

Page 1

Indice Pagina:
Home
Parte 4: Istruzioni per la programmazione DAC. Classe 745-26; -28
V ersione del programm a 745A06
1. Informazioni generali
2. Terminale per l’operatore
3. Scheda di memorizzazione
3.1 Memorizzazione e caricamento di programmi . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3.2 Sostituzione della batteria sulla scheda di memorizzazione . . . . . . . . . . . . . . . . . . . . 5
4. Superficie di guida per l’operatore
4.1 Struttura dei menù dei programmi di cucitura e di controllo . . . . . . . . . . . . . . . . . . . . 6
4.2 Variazione dei valori dei parametri . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
5. Programmi di cucitura
5.1 Richiamare la visualizzazione sullo schermo dei parametri dei programmi di cucitura . . . . . 8
5.2 Avvio del programma della macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
5.3 Visualizzazione principale dello schermo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
5.3.1 Riconoscimento automatico dell’inclinazione della tasca . . . . . . . . . . . . . . . . . . . . . 12
5.3.2 Misurazione delle lunghezze di cucitura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5.4 Parametri globali . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14
5.5 Programma per la tasca . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
5.6 Sequenza di tasche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
5.7 Raffigurazioni di cucitura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
6. Programmi di controllo e di regolazione
6.1 Richiamare i programmi di controllo e di regolazione . . . . . . . . . . . . . . . . . . . . . . . 24
6.2 Parametri della macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
6.3 Programmi di controllo e di regolazione specifici per la macchina . . . . . . . . . . . . . . . . 28
6.3.1 Regolazione del dispositivo di controllo per la riserva del filo inferiore . . . . . . . . . . . . . . 28
6.3.2 Inizializzazione della memoria per i programmi . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
6.3.3 Controllo funzionale del dispositivo estrattore . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
6.3.4 Allineamento delle fotocellule . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
6.3.5 Aggiustaggio del sistema di regolazione dei coltelli incisori per gli angoli . . . . . . . . . . . . 31
6.3.6 Controllo dell’innesto delle barre ago e del coltello centrale . . . . . . . . . . . . . . . . . . . . 32
6.3.7 Controllo del dispositivo d’alimentazione del nastro di rinforzo . . . . . . . . . . . . . . . . . . 32
6.3.8 Controllo del timbro di presa e di piegatura senza le pinze di trasporto . . . . . . . . . . . . . 33
6.3.9 Controllo del ciclo di posizionamento con le pinze di trasporto . . . . . . . . . . . . . . . . . . 33
6.4 Sistema "Multitest" . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
6.4.1 Indicazione della versione del programma e della somma "Check" . . . . . . . . . . . . . . . . 34
6.4.2 Controllo della memoria di lavoro . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35
6.4.3 Indicazione dello stato di regolazione degli interruttori "DIP" . . . . . . . . . . . . . . . . . . . 35
6.4.4 Scelta degli elementi d’entrata . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
6.4.5 Controllo degli elementi d’entrata . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Page 2

Indice Pagina:
6.4.6 Scelta degli elementi d’uscita . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
6.4.7 Controllo dei motori passo a passo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
6.4.8 Controllo del motore della macchina per cucire . . . . . . . . . . . . . . . . . . . . . . . . . . 43
6.4.9 Indicazione degli avvisi d’errore . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 44
6.5 Autocontrollo del terminale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
7. Scheda di potenza del motore passo a passo
7.1 Interruttori sulla parte anteriore della scheda . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
7.2 Indicazioni di situazione sulla parte anteriore della scheda . . . . . . . . . . . . . . . . . . . . 47
8. Avvisi d’errore
8.1 Avvisi d’errore del pannello di comando . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
8.2 Avvisi d’errore del programma della macchina . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
A. Appendice
A.1 Raffigurazioni standard dei tipi di cucitura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50
. . . . . . . . . . . . . . . . . . . . . . . . . . 46
Page 3

1. Informazioni generali
Codesta descrizione sommaria contiene dei consigli importanti per permettere
all’utente una ges ti one si cu ra , ec on omi ca ed ad eg ua ta all o sc op o de ll a nu ov a
generazione di pannelli di comando "
" (Dürkopp Adler Cont ro l) .
DAC
Raffigurazioni dello schermo contenute in codesta descrizione
sommaria
Le comunicazion i trami te simbol i ne ll e di ve rs e visu al iz za zi on i sull o sc he rmo
dipendono dalle regolazioni, dalla sottoclasse e dall’equipaggiamento
dell’unità di cucitura.
Perciò le raffigurazioni dello schermo contenute in codesta descrizione
sommaria sono parzialmente aleatorie e possono differire dalle
rappresentazioni effettive visibili sul "Display" del pannello di comando.
Terminale per l’operatore con guida per l’operatore a simbologia grafica
l terminale per l’operatore è dotato di un "LCD-Display" e di una tastiera.
I
La guida per l’operatore a simbologia grafica avviene utilizzando
esclusivamente simboli a comprensione internazionale.
I diversi simboli sono raggruppati assieme all’interno della struttura del
menù dei programmi di cucitura e di controllo.
Una gestione molto semplice permette dei brevi tempi d’apprendimento.
Programmazione confortabile
L’utilizzatore può combinare 99 programmi di tasche liberamente
programmabili co n rapp re se nt az io ni di cuci tu ra fin o ad un li mite di
25 rappresentazioni. Per la cucitura di sequenze di cuciture sono disponibili
10 sequenze richiamabili di cuciture di tasche.
Ogni sequenza di cucitura di tasche può essere composta da una
sequenza a
piacere di un massimo di 6 programmi di cucitura di tasche.
Inoltre con la vers i one a "Tasche a filetto in sbi ec o" (745- 28 ) tutt e le
angolazioni dello sbieco che vengono normalmente utilizzate in pratica nella
confezione delle tasche possono essere programmate dall’utilizzatore con il
semplice aziona mento di un tasto .
In codesta maniera vengono a sparire sia la complicata regolazione
dell’angolazione dei col telli incisori che la fastidiosa programmazione della
cucitura in sbieco.
Programmi di controllo e di regolazione
Nel sistema
"
MUL T ITEST
Un microcomputer assume i compiti di comando degli azionamenti, controlla il
processo di cucitura ed indica le manipolazioni errate e le avarie sul "Display".
Errori e risultati di con tr ol lo ven go no ind ic at i su l "L CD -Di sp la y" .
Durante il normale cic lo di la vo ro , senza anomalie, sul "D is pl ay " appa io no
informazioni pe r l’ op erat or e ri guar da nt i l’ util iz za zi on e de ll ’u ni tà di cu ci tu ra ed il
ciclo di cucitura.
In caso di un errore gestionale oppure di un’avaria, il ciclo funzionale viene
interrotto e la causa viene indicata sul "Display" tramite il corris pondente
simbolo rappresentante l’errore.
Nella maggior part e de i ca si , il simb ol o sp aris ce dop o l’ el imi na zi on e dell a
causa dell’err ore.
In alcuni casi , pe r ra gi on i di sic ur ez za , pe r el imi na re l’a vv is o d’ er ro re si de ve
disinserire l’interruttore principale.
Una parte delle segnalazioni d’errore è riservata esclusivamente al personale
d’assistenza tecnica.
Una serie di programmi speciali facilita le regolazioni meccaniche e rende
possibile un veloce controllo della fu nzionalità deg li elementi d’entrata e
d’uscita senz a av er bi so gn o d’ ul te rior i st ru men ti di mis ur a.
è integrato l’ampio sistema di prova e di controllo
DAC
".
Scheda di memorizzazione RAM
La scheda di memorizzazione RAM ha il compito di custodire per lungo tempo
tutti i dati programma ti .
Tramite codesta scheda i dati possono essere t rasferiti su altre unità di
cucitura.
Il pannello di comando trasferisce i dati sulla scheda di memorizzazione.
I dati così memorizzati poss on o a lo ro vol ta essere trasferiti dal la sc h ed a di
memorizzazione nuovamente in un pannello di comando DAC.
Codesta operazione è ripetibile a piacere durante tutto il tempo di custodia dei
dati della scheda di memorizzazione (ca. 4 anni).
3
Page 4

