cucitura della tasca
7: Memorizzazione del programma di cucitura della tasca
8: Estrattore a rulli
9: Tempo d’azionamento dell’estrattore a rulli
Le funzioni e regolazioni dei singoli parametri vengono descritte con
maggiore precisione nel capitolo 5.4 (“Programmi della tasca”).
Il raggruppamento dei simboli dei parametri viene descritto nel
capitolo 6.7.
Riga informativa
Nella riga informativa la funzione che è stata scelta viene spiegata
tramite un breve testo.
Contapezzi
In basso a destra appare la situazione attuale del contapezzi
(per esempio ).
Il contapezzi indica la quantità di pezzi eseguiti a partire dall’ultimo
azzeramento del contapezzi.
Das L’azzeramento del contapezzi avviene premendo il tasto
funzionale F5.
4
15

5.4 Programmi di cucitura di tasche ( )
Sotto codesto punto del menù sono raggruppati i parametri per la
programmazione dei diversi programmi di cucitura di tasche.
Con l’ausilio di questi parametri vengono programmati liberamente il
percorso di cucitura e le funzioni complementari ad esso abbinate.
Riga informativa:
Scegliere il programma di cucitura della tasca
–
Con la visualizzazione principale dello schermo visualizzata
premere il tasto funzionale F1.
La visualizzazione passa sulla visualizzazione dello schermo dei
programmi di cucitura di tasche.
–
Nella parte superiore della visualizzazione sul “Display” appare
l’attuale programma di cucitura della tasca che è stato scelto (per
esempio “PP:01”).
Nel caso esistesse, dopo il programma per la tasca appare anche
il corrispondente nome del programma (per esempio “<GIACCA>”).
–
Scegliere i parametri desiderati tramite i tasti per il cursore"ï“
oppure ”ð“.
Il simbolo del parametro scelto appare con sottofondo scuro.
–
Modificare il parametro scelto come già descritto nel capitolo 4.2.
–
Premendo il tasto funzionale F1 la visualizzazione ritorna indietro
sulla visualizzazione principale dello schermo.
Numero del programma di cucitura della tasca
Tramite codesto parametro viene scelto il programma di cucitura della
tasca che dev’essere modificato.
Dopo aver effettuato l’impostazione appaiono nell’angolo superiore
sinistro del “Display” il nuovo programma di cucitura della tasca ed il
corrispondente nome del programma.
Impostazione: 1 .. 99
16
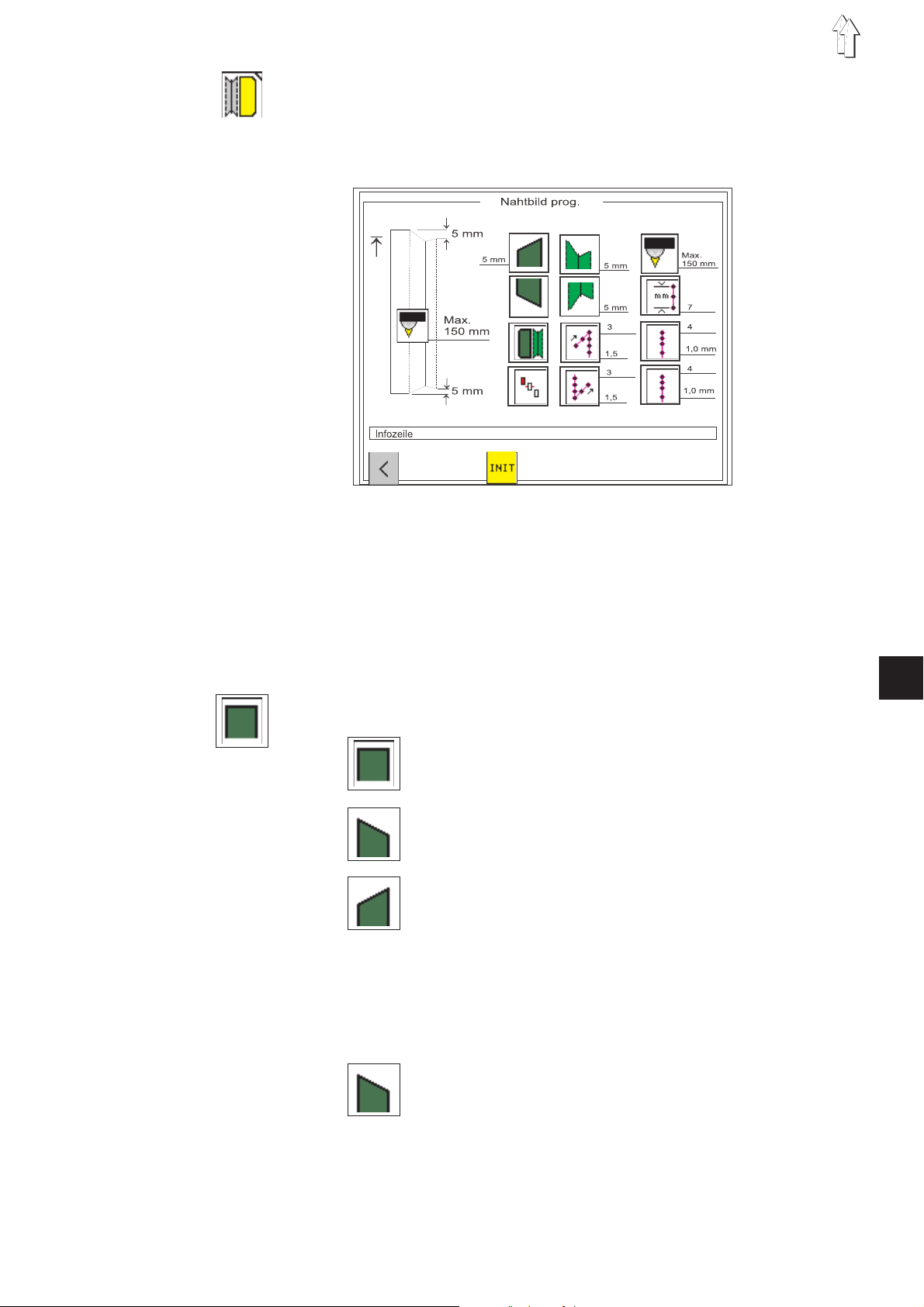
Programmazione della raffigurazione della cucitura
Sotto codesto punto del menù viene programmata l’effettiva forma
della tasca. La tasca programmata appare con le corrispondenti
impostazioni nella metà sinistra del “Display”.
Nella metà destra sono distribuiti i corrispondenti simboli dei
parametri.
–
Scegliere il parametro desiderato tramite i tasti per il cursore “ï”,
“ð”, “ñ” oppure “ò”.
Il simbolo del parametro scelto appare in risalto negativo.
–
Premere il tasto “OK”.
Il corrispondente sottomenù viene richiamato.
Forma della pattina all’inizio della cucitura
Tramite codesto parametro viene scelta la forma della pattina all’inizio
della cucitura. Per la scelta sono disponibili tre varianti:
–
Scegliere la forma della pattina desiderata tramite i tasti per il
cursore “ï” oppure “ð”.
–
Premere il tasto “OK”.
Appare una finestra d’impostazione per l’inclinazione della pattina
4
Forma diritta della pattina
Forma in sbieco della pattina (verso sinistra)
Forma in sbieco della pattina (verso destra)
Inclinazione della pattina
Impostazione: 01 ... 13 [mm]
17
Raffigurazione della cucitura all’inizio della cucitura
Tramite codesto parametro viene scelta la forma della raffigurazione
della cucitura all’inizio della cucitura.
Raffigurazione diritta della cucitura
Raffigurazione in sbieco della cucitura (verso sinistra)
Raffigurazione in sbieco della cucitura (verso destra)
–
Scegliere la forma della cucitura desiderata tramite i tasti per il
cursore “ï”oppure “ð”.
–
Premere il tasto “OK”.
Appare una finestra d’impostazione per lo sbieco della cucitura
Sbieco della cucitura
Impostazione: 01 ... 13 [mm]
Forma della pattina alla fine della cucitura
Tramite codesto parametro viene scelta la forma della pattina alla fine
della cucitura. Per la scelta sono disponibili tre varianti:
–
Scegliere la forma della pattina desiderata tramite i tasti per il
cursore “ï” oppure “ð”.
–
Premere il tasto “OK”.
Appare una finestra d’impostazione per l’inclinazione della pattina
Forma diritta della pattina
Forma in sbieco della pattina (verso sinistra)
Forma in sbieco della pattina (verso destra)
Inclinazione della pattina
Impostazione: 01 ... 13 [mm]
18

