

Page 1

Indice Pagina:
Home
Parte 2: Istruzioni per il montaggio classe 745-26; -28
1. Parti componenti della fornitura
2. Montaggio dell’unità di cucitura
2.1 Smontaggio delle sicurezze di trasporto . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
2.2 Trasporto dell’unità di cucitura . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.3 Regolazione dell’altezza del piano di lavoro . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2.4 Controllo della tensione delle cinghie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
3. Montaggio delle parti smontate per la spedizione della macchi na
3.1 Pedale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
3.2 Supporto portaconi . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.3 Depositi per il materiale . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.4 Timbro di piegatura (metodo di lavoro A) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.5 Timbro di presa e di piegatura (metodo di lavoro B, C) . . . . . . . . . . . . . . . . . . . . . . . 8
3.6 Ampliamento del tavolo (dotazione supplementare) . . . . . . . . . . . . . . . . . . . . . . . . 10
3.7 Impilatore a bracci (dotazione supplementare) . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
3.8 Dispositivo d’aspirazione (dotazione supplementare) . . . . . . . . . . . . . . . . . . . . . . . 12
4. Collegamento elettrico
4.1 Collegamento del pannello di comando per l’operatore DAC . . . . . . . . . . . . . . . . . . . 13
4.2 Controllo della tensione nominale d’alimentazione . . . . . . . . . . . . . . . . . . . . . . . . . 14
4.3 Controllo delle posizioni di posizionamento . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
. . . . . . . . . . . . . . 6
5. Collegamento pneumatico
6. Lubrificazione
7. Collaudo dell’unità di cucitura
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Page 2

Page 3
1. Parti componenti della fornitura
–
Sostegno e bancale con motore a corrente continua per la testa
della macchina per cucire
–
Motori pass o a p as so pe r i l tra s po r to de l ma te ri al e da c uc i re e p er
la regolazione della posizione longitudinale del dispositivo per
l’incisione degli angoli
–
Testa della mac c h i na pe r c uc i re a d ue aghi, a doppio pu nt o
annodato, cla s s e 9 35 - 24 6-0 0
Cl. 745-26: dotata con i l g r up po di p ar t i col a r i 09 35 74 53 04 pe r
Cl. 745-28: dotata con i l g r up po di p ar t i col a r i 09 35 74 53 07 pe r
–
Pannello di c o ma nd o D A C
–
Fotocellula per il controllo della lunghezza della pattina
–
Due lampade di ri f er i m en to pe r i l po s i z i on am en to de l ma te r ial e
–
Lampada per l’illuminazione del campo di lavoro
–
Gruppo riduttore per l’aria compressa con pistola ad aria
compressa
–
Supporto por t ac o ni
–
Depositi per il materiale di guarnizione a destra ed a sinistra
dell’operatore
–
Utensili e piccoli particolari negli accessori
l’innesto congiunto delle barre ago
l’innesto separato delle barre ago
2. Montaggio dell’unità di cucitura
ATTENZIONE IMPORTANTE !
L’unità automatica di cucitura dev’e s ser e mo nt at a s o l o d a p er s o na l e
specializz a to ed ap po s i ta me nt e i s t r uito allo scopo.
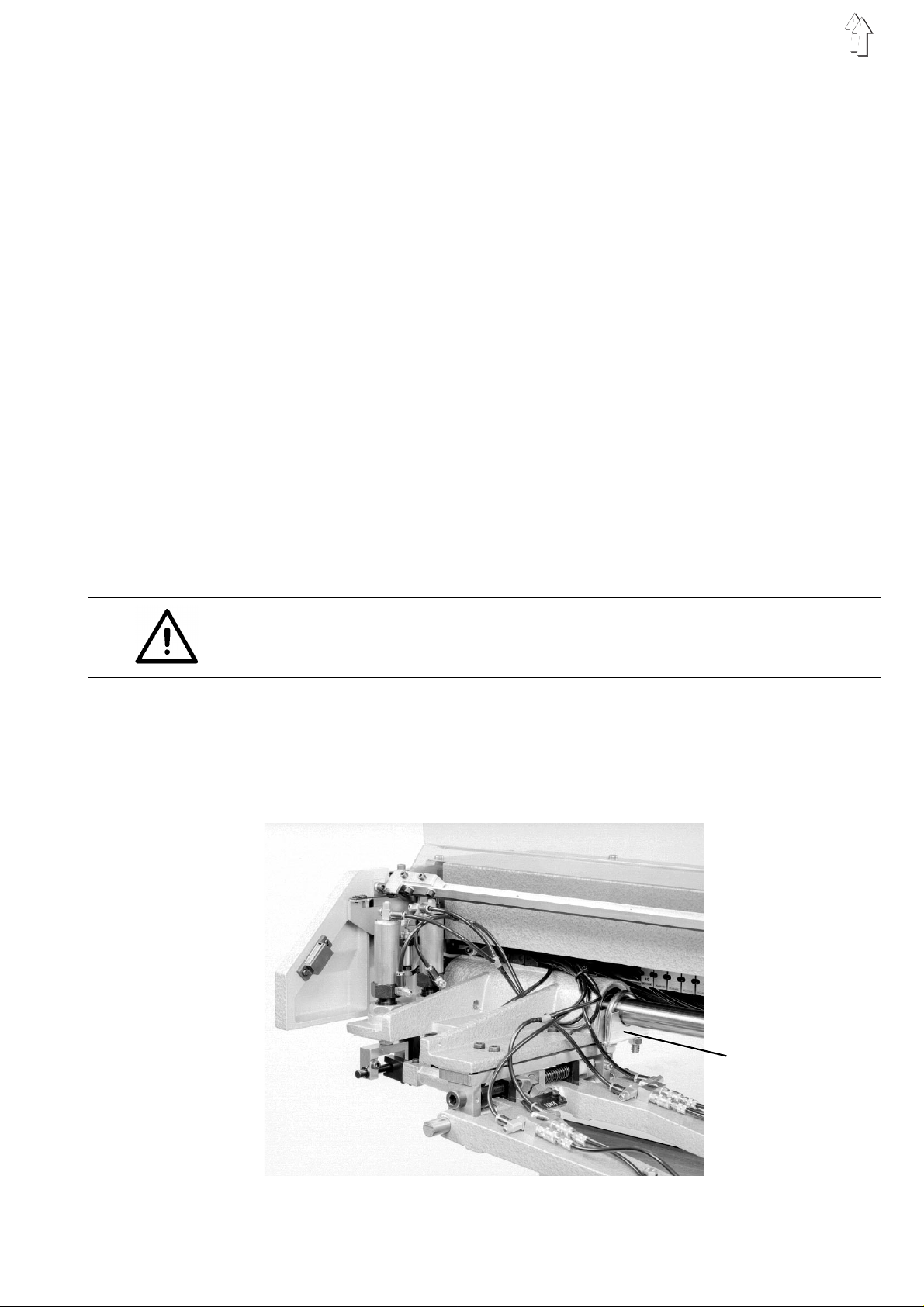
2.1 Smontaggio delle sicurezze di trasporto
La sicurezza per il trasporto 1 fissa il carro per il trasporto del
materiale ne l l a su a posizione pos te r i ore .
Prima d’iniziare il montaggio dell’unità di cucitura, smontare la
sicurezza per il trasporto 1!
1
–
Smontare la s i cur e z za per il trasport o 1 dopo aver alle nt ato i dadi.
3
Page 4