2. Pannello di comando per l’operatore
L’immissione e l’emissione di dati avviene tramite un terminale per l’operatore
dotato di un "LCD-Display" ed un ampia tastatura.
STOP
"Display"
Tasti decimale
funzionali
Tasto Tasto
"Escape" d’immissione
ESC
DURKOPP
ADLER AG
Tasti per il cur so r e
Tasto "Stop"
Tastatura
dati
Tasto/Gruppo di tasti Funzione
Tasti funzionali
Tasti per il cur so r e
Tastatura decimale
Tasto "Escape"
Tasto d’immissione
dati
Per richiamare la visualizzazione sullo schermo dei parametri dei
programmi di cucitura (dalla visualizzazione principale dello schermo).
Per richiamare i programmi di controllo
(durante la rappresentazione del "Logo").
Per inserire e disinserire delle funzioni.
Per abbandon ar e i pro gr a mm i di c o nt rol l o e l a v i sua l i z zaz i o ne s ul l o
schermo dei parametri (F1).
Per variare i valori dei parametri.
,
: Per s cegliere il simbolo del para me tro de s i de r at o
,
: Per i n s eri r e op pu re d i s i ns e ri r e la funzione del pa ram etro,
per sceglier e l a soglia preceden te op pure prossima d el v a l or e
del parametr o,
per attivare i l p r og ram ma di controllo
Per impostare valori di parametro.
: per cambiare il segno del valore del parametro
Per visualizzare nuovamente il vecchio valore di parametro.
Per aprire la finestra per la regolazione del parametro prescelto.
Per memori zz ar e il v al o re di parametro ch e è s ta to i mp os t at o.
Tasto "Stop"
4
Per abbandon ar e i l pro gr a mm a d el l a ma c chi n a.
Per arrestare il programma in corso.
Page 5
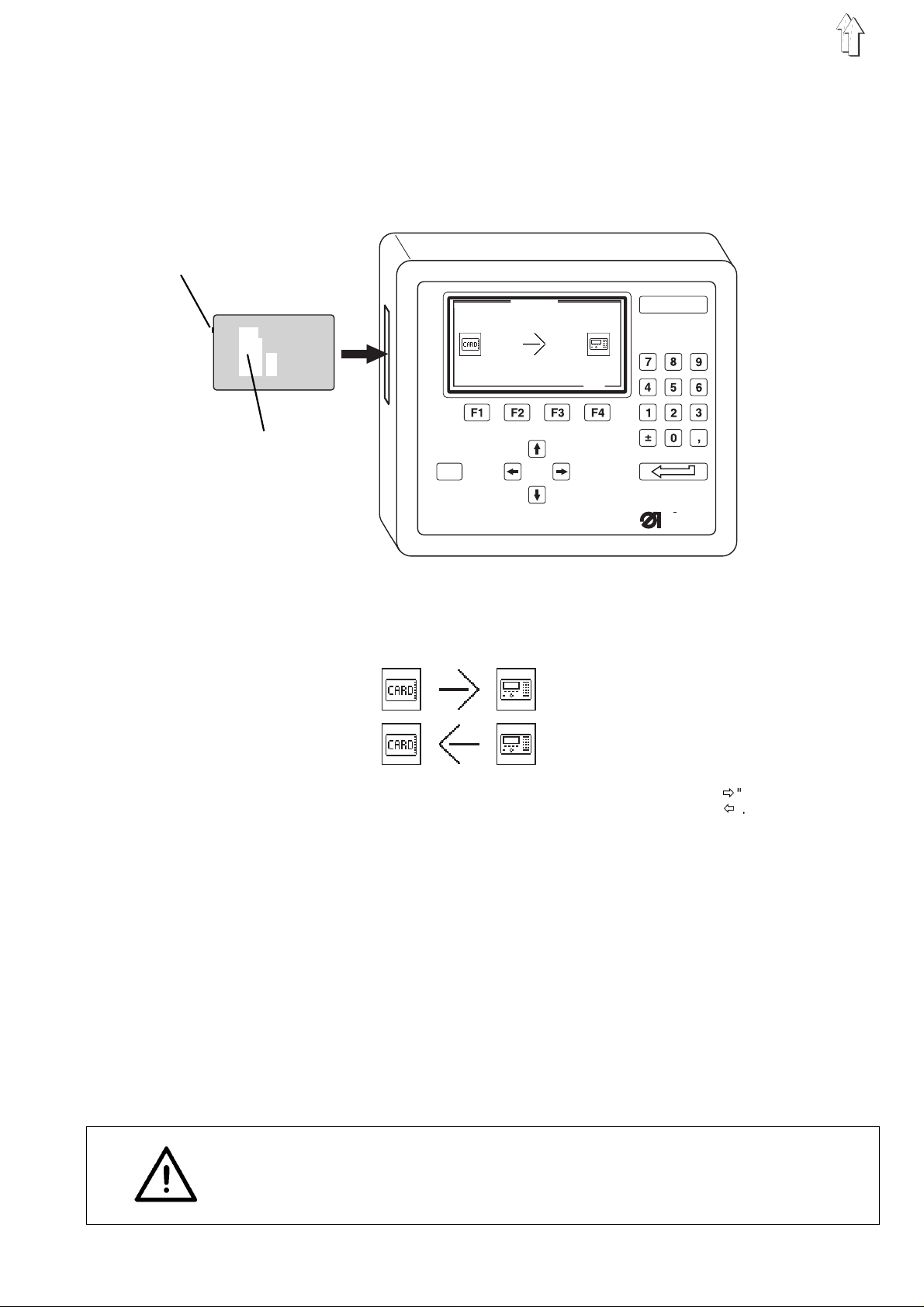
3. Scheda di memorizzazione
3.1 Memorizzazione e caricamento di programmi
La scheda di memorizzazione (RAM-Card) ha il compito di custodire per lungo
tempo tutti i programmi di cucitura.
Tramite codesta scheda di memorizzazione i programmi di cucitura, le
raffigurazioni di cucitura ed i parametri della macchina possono essere
trasferiti s u al tre un it à di cuc i tur a.
Protezione contro la scrittura
Campo d’annotazione
ESC
Start
STOP
DURKOPP
ADLER AG
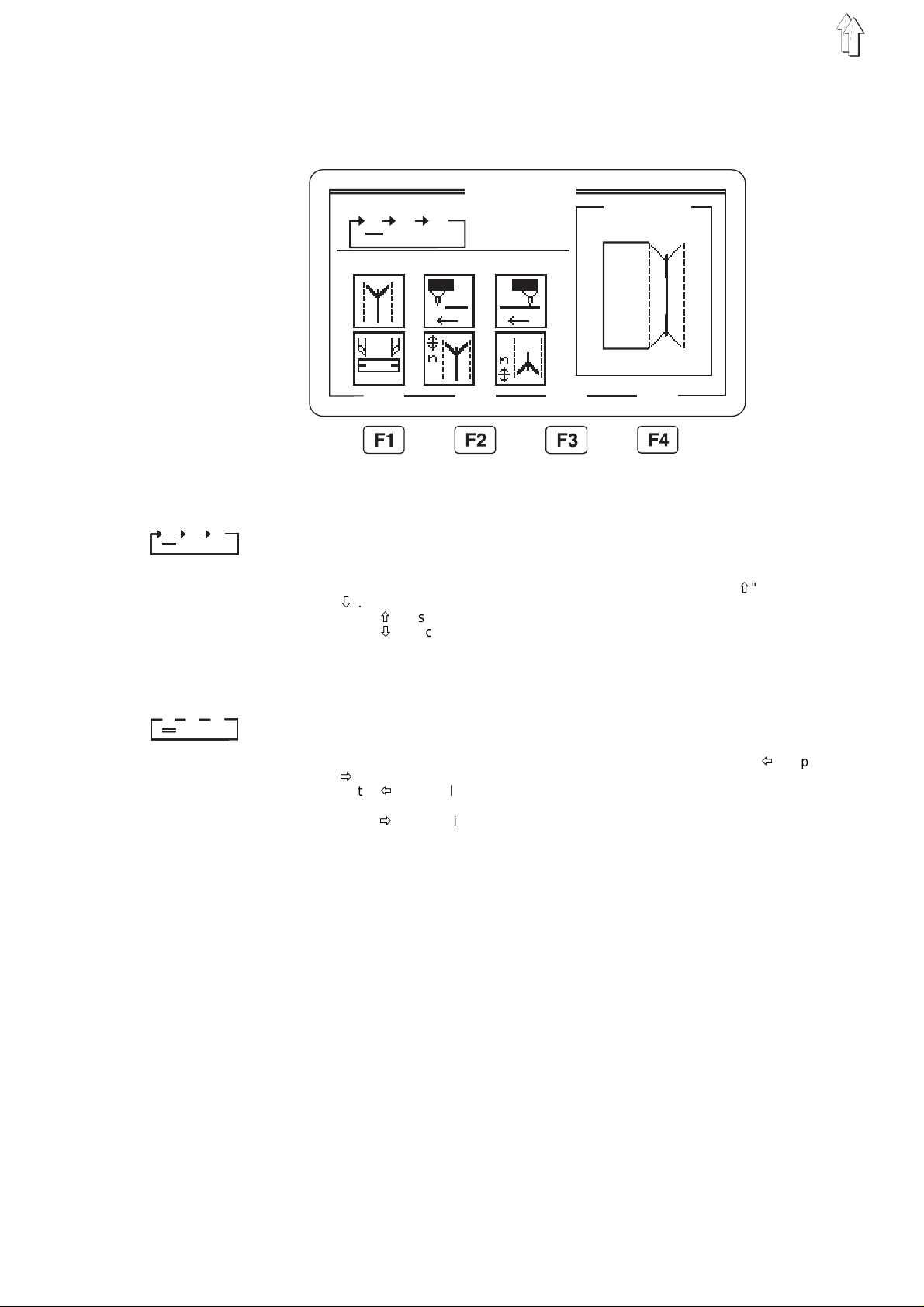
– A schermo acceso inserire la scheda di memorizzazione lateralmente ed in
direzione della freccia nel pannello di comando.
Il campo d’annotazione dev’esser e ri vo lto ve rs o l’ op er at ore.
– Il pannello di comando cambia nel modo di memor izz azi on e.
La freccia indicata sulla mezzeria del "Display" segnala la direzione di
trasferimento de i da ti :
I dati vengono
di memorizzazione nel pannello di comando.
I dati vengono
di comando sulla scheda di memorizzazione.
(tener conto dell a prot ez io ne con tr o la s crit tu ra!)
– Regolazione della direzione di trasferimento desiderata.
Caricare
Memorizzare
– Premere il tasto funzionale
Il trasferimen to dei dat i vi en e av vi at o.
Sopra la freccia indicata sulla mezzeria del "Display" appaiono i simboli dei
dati che devono essere trasferiti .
Alla fine del trasferimento dei dati tutti i simboli vengono nuovamente
cancellati da ll o sc he rmo .
– Estrarre la scheda di memorizzazione.
L’indicazione s ul "Display" ritorna nuovamente indietro sulla visualizzazione
principale de ll o sc he rmo .
– Dopo il
Il pannello di comando viene nuovamente inizializzato.
i dati: Premere il ta sto pe r il c urso re "".
i dati: Premere il tasto per il cursore "".
("Start").
F4
caricamento
di dati pre m ere il tasto
caricati
memorizzati
dalla scheda
"STO P"
dal pannello
.
Codesta oper azi o ne
è assolutamente necessaria poichè durante il caricamento di dati vengono
caricati anche nu ov i pa ra m et ri pe r la m acc h ina .
3.2 Sostituzione della batteria sulla scheda di memorizzazione
Tempo di custodia dei dati della scheda di memorizzazione senza sostituzione
della batteria: ca . 4 an ni .
ATTENZIONE IMPORTANTE !
All’atto della so st it uz io ne del la bat te ria tu tt i i pr ogra mmi memo ri zz at i su ll a
scheda di memo rizzazione ven gono irrimediabilmente cancellati.
Prima d’effettuare la sostituzione della batteria caricare i programmi in un
pannello di comando!
5
Page 6
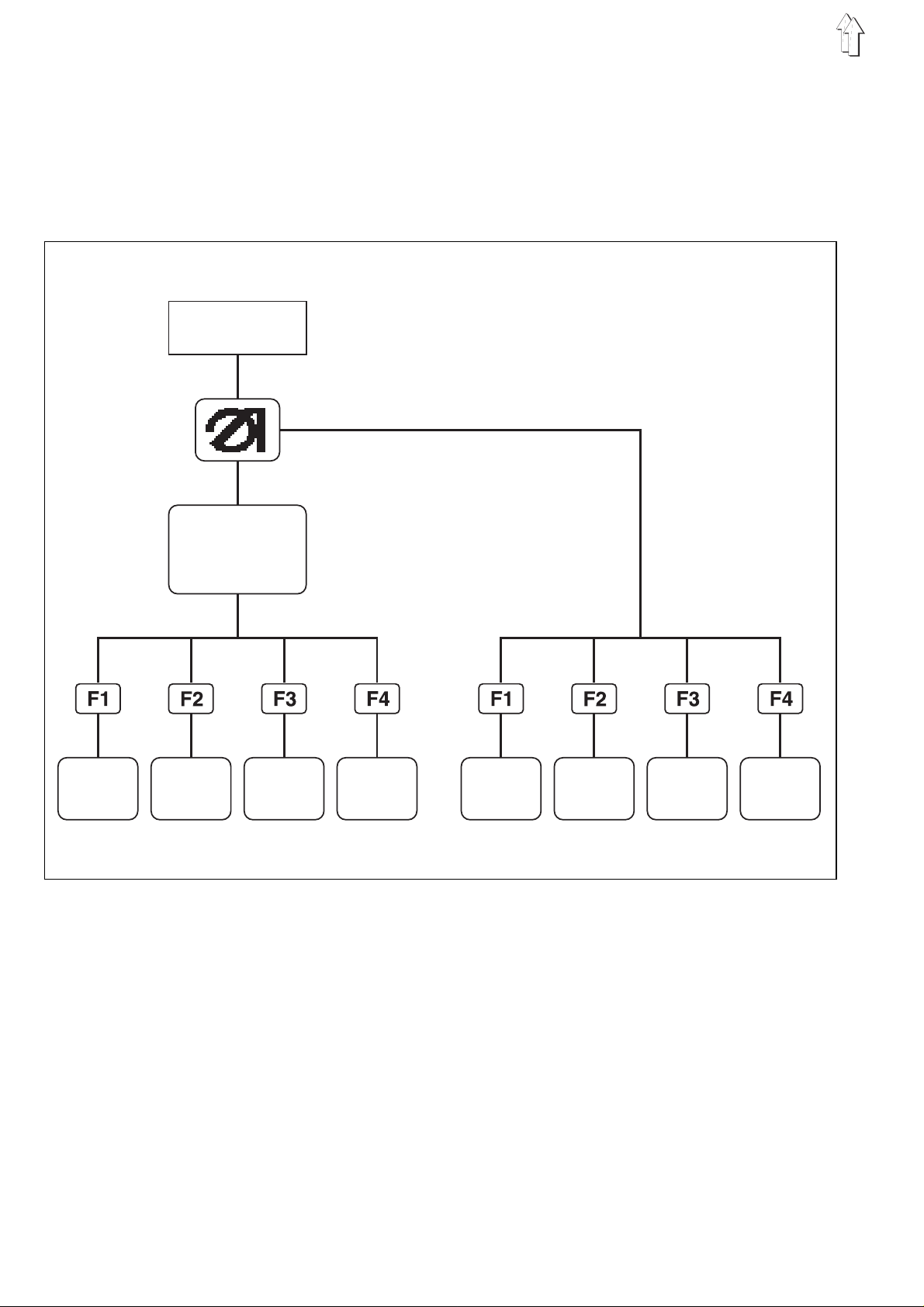
4. Superficie di guida per l’operatore
4.1 Struttura dei menù dei programmi di cucitura e di controllo
Per la struttura de ll a supe rf ic ie di gu id a pe r l’op er at ore ve ng on o ut il iz zati
esclusivamente simboli a comp rensione internazionale.
I singoli paramet ri ed i pr og ra mmi di con trol lo e di re go la zi one so no
raggruppati in gru pp i di ve rs i.
Inser ire
l’interruttore
princ ipale
Visualizzazione
principale dello
schermo
Menù dei parametri dei programmi di cucitura Programmi di controllo e di regolazione
Richiamare i programmi di cucitura
–
Inserire l’ in te rrut to re pri ncipale.
Il pannello di comando viene inizializzato.
Sul "Display" appare brevemente il "Logo" della DÜRKOPP- ADLER.
–
La visualizzazione sul "Display" cambia sulla visualizzazione principale
dello schermo.
Premendo uno dei tasti funzionali da
corrispondente menù dei parametri dei programmi di cucitura.
fino a F4 viene richiamat o il
F1
Richiamare i programmi di controllo e di regolazione
–
Inserire l’ in te rrut to re pri ncipale.
Il pannello di comando viene inizializzato.
Sul "Display" appare brevemente il "Logo" della DÜRKOPP-ADLER.
–
Durante la visualizzazione del "Logo"
fino a F4.
da
F1
La visualizzazione cambia sul corrispondente gruppo dei programmi di
controllo oppu re di re go la zi on e.
premere uno dei tasti funzionali
6
Page 7