Raffigurazione della cucitura alla fine della cucitura
Tramite codesto parametro viene scelta la forma della raffigurazione
della cucitura alla fine della cucitura.
Raffigurazione diritta della cucitura
Raffigurazione in sbieco della cucitura (verso sinistra)
Raffigurazione in sbieco della cucitura (verso destra)
–
Scegliere la forma della cucitura desiderata tramite i tasti per il cursore “ï”
oppure “ð”.
–
Premere il tasto “OK”.
Appare una finestra d’impostazione per lo sbieco della cucitura
Sbieco della cucitura
Impostazione: 01 ... 13 [mm]
Nota bene
L’impostazione dello sbieco della cucitura vene controllata.
Se la lunghezza fissa della cucitura ed i valori impostati
non possono essere cuciti sull’unità automatica di cucitura
viene effettuata una correzione automatica dello sbieco
della cucitura per la fine della cucitura.
Misurazione della lunghezza di cucitura
Si può effettuare la scelta tra tre differenti possibilità.
Misurazione del percorso, riconoscimento automatico tramite
fotocellula e riconoscimento automatico dell’inclinazione della
pattina.
Le possibilità sono bloccate in contrapposizione, ciò significa che può
essere effettuata solo una scelta. Attivando una funzione le altre
sono disattivate.
Misurazione del percorso
Effettuando lamisurazione del percorso,la lunghezza della cucitura viene
visualizzata nella visualizzazione principale dello schermo.
Riconoscimento automatico dell’inizio e della fine
della pattina
Tramite codesta regolazione viene attivata la fotocellula a
riflessione per il riconoscimento dell’inizio e della fine della
pattina durante la cucitura con la pattina.
Lunghezza massima della pattina:
Impostazione: 020 … 180 [mm] opzionale 220 [mm]
Riconoscimento automatico dell’inclinazione della
pattina
Cucitura utilizzante due fotocellule a riflessione per il
riconoscimento automatico dell’inclinazione della pattina.
Lunghezza massima della pattina
Impostazione: 020 … 180 [mm] opzionale 220 mm
4
Lunghezza del punto
Impostazione: 2.0 ... 3.0 [mm]
19
Scegliere il lato di posizionamento della pattina
Quando si cuce con la pattina la lunghezza della cucitura è dotata di una
fotocellula a riflessione per il riconoscimento dell’inizio e della fine della cucitura.
Il parametro determina il lato dove viene posizionata la pattina.
Modificando il parametro il muta automaticamente il lato di posizionamento della
pattina nella visualizzazione della raffigurazione della cucitura sul “Display”.
Pattina a sinistra
Pattina a destra
Modo d’inizio della cucitura ago sinistro/destro
Per l’inizio della cucitura sono disponibili quattro diverse affrancature della
cucitura che possono essere regolate separatamente per l’ago destro e per
l’ago sinistro.
Affrancatura semplice della cucitura
Infittimento della cucitura
Numero di punti dell’affrancatura della cucitura
Impostazione: 01 ... 05 [punti]
Numero di punti dell’infittimento della cucitura
Impostazione: 01 ... 10 [punti]
Lunghezza del punto dell’infittimento
della cucitura / oppure affrancatura della cucitura
Impostazione: 0.5 ... 3.0 [mm]
20
Modo di fine della cucitura ago sinistro/destro
Per la fine della cucitura sono disponibili quattro diverse affrancature
della cucitura che possono essere regolate separatamente per l’ago
destro e per l’ago sinistro.
Affrancatura semplice della cucitura
Infittimento della cucitura
Numero di punti dell’affrancatura della cucitura
Impostazione: 01 ... 05 [punti]
Nota bene:
Nel modo di lavoro destinato all’applicazione di
cerniere a lampo la lunghezza dell’affrancatura della cucitura
alla fine della cucitura è limitata su una lunghezza massima
di3mm
Numero di punti dell’infittimento della cucitura
Impostazione: 01 ... 10 [punti]
Lunghezza del punto dell’infittimento
della cucitura / affrancatura della cucitura
Impostazione: 0.5 ... 3.0 [mm]
Nota bene:
Nel caso di una raffigurazione della cucitura diritta dev’essere
modificata solo l’affrancatura della cucitura sinistra.
4
21
Scelta del punto di posizionamento
A seconda del tipo del capo che dev’essere cucito il posizionamento avviene
nel punto di posizionamento posteriore, intermedio oppure anteriore.
Punto di posizionamento posteriore (verso l’operatore)
Punto di posizionamento intermedio
Punto di posizionamento anteriore (verso la testa della
macchina per cucire)
Distanza del punto di posizionamento intermedio
rispetto al punto di posizionamento posteriore
Impostazione: 10...170 [mm]
Nota bene:
L’impostazione viene controllata.
Se la lunghezza della cucitura ed il corrispondente valore
non possono essere cuciti sull’unità automatica di cucitura,
i corrispondenti possibili valori vengono impostati
automaticamente
Inizializzare la memoria del programma
Il programma serve per il caricamento di una regolazione standard di
fabbrica per i parametri della raffigurazione della cucitura.
–
Premere il tasto funzionale F3.
Appare:
“Inizializzare il programma di cucitura ?”
–
Premere il tasto funzionale F5.
I parametri vengono riportati sui valori delle regolazioni di fabbrica.
22
Correzione fotocellula
Tramite codesto parametro viene corretta la fotocellula per l’inizio e
per la fine della cucitura.
Correzione inizio della cucitura
Correzione fine della cucitura
Impostazione: -20,0 ... + 20,0 mm
Scelta delle luci di riferimento a laser
Ad ogni programma di cucitura della tasca possono essere abbinati
fino ad un massimo di 8 luci di riferimento a laser.
Tramite i tasti a cifra da 1 fino ad 8 sul blocco di cifre, la
corrispondente luce di riferimento a laser può essere inserita
(asterisco) oppure può essere disinserita (senza asterisco).
1=*
2=*
3=
4=
5=
6=*
7=
8=
4
23
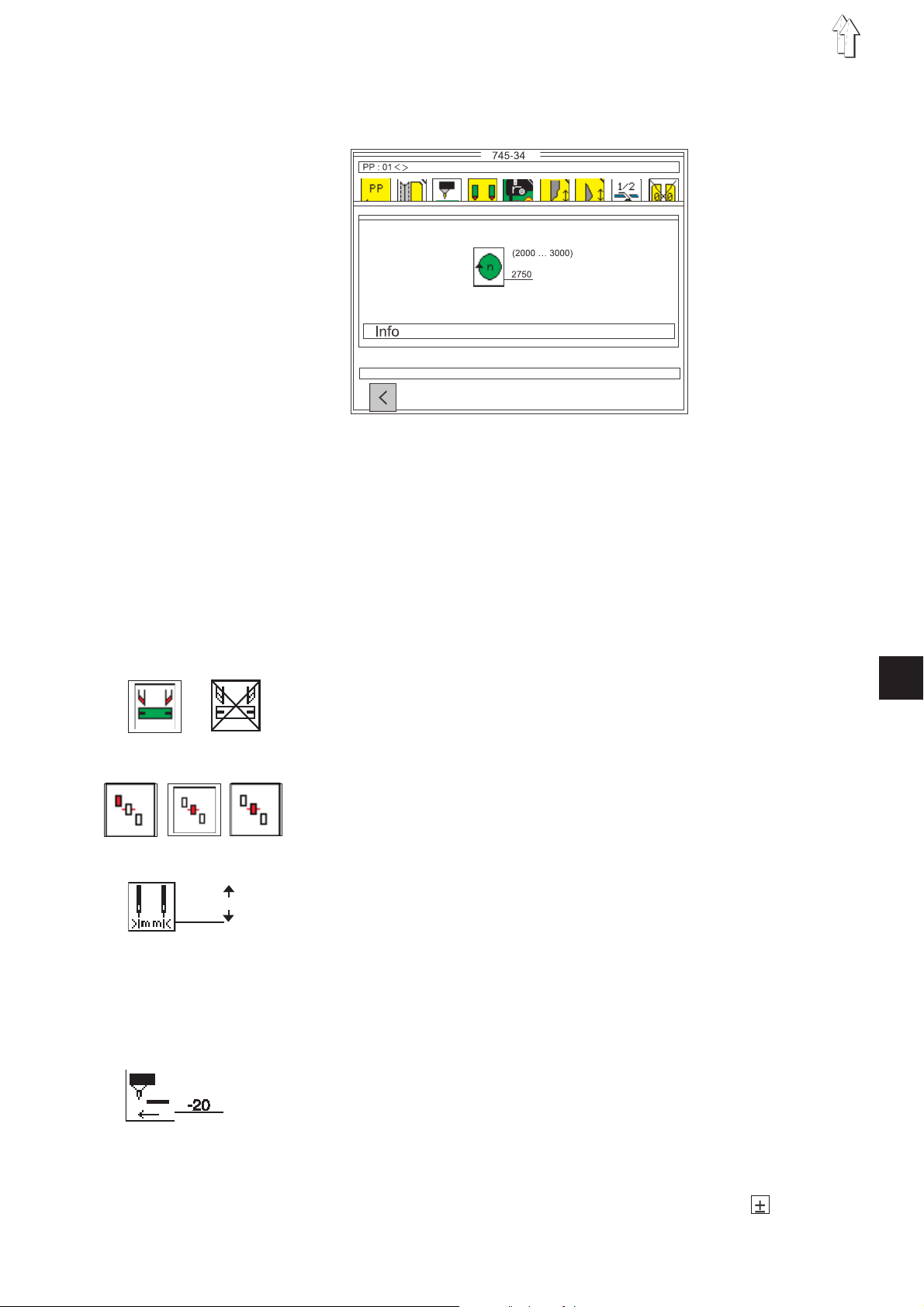
Testa della macchina per cucire
Tramite codesti parametri possono essere modificati i valori di
parametro concernenti la testa della macchina per cucire.
Velocità di cucitura
Impostazione: 2000 ... 3000 [n/min]
Avvio in marcia lenta (“Softstart”)
Impostazione: Inserito / disinserito
Velocità dell’avvio in marcia lenta (“Softstart”)
Impostazione: 0500 ... 900 [n/min]
Numero di punti dell’avvio in marcia lenta (“Softstart”)
Impostazione: 01 ... 20 [punti]
Scegliere nuovamente l’icona
Numero di punti prima dell’apertura
del pinzafilo
Impostazione: 01 - 99
Modo di cucitura
Cucitura con trasporto intermittente
Cucitura con trasporto continuo
24

Coltello centrale
Coltello centrale
Impostazione: Inserito / disinserito
ATTENZIONE IMPORTANTE !
Disinserendo il coltello centrale vengono automaticamente
disinseriti anche i coltelli coltelli incisori degli angoli.
Quando il coltello centrale viene nuovamente inserito, i coltelli
incisori per gli angoli rimangono disinseriti.
Essi devono essere riinseriti separatamente.
Velocità del coltello centrale
Impostazione: 1700...3000 [n/min]
Scelta tramite i tasti “ñ” oppure “ò”.
Correzione dell’incisione del coltello centrale
all’inizio della cucitura
- Con la modifica del valore avviene una
regolazione fine dell’incisione del coltello centrale
all’inizio della cucitura.
Impostazione: - 9.9 ... + 9.9 0 = Nessuna correzione
+ = Inserimento anticipato
del coltello centrale
- = Inserimento ritardato
del coltello centrale
Correzione dell’incisione del coltello centrale
alla fine della cucitura
- Con la modifica del valore avviene una regolazione fine
dell’incisione del coltello centrale alla fine della cucitura.
Impostazione: - 9.9 ... + 9.9 0 = Nessuna correzione
- = Disinserimento anticipato
del coltello centrale
+ = Disinserimento ritardato
del coltello centrale
4
25

Coltelli incisori degli angoli
Stazione manuale dei coltelli incisori degli angoli
Inserimento e disinserimento dei coltelli incisori degli
angoli
Impostazione: Attivato/disattivato
Riga informativa:
Coltelli incisori degli angoli: Inseriti/disinseriti
I quattro coltelli incisori degli angoli sono
inseriti/disinseriti
Incisione sinistra dei coltelli incisori degli angoli
all’inizio della cucitura
Attivata/disattivata
Incisione destra dei coltelli incisori degli angoli
all’inizio della cucitura
Attivata/disattivata
Incisione sinistra dei coltelli incisori degli angoli
alla fine della cucitura
Attivata/disattivata
Incisione destra dei coltelli incisori degli angoli
alla fine della cucitura
Attivata/disattivata
Correggere l’inserimento/disinserimento dei coltelli
incisori degli angoli all’inizio della cucitura
Modificando il valore avviene una regolazione fina dell’
incisione dei coltelli incisori degli angoli all’inizio della cucitura.
Impostazione: -20,0 … +20,0 0 = Nessuna correzione
Correggere l’inserimento/disinserimento dei coltelli
incisori degli angoli alla fine della cucitura
Modificando il valore avviene una regolazione fina dell’
incisione dei coltelli incisori degli angoli alla fine della cucitura.
Impostazione: -20,0 … +20,0 0 = Nessuna correzione
+ = Posizione dei coltelli
incisori degli angoli
anticipata
- = Posizione dei coltelli
incisori degli angoli
ritardata
+ = Posizione dei coltelli
incisori degli angoli
anticipata
- = Posizione dei coltelli
incisori degli angoli
ritardata
26

Stazione automatica dei coltelli incisori degli angoli
Inserimento/disinserimento dei coltelli incisori degli oli
Impostazione: Attivato/disattivato
Riga informativa:
Coltelli incisori degli angoli: inseriti/disinseriti
I quattro coltelli incisori degli angoli sono
inseriti/disinseriti
Incisione sinistra dei coltelli incisori degli angoli
all’inizio della cucitura
Attivata/disattivata
Incisione destra dei coltelli incisori degli angoli
all’inizio della cucitura
Attivata/disattivata
Incisione sinistra dei coltelli incisori degli angoli
alla fine della cucitura
Attivata/disattivata
Incisione destra dei coltelli incisori degli angoli
alla fine della cucitura
Attivata/disattivata
4
27

Correggere l’incisione sinistra dei coltelli incisori degli
angoli all’inizio della cucitura
Modificando il valoresi può effettuare una regolazione fine dell’incisione
sinistra dei coltelliincisori degli angoliall’inizio della cucitura.
Impostazione: - 20.0 ... + 20.0 0 = Nessuna correzione
+ = Anticipo della posizione dei
coltelli incisori degli angoli
- = Ritardo della posizione dei
coltelli incisori degli angoli
Correggere l’incisione destra dei coltelli incisori degli
angoli all’inizio della cucitura
Modificando il valoresi può effettuare una regolazione fine dell’incisione
destra dei coltelliincisori degli angoliall’inizio della cucitura.
Impostazione: - 20.0 ... + 20.0 0 = Nessuna correzione
+ = Anticipo della posizione dei
coltelli incisori degli angoli
- = Ritardo della posizione dei
coltelli incisori degli angoli
Correggere l’incisione sinistra dei coltelli incisori degli
angoli alla fine della cucitura
Modificando il valore si può effettuare una regolazione fine
dell’incisione sinistra dei coltelli incisori degli angoli alla
fine della cucitura.
Impostazione: - 20.0 ... + 20.0 0 = Nessuna correzione
+ = Anticipo della posizione dei
coltelli incisori degli angoli
- = Ritardo della posizione dei
coltelli incisori degli angoli
Correggere l’incisione destra dei coltelli incisori degli
angoli alla fine della cucitura
Modificando il valoresi può effettuare una regolazione fine dell’incisione
destra dei coltelliincisori degli angolialla fine della cucitura.
Impostazione: - 20.0 ... + 20.0 0 = Nessuna correzione
+ = Anticipo della posizione die
coltelli incisori degli angoli
- = Ritardo della posizione die
coltelli incisori degli angoli
28

Dispositivo per l’alimentazione automatica del nastro di rinforzo
Inserimento e disinserimento del dispositivo per
l’alimentazione automatica del nastro di rinforzo
Impostazione: Inserito / disinserito
Lunghezza del nastro di rinforzo all’inizio della cucitura
Impostazione: 00,0 … 99,9 mm
Lunghezza del nastro di rinforzo alla fine della cucitura
Impostazione: 00,0 ... 99,9 mm
Sequenza di chiusura delle pinze per la pattina
Senza le pinze per la pattina
Chiudere per primala pinza perla pattina sinistra e poila destra
Chiudere per primala pinza perla pattina destra e poila sinistra
Chiudere contemporaneamente entrambile pinze perla pattina
Esiste solo la pinza per la pattina destra
Esiste solo la pinza per la pattina sinistra
Inserimento e disinserimento del pressello
Impostazione: Inserito / disinserito
Inserimento e disinserimento del dispositivo a vuoto spinto
Impostazione: Inserito / disinserito
Estrattore a rulli
Inserimento e disinserimento dell’estrattore a rulli
Impostazione: Inserito / disinserito
4
Tempo d’azionamento dell’estrattore a rulli
Impostazione: 010 ... 1000 [Cadenze]
1 Cadenza = 0,001 s
Velocità dell’estrattore a rulli
Impostazione: 1 ... 15
1 = min.
15 = max.
29

Regolazioni del carro di trasporto
Riga informativa:
Velocità della corsa di ritorno del carro di trasporto
Velocitàdella corsa di ritorno delcarro di trasporto (dopo lacucitura)
La velocità della corsa di ritorno del carro di trasporto dalla stazione di
cucitura verso stazione di posizionamento può essere ridotta.
Impostazione: 010 ... 100 %]
Nota bene:
Codesta velocità viene assunta anche dopo l’apertura verso l’indietro.
Velocità del trasporto d’alimentazione del capo
verso la stazione di cucitura
La velocità del trasporto d’alimentazione del capo dalla stazione
di posizionamento verso la stazione di cucitura può essere
ridotta.
. Impostazione: 010 ... 100 %]
Corsa di ritorno del carro di trasporto con trasporto del capo
Riga informativa:
Corsa di ritorno del carro di trasporto fino alla
posizione di posizionamento
30