2.2 T rasporto del l’unità di cucitura
Il sostegno dell’unità di cucitura è dotato di quattro rulli di trasporto per
permettere il trasporto dell’unità di cucitura all’interno della fabbrica.
1
2
ATTENZIONE IMPORTANTE !
Prima d’effettuare il collaudo dell’unità di cucitura, inserire gli
ammortizza to ri 3 ( in dotazione deg l i acc e s s ori ) su i qu at tr o pi e di n i de l
sostegno.
Rialzare i rulli di trasporto fino a raggiungere
dell’unità di cucitura.
–
Per il trasporto dell’unità di cucitura far scendere i rulli di trasporto
girando verso sinistra le viti di regolazione 2.
Per poter effettuare il trasporto i piedini devono avere una distanza
sufficiente r is p et to al p av i m en to .
–
Dopo aver effettuato il trasporto dell’unità di cucitura, girando
verso destra le viti di regolazione 2 assicurarsi che l’unità di
cucitura appoggi effettivamente e sicuramente con tutti e quattro i
piedini su l pa v ime nto.
2.3 Regolazione dell’altezza del piano di lavoro
L’altezza del piano di l a v oro ( mi s u rat a tra il pavimen to ed i l bo r do
superiore del l a ta v ol a di su pporto) può esse r e re go l at a t r a 8 7 c m e
110 cm.
All’atto della fornitura l’unità di cucitura è regolata dalla fabbrica
sull’altezza del piano di lavoro più bassa, cioè corrispondente ad 87 cm.
–
Allentare le viti di fissaggio 1 di tutti e quattro i longheroni di
sostegno del sostegno dell’unità di cucitura.
–
Regolare il piano di lavoro dell’unità di cucitura in bolla e
sull’altezza di lavoro desiderata.
Per impedire uno scivolamento ed incastramento laterale, estrarre ed
inserire la tavola di supporto in maniera uniforme su entrambi i lati.
–
A regolazione ultimata, bloccare saldamente le viti di fissaggio 1.
3
una posizione stabile
4
Page 5
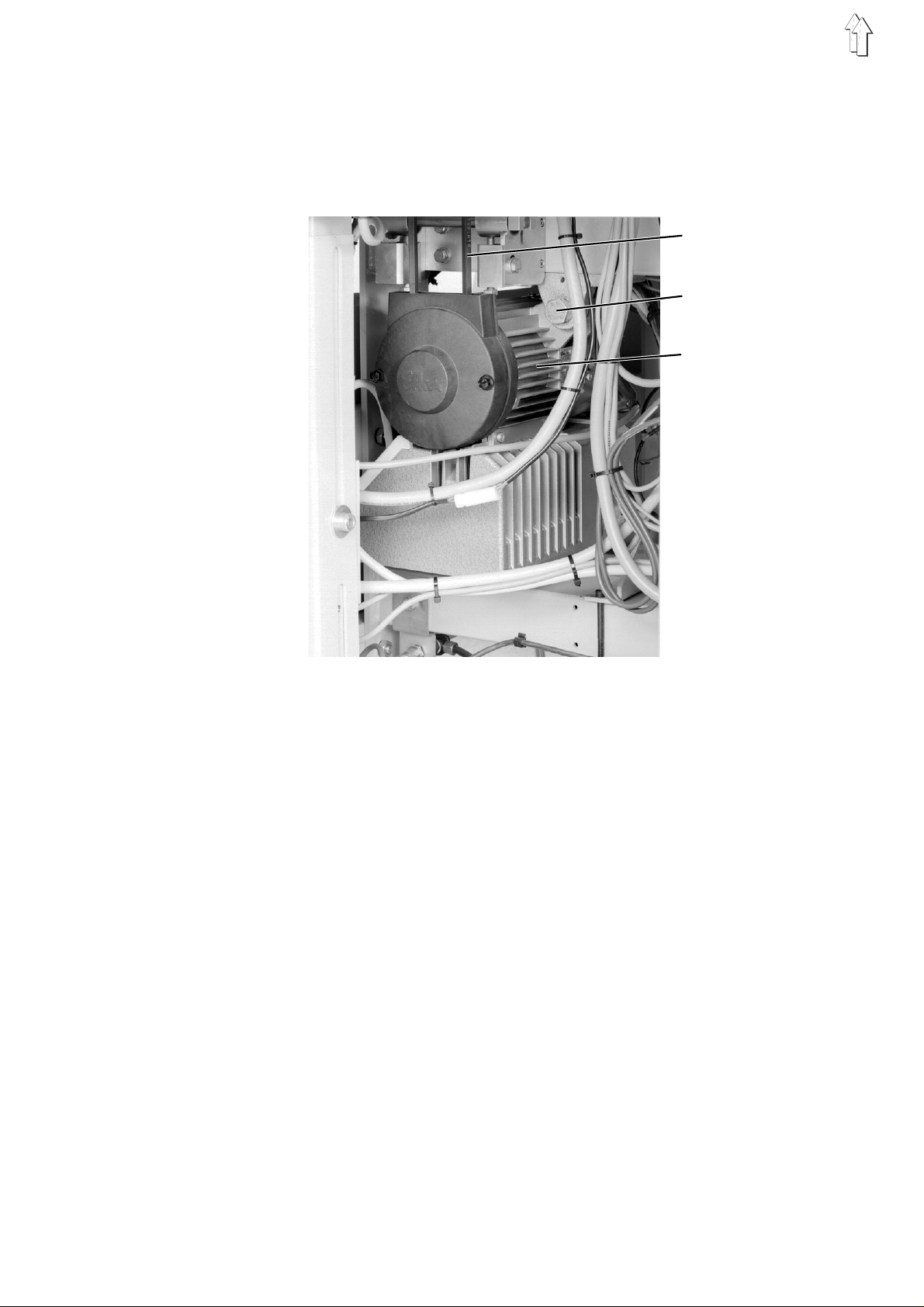