4.2 Variazione dei valori dei parametri
I valori dei parame tri ve ng on o va ri ati ne ll e si ng ol e co rris po nd en ti
visualizzazi on i dell o sc he rmo .
–
Scegliere il parametro desiderato tramite il tasti per il cursore "" oppure
"
".
Il simbolo del parametro scelto appare in risalto negativo.
–
Premere il tasto d’immissione dati.
Appare la fine stra di re go la zi on e con l’ in vi to all ’i mpo st az io ne oppur e co n i
valori attual i.
–
Variare il parametro come descritt o ne i suss eg ue nt i pu nt i da 1. fino a 4..
–
Premere il tasto d’immissione dati.
La nuova regola zi on e de l valo re di pa ra met ro vie ne memor iz za ta .
(inse rito) ( disins erito)
20
Impostazione: 08, 12, 14, 16, 20
Variando i valori di parametro si dev e effe tt ure un a di st in zi on e tra qu at tro
gruppi di pa rametri:
1. Funzioni che vengono inserite e disinserite
–
Inserire oppur e disi ns er ir e la funzi on e de l pa ra met ro tra mit e i tast i pe r il
cursore "
" oppure "" .
2. Parametri con diverse funzioni
–
Impostare la funz io ne des ider at a de l pa ramet ro tramit e i ta st i pe r il curso re
"
" oppure "".
3. Parametri per i quali i valori vengono variati a soglie
–
Scegliere la sogl ia pre ce de nte op pu re la pr os si ma so gl ia del v alor e de l
parametro tramite i tasti per il cursore "
" oppure "".
4. Parametri per i quali i valori vengono impostati tramite la
tastatura decimale
–
Impostare il valore di parametro desiderato tramite la tastatura decimale.
-35
Impostazione: -99 ... +99
ATTENZIONE IMPORTANTE!
Il valore impostato deve giacere entro i limiti dei valori ammessi.
Se viene impostato un valore troppo piccolo oppure troppo grande dopo
aver premuto il tast o d’ immi ss io ne dati ap pa re il li mit e di val ore in fe ri or e
oppure superi ore.
–
Se davanti al val ore de l pa ra met ro app ar e un seg no, qu es t’ ul ti mo pu ò
essere cambiato tramite il tasto " ".
7
Page 8
5. Programmi di cucitura
Con la classe
745-26/28
l’utilizzatore può combinare 99 programmi di tasche
liberamente programmabili con raffigurazioni di cucitura fino ad un limite di 25
raffigurazioni.
I singoli progra mmi di cuc it ura (p ro grammi di ta sc he ) po ss on o es se re
programmati libera men te .
Per la cucitura di se qu en ze di ta sc he son o di spon ib il i pe r l’ op erat or e 4
sequenze indip en de nti l’ un a da ll ’a ltra . Ogn i si ng ol a se qu en za può ess er e
composta da una sequenza a piacere scelta tra un massimo di 6 programmi di
tasche.
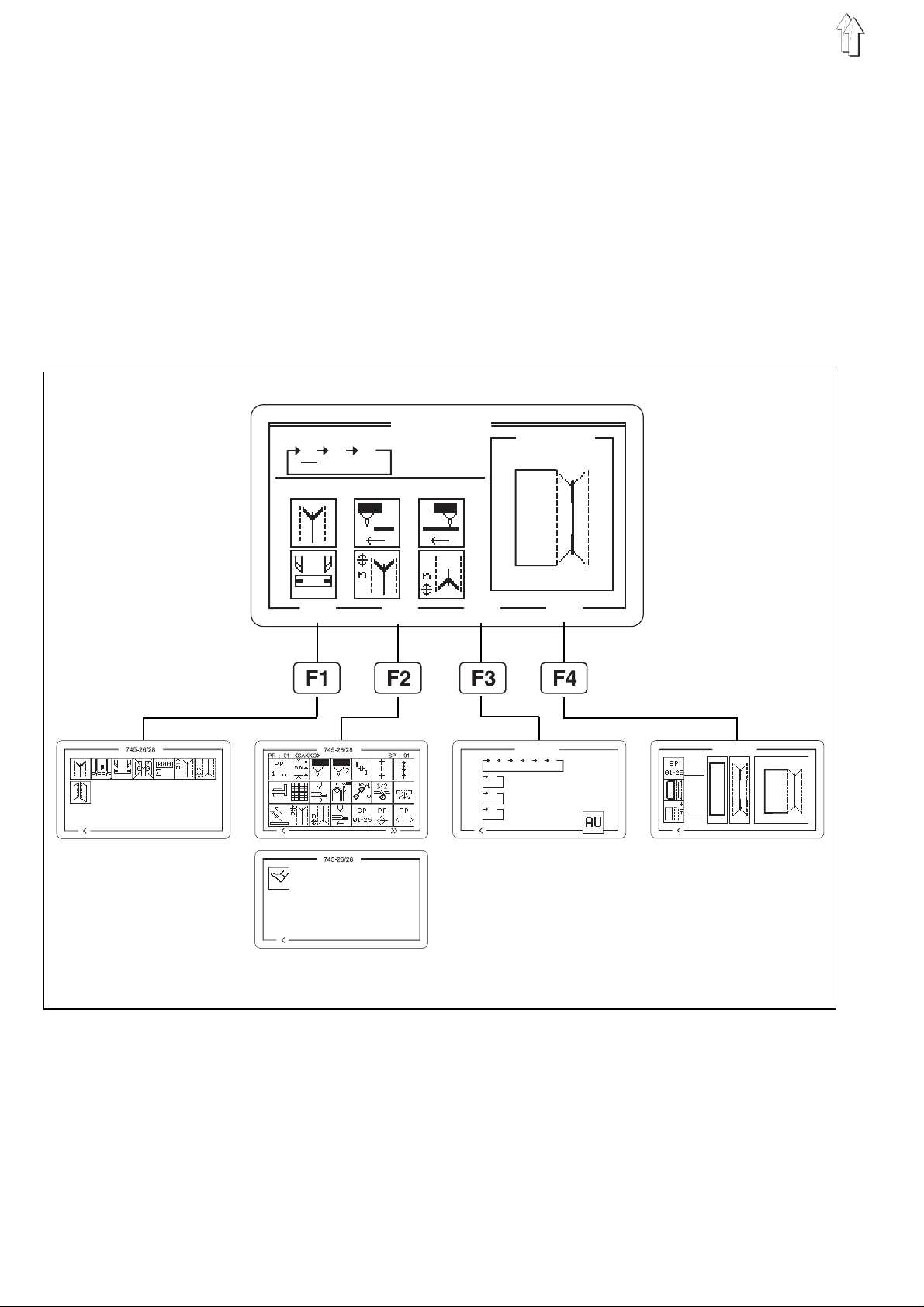
5.1 Richiamare la visualizzazione sullo schermo dei parametri dei programm i di cucitura
Tramite i tasti funzionali da F1 fino a F4 si può passare dalla vi su al iz za zi one
principale del lo s ch ermo ne ll e di ve rs e vi su al iz za zi on i sull o sc he rmo dei
parametri dei programmi di cucitura.
Σ
01
: 0100
03
745-26/28
02
1
2
3
SAKKO
6
PS
1.
2.
3.
4.
01
02
03
04
020304
745-26/28
05
06
SP
745-26/28
01
000
GP
4
5
PP
Parametri globali Pro gra mma della t asc a Se quenza di t asc he Raffiguraz ioni de lla
GP PP PS cuc itura SP
Visualizzazioni sullo schermo dei parametri dei programmi di cucitura
Parametri global i (GP): Parametri che sono val id i pe r tu tti i
programmi delle ta sc he
Programma della tasca(PP): Parametri per la programmazione
del percorso di cucitura e delle
inerenti funzioni complementari
Sequenza di tasche (PS): Per la programmazione di sequenze
di tasche
Raffigurazioni della cucitura (SP): Parametri per la programmazione di
raffigurazioni della cucitura
8
Page 9
5.2 Avvio del programma della macchina
–
Inserire l’interruttore principale.
Il pannello di comando viene inizializzato.
–
Sul "Display" appare brevemente il "Logo" della DÜRKOPP-ADLER.
Se durante il tempo d’apparizione del "Logo" viene premuto uno dei tasti
funzionali da
corrisponde nte gruppo dei programmi di controllo oppure di regolazione.
–
Il pannello di coma nd o co nt roll a se il ca rr o di trasp or to si trov a ne ll a su a
<==== REF
posizione finale posteriore.
Se ciò non è il caso il "Display" indica "
Avviare la corsa di riferimento premendo verso l’indietro il pedale sinistro.
–
Il "Display" ca mbi a su ll a vi sual iz za zi on e pr in ci pale del lo sch er mo de ll ’u ni tà
di cucitura.
Dalla visualizzazione prin cipale dello schermo, premendo i tasti funzionali
da F1 fino a F4 si può passare sulla visualizzazzione dei diversi parametr i
dei programmi di cucitura.
–
Premendo il pulsante "
abbandonato.
Il pannello di comando viene inizializzato.
fino a F4, la visualizzazi on e de ll o sc he rmo pas sa sul
F1
<==== REF
" il programma dell a mac ch in a vi ene
STOP
" (corsa di rife ri me n to ).
9
Page 10
5.3 Visualizzazione principale dello schermo
Sulla visualizzazione principale dello schermo appaiono tutti i parametri di
maggiore importanz a, la ra ffigur az io ne del la cuc it ura e la seq ue nz a di tas ch e
prescelta.
01
01
01
01
01
01
03
03
03
03
03
03
02
02
02
02
02
02
745-26/28
SAKKO
01
: 0100
Σ
GP
Scelta della sequenza di tasche
Nell’angolo sinistro superiore del "Display" viene indicata la sequenza di
tasche prescelta.
Se il cambio automatico dei programmi della tasca è inserito, appaiono delle
frecce tra i singoli programmi della tasca della sequenza di tasche.
–
Cambiare la sequenza di tasche tramite i tasti per il cursore "" oppure
"
".
Tasto "
Tasto "
02
03
L : 140
1
4
2
5
PP
": scegliere la prec ede nt e se qu en za di tasc he
": scegliere la prossima sequenza di tasche
3
6
PS
SP
01
01
01
01
01
01
03
03
03
03
03
03
: 0100
Σ
L : 140
02
02
02
02
02
02
Scelta del programma della tasca nell’attuale sequenza di tasche
Nella sequenz a di tas ch e un a sbar re tt a cont ra dd is ti ng ue il prog ra mma di tas ca
prescelto.
Una doppia sbarre tt a se gnal a ch e ne l pr og ramma pe r la tas ca l’i mpi la to re è
attivato.
–
Scegliere il programma per la tasca tramite i tasti per il cursore "" oppure
".
"
Tasto "
Tasto "
": scegliere il prece dent e pr og ramma pe r la tas ca del la
sequenza di tasche
": scegliere il prossimo programma per la tasca della
sequenza di tasche
Contapezzi
A sinistra sotto la sequenza di t asche appare la situazione attuale del
contapezzi (pe r es. "
Il contapezzi indica la quantità di pezzi eseguiti a partire dall’ultimo
azzeramento del contapezzi.
La regolazione del contapezzi avviene sotto i "Parametri globali" (tasto
funzionale
F1
Σ : 0100
).
").
Lunghezza della cucitura
Nel caso di cucitura con misurazione del percorso (senza fotocellula), a destra
sotto la sequenz a di tas ch e ap pa re l a lung he zz a di cuc it ur a imp os tata (pe r es .
"L : 140").
10
Page 11
SAKKO
Raffigurazione della cucitura
Nella mezzeria destra del "D isplay" appar e la raffigurazione della cucitura del
programma per la tas ca pre sc el to .
Sopra la raffigurazione della cucitura appare il corrispondente nome del
programma.
ATTENZIONE IMPORTANTE !
Per abbinare al pr og ra mma pe r la tasca una
determinata raffig ur az ione del la cuc it ur a, s i de ve
passare con il ta st o fu nz io nale
visualizzazione sullo schermo dei parametri dei
programmi per la tasca (PP).
Qui tramite il simbolo " " si può richiamare la
raffigurazion e de ll a cu ci tu ra des id er at a.
Un abbinamento della raffigur azione della cucitura
nella visualizzazione principale dello schermo
possibile
!
F2
sulla
non è
Variazione dei parametri
1
4
2
5
3
6
I sei parametri vis ua li zz at i nell a mez z eri a in fe ri ore si ni st ra del "Dis pl ay "
permettono un rapid o ac ce ss o ai sei par ame tri pi ù imp or tant i de ll ’a ttua le
programma per la tas ca .
Essi possono essere variati direttamente tramite la tastatura decimale.
La cifra del tasto che è stato premuto viene indicata a destra vicino al simbolo
del parametro.
1: Ins erime nt o e di si ns erime nt o de i co ltel li inc isori per
gli angoli
2: Correzione dell’inizio della cucitura tramite la fotocellula
(lunghezza della cucitura)
3: Correzione della fine della cucitura tramite la fotocellula
(lunghezza della cucitura)
4: Inser ime nto e di si ns erime nt o de l colt el lo per l’i nc is io ne
della stris ci a de l fi le tt o
5: Corr ez io ne del l’in ci s ion e de i co lt el li inc is ori pe r gl i
angoli all’inizio della cucitura
6: Corr ez io ne del l’in ci s ion e de i co lt el li inc is ori pe r gl i
angoli alla fin e de ll a cuci tu ra
La funzione e la regolazione dei singoli parametri sono descritte in maniera più
precisa nei capitoli 5.4 ("Parametri globali") e 5.5 ("Programma per la tasca").
La funzione di cor rez ion e tr ami te la fo toce ll ul a de ll ’i ni zi o op pure del la fin e
della cucitura (lung he zz a de ll a cu ci tu ra ) pu ò es se re s os titu it a in alt erna ti va
dalla funzione di
Per la descrizi one co ns ul ta re il ca pi to lo 5.3.2 .
La scelta viene effettuata nel programma per la tasca.
misurazione del percorso
(cifra 2).
11
Page 12

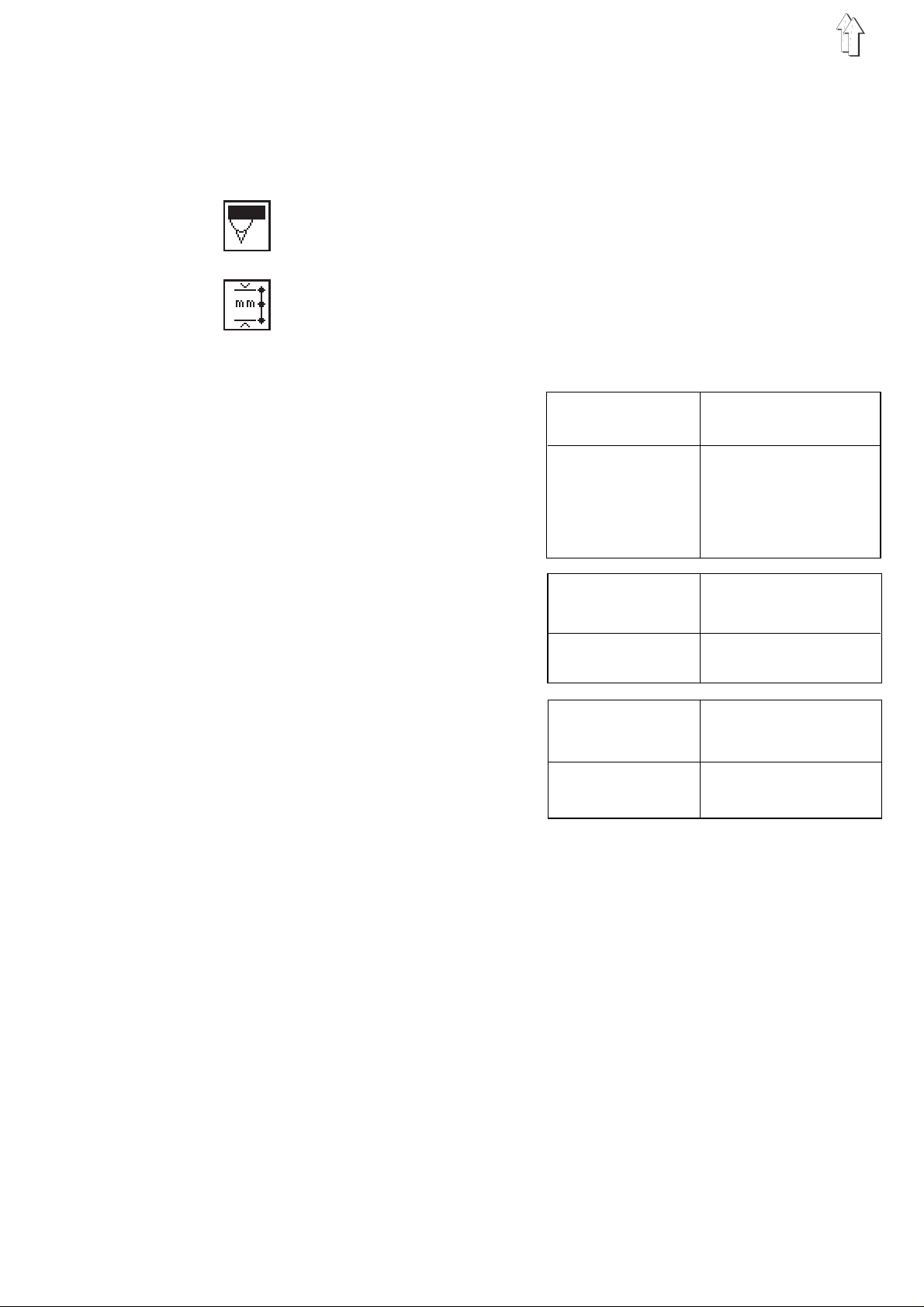
Correzione dell’inizio della cucitura tramite la fotocellula
Variando il valore viene anche corrispondentemente variato il punto
d’azionamento dei col te ll i inci so ri all ’i ni zi o de ll a cu ci tu ra.
Impostazione: -99...+99 0 = Nessuna correzione
= Inizio anticipato dell’inizio della cuc itu
+
= Inizio ritardato dell’inizio della cucitu
-
Ampiezza de l passo: 0,1 mm
Correzione della fine della cucitura tramite la fotocellula
Variando il valore viene anche corrispondentemente variato il punto
d’azionamento dei coltelli incisori alla fine della cucitura.
Impostazione: -99...+99 0 = Nessuna correzione
- = Inizio anticipato della fine della cucitura
+ = Inizio ritardato della fine della cucitur
Ampiezza de l passo: 0,1 mm
Correzione dei coltelli incisori per gli angol all’inizio della cucitura
Variando il valore s i può effettuare una regolazione fine dell’incisione dei
coltelli incis or i pe r gl i ango li all ’i ni zi o de ll a cu ci tu ra.
Impostazione: -99...+99 0 = Nessuna correzione
+
-
+ = Anticipo dell’i nc is io ne angolare
- = Ritardo dell’incisione angolare
Ampiezza del passo: 0,1 mm
ra
ra
a
Correzione dei coltelli incisori per gli angol alla fine della cucitura
Variando il valore s i può effettuare una regolazione fine dell’incisione dei
coltelli incisori per gli angoli alla fine della cucitura.
Impostazione: -99...+99 0 = Nessuna correzione
+
Scelta delle visualizzazioni dello schermo dei parametri
Premendo i corrispondenti tasti funzionali da F1 fino a F4 la visualizzazione
dello schermo camb ia su un a de ll e qu at tro vi su al iz za zi on i dei pa ra met ri .
: GP (Parametri globali)
F1
: PP (Programma per la tasca)
F2
: PS (Sequenza di tasche )
F3
: SP (Raffigurazioni della cucitura)
F4
Premendo il tasto fu nz io na le
visualizzazi on e de i pa ra metri sul la vis ua li zz az io ne pri nc ip al e dell o sc he rmo .
lo schermo rito rn a in di etro da l la
F1
5.3.1 Riconoscimento automatico dell’inclinazione della tas ca
- = Anticipo dell’incisione angolare
+ = Ritardo dell’incisione angolare
Ampiezza del passo: 0,1 mm
12
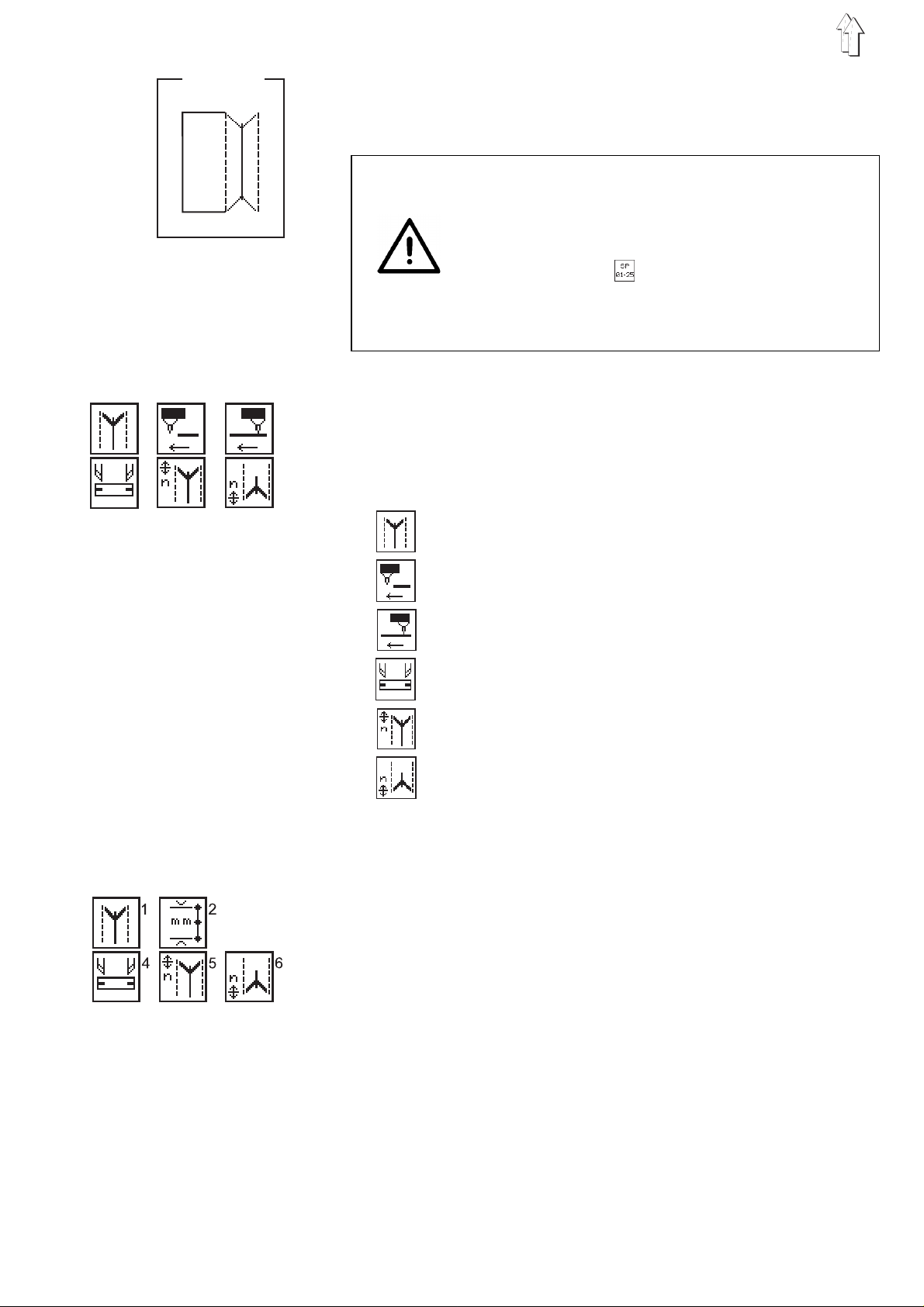
Se l’unità di cuc it ura è eq ui pa gg ia ta c on il grup po di pa rt ic ol ari 07 94 002 47 2
"Riconoscime nt o auto mat ic o de ll ’i nc li na zi on e dell a ta sc a (d ot az io ne
supplementare) de v’ es se re attiv at o il 2. di od o lu minos o.
Sulla visuali zz az io ne pri nc ip al e dell o sc he rmo la pa tt in a ch e dev’ es se re cuc it a
viene rapprese nt at a trat te gg ia ta .
Page 13
5.3.2 Misurazione delle lunghezze di cucitura
Per la
misurazione delle lunghezze di cucitura
tra 2 differenti possi bi li tà . La sce lt a av vi ene ne l pr og ra mma per la tas ca . Le
due possibilità sono bloccate in contrapposizione, ciò significa che può essere
effettuata solo una scelta. All’attivazione di una funzione l’altra è disattivata.
Riconoscimento automatico dell’inizio e della fine della pattina
In caso di cuciture con pattina, con codesta regolazione viene attivata la
fotocellula a riflessione per il rico noscimento dell’inizio e della fine della
cucitura .
Misurazione del percorso
Le lunghezze minime di cucitura che poss ono essere ancora
cucite dipendono dai seguenti parametri:
- Lunghezza massima di cucitura (180 oppure 220 mm)
- Sottoclasse (-26 oppure -28)
- Scelta del punto di posizionamento
Punto pos. anteriore:
Distanza tra Lunghezza minima
gli aghi
[mm]
si può effettuare la scelta
di cucitura
[mm]
815
10 20
12 25
14 30
16 35
20 40
Punto pos. posteriore:
Lunghezza Lunghezza minima
massima di di cucitura
cucitura
[mm]
745-26
[mm]
745-28
180 20 60
220 60 100
Punto pos. intermeedio:
Lunghezza di Lunghezza minima
cucitura [mm]
di cucitura
745-26
[mm]
745-28
180 20 20
220 60 9 0-APM
APM = Posizione del punto di posizionamento intermedio
*
La lunghezza minima di cucitura non può però essere inferiore
alla lunghezza minima di cucitura che è stata impostata per il
punto di posi z i on am en to an te r i ore .
Il valore del parametro per la lunghezza della cucitura viene variato nella
visualizzazione principale dello schermo.
–
Premere il tasto " 2 "
Appare la fine stra di re go la zi on e con l’ in vi to all ’i mpo st az io ne .
–
Variare il parametro come descritt o ne l capi to lo 4.2 .
*
13
Page 14
5.4 Parametri globali ( )
I parametri globali sono parametri che
le tasche.
Esempio: Se i coltelli i nc is ori pe r gl i an go li ven go no
disinseriti,
incisione degl i an go li .
–
Durante la visualizzazione principale dello schermo premere il tasto
funzionale
La visualizzaz io ne del lo sch ermo ca mbi a su ll a vi sual iz za zi on e de llo
schermo dei "Parametri globali".
–
Scegliere il parametro desiderato tramite i tasti per il cursore "" oppure
".
"
Il simbolo del para met ro s ce lto ap pa re in ri sa lt o nega ti vo .
–
Variare il parametro scelto come gi à descritto nel capito lo 4.2.
–
Premendo il t asto funzionale F1 lo schermo ritorna indietro sulla
visualizzazione principale dello schermo.
F1
tutte le tasche
.
sono validi per tutti
verranno confe zi onat e se nz a
i programmi per
Inserimento e disinserimento dei coltelli incisori per gli angoli
Impostazione: inserito / disinserito
Inserimento e disinserimento del coltello centrale
Impostazione: inserito / disinserito
ATTENZIONE IMPORTANTE !
Disinserendo il coltello centrale vengono
automaticament e di si ns erit i an ch e i co ltel li
incisori per gli angoli.
Quando il coltello centrale viene nuovamente
inserito, i colt el li inc is ori pe r gl i an go li
rimangono disinseriti.
Essi devono ess er e ri in seri ti sep ar at ame nte.
Inserimento e disinserimento del coltello per l’incisione della striscia
del filetto
Impostazione: inserito / disinserito
14
Page 15
Regolazione della sequenza di chiusura delle pinze per la pattina
Si può scegliere tr a se i di ve rs e re go lazi on i:
Senza le pinze per la pa ttina
Chiudere per prima la pinza per la pattina sinistra e
poi la destra
Chiudere per prima la pinza per la pattina destra e
poi la sinistra
Chiudere con te mpo ra ne ame nt e en tramb i le pi nz e
per la pattina
Esiste s olo la pinza per la pattina destra
Esiste solo la pinza per la pattina sinistra
Contapezzi
Il contapezzi indica la quantità di pezzi eseguiti a partire dall’ultimo
azzeramento del contapezzi.
Impostazione: 0...9999
Correzione dell’incisione del coltello centrale all’inizio della cucitura
Con la variazio ne del v al ore av vi en e un a re go la zion e fi ne del l’ in ci si on e de l
coltello centrale all’inizio della cucitura.
Impostazione: -15...+15 0 = Nessuna correzione
Inserimento anticipato del coltello centrale
+ =
- = Inserimento ritardato del coltello centrale
Ampiezza del passo : 1 Passo = 0,4 mm
ATTENZIONE IMPORTANTE !
Nei parametri dell a ta sc a pu ò es se re im po stat o un "Offse t" .
Correzione dell’incisione del coltello centrale alla fine della cucitura
Con la variazio ne del v al ore av vi en e un a re go la zion e fi ne del l’ in ci si on e de l
coltello central e al la fin e de ll a cu ci tura .
Impostazione: -15...+15 0 = Nessuna correzione
Inserimento anticip ato de l colte llo cen trale
- =
+ = Inserimento ritardato del coltello centrale
Ampiezza del passo : 1 Passo = 0,4 mm
ATTENZIONE IMPORTANTE !
Nei parametri dell a ta sc a pu ò es se re im po stat o un "Offse t" .
Attivazione del metodo di lavoro per il listello della tasca del petto
(745 - 28 A)
Il metodo di lavoro per il listello della tasca del petto viene attivato oppure
disattivato.
Impostazione: Inserito / Disinserito
15
Page 16