Nessun trasporto del capo dopo l’incisione
degli angoli
Trasporto del capo / posizione dell’impilatore
Dopo l’incisione degli angoli le pinze di trasporto
trasportano il materiale da cucire fino alla
posizione impostata.
Impostazione: 001 - 100 [mm]
Nota bene:
Più piccola è l’impostazione e maggiore sarà la
corsa del carro di trasporto verso l’indietro.
1 = Posizione posteriore
100 = Posizione di taglio
Corsa di ritorno del carro di trasporto con
trasporto del capo
Dopo l’incisione degli angoli le pinze di trasporto
trasportano automaticamente indietro il capo
cucito fino al campo di posizionamento del capo.
Nota bene:
L’icona è attiva solo se l’impilatore è disinserito.
Riga informativa:
Corsa di ritornodel carro ditrasporto fino alla posizione d’attesa
Misurata dall’interruttore di riferimento posteriore
Impostazione: 001 - 515 [mm]
Nessuna corsa di ritorno del carro di trasporto
4
Corsa di ritorno del carro di trasporto fino alla
posizione di posizionamento
31

Inserimento e disinserimento del dispositivo d’alimentazione della
pattina (solo per la versione B ed F)
Impostazione: Inserito / disinserito
Cucire materiale rigato od a quadri oppure materiale in tinta unita
(solo con le versioni"D" ed “F”)
Materiale rigato od a quadri
Materiale in tinta unita
Inserimento e disinserimento del coltello per l’incisione della
striscia del filetto (solo per la versione B ed F)
Impostazione: Inserito / disinserito
Scelta del modo di lavoro del pedale
Durante il ciclo di posizionamento tramite il vuoto spinto e / oppure pressello, si
può effettuare la scelta tra tre diverse varianti del modo di lavoro del pedale.
Modo di lavoro del pedale 1
Con codesto modo di lavoro del pedale il ciclo di posizionamento
viene eseguito con un solo azionamento, se il pedale sinistro
rimane azionato.
Modo di lavoro del pedale 2
Eseguendo il posizionamento il pedale dev’essere portato nella
posizione di base e dopodichè dev’essere azionato una seconda
volta prima che avvenga l’avvio della pinza di trasporto del
materiale nella posizione di posizionamento.
Modo di
Le pinze di trasporto si spostano nella posizione di cucitura
solo dopo l’azionamento del pedale.
funzionamento del pedale 3
32

Modo di lavoro per la lavorazione di filetti del taschino del petto
Impostazione: Inserito / disinserito
Regolazione rapida delle pinze di trasporto del materiale
Riga informativa:
Regolazione rapida delle pinze di trasporto del
materiale
Regolazione rapida delle pinze di trasporto del materiale
Pinze sinistra esterna, destra esterna
Pinze sinistra esterna, destra interna
Pinze sinistra interna, destra esterna
4
Pinze sinistra interna, destra interna
ATTENZIONE IMPORTANTE: Pericolo di danneggiamento !
Se sull’unità automatica di cucitura è montato un timbro di piegatura per un
filetto semplice non scegliere un programma di tasca per un filetto doppio vale
a dire non scegliere “Pinza sinistra interna e pinza destra interna”.
33

Sequenza d’abbassamento delle pinze di trasporto destra / sinistra
Entrambi le pinze di trasporto s’abbassano contemporaneamente
Per prima s’abbassa la pinza di trasporto sinistra
Per prima s’abbassa la pinza di trasporto destra
Impostazione del nome del programma
Tramite codesto parametro ogni programma di cucitura della tasca può
essere corredato con un proprio nome del programma.
Il nome del programma dev’essere composto da un massimo di 18
lettere.
–
Scegliere il parametro tramite i tasti per il cursore “ð” oppure “ï”.
–
Tramite i tasti funzionali F2 e F3 si sfoglia nell’alfabeto.
F2: In avanti
F3: Indietro
0..9: Impostazione di numeri
–
Premendo i tasti per il cursore “ï” oppure “ð” il cursore si muove
di una posizione verso sinistra oppure verso destra.
–
Premere il tasto “OK”.
L’impostazione dei dati viene terminata.
Il nome impostato del programma viene memorizzato.
Premendo il tasto “ESC” il vecchio nome del programma viene
nuovamente utilizzato.
Premendo il tasto F5 il nome viene cancellato.
Copiare un programma di cucitura della tasca
Tramite codesto parametro il programma di cucitura della tasca che è
stato scelto può essere copiato in un altro programma di cucitura della
tasca.
Il numero che dev’essere impostato determina il programma di cucitura
della tasca nel quale il programma di cucitura della tasca che è stato
scelto dev’essere copiato.
Dopo aver effettuato l’impostazione, sul “Display” appaiono il numero
ed il nome del programma di cucitura della tasca.
Impostazione: 1 ... 99
34

Inserimento e disinserimento delle forbici per la cerniera a lampo
Impostazione: Inserito / Disinserito
Inizializzare la memoria del programma
Codesto programma serve per il caricamento nella memoria del
programma di una regolazione standard di fabbrica includente anche la
raffigurazione della cucitura per i parametri dei programmi di cucitura.
–
Premere il tasto funzionale F3.
Appare:
“Inizializzare il programma di cucitura ?”
–
Premere il tasto funzionale F5.
I parametri vengono riportati sui valori delle regolazioni di fabbrica.
Inserimento/disinserimento della pinza per la cintura
Impostazione: Attivato/disattivato
Modo di funzionamento con pressello premistoffa
(solo con la versione B ed A)
Nel modo di funzionamento con pressello premistoffa viene scelta la
sequenza di funzionamento del pressello premistoffa, del dispositivo a
vuoto spinto e della pinza per la cintura durante il ciclo di
posizionamento del capo.
Modo di del pressello del dispositivo della pinza
funzionamento premistoffa a vuoto spinto per la cintura
1121
2112
3123
4110
5132
6212
7212
4
35

5.5 Sequenza di programmi di cucitura di tasche ( )
In codesto punto del menù i singoli programmi di cucitura di tasche vengono
raggruppati in sequenze richiamabili di programmi di cucitura di tasche.
In totale sono disponibili 20 sequenze di cucitura di tasche indipendenti l’una
dall’altra.
Ogni sequenza di programmi di cucitura di tasche può essere composta da
una sequenza a piacere composta da un massimo di 8 programmi di cucitura
di tasche.
Riga informativa:
Programmazione di una sequenza di programmi di
cucitura di tasche
Programmare una sequenza di programmi di cucitura di tasche
–
Con la visualizzazione principale dello schermo visualizzata premere il
tasto funzionale F2.
La visualizzazione cambia sulla visualizzazione dello schermo delle
sequenze di cucitura di tasche.
–
Tramite i tasti"ñ“ oppure ”ò“ muovere il cursore sulla sequenza di
programmi di cucitura di tasche desiderata.
Il numero della sequenza di programmi di cucitura di tasche che è stata
scelta appare in risalto negativo.
–
Programmare la sequenzadi programmi di cucitura ditasche.
A questo scopoimpostare tramite la tastiera decimalel’uno dopo l’altroi
numeri (01 ...99)dei programmi di cucitura ditasche desiderati.
Attenzione: Nel casodi programmi di cucitura dellatasca composti dauna sola cifra,
davanti al numerodesiderato dev’essere impostato uno “0".
Dopo l’impostazione dell’ottavoprogramma di cucitura della tascala sequenza di
programmi di cucituradi tasche programmata viene automaticamentememorizzata.
–
Premere il tasto “OK”.
La sequenza di programmi di cucitura di tasche viene memorizzata.
Premendo il tasto “ESC” durante il ciclo di programmazione, la vecchia
sequenza di programmi di cucitura di tasche viene nuovamente
ripristinata.
–
Premere il tastofunzionale F1.
La visualizzazione sulloschermo ritorna indietro sullavisualizzazione principale dello schermo.
Inserimento oppure disinserimento del cambio automatico dei
programmi di cucitura di tasche
Se la funzione è inserita, quando un programma di cucitura della tasca è
stato eseguito il pannello di comando cambia automaticamente sul prossimo
programma di cucitura della tasca della sequenza di programmi di cucitura di
tasche.
–
Inserire oppure disinserire il cambio automatico dei programmi di cucitura
di tasche premendo il tasto funzionale F5.
Il cambio automatico viene indicato sul “Display” tramite frecce tra i
singoli programmi di cucitura di tasche della sequenza di programmi di
cucitura di tasche.
36

Impostazione del nomedella sequenza diprogrammi di cucitura di tasche
–
Quando sullo schermo è visualizzata la visualizzazione della sequenza di
programmi di cucitura di tasche premere il tasto funzionale “F2”.
La visualizzazione commuta sulla visualizzazione del nome della
sequenza di programmi di cucitura di tasche.
Riga informativa:
Impostare il nome della sequenza di programm
di cucitura di tasche
–
Tramite il tasto funzionale"F2“ oppure ”F3“ impostare la prima lettera.
–
Tramite il tasto “ð” spostarsi sulla seconda posizione d’impostazione.
–
Tramite il tasto funzionale"F2“ oppure ”F3“ impostare la prossima
lettera.
–
Tramite il tasto “OK” memorizzare il nome.
Tramite il tasto funzionale “F5” può essere cancellato il nome completo.
4
37

6. Programmi di controllo e di regolazione
La “Software” dell’unità automatica di cucitura comprende diversi
programmi di controllo e regolazione specifici per la macchina ed il
conosciuto sistema “Multitest”.
Un sistema d’autodiagnostica del terminale controlla i singoli
componenti del terminale per l’operatore.
6.1 Richiamare i programmi di controllo e di regolazione
Sia prima che dopo l’accensione dell’unità automatica di cucitura,
tramite determinati tasti si può passare nei diversi gruppi dei
programmi di controllo e di regolazione.
Inserire l’interruttore
principale
Visualizzazione
principale dello
schermo
Funzioni richiamabili mantenendo premuto un tasto ed accendendo
l’unità automatica di cucitura
Mantenendo premuto “F1” Parametri della macchina
Mantenendo premuto “F2” Programmi di controllo
e di regolazione
Mantenendo premuto “F3” “Multitest”
Mantenendo premuto “F4” Autodiagnostica del terminale
Mantenendo premuto “F5” Valore di contrasto del “Display”
Mantenendo premuto
“Cursore verso l’alto ” Scelta della lingua
Mantenendo premuto
“Cursore verso il basso ” Editazione del menù
38

–
Premere e mantenere premuto il tasto per programma di controllo
oppure di regolazione desiderato.
–
Inserire l’interruttore principale.
Il pannello di comando viene inizializzato.
Sul “Display” appare brevemente l’emblema DÜRKOPP-ADLER.
La visualizzazione sullo schermo commuta sul corrispondente
gruppo dei programmi di controllo e di regolazione .
oppure dopo l’accensione dell’unità automatica di cucitura
–
Premere il tasto “RST”.
–
Premere e mantenere premuto il tasto per il programma di controllo
oppure di regolazione desiderato.
4
39

6.2 Parametri della macchina ( + oppure inserire l’interruttore principale )
I parametri della macchina descrivono lo stato tecnico dell’unità
automatica di cucitura ed anche le regolazioni ed i valori di correzione
dell’unità automatica di cucitura.
ATTENZIONE IMPORTANTE !
Delle modifiche dello stato di regolazione della macchina comportano
normalmente delle conseguenti trasformazioni meccaniche dell’unità
automatica di cucitura.
Per codesto motivo codesta parte del programma è accessibile solo
dopo l’impostazione del numero di codice"25483“.
Code
Riga informativa:
Con / senza coltelli incisori degli angoli in
automatico
–
Premere il tasto “RST ” oppure mantenendo premuto il tasto
funzionale “F1” inserire l’interruttore principale.
Sul “Display” appare la richiesta d’impostazione del numero di
codice.
–
Impostare il numero di codice “25483” tramite la tastiera decimale.
Dopo l’impostazione del numero giusto di codice la visualizzazione
dello schermo passa sulla visualizzazione dei parametri della
macchina.
Impostando un numero di codice falso, la visualizzazione passa
sulla visualizzazione principale dello schermo.
–
Scegliere il parametro desiderato tramite i tasti per il cursore “ð”,
“ï”, “ò” oppure “ñ”.
Il simbolo appare con sottofondo scuro.
–
Attivare il parametro scelto tramite il tasto “OK”.
–
Modificare il parametro scelto come già descritto nel capitolo 4.2.
–
Per abbandonare i parametri della macchina premere il tasto
“RST” oppure disinserire l’interruttore principale.
40

Regolazione dei coltelli incisori degli angoli per sbiechi
Codesto parametro segnala al pannello di comando se i coltelli incisori
degli angoli devono essere regolati manualmente oppure se vengono
regolati automaticamente.
Stazione per i coltelli incisori degli angoli manuale
Stazione per i coltelli incisori degli angoli automatica
Lunghezza massima della cucitura
Impostazione: 180, 200
*
, 220 [mm]
Scegliere tramite i tasti “ò” oppure “ñ”.
Stazione di piegatura
Impostazione: A, B, D, F
A: Tasche a filetto,
Posizionamento manuale della striscia per la formazione del filetto,
della pattina ed altri riporti complementari
B: Tasche a filetto,
Caricamento automatico della striscia per la formazione del filetto,
con incisione delle estremità della striscia del filetto
D: Tasche del petto a filetto,
Caricamento automatico ed allineamento
del filetto del taschino del petto
F: Tasche a filetto,
Caricamento automatico della striscia per la formazione del filetto,
caricamento automatico ed allineamento della pattina,
con incisione delle estremità della striscia del filetto
4
Distanza tra gli aghi
Impostazione: 10, 12, 14, 16, 18, 20, 22, 24 [mm]
Inserimento e disinserimento dei dispositivi di controllo dei fili
Tramite codesto parametro vengono inseriti oppure disinseriti i
dispositivi di controllo rottura filo per i fili degli aghi ed il dispositivo per
il controllo della riserva di filo delle spoline.
Impostazione: Inserito / disinserito
41