2.4 Controllo della tensione delle cinghie
Dopo il trasporto dell’unità di cucitura, dev’essere controllata la
tensione delle cinghie che è già stata regolata a priori in fabbrica.
Se la tensio ne è r e go l at a i n ma ni e ra e s at ta , l a c i ng hi a tra pezioidale 1
deve poter essere ancora premuta con le dita nella sua mezzeria per
ca. 10 mm.
1
2
3
Correzione della tensione della cinghia trapezioidale:
–
Allentare la vite 2.
–
Oscillare sul suo asse il motore 3 per la macchina per cucire fino a
raggiungere la tensione desiderata della cinghia trapezioidale.
–
Bloccare saldamente la vite 2.
5
Page 6
3. Montaggio delle parti smontate per la spedizione della macchina
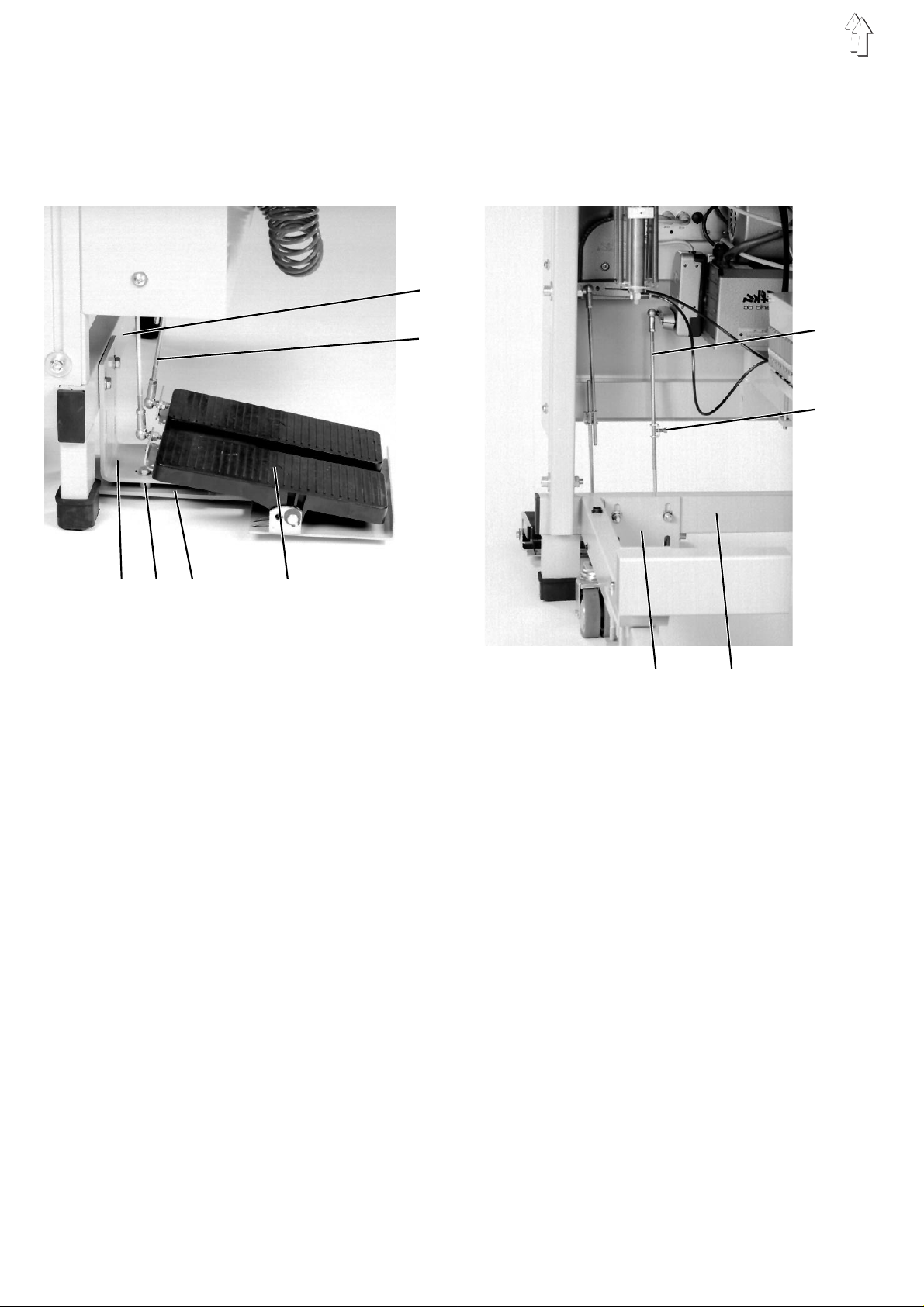
3.1 Pedale
A seconda dell’equipaggiamento e la destinazione d’utilizzazione
prevista, l’ u ni t à d i c uc itura è dotata di un s ol o pe da l e o pp ure di un
pedale sini s tro ed di u n p edale destro.
5
1 2 3 4
6
3 5
Il pedale 4 dev’essere fissato sul longherone trasversale inferiore 5:
–
Fissare il pe da l e 4 con l a s q ua dr e tt a 3 s ul l o ng he ron e trasversale
inferiore 5.
Le asole sulla squadretta 3 permettono un leggero adattamento in
altezza.
Orientare i n a l te z z a la squadretta 3 i n ma ni e ra t al e c he i l pe da l e 4
possa essere azionato in maniera ottimale.
–
La seconda squadretta 1 serve come appoggio.
Fissare la squadretta 1 come visibile nelle figure.
Durante codesta operazione porre i quattro anelli distanziali 2 tra
la squadretta 1 e la squadretta 3.
6
7
–
Agganciare i l ti r a nt e 6 pe r i l pe dale.
–
Allentare leggermente la vite di fissaggio 7.
–
Regolare in altezza il tirante 6 in maniera tale che il pedale 4 sia in
posizione orizzontale quando esso è completamente premuto fino
in battuta.
–
Bloccare saldamente la vite di fissaggio 7.
6
Page 7