5.5 Programma per la tasca ( )
Sotto codesto menù sono raggruppati i parametri per la programmazio n e dei
diversi progra mmi pe r le tas ch e.
Con l’ausilio di qu es ti parame tr i veng on o pr og ra mmati li be ra men te il percorso
di cucitura e le fun zi on i compl eme nt ar i ad es s o ab bina te .
16
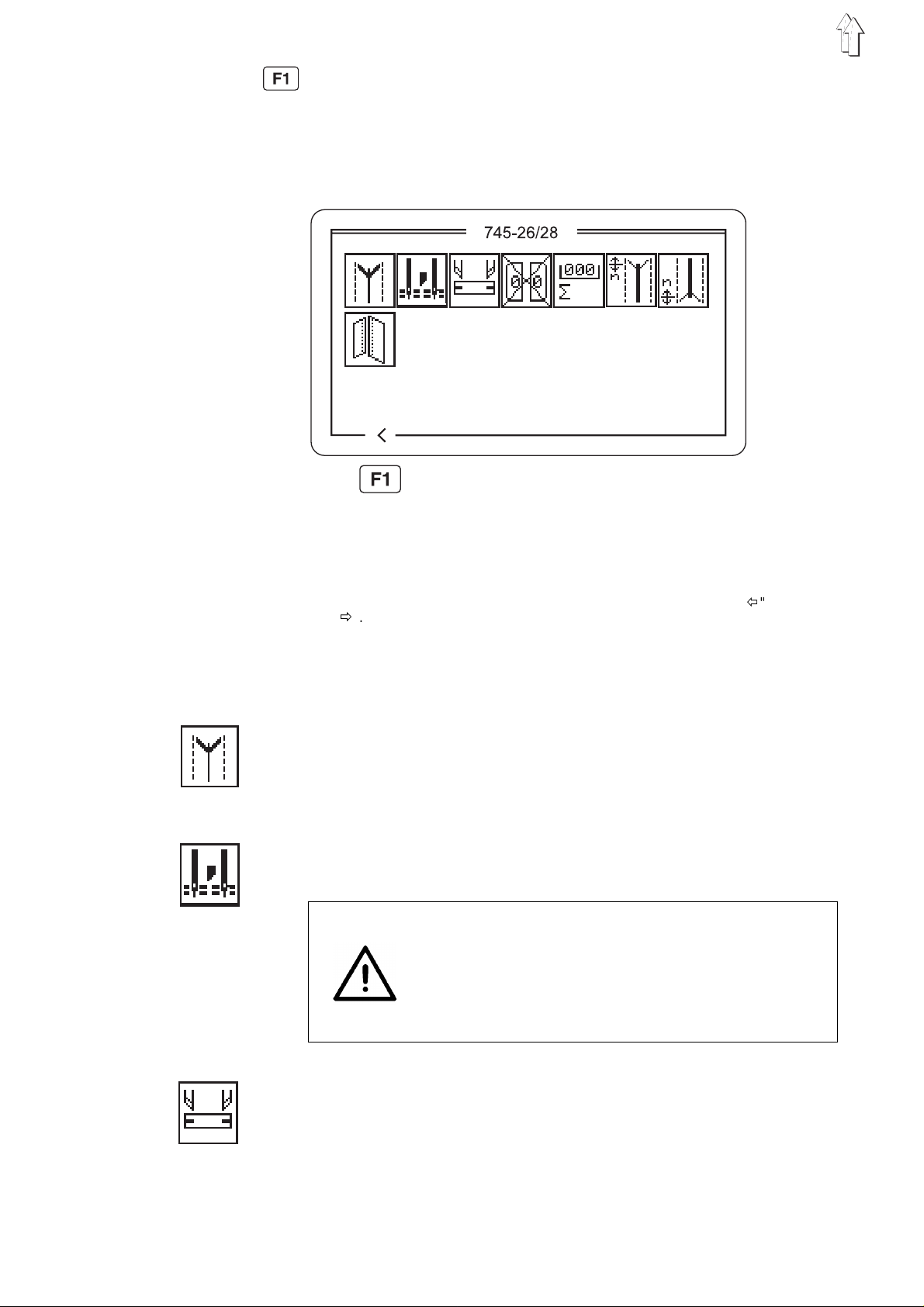
–
Con la visualizzazione principale dello schermo visualizzata premere il
tasto funziona le
La visualizzazione passa sulla visualizzazione dello schermo dei
programmi per la tas ca .
Tramite il tasto funzionale
–
Nella riga sup erio re sin is tra de l "D i sp lay " appar e l’ at tu ale pr og ra mma pe r
la tasca che è stato scelto (per es. "
Nel caso esistesse, dopo il programma per la tasca appare anche il
corrispondente nome del programma (per es. "
–
Nell’angolo su pe ri or e de stro del "D is pl ay " ap pare il nu mer o de ll a
raffigurazione della cucitura del programma per la tasc a che è stato scelto
(per es. "
–
Scegliere i para met ri des id erat i tr ami te i tas ti per il cu rs ore "" oppure "".
Il simbolo del para met ro s ce lto ap pa re in ri sa lt o nega ti vo .
–
Variare il parametro scelto come gi à descritto nel capito lo 4.2.
–
Premendo il t asto funzionale F1 lo schermo ritorna indietro sulla 1. pagina
oppure sulla visualizzazione principale dello schermo.
SP : 01
F2
").
.
si può passare sull a 2. pag ina de ll o sc he rmo .
F4
PP : 01
").
<GIACCA>
").
Page 17

Numero del programma per la tasca
Tramite codesto parametro viene scelto il programma per la tasca che
dev’essere modificato.
Dopo aver effettuato l’impostazione appaiono nell’angolo superiore sinistro del
"Display" il nu ov o prog ra mma pe r la tas ca ed il cor risp on de nt e no me del
programma.
Impostazione: 1...99
Misurazione della lunghezza di cucitura
Si può effettuare la scel ta tra 2 differe nti regolazioni.
La scelta avvien e ne l pr og ramma pe r la tas ca . Le due pos si bi li tà s ono bl oc ca te
in contrapposizione, ciò significa che può essere effettuata solo una scelta.
All’attivazione di una funzione l’altra è disattivata.
Misurazione del percorso
Effettuando la misuarzione del percorso, la lunghezza della cucitura viene
impostata nella visualizzazione principale dello schermo.
Riconoscimento automatico dell’inizio e della fine della pattina
Con codesta regolazione viene attivata la fotocellula a riflessione per il
riconosciment o de ll ’i ni zio e de ll a fi ne del la cuc it ura in c as o di cuc it ure co n
pattina.
Riconoscimento automatico dell’inclinazione della tasca
Se l’unità di cuc it ura è eq ui pa gg ia ta c on il grup po di pa rt ic ol ari 07 94 002 47 2
"Riconoscime nt o auto mat ic o de ll ’i nc li na zi on e dell a ta sc a (d ot az io ne
supplementare) de v’ es se re attiv at o il 2. di od o lu minos o.
Sulla visuali zz az io ne pri nc ip al e dell o sc he rmo la pa tt in a ch e dev’ es se re cuc it a
viene rapprese nt at a trat te gg ia ta .
Scelta del punto di posizionamento
A seconda del tipo del capo che dev’essere cucito il posizionamento avviene
nel punto di posizionamento posteriore, intermedio oppure anteri ore.
Punto di posizionamento posteriore (verso l’operatore)
Punto di posizionamento intermedio
Punto di posizionamento anteriore (verso la testa della
macchina per cucire)
Inserimento e disinserimento di tutte le luci di riferimento
Impostazione: Inserito/Disinserito
Inserito = Tutte le luci di riferimento sono inserite
Disinserito = Le luci di riferimento vengono inserite
corrispondente men te all a re go la zi on e nel
programma per le tasch e
17
Page 18