Scegliere il modo di funzionamento del pinzaggio del dispositivo
di alimentazione della pattina (solo versione B ed F)
Riga informativa:
Senza dispositivo di alimentazione della pattina
Senza dispositivo di alimentazione della pattina
il dispositivo di alimentazione della pattina è
disattivato
Modo di funzionamento 1 del dispositivo di
alimentazione della pattina
Premere il pedale destro verso l’avanti,
Si apre il pinzaggio per l’alimentazione della
pattina sinistro
.
Premere il pedale destro verso l’indietro,
Si apre il pinzaggio per l’alimentazione della
pattina destro.
Modo di funzionamento 2 del dispositivo di
alimentazione della pattina
Premere il pedale destro verso l’avanti,
Si apre il pinzaggio per l’alimentazione della
pattina sinistro e destro .
Premere il pedale destro verso l’indietro,
Si apre il pinzaggio per l’alimentazione della
pattina destro.
Dispositivo di alimentazione del nastro di rinforzo
Riga informativa:
Con oppure senza dispositivo di alimentazione
del nastro di rinforzo
42

Senza dispositivo di alimentazione del
nastro di rinforzo
Il dispositivo di alimentazione del nastro di
rinforzo è disattivato
Alimentazione nastro tramite motore passo
a passo
Equipaggiamento: Dispositivo di alimentazione
del nastro di rinforzo ad azionamento tramite
motore elettrico
Dispositivo di alimentazione del nastro di
rinforzo ad azionamento elettropneumatico
Equipaggiamento: Dispositivo di alimentazione
del nastro di rinforzo ad azionamento
elettropneumatico
Inserimento/disinserimento del dispositivo a vuoto spinto
Codesto parametro ha il compito di segnalare al pannello di comando
se l’unità automatica di cucitura è equipaggiata con un dispositivo a
vuoto spinto.
Il dispositivo a vuoto spinto viene attivato oppure disattivato nella
visualizzazione principale dello schermo nel punto di menù
”Programma della tasca” (F1)
Impostazione: Attivato/disattivato
Inserimento/disinserimento del pressello premistoffa
Codesto parametro ha il compito di segnalare al pannello di comando
se l’unità automatica di cucitura è equipaggiata con un pressello
premistoffa.
Il pressello premistoffa viene attivato oppure disattivato nella
visualizzazione principale dello schermo nel punto di menù
”Programma della tasca” (F1)
Impostazione: Attivato/disattivato
Inserimento/disinserimento dell’impilatore / dispositivo di
soffiatura
Codesto parametro ha il compito di segnalare al pannello di comando
se l’unità automatica di cucitura è equipaggiata con un impilatore /
dispositivo di soffiatura.
L’impilatore / dispositivo di soffiatura viene attivato oppure disattivato
nella visualizzazione principale dello schermo nel punto di menù
”Programma della tasca” (F1)
Impostazione: Attivato/disattivato
4
43

Inserimento e disinserimento del movimento in avanti / indietro
dell’impilatore
Tramite codesto parametro si determina se l’impilatore si muove in
avanti ed indietro.
Codesta regolazione è per esempio necessaria se vengono cuciti
alternativamente capi destri e sinistri.
Impostazione: Inserito / disinserito
Inserimento/disinserimento della pinza per la cintura
Codesto parametro ha il compito di segnalare al pannello di comando
se l’unità automatica di cucitura è equipaggiata con una pinza per la
cintura.
Modo di funzionamento sacco-tasca sopra la pattina
Qui viene impostato il modo di funzionamento sacco-tasca sopra la
pattina. Cioè in quale posizione di posizionamento si portano le pinze
di trasporto sollevate.
44
Riga informativa:
Sacco-tasca sopra la pattina

Inserimento/disinserimento del dispositivo stenditore
Codesto parametro ha il compito di segnalare al pannello di comando
se l’unità automatica di cucitura è equipaggiata con un dispositivo
stenditore.
Impostazione: Attivato/disattivato
Inserimento/disinserimento del dispositivo a rulli per lo
scaricamento del capo
Codesto parametro ha il compito di segnalare al pannello di comando
se l’unità automatica di cucitura è equipaggiata con un dispositivo a
rulli per lo scaricamento del capo.
Il dispositivo a rulli per lo scaricamento del capo viene attivato oppure
disattivato nella visualizzazione principale dello schermo nel punto di
menù ”Programma della tasca” (F1).
Impostazione: Attivato/disattivato
Scelta delle fotocellule per il riconoscimento della pattina
Riga informativa:
Misurazione del percorso .. mm
Nessuna fotocellula montata
Riconoscimento della pattina tramite una fotocellula
Due fotocellule per il lato della pattina sinistro / destro
Nota bene:
Il lato della pattina sinistro oppure destro
viene determinato nel programma di cucitura
Riconoscimento automatico dello sbieco
4
Forbici per il nastro montate sulla macchina
Impostazione: Inserito / disinserito
45

6.3 Programmi di controllo e di regolazione specifici per la macchina
( + oppure inserire l’interruttore principale + )
I programmi di controllo e di regolazione specifici per la macchina
servono per il controllo e la regolazione dei singoli componenti
dell’unità automatica di cucitura.
Riga informativa:
Regolazione del dispositivo di controllo per la
riserva del filo del crochet
–
Premere il tasto “RST ”oppure inserire l’interruttore principale e
premere il tasto funzionale “F2”.
La visualizzazione sullo schermo commuta sulla visualizzazione
dei programmi di controllo specifici della macchina.
–
Scegliere il programma di controllo desiderato tramite i tasti per il
cursore “ð”, “ï”, “ò” oppure “ñ”.
Il simbolo appare con sottofondo scuro.
–
Avviare il programma di controllo tramite il tasto “OK”.
–
Modificare il parametro scelto come già descritto nel capitolo 4.2.
–
Per abbandonare i parametri della macchina premere il tasto
“RST” oppure disinserire l’interruttore principale.
46

6.3.1 Regolazione del dispositivo di controllo per la riserva del filo del crochet
Codesto programma serve per la regolazione dell’allineamento delle
fotocellule a riflessione del dispositivo per il controllo della riserva di
filo della spolina.
Riga informativa:
Regolare il dispositivo di controllo per la riserva
del filo del crochet
–
Avviare il programma di controllo tramite il tasto “OK”.
Sul “Display” appaiono due spoline per il filo del crochet e le teste
di riflessione delle fotocellule.
Se le fotocellule sono correttamente allineate, girando una spolina
vuota avviene una riflessione.
Codesta riflessione viene segnalata tramite una freccia tra la testa di
riflessione della fotocellula e la corrispondente spolina per il filo del
crochet. Contemporaneamente avviene una segnalazione acustica.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
4
47

6.3.2 Inizializzare la memoria
Il programma serve per il caricamento di una regolazione standard di
fabbrica per i parametri dei programmi di cucitura.
Per esempio nel caso di un nuovo pannello di comando
Riga informativa:
Inizializzare la memoria
Code
ATTENZIONE IMPORTANTE !
Dopo l’avvio di uno dei tre programmi, i parametri impostati vengono
sovrasscritti con una regolazione standard di fabbrica.
Per codesto motivo il programma può essere avviato solo dopo
l’impostazione del numero di codice “25483”.
–
Avviare il programma di controllo tramite il tasto “OK”.
Sul “Display” appare la richiesta d’impostazione del numero di
codice.
–
Impostare il numero di codice “25483” tramite la tastiera decimale.
–
Dopo l’impostazione del giusto numero di codice la visualizzazione
dello schermo passa sulla visualizzazione dei quattro sottodescritti
parametri.
Se s’imposta un numero di codice errato la visualizzazione dello
schermo passa nuovamente indietro sulla visualizzazione dello
schermo dei parametri specifici della macchina.
Inizializzazione dei parametri della macchina
Inizializzazione dei programmi di cucitura di tasche
48
Inizializzazione delle sequenze di cucitura di tasche
Inizializzazione di tutti i programmi e parametri
Nota bene:
Dopo la inizializzazione tutti i parametri della macchina devono essere
nuovamente controllati (RST + F1).

–
Scegliere il programma di controllo desiderato tramite i tasti per il
cursore “ï” oppure “ð”.
Il simbolo appare con sottofondo scuro.
–
Avviare il programma scelto tramite il tasto “OK”.
–
Per abbandonare i parametri della macchina premere il tasto
“RST” oppure disinserire l’interruttore principale.
6.3.3 Controllo funzionale del dispositivo estrattore a rulli
Tramite codesto programma viene controllata la funzione del
dispositivo estrattore a rulli.
Riga informativa:
Controllo del dispositivo estrattore a rulli
–
Avviare il programma di controllo tramite il tasto “OK”.
Appare il simbolo con la richiesta d’impostazione.
Tempo d’inserimento dell’estrattore a rulli (t)
Velocità dell’estrattore a rulli (v)
–
Impostare i valori desiderati per “t” e per “v”.
Impostazione:
Tempo d’inserimento: t = 10...1000
Soglia di velocità: v = 1...15
–
Premere il tasto “F5".
il dispositivo estrattore a rulli marcia per il tempo d’inserimento e
con la velocità che sono stati scelti.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
Ampiezza del passo: 1Cadenza= 0,001s
4
49

6.3.4 Orientamento delle fotocellule
Il programma serve per l’orientamento delle fotocellule a riflessione
per il riconoscimento dell’inizio e della fine della cucitura.
Prima fotocellula
Seconda fotocellula per il
riconoscimento della pattina
Riga informativa:
Orientamento delle fotocellule
Le fotocellule vengono regolate utilizzando due forme-calibro.
Forma-calibro sinistra = Per tasche diritte.
Forma-calibro destra = Per tasche in sbieco.
50

6.3.4.1 Regolazione della sensibilità della fotocellula
1
Attenzione pericolo di ferimento !
La regolazione della sensibilità delle fotocellule viene effettuata con
l’unità automatica di cucitura accesa.
Effettuare la regolazione ed il controllo funzionale con la massima
cautela e mantenendo una distanza di sicurezza da tutti gli elementi
funzionali dell’unità automatica di cucitura che possono essere posti
inavvertitamente in moto.
2
4
–
Spostare fuori dalla macchina la stazione di piegatura 1.
–
Porre della stoffa sotto le pinze di trasporto.
–
Avviare il programma di controllo.
La pinza per la pattina ed i piegatori si chiudono,
le pinzedi trasporto s’abbassano.
–
Tirare in avanti le pinze di trasporto.
–
Orientare la fotocellula oppure le fotocellule sul centro dei fogli
riflettenti 2.
Attenzione: Durante codesta operazione di controllo controllare
l’esatto orientamento delle fotocellule rispetto ai fogli riflettenti
dall’inizio della cucitura fino alla fine della cucitura.
–
Regolare l’interruttore montato sulla parte superiore della
fotocellula su"L.on".
–
Regolare fino in battuta sinistra il potenziometro 2 per la sensibilità
della fotocellula montato sulla parte frontale e sopra al diodo
luminoso (sensibilità minima).
–
Rotare il potenziometro nuovamente verso destra fino a quando i
diodi luminosi rosso e verde s’illuminano.
Diodo luminoso rosso acceso = Presenza del segnale di
commutazione.
Diodo luminoso verde acceso = Segnale di commutazione stabile.
Se il diodo luminoso verde non s’accende la fotocellula dev’essere o
pulita, oppure riregolata, oppure sostituita oppure il foglio riflettente
dev’essere sostituito con uno nuovo.
51