3.2 Supporto portaconi
1
2
3.3 Depositi per il materiale
–
Inserire il s u pp orto portaconi 1 ne l fo ro 2 de l pi a no di l a v oro e
fissarlo con i dadi 2 e le rispettive rondelle.
–
Montare ed orientare, come visibile in figura, i bracci passafilo ed i
bracci portaconi con i relativi piattelli di supporto dei coni di filato.
3
4
5
–
Inserire i d ep os i t i pe r il ma te r i al e con l a s b ar ra di s u pp or t o 5 ne l
morsetto 4 ed o r i en ta rl i c orr e tt am en te .
–
Bloccare saldamente la leva di fissaggio 3.
7
Page 8

3.4 Timbro di pi egatura (metodo di lavoro A)
3
1
4
2
5
6
–
Inserire il timbro piegatore 6 con la mensoletta 5 fino in battuta sul
perno d’innesto del morsetto 1.
Durante codesta operazion e c u r are c he i l pe rno 3 s i a i ns e ri to
nell’asola 4.
–
Bloccare saldamente la vite di fissaggio 2.
Agendo in co de s ta ma ni e r a s i r i o tt i en e e s at ta me nt e l a r eg ol a z ion e
preventiva già effettuata in fabbrica.
3.5 Timbro di presa e di piegatur a (metodo di lavor o B, C)
Fissaggio del timbro piegatore
–
Spostare la te ral m en te l a s t az i o ne di p i eg at ura .
–
Inserire il timbro piegatore 3 sull’asse di supporto 2 .
–
Bloccare saldamente la vite di fissaggio 1.
L’asse di supporto 2 è provvisto di un foro di centraggio.
Avvitando la vite di fissaggio 1 si ottiene automaticamente la
regolazione esatta.
1
2
3
8
Page 9