Infittimento del punto oppure fermatura della cucitura all’inizio ed alla
fine della cucitura
Cambiando codest o pa ra met ro l’i ni zi o e la fin e de ll a cuci tu ra ven go no ese gu iti
a scelta con un infi tt ime nt o del pu nt o op pu re con una fermat ur a dell a cu ci tu ra .
con un infit timento del pun to
con una fermatura della cucitura
ATTENZIONE IMPORTANTE !
Con una lunghezza del punto pari a 1,4 mm
nell’infittimento del punto, la fermatura de lla
cucitura viene ese gu it a sempr e co n un a lu ng hezz a
del punto pa ri a 0,8 mm.
Inserimento / disinserimento dell’alimentatore per la pattina
Impostazione: inserito / disinserito (solo con i metodi di
posizionamento B, C, F)
Cucitura di capi in tinta unita oppure a disegni
Capi a disegni (solo con i metodi di po si zi oname nt o D, F)
Capi in tinta unita
Ritorno del carro di trasporto dopo la cucitura
Posizione d’attesa
Dopo la cucitur a le pin ze di tr as po rt o ri to rn an o
automaticamente indietro nella posizione d’attesa senza
il capo cuci to.
Posizione di posizionamento
Dopo la cucitur a le pin ze di tr as po rt o ri to rn an o
automaticamente indietro nella posizione di
posizionamento se nz a il cap o cuci to .
Con trasporto di ritorno del capo cucito
(solo con il metodo di posizionamento A)
Dopo la cucitur a le pin ze di tr as po rt o tr as po rt ano in di et ro il
capo cucito fino al ra gg iu ng iment o de ll a zo na di
posizionamento.
Inserimento / disinserimento dell’impilatore
Impostazione: inserito / disinserito
18
Page 19

Inserimento / disinserimento del dispositivo estrattore
Impostazione: Durata del tempo d’inserimento: t = 5...20
Ampiezza del pa ss o: 1 passo = 0,1 s
Soglia di velocità: v = 5...15
Nota bene:
Nel dispositivo estrattore si ha una doppia utilizzazione delle valvole
elettromagnetiche:
–
Se l’impilatore è in se ri to : Il dispositivo estrat to re vie ne coma nd ato
–
Se l’impilatore è di si ns er ito: Il di sp os it iv o es trat to re vie ne
come impilatore ausiliario (Y63).
c oma nd ato effe tt iv ame nt e co me
dispositivo estrattore (Y42).
ATTENZIONE IMPORTANTE !
Se l’unità di cucitura è dotata di un impilatore e
di un dispositivo estrattore e se si desidera
eliminare la funzione d’impilatura, entrambi i
parametri devono ess er e ob bl ig ator ia men te dis in se ri ti !
Inserimento / disinserimento del dispositivo per l’alimentazione del
nastrino di rinforzo
Impostazione: Lungh ezza del nastro all’inizio della cucitura:
20...100 [mm]
Lunghezza del nastro alla fine della cucitura:
20...100 [mm]
Inserimento e disinserimento del vuoto spinto
Impostazione: Inserito / Disinserito
Inserimento e disinserimento del pressello
Impostazione: Inserito / Disinserito
Regolazione della velocità di trasporto
La velocità di trasporto dalla stazione di posizionamento fino all’ago può
essere ridotte per soglie ciascuna corrispondente al 10%.
Impostazione: 50...100 [ % ]
Abbinamento della raffigurazione della cucitura al programma per la
tasca
Dopo la scelta di ques to pa ra met ro la vi su al iz za zi on e de ll o sc he rmo camb ia
sulla visualiz za zi on e de ll e raffig ur az io ni del la cucitura.
In codesta situa zi on e de l vi de o la raffigu ra zi on e de ll a cuci tu ra sce lt a pu ò
essere variata oppure può essere scelta un’altra raffigurazione della cucitura
(consultare il cap itol o 5. 1) .
Dopo il ritorno sulla visualizzazione principale dello schermo (tasto funzionale
), l’ultima raffiguraz io ne del la cuc it ura ch e è st ata re al iz za ta vie ne abb in ata
F1
all’attuale pr og ra mma pe r la tas ca .
ATTENZIONE IMPORTANTE !
L’abbinamento di una determin at a ra ffigur az io ne
della cucit ur a ad un prog ra mma pe r la tas ca de v e
avvenire tramite il simbolo " ".
L’effettuazione di un abbinamento direttamente dalla
visualizzazione principale dello schermo (SP/F4)
è possibile
!
non
19
Page 20

Copiare un programma per la tasca
Tramite codesto parametro il programma per la tasca che è stato scelto può
essere copiato in un altro programma per la tasca.
Il numero che dev’essere impostato determina il programma per la tasca nel
quale il programma per la ta sc a ch e è st ato sc el to dev ’e ss er e co pi ato.
Dopo aver effettuato l’impostazione, nell’angolo superiore sinistro del
"Display" appaiono il numero ed il nome del programma per la tasca nel quale
è stato copiato.
Impostazione: 1...99
Impostazione del nome del programma
Tramite codesto parametro ogn i prog ra mma pe r la tas ca può es s ere co rr ed ato
con un proprio nome del programma (per es "GIACCA").
Il nome del programma dev’essere composto da un massimo di 8 lettere.
–
Premere il tasto per il cursore "" oppure "".
Nell’angolo inferiore destro del "Display" viene aperta una finestra.
Nella finestra ap pa re il no me del pr og ra mma de ll ’att ua le pro gramma per la
tasca.
Se all’attual e prog ra mma pe r la tas ca non è anc or a st at o abbi na to un
nome del programma la fin es tr a ri man e vuot a.
–
Tramite i tasti funzionali F2 e F3 si sfoglia nell’alfabeto.
: sfogliare in avanti
F2
: sf og li ar e in di et ro
F3
–
Premendo i tasti pe r il cur so re "" oppure "" il cursore si muove
lateralmente pe r una po si zi on e ve rs o si ni st ra opp ur e ve rs o de stra .
–
Premere il ta sto d’immissione dati.
L’impostazione dei dati vie ne ter min ata.
Il nome impostato de l prog ra mma vi en e memo ri zz at o.
Premendo il tasto "
nuovamente util iz za to .
" il vecchio nome de l pr og ramma vi en e
ESC
Scelta del metodo di lavorazione tramite il pedale
Durante il ciclo di posizionamento tramite il vuoto spinto e / oppure pressello,
si può effettuare la sce lt a tra 2 di ve rs e va ri an ti .
Codesto metodo di lavorazione può essere scelto solo se
nel programma dell a tasc a è st at o at ti vato il vu ot o
spinto e / oppure il pressello.
Eseguendo il posizionamento il pedale dev’essere
portato nella po sizi on e di bas e e do po di ch è de v’ es se re
azionato una seconda volta prima che avvenga l’avvio
della pinza di tra sp orto ver so l’i ni zi o de ll a cu citu ra .
In codesto metodo di lavorazione il cic lo di
posizionamento vi en e es eg ui to con un so lo azi oname nt o
del pedale.
20
Page 21

5.6 Sequenza di tasche ( )
In codesto punto del menù i singoli programmi per la tasca vengono
raggruppati in seq ue nz e ri chia mab il i di tasche.
In totale so no disponibili 10 sequenze di tasche indipendenti l’una dall’altra.
Ogni sequenza di tasche può essere composta da una sequenza a piacere
composta da un massimo di sei programmi per la tasca.
745-26/28
02
03
04
05
06
01
1.
02
2.
03
3.
04
4.
Programmazione di una sequenza di tasche
–
Con la visualizzazione principale dello schermo visualizzata premere il
tasto funzionale
La visualizza zion e ca mbi a su ll a visu al iz za zi on e dell o sc he rmo del le
sequenze di tasche.
Sul "Display" appaiono le quattro attuali sequenze di tasche.
–
Tramite i tasti per il cursore "" oppure "" muovere il cursore sulla
sequenza di tasche desiderata.
Il numero della sequ en za di ta sc he che è sta ta sce lta ap pa re in ri sa lt o
negativo.
–
Programmare la sequenza di tasche.
A questo scopo impostare trami te la ta st at ura de ci mal e l’ un o do po l’a lt ro i
numeri (01...99) dei programmi per la tasca desiderati.
Attenzione : in caso di programmi per la tasca composti da una sola ci fra
davanti al numero desiderato dev’essere impostato uno "0".
Dopo l’impostazione del sesto programma per la tasca la seque nza di
tasche progra mmata vi en e au to mat ic ame nte memo ri zz at a.
–
Premere il tasto d’immissione dati.
La sequenza di tasche viene memorizzata.
Premendo il t asto "
sequenza di tas ch e vi en e nu ov ame nt e ri pris ti na ta .
–
Premendo il tasto fu nz io na le F1 lo schermo rito rn a in di etro s ul la
visualizzazione principale dello schermo.
F3
.
" durante il ciclo di pr og rammaz io ne la ve cc hi a
ESC
Inserimento oppure disinserimento del cambio automatico dei
programmi della tasca
Se la funzione è in seri ta , qu an do un prog ra mma è st at o es eg uito il pa nn el lo di
comando cambia automaticamente sul prossimo programma per la tasca della
sequenza di tasche.
–
Il cambio automatico del programma per la tasca può essere inserito
oppure disins erit o pr eme ndo il tas to fun zi on al e F4.
Il cambio automat ic o vi ene in di ca to sul "D is pl ay " trami te frec c e tra i si ng ol i
programmi per la tasca de ll a se quen za di ta sc he .
21
Page 22

5.7 Raffigurazioni della cucitura ( )
In codesto punto del menù possono essere programmate fino a 25 differenti
raffigurazioni della cucitura.
–
Con la visualizzazione principale dello schermo visualizzata premere il
tasto funziona le
La visualizzazione cambia sulla visualizzazione dello schermo delle
raffigurazioni della cucitura.
–
Nel terzo sinistro del " Display" appaiono tre parametri per la
programmazione del numero della raffigurazione della cucitura, del lato di
posizionament o de ll a patt in a e di un su pp le ttiv o sp os ta men to del la
cucitura.
Nelle finestre de ll a mez ze ri a del "D i sp la y" app ai ono la for ma de ll a pa ttin a
(finestra sini st ra ) e la raffi gu razi on e de ll a cu ci tu ra (fi ne st ra des tra ).
Nella finestra ne l te rz o de stro del "D is pl ay " ap pa re l a compl et a
raffigurazione del la cuc it ur a co n la pat ti na .
–
Scegliere il parametro desiderato tramite i tasti per il cursore "" oppure
"
".
Il simbolo del para met ro s ce lto ap pa re in ri sa lt o nega ti vo .
–
Variare il parametro scelto come gi à descritto nel capito lo 4.2.
–
Premendo il t asto funzionale F1 lo schermo ritorna indietro sulla
visualizzazione principale dello schermo.
01
000
F4
.
745-26/28
Scelta della raffigurazione della cucitura
Dopo l’inizializzazione della memoria del programma nel pannello di comando
sono depositate 25 raffigurazioni standard della cucitura (consultare
l’appendice A1).
Esse possono essere richiamate impostando il corrispondente numero della
raffigurazione della cucitura.
Impostazione: 1...25
Scelta del lato di posizionamento della pattina
L’unità di cucitura è dota ta di un a fo to ce ll ul a a ri fl es si on e pe r il ric on os ci men to
dell’inizio e de ll a fi ne del la cuc it ura in cas o di cuc it ur a co n pa ttin a.
Codesto parametro indica il lato sul quale la pattina viene posizionata.
Variando codesto parametro varia automaticamente il lato di rappresen tazione
della pattina ne ll a raffig ur az io ne del la cuc it ur a vi si bi le nel ter zo des tro de l
"Display".
Posizionamento della pattina a sinistra
Posizionamento della pattina a destra
22
Page 23

Spostamento supplettivo della cucitura
Impostazione: 0...20 [mm]
Scelta della forma della pattina all’inizio della cucitura
Tramite i tasti per il cursore "" oppure "" si può effettuare la scelta tra le
seguenti sette forme di pattina:
I numeri riportati so pr a la forma de ll a pa tt in a indi ca no le di ve rs e in cl in az io ni in
sbieco.
Scelta della forma della pattina alla fine della cucitura
Tramite i tasti per il cursore "" oppure "" si può effettuare la scelta tra le
seguenti sette forme di pattina:
I numeri riportati so tt o la forma de ll a pa tt in a in dica no le di ve rs e in cl in az io ni in
sbieco.
Scelta della raffigurazione della cucitura all’inizio della cucitura
Tramite i tasti per il cursore "" oppure "" si può effettuare la scelta tra le
seguenti sette forme di raffigurazioni della cucitura:
I numeri riportati so pr a la forma de ll a ra ffigur az io ne del la cuc it ura in di ca no le
diverse inclin az io ni in sb ie co .
Scelta della raffigurazione della cucitura alla fine della cucitura
Tramite i tasti per il cursore "" oppure "" si può effettuare la scelta tra le
seguenti sette forme di raffigurazioni della cucitura:
I numeri riportati so tt o la forma de ll a ra ffig uraz io ne del la cuc it ura in di ca no le
diverse inclin az io ni in sb ie co .
23
Page 24

6. Programmi di controllo e di regolazione
La "Software " dell’unità d i cucitura comp rende diversi programmi di con trollo e
regolazione sp ec if ic i pe r la macc hi na ed il con os ci ut o si st ema "Mul ti te st".
Un sistema d’autod ia gn os ti ca del termin al e co nt roll a i si ng ol i co mpo ne nti de l
terminale per l’operatore.
6.1 Richiamare i programmi di controllo e di regolazione
Dopo l’accens io ne dell’ un it à di cuc it ur a, tra mit e i ta sti fu nz io na li F1 fino a F4 si
può passare nei di ve rs i grup pi dei pro grammi di co nt ro ll o e di reg ol az io ne .
Inserire
l’interruttore
principale
Dürkopp Adler AG
745-26/28
05.05.95
Selftest
F
RAM
EPROM
RAM-Card
Keyboard
F
F
Interface
Display
List
Exit
Parametri della macchina Programmi di controllo Sistema "Mult itest" Autodiagnosi del
e di regolazione terminale (solo per
specifici dell a mac ch in a personale di ser vi zi o)
24
–
Inserire l’ in te rrut to re pri ncipale.
Il pannello di comando viene inizializzato.
Sul "Display" appare brevemente il simbolo della DÜRKOPP-ADLER.
–
Durante il tempo d’apparizione del simbolo della DÜRKOPP- ADLER
premere uno dei tasti funzionali da
fino a F4.
F1
La visualizzazione dello schermo cambia sul corrispondente gruppo dei
programmi di controllo e di regolazione.
Page 25

6.2 Parametri della macchina ( + )
I parametri della macchina descrivono lo stato tecnico dell’unità di cucitura ed
anche le regolazioni ed i valori di corr ezione dell’unità di cucitur a.
STOP
ATTENZIONE IMPORTANTE !
Delle variazi oni dello stato di regolazione della macchina c omportano
normalmente dell e co ns egue nt i tr as fo rmaz i oni mec c ani c he de ll ’u ni tà di
cucitura.
Per codesto motivo codesta parte del programma è accessibile solo dopo
l’impostazion e de l nu mero di c odic e "
25483
".
Code
–
Durante il tempo d’apparizione del simbolo della
DÜRKOPP- ADLER premere il tasto funzionale F1.
Sul "Display" appare l’invito all’impostazione del numero di codice.
–
Tramite la tastatura d ecimale impostare il numero di codice "
–
Dopo l’impostazi one de l nu mer o gius to di co di ce la vi su al iz za zi one de ll o
schermo passa su lla vi su al iz za zi one de i pa ra met ri del la macchi na .
Impostando un numer o di c odic e fa ls o, la visu al iz za zi on e pass a su ll a
visualizzazione principale dello schermo.
–
Scegliere il parametro desiderato tramite i tasti per il cursore "" oppure
"
".
Il simbolo del parametro scelto appare in contrasto negativo.
–
Variare il parametro scelto come già descritto nel capitolo 4.2.
–
Per abbandonare i parametri della macchina premere il tasto "
25483
STOP
Scelta della sottoclasse
Impostazione: 26, 28
Lunghezza massima della cucitura
Impostazione: 180, 220 [mm]
".
".
25
Page 26