6.3.4.2 Preparazione dell’unità automatica di cucitura e delle pinze di trasporto del materiale
1 32
Attenzione pericolo di ferimento !
L’allineamento ed il centraggio delle fotocellule viene effettuato con
l’unità automatica di cucitura accesa.
Effettuare la regolazione ed il controllo funzionale con la massima
cautela e mantenendo una distanza di sicurezza da tutti gli elementi
funzionali dell’unità automatica di cucitura che possono essere posti
inavvertitamente in moto.
ATTENZIONE IMPORTANTE: Pericolo di danneggiamento!
Per poter effettuare correttamente la regolazione delle fotocellule la
stazione di piegatura dev’essere obbligatoriamente spostata fuori dalla
macchina.
–
Spostare fuori dalla macchina la stazione di piegatura 1.
–
Porre della stoffa sotto le pinze di trasporto.
–
Avviare il programma di controllo.
La pinza per la pattina ed i piegatori si chiudono, le pinzedi
trasporto s’abbassano.
–
Tirare in avanti le pinze di trasporto.
–
Orientare la fotocellula oppure le fotocellule sul centro dei fogli
riflettenti 2.
Attenzione: Durante codesta operazione di controllo controllare
l’esatto orientamento delle fotocellule rispetto ai fogli riflettenti
montati sulle pinze di trasporto dall’inizio della cucitura fino alla
fine della cucitura.
–
Procedere nella seguente maniera:
- Per tutta la loro lunghezza incollare sia a destra che a sinistra
dei fogli riflettenti 2 una striscia di nastro adesivo opaco
in maniera tale che nel centro del foglio riflettente rimanga
libera una striscia riflettente di ca. 2 mm di larghezza.
- Spostare manualmente verso l’indietro le pinze di trasportodel
materiale fino a quando sono più o meno centrate sotto le fotocellule.
- In codesta posizione allentare le viti 3 ed allineare le fotocellule
centrandole rispetto alle striscie dei fogli riflettenti 2.
A regolazione ultimata avvitare saldamente le viti 3.
- Spostare le pinze per il trasporto del materiale nella loro posizione
posteriore ed anteriore e controllare l’allineamento delle fotocellule.
Nota bene:
Se le fotocellule non commutano esattamente il segnale all’inizio ed alla fine
della cucitura si deve controllare la parallelità delle pinze di trasporto del
materiale (consultare il “Manuale di istruzione per il servizio”.)
–
regolazione ultimata togliere le striscie di nastro adesivo opaco
dai fogli riflettenti.
52

6.3.4.3 Allineamento ed orientamento delle fotocellule
Unità automatica di cucitura equipaggiata con due fotocellule per il riconoscimento automatico
dello sbieco della tasca
32 1
Attenzione pericolo di ferimento !
Durante l’esecuzione della corsa di riferimento le pinze per il trasporto
del materiale si spostano per più volte in avanti ed indietro.
Non agire nel percorso di spostamento delle pinze per il trasporto del
materiale.
–
–
–
–
–
–
–
–
–
65 4
Premere il tasto funzionale “F3”.
Viene effettuata la corsa di riferimento.
4
Premere il tasto “8” e scegliere la posizione della pinza (consultare
la pagina 33).
Nota bene:
Le fotocellule devono essere orientate rispetto alla posizione della
pinza.
Premere il tasto “9”.
La pinza per la pattina si apre.
Premere il tasto funzionale “F4”.
Gli aghi vengono innestati.
Girando manualmente il volantino nel senso normale di marcia
della macchina per cucire portare gli aghi in basso fino a quando
sono situati ca. 2 mm sopra al materiale da cucire.
Posizionare la pattina-calibro 1 per “Tasche diritte” in maniera tale
che la linea 2 sia allineata con l’ago sinistro e sia parallela rispetto
alla pinza destra per il trasporto del materiale.
Tramite il tasto “9” chiudere la pinza per la pattina.
Tramite una striscia di nastro adesivo 3 incollare sulle pinze, in
maniera tale che sia ben fissata, la pattina-calibro che giace a
sinistra sollevata.
Premere il tasto funzionale “F4”. Gli aghi vengono disinnestati.
–
Girando manualmente il volantino nel senso contrario al senso
normale di marcia della testa della macchina per cucire portare gli
aghi nel loro punto morto superiore.
53

Attenzione pericolo di ferimento !
Durante l’esecuzione del riconoscimento della pattina-calibro le pinze
per il trasporto del materiale si spostano per più volte in avanti ed
indietro
Non agire nel percorso di spostamento delle pinze per il trasporto del
materiale.
–
Premere il tasto funzionale “F5”.
Avviene la scansione della pattina-calibro per “Tasche diritte ”.
Sul “Display” appaiono i parametri scansionati. Codesti valori
vengono assunti automaticamente dal pannello di comando.
Riga informativa:
Orientare le fotocellule
–
Premere il tasto “9”.
La pinza per la pattina si apre.
–
Estrarre la pattina-calibro per “Tasche diritte”.
Posizionare la pattina-calibro 4 per “Tasche in sbieco” in maniera
tale che la linea 5 sia allineata con l’ago sinistro e sia parallela
rispetto alla pinza destra per il trasporto del materiale.
–
Premere il tasto “9”.
La pinza per la pattina si chiude.
–
Tramite una striscia di nastro adesivo 3 incollare sulle pinze, in
maniera tale che sia ben fissata, la pattina-calibro che giace a
sinistra sollevata.
–
Premere il tasto funzionale “F2”.
Avviene la scansione della pattina-calibro per “Tasche in sbieco”.
Sul “Display” appaiono i parametri scansionati. Codesti valori
vengono assunti automaticamente dal pannello di comando.
–
Premere il tasto “9”.
La pinza per la pattina si apre.
–
Levare la pattina-calibro per “Tasche in sbieco”.
–
Terminare il programma di controllo tramite il tasto funzionale “F1”.
–
Spingere manualmente le pinze di trasporto del materiale indietro.
–
Riinserire e bloccare la stazione di piegatura.
–
Premere il tasto “RST” oppure spegnere e poi riaccendere l’unità
automatica di cucitura.
54

6.3.4.4 Unità automatica di cucitura equipaggiata con due fotocellule, posizionamento della pattina
a sinistra oppure a destra
321
Attenzione pericolo di ferimento !
Durante l’esecuzione della corsa di riferimento le pinze per il trasporto
del materiale si spostano per più volte in avanti ed indietro.
Non agire nel percorso di spostamento delle pinze per il trasporto del
materiale.
–
Premere il tasto funzionale “F3”.
Viene effettuata la corsa di riferimento.
–
Premere il tasto “8” e scegliere la posizione della pinza (consultare
la pagina 33).
Nota bene:
Le fotocellule devono essere orientate rispetto alla posizione della
pinza
–
Premere il tasto “9”.
La pinza per la pattina si apre.
–
Premere il tasto funzionale “F4”.
Gli aghi vengono innestati.
–
Girando manualmente il volantino nel senso normale di marcia
della macchina per cucire portare gli aghi in basso fino a quando
sono situati ca. 2 mm sopra al materiale da cucire.
–
Posizionare la pattina-calibro 1 per “Tasche diritte” in maniera tale
che la linea 2 sia allineata con l’ago destro e sia parallela rispetto
alla pinza destra per il trasporto del materiale. Entrambi i fogli
riflettenti devono essere ricoperti.
–
Tramite il tasto “9” chiudere la pinza per la pattina.
–
Tramite una striscia di nastro adesivo 3 incollare sulle pinze, in
maniera tale che sia ben fissata, la pattina-calibro che giace a
sinistra sollevata.
–
Premere il tasto funzionale “F4”.
Gli aghi vengono disinnestati.
4
–
Girando manualmente il volantino nel senso contrario al senso
normale di marcia della testa della macchina per cucire portare gli
aghi nel loro punto morto superiore.
55

Attenzione pericolo di ferimento !
Durante l’esecuzione del riconoscimento della pattina-calibro le pinze
per il trasporto del materiale si spostano per più volte in avanti ed
indietro
Non agire nel percorso di spostamento delle pinze per il trasporto del
materiale.
–
Premere il tasto funzionale “F5”.
Avviene la scansione della pattina-calibro.
Sul “Display” appaiono i parametri scansionati. Codesti valori
vengono assunti automaticamente dal pannello di comando.
Riga informativa:
Orientare le fotocellule
–
Premere il tasto “9”.
La pinza per la pattina si apre.
–
Estrarre la pattina-calibro.
–
Terminare il programma di controllo tramite il tasto funzionale “F1”.
–
Spingere manualmente le pinze di trasporto del materiale indietro.
–
Riinserire la stazione di piegatura.
–
Premere il tasto “RST” oppure spegnere e poi riaccendere l’unità
automatica di cucitura.
Nota bene:
Fotocellula S1 per la pinza sinistra
Fotocellula S2 per la pinza destra
56

6.3.4.5 Unità automatica di cucitura equipaggiata con una fotocellula
321
Attenzione pericolo di ferimento !
Durante l’esecuzione della corsa di riferimento le pinze per il trasporto
del materiale si spostano per più volte in avanti ed indietro.
Non agire nel percorso di spostamento delle pinze per il trasporto del
materiale.
–
Premere il tasto funzionale “F3”.
Viene effettuata la corsa di riferimento.
–
Premere il tasto “8” e scegliere la posizione della pinza (consultare
la pagina 33).
Nota bene:
Le fotocellule devono essere orientate rispetto alla posizione della
pinza.
–
Premere il tasto “9”.
La pinza per la pattina si apre.
–
Premere il tasto funzionale “F4”.
Gli aghi vengono innestati.
–
Girando manualmente il volantino nel senso normale di marcia
della macchina per cucire portare gli aghi in basso fino a quando
sono situati ca. 2 mm sopra alla pattina-calibro.
–
Posizionare la pattina-calibro per “Tasche diritte” in maniera tale
che la linea 2 sia allineata rispetto all’ago sinistro e sia parallela
rispetto alla pinza destra per il trasporto del materiale.
Nota bene:
Posizionare la pattina-calibro sotto la pinza destra oppure sinistra
dove effettivamente è montata la fotocellula.
–
Tramite il tasto “9” chiudere la pinza per la pattina.
–
Tramite una striscia di nastro adesivo 3 incollare sulle pinze, in
maniera tale che sia ben fissata, la pattina-calibro che giace a
sinistra sollevata.
–
Premere il tasto funzionale “F4”.
Gli aghi vengono disinnestati.
4
Girando manualmente il volantino nel senso contrario al senso
normale di marcia della testa della macchina per cucire portare gli aghi
nel loro punto morto superiore.
57

Attenzione pericolo di ferimento !
Durante l’esecuzione del riconoscimento della pattina-calibro le pinze
per il trasporto del materiale si spostano per più volte in avanti ed
indietro
Non agire nel percorso di spostamento delle pinze per il trasporto del
materiale.
–
Premere il tasto funzionale “F5”.
Avviene la scansione della pattina-calibro.
Sul “Display” appaiono i parametri scansionati. Codesti valori
vengono assunti automaticamente dal pannello di comando.
6.3.4.6 Avvisi d’errore
Riga informativa:
Orientare le fotocellule
–
Premere il tasto “9”.
La pinza per la pattina si apre.
–
Estrarre la pattina-calibro.
–
Terminare il programma di controllo tramite il tasto funzionale “F1”.
–
Spingere manualmente le pinze di trasporto del materiale indietro.
–
Riinserire la stazione di piegatura.
–
Premere il tasto “RST” oppure spegnere e poi riaccendere l’unità
automatica di cucitura.
Errore 1:
–
Allineamento errato della fotocellula
–
Regolazione errata della sensibilità della fotocellula
–
Inserimento errato della pattina-calibro
Errore 2:
–
Pattina-calibro per “Tasche diritte” sbagliata oppure danneggiata
58
Errore 3:
–
Pattina-calibro per “Tasche in sbieco” sbagliata oppure
danneggiata

6.3.5 Regolazione dello spostamento dei coltelli incisori degli angoli
Tramite codesto programma può essere controllata la distanza tra i
coltelli incisori degli angoli e correspettiva posizione angolare.
Riga informativa:
Regolazione dei coltelli incisori degli angoli
–
Scegliere il parametro desiderato tramite i tasti per il cursore “ï”
oppure “ð”.
Il simbolo appare con sottofondo scuro.
–
Avviare il programma scelto tramite il tasto “OK”.
Parametri della macchina per i coltelli incisori degli
angoli
Distanza tra i coltelli incisori degli angoli
Correzione dei coltelli incisori degli angoli all’inizio
della cucitura
(solo con la stazione automatica dei coltelli incisori
degli angoli)
Correzione dei coltelli incisori degli angoli alla fine
della cucitura
(solo con la stazione automatica dei coltelli incisori
degli angoli)
Corsa di riferimento dei supporti dei coltelli incisori
degli
4
59

6.3.5.1 Controllo della stazione dei coltelli incisori degli angoli
1
Attenzione pericolo di ferimento !
Pericolo di ferite da taglio!
Non agire nel campo d’azione dei coltelli incisori degli angoli.
Lavori di controllo che devono essere effettuati con l’unità automatica
di cucitura in moto devono essere eseguiti con estrema cautela e
mantenendo una distanza di sicurezza da tutti gli elementi che
possono essere posti in moto.
–
Premere il tasto funzionale"F3“.
I blocchi di supporto dei coltelli incisori degli angoli effettuano una
corsa di riferimento.
–
Tramite i tasti per il cursore “ï” oppure “ð” scegliere il simbolo “
Distanza tra i coltelli incisori degli angoli ”.
–
Impostare una distanza dei coltelli incisori degli angoli e tramite il
tasto"OK“ azionare i coltelli incisori degli angoli.
Esempio:
Impostazione della distanza dei coltelli incisori degli angoli = 100mm.
–
Controllare la distanza tra il blocco di supporto dei coltelli incisori
degli angoli 1 ed il blocco di supporto dei coltelli incisori degli
angoli 6.
6.3.5.2 Controllo del coltello incisore degli angoli anteriore sinistro (solo con la stazione automatica die
coltelli incisori degli angoli)
–
Tramite i tasti per il cursore “ï” oppure “ð” scegliere il simbolo “
Correzione dei coltelli incisori degli angoli all’inizio della
cucitura ”.
–
Impostare un valore di correzione (Valore"+ “ oppure valore ”-")
e tramite il tasto"OK“ azionare i coltelli incisori degli angoli.
–
Controllare la distanza tra il coltello incisore degli angoli 2 ed il
coltello incisore degli angoli 3.
54 32
6.3.5.3 Controllo del coltello incisore degli angoli posteriore sinistro (solo con la stazione automatica die
coltelli incisori degli angoli)
60
–
Tramite i tasti per il cursore “ï” oppure “ð” scegliere il simbolo “
Correzione dei coltelli incisori degli angoli alla fine della
cucitura ”.
–
Impostare un valore di correzione (Valore"+ “ oppure valore ”-")
e tramite il tasto"OK“ azionare i coltelli incisori degli angoli.
–
Controllare la distanza tra il coltello incisore degli angoli 4 ed il
coltello incisore degli angoli 5.