1
6
2
7
3
8
4
5
Fissaggio del timbro di presa e di piegatura
–
Riportare n uo v am en te l a s t az ione di piegatur a ne l la s u a p os i z ione
di base.
–
Inserire il timbro di presa e di piegatura con il suo innesto 5 fino in
battuta sul la s b ar ra 7.
Durante codesta operazione curare che il perno 4 sia inserito
nell’asola 3.
–
Bloccare saldamente la vite di fissaggio 8.
Agendo in codesta maniera si riottiene esattamente la regolazione
preventiva già eff et tu at a i n fa bb r i ca.
–
Inserire l’ a c c op piamento pneumat i co 6 pe r i l mo vi me nto di
divaricazione degli aghi.
–
Nel caso del metodo di lavoro C inserire gli accoppiamenti
pneumatici 1 e 2 per il coltello per l’incisione della striscia del
filetto.
9
Page 10

3.6 Ampliamento del tavol o (dotazione supplem entare)
1 2
3
Ampliamento del tavolo per quarti posteriori di pantaloni
(numero d’ord i ne 07 94 00 2151)
–
Fissare l’ampliamento del tavolo 1 tramite le viti 2 ed il giunto
situato dietro il longherone 3.
–
Allentare leggermente le viti situate sulla superficie del tavolo.
Spostando l’ am pl i a me nt o d el t av o l o 1 c rea r e u na di s t an z a ri s p et to
al tavolo del piano di lavoro.
Codesta di st a nza è necessaria pe r ga r an ti r e un o sc o r ri me nt o
senza imped i me nt i de l s acc o de l l a t as c a .
4
5
10
Ampliamento del tavolo per davanti di giacche
(numero d’ord i ne 07 94 00 2101)
–
Tramite le viti 5 fissare l’ampliamento del tavolo 4 al tavolo di
posizionamento.
Page 11