Dispositivo di posizionamento
Impostazione: A, B, C, D, F, H
745-26 745-28
XA: Tasche a filetto,
posizionamento manuale della striscia per
il filetto, pattine ed altre guarnizioni
complementari
XX
XX
XX
: Tasche a filetto,
B
alimentazione automatica della striscia
per il filetto, senz a in ci si on e de ll e
estremità della striscia per il filet to
: Tasche a filetto,
C
alimentazione automatica della striscia
per il filetto, con in ci si on e de ll e
estremità della striscia per il filet to
XD: Taschino a filetto del petto,
alimentazione automatica e allineamento
della striscia per il fi lett o de l pe tt o
: Tasche a filetto,
X
F
alimentazione automatica della striscia
per il filetto, alimentazione automatica
ed allineamento della pattina,con
incisione dell e es tr emi tà del la str is ci a
per il filetto
: Collaudo di cucitura dell’unità di
H
cucitura (solo per il pe rsonale di
servizio)
Attivazione del dispositivo estrattore
Codesto parametro segnala al pannello di comando se l’unità di cucitura è
dotata di un dispositivo estrattore.
Il dispositivo est ra ttor e vi en e in seri to opp ur e di si ns erit o ne ll a vi su al iz zazi on e
principale d ello schermo sotto il punto del menù "Programma per la tasca" (F2).
Impostazione: Inserito / disinserito
Inserimento / disinserimento del dispositivo d’alimentazione del
nastro di rinforzo
Codesto parametro segnala al pannello di comando se l’unità di cucitura è
dotata di un dispositivo per l’alimentazione del nastro di rinforzo.
Il dispositivo per l’a limentazione del nastro di rinforzo viene inserito oppure
disinserito sotto la visualizzazione p rincipale dell o schermo nel p unto del
menù "Programma per la tasca" (F2).
Impostazione: Inserito / disinserito
Distanza tra gli aghi
Impostazione: 8, 10 , 12, 14, 16, 20 [mm]
Velocità di cucitura
Impostazione: 2500, 2750, 3000 [n/min]
26
Lunghezza del punto
Impostazione: 2.55, 3.10 [mm]
Page 27

Lunghezza del punto nell’infittimento del punto
Impostazione: 0.50, 0.80, 1.40 [mm]
Quantità dei punti nell’infittimento del punto
Impostazion e: 5...10 [Stiche]
Inserimento / disinserimento dei dispositivi di controllo del filo
Tramite codesto parametro vengono inseriti oppure disinseriti i dispositivi di
controllo per il fil o su pe ri or e
Impostazione: Inserito / disinserit o
Indicazioni sul "D i sp lay" :
Rottura del filo superiore:
Spolina per il filo inferiore vuota:
ed anche
per il filo inferi or e.
La corrispondente sp ol in a vu ota
lampeggia.
Distanza del punto di posizionamento posteriore rispetto al punto di
posizionamento intermedio
Impostazione: 40...120 [mm]
Inserimento / disinserimento del dispositivo stenditore
Codesto parametro segnala al pannello di comando se l’unità di cucitura è
dotata di un dispositivo stenditore.
Il dispositivo ste nd it ore vi en e in se ri to opp ure di si ns er ito so tt o la
visualizzazi on e prin ci pa le del lo sch ermo ne l pu nt o del men ù "P rog ramma pe r
la tasca" (F2).
Impostazione: Inserito / disinserit o
Inserimento / disinserimento dell’impilatore
Codesto parametro segnala al pannello di comando se l’unità di cucitura è
dotata di un impilatore.
L’im pil atore viene ins erito oppure di si nserit o sotto la vi sual iz zazione pri nci pale
dello schermo nel punto del menù "Programma per la tasca" (F2).
Impostazione: Inserito / disinserit o
27
Page 28

6.3 Programmi di controllo e di regolazione specifici per la macchina ( + )
I programmi di controllo e di regolazione specifici per la macchina ser v ono per
il controllo e la regolazione di singoli componenti dell’unità di c ucitura.
–
Durante il tempo d’apparizione del simbolo della DÜRKOPP-ADLER
premere il tasto funz io na le
La visualizzazione dello schermo cambia sul corrispondente programma di
controllo spec if ic o pe r la macc hi na .
–
Scegliere il programma di controllo desiderato tramite ii tasto d’immissione
dati.
Il simbolo del prog ra mma di con trol lo sce lt o ap pa re i n cont ra st o ne gati vo .
–
Avviare il programma di controllo scelto tramite ii tasto d’immissione dati.
Attenzione importante !
dispositivo st en di to re" (vedi simbolo a lato) la vi su al iz za zi on e ra ffigur at a
sopra rimane. Il disp os it iv o st en di tore ese gu e il suo movi men to .
.
F2
Dopo l’avvio del programma "Controllo del
STOP
6.3.1 Regolazione del dispositivo di controllo per la riserva del fil o infe riore
Codesto programma serve per l’allineamento della fotocellula a riflessione del
dispositivo di controllo per la riserva del filo inferiore.
745-26/28
–
Avviare il programma di co nt ro ll o trami te ii ta sto d’ immi ss io ne dat i.
Sul "Display" appaiono due spoline per il filo inferiore e le teste di
riflessione de ll e fo to ce ll ul e.
–
Se le foto cellule sono correttamente allineate, girando una spolina v uota
avviene una rifl es si on e.
La riflessione viene segnalata tramite una freccia tra la testa di riflessione
e la corrisponde nte sp ol in a.
Contemporaneame nt e av vi en e un a se gnal az io ne acu st ic a.
–
Per abbandonar e il pro gramma di co nt ro llo pr eme re il tast o fu nz io na le F1.
28
Page 29

6.3.2 Inizializzazione della memoria per i programmi
Il programma serve per caricare in memoria la regolazione standard di fabbrica
per i parametri dei programmi di cucitura.
745-26/28
ATTENZIONE IMPORTANTE !
Dopo l’avvio di uno dei quattro programmi, i parametri impostati vengono
sovrascritti con una regolazione standard di fabbrica!
Per codesto motivo il programma può essere avviato solo dopo l’impostazione
del numero di codic e "
25483
".
Code
–
Avviare il programma di controllo tramite ii tasto d’immissione dati.
Sul "Display" appare l’invito all’impostazione del numero di codice.
–
Impostare il numero di codice "
–
Dopo l’impostaz i one de l gi us to nume ro di co di ce la vi sual iz za zi on e de ll o
schermo passa su lla vi su al iz za zi one de i ci nq ue sotto de sc ritt i pa ramet ri .
Se si imposta un falso numero di codice la visualizzazione dello schermo
passa nuovamen te ind ie tro su ll a vi sual iz za zi on e de llo sc he rmo dei
parametri specif ic i de ll a mac ch in a.
Inizializzazione dei parametri della macchina difettosi
Inizializzazione programmi per la tasca difettosi
Inizializza zi on e de ll e se qu en ze di ta sc he dif et tos e
Inizializza zi on e de ll e ra ffigur az io ni di cu ci tu ra
difettose
Inizializzazione
–
Scegliere il prog ra mma de si de rato tra mit e i ta sti pe r il cur so re "" oppure
".
"
Il simbolo del programma scelto appare in contrasto negativo.
–
Avviare il programma scelto tramite ii tas to d’i mmis si on e da ti .
–
Per abbandonare il programma di controllo premere il tasto funzionale F1.
di tutti
" tramite la tastatura decimale.
25483
i programmi e parametri
29
Page 30

6.3.3 Controllo funzionale del dispositivo estrattore
Tramite codesto programma vi en e co ntro ll at a la funz i one de l di sp os it iv o
estrattore.
745-26/28
–
Avviare il programma di co nt ro ll o trami te ii ta sto d’ immi ss io ne dat i.
Nell’angolo inferiore destro del "Display" appare il simbolo con un invito
all’impostazi one.
–
Impostare i valori des id er at i per "t" e "v".
20
15
–
–
6.3.4 Allineamento delle fotocellule
il programma serve per l’allineamento delle fotocellule a riflessione per il
riconosciment o de ll ’i ni zio e de ll a fi ne del la cuc it ura.
Impostazione: Tempo d’inserimento: t = 5...20
Ampiezza del pa ss o:
1 Passo = 0,1 s
Soglia di velocità: v = 5...15
Dopo la conferma de l va lo re per "v", il dispositivo estrattore marcia con il
tempo d’inserimento e la velocità che sono stati scelti.
Per abbandonar e il pro gramma di co nt ro llo pr eme re il tast o fu nz io na le F1.
745-26/28
30
–
Avviare il programma di co nt ro ll o trami te ii ta sto d’ immi ss io ne dat i.
Nella mezzeria del "Display" appaiono due simboli rappresentanti le
fotocellule.
–
Spingere manualmente le pi nze di trasporto sotto la fotocellula a
riflessione.
In caso di riflessione, risuona un segnale acustico.
L’indicazione del simbolo della fotocellula cambia da risalto in contrasto
negativo in normale.
–
Per abbandonar e il pro gramma di co nt ro llo pr eme re il tast o fu nz io na le
F1.
Page 31

6.3.5 Aggiustaggio del sistema di regolazione dei coltelli incisori per gl i angoli
Tramite codesto programma pu ò es se re regol at a la dis ta nz a tra i co lt el li
incisori per gli angoli e l’angolatura dei coltelli incisori.
Le distanze minime e massime tra i coltelli incisori per gli angoli dipendono
dalla sottocla ss e e da ll ’e quip ag gi ame nt o de ll ’uni tà di cu ci tu ra .
745-26/28
–
Avviare il programma di c ontr ol lo tramit e tr ami te ii ta st o d’ immi ss io ne dati.
–
Impostare la distanza minima oppure massima tra i coltelli incisori per gli
angoli tramite i tasti per il cursore "
–
Impostare l’ang ol atur a de i co ltel li inc is or i pe r gl i an go li tra mit e il tas to
funzionale
e tramite il tasto funzionale
fine della cuci tu ra ).
Sia per l’inizio che per la fine della cucitura si può scegliere tra sette
diverse posiz io ni ang ol ari de i co lt el li inc is or i per gl i an go li .
(per i coltelli incisori per gli angoli per l’i ni zi o de ll a cu ci tu ra)
F3
F4
" oppure "".
(per i coltelli incisori per gli angoli per la
Coltelli inc is ori pe r gl i an go li per l’i ni zi o de ll a cu ci tu ra (
Coltelli incisori per gl i angoli per la fine della c ucitura (
F3
F4
):
):
Attenzione pericolo di ferimento !
Pericolo di ferite da taglio !
Non agire nel campo d’azione dei coltelli incisori per gli angoli che si stanno
sollevando.
–
Premere il tasto per il cursore "".
I coltelli incisori per gli angoli si sollevano.
–
Premere il tasto per il cursore "".
I coltelli incisori per gli angoli s’abbassano nuovamente.
–
Per abbandonare il programma di controllo premere il tasto funzionale F1.
31
Page 32

6.3.6 Controllo dell’innesto delle barre ago e del coltello centrale
Codesto programma controlla l’innesto delle barre ago e del coltello centrale
con il motore della macchina per cucire in moto.
745-26/28
–
Avviare il programma di co nt ro ll o trami te ii ta sto d’ immi ss io ne dat i.
–
Premere il tasto fu nz io na le F2.
1. Azionamento: Avvio del motore della macchina per cucire
2. Azionamento: Marcia del mot ore de ll a mac ch in a pe r cu ci re
3. Azionamento: Arresto nella seconda posizione (leva
–
Inserire oppure dis in se ri re il co lt el lo cen tral e tr ami te il tast o fu nz io na le F3.
–
Inserire oppure disinserire le barre ago tramite il tasto funzionale
–
Per abbandonare il programma di controllo premere il tasto
con una velocità di 10 00 n/min
con una velocità di 30 00 n/min
tendifilo al suo punto morto superiore)
"
STOP
F4.
".
ATTENZIONE IMPORTANTE !
Prima di abbandonare il programma è assolutamente necessario lasciar
marciare la macchi na per un br ev e te mpo con le ba rre ag o ed il co lt ello
centrale disinnestati. In caso contrario la prossima cucitura non viene eseguita
correttamente.
6.3.7 Controllo del dispositivo d’alimentazione del nastro di rinforzo
Codesto programma con trol la le fu nz io ni di trasporto e di taglio de l disp os it iv o
d’alimentazione del nastro di rinforzo.
745-26/28
ON OFF
–
Avviare il programma di co nt ro ll o trami te ii ta sto d’ immi ss io ne dat i.
–
Premere il tasto fu nz io na le F2. Il dispositiv o d’ al ime ntaz io ne del nas tr o di
rinforzo viene avviato.
–
Premere il tasto fu nz io na le F3. Il motore del dispos it iv o d’ al ime ntazione
del nastro d i rinforzo s’arresta.
Il nastro di rinforzo viene tagliato automaticamente.
–
Per abbandonar e il pro gramma di co nt ro llo pr eme re il tast o fu nz io na le F1.
32
Page 33

6.3.8 Controllo del timbro di presa e di piegatura senza le pinze di trasporto
Codesto programma controlla la funzione del timbro di presa e di piegatura.
Durante codesta funzione di controllo le pinze per il trasporto rimangono nella
loro posizione finale posteriore.
745-26/28
–
Avviare il programma di controllo tramite ii tasto d’immissione dati.
–
Premere il tasto funzionale F3.
Il timbro di presa e di pi eg at ura oscilla nella sua po si zi on e vert ic al e e
scende sulla pi as tr a di sco rrime nt o pe r il mate ri ale.
–
Premere il tasto funzionale F2.
Il timbro di presa e di pi eg at ura si s ol lev a ed os ci ll a so pr a il tav ol o di
posizionamento.
–
Per abbandonare il programma di controllo premere il tasto
"
STOP
".
6.3.9 Controllo del ciclo di posizionamento con le pinze di trasporto
Codesto programma serve per il controllo del ciclo di posizionamento.
745-26/28
–
Avviare il programma di controllo tramite ii tasto d’immissione dati.
Viene effettuata una corsa di riferimento.
–
Premere verso il bas s o i l peda le .
il carro di traspor to si po rta ne ll a su a po si zi on e di pos iz io na men to.
–
Il ciclo di posizionamento dev’essere eseguito come in un normale
programma di cucitura.
Dopo l’azi onamento dell’ultima soglia, s ul "Display" appare una freccia.
–
Premendo il pedale ad intermittenza portare il carro di trasporto nella sua
posizione posteriore.
In codesta posi zion e il car ro di tras po rt o ri man e in attes a fi no a qua nd o il
pedale si trova nella sua posizione di riposo.
–
Le pinze di trasp or to si sol l ev an o e le pi n ze pe r l a pa tt ina si ap ro no .
–
Premendo verso il basso il pedale il programma viene nuovamente avviato.
–
Per abbandonare il programma di controllo premere il tasto
"
STOP
".
33
Page 34