6.3.5.4 Controllo dei movimenti dei coltelli incisori
Attenzione pericolo di ferimento !
Non agire nel campo d’azione dei coltelli incisori degli angoli.
Coltelli incisori degli angoli che si stanno sollevando possono
provocare delle gravi ferite da taglio.
Se si deve effettuare assolutamente un controllo dei coltelli incisori
degli angoli con l’unità automatica di cucitura in moto agire con
estrema cautela e mantenere una distanza di sicurezza dai coltelli
incisori e da tutti gli elementi che possono essere posti in moto.
I singoli coltelli incisori degli angoli vengono controllati in sequenza.
La sequenza di controllo viene avviata tramite il tasto funzionale “F5”e
viene proseguita premendo ulteriormente il tasto “F5”.
Nella sequenza di controllo tramite il tasto funzionale “F4” si ritorna
sempre indietro di un passo.
–
Premere il tasto funzionale “F5”.
Si svolgono i seguenti passi:
1 passo = I coltelli incisori degli angoli anteriori si sollevano e
•
rimangono in posizione sollevata
2 passo = I coltelli incisori degli angoli posteriori si sollevano
•
3 passo = Solo il coltello incisore degli angoli anteriore
•
4 passo = Il coltello incisore degli angoli anteriore destro si
•
5 passo = Il coltello incisore degli angoli posteriore sinistro
•
6 passo = Il coltello incisore degli angoli posteriore destro
•
7 passo = Ciclo di taglio completo con tutti e quattro i coltelli
•
e rimangono in posizione sollevata
sinistro si solleva e rimane in posizione sollevata
sollevae rimane in alto
sisolleva e rimane in alto
sisolleva e rimane in alto
incisori degli angoli
4
61

6.3.5.5 Parametri della macchina per i coltelli incisori
La regolazione di base dei coltelli incisori degli angoli rispetto rispetto
alla cucitura avviene nel programma dei parametri della macchina.
–
Tramite i tasti per il cursore “ï” oppure “ð” scegliere il simbolo
“Parametri della macchina per i coltelli incisori degli angoli ”.
Il simbolo appare con sottofondo scuro.
–
Avviare il programma tramite il tasto “OK”.
Sul “Display” appare l’invito all’impostazione del numero di codice.
–
Code
Tramite la tastiera decimale impostare il numero di codice"25483“.
Appare la visualizzazione sullo schermo per la correzione dei
coltelli incisori degli angoli.
Riga informativa:
Valore di correzione coltelli incisori degli angoli
fine della cucitura
per essere in grado di correggere le incisioni degli angoli e l’incisione
del coltello centrale dev’essere previamente preparato e cucito un
campione di cucitura. A codesto scopo procedere nella seguente
maniera:
–
Creare sul pannello di comando un programma di prova e porre
tutte le correzioni dei coltelli incisori degli angoli e del coltello
centrale sul valore"0".
–
Incollare sul materiale da cucire un pezzo di fliselina.
Sulla fliselina le incisioni degli angoli sono più evidenti.
–
Eseguire una cucitura di prova.
Controllare l’aspetto della cucitura e del taglio.
62

Valore di correzione dei coltelli incisori degli angoli alla fine della
cucitura
Impostazione: -99,9 ... 99,9
Valore di correzione dei coltelli incisori degli angoli all’inizio della
cucitura
Impostazione: -99,9 ... 99,9
Nota bene:
Il valore impostato è valido per tutti i programmi delle tasche.
Se viene modificato il valore della “Fine della cucitura” si corregge
automaticamente anche il valore del “Inizio della cucitura”.
Distanza dell’incisione del coltello centrale rispetto alle fini della
cucitura (x)
(consultare la figura a pagina 60 in basso)
Impostazione: -99,9 ... 99,9
Nota bene:
Codesto valore è dipendente dagli interrassi tra gli aghi (distanza tra
gli aghi) e dai corrispondenti coltelli incisori degli angoli.
Correzione del punto “Zero” del coltello incisore degli angoli
sinistro all’inizio della cucitura
(solo con la stazione automatica dei coltelli incisori degli angoli)
Impostazione: -13 ... 13
Nota bene:
I supporti dei coltelli incisori degli angoli1e2devono essere paralleli.
4
Correzione del punto “Zero” del coltello incisore degli angoli
sinistro alla fine della cucitura
(solo con la stazione automatica dei coltelli incisori degli angoli)
Impostazione: -13 ... 13
Nota bene:
I supporti dei coltelli incisori degli angoli3e4devono essere paralleli.
4
1
3
2
63

6.3.6 Controllo dell’innesto delle barre-ago e del coltello centrale
Codesto programma controlla l’innesto delle barre-ago e del coltello
centrale con il motore della macchina per cucire in moto.
Riga informativa:
Innesto delle barre-ago e del coltello centrale
–
Avviare il programma di controllo tramite il tasto OK.
–
Premere il tasto funzionale F3.
Primo azionamento: Avvio del motore della macchina per
cucire con velocità 1000 n/min
Secondo azionamento: Marcia del motore della macchina per
cucire con velocità 3000 n/min
Terzo azionamento: Arresto nella seconda posizione
(Punto morto superiore della leva
tendifilo)
–
Inserire oppure disinserire il coltello centrale tramite il tasto
funzionale F4.
–
Inserire oppure disinserire le barre-ago tramite il tasto
funzionale F5.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
ATTENZIONE IMPORTANTE !
Prima di abbandonare il programma è assolutamente necessario
lasciar marciare la macchina per un breve tempo con le barre-ago ed il
coltello centrale disinnestati
In caso contrario la prossima cucitura non viene eseguita
correttamente.
64

6.3.7 Controllo del dispositivo per l’alimentazione automatica del nastro di rinforzo
Codesto programma controlla le funzioni di trasporto e di taglio del
dispositivo d’alimentazione del nastro di rinforzo.
Riga informativa:
Controllo del dispositivo per l’alimentazione
automatica del nastro di rinforzo
–
Avviare il programma di controllo tramite il tasto OK.
–
Premere il tasto funzionale F4.
Il dispositivo per l’alimentazione automatica del nastro di rinforzo
viene avviato.
Il nastro di rinforzo viene alimentato ed il freno viene liberato.
Il tasto è bloccato.
–
Premere il tasto funzionale F5.
Il nastro di rinforzo viene tagliato automaticamente, spinto in avanti
e pinzato.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
4
65

6.3.8 Controllo del timbro di presa e di piegatura senza le pinze di trasporto (solo per la versione B ed F)
Codesto programma controlla la funzione del timbro di presa e di
piegatura.
Durante codesta funzione di controllo le pinze per il trasporto
rimangono nella loro posizione finale posteriore.
Riga informativa:
Controllo del timbro di presa e di piegatura
–
Avviare il programma di controllo tramite il tasto OK.
–
Premere il tasto funzionale F4.
Il timbro di presa e di piegatura oscilla nella sua posizione verticale
e scende sulla piastra di scorrimento del materiale.
–
Premere il tasto funzionale F5.
Il timbro di presa e di piegatura si solleva ed oscilla sopra il tavolo
di posizionamento.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
66

6.3.9 Controllo del ciclo di posizionamento del capo con le pinze di trasporto
Codesto programma controlla il ciclo di posizionamento del capo.
Riga informativa:
Controllo del ciclo di posizionamento del capo
–
Avviare il programma di controllo tramite il tasto OK.
Dev’essere effettuata una corsa di riferimento.
Sul “Display” appare l’avviso
–
Premere verso il basso il pedale sinistro.
Il carro di trasporto si porta nella sua stazione di posizionamento.
Il ciclo di posizionamento viene eseguito come in un normale
programma di cucitura.
Dopo l’azionamento dell’ultima soglia del pedale, sul “Display”
appare una freccia.
–
Premere il pedale destro ad intermittenza.
Il carro di trasporto si porta nella sua posizione posteriore.
In codesta posizione il carro di trasporto rimane in attesa fino a
quando il pedale si trova nella sua posizione di riposo.
Le pinze di trasporto si sollevano e le pinze per la pattina si
aprono.
–
Premere verso il basso il pedale sinistro.
Il programma viene nuovamente avviato.
–
Per abbandonare il programma di controllo premere il tasto RST
oppure spegnere l’unità automatica di cucitura.
4
67

6.3.10 Modo di lavoro “Funzionamento passo a passo”
Nel modo di lavoro “Funzionamento passo a passo” il ciclo di cucitura
viene arrestato in alcune posizioni di maggiore importanza per poter
essere in grado di controllare i singoli azionamenti.
–
Avviare il programma di controllo tramite il tasto OK.
Appare la visualizzazione principale dello schermo con l’invito ad
effettuare una corsa di riferimento.
Riga informativa:
Corsa di riferimento
–
Premere verso il basso il pedale sinistro.
Il carro di trasporto si porta nella sua stazione di posizionamento.
–
Il ciclo di posizionamento viene eseguito come nel programma che
è stato impostato. Dopo l’ultimo passo nel ciclo di posizionamento
appare la seguente visualizzazione sullo schermo.
–
ramite il pedale destro richiamare il prossimo passo. Dopo l’ultimo
passo nel modo di lavoro “Passo a passo” il programma può essere
nuovamente avviato tramite il pedale sinistro.
–
Per abbandonare il programma di controllo premere il tasto RST
oppure spegnere l’unità automatica di cucitura.
68

6.3.11 Rilievo del tempo di ciclo dell’unità automatica di cucitura
Codesto programma rileva il tempo di ciclo dell’unità automatica di
cucitura.
–
Avviare il programma di controllo tramite il tasto OK.
Il tempo di ciclo dell’unità automatica di cucitura appare sulla
visualizzazione principale dello schermo.
Riga informativa: Tempo di ciclo
Corsa di riferimento
–
Effettuare la corsa di riferimento.
–
Dopo lo svolgimento del programma di cucitura che è stato
impostato appare sul “Display” il tempo di ciclo dell’unità
automatica di cucitura.
–
Per abbandonare il programma di controllo premere il tasto RST
oppure spegnere l’unità automatica di cucitura.
4
69

6.4 Sistema “Multitest” ( + oppure inserire l’interruttore principale + )
I programmi di controllo del sistema “Multitest” permettono un controllo
rapido degli elementi d’entrata e d’uscita.
Per eseguire il controllo non è necessaria l’utilizzazione di ulteriori
strumenti di misura.
–
Premere e mantenere premuto il tasto"F3“.
–
Premere il tasto “RST”.
Il pannello di comando viene nuovamente inizializzato e viene
caricata la visualizzazione sullo schermo del sistema “Multitest”.
–
Scegliere il programma di controllo desiderato tramite i tasti per il
cursore “ï” oppure “ð”.
Il simbolo appare con sottofondo scuro.
–
Avviare il programma di controllo scelto tramite il tasto “OK”.
70

6.4.1 Indicazione della versione del programma e della somma “Check”
Codesto programma controlla la memoria di lettura (ROM)
del microcomputer.
Versione del programma
Nel caso di versioni di programma con la stessa definizione della
classe dell’unità automatica di cucitura e con la stessa lettera di
riconoscimento, la versione con il numero progressivo più alto
sostituisce tutte le versioni con il numero progressivo più basso.
Somma “Check”
La somma “Check” è significativa solo per il personale di servizio
d’assistenza della fabbrica.
Da codesto numero di somma, il personale specializzato può rilevare
se la memoria del programma (EPROM) del pannello di comando
dell’unità automatica di cucitura contiene senza errori il programma
completo.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
Nota bene:
Il controllo della somma “Check” necessita di un determinato lasso di
tempo.
4
71

6.4.2 Controllo della memoria di lavoro
Codesto programma controlla la memoria di lavoro (RAM) del
microcomputer.
–
Avviare il programma di controllo tramite il tasto “OK”.
Il “Display” indica i risultati del controllo.
“Display” Spiegazione
RAM OK La memoria di lavoro è in ordine
RAM ERROR Errore nella memoria di lavoro
Nota bene:
Se durante il controllo della memoria di lavoro appare l’avviso
“RAM ERROR” dev’essere sostituito tutto il pannello di comando.
72