3.7 Impilatore a bracci (dotazione supplementare)
1 2 3 4 5
6 7 8
L’impilatore a bracci (numero d’ordine Z112 427514) viene fissato tramite il
traversino cavo di supporto 1 al sostegno dell’unità automatica di cucitura.
11
12
14
13
15
13
All’atto della fornitura dell’unità automatica di cucitura, il traversino cavo di
supporto 1 è già premontato sul longherone 3 del sostegn o.
Se l’impilatore a bracci viene fornito a posteriori in imballo separato, il traversino
cavo di support o 1 de v’essere previame nt e fi ss ato sul longherone 3 del sostegno
dell’unità automatica di cucitura.
–
Con le apposite viti, rondelle e rondelle elastiche montare il carter di
protezione 12 sul carter 11 dell’impilatore a bracci.
–
Con le apposite viti, rondelle e giunti 6 fissare il traversino cavo di supporto 1
sul longheron e 3 del sostegno dell’un ità automatica di cucitura.
–
Con le apposite viti, rondelle e giunto 7 fissare il longherone 4 sulla
traversa 5 della parte inferiore del sostegno dell’impilatore.
–
Inserire il tappo a lamelle 8 nel longherone 4.
–
Avvicinare l’impilatore a bracci al sostegno dell’unità automatica di
cucitura, in maniera tale che il longherone 4 faccia presa nel traversino
cavo di supporto 1.
Tramite i fori asolati nella traversa 5 della parte inferiore del sostegno
dell’impilatore il longherone 4 viene adattato in altezza al traversino cavo
di supporto 1.
–
Inserire la spina di raccordo dell’alimentazione dell’aria compressa nella
presa 10 di raccordo per il tubo.
–
Inserire la spina di raccordo del tubo principale per l’azionamento
pneumatico nella presa di raccordo 9.
–
Utilizzando l’apposito dado a galletto fissare un terminale del cavo di potenziale
di massa 13 sulla piastrina di battuta 14 dell’impilatore a bracci.
Utilizzando l’apposita vite collegare l’altro terminale al listello 15 di
collegamento per il potenziale di massa che è montato nel pannello di
comando.
Il cavo di potenziale di massa 13 serve a scaricare verso la massa
eventuali carichi elettrostatici.
–
Dopo il collaudo dell ’unità automatica di cu ci tu ra, regolare, con l’imp il atore a
bracci aperto, la distanza d’imb oc co ris pe tto all’unità autom atica di cucitura
per garantire un’entrata sicura del capo nell’impilatore.
I pezzi da cucire dev on o poter penetrare co n si cu re zz a nell’apertura tr a il
braccio stenditore ed il supporto per i capi impilati.
–
Bloccare saldamente la leva di fissaggio 2.
9
10
11
Page 12

3.8 Dispositivo d’aspirazione (dotazione supplem entare)
Il dispositivo d’aspirazione (numero d’ordine 0722 004282) facilita
l’esatto posizionamento del capo da cucire sul piano di lavoro.
1
2
2 3 4 5
6 7 8
ATTENZIONE IMPORTANTE !
Non interscambiare tra di loro i tubi 2 e 5 !
Collegare sempre il tubo 2 al supporto 6 per il tubo.
Sul support o 6 pe r il tu bo è m ontata la valv ola a c o ma nd o pneumatico
per la presa d’ a r i a.
–
Collegare i l tu bo 2 d al re c i pi e nt e d i de po s i to 7 f i no al su pp or t o p er
il tubo d’aspirazione 1 del tavolo del piano di lavoro.
–
Collegare il tubo per l’aria compressa 3 dal cilindro 4 della valvola
per la presa d ’ ar i a fi n o a l la v al v o l a ele t t rom ag netica Y41.
–
5
9
Montare il tu bo 5 s u l s up po rto 8 d el r e c ipi e nte di deposito 7.
L’altra estremità del tubo dev’essere collegata all’impianto per il
vuoto spinto esistente in fabbrica oppure all’aspiratore a centrifuga.
Consiglio:
Se non è disp on i bi l e un pr o pri o i mp i an to a v u ot o s p i nt o è
necessario ordinare supplettivamente un aspiratore a centrifuga
(consultare le tabelle del punto 1.4 delle istruzioni per l’uso).
12
ATTENZIONE IMPORTANTE !
Sotto il tubo 5 dev’essere mo nt at o a s s ol u ta me nt e i l f i l tro a s a c c he tt o 9 .
Il filtro a sacchetto 9 protegge l’apparecchiatura che crea il vuoto
spinto dalla penetrazione di polvere e sporcizia.
Perciò non interscambiare mai tra di loro i tubi 2 e 5 !
Page 13