6.4 Sistema "Multitest" ( + )
STOP
I programmi di controllo del sistema "Multitest" permettono un controllo rapido
degli elementi d’ en trat a e d’ us ci ta . Per ese gu ire il c ontr ol lo non è nec es sa ria
l’utilizzaione d’ulteriori strumenti di misura.
Durante la visualizzazione del simbolo della DÜRKOPP-ADLER premere il
tasto funziona le
La visualizzaz io ne del lo sch ermo ca mbi a su ll a vi sual iz za zi on e de l sist ema
"Multitest" .
Scegliere il prog ra mma di con trol lo des id er ato tr ami te ii ta sto d’ immi ss io ne
dati.
Il simbolo del prog ra mma di con trol lo sce lt o ap pa re i n cont ra st o ne gati vo .
Avviare il programma di c ontr ol lo sce lt o trami te ii ta st o d’ immissione dati.
F3
.
6.4.1 Indicazione della versione del programma e della somma "Check"
Codesto programma controlla la memoria di lettura (ROM) del microcomputer.
MULTITEST
EPROM-Test
ROM-Size
Class
Version
Date
Checksumme
: 192k EPROM
: 745-26/28
: 745A01
: 19.06.95
: 0x64AE
34
Versione del programma
Nel caso di versioni di programma con la stessa definizione della classe
dell’unità di cucitura e con la stessa lettera di riconoscimento, la versione con
il numero progressivo più alto sostituisce tutte le versioni con il numero
progressivo più basso (per esempio: 745A03 sostituisce 745A01 e 745A02).
Le versioni sono solo intercambiabili solo se hanno la stessa definizione della
classe dell’unità di cuc itura e la stessa lettera di r iconoscimento, se ad onta di
una lettera di riconoscimento cambiata l’intercambiabilità fosse tuttavia
possibile, ciò verrà comunicato alla clientela tramite u na informazione
particolare pe r il cli en te .
Somma "Check"
La somma "Che ck" è significativa solo per il personale di servizio d’assistenza
della fabbrica .
Da codesto numero di somma, il personale specializzato può rilevare se la
memoria del progra mma (EP ROM) del pan nell o di c omand o de ll ’u ni tà di
cucitura conti en e se nz a erro ri il pr og ra mma compl et o.
–
Per abbandonar e il pro gramma di co nt ro llo pr eme re il tast o fu nz io na le F1.
Page 35

6.4.2 Controllo della memoria di lavoro
Codesto programma controlla la memoria di lavoro (RAM) del microcomputer.
–
Avviare il programma di controllo tramite ii tasto d’immissione dati.
Il "Display" ind ic a i ri sult at i de l co ntro ll o.
"Display" Spiegazione
MULTITEST
RAM-Test
RAM OK
RAM OK
RAM-Error
–
Per abbandonare il programma di controllo premere il tasto funzionale F1.
La memoria di lavor o è in ordin e
Errore nella memoria di lavoro
6.4.3 Indicazione dello stato di regolazione degli interruttori "DIP"
Codesto programma indica la posizione di regolazione degli interruttori "DIP"
sulla scheda "CP U" de l pa nn ello di co man do.
MULTITEST
DIP-Switch
1
2345678
ON
OFF
ATTENZIONE IMPORTANTE !
Al momento gli interruttori "DIP" non ven gono impiegati in nessuna classe di
macchina.
Pertanto attual men te la po si zi on e de i di ve rs i in terr ut to ri "DIP " non ha alcu n
influsso sul ciclo di lavoro dell’unità di cucitura.
–
Avviare il programma di controllo tramite ii tasto d’immissione dati.
–
Per abbandonare il programma di controllo premere il tasto funzionale F1.
35
Page 36

6.4.4 Scelta degli elementi d’entrata
Codesto programma ser ve per la re go la zi on e degl i el eme nt i d’ en trat a.
ATTENZIONE IMPORTANTE !
Tutti gli elementi d’entrata sono stati regolati accuratamente in fabbrica.
La regolazione e la correzione dev’essere effettuata da personale d’assistenza
specializzato ed appositamente istruito allo scopo.
MULTITEST
Input-Select
S ?
Input-Nr. :
–
Avviare il programma di co nt ro ll o trami te ii ta sto d’ immi ss io ne dat i.
–
Impostare il numero di codi ce dell’elemento d’entrata desiderato tramite la
tastatura decimal e.
Come numero di codice ser vo no le co di fi ch e dell o sc he ma el et tr ic o
(consultare la susseguente tabella).
–
Sul "Display" app ar e la cod ifica dello schema elet trico e lo stato di
commutazione del l’ el eme nto d’ en tr ata ch e è st at o sc el to (per es . "
L’indicazione sul "Displa y" c ambia se ca mbi a la situa zi on e di
commutazione dell’elemento d’entrata.
Lo stato di commutazione "
Interruttori a contatto = Contatto aperto
Interruttori di prossimità = Metallo davanti all’interruttore
Fotocellula a ri fl es si on e = Nessuna rifless io ne
Fotocellula D ur ch li ch ts ch ra nk e = Fascio di raggi no n in te rrot to
–
Regolare l’elemento d’entrata fino a quando lo stato di commutazione
desiderato appare sul "Display".
–
Per abbandonar e il pro gramma di co nt ro llo pr eme re il tast o fu nz io na le F1.
" significa:
+
+S17
").
36
Page 37

Elementi d’entrata
745-26 745-28 Elemento Funzione
d’entrata ABCDF
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
S01
S02
S03
S04
S05
S06
S07
S08
S09
S10
S11
S15
S17
S18
S23
S25
S26
S27
S28
S29
S30
S31
S32
Pedale sinistro 1 XXXXX
Pedale sinistro 2 XXXXX
Pedale sinistro 3 XXXXX
Pedale sinistro 4 XXXXX
Pedale destro 1 XXXXX
Pedale destro 2 XXXXX
Pedale destro 3 XXXXX
Pedale destro 4 XXXXX
Interruttor e di f i ne cor s a , s u pp orto dei
coltelli incisori in avanti XXXXX
Interruttor e di f i ne cor s a , s u pp orto dei
coltelli incisori indietro XXXXX
Punto di ri fe r ime nto del support o d ei
coltelli incisori XXXXX
Interruttore di fine corsa, carro di
trasporto in avanti XXXXX
Interruttore di fine corsa, carro di
trasporto indietro XXXXX
Controllo del filo superiore sinistro XXXXX
Controllo del filo superiore destro XXXXX
Posizion e d i ri fe r ime nto del carro di
trasporto XXXXX
Timbro piegatore in alto X
Timbro di presa e di piegatura in alto X X X
Dispositivo di posizionamento in alto X
Timbro piegatore in basso X
Timbro di presa e di piegatura in basso X X X
Dispositivo di posizionamento in basso X
Timbro di presa e di piegatura oscillato X X X
Dispositivo di posizionamento oscillato X
Timbro di presa e di piegatura verticale X X X
Dispositivo di posizionamento verticale X
Deposito per la pattina in alto O
Deposito per il sacco tasca rovesciato O
Alimentatore per il sacco tasca in basso O
Metodo di posizionamento
Entrate delle fotocellule
745-26 745-28 Elemento Funzione Metodo di posizionamento
d’entrata ABCDF
XX
X
XX
XX
XX
X = Dotazione di serie
O = Dotazione supplementare
S100
S101
S104
S106
S107
Controllo della pattina 1 XXXXX
Controllo della pattina 2 OOOOO
Controllo dell’impilatore XXXXX
Controllo riserva filo della spolina sinistra XXXXX
Controllo riserva filo della spolina destra XXXXX
37
Page 38

6.4.5 Controllo degli elementi d’entrata
Codesto programma ser ve per il co nt ro ll o degl i el eme nt i d’ en trat a.
S26 :
–
Avviare il programma di co nt ro ll o trami te ii ta sto d’ immi ss io ne dat i.
–
Azionare l’elemento d’entrata che dev’essere attivato.
–
Sul "Display" app ar e la cod ifica dello schema elet trico e lo stato di
commutazione del l’ el eme nto d’ en tr ata ch e è st at o sc el to (per es . "
L’indicazione sul "Displa y" c ambia se ca mbi a la situa zi on e di
commutazione del l’ el eme nto d’ en tr ata op pu re se un ’e le men to d’e nt ra ta
viene variato. Una variazione dello stato di commutazione viene segnalata
tramite un segnale acustico.
–
Per abbandonar e il pro gramma di co nt ro llo pr eme re il tast o fu nz io na le F1.
MULTITEST
Input-Test
+S17
").
38
Page 39

6.4.6 Scelta de g li el ementi d’uscita
Tramite codesto programma vi en e co ntro ll at a la funz i one de gl i el eme nt i
d’uscita.
Si può controllar e un sol o el eme nt o d’uscita ("Single-Mo de ") opp ure
contemporaneamente numerosi elementi d’uscita ("Multi-Mode")
Attenzione pericolo di ferimento !
Durante il contro ll o de l funz io na men to deg li elem en ti d’u scita non agire nel
campo d’azione degli elementi in movimento della macchina.
–
Avviare il programma di controllo tramite il tasto d’immissione dati.
–
Tramite la tastatura decimale scegliere tra "Single-Mode" e "Multi-Mode":
1 = "SINGLE-Mode" Viene co nt ro ll ato un s olo el eme nt o d’ us ci ta .
2 = "MULTI-Mode" Viene contro ll ato un gru pp o d’ el ement i
–
Impostare il numero di cod ic e de ll ’e le men to d’us c ita de si de ra to tramit e
(in avanti) oppure F3 (indietro).
Come numero di codice servono le codifiche dello schema elettrico
(consultare l a suss eg ue nt e ta be ll a).
–
Il "Display" indica lo stato di commutazione (ON/
(
INSERITO/ DISINSERITO
–
Premendo il tasto fu nz io na le F4 inserire (ON) e disinserire (
l’elemento d’uscita prescelto
–
Per abbandonare il programma di controllo premere il tasto funzionale F1.
d’uscita.
)
) dell’elemento d’u sc ita ch e è st at o sc el to .
OFF
OFF
F2
)
39
Page 40

Elementi d’uscita all’interno
745-26 745-28 Elemento Funzione
Metodo di posizionamento
d’uscita ABCDF
XX
Y01
Sollevare il timbro piegatore X
Sollevare timbro di presa e di piegatura X X X
Sollevare i l di s p osi t i v o d i po s i zi on am en to X
XX
Y02
Abbassare il t i mb r o p i eg at or e X
Abbassare il timbro di presa e di piegatura X X X
Abbassare il dispositivo di posizionamento X
XX
Y03
Oscillare il timbro di presa e di piegatura X X X
Oscillare il dispositivo di posizionamento X
XX
Y04
Portare il timbro di presa e di piegatura
nella verticale X X X
Portare il di s p os i t i vo d i po s i z ion amento
nella verticale X
XX
Y05
Coltello per la striscia del filetto in avanti X
Dispositi vo d i po s i z ionamento a destr a X
XX /
Y06
Coltello per la striscia del filetto indietro X
Dispositi vo d i po s i z ionamento a sini st ra X
XX
Y07
Divaricare gli aghi X X X
Chiudere il di sp os i t i v o d i po si z i on am en to X
X
Y08
Ago sinistro XXXXX
X Ago sinistro e destro XXXXX
X
XX
XX
XX
XX
XX
XX
XX
XX
XX
XX
Y09
Y10
Y11
Y12
Y13
Y14
Y15
Y16
Y17
Y18
Y19
Ago destro XXXXX
Oscillare il supporto per le barre ago XXXXX
Coltello centrale XXXXX
Sollevare le pinze di trasporto XXXXX
Abbassare le pinze di trasporto XXXXX
Sollevare la pinza per la pattina destra XXXXX
Sollevare la pinza per la pattina sinistra XXXXX
Chiudere i listelli di piegatura XXXXX
Tirare il filo in avanti XXXXX
Aprire la tensione del filo XXXXX
Oscillare verso l’interno l’alimentatore
per la pattina O O X
Alimentatore per il sacco della tasca in avanti O
XX /
Y20
Oscillare verso l’esterno l’alimentatore
per la pattina O O X
Alimentatore per il sacco della tasca indietro O
XX
Y21
Chiudere l’alimentatore per la pattina sinistro O O X
Sollevare il deposito per il sacco della tasca O
XX
Y22
Aprire l’alimentatore per la pattina sinistro O O X
Afferrare il sacco della tasca O
XX
XX
XX /
Y23
Y24
Y99
Chiudere l’alimentatore per la pattina destro O O X
Aprire l’alimentatore per la pattina destro O O X
Controllo della cappa di protezione XXXXX
/ = Senza tensione aperto X = Dotazione di serie O = Dotazione supplementare
Disposizione delle valvole elettromagnetiche 745-26:
Y99 Y24 Y23 Y22 Y21 Y20 Y19 Y16 Y15 Y14 Y13 Y12 Y7 Y6 Y5 Y4 Y3 Y2 Y1 Y17 Y18 Y11 Y10 Y8
Disposizione delle valvole elettromagnetiche 745-28:
Y99 Y24 Y23 Y22 Y21 Y20 Y19 Y16 Y15 Y14 Y13 Y12 Y7 Y6 Y5 Y4 Y3 Y2 Y1 Y17 Y18 Y11 Y10 Y9 Y8
40
Page 41

Elementi d’uscita all’esterno
745-26 745-28 Elemento Funzione Metodo di posizionamento
d’uscita ABCDF
XX
Y33
Battuta per il dispositivo d’alimentazione
della pattina sinistro X
XX
Y34
Coltelli incisori per gli angoli, inizio della
cucitura XXXXX
XX
Y35
Coltelli incisori per gli angoli, fine della
cucitura XXXXX
XX *
XX *
Y36
Y37
Soffio per il foglio riflettente XXXXX
Soffio per il di sp os i t i v o d ’ ali m en ta z i on e
della pattina O O O
XX
XX
XX
XX
XX
Y38
Y39
Y40
Y41
Y42
Rasatura dei fili XXXXX
Aprire la pinza per il filo XXXXX
Pressello OOOOO
Dispositivo a vuoto spinto OOOOO
Impilatore XXXXX
Abbassare il dispositivo estrattore XXXXX
X X Soffio d’impilatura XXXXX
XX
Y43
Stenditore i n a v an ti O O O O
Premere in avanti l’alimentatore per il
sacco della tasca O
XX
X
X
X
X
Y44
Y45
Y46
Y47
Y48
Stenditore i nd i et r o O O O O
Supporto coltelli incisori, inizio cucitura 1 X XXXX
Supporto coltelli incisori, inizio cucitura 2 X XXXX
Supporto coltelli incisori, inizio cucitura 3 X XXXX
Oscillare il supporto coltelli incisori, inizio
cucitura XXXXX
X
X
X
X
Y49
Y50
Y51
Y52
Supporto coltelli incisori, fine cucitura 1 X XXXX
Supporto coltelli incisori, fine cucitura 2 X XXXX
Supporto coltelli incisori, fine cucitura 3 X XXXX
Oscillare il supporto coltelli incisori, fine
cucitura XXXXX
XX /
XX
XX
XX /
XX
XX
XX /
XX
Y53
Y54
Y55
Y56
Y57
Y58
Y59
Y60
Sollevare il deposito per la pattina X
Abbassare il de po s i to pe r l a p at ti n a X
Oscillare in avanti il deposito per la pattina X
Oscillare indietro il deposito per la pattina X
Aprire il deposito per la pattina X
Chiudere il deposito per la pattina X
Freno per il nastro di rinforzo OOOOO
Forbici per il nastro di rinforzo
(direttamente sulle forbici) OOOOO
X
Y61
Blocco per i coltelli incisori per gli angoli
a sinistra OOOOO
X
Y62
Blocco per i coltelli incisori per gli angoli
a destra OOOOO
XX
* = Aria non lubrificata / = Senza tensione aperto X = Dotazione di serie O = Dotazione supplementare
Y63
Abbassare l’impilatore supplementare O OOOO
Disposizione delle valvole elettromagnetiche 745-26:
Y34Y35Y38Y39Y40Y41Y42Y43Y44Y53Y54Y55Y56Y57Y58Y59Y60Y36Y37
Disposizione delle valvole elettromagnetiche 745-28:
Y34 Y35 Y38 Y39 Y42 Y45 Y46 Y47 Y48 Y49 Y50 Y51 Y52 Y40 Y41 Y43 Y44 Y53 Y54 Y55 Y56 Y57 Y58 Y33 Y59 Y60 Y61 Y62 Y36 Y37
41
Page 42