6.4.3 Scelta degli elementi d’entrata
Codesto programma serve per la regolazione degli elementi d’entrata.
ATTENZIONE IMPORTANTE !
Tutti gli elementi d’entrata sono stati regolati accuratamente in
fabbrica.
La regolazione e la correzione dev’essere effettuata solo da personale
d’assistenza specializzato ed appositamente istruito allo scopo.
–
Avviare il programma di controllo tramite il tasto “OK”.
–
Tramite il tasto scegliere tra il modulo base ed il nodo CAN.
–
Impostare il numero di codice dell’elemento d’entrata desiderato
tramite la tastiera decimale.
Come numero di codice vengono utilizzate le codifiche dello
schema elettrico (consultare la susseguente tabella).
–
Sul “Display” appare la codifica dello schema elettrico e lo stato di
commutazione dell’elemento d’entrata che è stato scelto (per
esempio “+S17").
La visualizzazione sullo schermo commuta se cambia la situazione
di commutazione dell’elemento d’entrata.
Lo stato di commutazione ”+" significa:
Interruttori a contatto = Contatto aperto
Interruttori di prossimità = Metallo davanti all’interruttore
Fotocellula a riflessione = Nessuna riflessione
Attenzione importante eccezione:
S25 e S20
Entrambi gli elementi di entrata si comportano in modo inverso,
vale a dire (-) = Metallo davanti all’interruttore
–
Regolare l’elemento d’entrata fino a quando lo stato di
commutazione desiderato appare sul “Display”.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
4
73

Elemento - Funzione Metodo di posizionamento
d’entrata
ABDF
s01 Riconoscimento della pattina 1 XXXX
s02 Riconoscimento della pattina 2 X X X
s03 * Dispositivo per il controllo della riserva
di filo della spolina,destro XXXX
s04 * Dispositivo per il controllo della riserva
di filo della spolina, sinistro XXXX
s05 Dispositivo di controllo del filo dell’ago,
destro XXXX
s06 Dispositivo di controllo del filo dell’ago,
sinistro XXXX
s10 Pedale destro in avanti XXXX
s11 Pedale destro indietro XXXX
s13 Pedale sinistro in avanti XXXX
s15 Pedale sinistro indietro XXXX
s16 Controllo del blocco di supporto die
coltelli incisori XXXX
s17 Timbro piegatore in basso XXXX
s20 Estrarre il materiale da cucire / XXXX
Controllo cappa di protezione
s24 XXXX
s25 Riferimento per il dispositivo di trasporto XXXX
s26 Riferimento per i coltelli incisori degli
angoli ad inizio della cucitura XXXX
sc201 Riferimento per il blocco di supporto die
coltelli incisori ad inizio della cucitura XXXX
sc203 Riferimento per il blocco di supporto die
coltelli incisori alla fine della cucitura XXXX
* Codesti elementi d’entrata possono essere controllati solo nel programma di controllo
6.3.1 “ Regolazione del dispositivo di controllo per la riserva del filo del crochet ”
Elementi d’entrata Nodo CAN 2
Elemento - Funzione Metodo di posizionamento
d’entrata ABDF
SC201 Riferimento modifica coltello ad inizio
SC203 Riferimento modifica coltello alla fine
della cucitura XXXX
della cucitura XXXX
74

6.4.4 Controllo degli elementi d’entrata
Codesto programma serve per il controllo automatico degli elementi
d’entrata.
–
Avviare il programma di controllo tramite il tasto “OK”.
–
Azionare l’elemento d’entrata che dev’essere controllato.
–
Sul “Display” appare la codifica dello schema elettrico e lo stato di
commutazione dell’elemento d’entrata che è stato scelto
(per es. “+s17”).
L’indicazione sul “Display” cambia se cambia la situazione di
commutazione dell’elemento d’entrata oppure se un’elemento
d’entrata viene variato. Una variazione dello stato di commutazione
viene segnalata tramite un segnale acustico.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
4
75

6.4.5 Scelta degli elementi d’uscita
Tramite codesto programma viene controllata la funzione degli
elementi d’uscita.
Si può controllare un solo elemento d’uscita (“Single-Mode”) oppure
contemporaneamente numerosi elementi d’uscita (“Multi-Mode”).
Attenzione pericolo di ferimento !
Durante il controllo del funzionamento degli elementi d’uscita non agire
nel campo d’azione degli elementi in movimento della macchina.
–
Avviare il programma di controllo tramite il tasto d’immissione dati.
–
Tramite la tastiera decimale scegliere tra “Single-Mode” e
“Multi-Mode”.
1 = “Single-Mode” Viene controllato un solo elemento
d’uscita.
2 = “Multi-Mode” Viene controllato un gruppo d’elementi
d’uscita
–
Premere il tasto"F5“.
Si commuta dalle uscite del pannello di comando ”Dac2C" sulle
uscite dei “Nodi-CAN”.
CAN 0 = max. 32 Uscite YC001 fino ad YC 032
CAN 1 = max. 32 Uscite YC101 fino ad YC 132
CAN 2 = max. 32 Uscite YC201 fino ad YC 232
76
–
Impostare il numero di codice dell’elemento d’uscita desiderato
tramite “F3” (in avanti) oppure tramite “F2” (indietro).
Come numero di codice servono le codifiche dello schema elettrico
(consultare la susseguente tabella).
–
Il “Display” indica lo stato di commutazione (ON/OFF)
(INSERITO/DISINSERITO) dell’elemento d’uscita che è stato
scelto.
–
Premendo il tasto funzionale “F4” inserire (ON) e disinserire (OFF)
l’elemento d’uscita prescelto.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.

Elementi d’uscita della testa della macchina per cucire (Dac2C)
Elemento - Funzione Metodo di
d’uscita posizionamento
Y22 Aprire la tensione del filo XXXX
y26 Forbici per il filo in basso, inserite XXXX
y27 Ago sinistro, inserito XXXX
y28 Ago destro, inserito XXXX
y29 Aprire il pinzafilo XXXX
y30 Soffio eliminazione lanugine /
Alimentatore del filo XXXX
y31 Coltello centrale, inserito XXXX
y32 Rasafilo superiore, inserito / XXXX
Chiudere il pinzafilo
ABDF
4
77

Elementi d’uscita Nodo CAN 0
Elemento - Funzione Metodo di
d’uscita posizionamento
YC001 Abbassare il pressello X X
YC002 Fuoriuscita degli aghi della pinza per
YC003 Aperta la pinza per la cintura X X
CY004 Chiudere la pinza per la cintura X X
YC005 Chiudere le forbici per il nastro XXXX
YC006 Alimentare il nastro di rinforzo XXXX
YC007 Freno per il nastro di rinforzo, inserito XXXX
YC009 Oscillare il dispositivo di posizionamento X
YC010 Sollevare il sacco della tasca X
YC011 Aprire il dispositivo d’alimentazione
YC012 Chiudere il dispositivo d’alimentazione
YC013 Fuoriuscita degli aghi X X X
YC014 Aprire il dispositivo d’alimentazione
YC015 Chiudere il dispositivo d’alimentazione
YC016 Sollevare il timbro piegatore X X X
YC017 Oscillare il dispositivo d’alimentazione
YC018 Oscillare il timbro di presa e piegatura X X
YC019 Incidere la striscia per il filetto X X
YC020 Battuta-tavola per filetto semplice X X
YC021 Oscillare il dispositivo di rotazione della
YC022 Chiudere il dispositivo di rotazione della
YC023 Chiudere la pinza del dispositivo di
YC024 Sollevare il dispositivo di alimentazione
ABDF
la cintura X X
Sollevare il dispositivo d’alimentazione
della pattina sinistro / destro X
Sollevare il dispositivo d’alimentazione
della pattina sinistro X
Soffiare X
della pattina destro X X
Alimentare il sacco della tasca X
della pattina destro X X
Girare il dispositivo di posizionamento X
della pattina sinistro X X
Pinzare il filetto del taschino del petto X
della pattina sinistro X X
Spostamento laterale, inserito X
della pattina X X
pattina X
pattina X
rotazione della pattina X
della pattina destro X
Elementi d’uscita Nodo CAN 1
Elemento - Funzione Metodo di
d’uscita posizionamento
YC102 Impilatore, inserito XXXX
YC103 Forbici per la cerniera, in avanti/indietro X
YC104 Forbici per la cerniera, aperte/chiuse X
YC106 Abbassare l’estrattore a rulli XXXX
78
ABDF

Elementi d’uscita dell’unità di trasporto
Elemento - Funzione Metodo di
d’uscita posizionamento
y03 Chiudere il piegatore sinistro X X X
y04 Aprire pinza per la pattina sinistra XXXX
Y05 Chiudere il piegatore destro X X X
y06 Aprire la pinza per la pattina destra XXXX
y09 Abbassare la pinza di trasporto sinistra XXXX
y10 Slitta sinistra verso l’esterno XXXX
y11 Abbassare la pinza di trasporto destra XXXX
y12 Slitta destra verso l’esterno XXXX
y13 Dispositivo a vuoto spinto, inserito XXXX
y15 Abbassare il timbro piegatore XXXX
y16 Sollevare il timbro piegatore, disinserito XXXX
Elementi d’uscita dell’unità del blocco di supporto dei coltelli incisori
Elemento - Funzione Metodo di
d’uscita posizionamento
ABDF
ABDF
y17 Blocco di supporto dei coltelli incisori
y19 Blocco di supporto dei coltelli incisori
y21 Blocco di supporto dei coltelli incisori
y23 Blocco di supporto dei coltelli incisori
6.4.6 Controllo dei nodi “CAN”
inizio della cucitura sinistro XXXX
fine della cucitura sinistro XXXX
inizio della cucitura destro XXXX
fine della cucitura destro XXXX
Avviare il controllo tramite il tasto “OK”.
4
Nota bene:
La segnalazione “o.K” appare solo dopo un determinato lasso di
tempo. I moduli “CAN” lavorano senza disturbi.
79

6.4.7 Controllo del motore della macchina per cucire
Codesto programma serve per il controllo delle posizioni di
posizionamento degli aghi e delle diverse soglie di velocità del motore
della macchina per cucire.
–
Avviare il programma di controllo tramite il tasto “OK”.
–
Scegliere il parametro desiderato tramite i tasti per il cursore “ï”
oppure “ð”.
Il simbolo appare con sottofondo scuro.
–
Regolare il parametro tramite i tasti per il cursore “ñ” oppure “ò”.
Indicare la versione del programma del motore della
macchina per cucire.
Scegliere la posizione di posizionamento degli aghi
Posizione bassa dell’ago
Posizione alta dell’ago
80
Ago senza posizionamento fisso

Regolare la velocità del motore della macchina per
cucire
Min. = 70 n/min]
Max. = 3000 n/min]
Controllare il motore della macchina per cucire
Tasto F2 = Avvio
Tasto F3 = Stop
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
6.4.8 Lista degli errori
Il programma mostra gli ultimi 10 avvisi d’errore.
–
Avviare il programma di controllo tramite il tasto “OK”.
–
Per abbandonare il programma di controllo premere il tasto
funzionale F1.
4
81

6.5 Autocontrollo del terminale ( + oppure inserire l’interruttore
principale + )
Con l’autodiagnosi del terminale il personale di servizio controlla i
singoli componenti del terminale per l’operatore.
–
Controllo “RAM”
Il controllo “RAM” controlla la memoria di lavoro (“Video-RAM”) del
terminale per l’operatore.
Dopo aver terminato il controllo “RAM” l’autodiagnosi del terminale
cambia automaticamente sul controllo “EPROM”.
–
Controllo “EPROM”
Il controllo “EPROM” controlla la memoria per i programmi
(“Program-Memory”) del pannello di comando.
–
Controllo scheda di memorizzazione “RAM”
Il controllo della scheda di memorizzazione “RAM” controlla la
scheda di memorizzazione.
Dopo aver terminato il controllo della scheda di memorizzazione
“RAM” l’autodiagnosi del terminale cambia automaticamente sul
controllo “Keyboard” (tastiera).
–
Controllo “Keyboard” (tastiera)
Il controllo “Keyboard” (tastiera) controlla la tastiera del terminale
per l’operatore.
Dopo aver premuto un tasto qualsiasi, se la funzione è in ordine,
sul “Display” appare dietro questo tasto un uncino.
Premendo il tasto “ESC” viene terminato il controllo “Keyboard”
(tastiera).
La visualizzazione sullo schermo passa sul controllo “Interfaccia”.
–
Controllo “Interfaccia”
Il controllo “Interfaccia” controlla l’interfaccia di connessione del
terminale per l’operatore (è necessaria l’utilizzazione di un cavo
speciale !).
Dopo aver terminato il controllo “Interfaccia” l’autodiagnosi del
terminale cambia automaticamente sul controllo del “Display”.
–
Controllo del “Display”
Il controllo del “Display” mostra il repertorio dei caratteri disponibili
(“Character Set”) ed i simboli grafici (“Graphic”) del “Display”.
Premendo il tasto funzionale F2 la visualizzazione cambia sulla
visualizzazione principale dello schermo dell’autodiagnosi del
terminale (consultare la figura in alto).
–
Visualizzazione principale dello schermo
Dalla visualizzazione principale dello schermo, tramite il tasto
funzionale F2 si può richiamare un completo “Protocollo del
controllo”.
Per abbandonare l’autodiagnosi del terminale premere il tasto
RST“.
82

6.6 Valore di contrasto del “Display” ( + oppure inserire
l’interruttore principale + )
Tramite codesto programma può essere regolato il valore di contrasto
del “Display”.
–
Regolare il valore di contrasto tramite i tasti per il cursore “ñ”
oppure “ò”.
–
Tramite il tasto “ESC” memorizzare il valore ed abbandonare il
programma.
4
83

6.7 Editazione del menù ( + oppure inserire l’interruttore principale + )
Qui, tramite i tasti da 0 fino a 9, si determina quali parametri vengono
direttamente editati nella visualizzazione principale dello schermo.
–
Premendo il tasto funzionale F5 si commuta sulla prossima
visualizzazione dello schermo con ulteriori parametri.
84
–
Scegliere il parametro desiderato tramite i tasti per il cursore
“ï”,“ð”, “ñ” oppure “ò”.
Il simbolo appare con sottofondo scuro.
–
Scegliere la posizione desiderata premendo i tasti a cifra
da 0 fino a 9.
–
Scegliere il prossimo parametro.
–
Per abbandonare il menù premere il tasto funzionale F1.
Nota bene:
Con i tasti a cifra non occupare doppiamente i simboli.