4. Collegamento elettrico
ATTENZIONE IMPORTANTE !
Tutti i lavori sull’equipaggiamento elettrico dell’unità di cucitura
devono essere effettuati da elettricisti specializzat i ed ap po s i ta me nt e
addestrati a l l o sc o po .
Prima d’iniziare ogni lavoro sull’equipaggiamento elettrico si deve
estrarre la spina dalla rete d’alimentazione dell’unità di cucitura.
4.1 Collegamento del pannello di comando per l’operatore DAC
Il pannello 1 di c o ma nd o p er l ’o peratore "DAC " , vi s t o d al l a pa r te
dell’operatore, viene montato sulla destra rispetto alla testa della
macchina per cucire.
1
–
Spingere i l pa nn el lo di comando per l ’ o pe r at or e 1 co n i s u oi
morsetti di fissaggio 4 e 6 sul braccio di fissaggio 5 e regolare la
sua inclinazione.
–
Bloccare saldamente le viti di fissaggio sui morsetti 4 e 6.
Durante codesta operazione fissare il cavo per il potenziale di
massa 3 al morsetto 4.
Il cavo per il potenziale di massa serve per scaricare a massa
eventuali c ari c h e e l et tr o s ta tic h e.
–
Allentare leggermente il controdado 7 sul braccio di fissaggio 5.
–
Girare il pannello di comando per l’operatore 1 fino a raggiungere
una perfetta visibilità del "Display" da parte dell’operatore.
–
Bloccare s al d am en te i l c on tro dado 7.
2 3 4 5 6
7
–
Inserire con cautela la spina 2 nella parete posteriore del pannello
di comando per l ’ o pe rat or e .
–
Avvitare le viti per il fissaggio della spina 2.
13
Page 14

4.2 Controllo della tensione nominale d’ alimentazione
Il valore de ll a t ensione nomina l e d ’al i m en ta z i on e d ev e c orr i sp on dere
assolutamente al valore della tensione nominale d’alimentazione
riportata sulla targhetta dell’unità di cucitura !
Tramite i morsetti da 1 fino a 5 (cons u l ta r e l o sc hi z zo) montati sul
trasformatore del motore della macchina per cucire avviene
l’adattamento al valore nominale della rete d’alimentazione.
3 - 2 : 190V
3 - 1 : 200V
4 - 2 : 210V
4 - 1 : 220V
5 - 2 : 230V
5 - 1 : 240V
5 4 3 2 1
230V
La distribuzione dei fili in caso di collegamento a reti trifasi è riportato
nello schem a e l et tri c o di c o st ru z i on e.
In caso di collegamento di numerosi motori DC (corrente continua)
essi devono essere distribuiti equilibratamente su tutte le fasi.
14
Page 15

4.3 Controllo delle posizioni di posizionamento
Prima del collaudo controllare le posizioni di posizionamento
previamente regolate in fabbrica.
1 2 3
4 5
Dopo l’inserimento dell’interruttore principale l’unità di cucitura
posiziona con la leva tend i fil o ne l s uo pu nt o m or t o s u pe r ior e .
Attenzione pericolo di ferimento !
Disinserire l’interruttore principale.
Controllar e e cor reggere il posi z i on am en to s olo ad interruttor e
principale d i s i ns e ri to .
Controllo del posizionamento
–
Disinserire l’interruttore principale.
–
Girando manualmente il volantino portare la leva tendifilo nel suo
punto morto su pe r i ore .
La leva tendifilo deve aver appena iniziato il suo movimento di
discesa.
–
In codesta posizione la tacca di riferimento 2 sull’anello del
sincronizz a to re d i po s i z ionamento 1 e la tac c a di ri f er i m en to 3 d el
corpo del sincronizzatore di posizionamento 5 devono essere
allineate.
–
Se fosse necessario correggere il posizionamento.
Correzione del posizionamento
–
Allentare le viti di fissaggio 4 sull’anello del sincronizzatore di
posizionam en to 1.
–
Girare l’anello del sincronizzatore di posizionamento 1 fino a
quando la sua tacca 2 e la tacc a 3 d el c o rpo del sincroni zz a to r e d i
posizionamento 5 sono allineate.
–
Bloccare saldamente le viti di fissaggio 4.
15
Page 16