Uscite supplementari
745-26 745-28 Elemento Funzione
d’uscita
XX
XX
XX
XX
XX
XX
XX
XX
Y100
Y101
Y102
Y103
Y104
Y105
Y106
Y107
Y104
Y105
Y106
Y107
Dispositivo estrattore a rulli 0 O O O O
Dispositivo estrattore a rulli 1 O O O O
Dispositivo estrattore a rulli 2 O O O O
Dispositivo estrattore a rulli 3 O O O O
Lampada posteriore A1 X
Lampada posteriore A2 X
Lampada anteriore A1 X
Lampada anteriore A2 X
Lampada anter io r e 1 X X X
Lampada anter io r e 2 X X X
Lampada post eri o r e 1 X X X
Lampada post eri o r e 2 X X X
X = Dotazione d i ser i e
O = Dotazi on e s u pp l emen ta r e
6.4.7 Controllo dei motori passo a passo
Metodo di posizionamento
ABCDF
Codesto programma indica la versione "Software".
Steppermotor-Test
Software-Version
SMC
Version-Nr
SMC
1
SMC
2
SMC
3
4
5
6
–
Avviare il programma tramite i tasto d’immissione dati.
Sul "Display " ap paio no le ve rs io ni "S oftw a re" de i mot or i pass o a pa ss o.
–
Per abbandonar e il pro gramma di co nt ro llo pr eme re il tast o fu nz io na le F1.
A0 1 M
A0 1 S
A0 1 S
Checksum
0x C BB3
0x 9 0B6
0x 9 0B6
Status
0x00
0x40
0x40
42
Page 43

6.4.8 Controllo del motore della macchina per cucire
Codesto programma serve per i l controllo delle posizioni di posizionamento
dell’ago e delle div er se sog li e di v el oc ità de l mot or e dell a mac c hin a pe r cu ci re .
Sewingdrive-Test
AB85A.B0
STAR T STOP
–
Avviare il programma di controllo tramite il tasto d’immissione dati.
–
Scegliere il si mbolo del par ame tro de si de ra to tramit e i ta st i pe r il c urso re
" oppure "".
"
Il simbolo scelt o ap pa re i n cont ra st o ne gati vo .
–
Regolare il parametro tramite i tasti per il cursore "" oppure "".
Indicare la vers i one de l pr og ra mma del mot or e de ll a
macchina per cucire
Il motore della macc hin a pe r cu ci re gira co n la vel oc it à
scelta, la testa della macchina per cucire posiziona nella
posizione regolata
La testa della macchina per cucire posiziona
nella posizione 2
La testa della macchina per cucire posiziona
nella posizione 1
La testa della mac ch in a pe r cuci re si fe rma
senza posizionare
Scegliere la v el oc ità de l mot or e
Impostazione: 70...Velocità massima [n/min]
–
Premere il tasto funzionale F2.
Il motore della macc hin a pe r cu ci re gira co n la vel oc it à ch e è st ata
impostata.
Nell’angolo superiore destro del "Display" appare la velocità attuale (per
es. "
0199 n/min
–
Premere il tasto funzionale F3.
Il motore della macc hin a pe r cu ci re si fe rma .
La testa della macchina per cucire posiziona nella posizione regolata.
–
Per abbandonare il programma premere il tasto "
").
STOP
".
43
Page 44

6.4.9 Indicazione degli avvisi d’errore
Il programma indica sul "Display" gli ultimi 10 avvisi d’errore.
Gli avvisi d’errore ed il loro significato sono listati nel capitolo 8.
–
Avviare il programma di co nt ro ll o trami te il ta sto d’ immi ss io ne dat i.
Sul "Display" appaiono gli ultimi 10 avvisi d’errore.
–
Per abbandonar e il pro gramma di co nt ro llo pr eme re il tast o fu nz io na le F1.
MULTITEST
error messages
01. 902/-8
Error
02.
03.
04.
05.
06.
07.
08.
09.
10.
->
->
->
->
->
->
->
->
->
->
Error
Error
Error
Error
Error
Error
Error
Error
EXTERN STOP
902/-8
902/-8
902/-8
902/-8
902/-8
903/-22358
903/-22358
959/201
44
Page 45

6.5 Autocontrollo del terminale ( + )
Con l’autocontrollo del terminale il personale di servizio controlla i singoli
componenti del terminale per l’operatore.
STOP
Selftest
RAM
EPROM
F
RAM-Card
F
Keyboard
F
Interface
Display
List
– Durante la visualizzazione del simbolo della DÜRKOPP-ADLER premere il
tasto funzionale
I sistema d’auto co nt ro ll o del te rmi na le svo lg e l’ un o do po l’alt ro i sot to stan ti
programmi di controllo.
I cicli di controllo vengono indicati sul "Display " tramite sbarrette mobili.
–
Controllo "RAM"
Il controllo "RA M" con trol la la memo ri a di lav or o (" Vid eo-R AM" ) de l
terminale per l’ op erat ore.
Dopo aver terminato il controllo "RAM" l’autocontrollo del terminale cambia
automaticamente sul controllo "EPROM".
–
Controllo "EPROM"
Il controllo "EP ROM" con tr ol la la memo ria pe r i pr og ra mmi
("Program-Memor y" ) de l pann el lo di co man do .
Premendo il t asto funzionale
controllo della scheda di memorizzazione "RAM".
–
Controllo scheda di memorizzazione "RAM"
Il controllo de lla scheda di memorizzaz io ne "RA M" co nt ro ll a la s ch ed a di
memorizzazione.
Dopo aver termina to il co nt roll o de ll a sc he da di memo ri zz az io ne "RA M"
l’autocontrol lo del ter min al e ca mbia au to mat ic ame nt e sul co nt ro ll o
"Keyboard" (tastatura).
–
Controllo "Keyboard" (tastatura)
Il controllo "K e yb oa rd " (tastatura) contro ll a la tas ta tu ra del term in al e per
l’operatore.
Dopo aver premuto un ta sto qu al si as i, se la fun zi on e è in ord in e, sul
"Display" appare dietro questo tasto u n uncino.
Premendo il t asto "
L’indicazione sullo sch erm o pass a su l co nt ro ll o "Int er fa cc ia ".
–
Controllo "Interfaccia"
Il controllo "Int er fa cc ia " cont ro ll a l’ in te rfac ci a di con ne ss io ne del ter min al e
per l’operatore (è necesarria l’utilizzazione di un cavo speciale !).
Dopo aver termina to il co nt roll o "I nt erfa cc ia " l’ au to co ntro ll o de l te rmi na le
cambia automaticamente sul controllo del "Display".
–
Controllo del "Display"
Il controll o del "Display" mostra il repertorio dei caratteri disponibili
("Character S et") ed i si mbo li grafi ci ("Gr ap hic" ) de l "D i sp la y" .
Premendo il t asto funzionale
visualizzazione principale dello schermo dell’autocontrollo del terminale
(consultare la figura).
–
Visualizzazione principale dello schermo
Dalla visualizzazione prin cipale dello schermo, tramite il tasto funzionale
si può richiamar e un comp le to
Per abbandonar e l’ au to di ag nosi del ter min al e preme re il ta sto "
F4
.
l’autocontrollo del terminale continua con il
F2
" viene terminato il controllo "Keyboard" (tastatura).
ESC
la visualizzazi one ca mbi a su ll a
F2
"Protocollo del controllo"
.
STOP
".
F2
45
Page 46

7. Scheda di potenza del motore passo a passo
ATTENZIONE IMPORTANTE !
Prima d’effettuare il collau do è assolutame nte necessario effettuare un
controllo dell a sc he da di pote nz a de l mot or e pass o a pa ss o.
La scheda di potenza del motore passo a passo è montata a destra sotto il
piano di lavoro.
Dopo aver smontato il carter di copertura, gli elementi sotto raffi gurati sono
accessibili.
7.1 Interruttori sulla parte anteriore
Attenzione tensione elettrica !
Disinserire l’interruttore principale.
Gli interruttor i non devono es sere spostati sotto tensione.
Scheda di potenza del
motore passo a passo
LED 1 LED 2
LED 3 LED 4 Commutatore
Interruttori per
i parametri
Interruttore di
selezione di
corrente
Gli interruttori si dev on o trov ar e ne ll e posi zi on i in di ca te !
LED 1 - LED 4
Interruttori per i parametri
Interruttore di selezione di corrente
Commutatore di tensione
consultare il capitolo 7.2
consultare la figura
F
230 V
di tensione
46
Page 47

7.2 Indicazioni di situazione sulla parte anteriore
I quattro diodi lumin os i ro ss i (L E D) su ll a sc he da di po te nz a del mot or e pa ss o a
passo indicano la situazione di lavoro ed avarie del motore passo a passo.
Se la situazione di lavoro è in ordine nessun diodo luminoso dev’essere
acceso.
LED 1
LED 2
LED 3
LED 4
LED 1 und LED 2
Una avaria della sc he da di po te nz a de l mot ore pa ss o a pa ss o vi en e in di cata
nella seguente maniera:
–
Dopo il riconos ci men to dell’ av ar ia il mot ore pa ss o a pa ss o vi en e pe r
ragioni di sicu rezza disinserito (Re se t) .
Per codesta ragi on e, dop o un ’i ndic azione d’errore del pa nn el lo di co man do
si accendono se mpr e i di od i lumin os i LE D 1 e LE D 2.
–
Sul "Display " ap pa re il nu mer o d’ er rore c orri sp on de nt e al l’ av ar ia .
–
Le situazioni de ll a sc he da di po tenza del motore passo a passo possono
essere richie st e solo tra mit e il corri sp on de nt e prog ra mma di con trol lo del
sistema "Multitest" (
Sottotensione
La tensione d’esercizio è più bassa del 30%
rispetto alla tensione nominale dovuta
Controllo delle fasi
Interruzione di uno oppure di più cavi di fase del
motore
Corto circuito
Corto circuito tra due oppure più fasi del motore
oppure tra fase del motore e potenziale di massa
Sovratemperatura
Il limite di temperat ur a perme ss o è st at o
superato
Reset
L’entrata ENABLE non viene attivata dal
pannello di comando
+ F3).
STOP
Controllare i mot ori pa ss o a pa ss o
–
Dopo avere elimina to la ca us a de ll ’a va ria, l’i nd ic az io ne d’e rror e vi en e
eliminata disi ns er en do ed in se re nd o nu ov ame nte l’ in te rr utto re pri nc ip al e.
47
Page 48

8. Avvisi d’errore
In caso di un’avaria nel sistema di comando oppure nel programma della
macchina sul "Display" appare il corrispondente numero d’errore.
Con l’ausilio delle susseguenti tabelle la causa dell’avaria può essere
localizzata e pu ò es se re trova to un ri med io .
8.1 Avvisi d’errore del pannello di comando
Numero d’errore Spiegaz ion e Rimedio
100
101 - 199
EXTERN STOP
300 - 399
400 - 411
412
413
414
418 - 420
Sottotensione
Errore nel proces so re
L’entrata esterna per lo s top è azionata
Errore nella tras mis si on e dei da ti
verso il motore della macchina per cucire
Errore generale del motore passo a passo
Errore nella soglia finale AMP1 - Errore
(materiale da cucire)
Errore nella soglia finale AMP2 - Errore
(coltelli)
Errore nella soglia finale AMP3 - Errore (nastro
di rinforzo)
Errore della scheda del motore passo a
passo durante la risposta ( Time Out )
Stabilizzare la tensione d’alimentazione
--Chiudere la cappa di copertura
Controllare il cablaggio
--Consultare il capitolo 7.2
---
---
---
8.2 Avvisi d’errore del programma della macchina
Numero d’errore Spiegaz ion e Rimedio
700
701
702
703
704
Il timbro di presa e di piegatura non è in alto
Il timbro di presa e di piegatura non è verticale
Il timbro di presa e di piegatura non è oscillato
Il dispositivo di po si zi on ame nto no n è in alt o
Il timbro piegatore non è in basso
Correggere la regolazione
Correggere la regolazione
Correggere la regolazione
Correggere la regolazione
Correggere la regolazione
720
721
722
723
724
730
731
740 - 742
Errore della fotocellula all’inizio della cucitura
Il foglio rifl ette nt e al l’ in iz io del la c uc it ura no n è
stato riconosc iu to
Stop di sicurezza
Il contatto a ponte J308 sulla scheda di controllo del motore passo a passo non è inserito
Il contatto a ponte J309 sulla scheda di controllo del motore passo a passo non è inserito
In caso di deposito per la pattina e carro
di trasporto in posizione di posizionamento
Impostazion e del ri to rn o de l ca rr o di tr asp orto
con il materiale da cucire nel metodo di
lavoro B - H
Errore durante l’esecuzione della corsa dei
coltelli
Sostituire il fog li o ri fl et te nt e
Sostituire il fog li o ri fl et te nt e, l a pa ttin a gi ac e
fuori dal campo di cuci tu ra
La pattina giace fuori dal campo di cucitura
oppure
Manca il collegament o de ll a seco nd a
fotocellula pe r il ric on os c i men to
dell’inclinazione oppure l’attivazione nel
programma della ta sc a.
Inserire il contatto a ponte J308
(consultare lo schizzo a pagina 49)
Inserire il contatto a ponte J309
(consultare lo schizzo a pagina 49)
Riportare il carro di trasporto nella
posizione d’at te sa
Regolare nuovame nt e l’ imp os ta zi one de ll a
corsa di ritorno del car ro di trasporto oppure
del dispositiv o di pos iz io na men to
Controllare il sistema d’azionamento dei
coltelli
48
Page 49

Numero d’errore Spiegazione Rimedio
745
746
748
749
900
901
902
903
L’asse principale del motore passo a passo
non ha raggiunt o l’ in te rr ut tore di fi ne c ors a
posteriore (S17)
L’asse principale del motore passo a passo
non ha abbandon at o l’ in te rr utto re di fi ne c ors a
anteriore (S15) dopo 100 ms
L’asse principale del motore passo a passo
ha superato l’i n ter ru tt ore di fin e co rs a an te ri or e
(S15)
L’asse principale del motore passo a passo
ha superato l’i n ter ru tt ore di fin e co rs a po st er io re
(S17)
Errore di somma "Check" nei parametri
della macchina
Errore di somma "Check" nella sequenza
delle tasche
Errore di somma "Check" nei programmi
delle tasche
Errore di somma "Check" nelle
raffigurazion i de ll e cu ci tu re
Controllare il trasporto del materiale
da cucire e l’interruttore di fine corsa
Controllare il trasporto del materiale
da cucire e l’interruttore di fine corsa
Controllare il trasporto del materiale
da cucire e l’interruttore di fine corsa
Controllare il trasporto del materiale
da cucire e l’interruttore di fine corsa
Inizializzare nuovamente i parametri
difettosi della macchina (consultare il
capitolo 6.3. 2)
Inizializzare nuovamente le sequenze
difettose delle tasche (consultare il capitolo
6.3.2)
Inizializzare nuovamente i programmi
difettosi delle tasche (consultare il capitolo
6.3.2)
Inizializ za re nuo va men te le ra ffig ur az io ni
difettose della cucitura (consultare il
capitolo 6.3. 2)
910 - 991
Errore durante la le tt ur a op pure l a sc ri tt ura
della scheda di memorizzazione
Ripetere l’operazione,
Disinserire la protezione alla scrittura della
scheda di memorizzazione,
Sostituire la batteria della scheda di
memorizzazione
Contatti a ponte sulla scheda di controllo del motore passo a passo
49
Page 50

A. Appendice
A.1 Raffigurazioni standard dei tipi di cucitura
Dopo l’inzial iz zazi on e de ll a memo ri a de l prog ra mma ne l pa nn el lo di co man do
sono depositate in memoria le seguenti 25 raffigurazioni della cucitura.
Ogni singola raffig uraz io ne del la cuc it ura pu ò es se re ric hi ama ta dir et ta men te
impostando il numero della raffigurazione della cucitura ( 1...25).
1) 2) 3) 4) 5)
6) 7) 8) 9) 10)
14)13)12)11)
19)18)17)16)
15)
20)
25)24)23)22)21)
50
 Loading...
Loading...