6.8 Regolazione dell’interfaccia seriale ( + )
Tramite codesto programma di controllo viene regolata la giusta
velocità di trasferimento dei dati (Baudrate) per l’interfaccia seriale.
La “Baudrate” giusta per l’interfaccia seriale è la seguente:
Com0=n,8,WA,1-125KBaud
ATTENZIONE IMPORTANTE !
Se all’accensione dell’unità automatica di cucitura viene premuto uno
dei seguenti tasti vengono impostate delle “Baudrate” con le quali il
pannello di comando per l’operatore montato sul pannello di comando
non può lavorare.
Tasto “0"
Tasto ”1"
Tasto “2"
Tasto ”3"
Tasto “4"
Tasto ”5"
Tasto “6"
Tasto ”7"
Tasto “8"
Tasto ”9"
4
85

7. Segnalazioni d’errore
Nel caso di un errore nel sistema di comando oppure nel programma
della macchina appare sul “Display” il corrispondente numero d’errore.
Con l’ausilio delle susseguenti tabelle si può trovare la causa
dell’errore e di conseguenza è più semplice trovare un rimedio.
7.1 Segnalazioni d’errore del programma della macchina
Indicazione del Significato Rimedio
numero d’errore
Errore 1-249 Errore interno CPU DAC IIC Spegnere e riaccendere l’unità automatica
Errore 250 Tensione troppo bassa CPU
DAC IIC
Errore 251 Tensione troppo bassa per
l’alimentazione delle valvole
elettromagnetiche
di cucitura *
Stabilizzare la tensione d’alimentazione
Stabilizzare la tensione d’alimentazione
7.2 Segnalazioni d’errore del pannello di comando del motore della macchina per cucire
Indicazione del Significato Rimedio
numero d’errore
Errore 300 Il cablaggio di connessione verso il
pannello di comando “EFKA” non è
in ordine / Il pannello di comando
“EFKA” è difettoso
(pannello di comando del motore
della macchina per cucire:
La comunicazione è interrotta)
Errore 301 Il cablaggio di connessione verso il
pannello di comando “EFKA” non è
in ordine / Il pannello di comando
“EFKA” è difettoso
Errore 302 · Errore del “Hardware” del pannello di
comando "EFKA"
· Errore del "Software" del pannello
di comando "EFKA"
· Il sincronizzatore di posizionamento
non è collegato / difettoso
· il cablaggio del trasduttore di
commutazione
oppure il convertitore sono disturbati
· La tensione della rete di
alimentazione è troppo bassa
· Bloccaggio, il motore è
meccanicamente sovraccarico
· Un giro dopo il tragitto
verso il punto "Zero"
l'impulso "Zero" non è stato
riconosciuto /
Interruttore di prossimità difettoso
· La tramissione è temporaneamente
interrotta
Errore 304 Unità “CPU” DAC IIC difettosa
Errore 305 Il pedale del pannello di comando
“EFKA”
non è nella sua posizione di base
Controllare il cablaggio di connessione
verso
il pannello di comando del motore della
macchina per cucire /
Sostituire il pannello di comando “EFKA” *
Controllare il cablaggio di connessione
verso il
pannello di comando del motore della
macchina per cucire /
Sostituire il pannello di comando “EFKA” *
· Sostituire il pannello di comando "EFKA"
· Attualizzare l’aggiornamento del
“Software”
· Sincronizzatore di posizionamento /
Controllare il collegamento
· Controllare il cablaggio del
trasduttore di commutazione
· Controllare la meccanica
· Controllare l'interruttore di prossimità à
· Distanza rispetto al disco /
Sostituire l'interruttore diprossimità
· Controllare il cablaggio di connessione
verso il pannello di comando "EFKA" *
Spegnere e poi riaccendere
l'unità automatica di cucitura*
· La presa del pedale sul pannello di
comando “EFKA” è sporca
· Sostituire il pannello di comando “EFKA”
86
* Se codesto avviso d’errore si ripete troppo sovente interpellare il
servizio d’assistenza

7.3 Segnalazioni d’errore dei motori passo a passo
Indicazione del Significato Rimedio
numero d’errore
Errore 400 Errore nell'amplificatore del motore
passo a passo M4 per le pinze di
trasporto
Errore 401 Errore nell’amplificatore del motore
passo a passo M3 per il blocco di
supporto dei coltelli incisori
Errore 402 Errore sull’amplificatore per il
motore passo a passo per
l’inclinazione dei coltelli incisori
degli angoli all’inizio della cucitura.
Errore 403 Errore sull’amplificatore per il
motore passo a passo per
l’inclinazione dei coltelli incisori
degli angoli alla fine della cucitura.
Errore 404 Errore sull’amplificatore per il
motore passo a passo per il
dispositivo di alimentazione del
nastro di rinforzo.
Controllare il motore, l'amplificatore ed il
cavo; la tensione d'alimentazione
dell'amplificatore del mot. passo a passo
Controllare il motore, l’amplificatore ed il
cavo; la tensione d’alimentazione
dell’amplificatore del motore passo a passo
Controllare il motore, l’amplificatore per il
motore passo a passo ed il cablaggio;
controllare la tensione d’alimentazione
dell’amplificatore per il motore passo a
passo; controllare l’interruttore di riferimento
Controllare il motore, l’amplificatore per il
motore passo a passo ed il cablaggio;
controllare la tensione d’alimentazione
dell’amplificatore per il motore passo a
passo; controllare l’interruttore di riferimento
Controllare il motore, l’amplificatore per il
motore passo a passo ed il cablaggio;
controllare la tensione d’alimentazione
dell’amplificatore per il motore passo a
passo;
* Se codesto avviso d’errore si ripete troppo sovente interpellare il servizio d’assistenza
7.4 Avvisi d’errore “Modulo”-CAN
Indicazione del Significato Rimedio
numero d’errore
Errore 500 Errore generale nei moduli - CAN Controllare il cablaggio
Errore 510 Stazione di supporto dei coltelli
incisori degli angoli (AC201)
Errore 511 Stazione di supporto dei coltelli
incisori degli angoli (AC201)
Errore 512 Stazione di supporto dei coltelli
incisori degli angoli (AC201)
Errore 520 Unità di trasporto (AC101) Controllare il cablaggio ed i ponti
Errore 521 Unità di trasporto (AC101)
Errore 522 Unità di trasporto (AC101)
Errore 530 Dispositivo di trasferimento
(AC001)
Errore 531 Dispositivo di trasferimento
(AC001)
Errore 532 Dispositivo di trasferimento
(AC001)
Controllare il cablaggio ed i ponti
Controllare la tensione di alimentazione
Controllare gli interruttori “DIP”
Controllare la tensione di alimentazione
Controllare gli interruttori “DIP”
Controllare il cablaggio ed i ponti
Controllare la tensione di alimentazione
Controllare gli interruttori “DIP”
4
Errore 540 Alimentazione nastro tramite
motore passo a passo (AC 301)
Errore 541 Alimentazione nastro tramite
motore passo a passo (AC 301)
Errore 542 Alimentazione nastro tramite
motore passo a passo (AC 301)
Controllare il cablaggio ed i ponti
Controllare la tensione di alimentazione
Controllare gli interruttori “DIP”
87

7.5 Segnalazioni d’errore del sistema
Indicazione del Significato Rimedio
numero d’errore
Errore 600 L'aria compressa manca oppure
non è sufficiente
Errore 601 Durante lo svolgimento del ciclo il
pedale sinistro è stato premuto
verso l’indietro
Errore 602 Spolina vuota
Errore 603 Rottura del filo
Errore 604 La fotocellula per l'estrazione (s20)
del materiale non è attiva
Errore 700 Il timbro piegatore non è in alto Correggere la regolazione del timbro
Errore 701 Il timbro piegatore non è in basso
Errore 710 Interruttore di fine corsa per le
pinze di trasporto attivo
Errore 711 Interruttore di fine corsa per il
blocco di supporto dei coltelli
incisori attivo
Errore 720 Errore durante la scansione della
pattina tramite la fotocellula
Errore 721 La pattina è stata posizionata prima
del punto di posizionamento
anteriore
Errore 722 La pattina sporge fuori dal campo
massimo di cucitura (dopo del punto
di posizionamento posteriore)
Errore 723 Lanugine oppure resti di trama
all’inizio della pattina
Aprire oppure stabilizzare l’aria
compressa
Per un nuovo ciclo il pedale sinistro
dev’essere premuto ancora una volta.
Dopo l’azionamento le pinze di trasporto
si spostano nella loro posizione posteriore
Inserire una spolina piena
Infilare nuovamente il filo
Regolare la fotocellula (s20)
per l'estrazione del materiale
piegatore (collisione meccanica;
controllare l’interruttore S17)
Correggere la regolazione del timbro
piegatore (collisione meccanica;
controllare l’interruttore S17)
Controllare il trasporto del materiale e
l'interruttore di fine corsa S25
Controllare l'azionamento per il gruppo dei
coltelli incisori e l'interruttore di fine corsa
S26
Controllare ed eventualmente sostituire il
foglio riflettente; controllare l’allineamento
delle fotocellule
Posizionare correttamente la pattina
Controllare le dimensioni della pattina;
posizionare correttamente la pattina
Posizionare delle pattine con i bordi puliti;
controllare il foglio riflettente
Errore 725 L’inclinazione del bordo della
pattina è troppo grande
Errore 726 La pattina è troppo grande oppure il
foglio riflettente è sporco oppure
difettoso
Errore 727 Il percorso d’arresto non è
sufficiente per l’inclinazione del
bordo della pattina
88
Controllare l’inclinazione del bordo della
pattina; controllare l’allineamento delle
fotocellule
Controllare le dimensioni della pattina ed il
foglio riflettente
Diminuire la velocità di alimentazione

Indicazione del Significato Rimedio
numero d’errore
Errore 900 Parametri della macchina difettosi
(errore di somma “Check”)
Errore 901 Sequenza delle tasche difettosa
(errore di somma "Check")
Errore 902 Programmi delle tasche difettosi
(errore di somma “Check”)
Errore 910 La scheda “RAM” non è inserita
correttamente
Errore 911 La scheda “RAM” è protetta contro
la scrittura
Errore 912 Errore durante la lettura oppure la
scrittura della scheda “RAM”
Errore 913 Non è stata inserita la scheda
“RAM” per la lingua per la classe
745-34; Il tipo della scheda “RAM” è
sbagliato.
Inizializzare nuovamente i parametri della
macchina
(programma di controllo); regolare i
parametri della macchina oppure leggerli
dalla scheda “RAM”
Inizializzare nuovamente la sequenza
delle tasche (programma di controllo);
regolare la sequenza delle tasche oppure
leggerla dalla scheda “RAM”
Inizializzare nuovamente i programmi
delle tasche difettosi (programma di
controllo); regolare i programmi delle
tasche oppure leggerli dalla scheda “RAM”
Controllare il corretto inserimento della
scheda
Disinserire la protezione contro la scrittura
Sostituire la batteria della scheda, poi
sulla scheda “RAM” devono essere
memorizzati i nuovi dati
Inserire la scheda “RAM” per la lingua per
la classe 745-34
Info 1000 Richiesta d’effettuare la corsa di
riferimento dopo l’accensione della
macchina
Info 1001 La stazione dei coltelli incisori degli
angoli è fuoriuscita dalla sua
posizione di lavoro
Errore 1001 Durante il ciclo di cucitura la
stazione dei coltelli incisori degli
angoli è spostata fuori dalla
macchina.
Premere il pedale sinistro verso
l'indietro, dopodichè la slitta per il
trasporto del materiale si sposta
verso indietro ed avviare il ciclo.
Info 1002 La stazione di piegatura è spostata
fuori dalla macchina
Errore 1002 Durante il ciclo di cucitura la
stazione di piegatura è spostata
fuori dalla macchina.
Premere il pedale sinistro verso
l'indietro, dopodichè la slitta per il
trasporto del materiale si sposta
verso indietro ed avviare il ciclo
Info 1003 Manca il nastro di rinforzo
Premere il pedale sinistro verso l'indietro
Inserire nuovamente la stazione dei coltelli
incisori degli angoli nella sua posizione di
lavoro
Controllare / regolare il fissaggio della
stazione dei coltelli incisori
Inserire la stazione di piegatura
nuovamente nella sua sede di lavoro
Controllare / regolare il fissaggio della
stazione di piegatura
Inserire il nastro di rinforzo
4
Info 1004 La posizione per le pinze di
trasporto del materiale che è stata
impostata non è conforme al timbro
di piegatura che è stato montato
sulla macchina.
Info 1005 Regolazione errata del
riconoscimento dei bordi della
pattina
Regolare la posizione per le pinze di
trasporto del materiale come indicato nei
parametri della tasca.
Regolare il programma della tasca
89

Notes:
90
 Loading...
Loading...