5. Collegamento pneumatico
Per garanti re u n f unzionamento ot ti m al e de gl i e l em en ti co mandati
pneumaticame nte, l’unità di cucitura dev’e s ser e al i m en ta ta c on ari a
compressa priva di residui d’acqua.
ATTENZIONE IMPORTANTE !
Per garantire un funzionamento ottimale delle funzioni comandate
pneumaticame nte, la pressio ne di r e te de v ’es s e re tale da garanti re
che anche nel mo me nt o di maggior cons u mo d’ a r ia, la pressione
d’esercizio dell’unità di cucitura non scenda mai sotto il livello minimo
della pressi o ne di l a v oro di
In caso di una caduta troppo forte della pressione :
–
–
5 bar
.
Aumentare la potenza del compressore.
Aumentare il d i am et r o d el la tubazione d’ali m en tazione della r et e
per l’aria compressa.
2
3
1
Collegamento del gruppo riduttore per la regolazione della pressione
–
Collegare, tramite un accoppiamento R 1/4", il tubo di
collegamento 1 (numero d’ordine 0797 003031) alla rete
d’alimenta z i on e p er l’ a r i a co mpressa.
Regolazione della pressione d’esercizio
–
La pression e d ’es e r c iz i o d ev ’ e ss er e pa ri a
Essa può essere letta sul manometro 3.
–
Per regolare la pressione, sollevare la manopola girevole 2 e
rotarla a secondo della necessità.
Girando in senso orario = Aumento della pressione
Girando in sen s o a nt i or a ri o = Diminuzi on e d el la pr e s s ion e
6 bar
.
16
ATTENZIONE IMPORTANTE !
Dalla rete dell’aria compressa non deve provenire aria compressa
lubrificata.
Dopo il filtro viene prelevata l’aria compressa pulita che serve per la
pulizia di parti della macchina ed anche per i vari getti d’aria
eventualmente montati sull’unità di cucitura.
Particelle d’olio convogliate nel flusso d’aria potrebbero provocare
disturbi fu nzi o na l i de l l a m ac ch i na e s p or care i capi in l avorazione.
Page 17

6. Lubrificazione
ATTENZIONE IMPORTANTE !
Prima d’effettuare il collaudo dell’unità di cucitura, rifornire e
lubrificare la testa della macchina per cucire con olio lubrificante.
Per rifornire i serbatoi dell’olio utilizzare esclusivamente l’olio
lubrificante del tipo
L’olio del tipo SP-N K 10 pu ò e s s ere ac q ui s i t o p res s o i pu nt i di vendita
autorizzat i della
Serbatoio per l’olio 1 per la lubrificazione della testa della
macchina per cucire
–
Rifornire il serbatoio per l’olio 1 attraverso gli orifici praticati nella
spia per il livello dell’olio 1.
Il livello dell’olio deve trovarsi tra le linie di riferimento "Min" e
"Max".
Serbatoio per l’olio 3 per la lubrificazione del crochet
–
Ribaltare verso l’alto la testa della macchina per cucire.
–
Rifornire il serbatoio per l’olio 3 attraverso l’orificio 2 fino alla linea
di riferimento "Max." (consultare lo schizzo).
ESSO SP-NK 10
DÜRKOPP ADL ER AG
.
.
1
2 3
2 3
17
Page 18

7. Collaudo dell’unità di cucitura
–
Inserire l’interruttore principale.
Il pannello di c o ma nd o v i e ne i ni zi a l i z zat o.
Sul "Display" del pannello di comando per l’operatore appare per
un tempo breve il simbolo DÜRKOPP-ADLER.
–
Il pannello di comando controlla se il carro di trasporto si trova
<==== REF
nella sua posiziona posteriore.
Se ciò non fosse il caso sul "Display" appare "
di riferime nt o) .
–
Premere verso l’indietro il pedale sinistro.
La corsa di riferimento viene avviata.
Il carro di t r as p ort o s i p or t a n el l a sua posizione post er i o re.
La corsa di ri fe r ime nto è necessari a p er o tt en er e un a p os iz i o ne
iniziale di riferimento ben definita del carro di trasporto.
–
La visualizzazione sul "Display" commuta sulla visualizzazione
principale dello schermo dell’unità di cucitura.
–
Premendo i c orr i sp ondenti pedali v en go no at ti v a ti in s eq ue nz a i
diversi passi del ciclo di posizionamento e del ciclo di cucitura.
I singoli passi dipendono dal metodo di lavoro utilizzato e
dall’equipaggiamento dell’unità di cucitura.
ATTENZIONE IMPORTANTE !
Al momento dell’avvio del ciclo di cucitura, sotto le pinze di trasporto
dev’essere g i à s t at o p os i z io nato del materi ale da cucire.
Un avvio del c arr o di t ras p or t o s e nza materiale da cuc i re s ot to l e p i nz e
di trasport o p ot reb be danneggiare i m at eri a l i di ri v e s ti m en to de l l e
pinze di trasporto.
<====REF
" (corsa
–
Per la scelta del programma di cucitura e per ulteriori regolazioni
del pannello di comando consultare la parte 4. ("Descrizione
riassuntiv a de l pa nn el l o di c o ma nd o D A C 7 45 - 26 ; -28").
–
Il posizionamento del capo da cucire e l’uso dell’unità di cucitura
sono descri tti nella parte 1 .
("Istruzioni per l’uso. Classe 745-26; -28").
18
 Loading...
Loading...